


Contents: Basic Course G426 ISO Programming
No. |
Title |
PGM-No. |
|
|
|
|
Cartesian contour movements |
|
1 |
Holes |
62151 |
2 |
Square |
62152 |
3 |
Rounding / chamfering corners |
62153 |
4 |
Contour approach / departure |
62154 |
5 |
Circular arc with CC, C |
62155 |
6 |
Tangential contour connection |
62156 |
7 |
Circular arc with CR |
62157 |
8 |
Circular arcs |
62158 |
|
Polar contour movements |
|
9 |
Hexagon (polar) |
62159 |
10 |
Circle (polar) CP |
62160 |
11 |
Circular path with tang. connection (polar) CTP |
62161 |
|
Canned cycles |
|
12 |
Drilling cycle |
62170 |
13 |
Slot plate |
62172 |
14 |
Die I |
62174 |
|
Program section repeats |
|
15 |
Linear hole pattern |
62180 |
16 |
Hexagon |
62181 |
17 |
Drilled plate - slanted columns |
62182 |
|
|
|
HEIDENHAIN Basic Course ISO G426 |
F10 |
|
IH1 |
|
|
|
|

Contents: Basic Course G426 ISO Programming
No. |
Title |
PGM No. |
|
|
|
|
Subprogramming Technique |
|
18 |
Subprogram (groups of holes) |
62186 |
19 |
Bolt hole circle segments with several tools |
62187 |
20 |
Milling with several settings |
62188 |
21 |
Hole pattern |
62189 |
|
Contour Cycles |
|
22 |
Contour cycles SL II, Roughing out kidney |
62190 |
23 |
Contour cycles SL II, Kidney-shaped island |
62191 |
|
Coordinate transformations |
|
24 |
Datum shift and mirror images |
62192 |
|
|
|
HEIDENHAIN Basic Course ISO G426 |
F10 |
|
IH1 |
|
|
|
|
Task: |
|
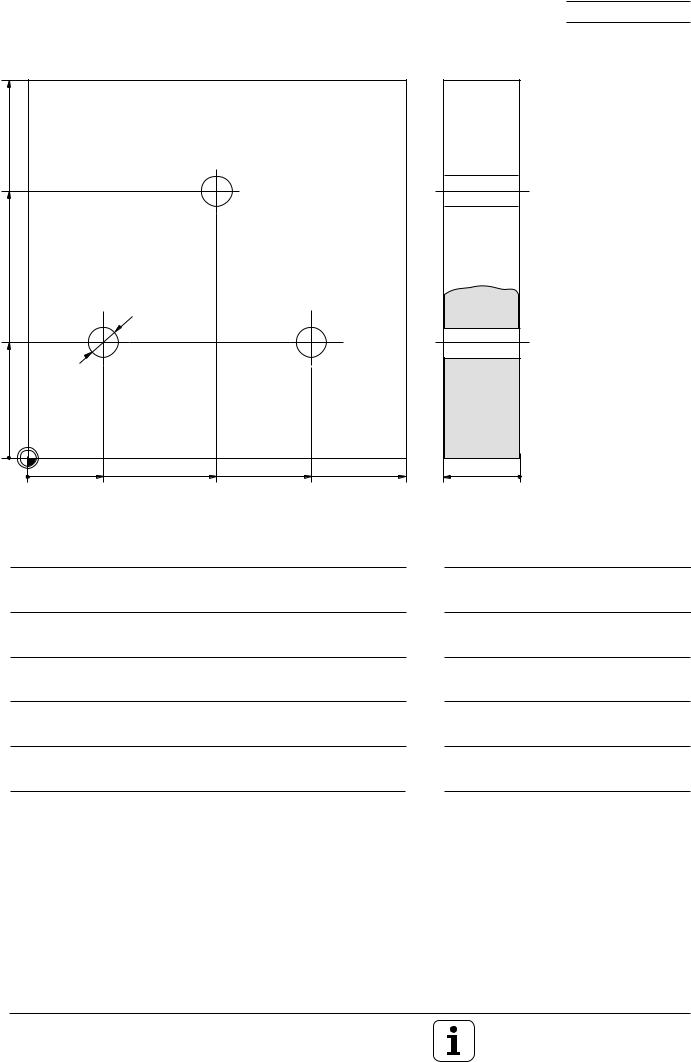
Holes |
|
|
Program(s): |
|
100 |
|
|
|
|
|
|
70 |
|
|
|
|
|
|
|
|
8 |
|
|
|
|
30 |
|
|
|
|
|
|
0 |
|
|
|
|
|
|
0 |
20 |
50 |
75 |
100 |
20 |
0 |
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62151/1 |
|
|
|
|
Program layout:
Operating mode "Programming" Begin program
Define workpiece blank
Define tool
Activate tool
Move to clearance height Move to starting point Move to setup clearance Drill
Retract drill
Next hole
Drill
Retract drill
Next hole
Drill
Return to clearance height End of program
Holes
PGM |
%62151 G71 |
MGT |
|
G30 . . . X . . . Y . . . Z . . .
G31 . . . X . . . Y . . . Z . . .
G99 T . . . L . . . R . . .
T . . . G . . . S . . .
G00 G40 G90 Z+100 M3
X . . . Y . . .
Z+ . . . M8
G01 Z– . . . F400
G00 Z+2
X . . . Y . . .
G01 Z– . . .
G00 Z+ . . .
X . . . Y . . .
G01 Z– . . .
G00 Z+100 M2 (M30)
HEIDENHAIN Basic Course ISO G426 |
F06 |
62151/2 |
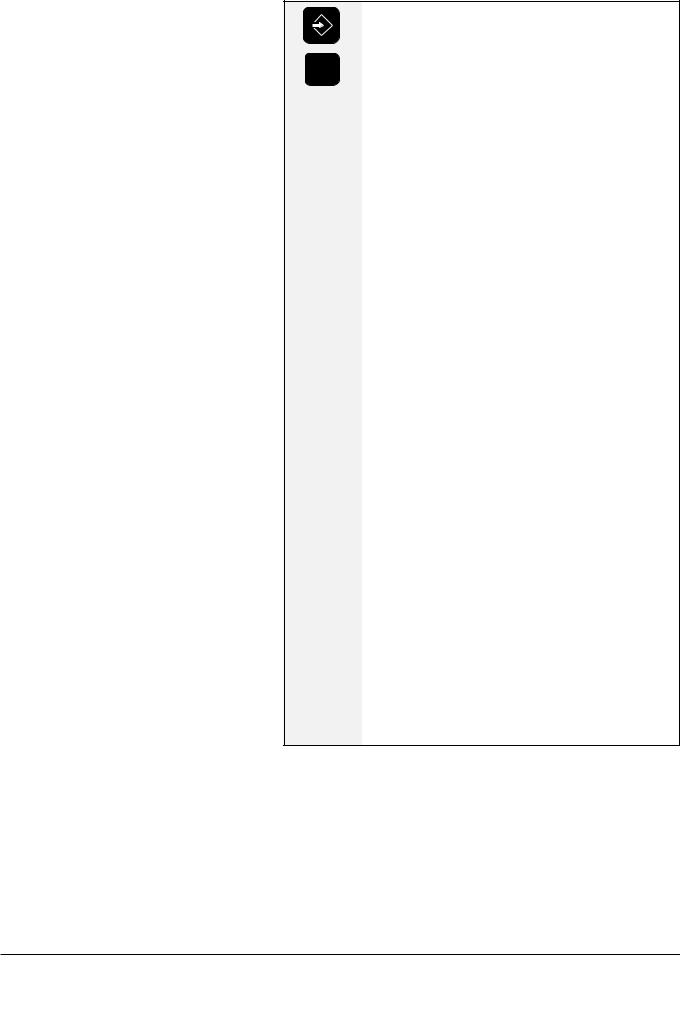
Solution: |
Holes |
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
70 |
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
30 |
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
0 |
20 |
50 |
75 |
100 |
20 |
0 |
Complete program %62151 G71 *
N10 |
G30 G17 X+0 Y+0 Z-20 * |
|
N20 |
G31G90X+100Y+100Z+0* .................................... |
WORKPIECEBLANKDEFINITIONS |
N30 |
G99T1L+0R+4* ................................................... |
TOOLDEFINTION |
N40 |
T1G17S4000* ...................................................... |
TOOLCALL |
N50 |
G00G90Z+100M03* ............................................. |
CLEARANCEHEIGHT |
N60 |
X+20Y+30* ........................................................... |
1STHOLE |
N70 |
Z+2 M08 * |
|
N80 |
G01Z-22F400* ...................................................... |
DRILL |
N90 |
G00 Z+2 * |
|
N100 |
X+50Y+70* ........................................................... |
2NDHOLE |
N110 G01 Z-22 * |
|
|
N120 G00 Z+2 * |
|
|
N130 |
X+75Y+30* ........................................................... |
3RDHOLE |
N140 G01 Z-22 *
N150 G00 Z+100 M30 *
N999999 %62151 G71 *
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62151/3 |
|
|
|
|
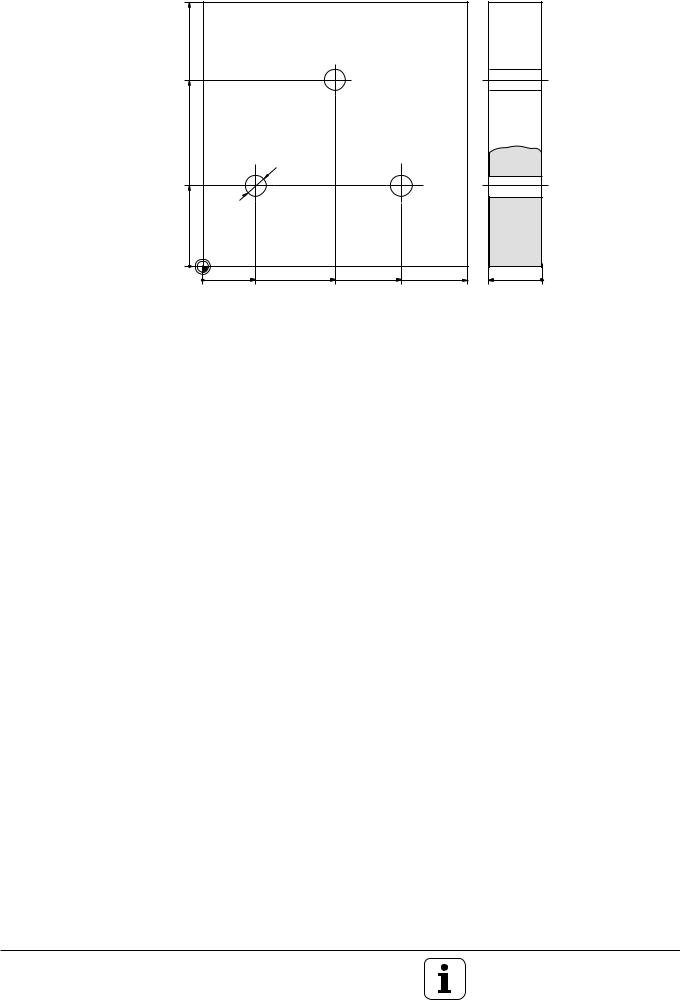
Task: |
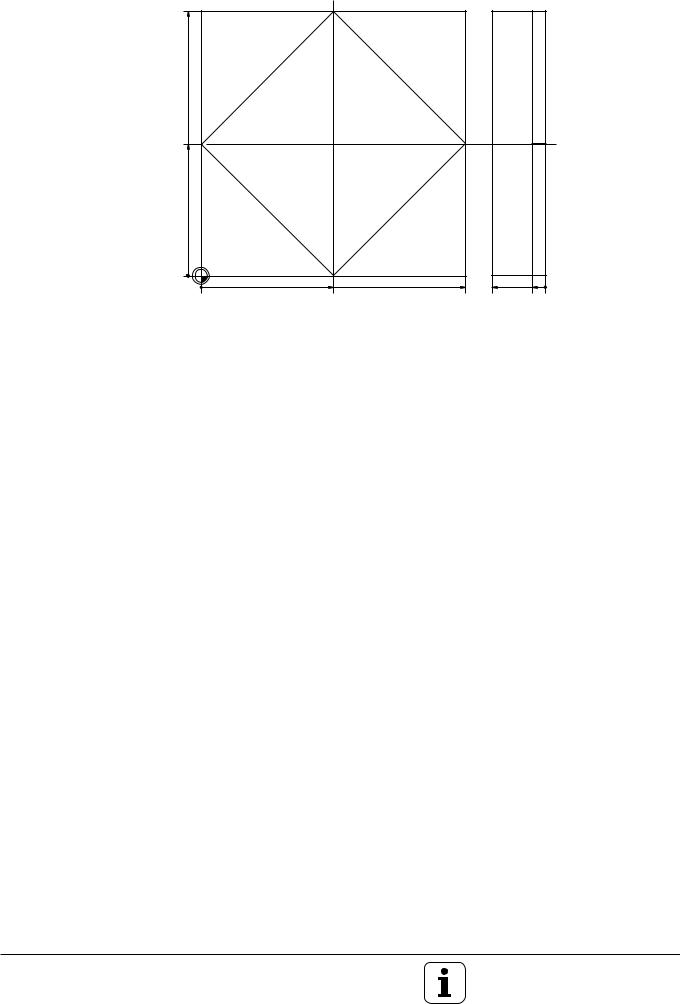
Square |
|
Program(s): |
||
100 |
|
|
|
|
|
50 |
|
|
|
|
|
0 |
|
|
|
|
|
0 |
50 |
100 |
20 |
5 |
0 |
Create program |
|
|
%62152 G71 |
|
|
||
Define workpiece blank |
|
G30 |
G . . . |
X . . |
. Y . . . |
Z . . . |
|
|
|
|
G31 |
G . . . |
X . . . |
Y . . . |
Z . . . |
Define tool |
|
|
G99 |
T . . . |
L . . . |
R . . . |
|
Activate tool |
|
|
T . . . |
G . . . |
S . . . |
|
|
Move to clearance height |
|
G00 |
G40 G90 Z+ . . . |
|
|||
Move to auxiliary point G40 |
|
X . . . |
Y . . . |
|
|
|
|
Plunging depth |
|
|
Z –. . |
. |
|
|
|
Contour starting point |
G41/G42 |
|
G01 |
G41 X . . . |
Y . . . |
|
|
Contour coordinates |
G41/G42 |
|
X . . . |
Y . . . |
|
|
|
Last contour point |
G41/G42 |
|
X . . . |
Y . . . |
|
|
|
Move to auxiliary point |
G40 |
|
G40 |
X . . . |
Y . . . |
|
|
Retract tool, PGM end |
|
|
G00 |
Z+ . . . |
M2/M30 |
|
|
|
|
|
|
|
|
|
|
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62152/1 |
|
|
|
|
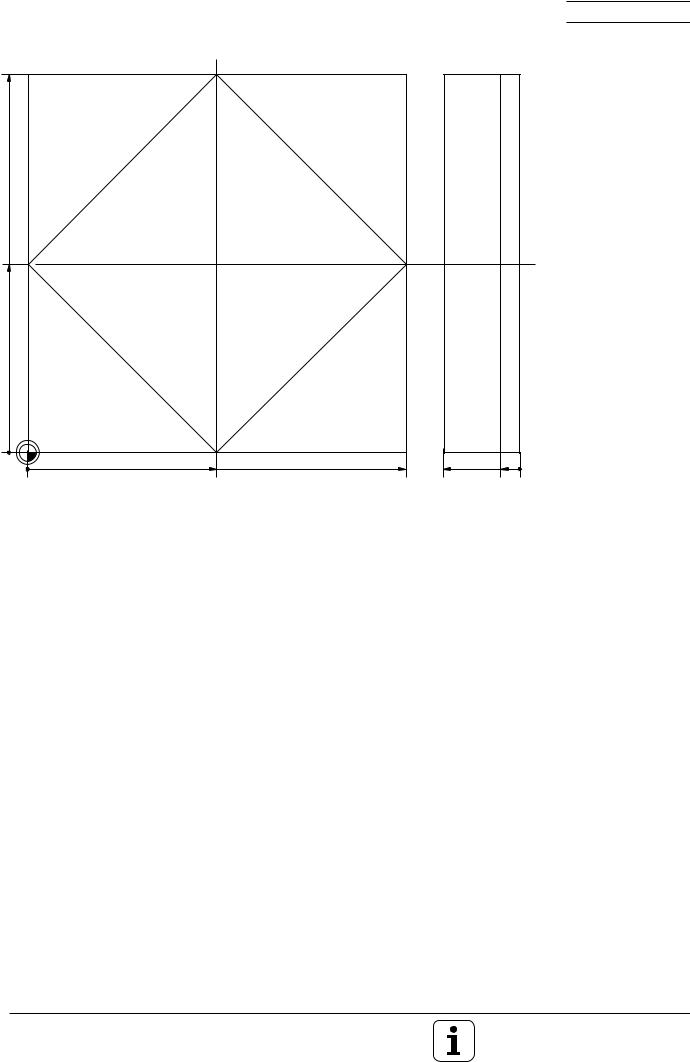
Solution: |
Square |
|
|
|
|
|
|
100 |
|
|
|
|
|
|
50 |
|
|
|
|
|
|
0 |
|
|
|
|
|
|
0 |
50 |
100 |
20 |
5 |
0 |
Complete program %62152 G71 *
N10 |
G30 G17 X+0 Y+0 Z-20 * |
|
N20 |
G31G90X+100Y+100Z+0* .................................... |
WORKPIECEBLANKDEFINITIONS |
N30 |
G99T1L+0R+8* ................................................... |
TOOLDEFINITION |
N40 |
T1G17S4000* ...................................................... |
TOOLCALL |
N50 |
G00G40G90Z+100M03* ...................................... |
CLEARANCEHEIGHT |
N60 |
X-30Y+50* ............................................................ |
AUXILIARYPOINT(G40) |
N70 |
Z-5* ...................................................................... |
PLUNGINGDEPTH |
N80 |
G01G41X+0Y+50F400* ........................................ |
CONTOURSTARTINGPOINT |
N90 |
X+50Y+100* |
|
N100 X+100 Y+50 * |
|
|
N110 X+50 Y+0 * |
|
|
N120 |
X+0Y+50* ............................................................. |
LASTCONTOURPOINT |
N130 |
G40X-30Y+50* ..................................................... |
AUXILIARYPOINT |
N140 |
G00Z+100M30* .................................................... |
RETRACTTOOL/PGMEND |
N999999 %62152 G71 *
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62152/2 |
|
|
|
|

Task: |
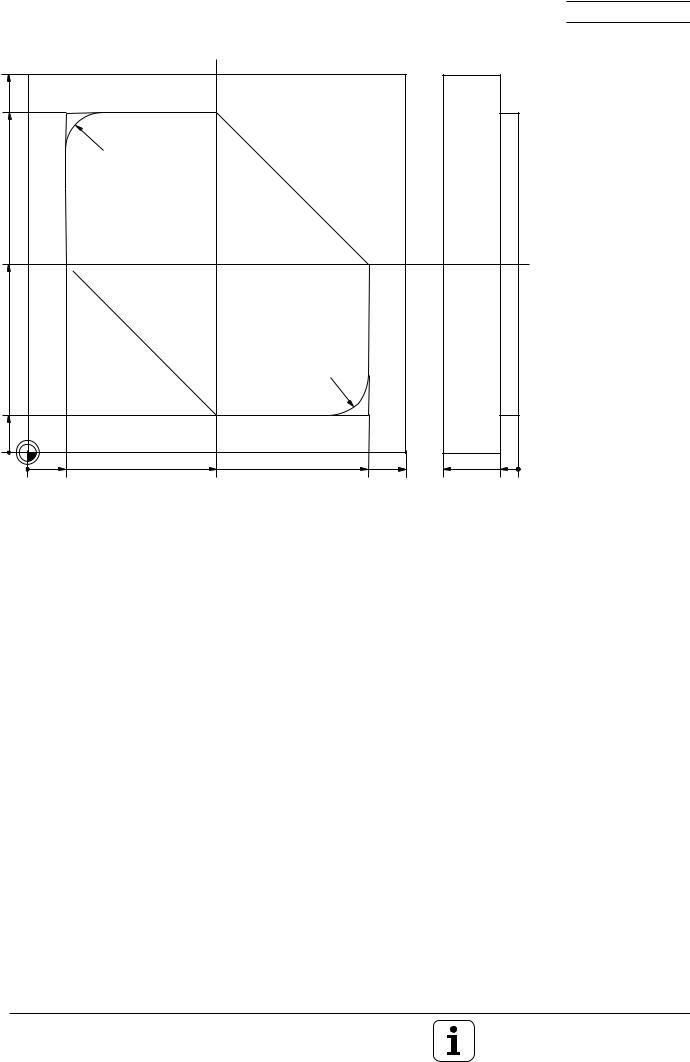
Rounding / chamfering corners Program(s): |
100 |
|
|
|
|
|
|
|
R10 |
|
|
|
50 |
|
|
|
|
|
|
5 |
45° |
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
0 |
|
50 |
100 |
20 |
5 0 |
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62153/1 |
|
|
|
|

Solution: Rounding / chamfering corners
100 |
|
|
|
|
|
|
|
R10 |
|
|
|
50 |
|
|
|
|
|
|
5 |
45° |
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
0 |
|
50 |
100 |
20 |
5 0 |
Complete program %62153 G71 *
N10 |
G30 G17 X+0 Y+0 Z-20 * |
|
N20 |
G31G90X+100Y+100Z+0* .................................... |
WORKPIECEBLANKDEFINITION |
N30 |
G99T1L+0R+8* ................................................... |
TOOLDEFINITION |
N40 |
T1G17S4000* ...................................................... |
TOOLCALL |
N50 |
G00G40G90Z+100M03* ...................................... |
CLEARANCEHEIGHT |
N60 |
X-30Y+50* ............................................................ |
AUXILIARYPOINT(G40) |
N70 |
Z-5* |
|
N80 |
G01G41X+0Y+50F400* ........................................ |
CONTOURSTARTINGPOINT |
N90 |
X+50 Y+100 * |
|
N100 |
G25R10F200* ...................................................... |
ROUNDCORNER |
N110 X+100 Y+50 * |
|
|
N120 X+50 Y+0 * |
|
|
N130 |
G24R5* ................................................................ |
CHAMFER |
N140 X+0 Y+50 * |
|
|
N150 |
G40X-30Y+50* ..................................................... |
AUXILIARYPOINT(G40) |
N160 |
G00Z+100M30* .................................................... |
PGMEND |
N999999 %62153 G71 *
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62153/2 |
|
|
|
|
Task: |
Contour approach / departure |
Program(s): |
100 |
|
|
|
|
|
|
|
90 |
|
R10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
R10 |
|
|
|
|
10 |
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
0 |
10 |
50 |
90 |
100 |
20 |
5 |
0 |
Begin program |
|
%62154 G71 |
|
|
||
Define workpiece blank |
|
G30 |
G . . . |
X . . |
. Y . . |
. Z . . . |
|
|
G31 |
G . . . |
X . . . |
Y . . . |
Z . . . |
Define tool |
|
G99 |
T . . . |
L . . . |
R . . . |
|
Activate tool |
|
T . . . |
G . . . |
S . . . |
|
|
Move to clearance height |
|
G00 |
G40 G90 Z+ . . . |
|
||
Move to auxiliary point |
|
X . . . |
Y . . . |
|
|
|
Plunging depth |
|
Z– . . |
. |
|
|
|
First contour point |
|
G01 |
G41 X . . . |
Y . . . |
F . . . |
|
Smooth approach |
|
G26 |
R . . . |
|
|
|
Contour |
|
X . . . |
Y . . . |
|
|
|
Smooth departure |
|
G27 |
R . . . |
|
|
|
Auxiliary point |
|
G40 |
X . . . |
Y . . . |
|
|
Retract tool, PGM end |
|
G00 |
Z+ . . . |
M2/M30 |
|
|
|
|
|
|
|
|
|
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62154/1 |
|
|
|
|
Solution: Contour approach / departure
100 |
|
|
|
|
|
|
|
90 |
|
R10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
R10 |
|
|
|
|
10 |
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
0 |
10 |
50 |
90 |
100 |
20 |
5 |
0 |
Complete program %62154 G71 *
N10 |
G30 G17 X+0 Y+0 Z-20 * |
|
N20 |
G31 G90 X+100 Y+100 Z+0 * |
|
N30 |
G99 T1 L+0 R+8 * |
|
N40 |
T1 G17 S4000 * |
|
N50 |
G00 G40 G90 Z+100 M03 * |
|
N60 |
X-30Y+70* ............................................................ |
AUXILIARYPOINT(G40) |
N70 |
Z-5 * |
|
N80 |
G01G41X+10Y+70F400* ...................................... |
STARTINGPOINT |
N80 |
G26R3* ................................................................ |
SMOOTH APPROCH TO |
|
|
STARTINGPOINT |
N90 |
Y+90 * |
|
N100 G25 R10 * |
|
|
N110 X+50 * |
|
|
N120 X+90 Y+50 * |
|
|
N130 Y+10 * |
|
|
N140 G25 R10 * |
|
|
N150 X+50 * |
|
|
N160 X+10 Y+50 * |
|
|
N170 |
Y+70* .................................................................... |
LASTCONTOURPOINTG41 |
N180 |
G27R3* ................................................................ |
SMOOTHDEPARTURETO |
|
|
AUXILIARYPOINT |
N190 |
G40X-30Y+70* ..................................................... |
AUXILIARYPOINT |
N200 G00 Z+100 M30 * |
|
|
N999999 %62154 G71 * |
|
|
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62154/2 |
|
|
|
|
Task: |
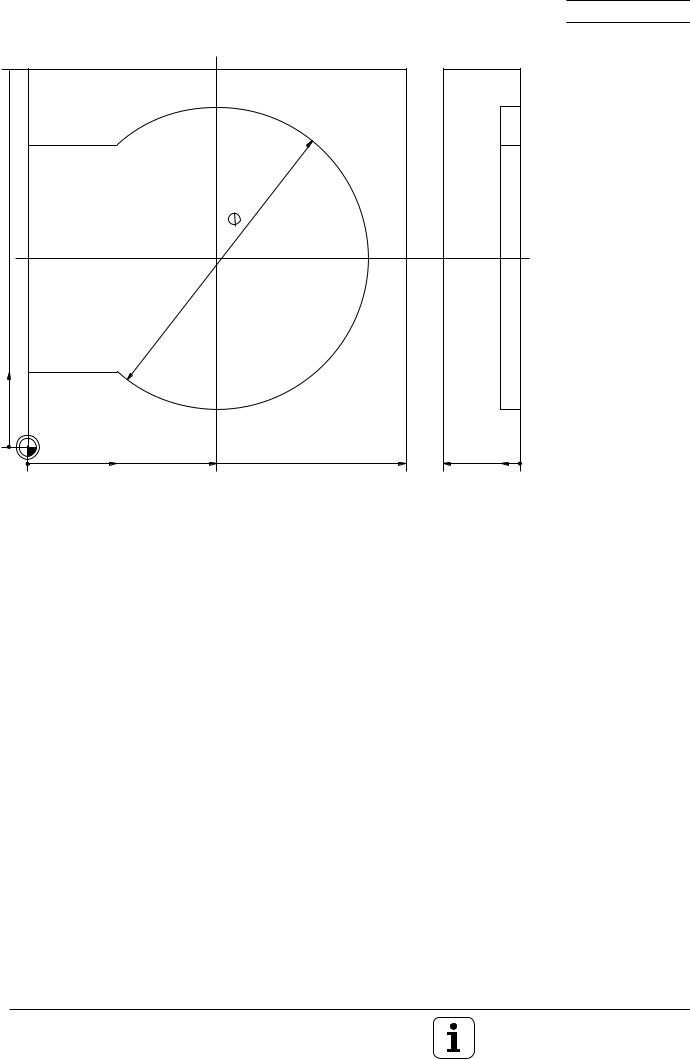
Circular arc with CC, C |
Program(s): |
100 
80
80
50
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
0 |
23,542 |
50 |
100 |
20 |
5 |
0 |
|
|||||||||
|
|
|
|
|
|
|
|
|||||||||
|
Begin program |
|
|
%62155 G71 |
|
|
|
|||||||||
|
Define workpiece blank |
|
|
G30 |
G . . . |
X . . . |
|
Y . . . |
Z . . . |
|||||||
|
|
|
|
|
|
|
|
G31 |
G . . . |
X . . . |
|
Y . . . |
Z . . . |
|||
|
Activate tool |
|
|
|
|
T . . . |
G . . . |
S . . |
. |
|
|
|||||
|
Move to clearance height |
|
G00 . |
. . |
|
|
|
|
|
|
||||||
|
Move to auxiliary point R0 |
|
|
|
|
|
|
|
|
|
|
|||||
|
Plunging depth |
|
|
|
|
|
|
|
|
|
|
|
||||
|
Approach contour |
|
|
G01 |
G . . . |
|
|
|
|
|
||||||
|
Define circle center |
|
|
I . . . |
J . . . |
|
|
|
|
|
||||||
|
Circular movement |
|
|
G02/G03 . . |
. |
|
|
|
|
|||||||
|
Depart (aux. point) |
|
|
G01 . |
. . |
|
|
|
|
|
|
|||||
|
Retract tool, PGM end |
|
|
G00 . |
. . |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62155/1 |
|
|
|
|

Solution: |
Circular arc |
|
with CC, C |
100 
80
80
50
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
23,542 |
50 |
100 |
20 |
5 |
0 |
||||||||||
Complete program %62155 G71 * |
|
|
|
|
|
|
|
|
|
|
|
||||||
|
N5 |
G30 |
G17 |
X+0 Y+0 Z-20 * |
|
|
|
|
|
|
|
|
|
||||
|
N10 |
G31 |
G90 |
X+100 Y+100 Z+0 * |
|
|
|
|
|
|
|
|
|
||||
|
N15 |
T3 G17 S2500 * ................................................... |
|
|
|
R20 |
|
|
|
|
|||||||
|
N20 |
G00 |
G40 |
G90 Z+100 M03 * |
|
|
|
|
|
|
|
|
|
||||
|
N25 |
X-30Y+50* ............................................................ |
|
|
|
AUXILIARYPOINT |
|||||||||||
|
N30 |
Z-5 * |
|
|
|
|
|
|
|
|
|
|
|
||||
|
N35 |
G01 G41 |
X-5 Y+20 F250 * |
|
|
|
|
|
|
|
|
|
|||||
|
N40 |
X+23,542 Y+20 * |
|
|
|
|
|
|
|
|
|
||||||
|
N45 |
I+50J+50* ............................................................. |
|
|
|
CIRCLECENTER |
|||||||||||
|
N50 |
G03X+23,542Y+80* ............................................... |
|
|
|
CIRCULARMOVEMENT |
|||||||||||
|
N55 |
G01 X-5 * |
|
|
|
|
|
|
|
|
|
||||||
|
N60 |
G40 X-30 Y+50 * |
|
|
|
|
|
|
|
|
|
||||||
|
N65 |
G00 Z+100 M30 * |
|
|
|
|
|
|
|
|
|
||||||
N999999 %62155 G71 *
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62155/2 |
|
|
|
|

Task: |
|
Tangential contour connection |
Program(s): |
|||
|
|
(cartesian) |
|
|
|
|
100 |
|
|
|
|
|
|
60 |
|
|
|
|
|
|
30 |
|
tangential |
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
0 |
20 |
70 |
100 |
20 |
5 |
0 |
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62156/1 |
|
|
|
|

Solution: Tangential contour connection
(cartesian)
100 |
|
|
|
|
|
|
60 |
|
|
|
|
|
|
30 |
|
tangential |
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
0 |
20 |
70 |
100 |
20 |
5 |
0 |
Complete program %62156 G71 *
N5 |
G30 |
G17 X+0 Y+0 Z-20 * |
|
N10 |
G31 |
G90 X+100 Y+100 Z+0 * |
|
N15 |
T11 G17 S2500 * ................................................. |
R10 |
|
N20 |
G00G40G90Z+100M03* ...................................... |
CLEARANCEHEIGHT |
|
N25 |
X+45Y-25* ............................................................ |
AUXILIARYPOINT |
|
N30 |
Z-5 * |
|
|
N35 |
G01G42X+20Y-3F250* ......................................... |
CONTOURSTARTINGPOINT |
|
N40 |
Y+30* |
|
|
N45 |
G06X+70Y+60* ..................................................... |
TANGENTIALCIRCULARPATH |
|
N50 |
G01 X+103 * |
|
|
N55 |
G40 |
X+110 Y+50 F500 * |
|
N60 |
G00 Z+100 M30 * |
|
|
N999999 %62156 G71 *
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62156/2 |
|
|
|
|
Task: |
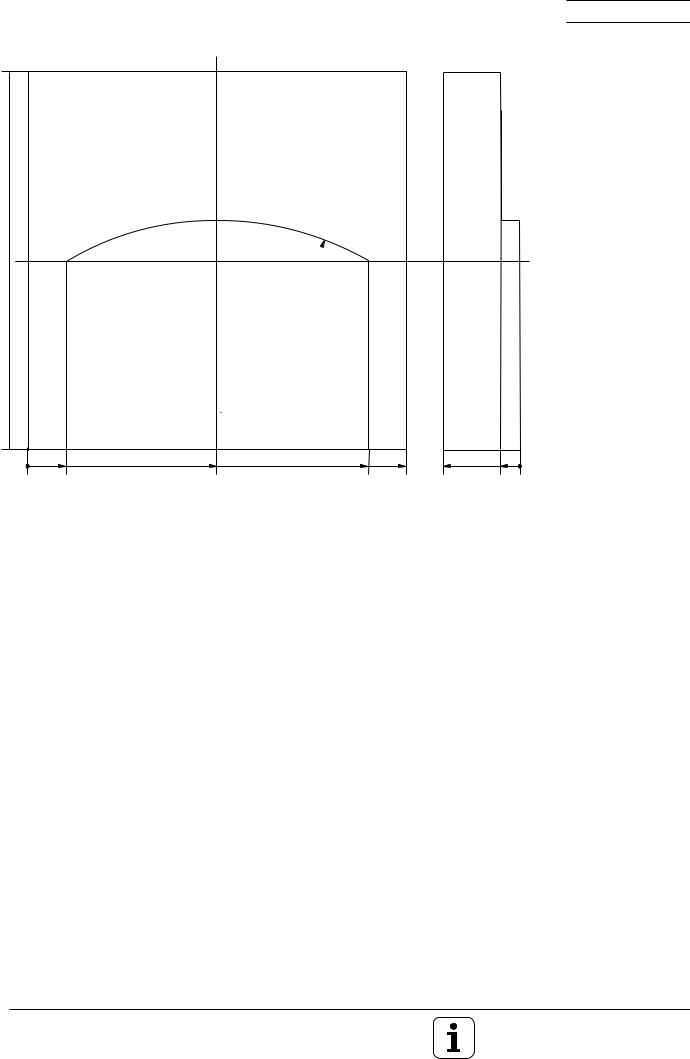
Circular arc with CR |
Program(s): |
100 
50
0 

R80 
0 |
10 |
50 |
90 |
100 |
20 |
5 |
0 |
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62157/1 |
|
|
|
|

Solution: |
Circular arc with CR |
100 
50 R80
R80
0 |
|
|
|
|
|
|
|
0 |
10 |
50 |
90 |
100 |
20 |
5 |
0 |
Complete program %62157 G71 *
N5 |
G30 |
G17 X+0 Y+0 Z-20 * |
|
N10 |
G31 |
G90 X+100 Y+100 Z+0 * |
|
N15 |
T13 G17 S2500 * ................................................. |
R20 |
|
N20 |
G00 |
G40 G90 Z+100 M03 * |
|
N25 |
X-30Y-30* ............................................................. |
AUXILIARYPOINT |
|
N30 |
Z-5 * |
|
|
N35 |
G01G41X+10Y-3F250* ......................................... |
APPROACHSTARTINGPOINT |
|
N40 |
Y+50* |
|
|
N45 |
G02X+90Y+50R+80* ............................................ |
CIRCULARARC |
|
N50 |
G01 Y-3 * |
|
|
N55 |
G40X+110Y-30F500* ............................................ |
DEPART(AUXILIARYPOINT) |
|
N60 |
G00Z+100M30* |
|
|
N999999 %62157 G71 *
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62157/2 |
|
|
|
|

Task: |
|
|
Circular arcs |
|
Program(s): |
||
100 |
|
|
|
|
|
|
|
|
|
|
P2 |
|
|
|
|
50 |
|
|
R20 |
|
|
|
|
|
|
R80 |
|
|
|
|
|
P1 |
|
|
|
|
|
|
|
30 |
R10 |
|
P3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P4 |
R75 |
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
0 |
15 |
|
60 |
100 |
20 |
5 |
0 |
Point |
X |
Y |
|
|
|
P1 |
6.645 |
35.495 |
P2 |
55.505 |
69.488 |
|
|
|
Point |
X |
Y |
|
|
|
|
|
|
|
P3 |
58.995 |
30.025 |
|
|
P4 |
19.732 |
21.191 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
HEIDENHAIN Basic Course ISO G426 |
F06 |
|
62158/1 |
|
|
|
|
 Loading...
Loading...