


DRMV-2-SEL
SERVICE MANUAL
DVD VIDEO RECORDER & VIDEO CASSETTE RECORDER
YD087200511
DR-MV2SEL,DR-MV2SEU,
DR-MV2SEY,DR-MV2SEZ
Area Suffix
EL ------------ South Europe
EU -------- Western Europe
EY -------- Northern Europe
EZ --------- Eastern Europe
STANDBY/ON
OPEN/
CLOSE
SET UP
ON SCREEN
EJECT
VCR DVD
REPEAT
ABC.@/: DEF
JKLGHI MNO
TUVPQRS WXYZ
CLEAR AUDIO
TIMERPROG
SHOWVIEW
DUBBING
VCR REC
REC
REC
SPEED
MONITOR
ENTER
PLAYSLOW SLOW
RM-SDR057E
ZOOM
PR
MENU/LISTTOP MENU
RETURN
PAUSEDVD REC STOP
VCR
VCR
SEARCH
SLOW
VCR
SYSTEM
STANDBY/ON
VCR
R
R
DUBBING
PR
VCR/DVD
DVD
S-VIDEO VIDEO
(MONO)
L-
VCR DVD
AUDIO-R
DR-MV2SEL, DR-MV2SEU, DR-MV2SEY, DR-MV2SEZ [D5RV02]
Since the whole DVD mechanism assembly unit is replaced, the
DVD recorder mechanism of this unit need not be adjusted.
TABLE OF CONTENTS
1 PRECAUTION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-3
2 SPECIFIC SERVICE INSTRUCTIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-10
3 DISASSEMBLY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-11
4 ADJUSTMENT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-27
5 TROUBLESHOOTING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-36
COPYRIGHT © 2005 Victor Company of Japan, Limited
No.YD087
2005/11
SPECIFICATION
DR-MV2SEL,DR-MV2SEU,DR-MV2SEY,DR-MV2SEZ
General
System DVD-Video, DVD-RW / R, DVD+RW / R, CD-DA, CD-RW / R, Video Cassette Tape
VCR video heads Four heads
Power requirements 220-240 V~±10%, 50 Hz ±0.5%
Power consumption 35 W (standby: 5.0 W)
Weight 4.3 kg
Dimensions (width x height x depth) 435 x 99.5 x 262 mm
Operating temperature
Operating humidity Less than 80% (no condensation)
TV format PAL B / G
Recording
Recording format Video Recording format (DVD-RW only),
Recordable discs DVD-ReWritable, DVD-Recordable
Video recording format Sampling frequency 13.5 MHz
Compression format MPEG
Audio recording format Sampling frequency 48 kHz
Compression format Dolby Digital
Tuner
Receivable channels E2-E69
Note
• . The specifications and design of this product are subject to change without notice.
5ºC~40ºC
Video format (DVD-RW, DVD-R)
1-2 (No.YD087)
SECTION 1
PRECAUTION
1.1 IMPORTANT SAFETY PRECAUTIONS
1.1.1 Product Safety Notice
Some electrical and mechanical parts have special safety-related characteristics which are often not evident from visual inspection, nor can the protection they give necessarily be obtained by
replacing them with components rated for higher voltage, wattage, etc. Parts that have special safety characteristics are identified by a on schematics and in parts lists. Use of a substitute
replacement that does not have the same safety characteristics
as the recommended replacement part might create shock, fire,
and/or other hazards. The Product's Safety is under review continuously and new instructions are issued whenever appropriate.
Prior to shipment from the factory, our products are carefully inspected to confirm with the recognized product safety and electrical codes of the countries in which they are to be sold.
However, in order to maintain such compliance, it is equally important to implement the following precautions when a set is being serviced.
1.1.2 Precautions during Servicing
(1) Parts identified by the symbol are critical for safety. Re-
place only with part number specified.
(2) In addition to safety, other parts and assemblies are spec-
ified for conformance with regulations applying to spurious
radiation. These must also be replaced only with specified
replacements.
Examples: RF converters, RF cables, noise blocking capacitors, and noise blocking filters, etc.
(3) Use specified internal wiring. Note especially:
a) Wires covered with PVC tubing
b) Double insulated wires
c) High voltage leads
(4) Use specified insulating materials for hazardous live parts.
Note especially:
a) Insulation tape
b) PVC tubing
c) Spacers
d) Insulators for transistors
(5) When replacing AC primary side components (transform-
ers, power cord, etc.), wrap ends of wires securely about
the terminals before soldering.
(6) Observe that the wires do not contact heat producing parts
(heatsinks, oxide metal film resistors, fusible resistors,
etc.).
(7) Check that replaced wires do not contact sharp edges or
pointed parts.
(8) When a power cord has been replaced, check that 5 - 6 kg
of force in any direction will not loosen it.
(9) Also check areas surrounding repaired locations.
(10) Be careful that foreign objects (screws, solder droplets,
etc.) do not remain inside the set.
(11) Crimp type wire connector
The power transformer uses crimp type connectors which
connect the power cord and the primary side of the transformer. When replacing the transformer, follow these steps
carefully and precisely to prevent shock hazards.
Replacement procedure
a) Remove the old connector by cutting the wires at a
point close to the connector.
Important: Do not re-use a connector. (Discard
it.)
b) Strip about 15 mm of the insulation from the ends of
the wires. If the wires are stranded, twist the strands
to avoid frayed conductors.
c) Align the lengths of the wires to be connected. Insert
the wires fully into the connector.
d) Use a crimping tool to crimp the metal sleeve at its
center. Be sure to crimp fully to the complete closure
of the tool.
(12) When connecting or disconnecting the internal connectors,
first, disconnect the AC plug from the AC outlet.
(No.YD087)1-3
1.1.3 Safety Check after Servicing
Examine the area surrounding the repaired location for damage
or deterioration. Observe that screws, parts, and wires have
been returned to their original positions. Afterwards, do the following tests and confirm the specified values to verify compliance with safety standards.
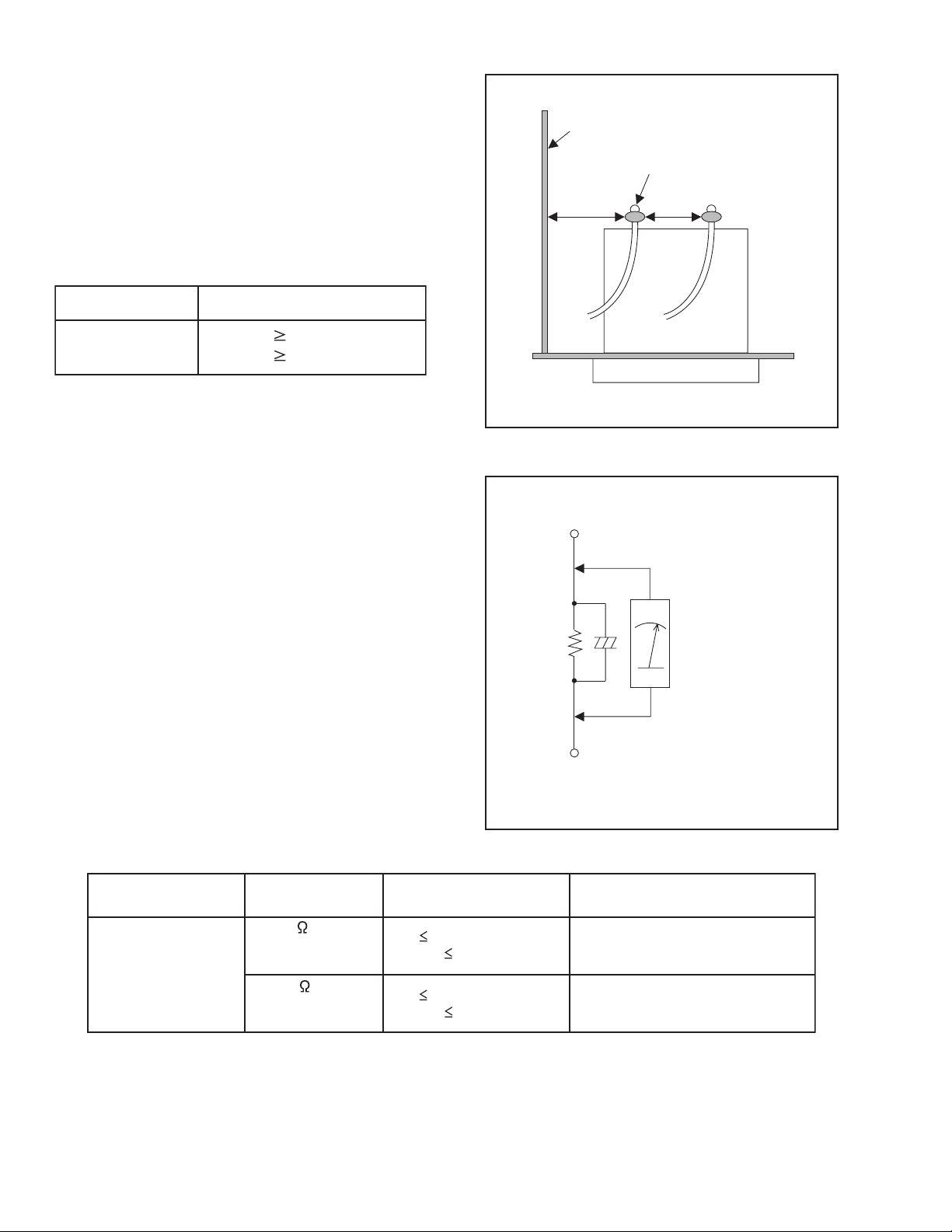
1.1.3.1 Clearance Distance
When replacing primary circuit components, confirm specified
clearance distance (d) and (d') between soldered terminals, and
between terminals and surrounding metallic parts. (See Fig.1)
Table 1 : Ratings for selected area
AC Line Volt age Clearance Dist ance (d), (d’)
Chassis or Secondary Conductor
Primary Circuit Terminals
dd'
220 to 240 V
Note:
This table is unofficial and for reference only.
Be sure to confirm the precise values.
1.1.3.2 Leakage Current Test
Confirm the specified (or lower) leakage current between B
(earth ground, power cord plug prongs) and externally exposed
accessible parts (RF terminals, antenna terminals, video and audio input and output terminals, microphone jacks, earphone
jacks, etc.) is lower than or equal to the specified value in the table below.
Measuring Method (Power ON) :
Insert load Z between B (earth ground, power cord plug
prongs) and exposed accessible parts. Use an AC voltmeter to
measure across the terminals of load Z. See Fig. 2 and the following table.
3 mm(d)
6 mm(d’)
Fig.1
Exposed Accessible Part
Z
One side of
B
Power Cord Plug Prongs
AC Voltmeter
(High Impedance)
Table 2: Leakage current ratings for selected areas
AC Line Volta ge Load Z Leak age Cur rent (i)
2k
RES.
Connected in
220 to 240 V
parallel
50k RES.
Connected in
parallel
Note:
This table is unofficial and for reference only. Be sure to confirm the precise values.
1-4 (No.YD087)
i0.7mA AC Peak
i2mA DC
i0.7mA AC Peak
i2mA DC
Fig.2
One side of po wer cord plug
prongs (B) to:
RF or
Antenna terminals
A/V Input, Output
1.2 STANDARD NOTES FOR SERVICING
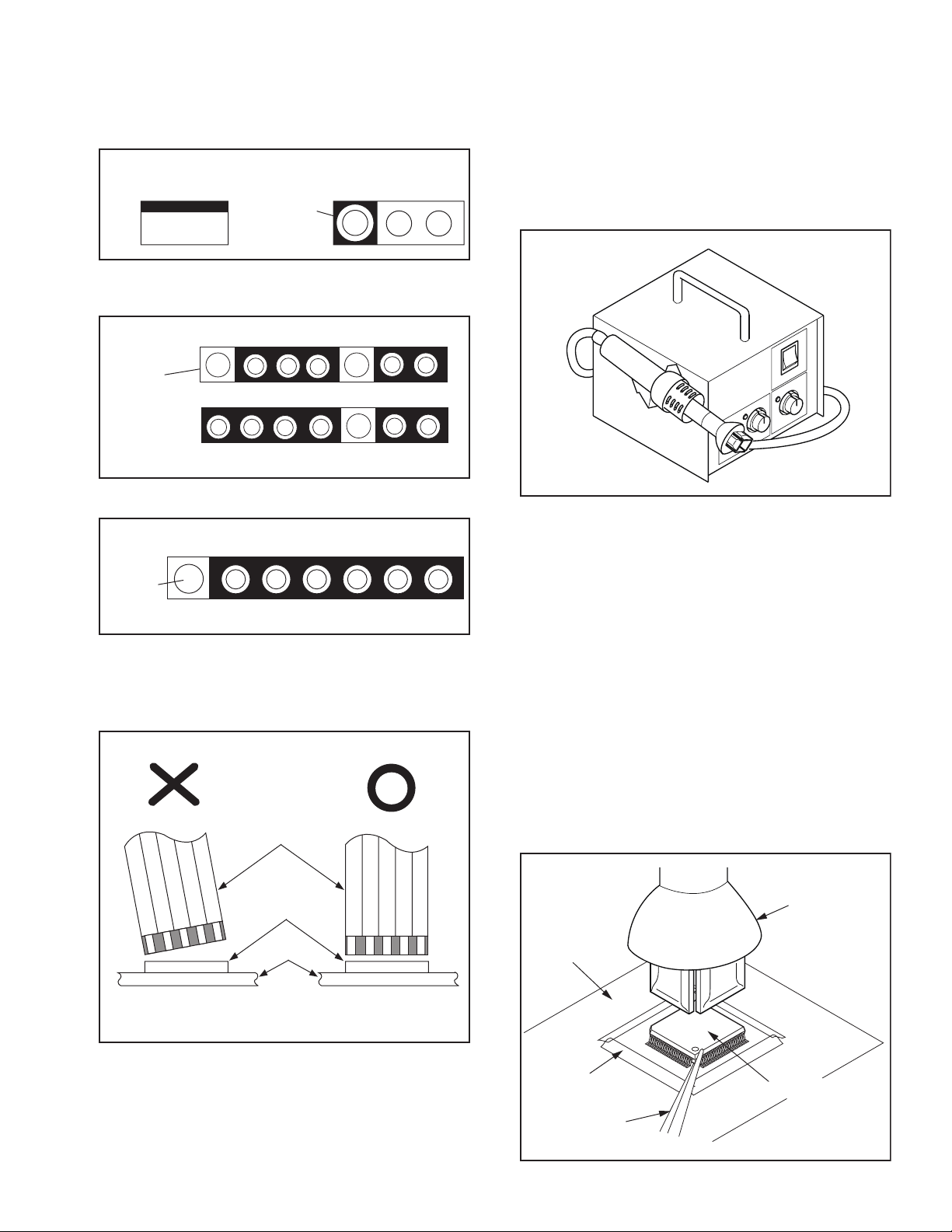
1.2.1 Circuit Board Indications
(1) The output pin of the 3 pin Regulator ICs is indicated as
shown.
Top View
Bottom View
Input
Out
(2) For other ICs, pin 1 and every fifth pin are indicated as
shown.
In
5
Pin 1
10
1.2.3 Pb (Lead) Free Solder
When soldering, be sure to use the Pb free solder.
1.2.4 How to Remove / Install Flat Pack-IC
1.2.4.1 Removal
1.2.4.1.1 With Hot-Air Flat Pack-IC Desoldering Machine:.
(1) Prepare the hot-air flat pack-IC desoldering machine, then
apply hot air to the Flat Pack-IC (about 5 to 6 seconds).
(Fig. 1)
(3) The 1st pin of every male connector is indicated as shown.
Pin 1
1.2.2 Instructions for Connectors
(1) When you connect or disconnect the FFC (Flexible Foil
Connector) cable, be sure to first disconnect the AC cord.
(2) FFC (Flexible Foil Connector) cable should be inserted
parallel into the connector, not at an angle.
FFC Cable
Connector
CBA
Fig.1
(2) Remove the flat pack-IC with tweezers while applying the
hot air.
(3) Bottom of the flat pack-IC is fixed with glue to the CBA;
when removing entire flat pack-IC, first apply soldering iron
to center of the flat pack-IC and heat up. Then remove
(glue will be melted). (Fig. 6)
(4) Release the flat pack-IC from the CBA using tweezers.
(Fig. 6)
1.2.4.1.2 Caution:
(1) The Flat Pack-IC shape may differ by models. Use an ap-
propriate hot-air flat pack-IC desoldering machine, whose
shape matches that of the Flat Pack-IC.
(2) Do not supply hot air to the chip parts around the flat pack-
IC for over 6 seconds because damage to the chip parts
may occur. Put masking tape around the flat pack-IC to
protect other parts from damage. (Fig. 2)
(3) The flat pack-IC on the CBA is affixed with glue, so be care-
ful not to break or damage the foil of each pin or the solder
lands under the IC when removing it.
Hot-air
Flat Pack-IC
Desoldering
Machine
CBA
* Be careful to avoid a short circuit.
Masking
Ta pe
Tweezers
Flat Pack-IC
Fig.2
(No.YD087)1-5
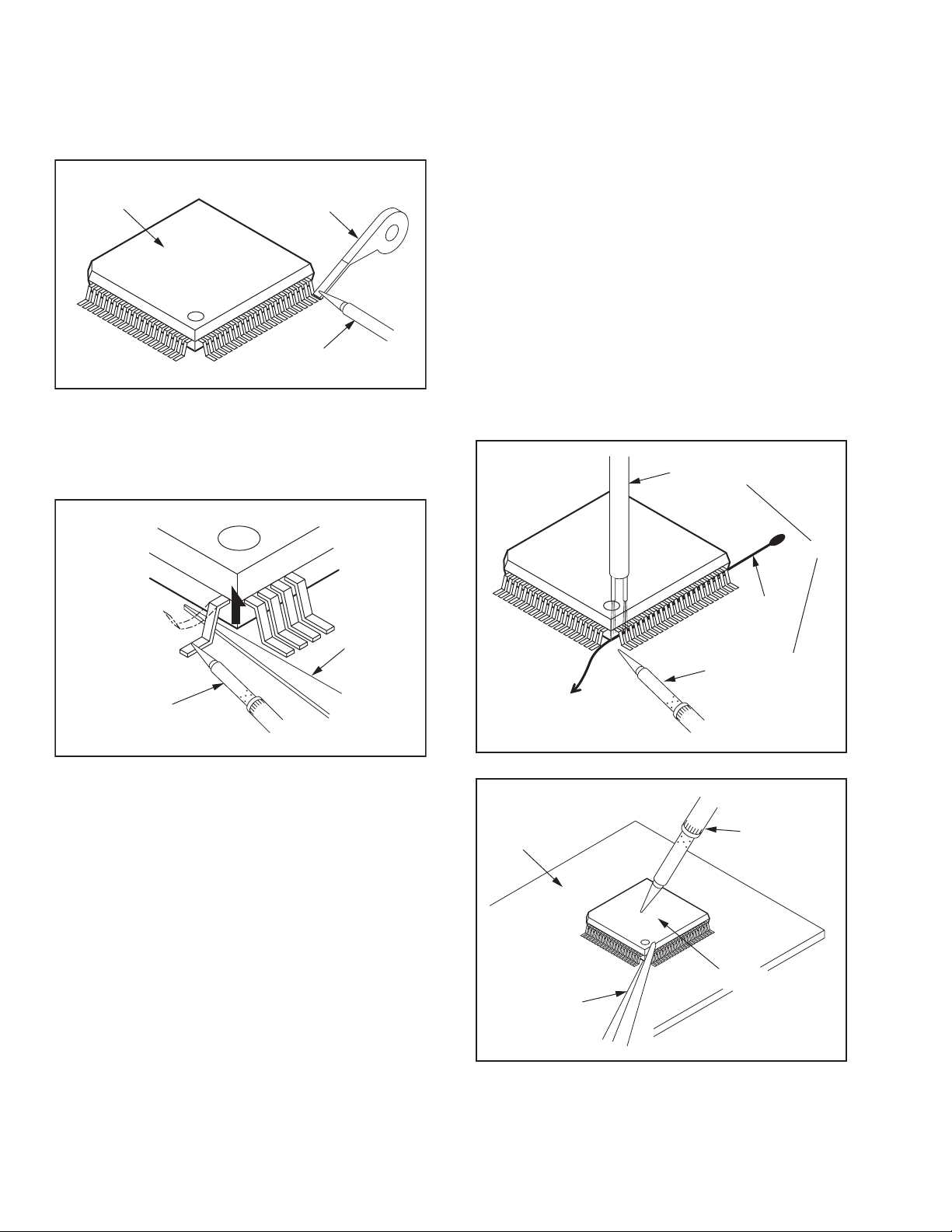
1.2.4.1.3 With Soldering Iron:
(1) Using desoldering braid, remove the solder from all pins of
the flat pack-IC. When you use solder flux which is applied
to all pins of the flat pack-IC, you can remove it easily. (Fig.
3)
Flat Pack-IC
Desoldering Braid
Soldering Iron
Fig.3
(2) Lift each lead of the flat pack-IC upward one by one, using
a sharp pin or wire to which solder will not adhere (iron
wire). When heating the pins, use a fine tip soldering iron
or a hot air desoldering machine. (Fig. 4)
1.2.4.1.4 With Iron Wire:
(1) Using desoldering braid, remove the solder from all pins of
the flat pack-IC. When you use solder flux which is applied
to all pins of the flat pack-IC, you can remove it easily. (Fig.
3)
(2) Affix the wire to a workbench or solid mounting point, as
shown in Fig. 5
(3) While heating the pins using a fine tip soldering iron or hot
air blower, pull up the wire as the solder melts so as to lift
the IC leads from the CBA contact pads as shown in Fig. 5
(4) Bottom of the flat pack-IC is fixed with glue to the CBA;
when removing entire flat pack-IC, first apply soldering iron
to center of the flat pack-IC and heat up. Then remove
(glue will be melted). (Fig. 6)
(5) Release the flat pack-IC from the CBA using tweezers.
(Fig. 6)
Note:
When using a soldering iron, care must be taken to ensure that the flat pack-IC is not being held by glue. When
the flat pack-IC is removed from the CBA, handle it gently because it may be damaged if force is applied.
Hot Air Blower
Sharp
Pin
Fine Tip
Soldering Iron
Fig.4
(3) Bottom of the flat pack-IC is fixed with glue to the CBA;
when removing entire flat pack-IC, first apply soldering iron
to center of the flat pack-IC and heat up. Then remove
(glue will be melted). (Fig. 6)
(4) Release the flat pack-IC from the CBA using tweezers.
(Fig. 6)
To Solid
Mounting Point
CBA
Tweezers
or
Iron Wire
Soldering Iron
Fig.5
Fine Tip
Soldering Iron
Flat Pack-IC
1-6 (No.YD087)
Fig.6
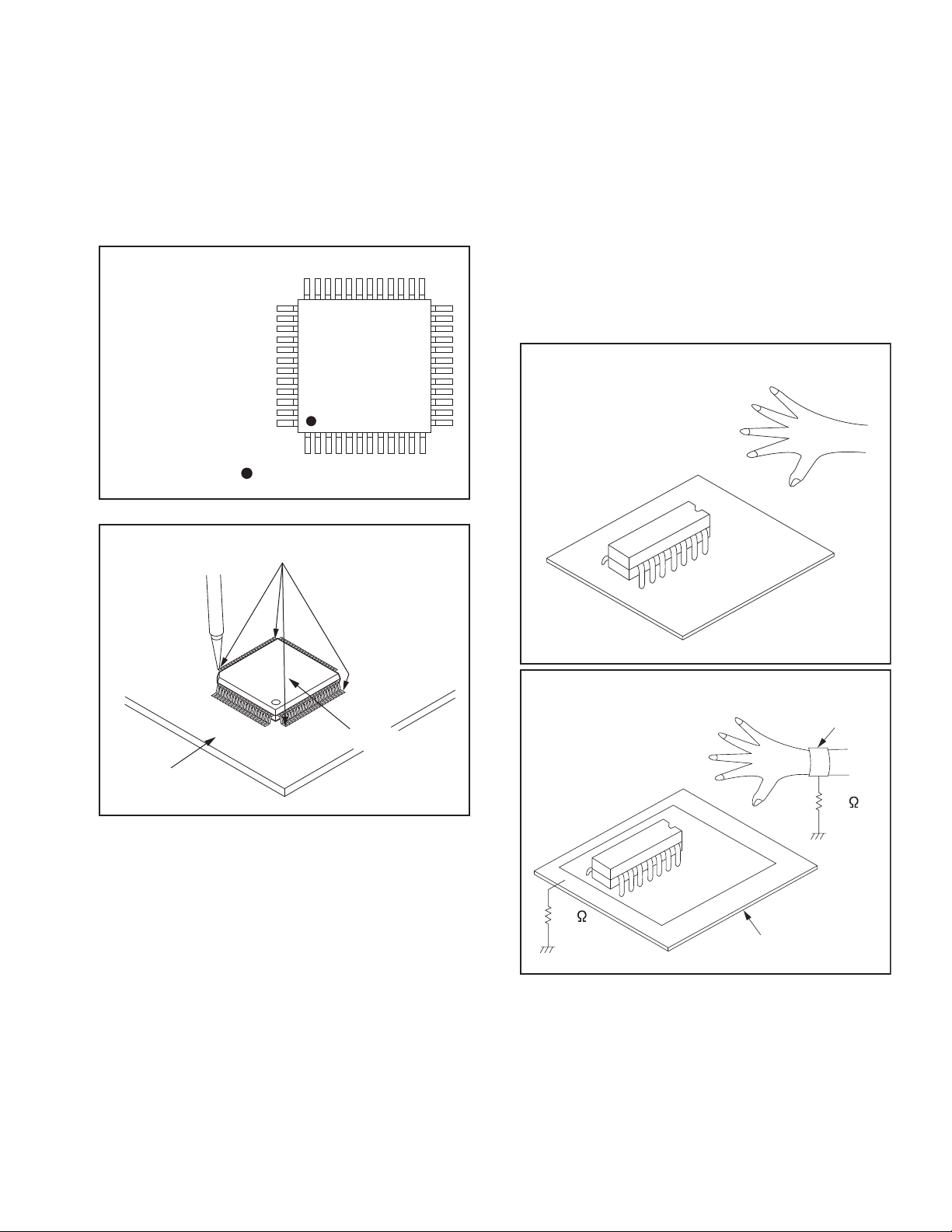
1.2.4.2 Installation
(1) Using desoldering braid, remove the solder from the foil of
each pin of the flat pack-IC on the CBA so you can install a
replacement flat pack-IC more easily.
(2) The "z" mark on the flat pack-IC indicates pin 1. (See Fig.
7) Be sure this mark matches the 1 on the PCB when positioning for installation. Then presolder the four corners of
the flat pack-IC. (See Fig. 8)
(3) Solder all pins of the flat pack-IC. Be sure that none of the
pins have solder bridges.
Example :
Pin 1 of the Flat Pack-IC
is indicated by a " " mark.
Fig.7
1.2.5 Instructions for Handling Semi-conductors
Electrostatic breakdown of the semi-conductors may occur due
to a potential difference caused by electrostatic charge during
unpacking or repair work.
1.2.5.1 Ground for Human Body
Be sure to wear a grounding band (1MΩ) that is properly ground-
ed to remove any static electricity that may be charged on the
body.
1.2.5.2 Ground for Workbench
(1) Be sure to place a conductive sheet or copper plate with
proper grounding (1MΩ) on the workbench or other sur-
face, where the semi-conductors are to be placed. Because the static electricity charge on clothing will not
escape through the body grounding band, be careful to
avoid contacting semi-conductors with your clothing.
< Incorrect >
CBA
Presolder
Fig.8
CBA
< Correct >
Grounding Band
Flat Pack-IC
1M
CBA
1M
Conductive Sheet or
Copper Plate
(No.YD087)1-7
1.3 PREPARATION FOR SERVICING
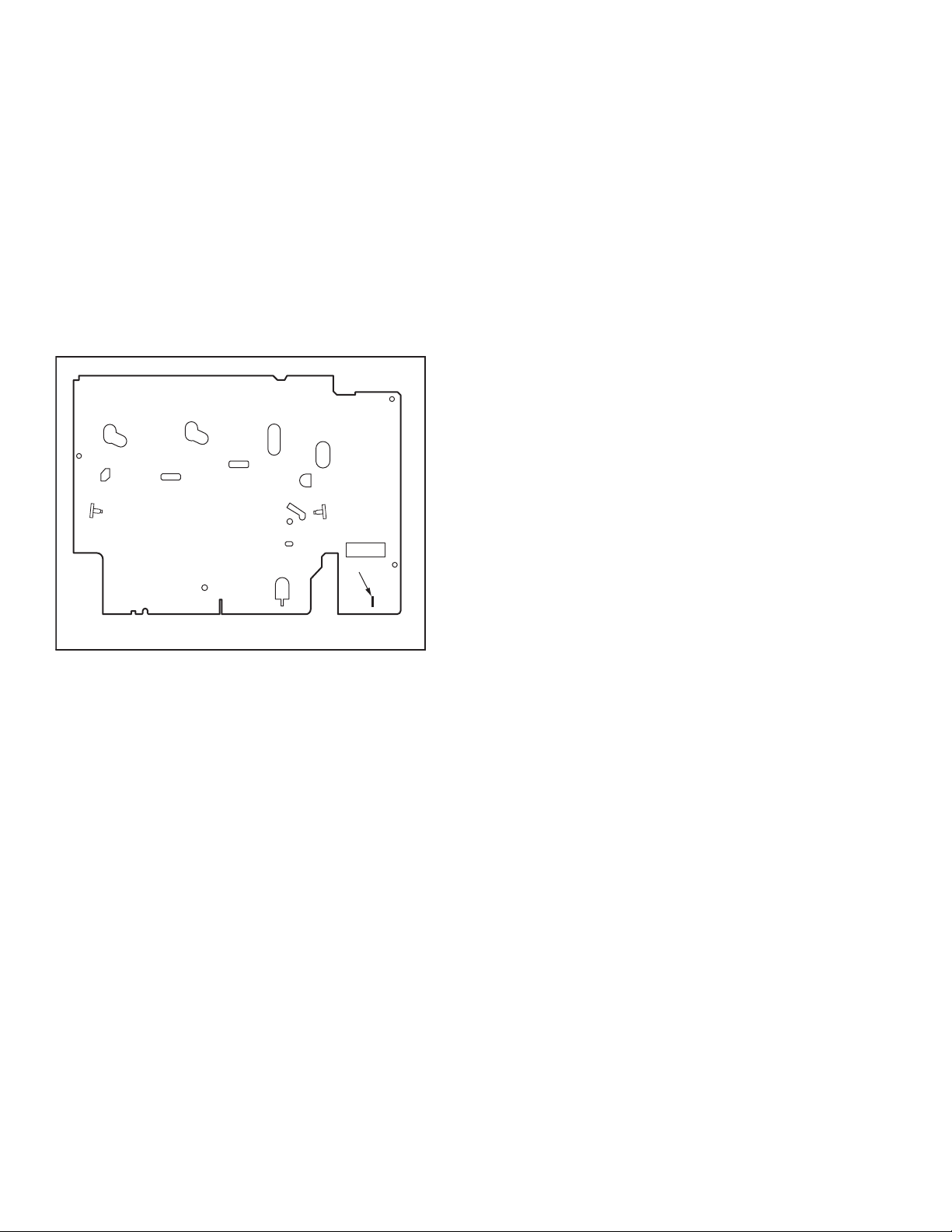
1.3.1 How to Enter the Service Mode
1.3.1.1 About Optical Sensors
Caution:
An optical sensor system is used for the Tape Start and End
Sensors on this equipment. Carefully read and follow the instructions below. Otherwise the unit may operate erratically.
What to do for preparation
Insert a tape into the Deck Mechanism Assembly and press
the PLAY button. The tape will be loaded into the Deck Mechanism Assembly. Make sure the power is on, connect TP507
(S-INH) to GND. This will stop the function of Tape Start Sensor, Tape End Sensor and Reel Sensors. (If these TPs are
connected before plugging in the unit, the function of the sensors will stay valid.) See Fig. 1.
Q503
Q504
S-INH
TP501
Fig.1
Note:
Because the Tape End Sensors are inactive, do not run a tape
all the way to the start or the end of the tape to avoid tape damage.
1-8 (No.YD087)
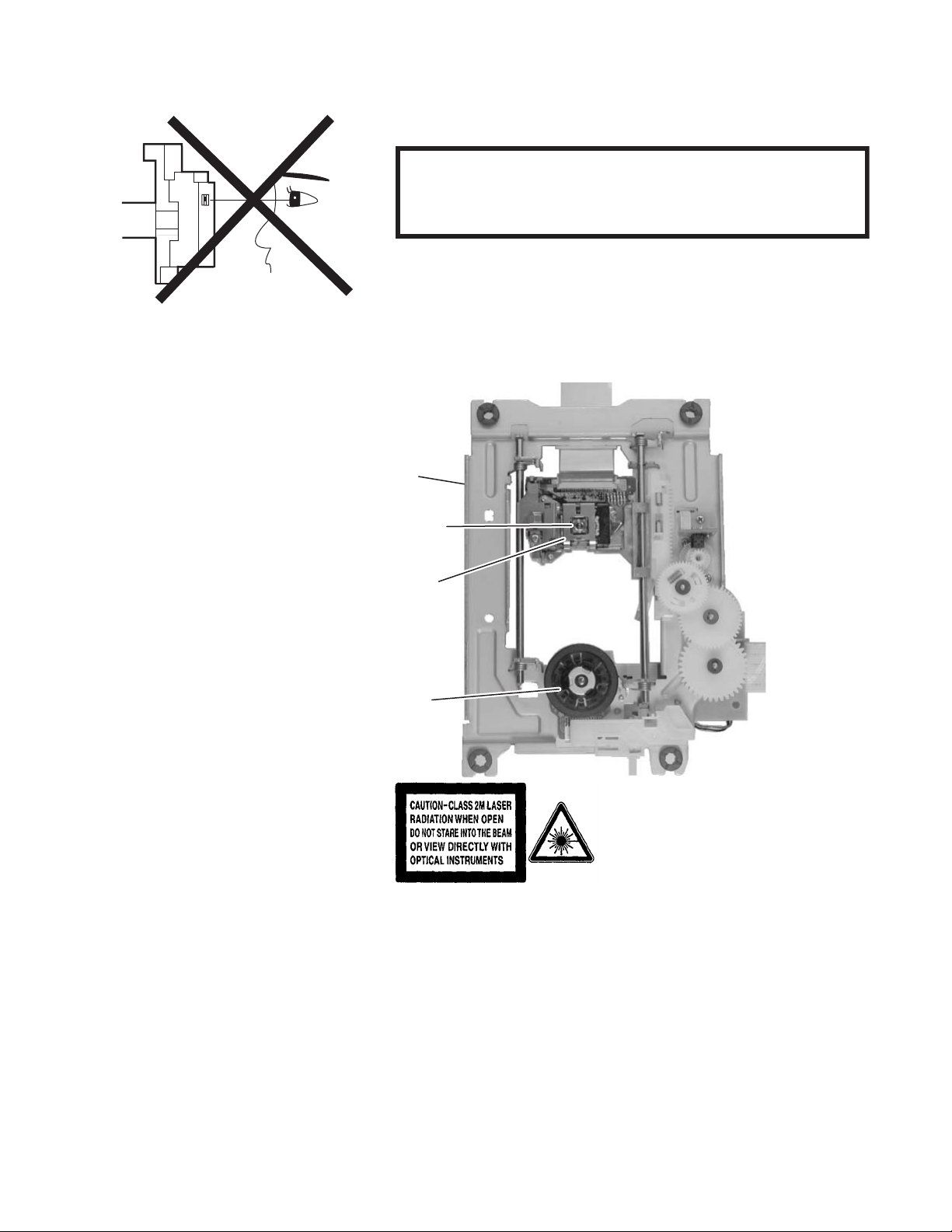
1.4 LASER BEAM SAFETY PRECAUTIONS
This DVD player uses a pickup that emits a laser beam.
Do not look directly at the laser beam coming
from the pickup or allow it to strike against your
skin.
The laser beam is emitted from the location shown in the figure. When checking the laser diode, be sure to keep your eyes at least 30
cm away from the pickup lens when the diode is turned on. Do not look directly at the laser beam.
CAUTION:
Use of controls and adjustments, or doing procedures other than those specified herein, may result in hazardous radiation exposure.
Drive Mechanism Assembly
Laser Beam Radiation
Laser Pickup
Turntable
Location: Top of DVD mechanism.
(No.YD087)1-9

SECTION 2
SPECIFIC SERVICE INSTRUCTIONS
This service manual does not describe SPECIFIC SERVICE INSTRUCTIONS.
1-10 (No.YD087)
SECTION 3
DISASSEMBLY
3.1 CABINET DISASSEMBLY INSTRUCTIONS
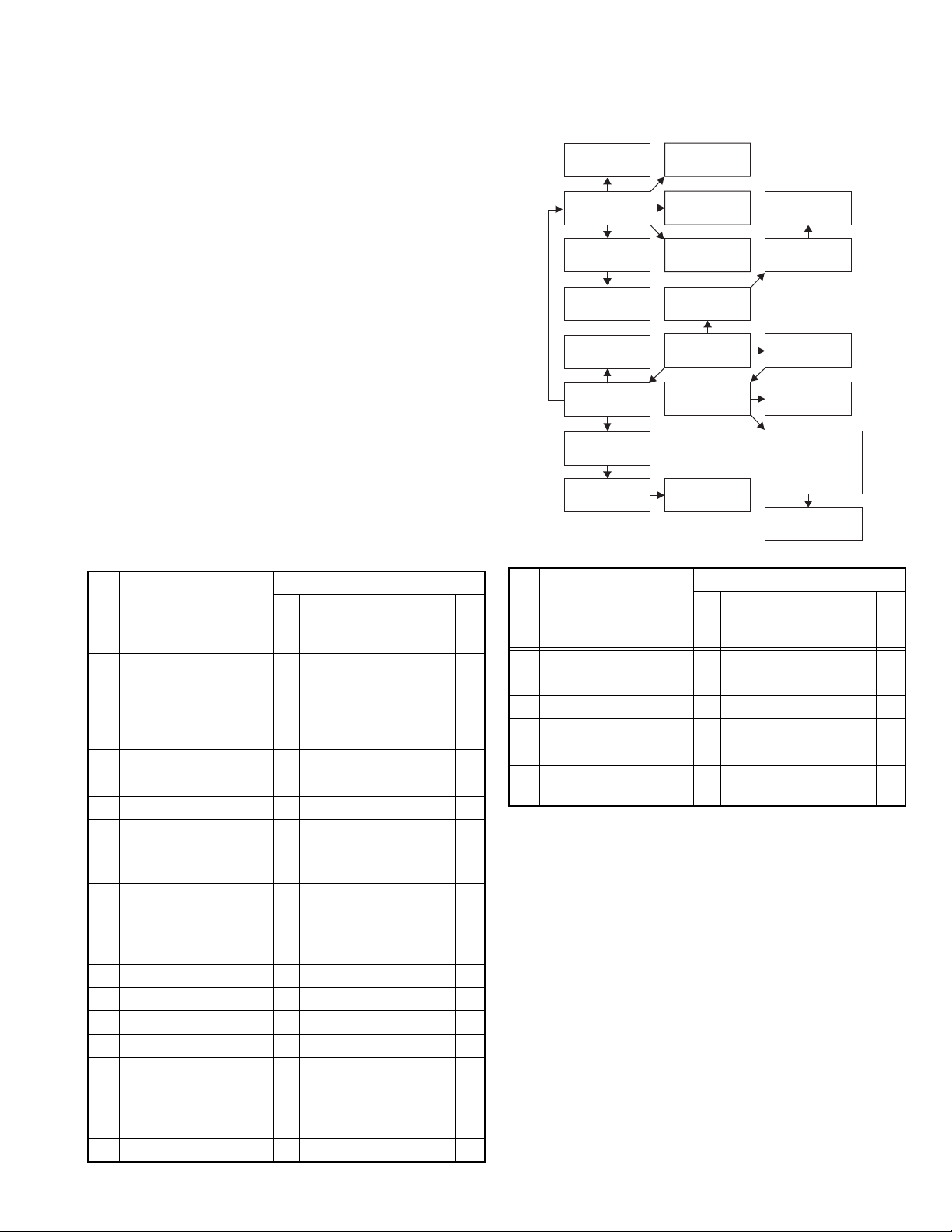
3.1.1 Disassembly Flowchart
This flowchart indicates the disassembly steps to gain access to
item(s) to be serviced. When reassembling, follow the steps in
reverse order. Bend, route, and dress the cables as they were
originally.
3.1.2 Disassembly Method
ID/
PART REMOVAL
Loc.
No.
Fig.
REMOVE/*UNHOOK/
No.
UNLOCK/RELEASE/
Note
UNPLUG/DESOLDER
[1] Top Cover 1 6(S-1) -
[2] Front Assembly 2 *5(L-1), *3(L-2),*CN1505 (1)
a)
b)
c)
[3] Front Bracket 2 2(S-2), (S-3), -
[4] Radiation Sheet 2 ---------- -
[5] Jack Bracket 3 2(S-4) -
[6] Front Jack CBA 3 Jack Earth Plate -
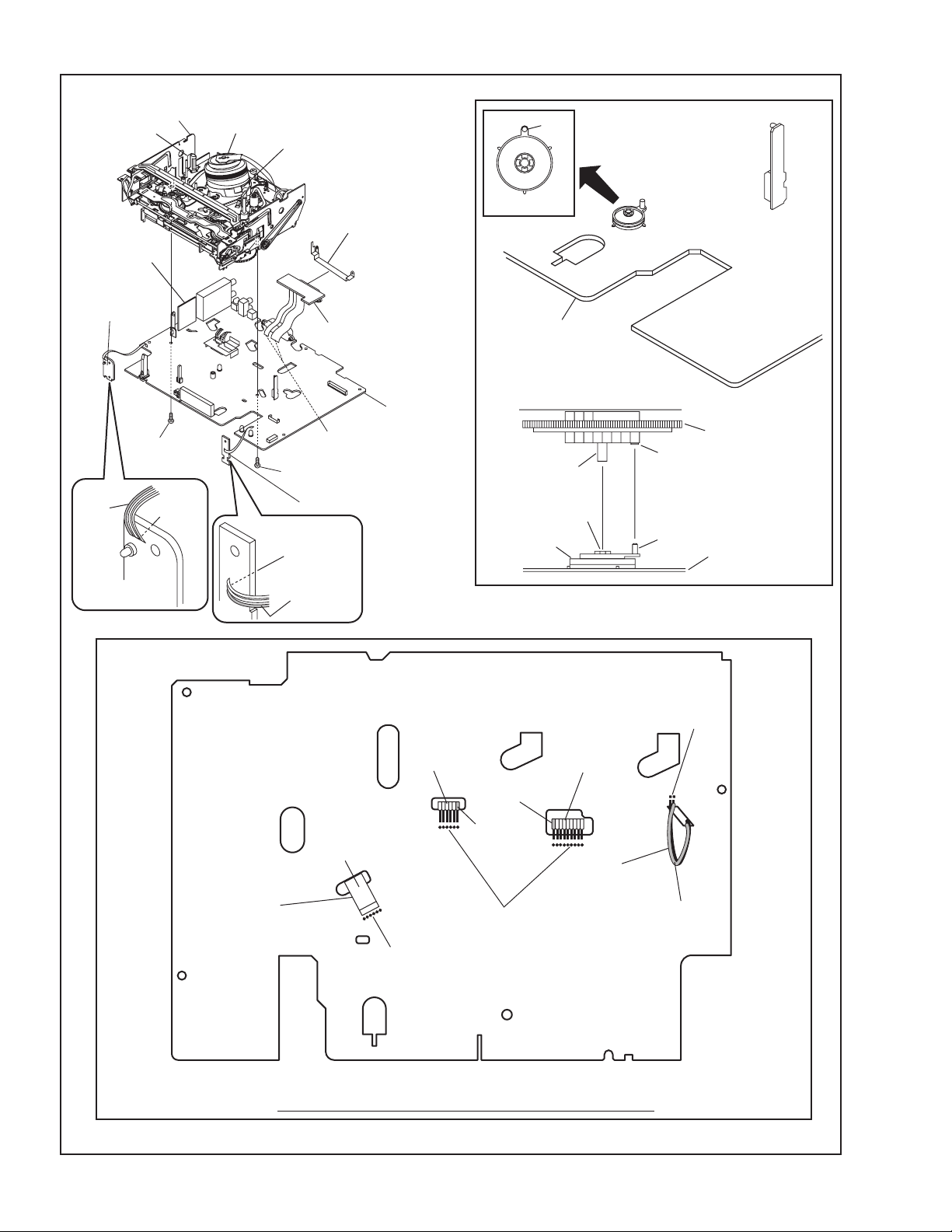
[7] DVD Mechanism&DVD
Main CBA Assembly
[8] Rear Panel Unit 5 2(S-6A), 2(S-6B),
4 2(S-5A), 2(S-5B),
*CN501, *CN601
-
3(S-7), (S-8A), (S-8B),
*CN1503, *CN1504
[9] Power Supply CBA 6 4(S-9) -
[10] DC Fan Motor 6 2(S-10) -
[11] PCB Holder 6 3(S-11), Earth Plate -
[12] Rear Panel 6 ---------- -
[13] Bracket R 7 2(S-12) -
[14] VCR Chassis Unit 7 5(S-13), 3(S-14A),
2(S-14B), (S-15), (S-16)
[15] Deck Assembly 8 (S-17), (S-18), Desolder (2)
(3)
[16] Power SW CBA 8 Desolder -
[16] Power
SW CBA
[14] VCR
Chassis Unit
[18] Rear
Jack CBA
[19] Main,
AFV CBA
[10] DC
Fan Motor
[8] Rear
Panel Unit
[9] Power
Supply CBA
[11] PCB
Holder
ID/
PART REMOVAL
Loc.
No.
[20] Deck
Pedestal
[15] Deck
Assembly
[17] Function
CBA
[2] Front
Assembly
[1] Top Cover
[4] Radiation
Sheet
[12] Rear
Panel
Fig.
REMOVE/*UNHOOK/
No.
UNLOCK/RELEASE/
[6] Front Jack
CBA
[5] Jack
Bracket
[3] Front
Bracket
[21] Front
Bracket R
[7] DVD
Mechanism
& DVD Main
CBA Assembly
[13] Bracket R
UNPLUG/DESOLDER
[17] Function CBA 8 Desolder -
[18] Rear Jack CBA 8 Desolder, Ground Plate -
[19] Main, AFV CBA 8 ---------- -
[20] Deck Pedestal 9 8(S-19) -
[21] Front Bracket R 9 (S-20) -
↓
(1)
↓
(2)
(3)
↓
↓
(4)
Note:
(1) Identification (location) No. of parts in the figures
(2) Name of the part
(3) Figure Number for reference
(4) Identification of parts to be removed, unhooked, un-
locked, released, unplugged, unclamped, or desoldered.
P = Spring, L = Locking Tab, S = Screw,
CN = Connector
* = Unhook, Unlock, Release, Unplug, or Desolder
e.g. 6(S-1) = six Screws (S-1),
5(L-1) = two Locking Tabs (L-1)
(5) Refer to "Reference Notes."
Note
↓
(5)
(No.YD087)1-11
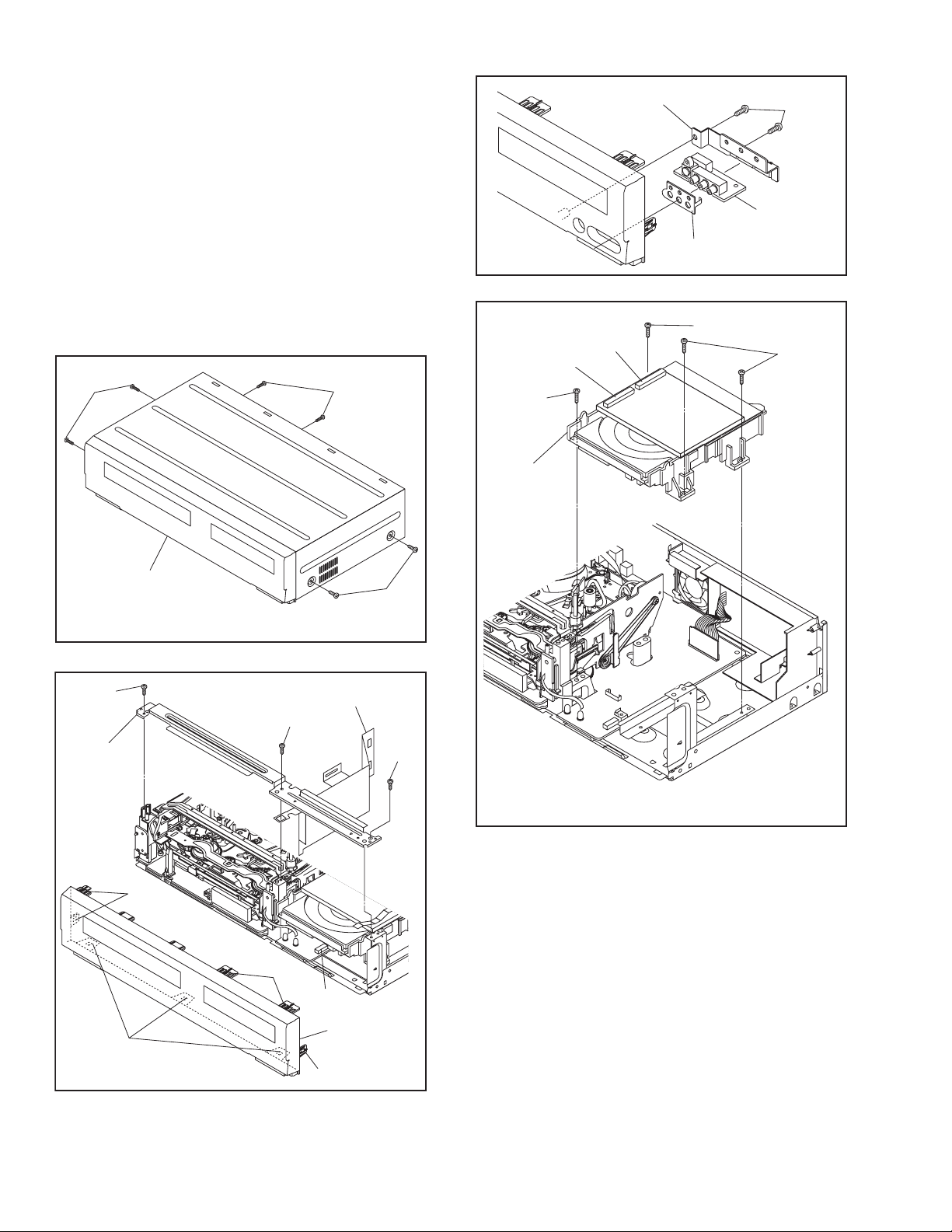
3.1.2.1 Reference Notes
CAUTION :
Locking Tabs (L-1) and (L-2) are fragile.
Be careful not to break them.
(1)
a) Release five Locking Tabs (L-1).
b) Release three Locking Tabs (L-2)
c) Disconnect Connector (CN1505), and remove the
Front Assembly.
(2) When reassembling, solder wire jumpers as shown in Fig.
8.
(3) Before installing the Deck Assembly, be sure to place the
pin of LD-SW on Main CBA as shown in Fig. 8. Then, install
the Deck Assembly while aligning the hole of Cam Gear
with the pin of LD-SW, the shaft of Cam Gear with the hole
of LD-SW as shown in Fig. 8.
(S-1)
(S-1)
[1] Top Cover
(S-1)
CN601
(S-5A)
[7] DVD
Mechanism
&
DVD Main
CBA
Assemb ly
[5] Jac k Brac ket
Jack Earth Plate
Fig.3
CN501
(S-4)
[6] Fr ont
Jack CBA
(S-5A)
(S-5B)
(S-2)
[3] Fr ont
Brac ket
(L-2)
Fig.1
[4] Radiation Sheet
(S-2)
(S-3)
Fig.4
(L-1)
(L-1)
CN1505
[2] Fr ont
Assemb ly
(L-1)
Fig.2
1-12 (No.YD087)
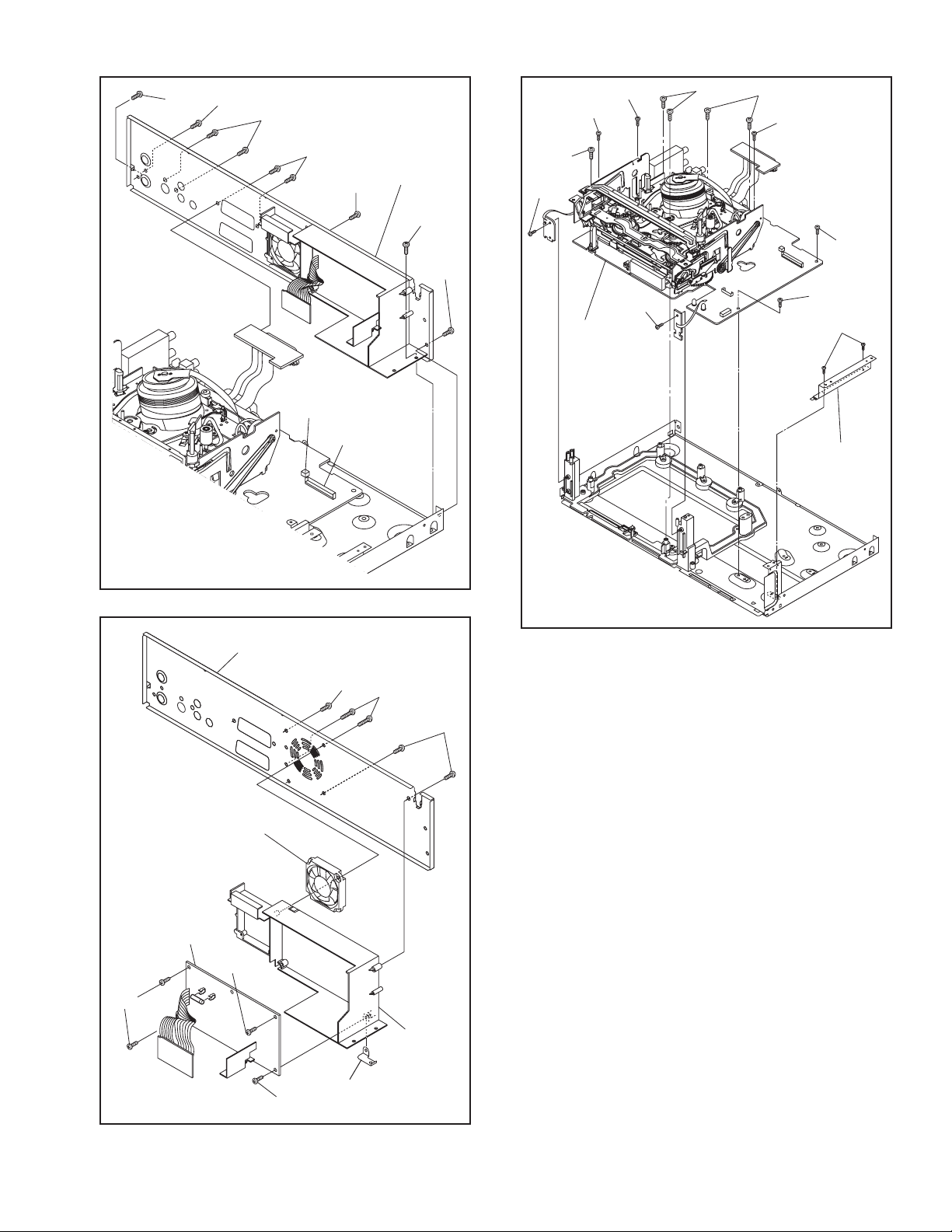
(S-7)
(S-8A)
(S-6A)
(S-14A)
(S-14A)
(S-13)
(S-13)
(S-14A)
CN1503
Fig.5
(S-6B)
CN1504
(S-7)
[8] Rear
Panel Unit
(S-8B)
(S-7)
(S-13)
(S-15)
(S-16)
[14] VCR
Chassis
Unit
(S-14B)
(S-14B)
(S-12)
[13] Brac ket R
[10] DC Fan Motor
[9] Power
Supply CBA
(S-9)
[12] Rear Panel
(S-9)
(S-9)
(S-11)
Earth
Plate
Fig.7
(S-10)
(S-11)
[11] PCB
Holder
Fig.6
(No.YD087)1-13
[15] Dec k
Assemb ly
FE Head
[19] AFV CB A
[16] Power
SW CBA
Cylinder
Assembly
ACE Head
Assembly
[18] Rear
Jack CBA
Pin
SW507
LD-SW
Ground Plate
[19] Main CB A
Lead
with
blue
stripe
(S-17)
Desolder
From
Capstan
Motor
Assembly
Desolder
from bottom
(S-18)
[17] Function CB A
Desolder
Lead with
blue stripe
Printing side
[19] Main
CBA
From
ACE Head
Assembly
Desolder
LD-SW
Lead with
blue stripe
Lead with
blue stripe
Desolder
[15] Dec k Assemb ly
Shaft
Hole
From
Cylinder
Assembly
From
FE Head
Hole
Pin
Desolder
Lead with
gray stripe
Cam Gear
[19] Main CB A
1-14 (No.YD087)
BOTTOM VIEW
Lead connections of Deck Assembly and Main CBA
Fig.8
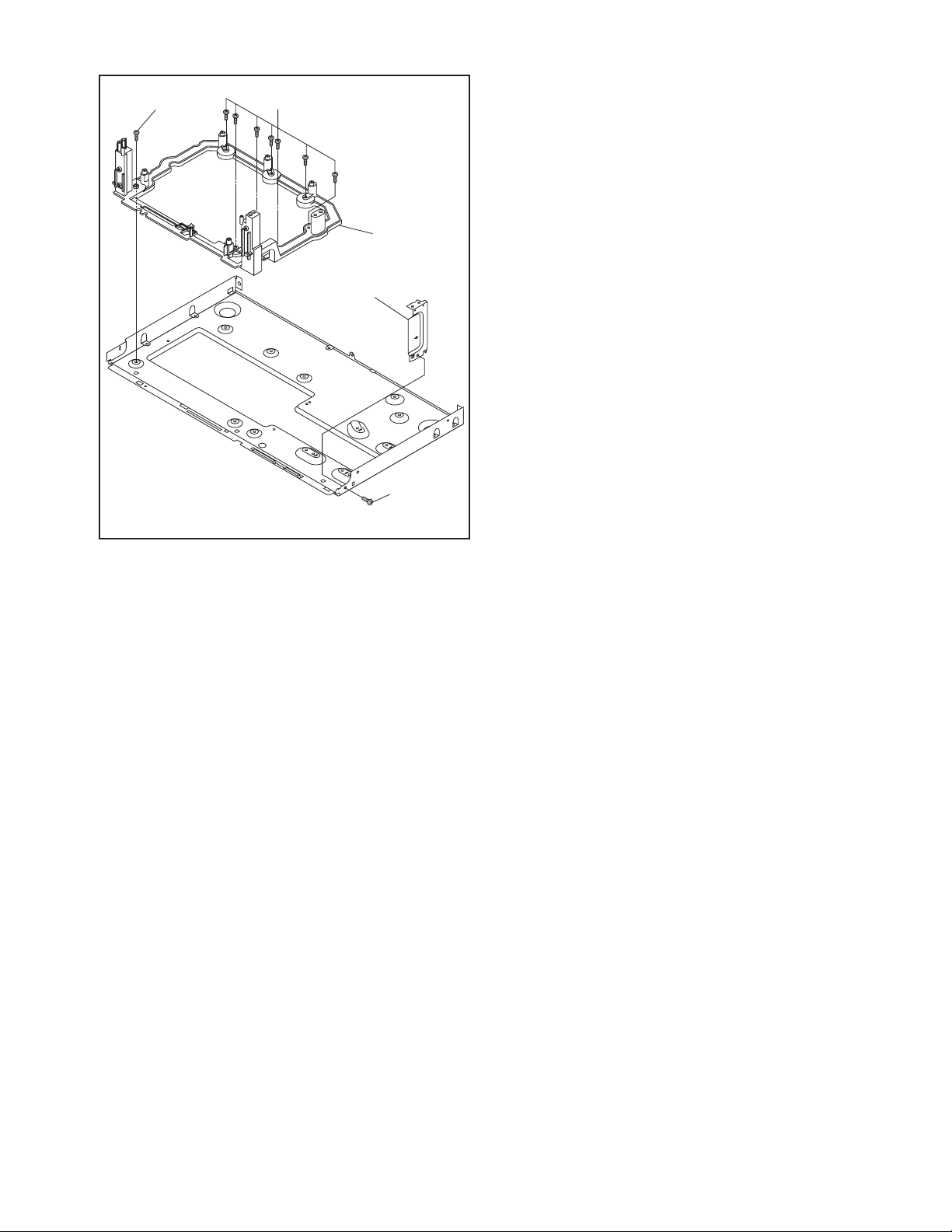
(S-19)
(S-19)
[20] Dec k
Pedestal
[21] Fr ont
Brac ket R
(S-20)
Fig.9
(No.YD087)1-15
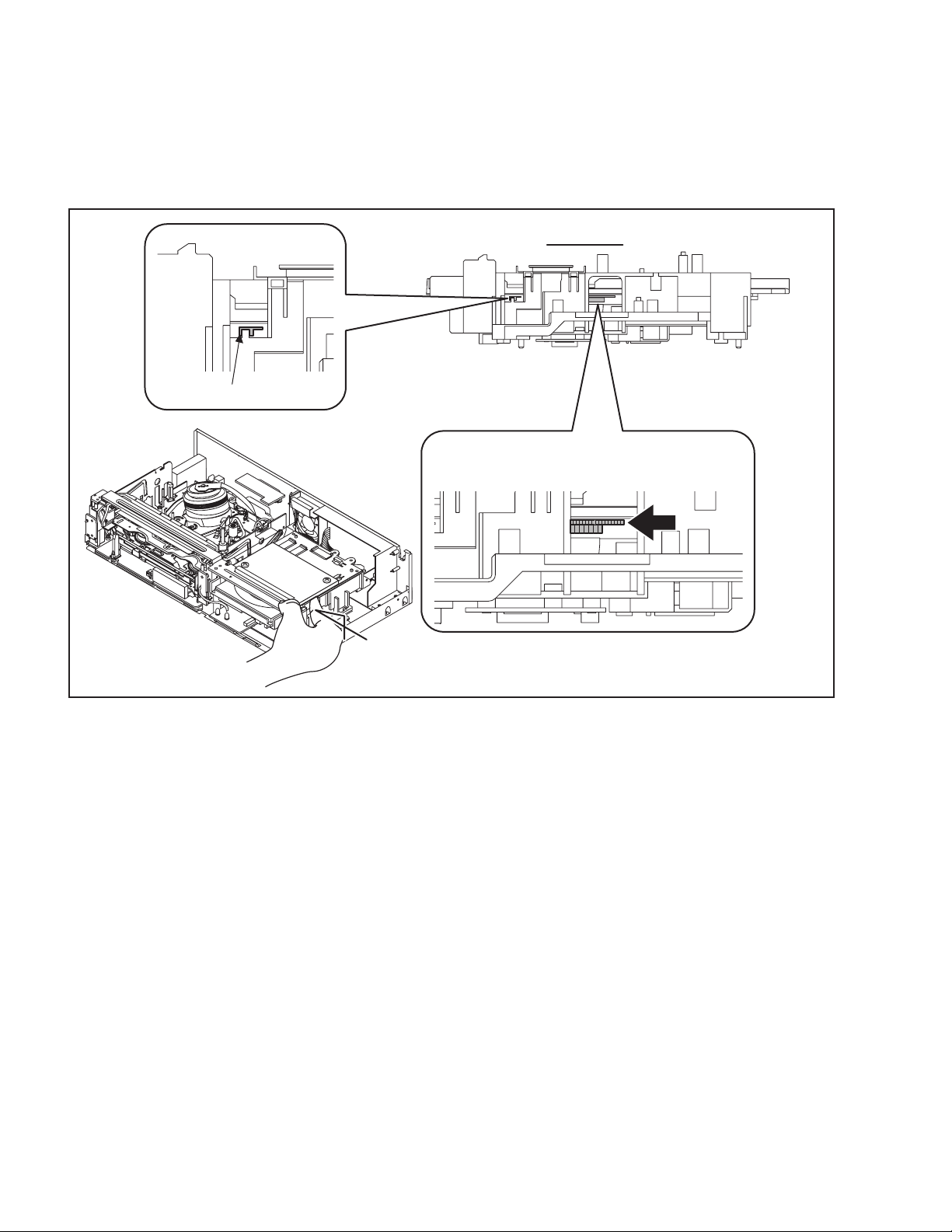
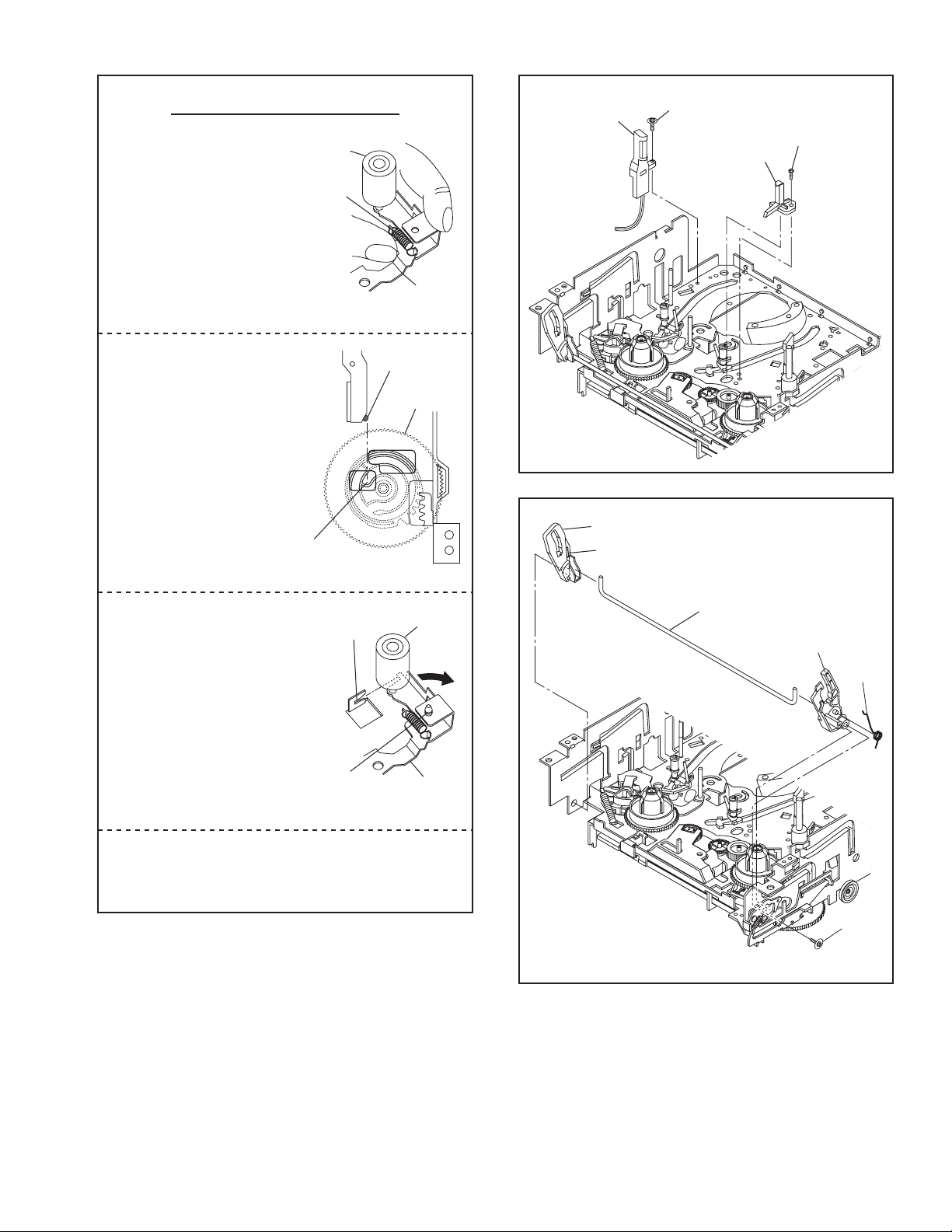
3.1.3 How to Eject Manually
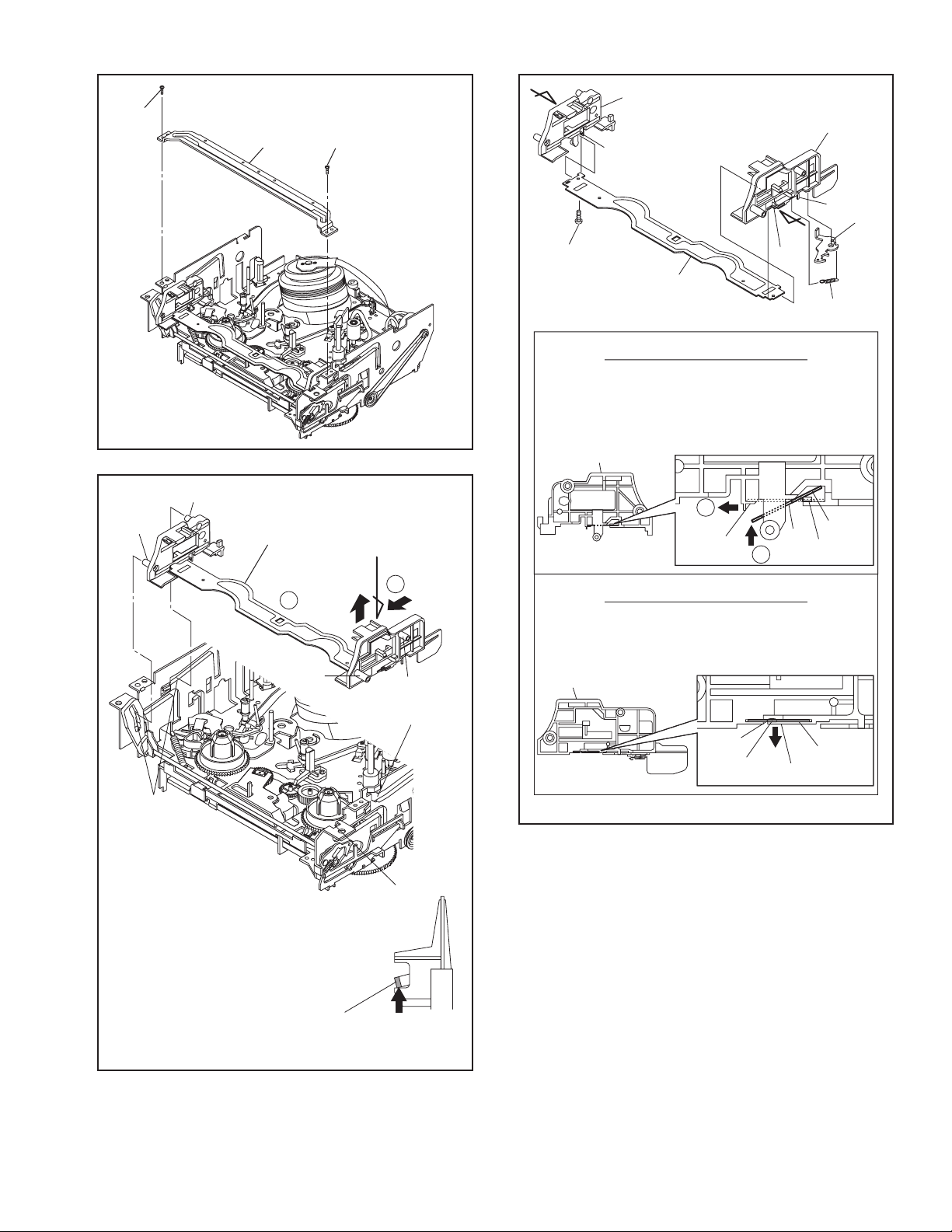
3.1.3.1 Method 1
Note:
When servicing, do not touch white resin part as shown below.
When rotating the gear, be careful not to damage the gear.
(1) Remove the Top Cover.
(2) Rotate the gear in the direction of the arrow manually as shown below.
Do not touc h!
View for A
Rotate this gear in
the direction of the arrow
A
1-16 (No.YD087)
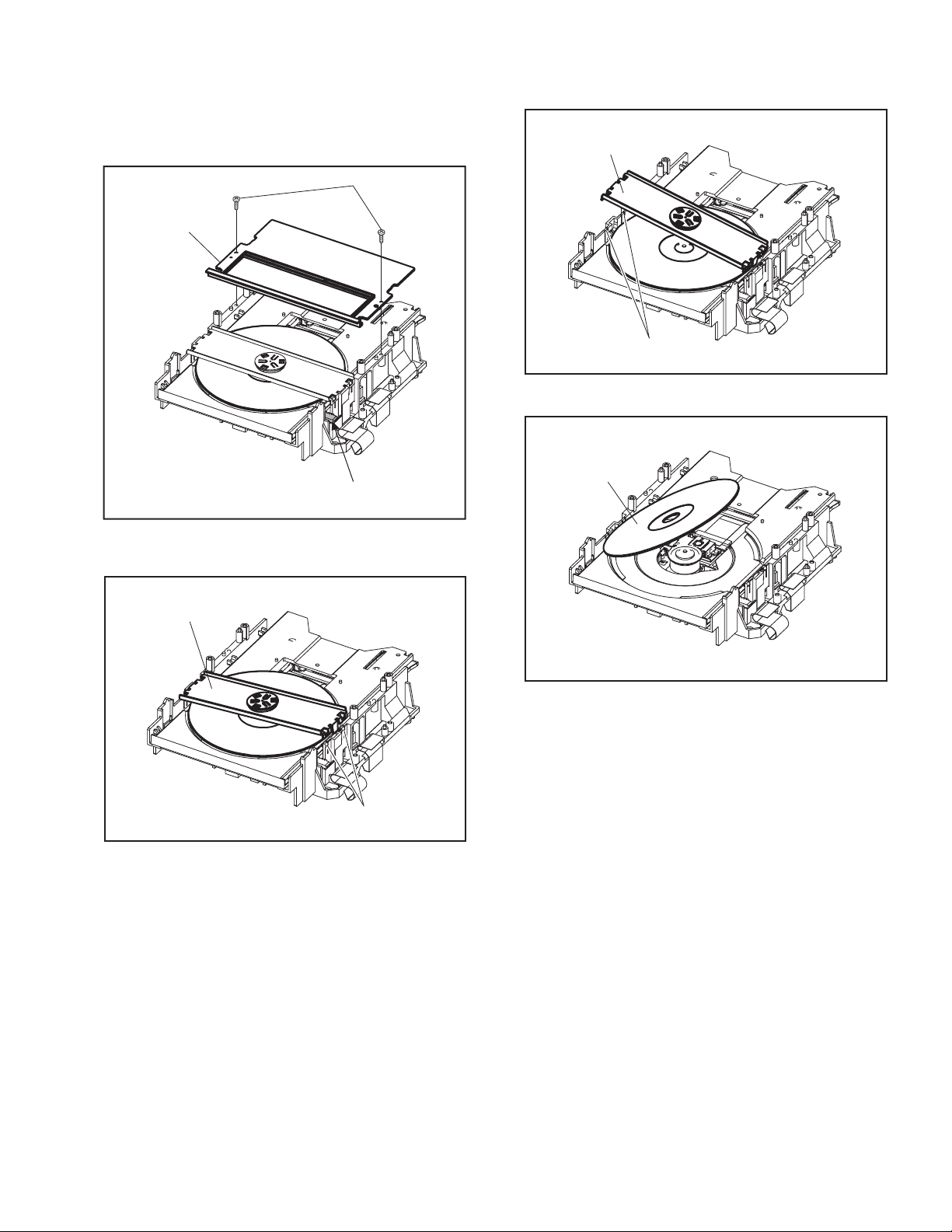
3.1.3.2 Method 2
Note:
When servicing, do not touch white resin part as shown below.
(1) Remove the DVD Mechanism & DVD Main CBA Assembly.
(2) Remove two screws, and remove the Insulating Plate.
Screw
Insulating Plate
(4) Release the other side of two Locking Tabs, and remove
the Clamper Assembly.
Clamper Assembly
Locking Tabs
(5) Remove the disc.
Do not touch!
(3) Release two Locking Tabs, and lift up one side of the
Clamper Assembly.
Clamper Assembly
Locking Tabs
Disc
(No.YD087)1-17
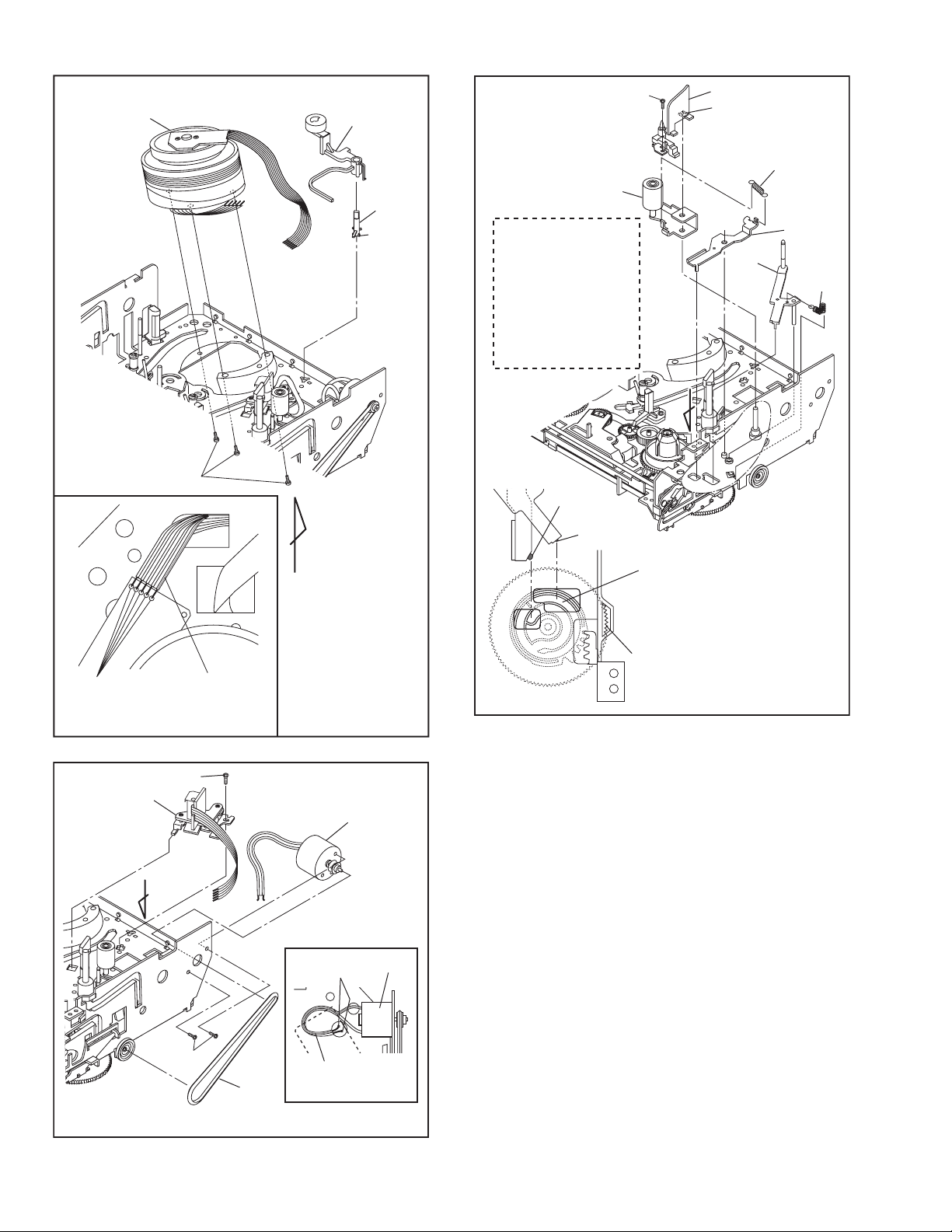
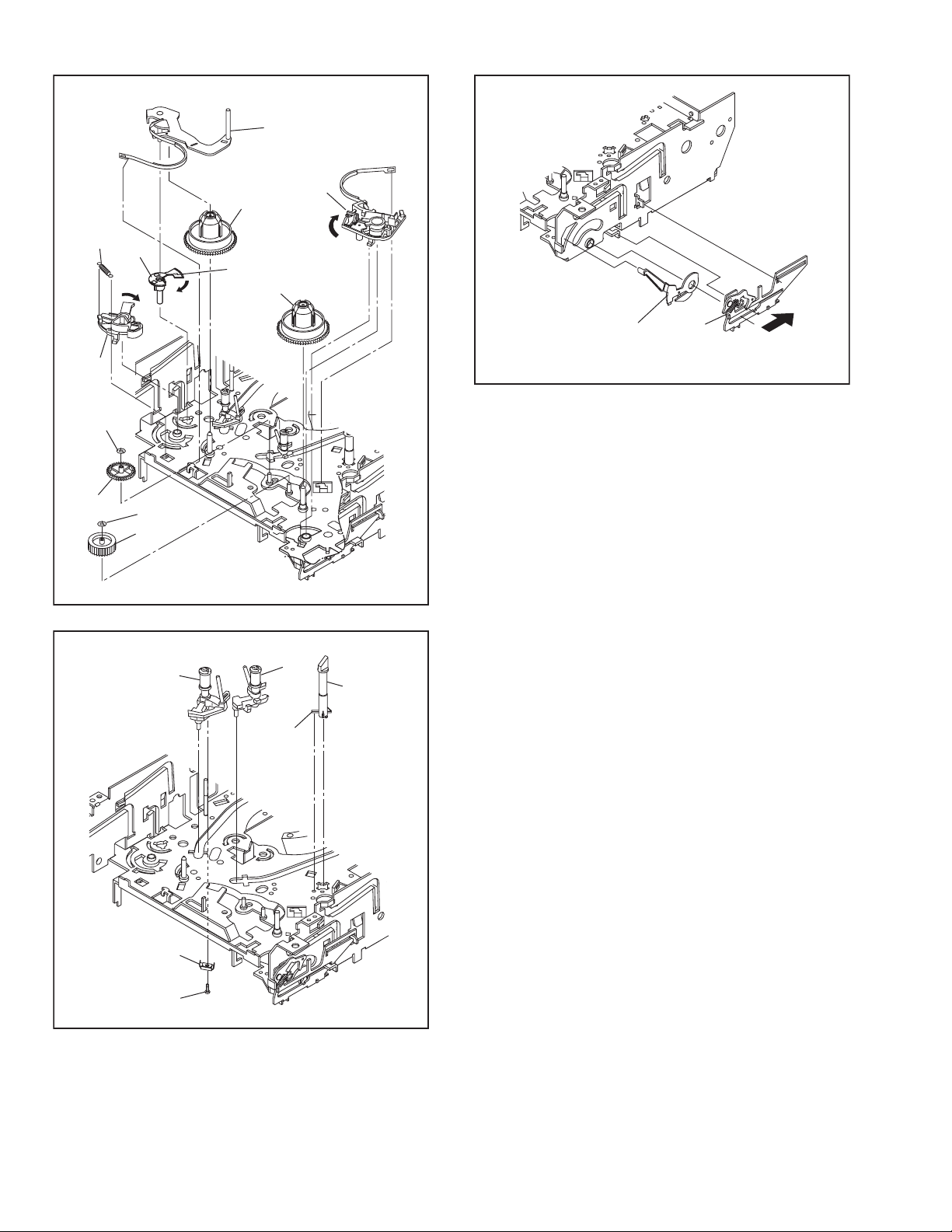
3.2 DISASSEMBLY/ASSEMBLY PROCEDURES OF DECK MECHANISM
Before following the procedures described below, be sure to remove the deck assembly from the cabinet. (Refer to CABINET DISASSEMBLY INSTRUCTIONS.)
All the following procedures, including those for adjustment and replacement of parts, should be done in Eject mode; see the positions
of [44] and [45] in Fig.1 on page 1-20. When reassembling, follow the steps in reverse order.
STEP/
LOC. No.
*[22] [22] F Brake Assembly (HI) B 2,13 *(L-6)
STARTING
No.
[1] [1] Guide Holder A T 3 2(S-1)
[2] [1] Cassette Holder Assembly T 4
[3] [2] Slider (SP) T 5 (S-1A), *(L-1)
[4] [2] Slider (TU) T 5 *(L-2)
[5] [4] Lock Lever T 5 *(L-3), *(P-1)
[6] [2] Cassette Plate T 5
[7] [7] Cylinder Assembly T 1,6 Desolder, 3(S-2)
[8] [8] Loading Motor Assembly T 1,7 Desolder, LDG Belt, 2(S-3)
[9] [9] ACE Head Assembly T 1,7 (S-4)
[10] [2] Tape Guide Arm Assembly T 1,8 *(P-2)
[11] [10] C Door Opener T 1,8 (S-4A), *(L-4)
[12] [11] Pinch Arm (B) T 1,8,9 *(P-3)
[13] [12] Pinch Arm (A) Assembly T 1,8,9
[14] [14] FE Head T 1,10 (S-5)
[15] [15] Prism T 1,10 (S-6)
[16] [2] Slider Shaft T 11 *(L-5)
[17] [16] C Drive Lever (SP) T 11
[18] [16] C Drive Lever (TU) T 11 (S-7), *(P-4)
[19] [19] Capstan Motor B 2,12 3(S-8), Cap Belt
[20] [20] Clutch Assembly (HI) B 2,13 (C-1)
[21] [20] Center Gear B 13
[23] [22] Worm Holder B 2,14 (S-9), *(L-7), *(L-8)
[24] [22] Pulley Assembly (HI) B 2,14
[25] [25] Mode Gear (LM) B 2,14 (C-2)
[26] [20],[25] Mode Lever (HI) B 2,14,15 (C-3)
[27] [22],[23],[26] Cam Gear (A) (HI) B 2,14,15 (C-4) (+)Refer to Alignment
[28] [26] TR Gear C B 2,14 (C-5)
[29] [28] TR Gear Spring B 14
[30] [29] TR Gear A/B B 14
[31] [31] FF Arm (HI) B 1,16
[32] [26] Idler Assembly (HI) B 1,16 *(L-9)
[33] [26] BT Arm B 2,16 *(P-5)
[34] [26] Loading Arm (SP)Assembly B 2,16 (+)Refer to Alignment
[35] [34] Loading Arm (TU) Assembly B 2,16 (+)Refer to Alignment
[36] [16],[26] M Brake (TU) Assembly (HI) T 1,17
[37] [2],[26] M Brake (SP)Assembly (HI) T 1,17 *(P-6)
PART REMOVAL INSTALLATION
Fig. No. REMOVE/*UNHOOK/
UNLOCK/RELEASE/
UNPLUG/DESOLDER
ADJUSTMENT
CONDITION
Sec.Page 1-41
Sec.Page 1-41
Sec.Page 1-41
1-18 (No.YD087)
STEP/
LOC. No.
(1) Follow steps in sequence. When reassembling, follow the steps in reverse order.
(2) Indicates the part to start disassembling with in order to disassemble the part in column (1).
(3) Name of the part
(4) Location of the part: T=Top B=Bottom R=Right L=Left
(5) Figure Number
(6) Identification of parts to be removed, unhooked, unlocked, released, unplugged, unclamped, or desoldered.
(7) Adjustment Information for Installation
* [ 22 ] F Brake Assembly (HI) is not used in 2 head model.
STARTING
No.
[38] [37] Tension Lever Assembly T 1,17
[39] [38] T Lever Holder T 17 *(L-10)
[40] [40] M Gear (HI) T 1,17 (C-6)
[41] [15],[40] Sensor Gear (HI) T 1,17 (C-7)
[42] [36],[40] Reel T T 1,17
[43] [38] Reel S T 1,17
[44] [34],[38] Moving Guide S Preparation T 1,18 (S-11), Slide Plate
[45] [35] Moving Guide T Preparation T 1,18
[46] [19] TG Post Assembly T 1,18 *(L-11)
[47] [27] Rack Assembly R 19 (+)Refer to Alignment
[48] [47] F Door Opener R 19
[49] [49] Cleaner Assembly T 1,6
[50] [49] CL Post T 6 *(L-12)
↓
(1)
These numbers are also used as identification (location) No. of parts in the figures.
P=Spring, W=Washer, C=Cut Washer, S=Screw, *=Unhook, Unlock, Release, Unplug, or Desolder
e.g., 2(L-2) = two Locking Tabs (L-2).
(+):Refer to Deck Exploded Views for lubrication.
↓
(2)
PART REMOVAL INSTALLATION
(3)
Fig. No. REMOVE/*UNHOOK/
UNLOCK/RELEASE/
UNPLUG/DESOLDER
↓
↓
(4)
↓
(5)
↓
(6)
ADJUSTMENT
CONDITION
Sec.Page 1-41
↓
(7)
(No.YD087)1-19
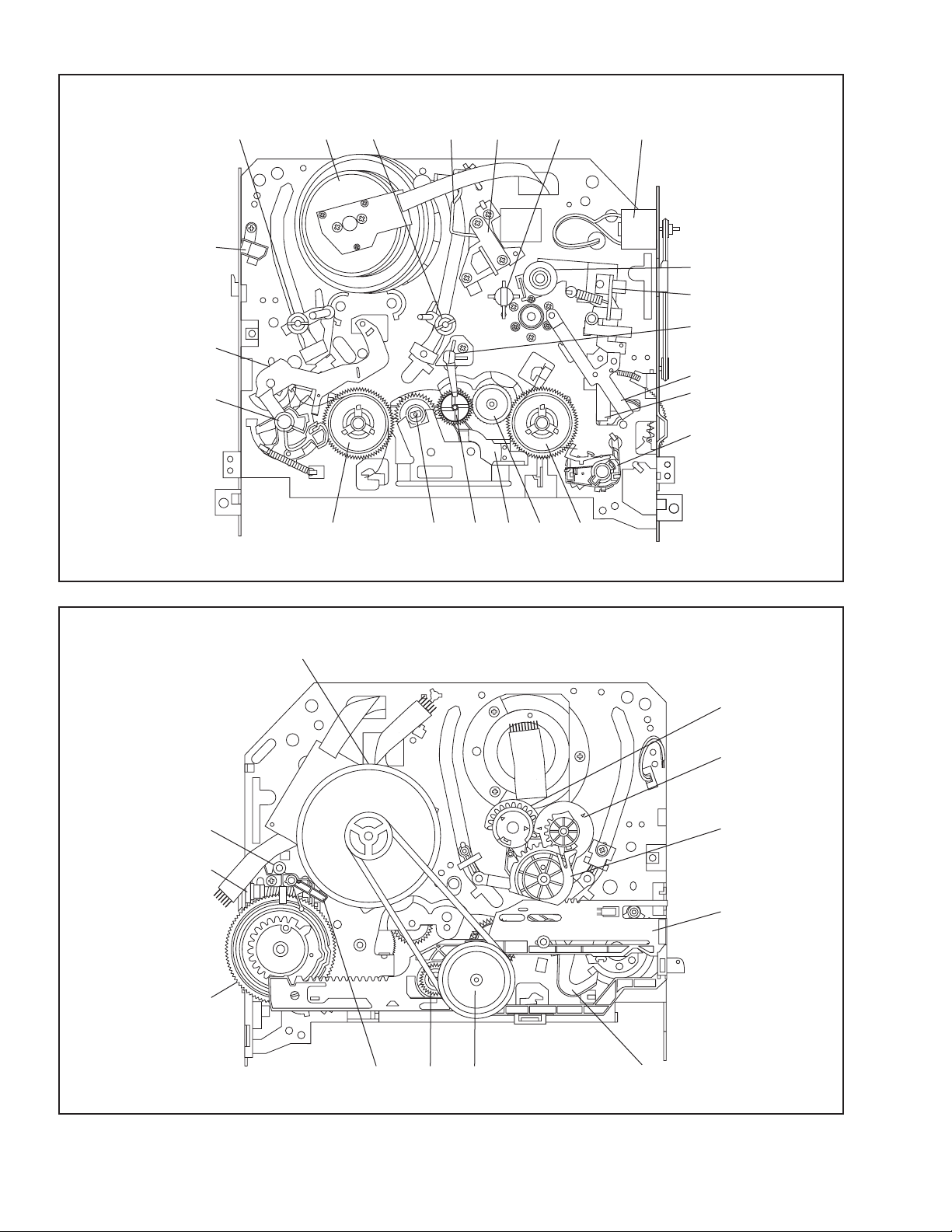
Top View
[14]
[38]
[37]
[7] [49] [8]
[45][44] [46][9]
[32][43] [41] [40][31] [42]
[13]
[11]
[15]
[10]
[12]
[36]
Bottom View
[23]
[24]
[27]
Fig.1
[19]
[35]
[34]
[25]
[26]
1-20 (No.YD087)
[33][20][28][22]
Fig.2
(S-1)
[1]
Fig.3
(S-1)
A
(S-1A)
[3]
[4]
(L-1)
(L-3)
[5]
B
(L-2)
[6]
(P-1)
Installation of [3] and [6]
First, insert [6] diagonally in [3] as shown below.
Then, install [6] in [3] while pushing (L-1) in a direction
of arrow. After installing [6] in [3], confirm that pin A of
[3] enters hole A of [6] properly.
[3]
Pin D
Pin C
Slots B
First, while pushing the locking tab as
shown in the right, slide and pull up the right
side on [2] to release Pin A and Pin B from
the slots A.
Then, remove Pin C and Pin D on [2] from
the slots B as shown.
[2]
2
Pull up
Pin A
A
1
Slide
Pin B
Slot A
Slot A
1
Hole A
[6]
2
Pin A
View for A
(L-1)
Installation of [4] and [6]
Install [6] in [4] while pulling (L-2) in a direction of
arrow. After installing [6] in [4], confirm that pin B of [4]
enters hole B of [6] properly.
[4]
View for B
Hole B
Pin B
Fig.5
[6]
(L-2)
Locking tab
Fig.4
View for A
(No.YD087)1-21
[7]
[49]
(S-4A)
[11]
(L-4)
(P-3)
Desolder
from bottom
(S-2)
View for A
Lead with
Red Stripe
Fig.6
[50]
[13]
(L-12)
Removal of [11]
1) Remove screw (S-4A).
2) Unhook spring (P-2).
3) Release (L-4) while
holding [12] with a
finger.
4) Loosen a finger
holding [12] and
remove [11].
[10]
[12]
(P-2)
A
Pin of [12]
A
Pin of [10]
Groove of [27]
When reassembling [10] and
[12], confirm that pin of [10]
and pin of [12] are in the
[27]
groove of [27] as shown.
View for A
Fig.8
1-22 (No.YD087)
[9]
A
(S-4)
(S-3)
Fig.7
Desolder
from bottom
Lead with White Stripe
LDG
Belt
[8]
[8]
View for A
Installation of [13] and [12]
Hook spring (P-3) up to [12]
and [13], then install them to
the specified position so that
[12] will be floated slightly
while holding [12] and [13].
(Refer to Fig. A.)
Install pin of [12] in groove of [27].
(Refer to Fig. B.)
Groove of [27]
(P-3)
[13]
Fig. A
Pin of [12]
[27]
[12]
[14]
[17]
(L-5)
(S-5)
(S-6)
[15]
Fig.10
Fig. B (Top view)
Notch of
Press both [12] and [13] till the
groove of chassis pin appears,
and adjust [13] to the notch of
chassis. Then turn [13] a little
in the direction of the arrow
while pressing [12].
(Refer to Fig. C.)
Install [11] and [10] while holding [12].
(Refer to Fig. 8.)
Fig.9
chassis
Groove of
pin of chassis
Fig. C
[13]
turn
[12]
[16]
[18]
(P-4)
(S-7)
Fig.11
(No.YD087)1-23
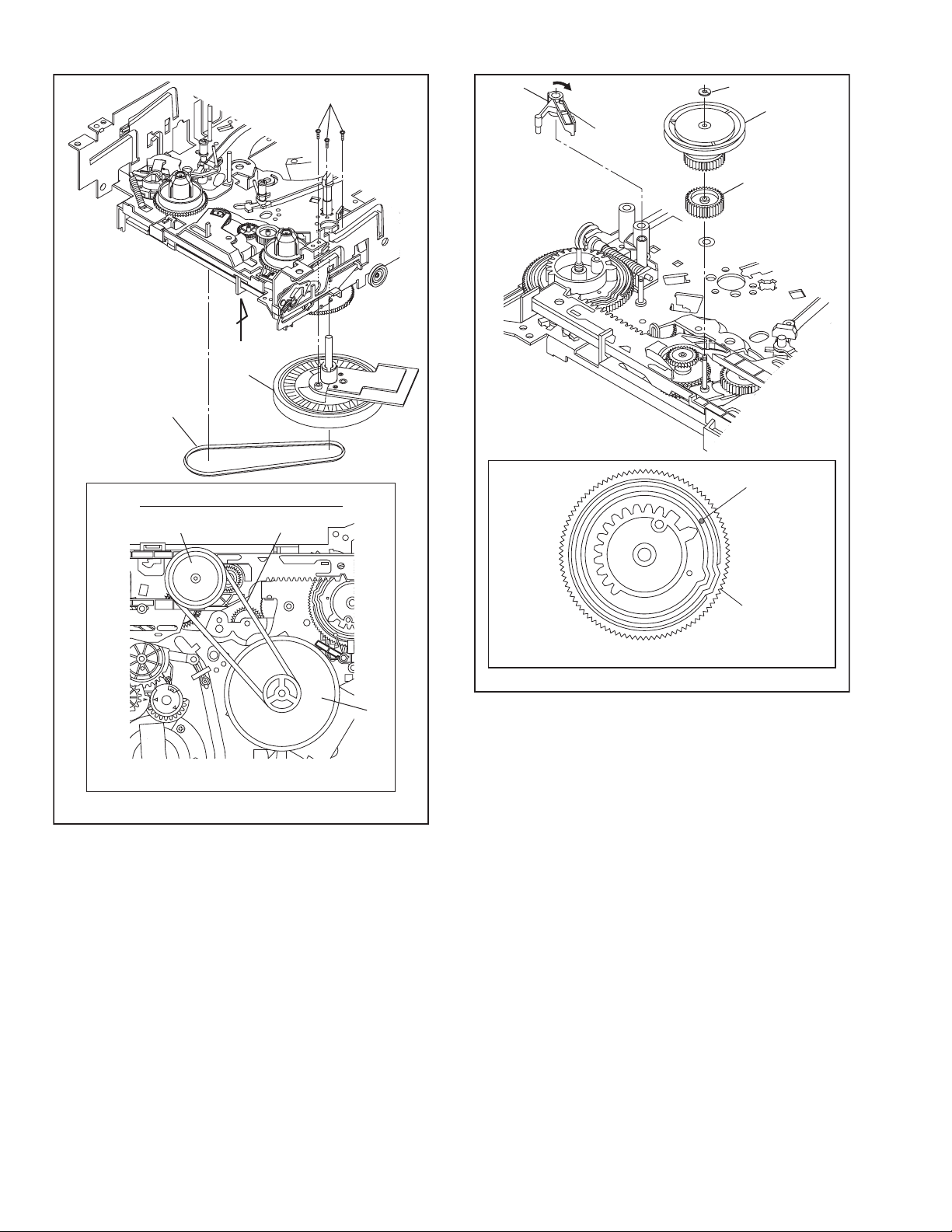
Cap Belt
A
[19]
(S-8)
[22]
turn
(C-1)
[20]
(L-6)
[21]
Installation position of Cap Belt
[20] Cap Belt
View for A
Fig.12
[19]
Pin on [22]
[27]
Position of pin on [22]
Fig.13
1-24 (No.YD087)
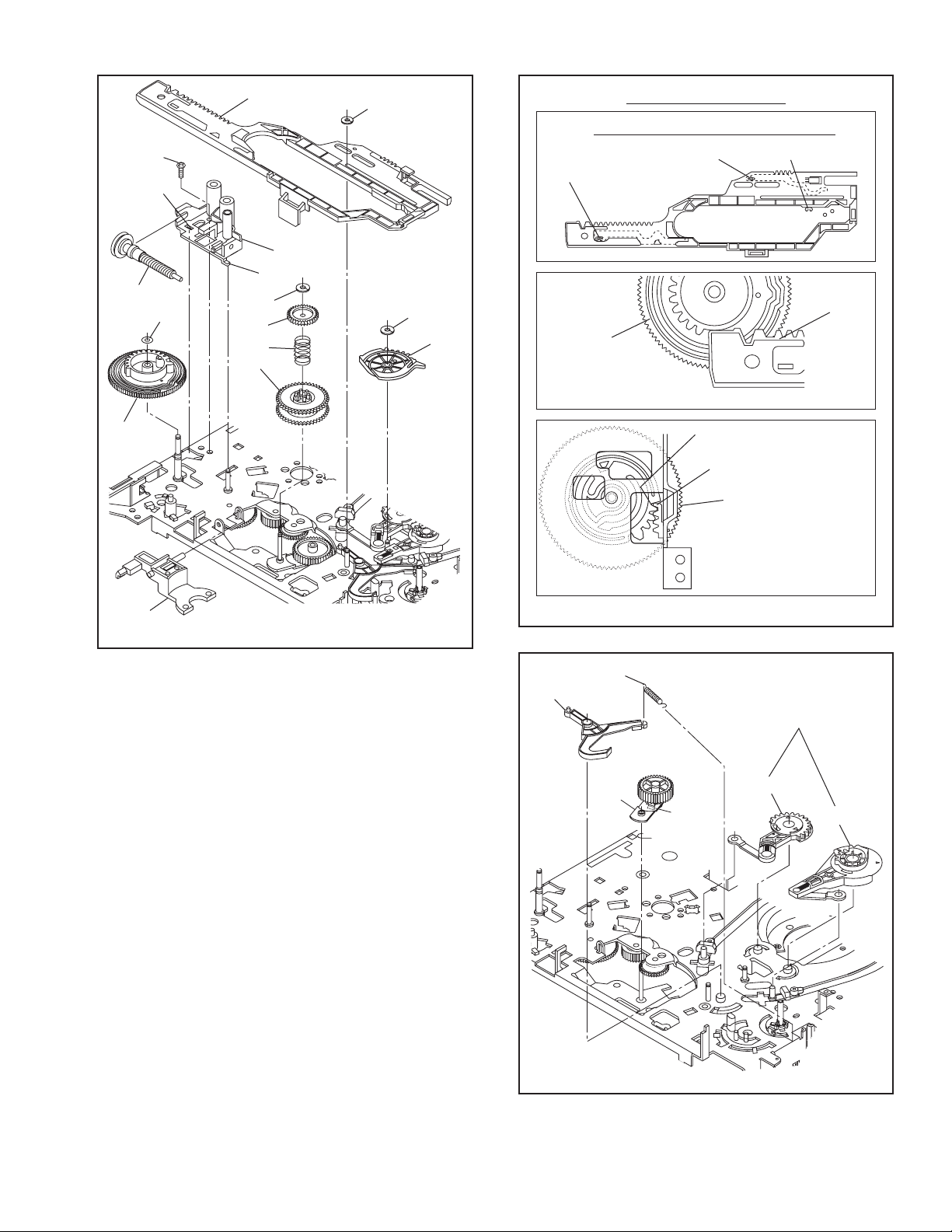
[24]
(S-9)
(L-8)
(C-4)
(C-5)
[28]
[29]
[30]
[26]
(L-7)
[23]
(C-3)
(C-2)
[25]
Position of Mode Lever when installed
Pin of [36]
Bottom View
[27]
Installation of [26]
Pin of [33]
Align [26] and [27] as shown.
Pin of [37]
[26]
[27]
[31]
Fig.14
[33]
Top View
(P-5)
[32]
First groove on [27]
First tooth on [47]
[27]
When reassembling [27],
meet the first groove on
[27] to the first tooth on
[47] as shown.
Fig.15
Refer to the Alignment
Section, Page 1-41.
[35]
(L-9)
[34]
Fig.16
(No.YD087)1-25
[38]
(P-6)
[37]
(C-7)
[41]
[39]
turn
(C-6)
[40]
turn
[43]
(L-10)
Fig.17
[42]
[36]
turn
[48]
[47]
Slide
Fig.19
[44]
Slide Plate
(S-11)
[45]
[46]
(L-11)
Fig.18
1-26 (No.YD087)
SECTION 4
ADJUSTMENT
4.1 ELECTRICAL ADJUSTMENT INSTRUCTIONS
General Note: "CBA" is an abbreviation for "Circuit Board Assembly."
NOTE:
(1) Electrical adjustments are required after replacing circuit
components and certain mechanical parts.
It is important to do these adjustments only after all repairs and replacements have been completed. Also, do
not attempt these adjustments unless the proper equipment is available.
(2) To perform these alignment / confirmation procedures,
make sure that the tracking control is set inthe center position: Press either ”PR -” or “PR +” button on the front
panel first, then the VCR ““button on the front panel.
4.1.1 Test Equipment Required
(1) Oscilloscope: Dual-trace with 10:1 probe,
V-Range: 0.001~50V/Div.,
F-Range: DC~AC-20MHz
(2) Alignment Tape (MHPE)
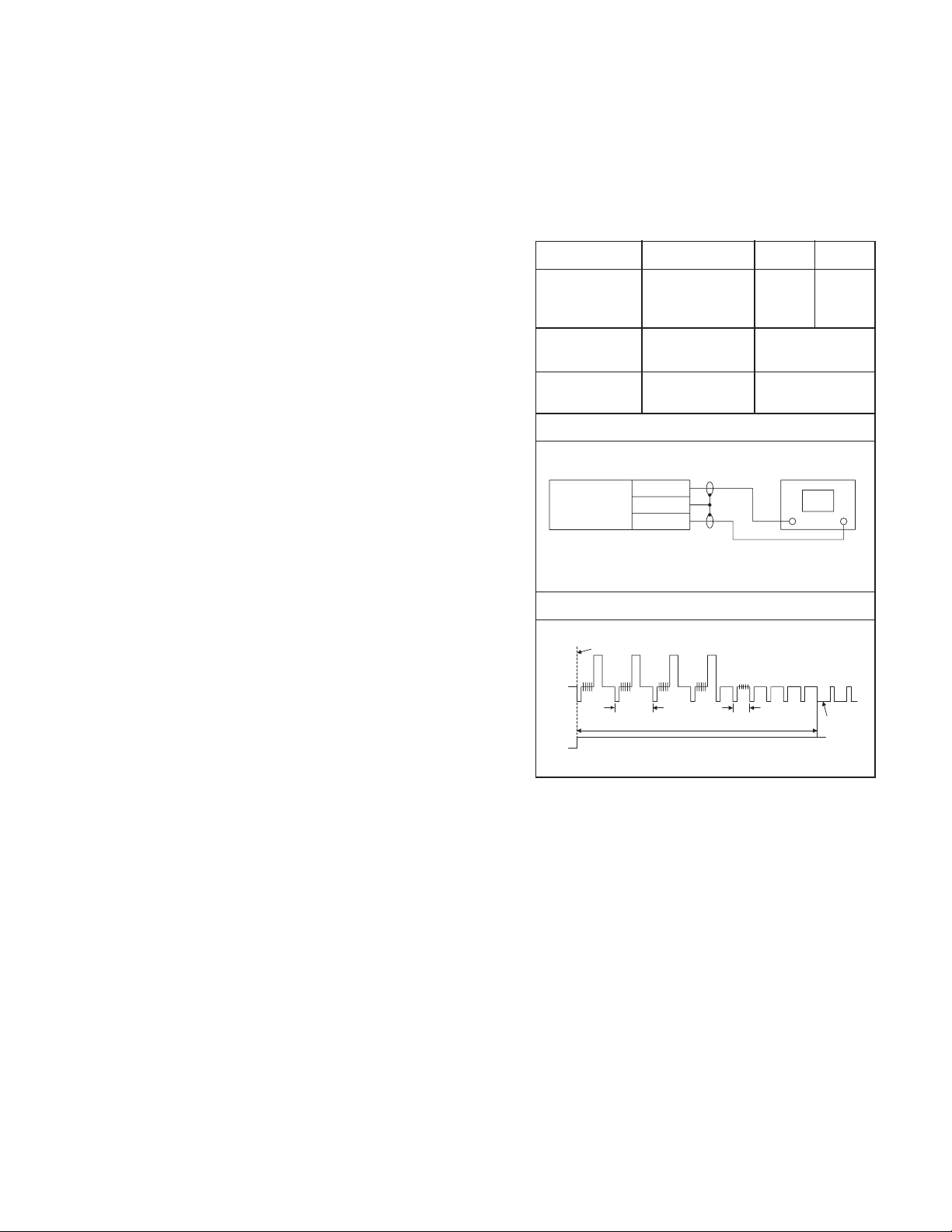
4.1.2 Head Switching Position Adjustment
Purpose:
To determine the Head Switching position during playback.
Symptom of Misadjustment:
May cause Head Switching noise or vertical jitter in the picture.
Test point Adj.P oint Mode Input
J236(JK1-V-OUT)
TP504(RF-SW)
GND
Tap e
MHPE Oscilloscope
Conne ctions of Measurement Equipment
Main CBA
VR501
(Switching Point)
(MAIN CBA)
Measu remen t
Equipme nt
J236
GND
TP504
PLAY
(SP)
(416µs±64µs)
Oscilloscope
CH1 CH2
Trig. (+)
-----
Spec.
6.5H±1H
Figur e 1
EXT. Syncronize Trigger Point
CH1
CH2
Reference Notes:
Playback the Alignment tape and adjust VR501 so that the Vsync front edge of the CH1 video output waveform is at the
6.5H±1H (416µs±64µs) delayed position from the rising edge
of the CH2 head switching pulse waveform.
1.0H
6.5H+/-1H (416µs+/-64µs)
Switching Pulse
0.5H
V-Syn c
(No.YD087)1-27
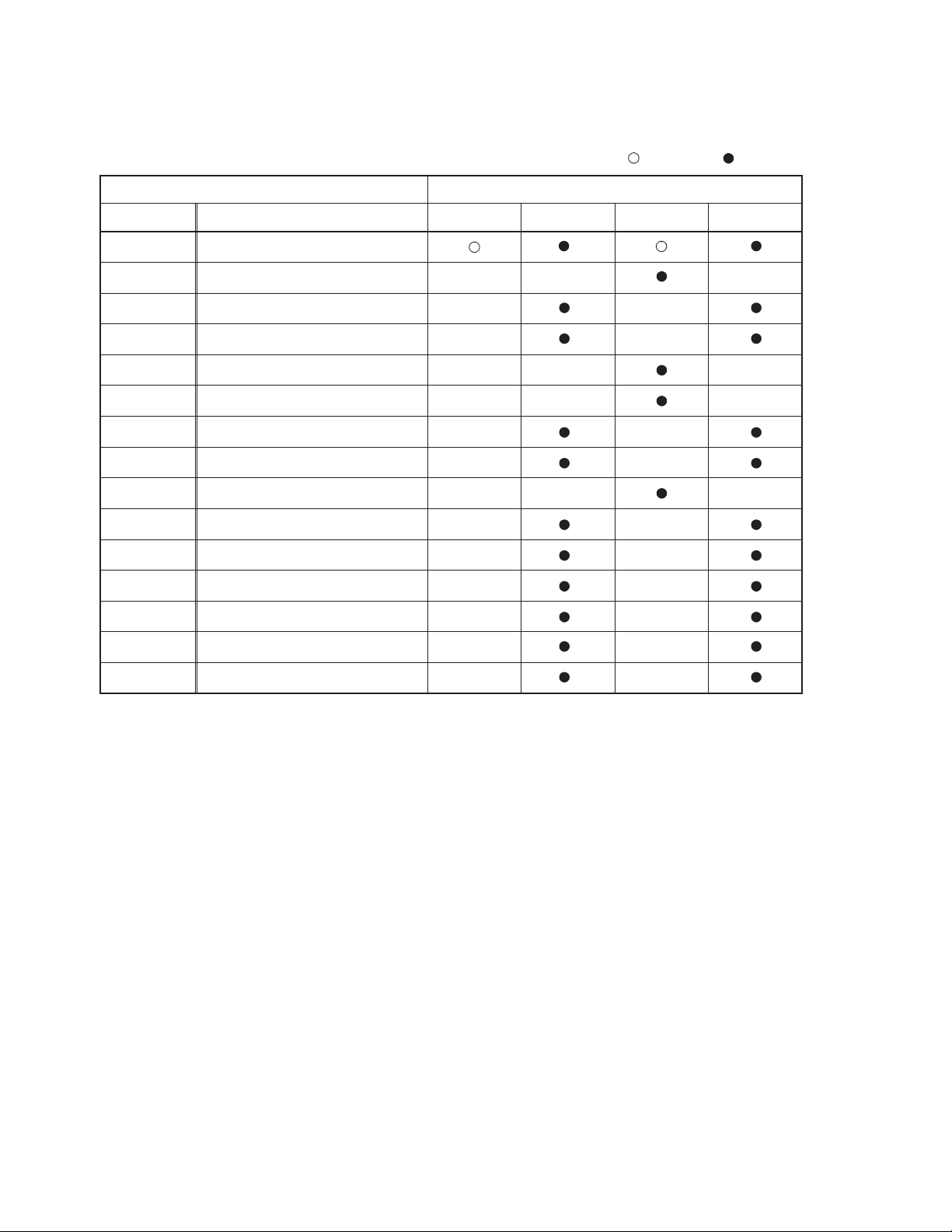
4.2 STANDARD MAINTENANCE
4.2.1 Service Schedule of Components
This maintenance chart shows you the standard of replacement and cleaning time for each part.
Because those may replace depending on environment and purpose for use, use the chart for reference.
h: Hours : Cleaning : Replace
Deck Periodic Service Schedule
Ref.No. Part Name 1,000 h 2,000 h 3,000 h 4,000 h
1
2 Loading Motor Assembly
4
66
9 ACE Head Assembly
57,58
11
12 Cap Belt
*13
*15 F Brake Assembly (HI)
16 Idler Assembly (HI)
24
26 M Brake (SP) Assembly (HI)
27 M Brake (TU) Assembly (HI)
44
Cylinder Assembly
Pulley Assembly
Tension Lever Assembly
Reel S, Reel T
Capstan Motor
FE Head
Pinch Arm Assembly
LDG Belt
Notes:
(1) Clean all parts for the tape transport (Upper Drum with Video Head / Pinch Roller / ACE Head / FE Head)using 90% ethyl
alcohol.
(2) After cleaning the parts, do all DECK ADJUSTMENTS.
(3) For the reference numbers listed above, refer to Deck Exploded Views.
* B73 ------ Recording model only
* B86 ------ Not used in 2 head model.
1-28 (No.YD087)
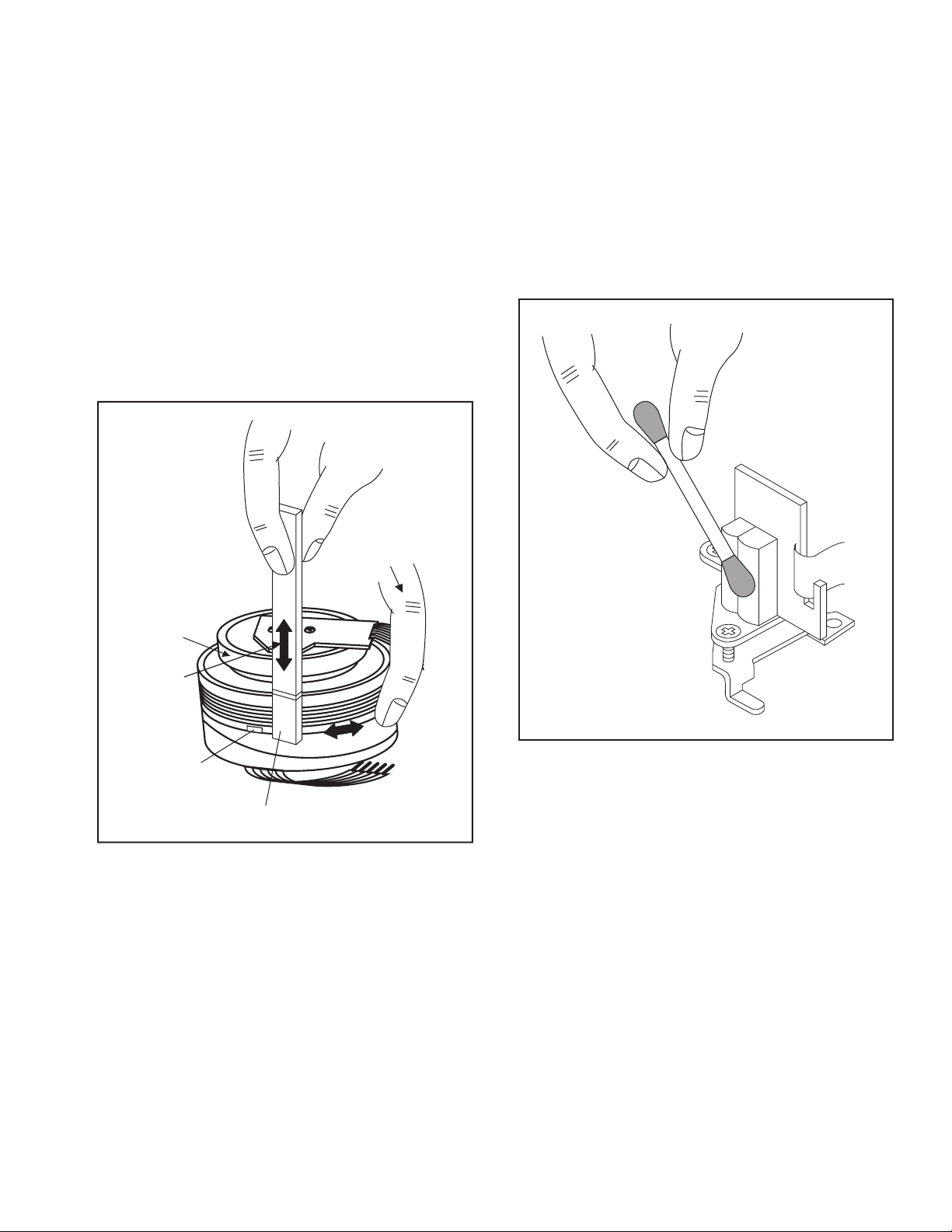
4.2.2 Cleaning
4.2.2.1 Cleaning of Video Head
Clean the head with a head cleaning stick or chamois cloth.
Procedure
(1) Remove the top cabinet.
(2) Put on a glove (thin type) to avoid touching the upper and
lower drum with your bare hand.
(3) Put a few drops of 90% ethyl alcohol on the head clean-
ing stick or on the chamois cloth and, by slightly pressing
it against the head tip, turn the upper drum to the right
and to the left.
Notes:
(1) The video head surface is made of very hard material,
but since it is very thin, avoid cleaning it vertically.
(2) Wait for the cleaned part to dry thoroughly before oper-
ating the unit.
(3) Do not reuse a stained head cleaning stick or a stained
chamois cloth.
Do Not touch
with your bare
hand!
4.2.2.2 Cleaning of ACE Head
Clean the head with a cotton swab.
Procedure
(1) Remove the top cabinet.
(2) Dip the cotton swab in 90% ethyl alcohol and clean the
ACE Head. Be careful not to damage the upper drum
and other tape running parts.
Notes:
(1) Avoid cleaning the ACE Head vertically.
(2) Wait for the cleaned part to dry thoroughly before oper-
ating the unit or damage may occur.
ACE Head
Upper
Cylinder
Do Not !
Video Head
Cleaning Stick
(No.YD087)1-29
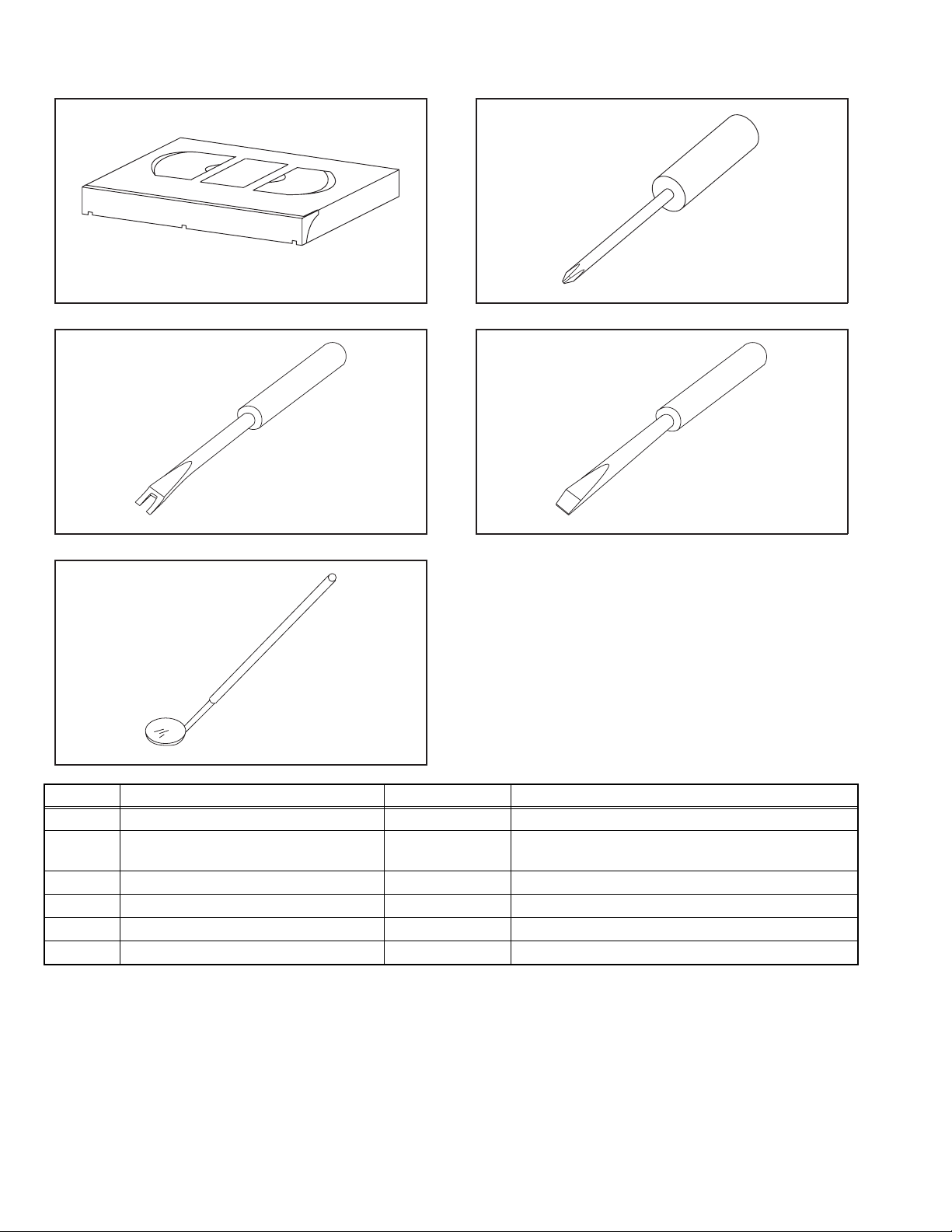
4.3 SERVICE FIXTURE AND TOOLS
Fig.1
Fig.2
Fig.4
Fig.5
Fig.3
Ref. No. Name Part No. Adjustment
1 Alignment Tape MHPE Head Adjustment of ACE Head
1 Alignment Tape MHPE-L
(4 Head model)
2 Guide Roller Adj. Screwdriver PTU94002 Guide Roller
3 Mirror Available Locally Tape Transportation Check
4 Azimuth Adj. Screwdriver + Available Locally ACE Head Height
5 Flat Screwdriver - Available Locally X Value
1-30 (No.YD087)
Azimuth and X Value Adjustment of ACE Head /
Adjustment of Envelope Waveform
 Loading...
Loading...