


Benutzer-Schulung
MANUALplus 4110
NC-Software 507 807-xx
9/2004
Das vorliegende Handbuch macht Sie mit der Bedienung und Programmierung der MANUALplus 4110 vertraut. Anhand von Beispielen werden Schritt für Schritt das Einrichten der Drehmaschine, das Beschreiben und Vermessen der Werkzeuge sowie das Schreiben von Zyklenprogrammen und ICP-Konturen erläutert.
Die vorliegenden Beispiele wurden mit der NC-Software 507 807-xx erstellt.
© 2004 Dr. JOHANNES HEIDENHAIN GmbH
Alle Texte, Bilder und Grafiken einschließlich ihrer Teile sind urheberrechtlich geschützt. Sie dürfen nur zum privaten, wissenschaftlichen und nicht gewerblichen Gebrauch zum Zwecke der Information kopiert und ausgedruckt werden, wenn sie den Urheberrechtsvermerk enthalten. Die Dr. JOHANNES HEIDENHAIN GmbH behält sich das Recht vor, diese Erlaubnis jederzeit zu widerrufen. Ohne vorherige schriftliche Genehmigung der Dr. JOHANNES HEIDENHAIN GmbH dürfen die Texte, Bilder und Grafiken nicht vervielfältigt, archiviert, auf einem Server gespeichert, in Newsgruppen einbezogen, in Online-Diensten genutzt, auf CD-ROMs gespeichert oder in gedruckten Publikationen verwendet werden. Die widerrechtliche Vervielfältigung und/oder Verbreitung der urheberrechtlich geschützten Texte, Bilder und Grafiken kann strafrechtlich und zivilrechtlich verfolgt werden.
|
|
|
|
|
|
1 |
Basiswissen |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
Bedienkomponenten |
|
|
|
|
|
|
|
|
|
|
3 |
Systembedienung |
|
|
|
|
|
|
|
|
|
|
4 |
Werkzeugverwaltung |
|
|
|
|
|
|
|
|
|
|
5 |
Werkzeug vermessen |
|
|
|
|
|
|
|
|
|
|
6 |
Maschine einrichten |
|
|
|
|
|
|
|
|
|
|
7 |
Beispiel Längsbearbeitung |
|
|
|
|
|
|
|
|
|
|
8 |
Beispiel Planbearbeitung |
|
|
|
|
|
|
|
|
|
|
9 |
Beispiel Stechbearbeitung |
|
|
|
|
|
|
|
|
|
|
10 |
Simulation |
|
|
|
|
|
|
|
|
|
|
11 |
Programmausführung |
|
|
|
|
|
|
|
|
|
12
Grundlagen
Einrichten
Programmierung

Achsrichtungen und Bezugspunkte
Achsrichtungen
X-Achse: der Querschlitten wird als X-Achse bezeichnet – alle angezeigten und eingegebenen X-Werte werden als Durchmesser betrachtet.
Z-Achse: der Bettschlitten wird als Z- Achse bezeichnet.
Verfahrbewegungen:
Bewegungen in + Richtung gehen vom Werkstück weg
Bewegungen in – Richtung gehen zum Werkstück hin
Bezugspunkte
Der Maschinen-Nullpunkt (M) ist der Ursprung des Maschinen-Koordina- tensystems. In der Regel liegt der
Maschinen-Nullpunkt im Schnittpunkt der Z-Achse mit der Spindelfläche.
Der Werkstück-Nullpunkt (W) ist der Ursprung des Werkstück-Koordinaten- systems. In der Regel liegt der Werk- stück-Nullpunkt im Schnittpunkt der Z- Achse mit der Planfläche.
HEIDENHAIN MANUALplus 4110 Basiswissen |
1.1 |
Aufbau der Drehmaschine
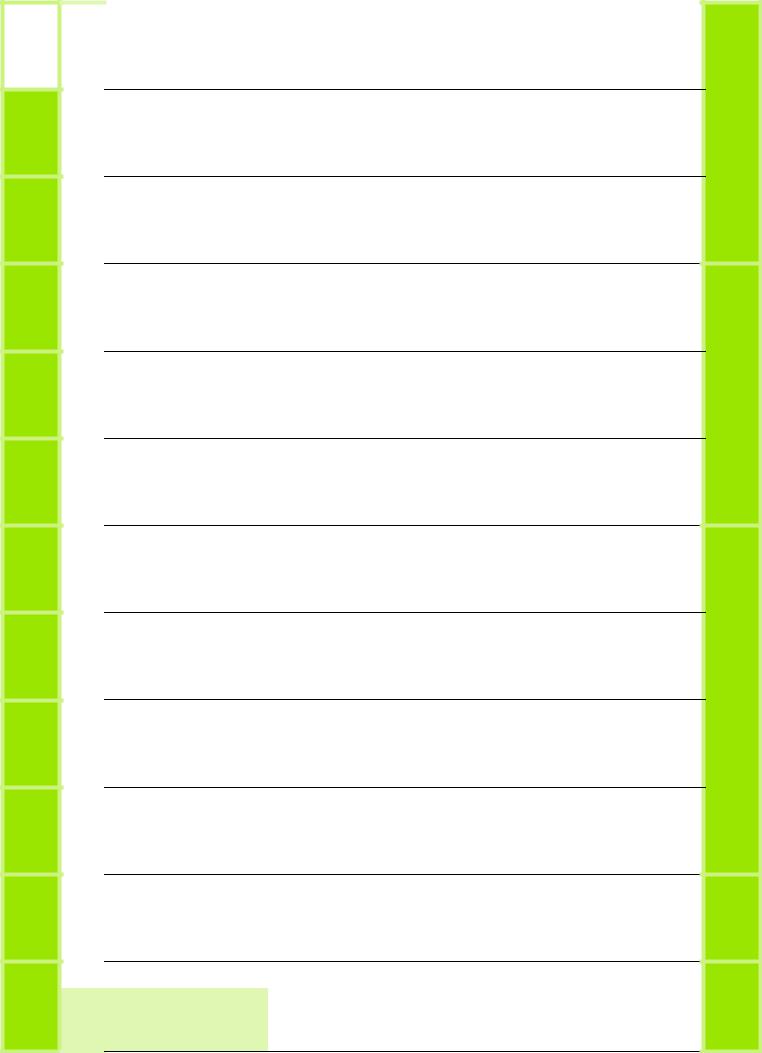
Werkzeug vor oder hinter Drehmitte
Abhängig vom Aufbau der Drehmaschine befindet sich das Werkzeug vor oder hinter Drehmitte. Die MANUALplus 4110 kennt den Aufbau Ihrer Maschine und berücksichtigt die Anordnung der X-Achse in den Hilfebildern, bei der Simulation und bei der Bearbeitung des Werkstücks.
Werkzeug vor Drehmitte
Werkzeug hinter Drehmitte
Die vorliegende Beschreibung geht von einer Drehmaschine mit Werkzeugen vor Drehmitte aus.
HEIDENHAIN MANUALplus 4110 Basiswissen |
1.2 |
Das Koordinatensystem
Zweidimensionales Koordinationssystem
Die Position der Werkzeugspitze wird mit einer X- und Z-Position in einem zweidimensionalen Koordinatensystem eindeutig beschrieben.
Die MANUALplus 4110 kennt lineare oder kreisförmige Konturelemente. Durch die Angabe aufeinander folgender Koordinaten und der Information lineares/kreisförmiges Konturelement beschreiben Sie eine Werkstückkontur.
Die Koordinatenangaben der Achsen X und Z beziehen sich auf den Werk- stück-Nullpunkt.
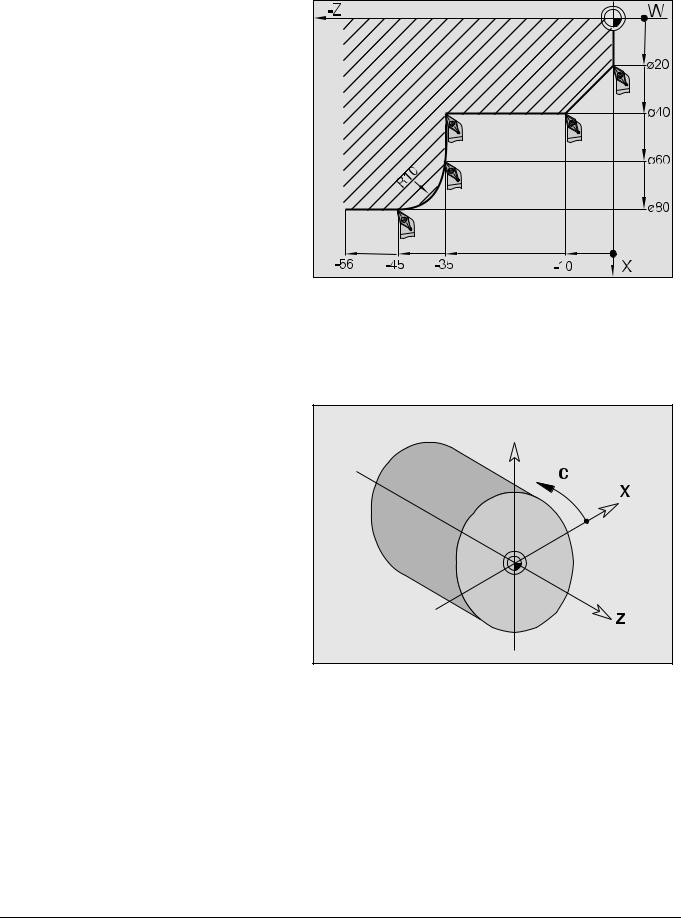
C-Achse
Winkelangaben für die C-Achse beziehen sich auf den „Nullpunkt der C-
Achse“.
Genauigkeit
Sie können Positionen mit einer Genauigkeit von 1 µm (0,001 mm) bzw. 0,001° vorgeben. Mit der gleichen Genauigkeit werden sie angezeigt.
HEIDENHAIN MANUALplus 4110 Basiswissen |
1.3 |
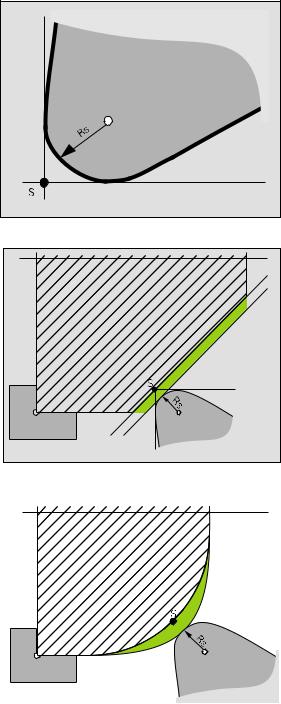
Die Schneidenradiuskompensation (SRK)
Programmierte Verfahrwege beziehen sich auf die theoretische Schneidenspitze („S“). Da Drehwerkzeuge an der Werkzeugspitze einen Radius besitzen, ergeben sich bei der Bearbeitung von Kegeln, Fasen und Radien Ungenauigkeiten.
Die Ungenauigkeiten werden durch die Schneidenradiuskompensation ausgeglichen. Dabei wird ein neuer Verfahrweg (die Äquidistante) errechnet, um diesen Fehler zu kompensieren.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
HEIDENHAIN MANUALplus 4110 Basiswissen |
1.4 |
||

Vorschub und Drehzahl
Vorschub
Sie wählen zwischen folgenden Verfahren:
Umdrehungsvorschub in mm/U
Die Vorschubgeschwindigkeit ist von der Spindeldrehzahl abhängig. Das Werkzeug wird bei jeder Spindelumdrehung um den programmierten Wert bewegt.
Minutenvorschub in mm/min
Die Vorschubgeschwindigkeit ist von der Spindeldrehzahl unabhängig. Das Werkzeug wird konstant um den programmierten Wert bewegt.
Drehzahl
Sie wählen zwischen folgenden Verfahren:
Konstante Drehzahl
Sie programmieren die Spindeldrehzahl direkt. Die Drehzahl ist unabhängig vom Durchmesser auf dem das Werkzeug arbeitet.
Konstante Schnittgeschwindigkeit
Sie programmieren die Spindeldrehzahl indirekt. Die MANUALplus 4110 ändert die Drehzahl abhängig davon, auf welchem Durchmesser das Werkzeug gerade arbeitet. Dadurch wird eine konstante Schnittgeschwindigkeit erreicht.
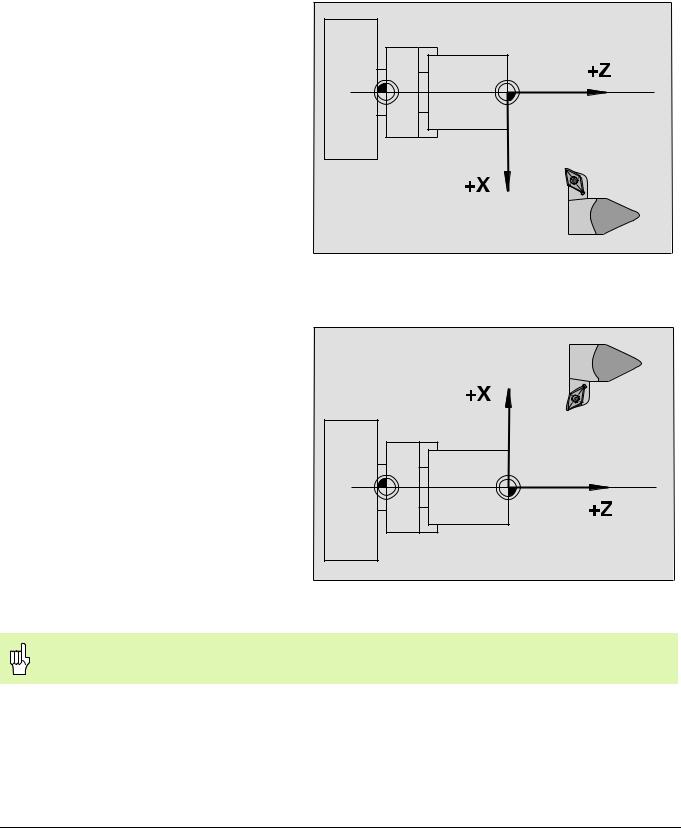
Beispiel:
Konstante Drehzahl:
Abschnitt 1 bis 3: gleiche Drehzahl
Konstante Schnittgeschwindigkeit:
Abschnitt 1: große Drehzahl
Abschnitt 2: ständig abnehmende Drehzahl
Abschnitt 3: kleine Drehzahl
Maximale Drehzahl (Drehzahlbegrenzung):
Ist die konstante Drehzahl, die Sie programmieren, höher als die festgelegte maximale Drehzahl, gilt die maximale Drehzahl.
Bei konstanter Schnittgeschwindigkeit wird die Drehzahl durch die definierte maximale Drehzahl begrenzt.
HEIDENHAIN MANUALplus 4110 Basiswissen |
1.5 |

HEIDENHAIN MANUALplus 4110 Basiswissen |
1.6 |
Dateneingabetastatur
|
Menü-Taste |
Aufruf des Hauptmenüs in den Betriebsarten |
|
|
Maschine und Organisation |
|
Process-Taste |
Anwahl einer Betriebsart |
|
|
(Voraussetzung: die MANUALplus 4110 befindet |
|
|
sich im Hauptmenü) |
|
Backspace-Taste |
löscht das Zeichen links vom Cursor |
|
|
löscht die letzte Fehlermeldung |
|
Ring-Taste |
wechselt bei den Hilfebildern zwischen Innenund |
|
|
Aussenbearbeitung |
|
|
|
|
|
|
Clear-Taste |
löscht alle Fehlermeldungen |
HEIDENHAIN MANUALplus 4110 Bedienkomponenten |
2.1 |
Dateneingabetastatur
Ziffern (0 .. 9) |
zur Werteeingabe |
Dezimalpunkt-Taste |
zur Kommaeingabe |
Minus-Taste |
zur Vorzeicheneingabe |
Enter-Taste |
Abschluss einer Werteeingabe |
Store-Taste |
Abschluss einer Dateneingabe – zum |
|
Speichern der Werte |
Cursor-Tasten |
verschiebt den Cursor um eine Position |
|
in Pfeilrichtung (ein Zeichen, ein Feld, |
|
eine Zeile, etc.) |
Seite vor/ |
zeigt die Informationen der vorherge- |
Seite zurück |
henden bzw. nachfolgenden Bild- |
|
schirmseite an |
|
wechselt zwischen zwei Eingabefen- |
|
stern |
Info-Taste |
Aktivieren der Fehleranzeige bzw. der |
|
PLC-Statusanzeige |
HEIDENHAIN MANUALplus 4110 Bedienkomponenten |
2.2 |

Menüauswahl, Softkeys
Menüauswahl (9er-Feld)
Die MANUALplus 4110 stellt Zyklen, Werkzeuge und Funktionen in den Betriebsarten Maschine und Werkzeugverwaltung in einem 9er-Feld dar. Dieses Feld korrespondiert mit dem Ziffernblock der Steuerungstastatur, wobei die Position der Zifferntaste maßgebend ist.
Die Fusszeile des Menüfensters zeigt zusätzlich die Bedeutung des Menüpunktes an.
Beispiel: Die Zifferntaste „4“ ruft das Untermenü Abspanzyklen längs/plan auf.
Softkeys
Die Bedeutung der Softkeys wird im unteren Bildschirmbereich angezeigt. Drücken Sie die zugehörige Taste, um die Funktion aufzurufen.
Softkeys als Kippschalter:
Einige Softkeys wirken wie Schalter. Der Zustand, den Sie einschalten bleibt solange erhalten, bis er wieder ausgeschaltet wird.
Modus aktiviert (blauer Hintergrund)
Modus deaktiviert
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.1 |
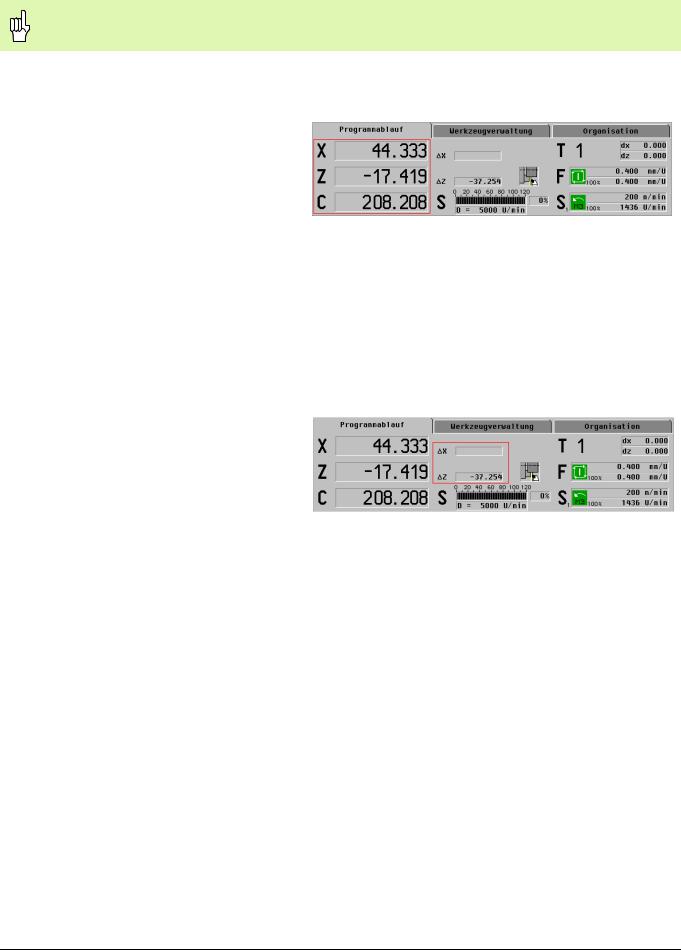
Maschinendatenanzeige
Die Maschinendatenanzeige ist konfigurierbar. Die Anzeige an Ihrer Maschine kann von der hier gezeigten abweichen.
Positionsanzeige
Positionsanzeige X und Z: momentaner Abstand der Werkzeugspitze zum Werkstück-Nullpunkt – die Maßeinheit ist je nach Einstellung mm oder inch
Positionsanzeige C:
momentane Spindelposition in Grad (°)
Bedeutung der Farbe des Achsbuchstabens:
schwarz: Achse ist aktiv
weiß: Achse ist nicht aktiv
Restweganzeige
Anzeigeelemente „Restweganzeige“
Restweganzeige bei Zyklenausführung und Programmablauf: Der Restweg wird aus der momentanen Position und der Endposition des laufenden Verfahrbefehls errechnet und angezeigt.
Restweganzeige im manuellen Betrieb
Achsen werden mit Handrädern verfahren: es erfolgt keine Restweganzeige
Achsen werden bei aktiver Schutzzonenkontrolle mit Achsrichtungstasten verfahren: der Restweg der Z-Achse bezieht sich auf die Schutzzonenposition
Achsen werden bei nicht aktiver Schutzzonenkontrolle mit Achsrichtungstasten verfahren: der Restweg bezieht sich auf die Softwareendschalter
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.2 |
Maschinendatenanzeige
Schutzzonenstatus |
|
Folgende Symbole zeigen den Schutzzo- |
Schutzzonenüberwachung aktiviert |
nenstatus an: |
|
|
Schutzzonenüberwachung deaktiviert |
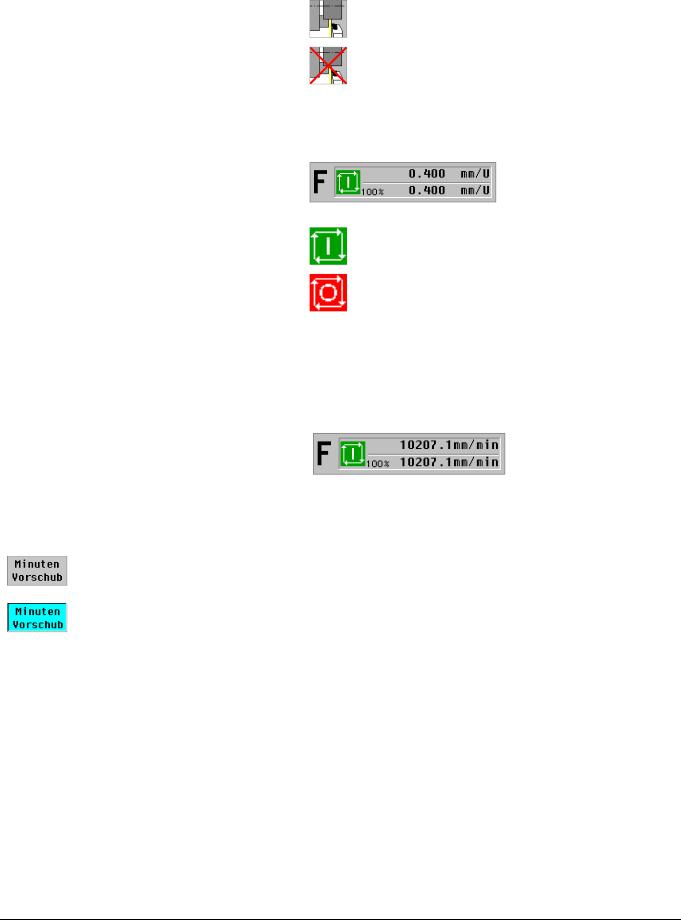
Vorschubanzeige
Anzeigeelement Vorschubanzeige:
obere Zeile: programmierter Vorschub
untere Zeile:
aktuelle Vorschub-Korrektur |
Zyklus Ein: |
|
Zyklus oder Programm wird ausgeführt |
||
tatsächlicher Vorschub (unter |
||
Zyklus Stopp |
||
Berücksichtigung der Vorschub- |
||
|
||
überlagerung) |
|
Einheiten/Vorschubart:
mm/U: Umdrehungsvorschub
mm/min: Minutenvorschub
Eilgangwege: der Vorschub wird als
Minutenvorschub angezeigt
Vorschub einstellen
8 Umdrehungsvorschub einstellen (Minutenvorschub ist deaktiviert)
8 Minutenvorschub einstellen
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.3 |
Maschinendatenanzeige
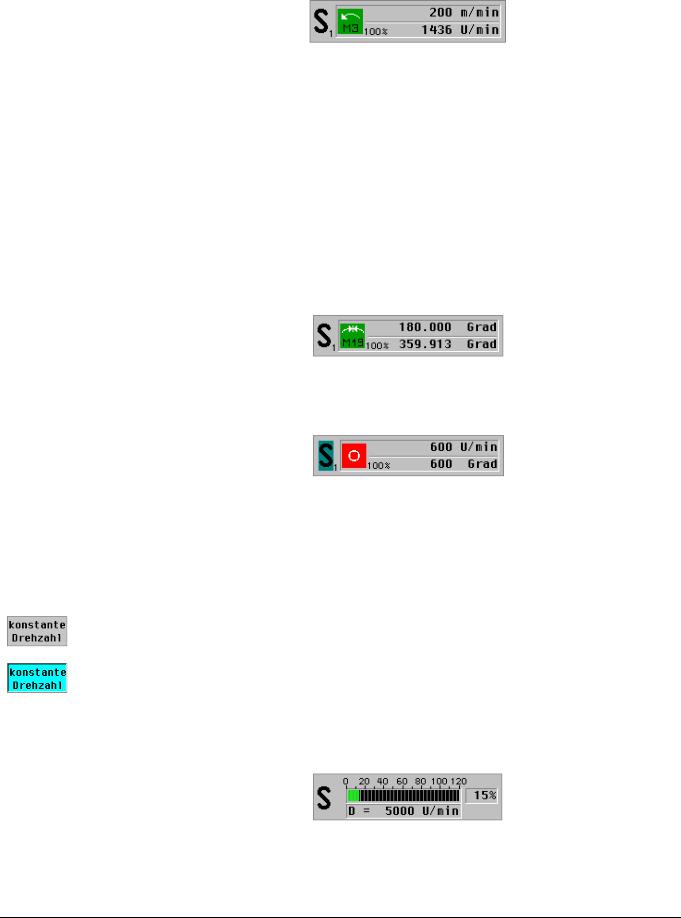
Spindelanzeige
Anzeigeelement Spindelanzeige:
obere Zeile: programmierte Schnittgeschwindigkeit bzw. Drehzahl
untere Zeile:
aktuelle Drehzahl-Korrektur
tatsächliche Drehzahl (unter Berücksichtigung der Drehzahlüberlagerung)
kleine Ziffer neben „S“: Getriebestufe
Einheiten:
Schnittgeschwindigkeit: m/min
Drehzahl: U/min
Anzeige bei Spindelpositionierung (M19):
obere Zeile: Zielposition
untere Zeile: aktuelle Position
Angetriebenes Werkzeug:
Kennzeichnung: das „S“ ist farbig hinterlegt
die Anzeige bezieht sich auf das angetriebene Werkzeug
 Spindel dreht gegen den Uhrzeigersinn (M3)
Spindel dreht gegen den Uhrzeigersinn (M3)
 Spindel dreht im Uhrzeigersinn (M4)
Spindel dreht im Uhrzeigersinn (M4)
 Spindel Stop
Spindel Stop
Schnittgeschwindigkeit oder Drehzahl einstellen:
8 konstante Schnittgeschwindigkeit einstellen (konstante Drehzahl ist deaktiviert)
8 konstante Drehzahl einstellen
Spindelauslastung
Anzeigeelement Spindelauslastung:
aktuelle Leistung des Spindelmotors in Bezug zur Motor-Nennleistung
untere Zeile: maximale Drehzahl (Drehzahlbegrenzung)
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.4 |
Maschinendatenanzeige
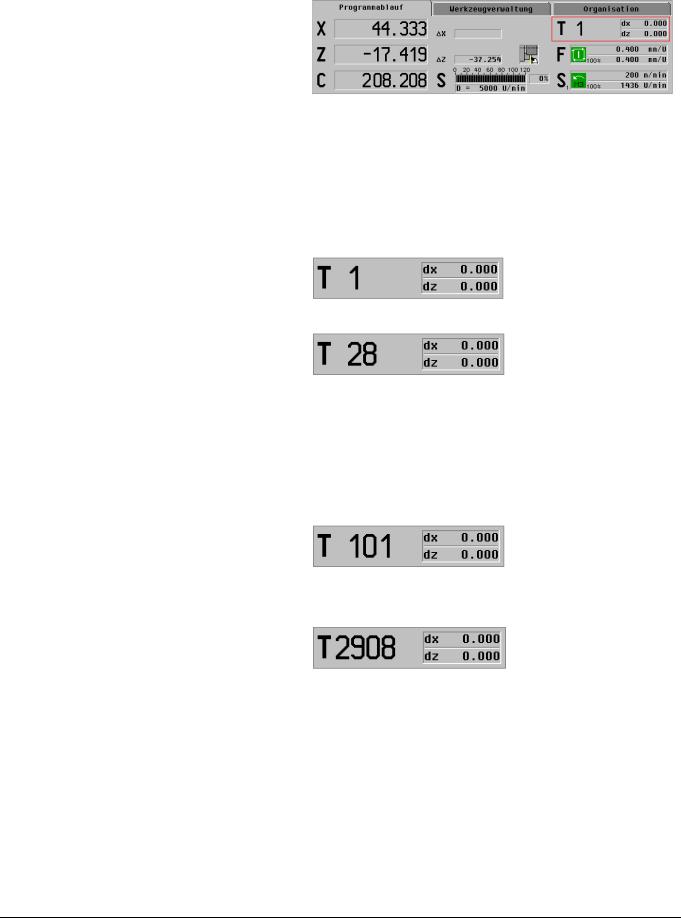
Werkzeuganzeige
Anzeigeelement Werkzeuganzeige:
Kennbuchstabe: T
abhängig vom Werkzeugträger folgt eine 2- oder 4-stellige T-Anzeige (ohne führende Nullen)
Felder dx, dz: aktuelle Werkzeugkorrektur
Eine Werkzeugaufnahme (2-stellige T-Anzeige)
Die T-Nummer entspricht der Position in der Werkzeugverwaltung.
Beispiel „T1“
T1 aus der Werkzeugverwaltung ist aktiviert.
Beispiel „T28“
T28 aus der Werkzeugverwaltung ist aktiviert.
Revolver oder automatischer Werkzeugwechsler (4-stellige T-Anzeige)
die ersten zwei Stellen: Position in der Werkzeugverwaltung
die letzten zwei Stellen: eingeschwenkte Position des Revolvers
Beispiel „T101“:
T1 aus der Werkzeugverwaltung ist aktiviert.
Eingeschwenkte Revolverposition: 1
Beispiel „T2908“:
T29 aus der Werkzeugverwaltung ist aktiviert.
Eingeschwenkte Revolverposition: 8
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.5 |

Einschalten und Referenzfahren
Maschine einschalten
8Hauptschalter ein
Die MANUALplus 4110 zeigt die einzelnen Schritte des Systemstarts in der Kopfzeile an.
Symbol, dass PLC-Statusinformationen vorliegen
8 PLC-Statusanzeige aufrufen:
Taste Info drücken
(Bei einigen Maschinen wird die PLC-Sta- tusanzeige automatisch aufgerufen.)
8Antriebe einschalten
(die PLC-Statusanzeige schließt automatisch)
Achsund Spindelfreigaben
Die Achsfreigaben erfolgen nach dem Einschalten der Antriebe. Sie können die Achsen per Handrad oder Handrichtungstasten verfahren. (Bei einigen Maschinen ist es erforderlich, dass Schutzhauben, Schutztüren, etc. verriegelt werden, um die Achsfreigaben zu erhalten.)
Farben der Kennbuchstaben:
Kennbuchstaben weiss: Achsen sind nicht freigegeben
Kennbuchstaben schwarz: Achsen sind freigegeben
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.6 |
Einschalten und Referenzfahren
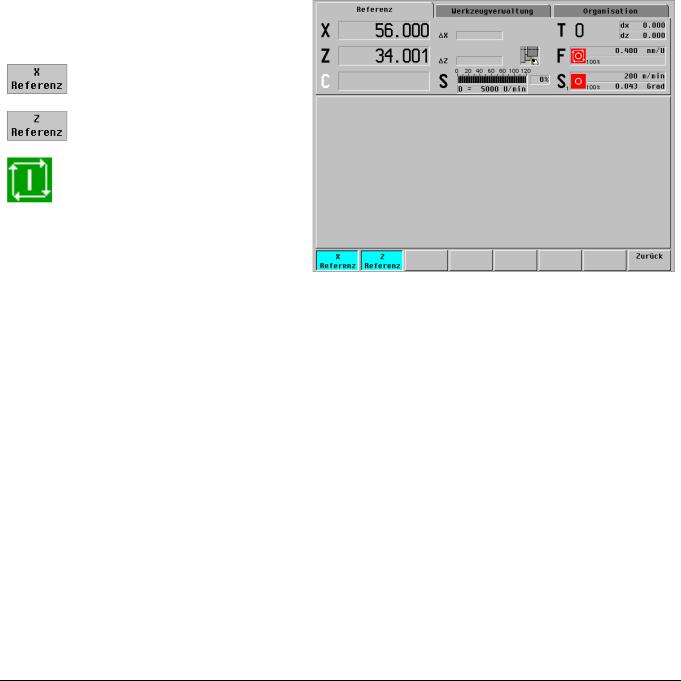
Referenzfahren
Bei Maschine mit Standard-Messgeräten oder abstandscodierten Messgeräten ist das Referenzfahren erforderlich. Ist die Maschine mit EnDat-Messgeräten ausgerüstet, entfällt das Referenzfahren.
Ablauf des Referenzfahrens:
bei Standard-Messgeräten: Es wird ein fester Bezugspunkt angefahren. Die Anfahrrichtung muss beachtet werden.
bei abstandscodierten Messgeräten: Die MANUALplus 4110 kennt nach kurzer Referenzfahrt ihre Position. (Es sind alle 20 bis 80 mm Referenzmarken vorhanden).
Referenzpunkte anfahren:
8Achsen mit Handrädern oder Achsrichtungstasten vorpositionieren
8 Softkey X Referenz drücken
8 Softkey Z Referenz drücken
8 Zyklus Start aktivieren
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.7 |
Einschalten und Referenzfahren
Werkzeug bestätigen
Die MANUALplus 4110 setzt voraus, dass das zuletzt aktive Werkzeug eingespannt ist.
8Das Werkzeug mit Schalter Werkzeugwechsel bestätigen
(Die Freigaben für Werkzeug und Vorschub erfolgen.)
Bei einigen Maschinen (zum Beispiel mit automatischem Werkzeugwechsler) erfolgt die Quittierung automatisch.
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.8 |
Betriebsartenwechsel
Betriebsart wechseln
8 Hauptmenü der aktuellen Betriebsart aufrufen: Taste Menü drücken
8 Betriebsartenzeile anwählen:
Taste Process drücken
8 gewünschte Betriebsart „markieren“:
Cursor-Taste drücken
8 „markierte“ Betriebsart aktivieren:
Taste Process erneut drükken
Die aktive Betriebsart wird im „Reiter“ der obersten Bildschirmzeile gekennzeichnet.
Der Betriebsartenwechsel erfolgt vom Hauptmenü aus.
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.9 |
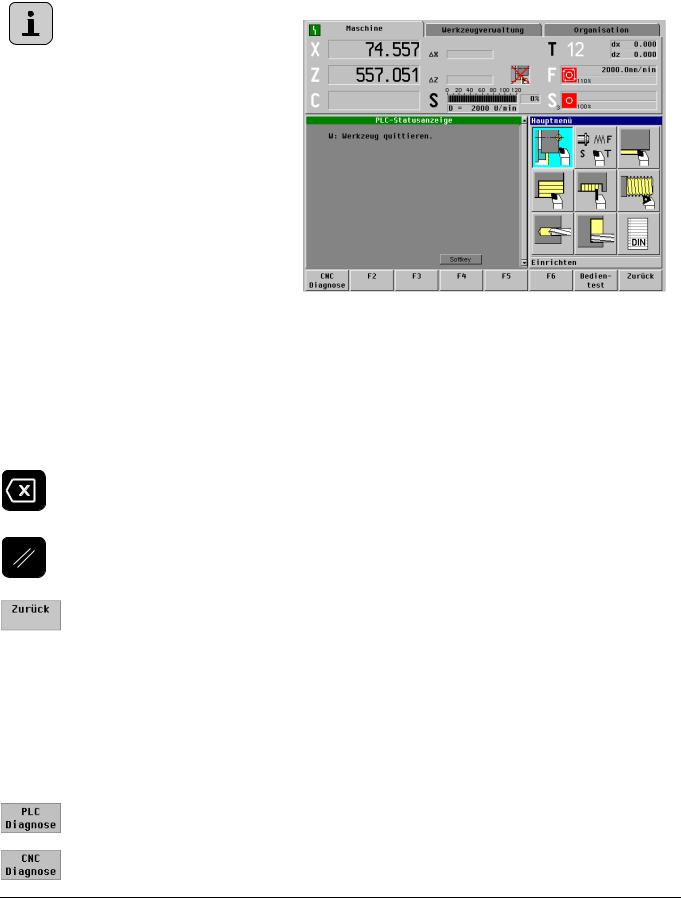
Fehlermeldungen und PLC-Statusinformationen
Das Symbol in der linken oberen Ecke signalisiert Fehlermeldungen oder PLC-Statusinforma- tionen.
8 Fehlerfenster oder PLC-Sta- tusanzeige öffnen:
Taste Info drücken
 Rotes Symbol für Fehlermeldungen
Rotes Symbol für Fehlermeldungen
 Grünes Symbol für PLC-Statusanzeigen
Grünes Symbol für PLC-Statusanzeigen
Fehlermeldungen bearbeiten:
8den per Cursor markierten Fehler löschen: Taste Backspace drücken
8Alle Fehler löschen: Taste Clear drücken
8Fehlerfenster ohne Löschen der Fehlermeldungen schließen: Softkey Zurück drücken
PLC-Statusanzeigen bearbeiten:
8 Ursache der Meldung beheben, dann wird die Meldung gelöscht und das Fenster geschlossen.
Wechsel zwischen Fehlerfenster und PLC-Statusanzeige:
8 PLC-Statusanzeige aufrufen: Softkey PLC Diagnose drücken
8 Fehlerfenster aufrufen: Softkey CNC Diagnose drücken
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.10 |
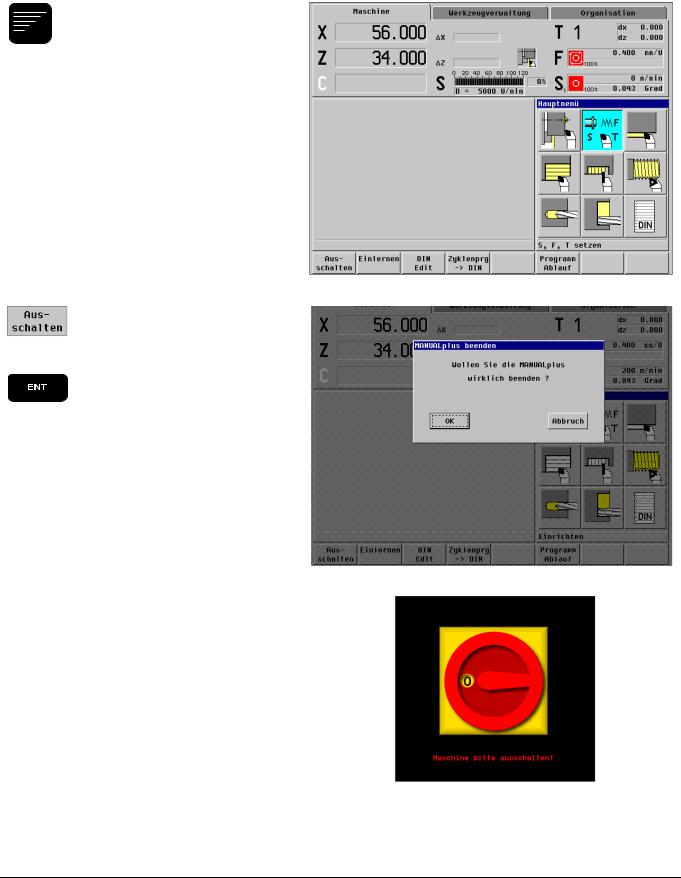
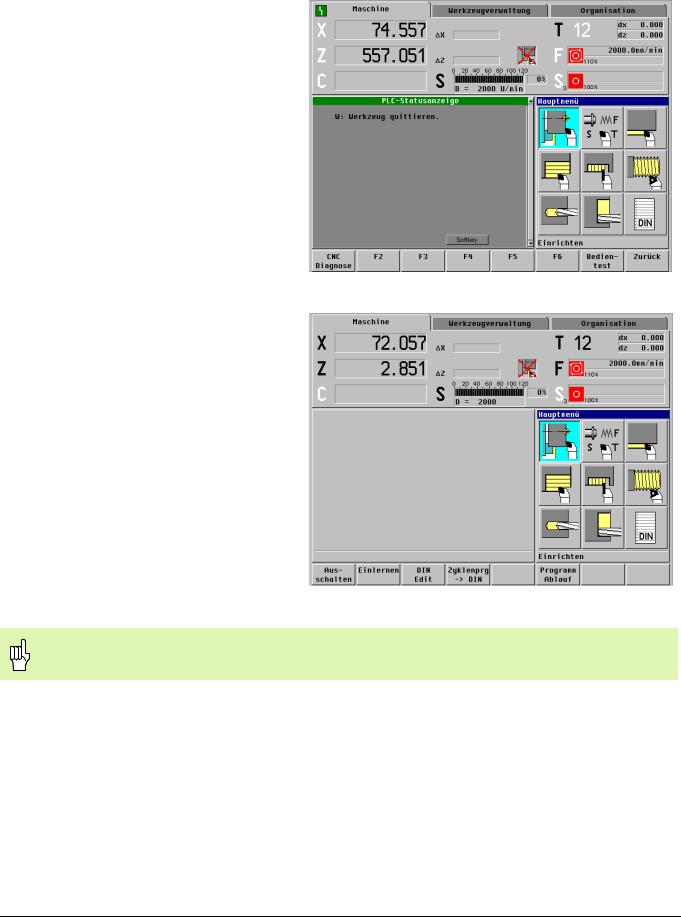
Ausschalten der MANUALplus 4110
Das korrekte Ausschalten ist für die Funktionssicherheit der Steuerung erforderlich. Wird das nicht berücksichtigt, können Datenverluste oder Funktionsstörungen auftreten.
8 Hauptmenü der Betriebsart Maschine aufrufen:
Taste Menü drücken
8Softkey Ausschalten drükken
8Sicherheitsabfrage bestätigen:
Taste Enter drücken
Wenn das Bild des Hauptschalters in der Aus-Position erscheint:
8Maschine mit Hauptschalter ausschalten
HEIDENHAIN MANUALplus 4110 Systembedienung |
3.11 |

HEIDENHAIN MANUALplus 4110 Systembedienung |
3.12 |
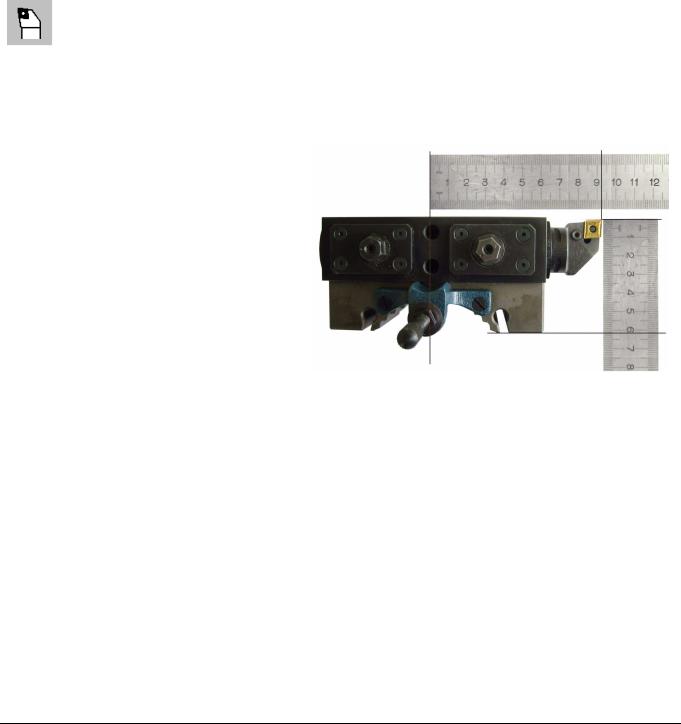
Werkzeug T1 anlegen
Werkzeugdaten
Die Werkzeugbeschreibung beinhaltet die geometrischen Daten und die Schnittwerte. Bei der Zyklenprogrammierung und bei den Einrichtefunktionen wird dann mit den Schnittwerten aus der Werkzeugdatei gearbeitet.
Zur besseren Kennzeichnung wird den Werkzeugen eine Bezeichnung, der Werkzeugtext, zugeordnet.
Das erste Werkzeug dient als Referenz-Werkzeug. Die Einstellmaße werden vermessen und eingegeben. Bei den weiteren Werkzeugen werden die Einstellmaße noch nicht berücksichtigt. Sie werden später vermaßt.
Schruppwerkzeug T1 |
Schneidenradius: 0.8 mm |
|
Einstellwinkel: 93° |
|
Spitzenwinkel: 80° |
|
|
Werkzeug vermessen:
Einstellmaß X: 92 mm
Einstellmaß Z: 62 mm
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung |
4.1 |

Werkzeug T1 anlegen
Position in der Werkzeugverwaltung festlegen
8Betriebsart Werkzeugverwaltung aktivieren
8Neues Werkzeug einfügen: Softkey Zufügen drücken Cursor steht auf Position
T 1)
8Werkzeugtyp wählen: Menütaste Drehwerkzeug drücken
Werkzeugdaten eingeben (Teil 1)
8X Einstellmaß in X: 92 mm
8Z Einstellmaß in Z: 62 mm
8R Schneidenradius: 0.8 mm
8WO Werkzeugorientierung: 1 (Außen-Werkzeug, Bearbeitungsrichtung zum Futter)
8A Einstellwinkel: 93°
8B Spitzenwinkel: 80°
8DX Verschleißkorrektur in X: 0 mm
8DZ Verschleißkorrektur in Z: 0 mm
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung |
4.2 |

Werkzeug T1 anlegen
Werkzeugbezeichnung eingeben
8Softkey Werkzeug Texte drücken
(Cursor steht auf Position Q 1)
8Text eingeben:
Softkey Text ändern drükken
8„Schruppen Aussen“ eingeben:
Mit Cursor-Tasten die einzelnen Buchstaben anwählen und mit Taste Enter bestätigen
8Eingegebenen Text speichern:
Softkey Speichern drücken
8Textnummer in Parameter
Werkzeugtext Q übernehmen:
Softkey Übernahme Textnr. drücken
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung |
4.3 |
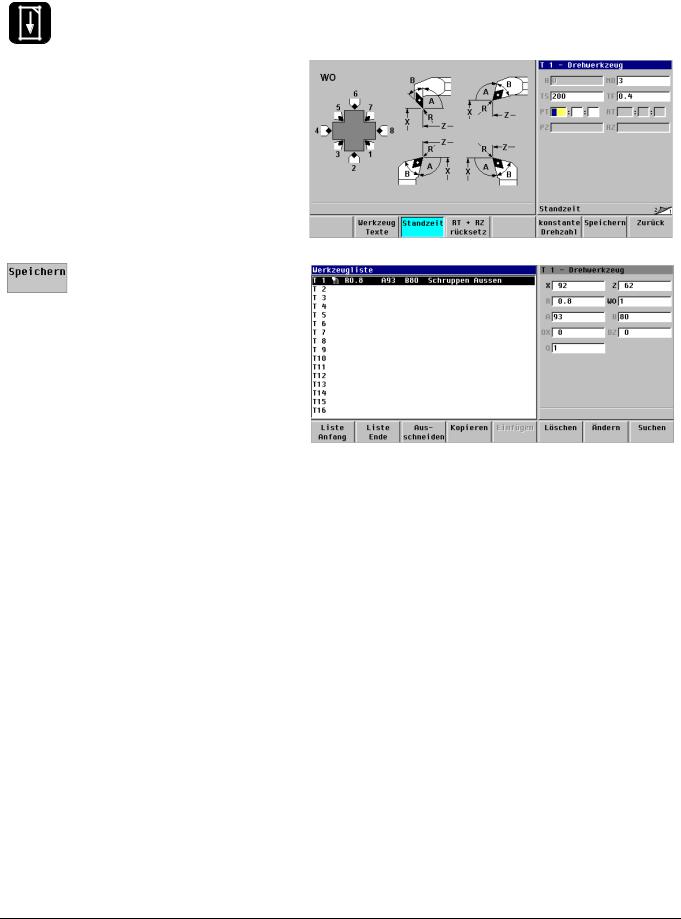
Werkzeug T1 anlegen
Werkzeugdaten eingeben (Teil 2)
8 Taste Seite vor drücken
8MD Drehrichtung M3=3, M4=4: 3 (3=Drehrichtung rechts)
8TS Schnittgeschwindigkeit: 200 m/min
8TF Vorschub: 0.4 mm/U
8PZ Stückzahl: keine Eingabe
8Werkzeugdaten speichern: Softkey Speichern drücken
Übersicht Werkzeugdaten T1 |
|
|
|
X Einstellmaß in X : 92 mm |
DX Verschleißkorrektur in X: 0 mm |
Z Einstellmaß in Z: 62 mm |
DZ Verschleißkorrektur in Z: 0 mm |
R Schneidenradius: 0.8 mm |
Q Werkzeugtext: 1 |
WO Werkzeugorientierung: 1 |
MD Drehrichtung M3=3, M4=4: 3 |
A Einstellwinkel: 93° |
TS Schnittgeschwindigkeit: 200 m/min |
B Spitzenwinkel: 80° |
TF Vorschub: 0.4 mm/U |
|
PT Standzeit/PZ Stückzahl: – |
|
|
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung |
4.4 |

Werkzeug T2 anlegen durch Kopieren
Kopieren
Sie können Werkzeuge gleichen Typs kopieren. Dadurch wird die Dateneingabe reduziert.
Das Werkzeug T2 unterscheidet sich in den Einstellmaßen und dem Spitzenwinkel von T1. Die Einstellmaße werden vorerst übernommen und später genau ermittelt.
|
|
|
Schruppwerkzeug T2 |
Schneidenradius: 0.8 mm |
|
|
|
Einstellwinkel: 93° |
|
|
Spitzenwinkel: 55° |
|
|
|
Werkzeugdaten übernehmen, Position in der Werkzeugverwaltung festlegen
8Werkzeugdaten T1 in den Zwischenspeicher laden: Softkey Kopieren drücken
8Cursor auf Position T2 stellen:
Cursor-Taste drücken
8Werkzeugdaten aus Zwischenspeicher auf Position T2 einfügen:
Softkey Einfügen drücken
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung |
4.5 |

Werkzeug T2 anlegen durch Kopieren
Werkzeugdaten anpassen
8 Softkey Ändern drücken
8Cursor auf Eingabefeld
B Spitzenwinkel stellen:
Cursor-Taste mehrfach drücken
8B Spitzenwinkel: 55°
8Werkzeugdaten T2 speichern:
Softkey Speichern drücken
Übersicht Werkzeugdaten T2 |
|
|
|
|
|
X Einstellmaß in X : 92 mm |
DX Verschleißkorrektur in X: 0 mm |
|
Z Einstellmaß in Z: 62 mm |
|
DZ Verschleißkorrektur in Z: 0 mm |
R Schneidenradius: 0.8 mm |
|
Q Werkzeugtext: 1 |
WO Werkzeugorientierung: 1 |
|
MD Drehrichtung M3=3, M4=4: 3 |
A Einstellwinkel: 93° |
|
TS Schnittgeschwindigkeit: 200 m/min |
B Spitzenwinkel: 55° |
|
TF Vorschub: 0.4 mm/U |
|
|
PT Standzeit/PZ Stückzahl: – |
|
|
|
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung |
4.6 |
 Loading...
Loading...