


Contents: Basic course G3 and Upgrade course TNC 410
No. |
Title |
PGM-No. |
|
|
|
|
Cartesian contour movements |
|
1 |
Holes |
151 |
2 |
Square |
152 |
3 |
Rounding /chamfering corners |
153 |
4 |
Rounding corners |
154 |
5 |
Linear movements |
250 |
6 |
Circular movements |
251 |
7 |
Circular arc with CC, C |
206 |
8 |
Tangential contour connection |
207 |
9 |
Circular arcs |
208 |
10 |
Circular arc with CR |
209 |
|
Polar contour movements |
|
11 |
Hexagon (polar) |
213 |
12 |
Circle (polar) CP |
211 |
13 |
Circlualr path with tang. connection (polar) CTP |
212 |
14 |
Polar coordinates (general) |
252 |
|
Canned cycles |
|
15 |
Drilling cycle |
201 |
16 |
Drilling with 200-series cycles |
260 |
17 |
Slot plate |
210 |
18 |
Bushing plate |
262 |
19 |
Die I |
265 |
20 |
Linear hole pattern |
220 |
21 |
Hole pattern |
221 |
22 |
Guide plate |
261 |
23 |
Die II |
266 |
|
Program section repeats |
|
24 |
Hexagon |
268 |
25 |
Drilled plate - slanted rows |
270 |
|
|
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D08 |
IH1 |

Contents: Basic course G3 and Upgrade course TNC 410
No. |
Title |
PGM-No. |
|
|
|
|
Free Contour Programming |
|
26 |
FK Cam |
288 |
27 |
Maltese cross |
275 |
28 |
FK Hook - type spanner wrench |
295 |
|
Subprogramming Technique |
|
29 |
Subprogram (Groups of holes) |
215 |
30 |
Bolt hole circle segments with several tools |
280 |
31 |
Milling with several settings |
223 |
|
Contour Cycles |
|
32 |
Contour cycles SL 1, Roughing out kidney |
174 |
|
Coordinate Transformations |
|
33 |
Datum shift and mirror images |
229 |
34 |
Coordinate transformations (combined) |
232 |
35 |
Scaling factor - hammer |
284 |
36 |
Scaling factor |
234 |
|
|
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D08 |
IH2 |
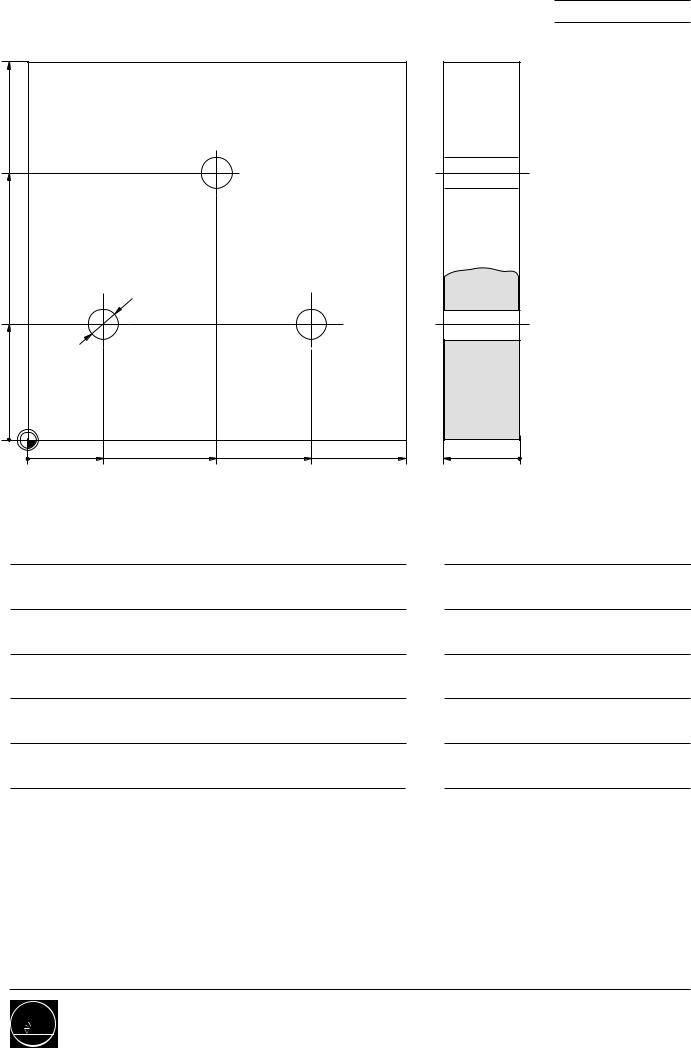
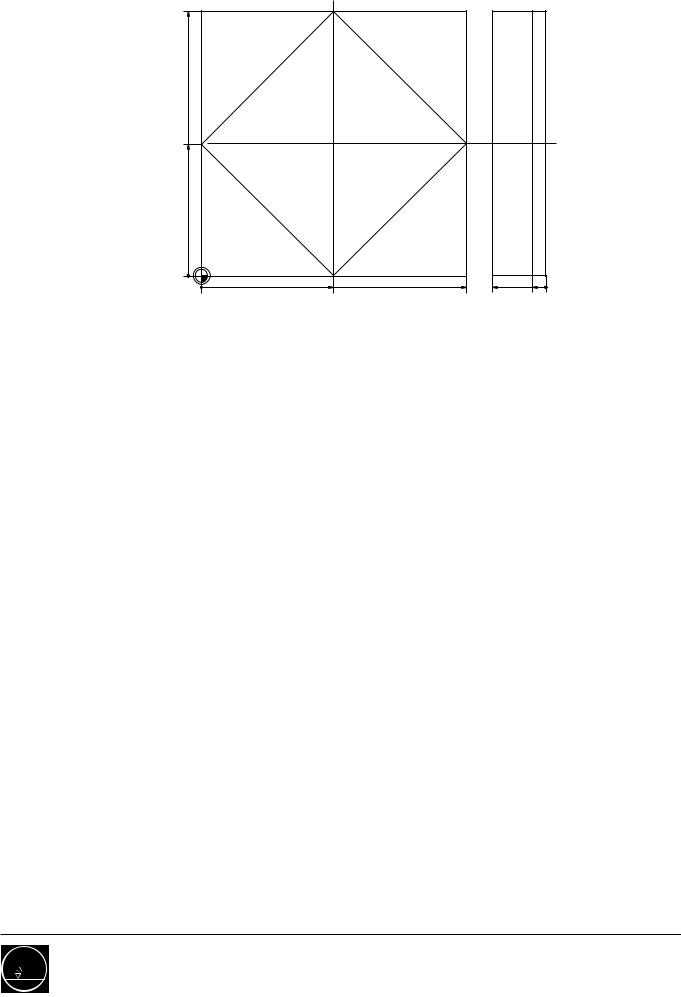
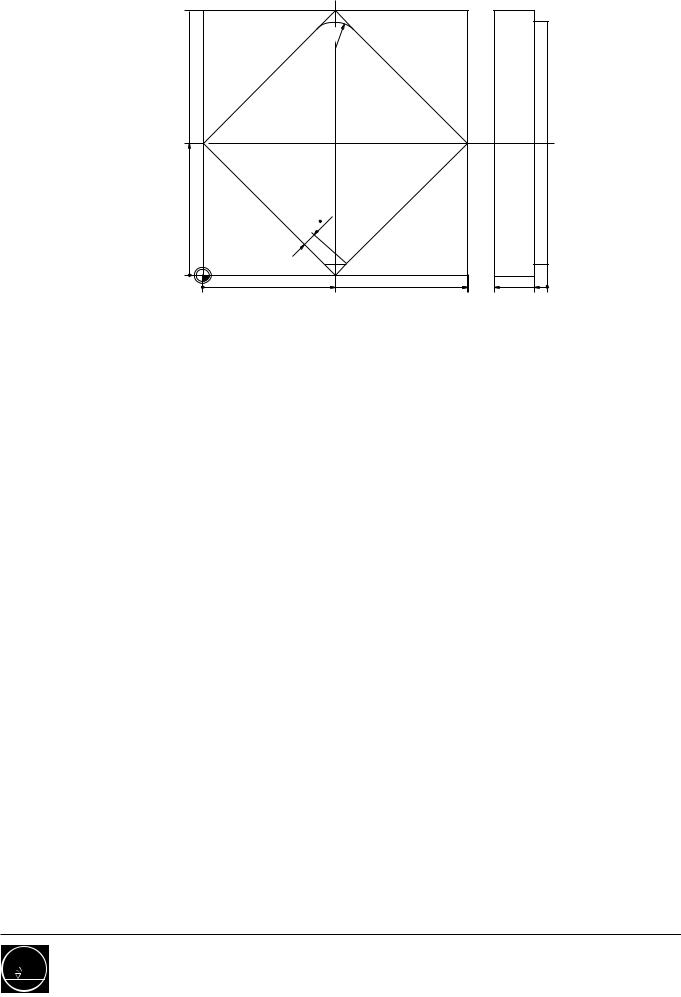
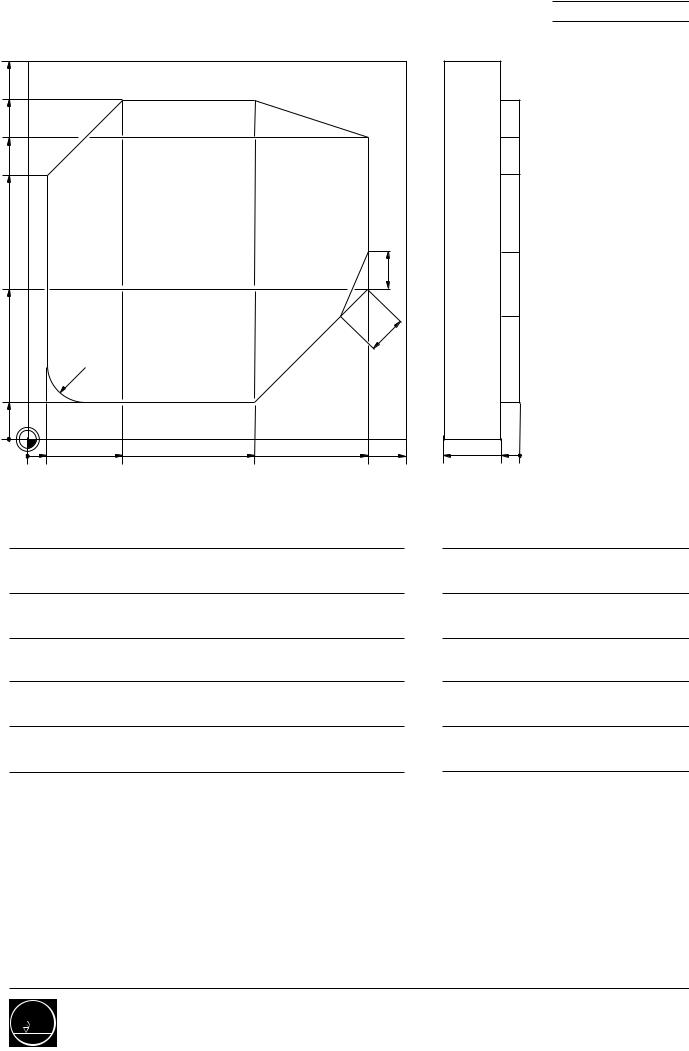
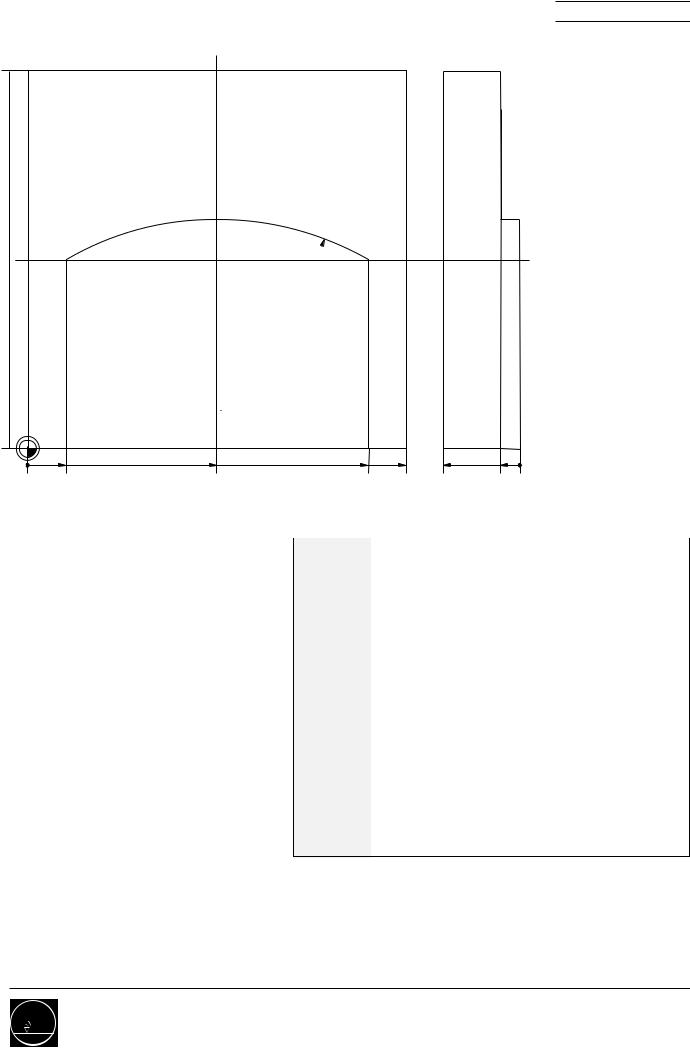
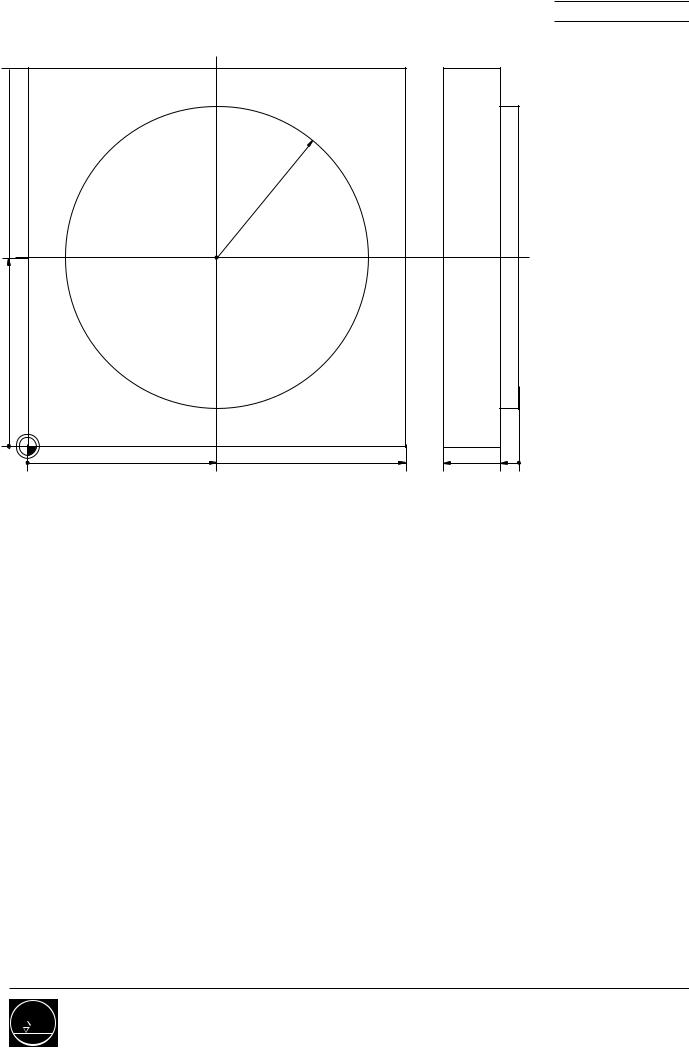
Task: |
|
Holes |
|
|
Program(s): |
|
100 |
|
|
|
|
|
|
70 |
|
|
|
|
|
|
|
|
8 |
|
|
|
|
30 |
|
|
|
|
|
|
0 |
|
|
|
|
|
|
0 |
20 |
50 |
75 |
100 |
20 |
0 |
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course C01 |
151/1 |
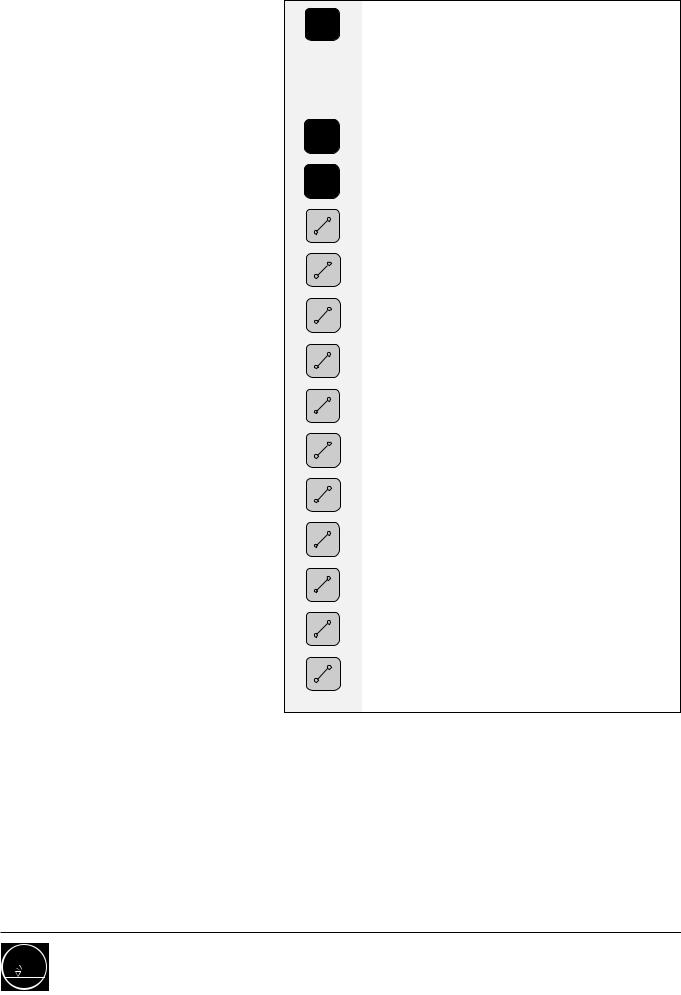
Program layout: Holes
Begin program
Define workpiece blank
Define tool
Call tool data
Move to clearance height
Move to starting point
Move to set up clearance
Drill
Retract drill
Move to next position
Drill
Retract drill
Next hole
Drill
Return to clearance height End of program
PGM MGT
TOOL
DEF
TOOL CALL
L
L
L
L
L
L
L
L
L
L
L
BEGINN PGM . . . MM
BLK-FORM 0.1 . . . X . . . Y . . . Z . . .
BLK-FORM 0.2 X . . . Y . . . Z . . .
TOOL DEF . . . L . . . R . . .
TOOL CALL . . . . . . S . . .
L Z+100 R0 FMAX
L X . . . Y . . . R0 FMAX M3
L Z+ . . . R FMAX M8
L Z– . . . R F100 M
L Z+2 R0 FMAX
L X . . . Y . . . FMAX
L Z– . . .
L Z+ . . . FMAX
L X . . . Y . . . R0 FMAX
L Z–22 R0
L Z+100 R0 FMAX M2 (M30)
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
151/2 |
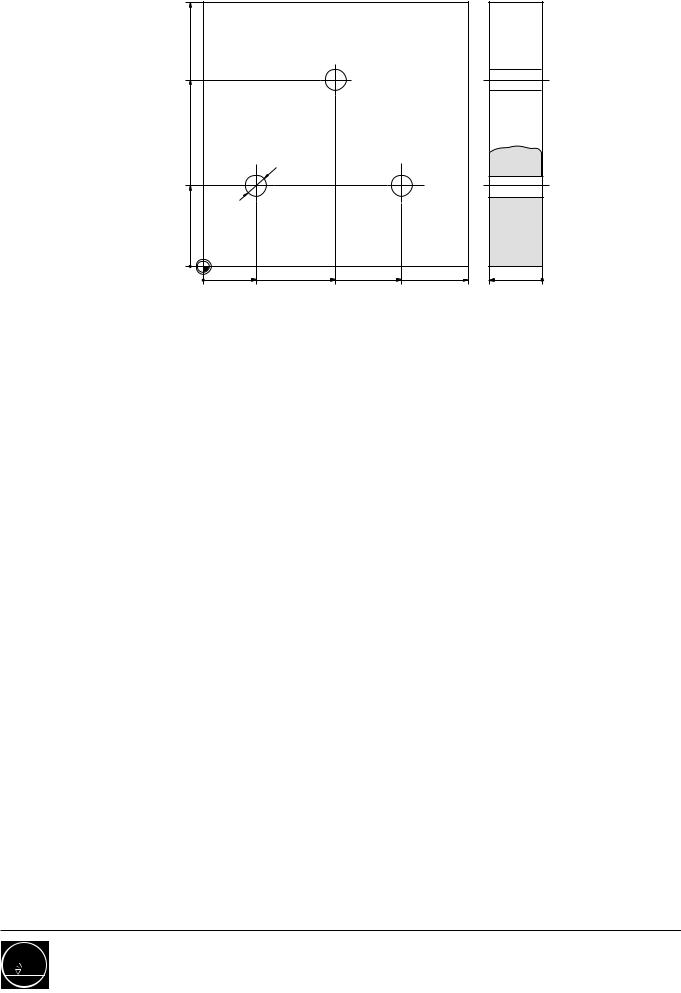
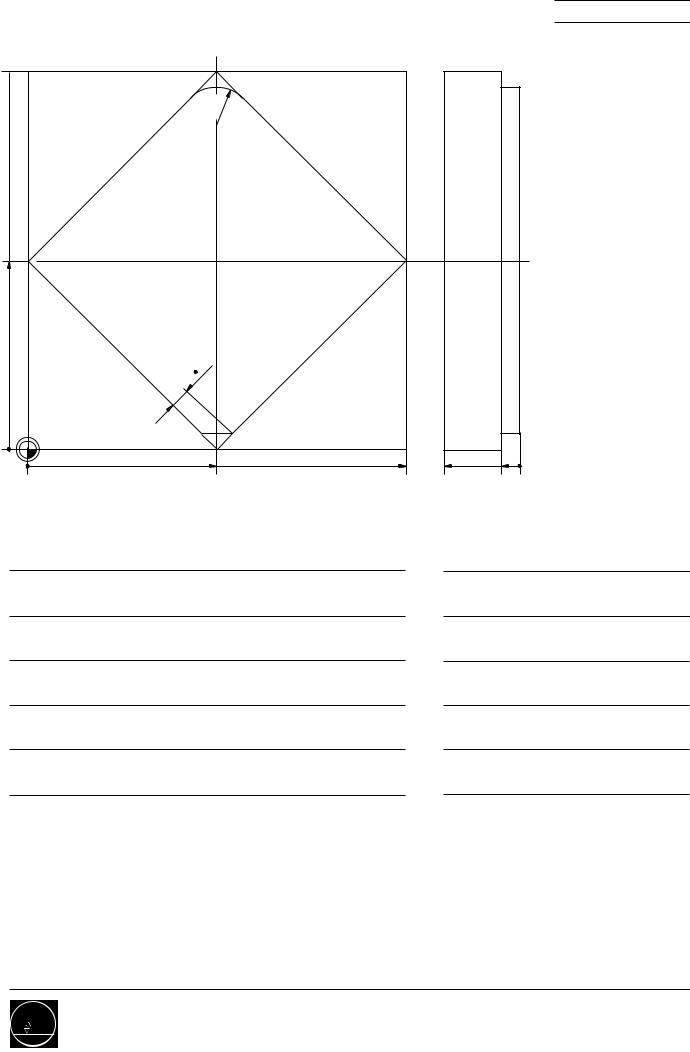
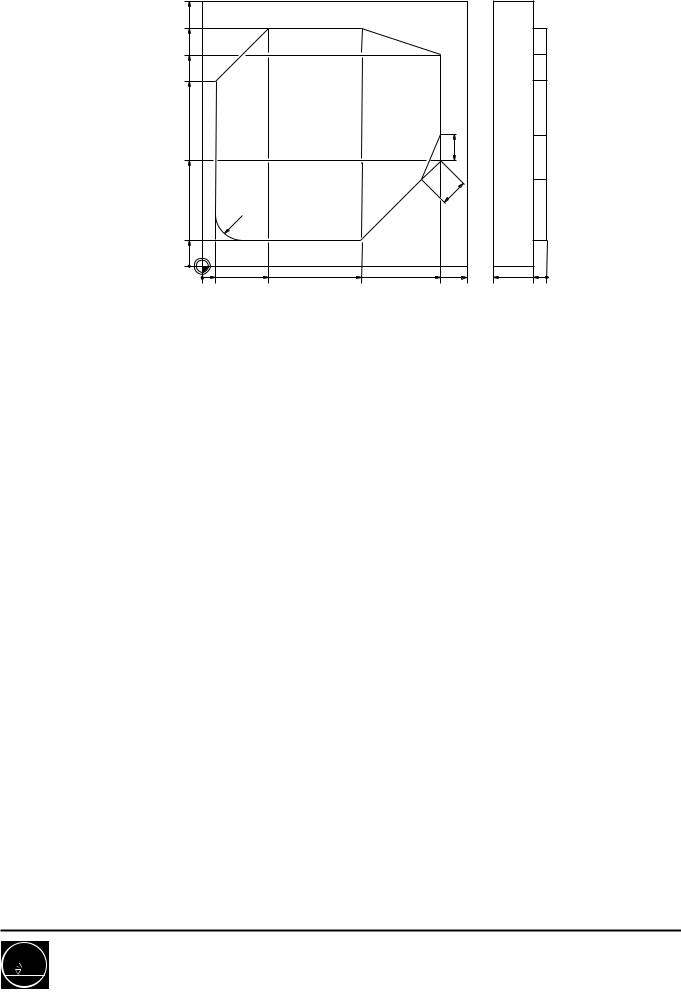
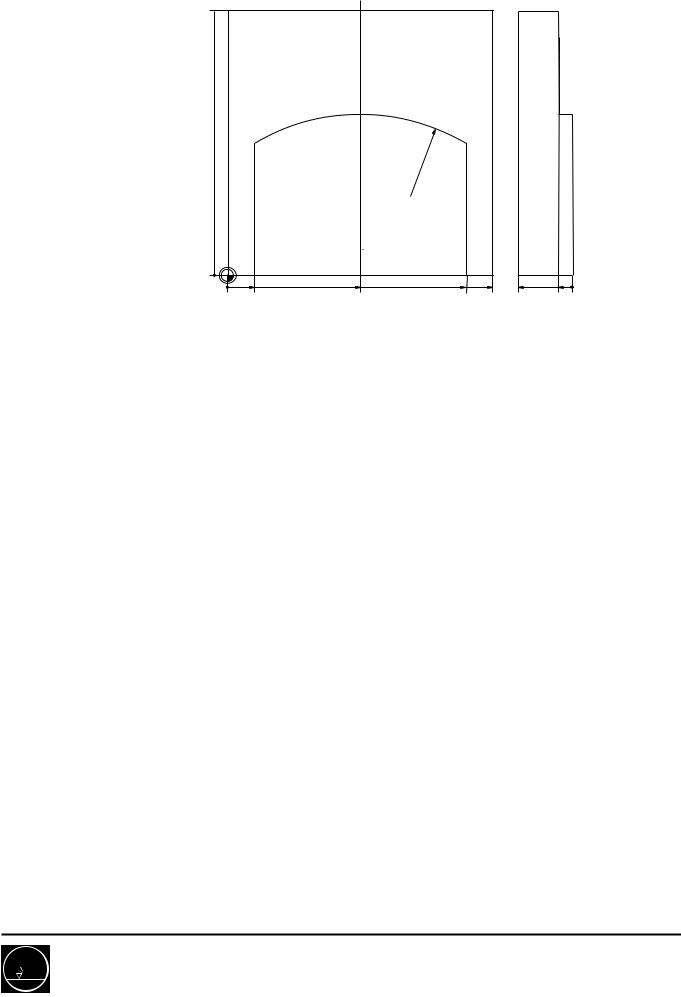
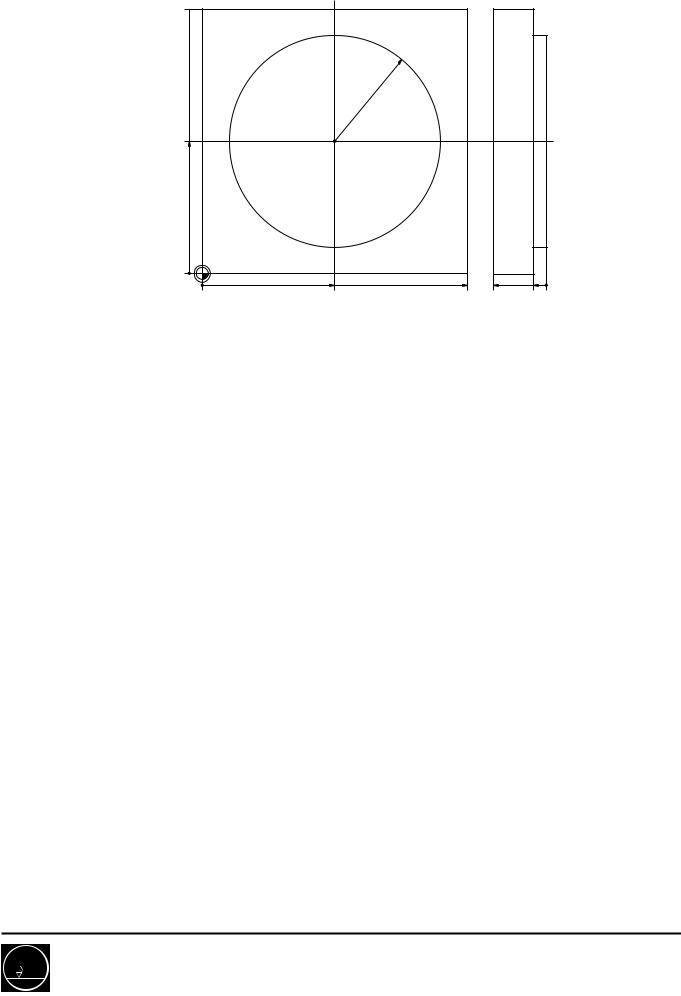
Solution: |
Holes |
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
70 |
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
30 |
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
0 |
20 |
50 |
75 |
100 |
20 |
0 |
Complete program 0 |
BEGIN PGM 151 MM |
|
1 |
BLK FORM 0.1 Z X+0 Y+0 Z-20 |
|
2 |
BLK FORM 0.2 X+100 Y+100 Z+0 ............................ |
WORKPIECE BLANK DEFINITION |
3 |
TOOL DEF 1 L+0 R+4 ............................................... |
DEFINE TOOL |
4 |
TOOL CALL 1 Z S4000 ............................................. |
CALL TOOL DATA |
5 |
L Z+100 R0 F MAX ................................................... |
CLEARANCE HEIGHT |
6 |
L X+20 Y+30 R0 F MAX M3 ..................................... |
FIRST HOLE |
7 |
L Z+2 R0 F MAX M8 |
|
8 |
L Z-22 R0 F400 ......................................................... |
DRILL |
9 |
L Z+2 R0 F MAX |
|
10 |
L X+50 Y+70 R0 F MAX ........................................... |
SECOND HOLE |
11L Z-22 R0 F400
12L Z+2 R0 F MAX
13 L X+75 Y+30 R0 F MAX ........................................... |
THIRD HOLE |
14L Z-22 R0 F400
15L Z+100 R0 F MAX M2
16END PGM 151 MM
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
151/3 |
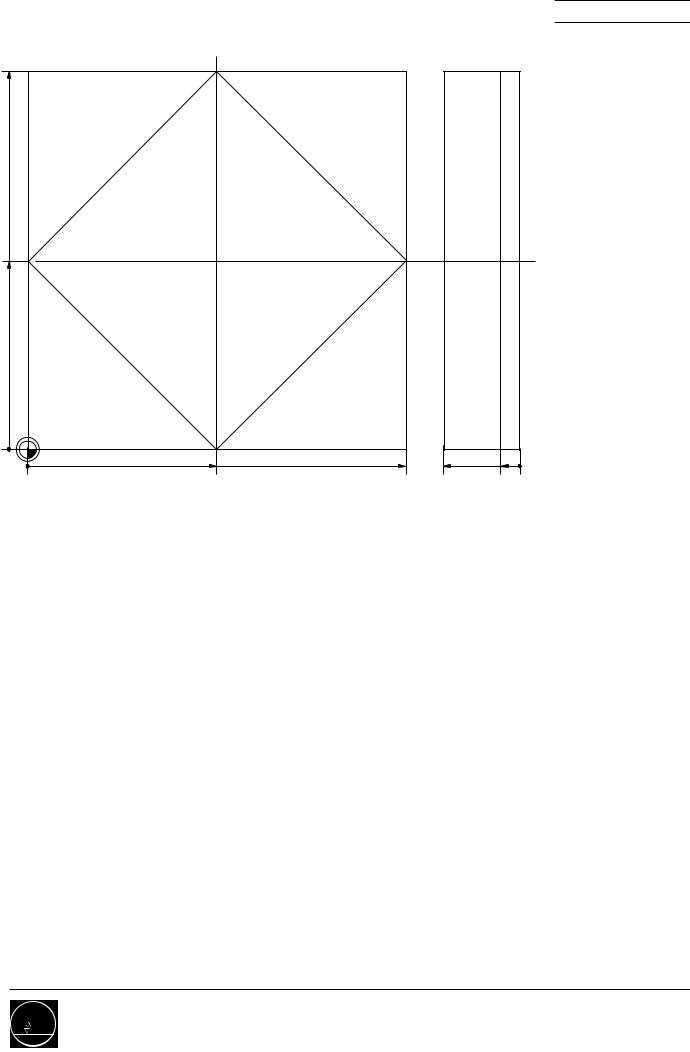
Task: |
Square |
|
Program(s): |
||
100 |
|
|
|
|
|
50 |
|
|
|
|
|
0 |
|
|
|
|
|
0 |
50 |
100 |
20 |
5 |
0 |
Begin program |
|
|
.BEGIN PGM |
. . |
MM |
|
|
|
Define workpiece blank |
|
|
BLK-FORM 0.1 . |
. . X . . . |
Y . . . |
Z . . . |
||
|
|
|
BLK-FORM 0.2 |
X . . . |
Y . . . |
Z . . . |
||
Define tool |
|
|
TOOL DEF . . . |
L |
. . . R . . |
. |
|
|
Call tool data |
|
|
TOOL CALL . . |
. |
. . . S . . |
. |
|
|
Move to clearance height |
|
|
L Z+ . . |
. R0 F . |
. . |
|
|
|
Move to auxiliary point |
R0 |
|
L X . . . |
Y . . . |
R |
. . . F . . |
. |
|
Plunging depth |
|
|
L Z . . . |
R . . . |
F . |
. . M . . |
. |
|
Contour starting point |
RL/RR |
|
L X . . . |
Y . . . |
RR/RL |
|
|
|
Contour coordinates |
RL/RR |
|
L X . . . |
Y . . . |
RR/RL |
|
|
|
Last contour point |
RL/RR |
|
L X . . . |
Y . . . |
RR/RL |
|
|
|
Move to auxiliary point |
R0 |
|
L X . . . |
Y . . . |
R |
. . . |
|
|
Retract tool, PGM end |
|
|
L Z . . . |
R . . . |
F . |
. . M . . |
. |
|
|
|
|
|
|
|
|
|
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
152/1 |
Solution: |
Square |
|
|
|
|
|
|
100 |
|
|
|
|
|
|
50 |
|
|
|
|
|
|
0 |
|
|
|
|
|
|
0 |
50 |
100 |
20 |
5 |
0 |
Complete program 0 BEGIN PGM 152 MM
1 |
BLK FORM 0.1 Z X+0 Y+0 Z-20 |
|
2 |
BLK FORM 0.2 X+100 Y+100 Z+0 ............................ |
WORKPIECE BLANK DEFINITION |
3 |
TOOL DEF 1 L+0 R+8 ............................................... |
DEFINE TOOL |
4 |
TOOL CALL 1 Z S4000 ............................................. |
CALL TOOL DATA |
5 |
L Z+100 R0 F MAX ................................................... |
CLEARANCE HEIGHT |
6 |
L X-30 Y+50 R0 F MAX ............................................ |
AUXILIARY POINT (R0) |
7 |
L Z-5 R0 F MAX M3 ................................................. |
PLUNGING DEPTH |
8 |
L X+0 Y+50 RL F400 ................................................ |
CONTOUR START. POINT (RL/RR) |
9L X+50 Y+100
10L X+100 Y+50
11L X+50 Y+0
12 |
L X+0 Y+50 RL ......................................................... |
LAST CONTOUR POINT |
13 |
L X-30 R0 F MAX M5 ............................................... |
AUXILIARY POINT |
14 |
L Z+100 R0 F MAX M2 ............................................ |
RETRACT TOOL/PGM END |
15 |
END PGM 152 MM |
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course C01 |
152/2 |
Task: |
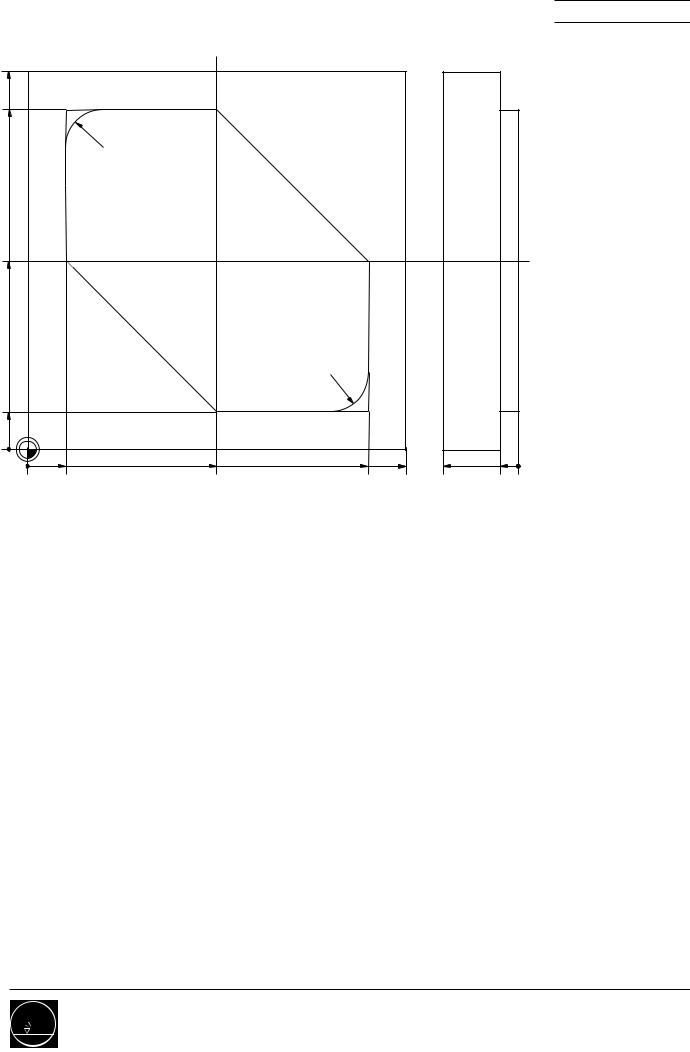
Rounding / chamfering corners |
Program(s): |
100 |
|
|
|
|
|
|
|
R10 |
|
|
|
50 |
|
|
|
|
|
|
5 |
45° |
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
0 |
|
50 |
100 |
20 |
5 0 |
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
153/1 |
Solution: Rounding / chamfering corners
100 |
|
|
|
|
|
|
|
R10 |
|
|
|
50 |
|
|
|
|
|
|
5 |
45° |
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
0 |
|
50 |
100 |
20 |
5 0 |
Complete program |
0 |
BEGIN PGM 153 MM |
|
|
1 |
BLK FORM 0.1 Z X+0 Y+0 Z-20 |
|
|
2 |
BLK FORM 0.2 X+100 Y+100 Z+0 ............................ |
WORKPIECE BLANK DEFINITION |
|
3 |
TOOL DEF 1 L+0 R+8 ............................................... |
DEFINE TOOL |
|
4 |
TOOL CALL 1 Z S4000 ............................................. |
CALL TOOL DATA |
|
5 |
L Z+100 R0 F MAX ................................................... |
CLEARANCE HEIGHT |
|
6 |
L X-30 Y+50 R0 F MAX ............................................ |
AUXILIARY POINT (R0) |
|
7 |
L Z-5 R0 F MAX M3 |
|
|
8 |
L X+0 Y+50 RL F200 ................................................ |
CONTOUT STARTING POINT RL |
|
9 |
L X+50 Y+100 |
|
|
10 |
RND R10 .................................................................. |
ROUND CORNERS |
11L X+100 Y+50
12L X+50 Y+0
13 |
CHF 5........................................................................ |
CHAMFER |
14 |
L X+0 Y+50 RL |
|
15 |
L X-30 R0 M5 ........................................................... |
AUXILIARY POINT (RO) |
16 |
L Z+100 R0 F MAX M2 ............................................ |
PGM END |
17 |
END PGM 153 MM |
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
153/2 |
Task: |
|
Rounding corners |
|
|
100 |
|
|
|
|
90 |
|
R10 |
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
R10 |
|
10 |
|
|
|
|
0 |
|
|
|
|
0 |
10 |
50 |
90 |
100 |
Program(s):
20 |
5 0 |
Begin program |
|
. .BEGIN PGM |
. MM |
|
|
|
Define workpiece blank |
|
BLK-FORM 0.1 |
. . . X |
. . . Y . . . |
Z . . . |
|
|
|
BLK-FORM 0.2 |
X |
. . . Y . . . |
Z . . . |
|
Define tool |
|
TOOL DEF . . . |
L . . . |
R . . . |
|
|
Call tool data |
|
TOOL CALL . . . |
. . . S . . . |
|
||
Move to clearance height |
|
L Z . . . |
|
|
|
|
Auxiliary point anfahren |
|
L X . . . |
Y . . . |
|
|
|
Plunging depth |
|
L Z . . . |
|
|
|
|
Approach tangentially |
|
APPR . . |
. |
|
|
|
Contour |
|
L . . . |
|
|
|
|
Depart tangentially |
|
DEP . . . |
|
|
|
|
Retract tool, PGM end |
|
L Z . . . |
|
|
|
|
|
|
|
|
|
|
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
154/1 |
Solution: |
Rounding corners |
100 |
|
|
|
|
|
|
|
90 |
|
R10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
R10 |
|
|
|
|
10 |
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
0 |
10 |
50 |
90 |
100 |
20 |
5 |
0 |
Complete program 0 BEGIN PGM 154 MM
1BLK FORM 0.1 Z X-20 Y+0 Z-20
2BLK FORM 0.2 X+100 Y+100 Z+0
3TOOL DEF 1 L+0 R+8
4TOOL CALL 1 Z S4000
5L Z+100 R0 F MAX
6 |
L X-30 Y+70 R0 F MAX ............................................ |
AUXILIARY POINT (R0) |
7 |
L Z-5 R0 F MAX M3 |
|
8 |
APPR LCT X+10 Y+70 R5 RL F400 .......................... |
APPROACH STARTING POINT |
|
|
TANGENTIALLY |
9L X+10 Y+90
10RND R10
11L X+50 Y+90
12L Y+50 X+90
13L X+90 Y+10
14RND R10
15L X+50 Y+10
16L X+10 Y+50
17 |
L Y+70 ...................................................................... |
LAST CONTOUR POINT RL |
18 |
DEP LCT X-30 Y+70 R5 R0 ...................................... |
DEPART TANGENTIALLY TO |
|
|
AUXILIARY POINT |
19L Z+100 R0 F MAX M2
20END PGM 154 MM
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course C01 |
154/2 |
Task: |
Linear movements |
|
|
Program(s): |
||||
100 |
|
|
|
|
|
|
|
|
90 |
|
|
|
|
|
|
|
|
80 |
|
|
|
|
|
|
|
|
70 |
|
|
|
|
|
|
|
|
40 |
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
R10 |
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
0 |
5 |
25 |
60 |
90 |
100 |
20 |
5 |
0 |
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
250/1 |
Solution: |
Linear movements |
100 |
|
|
|
|
|
|
90 |
|
|
|
|
|
|
80 |
|
|
|
|
|
|
70 |
|
|
|
|
|
|
40 |
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
R10 |
|
|
|
|
|
10 |
|
|
|
|
|
|
0 |
|
|
|
|
|
|
0 5 |
25 |
60 |
90 |
100 |
20 |
5 0 |
Complete program 0 BEGIN PGM 250 MM
1 |
BLK FORM 0.1 Z X+0 Y+0 Z-20 |
|
2 |
BLK FORM 0.2 X+100 Y+100 Z+0 ............................ |
WORKPIECE BLANK DEFINITION |
3 |
TOOL CALL 7 Z S2500 ............................................. |
CALL TOOL DATA; R4 |
4 |
L Z+100 R0 F9999 .................................................... |
CLEARANCE HEIGHT |
5 |
L X-20 Y+40 ............................................................. |
AUXILIARY POINT (R0) |
6L Z+2 M3
7L Z-5 F1000
8 |
APPR LCT X+5 Y+40 R3 RL F300 ............................ |
CONTOUR STARTING POINT |
9 |
L Y+90 |
(APPROACH TANGENTIALLY) |
10CHF 20
11L X+60
12L X+90 Y+80
13L Y+40
14CHF 10
15L X+60 Y+10
16L X+5
17RND R10
18 |
L Y+40 ...................................................................... |
LAST CONTOUR POINT |
19 |
DEP LCT X-20 Y+40 R3 R0....................................... |
AUXILIARY POINT (R0) |
20 |
L Z+100 R0 F MAX M2 ............................................ |
RETRACT TOOL |
21 |
END PGM 250 MM |
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
250/2 |

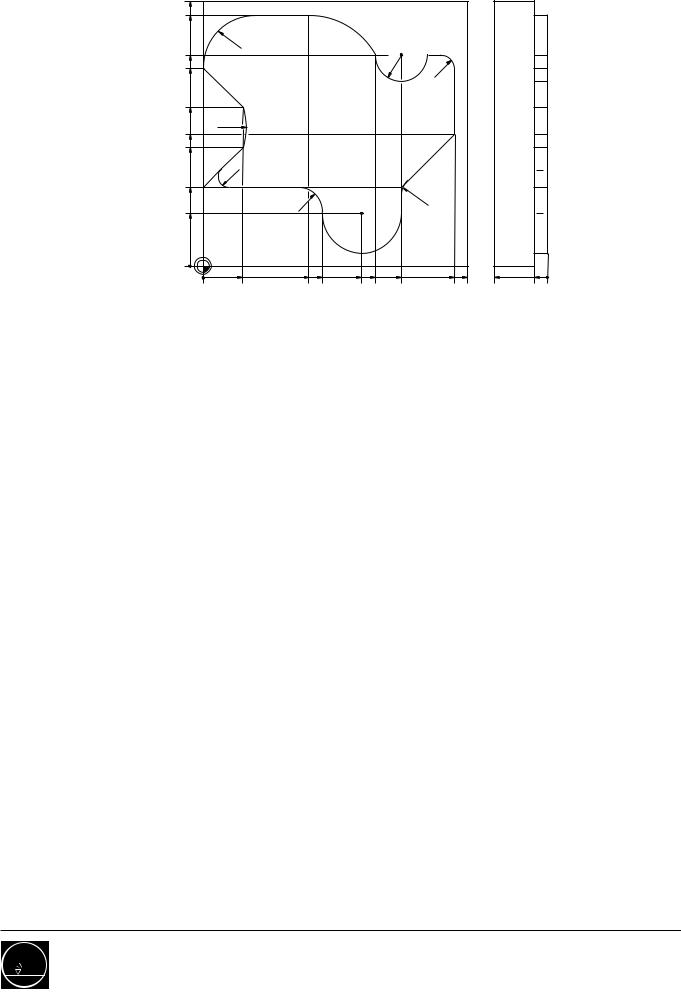
Task: |
Circular movements |
|
|
|
Program(s): |
||||||
100 |
|
|
|
|
|
|
|
|
|
|
|
95 |
|
|
|
|
|
|
|
|
|
|
|
|
R20 |
|
|
|
|
|
|
|
|
|
|
80 |
|
|
|
|
R10 |
|
|
|
|
|
|
75 |
|
|
|
|
|
R5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 |
R20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
|
45 |
|
|
|
|
|
|
|
|
|
|
|
30 |
R4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R8 |
|
|
|
|
|
|
|
R9 |
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
0 |
15 |
40 |
45 |
60 |
65 |
75 |
95 |
100 |
20 |
5 |
0 |
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course C01 |
251/1 |
Solution: |
Circular movements |
100 |
|
|
|
|
|
|
|
|
|
|
|
95 |
|
|
|
|
|
|
|
|
|
|
|
|
R20 |
|
|
|
|
|
|
|
|
|
|
80 |
|
|
|
|
|
R10 |
|
|
|
|
|
75 |
|
|
|
|
|
R5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 |
R20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
|
45 |
|
|
|
|
|
|
|
|
|
|
|
30 |
R4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R8 |
|
|
|
|
|
|
|
R9 |
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
0 |
15 |
40 |
45 |
60 |
65 |
75 |
95 |
100 |
20 |
5 |
0 |
Complete program |
0 BEGIN PGM 251 MM |
1BLK FORM 0.1 Z X+0 Y+0 Z-20
2BLK FORM 0.2 X+100 Y+100 Z+0
3 |
TOOL CALL 7 Z S2500 ............................................. |
R4 |
4 |
L Z+100 R0 F9999 |
|
5 |
L X+20 Y-20 .............................................................. |
AUXILIARY POINT (R0) |
6L Z+2 M3
7L Z-5 F500
8 |
APPR LCT X+20 Y+30 R3 RL F300 .......................... |
CONTOUR STARTING POINT |
9 |
L X+0 |
(APPROACH TANGENTIALLY) |
10RND R4
11L X+15 Y+45
12CR X+15 Y+60 R+20 DR+
13L X+0 Y+75
14CR X+20 Y+95 R+20 DR-
15L X+40
16CT X+65 Y+80
17CC X+75 Y+80
18C X+85 Y+80 DR+
19L X+95
20RND R5
21L Y+50
22L X+75 Y+30
23RND R8
24L Y+20
25CC X+60 Y+20
26C X+45 Y+20 DR-
27L Y+30
28RND R9
29 |
L X+20 ...................................................................... |
LAST CONTOUR POINT |
30 |
DEP LCT X+20 Y-20 R3 R0 F500 .............................. |
AUXILIARY POINT (R0) |
31L Z+100 R0 F MAX M2
32END PGM 251 MM
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
251/2 |
Task: |
Circular arc with CC, C |
Program(s): |
100 
80
80
50
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
0 |
23,542 |
50 |
100 |
20 |
5 |
0 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Begin program |
|
|
BEGIN PGM . |
. |
. |
|
MM |
|
|
||||||||
|
Define workpiece blank |
|
BLK-FORM 0.1 . |
. . |
X . . . |
Y . . . |
Z . . . |
|||||||||||
|
|
|
|
|
|
|
|
BLK-FORM 0.2 |
|
X . . . |
Y . . . |
Z . . . |
||||||
|
Call tool data |
|
|
TOOL CALL . |
. . |
|
|
. . . S . . |
. |
|
||||||||
|
Move to clearance height |
|
L . . . |
|
|
|
|
|
|
|
|
|
||||||
|
Move to auxiliary point R0 |
|
L . . . |
|
R0 |
|
|
|
|
|
|
|
||||||
|
Plunging depth |
|
|
L . . . |
|
|
|
|
|
|
|
|
|
|||||
|
Approach contour tangentially |
|
APPR . |
. |
. |
RL/RR |
|
|
||||||||||
|
Define circle center |
|
|
CC . . . |
|
|
|
|
|
|
|
|
|
|||||
|
Circular movement |
|
|
C . . . |
|
|
|
|
|
|
|
|
|
|||||
|
Depart tangentially (aux.pt.) |
|
DEP . . . |
|
|
|
|
|
|
|
|
|
||||||
|
Retract tool, PGM end |
|
|
L . . . |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
206/1 |
Solution: Circular arc with CC, C
100 
80
80
50
20 
0 
0 |
23,542 |
50 |
100 |
20 |
5 |
0 |
Complete program 0 BEGIN PGM 206 MM
1BLK FORM 0.1 Z X+0 Y+0 Z-20
2BLK FORM 0.2 X+100 Y+100 Z+0
3 |
TOOL CALL 13 Z S2500 ........................................... |
R20 |
4 |
L Z+100 R0 F MAX |
|
5 |
L X-30 Y+50 R0 F MAX ............................................ |
AUXILIARY POINT |
6L Z-5 R0 F MAX M3
7APPR LT X+0 Y+20 LEN10 RL F250 M8
8L X+23,542 RL
9 |
CC X+50 Y+50 .......................................................... |
CIRCLE CENTER |
10 |
C Y+80 X+23,542 DR+ ............................................. |
CIRCULAR MOVEMENT |
11 |
L X+0 RL |
|
12 |
DEP LT LEN10 R0 .................................................... |
DEPART TANGENTIALLY (AUX.PT.) |
13L Z+100 R0 F MAX M2
14END PGM 206 MM
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
206/2 |
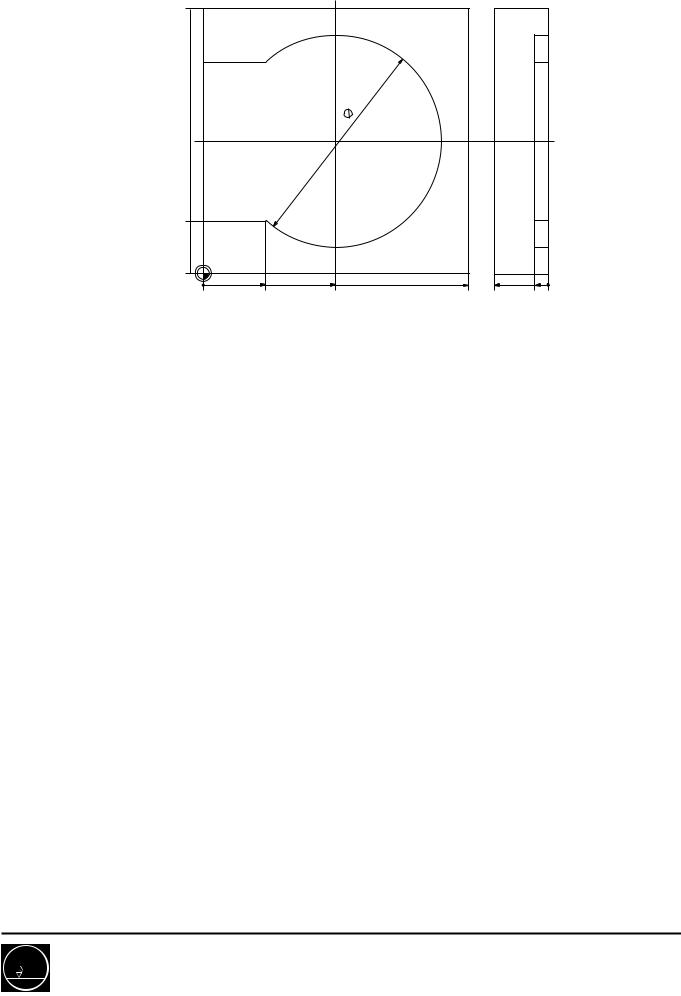
Task: |
Tangential contour connection |
Program(s): |
|
(cartesian) |
|
100 |
|
|
|
|
|
|
60 |
|
|
|
|
|
|
30 |
|
tangential |
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
0 |
20 |
70 |
100 |
20 |
5 |
0 |
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course C01 |
207/1 |
Solution: Tangential contour connection
(cartesian)
100 |
|
|
|
|
|
|
60 |
|
|
|
|
|
|
30 |
|
tangential |
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
0 |
20 |
70 |
100 |
20 |
5 |
0 |
Complete program 0 BEGIN PGM 207 MM
1BLK FORM 0.1 Z X+0 Y+0 Z-20
2BLK FORM 0.2 X+100 Y+100 Z+0
3 |
TOOL CALL 11 Z S2500 ........................................... |
R10 |
4 |
L Z+100 R0 F MAX ................................................... |
CLEARANCE HEIGHT |
5 |
L X+45 Y-25 R0 F MAX ............................................ |
AUXILIARY POINT |
6 |
L Z-5 F MAX M13 |
|
7 |
APPR LT X+20 Y+0 LEN5 RR F250 .......................... |
APPROACH STARTING POINT OF |
8 |
L Y+30 |
CONTOUR TANGENTIALLY |
9 |
CT X+70 Y+60 .......................................................... |
TANGENTIAL CIRCULAR PATH |
10L X+100
11DEP LT LEN5 R0
12L Z+100 R0 F MAX M2
13END PGM 207 MM
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
207/2 |
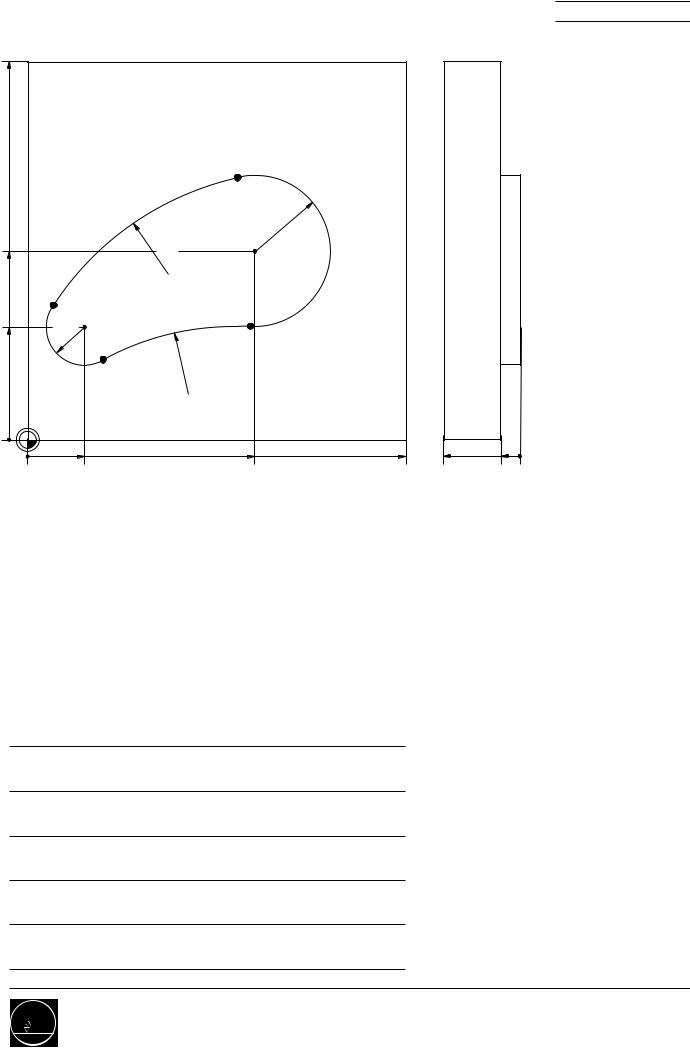
Task: |
|
|
Circular arcs |
|
Program(s): |
||
100 |
|
|
|
|
|
|
|
|
|
|
P2 |
|
|
|
|
50 |
|
|
R20 |
|
|
|
|
|
|
R80 |
|
|
|
|
|
P1 |
|
|
|
|
|
|
|
30 |
R10 |
|
P3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P4 |
R75 |
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
0 |
15 |
|
60 |
100 |
20 |
5 |
0 |
Point |
X |
Y |
|
|
|
P1 |
6,645 |
35,495 |
P2 |
55,505 |
69,488 |
|
|
|
Point |
X |
Y |
|
|
|
|
|
|
|
P3 |
58,995 |
30,025 |
|
|
P4 |
19,732 |
21,191 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course C01 |
208/1 |
Solution: |
Circular arcs |
100 |
|
|
|
|
|
|
|
|
|
|
P2 |
|
|
|
|
50 |
|
|
R20 |
|
|
|
|
|
|
R80 |
|
|
|
|
|
|
P1 |
|
|
|
|
|
|
30 |
R10 |
|
P3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P4 |
R75 |
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
0 |
15 |
|
60 |
100 |
20 |
5 |
0 |
Complete program 0 BEGIN PGM 208 MM
1BLK FORM 0.1 Z X+0 Y+0 Z-20
2BLK FORM 0.2 X+100 Y+100 Z+0
3 |
TOOL CALL 13 Z S2500 ........................................... |
R20 |
4 |
L Z+100 R0 F MAX ................................................... |
CLEARANCE HEIGHT |
5 |
L X-30 Y+30 R0 F MAX M3...................................... |
AUXILIARY POINT |
6 |
L Z-5 F MAX ............................................................. |
DEPTH |
7 |
APPR LCT X+5 Y+30 R5 RL F250 M8 ...................... |
APPROACH TANGENTIALLY |
8 |
CC X+15 Y+30 .......................................................... |
CIRCLE CENTER |
9 |
C X+6,645 Y+35,495 DR- ......................................... |
CIRCLE |
10 |
CT X+55,505 Y+69,488 ............................................ |
TANGENTIAL CIRCULAR PATH |
11CC X+60 Y+50
12C X+58,995 Y+30,025 DR-
13CT X+19,732 Y+21,191
14CC X+15 Y+30
15C X+5 Y+30 DR-
16 DEP LCT X-30 Y+30 R5 R0 ...................................... |
DEPART TANGENTIALLY |
17L Z+100 R0 F MAX M2
18END PGM 208 MM
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
208/2 |
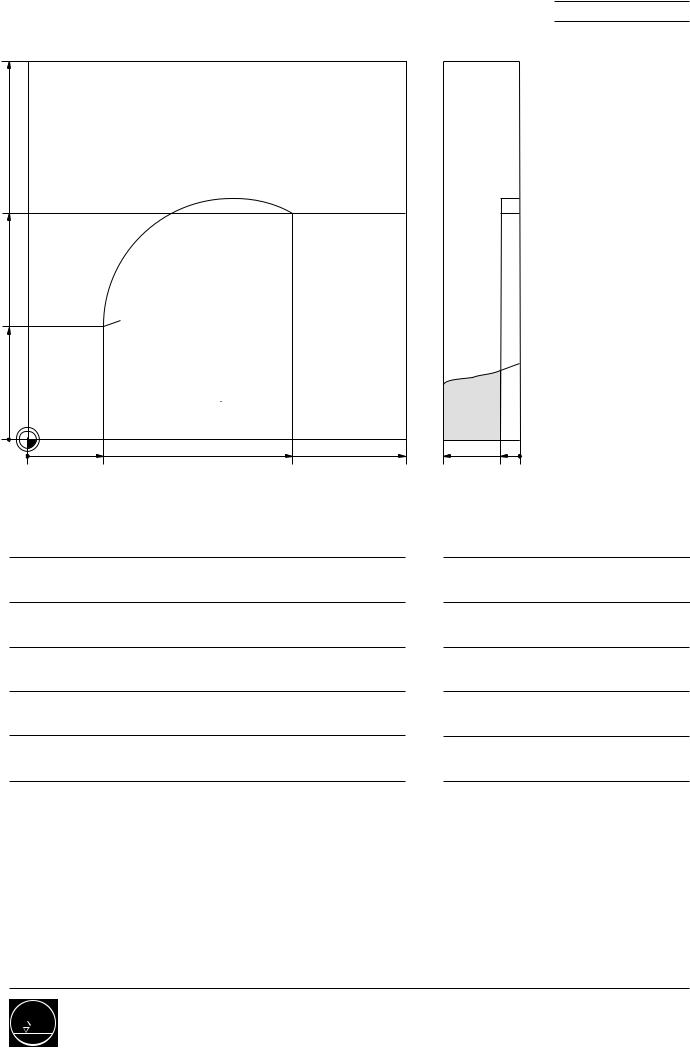
Task: |
Circular arc with CR |
Program(s): |
100 
50
0 
0 |
10 |
50 |
Begin program
Define workpiece blank
Call tool data
Move to clearance height
Move to auxiliary point
Plunging depth
Approach tangentially
Contour
Depart tangentially
Retract tool, PGM end
R80 
90 |
100 |
20 |
5 |
0 |
|
|
|||
|
BEGIN PGM . . . MM |
|||
|
BLK-FORM 0.1 . . . X . . . Y . . . Z . . . |
|||
|
BLK-FORM 0.2 |
X . . . Y . . . Z . . . |
||
TOOL CALL . . . . . . S . . .
L . . .
. . .
. . .
. . .
. . .
. . .
. . .
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course C01 |
209/1 |
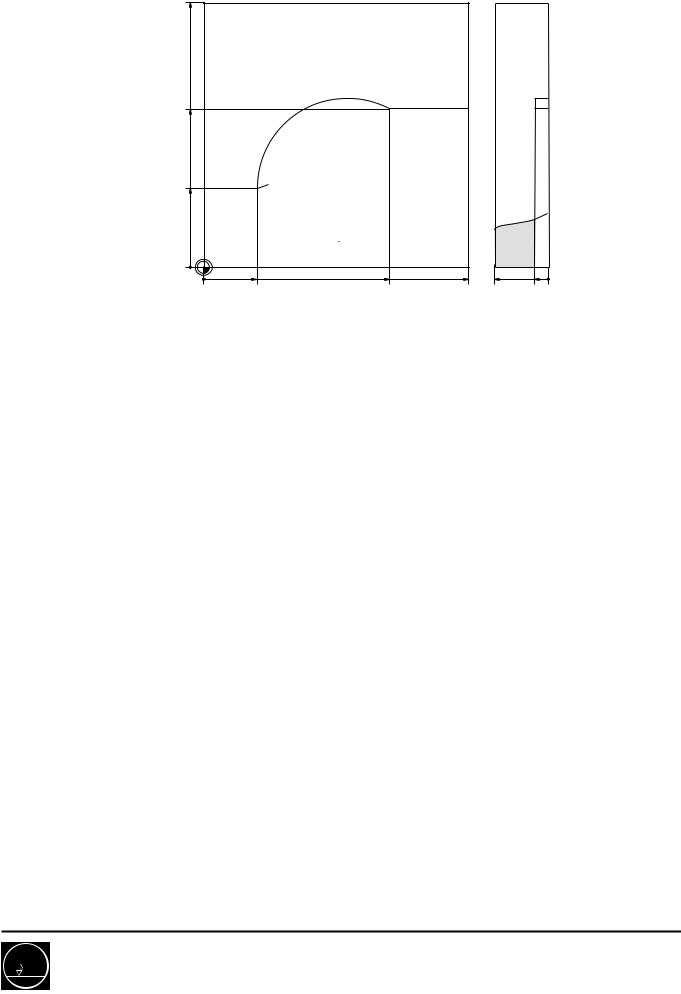
Solution: |
Circular arc with CR |
100 
50 R80
R80
0 |
|
|
|
|
|
|
|
0 |
10 |
50 |
90 |
100 |
20 |
5 |
0 |
Complete program 0 BEGIN PGM 209 MM
1BLK FORM 0.1 Z X+0 Y+0 Z-20
2BLK FORM 0.2 X+100 Y+100 Z+0
3 |
TOOL CALL 13 Z S2500 ........................................... |
R20 |
4 |
L Z+100 R0 F MAX |
|
5 |
L X-30 Y-30 R0 F MAX M13 ..................................... |
AUXILIARY POINT |
6 |
L Z-5 F MAX |
|
7 |
APPR LT X+10 Y+0 LEN10 RL F250 ......................... |
APPROACH STARTING POINT |
|
|
TANGENTIALLY |
8 |
L Y+50 |
|
9 |
CR X+90 Y+50 R+80 DR- ......................................... |
CIRCULAR ARC |
10 |
L Y+0 |
|
11 |
DEP LT LEN10 R0 .................................................... |
DEPART TANGENTIALLY (AUX.PT.) |
12L Z+100 R0 F MAX M2
13END PGM 209 MM
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
209/2 |
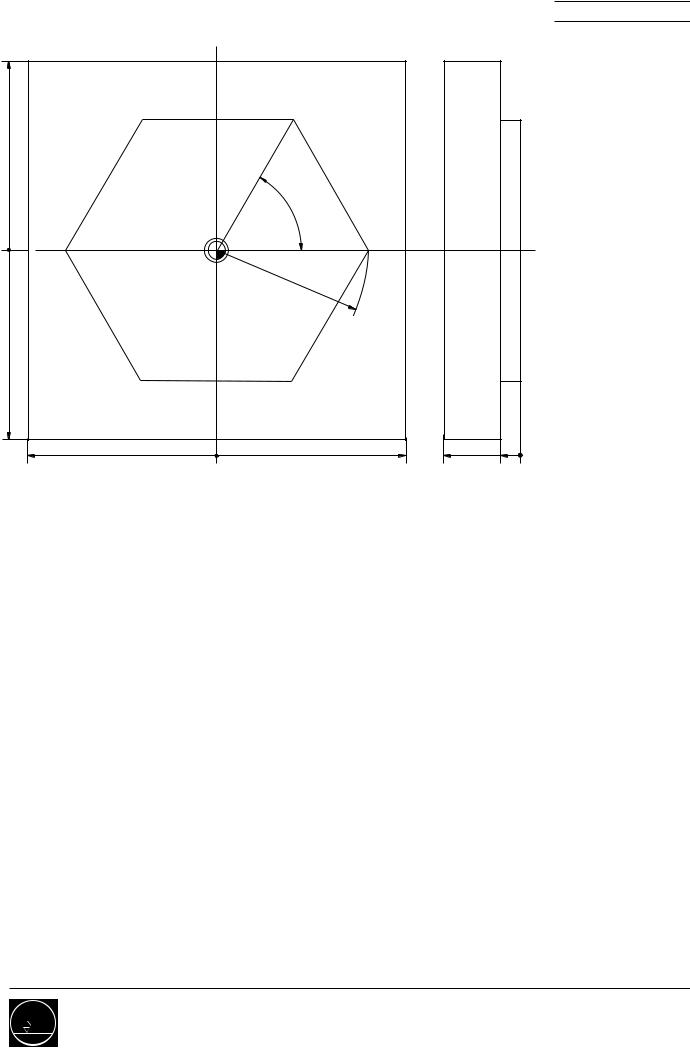
Task: |
Hexagon (polar) |
|
50 |
|
|
|
|
60° |
0 |
|
|
|
|
R40 |
-50 |
|
|
-50 |
0 |
50 |
Program(s):
20 |
5 0 |
Begin program |
|
. . .BEGIN PGM |
MM |
|
|
|
Define workpiece blank |
|
BLK-FORM 0.1 . |
. . X . |
. . Y . . . |
Z . . . |
|
|
|
BLK-FORM 0.2 |
X . . |
. Y . . . |
Z . . . |
|
Call tool data |
|
TOOL CALL . . . |
. . . S . |
. . |
|
|
Move to clearance height |
|
L Z . . . |
|
|
|
|
Define pole |
|
CC X . . . |
Y . . . |
|
|
|
Auxiliary point in polar coord. |
|
LP PR . . . |
PA . . |
. |
|
|
Plunging depth |
|
L Z . . . |
|
|
|
|
Approach tangentially |
|
APPR LCT X . . |
. Y . . . |
R . . . |
|
|
Contour |
|
LP PR . . . |
PA . . |
. |
|
|
Depart tangentially |
|
DEP LCT X . . . |
Y . . . |
R . . . |
|
|
Retract tool, PGM end |
|
L Z . . . |
|
|
|
|
|
|
|
|
|
|
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
213/1 |
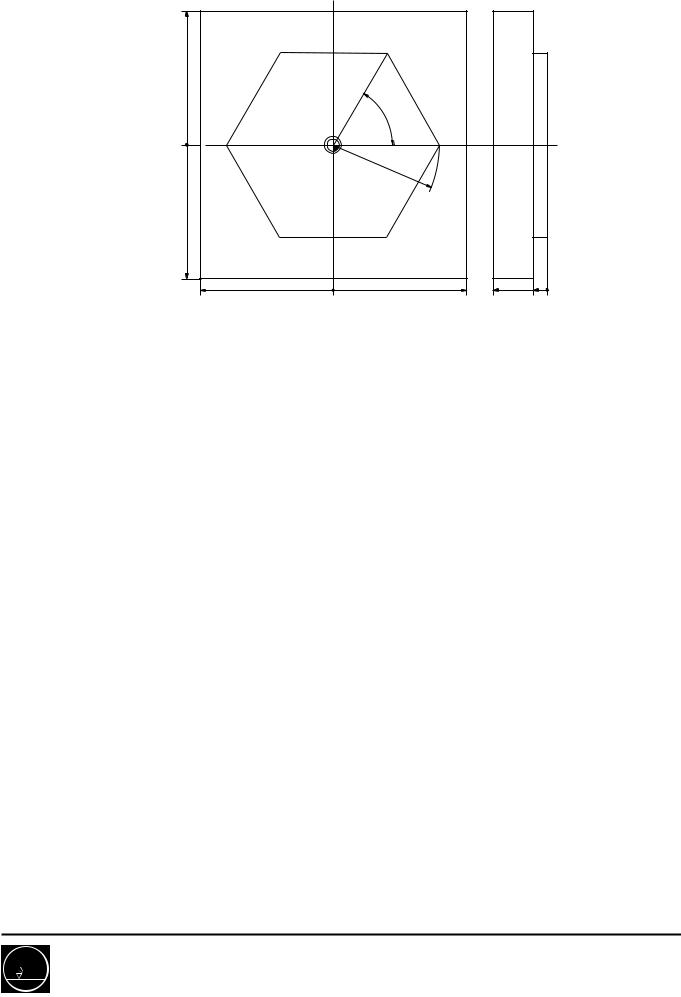
Solution: |
Hexagon (polar) |
50 |
|
|
|
|
|
|
|
60° |
|
|
|
0 |
|
|
|
|
|
|
|
R40 |
|
|
|
-50 |
|
|
|
|
|
-50 |
0 |
50 |
20 |
5 |
0 |
Complete program 0 BEGIN PGM 213 MM
1BLK FORM 0.1 Z X-50 Y-50 Z-20
2BLK FORM 0.2 X+50 Y+50 Z+0
3 |
TOOL CALL 13 Z S2500 ........................................... |
R20 |
4 |
L Z+100 R0 F MAX |
|
5 |
CC X+0 Y+0 .............................................................. |
POLE |
6 |
LP PR+80 PA+0 R0 F MAX ....................................... |
AUXILIARY POINT (POLAR) |
7 |
L Z-5 F MAX M3 |
|
8 |
APPR LCT X+40 Y+0 R5 RR F250 M8 ...................... |
APPROACH STARTING POINT OF |
9 |
LP PA+60 |
CONTOUR TANGENTIALLY |
10LP PA+120
11LP PA+180
12LP PA+240
13LP PA+300
14LP PA+360
15 DEP LCT X+80 Y+0 R5 ............................................. |
DEPART TANGENTIALLY |
16L Z+100 R0 F MAX M2
17END PGM 213 MM
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
213/2 |
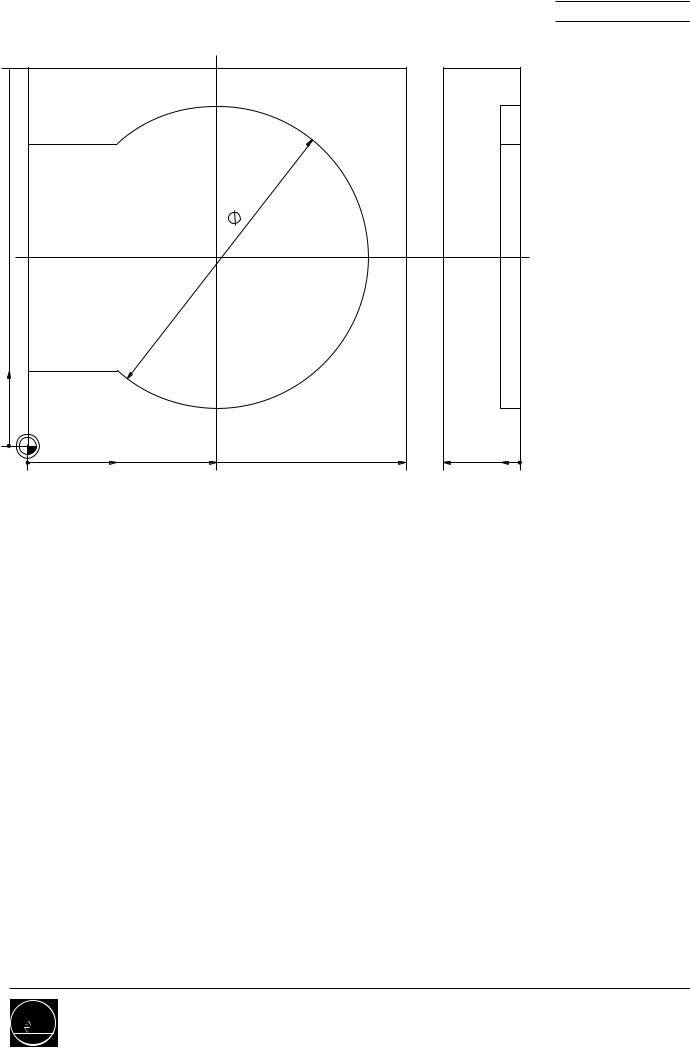
Task: |
Circle (polar) CP |
Program(s): |
100 
|
R40 |
CC |
0° |
50 |
|
0 |
|
|
|
|
|
0 |
50 |
100 |
20 |
5 |
0 |
Begin program |
|
. . .BEGIN PGM |
MM |
|
|
Define workpiece blank |
|
BLK-FORM 0.1 . |
. . X . . . |
Y . . . |
Z . . . |
|
|
BLK-FORM 0.2 |
X . . . |
Y . . . |
Z . . . |
Call tool data |
|
TOOL CALL . . . |
. . . S . . |
. |
|
Move to clearance height |
|
L . . . |
|
|
|
Define pole |
|
. . . |
|
|
|
Auxiliary point in polar coord. |
|
. . . |
|
|
|
Contour |
|
. . . |
|
|
|
Auxiliary point |
|
. . . |
|
|
|
Retract tool, PGM end |
|
. . . |
|
|
|
|
|
|
|
|
|
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course C01 |
211/1 |
Solution: |
Circle (polar) CP |
100 
|
R40 |
CC |
0° |
50 |
|
0 |
|
|
|
|
|
0 |
50 |
100 |
20 |
5 |
0 |
Complete program 0 BEGIN PGM 211 MM
1BLK FORM 0.1 Z X+0 Y+0 Z-20
2BLK FORM 0.2 X+100 Y+100 Z+0
3 |
TOOL CALL 13 Z S2500 ........................................... |
R20 |
4 |
L Z+100 R0 F MAX |
|
5 |
CC X+50 Y+50 .......................................................... |
POLE |
6 |
LP PR+80 PA+180 R0 F MAX M3 ............................ |
AUXILIARY POINT |
7 |
L Z-5 F MAX |
|
8 |
APPR LCT X+10 Y+50 R5 RL F250 M8 .................... |
APPROACH STARTING POINT OF |
|
|
CONTOUR TANGENTIALLY |
9 |
CP IPA+360 DR- ........................................................ |
CIRCLE PATH (POLAR) |
10 |
DEP LCT X-30 Y+50 R5 R0....................................... |
DEPART TANGENTIALLY |
11L Z+100 F MAX M2
12END PGM 211 MM
 HEIDENHAIN
HEIDENHAIN
Basic course G3/Upgrade course D02 |
211/2 |
 Loading...
Loading...