


Изменения к лучшему
MITSUBISHI
ELECTRIC
Установка ЧПУ
 серия60/60S
серия60/60S
MELDASMAGIC 64
Руководствопопрограммированию(фрезернаяверсия)
MELDAS, MELDASMAGIC являются зарегистрированными торговыми знаками компании Mitsubishi Electric Corporation. Другие компании и названия выпускаемой ими продукции, встречающиеся в настоящем руководстве, являются торговыми марками или зарегистрированными торговыми марками соответствующих компаний.

Введение
Настоящая инструкция является руководством по программированию устройств серии MELDAS 60/60S, MELDASMAGIC64. В настоящем руководстве приведено описание правил программирования, поэтому настоящим руководством следует тщательно ознакомиться перед началом программирования. Также следует тщательно ознакомиться с «Указаниями по безопасности», расположенными на следующей странице, что позволить обеспечить безопасное применение устройства с ЧПУ.
*Серия "MELDAS60 " включает модели M64A/M64/M65/M66/M65V. *Серия "MELDAS60S " включает модели M64AS/M64S/M65S/M66S.
Детальное описание, приведенное внастоящем руководстве.
Внимание
Для устройств, описанных в разделах "Ограничения" или "Пригодное для использования положение" настоящего руководства, инструкции по эксплуатации, изданные производителями машин, имеют приоритет над настоящим руководством.
Были приложены все усилия для описания в настоящем руководстве по эксплуатации как можно большего количества способов управления. Позиции, не описанные в настоящем руководстве, должны рассматриваться как "невозможные".
Настоящее руководство составлено для версии, при которой в систему включены все опциональные функции. Смотри соответствующие спецификации производителя машинного оборудования перед началом использования.
Смотри инструкцию по эксплуатации от производителя соответствующего оборудования для получения детальной информации по каждой станочной системеl.
Некоторые меню и функции отличаются в зависимости от используемой системы ЧПУ (либо ее версии), а применение некоторых функций является невозможным. Перед использованием следует проверить все технические параметры системы.
Общие указания по безопасности
(1) Смотри следующую документацию для получения деталей по управлению Инструкция по эксплуатации серии MELDAS 60/60S……. BNP-B2180

Указания по безопасности
Для обеспечения правильного использования следует всегда тщательно знакомиться с техническими параметрами, выпускаемыми производителем машинного оборудования, настоящее руководство, сопутствующие инструкции и прилагаемые документы перед установкой, эксплуатацией, программированием, техническим обслуживанием или
|
техническими проверками. |
|
|
|
||
|
Следует понять принцип |
действия числового контроллера, указания |
по |
безопасности и |
||
|
предупреждения перед началом использования системы. |
|
|
|||
|
Настоящее руководство |
подразделяет указания по безопасности |
на |
"Опасность", |
||
|
"Предупреждение" и "Внимание". |
|
|
|||
|
|
|
При неправильном управлении возможно серьезное травмирование |
|||
|
|
ОПАСНОСТЬ |
||||
|
|
|||||
|
|
пользователя либо неминуемый летальный исход. |
|
|
||
|
|
|
|
|||
При неправильном управлении возможно серьезное травмирование ПРЕДУПРЕЖДЕНИЕ пользователя либо летальный исход.
|
|
|
ВНИМАНИЕ |
При неправильном управлении возможно травмирование пользователя |
||||||
|
|
|
либо физическое повреждение. |
|
|
|||||
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Следует учитывать, что позиции, обозначенные как " |
Внимание", могут иметь более серьезный |
|||||||
|
|
эффект в зависимости от ситуации. В любом случае в них приводится важная информация, |
||||||||
|
|
которая всегда должна выполняться. |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ОПАСНОСТЬ |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
||||
|
|
Не применяется в настоящем руководстве. |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПРЕДУПРЕЖДЕНИЕ |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
||||
|
|
Не применяется в настоящем руководстве |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВНИМАНИЕ |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
||||
|
|
1. Позиции, относящиесяк продуктуируководству |
|
|
||||||
|
|
|
|
|
Для устройств, описанных в разделах "Ограничения" или "Пригодное для использования |
|
||||
|
|
|
|
|
положение" настоящего руководства, инструкции по эксплуатации, изданные производителями |
|
||||
|
|
|
|
|
машин, имеют приоритет над настоящим руководством. |
|
|
|||
|
|
|
|
|
Были приложены все усилия для описания в настоящем руководстве по эксплуатации как можно |
|
||||
|
|
|
|
|
|
|||||
|
|
|
|
|
большего количества способов управления. |
|
|
|||
|
|
|
|
|
Позиции, не описанные в настоящем руководстве, должны рассматриваться как "невозможные". |
|
||||
|
|
|
|
|
Настоящее руководство составлено для версии, при которой в систему включены все |
|
||||
|
|
|
|
|
опциональные функции. Смотри соответствующие спецификации производителя машинного |
|
||||
|
|
|
|
|
оборудования перед началом использования. |
|
|
|||
|
|
|
|
|
Смотри инструкцию по эксплуатации от производителя соответствующего оборудования для |
|
||||
|
|
|
|
|
получения детальной информации по каждой станочной системеl. |
|
||||
|
|
|
|
|
Некоторые меню и функции отличаются в зависимости от используемой системы ЧПУ |
|
||||
|
|
|
|
|
(либо ее версии), а применение некоторых функций является невозможным. Перед |
|
||||
|
|
|
|
|
использованием следует проверить все технические параметры системы. |
|
||||
|
|
|
|
|
|
|
|
|
|
|
ВНИМАНИЕ
2. Позиции, относящиеся к эксплуатации
Перед началом непосредственной обработки следует всегда выполнять пуск в холостом режиме для проверки программы обработки, уровня смещения резца и уровень смещения заготовки и т.д., Еслиуровеньсмещениясистемыкоординатзаготовкиизменилсявовремяостановкиединичного блока, новаянастройкавступитвсилусоследующегоблока.
Включить и выключить зеркальное отображение в центре управления обработки в зеркальном отображении
Если уровеньсмещения резца изменился в автоматическом режиме работы(включая остановку единичного блока), данный уровень вступит в силу со следующего блока или последующих блоков.
3. Позиции, относящиеся к программированию
 Команды"беззначенияпослеG" рассматриваютсяприработекак "GOO" .
Команды"беззначенияпослеG" рассматриваютсяприработекак "GOO" .
";" "EOB" и "%" "EOR" являются пояснительными символами. Фактическими кодами для ISO являются «Продольная подача» "%", а «Конецблока» и «Конец записи» для EIA.
При составлениипрограммы обработки следует выбрать подходящие условия обработки и убедиться в том, что не превышены данные производительности, мощности и предельныепараметры станка и блокаNC. Примерыне учитывают условия обработки.
СОДЕРЖАНИЕ
|
|
|
страница |
1. Оси управления .............................................................................................................. |
1 |
||
1.1 Группа координат и ось управления......................................................................... |
1 |
||
1.2 Системы координат и символы нулевой точки координат....................................... |
2 |
||
2. Единицы команд ввода ................................................................................................ |
3 |
||
2.1 |
Единицы команд ввода............................................................................................. |
3 |
|
2.2 |
Единицы входных настроек...................................................................................... |
3 |
|
3. Форматы данных............................................................................................................. |
4 |
||
3.1 |
Коды ленты............................................................................................................... |
4 |
|
3.2 |
Программные форматы............................................................................................ |
7 |
|
3.3 |
Функция проверки адреса программы...................................................................... |
9 |
|
3.4 |
Формат ЗУ на магнитных лентах............................................................................. |
10 |
|
3.5 |
Опциональный пропуск блока.................................................................................. |
10 |
|
3.6 |
Номера программы/ряда/блока; O, N, B ................................................................... |
11 |
|
3.7 |
Четность H/V ............................................................................................................. |
12 |
|
3.8 |
Списки G кодов......................................................................................................... |
13 |
|
3.9 |
Меры предосторожности перед началом обработки............................................... |
16 |
|
4. Буферный регистр.......................................................................................................... |
17 |
||
4.1 |
Входной буфер......................................................................................................... |
17 |
|
4.2 |
Буфер предварительного чтения............................................................................. |
18 |
|
5. Позиционные команды.................................................................................................. |
19 |
||
5.1 |
Способы позиционных команд; G90, G91 .............................................................. |
19 |
|
5.2 |
Преобразование дюйм/метр; G20, G21 ................................................................ |
21 |
|
5.3 |
Ввод десятичной запятой......................................................................................... |
25 |
|
6. Функции интерполяции.................................................................................................. |
29 |
||
6.1 |
Позиционирование (быстрый ход); GOO .................................................................. |
29 |
|
6.2 |
Линейная интерполяция; G01 ................................................................................... |
35 |
|
6.3 |
Выбор плоскости; G17, G18, G19 ........................................................................... |
37 |
|
6.4 |
Круговая интерполяция; G02, G03 .......................................................................... |
39 |
|
6.5 |
Круговая интерполяция с R характеристикой; G02, G03 ........................................ |
43 |
|
6.6 |
Винтовая интерполяция; G17to G19, G02, G03 ..................................................... |
45 |
|
6.7 |
Нарезание резьбы.................................................................................................... |
49 |
|
6.7.1 |
Нарезание резьбы с постоянной подачей; G33................................................ |
49 |
|
6.7.2 |
Нарезание дюймовой резьбы; G33 ................................................................. |
52 |
|
6.8 |
Однонаправленное позиционирование; G60 ........................................................... |
53 |
|
6.9 |
Круговая интерполяция; G07.1................................................................................. |
55 |
|
6.10 |
Интерполяция полюсных координат; G12.1............................................................. |
63 |
|
6.11 |
Интерполяция экспоненциальной функции; G02.3, G03.3....................................... |
70 |
|
6.12 |
Команда полярной системы координат; G16........................................................... |
76 |
|
7. Функции подачи................................................................................................................ |
82 |
||
7.1 |
Скорость быстрого хода........................................................................................... |
82 |
|
7.2 |
Скорость подачи при резке ...................................................................................... |
82 |
|
7.3 |
Синхронная подача; G94, G95 .............................................................................. |
83 |
|
7.4 |
Назначение скорости подачи и ее влияние на оси управления.............................. |
85 |
|
7.5 |
Контроль точной остановки; G09 ............................................................................ |
88 |
|
7.6 |
Режим контроля точной остановки; G61 ................................................................ |
90 |
|
7.7 |
Контроль замедления............................................................................................... |
90 |
|
7.7.1 |
G1 -> G0 контроль замедления ........................................................................ |
92 |
|
7.7.2 |
G1 ->G1 контроль замедления........................................................................ |
93 |
|
7.8 |
Автоматическая коррекция углов; G62 ................................................................... |
94 |
|
7.9 |
Режим нарезания резьбы метчиком; G63 ............................................................... |
99 |
|
7.10 |
Режим резания; G64 ................................................................................................ |
99 |
|
8. Выдержка времени ....................................................................................................... |
100 |
|
8.1 |
Посекундная выдержка; G04 ................................................................................... |
100 |
9. Прочие функции............................................................................................................. |
102 |
|
9.1 |
Прочие функции (M8-значные BCD)......................................................................... |
102 |
9.2 |
Вторичные прочие функции (В8-значные, А8-значыне или C8-значные) ............. |
104 |
10. Шпиндельные функции................................................................................................. |
105 |
|
10.1 |
Шпиндельные функции (S2-значные BCD) ............................................................ |
105 |
10.2 |
Шпиндельные функции (аналоговые S6-значные).................................................. |
105 |
10.3 |
Шпиндельные функции (S8-значные)...................................................................... |
105 |
10.4 |
Постоянный контроль скорости поверхности; G96, G97 ...................................... |
106 |
10.4.1 Постоянный контроль скорости поверхности.................................................. |
106 |
|
10.4.2 Настройка скорости зажима шпинделя; G92 ................................................. |
107 |
|
10.5 |
Управление шпинделем/C осью .............................................................................. |
108 |
10.6 |
Контроль синхронизации шпинделя I; G114.1 ......................................................... |
111 |
10.7 |
Контроль синхронизации шпинделя II ..................................................................... |
116 |
10.8 |
Управление несколькими шпинделями................................................................... |
123 |
10.8.1Управление несколькими шпинделями I (команда для нескольких шпинделей)
………………………………………………………………………………………….124
10.8.2 Управление несколькими шпинделями I (команда выбора шпинделя)........... |
125 |
10.8.3 Управление несколькими шпинделями II......................................................... |
128 |
11. Функции резца ................................................................................................................ |
131 |
11.1 Функции резца (T8-значные BCD) ........................................................................... |
131 |
12. Функции смещения резца.............................................................................................. |
132 |
12.1 Смещение резца....................................................................................................... |
132 |
12.2 Смещение/стирание по длине резца; G43, G44/G49 ............................................ |
137 |
12.3 Коррекция на радиус вершины резца...................................................................... |
140 |
12.3.1 Операция коррекции на радиус вершины резца............................................. |
141 |
12.3.2 Прочие операции во время коррекции на радиус вершины резца................. |
151 |
12.3.3 G41/G42 команды и назначение I, J, K ............................................................ |
159 |
12.3.4 Прерывания во время коррекции на радиус вершины резца ......................... |
165 |
12.3.5 Общие меры предосторожности при коррекции на радиус вершины резца .. |
167 |
||
12.3.6 Изменение № смещения во время режима коррекции ................................... |
168 |
||
12.3.7 Начало коррекции на радиус вершины резца и резка по Z оси в действии ... |
170 |
||
12.3.8 |
Контроль столкновений..................................................................................... |
172 |
|
12.4 |
Запрограммированный ввод смещения резца; G10 ............................................... |
179 |
|
12.5 |
Смещение позиции резца; G45 до G48 ................................................................. |
184 |
|
12.6 |
Ввод данных о сроке эксплуатации резца .............................................................. |
191 |
|
13. Вспомогательные программные функции................................................................. |
194 |
||
13.1 |
Фиксированные циклы.............................................................................................. |
194 |
|
13.1.1 Стандартные фиксированные циклы; G80 до G89, G73, G74, G76 ............... |
194 |
||
13.1.2 Исходная точка и возврат к уровню точки R; G98, G99 .................................. |
216 |
||
13.1.3 Настройка координат заготовки в фиксированном цикле ............................... |
217 |
||
13.2 |
Специальный фиксированный цикл; G34, G35, G36, G37.1 .................................. |
218 |
|
13.3 |
Подпрограммное управление; M98, M99, M198....................................................... |
222 |
|
13.3.1 Вызов подпрограммы при помощи команд M98 и M99..................................... |
222 |
||
13.3.2 Вызов подпрограммы при помощи команд M198.............................................. |
228 |
||
13.4 |
Переменные команды .............................................................................................. |
229 |
|
13.5 |
Макропараметры пользователя .............................................................................. |
232 |
|
13.5.1 |
Макрокоманды пользователя............................................................................ |
232 |
|
13.5.2 |
Команда макровызова....................................................................................... |
233 |
|
13.5.3 |
Переменные...................................................................................................... |
240 |
|
13.5.4 |
Типы переменных.............................................................................................. |
242 |
|
13.5.5 |
Арифметические команды ............................................................................... |
279 |
|
13.5.6 |
Команды управления ........................................................................................ |
284 |
|
13.5.7 |
Команды наружного вывода.............................................................................. |
287 |
|
13.5.8 |
Меры предосторожности .................................................................................. |
289 |
|
13.5.9 Фактические примеры использования макрокоманд пользователя .............. |
291 |
||
13.6 |
Зеркальное изображение G команды; G50.1, G51.1 ............................................. |
295 |
|
13.7 |
Скашивание углов/закругление углов....................................................................... |
298 |
|
13.7.1 |
Скашивание углов ",C_" .................................................................................... |
298 |
|
13.7.2 |
Закругление углов ",R_" .................................................................................... |
300 |
|
13.8 |
Круговая резка; G12, G13 ........................................................................................ |
301 |
|
13.9 |
Ввод программных параметров; G10, G11 ............................................................ |
303 |
|
13.10 |
Макропрерывание................................................................................................... |
304 |
|
13.11 |
Возврат к позиции изменения резца...................................................................... |
313 |
|
13.12 |
Стандартное линейное управление; G40.1/G41.1/G42.1........................................ |
316 |
|
13.13 |
Высокоточное управление...................................................................................... |
327 |
|
13.14 |
Высокоскоростное высокоточное управление....................................................... |
339 |
|
13.15 |
Точное нарезание шлицов...................................................................................... |
343 |
|
13.16 |
Масштабирование; G50/G51.................................................................................... |
350 |
|
14. Функции настройки системы координат.................................................................... |
353 |
||
14.1 |
Группы координат и оси управления........................................................................ |
353 |
|
14.2 |
Базовый станок, заготовка и местные системы координат...................................... |
354 |
|
14.3 |
Нулевая точка и 2-я, 3-я, 4-я исходная точка (нулевая точка) станка.................... |
355 |
|
14.4 |
Базовая система координат станка ....................................................................... |
356 |
|
14.5 |
Настройка системы координат (G92) ...................................................................... |
357 |
|
14.6 |
Автоматическая настройка системы координат..................................................... |
358 |
|
14.7 |
Возврат к исходной точке (нулевой точке); G28, G29 ............................................ |
359 |
|
14.8 |
Возврат ко 2ой, 3ей, и 4ой исходной точке (нулевой точке); G30 .......................... |
363 |
|
14.9 |
Простой возврат к нулевой точке............................................................................. |
366 |
|
14.10 |
Контроль исходной точки; G27 ............................................................................... |
371 |
|
14.11 Настройка и смещение системы координат заготовки; G54to G59 ..................... |
372 |
||
14.12 Настройка местной системы координат; G52 ........................................................ |
383 |
||
14.13 Предварительная установка системы координат заготовки; G92.1 ..................... |
387 |
||
15. Вспомогательные измерительные функции............................................................... |
392 |
||
15.1 |
Автоматический замер длины резца; G37 ............................................................ |
392 |
|
15.2 |
Функция пропуска; G31 ........................................................................................... |
396 |
|
15.3 |
Многоуровневая функция пропуска; G31.n, G04 ..................................................... |
401 |
|
15.4 |
Многоуровневая функция пропуска 2 ...................................................................... |
403 |
|
15.5 |
Пропуск изменения скорости................................................................................... |
406 |
|
15.6 |
Программируемое ограничение тока...................................................................... |
409 |
|
16. Режим обработки .......................................................................................................... |
410 |
||
16.1 |
Высокоскоростной режим обработки ..................................................................... |
410 |
|
Приложение 1. |
Таблица соответствия номеров ввода программных параметров 413 |
||
Приложение 2. |
Программные ошибки............................................................................. |
416 |
|
Приложение 3. |
Порядок очередности команд G функции........................................... |
433 |
|
IV

1. Оси управления
1.1 Группа координат и ось управления
1. Оси управления
1.1 Группа координат и ось управления
Функцияиназначение
В стандартных параметрах существует 3 оси управления, но, в случае добавления дополнительной оси, может осуществляться управление 4 осями.
Назначение направления обработки соответствует этим осям и использует систему координат, состоящую из алфавитных символов, определенных заранее.
X-Y стол
Программные координаты
заготовка
X-Y стол
|
|
основание |
|
|
|
Направление |
|||
Направление |
|
|
||
движения стола |
|
|
|
движения стола |
X-Y и револьверный стол
заготовка
Направление |
|
|
|
|
|
движения стола |
|
|
|
|
|
|
|
|
Программные координаты |
||
|
Направление |
||||
|
|||||
|
|
вращения стола |
|
|
1
1.Оси управления
1.2Системы координат и символы нулевой точки координат
1.2Системы координат и символы нулевой точки координат
Функцияиназначение
Исходная точка
Нулевая точка координат станка
Нулевые точки координат заготовки (G54 - G59)
|
|
Нулеваяточка |
Базовая система координат станка |
|
станка |
|
1-яисходная точка
Система координат |
|
Система координат |
|
Система координат |
заготовки 3 |
|
заготовки 2 |
|
заготовки 1 |
|
|
|
|
|
Местная
система
координа
т (G52)
|
|
|
|
Система |
|
|
|
|
координат |
Система координат |
|
Система координат |
|
заготовки |
заготовки 6 |
|
заготовки 5 |
|
|
4 v(G57) |
2
2. Единицы команд ввода
2.1 Единицы командввода
2. Единицыкомандввода
2.1 Единицы командввода
Функцияиназначение
Данные единицы используются для обозначения движения в рамках программы в соответствии с командами MDI входной и управляющей перфоленты. Они выражаются в миллиметрах, дюймах или градусах (°).
2.2 Единицы входных настроек
Функцияиназначение
Это единицы данных настройки, которые используются, вместе с корректировочными значениями, для всехосей.
Единицы входных настроек и единицы команд ввода могут быть выбраны из следующих типов единиц для каждой оси при помощи параметров. (Для получения подробной информации по настройкам смотри инструкцию по эксплуатации.)
|
Параметры единиц ввода |
Линейная ось |
|
Ось вращения |
||
|
|
|
миллиметры |
дюймы |
|
(°) |
|
|
|
|
|
1.0 |
|
Единица |
#1015cunit |
=10000 |
1.0 |
0.1 |
||
командввода |
|
= 1000 |
0.1 |
0.01 |
0.1 |
|
|
|
= 100 |
0.01 |
0.001 |
0.01 |
|
|
|
= 10 |
0.001 |
0.0001 |
0.001 |
|
Единица входной |
#1003iunit |
=A |
0.01 |
0.001 |
0.01 |
|
настройки |
|
= B |
0.001 |
0.0001 |
0.001 |
|
(Примечание 1) Преобразование дюймы/метры может выполняться двумя способами: преобразование из меню параметров (#1041 I_inch: действительно только при включенном электропитании) и преобразование с использованием G команды
(G20 или G21).
Однако если для преобразования используется G команда, преобразование действует только по отношению к единицам команд ввода, но не к единицам входных настроек.
По этой причине значения уровня смещения резца и другие корректировочные значения, а также переменные данные должны быть предварительно заданы и соответствовать единицам дюймов или миллиметров.
(Примечание 2) Системы миллиметров и дюймов не могут использоваться вместе.
(Примечание 3) Во время круговой интерполяции на оси, где единицы команд ввода различаются, команда центра (I, J, K) и команда радиуса (R) могут задаваться при помощи единиц входных настроек. (Во избежание путаницы используйте десятичную запятую.)

3. Форматы данных
3.1 Коды ленты
3. Форматы данных
3.1 Коды ленты
Функцияиназначение
Командные коды ленты, используемые для данного контроллера, являются комбинациями букв алфавита (A, B, C, ...Z), номеров (0, 1, 2, ... 9) и символов (+, -, /, ...). Данные алфавитные буквы, номера и символы рассматриваются как кодовые символы. Каждый кодовый символ представлен комбинацией из 8 отверстий, которые могут присутствовать или неприсутствовать.
Данные комбинации образуют так называемые коды. Данный контроллер использует ISO кодировку (R-840).
(Примечание 1) Если во время работы задан код, не перечисленный в «Таблице кодов ленты», будет выведена ошибка программы (P32).
(Примечание 2) Для удобства на дисплее ЧПУ используется знак ";" для обозначения конца блока (EOB/LF), который отделяет один блок от другого. Запрещается использовать при непосредственном программировании клавишу " ; ", вместо него следует использовать клавиши в соответствии со следующей таблицей.
ВНИМАНИЕ
"; " "EOB" и" %" "EOR" являются пояснительными символами. Фактическими кодами для ISO являются "Продольная подача" "%", а "Конец блока" и "конец записи" для EIA.
Используемый код |
|
ISO |
Экранное меню |
|
используемая клавиша |
|
|||
|
|
|
|
|
Конецблока |
|
LFилиNL |
|
i |
|
|
|
||
|
|
|
|
|
Конецзаписи |
% |
|
% |
|
|
|
|
|
|
(1)Раздел важных данных (функция пропуска метки)
Все данные вплоть до первого EOB (;),после того, как включено электропитание или произведен сброс операционных данных, игнорируются в автоматическом режиме работы в зависимости от режима ленты, загрузки памяти или операции поиска. Иными словами раздел важных данных начинается с кодового символа или числового кода после первого кода EOB (;)после сброса точки, в которой был произведен сброс команды.
3. Форматы данных
3.1 Коды ленты
(3) Управление выхода, управление входа
При использовании ISO кодировки все данные между управлением выхода "(" и управлением входа ")" игнорируются, хотя эти данные появляются в меню настроек и экране дисплея. Следовательно название управляющей ленты, номер и другие данные, не связанные напрямую с управлением, могут выть вставлены в данный раздел.
Данная информация (за исключением (B) в "Таблице кодов ленты") будет также загружена, однако в режиме загрузки ленты. После включения электропитания система переходит в режим "управления входа".
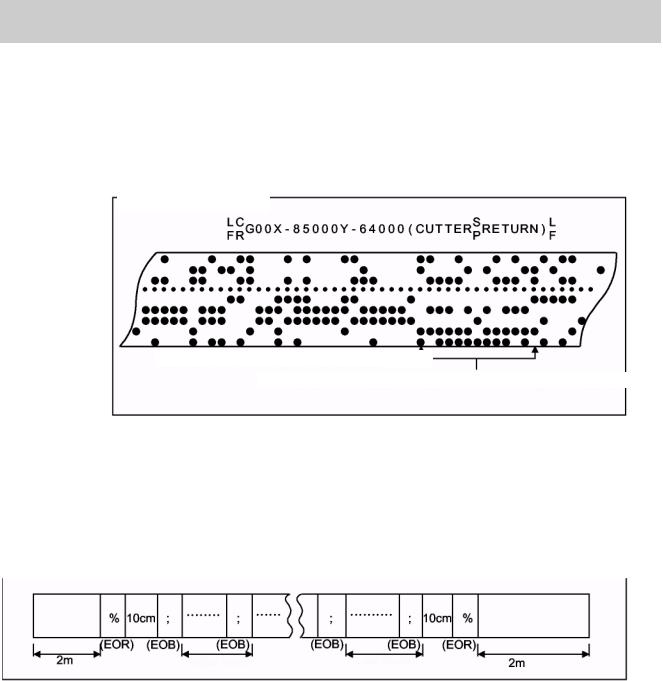
Пример кодировки ISO
Пример распечаткиинформацииоператора
Информация в данном разделе игнорируется и не выполняется.
(3)EOR(%)код
Как правило код Конца записи проставляется с обоих концов ленты. Он выполняет следующие функции:
(a)Остановка перемотки при перемотке ленты (с устройством для перемотки)
(b)Начало перемотки при поиске ленты (с устройством для перемотки)
(c)Завершение загрузки при загрузке ленты в память
(4)Подготовка ленты к работе (с устройством для перемотки ленты)
Исходный блок |
|
последний блок |
|
|
|
Если устройстводля перемотки ленты неиспользуется, нетнеобходимости в 2- метровомпсевдоблокес обоихконцов ленты идля головногоEOR (%) кода.

3. Форматы данных
3.1 Коды ленты
ISO код (R-840)
ведущая перфорация
№ канала
LF(пропуск строки) или NL
((контрольвыхода) )
(контроль входа)
SP(пробел)
CR(возврат каретки)
"B'Sfудаление ............
HT(горизонтальная табуляция
(апостроф)
при ISO кодировке, IF или NL равно EOB а % равно EOR. при ISO кодировке CR не имеет смысла и EOB нет.
Коды (A) хранятся на ленте, но во время работы выдается ошибка (исключение, если они используются в разделе комментария).Коды (B) являются не рабочими кодами и всегда
игнорируются. (Контроль V четности не производится.)
Таблица кодов ленты
6
3. Форматы данных
3.2 Программные форматы
3.2 Программные форматы
Функцияиназначение
Заданная расстановка, используемая при присвоении данных управления контроллеру, называется программным форматом, а формат, используемый с данным контроллером, называется «адресный формат кодовой группы».
Подробное описание
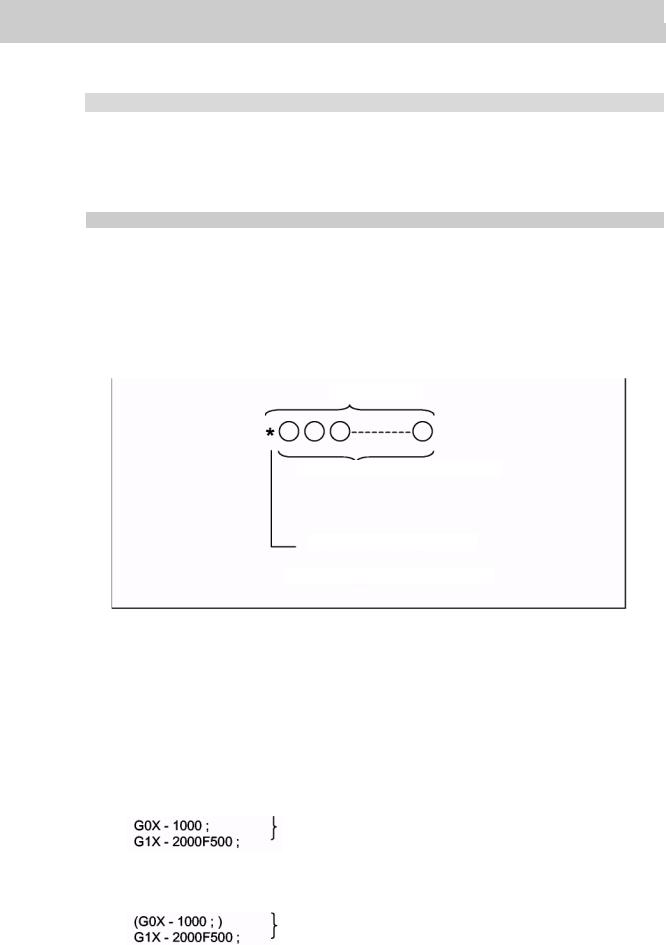
(1) Кодовая группа и адрес
Кодовая группа является наборов кодовых символов, расположенных в определенной последовательности. Данный объект используется в качестве элемента обработки информации и служит для выполнения станком определенной операции. Каждая кодовая группа, используемая в данном контроллере, состоит из буквы алфавита и нескольких цифр (иногда со знаком "+" или"-" в начале цифровой группы).
кодоваягруппа
цифры (данныекодовой группы)
Алфавитная буква (адрес)
Конфигурациякодовойгруппы
Алфавитная буква в начале кодовой группы является адресом. Он определяет значение следующих за ним цифровых данных (данные кодовой группы).
Для получения более подробной информации по типам кодовых групп и набору значимых цифр кодовой группы, используемых в данном контроллере, смотри раздел «Детальное описание форматов».
2)Блоки
Блок является набором кодовых групп. Он включает данные, необходимые для выполнения станком определенных операций. Один блочный элемент образует одну целуюкоманду. Конецкаждого блокаобозначен EOB (End of Block) кодом.
(пример 1:)
2 блока
(пример 2:)
Пока точка с запятой в скобках не перейдет в EOB, это 1 блок.
(3)Программы
Программа является набором нескольких блоков.
7

3. Форматы данных
3.2 Программные форматы
|
|
|
|
|
|
M система |
|
|||
|
|
|
|
|
Метрическая команда |
Дюймовая команда |
|
Ось вращения |
Ось вращения |
|
|
|
|
|
|
|
(метрическая команда) |
(дюймовая команда) |
|||
|
|
|
|
|
|
|
|
|||
|
Номер программы |
08 |
«- |
|
<— |
<— |
||||
|
Номер последовательности |
N5 |
«- |
|
<— |
<— |
||||
|
Подготовительная функция |
G3/G21 |
«- |
|
<— |
<— |
||||
|
Ось |
|
0.01 (°) мм/ |
|
|
|
|
|
|
|
|
движения |
|
0.001 дюйм |
— |
— |
|
— |
— |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0.001 (°) мм/ |
X+53 Y+53 Z+53 a+53 |
X+44 Y+44 Z+44 a+44 |
|
X+53 Y+53 Z+53 a+53 |
X+53 Y+53 Z+53 a+53 |
||
|
|
|
0.0001 дюйм |
|
||||||
|
|
|
|
|
|
|
|
|
||
|
|
|
0.0001 (°) мм/ |
X+44 Y+44 Z+44 a+44 |
X+35 Y+35 Z+35 a+35 |
|
X+44 Y+44 Z+44 a+44 |
X+44 Y+44 Z+44 a+44 |
||
|
|
|
0.00001 дюйм |
|
||||||
|
Дуга и |
0.01 (°) мм/ |
— |
— |
|
— |
— |
|||
|
радиус |
0.001 дюйм |
|
|||||||
|
резца |
0.001 (°) мм/ |
I+53 J+53 K+53 R+53 |
I+44 J+44 K+44 R+44 |
|
I+53 J+53 K+53 R+53 |
I+44 J+44 K+44 R+44 |
|||
|
|
|
0.0001 дюйм |
|
|
|
|
|
(примечание 5) |
|
|
|
|
0.0001 (°) мм/ |
|
I+44 J+44 K+44 R+44 |
I+35 J+35 K+35 R+35 |
|
I+44 J+44 K+44 R+44 |
I+35 J+35 K+35 R+35 |
|
|
|
|
0.00001 дюйм |
|
|
(примечание 5) |
||||
|
Выдержка |
0.01 (°) мм/ |
— |
— |
|
— |
— |
|||
|
времени |
0.001 дюйм |
|
|||||||
|
|
|
0.001 (°) мм/ |
X+53 P+8 |
«- |
|
<— |
<— |
||
|
|
|
0.0001 дюйм |
|
||||||
|
|
|
|
|
|
|
|
|
||
|
|
|
0.0001 (°) мм/ |
X+53 P+8 |
«- |
|
<— |
<— |
||
|
|
|
0.00001 дюйм |
|
||||||
|
Функция |
0.01 (°) мм/ |
— |
— |
|
— |
— |
|||
|
подачи |
0.001 дюйм |
|
|||||||
|
|
|
0.001 (°) мм/ |
F63(подача в минуту) |
F44(подача в минуту) |
|
F63(подача в минуту) |
F44(подача в минуту) |
||
|
|
|
F43(подача на оборот) |
F34(подача на оборот) |
|
F43(подача на оборот) |
F34(подача на оборот) |
|||
|
|
|
0.0001 дюйм |
|
||||||
|
|
|
|
|
|
|
|
(примечание 6) |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0.0001 (°) мм/ |
F54(подача в минуту) |
F35(подача в минуту) |
|
F54(подача в минуту) |
|
F35(подача в минуту) |
|
|
|
|
|
|
F25(подача на оборот) |
|||||
|
|
|
0.00001 дюйм |
F34(подача на оборот) |
F25(подача на оборот) |
|
F34(подача на оборот) |
|
||
|
|
|
|
|
|
|
|
|
|
(примечание 6) |
|
Смещение |
резца |
H3D3 |
<- |
|
<— |
<— |
|||
|
Прочие функции (M) |
M8 |
<- |
|
<— |
|
<— |
|||
|
Функции шпинделя (S) |
S8 |
«- |
|
<— |
<— |
||||
|
Функции резца (T) |
T8 |
«- |
|
<— |
<— |
||||
|
2-й тип прочих функция |
A8/B8/C8 |
«- |
|
<— |
<— |
||||
|
Подпрограмма |
P8 H5 L4 |
«- |
|
<— |
<— |
||||
(Примечание 1) "a" означает A, B, C, U, V, или W.
(Примечание 2) Проверка количества цифр в кодовой группе производится с максимальным количеством цифр для данного адреса.
(Примечание 3) Числа могут не содержать начальных нулей.
(Примечание 4) Подробное описание программных значений: Пример 1 : 08 :8-цифровой программный номер
Пример 2 : G21 :Размер G имеет 2 цифры слева от десятичной точки и 1 цифру справа. Пример 3 : X+53 :Размер X использует знак + или – и имеет 5 цифр слева от десятичной
точки и 3 цифры справа.
Например, ситуация, вкоторойосьХрасположена(G00) впозиции45.123 ммврежиме абсолютногозначения (G90)представляется следующим образом:
3 цифры ниже десятичной точки 5 цифры выше десятичной точки, то есть +00045, но начальные нули и знак
(+) опущены.
GO такжевозможно
(Примечание 5) Если поступила команда дуговой линии с использованием оси вращения и линейной оси, если при этом применялись команды в дюймовом выражении, градусы будут преобразованы в 0.1 дюймов для интерполяции.
(Примечание 6) При использовании команд в дюймовом выражении скорость оси вращения будет иметь увеличение на 10 градусов.
Пример: ДлякомандыF1. (поминутнаяподача) этобудетсоставлять10 градусов/минутнаякоманда.
(Примечание 7) Десятичные разряды ниже десятичной точки игнорируются, если команда, например, к S команда, с неверной десятичной точкой задана с десятичной точкой.
8

3. Форматы данных
3.3Функция проверки адреса программы
3.3Функция проверки адреса программы
Функцияиназначение
Проверка программы может выполняться в единицах кодовой группы во время выполнения программы обработки.
Подробное описание
(1)Проверка адреса
Данная функция позволяет выполнить простую проверку адресов программ в единицах кодовой группы. Если набор алфавитных символов является непрерывным, выводится программная ошибка (P32). Доступность данной функции выбирается параметром
"#1227 aux11/bit4".
Учтите, что ошибка не выводится для следующих элементов:
•Зарезервированные кодовыегруппы
•Комментарии
(2)Проверка пределов кодовой группы
Если для данных кодовой группы используется рабочее выражение, следует проверить, заключена ли кодовая группа в скобки "[ ]" или нет.
Если не заключена, выводится программная ошибка (P33).
Доступность данной функции выбирается параметром "#1274 ext10/bit7".
Примерпрограммы
(1)Пример программы проверки адреса
(Пример 1) Если за алфавитным символом не следует цифровых значений. G28 X ; → Выдается ошибка. Изменить на "G28 XO;", и т.д.
(Пример 2) Если неверен набор кодовых символов.
TEST ; → Выдается ошибка. Изменить на "(TEST);", и т.д.
(2)Пример программы проверки пределов кодовой группы
X-100.-#24 |
→ Выдается ошибка. Изменить следующим образом. |
Z+#500*TAN[#1 ] |
X-[100.+#24] |
Y-SIN[60] |
Z+[#500*TAN[#1]] |
|
Y-SIN[60.] |
Максимально допустимое количество пар скобок в рамках одной кодовой группы равно пяти. Если задано шесть и более пар скобок, выводится программная ошибка (P280).
9

3. Форматы данных
3.4 Формат ЗУ на лентах
3.4 Формат ЗУ на лентах
Функцияиназначение
(1) Лента хранения данных и значимые разделы
Другие располагаются примерно в диапазоне от существующей позиции ленты до EOB. Следовательно, при нормальных условиях работайте с памятью ленты после сброса.
Значимые коды, перечисленные в «Таблице кодов ленты» в разделе 3.1 "Коды ленты", в указанном выше значимом разделе сохраняются в памяти. Все остальные коды игнорируются и не сохраняются.
Данные между управлением выхода "(" и управлением входа ")" сохраняются в памяти.
3.5 Опциональный пропуск блока
Функцияиназначение
Данная функция выборочно игнорирует определенные блоки в программе обработке, которые начинаются с символа наклонной черты "/".
Подробноеописание
(1) При условии, что функция опционального пропуска блока активирована, блоки, начинающиеся с кода "/", игнорируются. Они выполняются при отключении данной функции.
Проверка четности выполняется вне зависимости от того, что активирована функция опционального пропуска блока или нет. Если, например, все блоки должны быть выполнены для одной заготовки, но определенные блоки должны быть пропущены для другой заготовки, та же самая лента управления может быть использована для обработки для различных деталей, если вставить код "/" в начале соответствующих блоков.
Мерыпредосторожности прииспользовании опционального пропуска блока
(1)Код "/" для опционального пропуска блока вставляется в начале блока. Если вставить данный символ внутри блока, это будет значить макрофункцию пользователя, команду деления.
Пример : N20 G1 X25./Y25.; .............. NG (макрофункция пользователя, команда деления; в результате возникнет программная ошибка.)
/N20G1 X25. Y25. ;....OK
(1) Проверка четности (H и V) производится вне зависимости от состояния функции опционального пропуска блока.
(1)Опциональный пропуск блока производится немедленно до буфера предварительного чтения. По этой причине невозможно пропустить блок, считанный в буфер предварительного чтения.
(4)Данная функция действует даже при поиске номера последовательности.
(5)Все блоки с кодом "/" также вводятся и выводятся во время сохранения ленты и вывода ленты, вне зависимости от состояния функции опционального пропуска блока.
10
3. Форматы данных
3.6Номера программы/ряда/блока; O, N, B
3.6Номера программы/ряда/блока; O, N, B
Функцияиназначение
Данные номера используются для наблюдения за исполнением программы обработки, а также для вызова программ обработки и отдельных этапов программ обработки.
(0)Номера программ классифицируются по соответствию заготовок или по элементам подпрограмм и обозначаются при помощи адреса "O", за которым следует набор из 8 цифр.
(0)Номера рядов закрепляются за соответствующими командными блоками, которые определяют конфигурацию программ обработки, и обозначаются при помощи адреса "N", закоторымследует наборизмаксимум 5 цифр.
(0)Номера блоков автоматически определяются устройством. Для них автоматически задается нулевое значение каждый раз, когда производится чтение номера программы или номера ряда, и их номер увеличивается на один, пока номера программ или номера рядов не будут заданы для блоков, которые впоследствии будут считаны.
По этой причине все блоки программ обработки, приведенные в таблице ниже, могут быть определены на основании комбинации номеров программ, номеров рядов и номеров блоков.
Программа обработки |
|
Дисплей монитора |
№ блока |
|
|
№программы |
№ряда |
|
|
O1 2345678 (DEMO, PROG) ; |
12345678 |
0 |
|
0 |
G92 XO YO ; |
12345678 |
0 |
|
1 |
G90G51 X-150. P0.75; |
12345678 |
0 |
|
2 |
N100GOOX-50. Y-25. ; |
12345678 |
100 |
|
0 |
N110G01 X250. F300; |
12345678 |
110 |
|
0 |
Y-225. ; |
12345678 |
110 |
|
1 |
X-50. ; |
12345678 |
110 |
|
2 |
Y-25.; |
12345678 |
110 |
|
3 |
N120G51 Y-125. P0.5; |
12345678 |
120 |
|
0 |
N130GOOX-100. Y-75. ; |
12345678 |
130 |
|
0 |
N140 G01 X-200. ; |
12345678 |
140 |
|
0 |
Y-175. ; |
12345678 |
140 |
|
1 |
X-100. ; |
12345678 |
140 |
|
2 |
Y-75. ; |
12345678 |
140 |
|
3 |
N150GOOG50XOYO; |
12345678 |
150 |
|
0 |
N160 M02 ; |
12345678 |
160 |
|
0 |
% |
|
|
|
|
11
3. Форматы данных
3.7 Четность H/V
3.7 Четность H/V
Функцияиназначение
Проверка четности позволяет определить, была ли произведена перфорация ленты правильно или нет. Она включает проверку ошибок перфорированных кодов или, выражаясь другими словами, ошибок перфорации. Существует два вида проверки четности: Четность H и Четность V.
(1) Четность H
Четность H проверяет количество отверстий, отвечающих за конфигурацию кодового символа, проверка производится в режиме работы ленты, ввода ленты и поиска номера ряда. Ошибка четности H возникает в следующих случаях.
(a) ISO кодировка
Еслиопределенкодснеправильнымколичествомотверстийвразделезначимыхданных.
Пример ошибки четности H
- Данный символявляется причиной ошибкичетности H
ПривозникновенииошибкичетностиH лентаостанавливаетсясвыводомсоответствующегокодаошибки
(2) Четность V
Проверка четности V выполняется в режиме работы ленты, ввода ленты и поиска номера ряда, если для функции I/O PARA #9n15 (n = единица №.1 to 5) контроля четности V задано значение "1". Данная функция не выполняется во время работы запоминающего устройства.
Ошибка четности V возникает в следующих случаях: если количество кодов начиная с первого значимого кода до кода EOB (;) в разделе значимых данных в вертикальном направлении ленты является некорректным значением, то есть, если количество кодовых символов в одном блоке является некорректным.
При обнаружении ошибки четности V лента останавливается на коде, следующим за
EOB (;).
(Примечание 1) Среди кодов ленты есть коды, которые считаются кодовыми символами для четности и коды, которые таковыми не считаются. Для более подробной информации смотри "Таблицу кодов ленты" в разделе 3.1 "Коды ленты".
(Примечание 2) Любые коды пробелов, которые могут попадаться в разделе начиная с исходного кода EOB до кода адреса или "/" кода учитываются при проверке четности V.
12
3. Форматы данных
3.8 Списки G кодов
3.8 Списки G кодов
Функцияиназначение
G код |
группа |
функция |
|
*00 |
01 |
Позиционирование |
|
*01 |
01 |
Линейная интерполяция |
|
02 |
01 |
Круговая интерполяция CW (по часовой стрелке) |
|
03 |
01 |
Круговая интерполяция CCW (против часовой стрелки) |
|
02.3 |
01 |
Положительное вращениеинтерполяции экспоненциальной функции |
|
03.3 |
01 |
Отрицательное вращениеинтерполяции экспоненциальной функции |
|
05 |
00 |
Выдержкавремени |
|
05.1 |
00 |
Высокоскоростное высокоточное управление I |
|
06 |
00 |
Высокоскоростное высокоточное управление II |
|
07 |
|
|
|
07.1 |
21 |
Цилиндрическая интерполяция |
|
107 |
|||
|
|
||
08 |
|
|
|
09 |
00 |
Проверка точной остановки |
|
10 |
00 |
Ввод программных параметров/ввод коррекции |
|
11 |
00 |
Отмена ввода программных параметров |
|
12 |
00 |
Круговая резка CW (по часовой стрелке) |
|
13 |
00 |
Круговая резка CCW (против часовой стрелки) |
|
12.1 |
21 |
ВКЛ интерполяции полюсных координат |
|
112 |
|||
|
|
||
13.1 |
21 |
Отмена интерполяции полюсных координат |
|
113 |
|||
|
|
||
14 |
|
|
|
15 |
18 |
ВЫКЛкомандыполюсныхкоординат |
|
16 |
18 |
ВКЛкомандыполюсныхкоординат |
|
*17 |
02 |
Выбор плоскости X-Y |
|
*18 |
02 |
Выбор плоскости Z-X |
|
*19 |
02 |
Выбор плоскости Y-Z |
|
*20 |
06 |
Командавдюймовомвыражении |
|
*21 |
06 |
Командавметрическомвыражении |
|
22 |
|
|
|
23 |
|
|
|
24 |
|
|
|
25 |
|
|
|
26 |
|
|
|
27 |
00 |
Проверка исходной точки |
|
28 |
00 |
Возвращение к исходной точке |
|
29 |
00 |
Возвращение в начальную точку |
|
30 |
00 |
Возвращение к 2-йи 4-й исходной точке |
|
30.1 |
00 |
Возврат к изменению позиции резца 1 |
|
30.2 |
00 |
Возврат к изменению позиции резца 2 |
|
30.3 |
00 |
Возврат к изменению позиции резца 3 |
|
30.4 |
00 |
Возврат к изменению позиции резца 4 |
|
30.5 |
00 |
Возврат к изменению позиции резца 5 |
|
30.6 |
00 |
Возврат к изменению позиции резца 6 |
|
31 |
00 |
Пропуск |
13
3. Форматы данных
3.8 Списки G кодов
G код |
группа |
функция |
31.1 |
00 |
Многоступенчатая функция пропуска 1 |
31.2 |
00 |
Многоступенчатая функция пропуска 2 |
31.3 |
00 |
Многоступенчатая функция пропуска 3 |
32 |
|
|
33 |
01 |
Нарезание резьбы |
34 |
00 |
Специальный фиксированный цикл (цикл болтового отверстия) |
35 |
00 |
Специальный фиксированный цикл (линия на углу) |
36 |
00 |
Специальный фиксированный цикл (дуга) |
37 |
00 |
Автоматическое измерение длины резца |
37.1 |
00 |
Специальный фиксированный цикл (сетка) |
38 |
00 |
Определение вектора коррекции на радиус вершины резца |
39 |
00 |
Угловая дуга коррекции на радиус вершины резца |
*40 |
07 |
Отмена коррекции на радиус вершины резца |
41 |
07 |
Коррекция на радиус вершины резца слева |
42 |
07 |
Коррекция на радиус вершины резца справа |
40.1 |
15 |
Отмена нормального линейного управления |
41.1 |
15 |
Нормальное линейное управление слева ВКЛ |
42.1 |
15 |
Нормальное линейное управление справа ВКЛ |
43 |
08 |
Смещение длины резца (+) |
44 |
08 |
Смещение длины резца (-) |
43.1 |
20 |
Управление 1-м шпинделем ВКЛ |
44.1 |
20 |
Управление 2-м шпинделем ВКЛ |
45 |
00 |
Смещение позиции резца (расширение) |
46 |
00 |
Смещение позиции резца (уменьшение) |
47 |
00 |
Смещение позиции резца (удвоено) |
48 |
00 |
Смещение позиции резца (половинчатое) |
47.1 |
20 |
Синхронное управление двумя шпинделями ВКЛ |
*49 |
08 |
Отмена смещения длины резца |
50 |
11 |
Отмена масштабирования |
51 |
11 |
Включение масштабирования |
*50.1 |
19 |
Отмена зеркального отображения G команды |
51.1 |
19 |
ВКЛ зеркального отображения G команды |
52 |
00 |
Настройка местной системы координат |
53 |
00 |
Выбор системы координат станка |
*54 |
12 |
Выбор системы координат заготовки 1 |
55 |
12 |
Выбор системы координат заготовки 2 |
56 |
12 |
Выбор системы координат заготовки 3 |
57 |
12 |
Выбор системы координат заготовки 4 |
58 |
12 |
Выбор системы координат заготовки 5 |
59 |
12 |
Выбор системы координат заготовки 6 |
54.1 |
12 |
48 расширенных наборов систем координат заготовки |
60 |
00 |
Однонаправленное позиционирование |
61 |
13 |
Режим проверки точной остановки |
61.1 |
13 |
Высокоточное управление |
62 |
13 |
Автоматическая коррекция углов |
63 |
13 |
Режим нарезания резьбы метчиком |
63.1 |
13 |
Режим одновременного нарезания резьбы метчиком (нормальное нарезание резьбы) |
63.2 |
13 |
Режим одновременного нарезания резьбы метчиком (нарезание резьбы в обратном |
|
|
направлении) |
*64 |
13 |
Режим резки |
65 |
00 |
Макровызов пользователя |
66 |
14 |
Модовый макровызов пользователя A |
66.1 |
14 |
Модовый макровызов пользователя B |
14
3. Форматы данных
|
|
|
3.8 Списки G кодов |
|
|
|
|
|
|
|
G код |
группа |
функция |
|
|
*67 |
14 |
Отмена модового макровызова пользователя |
|
|
68 |
16 |
ВКЛ режима перехода координат |
|
|
69 |
16 |
ВЫКЛ режима перехода координат |
|
|
70 |
09 |
Фиксированный цикл пользователя |
|
|
71 |
09 |
Фиксированный цикл пользователя |
|
|
72 |
09 |
Фиксированный цикл пользователя |
|
|
73 |
09 |
Фиксированный цикл (шаг) |
|
|
74 |
09 |
Фиксированный цикл (обратный метчик) |
|
|
75 |
09 |
Фиксированный цикл пользователя |
|
|
76 |
09 |
Фиксированный цикл (точное сверление) |
|
|
77 |
09 |
Фиксированный цикл пользователя |
|
|
78 |
09 |
Фиксированный цикл пользователя |
|
|
79 |
09 |
Фиксированный цикл пользователя |
|
|
*80 |
09 |
Отмена фиксированного цикла |
|
|
81 |
09 |
Фиксированный цикл (сверление/точечное сверление) |
|
|
82 |
09 |
Фиксированный цикл (сверление/угловое сверление) |
|
|
83 |
09 |
Фиксированный цикл (глубокое сверление) |
|
|
84 |
09 |
Фиксированный цикл (нарезание метчиком) |
|
|
85 |
09 |
Фиксированный цикл (сверление) |
|
|
86 |
09 |
Фиксированный цикл (сверление) |
|
|
87 |
09 |
Фиксированный цикл (обратное сверление) |
|
|
88 |
09 |
Фиксированный цикл (сверление) |
|
|
89 |
09 |
Фиксированный цикл (сверление) |
|
|
90 |
03 |
Команда абсолютного значения |
|
|
91 |
03 |
Команда инкрементного значения |
|
|
92 |
00 |
Установка системы координат станка |
|
|
93 |
|
|
|
|
94 |
05 |
Асинхронная подача (поминутная подача) |
|
|
95 |
05 |
Синхронная подача (подача на оборот) |
|
|
96 |
17 |
ВКЛ управления постоянной скорости поверхности |
|
|
97 |
17 |
ВЫКЛ управления постоянной скорости поверхности |
|
|
*98 |
10 |
Возврат к начальному уровню фиксированного цикла |
|
|
99 |
10 |
Возврат к уровню точки R фиксированного цикла |
|
|
114.1 |
00 |
Управление синхронизацией шпинделя |
|
|
100 до 255 |
00 |
Макрокоманда пользователя (вызов G кода) макс. 10 |
|
15
3. Форматы данных
3.8 Списки G кодов
(Примечание 1) Коды, помеченные * представляют собой коды, которые необходимо или которые выбраны в начальном состоянии. Помеченные таким образом коды должны быть выбраны или выбраны в начальном состоянии при помощи параметров. (Примечание 2) Если заданы два и более G кодов для той же самой группы, действителен будет последний G код. (Примечание 3) Данный список G кодов является списком стандартных G кодов. В зависимости от типа станка могут наблюдаться перемещения, отличные от стандартных G команд, если их вызов производился G кодовой макрофункцией. Смотри инструкцию по эксплуатации производителя станка.
ВНИМАНИЕ
Команды "без значения после G" распознаются во время работы как "GOO".
3.9 Меры предосторожности перед началом обработки
Меры предосторожности перед началом обработки
ВНИМАНИЕ
При создании программы обработки, следует выбрать соответствующие условия обработки и убедиться в том, чтонепревышены значенияпроизводительности, мощности и предельныепараметры станка и NC блока. Примеры приведеныбезучетаусловийобработки.
Перед непосредственным началом обработки следует всегда выполнить холостой пуск для подтверждения программы обработки, уровня смещения резца и заготовки,
16

4. Буферный регистр
4.1 Входной буфер
4. Буферный регистр
4.1 Входнойбуфер
Функцияиназначение
Если буфер предварительного чтения является пустым во время работы ленты или RS232C, данные входного буфера немедленно переносятся в буферы предварительного чтения, и, при условии, что содержащиеся во входном буфере данные не превышают предела в 248 x 4 кодовых символов, следующие данные (макс. 248 кодовых символов) считываются и загружаются во входной буфер.
Данный буфер предназначен для предотвращения операционных задержек, причиной которых является время считывания считывающего устройства ленты, а также для плавного перехода от блока к блоку.
Однако эффект предварительного чтения утрачивается, если время выполнения блока короче времени считывания ленты для следующего блока.
выполнение анализа
(размер буфера : 248 x 5 символов)
макс 5 выполняемых блоков
лента |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
буфер предв. |
|
|
||
|
Входной буфер |
|
|
|
|||||
|
|
|
|
|
|||||
|
|
|
чтения 5 |
|
|
||||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
буфер 4 |
||
|
|
|
|
|
|
|
буфер 3 |
||
|
|
|
ЗУ, |
|
|
|
|||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
буфер 2 |
|
клавиатура
MDIданные,
переключени
ережимов
|
|
Арифметическ |
|
буфер 1 |
|
||
|
ая обработка |
||
|
Примечание: Данные, равные1 блокухранятсяв1 буферепредв. чтения
Объем входного буфера составляет 248 x 5 кодовых символов (включая код EOB).
(0) Содержание входного буферного регистра обновляется в единицах из 248-символов.
(0) Только значимые коды из раздела значимых данных считываются во входной буфер.
(0)Если коды (включая "(" и ")") наложены друг на друга в режиме управления выхода и входа, а функция опционального пропуска блока включена, данные начиная с кода "/" (косая черта) вплоть до кода EOB считываются во входной буфер.
(0) При сбросе происходит удаление данных из входного буфера.
17
4. Буферный регистр
4.2 Буферы предварительного чтения
4.2 Буферы предварительного чтения
Функция и назначение
При автоматической обработке содержание 1 блока, как правило, предварительно считывается, что обеспечивает плавное выполнение программы. Однако при коррекции на радиус вершины резца максимум 5 блоков предварительно считываются для расчета точки пересечения, включая контроль столкновений. Характеристики данных в рамках 1 блока являются следующими:
(0) Данные 1 блока сохраняются в данном буфере.
(0) Только значимые коды из раздела значимых данных считываются в буфер предварительного чтения.
(0)Если коды (включая "(" и ")") наложены друг на друга в режиме управления выхода и входа, а функция опционального пропуска блока включена, данные начиная с кода "/" (косая черта) вплоть до кода EOB не считываются в буфер предварительного чтенияr.
(0) При сбросе происходит удаление данных из входного буфера.
(0)Если включена функция поблочного выполнения в режиме непрерывной работы, буфер предварительного чтения сохраняет данные следующего блока и затем производит остановку операции.
Прочие меры предосторожности
(0)В зависимости от того, выполняется ли программа в непрерывном или поблочном режиме, синхронизация действительного/недействительного статуса внешних сигналов управления, функции опционального пропуска блока или другие функции будут отличаться.
(0)Если внешний сигнал управления, например, опциональный пропуск блока, включен/выключен при помощи команды M, операция внешнего управления не будет имеет эффекта при предварительном считывании программы в буферный регистр.
(0) Согласно команде M, которая отвечает за внешнее управление, предварительное считывание запрещено, перерасчет производится следующим образом::
Команда M, отвечающая за внешнее управление, опознается устройством PLC,после чего активируется "запрос на перерасчет" для PLC -> интерфейсная таблица NC. (Если активирован "запрос на перерасчет", производится повторное выполнение предварительносчитанной программы.)
5. Позиционные команды
5.1 Способы позиционных команд
5. Позиционные команды
5.1 Способы позиционных команд; G90, G91
Функция и назначение
При использовании команд G90 и G91представляется возможным выполнение следующих команд координат, с использованием абсолютного или инкрементного значения.
Круговой радиус с R-характеристикой и центр круга, определенной при помощи I, J, K всегда являются командами инкрементного значения.
Форматкоманд
командаабсолютного значения
командаинкрементногозначения
дополнительнаяось
Детальное описание
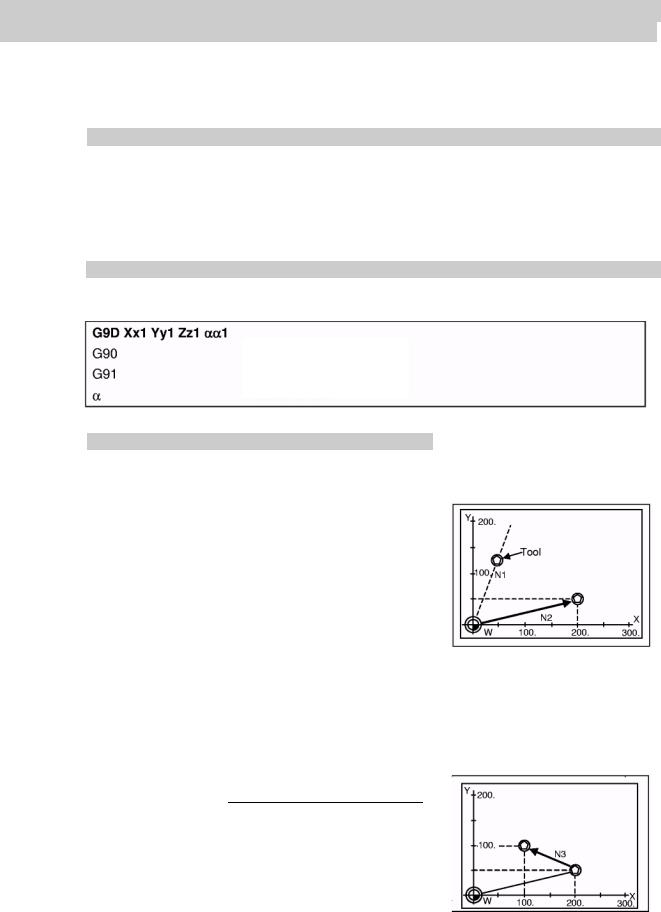
(1)В независимости от текущего положения в режиме абсолютного значения возможно произвести движение к положению системы координат заготовки, определенной в программе.
N 1 G90 GOO XO YO ;
В режиме инкрементного значения текущее положение представляет собой начальную точку (0), и движение производится только при значении , определенном программой в выражается как инкрементное значение.
N2G90G01 X200. Y50. F100;
N2G91 G01 X200. Y50. F100;
Прииспользованиикомандыот0 точкивсистемекоординатзаготовки, будетполучатьсяодинаковоезначение командыкоординат, какврежимеабсолютногозначения, такиврежимеинкрементногозначения.
(2)Для следующего блока последняя отданная G90/G91 команда становится модальной.
(G90) N 3X100. Y100.;
Ось двигается к позиции системы координат заготовки X = 100мм и Y = 100мм.
(G91) N3X-100. Y50.;
X ось движется к -100.мм и Y ось к +50.Oмм как инкрементальное значение и в результате X движется к 100.мм а Y к 100.мм.
19

5. Позиционные команды
5.1 Способы позиционных команд
(3)Пока разнообразные команды могут задаваться в одном блоке, представляется возможным задавать специальные адреса как абсолютные значения или как инкрементные значения.
N4G90X300. G91 Y100.;
X ось рассматривается в режиме абсолютного значения и при помощи G90 движется к положению системы координат заготовки 300.мм. Y ось движется +100.мм при помощи G91. В результате
Y движется к положению 200.мм. В единицах
следующего блока G91 остается модовой и становится режимом инкрементного значения.
(3)При включенном питании представляется возможным при помощи параметра #1073 l_Absm выбор как команд абсолютного значения, так и команд инкрементного значения.
(3)Даже при задаче команд с помощью ручного ввода данных (MDI), они будут рассматриваться как модовые с данного блока.
20

5. Позиционные команды
5.2 Преобразование дюйм/метр
5.2 Преобразование дюйм/метр; G20, G21
Функция и назначение
Эти G команды используются для преобразования между дюймовыми и миллиметровыми (метрическими) системами. Формат команды
: командавдюймах:
метрическаякоманда
Подробноеописание
Выбор G20 и G21 имеет значение только для линейных осей и не имеет значения для осей вращения. Единица ввода для G20 и G21 не будет изменяться при изменении единицы команды. Другими словами, если единица команды программы обработки меняется на дюймовую единицу при G20, если начальный дюйм выключен, установочная единица количества смещения резца останется метрической. Таким образом, учитывайте установочноезначение.
(Пример 1) Соотношение между единицами команд ввода и командами G20/G21 (с типом ввода десятичной точки I)
|
ось |
|
|
Тип единицы команды |
|
|
Пример |
|
Метрический выход (#1016 iout=0) |
Дюймовый выход (#1016 iout=1) |
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
ввода (cunit) |
|
|
команды |
|
G21 |
G20 |
G21 |
G20 |
||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
X |
10 |
|
|
X100; |
0.100мм |
0.254мм |
0.0039дюйм |
O.OIOO дюйм |
||||
|
Y |
10 |
|
|
Y100; |
0.100мм |
0.254мм |
0.0039 |
дюйм |
O.OIOO дюйм |
|||
|
Z |
100 |
|
|
Z100; |
1.00мм |
2.54мм |
0.039 |
дюйм |
O.IOO дюйм |
|||
|
B |
1000 |
|
|
B100; |
10.0° |
10.0° |
10.0° |
10.0° |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(Примечание 1)При изменении между G20 и G21 при помощи программных команд необходимо заранее преобразовать параметры, переменные и смещения для диаметра резца, положения резца, длины резца, в единицы, использованные в установках единиц системы установочных единиц ввода (для каждой оси), которая имеет дюймовые или метрические команды и осуществляет установки с использованием параметровой ленты.
(Пример 2) Установочная единица ввода #1015 c единица=10, #1041 l_дюйм=0 единица команды позиционирования 0.001 мм установочная единица величины коррекции
.... Если величина коррекции 0.05мм для
0.001мм
В вышеприведенном примере при изменении с G21 на G20 величина коррекции должна быть установлена на 0.002 (0.05 + 25.4 =. 0.002).
(Примечание 2) Поскольку данные до изменения будут выполняться в единице команды после изменения задайте команду F скорости для изменения таким образом, чтобы она была корректной командой скорости для системы единиц команд после преобразования.
21
 Loading...
Loading...