


 Loading...
Loading...Serie 0*-MODELO D de FANUC Serie 0* Mate-MODELO D de FANUC
Para sistemas de centro de mecanizado
MANUAL DEL OPERADOR
B-64304SP-2/02
•Ninguna parte de este manual podrá ser reproducida en forma alguna.
•Todas las especificaciones y diseños podrán ser modificados sin previo aviso.
Los productos de este manual están controlados conforme a la “Ley de Divisas y Comercio Exterior” de Japón. La exportación desde Japón puede estar sujeta a una licencia de exportación expedida por el gobierno de Japón.
Además, la reexportación a otro país puede estar sujeta a la licencia del gobierno del país desde el que se reexporta el producto. Adicionalmente, el producto puede ser también controlado según la normativa de reexportación del gobierno de los Estados Unidos.
En caso de que desee exportar o reexportar estos productos, póngase en contacto con FANUC para más información.
En este manual hemos intentado describir todos los distintos aspectos en la medida de lo posible.
Sin embargo, no podemos describir todos los aspectos que no deben o pueden realizarse, debido al gran número de posibilidades existentes.
Por esta razón, los aspectos que no se describan específicamente como posibles en este manual deben considerarse “imposibles”.
Este manual contiene nombres de programas o de dispositivos de otras firmas, algunos de los cuales son marcas registradas de sus respectivos propietarios. No obstante, estos nombres no aparecen seguidos de ® o ™ en este manual.
B-64304SP-2/02 |
PRECAUCIONES DE SEGURIDAD |
PRECAUCIONES DE SEGURIDAD
Este apartado describe las precauciones de seguridad relativas al uso de los CNCs.
Es fundamental que los usuarios respeten estas precauciones para garantizar un funcionamiento seguro de las máquinas equipadas con un CNC (todas las descripciones en este apartado parten del supuesto de que existe una configuración de máquina con CNC). Observe que algunas precauciones son relativas únicamente a funciones específicas y, por consiguiente, tal vez no correspondan a determinados CNC.
Los usuarios también deben observar las precauciones de seguridad relativas a la máquina, como se describe en el correspondiente manual facilitado por el fabricante de la máquina herramienta. Antes de utilizar la máquina o crear un programa para controlar el funcionamiento de la máquina, el operador debe estudiar a fondo el contenido de este manual y el correspondiente manual facilitado por el fabricante de la máquina herramienta.
CONTENIDO |
|
DEFINICIÓN DE AVISO, PRECAUCIÓN Y NOTA ............................................................................. |
s-1 |
AVISOS Y PRECAUCIONES GENERALES .......................................................................................... |
s-2 |
AVISOS Y PRECAUCIONES RELATIVOS A LA PROGRAMACIÓN ................................................ |
s-4 |
AVISOS Y PRECAUCIONES RELATIVOS AL MANEJO .................................................................... |
s-5 |
AVISOS RELATIVOS AL MANTENIMIENTO DIARIO ...................................................................... |
s-7 |
DEFINICIÓN DE AVISO, PRECAUCIÓN Y NOTA
Este manual incluye precauciones de seguridad para proteger al usuario e impedir que la máquina resulte dañada. Las precauciones se clasifican en Aviso y Precaución dependiendo de su importancia para la seguridad. Además, la información complementaria se describe como Nota. Lea íntegramente el contenido de Aviso, Precaución y Nota antes de intentar utilizar la máquina.
 AVISO
AVISO
Se aplica cuando existe peligro de que el usuario sufra lesiones o cuando existe peligro de que el usuario sufra lesiones y el equipo resulte dañado si no se observa el procedimiento autorizado.
 PRECAUCIÓN
PRECAUCIÓN
Se aplica cuando existe peligro de que el equipo resulte dañado si no se observa el procedimiento autorizado.
NOTA
La Nota se utiliza para indicar información complementaria distinta de Aviso y Precaución.
•Lea detenidamente este manual y guárdelo en lugar seguro.
s-1
PRECAUCIONES DE SEGURIDAD |
B-64304SP-2/02 |
AVISOS Y PRECAUCIONES GENERALES
 AVISO
AVISO
1Nunca comience el mecanizado de una pieza sin comprobar previamente el funcionamiento de la máquina. Antes de comenzar la producción verifique el correcto funcionamiento de la máquina efectuando una operación de comprobación usando, por ejemplo, un único bloque, la corrección de la velocidad de avance o la función de bloqueo de la máquina, o bien haciendo funcionar la máquina sin pieza, ni herramienta. Un fallo en la confirmación de la correcta operación puede provocar un comportamiento inesperado de la máquina, lo cual podría causar daños a la pieza y/o a la máquina, o incluso lesiones al operador.
2Antes de hacer funcionar la máquina, compruebe detenidamente los datos introducidos.
La operación de la máquina con datos incorrectos puede provocar un comportamiento inesperado de la máquina, lo cual podría causar daños a la pieza y/o a la máquina, o incluso lesiones al operador.
3Asegúrese de que la velocidad de avance especificada es la apropiada para la operación a realizar. Generalmente existe para cada máquina una velocidad de avance máxima permitida.
Pero la velocidad de avance apropiada varía en función de la operación que se vaya a efectuar. Remítase al manual correspondiente a la máquina para determinar la velocidad de avance máxima permitida.
Si la máquina operase a una velocidad distinta de la correcta podría producirse un comportamiento inesperado de la misma, lo cual podría causar daños a la pieza y/o a la máquina, o incluso lesiones al operador.
4Cuando utilice la función de compensación de la herramienta, compruebe detenidamente la dirección y cantidad de la compensación.
La operación de la máquina con datos incorrectos puede provocar un comportamiento inesperado de la máquina, lo cual podría causar daños a la pieza y/o a la máquina, o incluso lesiones al operador.
5Los parámetros para el CNC y PMC vienen ajustados de fábrica. Por lo que normalmente no es necesario modificarlos. Sin embargo, si no queda otra alternativa que modificar un parámetro, asegúrese de que conoce perfectamente la función del parámetro antes de realizar cualquier modificación.
Si no se ajusta correctamente un parámetro, puede producirse una respuesta inesperada de la máquina, llegando a dañar la pieza y/o máquina misma o provocar lesiones al usuario.
6Inmediatamente tras la conexión, no pulse ninguna tecla del panel MDI hasta que aparezcan la pantalla de posición o de alarma en la unidad de CNC. Algunas teclas del panel MDI se usan para mantenimiento u operaciones especiales. Al pulsarlas se puede desviar el CNC de su estado normal. La puesta en marcha en este estado puede provocar un comportamiento inesperado de la máquina.
s-2
B-64304SP-2/02 |
PRECAUCIONES DE SEGURIDAD |
 AVISO
AVISO
7El manual del operador y el manual de programación facilitados junto con el CNC proporcionan una descripción general de las funciones de la máquina, incluidas cualesquiera funciones opcionales. Observe que las funciones opcionales varían de un modelo de máquina a otro. Por consiguiente, algunas de las funciones descritas en los manuales tal vez no estén disponibles en la realidad en el caso de un modelo concreto. Si tiene cualquier duda, compruebe la especificación de la máquina.
8Es posible que algunas funciones se hayan implementado a petición del fabricante de la máquina herramienta. Cuando utilice tales funciones, consulte el manual facilitado por el fabricante de la máquina herramienta para obtener más detalles sobre la utilización y cualesquiera precauciones asociadas a las mismas.
 PRECAUCIÓN
PRECAUCIÓN
La pantalla de cristal líquido (LCD) se fabrica con una tecnología de fabricación muy precisa. Algunos píxeles pueden no verse o pueden verse de forma permanente. Este fenómeno es un atributo común de los LCD y no se trata de un defecto.
NOTA
Los programas, parámetros y variables macro están guardados en la memoria no volátil del CNC. Habitualmente, se conservan aun cuando se desconecta la alimentación.
Sin embargo, tales datos podrían borrarse inadvertidamente o podría ser necesario borrar tales datos de la memoria no volátil como parte de un proceso de recuperación de errores.
Para evitar que esto ocurra y garantizar una rápida restauración de los datos borrados, haga una copia de seguridad de todos los datos importantes y guarde la copia de seguridad en un lugar seguro.
s-3
PRECAUCIONES DE SEGURIDAD |
B-64304SP-2/02 |
AVISOS Y PRECAUCIONES RELATIVOS A LA PROGRAMACIÓN
Este apartado trata de las principales precauciones de seguridad relativas a la programación. Antes de intentar desarrollar cualquier programa, lea atentamente el Manual del operador facilitado para conocer a fondo su contenido.
 AVISO
AVISO
1Ajuste del sistema de coordenadas
Si un sistema de coordenadas se ajusta incorrectamente, la máquina podría responder de forma inesperada como consecuencia de que el programa puede enviar un comando de desplazamiento que de otro modo sería válido. Tal operación imprevista podría dañar la herramienta, la máquina misma o la pieza, o provocar daños al usuario.
2Posicionamiento en interpolación no lineal
Cuando se ejecute un posicionamiento en interpolación no lineal (posicionamiento mediante desplazamiento no lineal entre los puntos inicial y final), debe confirmarse minuciosamente la trayectoria de la herramienta antes de iniciar la programación. El posicionamiento implica una operación con movimiento en rápido. Si la herramienta colisiona con la pieza, podría resultar dañada la herramienta, la máquina misma o la pieza, o provocar lesiones al usuario.
3Función en la que interviene un eje de rotación
Cuando programe el control en dirección normal (perpendicular), preste una especial atención a la velocidad del eje de rotación. Una programación incorrecta puede hacer que la velocidad del eje de rotación sea excesivamente alta, de manera que la fuerza centrífuga provoque que la garra deje de sujetar a la pieza si esta última no se ha montado bien sujeta. Tal incidente es probable que provoque daños a la herramienta, a la máquina misma o a la pieza, o lesiones al usuario.
4Conversión de pulgadas/valores métricos
La conmutación entre entrada de valores en pulgadas y valores métricos no convierte las unidades de medida de datos, tales como el desplazamiento del origen de la pieza, los parámetros y la posición actual. Por consiguiente, antes de poner en marcha la máquina, determine qué unidades de medida se están utilizando. Un intento de ejecutar una operación con datos no válidos podría provocar daños a la herramienta, a la máquina misma o a la pieza, o lesiones al usuario.
5Control de velocidad superficial constante
Cuando un eje sujeto a control de velocidad superficial constante se acerca al origen del sistema de coordenadas de pieza, la velocidad del cabezal puede aumentar excesivamente. Por este motivo, es preciso especificar una velocidad máxima permitida. La especificación incorrecta de una velocidad máxima permitida puede provocar daños a la herramienta, a la máquina misma o a la pieza, o lesiones al usuario.
s-4
B-64304SP-2/02 |
PRECAUCIONES DE SEGURIDAD |
 AVISO
AVISO
6Verificación de límites de recorrido
Después de conectar la alimentación, ejecute un retorno manual a la posición de referencia según sea necesario. No es posible una verificación del límite de recorrido sin primero ejecutar un retorno manual a posición de referencia.
Observe que si está deshabilitada la verificación de límites de recorrido, no se generará una alarma aun cuando se rebase un límite de recorrido, lo que puede provocar daños a la herramienta, a la máquina misma o a la pieza, o lesiones al usuario.
7Modo absoluto/incremental
Si un programa creado con valores absolutos se está ejecutando en modo incremental, o viceversa, la máquina podría responder de manera imprevista.
8Selección de plano
Si se especifica un plano incorrecto para interpolación circular, interpolación helicoidal o un ciclo fijo, la máquina podría responder de manera imprevista.
Consulte las descripciones de las funciones correspondientes para obtener más detalles.
9Salto de límite de par de giro
Antes de intentar realizar un salto de límite de par, aplique el límite de par. Si se especifica un salto de límite de par sin que se haya aplicado realmente el límite de par, se ejecutará un comando desplazamiento sin efectuar un salto.
10Imagen espejo programable
Tenga en cuenta que el funcionamiento de las operaciones programadas varía considerablemente al habilitar una imagen espejo programable.
11Función de compensación
Si, en el modo de función de compensación, se envía un comando basado en el sistema de coordenadas de máquina o un comando de retorno a posición de referencia, la compensación se cancela temporalmente, lo que puede resultar en un comportamiento inesperado de la máquina.
Por consiguiente, antes de enviar cualquiera de los comandos anteriores, cancele el modo de función de compensación.
AVISOS Y PRECAUCIONES RELATIVOS AL MANEJO
Este apartado presenta precauciones de seguridad relativas al manejo de las máquinas herramienta. Antes de intentar poner en funcionamiento la máquina, lea atentamente el manual del operador facilitado para conocer a fondo su contenido.
 AVISO
AVISO
1Operación manual
Cuando la máquina funcione en modo manual, determine la posición actual de la herramienta y de la pieza y asegúrese de que se han especificado correctamente el eje de desplazamiento, el sentido de desplazamiento y la velocidad de avance. Un funcionamiento incorrecto de la máquina puede provocar daños a la herramienta, a la máquina misma o a la pieza, o provocar daños al operador.
s-5
PRECAUCIONES DE SEGURIDAD |
B-64304SP-2/02 |
 AVISO
AVISO
2Retorno manual a la posición de referencia
Después de conectar la alimentación, ejecute un retorno manual a la posición de referencia según sea necesario.
Si se utiliza la máquina sin haber ejecutado un retorno manual a la posición de referencia, ésta podría responder de manera imprevista. No es posible una verificación del límite de recorrido sin primero ejecutar un retorno manual a posición de referencia.
Una operación imprevista de la máquina podría dañar la herramienta, la máquina misma o la pieza, o provocar lesiones al usuario.
3Avance por volante manual
En el avance por volante manual, al girar el volante con un factor de escala grande, por ejemplo 100, la herramienta y la mesa se desplazan con rapidez. Un manejo negligente puede provocar daños a la herramienta y/o a la máquina o provocar lesiones al usuario.
4Override deshabilitado
Si se deshabilita el override (en función de la especificación en una variable de macro) durante el roscado, el roscado rígido con macho u otras operaciones de roscado con macho, la velocidad no puede preverse, pudiendo resultar dañada la herramienta, la máquina misma o la pieza, o provocar lesiones al operador.
5Operación de origen/preajuste
Básicamente, no intente realizar nunca una operación de origen/preajuste cuando la máquina esté funcionando bajo el control de un programa. De lo contrario, la máquina podría responder de forma imprevista, pudiendo llegar a dañar a la herramienta, a la máquina misma o a la pieza, o provocar lesiones al usuario.
6Desplazamiento del sistema de coordenadas de pieza
Una intervención manual, un bloqueo de máquina o una función de imagen espejo puede provocar un desplazamiento del sistema de coordenadas de máquina. Antes de intentar utilizar la máquina bajo el control de un programa, compruebe minuciosamente el sistema de coordenadas.
Si la máquina se utiliza bajo el control de un programa sin que se tenga en cuenta ningún desplazamiento en el sistema de coordenadas de pieza, la máquina podría responder de forma imprevista, pudiendo llegar a dañar a la herramienta, a la máquina misma o a la pieza, o provocar lesiones al operador.
7Interruptores de panel de operador por software y de los menús
La utilización de los interruptores de panel de operador por software y de los menús, junto con el panel MDI, permite especificar operaciones no admitidas en el panel de operador de la máquina, tales como el cambio de modo, la modificación del valor de override y los comandos de avance manual. Obsérvese, sin embargo, que si se activan por descuido teclas del panel MDI, la máquina podría responder de manera imprevista, pudiendo llegar a dañar a la herramienta, la máquina misma o la pieza, o provocar lesiones al usuario.
8Tecla RESET
Cuando se pulsa la tecla RESET, se detiene el programa en ejecución. Como resultado, también se paran los ejes de servo. Sin embargo, la tecla RESET puede no funcionar por razones tales como un problema en el panel MDI. Por lo tanto, si se deben detener los motores, pulse el botón de parada de emergencia en lugar de la tecla RESET para garantizar la seguridad.
s-6
B-64304SP-2/02 |
PRECAUCIONES DE SEGURIDAD |
 AVISO
AVISO
9Intervención manual
Si se ejecuta una intervención manual durante el funcionamiento programado de la máquina, la trayectoria de la herramienta puede variar cuando se vuelve a poner en marcha la máquina. Por consiguiente, antes de volver a arrancar la máquina después de una intervención manual, confirme los ajustes de los interruptores de manual absoluto, los parámetros y el modo de programación absoluta/incremental.
10Paro de avance, override y modo bloque a bloque
Las funciones de suspensión de avance, override y modo bloque a bloque pueden deshabilitarse mediante la variable de sistema de macro de usuario
3004. Tenga cuidado cuando utilice la máquina en estas condiciones.
11Ensayo en vacío
Habitualmente, un ensayo en vacío se utiliza para confirmar el funcionamiento de la máquina. Durante un ensayo en vacío, la máquina funciona a la velocidad de ensayo en vacío, la cual es distinta de la velocidad de avance programada correspondiente. Observe que la velocidad de ensayo en vacío a veces puede ser superior a la velocidad de avance programada.
12Compensación del radio de la herramienta en el modo MDI
Preste especial atención si especifica la trayectoria de la herramienta con un comando en el modo MDI, ya que no se aplicará la compensación del radio de la herramienta. Si introduce un comando desde el panel MDI para interrumpir el funcionamiento en modo automático del modo de compensación del radio de la herramienta, compruebe con atención la trayectoria de la herramienta cuando se reanude posteriormente el modo automático. Consulte las descripciones de las funciones correspondientes para obtener más detalles.
13Edición de programas
Si se detiene la máquina después de editar el programa de mecanizado (modificación, inserción o borrado), la máquina podría responder de forma imprevista si el mecanizado se reanuda bajo el control de dicho programa.
Básicamente, no modifique, inserte ni borre comandos de un programa de mecanizado mientras lo está utilizando.
AVISOS RELATIVOS AL MANTENIMIENTO DIARIO
 AVISO
AVISO
1Sustitución de la pila de reserva de memoria
Cuando sustituya las pilas de reserva de memoria, mantenga conectada la máquina (CNC) a la alimentación y aplique una parada de emergencia a la misma. Dado que esta operación se realiza con la alimentación eléctrica conectada y el armario abierto, sólo deberán realizarla los técnicos que hayan recibido formación homologada sobre seguridad y mantenimiento.
Cuando sustituya las pilas, tenga cuidado de no tocar los circuitos de alta
tensión (marcados con  y provistos de una cubierta aislante).
y provistos de una cubierta aislante).
El contacto con los circuitos de alta tensión sin protección supone un riesgo de descarga eléctrica extremadamente peligroso.
s-7
PRECAUCIONES DE SEGURIDAD |
B-64304SP-2/02 |
NOTA
El CNC utiliza pilas para proteger el contenido de la memoria, ya que debe conservar datos tales como programas, correctores y parámetros incluso cuando no se aplique una fuente de alimentación externa.
Si la tensión de la pila disminuye, aparecerá una alarma para indicar que la tensión de la pila es baja en el panel de operador de la máquina o en la pantalla.
Cuando se muestre esta alarma, sustituya las pilas en el plazo de una semana. De no ser así, se perderá el contenido de la memoria del CNC.
Consulte el apartado “Método de sustitución de la pila” del Manual del operador (común a la Serie T/M) para obtener detalles sobre el procedimiento de sustitución de las pilas.
 AVISO
AVISO
2Sustitución de la pila del encoder absoluto
Cuando sustituya las pilas de reserva de memoria, mantenga conectada la máquina (CNC) a la alimentación y aplique una parada de emergencia a la misma. Dado que esta operación se realiza con la alimentación eléctrica conectada y el armario abierto, sólo deberán realizarla los técnicos que hayan recibido formación homologada sobre seguridad y mantenimiento.
Cuando sustituya las pilas, tenga cuidado de no tocar los circuitos de alta
tensión (marcados con  y provistos de una cubierta aislante).
y provistos de una cubierta aislante).
El contacto con los circuitos de alta tensión sin protección supone un riesgo de descarga eléctrica extremadamente peligroso.
NOTA
El encoder absoluto utiliza pilas para conservar su posición absoluta.
Si la tensión de la pila disminuye, aparecerá una alarma para indicar que la tensión de la pila es baja en el panel de operador de la máquina o en la pantalla.
Cuando se muestre esta alarma, sustituya las pilas en el plazo de una semana.
De lo contrario, se perderán los datos de posición absoluta guardados por el encoder.
Consulte el apartado “Método de sustitución de la pila” del Manual del operador (común a la Serie T/M) para obtener detalles sobre el procedimiento de sustitución de las pilas.
 AVISO
AVISO
3Sustitución de fusibles
Antes de cambiar un fusible fundido, es necesario localizar y resolver la causa que ha provocado el problema.
Por este motivo, sólo debe realizar este trabajo el personal que haya recibido formación homologada de seguridad y mantenimiento.
Cuando cambie un fusible con el armario abierto, tenga cuidado de no tocar los
circuitos de alta tensión (marcados con  y provistos de una cubierta aislante).
y provistos de una cubierta aislante).
La manipulación de los circuitos de alta tensión no protegidos representa un riesgo sumamente peligroso de descarga eléctrica.
s-8
|
B-64304SP-2/02 |
|
|
CONTENIDO |
|
|
|
CONTENIDO |
|
|
|||
|
PRECAUCIONES DE SEGURIDAD............................................................ |
s-1 |
|
|||
|
|
DEFINICIÓN DE AVISO, PRECAUCIÓN Y NOTA ................................................. |
s-1 |
|
||
|
|
AVISOS Y PRECAUCIONES GENERALES ........................................................... |
s-2 |
|
||
|
|
AVISOS Y PRECAUCIONES RELATIVOS A LA PROGRAMACIÓN...................... |
s-4 |
|
||
|
|
AVISOS Y PRECAUCIONES RELATIVOS AL MANEJO........................................ |
s-5 |
|
||
|
|
AVISOS RELATIVOS AL MANTENIMIENTO DIARIO ............................................ |
s-7 |
|
||
|
I. GENERALIDADES |
|
|
|||
|
1 |
GENERALIDADES.................................................................................. |
3 |
|
||
|
|
1.1 |
FLUJO GENERAL DE FUNCIONAMIENTO DE UNA |
|
|
|
|
|
|
MÁQUINA HERRAMIENTA DE CNC ............................................................ |
6 |
|
|
|
|
1.2 |
NOTAS SOBRE LA LECTURA DE ESTE MANUAL...................................... |
7 |
|
|
|
|
1.3 |
NOTAS SOBRE VARIOS TIPOS DE DATOS ............................................... |
7 |
|
|
|
II. PROGRAMACIÓN |
|
|
|||
|
1 |
GENERALIDADES................................................................................ |
11 |
|
||
|
|
1.1 |
FIGURA DE HERRAMIENTA Y MOVIMIENTO DE HERRAMIENTA |
|
||
|
|
|
MEDIANTE PROGRAMA ............................................................................ |
12 |
|
|
|
2 |
FUNCIÓN PREPARATORIA (FUNCIÓN G) ........................................ |
13 |
|
||
|
3 |
FUNCIÓN DE INTERPOLACIÓN.......................................................... |
17 |
|
||
|
|
3.1 |
POSICIONAMIENTO UNIDIRECCIONAL (G60) ......................................... |
17 |
|
|
|
|
3.2 |
ROSCADO (G33) ........................................................................................ |
19 |
|
|
|
|
3.3 |
NANO SMOOTHING ................................................................................... |
21 |
|
|
|
4 VALORES DE COORDENADAS Y DIMENSIONES............................. |
26 |
|
|||
|
|
4.1 |
PROGRAMACIÓN EN COORDENADAS POLARES (G15, G16) ............... |
26 |
|
|
|
5 FUNCIONES PARA SIMPLIFICAR LA PROGRAMACIÓN.................. |
29 |
|
|||
|
|
5.1 |
CICLO FIJO DE TALADRADO .................................................................... |
29 |
|
|
|
|
|
5.1.1 |
Ciclo de taladrado profundo a alta velocidad (G73) .............................................. |
33 |
|
|
|
|
5.1.2 |
Ciclo de roscado con machos a la izquierda (G74) ................................................ |
35 |
|
|
|
|
5.1.3 |
Ciclo de mandrinado fino (G76)............................................................................. |
40 |
|
|
|
|
5.1.4 |
Ciclo de taladrado, ciclo de punteado (G81) .......................................................... |
42 |
|
|
|
|
5.1.5 |
Ciclo de taladrado, ciclo de avellanado (G82) ....................................................... |
43 |
|
|
|
|
5.1.6 |
Ciclo de taladrado profundo (G83) ........................................................................ |
45 |
|
|
|
|
5.1.7 |
Ciclo de taladrado profundo de orificios pequeños (G83) ..................................... |
47 |
|
|
|
|
5.1.8 |
Ciclo de roscado con machos (G84)....................................................................... |
51 |
|
|
|
|
5.1.9 |
Ciclo de mandrinado (G85) .................................................................................... |
53 |
|
|
|
|
5.1.10 |
Ciclo de mandrinado (G86) .................................................................................... |
55 |
|
|
|
|
5.1.11 |
Ciclo de mandrinado posterior (G87)..................................................................... |
56 |
|
|
|
|
5.1.12 |
Ciclo de mandrinado (G88) .................................................................................... |
58 |
|
|
|
|
5.1.13 |
Ciclo de mandrinado (G89) .................................................................................... |
60 |
|
|
|
|
5.1.14 |
Cancelación del ciclo fijo de taladrado (G80) ........................................................ |
61 |
|
|
|
|
5.1.15 |
Ejemplo de utilización de ciclos fijos de taladrado ................................................ |
62 |
|
c - 1

CONTENIDO B-64304SP-2/02
5.2 |
ROSCADO RÍGIDO CON MACHOS ........................................................... |
64 |
|
|
5.2.1 Roscado rígido con machos (G84) ......................................................................... |
64 |
|
|
5.2.2 Ciclo de roscado rígido con machos a la izquierda (G74)...................................... |
68 |
|
|
5.2.3 Ciclo de roscado rígido profundo con machos (G84 o G74).................................. |
71 |
|
|
5.2.4 Cancelación de ciclo fijo (G80).............................................................................. |
74 |
|
|
5.2.5 Override durante el roscado rígido con machos ..................................................... |
74 |
|
|
5.2.5.1 |
Override de extracción....................................................................................... |
74 |
|
5.2.5.2 |
Señal de override ............................................................................................... |
76 |
5.3 |
ACHAFLANADO Y REDONDEADO DE ESQUINA OPCIONALES............. |
77 |
|
5.4 |
FUNCIÓN DE POSICIONAMIENTO DE MESA INDEXADA ....................... |
80 |
|
5.5 |
CONTROL DE AVANCE (PARA RECTIFICADORA) .................................. |
83 |
|
5.6 |
CICLO FIJO DE RECTIFICADO (PARA RECTIFICADORA)....................... |
86 |
|
|
5.6.1 Ciclo de rectificado por penetración (G75) ............................................................ |
87 |
|
|
5.6.2 Ciclo de rectificado por penetración directo de dimensiones fijas (G77) .............. |
91 |
|
|
5.6.3 Ciclo de rectificado superficial de avance continuo (G78) .................................... |
94 |
|
|
5.6.4 Ciclo de rectificado superficial de avance intermitente (G79) ............................... |
97 |
|
6 FUNCIONES DE COMPENSACIÓN ..................................................... |
99 |
||
6.1COMPENSACIÓN DE LA LONGITUD DE HERRAMIENTA
(G43, G44, G49).......................................................................................... |
99 |
|
6.1.1 |
Descripción general.............................................................................................. |
100 |
6.1.2Comandos G53, G28 y G30 en el modo de compensación de la longitud
de herramienta ...................................................................................................... |
104 |
6.2TIPOS DE DESPLAZAMIENTO DE COMPENSACIÓN DE LA
LONGITUD DE HERRAMIENTA ............................................................... |
106 |
6.3MEDICIÓN AUTOMÁTICA DE LA LONGITUD DE
|
HERRAMIENTA (G37) .............................................................................. |
114 |
6.4 |
COMPENSACIÓN DE HERRAMIENTA (G45 - G48) ................................ |
117 |
6.5VISIÓN GENERAL DE LA COMPENSACIÓN DEL RADIO DE
HERRAMIENTA (G40-G42) ...................................................................... |
122 |
6.6DETALLES DE LA COMPENSACIÓN DEL RADIO DE HERRAMIENTA.. 128
|
6.6.1 |
Descripción general.............................................................................................. |
128 |
|
6.6.2 |
Movimiento de la herramienta en la puesta en marcha ........................................ |
132 |
|
6.6.3 |
Movimiento de la herramienta en el modo de compensación .............................. |
137 |
|
6.6.4 |
Movimiento de la herramienta en cancelación del modo de compensación......... |
156 |
|
6.6.5 |
Prevención del corte en exceso debido a la compensación del radio |
|
|
|
de herramienta ...................................................................................................... |
163 |
|
6.6.6 |
Comprobación de interferencias........................................................................... |
166 |
|
|
6.6.6.1 Operación que se realiza si se considera que va a ocurrir una interferencia.... |
169 |
|
|
6.6.6.2 Función de alarma de comprobación de interferencias.................................... |
170 |
|
|
6.6.6.3 Función de anulación de comprobación de interferencias............................... |
171 |
|
6.6.7 |
Compensación del radio de herramienta para entrada desde MDI ....................... |
177 |
6.7 |
INTERPOLACIÓN CIRCULAR EN ESQUINAS (G39)............................... |
178 |
|
6.8VALORES DE COMPENSACIÓN DE HERRAMIENTA, NÚMERO DE VALORES DE COMPENSACIÓN E INTRODUCCIÓN DE VALORES
|
DESDE EL PROGRAMA (G10)................................................................. |
180 |
6.9 |
FACTOR DE ESCALA (G50, G51) ............................................................ |
183 |
6.10 |
ROTACIÓN DEL SISTEMA DE COORDENADAS (G68, G69) ................. |
190 |
6.11CONTROL EN LA DIRECCIÓN PERPENDICULAR (G40.1,G41.1,G42.1)197
6.12 IMAGEN ESPEJO PROGRAMABLE (G50.1, G51.1)................................ |
201 |
c - 2

B-64304SP-2/02 |
CONTENIDO |
||
7 |
OPERACIÓN DE MEMORIA UTILIZANDO EL FORMATO DE LAS |
|
|
|
Series 10/11........................................................................................ |
|
203 |
8 |
FUNCIONES DE CONTROL DE EJES............................................... |
|
204 |
|
8.1 CAJA DE ENGRANAJES ELECTRÓNICA (G80, G81 (G80.4, G81.4)) .... |
204 |
|
|
8.1.1 Caja de engranajes electrónica ............................................................................. |
|
204 |
III. OPERACIÓN |
|
|
|
1 |
AJUSTE Y VISUALIZACIÓN DE DATOS........................................... |
|
213 |
1.1PANTALLAS VISUALIZADAS MEDIANTE LA TECLA DE FUNCIÓN  213
213
1.1.1 |
Ajuste y visualización del valor de compensación de herramienta ...................... |
213 |
1.1.2 |
Medición de la longitud de herramienta............................................................... |
216 |
1.1.3 |
Selección del nivel de mecanizado....................................................................... |
218 |
|
1.1.3.1 Selección del nivel de suavidad ....................................................................... |
218 |
|
1.1.3.2 Selección del nivel de precisión....................................................................... |
219 |
1.1.4 |
Selección del nivel de calidad del mecanizado .................................................... |
219 |
2 FUNCIONAMIENTO EN MODO AUTOMÁTICO................................. |
221 |
|
2.1 |
RETRAZADO............................................................................................. |
221 |
ANEXO |
|
|
A PARÁMETROS ................................................................................... |
233 |
|
A.1 |
DESCRIPCIÓN DE PARÁMETROS.......................................................... |
233 |
A.2 |
TIPOS DE DATOS..................................................................................... |
276 |
A.3 |
TABLAS DE AJUSTES DE PARÁMETROS ESTÁNDAR.......................... |
277 |
B DIFERENCIAS CON LA SERIE 0i-C .................................................. |
279 |
|
B.1 |
UNIDAD DE AJUSTE ................................................................................ |
280 |
|
B.1.1 Diferencias en las especificaciones ...................................................................... |
280 |
|
B.1.2 Diferencias en la visualización del diagnóstico.................................................... |
280 |
B.2 |
COMPENSACIÓN AUTOMÁTICA DE HERRAMIENTA............................ |
280 |
|
B.2.1 Diferencias en las especificaciones ...................................................................... |
280 |
|
B.2.2 Diferencias en la visualización del diagnóstico.................................................... |
281 |
B.3 |
INTERPOLACIÓN CIRCULAR .................................................................. |
282 |
|
B.3.1 Diferencias en las especificaciones ...................................................................... |
282 |
|
B.3.2 Diferencias en la visualización del diagnóstico.................................................... |
283 |
B.4 |
INTERPOLACIÓN HELICOIDAL ............................................................... |
283 |
|
B.4.1 Diferencias en las especificaciones ...................................................................... |
283 |
|
B.4.2 Diferencias en la visualización del diagnóstico.................................................... |
283 |
B.5 |
FUNCIÓN DE SALTO................................................................................ |
284 |
|
B.5.1 Diferencias en las especificaciones ...................................................................... |
284 |
|
B.5.2 Diferencias en la visualización del diagnóstico.................................................... |
285 |
B.6 |
RETORNO MANUAL A LA POSICIÓN DE REFERENCIA........................ |
286 |
|
B.6.1 Diferencias en las especificaciones ...................................................................... |
286 |
|
B.6.2 Diferencias en la visualización del diagnóstico.................................................... |
288 |
B.7 |
SISTEMA DE COORDENADAS DE PIEZA............................................... |
289 |
|
B.7.1 Diferencias en las especificaciones ...................................................................... |
289 |
|
B.7.2 Diferencias en la visualización del diagnóstico.................................................... |
289 |
c - 3

CONTENIDO |
|
|
B-64304SP-2/02 |
B.8 |
SISTEMA DE COORDENADAS LOCAL ................................................... |
290 |
|
|
B.8.1 |
Diferencias en las especificaciones ...................................................................... |
290 |
|
B.8.2 |
Diferencias en la visualización del diagnóstico.................................................... |
291 |
B.9 CONTROL DE CONTORNEADO Cs......................................................... |
292 |
||
|
B.9.1 |
Diferencias en las especificaciones ...................................................................... |
292 |
|
B.9.2 |
Diferencias en la visualización del diagnóstico.................................................... |
292 |
B.10 |
CONTROL DE CABEZAL SERIE/ANALÓGICO ........................................ |
292 |
|
|
B.10.1 |
Diferencias en las especificaciones ...................................................................... |
292 |
|
B.10.2 |
Diferencias en la visualización del diagnóstico.................................................... |
292 |
B.11 |
CONTROL DE VELOCIDAD SUPERFICIAL CONSTANTE ...................... |
293 |
|
|
B.11.1 |
Diferencias en las especificaciones ...................................................................... |
293 |
|
B.11.2 |
Diferencias en la visualización del diagnóstico.................................................... |
293 |
B.12 |
FUNCIONES DE HERRAMIENTA............................................................. |
294 |
|
|
B.12.1 |
Diferencias en las especificaciones ...................................................................... |
294 |
|
B.12.2 |
Diferencias en la visualización del diagnóstico.................................................... |
295 |
B.13 |
MEMORIA DE COMPENSACIÓN DE HERRAMIENTA ............................ |
295 |
|
|
B.13.1 |
Diferencias en las especificaciones ...................................................................... |
295 |
|
B.13.2 |
Diferencias en la visualización del diagnóstico.................................................... |
295 |
B.14 |
MACROS DE USUARIO............................................................................ |
296 |
|
|
B.14.1 |
Diferencias en las especificaciones ...................................................................... |
296 |
|
B.14.2 |
Diferencias en la visualización del diagnóstico.................................................... |
297 |
|
B.14.3 |
Varios ................................................................................................................... |
298 |
B.15 |
MACRO DE USUARIO DE TIPO INTERRUPCIÓN................................... |
298 |
|
|
B.15.1 |
Diferencias en las especificaciones ...................................................................... |
298 |
|
B.15.2 |
Diferencias en la visualización del diagnóstico.................................................... |
298 |
B.16 |
ENTRADA DE PARÁMETROS PROGRAMABLES (G10)......................... |
298 |
|
|
B.16.1 |
Diferencias en las especificaciones ...................................................................... |
298 |
|
B.16.2 |
Diferencias en la visualización del diagnóstico.................................................... |
298 |
B.17 |
IA-CONTROL EN ADELANTO AVANZADO /IA-CONTROL DE |
|
|
|
CONTORNO.............................................................................................. |
299 |
|
|
B.17.1 |
Diferencias en las especificaciones ...................................................................... |
299 |
|
B.17.2 |
Diferencias en la visualización del diagnóstico.................................................... |
301 |
B.18 |
FUNCIÓN DE SELECCIÓN DE LAS CONDICIONES DE MECANIZADO 302 |
||
|
B.18.1 |
Diferencias en las especificaciones ...................................................................... |
302 |
|
B.18.2 |
Diferencias en la visualización del diagnóstico.................................................... |
302 |
B.19 |
CONTROL SÍNCRONO DEL EJE ............................................................. |
303 |
|
|
B.19.1 |
Diferencias en las especificaciones ...................................................................... |
303 |
|
B.19.2 |
Diferencias en la visualización del diagnóstico.................................................... |
308 |
B.20 |
CONTROL DE EJE ANGULAR ARBITRARIO........................................... |
308 |
|
|
B.20.1 |
Diferencias en las especificaciones ...................................................................... |
308 |
|
B.20.2 |
Diferencias en la visualización del diagnóstico.................................................... |
308 |
B.21 |
CONTADOR DE PIEZAS Y HORAS DE FUNCIONAMIENTO .................. |
309 |
|
|
B.21.1 |
Diferencias en las especificaciones ...................................................................... |
309 |
|
B.21.2 |
Diferencias en la visualización del diagnóstico.................................................... |
309 |
B.22 |
AVANCE POR VOLANTE MANUAL.......................................................... |
310 |
|
|
B.22.1 |
Diferencias en las especificaciones ...................................................................... |
310 |
|
B.22.2 |
Diferencias en la visualización del diagnóstico.................................................... |
311 |
B.23 |
CONTROL DEL EJE POR PMC................................................................ |
311 |
|
|
B.23.1 |
Diferencias en las especificaciones ...................................................................... |
311 |
|
B.23.2 |
Diferencias en la visualización del diagnóstico.................................................... |
316 |
|
|
c - 4 |
|

B-64304SP-2/02 |
|
CONTENIDO |
B.24 |
LLAMADA A SUBPROGRAMA EXTERNO (M198)................................... |
316 |
|
B.24.1 Diferencias en las especificaciones ...................................................................... |
316 |
|
B.24.2 Diferencias en la visualización del diagnóstico.................................................... |
316 |
B.25 |
BÚSQUEDA DEL NÚMERO DE SECUENCIA .......................................... |
317 |
|
B.25.1 Diferencias en las especificaciones ...................................................................... |
317 |
|
B.25.2 Diferencias en la visualización del diagnóstico.................................................... |
317 |
B.26 |
VERIFICACIÓN DE LÍMITES DE RECORRIDO........................................ |
318 |
|
B.26.1 Diferencias en las especificaciones ...................................................................... |
318 |
|
B.26.2 Diferencias en la visualización del diagnóstico.................................................... |
319 |
B.27 |
COMPENSACIÓN DE ERROR DE PASO DE HUSILLO .......................... |
320 |
|
B.27.1 Diferencias en las especificaciones ...................................................................... |
320 |
|
B.27.2 Diferencias en la visualización del diagnóstico.................................................... |
320 |
B.28 |
FUNCIÓN DE SALVAPANTALLA Y FUNCIÓN DE |
|
|
SALVAPANTALLA AUTOMÁTICO ............................................................ |
321 |
|
B.28.1 Diferencias en las especificaciones ...................................................................... |
321 |
|
B.28.2 Diferencias en la visualización del diagnóstico.................................................... |
321 |
B.29 |
REINICIALIZACIÓN Y REBOBINADO ...................................................... |
322 |
|
B.29.1 Diferencias en las especificaciones ...................................................................... |
322 |
|
B.29.2 Diferencias en la visualización del diagnóstico.................................................... |
322 |
B.30 |
ACTIVACIÓN Y DESACTIVACIÓN DE MANUAL ABSOLUTA ................. |
323 |
|
B.30.1 Diferencias en las especificaciones ...................................................................... |
323 |
|
B.30.2 Diferencias en la visualización del diagnóstico.................................................... |
323 |
B.31 |
ENTRADA DE DATOS EXTERNOS.......................................................... |
324 |
|
B.31.1 Diferencias en las especificaciones ...................................................................... |
324 |
|
B.31.2 Diferencias en la visualización del diagnóstico.................................................... |
325 |
B.32 |
FUNCIÓN DE SERVIDOR DE DATOS ..................................................... |
326 |
|
B.32.1 Diferencias en las especificaciones ...................................................................... |
326 |
|
B.32.2 Diferencias en la visualización del diagnóstico.................................................... |
326 |
B.33 |
FUNCIÓN DE GESTIÓN DEL POWER MATE DESDE CNC.................... |
326 |
|
B.33.1 Diferencias en las especificaciones ...................................................................... |
326 |
|
B.33.2 Diferencias en la visualización del diagnóstico.................................................... |
326 |
B.34 |
COMPENSACIÓN DEL RADIO DE HERRAMIENTA/RADIO DE |
|
|
LA PUNTA DE HERRAMIENTA ................................................................ |
327 |
|
B.34.1 Diferencias en las especificaciones ...................................................................... |
327 |
|
B.34.2 Diferencias en la visualización del diagnóstico.................................................... |
331 |
B.35 |
CICLO FIJO DE TALADRADO .................................................................. |
331 |
|
B.35.1 Diferencias en las especificaciones ...................................................................... |
332 |
|
B.35.2 Diferencias en la visualización del diagnóstico.................................................... |
333 |
B.36 |
CICLO FIJO DE RECTIFICADO................................................................ |
334 |
|
B.36.1 Diferencias en las especificaciones ...................................................................... |
334 |
|
B.36.2 Diferencias en la visualización del diagnóstico.................................................... |
334 |
B.37 |
POSICIONAMIENTO UNIDIRECCIONAL ................................................. |
334 |
|
B.37.1 Diferencias en las especificaciones ...................................................................... |
334 |
|
B.37.2 Diferencias en la visualización del diagnóstico.................................................... |
335 |
B.38 |
ACHAFLANADO DE ÁNGULO Y REDONDEADO DE ESQUINA |
|
|
OPCIONALES ........................................................................................... |
335 |
|
B.38.1 Diferencias en las especificaciones ...................................................................... |
335 |
|
B.38.2 Diferencias en la visualización del diagnóstico.................................................... |
335 |
c - 5
I. GENERALIDADES
B-64304SP-2/02 |
GENERALIDADES |
1.GENERALIDADES |
1 GENERALIDADES
El manual consta de las siguientes partes:
Sobre este manual
I.GENERALIDADES
En este apartado se describe la organización de los capítulos, modelos aplicables, manuales relacionados y notas para la lectura de este manual.
II.PROGRAMACIÓN
En este apartado se describe cada función: el formato utilizado para programar funciones de lenguaje de CNC, características y limitaciones.
III.OPERACIÓN
En este apartado se describe el funcionamiento en modo manual y en modo automático, los procedimientos para la entrada y salida de datos y los procedimientos para la edición de programas.
ANEXO
Se incluye una lista de parámetros, rangos de datos válidos y alarmas.
NOTA
1En este manual se describen las funciones que se pueden realizar en el tipo de control de canal de la Serie M. Para obtener información sobre otras funciones no específicas de la Serie M, consulte el Manual del operador para el Sistema de torno/Sistema de centro de mecanizado) (B-64304SP).
2Puede que algunas de las funciones descritas en este manual no se correspondan con alguno de los productos. Para más detalles, consulte el manual Descriptions (B-64302EN).
3En este manual no se ofrecen detalles sobre los parámetros que no se mencionan en el texto. Para más detalles sobre estos parámetros, consulte el Manual de parámetros (B-64310SP).
Los parámetros se utilizan para ajustar por adelantado las funciones y condiciones de funcionamiento de una máquina herramienta con CNC y los valores usados con más frecuencia. Normalmente, el fabricante de las máquinas herramienta ajusta los parámetros para que el usuario pueda usar la máquina herramienta fácilmente.
4En este manual no sólo se describen las funciones básicas, sino también las funciones opcionales. Consulte las opciones que lleva incorporadas su sistema en el manual publicado por el fabricante de la máquina herramienta.
Modelos a los que corresponde este manual
Este manual describe los siguientes modelos que son 'Nano CNCs'.
El 'sistema Nano CNC', que realiza un mecanizado de alta precisión, puede construirse combinando estos modelos y controles de servo de alta velocidad y alta precisión.
En el presente texto, además de los nombres de modelo indicados a continuación, se pueden utilizar las correspondientes abreviaturas.
Nombre de modelo |
|
Abreviatura |
|
Serie 0i -MD de FANUC |
0i -MD |
|
Serie 0i-MD |
Serie 0i Mate -MD de FANUC |
0i Mate -MD |
|
Serie 0i Mate-MD |
- 3 -
1.GENERALIDADES |
GENERALIDADES |
B-64304SP-2/02 |
NOTA
1Con fines explicativos, estos modelos se puede clasificar del siguiente modo:
Serie M: 0i -MD / 0i Mate -MD
2Puede que algunas de las funciones descritas en este manual no se correspondan con alguno de los productos.
Para más detalles, consulte el manual DESCRIPTIONS (B-64302EN).
3Para el 0i-D / 0i Mate-D, deben configurarse los parámetros para habilitar o deshabilitar algunas funciones básicas.
Encontrará información acerca de estos parámetros en el apartado 4.51, " PARÁMETROS DE LAS FUNCIONES BÁSICAS DEL 0i-D / 0i Mate-D" en el MANUAL DE PARÁMETROS (B-64310EN).
Símbolos especiales
Este manual utiliza los siguientes símbolos:
-IP
Indica una combinación de ejes, como X_ Y_ Z_
En el espacio subrayado después de cada dirección, se inserta un valor numérico, como un valor de coordenada (se utiliza en PROGRAMACIÓN).
-;
Indica el final de un bloque. En realidad, corresponde al código ISO LF (AVANCE DE LÍNEA) o al código EIA CR (RETORNO DE CARRO).
Manuales relaciones de la Serie 0i -D, Serie 0i Mate -D
En la tabla siguiente figuran los manuales relacionados de la Serie 0i -D y la Serie 0i Mate -D. Este manual está indicado con un asterisco (*).
|
Tabla 1 Manuales relacionados |
|
|
|
Nombre del manual |
Núm. de |
|
|
especificación |
|
|
|
|
|
|
|
DESCRIPTIONS |
B-64302EN |
|
|
CONNECTION MANUAL (HARDWARE) |
B-64303EN |
|
|
CONNECTION MANUAL (FUNCTION) |
B-64303EN-1 |
|
|
MANUAL DEL OPERADOR |
B-64304SP |
|
|
(Común al sistema de torno/sistema de centro de mecanizado) |
|
|
|
MANUAL DEL OPERADOR (Para sistema de torno) |
B-64304SP-1 |
|
|
MANUAL DEL OPERADOR (Para sistema de centro de mecanizado) |
B-64304SP-2 |
* |
|
MANUAL DE MANTENIMIENTO |
B-64305SP |
|
|
MANUAL DE PARÁMETROS |
B-64310SP |
|
|
MANUAL DE PUESTA EN MARCHA |
B-64304SP-3 |
|
|
Programación |
|
|
|
Macro Compiler / Macro Executor PROGRAMMING MANUAL |
B-64303EN-2 |
|
|
Macro Compiler OPERATOR’S MANUAL |
B-64304EN-5 |
|
|
C Language PROGRAMMING MANUAL |
B-64303EN-3 |
|
|
PMC |
|
|
|
PMC PROGRAMMING MANUAL |
B-64393EN |
|
|
Red |
|
|
|
PROFIBUS-DP Board CONNECTION MANUAL |
B-64403EN |
|
|
Fast Ethernet / Fast Data Server MANUAL DEL OPERADOR |
B-64014SP |
|
|
DeviceNet Board CONNECTION MANUAL |
B-64443EN |
|
|
FL-net Board CONNECTION MANUAL |
B-64453EN |
|
- 4 -
B-64304SP-2/02 |
GENERALIDADES |
|
1.GENERALIDADES |
|||
|
|
|
|
|
|
|
|
Nombre del manual |
|
Núm. de |
|
||
|
|
especificación |
|
|||
|
|
|
|
|
||
|
Seguridad con doble comprobación |
|
|
|
|
|
|
Dual Check Safety CONNECTION MANUAL |
|
|
B-64303EN-4 |
|
|
|
Función de guía de operación |
|
|
|
|
|
|
MANUAL GUIDE i |
|
|
B-63874SP |
|
|
|
(Común para sistema de torno/Sistema de centro de mecanizado) |
|
|
|
|
|
|
MANUAL DEL OPERADOR |
|
|
|
|
|
|
MANUAL GUIDE i (For Machining Center System) OPERATOR’S MANUAL |
|
B-63874EN-2 |
|
||
|
MANUAL GUIDE i (Set-up Guidance Functions) |
|
B-63874EN-1 |
|
||
|
OPERATOR’S MANUAL |
|
|
|
|
|
|
MANUAL GUIDE 0i MANUAL DEL OPERADOR |
|
B-64434SP |
|
||
|
TURN MATE i MANUAL DEL OPERADOR |
|
|
B-64254SP |
|
|
Manuales relacionados de las Series αi/βi de SERVOMOTORES
La tabla siguiente enumera los manuales asociados a las Series αi/βi de SERVOMOTORES
Tabla 2 Manuales relacionados
Nombre del manual |
Núm. de especificación |
|
FANUC AC SERVO MOTOR αi series |
B-65262EN |
|
DESCRIPTIONS |
||
|
||
FANUC AC SPINDLE MOTOR αi series |
B-65272EN |
|
DESCRIPTIONS |
||
|
||
FANUC AC SERVO MOTOR βi series |
B-65302EN |
|
DESCRIPTIONS |
||
|
||
FANUC AC SPINDLE MOTOR βi series |
B-65312EN |
|
DESCRIPTIONS |
||
|
||
FANUC SERVO AMPLIFIER αi series |
B-65282EN |
|
DESCRIPTIONS |
||
|
||
FANUC SERVO AMPLIFIER βi series |
B-65322EN |
|
DESCRIPTIONS |
||
|
||
SERVOMOTOR serie αis DE FANUC |
|
|
SERVOMOTOR serie αi DE FANUC |
|
|
MOTOR DE CABEZAL AC serie αi DE FANUC |
B-65285SP |
|
FANUC SERVO AMPLIFIER αi series |
|
|
MANUAL DE MANTENIMIENTO |
|
|
FANUC SERVO MOTOR βis series |
|
|
FANUC AC SPINDLE MOTOR βi series |
B-65325EN |
|
FANUC SERVO AMPLIFIER βi series |
||
|
||
MANUAL DE MANTENIMIENTO |
|
|
FANUC AC SERVO MOTOR αi/βi series, |
|
|
FANUC LINEAR MOTOR LiS series |
B-65270EN |
|
FANUC SYNCHRONOUS BUILT-IN SERVO MOTOR DiS series |
||
|
||
PARAMETER MANUAL |
|
|
FANUC AC SPINDLE MOTOR αi/βi series, |
|
|
BUILT-IN SPINDLE MOTOR Bi series |
B-65280EN |
|
PARAMETER MANUAL |
|
Este manual supone fundamentalmente que se está utilizando la serie αi de SERVOMOTORES de FANUC. Para tener información sobre los servomotores y cabezales, consulte los manuales correspondientes al servomotor y cabezal realmente conectados.
- 5 -

1.GENERALIDADES |
GENERALIDADES |
B-64304SP-2/02 |
1.1 FLUJO GENERAL DE FUNCIONAMIENTO DE UNA MÁQUINA HERRAMIENTA DE CNC
Cuando mecanice una pieza por medio de una máquina herramienta de CNC, prepare primeramente el programa, y después haga funcionar la máquina utilizando dicho programa.
(1)En primer lugar, prepare el programa a partir del plano de la pieza para hacer funcionar la máquina herramienta de CNC.
El modo de preparar el programa se describe en la Parte II, “Programación.”
(2)El programa debe ser leído por el sistema de CNC. A continuación, después de montar las piezas y herramientas en la máquina, maneje las herramientas según el programa. Finalmente, ejecute el mecanizado real de la pieza.
El modo de operar el sistema de CNC se describe en la Parte III, “Operación.”
Plano de |
Programa |
|
|
la pieza |
de pieza |
|
|
|
|
CNC |
Máquina herramienta |
PARTE II, "PROGRAMACIÓN" |
PARTE III, "OPERACIÓN" |
||
Antes de programar el mecanizado, realice un plan de mecanizado para el procesamiento de la pieza. Plan de mecanizado
1.Determinación del rango de mecanizado de la pieza
2.Método de montaje de las piezas en la máquina herramienta
3.Secuencia de mecanizado en cada proceso de mecanizado
4.Herramientas de mecanizado y condiciones de mecanizado Determine el método de mecanizado para cada procesamiento.
Proceso de mecanizado |
1 |
2 |
3 |
Procedimiento |
Mecanizado |
Mecanizado de |
Ranurado |
de mecanizado |
de cara final |
diámetro exterior |
|
1.Método de mecanizado : Desbaste
Semiacabado Acabado
2.Herramientas de mecanizado
3.Condiciones de mecanizado : Velocidad de avance Profundidad de corte
4.Trayectoria de herramienta
- 6 -
B-64304SP-2/02 |
GENERALIDADES |
1.GENERALIDADES |
1.2 NOTAS SOBRE LA LECTURA DE ESTE MANUAL
 PRECAUCIÓN
PRECAUCIÓN
1La función de un sistema de máquina herramienta con CNC depende no sólo del
CNC, sino también de la combinación de la máquina herramienta, el armario de maniobra eléctrica, el sistema servo, el CNC mismo, los paneles de operador, etc.
Resulta muy difícil describir el funcionamiento, la programación y las operaciones asociados a todas las combinaciones. Con carácter general, este manual las describe desde el punto de vista del CNC. Así, para obtener más detalles sobre una máquina herramienta con CNC, consulte el manual publicado por el fabricante de la máquina herramienta, que tendrá prioridad sobre este manual.
2En el encabezamiento de cada página de este manual, figura el título del capítulo para que el lector puede consultar fácilmente la información que necesita.
Si el lector busca en primer lugar el título en el que está interesado, puede encontrar apartados con la información exclusiva que necesita.
3Este manual contiene descripciones con tantas variaciones del uso del sistema como son posibles. No puede abarcar todas las combinaciones de funciones, opciones y comandos que no se deben intentar ejecutar.
Si no se describe una combinación concreta de operaciones, no se debe intentar realizarla.
1.3NOTAS SOBRE VARIOS TIPOS DE DATOS
 PRECAUCIÓN
PRECAUCIÓN
Los programas de mecanizado, parámetros, datos de compensación, etc., están almacenados en la memoria no volátil interna del CNC. Normalmente, estos contenidos no se pierden al conectar y desconectar la alimentación. Por regla general, este contenido no se pierde al CONECTAR/DESCONECTAR la alimentación. Sin embargo, es posible que se pueda producir un estado en que sea preciso borrar datos muy valiosos almacenados en la memoria no volátil, por haber realizado una operación incorrecta o tener que ejecutar una restauración después de un fallo. Para lograr una restauración rápida cuando se produzca este tipo de anomalía, le recomendamos crear con antelación una copia de los distintos tipos de datos.
- 7 -
II. PROGRAMACIÓN
B-64304SP-2/02 |
PROGRAMACIÓN |
1.GENERALIDADES |
1 GENERALIDADES
El Capítulo 1, "GENERALIDADES", consta del siguiente apartado:
1.1 FIGURA DE HERRAMIENTA Y MOVIMIENTO DE HERRAMIENTA MEDIANTE |
|
PROGRAMA ...................................................................................................................................... |
11 |
1.1 FIGURA DE HERRAMIENTA Y MOVIMIENTO DE HERRAMIENTA MEDIANTE PROGRAMA
Explicación
-Mecanizado mediante el extremo de la herramienta - Función de
compensación de la longitud de herramienta
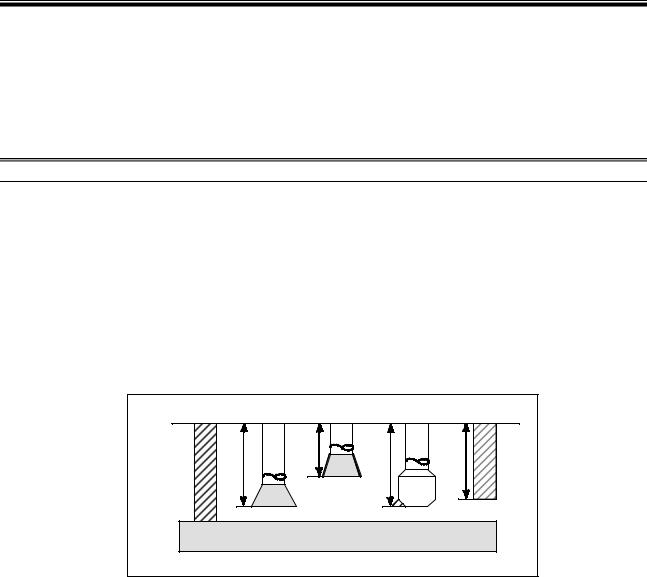
Habitualmente, para el mecanizado de una pieza se emplean varias herramientas. Las herramientas tienen distinta longitud. Resulta muy problemático cambiar el programa según las herramientas.
Por consiguiente, la longitud de cada herramienta se ha de medir con antelación. Ajustando la diferencia entre la longitud de la herramienta estándar y la longitud de cada herramienta en el CNC (véase el Capítulo "Ajuste y visualización de datos" del Manual del operador (común a los sistemas de torno / centro de mecanizado), se puede ejecutar el mecanizado sin modificar el programa incluso cuando se cambia la herramienta. Esta función se denomina compensación de la longitud de la herramienta (véase el capítulo “Función de compensación” en este manual).
H1 |
H2 |
H3 |
H4 |
Herramienta |
|
|
|
estándar |
|
|
|
|
|
Pieza |
|
- 11 -
1.GENERALIDADES |
PROGRAMACIÓN |
B-64304SP-2/02 |
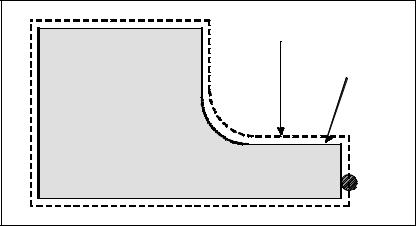
-Mecanizado mediante el lateral de la herramienta - Función de compensación del radio herramienta
Trayectoria con compensación del |
radio de herramienta |
Contorno de pieza |
mecanizado |
Pieza |
Herramienta |
Dado que las herramientas tienen radio, el centro de la trayectoria de la herramienta rodea la pieza, pero con una desviación del radio de la herramienta.
Si en el CNC se almacenan los radios de las herramientas (véase el capítulo "Ajuste y visualización de datos” del Manual del operador (común a los sistemas de torno / centro de mecanizado)), la herramienta se puede mover con una separación igual al radio de la herramienta respecto del contorno de la pieza mecanizada. Esta función se denomina compensación del radio de la herramienta (véase el capítulo “Función de compensación” en este manual).
- 12 -

|
|
|
2.FUNCIÓN PREPARATORIA |
|
|
B-64304SP-2/02 |
PROGRAMACIÓN |
(FUNCIÓN G) |
|
|
|
|
||
|
2 |
FUNCIÓN PREPARATORIA |
|
|
|
|
(FUNCIÓN G) |
|
|
Un número indicado a continuación de una dirección G determina la descripción del comando para el bloque en cuestión.
Los códigos G se dividen en los dos tipos siguientes.
Tipo |
Significado |
Código G simple |
El código G es válido únicamente en el bloque en el que se ha especificado. |
Código G modal |
El código G es válido hasta que se especifica otro código G del mismo grupo. |
(Ejemplo)
G01 y G00 son códigos G modales del grupo 01. G01 X_ ;
Z_ ; G01 es válido en este rango. X_ ;
G00 Z_ ; G00 es válido en este rango. X_ ;
G01 X_ ;
:
Explicación
1.Cuando al conectar la alimentación o efectuar una reinicialización se activa el estado de borrado (parámetro CLR (Nº 3402#6)), los códigos G modales pasan a los estados que se indican a continuación:
(1)Los códigos G modales cambian a los estados identificados con el símbolo  como se indica en la Tabla 2.
como se indica en la Tabla 2.
(2)G20 y G21 permanecen invariables al activarse el estado de borrado en la conexión de la alimentación o al efectuar una reinicialización.
(3)El parámetro G23 (Nº 3402#7) ajusta el estado G22 o G23 cuando se conecta la alimentación. Sin embargo, G22 y G23 permanecen invariables al activarse el estado de borrado cuando se efectúa una reinicialización.
(4)El usuario puede seleccionar G00 o G01 a través del ajuste del parámetro G01 (Nº 3402#0).
(5)El usuario puede seleccionar G90 o G91 a través del ajuste del parámetro G91 (Nº 3402#3). Cuando se utiliza el sistema B o C de códigos G en el sistema de torno, el ajuste del parámetro G91 (Nº 3402#3) determina el código aplicable: G90 o G91.
(6)En el sistema de centro de mecanizado, el usuario puede seleccionar G17, G18 o G19 a través del ajuste de los parámetros G18 y G19 (Nº 3402#1 y #2).
2.Los códigos G del grupo 00 diferentes de G10 y G11 son códigos G simples.
3.Cuando se especifica un código G que no aparece en la lista de códigos G o que no tiene la opción correspondiente, se genera la alarma PS0010.
4.Pueden especificarse varios códigos G en el mismo bloque si cada código G pertenece a un grupo distinto. Si se especifican en un mismo bloque varios códigos G pertenecientes todos al mismo grupo, sólo será válido el último código G especificado.
5.Si se especifica un código G perteneciente al grupo 01 en un ciclo fijo de taladrado, se cancela el ciclo fijo de taladrado. Esto significa que se ajusta el mismo estado que con la especificación de G80. Observe que los códigos G del grupo 01 no se ven afectados por un código G que especifique un ciclo fijo de taladrado.
6.Los códigos G vienen indicados por grupos.
7.El grupo de G60 cambia según el ajuste del parámetro MDL (Nº 5431#0). (Cuando el bit MDL está configurado a 0, se selecciona el grupo 00. Cuando el bit MDL está configurado a 1, se selecciona el grupo 01.)
-13 -

2.FUNCIÓN PREPARATORIA
(FUNCIÓN G) |
|
PROGRAMACIÓN |
B-64304SP-2/02 |
|
|
|
|
Tabla 2 Lista de códigos G |
|
|
Código G |
Grupo |
Función |
|
|
G00 |
|
Posicionamiento (mov. en rápido) |
|
|
G01 |
01 |
Interpolación lineal (avance de mecanizado) |
|
|
G02 |
Interpolación circular en sentido horario o interpolación helicoidal en sentido horario |
||
|
G03 |
|
Interpolación circular en sentido antihorario o interpolación helicoidal en sentido |
|
|
|
|
antihorario |
|
|
G04 |
|
Tiempo de espera, parada exacta |
|
|
G05.1 |
|
IA-control en adelanto avanzado / IA-control de contorno / IA-control de contorno II |
|
|
G05.4 |
|
HRV3 on/off |
|
|
G07.1 (G107) |
00 |
Interpolación cilíndrica |
|
|
G09 |
|
Parada exacta |
|
|
G10 |
|
Entrada de datos programables |
|
|
G11 |
|
Cancelación del modo de entrada de datos programables |
|
|
G15 |
17 |
Cancelación del comando de coordenadas polares |
|
|
G16 |
Comando de coordenadas polares |
|
|
|
|
|
||
|
G17 |
|
Selección de plano XpYp |
Xp: Eje X o su eje paralelo |
|
G18 |
02 |
Selección de plano ZpXp |
Yp: Eje Y o su eje paralelo |
|
G19 |
|
Selección de plano YpZp |
Zp: Eje Z o su eje paralelo |
|
G20 |
06 |
Entrada en pulgadas |
|
|
G21 |
Entrada en mm |
|
|
|
|
|
||
|
G22 |
04 |
Activación de la función de verificación de límites de recorrido |
|
|
G23 |
Desactivación de la función de verificación de límites de recorrido |
||
|
|
|||
|
G27 |
|
Comprobación de retorno a la posición de referencia |
|
|
G28 |
|
Retorno automático a la posición de referencia |
|
|
G29 |
00 |
Desplazamiento desde la posición de referencia |
|
|
G30 |
|
Retorno a posición de referencia 2, 3 y 4 |
|
|
G31 |
|
Función de salto |
|
|
G33 |
01 |
Roscado |
|
|
G37 |
00 |
Medición automática de longitud de herramienta |
|
|
G39 |
Compensación del radio de herramienta interpolación circular en esquinas |
||
|
|
|||
|
G40 |
|
Compensación del radio de herramienta cancelación |
|
|
G41 |
07 |
Compensación del radio de herramienta izquierda |
|
|
G42 |
|
Compensación del radio de herramienta derecha |
|
|
G40.1 |
|
Modo cancelación de control en la dirección perpendicular |
|
|
G41.1 |
19 |
Activación de control en la dirección perpendicular : izquierda |
|
|
G42.1 |
|
Activación de control en la dirección perpendicular : derecha |
|
|
G43 |
08 |
Compensación de la longitud de herramienta + |
|
|
G44 |
Compensación de la longitud de herramienta - |
|
|
|
|
|
||
|
G45 |
|
Compensación de herramienta : aumento |
|
|
G46 |
00 |
Compensación de herramienta : disminución |
|
|
G47 |
Compensación de herramienta : aumento doble |
|
|
|
|
|
||
|
G48 |
|
Compensación de herramienta : disminución doble |
|
|
G49 |
08 |
Cancelación de la compensación de la longitud de herramienta |
|
|
G50 |
11 |
Cancelación de factor de escala |
|
|
G51 |
Factor de escala |
|
|
|
|
|
||
|
G50.1 |
22 |
Cancelación de imagen espejo programable |
|
|
G51.1 |
Imagen espejo programable |
|
|
|
|
|
||
|
G52 |
00 |
Ajuste del sistema de coordenadas local |
|
|
G53 |
Ajuste del sistema de coordenadas de máquina |
|
|
|
|
|
||
- 14 -
Loading...