


Series 0i Mate-MC
Table of contents
 Loading...
Loading...
*
FANUC Series 0 Mate-MC
BETRIEBSHANDBUCH
B-64144GE/01

Ȧ Kein Teil dieses Handbuchs darf in irgendeiner Form reproduziert
werden
Ȧ Änderungen in allen Spezifikationen und Ausführungen sind
vorbehalten.
Im Handbuch werden soviele Themen wie möglich angesprochen. Es
würde jedoch den Umfang des Handbuchs sprengen, wenn alle
Möglichkeiten, die unterbleiben sollten oder nicht verwirklicht werden
dürfen, behandelt würden. Funktionen, die nicht ausdrücklich als
zulässig bezeichnet sind, dürfen nicht durchgeführt werden.
SICHERHEITSMASSNAHMEN
Im nachfolgendenAbschnitt werden Sicherheitsmaßnahmen im Umgang mit CNC--Steuerungen erläutert. Diese
Sicherheitsmaßnahmen sind unbedingteinzuhalten, umdie BetriebssicherheitCNC--gesteuerter Maschinen(von
dieser Konfiguration wird i m folgenden ausgegangen) zu gewährleisten. Einige Sicherheitsmaßnahmen sind
ausschließlich speziellen Funktionen zugeordnet und kommen deshalb nicht bei allen CNC--Steuerungen zum
Tragen.
Vom Benutzer sind außerdem maschinenbezogene Sicherheitsmaßnahmen zu beachten, die sich im zugehörigen
Handbuch des Maschinenherstellers finden. Vor Inbetriebnahme der Maschine bzw. der Erstellung eines
Programms zur Steuerung der Maschine hat sich der Bediener mit dem vorliegenden Handbuch und dem
jeweiligen Handbuch des Maschinenherstellers eingehend vertraut zu machen.
Inhalt
1. DEFINITION VON WARNHINWEISEN, VORSICHTSHINWEISEN
UND ANMERKUNGEN s--2................................................
2. ALLGEMEINE WARN-- UND VORSICHTSHINWEISE s--3......................
3. WARN-- UND VORSICHTSHINWEISE ZUR PROGRAMMIERUNG s--5..........
4. WARN-- UND VORSICHTSHINWEISE ZUR BEDIENUNG s--7..................
5. WARNHINWEISE ZUR TÄGLICHEN WARTUNG s--9..........................
s- 1
1
SICHERHEITSMASSNAHMEN
B--64144GE/01
DEFINITION VON WARNHINWEISEN, VORSICHTSHINWEISEN UND ANMERKUNGEN
Das Handbuch enthält Sicherheitshinweise, die der Sicherheit des Benutzers dienen und eine
Beschädigung der Maschine verhindern sollen. Es wird nach Sicherheitsrelevanz unterschieden in
Warnhinweise und Vorsichtshinweise. Bei Anmerkungen handelt es sich um Zusatzinformationen.
Warnhinweise, Vorsichtshinweise und Anmerkungen vor Inbetriebnahme der Maschine sorgfältig
lesen.
WARNUNG
Hinweis, daß bei Nichtbeachtung der vorgeschriebenen Verfahrensweise für den Benutzer
Verletzungsgefahr besteht, beziehungsweise Gefahr sowohl für den Benutzer als auch für die
Maschine besteht.
VORSICHT
Hinweis, daß bei Nichtbeachtung der vorgeschriebenen Verfahrensweise die Gefahr einer
Beschädigung der Maschine besteht.
ANMERKUNG
Hinweis auf ergänzende Informationen, bei denen es sich nicht um Warnhinweise oder
Vorsichtshinweise handelt.
` Handbuch sorgfältig lesen und an einem sicheren Ort aufbewahren.
s- 2
B--64144GE/01
2
SICHERHEITSMASSNAHMEN
ALLGEMEINE WARN-- UND VORSICHTSHINWEISE
WARNUNG
1. Vor der Bearbeitung eines Werkstücks ist die Funktion der Maschine zu prüfen. Dazu wird ein
Probelauf inder Funktion ’Einzelsatz’,’Vorschub--Override’ oder’Maschinensperre’oder ohne
Werkzeug und Werkstück durchgeführt. Andernfalls besteht Gefahr, daß sich die Maschine
während der Bearbeitung unerwartet verhält und Werkstück, Maschine und Personen zu
Schaden kommen.
2. Vor Inbetriebnahme der Maschine sind die Eingabedaten sorgfältig zu überprüfen.
Das Ansteuern der Maschine mit ungeeigneten Daten kann dazu führen, daß sich die Maschine
unerwartet verhält und Werkstück, Maschine und Personen zu Schaden kommen.
3. Die Vorschubgeschwindigkeit ist dem Arbeitsvorgang anzupassen. Generell ist für jede
Maschine eine Begrenzung der Vorschubgeschwindigkeit eingerichtet. Die richtige
Vorschubgeschwindigkeit hängt von dem jeweiligen Bearbeitungsvorgang ab. Die maximal
zulässige Vorschubgeschwindigkeit ist im Maschinenhandbuch angegeben. Das Ansteuern der
Maschine mit einem ungeeigneten Geschwindigkeitsbefehl kann dazu führen, daß sich die
Maschine unerwartet verhält und Werkstück, Maschine und Personen zu Schaden kommen.
4. Bei Verwendung einer Werkzeugkompensationsfunktion sind Richtung und Betrag der
Kompensation sorgfältig zu prüfen.
Das Ansteuern der Maschine mit ungeeigneten Daten kann dazu führen, daß sich die Maschine
unerwartet verhält und Werkstück, Maschine und Personen zu Schaden kommen.
5. Die CNC-- und PMC--Parameter sind werksseitig eingestellt und brauchen normalerweisenicht
verändert werden. Ist eine Abänderung dieser Parameter unumgänglich, muß deren Funktion
genauestens bekannt sein.
Bei falsch eingestellten Parametern besteht die Gefahr eines unerwarteten
Maschinenverhaltens, durch das es zu einer Beschädigung des Werkstücks und/oder der
Maschine beziehungsweise einer Verletzung des Benutzers kommen kann.
6. Nach dem Einschalten der Spannung darf die Handeingabetastatur erst dann betätigt werden,
wenn aufdem Maschinen--Bildschirm diePositionsanzeige bzw. eine Alarmmeldungerscheint.
Die Handeingabetastatur besitzt unter anderem Tasten, die Wartungszwecken oder anderen
Sonderfunktionen zugeordnet sind. Ihre Betätigung kann dazu führen, daß sich die
CNC--Maschine beim Start anders als erwartet verhält.
7. Mit der CNC werden ein Bedienungshandbuch und ein Programmierhandbuch mitgeliefert.
Diese Handbücher enthalten Beschreibungen der Maschinenfunktionen und eventuell
optionaler Funktionen. Ob eine in diesem Handbuch beschriebene optionale Funktion zur
Verfügung steht, richtet sich nach der Ausführung der Maschine. Im Zweifelsfall ist die
Maschinenbeschreibung hinzuzuziehen.
s- 3
SICHERHEITSMASSNAHMEN
B--64144GE/01
WARNUNG
8. Zum Teil werden Funktionen nach Angaben des Maschinenherstellers eingerichtet. Hinweise
zur Benutzungsolcher Funktionen und entsprechende Vorsichtsmaßnahmen sindin diesem Fall
dem Handbuch des Maschinenherstellers zu entnehmen.
ANMERKUNG
Programme, Parameter und Makrovariablen werden im nichtflüchtigen Speicher der CNC
gespeichert und gehen normalerweise auch bei abgeschalteter Spannung nicht verloren. Es kann
jedoch zu einem versehentlichen oder im Zuge der Fehlerbeseitigung notwendigen Löschen dieser
Daten aus dem nichtflüchtigen Speicher kommen.
Um diesen Fall auszuschließen und eine schnelle Wiederherstellung gelöschter Daten zu
gewährleisten,sichern Sie alleIhre Daten, undbewahren Siedie Sicherungskopie aneinem sicheren
Ort auf.
s- 4
B--64144GE/01
3
1. Einrichten eines Koordinatensystems
SICHERHEITSMASSNAHMEN
WARN-- UND VORSICHTSHINWEISE ZUR
PROGRAMMIERUNG
Der nachfolgende Abschnitt enthält die wichtigsten im Zusammenhang mit der P rogrammierung
zu beachtenden Sicherheitshinweise. Vor der Programmierung Bedienungshandbuch und
Programmierhandbuch sorgfältig lesen.
WARNUNG
Bei einem falsch eingerichteten Koordinatensystem besteht aufgrund der Tatsache, daß das
Programm einen ansonsten richtigen Verfahrbefehl ausgibt, die Gefahr eines unerwarteten
Maschinenverhaltens, durch dases zu einer Beschädigung des Werkzeugs, Werkstücks und/oder
der Maschine beziehungsweise einer Verletzung des Benutzers kommen kann.
2. Positionierung durch Nichtlineare Interpolation
Bei Positionierung mittels nichtlinearer Interpolation (Positionierung durch nichtlineares
Verfahren zwischen Start-- und Endpunkt) i st vor der Programmierung die Werkzeugbahn
sorgfältig zu überprüfen.
Die Positionierungerfolgt im Eilgang. Bei einer Kollision vonWerkzeug undWerkstückbesteht
die Gefahr, daß Werkzeug, Werkstück, Maschine und Personen zu Schaden kommen.
3. Funktionen mit Rundachse
Bei der Programmierung einer Polarkoordinaten--Interpolation bzw. einer S t euerung in
Normalenrichtung(senkrecht)ist auf die Drehzahl der Rotationsachse besonders zuachten. Eine
inkorrekte Programmierung kann dazu führen, daß die Drehzahl der Rotationsachse zu hoch
wird. Bei nicht ordnungsgemäß eingesetztem Werkstück kann sich durch die entstehende
Zentrifugalkraft das Spannfutter vom Werkstück lösen.
Hierdurch werden Werkzeug, Maschine oder Werkstück beschädigt und/oder der Benutzer
verletzt.
4. Umschaltung Zoll/metrisch
Beim Umschalten der Eingabe--Einheiten von Zoll auf metrisch und umgekehrt werden die
Maßeinheiten von Daten wie Werkstücknullpunkt-- Versatz, Parameter und momentane Position
nicht verändert. Vor dem Einschalten der Maschine ist deshalb zu überprüfen, welche Einheiten
verwendetwerden. Sind beim Startder Maschinefalsche Datenwirksam, besteht dieGefahr, daß
Werkzeug, Werkstück, Maschine und Personen zu Schaden kommen.
5. Konstante Schnittgeschwindigkeits--Steuerung
Beim Verfahren einer Achse unter Konstanter Schnittgeschwindigkeits--Steuerung zum
Ursprungspunkt des Werkstück--Koordinatensystems kann dieSpindeldrehzahl unzulässighoch
ansteigen. Um dies zu verhindern, muß eine Höchstdrehzahl festgelegt werden. Bei falsch
eingestellter Höchstdrehzahl besteht die Gefahr, daß Werkzeug, Werkstück, Maschine und
Personen zu Schaden kommen.
s- 5

SICHERHEITSMASSNAHMEN
WARNUNG
6. Verfahrbereichskontrolle
Nach dem Einschalten der Spannung ist gegebenenfalls ein manuelles Referenzpunktfahren
durchzuführen. Eine Verfahrbereichskontrolle ist erst nach manuellem Referenzpunktfahren
möglich. Bei deaktivierter Verfahrbereichskontrolle wird auch bei Wegüberschreitung keine
Alarmmeldung ausgelöst. Es besteht die Gefahr, daß Werkzeug, Werkstück, Maschine und
Personen zu Schaden kommen.
7. Werkzeugträger--Kollisionsüberwachung
Im Automatikbetrieb wird anhand der vorgegebenen Werkzeugdaten eine
Werkzeugträger--Kollisionsüberwachung durchgeführt. Entsprechen die Werkzeugdaten nicht
dem tatsächlich benutzten Werkzeug, ist eine einwandfreie Kollisionsüberwachung nicht
möglich. Eskann zu einer Beschädigung desWerkzeugsoder derMaschine odereinerVerletzung
des Benutzers kommen.
Nach dem Einschalten der S pannung oder nach der manuellen Anwahl eines Werkzeugträgers
muß grundsätzlich der Automatikbetrieb aufgenommen und die Nummer des zu benutzenden
Werkzeugs eingegeben werden.
B--64144GE/01
8. Absolut--/Inkrementalmaß--Modus
Wird ein unter Verwendung von Absolutmaßwerten erstelltes Programm im Inkrementalmaßmodus ausgeführt oder umgekehrt, besteht die Gefahreines unerwarteten Maschinenverhaltens.
9. Ebenenwahl
Werden für Kreisinterpolation, Helix--Interpolation oder einen Festzyklus falsche Ebenen
angegeben, besteht die Gefahr eines unerwarteten Maschinenverhaltens. Einzelheiten hierzu
sind den Beschreibungen der betreffenden Funktionen zu entnehmen.
10.Restweg löschen mit Drehmomentgrenze
Dieser Vorgang ist nur möglich, wenn zuvor eine Drehmomentgrenze festgelegt wurde. Der
Befehl zum Restweg--Löschen mit Drehmomentgrenze ohne Angabe eines Drehmomentgrenzwertsführt dazu, daß der betreffendeVerfahrbefehl ohne Löschendes Restwegs ausgeführt
wird.
11. Programmierbare Achsenspiegelung
Beachten Sie, daß programmierte Arbeitsvorgänge durch eine Achsenspiegelung erheblich
verändert werden.
12.Kompensationsfunktion
Wird im Kompensations--Modus ein auf das Maschinen--Koordinatensystem bezogener Befehl
oder ein Befehl zum R eferenzpunktfahren ausgegeben, führt dies zu einem vorübergehenden
Aussetzen der Kompensationsfunktion und unerwartetem Maschinenverhalten.
DerKompensations--Modus ist deshalbvor Ausgabeeines derartigenBefehls stetsabzuschalten.
s- 6
B--64144GE/01
4
1. Handbetrieb
SICHERHEITSMASSNAHMEN
WARN-- UND VORSICHTSHINWEISE ZUR BEDIENUNG
Der nachfolgende Abschnitt nennt S i cherheitsmaßnahmen im Zusammenhang mit der
Maschinenbedienung. Vor der Inbetriebnahme Bedienungshandbuch und Programmierhandbuch
sorgfältig lesen.
WARNUNG
Vor der manuellen Bedienung der Maschine sind sorgfältig die momentanen Positionen von
Werkzeug und Werkstück sowie die vorgegebene Achse, Verfahrrichtung und
Vorschubgeschwindigkeit zu prüfen. Bei fehlerhafter Bedienung besteht die Gefahr, daß
Werkzeug, Werkstück, Maschine und Personen zu Schaden kommen.
2. Manuelle Rückkehr zur Referenzposition
Nach dem Einschalten der Spannung ist gegebenenfalls ein manuelles Referenzpunktfahren
durchzuführen. Wird die Maschine ohne vorheriges manuelles Referenzpunktfahren betrieben,
kann es zu unerwartetem Maschinenverhalten kommen. Eine Verfahrbereichskontrolle ist erst
nach manuellem Referenzpunktfahren möglich.
Bei unerwartetem Maschinenverhalten besteht die Gefahr einer Beschädigung des Werkzeugs,
Werkstücks und/oder der Maschine beziehungsweise einer Verletzung des Benutzers.
3. Manuelle numerische Befehle
Vorder manuellen Eingabe numerischerBefehle sind diemomentanen PositionenvonWerkzeug
und Werkstück zu prüfen und sorgfältig zu kontrollieren, daß Achse, Verfahrrichtung und
Vorschubgeschwindigkeit korrekt vorgegeben und die Eingabewerte zulässig sind.
Beim Versuch, mit der Maschine einen unzulässigen Befehl auszuführen, können Werkzeug,
Werkstück, Maschine und Personen zu Schaden kommen.
4. Handradvorschub
Beim Handradvorschub mit großem Skalierungsfaktor, z.B. 100, verfahren Werkzeug und Tisch
mit hoher Geschwindigkeit. Unvorsichtigkeit und Unachtsamkeit können dazu führen, daß
Werkzeug, Maschine und Personen zu Schaden kommen.
5. Deaktivierter Override
Bei deaktiviertem Override (gemäß Befehl in einer Makrovariablen) während des
Gewindeschneidens, Gewindebohrens ohne Ausgleichsfutter oder anderweitigen
Gewindebohrens kann es zu unvorhergesehenen Drehzahlen kommen. Werkzeug, Werkstück
und Maschine können beschädigt oder der Benutzer verletzt werden.
6. Ursprungspunkt--Voreinstellung
Eine Ursprungspunkt--Voreinstellung darf grundsätzlich nie vorgenommen werden während die
Maschine unterProgrammsteuerung arbeitet. Andernfalls besteht dieGefahr eines unerwarteten
Maschinenverhaltens, wodurch Werkzeug und Maschine beschädigt oder der Benutzer verletzt
werden können.
s- 7
SICHERHEITSMASSNAHMEN
WARNUNG
7. Verschiebung des Werkstück--Koordinatensystems
Manuelle Eingriffe, Maschinensperre und Achsenspiegelung können zur Verschiebung des
Werkstück--Koordinatensystems führen. Bevor die Maschine unter Programmsteuerung zum
Anlauf gebracht wird, ist das Koordinatensystem sorgfältig zu überprüfen.
Wird die Maschine ohne Berücksichtigung einer Verschiebung des Werkstück--Koordinatensystems unter Programmsteuerung zum Anlauf gebracht, besteht die Gefahr eines unerwarteten
Maschinenverhaltens, durch dases zu einer Beschädigung des Werkzeugs, Werkstücks und/oder
der Maschine beziehungsweise einer Verletzung des Benutzers kommen kann.
8. Software--Maschinenbedienfeld und Menüschalter
Über das Software--Maschinenbedienfeld und die Menüschalter können in Verbindung mit der
Handeingabetastatur Vorgänge wie Moduswechsel, Änderung von Override--Werten und
Tippvorschub durchgeführt werden, die vom Maschinenbedienfeld nicht unterstützt werden.
Es ist jedoch daraufzu achten, daßdie Tastender Handeingabetastatur nicht unbeabsichtigtoder
unkontrolliert betätigt werden, da sonst die Gefahr eines unerwarteten Maschinenverhaltens
besteht, durch das es zu einerBeschädigung des Werkzeugs, Werkstücks und/oder derMaschine
beziehungsweise einer Verletzung des Benutzers kommen kann.
B--64144GE/01
9. Manueller Eingriff
Werden während des Programmbetriebs manuelle Eingriffe vorgenommen, kann sich die
Werkzeugbahnbeim Neustartder Maschineändern. Deshalb sindnach einem manuellen Eingriff
und vor dem Neustart der Maschine stetsdie Einstellungen des Manuell--Absolut--Schalters, der
Parameter und des Modus ”Absolut--/Inkrementalmaß” zu kontrollieren.
10.Vorschub--Halt, Override und Einzelsatz
Die Funktionen Vorschub--Halt, Vorschub--Override und Einzelsatz können mit Hilfe der
Kundenmakro--Systemvariablen Nr. 3004 gesperrt werden. S eien Sie in diesem Fall vorsichtig
beim Betrieb dieser Maschine.
11. Trockenlauf
Die Funktionsweise der Maschine wird in der Regel in einem Trockenlauf überprüft. Im
Trockenlauf verfährt die Maschine mit Trockenlaufgeschwindigkeit, welche von der
programmierten Vorschubgeschwindigkeit abweicht. Die Trockenlaufgeschwindigkeit ist
teilweise höher als die programmierte Verfahrgeschwindigkeit.
12.Fräser-- und Schneidenradiuskompensation im Handeingabe--Modus
Im Handeingabe--Modus (MDI) festgelegte Werkzeugbahnen sind sorgfältig zu kontrollieren, da
hier keine Fräser-- oder Schneidenradiuskompensation wirksam ist. Nach der Eingabe eines
Befehlszur Unterbrechungdes Automatikbetriebsüber die HandeingabetastaturimFräser-- oder
Schneidenradiuskompensations--Modus ist bei Wiederaufnahme des Automatikbetriebs
besonders auf die Werkzeugbahn zu achten. Einzelheiten hierzu sind der Beschreibung der
betreffenden Funktionen zu entnehmen.
13.Programm editieren
Wurde die Maschine zum Editieren des Bearbeitungsprogramms (Ändern, Einfügen, Löschen)
angehalten und die Bearbeitung anschließend wieder aufgenommen, kann es beim Neustart des
Programmszu einemunerwartetenMaschinenverhaltenkommen. An Bearbeitungsprogrammen
dürfen während ihrer Ausführung grundsätzlich keine Änderungen, Einfügungen oder
Löschungen vorgenommen werden.
s- 8
B--64144GE/01
5
1. Auswechseln von Speicher--Pufferbatterien
SICHERHEITSMASSNAHMEN
WARNHINWEISE ZUR TÄGLICHEN WARTUNG
WARNUNG
Der Austausch darf nur durch speziell in Sicherheit und Wartung eingewiesenes Personal
vorgenommen werden.
Beim Auswechseln darauf achten, daß die Hochspannung führenden Stromkreise
(gekennzeichnet
Beim Berühren ungeschützter Hochspannungsstromkreisebesteht die Gefahr eines elektrischen
Schlags.
und mit Isolationsabdeckung versehen) nicht berührt werden.
ANMERKUNG
Die CNC ist mit Batterien ausgerüstet, um denSpeicher zu puffern, da Programm--, Korrektur-- und
Parameter--Daten auch bei abgeschalteter Netzspannung erhalten bleiben müssen.
Bei nachlassender Batteriespannung erscheint am Maschinenbedienfeld bzw. auf dem Bildschirm
eine entsprechende Meldung.
Bei niedriger Batteriespannung (Meldung) Batterien innerhalb einer Woche ersetzen. Andernfalls
geht der Inhalt des CNC--Speichers verloren.
Batteriewechsel siehe Abschnitt ”Wartung” im Bedienungshandbuch oder Programmierhandbuch.
s- 9
SICHERHEITSMASSNAHMEN
B--64144GE/01
WARNUNG
2. Batteriewechsel an Absolut--Drehgebern
Der Austausch darf nur durch speziell in Sicherheit und Wartung eingewiesenes Personal
vorgenommen werden.
Beim Auswechseln darauf achten, daß die Hochspannung führenden Stromkreise
(gekennzeichnet
Beim Berühren ungeschützter Hochspannungsstromkreisebesteht die Gefahr eines elektrischen
Schlags.
und mit Isolationsabdeckung versehen) nicht berührt werden.
ANMERKUNG
Absolut--Drehgeber sind zur Erhaltung der Absolutpositions--Daten mit Batterien ausgerüstet.
Bei nachlassender Batteriespannung erscheint am Maschinenbedienfeld bzw. auf dem Bildschirm
eine entsprechende Meldung.
Bei niedriger Batteriespannung (Meldung) Batterien innerhalb einer Woche ersetzen. Andernfalls
gehen die Absolutpositions--Daten des Drehgebers verloren.
Der Batteriewechsel ist bei den GE FANUC SERVOMOTOREN der Serie βi näher beschrieben.
s- 10
B--64144GE/01
3. Auswechseln von Sicherungen
SICHERHEITSMASSNAHMEN
WARNUNG
Vor dem Auswechseln einer durchgebrannten Sicherung ist die Ursache für den
Sicherungsausfall zu bestimmen und zu beseitigen.
Daher darf diese Arbeit nur von eingewiesenem Personal mit speziellem Sicherheitsnachweis
durchgeführt werden.
Beim Auswechseln von Sicherungen bei geöffnetem Schaltschrank darauf achten, daß die
Hochspannung führenden Stromkreise (gekennzeichnet
versehen) nicht berührt werden.
Beim Berühren ungeschützter Hochspannungsstromkreisebesteht die Gefahr eines elektrischen
Schlags.
und mit Isolationsabdeckung
s- 11


B--64144GE/01
Inhaltsverzeichnis
SICHERHEITSMASSNAHMEN s--1.............................................
I. ALLGEMEINES
1. ALLGEMEINES 3........................................................
1.1 ALLGEMEINER BETRIEBSABLAUF BEI EINER CNC--WERKZEUGMASCHINE 5.........
1.2 HINWEISE FÜR DEN UMGANG MIT DIESEM HANDBUCH 7...........................
1.3 HINWEIS ZUR DATENSICHERHEIT 7...............................................
II. PROGRAMMIERUNG
1. ALLGEMEINES 11........................................................
1.1 WERKZEUGBEWEGUNG ENTLANG DER WERKSTÜCKKONTUR -- INTERPOLATION 12...
1.2 VORSCHUBFUNKTION 14..........................................................
1.3 WERKSTÜCKZEICHNUNG UND WERKZEUGBEWEGUNG 15...........................
1.3.1 Referenzpunkt (maschinenspezifischer Punkt) 15...........................................
1.3.2 Koordinatensystem der Werkstückzeichnung und CNC--Koordinatensystem 16....................
1.3.3 Maßbefehle für die Werkzeugbewegung -- Absolut-- / Inkrementalmaß--Befehle 19..................
1.4 SCHNITTGESCHWINDIGKEIT -- SPINDELDREHZAHLFUNKTION 20....................
1.5 WERKZEUGAUSWAHL FÜR DIE VERSCHIEDENEN BEARBEITUNGSVORGÄNGE --
WERKZEUGFUNKTION 21.........................................................
1.6 MASCHINENBEDIENBEFEHL -- ZUSATZFUNKTION 22................................
1.7 PROGRAMMKONFIGURATION 23...................................................
1.8 PROGRAMMIERTE WERKZEUGBAHN UND WERKZEUGBEWEGUNG 26................
1.9 WERKZEUGBEWEGUNGSBEREICH -- VERFAHRBEREICH 27...........................
2. GESTEUERTE ACHSEN 28...............................................
2.1 GESTEUERTE ACHSEN 29..........................................................
2.2 ACHSENBEZEICHNUNG 29........................................................
2.3 INKREMENTALMASS--SYSTEM 30..................................................
2.4 MAXIMALER VERFAHRWEG 30....................................................
3. WEGBEDINGUNG (G--FUNKTION) 31......................................
4. INTERPOLATIONSFUNKTIONEN 35........................................
4.1 POSITIONIERUNG (G00) 36.........................................................
4.2 EINZELRICHTUNGSPOSITIONIERUNG (G60) 38......................................
4.3 LINEARE INTERPOLATION (G01) 40.................................................
4.4 KREISINTERPOLATION (G02, G03) 41...............................................
4.5 HELIX--INTERPOLATION (G02, G03) 45..............................................
4.6 GEWINDESCHNEIDEN (G33) 46.....................................................
4.7 FUNKTION ”RESTWEG LÖSCHEN” (G31) 48..........................................
4.8 SIGNAL FÜR SCHNELLES RESTWEG--LÖSCHEN (G31) 50..............................
4.9 RESTWEG LÖSCHEN MIT DREHMOMENTGRENZE (G31 P99) 51........................
4.10 MEHRSTUFIGES RESTWEG--LÖSCHEN (G31) 53......................................
i-1

Inhaltsverzeichnis
B--64144GE/01
5. VORSCHUBFUNKTIONEN 54..............................................
5.1 ALLGEMEINES 55.................................................................
5.2 EILGANG 57......................................................................
5.3 SCHNITTVORSCHUB 58...........................................................
5.4 SCHNITTVORSCHUBGESCHWINDIGKEITSSTEUERUNG 61............................
5.4.1 Genau--Halt (G09, G61) Bearbeitungsmodus (G64) Gewindebohrmodus (G63) 62.................
5.4.2 Automatischer Override der Ecken--Steuerung 63...........................................
5.4.2.1 Automatischer Override an Innenecken (G62) 63.....................................
5.4.2.2 Änderung der Innenkreis-- Schnittvorschubgeschwindigkeit 66...........................
5.4.3 Automatische Eckenverzögerung 66.....................................................
5.4.3.1 Eckenverzögerung in Abhängigkeit vom Eckenwinkel 67..............................
5.4.3.2 Eckenverzögerung in Abhängigkeit von der Vorschubgeschwindigkeitsdifferenz der Achsen
zwischen Sätzen 69............................................................
5.5 VERWEILEN (G04) 71..............................................................
6. REFERENZPUNKT 72.....................................................
6.1 REFERENZPUNKTFAHREN 73......................................................
7. KOORDINATENSYSTEM 78...............................................
7.1 MASCHINEN--KOORDINATENSYSTEM 79............................................
7.2 WERKSTÜCK--KOORDINATENSYSTEM 80...........................................
7.2.1 Einrichten eines Werkstück--Koordinatensystems 80.........................................
7.2.2 Auswählen eines Werkstück--Koordinatensystems 81........................................
7.2.3 Ändern eines Werkstück--Koordinatensystems 82...........................................
7.2.4 Werkstück--Koordinatensystem--Voreinstellung (G92.1) 85....................................
7.2.5 Hinzufügen von Werkstück--Koordinatensystemen (G54.1 oder G54) 87.........................
7.3 LOKALES KOORDINATENSYSTEM 89...............................................
7.4 EBENENAUSWAHL 90.............................................................
8. KOORDINATENWERTE UND MASSE 91....................................
8.1 ABSOLUT-- UND INKREMENTALMASSPROGRAMMIERUNG (G90, G91) 92...............
8.2 POLARKOORDINATEN--BEFEHL (G15, G16) 93........................................
8.3 UMSCHALTUNG ZOLL/METRISCH (G20, G21) 96.....................................
8.4 PROGRAMMIERUNG VON DEZIMALZAHLEN 97.....................................
9. SPINDELDREHZAHLFUNKTION (S--FUNKTION) 98.........................
9.1 BEFEHLEN DER SPINDELDREHZAHL PER CODE 99..................................
9.2 DIREKTES BEFEHLEN DER SPINDELDREHZAHL (5--STELLIGER S--BEFEHL) 99.........
9.3 KONSTANTE SCHNITTGESCHWINDIGKEITS--STEUERUNG (G96, G97) 100................
10.WERKZEUGFUNKTION (T--FUNKTION) 103..................................
10.1 FUNKTION WERKZEUGANWAHL 104................................................
10.2 FUNKTION WERKZEUGSTANDZEIT--VERWALTUNG 105...............................
10.2.1 Werkzeugstandzeit--Verwaltungsdaten 106.................................................
10.2.2 Werkzeugstandzeit--Verwaltungsdaten registrieren, ändern, löschen 107...........................
10.2.3 Befehl Werkzeugstandzeit--Verwaltung in einem Bearbeitungsprogramm 110......................
10.2.4 Werkzeugstandzeit 113................................................................
i-2

B--64144GE/01
Inhaltsverzeichnis
11.HILFSFUNKTION 114......................................................
11.1 HILFSFUNKTION (M--FUNKTION) 115................................................
11.2 MEHRERE M--BEFEHLE IN EINEM SATZ 116..........................................
11.3 SEKUNDÄRE HILFSFUNKTIONEN (B--CODES) 117.....................................
12.PROGRAMMKONFIGURATION 118.........................................
12.1 ANDERE PROGRAMMKOMPONENTEN 120...........................................
12.2 PROGRAMMABSCHNITT--KONFIGURATION 123.......................................
12.3 UNTERPROGRAMM (M98, M99) 129..................................................
13.FUNKTIONEN, DIE DAS PROGRAMMIEREN ERLEICHTERN 133..............
13.1 FESTE ARBEITSZYKLEN 134........................................................
13.1.1 Hochgeschwindigkeits--Bohrzyklus mit Späne-- Entfernung (G73) 138............................
13.1.2 Linksgewinde-- Bohrzyklus (G74) 140.....................................................
13.1.3 Feinbohrzyklus (G76) 142..............................................................
13.1.4 Bohrzyklus, Anbohren (G81) 144........................................................
13.1.5 Senkbohrzyklus (G82) 146.............................................................
13.1.6 Bohrzyklus mit Späne-- Entfernung (G83) 148...............................................
13.1.7 Bohrzyklus mit Späne-- Entfernung für kleine Bohrungen (G83) 150.............................
13.1.8 Gewindebohrzyklus (G84) 154..........................................................
13.1.9 Ausbohrzyklus (G85) 156..............................................................
13.1.10 Ausbohrzyklus (G86) 158..............................................................
13.1.11 Hinterbohrzyklus (G87) 160............................................................
13.1.12 Ausbohrzyklus (G88) 162..............................................................
13.1.13 Ausbohrzyklus (G89) 164..............................................................
13.1.14 Festzyklus beenden (G80) 166..........................................................
13.2 GEWINDEBOHREN OHNE AUSGLEICHSFUTTER 169...................................
13.2.1 Gewindebohren ohne Ausgleichsfutter (G84) 170............................................
13.2.2 Linksgewindebohren ohne Ausgleichsfutter (G74) 173........................................
13.2.3 Gewindebohrzyklus mit Späne-- Entfernung und ohne Ausgleichsfutter (G84 oder G74) 176...........
13.2.4 Festzyklus beenden (G80) 178..........................................................
13.3 OPTIONALES ANFASEN UND VERRUNDEN 179.......................................
13.4 EXTERNE VERFAHRFUNKTION (G81) 182............................................
14.KOMPENSATIONSFUNKTIONEN 183........................................
14.1 WERKZEUGLÄNGENKORREKTUR (G43, G44, G49) 184.................................
14.1.1 Allgemeines 184.....................................................................
14.1.2 Befehle G53, G28 und G30 im Werkzeuglängenkorrektur-- Modus 189...........................
14.2 AUTOMATISCHE WERKZEUGLÄNGENMESSUNG (G37) 192............................
14.3 WERKZEUGKORREKTUR (G45 -- G48) 196............................................
14.4 WERKZEUGRADIUSKOMPENSATION C -- ÜBERSICHT (G40 -- G42) 201...................
14.5 WERKZEUGRADIUSKOMPENSATION C 207...........................................
14.5.1 Allgemeines 207.....................................................................
14.5.2 Werkzeugbewegung beim Anlauf 208.....................................................
14.5.3 Werkzeugbewegung im Werkzeugkorrekturmodus 212........................................
14.5.4 Werkzeugbewegung beim Beenden des Werkzeugkorrekturmodus 226...........................
14.5.5 Kollisionsüberwachung 232............................................................
14.5.6 Überschnitt durch Werkzeugradiuskompensation 237.........................................
14.5.7 Befehlseingabe über Tastatur 240........................................................
14.5.8 Befehle G53, G28, G30 und G29 im Modus ”Werkzeugradiuskompensation C” 241.................
14.5.9 Ecken--Kreisinterpolation (G39) 259......................................................
i-3
Inhaltsverzeichnis
B--64144GE/01
14.6 WERKZEUGKOMPENSATIONSWERTE, NUMMERN DER KOMPENSA TIONSWER TE
UND EINGABE VON PROGRAMMWERTEN (G10) 262...................................
14.7 SKALIERUNG (G50, G51) 264........................................................
14.8 KOORDINATENSYSTEMDREHUNG (G68, G69) 269.....................................
14.9 PROGRAMMIERBARE ACHSENSPIEGELUNG (G50.1, G51.1) 275.........................
15.KUNDENMAKRO 277......................................................
15.1 VARIABLEN 278...................................................................
15.2 SYSTEMVARIABLEN 282...........................................................
15.3 ARITHMETISCHE UND LOGISCHE OPERATIONEN 291.................................
15.4 MAKRO--ANWEISUNGEN UND NC--ANWEISUNGEN 296................................
15.5 VERZWEIGUNG UND WIEDERHOLUNG 297..........................................
15.5.1 Unbedingte Verzweigung (GOTO--Anweisung) 297..........................................
15.5.2 Bedingte Verzweigung (IF--Anweisung) 298................................................
15.5.3 Wiederholung (WHILE-- Anweisung) 299..................................................
15.6 MAKROAUFRUF 302...............................................................
15.6.1 Einfacher Aufruf (G65) 303............................................................
15.6.2 Modaler Aufruf (G66) 307.............................................................
15.6.3 Makroaufruf mit G--Code 309...........................................................
15.6.4 Makroaufruf mit M--Code 310...........................................................
15.6.5 Unterprogrammaufruf mit M--Code 311...................................................
15.6.6 Unterprogrammaufruf mit T--Code 312....................................................
15.6.7 Programmbeispiel 313.................................................................
15.7 VERARBEITEN VON MAKRO--ANWEISUNGEN 315....................................
15.7.1 Ausführung von NC--Anweisungen und Makro--Anweisungen 315..............................
15.7.2 Vorsicht im Umgang mit Systemvariablen 317..............................................
15.8 REGISTRIERUNG VON KUNDENMAKRO--PROGRAMMEN 320..........................
15.9 BESCHRÄNKUNGEN 321............................................................
15.10 EXTERNE AUSGABEBEFEHLE 322...................................................
15.11 INTERRUPT--GESTEUERTES KUNDENMAKRO 326.....................................
15.11.1 Einsatz 327.........................................................................
15.11.2 Funktionen 328......................................................................
16.EINGABEFUNKTION FÜR BILDPUNKT--DATEN 336..........................
16.1 MUSTER--MENÜ ANZEIGEN 337.....................................................
16.2 BILDPUNKT--DATEN ANZEIGEN 341.................................................
16.3 ZEICHEN UND CODES FÜR DIE EINGABEFUNKTION FÜR BILDPUNKT--DATEN 345.......
17.PARAMETEREINGABE MITTELS PROGRAMM (G10) 347.....................
18.SPEICHERBETRIEB MIT LOCHSTREIFENFORMAT FS10/11 349...............
19.FUNKTIONEN FÜR HOCHGESCHWINDIGKEITS--BEARBEITUNG 350..........
19.1 BEGRENZUNG DER VORSCHUBGESCHWINDIGKEIT
ABHÄNGIG VOM BOGENRADIUS 351................................................
19.2 ERWEITERTE LOOK--AHEAD--STEUERUNG (G08) 352..................................
19.3 ERWEITERTE AI--LOOK--AHEAD--STEUERUNG 354....................................
i-4

B--64144GE/01
Inhaltsverzeichnis
III. BETRIEB
1. ALLGEMEINES 371........................................................
1.1 HANDBETRIEB 372.................................................................
1.2 PROGRAMMIERTE WERKZEUGBEWEGUNG -- AUTOMATIKBETRIEB 374................
1.3 AUTOMATIKBETRIEB 375..........................................................
1.4 PROGRAMMÜBERPRÜFUNG 377....................................................
1.4.1 Überprüfung durch Fahren der Maschine 377...............................................
1.4.2 Überprüfung anhand der Positionsanzeige (bei stehender Maschine) 378..........................
1.5 EDITIEREN VON TEILEPROGRAMMEN 379...........................................
1.6 EINSTELLUNG UND ANZEIGE VON DATEN 380.......................................
1.7 ANZEIGE 383......................................................................
1.7.1 Programmanzeige 383.................................................................
1.7.2 Anzeige der aktuellen Position 384.......................................................
1.7.3 Alarmanzeige 384....................................................................
1.7.4 Anzeige von Betriebsstunden und Werkstückzahl 385.........................................
1.7.5 Grafikanzeige 385....................................................................
1.8 DATENEINGABE UND DATENAUSGABE 386..........................................
2. BEDIENEINRICHTUNGEN 387..............................................
2.1 EINSTELLUNGS-- UND ANZEIGEGERÄTE 388.........................................
2.1.1 7,2″--Schwarzweiß--LC--Display-- /Tastatureinheit (horizontale Ausführung) 389....................
2.1.2 7,2″--Schwarzweiß--LC--Display-- /Tastatureinheit (vertikale Ausführung) 390......................
2.1.3 Tastenanordnung Tastatur (LC--Display--/Tastatureinheit in horizontaler Ausführung) 391.............
2.1.4 Tastenanordnung Tastatur (LC--Display--/Tastatureinheit in vertikaler Ausführung) 392...............
2.2 ERLÄUTERUNG DER TASTATUR 393.................................................
2.3 FUNKTIONSTASTEN UND SOFTKEYS 395............................................
2.3.1 Allgemeine Vorgehensweise am Bildschirm 395.............................................
2.3.2 Funktionstasten 396...................................................................
2.3.3 Softkeys 397........................................................................
2.3.4 Tastatureingabe und Eingabezwischenspeicher 413...........................................
2.3.5 Warnmeldungen 414..................................................................
2.4 EXTERNE E/A--GERÄTE 415.........................................................
2.4.1 FANUC Handy File 417...............................................................
2.5 EIN-- UND AUSSCHALTEN 418.......................................................
2.5.1 Einschalten 418......................................................................
2.5.2 Bildschirm unmittelbar nach dem Einschalten 419...........................................
2.5.3 Ausschalten 420.....................................................................
3. HANDBETRIEB 421........................................................
3.1 MANUELLE RÜCKKEHR ZUR REFERENZPOSITION 422................................
3.2 TIPPVORSCHUB 424................................................................
3.3 INKREMENTAL--VORSCHUB 426.....................................................
3.4 HANDRADVORSCHUB 427..........................................................
3.5 MANUELL--ABSOLUT--SCHALTER EIN/AUS 430.......................................
4. AUTOMATIKBETRIEB 435..................................................
4.1 SPEICHERBETRIEB 436.............................................................
4.2 HANDEINGABEBETRIEB 439........................................................
i-5

Inhaltsverzeichnis
B--64144GE/01
4.3 DNC--BETRIEB 443.................................................................
4.4 PROGRAMM--NEUSTART 446........................................................
4.5 PLANUNGSFUNKTION 453..........................................................
4.6 FUNKTION ”UNTERPROGRAMMAUFRUF” (M198) 458.................................
4.7 HANDRADVORSCHUB--UNTERBRECHUNG 460.......................................
4.8 ACHSENSPIEGELUNG 463..........................................................
4.9 MANUELLER EINGRIFF UND RÜCKKEHR ZUM BETRIEB 465...........................
4.10 DNC--BETRIEB MIT SPEICHERKARTE 467............................................
4.10.1 Beschreibung 467....................................................................
4.10.2 Vorgänge 468.......................................................................
4.10.2.1 DNC--Betrieb 468..............................................................
4.10.2.2 Unterprogrammaufruf (M198) 469.................................................
4.10.3 Beschränkungen und Anmerkungen 470...................................................
4.10.4 Parameter 470.......................................................................
4.10.5 Verfahren zur Befestigung der Speicherkarte 470............................................
5. TESTBETRIEB 472........................................................
5.1 MASCHINENSPERRE UND HILFSFUNKTIONSSPERRE 473..............................
5.2 VORSCHUB--OVERRIDE 475.........................................................
5.3 EILGANG--OVERRIDE 476...........................................................
5.4 TROCKENLAUF 477................................................................
5.5 EINZELSATZ 478...................................................................
6. SICHERHEITSFUNKTIONEN 480............................................
6.1 NOTAUS 481.......................................................................
6.2 VERFAHRWEGÜBERSCHREITUNG 482...............................................
6.3 SOFTENDLAGEN--ÜBERWACHUNG 483...............................................
6.4 KONTROLLE DER VERFAHRGRENZE VOR DEM VERFAHREN 487.......................
7. ALARM-- UND SELBSTDIAGNOSEFUNKTIONEN 490.........................
7.1 ALARMANZEIGE 491...............................................................
7.2 ALARMARCHIV--ANZEIGE 493......................................................
7.3 SELBSTDIAGNOSE--BILDSCHIRM 494................................................
8. DATENEINGABE UND DATENAUSGABE 497................................
8.1 DATEIEN 498......................................................................
8.2 DATEI--SUCHE 500.................................................................
8.3 DATEI LÖSCHEN 502...............................................................
8.4 EINGABE UND AUSGABE VON PROGRAMMEN 503....................................
8.4.1 Eingabe von Programmen 503..........................................................
8.4.2 Ausgabe von Programmen 506..........................................................
8.5 EINGABE UND AUSGABE VON KORREKTURDATEN 508...............................
8.5.1 Eingabe von Korrekturdaten 508.........................................................
8.5.2 Ausgabe von Korrekturdaten 509........................................................
8.6 EINGABE UND AUSGABE VON PARAMETERN UND
STEIGUNGSFEHLER--KOMPENSATIONSDATEN 510....................................
8.6.1 Eingabe von Parametern 510............................................................
i-6

B--64144GE/01
8.7 EINGABE UND AUSGABE VON GLOBALEN KUNDENMAKRO--VARIABLEN 514..........
8.8 ANZEIGE EINES DISKETTEN--VERZEICHNISSES 516...................................
8.9 AUSGABE EINER PROGRAMMLISTE FÜR EINE GRUPPE 524............................
8.10 EINGABE UND AUSGABE VON DATEN IM BILDSCHIRM ”ALLE E/A” 525................
8.11 EINGABE UND AUSGABE MIT SPEICHERKARTE 542..................................
Inhaltsverzeichnis
8.6.2 Ausgabe von Parametern 511...........................................................
8.6.3 Eingabe von Steigungsfehler--Kompensationsdaten 512.......................................
8.6.4 Ausgabe von Steigungsfehler--Kompensationsdaten 513.......................................
8.7.1 Eingabe von globalen Kundenmakro--Variablen 514..........................................
8.7.2 Ausgabe globaler Kundenmakro--Variablen 515.............................................
8.8.1 Verzeichnisanzeige 517................................................................
8.8.2 Einlesen von Dateien 520..............................................................
8.8.3 Ausgabe von Programmen 521..........................................................
8.8.4 Löschen von Dateien 522..............................................................
8.10.1 Einrichten von Eingabe-- /Ausgabeparametern 526...........................................
8.10.2 Eingabe und Ausgabe von Programmen 527................................................
8.10.3 Eingabe und Ausgabe von Parametern 532.................................................
8.10.4 Eingabe und Ausgabe von Korrekturdaten 534..............................................
8.10.5 Ausgabe von globalen Kundenmakro--Variablen 536.........................................
8.10.6 Eingabe und Ausgabe von Dateien auf Diskette 537..........................................
9. EDITIEREN VON PROGRAMMEN 554.......................................
9.1 EINFÜGEN, ÄNDERN UND LÖSCHEN VON WÖRTERN 555..............................
9.1.1 Wortsuche 556.......................................................................
9.1.2 Sprung zum Programmanfang 558.......................................................
9.1.3 Einfügen von Wörtern 559.............................................................
9.1.4 Ändern von Wörtern 560...............................................................
9.1.5 Löschen von Wörtern 561..............................................................
9.2 LÖSCHEN VON SÄTZEN 562.........................................................
9.2.1 Löschen eines Satzes 562..............................................................
9.2.2 Löschen mehrerer Sätze 563............................................................
9.3 PROGRAMMNUMMERNSUCHE 564..................................................
9.4 SATZNUMMERNSUCHE 565.........................................................
9.5 LÖSCHEN VON PROGRAMMEN 567..................................................
9.5.1 Löschen eines einzelnen Programms 567..................................................
9.5.2 Löschen aller Programme 567...........................................................
9.5.3 Löschen mehrerer Programme in einem Bereich 568..........................................
9.6 ERWEITERTES EDITIEREN VON TEILEPROGRAMMEN 569.............................
9.6.1 Kopieren ganzer Programme 570........................................................
9.6.2 Kopieren von Programmteilen 571.......................................................
9.6.3 Verschieben von Programmteilen 572.....................................................
9.6.4 Zusammenführen von Programmen 573...................................................
9.6.5 Ergänzende Erläuterungen zum Kopieren, Verschieben und Zusammenführen 574..................
9.6.6 Ersetzen von Wörtern und Adressen 576...................................................
9.7 EDITIEREN VON KUNDENMAKROS 578..............................................
9.8 EDITIEREN IM HINTERGRUND 579..................................................
9.9 PASSWORT--FUNKTION 580.........................................................
10.ERSTELLEN VON PROGRAMMEN 582......................................
10.1 ERSTELLEN VON PROGRAMMEN ÜBER DIE TASTATUR 583............................
10.2 AUTOMATISCHES EINFÜGEN VON SATZNUMMERN 584...............................
i-7
Inhaltsverzeichnis
B--64144GE/01
10.3 ERSTELLEN VON PROGRAMMEN IM LERNMODUS (WIEDERGABE) 586.................
10.4 DIALOGPROGRAMMIERUNG MIT GRAFIKFUNKTION 589..............................
11.EINSTELLUNG UND ANZEIGE VON DATEN 593..............................
11.1 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 601..........................
11.1.1 Positionsanzeige im Werkstück--Koordinatensystem 602......................................
11.1.2 Positionsanzeige im relativen Koordinatensystem 603........................................
11.1.3 Gesamtpositionsanzeige 605............................................................
11.1.4 Werkstück--Koordinatensystem--Voreinstellung 606..........................................
11.1.5 Anzeige der Ist --Vorschubgeschwindigkeit 607..............................................
11.1.6 Anzeige von Laufzeit und Stückzahl 609..................................................
11.1.7 Betriebsmonitor--Anzeige 610...........................................................
11.2 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE
(IM MODUS MEM ODER MDI) 612....................................................
11.2.1 Bildschirm ”Programminhalt” 613.......................................................
11.2.2 Bildschirm ”Aktueller Satz” 614.........................................................
11.2.3 Bildschirm ”Nächster Satz” 615.........................................................
11.2.4 Bildschirm ”Programmprüfung” 616......................................................
11.2.5 Programmbildschirm für Handeingabebetrieb 617...........................................
11.3 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE
(IM MODUS EDIT) 618..............................................................
11.3.1 Anzeige von belegtem Speicher und Programmliste 618.......................................
11.3.2 Anzeigen einer Programmgruppenliste 621.................................................
11.4 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 624..........................
11.4.1 Einstellen und Anzeigen von Werkzeugkorrekturwerten 625...................................
11.4.2 Werkzeuglängenmessung 627...........................................................
11.4.3 Einrichten und Anzeigen von Einstelldaten 629.............................................
11.4.4 Satznummernvergleich und Anhalten 631..................................................
11.4.5 Anzeigen und Einstellen von Laufzeiten und Stückzahlen 633..................................
11.4.6 Anzeigen und Einstellen von Werkstückursprungs--Korrekturwerten 635..........................
11.4.7 Eingabe gemessener Werkstückursprungs-- Korrekturwerte 636..................................
11.4.8 Anzeigen und Einstellen von globalen Kundenmakro--Variablen 638.............................
11.4.9 Anzeigen von Bildpunkt--Daten und Muster--Menüs 639......................................
11.4.10 Anzeigen und Einstellen des Software--Maschinenbedienfelds 641...............................
11.4.11 Anzeigen und Einstellen von Werkzeugstandzeit-- Verwaltungsdaten 643..........................
11.4.12 Anzeigen und Einstellen der Erweiterten Werkzeugstandzeit--Verwaltung 646......................
11.5 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 651..........................
11.5.1 Anzeigen und Einstellen von Parametern 652...............................................
11.5.2 Anzeigen und Einstellen von Steigungsfehler--Kompensationsdaten 654..........................
11.6 ANZEIGE VON PROGRAMMNUMMER, SATZNUMMER, STATUS UND
WARNMELDUNGEN BEIM EINRICHTEN ODER EINGEBEN/AUSGEBEN VON DATEN 656...
11.6.1 Anzeige der Programmnummer und Satznummer 656........................................
11.6.2 Anzeige von Status und Warnmeldungen beim Programmieren und bei der Eingabe und Ausgabe
von Daten 657.......................................................................
11.7 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 659..........................
11.7.1 Bildschirm Meldungs--Archiv 659........................................................
11.8 BILDSCHIRMSCHONER 661.........................................................
i-8

B--64144GE/01
11.8.1 Bildschirmschoner aktivieren 661........................................................
11.8.2 Bildschirmschoner automatisch aktivieren 662..............................................
Inhaltsverzeichnis
12.GRAFIKFUNKTIONEN 663.................................................
12.1 GRAFIKANZEIGE 664...............................................................
12.2 DYNAMISCHE GRAFIKDARSTELLUNG 670...........................................
12.2.1 Werkzeugwegdarstellung 670...........................................................
12.2.2 Volumenmodell 679..................................................................
13.HILFE--FUNKTION 691.....................................................
14.BILDSCHIRM--HARDCOPY 696.............................................
IV. MANUAL GUIDE 0i
1. MANUAL GUIDE 0i 701....................................................
1.1 ÜBERSICHT 702....................................................................
1.2 EINFÜHRUNG 703..................................................................
1.3 VORGÄNGE ZUM ERSTELLEN VON PROGRAMMEN 704...............................
1.3.1 Aufrufen 704........................................................................
1.3.2 Aufrufen 705........................................................................
1.3.3 Erstellen eines neuen Teileprogramms 706.................................................
1.3.4 Entwicklungsunterstützung 708.........................................................
1.3.5 G--Code--Unterstützung 710............................................................
1.3.6 M--Code--Unterstützung 713............................................................
1.4 FESTZYKLUS--BEARBEITUNG 715...................................................
1.4.1 Vorgang 716........................................................................
1.4.2 Daten für jeden Festzyklus 718..........................................................
1.5 KONTURPROGRAMMIERUNG 733...................................................
1.5.1 Vorgänge bei der Konturprogrammierung 734..............................................
1.5.2 Erläuterung der Konturverlaufsdaten 743..................................................
1.5.3 Erläuterung der Konturberechnung 745....................................................
1.5.4 Erläuterung zur Hilfsberechnung 756.....................................................
1.5.5 Hinweise 766........................................................................
1.6 PARAMETER 768...................................................................
1.7 ALARMMELDUNGEN 769...........................................................
V. WARTUNG
1. BATTERIEWECHSEL 773..................................................
1.1 SPEICHER--DATENSICHERUNGSBA TTERIE (3 V DC) 774................................
1.2 BATTERIE FÜR SEPARATE ABSOLUT--DREHGEBER (6 V DC) 778........................
1.3 BATTERIE FÜR IN DEN MOTOR EINGEBAUTEN ABSOLUT--DREHGEBER (6 V DC) 779....
ANHANG
A. LOCHSTREIFEN--CODELISTE 783..........................................
B. LISTE DER FUNKTIONEN UND LOCHSTREIFENFORMATE 786...............
i-9

Inhaltsverzeichnis
B--64144GE/01
C. BEFEHLSWERTBEREICHE 791.............................................
D. NOMOGRAMME 794.......................................................
D.1 GEWINDELÄNGENFEHLER 795......................................................
D.2 EINFACHE BERECHNUNG DES GEWINDELÄNGENFEHLERS 797........................
D.3 WERKZEUGBAHN AN ECKEN 799...................................................
D.4 RADIUSRICHTUNGSFEHLER BEIM KREISVERFAHREN 802.............................
E. STATUS BEIM EINSCHALTEN, LÖSCHEN UND RESET 803...................
F. REFERENZTABELLE ZEICHEN -- CODES 805................................
G. VERZEICHNIS DER ALARMMELDUNGEN 806...............................
i-10

I. ALLGEMEINES


B--64144GE/01
ALLGEMEINES
1
Über dieses Handbuch
ALLGEMEINES
Dieses Handbuch umfaßt folgende Kapitel:
I. ALLGEMEINES
Kapitelaufbau, beschriebene Modelle, zugehörige Handbücher und
Hinweise für den Umgang mit diesem Handbuch
II. PROGRAMMIERUNG
Beschreibung der Funktionen: Format für die Programmierung von
Funktionen in NC--Sprache, Eigenschaften und Beschränkungen. Bei
Programmerstellung mit Hilfe der automatischen Programmierfunktion lesen Sie bitte im separaten Handbuch dieser F unktion nach
(Tabelle 1).
III. BETRIEB
Manueller und automatischer B etrieb der Maschine, Eingabe und
Ausgabe von Daten und Aufbereiten (Editieren) eines Programms
IV. MANUAL GUIDE 0i
Beschreibung des MANUAL GUIDE 0i
V. WARTUNG
Batteriewechsel
ANHANG
Lochstreifencodes, zulässige Dateneingabebereiche und Fehlercodes
1. ALLGEMEINES
Es treffen nicht alle in diesem Handbuch beschriebenen Funktionen auf
alle Produkte zu. Nähere Informationen finden Sie im Handbuch
”BESCHREIBUNGEN” (B--64112EN).
Parameter werden in diesem Handbuch nicht im Detail behandelt.
Ausführliche Informationen über Parameter, die in diesem Handbuch
erwähnt werden, finden Sie im Parameterhandbuch (B--64120EN).
Es werden sämtliche optionalen Funktionen beschrieben. Mit welchen
Optionen Ihr System ausgerüstet ist, entnehmen Sie bitte dem Handbuch
des Maschinenherstellers.
Modelle, auf die sich dieses Handbuch bezieht, und deren Abkürzungen:
Produktbezeichnung Abkürzungen
GE FANUC Serie 0i Mate--MC 0i Mate--MC Serie 0i Mate
3
ALLGEMEINES1. ALLGEMEINES
B--64144GE/01
Sonderzeichen
_
D P
I
D ;
Zugehörige Handbücher
der Serie 0i-- C / 0 i Mate--C
Dieses Handbuch verwendet folgende Symbole:
Bezeichnet eine Kombination von Achsen, z.B. X__ Y__ Z (bei der
Programmierung).
Bezeichnet das Ende eines Satzes. Entspricht ISO--Code LF bzw.
EIA--Code CR.
Die folgende Tabelle enthält die zur Serie 0i--C und 0i Mate--C
gehörenden Handbücher. Dieses Handbuch ist durch ein Sternsymbol (*)
gekennzeichnet.
Name des Handbuchs Nummer
DESCRIPTIONS B--64112EN
CONNECTION MANUAL (HARDWARE) B--64113EN
CONNECTION MANUAL (FUNCTION) B--64113EN--1
Serie 0i--TC BEDIENUNGSHANDBUCH B--64114GE
Serie 0i--MC BEDIENUNGSHANDBUCH B--64124GE
Serie 0i Mate--TC BEDIENUNGSHANDBUCH B--64134GE
Serie 0i Mate--MC BEDIENUNGSHANDBUCH B--64144GE *
Zugehörige Handbücher
der Servomotoren
Serie βis
Zugehörige Handbücher
der Servomotoren
Serie β
WARTUNGSHANDBUCH B--64115GE
PARAMETER MANUAL B--64120EN
Die folgende Tabelle enthält die zu den Servomotoren Serie βis
gehörenden Handbücher.
Name des Handbuchs Nummer
FANUC AC SERVO MOTOR βis series DESCRIPTIONS B--65302EN
FANUC AC SERVO MOTOR αis/αi/βisseries
PARAMETER MANUAL
FANUC AC SPINDLE MOTOR βi series DESCRIPTIONS B--65312EN
FANUC AC SPINDLE MOTOR αi/βi series
PARAMETER MANUAL
FANUC SERVO AMPLIFIER βi series DESCRIPTIONS B--65322EN
FANUC AC SERVO MOTOR βi series
FANUC AC SPINDLE MOTOR βi series
FANUC SERVO AMPLIFIER βi series
MAINTENANCE MANUAL
B--65270EN
B--65280EN
B--65325EN
Die folgende Tabelle enthältdie zu denServomotoren Serieβgehörenden
Handbücher.
Name des Handbuchs Nummer
FANUC SERVO MOTOR β series DESCRIPTIONS B--65232EN
FANUC SERVO MOTOR β series
MAINTENANCE MANUAL
FANUC SERVO MOTOR β series (I/O Link Option)
DESCRIPTIONS
B--65235EN
B--65245EN
4
B--64144GE/01
ALLGEMEINES
1. ALLGEMEINES
1.1
ALLGEMEINER
BETRIEBSABLAUF
BEI EINER
CNC --WERKZEUGMASCHINE
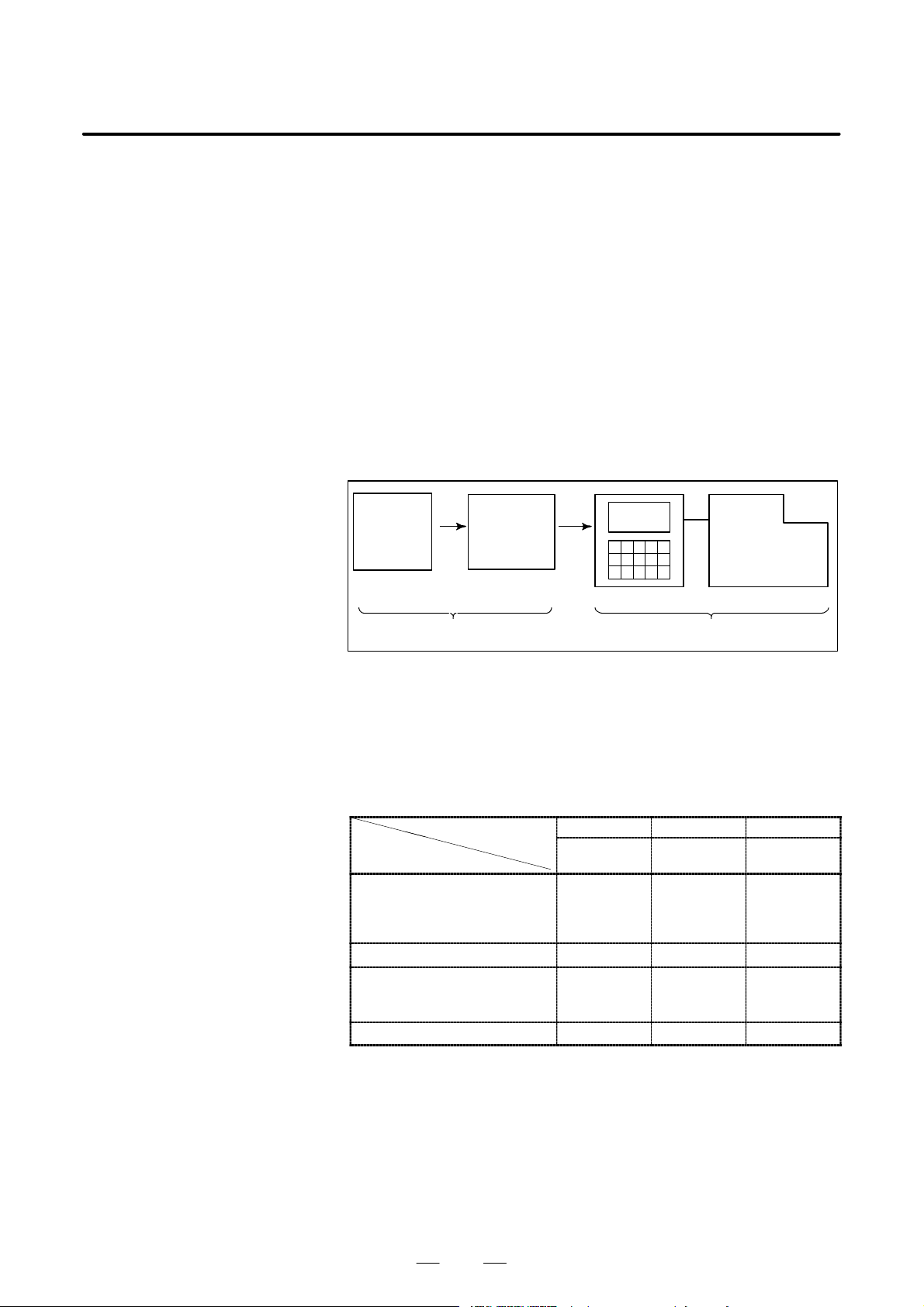
Zur Bearbeitung eines Werkstücks mit einer CNC--gesteuerten
Werkzeugmaschine wird zunächst ein Programm zur Steuerung der
Maschine erstellt.
1) Das Programm wird anhand einer Werkstückzeichnung erstellt und
steuert den Betrieb der CNC--Werkzeugmaschine.
Hinweise für das Erstellen von Programmen finden Sie im Kapitel II
”PROGRAMMIERUNG”.
2) Anschließendwird das Programm in die CNC--S teuerung eingelesen.
Nach dem Einrichten der W erkstücke und Werkzeuge an der Maschine
werden die Werkzeuge dann programmgemäß angesteuert und
positioniert, um schließlich die eigentliche Bearbeitung durchzuführen.
Hinweise zur Bedienung der CNC--Steuerung finden Sie im
Kapitel III ”BETRIEB”.
Werkstückzeichnung
TEIL II PROGRAMMIERUNG TEIL III BETRIEB
Teileprogrammierung
CNC
WERKZEUGMASCHINE
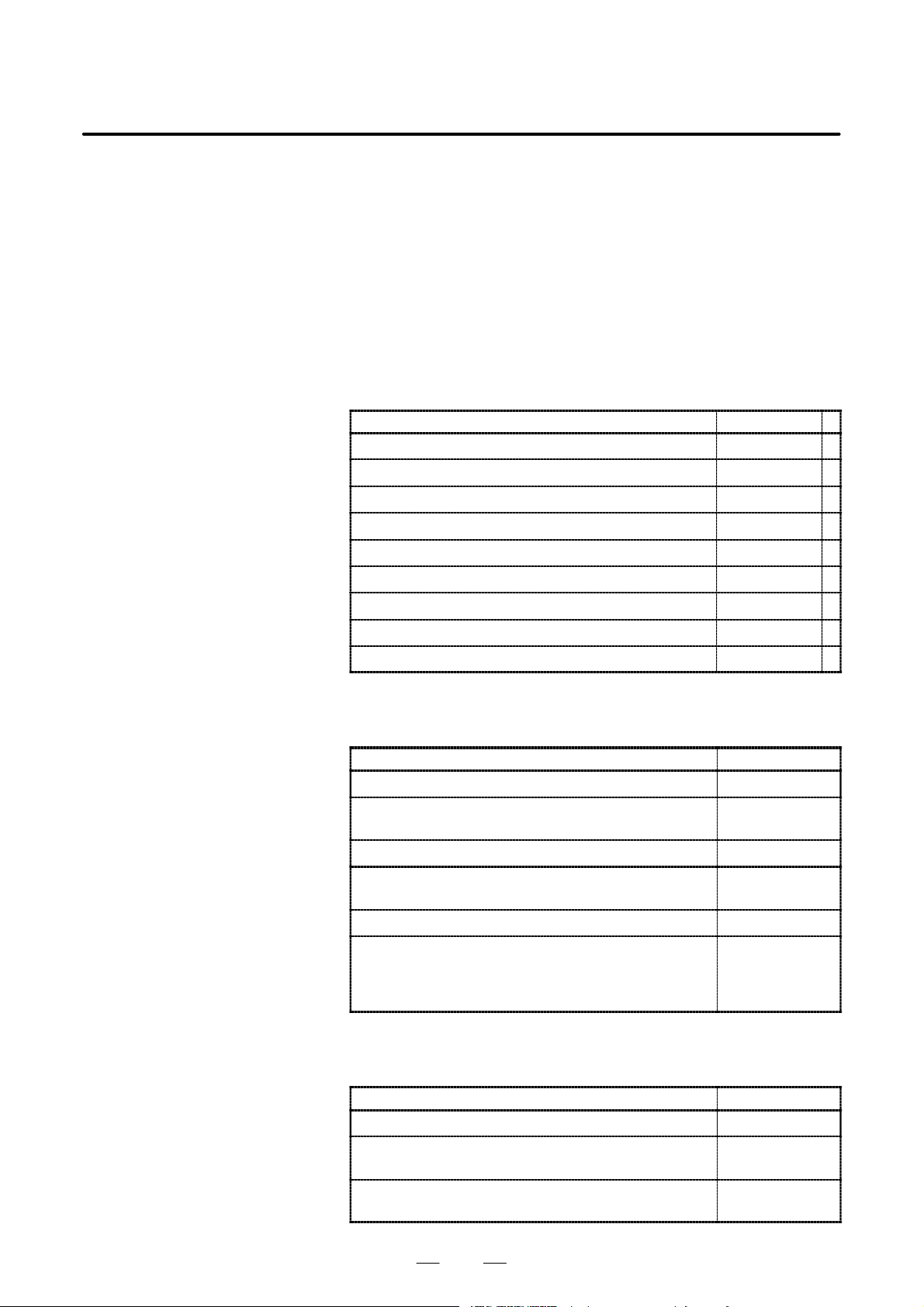
Vor der eigentlichen Programmierung wird ein Bearbeitungsplan erstellt.
Bearbeitungsplan
1. Festlegung des Bearbeitungsbereichs der Werkstücke
2. Einrichtverfahren der Werkstücke an der W erkzeugmaschine
3. Bearbeitungsfolge beim einzelnen Bearbeitungsvorgang
4. Bearbeitungswerkzeuge und Bearbeitung
Für jeden Bearbeitungsvorgangwird das Bearbeitungsverfahrengewählt.
Bearbeitungs-
Bearbeitungsprozeß
1. Bearbeitungsverfahren:
Grob
Mittel
Fein
2. Werkzeuge
3. Bearbeitungsbedingungen:
Vorschubgeschwindigkeit
Schnittiefe
4. Werkzeugbahn
vorgang
1 2 3
Vorschubschneiden
Seiten-
schneiden
Loch-
bearbeitung
5
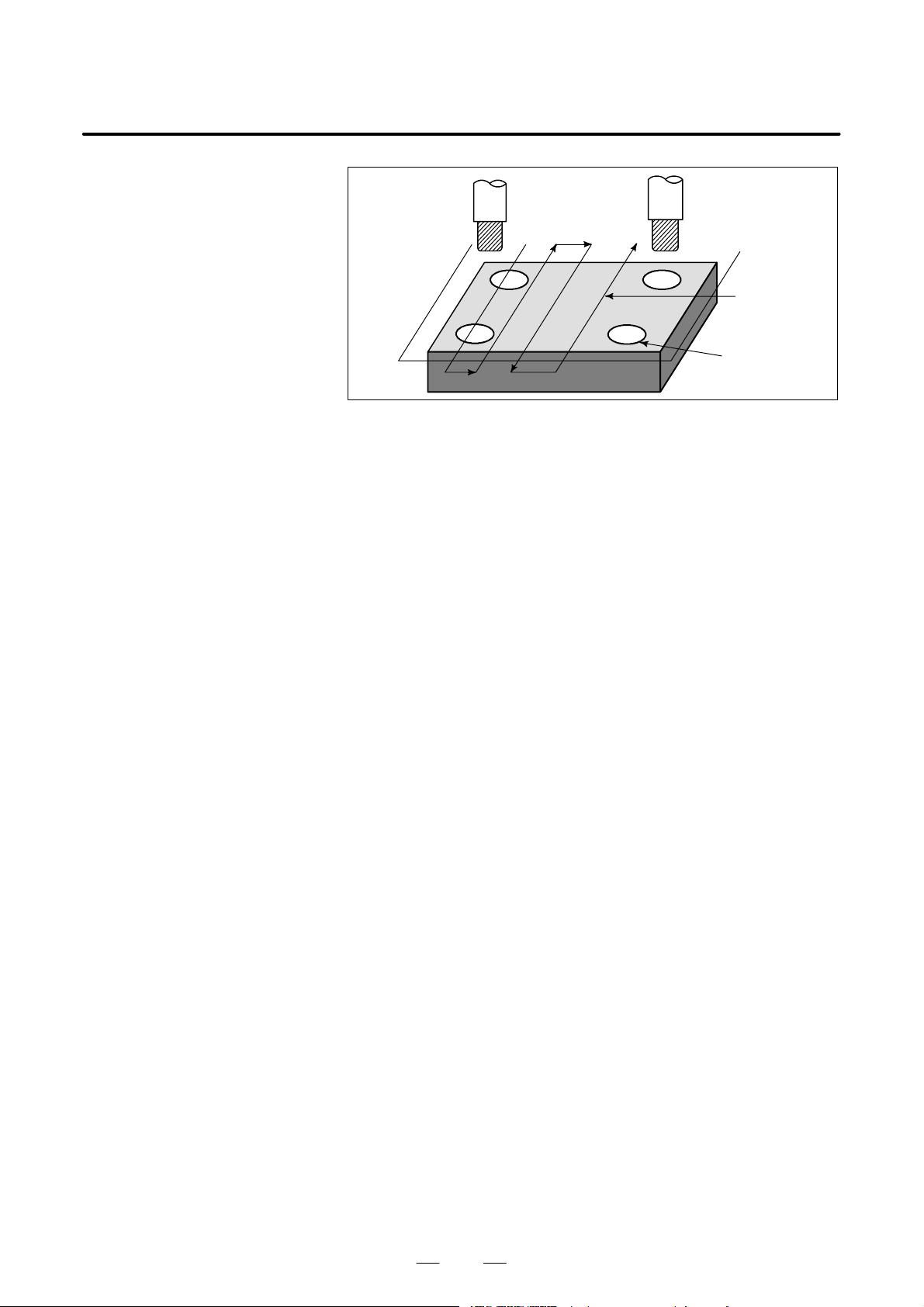
ALLGEMEINES1. ALLGEMEINES
Werkzeug
Seitenschneiden
B--64144GE/01
Planschneiden
Lochbearbeitung
Es wird für jeden Bearbeitungsvorgang ein Programm für die Werkzeugbahn und die Bearbeitungsbedingungen der Werkstückkontur
entsprechend erstellt.
6
Loading...