


 Loading...
Loading...
Manuel d'utilisation HEIDENHAIN Dialogue-Texte clair
iTNC 530
Logiciel CN 606 420-01 606 421-01
Français (fr) 7/2010
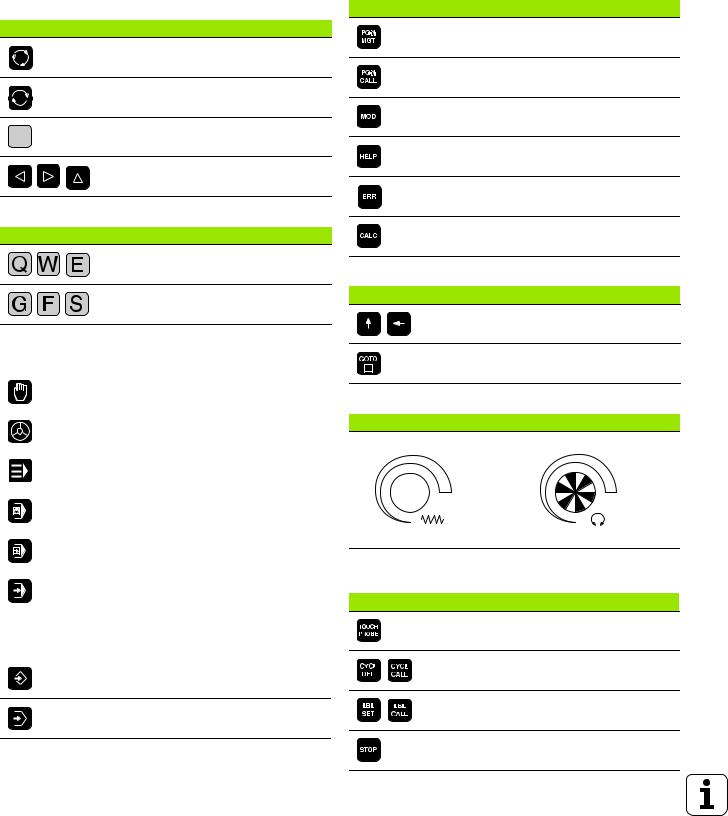
Eléments de commande de la TNC
Eléments de commande à l'écran
Touche Fonction
Définir le partage de l'écran
Commuter l'écran entre les modes
Machine et Programmation
Softkeys : choix de fonction à l'écran
Commuter entre les barres de softkeys
Clavier alphabétique
Touche Fonction
Noms de fichiers, commentaires
Programmation en DIN/ISO
Modes de fonctionnement Machine
Touche |
Fonction |
|
Mode Manuel |
|
|
|
Manivelle électronique |
|
|
|
smarT.NC |
|
|
|
Positionnement avec introduction |
|
manuelle |
|
|
|
Exécution de programme pas à pas |
|
|
|
Exécution de programme en continu |
|
|
Modes de fonctionnement Programmation |
|
|
|
Touche |
Fonction |
|
Mémorisation/Edition de programme |
Test de programme
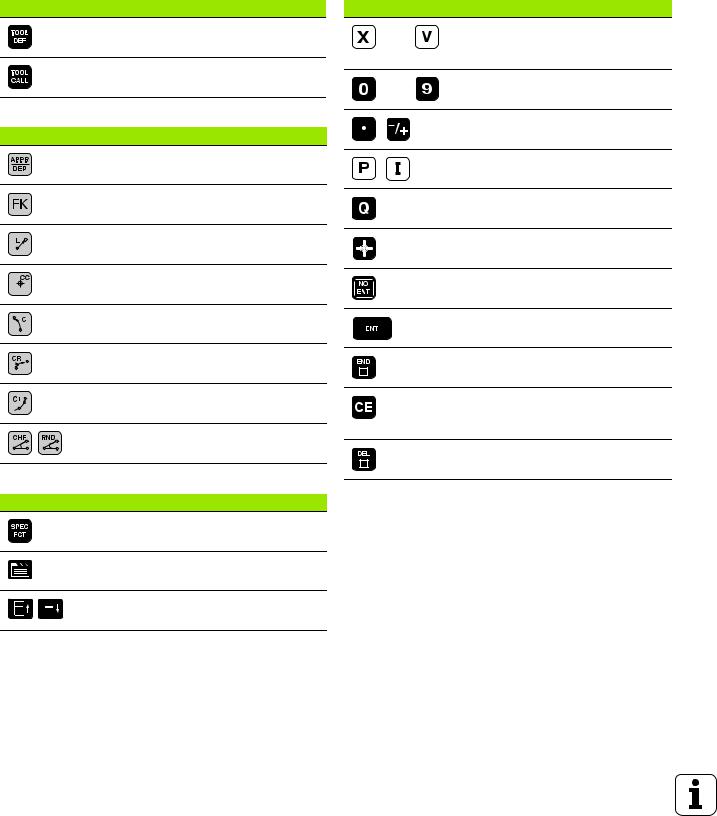
Gérer les programmes/fichiers, fonctions TNC
Touche Fonction
Sélectionner/effacer des programmes/ fichiers, transmission externe de données
Définir l'appel de programme, sélectionner les tableaux de points zéro et de points
Sélectionner la fonction MOD
Afficher les textes d'aide pour les messages d'erreur CN, appeler TNCguide
Afficher tous les messages d'erreur existants
Afficher la calculatrice
Touches de navigation
Touche Fonction
Déplacer la surbrillance
Sélection directe des séquences, cycles et fonctions paramétrées
Potentiomètres pour l'avance/la vitesse de broche
Avance |
|
Vitesse de rotation broche |
|
|
100 |
|
100 |
50 |
150 |
50 |
150 |
|
F % |
|
S % |
|
0 |
|
0 |
Cycles, sous-programmes et répétitions de parties de programme
Touche Fonction
Définir les cycles palpeurs
Définir et appeler les cycles
Introduire et appeler les sous-programmes et répétitions de partie de programme
Introduire un arrêt programmé dans le programme
Données d'outils
Touche Fonction
Définir les données d'outils dans le programme
Appeler les données d'outils
Programmation d'opérations de contournage Touche Fonction
Approche/sortie du contour
Programmation flexible des contours FK
Droite
Centre de cercle/pôle pour coordonnées polaires
Trajectoire circulaire avec centre de cercle
Trajectoire circulaire avec rayon
Trajectoire circulaire avec raccordement tangentiel
Chanfrein/arrondi d'angle
Fonctions spéciales/smarT.NC
Touche Fonction
Afficher les fonctions spéciales
smarT.NC : sélection onglet suivant dans formulaire
smarT.NC : sélectionner le premier champ dans le cadre précédent/suivant
Introduire les axes de coordonnées et chiffres, édition
Touche Fonction
Sélectionner ou introduire les
. . . coordonnées des axes dans le programme
Chiffres
. . .
Point décimal/inverser le signe
Introduction de coordonnées polaires/valeurs incrémentales
Programmation paramètres Q/ état des paramètres-Q
Transférer la position effective ou valeur de la calculatrice
Sauter les questions du dialogue et effacer des mots
Valider la saisie et poursuivre le dialogue
Terminer la séquence, fermer l'introduction
Annuler les valeurs numériques introduites ou effacer le message d'erreur TNC
Interrompre le dialogue, effacer une partie du programme


Remarques sur ce manuel
Vous trouverez ci-après une liste des symboles des indications utilisés dans ce manuel
Ce symbole vous signale que vous devez tenir compte de remarques particulières relatives à la fonction décrite.
Ce symbole vous signale qu'il existe un ou plusieurs risque(s) en relation avec l'utilisation de la fonction décrite :
Danger pour la pièce
Danger pour le matériel de serrage
Danger pour l'outil
Danger pour la machine
Danger pour l'utilisateur
Ce symbole vous signale que la fonction décrite doit être adaptée par le constructeur de votre machine. L'action de la fonction décrite peut donc varier d'une machine à une autre.
Ce symbole signale que les descriptions détaillées d'une fonction sont disponibles dans un autre manuel utilisateur.
Modifications souhaitées ou découverte d'une "coquille"?
Nous nous efforçons en permanence d'améliorer notre documentation. Merci de votre aide, faites-nous part de vos souhaits de modification à l'adresse E-mail : tnc-userdoc@heidenhain.de.
Remarques sur ce manuel
iTNC 530 HEIDENHAIN |
5 |

Type de TNC, logiciel et fonctions
Type de TNC, logiciel et fonctions
Ce manuel décrit les fonctions dont disposent les TNC à partir des numéros de logiciel CN suivants :
Type de TNC |
Nr. de logiciel CN |
iTNC 530, HSCI et HeROS 5 |
606 420-01 |
|
|
iTNC 530 E, HSCI et HeROS 5 |
606 421-01 |
|
|
La lettre E désigne la version Export de la TNC. Les versions Export de la TNC sont soumises à la restriction suivante :
Interpolation linéaire sur 4 axes maximum
HSCI (HEIDENHAIN Serial Controller Interface) désigne la nouvelle plateforme Hardware des commandes TNC.
HeROS 5 désigne le nouveau système d'exploitation des commandes TNC basées sur HSCI.
A l'aide des paramètres-machine, le constructeur de la machine adapte l'ensemble des fonctions de la commande à sa machine. Ce manuel décrit donc des fonctions qui ne sont pas présentes dans toutes les TNC.
Exemple de fonctions TNC non disponibles sur toutes les machines :
Etalonnage d'outils à l'aide du TT
Nous vous conseillons de prendre contact avec le constructeur de votre machine pour connaître les fonctions présentes sur votre machine.
6
De nombreux constructeurs de machines ainsi que HEIDENHAIN proposent des cours de programmation TNC. La participation à de tels cours est conseillée afin de se familiariser rapidement avec les fonctions de la TNC.
Manuel d'utilisation de la programmation des cycles :
Toutes les fonctions relatives aux cycles (cycles palpeurs et cycles d'usinage) sont décrites dans un autre Manuel d'utilisation. En cas de besoin, adressez-vous à HEIDENHAIN pour obtenir ce Manuel d'utilisation. ID: 670 388-xx
Documentation utilisateur smarT.NC:
Le mode de fonctionnement smarT.NC est décrit dans une brochure „Pilote“ séparée. Si nécessaire, adressez-vous à HEIDENHAIN pour recevoir ce Pilote. ID: 533 191-xx.
Type de TNC, logiciel et fonctions
iTNC 530 HEIDENHAIN |
7 |
Type de TNC, logiciel et fonctions
Options de logiciel
L'iTNC 530 dispose de diverses options de logiciel qui peuvent être activées par vous-même ou par le constructeur de votre machine. Chaque option doit être activée séparément et comporte individuellement les fonctions suivantes :
Option de logiciel 1
Interpolation sur corps de cylindre (cycles 27, 28, 29 et 39)
Avance en mm/min. avec axes rotatifs: M116
Inclinaison du plan d'usinage (cycle 19, fonction PLANE et softkey 3D ROT en mode Manuel)
Cercle sur 3 axes avec inclinaison du plan d'usinage
Option de logiciel 2
Durée de traitement des séquences 0.5 ms au lieu de 3.6 ms
Interpolation sur 5 axes
Interpolation spline
Usinage 3D :
M114: Correction automatique de la géométrie de la machine lors de l’usinage avec axes inclinés
M128 : conserver la position de la pointe de l'outil lors du positionnement des axes inclinés (TCPM)
FUNTION TCPM: Conserver la position de la pointe de l'outil lors du positionnement des axes inclinés (TCPM) avec possibilité de réglage du mode d'action
M144: Prise en compte de la cinématique de la machine pour les positions EFF/NOM en fin de séquence
Autres paramètres Finition/ébauche et Tolérance pour axes rotatifs dans le cycle 32 (G62)
Séquences LN (correction 3D)
Option de logiciel DCM Collision |
Description |
Fonction de contrôle de zones définies par le |
Page 379 |
constructeur de la machine pour éviter les |
|
collisions. |
|
|
|
|
|
Option de logiciel DXF Converter |
Description |
Extraire des contours et positions d'usinage à |
Page 254 |
partir de fichiers DXF (version R12). |
|
|
|
8

Option logiciel Langue de dialogue |
Description |
|
supplémentaire |
||
|
||
Fonction destinée à activer les langues de |
Page 656 |
|
dialogue slovène, slovaque, norvégien, letton, |
|
|
estonien, coréen, turc, roumain, lituanien. |
|
|
|
|
|
|
|
|
Option de logiciel Configurations globales |
Description |
|
de programme |
||
|
||
Fonction de superposition de transformations |
Page 397 |
|
de coordonnées en modes de |
|
|
fonctionnement Exécution de programme, |
|
|
déplacement avec superposition de la |
|
|
manivelle dans la direction de l'axe virtuel. |
|
|
|
|
|
|
|
|
Option de logiciel AFC |
Description |
|
Fonction d'asservissement adaptatif de |
Page 408 |
|
l'avance pour optimiser les conditions |
|
|
d'usinage dans la production en série. |
|
|
|
|
|
|
|
|
Option de logiciel KinematicsOpt |
Description |
|
Cycles palpeurs pour contrôler et optimiser la |
Manuel |
|
précision de la machine. |
d'utilisation cycles |
|
|
|
|
|
|
|
Option logiciel 3D-ToolComp |
Description |
|
Correction de rayon d'outil 3D dépendant de |
Page 408 |
|
l'angle d'entrée avec les séquences LN. |
|
|
|
|
Type de TNC, logiciel et fonctions
iTNC 530 HEIDENHAIN |
9 |
Type de TNC, logiciel et fonctions
Niveau de développement (fonctions „upgrade“)
Parallèlement aux options de logiciel, d'importants nouveaux développements du logiciel TNC sont gérés par ce qu'on appelle les Feature Content Level (expression anglaise exprimant les niveaux de développement). Vous ne disposez pas des fonctions FCL lorsque votre TNC reçoit une mise à jour de logiciel.
Lorsque vous recevez une nouvelle machine, vous recevez toutes les fonctions de mise à jour Upgrade sans surcoût.
Dans ce Manuel, ces fonctions Upgrade sont signalées par l'expression FCL n; n précisant le numéro d'indice du niveau de développement.
En achetant le code correspondant, vous pouvez activer les fonctions FCL. Pour cela, prenez contact avec le constructeur de votre machine ou avec HEIDENHAIN.
Fonctions FCL 4 |
Description |
Représentation graphique de la zone |
Page 383 |
protégée avec contrôle anti-collision |
|
DCM actif |
|
|
|
Superposition de la manivelle, axes à |
Page 382 |
l'arrêt, avec contrôle anti-collision DCM |
|
actif |
|
|
|
Rotation de base 3D (compensation de |
Manuel de la machine. |
bridage) |
|
|
|
Fonctions FCL 3 |
Description |
Cycle palpeur pour palpage 3D |
Manuel d'utilisation |
|
cycles |
|
|
Cycles palpeurs pour l’initialisation |
Manuel d'utilisation |
automatique du point d'origine du |
cycles |
centre d'une rainure/d'un oblong |
|
|
|
Réduction de l'avance lors de l'usinage |
Manuel d'utilisation |
de contours de poche lorsque l'outil |
cycles |
usine en pleine matière. |
|
|
|
Fonction PLANE: Introduction d'un |
Page 460 |
angle d'axe |
|
|
|
Documentation utilisateur sous forme |
Page 154 |
de système d'aide contextuelle |
|
|
|
smarT.NC: Programmer smarT.NC en |
Page 115 |
parallèle à l'usinage |
|
|
|
10
Fonctions FCL 3 |
Description |
smarT.NC: Contour de poche sur motifs |
Pilote smarT.NC |
de points |
|
|
|
smarT.NC : aperçu de programmes de |
Pilote smarT.NC |
contours dans le gestionnaire de |
|
fichiers |
|
|
|
smarT.NC : stratégie de positionnement |
Pilote smarT.NC |
lors d'opérations d'usinage de points |
|
|
|
Fonctions FCL 2 |
Description |
Graphique filaire 3D |
Page 146 |
|
|
Axe d'outil virtuel |
Page 578 |
|
|
Gestion de périphériques USB (memory |
Page 125 |
sticks, disques durs, lecteurs CD-ROM) |
|
|
|
Filtrage de contours créés en externe |
Page 422 |
|
|
Possibilité d'attribuer une profondeur |
Manuel d'utilisation |
séparée à chaque contour partiel pour la |
cycles |
formule de contour |
|
|
|
Gestion dynamique d'adresses IP |
Page HIDDEN |
DHCP |
|
|
|
Cycle palpeur pour configuration globale |
Manuel d'utilisation |
de paramètres du palpeur |
Cycles palpeurs |
|
|
smarT.NC: Amorce de séquence avec |
Pilote smarT.NC |
assistance graphique |
|
|
|
smarT.NC : transformations de |
Pilote smarT.NC |
coordonnées |
|
|
|
smarT.NC: Fonction PLANE |
Pilote smarT.NC |
|
|
Lieu d'implantation prévu
La TNC est conforme à la classe A selon EN 55022. Elle est prévue principalement pour fonctionner en milieux industriels.
Mention légale
Ce produit utilise l'Open Source Software. Vous trouverez d'autres informations sur la commande au chapitre
UMode de fonctionnement Mémorisation/Edition
UFonction MOD
USoftkey INFOS LÉGALES
Type de TNC, logiciel et fonctions
iTNC 530 HEIDENHAIN |
11 |

Nouvelles fonctions 606 42x-01 par rapport aux versions antérieures 340 49x-05
Nouvelles fonctions 606 42x-01 par rapport aux versions antérieures 340 49x-05
Ouvrir et usiner des fichiers créés en externe, nouveau (voir „Outils supplémentaires pour la gestion des types de fichiers externes” à la page 128)
Nouvelles fonctions dans la barre des tâches, nouveau (voir „Barre des taches” à la page 86)
Fonctions étendues lors de la configuration de l'interface Ethernet (voir „Configurer la TNC” à la page 627)
Extensions pour la sécurité fonctionnelle FS (option)
Généralités sur la sécurité fonctionnelle FS (voir „Généralités” à la page 536)
Terminologie (voir „Définitions” à la page 537)
Contrôles des positions des axes (voir „Vérifier les positions des axes” à la page 538)
Activer la limitation d'avance (voir „Activer la limitation d'avance” à la page 540)
Extensions dans les affichages généraux d'état pour une TNC avec sécurité fonctionnelle (voir „Affichages d'état supplémentaires” à la page 540)
Les nouvelles manivelles HR 510, HR 520 et HR 550 FS sont maintenant gérées (voir „Déplacement avec manivelle électronique” à la page 524)
Nouvelle option software 3D-ToolComp : correction de rayon d'outil dépendant de l'angle d'attaque dans les séquences avec vecteurs normaux aux surfaces (séquences LN , Voir „Correction de rayon d'outil 3D en fonction de l'angle d'attaque (option de logiciel 3DToolComp)”, page 491)
Graphique filaire 3D maintenant possible en mode plein écran (voir „Graphique filaire 3D (fonction FCL2)” à la page 146)
Un dialogue de sélection de fichier est maintenant disponible pour le choix de fichiers dans des fonctions CN diverses et dans l'aperçu des tableaux de palettes (voir „Programme quelconque utilisé comme sous-programme” à la page 276)
DCM : Sauvegarde et restaurer des situations de serrage
DCM : lors de la création d'un programme de contrôle, le formulaire contient maintenant également des icônes et des textes d'aide (voir „Vérifier la position du matériel de serrage mesuré” à la page 390)
DCM, FixtureWizard : les points de palpage et l'ordre des palpages sont représentés d'une manière plus claire
DCM, FixtureWizard : les désignations, les points de palpage et les points de mesure peuvent être affichés ou masqués (voir „Utiliser FixtureWizard” à la page 387)
DCM, FixtureWizard : les dispositifs de serrage et les points de montage sont maintenant sélectionnables par un clic de souris
12

DCM : une seule bibliothèque avec des dispositifs de serrage standard est disponible (voir „Modèles de matériels de serrage” à la page 386)
DCM : Gestion des porte-outils (voir „Gestion des porte-outils (option logiciel DCM)” à la page 394)
Le plan d'usinage peut maintenant être défini manuellement dans le mode test de programme (voir „Sélectionner la cinématique pour le test du programme” à la page 602)
Avec des machines sans systèmes de mesure sur les axes rotatifs, les coordonnées de ceux-ci peuvent être définies avec M114 pour la définition de la direction de l'axe virtuel VT (voir „Axe virtuel VT” à la page 407)
Dans le mode manuel, le mode RW-3D est également disponible pour l'affichage de position (voir „Sélectionner les affichages de positions” à la page 638)
Extensions dans le tableau d'outils TOOL.T (voir „Tableau d'outils : données d'outils standard” à la page 166) :
Nouvelle colonne DR2TABLE pour la définition d'un tableau de correction pour la correction de rayon d'outil dépendant de l'angle d'attaque
Nouvelle colonne LAST_USE, dans laquelle la TNC enregistre la date et l'heure du dernier appel d'outil.
Programmation paramétrée Q : les paramètres String QS peuvent être utilisés maintenant pour les adresses de saut conditionnels, les sous-programmes ou les répétitions de partie de programme (Voir „Appeler un sous-programme”, page 274, Voir „Appeler une répétition de partie de programme”, page 275 et Voir „Programmer les sauts conditionnels”, page 301)
La création de liste d'utilisation d'outils dans les modes d'exécution de programme peut être configurée via un formulaire (voir „Configurations pour le test d'utilisation d'outils” à la page 185)
Lors de l'effacement d'outils du tableau d'outils, le comportement peut maintenant être modifié via le paramètre machine 7263 (voir „Editer les tableaux d'outils” à la page 172)
Dans le mode de positionnement TURN de la fonction PLANE, une distance de sécurité peut être définie à laquelle l'outil peut être dégagé dans la direction de l'axe d'outil avant l'inclinaison (voir „Inclinaison automatique : MOVE/TURN/STAY (introduction impérative)” à la page 462)
Nouvelles fonctions 606 42x-01 par rapport aux versions antérieures 340 49x-05
iTNC 530 HEIDENHAIN |
13 |

Nouvelles fonctions 606 42x-01 par rapport aux versions antérieures 340 49x-05
Dans la gestion étendue des outils, les fonctions supplémentaires suivantes sont maintenant disponibles (voir „Gestionnaire d'outils (option de logiciel)” à la page 188):
Les colonnes avec fonctions spéciales sont maintenant également éditables
Les formulaires des données d'outils peuvent être fermés au choix avec ou sans mémorisation des données modifiées
Une fonction de recherche est maintenant disponible dans l'affichage des tableaux
Les outils indexés sont maintenant représentés correctement dans l'affichage des formulaires
D'autres informations détaillées sont maintenant disponibles dans la liste de la suite des outils
Le chargement/déchargement dans la liste du changeur d'outils est maintenant possible avec la fonction glisser-déposer
Les colonnes peuvent être décalées dans l'affichage des tableaux simplement avec la fonction glisser/déposer
Dans le mode IMD, quelques fonctions spéciales (touche SPEC FCT) sont maintenant disponibles (voir „Programmation et exécution d'opérations simples d'usinage” à la page 580)
Un nouveau cycle manuel de palpage est disponible, avec lequel le désaxage de la pièce peut être compensé au moyen de la rotation d'un plateau circulaire (voir „Dégauchir la pièce à partir de deux points” à la page 563)
Nouveau cycle palpeur pour l'étalonnage du palpeur avec une bille de calibration (voir Manuel de programmation des cycles)
KinematicsOpt: Gestion améliorée pour le positionnement des axes avec dentures Hirth (voir Manuel de programmation des cycles)
KinematicsOpt: Paramètre supplémentaire pour la détermination du jeu d'un axe rotatif (voir Manuel de programmation des cycles)
Nouveau cycle d'usinage 275 pour rainurage trochoïdal (voir manuel d'utilisation des cycles)
Lors du cycle 241, perçage monolèvre, une profondeur de temporisation peut maintenant être définie (voir Manuel de programmation des cycles)
Le comportement d'approche et de sortie du cycle 39 CONTOUR CORPS DE CYLINDRE est maintenant paramétrable (voir Manuel de programmation des cycles)
14

Fonctions modifiées 606 42x-01 par rapport aux versions antérieures 340 49x-06
Programmation paramétrée Q : avec la fonction FN20 WAIT FOR 128 caractères peuvent maintenant être introduits (voir „FN 20: WAIT FOR: Synchronisation CN et PLC” à la page 320)
Dans les menus de calibration pour la longueur et le rayon d'outil du palpeur, les numéros et noms de l'outil courant sont maintenant affichés (dans le cas ou les données de calibration issues du tableau d'outils doivent être utilisées, MP7411 = 1, Voir „Gérer plusieurs séquences de données d'étalonnage”, page 557)
Dans le mode chemin restant, la fonction PLANE indique maintenant, lors de l'inclinaison, l'angle réellement à déplacer jusqu'à la position cible (voir „Affichage de positions” à la page 447)
Comportement d'approche modifié lors de la finition des flancs avec le cycle 24 (DIN/ISO: G124) (voir le manuel de programmation des cycles)
Fonctions modifiées 606 42x-01 par rapport aux versions antérieures 340 49x-06
iTNC 530 HEIDENHAIN |
15 |

Fonctions modifiées 606 42x-01 par rapport aux versions antérieures 340 49x-06
16
Table des matières
Premiers pas avec l'iTNC 530
Introduction
Programmation: Principes de base, gestionnaire de fichiers
Programmation: Outils de programmation
Programmation: Outils
Programmation: Programmer les contours
Programmation: Fonctions auxiliaires
Programmation: Prélèvement de données dans des fichiers DXF
Programmation: Sous-programmes et répétitions de parties de programme
Programmation: Paramètres Q
Programmation: Fonctions auxiliaires
Programmation: Fonctions spéciales
Programmation: Usinage multiaxes
Programmation: Gestionnaire de palettes
Positionnement avec introduction manuelle
Test de programme et exécution de programme
Fonctions MOD
Tableaux et récapitulatifs
1

2

3


 4
4
 5
5
 6
6
 7
7


 8
8
 9
9
 10
10
 11
11
 12
12
 13
13
 14
14
 15
15
 16
16
 17
17
 18
18

iTNC 530 HEIDENHAIN |
17 |
|
|
|
|
|
|
|

1 Premiers pas avec l'iTNC 530 ..... |
45 |
1.1 |
Vue d'ensemble ..... |
46 |
|
|
|
|
|
1.2 |
Mise sous tension de la machine ..... |
47 |
|
|
|
||
|
Valider la coupure d'alimentation et franchir les points de référence ..... |
47 |
|||||
1.3 |
Programmer la première pièce |
..... 48 |
|
|
|
|
|
|
Sélectionner le mode de fonctionnement correct ..... |
48 |
|
|
|||
|
Les principaux éléments de commande de la TNC ..... |
48 |
|
|
|||
|
Ouvrir un nouveau programme/gestionnaire de fichiers ..... |
49 |
|
||||
|
Définir une pièce brute ..... |
50 |
|
|
|
|
|
|
Structure du programme ..... |
51 |
|
|
|
|
|
Programmer un contour simple |
..... 52 |
|
|
|
|
|
||
Créer un programme-cycles ..... |
55 |
|
|
|
|
|
||
1.4 Contrôler graphiquement la première pièce |
..... |
58 |
|
|
|
|||
Sélectionner le bon mode de fonctionnement ..... |
58 |
|
|
|||||
Sélectionner le tableau d'outils pour le test du programme |
..... 58 |
|||||||
Sélectionner le programme que vous désirez tester ..... |
59 |
|
||||||
Sélectionner le partage d'écran et la vue |
..... |
59 |
|
|
|
|||
Lancer le test de programme ..... |
60 |
|
|
|
|
|
||
1.5 Configuration des outils ..... |
61 |
|
|
|
|
|
|
|
Sélectionner le bon mode de fonctionnement ..... |
61 |
|
|
|||||
Préparation et étalonnage des outils ..... |
61 |
|
|
|
||||
Le tableau d'outils TOOL.T ..... |
61 |
|
|
|
|
|
||
Le tableau d'emplacements TOOL_P.TCH ..... |
62 |
|
|
|
||||
1.6 Dégauchir la pièce |
..... 63 |
|
|
|
|
|
|
|
Sélectionner le bon mode de fonctionnement ..... |
63 |
|
|
|||||
Brider la pièce ..... |
63 |
|
|
|
|
|
|
|
Dégauchir la pièce avec un palpeur 3D ..... |
|
64 |
|
|
|
|||
Initialisation du point d'origine avec palpeur 3D ..... |
65 |
|
|
|||||
1.7 Exécuter le premier programme ..... |
66 |
|
|
|
|
|
||
Sélectionner le bon mode de fonctionnement ..... |
66 |
|
|
|||||
Sélectionner le programme que vous désirez exécuter ..... |
|
66 |
||||||
Lancer le programme ..... |
66 |
|
|
|
|
|
|
|
HEIDENHAIN iTNC 530 |
19 |

.....2 Introduction |
67 |
|
|
|
|
|
|
|
|
|
|
2.1 |
L'iTNC 530 ..... |
68 |
|
|
|
|
|
|
|
|
|
|
Programmation : dialogue conversationnel Texte clair HEIDENHAIN, smarT.NC et DIN/ISO ..... |
68 |
|||||||||
|
Compatibilité ..... |
68 |
|
|
|
|
|
|
|
|
|
2.2 |
Ecran et pupitre de commande |
..... 69 |
|
|
|
|
|
||||
|
Ecran ..... |
69 |
|
|
|
|
|
|
|
|
|
|
Définir le partage de l'écran |
..... 70 |
|
|
|
|
|
||||
|
Panneau de commande ..... |
71 |
|
|
|
|
|
|
|||
2.3 |
Modes de fonctionnement ..... |
72 |
|
|
|
|
|
|
|||
|
Mode Manuel et Manivelle électronique |
..... |
72 |
|
|
|
|||||
|
Positionnement avec introduction manuelle |
..... 72 |
|
|
|
||||||
|
Mémorisation/Edition de programme ..... |
73 |
|
|
|
|
|||||
|
Test de programme ..... |
73 |
|
|
|
|
|
|
|
||
|
Exécution de programme en continu et Exécution de programme pas à pas ..... |
74 |
|
||||||||
2.4 |
Affichages d'état ..... |
75 |
|
|
|
|
|
|
|
|
|
|
Affichage d'état „général“ ..... |
75 |
|
|
|
|
|
||||
|
Affichage d'état supplémentaire |
..... 77 |
|
|
|
|
|
||||
2.5 |
Gestionnaire Window ..... |
85 |
|
|
|
|
|
|
|
||
|
Barre des taches ..... |
86 |
|
|
|
|
|
|
|
||
2.6 |
Accessoires : Palpeurs 3D et manivelles électroniques HEIDENHAIN ..... |
87 |
|
|
|||||||
|
Palpeurs 3D ..... |
87 |
|
|
|
|
|
|
|
|
|
|
Manivelles électroniques HR ..... |
88 |
|
|
|
|
|
||||
20
3 Programmation : principes de base, gestionnaire de fichiers |
..... |
89 |
|
|
|||||||||
3.1 Principes de base ..... |
90 |
|
|
|
|
|
|
|
|
|
|
|
|
Systèmes de mesure de déplacement et marques de référence |
..... |
90 |
|
|
|||||||||
Système de référence ..... |
90 |
|
|
|
|
|
|
|
|
|
|
||
Système de référence sur fraiseuses |
..... |
91 |
|
|
|
|
|
|
|
||||
Coordonnées polaires ..... |
92 |
|
|
|
|
|
|
|
|
|
|
||
Positions absolues et positions incrémentales sur une pièce ..... |
93 |
|
|
|
|
||||||||
Sélection du point d'origine ..... |
94 |
|
|
|
|
|
|
|
|
|
|||
3.2 Ouverture et introduction de programmes ..... |
95 |
|
|
|
|
|
|
|
|||||
Structure d'un programme CN en dialogue conversationnel HEIDENHAIN ..... |
95 |
|
|||||||||||
Définition de la pièce brute: BLK FORM ..... |
95 |
|
|
|
|
|
|
|
|||||
Ouvrir un nouveau programme d'usinage |
..... 96 |
|
|
|
|
|
|
|
|||||
Programmation de déplacements d'outils en dialogue conversationnel Texte clair ..... |
98 |
||||||||||||
Validation des positions effectives (transfert des points courants) ..... |
100 |
|
|
||||||||||
Editer un programme ..... |
101 |
|
|
|
|
|
|
|
|
|
|
||
La fonction de recherche de la TNC ..... |
105 |
|
|
|
|
|
|
|
|||||
3.3 Gestionnaire de fichiers : principes de base ..... |
107 |
|
|
|
|
|
|
|
|||||
Fichiers ..... |
107 |
|
|
|
|
|
|
|
|
|
|
|
|
Afficher dans la TNC les fichiers créés en externe |
..... 109 |
|
|
|
|
|
|||||||
Sauvegarde des données ..... |
109 |
|
|
|
|
|
|
|
|
|
|||
3.4 Travailler avec le gestionnaire de fichiers ..... |
|
110 |
|
|
|
|
|
|
|
||||
Répertoires |
..... 110 |
|
|
|
|
|
|
|
|
|
|
|
|
Chemins d'accès ..... |
110 |
|
|
|
|
|
|
|
|
|
|
||
Vue d'ensemble : fonctions du gestionnaire de fichiers |
..... 111 |
|
|
|
|
|
|||||||
Appeler le gestionnaire de fichiers ..... |
112 |
|
|
|
|
|
|
|
|||||
Sélectionner les lecteurs, répertoires et fichiers ..... |
113 |
|
|
|
|
|
|||||||
Créer un nouveau répertoire (possible seulement sur le lecteur TNC:\) ..... |
116 |
|
|||||||||||
Créer un nouveau fichier (possible seulement sur le lecteur TNC:\) ..... |
|
116 |
|
|
|||||||||
Copier un fichier donné ..... |
117 |
|
|
|
|
|
|
|
|
|
|||
Copier un fichier vers un autre répertoire ..... |
118 |
|
|
|
|
|
|
|
|||||
Copier un tableau ..... |
119 |
|
|
|
|
|
|
|
|
|
|
||
Copier un répertoire ..... |
120 |
|
|
|
|
|
|
|
|
|
|
||
Sélectionner l'un des derniers fichiers sélectionnés ..... |
120 |
|
|
|
|
|
|||||||
Effacer un fichier ..... |
121 |
|
|
|
|
|
|
|
|
|
|
||
Effacer un répertoire ..... |
121 |
|
|
|
|
|
|
|
|
|
|
||
Marquer des fichiers ..... |
122 |
|
|
|
|
|
|
|
|
|
|
||
Renommer un fichier ..... |
124 |
|
|
|
|
|
|
|
|
|
|
||
Autres fonctions ..... |
125 |
|
|
|
|
|
|
|
|
|
|
||
Travail avec raccourcis ..... |
127 |
|
|
|
|
|
|
|
|
|
|||
Outils supplémentaires pour la gestion des types de fichiers externes ..... |
128 |
|
|
||||||||||
Transfert des données vers/à partir d'un support externe de données ..... |
133 |
|
|
||||||||||
La TNC en réseau ..... |
135 |
|
|
|
|
|
|
|
|
|
|
||
Périphériques USB sur la TNC (fonction FCL 2) ..... |
136 |
|
|
|
|
|
|
||||||
HEIDENHAIN iTNC 530 |
21 |

.....4 Programmation : aides à la programmation |
139 |
|
|
|
|
|
||||||||
4.1 |
Insertion de commentaires |
..... |
140 |
|
|
|
|
|
|
|
|
|
||
|
Application |
..... |
140 |
|
|
|
|
|
|
|
|
|
|
|
|
Commentaire pendant l'introduction du programme ..... |
140 |
|
|
|
|
||||||||
|
Insérer un commentaire après-coup ..... |
140 |
|
|
|
|
|
|
|
|||||
|
Commentaire dans une séquence donnée ..... |
140 |
|
|
|
|
|
|
||||||
|
Fonctions pour l'édition du commentaire ..... |
141 |
|
|
|
|
|
|
||||||
4.2 |
Articulation de programmes ..... |
142 |
|
|
|
|
|
|
|
|
|
|||
|
Définition, application ..... |
142 |
|
|
|
|
|
|
|
|
|
|||
|
Afficher la fenêtre d’articulation / changer de fenêtre active ..... |
|
142 |
|
|
|||||||||
|
Insérer une séquence d’articulation dans la fenêtre du programme (à gauche) ..... |
142 |
||||||||||||
|
Sélectionner des séquences dans la fenêtre d’articulation ..... |
142 |
|
|
||||||||||
4.3 |
La calculatrice ..... |
|
143 |
|
|
|
|
|
|
|
|
|
|
|
|
Utilisation ..... |
|
143 |
|
|
|
|
|
|
|
|
|
|
|
4.4 |
Graphique de programmation ..... |
144 |
|
|
|
|
|
|
|
|
|
|||
|
Graphique de programmation simultané/non simultané ..... |
144 |
|
|
|
|||||||||
|
Exécution du graphique en programmation d'un programme existant ..... |
144 |
|
|||||||||||
|
Afficher ou masquer les numéros de séquence ..... |
145 |
|
|
|
|
|
|||||||
|
Effacer le graphique ..... |
145 |
|
|
|
|
|
|
|
|
|
|||
|
Agrandissement ou réduction d'une partie découpée ..... |
145 |
|
|
|
|
||||||||
4.5 |
Graphique filaire 3D (fonction FCL2) ..... |
|
146 |
|
|
|
|
|
|
|
||||
|
Application ..... |
|
146 |
|
|
|
|
|
|
|
|
|
|
|
|
Fonctions du graphique filaire 3D ..... |
|
146 |
|
|
|
|
|
|
|
||||
|
Faire ressortir en couleur les séquences CN dans le graphisme |
..... 148 |
|
|
||||||||||
|
Afficher ou masquer les numéros de séquence ..... |
148 |
|
|
|
|
|
|||||||
|
Effacer le graphique ..... |
148 |
|
|
|
|
|
|
|
|
|
|||
4.6 |
Aide directe pour les messages d'erreur CN ..... |
149 |
|
|
|
|
|
|
||||||
|
Afficher les messages d'erreur ..... |
149 |
|
|
|
|
|
|
|
|||||
|
Afficher l'aide ..... |
149 |
|
|
|
|
|
|
|
|
|
|
|
|
4.7 |
Liste de tous les messages d'erreur en cours ..... |
150 |
|
|
|
|
|
|
||||||
|
Fonction ..... |
150 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Afficher la liste des erreurs ..... |
150 |
|
|
|
|
|
|
|
|
|
|||
|
Contenu de la fenêtre ..... |
151 |
|
|
|
|
|
|
|
|
|
|||
|
Appeler le système d'aide TNCguide |
..... 152 |
|
|
|
|
|
|
|
|||||
|
Créer les fichiers de maintenance ..... |
|
153 |
|
|
|
|
|
|
|
||||
4.8 |
Système d'aide contextuelle TNCguide (fonction FCL3) ..... |
154 |
|
|
|
|
||||||||
|
Application ..... |
|
154 |
|
|
|
|
|
|
|
|
|
|
|
|
Travailler avec le TNCguide ..... |
155 |
|
|
|
|
|
|
|
|
|
|||
|
Télécharger les fichiers d'aide actualisés ..... |
159 |
|
|
|
|
|
|
||||||
22

.....5 Programmation : Outils |
161 |
|
|
|
|
|
|
||
5.1 Introduction des données d’outils |
..... |
162 |
|
|
|
|
|||
Avance F ..... |
162 |
|
|
|
|
|
|
|
|
Vitesse de rotation broche S ..... |
|
163 |
|
|
|
|
|||
5.2 Données d'outils |
..... |
164 |
|
|
|
|
|
|
|
Conditions requises pour la correction d'outil ..... |
164 |
|
|||||||
Numéro d'outil, nom d'outil ..... |
164 |
|
|
|
|
||||
Longueur d'outil L ..... |
164 |
|
|
|
|
|
|
||
Rayon d'outil R ..... |
164 |
|
|
|
|
|
|
||
Valeurs Delta pour longueurs et rayons ..... |
165 |
|
|
|
|||||
Introduire les données d'outils dans le programme |
..... 165 |
|
|||||||
Introduire les données d'outils dans le tableau ..... |
|
166 |
|
||||||
Cinématique du porte-outils ..... |
|
175 |
|
|
|
|
|||
Remplacer des données d'outils individuellement à partir d'un PC externe ..... |
176 |
||||||||
Tableau d'emplacements pour changeur d'outils ..... |
|
177 |
|
||||||
Appeler les données d'outils ..... |
|
180 |
|
|
|
|
|||
Changement d'outil ..... |
182 |
|
|
|
|
|
|
||
Test d'utilisation des outils ..... |
185 |
|
|
|
|
||||
Gestionnaire d'outils (option de logiciel) ..... |
188 |
|
|
|
|||||
5.3 Correction d'outil ..... |
193 |
|
|
|
|
|
|
|
|
Introduction ..... |
|
193 |
|
|
|
|
|
|
|
Correction de la longueur d'outil |
..... 193 |
|
|
|
|
||||
Correction du rayon d'outil ..... |
194 |
|
|
|
|
||||
HEIDENHAIN iTNC 530 |
23 |

.....6 Programmation : Programmer les contours |
199 |
|
|
|
|
|
|
||||||
6.1 Déplacements d'outils ..... |
|
200 |
|
|
|
|
|
|
|
|
|
||
Fonctions de contournage ..... |
200 |
|
|
|
|
|
|
|
|
||||
Programmation flexible de contours FK |
..... 200 |
|
|
|
|
|
|
|
|||||
Fonctions auxiliaires M |
..... 200 |
|
|
|
|
|
|
|
|
||||
Sous-programmes et répétitions de parties de programme ..... |
200 |
|
|
|
|
||||||||
Programmation avec paramètres Q ..... |
201 |
|
|
|
|
|
|
|
|||||
6.2 Principes de base des fonctions de contournage ..... |
202 |
|
|
|
|
|
|
||||||
Programmer un déplacement d’outil pour un usinage ..... |
202 |
|
|
|
|
|
|||||||
6.3 Approche et sortie du contour ..... |
206 |
|
|
|
|
|
|
|
|
||||
Récapitulatif : formes de trajectoires pour aborder et quitter le contour ..... |
206 |
|
|
||||||||||
Positions importantes en approche et en sortie ..... |
207 |
|
|
|
|
|
|
||||||
Approche sur une droite avec raccordement tangentiel : APPR LT ..... |
209 |
|
|
|
|||||||||
Approche sur une droite perpendiculaire au premier point du contour : APPR LN |
..... 209 |
|
|||||||||||
Approche par une trajectoire circulaire avec raccordement tangentiel : APPR CT ..... |
210 |
|
|||||||||||
Approche par une trajectoire circulaire avec raccordement tangentiel au contour et segment de droite : APPR |
|||||||||||||
LCT ..... |
211 |
|
|
|
|
|
|
|
|
|
|
|
|
Sortie du contour par une droite avec raccordement tangentiel : DEP LT ..... |
212 |
|
|
||||||||||
Sortir du contour sur une droite perpendiculaire au dernier élément du contour : DEP LN |
..... 212 |
||||||||||||
Sortie du contour par une trajectoire circulaire avec raccordement tangentiel : DEP CT ..... |
213 |
||||||||||||
Sortie sur une trajectoire circulaire avec raccordement tangentiel au contour et segment de droite : |
|||||||||||||
DEPLCT |
..... |
213 |
|
|
|
|
|
|
|
|
|
|
|
6.4 Contournages - Coordonnées cartésiennes |
..... 214 |
|
|
|
|
|
|
|
|||||
Vue d’ensemble des fonctions de contournage ..... |
214 |
|
|
|
|
|
|
||||||
Droite L |
..... |
215 |
|
|
|
|
|
|
|
|
|
|
|
Insérer un chanfrein entre deux droites |
..... 216 |
|
|
|
|
|
|
|
|||||
Arrondi d'angle RND |
..... |
217 |
|
|
|
|
|
|
|
|
|
||
Centre de cercle CCI ..... |
218 |
|
|
|
|
|
|
|
|
|
|||
Trajectoire circulaire C et centre de cercle CC ..... |
219 |
|
|
|
|
|
|
||||||
Trajectoire circulaire CR de rayon défini |
..... 220 |
|
|
|
|
|
|
|
|||||
Trajectoire circulaire CT avec raccordement tangentiel ..... |
222 |
|
|
|
|
|
|||||||
6.5 Contournages – Coordonnées polaires ..... |
227 |
|
|
|
|
|
|
|
|||||
Vue d'ensemble ..... |
227 |
|
|
|
|
|
|
|
|
|
|||
Origine des coordonnées polaires : pôle CC ..... |
228 |
|
|
|
|
|
|
||||||
Droite LP ..... |
228 |
|
|
|
|
|
|
|
|
|
|
|
|
Trajectoire circulaire CP avec pôle CC ..... |
229 |
|
|
|
|
|
|
|
|||||
Trajectoire circulaire CTP avec raccordement tangentiel ..... |
230 |
|
|
|
|
||||||||
Trajectoire hélicoïdale (hélice) ..... |
231 |
|
|
|
|
|
|
|
|
||||
24

6.6 Contournages – Programmation flexible de contours FK ..... |
235 |
|
||||
Principes de base ..... |
235 |
|
|
|
|
|
Graphique de programmation FK ..... |
237 |
|
|
|||
Convertir les programmes FK en programmes conversationnels Texte clair ..... |
238 |
|||||
Ouvrir le dialogue FK |
..... 239 |
|
|
|
|
|
Pôle pour programmation FK |
..... 240 |
|
|
|
||
Droites FK ..... |
240 |
|
|
|
|
|
Trajectoires circulaires FK ..... |
241 |
|
|
|
||
Possibilités d'introduction ..... |
241 |
|
|
|
||
Points auxiliaires ..... |
245 |
|
|
|
|
|
Rapports relatifs ..... |
246 |
|
|
|
|
|
HEIDENHAIN iTNC 530 |
25 |

7 Programmation : importation de données issues de fichiers DXF ..... |
253 |
7.1 Exploitation de fichiers DXF (option de logiciel) ..... |
254 |
|
||||
Application ..... |
254 |
|
|
|
|
|
Ouvrir un fichier DXF ..... |
255 |
|
|
|
|
|
Configurations par défaut ..... |
256 |
|
|
|
||
Configurer la couche ..... |
258 |
|
|
|
|
|
Définir le point d'origine ..... |
259 |
|
|
|
||
Sélectionner et enregistrer le contour ..... |
261 |
|
|
|||
Sélectionner/enregistrer les positions d'usinage ..... |
264 |
|||||
Fonction zoom |
..... 270 |
|
|
|
|
|
26

8 Programmation : Sous-programmes et répétitions de parties de programme ..... |
271 |
8.1 |
Identifier les sous-programmes et répétitions de parties de programme ..... |
272 |
||||||||||
|
Label ..... |
272 |
|
|
|
|
|
|
|
|
|
|
8.2 |
Sous-programmes ..... |
273 |
|
|
|
|
|
|
|
|
||
|
Mode opératoire ..... |
273 |
|
|
|
|
|
|
|
|
||
|
Remarques sur la programmation ..... |
273 |
|
|
|
|
|
|||||
|
Programmer un sous-programme ..... |
273 |
|
|
|
|
|
|||||
|
Appeler un sous-programme ..... |
274 |
|
|
|
|
|
|
||||
8.3 |
Répétitions de parties de programme ..... |
275 |
|
|
|
|
|
|||||
|
Label LBL |
..... 275 |
|
|
|
|
|
|
|
|
|
|
|
Mode opératoire ..... |
275 |
|
|
|
|
|
|
|
|
||
|
Remarques sur la programmation ..... |
275 |
|
|
|
|
|
|||||
|
Programmer une répétition de partie de programme ..... |
275 |
|
|
||||||||
|
Appeler une répétition de partie de programme ..... |
275 |
|
|
|
|||||||
8.4 |
Programme quelconque pris comme sous-programme |
..... |
276 |
|
|
|||||||
|
Mode opératoire ..... |
276 |
|
|
|
|
|
|
|
|
||
|
Remarques sur la programmation ..... |
276 |
|
|
|
|
|
|||||
|
Programme quelconque utilisé comme sous-programme ..... |
276 |
|
|||||||||
8.5 |
Imbrications |
..... |
278 |
|
|
|
|
|
|
|
|
|
|
Types d'imbrications ..... |
278 |
|
|
|
|
|
|
|
|||
|
Niveaux d'imbrication ..... |
278 |
|
|
|
|
|
|
|
|||
|
Sous-programme dans sous-programme ..... |
279 |
|
|
|
|
||||||
|
Renouveler des répétitions de parties de programme ..... |
280 |
|
|||||||||
|
Répéter un sous-programme ..... |
281 |
|
|
|
|
|
|
||||
8.6 |
Exemples de programmation ..... |
282 |
|
|
|
|
|
|
||||
HEIDENHAIN iTNC 530 |
27 |

.....9 Programmation : Paramètres-Q |
289 |
|
|
|
|
|
|
|||||
9.1 |
Principe et vue d’ensemble des fonctions |
..... 290 |
|
|
|
|
|
|||||
|
Remarques concernant la programmation ..... |
292 |
|
|
|
|
||||||
|
Appeler les fonctions des paramètres Q ..... |
293 |
|
|
|
|
|
|||||
9.2 |
Familles de pièces – Paramètres Q au lieu de valeurs numériques |
..... |
294 |
|
||||||||
|
Application |
..... 294 |
|
|
|
|
|
|
|
|
|
|
9.3 |
Décrire les contours avec les fonctions mathématiques ..... |
295 |
|
|
|
|||||||
|
Application |
..... 295 |
|
|
|
|
|
|
|
|
|
|
|
Aperçu ..... |
295 |
|
|
|
|
|
|
|
|
|
|
|
Programmation des calculs de base ..... |
296 |
|
|
|
|
|
|
||||
9.4 |
Fonctions trigonométriques |
..... 297 |
|
|
|
|
|
|
|
|
||
|
Définitions |
..... 297 |
|
|
|
|
|
|
|
|
|
|
|
Programmer les fonctions trigonométriques |
..... |
298 |
|
|
|
|
|||||
9.5 |
Calcul d'un cercle ..... |
299 |
|
|
|
|
|
|
|
|
|
|
|
Application |
..... 299 |
|
|
|
|
|
|
|
|
|
|
9.6 |
Sauts conditionnels avec paramètres Q ..... |
300 |
|
|
|
|
|
|
||||
|
Application ..... |
300 |
|
|
|
|
|
|
|
|
|
|
|
Sauts inconditionnels ..... |
300 |
|
|
|
|
|
|
|
|
||
|
Programmer les sauts conditionnels ..... |
301 |
|
|
|
|
|
|
||||
|
Abréviations et expressions utilisées ..... |
301 |
|
|
|
|
|
|||||
9.7 |
Contrôler et modifier les paramètres Q ..... |
302 |
|
|
|
|
|
|
||||
|
Procédure ..... |
302 |
|
|
|
|
|
|
|
|
|
|
9.8 |
Fonctions spéciales ..... |
303 |
|
|
|
|
|
|
|
|
|
|
|
Résumé ..... |
303 |
|
|
|
|
|
|
|
|
|
|
|
FN 14: ERROR: Emission de messages d'erreur |
..... 304 |
|
|
|
|
||||||
|
FN 15: PRINT: Emission de textes ou valeurs de paramètres Q ..... |
308 |
|
|||||||||
|
FN 16: F-PRINT : émission formatée de textes et valeurs de paramètres Q ..... |
309 |
||||||||||
|
FN 18: SYS-DATUM READ: Lecture des données-système ..... |
313 |
|
|||||||||
|
FN 19: PLC : transmission de valeurs au PLC ..... |
319 |
|
|
|
|
||||||
|
FN 20: WAIT FOR: Synchronisation CN et PLC ..... |
320 |
|
|
|
|
||||||
|
FN 25: PRESET : initialiser un nouveau point d'origine ..... |
322 |
|
|
|
|||||||
9.9 |
Introduire directement une formule ..... |
323 |
|
|
|
|
|
|
||||
|
Introduire une formule ..... |
323 |
|
|
|
|
|
|
|
|
||
|
Règles concernant les calculs ..... |
325 |
|
|
|
|
|
|
|
|||
|
Exemple d'introduction ..... |
326 |
|
|
|
|
|
|
|
|
||
28

9.10 Paramètres string ..... |
327 |
|
|
|
|
|
|
|
|
Fonctions de traitement de strings ..... |
327 |
|
|
|
|
||||
Affecter les paramètres string ..... |
328 |
|
|
|
|
|
|||
Chaîner des paramètres string ..... |
329 |
|
|
|
|
|
|||
Convertir une valeur numérique en un paramètre string ..... |
330 |
|
|
||||||
Copier une partie de string à partir d’un paramètre string ..... |
331 |
|
|
||||||
Copier les données-système dans un paramètre string ..... |
332 |
|
|
||||||
Convertir un paramètre string en valeur numérique ..... 334 |
|
|
|||||||
Vérification d’un paramètre string |
..... 335 |
|
|
|
|
||||
Déterminer la longueur d’un paramètre string |
..... 336 |
|
|
|
|||||
Comparer la suite alphabétique ..... |
337 |
|
|
|
|
||||
9.11 Paramètres Q réservés ..... |
338 |
|
|
|
|
|
|
||
Valeurs issues du PLC : Q100 à Q107 ..... |
338 |
|
|
|
|
||||
Séquence WMAT: QS100 ..... |
338 |
|
|
|
|
|
|
||
Rayon d'outil actif : Q108 |
..... |
338 |
|
|
|
|
|
|
|
Axe d’outil : Q109 ..... |
339 |
|
|
|
|
|
|
|
|
Etat de la broche : Q110 ..... |
|
339 |
|
|
|
|
|
|
|
Arrosage : Q111 ..... |
339 |
|
|
|
|
|
|
|
|
Facteur de recouvrement : Q112 ..... |
339 |
|
|
|
|
||||
Unité de mesure dans le programme : Q113 ..... |
340 |
|
|
|
|||||
Longueur d’outil : Q114 ..... |
|
340 |
|
|
|
|
|
|
|
Coordonnées issues du palpage en cours d’exécution du programme ..... |
340 |
|
|||||||
Ecart entre valeur nominale et valeur effective lors de l'étalonnage d'outil automatique avec le TT 130 ..... |
341 |
||||||||
Inclinaison du plan d'usinage avec angles de la pièce : coordonnées des axes rotatifs calculées par la TNC ..... |
341 |
||||||||
Résultats de la mesure avec cycles palpeurs (voir également Manuel d'utilisation des cycles palpeurs) ..... |
342 |
||||||||
9.12 Exemples de programmation ..... |
344 |
|
|
|
|
|
|||
HEIDENHAIN iTNC 530 |
29 |

.....10 Programmation: Fonctions-auxiliaires |
351 |
|
|
|
|
|
|
|
|
|||||
10.1 Introduire les fonctions M et une commande de STOP ..... |
352 |
|
|
|
|
|
||||||||
Principes de base |
..... |
352 |
|
|
|
|
|
|
|
|
|
|
|
|
10.2 Fonctions auxiliaires pour contrôler l'exécution du programme, la broche et l'arrosage ..... 353 |
|
|
|
|||||||||||
Vue d'ensemble ..... |
353 |
|
|
|
|
|
|
|
|
|
|
|
||
10.3 Fonctions auxiliaires pour données de coordonnées ..... |
354 |
|
|
|
|
|
|
|
||||||
Programmer les coordonnées machine: M91/M92 ..... |
354 |
|
|
|
|
|
|
|
||||||
Activer le dernier point d'origine initialisé: M104 |
..... 356 |
|
|
|
|
|
|
|
||||||
Aborder les positions dans le système de coordonnées non incliné avec plan d'usinage incliné : M130 ..... |
356 |
|||||||||||||
10.4 Fonctions auxiliaires pour le comportement de contournage ..... |
|
357 |
|
|
|
|
|
|||||||
Arrondi d'angle: M90 |
..... 357 |
|
|
|
|
|
|
|
|
|
|
|
||
Insérer un cercle d’arrondi défini entre deux segments de droite: M112 |
..... 357 |
|
|
|
|
|||||||||
Ne pas tenir compte des points lors de l'exécution de séquences linéaires sans correction: M124 ..... |
358 |
|
||||||||||||
Usinage de petits éléments de contour: M97 ..... |
359 |
|
|
|
|
|
|
|
|
|||||
Usinage intégral d'angles de contour ouverts : M98 ..... |
361 |
|
|
|
|
|
|
|||||||
Facteur d’avance pour plongées: M103 ..... |
362 |
|
|
|
|
|
|
|
|
|
||||
Avance en millimètres/tour de broche : M136 ..... |
363 |
|
|
|
|
|
|
|
|
|||||
Vitesse d'avance sur les arcs de cercle : M109/M110/M111 |
..... 364 |
|
|
|
|
|
||||||||
Calcul anticipé d'un contour avec correction de rayon (LOOK AHEAD): M120 ..... |
365 |
|
|
|
||||||||||
Autoriser le positionnement avec la manivelle en cours d'exécution du programme: M118 ..... |
367 |
|
|
|||||||||||
Retrait du contour dans le sens de l'axe d'outil : M140 ..... |
368 |
|
|
|
|
|
||||||||
Annuler la surveillance du palpeur : M141 ..... |
369 |
|
|
|
|
|
|
|
|
|||||
Effacer les informations de programme modales: M142 ..... |
|
370 |
|
|
|
|
|
|||||||
Effacer la rotation de base: M143 ..... |
370 |
|
|
|
|
|
|
|
|
|
|
|||
Eloigner l'outil automatiquement du contour lors d'un stop CN : M148 ..... |
371 |
|
|
|
|
|||||||||
Ne pas afficher le message de commutateur de fin de course: M150 ..... |
372 |
|
|
|
|
|||||||||
10.5 Fonctions auxiliaires pour machines à découpe laser ..... |
373 |
|
|
|
|
|
|
|
||||||
Principe ..... |
373 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Emission directe de la tension programmée: M200 ..... |
373 |
|
|
|
|
|
|
|||||||
Tension comme fonction de la course: M201 ..... |
373 |
|
|
|
|
|
|
|
|
|||||
Tension comme fonction de la vitesse: M202 ..... |
374 |
|
|
|
|
|
|
|
|
|||||
Emission de la tension comme fonction de la durée (rampe dépendant de la durée): M203 ..... |
374 |
|
|
|||||||||||
Emission d’une tension comme fonction de la durée (impulsion dépendant de la durée): M204 |
..... |
374 |
|
|||||||||||
30
Loading...