


INC
JAA79351-R.3670.A
AF-S DX Nikkor
ED 55-200/4-5.6G
JAA79351
JAA79301
Black
Silver
REPAIR MANUAL
Copyrigh 2005 by Nikon Corporation. All Rights Reserved.
!!
Printed in Japan May 2005
|
INC |
|
JAA79351-R.3670.A |
Specifications |
|
Type of lens: |
G-type AF-S DX Zoom-Nikkor lens with built-in CPU and Nikon bayonet |
|
mount (Specially designed for use with Nikon digital SLR – Nikon DX |
|
format – cameras) |
Focal length: |
55mm–200mm |
Maximum aperture: |
f/4–5.6 |
Lens construction: |
13 elements in 9 groups (2 ED lens elements) |
Picture angle: |
28°50’–8° |
Focal length scale: |
55, 70, 85, 105, 135, 200mm |
Distance information: Output to camera body |
|
Zoom control: |
Manually via separate zoom ring |
Focusing: |
Autofocus using a Silent Wave Motor; manually via separate focus ring |
Closest focus distance: 0.95m (3.1 ft.) at all zoom settings |
|
Diaphragm: |
Fully automatic |
Aperture range: |
f/4 to f/22 (at 55mm), f/5.6 to f/32 (at 200mm) |
Exposure measurement:Via full-aperture method |
|
Attachment size: |
52mm (P = 0.75mm) |
Dimensions: |
Approx. 68mm dia. x 79mm extension from the camera’s lens-mount flange |
Weight: |
Approx. 255g (9 oz) |
Specifications and designs are subject to change without any notice or obligation on the part
- M1 AF-S DX 55-200/4-5.6G -
INC
JAA79351-R.3670.A
Before Disassembly / Assembly / Adjustment ...
Note:
When disassembling, make sure to memorize the processing state of wires and FPC.
Because prototypes are used for "Disassembly/(Re)assembly/Adjustment", they may differ from the actual products in forms, etc.
Because pictures are processed by a special method, they may differ from the actual ones in texture.
Points to notice for Lead-free solder products
Lead-free solder is used for this product.
For soldering work, the special solder and soldering iron are required.
Do NOT mix up lead-free solder with traditional solder.
Use the special soldering iron respectively for lead-free solder and lead solder. They cannot be used in common.
- 1 AF-S DX55-200/4-5.6G
1. Disassembly
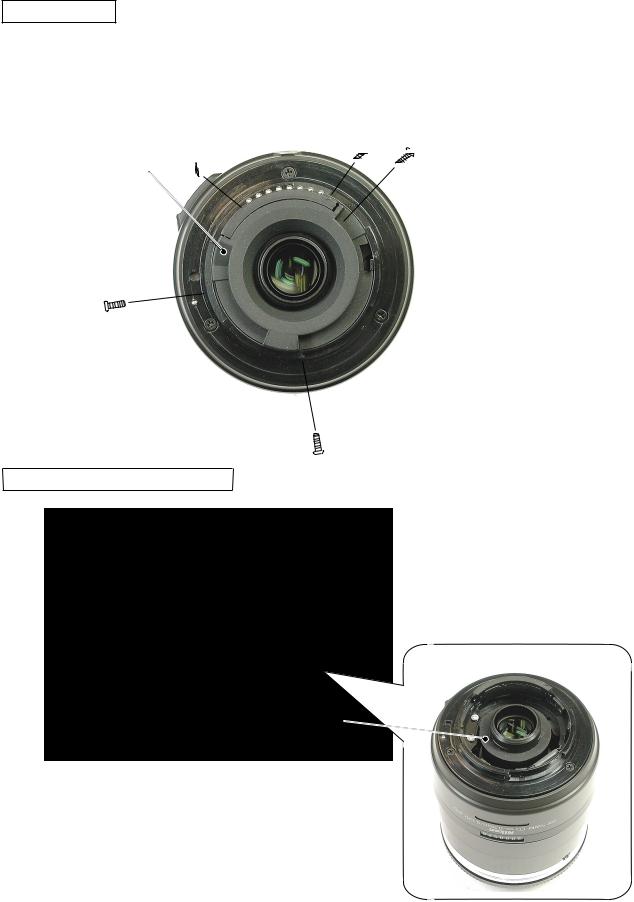
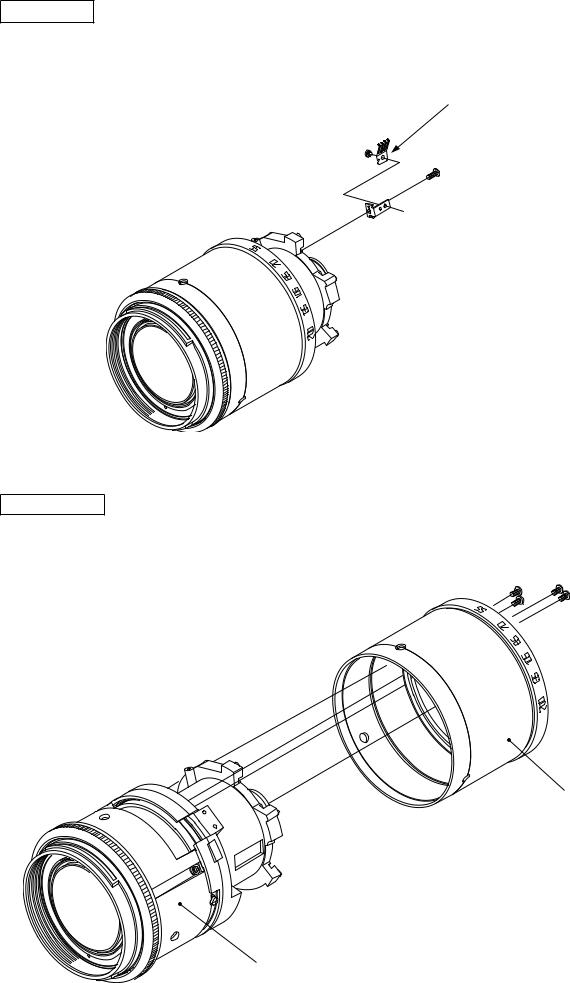
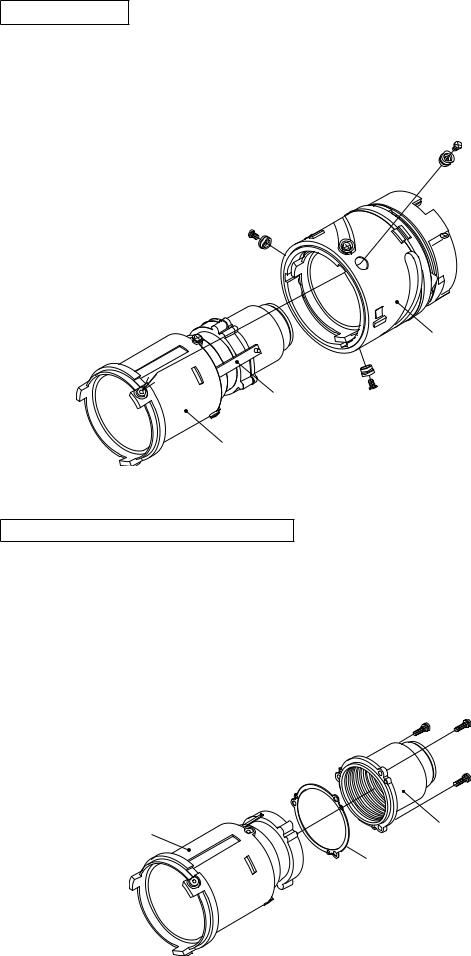
Rear cover ring
Take out 3 screws (#66) of the rear cover ring.
Take out 2 screws (#65) of AF contact unit.
#65×2
Rear cover ring
INC
JAA79351-R.3670.A
#66×3
Light-shielding plate / Rubber ring
Light-shielding
Lens body
- 2 AF-S DX55-200/4-5.6G
INC
JAA79351-R.3670.A
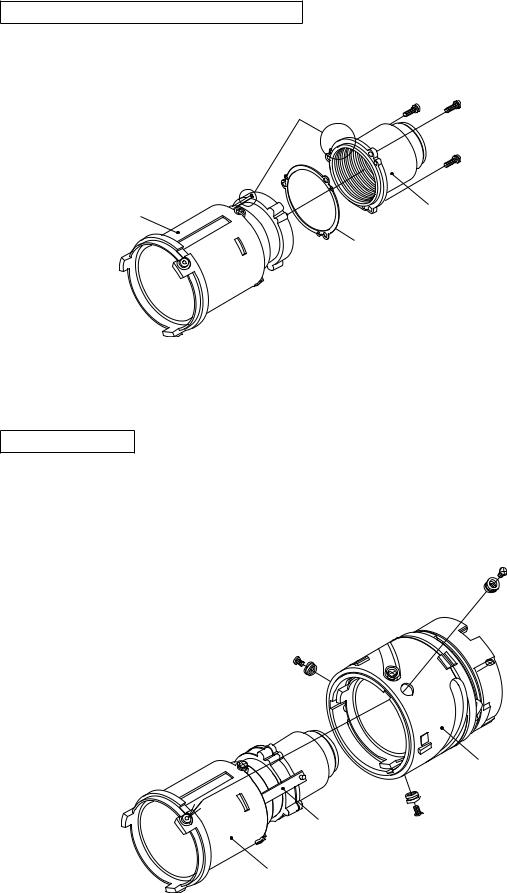
Index ring / Mount unit
Take out 3 screws (#64).
Slacken the mount unit a little. Then remove the GND wire (of the main PCB) from the GND terminal (of the mount unit).
Remove the mount and washer (#62) from the lens body.
Set the change-SW to A mode.
Take out the screw (#59) and the A/M change SW comes off by sliding it slightly in the direction of the arrow.
Pass the change SW unit through the hole of the index ring, and remove the index ring.
Mount unit
#64×3
#62
 Aperture coupling lever
Aperture coupling lever
Contact socket #59
 Change-SW
Change-SW
Index ring
Lens body
- 3 AF-S DX55-200/4-5.6G
INC
JAA79351-R.3670.A
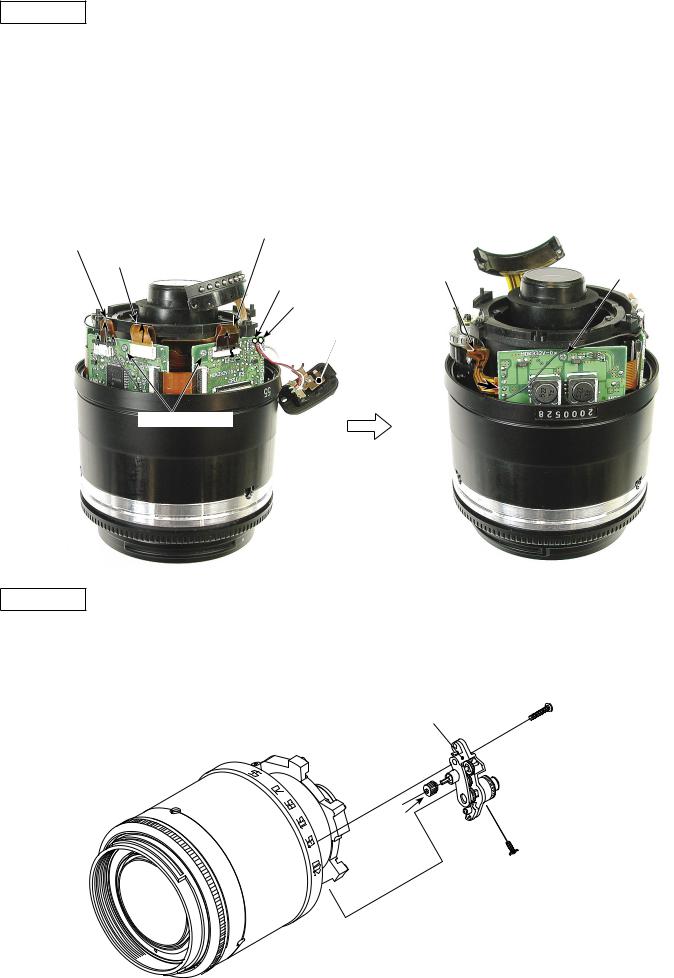
Main PCB
Remove the FPC of the SWM motor from the connector.
Disconnect each FPC of the MR sensor, AF contact, and zoom encoder from each connector.
Take out 3 screws (#73).
Remove the main PCB from the lens body.
Zoom encoder FPC
MR sensor FPC
AF contact FPC
Red
White
SWM FPC |
Screw (#73) |
Change SW
Screw (#73)×2
SWM unit
Take out the screws (#47-1 and #47-2), and remove the SWM unit.
Note: Do NOT touch A part directly with hand. |
SWM unit |
#47-1 |
|
 A part
A part
#46-2
#47-2
- 4 AF-S DX55-200/4-5.6G
INC
JAA79351-R.3670.A
Zoom brush
Take out the screw (#53) to remove the zoom brush.
Zoom brush
#55
#53
#52
Zoom ring
Take out 4 screws (#51) to remove the zoom ring unit.
#51×4
Zoom ring unit
Lens body
- 5 AF-S DX55-200/4-5.6G

INC
JAA79351-R.3670.A
AF contact unit
Remove the AF contact unit, which is attached with the both-sided adhesive tape.
AF contact unit
MR sensor unit
Take out 2 screws (#75) to remove the MR sensor unit.
Take out the screw (#39) to remove the focus brush.
#75×2
MR sensor unit
#39 |
Focus brush |
|
- 6 AF-S DX55-200/4-5.6G
INC
JAA79351-R.3670.A
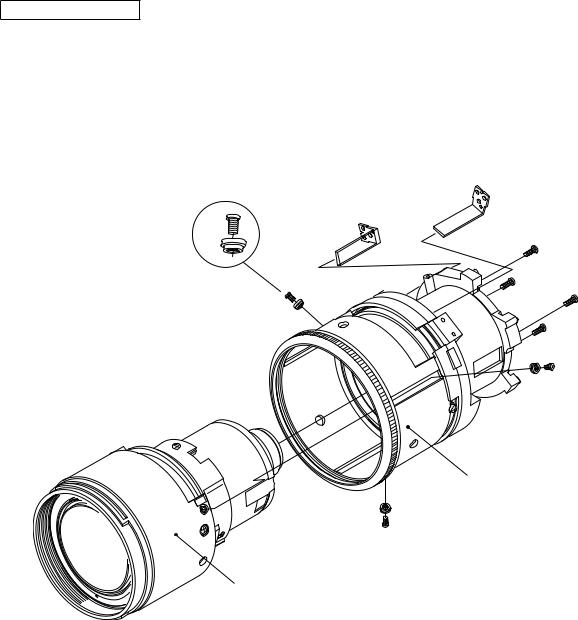
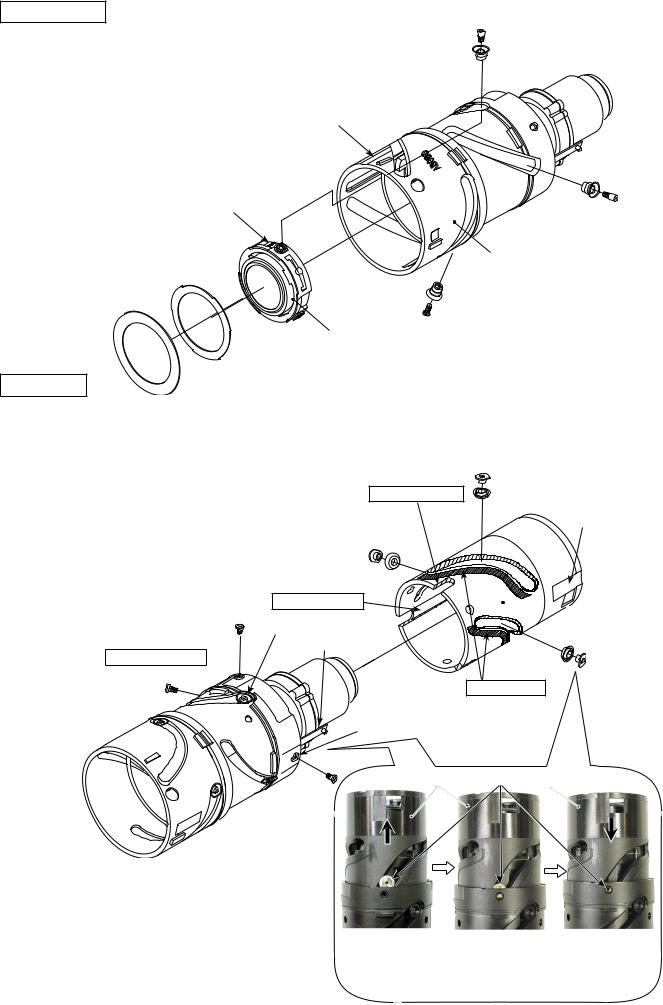
Mid-lens barrel unit
Take out 3 screws (#41) and 3 collars (#40).
Take out 4 screws (#45) to remove the mid-lens barrel unit from the lens body.
2 keys (#48) come off at the same time.
#48×2
#41
#40
#45×4
Mid-lens barrel unit
#40×3
#41×3
Lens body
- 7 AF-S DX55-200/4-5.6G
INC
JAA79351-R.3670.A
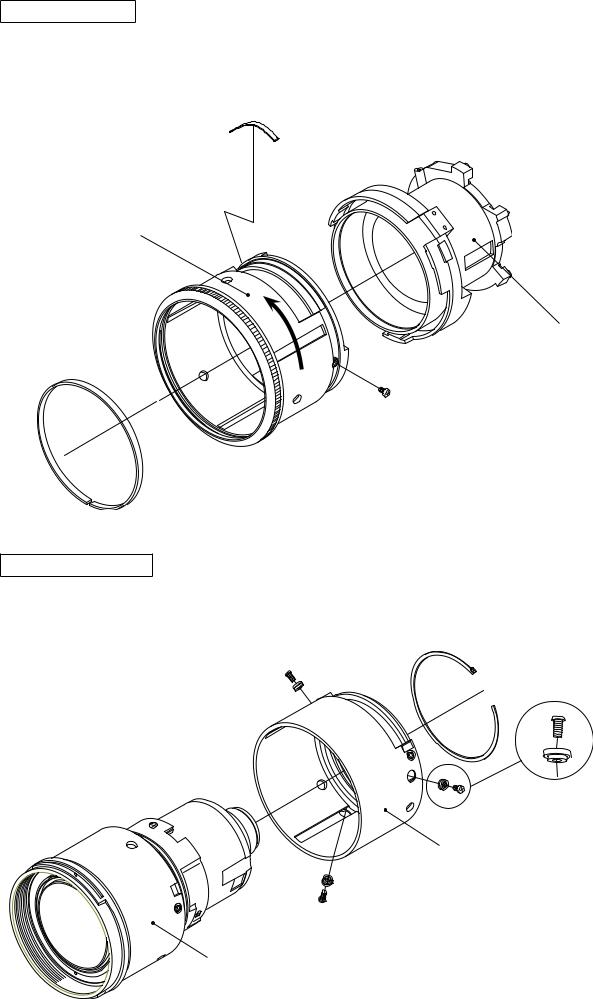
Focus gear ring unit
Remove the stopper screw (#42).
Viewed from the object, turn the focus gear ring counterclockwise a little to remove it.
The friction spring (#70) comes off.
#70
Focus gear ring
Mid-lens barrel unit
#42
Object side
Focus coupling ring
Take out 3 screws (#34) and 3 collars (#33).
Remove the stopper ring (#35) to detach the focus coupling ring.
#35
#34×3
#33×3
#34
#33
Focus coupling ring
Lens body
- 8 AF-S DX55-200/4-5.6G
INC
JAA79351-R.3670.A
1st lens group
Turning the 1st lens-group sliding ring and focus ring each in the direction of the arrow, and remove them from the lens body.
1st lens-group sliding |
Focus ring |
Lens body |
|
||
ring |
|
|
- 9 AF-S DX55-200/4-5.6G
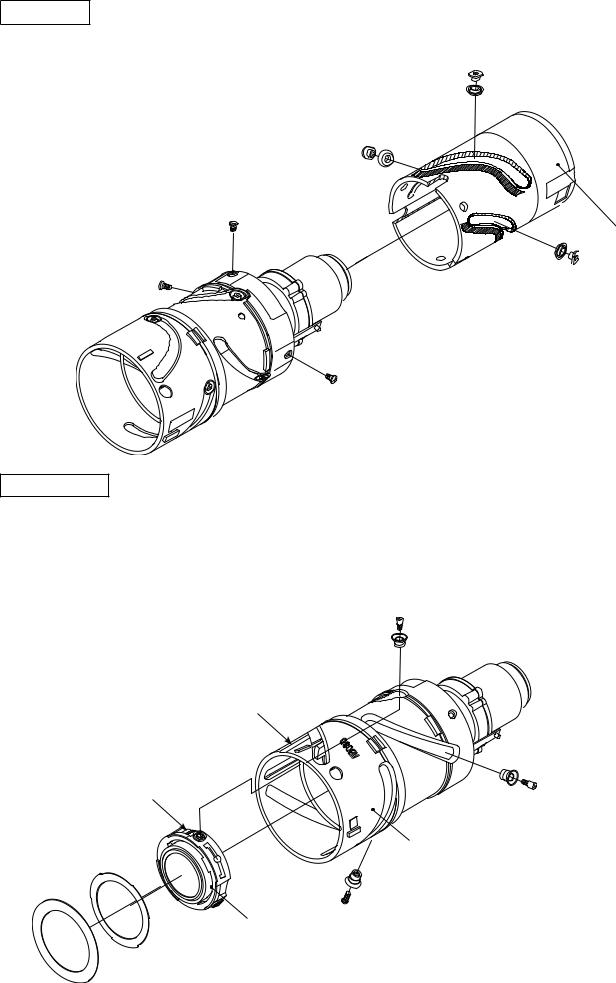
Fixed tube
Take out 3 screws (#28).
Remove 3 cam-tube guide axles (#31) and 3 cam-tube guide collars (#30).
Remove the fixed tube (#29) from the lens body.
#28×3
2nd lens group
Peel off the sheet (#8).
Remove 3 2nd lens-group collars (#20-6) and 3 screws (#20-7).
Remove the 2nd lens unit.
INC
JAA79351-R.3670.A
#30×3
#31×3
#29
#20-7×3 #20-6×3
Concave portion
Reference line
Straight tube unit
2nd lens group
#9
#8
- 10 AF-S DX55-200/4-5.6G
INC
JAA79351-R.3670.A
Straight tube unit
Remove 3 3rd lens-group collars (#20-4) and 3 screws (#20-5).
The 3rd lens group and straight tube unit come off.
#20-5×3 #20-4×3
 Concave portion
Concave portion
Straight tube unit
Aperture lever
3rd lens group
Removal of 3rd lens group and 4th lens group
Take out 3 screws (#19).
#17 and 4th lens group come off.
3rd lens group
The washer and springwasher are assembled in the screw (#19).
#19×3
4th lens group
#17
#15×3
#16×3
- 11 AF-S DX55-200/4-5.6G
2.Assembly /Adjustment
Mounting of 4th lens group on 3rd lens group
Align the letter of the 4th lens group with the position of the aperture lever.
AB08
3rd lens group
#17
INC
JAA79351-R.3670.A
The washer and springwasher are assembled in the screw (#19).
#19×3
4th lens group
Straight tube unit
Align the concave portion of the straight tube unit with the position of the aperture lever of the 3rd lens group, and assemble them. Then attach 3 3rd lens-group collars (#20-4) with 3 screws (#20-5).
#20-5×3 #20-4×3
 Convex portion
Convex portion
Straight tube unit
Aperture lever
3rd lens group
- A1 AF-S DX55-200/4-5.6G -
2nd lens group
Align the reference line of the 2nd lens group with the concave portion of the straight tube unit, and assemble
them. Then fix with 3 collars (#20-6) and 3 screws (#20-7).
Reference line
2nd lens group
#9
Fixed tube
#8
Align the concave portion of the fixed tube (#29) with the position of the lens body. Then assemble them so that 2nd lens G collars enter into the 3
INC
JAA79351-R.3670.A
#20-7×3 #20-6×3
Straight tube unit
aperture lever of the U-grooves.
Put 3 cam-tube guide axles (#30) and 3 guide collars (#31) through 3 grooves of the fixed tube (#29), and insert them into the concave portions inside of the
lens body. (ref. Pic. 1)
Fix the 3 cam-tube guide collars (#30) with 3 screws (#28).
-groove× 3 locations
Grease: MZ-800S
Apply a little to upper half around the tube.
Adhesive: EDB0011
#28×3
#29
#30×3
#31×3
Concave portion
 #29
#29
#30 |
#29 |
A B C
As shown "A", lift up #29 a little and insert #30. Then when it is seated at "B" position, push #29 down into "C" position.
Pic. 1
- A2 AF-S DX55-200/4-5.6G -
|
INC |
|
JAA79351-R.3670.A |
|
|
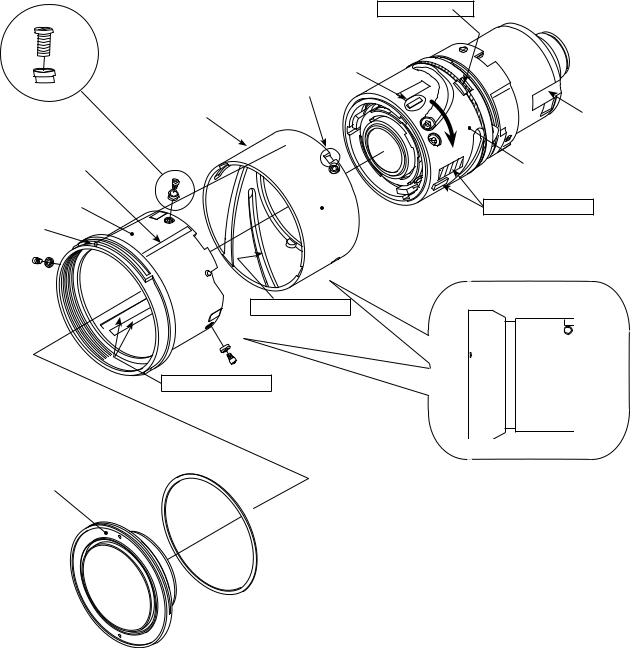
1st lens group |
: Newly prepared as RJ |
Put the 1st lens-G adjusting washer (#3) and the 1st lens-group into the 1st lens-G sliding ring.Attach 3 1st lens-G collars (#6) and 3 screws (#7) to the 1st lens-G sliding ring.
Set the straight tube of the lens body to WIDE side.
Viewed from the 1st lens group side, place the “PC-30” letters of the focus ring at the position of 10 o'clock, by counting the index position of the 1st lens-G sliding ring as 12 o'clock.
Put the focus ring and 1st lens-G sliding ring in the place of Fig.1. Then align the convex portion of the lens body with the concave portion of the focus ring to assemble them.
Turn the lens body, which was assembled in in the direction of the arrow until its convex portion enters in the inner groove of the 1st lens-G sliding ring. Then push the lens body and focus ring all the way into the
1st lens-G sliding ring.
Apply to convex portion × locations and entire circumference surface.
|
|
Grease 6308/10K |
#7 |
|
|
#6 |
|
Convex portion |
|
Concave portion |
|
|
|
|
|
“PC-30”10-o'clock position |
Concave portion |
|
|
Inner groove
1st lens G sliding ring
Index
1st lens group
#7×3
#6×3
 Focus ring
Focus ring
Grease: MZ-800S
Apply to cam groove
Grease: MZ-800S
Apply to fitting part and vertical groove.
Lens body
Grease: MZ-800S
2 kinds of convex portions × 6 locations


 Approx. 10 mm
Approx. 10 mm
Fig.1
#3
- A3 AF-S DX55-200/4-5.6G -

INC
JAA79351-R.3670.A
Focus coupling ring
Note:
Do NOT pull out the 1st lens group from the lens body while assmbling to keep it from becoming detached from the grooves, etc of the lens body.
|
Apply to sliding surface with #35. |
|
|
Grease: MZ-800S |
#35 |
|
|
|
|
#34×3 |
|
|
#33×3 |
|
|
|
#34 |
Apply to fitting part. |
|
#33 |
Grease: MZ-800S |
|
|
|
|
Focus coupling ring
Grease:MZ-800S Apply to vertical groove.
Grease: MZ-800S Apply to fitting part.
Lens body
Fix the focus coupling ring retainer (#35) at the below position, and apply the adhesive (EDZ4113) at 2 locations of the below.
Boundary line of concave portion
Concave portion
Adhesive: EDZ4113
- A4 AF-S DX55-200/4-5.6G -

INC
JAA79351-R.3670.A
Focus gear ring |
|
Focus gear ring |
|
Attach the friction cloth (#36) to the focus gear |
|||
|
|||
ring. |
|
||
Put the friction spring (#70) into the concave portion of the focus gear ring.
Concave portion
Align the center of the vertical groove of the fo- |
|
|
|
||
cus gear ring with the "A" part of the mid-lens |
|
|
prepared as RJ |
||
barrel unit, and assemble them. Then turn the |
#70 |
|
Apart |
||
focus gear ring a little in the direction of the ar- |
|
Apply to fitting |
|||
row. |
|
part |
|
||
|
Grease: 6308/10K |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
Fix the stopper screw (#42). |
|
|
|
||
|
Focus gear ring |
|
|
|
|
Vertical groove× 3 locations |
|
|
Mid-lens barrel unit |
||
|
|
|
|
|
|
|
Grease: MZ-800S |
|
|
|
|
#42
Vertical groove
Object side
Apply to fitting part
Grease: 6308/10K
Grease: MZ-800S
Apply to gear
Cross-section view of Focus gear ring
- A5 AF-S DX55-200/4-5.6G -

Mid-lens barrel unit
Note) Pass 2 zoom coupling plates |
|
(#48) through the groove of |
#41 |
the mid-lens barrel unit, then |
#40 |
|
|
into the groove of the lens |
|
body. Fix the mid-lens barrel |
|
unit with 4 screws (#45). |
|
Groove of the lens body
Lens body
MR sensor unit / Focus brush
#75×2
MR sensor unit
Focus brush
#39
INC
JAA79351-R.3670.A
Apply to fitting part. |
|
Grease: G92KA |
#48×2 |
|
#45×4
Mid-lens barrel unit
#40×3
#41×3
FPC attaching position
- A6 AF-S DX55-200/4-5.6G -
INC
|
|
JAA79351-R.3670.A |
|
|
|
|
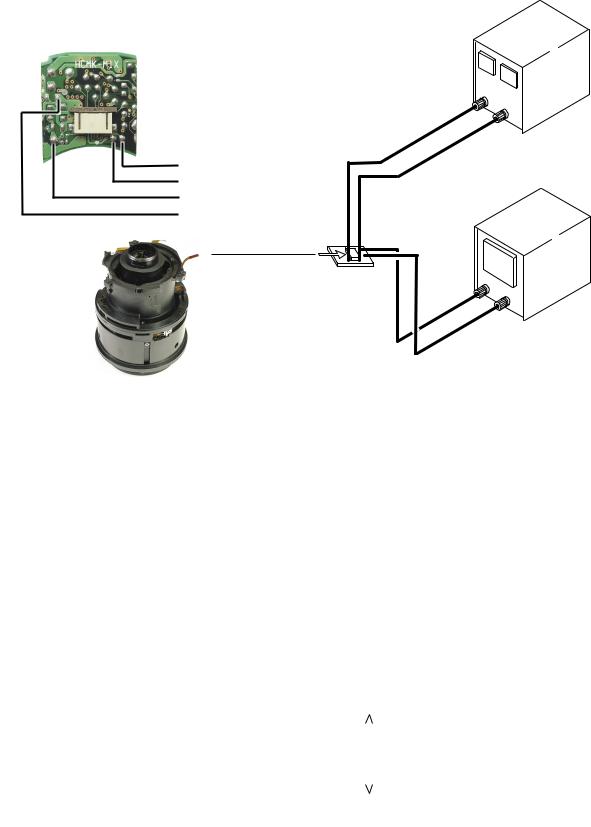
Inspection and adjustment of MR encoder output waveform |
|
Attachment diagram |
Rated voltage power-supply |
|
|
Self-made tool that is created with |
|
|
the main PCB ofAF-S 24-85 |
|
(GND) |
|
|
( ) |
Set value |
|
Oscilloscope (2ch) |
5.0 V |
|
100 mA |
||
Oscilloscope (1ch) |
||
|
||
Rated voltage power-supply (+) |
|
|
Rated voltage power-supply (-) |
|
Self-made tool
Oscilloscope (2ch type)
How to inspect and adjust:
Confirm that the electric current and voltage of the connected rated voltage power-supply are set values, then turn it ON.
Set the oscilloscope, and turn the focus ring manually.
Note: The waveform varies according to the rotational speed of the focus ring. So change "Time/Div” setting accordingly.
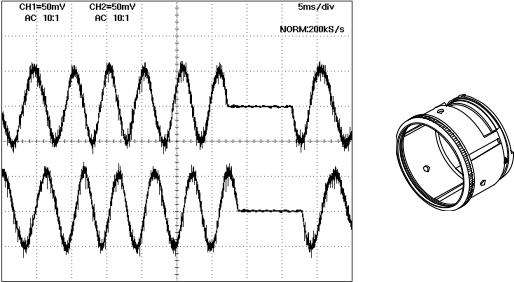
CH1
CH2
● Oscilloscope setting |
|
|
V/Div (ch1) |
: 50 mV |
|
V/Div (ch2) |
: 50 mV |
|
Coupling |
:AC |
|
Time/Div |
: 5 m Sec |
|
Trigger Mode |
: NORMAL |
|
Trigger Coupling |
:AC |
|
|
|
|
|
|
Amplitude |
|
|
|
|
|
|
Standard: Amplitude of all pulses/ |
||
|
|
|
waveforms is 70mV or more. |
Fig.1 |
Note: Check the waveform by moving the |
||
|
|
focus ring back and forth from the |
|
|
|
infinity-end to the close-end positions |
|
|
|
entirely. |
|
- A7 AF-S DX55-200/4-5.6G -
INC
|
JAA79351-R.3670.A |
In case large waveform-noise (as shown in Fig. 1) is detected, use the FILTER function. |
|
How to set FILTER function (e.g. DL1540 manufactured by YOKOGAWA |
|
1. |
Press the FILTER button. |
2. |
Select “Smooth” of the menu on screen and turn it ON. |
In case the amplitude is small, check if there is deformation in the MR head. If there is, correct the deform of the MR head. However, if such correction is impossible or no deformation is detected, replace the MR sensor unit. (Fig.2)
Note: When adjustments are made, prevent the magnetic surface and MR head from touching the magnetized driver bit. Otherwise, the magnetic data may be damaged.
 #75×2
#75×2
 MR head
MR head
Magnetic surface
Fig.2
Ref.●As shown in Fig. 3, if the amplitude of only either CH1 or CH2 is small, one of the 2 screws (#75) may be
loosened, so check for it. If this is not the case, the MR head may malfunction, so replace the MR sensor unit and make a readjustment.
CH1
CH2
Fig. 3
- A8 AF-S DX55-200/4-5.6G -
INC
JAA79351-R.3670.A
● As shown in Fig. 4, if the amplitude partially drops between the infinity and the close-distance, the magnetic data of the tape may be damaged. So replace the focus gear ring unit and make a readjustment. Replacing only the magnetic surface is impossible.
Focus gear ring unit
CH1
CH2
Fig.4
Turn off the rated voltage power-supply.
- A9 AF-S DX55-200/4-5.6G -
INC
JAA79351-R.3670.A
AF contact unit
AF contact unit
By using the both-sided adhesive tape of theAF contact unit, attach theAF contact unit to the lens body.
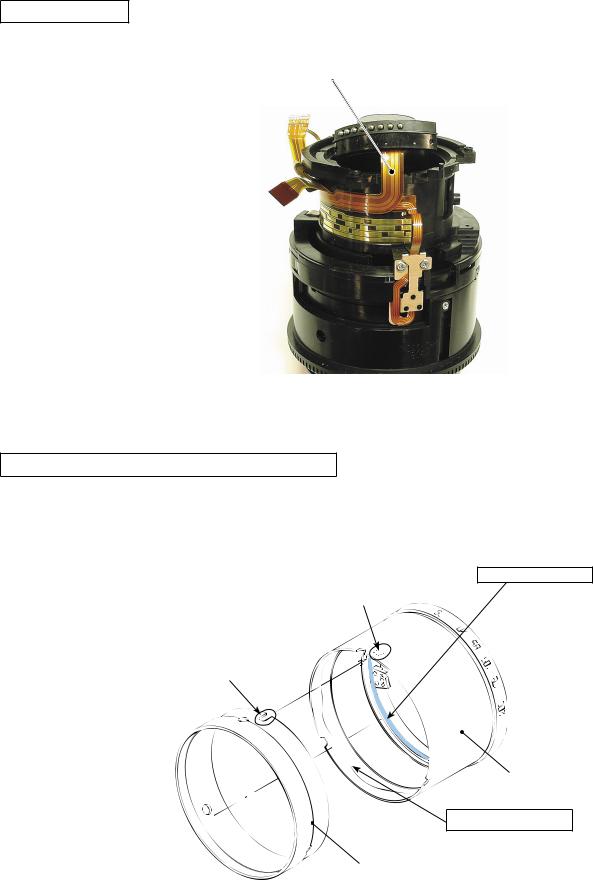
Adhesion of Zoom ring and Zoom reinforcement ring
Enter the inner convex portion of the zoom ring into the U-groove of the zoom reinforcement ring to assemble them. Then apply the adhesive.
Inner convex portion
U-groove
Apply to the overall circumferential convex portion
Grease: G92KA
Zoom ring
Adhesive: C-8008B Apply to the circumferential joining part with the
zoom reinforcement ring. Zoom reinforcement ring
- A10 AF-S DX55-200/4-5.6G -
 Loading...
Loading...