


 Loading...
Loading...
User’s Manual
Touch Probe Cycles
iTNC 530
NC Software 340 422-xx 340 423-xx 340 480-xx 340 481-xx
English (en) 7/2005
TNC Model, Software and Features
This manual describes functions and features provided by TNCs as of the following NC software numbers.
TNC model |
NC software number |
iTNC 530 |
340 422-11 |
|
|
iTNC 530 E |
340 423-11 |
|
|
iTNC 530 |
340 480-11 |
|
|
iTNC 530 E |
340 481-11 |
|
|
iTNC 530 programming station |
374 150-11 |
|
|
The suffix E indicates the export version of the TNC. The export version of the TNC has the following limitations:
Linear movement is possible in no more than 4 axes simultaneously.
The machine tool builder adapts the useable features of the TNC to his machine by setting machine parameters. Some of the functions described in this manual may not be among the features provided by your machine tool.
TNC functions that may not be available on your machine include:
Tool measurement with the TT
Please contact your machine tool builder to become familiar with the features of your machine.
Many machine manufacturers, as well as HEIDENHAIN, offer programming courses for the TNCs. We recommend these courses as an effective way of improving your programming skill and sharing information and ideas with other TNC users.
User’s Manual:
All TNC functions that have no connection with touch probes are described in the User's Manual of the
iTNC 530. Please contact HEIDENHAIN if you need a copy of this User’s Manual.
Location of use
The TNC complies with the limits for a Class A device in accordance with the specifications in EN 55022, and is intended for use primarily in industrially-zoned areas.
HEIDENHAIN iTNC 530 |
3 |

Functions new since the predecessor versions 340 420-xx and 340 421-xx
Saving the active basic rotation in the preset table (see “Saving the basic rotation in the preset table” on page 31).
Writing measured values in a preset table (see “Writing the measured values from touch probe cycles in the preset table” on page 25).
New Cycle 419 for setting an individual datum in any axis (see “DATUM IN ONE AXIS (touch probe cycle 419, ISO: G419)” on page 87).
Cycle 3 was expanded to allow the user to enter a retraction path MB and select the coordinates in which the measurement results are to be saved (see “MEASURING (touch probe cycle 3)” on page 131).
Cycle 403 optionally sets a rotary axis in the preset table or active datum table to 0. In addition, an angle can be entered for alignment (see “BASIC ROTATION compensation via rotary axis (touch probe cycle 403, ISO: G403)” on page 50).
Cycle 9 automatically calibrates for length (see “CALIBRATE TS LENGTH (touch probe cycle 9)” on page 130).
The datum setting cycles 410, 411, 412, 413, 414, 415, 416 and 418 have been expanded to allow the datum to be optionally set in the touch probe axis (see “DATUM FROM INSIDE OF RECTANGLE (touch probe cycle 410, ISO: G410)” on page 61).
New manual touch probe functions: Datum setting in center line (see “Center line as datum” on page 35).
Touch probe functions for the TNC can also be used in combination with mechanical probes or dial gauges (see “Using the Touch Probe Functions with Mechanical Probes or Dial Gauges” on page 40).
4
Functions changed since the predecessor versions 340 420-xx and 340 421-xx
New input parameter for saving the determined datum in cycles for automatic datum setting (see “Save calculated datum” on page 60).
Before programming, note the following:
The function for the preset table was introduced with the release of the NC software versions 340 422-01 and
340 423-01, as well as 340 480-01 and 340 481-01. Please pay attention to the resulting changes in connection with the touch probe cycles for datum setting.
Writing measured values in a datum table (see “Writing the measured values from touch probe cycles in datum tables” on page 24).
Cycle 403 expanded by the possibility to zero the rotary axis after alignment (see “BASIC ROTATION compensation via rotary axis (touch probe cycle 403, ISO: G403)” on page 50).
Cycles 400, 401 and 402 expanded by the possibility to write the determined basic rotation in the preset table (see “BASIC ROTATION (touch probe cycle 400, ISO: G400)” on page 43), (see “BASIC ROTATION from two holes (touch probe cycle 401, ISO: G401)” on page 45) and (see “BASIC ROTATION over two studs (touch probe cycle 402, ISO: G402)” on page 47).
Datum setting with manual probing cycles has been changed. The datum must now be set by soft key instead of by the ENT key (see “To set the datum in any axis (see figure at right)” on page 32).
HEIDENHAIN iTNC 530 |
5 |

New/changed descriptions in this manual
A description of required input data for automatic tool calibration has been included in the tool table (see “Entries in the tool table TOOL.T” on page 138).
6

Contents |
|
|
Introduction |
1 |
|
|
|
|
|||
|
|
|
|
||
|
|
|
|
|
|
|
|
|
Touch Probe Cycles in the Manual and |
2 |
|
|
|
|
|
|
|
|
|
|
Electronic Handwheel Modes |
3 |
|
|
|
|
Touch Probe Cycles for Automatic |
||
|
|
|
|
|
|
|
|
|
Workpiece Inspection |
4 |
|
|
|
|
Touch Probe Cycles for Automatic Tool |
||
|
|
|
|
|
|
|
|
|
Measurement |
|
|
|
|
|
|
|
|
HEIDENHAIN iTNC 530 |
7 |
|
|
|
|
|
|
|

.....1 Introduction |
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
1.1 General Information on Touch Probe Cycles ..... |
14 |
|
|
|
|
|
|||
Function ..... |
14 |
|
|
|
|
|
|
|
|
Touch probe cycles in the Manual and Electronic Handwheel modes ..... |
15 |
|
|||||||
Touch probe cycles for automatic operation ..... |
15 |
|
|
|
|
|
|||
1.2 Before You Start Working with Touch Probe Cycles! ..... |
17 |
|
|
|
|
||||
Maximum traverse to touch point: MP6130 ..... |
17 |
|
|
|
|
|
|||
Safety clearance to touch point: MP6140 ..... |
17 |
|
|
|
|
|
|||
Orient the infrared touch probe to the programmed probe direction: MP6165 ..... |
17 |
||||||||
Multiple measurement: MP6170 ..... |
17 |
|
|
|
|
|
|
||
Confidence interval for multiple measurement: MP6171 ..... |
17 |
|
|
|
|||||
Touch trigger probe, probing feed rate: MP6120 ..... |
18 |
|
|
|
|
||||
Touch trigger probe, rapid traverse for pre-positioning: MP6150 ..... |
18 |
|
|
||||||
Running touch probe cycles ..... |
19 |
|
|
|
|
|
|
|
|
Contents
HEIDENHAIN iTNC 530 |
9 |

Contents
.....2 Touch Probe Cycles in the Manual and Electronic Handwheel Modes |
21 |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.1 Introduction ..... |
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Overview ..... |
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Selecting probe cycles |
..... 22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Recording measured values from the touch probe cycles |
..... 23 |
|
|
|
|
|
||||||||
Writing the measured values from touch probe cycles in datum tables ..... |
24 |
|
|
|
||||||||||
Writing the measured values from touch probe cycles in the preset table ..... |
25 |
|
|
|
||||||||||
2.2 Calibrating a Touch Trigger Probe |
..... |
26 |
|
|
|
|
|
|
|
|
|
|
||
Introduction ..... |
26 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Calibrating the effective length ..... |
26 |
|
|
|
|
|
|
|
|
|
|
|||
Calibrating the effective radius and compensating center misalignment ..... |
27 |
|
|
|
||||||||||
Displaying calibration values ..... |
|
28 |
|
|
|
|
|
|
|
|
|
|
||
Managing more than one block of calibrating data ..... |
29 |
|
|
|
|
|
|
|||||||
2.3 Compensating Workpiece Misalignment ..... |
|
30 |
|
|
|
|
|
|
|
|
||||
Introduction ..... |
30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Measuring the basic rotation ..... |
|
30 |
|
|
|
|
|
|
|
|
|
|
||
Saving the basic rotation in the preset table ..... |
31 |
|
|
|
|
|
|
|
||||||
Displaying a basic rotation ..... |
31 |
|
|
|
|
|
|
|
|
|
|
|||
Cancel a basic rotation ..... |
31 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2.4 Setting the Datum with a 3-D Touch Probe ..... |
32 |
|
|
|
|
|
|
|
|
|||||
Introduction ..... |
32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
To set the datum in any axis (see figure at right) |
..... |
32 |
|
|
|
|
|
|
||||||
Corner as datum—using points that were already probed for a basic rotation (see figure at right) ..... |
33 |
|||||||||||||
Corner as datum—without using points that were already probed for a basic rotation ..... |
33 |
|
||||||||||||
Circle center as datum ..... |
34 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Center line as datum ..... |
35 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Setting datum points using holes/cylindrical studs ..... |
36 |
|
|
|
|
|
|
|||||||
2.5 Measuring Workpieces with a 3-D Touch Probe ..... |
37 |
|
|
|
|
|
|
|
||||||
Introduction ..... |
37 |
|
|
|
|
|
|
|
|
|
|
|
|
|
To find the coordinate of a position on an aligned workpiece: ..... |
37 |
|
|
|
|
|||||||||
Finding the coordinates of a corner in the working plane ..... |
37 |
|
|
|
|
|
||||||||
Measuring workpiece dimensions ..... |
38 |
|
|
|
|
|
|
|
|
|
||||
To find the angle between the angle reference axis and a side of the workpiece ..... |
39 |
|
|
|||||||||||
2.6 Using the Touch Probe Functions with Mechanical Probes or Dial Gauges ..... |
40 |
|
|
|
||||||||||
Introduction ..... |
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
Contents |
.....3 Touch Probe Cycles for Automatic Workpiece Inspection |
41 |
|
|
|
|||
|
|
|
|
|
|
|
|
3.1 Measuring Workpiece Misalignment |
..... 42 |
|
|
|
|
|
|
Overview ..... |
42 |
|
|
|
|
|
|
Characteristics common to all touch probe cycles for measuring workpiece misalignment ..... 42 |
|||||||
BASIC ROTATION (touch probe cycle 400, |
|
|
|
|
|
||
ISO: G400) ..... |
43 |
|
|
|
|
|
|
BASIC ROTATION from two holes (touch probe cycle 401, ISO: G401) ..... |
|
45 |
|
||||
BASIC ROTATION over two studs (touch probe cycle 402, ISO: G402) ..... |
|
47 |
|
||||
BASIC ROTATION compensation via rotary axis (touch probe cycle 403, ISO: G403) ..... 50 |
|||||||
BASIC ROTATION (touch probe cycle 404, ISO: G404) ..... |
53 |
|
|
|
|
||
Compensating workpiece misalignment by rotating the C axis (touch probe cycle 405, ISO: G405) ..... 54 |
|||||||
3.2 Automatic Datum Determination ..... |
58 |
|
|
|
|
|
|
Overview ..... |
58 |
|
|
|
|
|
|
Characteristics common to all touch probe cycles for datum setting ..... |
59 |
|
|
||||
DATUM FROM INSIDE OF RECTANGLE (touch probe cycle 410, ISO: G410) ..... |
61 |
||||||
DATUM FROM OUTSIDE OF RECTANGLE (touch probe cycle 411, ISO: G411) |
..... 64 |
||||||
DATUM FROM INSIDE OF CIRCLE (touch probe cycle 412, ISO: G412) |
..... |
67 |
|
||||
DATUM FROM OUTSIDE OF CIRCLE (touch probe cycle 413, ISO: G413) ..... |
70 |
||||||
DATUM FROM OUTSIDE OF CORNER (touch probe cycle 414, ISO: G414) ..... |
73 |
||||||
DATUM FROM INSIDE OF CORNER (touch probe cycle 415, ISO: G415) ..... |
76 |
||||||
DATUM CIRCLE CENTER (touch probe cycle 416, ISO: G416) ..... |
79 |
|
|
|
|||
DATUM IN TOUCH PROBE AXIS (touch probe cycle 417, ISO: G417) ..... |
82 |
|
|||||
DATUM AT CENTER BETWEEN 4 HOLES (touch probe cycle 418, ISO: G418) ..... |
84 |
||||||
DATUM IN ONE AXIS (touch probe cycle 419, ISO: G419) |
..... 87 |
|
|
|
|
||
Contents
HEIDENHAIN iTNC 530 |
11 |

Contents
3.3 Automatic Workpiece Measurement ..... 93 |
|
|
|
|
|||
Overview ..... |
93 |
|
|
|
|
|
|
Recording the results of measurement |
..... 94 |
|
|
|
|
||
Measurement results in Q parameters ..... |
95 |
|
|
|
|
||
Classification of results |
..... 95 |
|
|
|
|
|
|
Tolerance monitoring ..... |
95 |
|
|
|
|
|
|
Tool monitoring ..... 96 |
|
|
|
|
|
|
|
Reference system for measurement results ..... |
96 |
|
|
|
|||
REFERENCE PLANE (touch probe cycle 0, ISO: G55) ..... |
97 |
|
|
||||
DATUM PLANE (touch probe cycle 1) ..... |
98 |
|
|
|
|
||
MEASURE ANGLE (touch probe cycle 420, ISO: G420) ..... |
99 |
|
|
||||
MEASURE HOLE (touch probe cycle 421, ISO: G421) ..... |
101 |
|
|
||||
MEASURE CIRCLE OUTSIDE (touch probe cycle 422, ISO: G422) |
..... 104 |
|
|||||
MEASURE RECTANGLE FROM INSIDE (touch probe cycle 423, ISO: G423) ..... |
107 |
||||||
MEASURE RECTANGLE FROM OUTSIDE (touch probe cycle 424, ISO: G424) ..... |
110 |
||||||
MEASURE INSIDE WIDTH (touch probe cycle 425, ISO: G425) ..... |
113 |
|
|||||
MEASURE RIDGE WIDTH (touch probe cycle 426, ISO: G426) ..... |
115 |
|
|||||
MEASURE COORDINATE (touch probe cycle 427, ISO: G427) ..... |
117 |
|
|||||
MEASURE BOLT HOLE CIRCLE (touch probe cycle 430, ISO: G430) ..... 119 |
|
||||||
MEASURE PLANE (touch probe cycle 431, ISO: G431) ..... |
122 |
|
|
||||
3.4 Special Cycles ..... |
128 |
|
|
|
|
|
|
Overview ..... |
128 |
|
|
|
|
|
|
CALIBRATE TS (touch probe cycle 2) ..... |
129 |
|
|
|
|
||
CALIBRATE TS LENGTH (touch probe cycle 9) ..... |
130 |
|
|
|
|||
MEASURING (touch probe cycle 3) ..... |
131 |
|
|
|
|
||
MEASURE AXIS OFFSET (touch probe cycle 440, ISO: G440) ..... |
132 |
|
|||||
.....4 Touch Probe Cycles for Automatic Tool Measurement |
135 |
|
|||
|
|
|
|
||
4.1 Tool Measurement with the TT Tool Touch Probe ..... |
136 |
|
|
||
Overview ..... |
136 |
|
|
|
|
Setting the machine parameters ..... |
136 |
|
|
|
|
Entries in the tool table TOOL.T ..... |
138 |
|
|
|
|
Display the results of measurement |
..... 139 |
|
|
|
|
4.2 Available Cycles |
..... 140 |
|
|
|
|
Overview ..... |
140 |
|
|
|
|
Differences between Cycles 31 to 33 and Cycles 481 to 483 ..... |
140 |
|
|||
Calibrating the TT (touch probe cycle 30 or 480, ISO: G480) ..... |
141 |
|
|||
Measuring the tool length (touch probe cycle 31 or 481, ISO: G481) ..... |
142 |
||||
Measuring the tool radius (touch probe cycle 32 or 482, ISO: G482) ..... |
144 |
||||
Measuring the tool radius (touch probe cycle 33 or 483, ISO: G483) ..... |
146 |
||||
12 |
Contents |

Introduction
1.1 General Information on Touch Probe Cycles
1.1General Information on Touch Probe Cycles
The TNC must be specially prepared by the machine tool builder for the use of a 3-D touch probe.
If you are carrying out measurements during program run, be sure that the tool data (length, radius) can be used from the calibrated data or from the last TOOL CALL block (selected with MP7411).
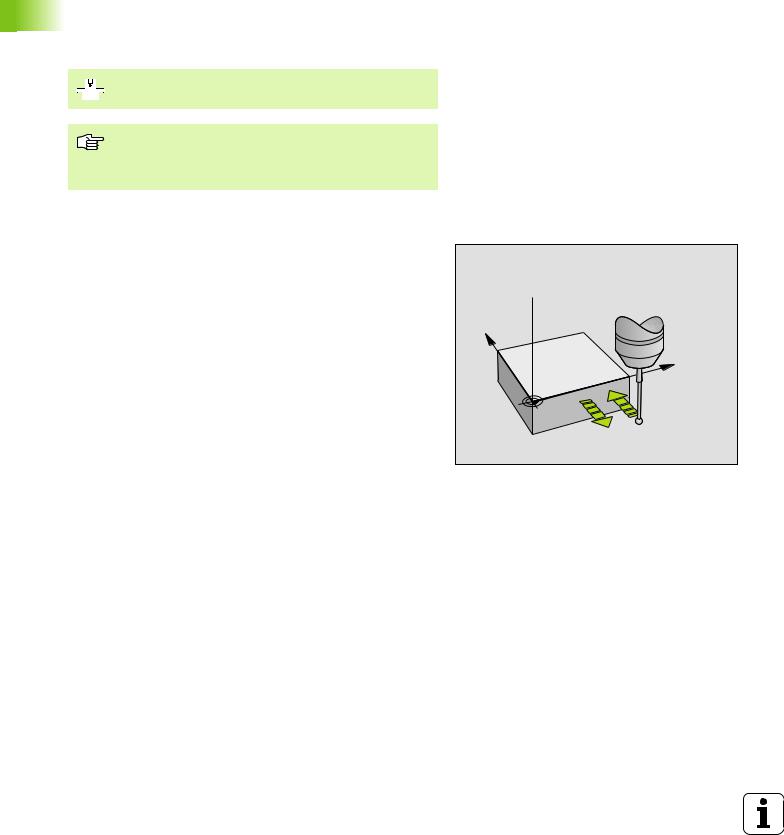
Function
Whenever the TNC runs a touch probe cycle, the 3-D touch probe approaches the workpiece in one linear axis. This is also true during an active basic rotation or with a tilted working plane. The machine tool builder determines the probing feed rate in a machine parameter (see
“Before You Start Working with Touch Probe Cycles” later in this Z  chapter).
chapter).
Y
When the probe stylus contacts the workpiece,
the 3-D touch probe transmits a signal to the TNC: the coordinates of the probed position are stored,
the touch probe stops moving, and
returns to its starting position at rapid traverse.
If the stylus is not deflected within a distance defined in MP 6130, the TNC displays an error message.
X
F
F MAX
14 |
1 Introduction |
Touch probe cycles in the Manual and Electronic Handwheel modes
In the Manual and Electronic Handwheel operating modes, the TNC provides touch probe cycles that allow you to:
Calibrate the touch probe
Compensate workpiece misalignment
Datum setting
Touch probe cycles for automatic operation
Besides the touch probe cycles, which you can use in the Manual and Electronic handwheel operating modes, several cycles are available for a wide variety of applications in automatic operation:
Calibrating the touch probe (Chapter 3)
Compensating workpiece misalignment (Chapter 3)
Setting datums (Chapter 3)
Automatic workpiece inspection (Chapter 3)
Automatic workpiece measurement (Chapter 4)
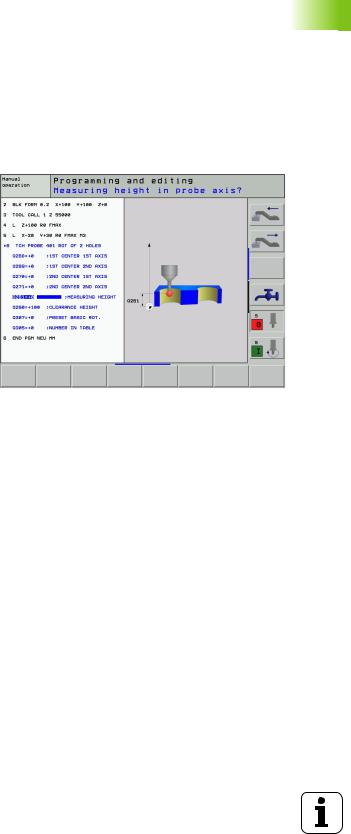
You can program the touch probe cycles in the Programming and Editing operating mode via the TOUCH PROBE key. Like the most recent fixed cycles, touch probe cycles use Q parameters with numbers of 400 and above as transfer parameters. Parameters with specific functions that are required in several cycles always have the same number: For example, Q260 is always assigned the clearance height, Q261 the measuring height, etc.
To simplify programming, the TNC shows an illustration during cycle definition. In the illustration, the parameter that needs to be entered is highlighted (see figure at right).
1.1 General Information on Touch Probe Cycles
HEIDENHAIN iTNC 530 |
15 |
1.1 General Information on Touch Probe Cycles
Defining the touch probe cycle in the Programming and Editing operation mode
8 The soft-key row shows all available touch probe functions divided into groups.
8Select the desired probe cycle, for example datum setting. Digitizing cycles and cycles for automatic tool measurement are available only if your machine has been prepared for them.
8Select a cycle, e.g. datum setting at pocket. The TNC initiates the programming dialog and asks all required input values. At the same time a graphic of the input parameters is displayed in the right screen window. The parameter that is asked for in the dialog prompt is highlighted.
8Enter all parameters requested by the TNC and conclude each entry with the ENT key.
8The TNC ends the dialog when all required data has been entered.
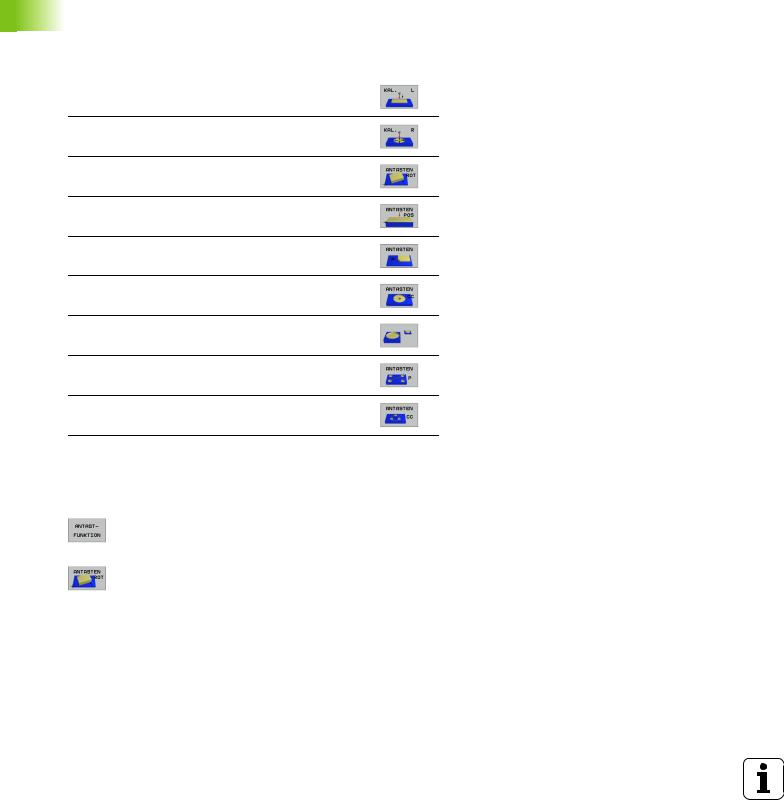
Group of measuring cycles |
Soft key |
Cycles for automatic measurement and compensation of workpiece misalignment
Cycles for automatic datum setting
Cycles for automatic workpiece inspection
Automatic calibration cycle
Cycles for automatic tool measurement (enabled by the machine tool builder)
Example: NC blocks
5 TCH PROBE 410 DATUM INSIDE RECTAN.
Q321=+50 |
;CENTER |
IN |
1ST |
AXIS |
||
Q322=+50 |
;CENTER |
IN |
2ND |
AXIS |
||
Q323=60 |
;1ST |
SIDE |
LENGTH |
|||
Q324=20 |
;2ND |
SIDE |
LENGTH |
|||
Q261=-5 |
;MEASURING |
HEIGHT |
||||
Q320=0 |
;SET-UP |
CLEARANCE |
||||
Q260=+20 |
;CLEARANCE |
HEIGHT |
||||
Q301=0 |
;TRAVERSE |
TO |
CLEARANCE HEIGHT |
|||
Q305=10 |
;NO. IN |
TABLE |
|
|
||
Q331=+0 |
;DATUM |
|
|
|
|
|
Q332=+0 |
;DATUM |
|
|
|
|
|
Q303=+1 |
;MEAS. VALUE |
TRANSFER |
||||
16 |
1 Introduction |
1.2Before You Start Working with Touch Probe Cycles!
To make it possible to cover the widest possible range of applications, machine parameters enable you to determine the behavior common to all touch probe cycles:
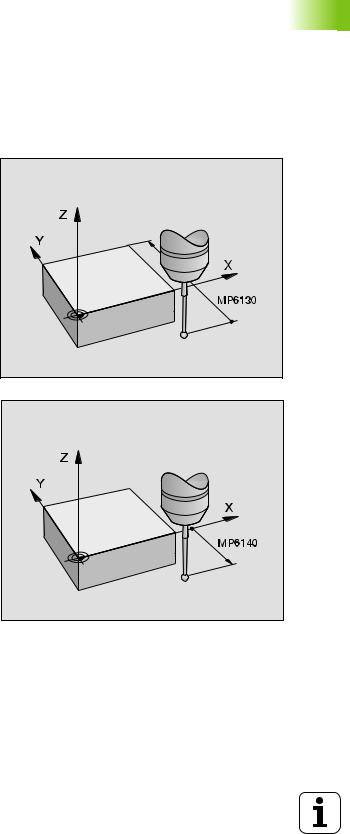
Maximum traverse to touch point: MP6130
If the stylus is not deflected within the path defined in MP6130, the TNC outputs an error message.
Safety clearance to touch point: MP6140
In MP6140 you define how far from the defined (or calculated) touch point the TNC is to pre-position the touch probe. The smaller the value you enter, the more exactly must you define the touch point position. In many touch probe cycles you can also define a setup clearance in addition that is added to Machine Parameter 6140.
Orient the infrared touch probe to the programmed probe direction: MP6165
To increase measuring accuracy, you can use MP 6165 = 1 to have an infrared touch probe oriented in the programmed probe direction before every probe process. In this way the stylus is always deflected in the same direction.
Multiple measurement: MP6170
To increase measuring certainty, the TNC can run each probing process up to three times in sequence. If the measured position values differ too greatly, the TNC outputs an error message (the limit value is defined in MP6171). With multiple measurement it is possible to detect random errors, e.g., from contamination.
If the measured values lie within the confidence interval, the TNC saves the mean value of the measured positions.
Confidence interval for multiple measurement: MP6171
In MP6171 you store the value by which the results may differ when you make multiple measurements. If the difference in the measured values exceeds the value in MP6171, the TNC outputs an error message.
1.2 Before You Start Working with Touch Probe Cycles!
HEIDENHAIN iTNC 530 |
17 |
1.2 Before You Start Working with Touch Probe Cycles!
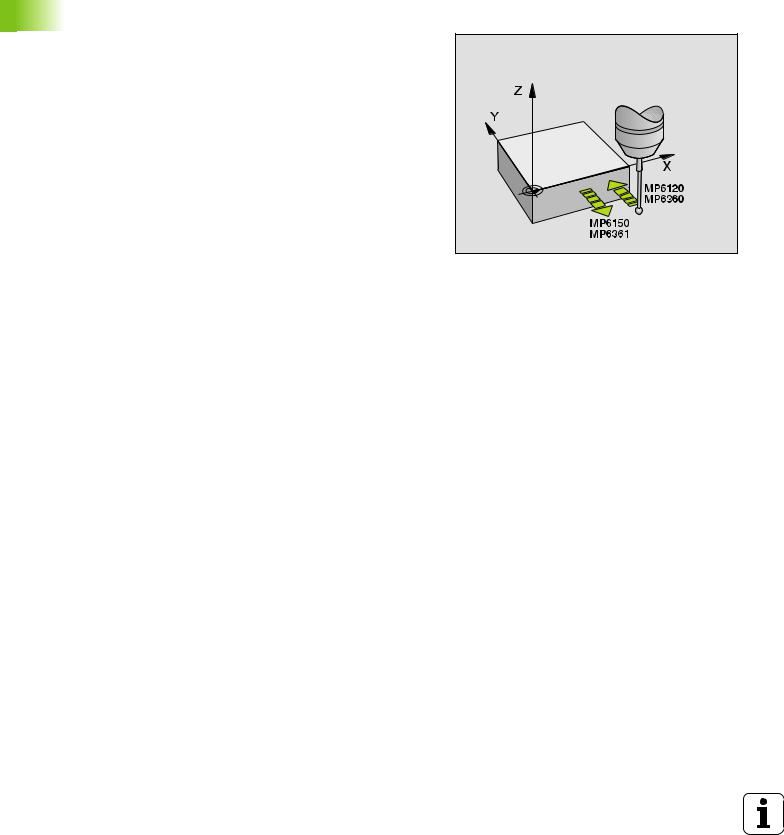
Touch trigger probe, probing feed rate: MP6120
In MP6120 you define the feed rate at which the TNC is to probe the workpiece.
Touch trigger probe, rapid traverse for prepositioning: MP6150
In MP6150 you define the feed rate at which the TNC pre-positions the touch probe, or positions it between measuring points.
18 |
1 Introduction |
Running touch probe cycles
All touch probe cycles are DEF active. This means that the TNC runs the cycle automatically as soon as the TNC executes the cycle definition in the program run.
Make sure that at the beginning of the cycle the compensation data (length, radius) from the calibrated data or from the last TOOL CALL block are active (selection via MP7411, see the User's Manual of the iTNC 530, “General User Parameters”).
You can also run the touch probe cycles 410 to 419 during an active basic rotation. Make sure, however, that the basic rotation angle does not change when you use Cycle 7 DATUM SHIFT with datum tables after the measuring cycle.
Touch probe cycles with a number greater than 400 position the touch probe according to a positioning logic:
If the current coordinate of the south pole of the stylus is less than the coordinate of the clearance height (defined in the cycle), the TNC retracts the touch probe in the probe axis to the clearance height and then positions it in the working plane to the first starting position.
If the current coordinate of the south pole of the stylus is greater than the coordinate of the clearance height, the TNC first positions the probe in the working plane to the first starting position and then moves it immediately to the measuring height in the touch probe axis.
1.2 Before You Start Working with Touch Probe Cycles!
HEIDENHAIN iTNC 530 |
19 |
Touch Probe Cycles in the
Manual and
Electronic Handwheel Modes
2.1 Introduction
2.1 Introduction
Overview
The following touch probe cycles are available in the Manual mode:
Function |
Soft key |
Calibrate the effective length
Calibrate the effective radius
Measure a basic rotation using a line
Datum setting in any axis
Set the datum at a corner
Set the datum at a circle center
Measure a basic rotation using two holes/cylindrical studs
Set the datum using four holes/cylindrical studs
Set the circle center using three holes/cylindrical studs
Selecting probe cycles
8Select the Manual Operation or Electronic Handwheel mode of operation.
8To choose the touch probe functions, press the TOUCH PROBE soft key. The TNC displays additional soft keys—see table above.
8To select the probe cycle, press the appropriate soft key, for example PROBING ROT, and the TNC displays the associated menu.
22 |
2 Touch Probe Cycles in the Manual and Electronic Handwheel Modes |
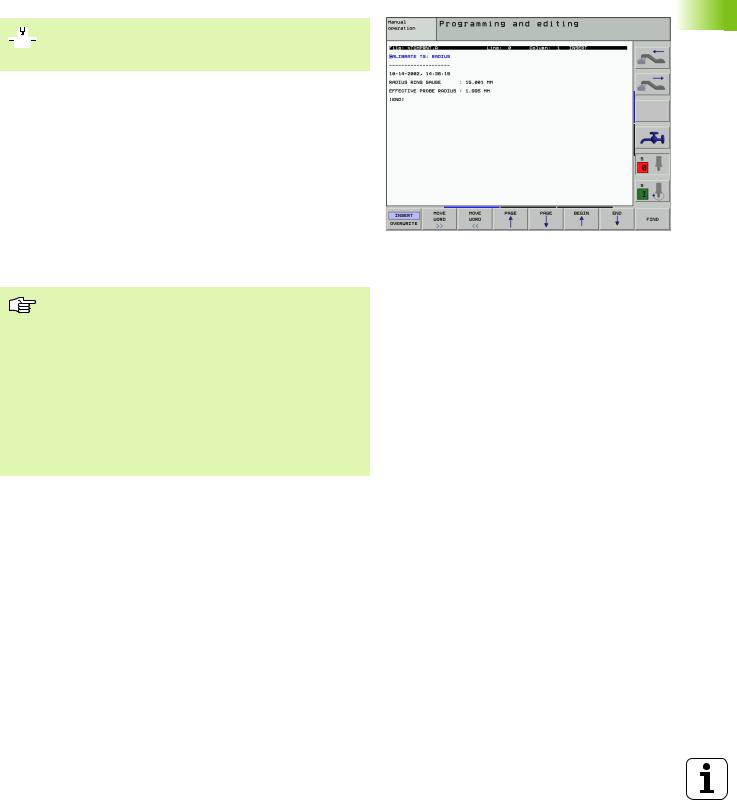
Recording measured values from the touch probe cycles
The TNC must be specially prepared by the machine tool builder for use of this function. The machine tool manual provides further information.
After executing any selected touch probe cycle, the TNC displays the PRINT soft key. If you press this soft key, the TNC will record the current values determined in the active touch probe cycle. You can then use the PRINT function in the menu for setting the data interface (see the User's Manual Chapter 12, “MOD Functions, Setting the Data Interfaces”) to define whether the TNC is to
print the measuring result,
store the measuring results on the TNC’s hard disk, or
store the measuring results on a PC.
If you store the measuring results, the TNC creates the ASCII file %TCHPRNT.A. Unless you define a specific path and interface in the interface configuration menu, the TNC will store the %TCHPRNT file in the main directory TNC:\.
When you press the PRINT soft key, the %TCHPRNT.A file must not be
active in the Programming and Editing mode of operation. The TNC will otherwise display an error message.
The TNC stores the measured data in the %TCHPRNT.A file only. If you execute several touch probe cycles in succession and want to store the resulting measured data, you must make a backup of the contents stored in %TCHPRNT.A between the individual cycles by copying or renaming the file.
Format and contents of the %TCHPRNT file are preset by the machine tool builder.
2.1 Introduction
HEIDENHAIN iTNC 530 |
23 |
2.1 Introduction
Writing the measured values from touch probe cycles in datum tables
This function is active only if you have datum tables active on your TNC (bit 3 in machine parameter 7224.0 =0).
Use this function if you want to save measured values in the workpiece coordinate system. If you want to save measured values in the machine-based coordinate system (REF coordinates), press the ENTER IN PRESET TABLE soft key (see “Writing the measured values from touch probe cycles in the preset table” on page 25).
With the ENTER IN DATUM TABLE soft key, the TNC can write the values measured during a touch probe cycle in a datum table:
Note that during an active datum shift the TNC always bases the probed value on the active preset (or on the datum most recently set in the Manual operating mode), although the datum shift is included in the position display.
8Select any probe function.
8Enter the desired coordinates of the datum in the appropriate input fields (depends on the touch probe cycle being run).
8Enter the datum number in the Number in table= input box.
8Enter the name of the datum table (complete path) in the Datum table input box.
8Press the ENTER IN DATUM TABLE soft key. The TNC saves the datum in the indicated datum table under the entered number.
24 |
2 Touch Probe Cycles in the Manual and Electronic Handwheel Modes |
Writing the measured values from touch probe cycles in the preset table
Use this function if you want to save measured values in the machine-based coordinate system (REF coordinates). If you want to save measured values in the workpiece coordinate system, press the ENTER IN DATUM TABLE soft key (see “Writing the measured values from touch probe cycles in datum tables” on page 24).
With the ENTER IN PRESET TABLE soft key, the TNC can write the values measured during a probe cycle in the preset table. The measured values are then stored referenced to the machine-based coordinate system (REF coordinates). The preset table has the name PRESET.PR, and is saved in the directory TNC:\.
Note that during an active datum shift the TNC always bases the probed value on the active preset (or on the datum most recently set in the Manual operating mode), although the datum shift is included in the position display.
8Select any probe function.
8Enter the desired coordinates of the datum in the appropriate input fields (depends on the touch probe cycle being run).
8Enter the preset number in the Number in table: input box.
8Press the ENTER IN PRESET TABLE soft key. The TNC saves the datum in the preset table under the entered number.
2.1 Introduction
HEIDENHAIN iTNC 530 |
25 |
2.2 Calibrating a Touch Trigger Probe
2.2Calibrating a Touch Trigger Probe
Introduction
The touch probe must be calibrated in the following cases:
Commissioning
Stylus breakage
Stylus exchange
Change in the probe feed rate
Irregularities caused, for example, when the machine heats up
During calibration, the TNC finds the “effective” length of the stylus and the “effective” radius of the ball tip. To calibrate the touch probe, clamp a ring gauge of known height and known internal radius to the machine table.
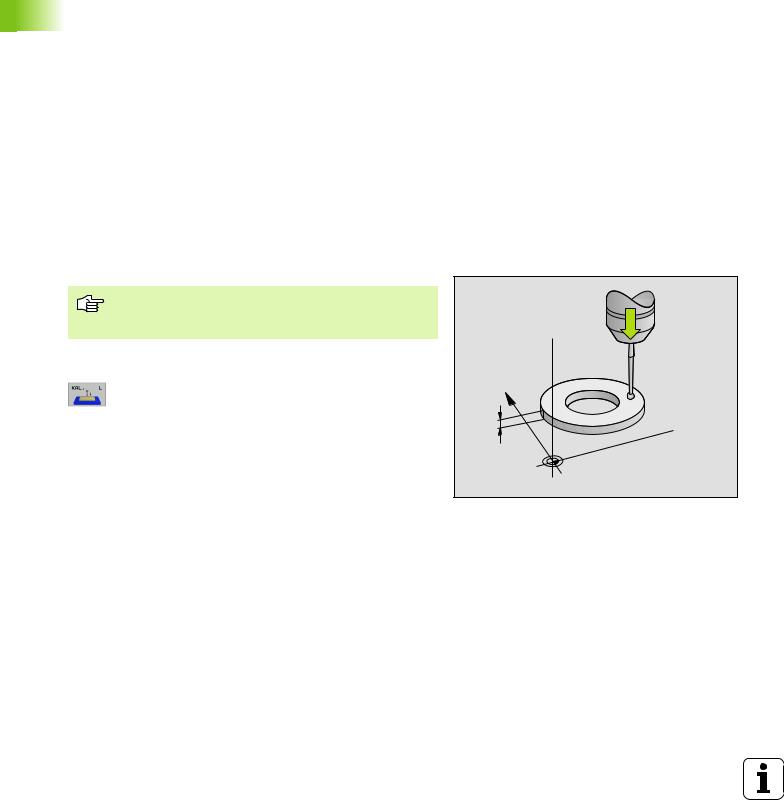
Calibrating the effective length
The effective length of the touch probe is always referenced to the tool datum. The machine tool builder usually defines the spindle tip as the tool datum.
8Set the datum in the spindle axis such that for the machine tool table Z=0.
8To select the calibration function for the touch probe length, press the TOUCH PROBE and CAL. L soft keys. The TNC then displays a menu window with four input fields.
8Enter the tool axis (with the axis key).
8Datum: Enter the height of the ring gauge.
8The menu items Effective ball radius and Effective length do not require input.
8Move the touch probe to a position just above the ring gauge.
8To change the traverse direction (if necessary) press a soft key or an arrow key.
8To probe the upper surface of the ring gauge, press the machine START button.
Z 
Y
5
 X
X
26 |
2 Touch Probe Cycles in the Manual and Electronic Handwheel Modes |
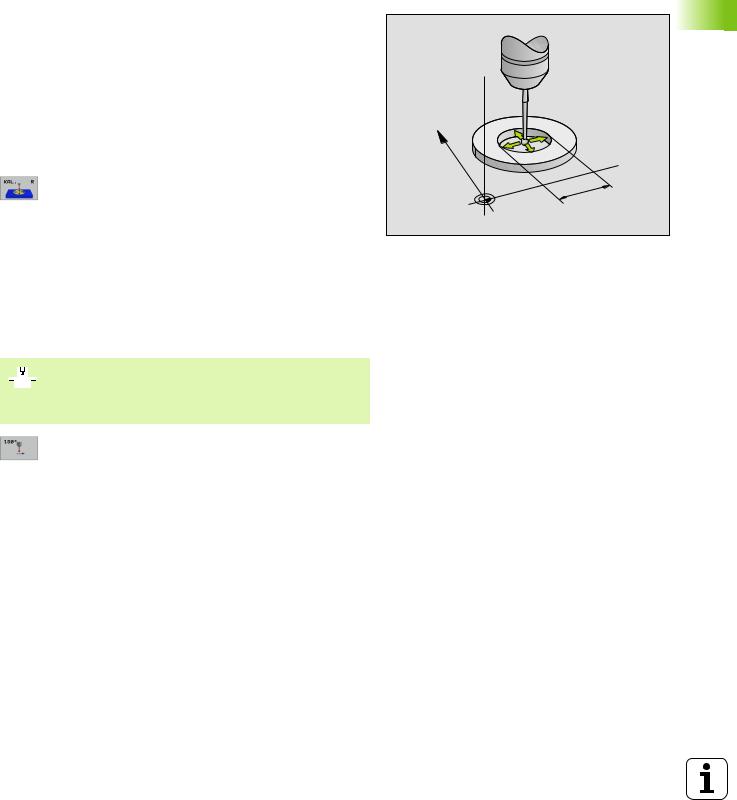
Calibrating the effective radius and compensating center misalignment
After the touch probe is inserted, it normally needs to be aligned exactly with the spindle axis. The misalignment is measured with this calibration function and compensated electronically.
For this operation the TNC rotates the 3-D touch probe by 180°. The rotation is initiated by a miscellaneous function that is set by the machine tool builder in machine parameter 6160.
The center misalignment is measured after the effective ball tip radius is calibrated.
8In the Manual Operation mode, position the ball tip in the bore of the ring gauge.
8To select the calibration function for the ball-tip radius and the touch probe center misalignment, press the CAL. R soft key.
8Select the tool axis and enter the radius of the ring gauge.
8To probe the workpiece, press the machine START button four times. The touch probe contacts a position on the bore in each axis direction and calculates the effective ball-tip radius.
8If you want to terminate the calibration function at this point, press the END soft key.
In order to be able to determine ball-tip center misalignment, the TNC needs to be specially prepared by the machine manufacturer. The machine tool manual provides further information.
8If you want to determine the ball-tip center misalignment, press the180° soft key. The TNC rotates the touch probe by 180°.
8To probe the workpiece, press the machine START button four times. The touch probe contacts a position on the bore in each axis direction and calculates the ball-tip center misalignment.
Z 
Y
 X
X
10
2.2 Calibrating a Touch Trigger Probe
HEIDENHAIN iTNC 530 |
27 |
2.2 Calibrating a Touch Trigger Probe
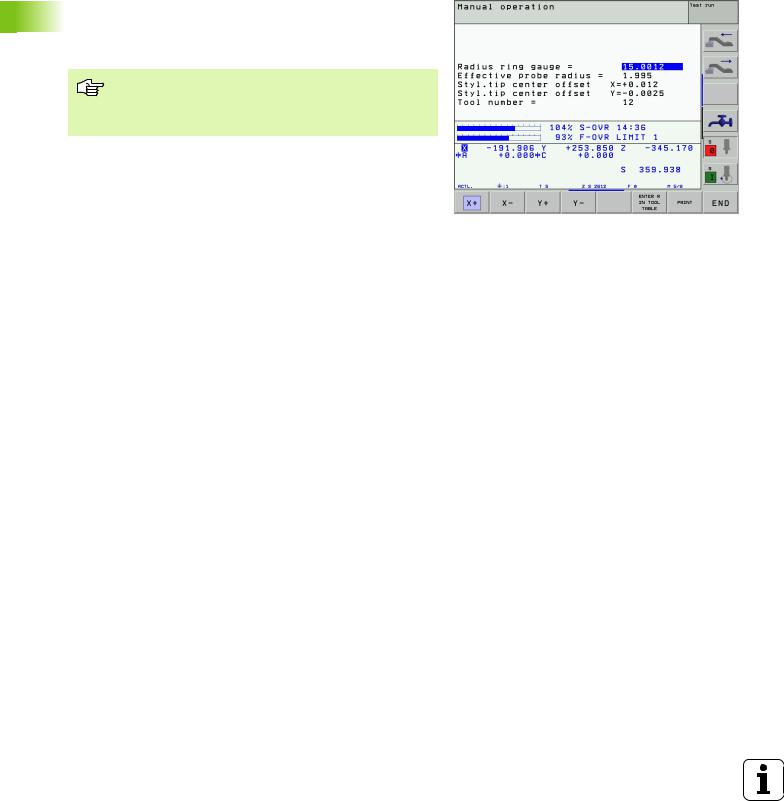
Displaying calibration values
The TNC stores the effective length and radius, as well as the center misalignment, for use when the touch probe is needed again. You can display the values on the screen with the soft keys CAL. L and CAL. R.
Storing calibration values in the TOOL.T tool table
This function is only available if bit 0 in Machine Parameter 7411 = 1 is set (activate touch probe data with TOOL CALL), and tool table TOOL.T is active (Machine Parameter 7260 not equal to 0).
If you conduct measurements during program run, the compensation data for the touch probe can be activated from the tool table via a TOOL CALL. To store the calibration data in the TOOL.T tool table, enter the tool number in the calibration menu (confirm with ENT) and then press the ENTER R IN TOOL TABLE or the ENTER L IN TOOL TABLE soft key.
28 |
2 Touch Probe Cycles in the Manual and Electronic Handwheel Modes |
Managing more than one block of calibrating data
If you use several touch probes or measuring contacts arranged in a cross shape on your machine, you must also use several sets of calibration data, if required.
To be able to use more than one block of calibration data, you must set bit one in Machine Parameter 7411. Although the calibration data (length, radius, center misalignment, and spindle angle) are calculated in the calibration menu, you must always save them in the tool table TOOL.T under a tool number that can be selected in the calibration menu (see also User's Manual, section 5.2, “Tool Data”).
8Execute the calibration function (as described previously).
8Enter the tool number in the corresponding input box.
8Enter the calculated calibration data in the tool table by pressing the ENTER-R IN TOOL TABLE or ENTER L IN TOOL TABLE soft key.
If you use the touch probe afterwards, you must first activate the corresponding tool number with a tool call before executing a touch probe cycle, regardless of whether you wish to run the touch probe cycle in automatic mode or manual mode.
You can view and edit the calibration data in the calibration menu, but you must make sure to write the changes back into the tool table by pressing the ENTER R IN TOOL TABLE or ENTER L IN TOOL TABLE soft key. The TNC does not write the calibration values into the table automatically!
2.2 Calibrating a Touch Trigger Probe
HEIDENHAIN iTNC 530 |
29 |
2.3 Compensating Workpiece Misalignment
2.3Compensating Workpiece Misalignment
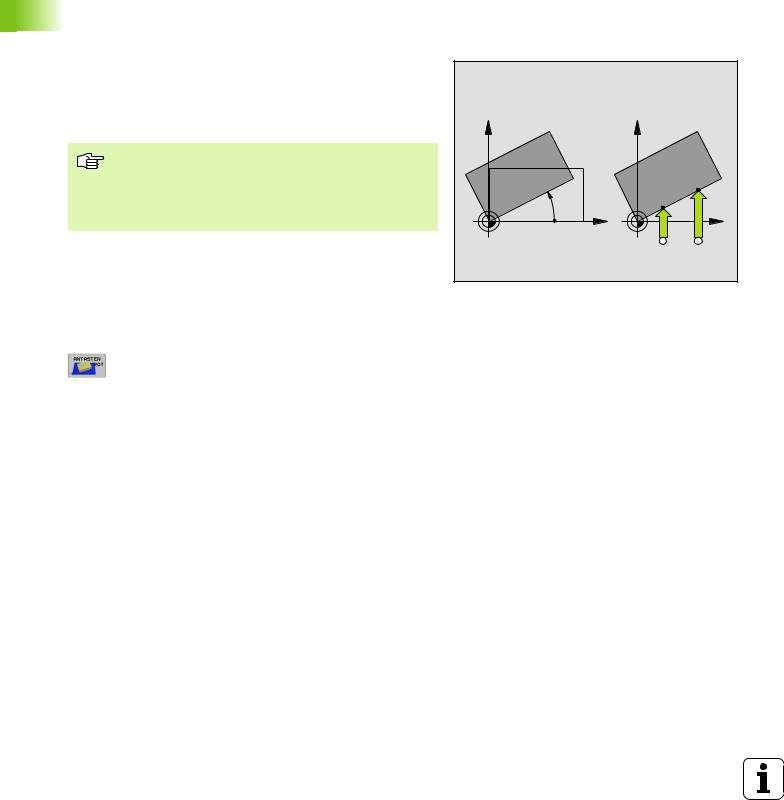
Introduction
The TNC electronically compensates workpiece misalignment by computing a “basic rotation.”
For this purpose, the TNC sets the rotation angle to the desired angle with respect to the reference axis in the working plane. See figure at right.
Select the probe direction perpendicular to the angle reference axis when measuring workpiece misalignment.
To ensure that the basic rotation is calculated correctly during program run, program both coordinates of the working plane in the first positioning block.
Y |
Y |
|
PA |
|
|
X |
|
X |
|
A |
B |
Measuring the basic rotation
8Select the probing function by pressing the PROBING ROT soft key.
8Position the ball tip at a starting position near the first touch point.
8Select the probe direction perpendicular to the angle reference axis: Select the axis by soft key.
8To probe the workpiece, press the machine START button.
8Position the ball tip at a starting position near the second touch point.
8To probe the workpiece, press the machine START button. The TNC determines the basic rotation and displays the angle after the dialog Rotation angle =
30 |
2 Touch Probe Cycles in the Manual and Electronic Handwheel Modes |
Loading...