


Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 1
Bedienungsanleitung Schutzgas-Schweißgerät
XNavodila za uporabo
Varilni aparat na zaščitni plin
Használati utasítás Védőgáz-hegesztőkészülék
BfUpute za uporabu
Uređaj za zavarivanje sa zaštitnim plinom
4Uputstva za upotrebu
Uređaj za varenje sa zaštitnim gasom
jNávod k obsluze
Svářečka pro svařování v ochranné atmosféře
WNávod na obsluhu
Zváračka v ochrannej atmosfére
Vor Inbetriebnahme Bedienungsanleitung und Sicherheitshinweise lesen und beachten
X Pred uporabo preberite in upoštevajte navodila za uporabo in varnostne napotke.
Üzembehelyezés előtt elolvasni és figyelembe venni a használati utasítást és a biztonsági utasításokat.
Bf Prije puštanja u rad pročitajte i pridržavajte se ovih uputa za uporabu i sigurnosnih napomena.
4 Prije puštanja u pogon pročitajte i uvažite uputstva za upotrebu i napomene bezbednosti.
j Před uvedením do provozu si přečíst návod k obsluze a bezpečnostní předpisy a oboje dodržovat.
WPred uvedením do prevádzky si prečítajte a dodržiavajte návod na obsluhu a bezpečnostné pokyny.
|
|
|
Art.-Nr.: 15.749.80 |
I.-Nr.: 01017 |
BT-GW 170 |
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 2
1 |
1 |
3 |
|
2 |
14
5
6
13 |
7 |
8
|
|
11 |
|
|
|
12 |
|
|
|
|
9 |
|
|
|
10 |
2 |
15 |
3 |
|
|
|
|
18 19 |
|
|
17 |
|
|
|
27 |
|
|
|
4 |
28 |
|
|
|
|
|
|
16 |
|
5 |
|
|
|
|
|
8 |
6 |
2 |
|
|
|
Anleitung_BT_GW_170_SPK4:_ |
23.10.2007 |
12:29 Uhr |
Seite 3 |
|||
4 |
|
21 |
5 |
12 |
|
|
|
|
|
|
|
|
|
20 |
|
22 |
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
|
25 |
|
19 |
|
|
|
|
|
|
|
24 |
23 |
|
|
|
|
6 |
|
|
7 |
|
|
|
12 |
26 |
|
|
a |
b |
c |
|
|
|
|
d |
|
|
8 |
k |
l |
9 |
|
|
|
S |
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
m |
|
|
|
|
|
|
n |
|
|
|
|
|
|
o |
|
|
|
|
|
|
p |
|
|
|
|
|
|
q |
|
|
|
|
|
r |
|
|
|
|
|
|
|
|
|
|
3 |
Anleitung_BT_GW_170_SPK4:_ |
23.10.2007 |
12:29 Uhr |
Seite 4 |
||
10 |
|
11 |
|
|
|
|
a |
|
|
|
|
|
b |
|
|
|
|
|
c |
|
|
|
|
12 |
|
13 |
|
|
|
|
m |
|
|
|
|
|
k |
S |
|
|
|
|
|
|
q |
q |
|
|
l |
|
|
|
|
14 |
|
15 |
|
|
|
n |
k, l, m |
|
|
|
|
|
n |
|
|
2. |
S |
|
|
|
|
||
|
|
1. |
|
|
3. |
q |
|
|
4. |
|
|
|
|
|
|
||
4 |
|
|
|
|
|
Anleitung_BT_GW_170_SPK4:_ |
23.10.2007 |
12:29 Uhr |
Seite 5 |
|
16 |
|
17 |
|
|
|
|
|
|
p |
|
|
|
p |
|
|
|
|
p |
|
18 |
|
19 |
|
|
|
r |
|
|
A |
|
o |
|
|
|
p |
o |
|
|
|
|
|
|
|
|
|
|
28 |
|
|
|
o |
|
|
|
|
|
5 |
|
|
20 |
|
21 |
15 |
|
|
|
|
||
|
|
28 |
|
|
|
15 |
|
|
|
|
28 |
|
|
|
|
|
|
|
5 |
Anleitung_BT_GW_170_SPK4:_ |
23.10.2007 |
12:29 Uhr |
Seite 6 |
||||
22 |
|
23 |
|
|
|
|
B |
|
|
|
|
|
|
|
|
A |
|
|
|
|
|
|
|
|
|
|
|
|
|
C |
|
B |
|
|
|
|
|
|
|
C |
|
|
|
|
|
|
|
|
|
19 |
|
|
|
|
|
24 |
|
25 |
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
d |
19 |
|
|
|
|
|
|
18 |
d |
|
|
|
23 |
|
|
|
|
|
|
|
||
|
|
18 |
|
|
|
|
|
26 |
|
|
|
|
|
|
|
|
|
|
|
|
|
E |
F |
C |
D |
|
|
|
|
|
|
|
|
|
|
|
G |
||
|
|
M |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L |
K |
J |
I |
H |
|
B |
A |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|

Anleitung_BT_GW_170_SPK4:_ |
23.10.2007 |
12:29 Uhr |
Seite 7 |
||
27 |
|
28 |
|
|
|
A |
O |
|
|
|
|
|
|
|
|
|
|
|
|
N |
|
|
|
|
|
|
|
K |
|
29 |
|
30 |
|
|
|
I |
J |
|
|
|
|
|
|
|
|
E |
E |
|
|
|
|
F |
|
|
K |
|
|
|
|
31 |
|
32 |
|
|
|
|
|
|
M |
G |
|
|
|
|
|
H |
|
|
G |
|
|
|
|
|
|
|
|
I |
|
|
|
|
|
|
7 |
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 8
33 |
K |
I |
J |
L |
34 |
L |
8

Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 9
D
Inhaltsverzeichnis: |
Seite |
|
1. |
Sicherheitshinweise |
10 |
2. |
Gerätebeschreibung und Lieferumfang |
10 |
3. |
Bestimmungsgemäße Verwendung |
10 |
4. |
Technische Daten |
11 |
5. |
Vor Inbetriebnahme |
11-13 |
6. |
Bedienung |
13-14 |
7. |
Reinigung, Wartung und Ersatzteilbestellung |
14 |
8. |
Entsorgung und Wiederverwertung |
14 |
9. |
Störungssuche |
15 |
10. |
Erklärung der Symbole |
16 |
9

Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 10
D
Achtung!
Beim Benutzen von Geräten müssen einige Sicherheitsvorkehrungen eingehalten werden, um Verletzungen und Schäden zu verhindern. Lesen Sie diese Bedienungsanleitung und die Sicherheitshinweise deshalb sorgfältig durch. Bewahren Sie diese gut auf, damit Ihnen die Informationen jederzeit zur Verfügung stehen. Falls Sie das Gerät an andere Personen übergeben sollten, händigen Sie diese Bedienungsanleitung/ Sicherheitshinweise bitte mit aus. Wir übernehmen keine Haftung für Unfälle oder Schäden, die durch Nichtbeachten dieser Anleitung und der Sicherheitshinweise entstehen.
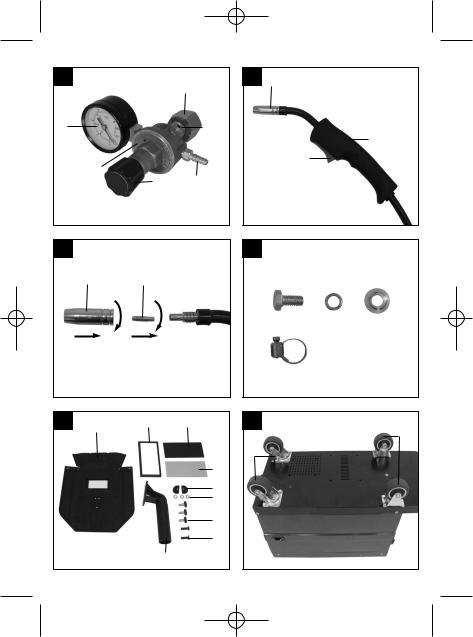
2.1 Montagematerial
a.16 x Schraube für Lauf- /Lenkrollen
b.16 x Sprengring für Lauf- /Lenkrollen
c.16 x Unterlegscheibe für Lauf- /Lenkrollen
d.2 x Schlauchklemme
k.1 x Rahmen Schutzglas
l.1 x Schweißglas
m.1 x Transparentes Schutzglas
n.2 x Haltebuchsen Schutzglas
o.3 x Mutter für Haltegriff
p.3 x Schrauben für Haltegriff
q.2 x Haltestift Schutzglas
r.1 x Handgriff
s.1 x Schweißschirm-Rahmen
1. Sicherheitshinweise
Die entsprechenden Sicherheitshinweise finden Sie im beiliegenden Heftchen!
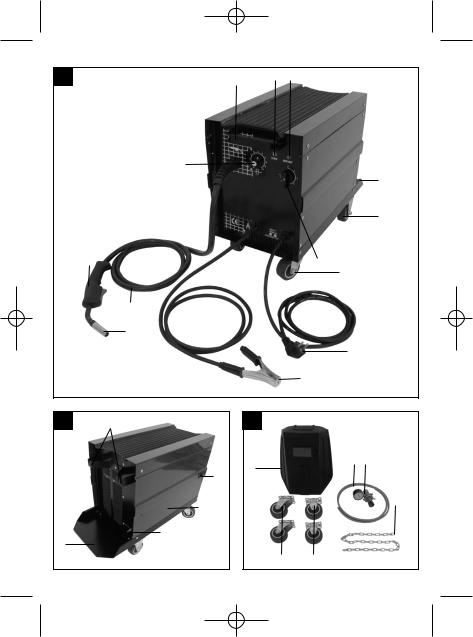
2.Gerätebeschreibung und Lieferumfang (Bild 1-8)
1.Handgriff
2.Betriebsanzeige
3 Kontrollleuchte Thermowächter
4.Gehäuseabdeckung
5.Gasflaschen-Abstellfläche
6.Laufrollen
7.Ein-/Aus-/Schweißstrom-Schalter
8.Lenkrollen
9.Netzstecker
10.Masseklemme
11.Schlauchpaket
12.Gasdüse
13.Brenner
14.Schweißdraht-Geschwindigkeitsregler
15.Kettenhaken
16.Gaszuführungsanschluss
17.Schweißschirm
18.Schutzgasschlauch
19.Druckminderer
20.Manometer
21.Verschraubung
22.Sicherheitsventil
23.Anschluss Schutzgasschlauch
24.Drehknopf
25.Brennerschalter
26.2 x Kontaktrohr
27.Griff für Gehäuseabdeckung
28.Sicherungskette
3. Bestimmungsgemäße Verwendung
Das Schutzgasschweißgerät ist ausschließlich zum Schweißen von Aluminium im MIG-(Metall-Inert- Gas)-Verfahren und Stählen im MAG-(Metall-Aktiv- Gas)-Verfahren unter Verwendung der Entsprechenden Schweißdrähte und Gase geeignet.
Die Maschine darf nur nach ihrer Bestimmung verwendet werden. Jede weitere darüber hinausgehende Verwendung ist nicht bestimmungsgemäß. Für daraus hervorgerufene Schäden oder Verletzungen aller Art haftet der Benutzer/Bediener und nicht der Hersteller.
Bitte beachten Sie, dass unsere Geräte bestimmungsgemäß nicht für den gewerblichen, handwerklichen oder industriellen Einsatz konstruiert wurden. Wir übernehmen keine Gewährleistung, wenn das Gerät in Gewerbe-, Handwerksoder Industriebetrieben sowie bei gleichzusetzenden Tätigkeiten eingesetzt wird.
10
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 11
4. Technische Daten
Netzanschluss: |
|
|
230 V ~ 50 Hz |
|||
Schweißstrom: |
|
25-135 A (max. 170 A) |
||||
|
|
|
|
|
|
|
Einschaltdauer X%: |
10 |
20 |
30 |
60 |
100 |
|
Schweißstrom I2 (A): |
135 |
100 |
77 |
54 |
42 |
25 |
Nennleerlaufspannung U0: |
|
|
|
40 V |
||
Schweißdrahttrommel max.: |
|
|
|
5 kg |
||
|
|
|
|
|
|
|
Schweißdrahtdurchmesser: |
|
|
0,6/0,8 mm |
|||
|
|
|
|
|
|
|
Absicherung: |
|
|
|
|
16 A |
|
Gewicht: |
|
|
|
|
32,3 kg |
|
|
|
|
|
|
|
|
5. Vor Inbetriebnahme
5.1 Montage (Abb. 5-21)
5.1.1Montage der Laufund Lenkrollen (6/8)
Laufrollen (6) und Lenkrollen (8) wie in den Abbildungen 7, 9, 10, 11 dargestellt, montieren.
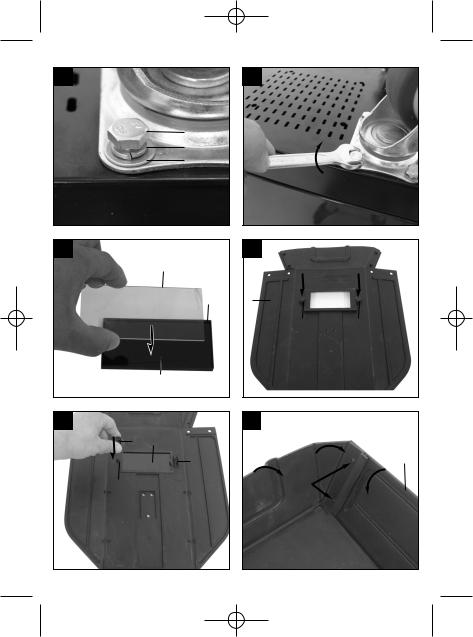
5.1.2Montage des Schweißschirmes (17)
Schweißglas (l) und darüber transparentes Schutzglas (m) in Rahmen für Schutzglas (k) legen (Abb. 12).
Haltestifte Schutzglas (q) außen in Bohrungen im Schweißschirm Rahmen (s) drücken. (Abb. 13)
Rahmen für Schutzglas (k) mit Schweißglas (l) und transparentem Schutzglas (m) von innen in die Aussparung im Schweißschirm-Rahmen (s) legen, Haltebuchsen Schutzglas (n) auf Haltestifte Schutzglas (q) drücken, bis diese einrasten, um den Rahmen für Schutzglas (k) zu sichern. Das transparente Schutzglas (m) muss auf der Außenseite liegen. (Abb. 14)
Oberkante von Schweißschirm-Rahmen (s) nach innen biegen (Abb. 15/1.) und Ecken der Oberkante einknicken (Abb. 15/2.). Nun Außenseiten des Schweißschirm-Rahmens (s) nach innen biegen (Abb. 15/3.) und diese durch festes Zusammendrücken der Oberkantenecken und Außenseiten verbinden. Pro Seite müssen beim Einrasten der Haltestifte 2 deutliche Klickgeräusche wahrnehmbar sein (Abb. 15/4.)
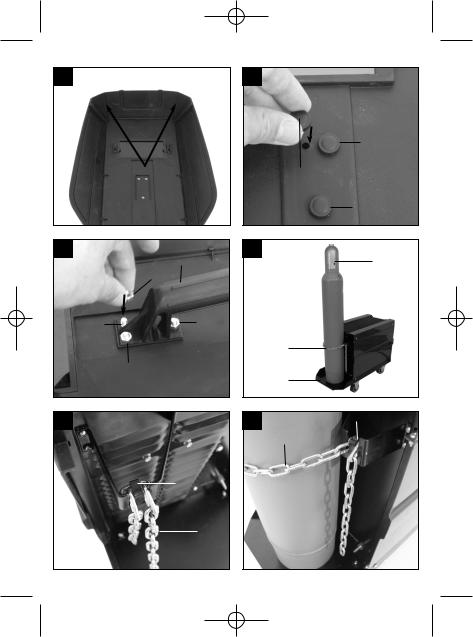
Sind beide oberen Ecken des Schweißschirms, wie in Abbildung 16 dargestellt, verbunden, Schrauben für Haltegriff (p) von außen durch die 3 Löcher im Schweißschirm stecken. (Abb. 17)
Schweißschirm umdrehen und Handgriff (r) über die Gewinde der 3 Schrauben für Haltegriff (p) führen. Handgriff (r) mit den 3 Muttern für Haltegriff (o) am Schweißschirm festschrauben. (Abb. 18).
D
5.2 Gasanschluss (Abb. 4-6, 19-25)
5.2.1 Gasarten
Beim Schweißen mit durchgehendem Draht ist Gasschutz notwendig, die Zusammensetzung des Schutzgases ist vom gewählten Schweißverfahren abhängig:
Schutzgas |
CO2 |
Argon/CO2 |
Argon |
Argon/O |
|
|
|
|
|
Zu schweiß- |
|
|
|
|
endes Metall |
|
|
|
|
|
|
|
|
|
Unlegierter Stahl |
X |
X |
|
|
|
|
|
|
|
Aluminium |
|
|
X |
|
|
|
|
|
|
Edelstahl |
|
X |
|
X |
|
|
|
|
|
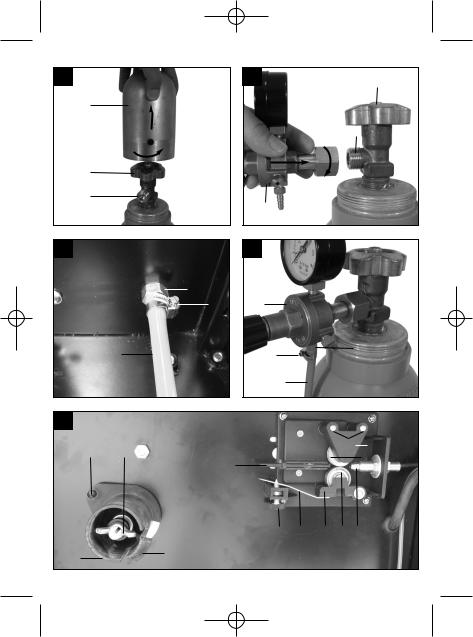
5.2.2Gasflasche auf dem Gerät montieren (Abb. 19-25)
Gasflasche ist nicht im Lieferumfang enthalten!
Montieren sie die Gasflasche wie in den Abbildungen 19 - 21 dargestellt. Achten Sie auf festen Sitz der Sicherungskette (28) und darauf dass das Schweißgerät kippsicher steht.
Achtung! Auf der Gasflaschen-Abstellfläche (Abb. 19/5) dürfen nur Gasflaschen bis maximal 20 Liter montiert werden. Bei Verwendung größerer Gasflaschen besteht Kippgefahr, diese dürfen daher nur neben dem Gerät aufgestellt werden. Ist dies der Fall muss die Gasflasche ausreichend gegen Umkippen geschützt werden!
5.2.3 Anschluss der Gasflasche
Nach dem Abnehmen der Schutzkappe (Abb. 22/A) Flaschenventil (Abb. 22/B) in vom Körper abgewandter Richtung kurz öffnen. Anschlussgewinde (Abb. 22/C) gegebenenfalls mit einem trockenen Lappen, ohne Zuhilfenahme irgendwelcher Reinigungsmittel, von Verschmutzungen reinigen. Kontrollieren ob Dichtung am Druckminderer (19) vorhanden und in einwandfreiem Zustand ist. Druckminderer (19) im Uhrzeigersinn auf das Anschlussgewinde (Abb. 23/C) der Gasflasche schrauben (Abb. 23). Die beiden Schlauchschellen (d) über den Schutzgasschlauch (18) führen. Schutzgasschlauch (18) auf Anschluss Schutzgasschlauch (23) am Druckminderer (19) und Gaszuführungsanschluss (16) am Schweißgerät stecken und an beiden Anschlussstellen mit den Schlauchschellen (d) sichern. (Abb. 24 - 25)
Achtung! Achten Sie auf Dichtheit sämtlicher Gasanschlüsse und Verbindungen! Kontrollieren Sie die Anschlüsse und Verbindungsstellen mit
11
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 12
D
Leckspray oder Seifenwasser.
5.2.4 Erklärung des Druckminderers (Abb. 4/19)
Am Drehknopf (24) kann die Gasdurchflussmenge eingestellt werden. Die eingestellte Gasdurchflussmenge kann am Manometer (20) in Litern pro Minute (l/min) abgelesen werden. Das Gas tritt am Anschluss Schutzgasschlauch (23) aus und wird über den Schutzgasschlauch (Abb. 3/18) zum Schweißgerät weiterbefördert. (siehe 5.2.3)
Achtung! Verfahren Sie zum Einstellen der Gasdurchflussmenge immer wie unter Punkt 6.1.3 beschrieben.
Der Druckminderer wird mit Hilfe der Verschraubung (21) an der Gasflasche montiert (siehe 5.2.3).
Achtung! Eingriffe und Reparaturen am Druckminderer dürfen nur von Fachpersonal ausgeführt werden. Senden Sie defekte Druckminderer gegebenenfalls an die Serviceadresse.
5.3 Netzanschluss
Überzeugen Sie sich vor dem Anschließen, dass die Daten auf dem Typenschild mit den Netzdaten übereinstimmen.
Das Gerät darf nur an ordnungsgemäß geerdeten und abgesicherten Schutzkontaktsteckdosen betrieben werden.
5.4 Montage der Drahtspule (Abb. 1, 5, 6, 26-34)
Drahtspule ist nicht im Lieferumfang enthalten!
5.4.1 Drahtarten
Je nach Anwendungsfall werden verschiedene Schweißdrähte benötigt. Das Schweißgerät kann mit Schweißdrähten mit einem Durchmesser von 0,6 und 0,8mm verwendet werden. Die entsprechende Vorschubrolle und Kontaktrohre liegen dem Gerät bei. Vorschubrolle, Kontaktrohr und Drahtquerschnitt müssen immer zusammen passen.
5.4.2 Drahtspulenkapazität
In dem Gerät können Drahtspulen bis maximal 5kg montiert werden.
5.4.3 Einsetzen der Drahtspule
Gehäuseabdeckung (Abb. 2/4) öffnen, dazu Griff für Gehäuseabdeckung (Abb. 2/27) nach hinten schieben und Gehäuseabdeckung (Abb. 2/4) aufklappen.
Kontrollieren dass sich die Wicklungen auf der Spule nicht überlagern, um ein gleichmäßiges Abwickeln des Drahtes zu gewährleisten.
12
Beschreibung der Drahtführungseinheit (Abb. 26-37)
A Spulenarretierung B Spulenhalter
CMitnehmerstift
D Justierschraube für Rollenbremse E Schrauben für Vorschubrollenhalter F Vorschubrollenhalter
G Vorschubrolle
HSchlauchpaketaufnahme
IDruckrolle
JDruckrollenhalter
KDruckrollenfeder
L Justierschraube für Gegendruck
M Führungsrohr
NDrahtspule
O Mitnahmeöffnung der Drahtspule
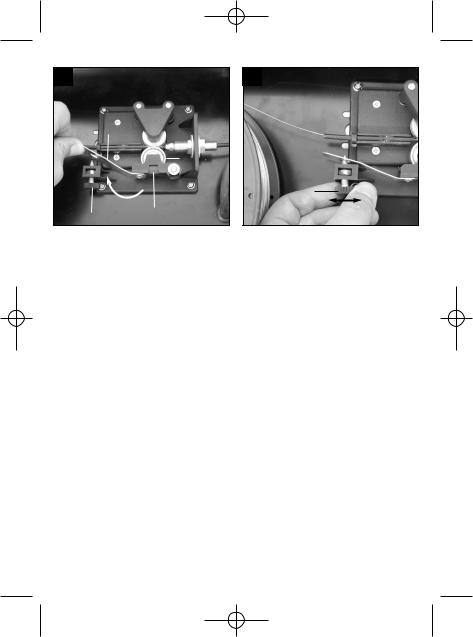
Einsetzen der Drahtspule (Abb. 26,27)
Drahtspule (N) auf Spulenhalter (B) legen. Darauf achten dass das Ende des Schweißdrahtes auf der Seite der Drahtführung abgewickelt wird, siehe Pfeil. Beachten, dass die Spulenarretierung (A) eingedrückt wird und der Mitnehmerstift (C) in der Mitnahmeöffnung der Drahtspule (O) sitzt. Die Spulenarretierung (A) muss wieder über der Drahtspule (N) einrasten. (Abb. 27)
Einführen des Schweißdrahtes und justieren der Drahtführung (Abb. 28-34)
Druckrollenfeder (K) nach oben drücken und nach vorne schwenken (Abb. 28).
Druckrollenhalter (J) mit Druckrolle (I) und Druckrollenfeder (K) nach unten klappen (Abb. 29)
Schrauben für Vorschubrollenhalter (E) lösen und Vorschubrollenhalter (F) nach oben abziehen (Abb. 30).
Vorschubrolle (G) überprüfen. Auf der oberen Seite der Vorschubrolle (G) muss die entsprechende Drahtstärke angegeben sein. Die Vorschubrolle (G) ist mit 2 Führungsnuten ausgestattet. Vorschubrolle (G) gegebenenfalls umdrehen oder austauschen. (Abb. 31)
Vorschubrollenhalter (F) wieder aufsetzen und festschrauben.
Gasdüse (Abb. 5/12) unter Rechtsdrehung vom Brenner (Abb. 5/13) abziehen, Kontaktrohr (Abb. 6/26) abschrauben (Abb. 5 - 6). Schlauchpaket (Abb. 1/11) möglichst gerade vom Schweißgerät wegführend auf den Boden legen.
Die ersten 10 cm des Schweißdrahtes so abschneiden, dass ein gerader Schnitt ohne Vorsprünge, Verzug und Verschmutzungen entsteht. Ende des Schweißdrahtes entgraten.
Schweißdraht durch das Führungsrohr (M),
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 13
zwischen Druckund Vorschubrolle (G/I) hindurch in die Schlauchpaketaufnahme (H) schieben. (Abb. 32) Schweißdraht vorsichtig von Hand so weit in das Schlauchpaket schieben bis er am Brenner (Abb. 5/13) um ca. 1 cm herausragt.
Justierschraube für Gegendruck (L) um einige Umdrehungen lösen. (Abb. 34)
Druckrollenhalter (J) mit Druckrolle (I) und Druckrollenfeder (K) wieder nach oben klappen und Druckrollenfeder (K) wieder an Justierschraube für Gegendruck (L) einhängen (Abb. 33)
Justierschraube für Gegendruck (L) nun so einstellen, dass der Schweißdraht fest zwischen Druckrolle (I) und Vorschubrolle (G) sitzt ohne gequetscht zu werden. (Abb. 34)
Passendes Kontaktrohr (Abb. 6/26) für den verwendeten Schweißdrahtdurchmesser auf den Brenner (Abb. 5/13) schrauben und Gasdüse (Abb. 5/12) unter Rechtsdrehung aufstecken.
Justierschraube für Rollenbremse (D) so einstellen, dass sich der Draht noch immer führen lässt und die Rolle nach Abbremsen der Drahtführung automatisch stoppt.
D
zu überbrückender Abstände der zu verschweißenden Werkstücke.
6.1.3 Einstellen der Gasdurchflussmenge
Die Gasdurchflussmenge kann stufenlos am Druckminderer (Abb.4/19) eingestellt werden. Sie wird am Manometer (Abb. 4/20) in Liter pro Minute (l/min) angegeben. Empfohlene Gasdurchflussmenge in zugluftfreien Räumen: 5 – 15 l/min.
Zum Einstellen der Gasdurchflussmenge zuerst Druckrollenfeder (Abb. 26/K) der DrahtvorschubEinheit lösen, um unnötigen Drahtverschleiß zu vermeiden (siehe 5.4.3). Netzanschluss herstellen (siehe Punkt 5.3), Ein-/Aus-/Schweißstrom-Schalter (Abb.1/7) auf Stufe 1 stellen und Brennerschalter (Abb. 5/25) betätigen, um Gasdurchfluss freizugeben. Nun am Druckminderer (Abb. 4/19) gewünschte Gasdurchflussmenge einstellen.
Linksdrehung des Drehknopfes (Abb. 4/24): geringere Durchflussmenge
Rechtsdrehung des Drehknopfes (Abb. 4/24): höhere Gasdurchflussmenge
Druckrollenfeder (Abb. 26/K) der DrahtvorschubEinheit wieder festklemmen.
6. Bedienung
6.1 Einstellung
Da die Einstellung des Schweißgeräts je nach Anwendungsfall unterschiedlich erfolgt, empfehlen wir, die Einstellungen anhand einer Probeschweißung vorzunehmen.
6.1.1 Einstellen des Schweißstromes
Der Schweißstrom kann in 6 Stufen am Ein-/Aus- /Schweißstrom-Schalter (Abb. 1/7) eingestellt werden. Der erforderliche Schweißstrom ist abhängig von der Materialstärke, der gewünschten Einbrenntiefe und dem verwendeten Schweißdrahtdurchmesser.
6.1.2Einstellen der DrahtvorschubGeschwindigkeit
Die Drahtvorschub-Geschwindigkeit wird automatisch an die verwendete Stromeinstellung angepasst. Eine Feineinstellung der Drahtvorschub-Geschwindigkeit kann stufenlos am SchweißdrahtGeschwindigkeitsregler (Abb. 1/14) vorgenommen werden. Es ist empfehlenswert bei der Einstellung in Stufe 5 zu beginnen, welche einen Mittelwert darstellt, und gegebenenfalls nachzuregeln. Die erforderliche Drahtmenge ist abhängig von der Materialdicke, der Einbrenntiefe, dem verwendeten Schweißdrahtdurchmesser, und auch von der Größe
6.2 Elektrischer Anschluss
6.2.1Netzanschluss
Siehe Punkt 5.3
6.2.2Anschluss der Masseklemme (Abb. 1/10)
Masseklemme (10) des Gerätes möglichst in unmittelbarer Nähe der Schweißstelle anklemmen. Auf metallisch blanken Übergang an der Kontaktstelle achten.
6.3 Schweißen
Sind alle elektrischen Anschlüsse für Stromversorgung und Schweißstromkreis sowie der Schutzgasanschluss vorgenommen, kann folgendermaßen verfahren werden:
Die zu schweißenden Werkstücke müssen im Bereich der Schweißung frei von Farbe, metallischen Überzügen, Schmutz, Rost, Fett und Feuchtigkeit sein.
Stellen Sie Schweißstrom, Drahtvorschub und Gasdurchflussmenge (siehe 6.1.1 – 6.1.3) entsprechend ein.
Halten Sie den Schweißschirm (Abb. 3/17) vor das Gesicht, und führen Sie die Gasdüse an die Stelle
13
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 14
D
des Werkstücks, an der geschweißt werden soll. Betätigen Sie nun den Brennerschalter (Abb. 5/25).
Brennt der Lichtbogen, fördert das Gerät Draht in das Schweißbad. Ist die Schweißlinse groß genug, wird der Brenner langsam an der gewünschten Kante entlang geführt. Gegebenenfalls leicht pendeln, um das Schweißbad etwas zu vergrößern.
Die ideale Einstellung von Schweißstrom, Drahtvorschub-Geschwindigkeit und Gasdurchflussmenge anhand einer Probeschweißung ermitteln. Im Idealfall ist ein gleichmäßiges Schweißgeräusch zu hören. Die Einbrenntiefe sollte möglichst tief sein, das Schweißbad jedoch nicht durch das Werkstück hindurch fallen.
6.4 Schutzeinrichtungen
6.4.1 Thermowächter
Das Schweißgerät ist mit einem Überhitzungsschutz ausgestattet, welcher den Schweißtrafo vor Überhitzung schützt. Sollte der Überhitzungsschutz ansprechen, so leuchtet die Kontrolllampe (3) an Ihrem Gerät. Lassen Sie das Schweißgerät einige Zeit abkühlen.
7.3 Ersatzteilbestellung:
Bei der Ersatzteilbestellung sollten folgende Angaben gemacht werden;
Typ des Gerätes
Artikelnummer des Gerätes
Ident-Nummer des Gerätes
Ersatzteilnummer des erforderlichen Ersatzteils Aktuelle Preise und Infos finden Sie unter www.isc-gmbh.info
8. Entsorgung und Wiederverwertung
Das Gerät befindet sich in einer Verpackung um Transportschäden zu verhindern. Diese Verpackung ist Rohstoff und ist somit wieder verwendbar oder kann dem Rohstoffkreislauf zurückgeführt werden. Das Gerät und dessen Zubehör bestehen aus verschiedenen Materialien, wie z.B. Metall und Kunststoffe. Führen Sie defekte Bauteile der Sondermüllentsorgung zu. Fragen Sie im Fachgeschäft oder in der Gemeindeverwaltung nach!
7.Reinigung, Wartung und Ersatzteilbestellung
Ziehen Sie vor allen Reinigungsarbeiten den Netzstecker.
7.1 Reinigung
Halten Sie Schutzvorrichtungen, Luftschlitze und Motorengehäuse so staubund schmutzfrei wie möglich. Reiben Sie das Gerät mit einem sauberen Tuch ab oder blasen Sie es mit Druckluft bei niedrigem Druck aus.
Wir empfehlen, dass Sie das Gerät direkt nach jeder Benutzung reinigen.
Reinigen Sie das Gerät regelmäßig mit einem feuchten Tuch und etwas Schmierseife. Verwenden Sie keine Reinigungsoder Lösungsmittel; diese könnten die Kunststoffteile des Gerätes angreifen. Achten Sie darauf, dass kein Wasser in das Geräteinnere gelangen kann.
7.2 Wartung
Im Geräteinneren befinden sich keine weiteren zu wartenden Teile.
14
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 15
D
9. Störungssuche
Fehler |
Ursache |
Abhilfe |
|
|
|
Vorschubrolle dreht nicht |
Netzspannung fehlt |
Anschluss überprüfen |
|
Regler Drahtvorschub auf 0 |
Einstellung überprüfen |
|
|
|
Vorschubrolle dreht, jedoch keine |
Schlechter Rollendruck |
Einstellung überprüfen |
Drahtzuführung |
(siehe 5.4.3) |
|
|
Rollenbremse zu fest eingestellt |
Einstellung überprüfen |
|
(siehe 5.4.3) |
|
|
Verschmutzte / beschädigte |
Reinigen bzw. austauschen |
|
Vorschubrolle (siehe 5.4.3) |
|
|
Beschädigtes Schlauchpaket |
Mantel der Drahtführung |
|
|
überprüfen |
|
Kontaktrohr falsche Größe / |
Reinigen / austauschen |
|
verschmutzt / verschlissen |
|
|
(siehe 5.4.3) |
|
|
Schweißdraht an |
lösen |
|
Gasdüse/Kontaktrohr fest- |
|
|
geschweißt |
|
|
|
|
Gerät funktioniert nach längerem |
Gerät hat sich durch zu lange |
Gerät mindestens 20-30 Minuten |
Betrieb nicht mehr, Kontrollleuchte |
Anwendung bzw. Nichteinhaltung |
abkühlen lassen |
Thermowächter (3) leuchtet |
der Rücksetzzeit überhitzt |
|
|
|
|
Sehr schlechte Schweißnaht |
Falsche Strom-/Vorschub- |
Einstellung überprüfen |
|
einstellung |
|
|
(siehe 6.1.1/6.1.2) |
|
|
Kein / zu wenig Gas (siehe 6.1.3) |
Einstellung überprüfen bzw. |
|
|
Fülldruck der Gasflasche |
|
|
kontrollieren |
|
|
|
15
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 16
D
10. Erklärung der Symbole
EN 60974-1 |
Europäische Norm für |
|||||||||
|
|
|
|
|
|
|
|
|
|
Lichtbogenschweiß- |
|
|
|
|
|
|
|
|
|
|
einrichtungen und |
|
|
|
|
|
|
|
|
|
|
Schweißstromquellen |
|
|
|
|
|
|
|
|
|
|
mit beschränkter Ein- |
|
|
|
|
|
|
|
|
|
|
schaltdauer |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Sicherung mit Nennwert |
|
|
|
|
|
|
|
|
|
|
in Ampere im |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Netzanschluss |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
U1 |
Netzspannung |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
I1 max |
höchster Netzstrom |
|||||||||
|
|
|
|
|
|
|
|
|
|
Bemessungswert |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Vor Gebrauch des |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Schweißgerätes die |
|
|
|
|
|
|
|
|
|
|
Bedienungsanleitung |
|
|
|
|
|
|
|
|
|
|
sorgfältig lesen und |
|
|
|
|
|
|
|
|
|
|
beachten |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
U0 |
Nennleerlaufspannung |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
I2 |
Schweißstrom |
|||||||||
Ø mm |
Schweißdrahtdurch- |
|||||||||
|
|
|
|
|
|
|
|
|
|
messer |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Einphasiger |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Transformator mit |
|
|
|
|
|
|
|
|
|
|
Gleichrichter |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Lagern oder verwenden |
|
Sie das Gerät nicht in |
|
feuchter oder nasser |
|
Umgebung oder im |
|
Regen |
|
1 Phasen - |
|
Netzanschluss |
50 Hz |
Netzfrequenz |
|
Symbol für fallende |
|
Kennlinie |
|
Metall-Inert- und |
|
Aktivgas-Schweißen |
|
einschließlich der |
|
Verwendung von |
|
Fülldraht |
IP 21 |
Schutzart |
HIsolationsklasse
XEinschaltdauer
Gerät ist funkentstört nach EG-Richtlinie 89/336/EWG
16
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 17
SLO
Vsebina |
Stran |
|
1. |
Varnostni napotki |
18 |
2. |
Opis aparata in obseg dobave |
18 |
3. |
Predpisana pravilna uporaba |
18 |
4. |
Tehnični podatki |
19 |
5. |
Pred uporabo |
19-21 |
6. |
Uporaba |
21-22 |
7. |
Čiščenje, vzdrževanje in naročanje nadomestnih delov |
22 |
8. |
Odstranjevanje in recikliranje |
22 |
9. |
Iskanje vzrokov zaradi motenj |
23 |
10. |
Obrazložitev simbolov |
24 |
17
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 18
SLO
Pozor!
Pri uporabi naprav je potrebno upoštevati preventivne varnostne ukrepe, da bi tako preprečili poškodbe in škodo na napravi. Zato ta navodila skrbno preberite. Ta varnostna navodila shranite dobro, da Vam bodo informacije vsak čas na razpolago. V primeru, da bi to napravo predali drugim osebam, Vas prosimo, da ta navodila za uporabo izročite skupaj z napravo.
Mi ne prevzemamo nobene odgovornosti za nesreče ali škodo, ki bi nastala zaradi neupoštevanja teh navodil in varnostnih navodil.
2.1 Montažni material
a.16 x vijak za tekalna kolesa
b.16 x vzmetna podložka za tekalna kolesa
c.16 x podložka za tekalna kolesa
d.2 x cevna objemka
k.1 x okvir - zaščitni plin
l.1 x varilno steklo
m.1 x prozorno zaščitno steklo
n.2 x pritrdilne puše za zaščitno steklo
o.3 x matica za ročaj
p.3 x vijak za ročaj
q.2 x zatič za zaščitno steklo
r.1 x ročaj
s.1 x okvir varilne maske
1. Varnostni napotki
Odgovarjajoče varnostne napotke lahko preberete v priloženi knjižici.
2.Opis aparata in obseg dobave (Slike 1-8)
1.Ročaj
2.Prikaz obratovanja
3.Kontrolna lučka - temperaturni kontrolnik
4.Pokrov ohišja
5.Površina za odlaganje plinske jeklenke
6.Tekalna kolesa
7.Stikalo za vklop/izklop varilnega toka
8.Vodilna kolesa
9.Omrežni električni vtikač
10.Sponka za priključek na maso
11.Cevni paket
12.Plinska šoba
13.Gorilec
14.Regulator hitrosti dodajanja varilne žice
15.Verižna kljuka
16.Priključek za dovod plina
17.Varilna maska
18.Cev za zaščitni plin
19.Tlačni reducirni ventil
20.Manometer
21.Privojni del
22.Varnostni ventil
23.Priključek za cev za zaščitni plin
24.Vrtljivi gumb
25.Stikalo gorilca
26.2 x kontaktna cev
27.Ročaj za pokrov ohišja
28.Varovalna veriga
3. Predpisana primerna uporaba
Varilni aparat na zaščitni plin je namenjen samo varjenju aluminija s postopkom MIG(Metall-Inert-Gas) in jekla s postopkom MAG (Metall-Aktiv-Gas) z uporabo odgovarjajoče varilne žice in plina.
Stroj je dovoljeno uporabljati samo za namene, za katere je bil konstruirani. Vsaka druga uporaba ni dovoljena. Za kakršnokoli škodo ali poškodbe, ki bi nastale zaradi nedovoljene uporabe, nosi odgovornost uporabnik / upravljalec, ne pa proizvajalec.
Prosimo, da upoštevate, da naše naprave niso bile konstruirane za namene profesionalne, obrtniške ali industrijske uporabe. Ne prevzemamo nobenega jamstva, če se naprava uporablja za profesionalne, obrtniške ali industrijske namene ali za izvajanje podobnih dejavnosti.
18

Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 19
4. Tehnični podatki
Omrežni električni priključek: |
|
230 V ~ 50 Hz |
||||
Varilni tok: |
25 - 135 A (max. 170 A) |
|||||
Trajanje vklopa X%: |
10 |
20 |
30 |
60 |
100 |
|
Varilni tok I2 (A): |
135 |
100 |
77 |
54 |
42 |
25 |
Nazivna napetost prostega |
teka |
U0: |
|
|
40 V |
|
Boben z varilno žico max.: |
|
|
|
5 kg |
||
Premer varilne žice: |
|
|
|
0,6/0,8 mm |
||
Varovanje: |
|
|
|
|
16 A |
|
Teža: |
|
|
|
|
32,3 kg |
|
5. Pred uporabo
5.1 Montaža (Slike 5 - 21)
5.1.1Montaža tekalnih in vodilnih koles (6/8)
Tekalna kolesa (6) in vodilna kolesa (8) montirajte kot je prikazano na slikah 7, 9, 10, 11.
5.1.2Montaža varilne maske (17)
Položite varilno steklo (l) in nad le-to prozorno zaščitno steklo (m) v okvir za zaščitno steklo (k) (Slika 12).
Držalne zatiče za zaščitno steklo (q) potisnite zunaj v luknje na okviru varilne maske (s) (Slika 13).
Položite okvir za zaščitno steklo (k) z varilnim steklom (l) in prozornim zaščitnim steklom (m) od znotraj v utor na okviru varilne maske (s), pritrdilne puše zaščitnega stekla (n) pritisnite na zatiče zaščitnega stekla (q) tako, da vskočijo v svoj položaj in, da zavarujejo okvir zaščitnega stekla (k). Prozorno zaščitno steklo (m) se mora nahajati na zunanji strani (Slika 14).
Gornji rob okvira varilnega stekla (s) upognite navznoter (Slika 15/1) in zapognite kote gornjega roba (Slika 15/2). Sedaj upognite navznoter zunanje strani okvira varilnega stekla (s) (Slika 15/3) in le-te spojite tako, da čvrsto stisnete skupaj kote gornjega roba in zunanjih strani. Na vsaki strani mora biti spajanj pritrdilnih zatičev 2 razločno slišno (Slika 15/4).
Ko so povezani zgornji koti varilne maske kot je prikazano na sliki 16, vstavite vijake ročaja (p) od zunaj skozi 3 luknje na varilni maski (Slika 17).
Obrnite varilno masko in namestite ročaj (r) preko navojev 3 vijakov za ročaj (p). Privijte ročaj (r) s 3 maticami za ročaj (o) na varilni maski (Slika 18).
SLO
5.2 Plinski priključek (Slike 4-6, 19 - 25)
5.2.1 Vrte plina
Pri varjenju z neprekinjeno žico je potreben zaščitni plin, sestava zaščitnega plina je odvisna od izbranega varilnega postopka:
Zaščitni plin |
CO2 |
Argon/CO2 |
Argon |
Argon/O |
Varjeni material |
|
|
|
|
Nelegirano jeklo |
X |
X |
|
|
|
|
|
|
|
Aluminij |
|
|
X |
|
Legirano jeklo |
|
X |
|
X |
5.2.2 Montaža plinske jeklenke na aparat (Slika 19 - 25)
Plinska jeklenka ni zajeta v obsegu dobave!
Plinsko jeklenko montirajte kot je prikazano na slikah 19 - 21. Pazite na čvrsto nameščenost varovalne verige (28) in na to, da bo varilni aparat postavljen stabilno in varno.
Pozor! Na površino za odlaganje plinskih jeklenk (Slika 19/5) je dovoljeno montirati samo plinske jeklenke do največ 20 litrov vsebine. Pri uporabi večjih plinskih jeklenk obstaja nevarnost prevračanja in zato je le-takšne dovoljeno postavljati samo poleg aparata. Če je temu tako, morate zadostno zavarovati plinsko jeklenko proti prevračanju!
5.2.3 Priklop plinske jeklenke
Po odstranitvi zaščitne kape (Slika 22/A) kratko odprite ventil jeklenke (Slika 22/B) v smeri proč od telesa.
Iz priključnih navojev (Slika 22/C) po potrebi očistite umazanijo s suho krpo in brez uporabe kakršnihkoli čistilnih sredstev. Preverite, če je na tlačnem reducirnem ventilu (19) tesnilo in, če je le-to v brezhibnem stanju. Tlačni reducirni ventil (19) privijte v smeri urinega kazalca na priključni navoj (Slika 23/C) plinske jeklenke (Slika 23). Obe cevni objemki
(d) namestite na cev za zaščitni plin (18). Cev za zaščitni plin (18) dajte na priključek za cev za zaščitni plin (23) na tlačni reducirni ventil (19) in priključek za dovod plina (16) na varilni aparat in zavarujte na obeh priključnih mestih s cevno objemko (d) (Slika 24 - 25).
Pozor! Pazite na dobro tesnenje vseh plinskih priključkov in spojnih povezav! Priključke in spojna mesta preverite s sprejem za kontrolo tesnenja ali z milnico.
19

Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 20
SLO
5.2.4 Obrazložitev tlačnega reducirnega ventila (Slika 4/19)
Z vrtljivim gumbom (24) lahko nastavljate količino pretoka plina. Nastavljeno količino pretoka plina lahko odčitate na manometru (20) v litrih na minuto (l/min). Plin izstopa na priključku cevi za zaščitni plin (23) in se dovaja naprej po cevi za zaščitni plin (Slika 3/18) do varilnega aparata (glej 5.2.3).
Pozor! Pri nastavljanju količine pretoka plina zmeraj postopajte v skladu z navodili v točki 6.1.3.
Tlačni reducirni ventil montirate na plinsko jeklenko s pomočjo privojnega dela (21) (glej 5.2.3).
Pozor! Posege in popravila na tlačnem reducirsnem ventilu sme izvajati samo strokovno usposobljeno osebje. Pokvarjene tlačne reducirne ventile pošljite po potrebi na naslov servisne službe.
5.3 Priključek na električno omrežje
Pred priklopom se prepričajte, če se podatki na tipski podatkovni tablici skladajo s podatki o električnem omrežju.
Aparat smete uporabljati samo s pravilno ozemljenimi in zavarovanimi vtičnicami z zaščitnim kontaktom.
5.4 Montaža navitja žice (Slike 1, 5, 6, 26 – 34)
Navitje žice ni zajeto v obsegu dobave!
5.4.1 Vrste žice
Glede na primer uporabe so potrebne različne varilne žice. Varilni aparat lahko uporabljate z varilnimi žicami premera 0,6 in 0,8 mm. Odgovarjajoči dodajalni valj in kontaktne cevi so priložene aparatu. Dodajalni valj, kontaktna cev in presek žice morajo biti zmeraj ustrezni.
5.4.2 Kapaciteta navitja žice
Na aparat je dovoljeno montirati navitje z žico do največ 5kg teže.
5.4.3 Vstavljanje navitja žice
Odprite pokrov ohišja (Slika 2/4) tako, da potisnete ročaj pokrova ohišja (Slika 2/27) nazaj in odprete pokrov ohišja navzgor (Slika 2/4).
Preverite, če se navitja na kolutu ne prekrivajo, da bo lahko zagotovljeno enakomerno odvijanje žice.
20
Opis enote za dovajanje žice (Slike 26 - 27)
A Aretiranje navitja B Držalo navitja
CSojemalni zatič
D Vijak za nastavitev valjčne zavore
E Vijaki za držalo dodajalnih valjčkov
F Držalo dodajalnih valčkov
GDodajalni valjček
H Sprejemni del za sklop cevi
IPritisni valjček
J Držalo pritisnega valjčka
KVzmet pritisnega valjčka
L Vijak za nastavitev protipritiska
M Vodilna cev
NTuljava z žico
O Odprtina tuljave z žico
Vstavljanje navitja za žico (Slika 26,27)
Navitje z žico (N) namestite na držalo koluta (B). Pazite na to, da bo konec varilne žice odvit na strani vodila žice, glej puščico.
Pazite, da bo aretiranje koluta (A) pritisnjeno in se bo zatič sojemalnika (C) nahajal v dovajalni odprtini navitja žice (O). Aretiranje koluta (A) mora ponovno vskočiti v svoj položaj nad kolutom za navitje žice (N) (Slika 27).
Vstavljanje varilne žice in nastavitev dovajanja žice (Slike 28 - 34)
Vzmet pritisnega valjčka (K) pritisnite navzgor in obrnite naprej (Slika 28).
Držalo pritisnega valjčka (J) obrnite s pritisnim valjčkom (I) in vzmetjo pritisnega valjčka (K) n7avzdol (Slika 29).
Odvijte vijake držala dodajalnega valjčka (E) in snemite v smeri navzgor držalo dodajalnega valjčka (F) (Slika 30).
Preverite dovajalni valjček (G). Na zgornji strani dovajalnega valjčka (G) mora biti navedena odgovarjajoča debelina žice. Dovajalni valjček
(G) je opremljeni z 2 vodilnima utoroma. Obrnite po potrebi dovajalni valjček (G) ali ga zamenjajte (Slika 31).
Ponovno namestite in zategnite držalo dodajalnega valjčka (F).
Z obračanjem v desno odvijte plinsko šobo (Slika 5/12) z gorilca (Slika 5/13), odvijte kontaktorsko cev (Slika 6/26) (Slika 5 - 6). Cevni paket (Slika 1/11) položite po možnosti ravno vstran od varilnega aparata.
Odrežite prvih 10 cm varilne žice tako, da bo nastal raven kos žice brez izkrivljenja in umazanije. Postrgajte konec varilne žice.
Potisnite varilno žico skozi vodilno cev (M) med pritisnim in dovajalnim valjčkom (G/I) v sprejemni del cevnega paketa (H) (Slika 32). Varilno žico
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 21
potisnite previdno z roko tako daleč v cevni paket, da bo štrlela ven iz gorilca (Slika 5/13) ca.
1 cm.
Odpustite vijak za nastavitev protipritiska (L) za nekaj obratov. (Slika 34)
Ponovno obrnite navzgor držalo pritisnega valjčka (J) s pritisnim valjčkom (I) in vzmetjo pritisnega valjčka (K) in ponovno pritrdite vzmet pritisnega valjčka (K) na vijak za nastavitev protipritiska (L) (Slika 33).
Vijak za nastavitev protipritiska (L) sedaj nastavite tako, da se bo varilna žica nahajala čvrsto in brez stiskanja med pritisnim valjčkom (I) in dovajalnim valjčkom (G). (Slika 34)
Na gorilec (Slika 5/13) privijte odgovarjajočo kontaktno cev (Slika 6/26) za uporabljani premer varilne žice in montirajte plinsko šobo s privijanjem v desno (Slika 5/12).
Vijak za nastavitev valjčne zavore (D) nastavite tako, da bo še zmeraj možno voditi žico in jo valjček avtomatsko ustavi po zaviranju vodila žice.
6. Uporaba
6.1 Nastavitev
Ker se nastavitev varilnega aparata izvaja različno glede na primer uporabe, priporočamo, da izvršite nastavitve s poskusnim varjenjem.
6.1.1 Nastavitev varilnega toka
Varilni tok lahko nastavljate na 6 stopenj na stikalu za vklop / izklop varilnega toka (Slika 1/7). Potrebni varilni tok je odvisen od debeline materiala, želene globine varjenja in uporabljanega premera varilne žice.
6.1.2 Nastavitev hitrosti dovajanja žice
Hitrost dodajanja žice se avtomatsko prilagaja glede na uporabljano nastavitev varilnega toka. Fino nastavitev hitrosti dovajanja žice lahko izvršite brezstopenjsko na regulatorju hitrosti varilne žice (Slika 1/14). Priporočljivo je začeti z nastavitvijo na 5. stopnji, ki predstavlja srednjo vrednost in potem po potrebi dodatno izvajati regulacijo. Potrebna količina žice je odvisna od debeline materiala, globine varjenja, uporabljanega premera varilne žice in tudi od velikosti premostitvenega razmaka med obdelovanci, ki jih varite.
SLO
6.1.3 Nastavitev količine pretoka plina
Količino pretoka plina lahko nastavljate brezstopenjsko na tlačnem reducirnem ventilu (Slika 4/19). Količina je navedena na manometru (Slika 4/20) v litrih na minuto (l/min). Priporočana količina pretoka plina v prostorih, kjer ni prepiha, je 5 – 15 l/min.
Za nastavitev količine pretoka plina najprej odpustite vpenjalno ročico (Slika 26/K) na enoti za dodajanje žice, da preprečite nepotrebno obrabo žice (glej 5.4.3). Priklop na električno napajanje (glej točko 5.3), stikalo za vklop/izklop varilnega toka (Slika 1/7) postavite na 1. stopnjo in vključite stikalo gorilca (Slika 5/25), da odprete pretok plina. Sedaj nastavite na reducirnem ventilu (Slika 4/19) želeno količino pretoka plina.
Obračanje vrtljivega gumba v levo (Slika 4/24): manjša količina pretoka
Obračanje vrtljivega gumba v desno(Slika 4/24): večja količina pretoka plina
Ponovno pritrdite vzmet pritisnega valjčka (Slika 26/K) enote za dovajanje žice.
6.2 Električni priključek
6.2.1Priključek na električno omrežje
Glej točko 5.3
6.2.2Priključek na maso (Slika 1/10)
Priključek na maso (10) aparata izvršite po možnosti neposredno čim bližje mestu varjenja.
Pazite na kovinsko čisti prehod na kontaktnem mestu.
6.3 Varjenje
Ko ste izvršili vse električne priključke za električno napajanje in tokokrog varilnega toka ter priključek zaščitnega plina, lahko postopate na sledeči način:
Obdelovanci, ki jih boste varili, morajo biti v območju varjenja brez barve, kovinskih oblog, umazanije, rje, maščob in vlage.
Nastavite odgovarjajoče varilni tok, dovajanje varilne žice in količino pretoka plina (glej 6.1.1 – 6.1.3).
Držite varilno masko (Slika 3/17) pred obrazom in postavite plinsko šobo na mesto varjenja na obdelovanec.
Sedaj pritisnite stikalo gorilca (Slika 5/25).
21
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 22
SLO
Ko obločnica gori, dovaja aparat žico na mesto varjenja. Če je varilna leča dovolj velika, vodite gorilec počasi vzdolž po robu. Po potrebi rahlo nihajte z gorilcem, da nekoliko povečate varilno mesto.
S poskusnim varjenjem ugotovite idealno nastavitev varilnega toka, hitrost dovajanja žice in količino pretoka plina. V idealnem primeru slišite med varjenjem enakomerni šum. Globina varjenja naj je čim večja, vendar pa ne sme varilna kopel prodreti skozi obdelovanec.
7.3 Naročanje rezervnih delov:
Pri naročilu rezervnih delov navedite naslednje podatke:
Tip stroja
Številka artikla/stroja
Identifikacijska številka stroja
Številka rezervnega dela, ki ga naročate Aktualne cene in informacije najdete na spletni strani www.isc-gmbh.info
6.4 Zaščitna oprema
6.4.1 Temperaturni kontrolnik
Varilni aparat je opremljen z zaščito pred pregrevanjem, katera ščiti transformator varilnega aparata pred pregrevanjem. V kolikor bi se sprožila zaščita pred pregrevanjem, se prižge kontrolna lučka
(3) na varilnem aparatu. Pustite, da se varilni aparat nekaj časa ohlaja.
8. Odstranjevanje in reciklaža
Naprava je ovita v ovojnino, da bi preprečili poškodovanje zaradi transporta. Ta ovojnina je surovina in jo kot tako lahko ponovno uporabimo ali pa jo predamo v reciklažo.
Naprava in njegov pribor so sestavljeni iz različnih materialov, kot n.pr. kovina in umetna masa. Defektne konstrukcijske dele predajte na deponijo za posebne odpadke. Povprašajte v strokovni trgovini ali pri občinski upravi!
7.Čiščenje, vzdrževanje in naročanje rezervnih delov
Pred vsemi čistilnimi deli izklopite električni vtikač iz električne priključne vtičnice.
7.1 Čiščenje
Zaščitne naprave, zračne reže in ohišje motorja vzdržujte v karseda čistem stanju. Napravo zdrgnite s čisto krpo ali pa jo izpihajte s komprimiranim zrakom (pod nizkim pritiskom).
Priporočamo, da napravo očistite takoj po vsaki uporabi.
V rednih intervalih napravo očistite tudi z mokro krpo in mazavim milom. Ne uporabljajte nobenih čistilnih sredstev ali razredčil; ta sredstva lahko začnejo nažirati dele iz umetne mase. Pazite na to, da voda ne more prodreti v notranjost naprave.
7.2 Vzdrževanje
V notranjosti naprave se ne nahajajo nobeni deli, kateri bi terjali vzdrževanje.
22
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 23
SLO
9. Iskanje vzrokov zaradi motenj
Fault |
Cause |
Remedy |
|
|
|
Dodajalni valj se ne obrača |
Ni omrežne napetosti |
Preverite priključek |
|
Regulator dodajanja žice na 0 |
Preverite nastavitev |
|
|
|
Dodajalni valj se obrača, vendar ni |
Slab pritisk valjčka (glej 5.4.3) |
Preverite nastavitev |
dovoda žice |
Valjčna zavora je nastavljena |
Preverite nastavitev |
|
||
|
prečvrsto (glej 5.4.3) |
|
|
Umazani / poškodovani dodajalni |
Očistite oz. zamenjajte |
|
valjček (glej 5.4.3) |
|
|
Poškodovani cevni paket |
Preverite plašč vodila žice |
|
Kontaktna cev - napačna velikost / |
Očistite / zamenjajte |
|
umazana / obrabljena (glej 5.4.3) |
|
|
Varilna žica se privari na plinsko |
Sprostite |
|
šobo / kontaktno cev |
|
|
|
|
Aparat po daljšem času več ne |
Aparat se je zaradi predolge |
Pustite, da se aparat ohlaja najmanj |
deluje, kontrolna lučka |
uporabe oz. neupoštevanja časa |
20-30 minut |
temperaturnega kontrolnika (3) gori |
resetiranja pregrel |
|
Zelo slab varilni šiv |
Nepravilna nastavitev toka / |
Preverite nastavitev |
|
dovajanja žice (glej 6.1.1/6.1.2) |
|
|
Ni plina / premalo plina (glej 6.1.3) |
Preverite nastavitev oz. tlak |
|
|
polnjenja v plinski jeklenki |
|
|
|
23
 Loading...
Loading...