


Miele HM 21-100, HM 21-140, HM 5316, PM 1210, PM 1214 Taking care of your rotary ironer
...Pflege der Mulde
Taking care of your rotary ironer
Entretien des presses
Cura della conca
Mantenimiento de las tejas
Manutenção do berço
Vedligeholdelse af strygesålen
Onderhoud van de muldes
Stell av strykesålene
Mankelikourun hoito
Konserwacja niecki
Уход за мульдой
DE, GB, FR, IT, ES, PT, DK, NL, SE, NO, FI, PL, RU
M.-Nr. 07 350 731
2 |
M.-Nr. 07 350 731 |

Inhalt
Pflege der Mulden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Taking care of your rotary ironer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Entretien des presses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Cura della conca. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Mantenimiento de las tejas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Manutenção do berço . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Vedligeholdelse af strygesålen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Onderhoud van de muldes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Skötsel av stryksula. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Stell av strykesålene . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Mankelikourun hoito . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Konserwacja niecki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Уход за мульдой . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
M.-Nr. 07 350 731 |
3 |

Pflege der Mulden
Reinigung und Pflege der Aluminiummulden
Die Modelle: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 / HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 sind serienmäßig mit Aluminiumulden ausgestattet.
Eine regelmäßige Reinigung und Pflege der Mulde ist für eine gleichbleibende Mangelqualität, für den Schutz des Walzenantriebes sowie der Bewicklung dringend erforderlich. Eine Nichtbeachtung führt zu einer deutlichen Verringerung der Leistungsfähigkeit der Mangel.
Durch Ablagerungen von Waschmittelund Stärkeresten wird die Mulde stumpf. Dieses führt zu schlechten Mitnahmeeigenschaften der Textilien. Ebenso führt die erhöhte Reibung zu überhöhtem Verschleiß der Antriebselemente und der Bewicklung.
Um diesen Ablagerungen vorzubeugen ist die Mulde in regelmäßigen Abständen zu Reinigen und zu Wachsen.
Wachsund Reinigungsempfehlung
Ein Wachsen der Mulde wird nach ca. acht Betriebsstunden empfohlen. Gewachst wird vor Betriebsbeginn. Geeignete Hilfsmittel im folgenden gelistet.
Eine Reinigung ist bei 8-stündigem Einschichtbetrieb 2- bis 3-malig in der Woche erforderlich.
Bei Neugeräten ist eine Reinigung in kürzeren Abständen notwendig. Im Anschluss an eine Reinigung ist das Wachsen der Mulde notwendig.
Weiterhin kann die Muldenreinigung bei größerer Fremdstoffbelastung häufiger notwendig werden. Kürzere Reinigungsintervalle oder auch eine zusätzliche Reinigung bei Bedarf ergeben sich bei Verschmutzungen durch angeschmorte Kunststoffe (z.B. Knöpfe), nicht ausreichender Wäschespülung durch Waschmittelreste, durch Stärke bei zu hohem Stärkeeinsatz,
der Zugabe von Zusatzstoffen zum Wäschegut und auch bei hoher Wasserhärte.
Eine Reinigung ist z.B. unter anderem erforderlich, wenn sich Stärkerückstände an den Abstreifern zeigen.
Durch Vorabeingabe eines feuchten Tuches können Verkrustungen angelöst werden.
Insgesamt kann die Dosierung und die Häufigkeit der Anwendungen aufgrund unterschiedlicher Betriebsbedingungen variieren.
Eine Reinigung und ein Wachsen ist immer über die gesamte Muldenbreite durchzuführen.
Bei Aluminiummulden dürfen nur geeignete, vom Hersteller freigegebene Hilfsmittel zum Reinigen eingesetzt werden. Eine Reinigung mit falschen Reinigungsmitteln führt zur Zerstörung der Aluminiummulde.
Aluminiummulden auf keinen Fall mit Schmirgelleinen reinigen.
4 |
M.-Nr. 07 350 731 |

Pflege der Mulden
Hilfsmittel zum Wachsen
Wachstuch mit Tasche M.-Nr. 3 328 080
(Einsatztemperatur bis 200 °C, Mangeltemperaturstufe )
Mangelwachs (0,5 Kg) M.-Nr. 0 348 161
Hilfsmittel zum Reinigen
Reinigungstuch Nomex-Nessel mit Tasche M.-Nr. 3 909 300
(Einsatztemperatur ca. 80 °C, Mangeltemperaturstufe )
Reinigungsmatte rundkörnig M.-Nr. 3 987 593 (Einsatztemperatur ca. 80 °C, Mangeltemperaturstufe )
Reinigung der Mulde:
Bitte beachten Sie beim Reinigen die max. zulässige Arbeitstemperatur (s. Hilfsmittel zum Reinigen)
–Bei stärkeren Verunreinigungen z.B. Stärkereste oder Kalkablagerungen, sollte das Reinigungstuch - ggf. zusätzlich zum Lösen der Ablagerungen Cleanpaste - eingesetzt werden.
–Das Reinigungstuch ist mit einem braun/roten Scotch-Reinigungsstreifen ausgestattet. Ist dieser verbraucht, kann die Reinigungsmatte M.-Nr. 3 987 593 bestellt werden. Diese wird zu einem doppelten breiten Streifen, wie der Vorhandene, zugeschnitten und nach Heraustrennen des abgenutzten braun / roten Streifens in die freigewordene Tasche gelegt.
Nach der Reinigung der Mulde immer Wachsen !
M.-Nr. 07 350 731 |
5 |

Pflege der Mulden
Wachsen der Mulde:
Bitte beachten Sie beim Wachsen die max. zulässige Arbeitstemperatur (s. Hilfsmittel zum Wachsen)
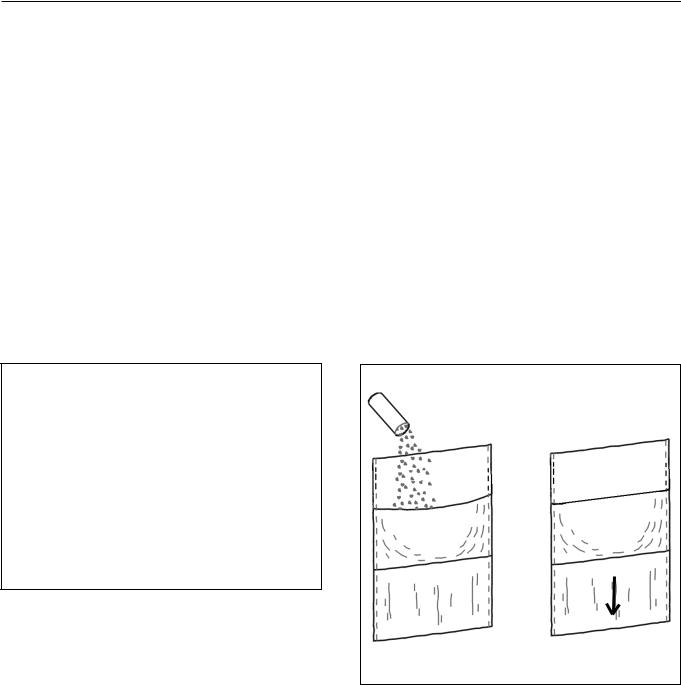
Zum Wachsen mit dem Wachstuch, das Streuwachs in die Tasche des Wachstuches hineinstreuen. Mit der "gummierten Tascheninnenseite" nach oben, d.h. die gummierte Tascheninnenseite zur Walze hin eingeben und in die warme Maschine (Muldentemp. ca. 180 °C) einlaufen lassen. Wachs sparsam verwenden, damit das Mangeltuch nicht zu glatt wird! Bei Maschinen mit Gurteingabe das Wachstuch hinter der Fingerschutzleiste eingeben.
Keinesfalls das Wachstuch mit der gummierten Tascheninnenseite zur Mulde hin eingeben.
Geben Sie nur geringe Mengen an Wachs in das Wachstuch. Erst wenn sich nach dem Durchlaufen keine feuchten Abdrücke mehr im Wachstuch zeigen, ist Wachs nachzufüllen.
Das Wachstuch mit Mangelwachs wird mit der gummierten Tascheninnenseite zur Walze hin eingegeben.
Eingabe des Reinigungstuches/Wachstuches
in die Mangel
Eingaberichtung
Handhabung des Wachstuches mit Tasche
6 |
M.-Nr. 07 350 731 |

Taking care of your rotary ironer
Cleaning and caring for aluminium heater plates
Models: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 / HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 are fitted with aluminium heater plates as standard.
Regular cleaning and maintenance of the heater plate is essential for ensuring consistent ironing results, as well as for protecting the motor and the roller cover. This also helps to prolong the life of the machine.
Detergent and starch deposits make the heater plate dull, making it harder for laundry to feed through smoothly. The increased friction leads to excessive wear and tear on the motor and on the ironer padding and cover.
To prevent a build-up of these deposits, the heater plate needs to be cleaned and waxed regularly.
Waxing and cleaning
The heater plate should be waxed after every 8 hours of use, e.g. before starting work each day. See the list of suitable waxing products on the next page.
Rotary ironers that are being used for 8 hour shifts should be cleaned 2-3 times a week.
A new ironer should be cleaned more frequently. The heater plate should always be waxed after it has been cleaned.
If the heater plate is subject to a heavy build-up of deposits, it will have to be cleaned more often. It will also have to be cleaned more often if plastic items melt onto it (e.g. buttons), or if the wash has not been sufficiently rinsed and there are detergent or starch deposits, or if chemicals have been added to the laundry, or if the water is particularly hard.
It will also need to be cleaned if, for example, starch deposits show up on the pick-off bands.
Passing a damp cloth through the machine before using it will loosen deposits.
The amount and frequency of application can vary according to use.
The heater plate should be cleaned and waxed along its entire width.
Only proprietary aluminium cleaners recommended by the manufacturer should be used to clean aluminium heater plates. Using the wrong type of cleaner can damage the aluminium heater plate.
Do not use abrasive cleaning materials e.g. an emery cloth to clean aluminium heater plates.
M.-Nr. 07 350 731 |
7 |

Taking care of your rotary ironer
Accessories for waxing
Wax cloth with pouch M.-Nr. 3 328 080
(Max. temperature 200 °C, ironer symbol )
Wax (0.5 kg) M.-Nr. 0 348 161
Accessories for cleaning
Nomex cleaning cloth with pouch M.-Nr. 3 909 300 (Temperature approx. 80 °C, ironer symbol )
Round-grained cleaning mat M.-Nr. 3 987 593 (Temperature approx. 80 °C, ironer symbol )
Cleaning the heater plate:
When cleaning, make sure that the max. temperature is not exceeded (see Accessories for cleaning).
–In cases of heavier soiling, e.g. starch or limescale deposits, the cleaning cloth and, if necessary, Cleanpaste should be applied to remove the deposits.
–The cleaning cloth has a reddish brown Scotch cleaning strip. If this is depleted a cleaning mat (M.-Nr. 3 987 593) can be ordered. This can be cut to a double width, and placed in the empty pouch after the depleted reddish brown strip has been removed.
Always wax the heater plate after cleaning.
8 |
M.-Nr. 07 350 731 |
Taking care of your rotary ironer
Waxing the heater plate:
When waxing, make sure that the max. temperature is not exceeded (see Accessories for waxing).
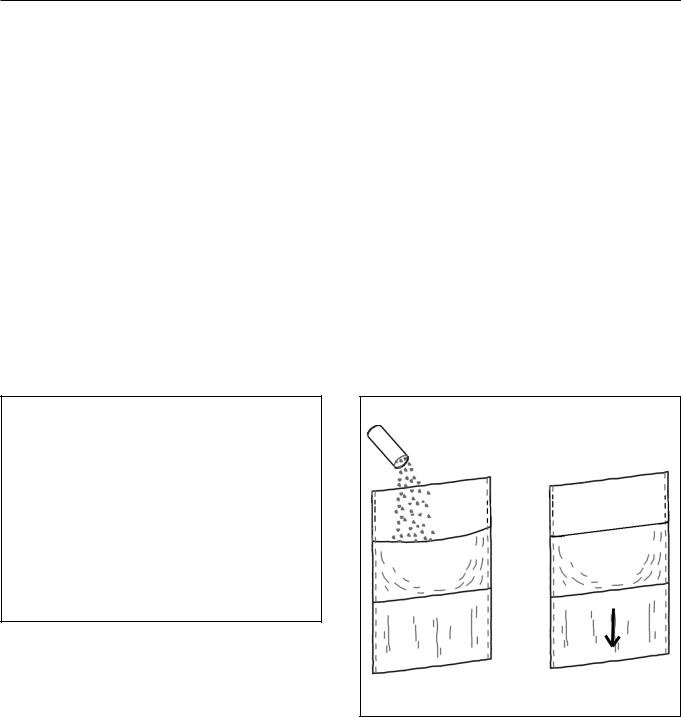
To apply wax with the wax cloth, place some granular wax in the pouch of the wax cloth and feed the cloth through the ironer at 180 °C with the rubberised side facing upwards or into the roller. Feed it in to a heated ironer (approx. temperature 180°C). Use the wax sparingly to avoid the roller cover becoming too smooth. On machines with belt feed the wax cloth is fed into the ironer behind the finger guard.
Never feed the wax cloth into the rotary ironer with the rubberised side facing the heater plate.
Apply wax very sparingly to the wax cloth. New wax only needs to be re-applied when the cloth comes out of the ironer without "damp" marks on it.
The wax cloth containing wax should be fed into the ironer with the non-rubberised side facing the heater plate, and the rubberised side facing the roller.
Passing a cleaning cloth or wax cloth through a
rotary ironer
Direction of feed
How to use the wax cloth with pouch
M.-Nr. 07 350 731 |
9 |

Entretien des presses
Nettoyage et entretien des presses aluminium
Les modèles : HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 / HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 sont équipés en série des presses aluminium.
Il est nécessaire de nettoyer et d'entretenir régulièrement la presse pour préserver l'entraînement de cylindre et la garniture et pour obtenir un repassage réussi. Si vous ne tenez pas compte de ce conseil, la durée de vie de votre repasseuse sera considérablement réduite.
Les dépôts de détergent et d'amidon amoindrissent les qualités de glissement de la presse. Les textiles sont mal entraînés. Le frottement accru provoque également une usure excessive des éléments d'entraînement et de la garniture.
Pour éviter que des dépôts ne se forment, la presse doit être nettoyée et paraffinée à intervalle régulier.
Conseils pour le paraffinage et le nettoyage
Il est conseillé de paraffiner la presse après environ huit heures. Le paraffinage doit être effectué avant de travailler. Le matériel nécessaire est listé ci-dessous.
Il est nécessaire de nettoyer 2 à 3 fois par semaine en cas de trois huit.
Dans le cas des appareils neufs, le nettoyage doit être effectué plus souvent. Après le nettoyage de la presse, elle doit être paraffinée.
Le nettoyage de la presse peut être nécessaire plus souvent en cas de présence de coprs étrangers. Il peut être nécessaire de rapprocher les nettoyages ou d'en effectuer un exceptionnellement dans le cas de salissures dues à du plastique fondu (par ex. les boutons), de restes de détergent liés à un rinçage insuffisant, par l'amidon en cas d'utilisation excessive d'amidon,
d'ajout d'adjuvants au linge ou en cas de haute dureté de l'eau.
Le nettoyage est nécessaire lorsque des restes d'amidon sont visibles sur le décolleur.
Les incrustations peuvent être éliminées en passant un tissu humide.
Le dosage et la fréquence du nettoyage dépendent des conditions d'utilisation.
le nettoyage et le paraffinage doivent toujours être effectués sur toute la largeur de la presse.
Dans le cas des presses aluminium, n'utiliser que les adjuvants autorisés par le fabricant. Si la presse aluminium est nettoyée avec des produits inappropriés, elle peut être abîmée.
Ne jamais nettoyer les presses aluminium avec de la toile émeri.
10 |
M.-Nr. 07 350 731 |
Entretien des presses
Accessoires de paraffinage
Toile de paraffinage avec poche M.-Nr. 3 328 080
(Température d'utilisation jusqu'à 200 °C, palier de repassage )
Paraffine (0,5 kg) M.-Nr. 0 348 161
Accessoires de nettoyage
Toile de nettoyage Nomex avec poche M.-Nr. 3 909 300 (température d'utilisation env. 80 °C, palier de repassage )
Toile de nettoyage, grain rond M.-Nr. 3 987 593 (température d'utilisation env. 80 °C, palier de repassage )
Nettoyage de la presse:
Veuillez respecter la température de travail maximale admissible lors du nettoyage (voir adjuvants de nettoyage)
–En cas de salissures plus incrustées, par exemple des restes d'amidon ou de tartre, la toile de nettoyage - le cas échéant pour détacher les dépôts de pâte à nettoyerdoit être utilisée.
–La toile de nettoyage est équipée d'une bande de nettoyage Scotch brune/rouge. S'il est usé, la toile de nettoyage M.-Nr. 3 987 593 peut être commandée. Elle doit alors être coupée en large bande double, comme la bande usée, coupée aux mesures et disposée dans la poche libre une fois la bande rouge/brune usée détachée.
Après le nettoyage de la presse, toujours paraffiner
M.-Nr. 07 350 731 |
11 |
Entretien des presses
Paraffinage de la presse :
Veuillez respecter la température de travail maximale admissible lors du paraffinage (voir adjuvants de nettoyage)
Pour paraffiner avec la toile de paraffinage, verser la paraffine en poudre dans la poche de la toile à paraffiner. La faire passer dans la machine chauffée à 180°C en disposant le côté intérieur de la poche caoutchouté vers le cylindre. La cire doit être utilisée avec parcimonie afin que la toile de repassage ne soit pas excessivement lisse ! Sur les machines à lamelles d'introduction, introduisez la toile de paraffinage derrière la barre protège-doigts.
Ne jamais introduire le côté intérieur de la poche caoutchouté de la toile de paraffinage vers la presse.
Ne mettez que de faibles quantités de paraffine dans la toile. Attendez pour ajouter de la paraffine qu'il n'y ait plus de traces humides sur la toile de paraffinage.
La toile contenant la paraffine doit être introduite avec le côté intérieur de la poche caoutchouté vers le cylindre.
Introduction de la toile de nettoyage/paraffinage
dans la repasseuse
Sens d'introduction
Manipulation de la toile de paraffinage avec poche.
12 |
M.-Nr. 07 350 731 |

Cura della conca
Pulizia e manutenzione delle conche in alluminio
I modelli: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 / HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 sono dotati di serie di conca in alluminio.
Pulizia e cura della conca sono operazioni indispensabili, che devono essere svolte con regolarità se si vuole mantenere integro il funzionamento del rullo e il suo rivestimento, altrimenti se ne riducono le prestazioni.
Depositi di detersivo o amido rendono la conca opaca e ne riducono la scorrevolezza. Ciò incide negativamente sul trasporto dei tessuti. Inoltre il maggiore attrito causa una maggiore usura del motore e del rivestimento.
Per prevenire i predetti depositi la conca deve essere regolarmente pulita e trattata con un'apposita cera.
Consigli per la pulizia e la inceratura
Dopo ca. 8 ore di funzionamento si consiglia di incerare la conca. La conca va incerata prima di iniziare le operazioni di stiratura. Di seguito sono elencati mezzi e strumenti adatti.
Lavorando 8 ore di fila, la pulizia della conca va effettuata 2 o 3 volte la settimana.
Se il mangano è nuovo le operazioni di pulizia devono essere eseguite più frequentemente. Dopo aver pulito la conca è necessario incerarla.
In caso di maggiore incidenza di sostanze estranee e depositi, potrebbe essere necessario pulire più frequentemente la conca. Intervalli di pulizia più brevi oppure operazioni di pulizia straordinarie potrebbero essere necessari in presenza di incrostazioni dovute a parti in materiale sintetico bruciate (ad es. bottoni), di depositi di detersivi dovuti a risciacqui non sufficienti, di amido in seguito ad uso eccessivo, di additivi e coaiduvanti e anche in caso di acqua particolarmente dura.
Si rende necessario pulire la conca se p. es. sono rilevabili incrostazioni di amido sui dispositivi staccabiancheria.
Le incrostazioni possono essere ammorbidite introducendo un panno umido.
Complessivamente dosaggio e frequenza dei procedimenti possono variare a seconda delle modalità d'uso del mangano.
La conca va pulita e incerata sempre nella sua interezza.
Per pulire una conca in alluminio devono essere usati esclusivamente prodotti ammessi o consigliati dal produttore. Pulire la conca in alluminio con prodotti non adatti potrebbe danneggiarla.
Per pulire una conca in alluminio non deve assolutamente essere usata una tela abrasiva.
M.-Nr. 07 350 731 |
13 |

Cura della conca
Strumenti per l'inceratura
Panno per inceratura con tasca N. d'ord. 3 328 080
(temperatura max. 200 °C, livello di temperatura del mangano ) Cera (0,5 Kg) N. d'ord. 0 348 161
Strumenti per pulire
Panno Nomex-Nessel con tasca N. d'ord. 3.909.300 (temperatura ca. 80 °C, livello di temperatura del mangano )
Panno con granulazione rotonda N. d'ord. 3 987 593 (temperatura ca. 80 °C, livello di temperatura del mangano )
Cura della conca:
Quando si effettuano le operazioni di pulizia fare attenzione a non superare la temperatura massima consentita (vedi strumenti per pulire)
–In presenza di incrostazioni più forti, p. es. residui di amido e calcare è consigliato l'uso di un panno per la pulizia ricorrendo eventualmente alla pasta detergente per scogliere i depositi.
–Il panno per la pulizia è dotato di un nastro detergente Scotch di colorazione rossiccia. Se questo è consumato è possibile ordinare il panno a granulazione tonda n. d'ord. 3 987 593. Questo va tagliato in maniera tale da raggiungere la misura doppia del nastro da sostituire e va inserito nella tasca dopo aver tolto il nastro Scotch consumato.
Dopo le operazioni di pulizia la conca deve essere sempre incerata.
14 |
M.-Nr. 07 350 731 |
 Loading...
Loading...