

Page 1
Benutzer-Schulung
MANUALplus
4110
NC-Software
507 807-xx
9/2004
Page 2

Das vorliegende Handbuch macht Sie mit der Bedienung und Programmierung der MANUALplus
4110 vertraut. Anhand von Beispielen werden Schritt für Schritt das Einrichten der Drehmaschine, das Beschreiben und Vermessen der Werkzeuge sowie das Schreiben von Zyklenprogrammen und ICP-Konturen erläutert.
Die vorliegenden Beispiele wurden mit der NC-Software 507 807-xx erstellt.
© 2004 Dr. JOHANNES HEIDENHAIN GmbH
Alle Texte, Bilder und Grafiken einschließlich ihrer Teile sind urheberrechtlich geschützt. Sie dür-
fen nur zum privaten, wissenschaftlichen und nicht gewerblichen Gebrauch zum Zwecke der
Information kopiert und ausgedruckt werden, wenn sie den Urheberrechtsvermerk enthalten. Die
Dr. JOHANNES HEIDENHAIN GmbH behält sich das Recht vor, diese Erlaubnis jederzeit zu
widerrufen. Ohne vorherige schriftliche Genehmigung der Dr. JOHANNES HEIDENHAIN GmbH
dürfen die Texte, Bilder und Grafiken nicht vervielfältigt, archiviert, auf einem Server gespeichert,
in Newsgruppen einbezogen, in Online-Diensten genutzt, auf CD-ROMs gespeichert oder in
gedruckten Publikationen verwendet werden. Die widerrechtliche Vervielfältigung und/oder Verbreitung der urheberrechtlich geschützten Texte, Bilder und Grafiken kann strafrechtlich und zivilrechtlich verfolgt werden.
Page 3
1
Basiswissen
2
Bedienkomponenten
Grundlagen
3
4
5
Systembedienung
Werkzeugverwaltung
Werkzeug vermessen
Einrichten
6
Maschine einrichten
7
8
9
10
11
Beispiel Längsbearbeitung
Beispiel Planbearbeitung
Beispiel Stechbearbeitung
Programmierung
Simulation
Programmausführung
12
Page 4
Page 5
Achsrichtungen und Bezugspunkte
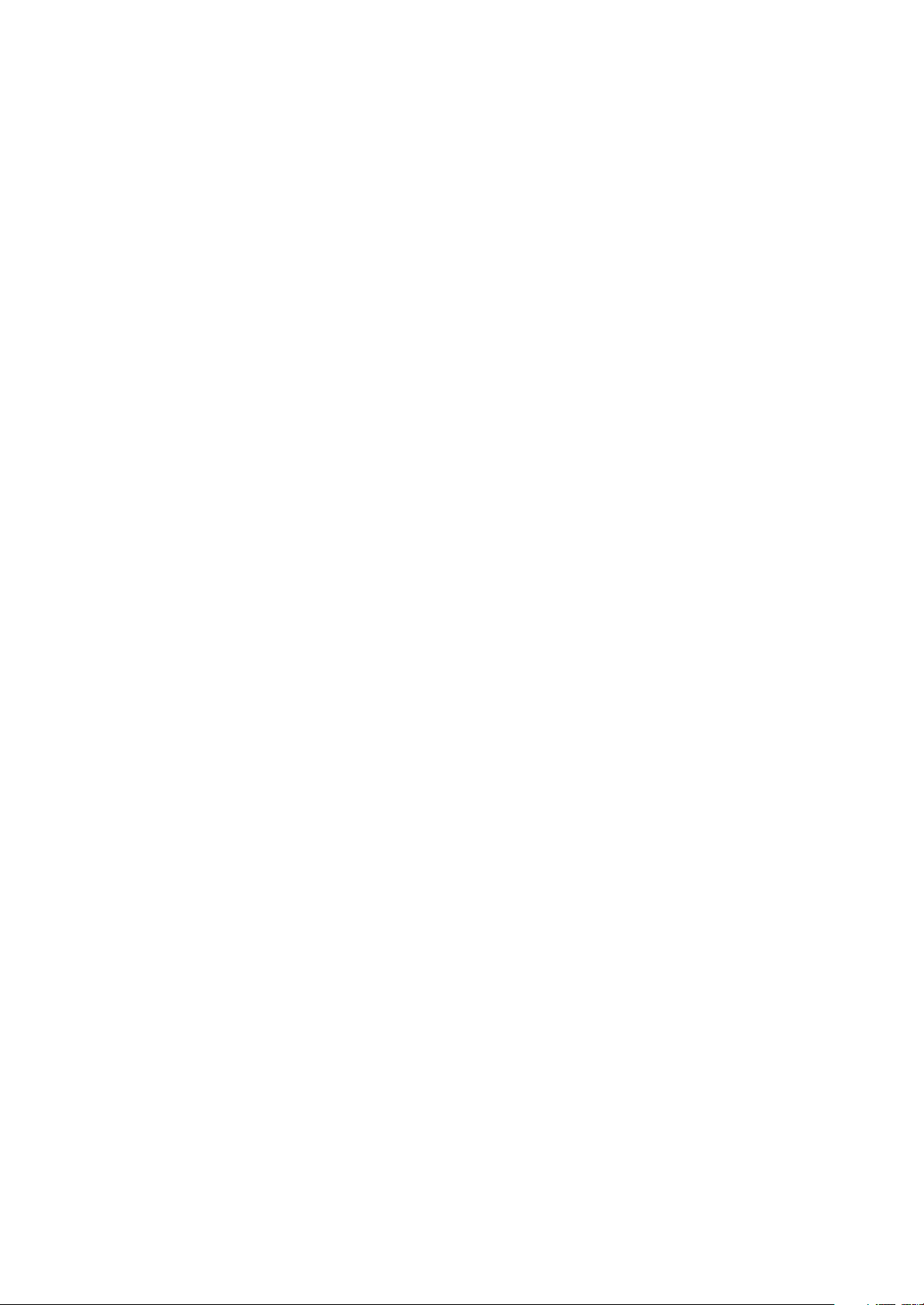
Achsrichtungen
X-Achse: der Querschlitten wird als
X-Achse bezeichnet – alle angezeigten
und eingegebenen X-Werte werden
als Durchmesser betrachtet.
Z-Achse: der Bettschlitten wird als Z-
Achse bezeichnet.
Verfahrbewegungen:
Bewegungen in + Richtung gehen
vom Werkstück weg
Bewegungen in – Richtung gehen
zum Werkstück hin
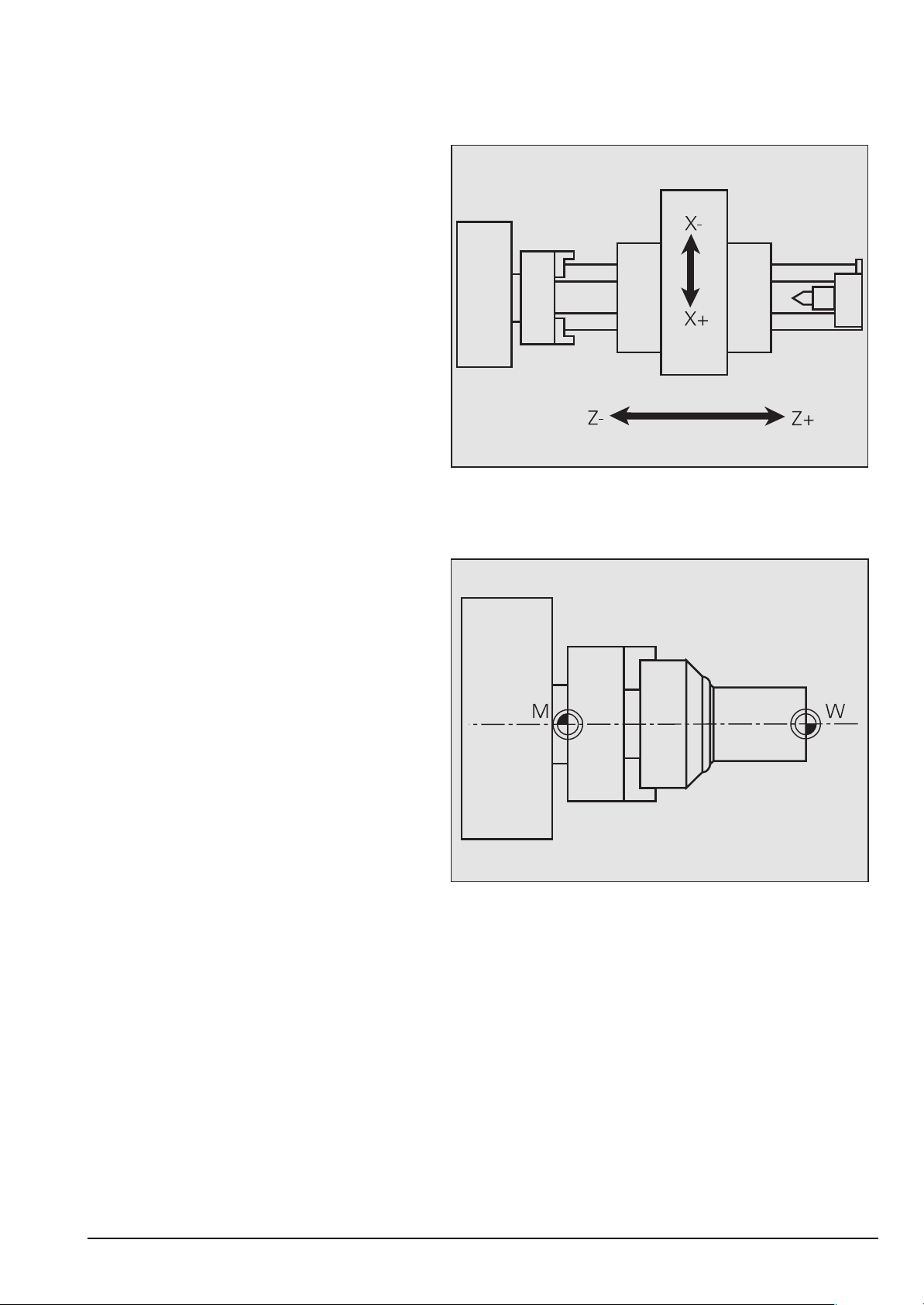
Bezugspunkte
Der Maschinen-Nullpunkt (M) ist der
Ursprung des Maschinen-Koordinatensystems. In der Regel liegt der
Maschinen-Nullpunkt im Schnittpunkt
der Z-Achse mit der Spindelfläche.
Der Werkstück-Nullpunkt (W) ist der
Ursprung des Werkstück-Koordinatensystems. In der Regel liegt der Werkstück-Nullpunkt im Schnittpunkt der ZAchse mit der Planfläche.
HEIDENHAIN MANUALplus 4110 Basiswissen 1.1
Page 6

Aufbau der Drehmaschine
Werkzeug vor oder hinter Drehmitte
Abhängig vom Aufbau der Drehmaschine befindet sich das Werkzeug vor oder hinter Drehmitte.
Die MANUALplus 4110 kennt den Aufbau Ihrer Maschine und berücksichtigt die Anordnung der
X-Achse in den Hilfebildern, bei der Simulation und bei der Bearbeitung des Werkstücks.
Werkzeug vor Drehmitte
Werkzeug hinter Drehmitte
Die vorliegende Beschreibung geht von einer Drehmaschine mit Werkzeugen vor
Drehmitte aus.
HEIDENHAIN MANUALplus 4110 Basiswissen 1.2
Page 7
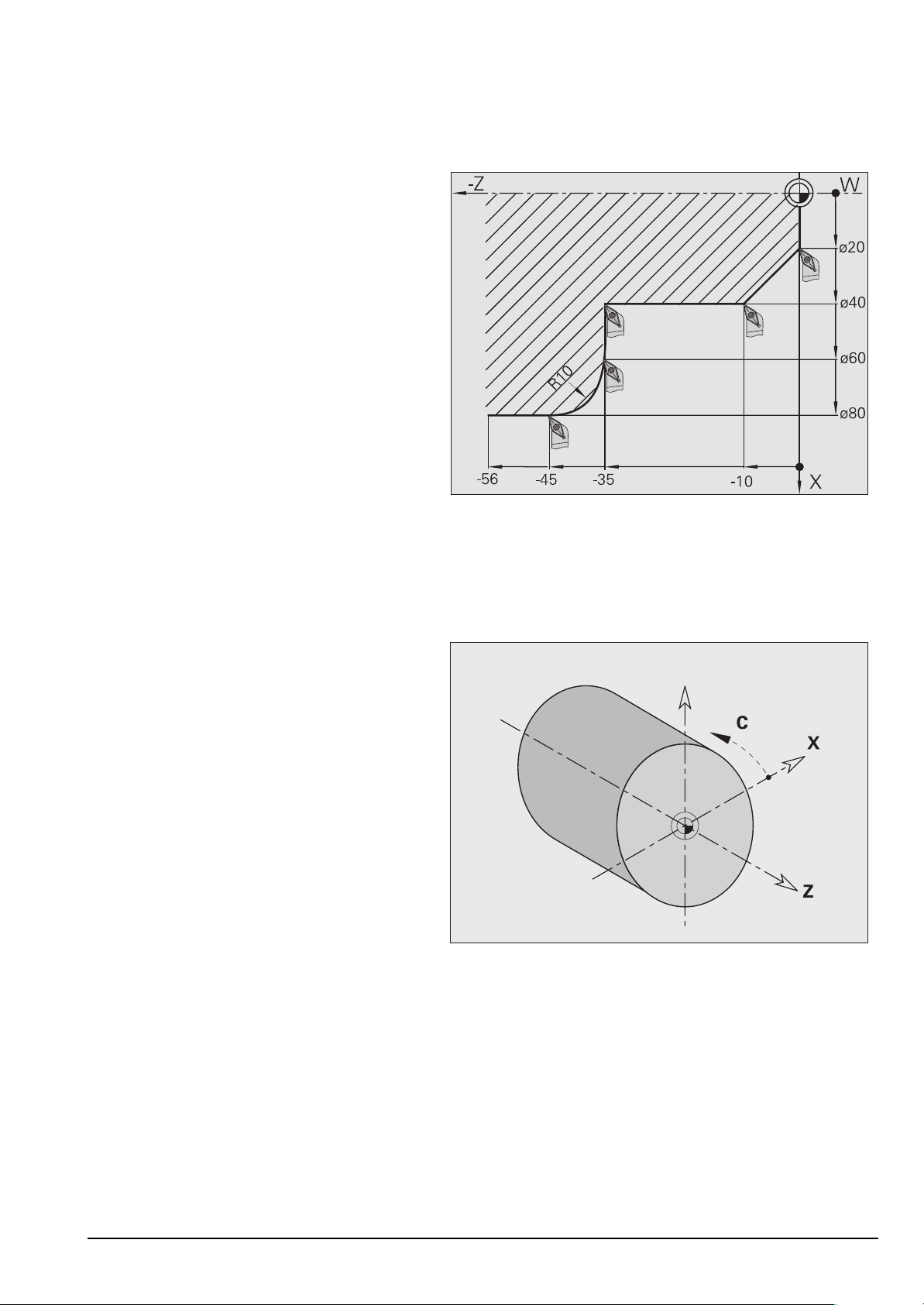
Das Koordinatensystem
Zweidimensionales Koordinationssystem
Die Position der Werkzeugspitze
wird mit einer X- und Z-Position in
einem zweidimensionalen Koordinatensystem eindeutig beschrieben.
Die MANUALplus 4110 kennt lineare
oder kreisförmige Konturelemente.
Durch die Angabe aufeinander folgender Koordinaten und der Information
lineares/kreisförmiges Konturelement
beschreiben Sie eine Werkstückkontur.
Die Koordinatenangaben der Achsen X
und Z beziehen sich auf den Werkstück-Nullpunkt.
C-Achse
Winkelangaben für die C-Achse bezie-
hen sich auf den „Nullpunkt der CAchse“.
Genauigkeit
Sie können Positionen mit einer Genauigkeit von 1 µm (0,001 mm) bzw. 0,001° vorgeben. Mit der
gleichen Genauigkeit werden sie angezeigt.
HEIDENHAIN MANUALplus 4110 Basiswissen 1.3
Page 8
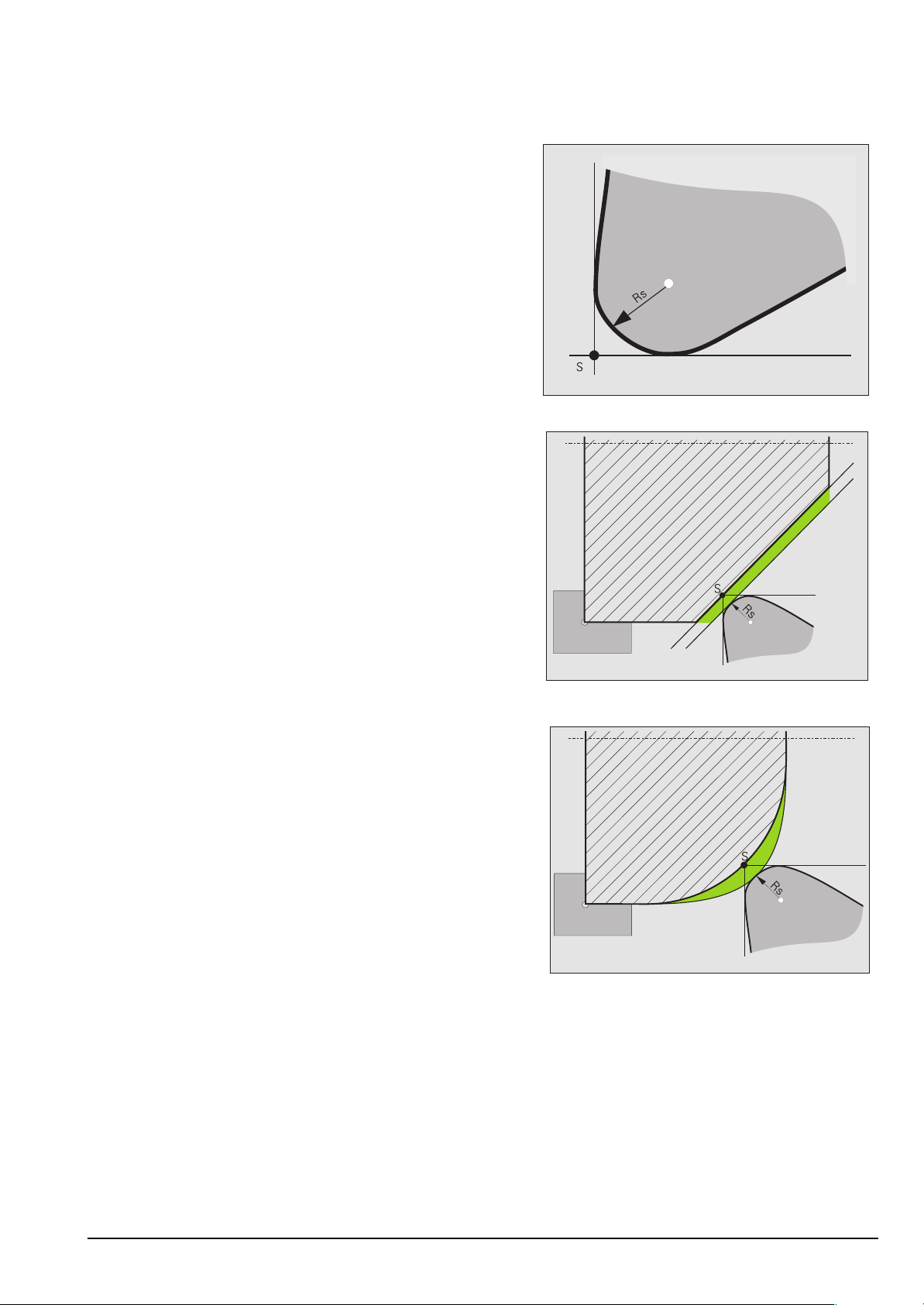
Die Schneidenradiuskompensation (SRK)
Programmierte Verfahrwege beziehen
sich auf die theoretische Schneiden-
spitze („S“). Da Drehwerkzeuge an
der Werkzeugspitze einen Radius
besitzen, ergeben sich bei der Bearbeitung von Kegeln, Fasen und Radien
Ungenauigkeiten.
Die Ungenauigkeiten werden durch
die Schneidenradiuskompensation
ausgeglichen. Dabei wird ein neuer
Verfahrweg (die Äquidistante) errechnet, um diesen Fehler zu kompensieren.
HEIDENHAIN MANUALplus 4110 Basiswissen 1.4
Page 9
Vorschub und Drehzahl
Vorschub
Sie wählen zwischen folgenden Verfahren:
Umdrehungsvorschub in mm/U
Die Vorschubgeschwindigkeit ist von der Spindeldrehzahl abhängig. Das Werkzeug wird bei
jeder Spindelumdrehung um den programmierten Wert bewegt.
Minutenvorschub in mm/min
Die Vorschubgeschwindigkeit ist von der Spindeldrehzahl unabhängig. Das Werkzeug wird
konstant um den programmierten Wert bewegt.
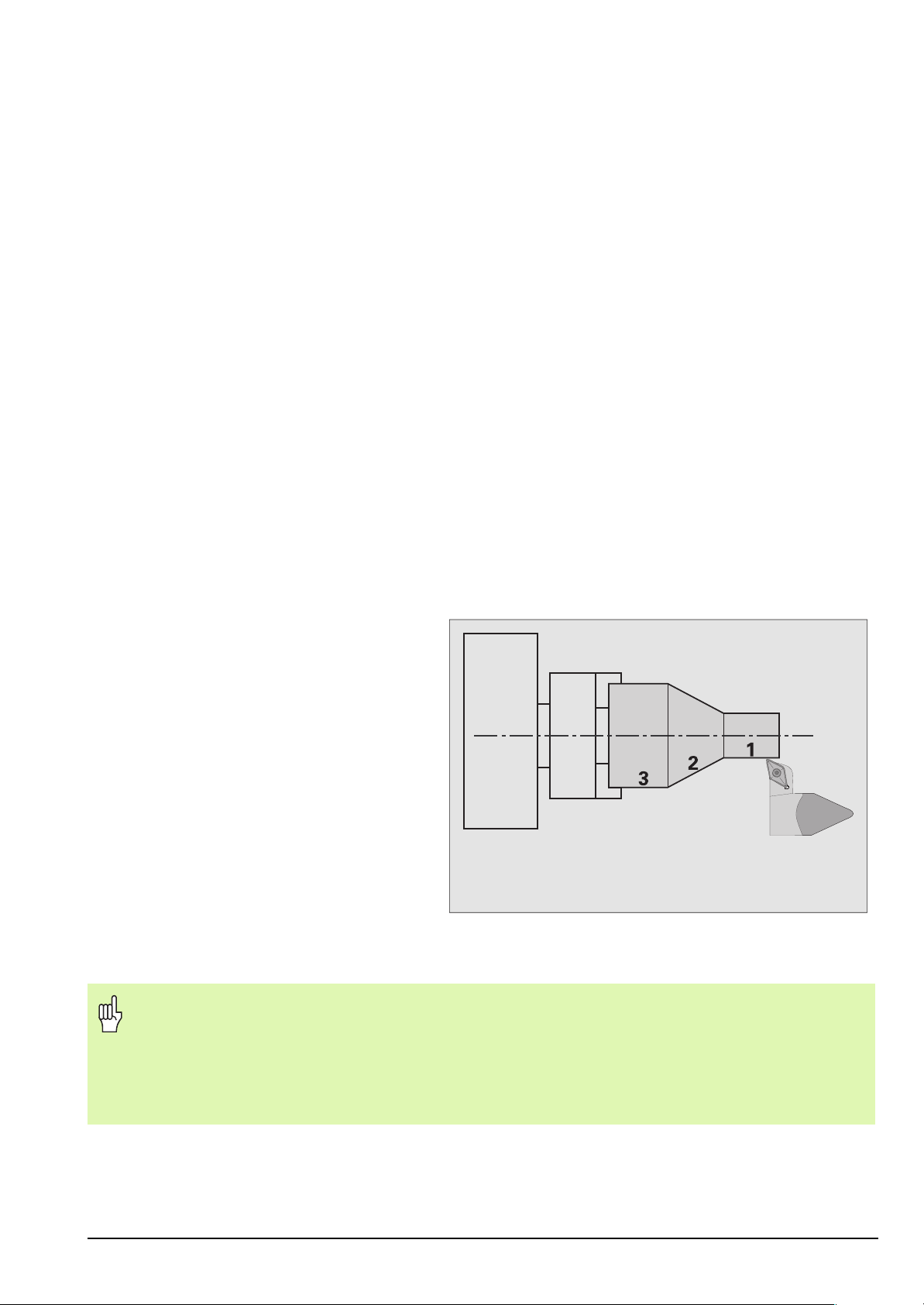
Drehzahl
Sie wählen zwischen folgenden Verfahren:
Konstante Drehzahl
Sie programmieren die Spindeldrehzahl direkt. Die Drehzahl ist unabhängig vom Durchmesser
auf dem das Werkzeug arbeitet.
Konstante Schnittgeschwindigkeit
Sie programmieren die Spindeldrehzahl indirekt. Die MANUALplus 4110 ändert die Drehzahl
abhängig davon, auf welchem Durchmesser das Werkzeug gerade arbeitet. Dadurch wird eine
konstante Schnittgeschwindigkeit erreicht.
Beispiel:
Konstante Drehzahl:
Abschnitt 1 bis 3: gleiche Drehzahl
Konstante Schnittgeschwindigkeit:
Abschnitt 1: große Drehzahl
Abschnitt 2: ständig abnehmende
Drehzahl
Abschnitt 3: kleine Drehzahl
Maximale Drehzahl (Drehzahlbegrenzung):
Ist die konstante Drehzahl, die Sie programmieren, höher als die festgelegte maxi-
male Drehzahl, gilt die maximale Drehzahl.
Bei konstanter Schnittgeschwindigkeit wird die Drehzahl durch die definierte maxi-
male Drehzahl begrenzt.
HEIDENHAIN MANUALplus 4110 Basiswissen 1.5
Page 10

HEIDENHAIN MANUALplus 4110 Basiswissen 1.6
Page 11
Dateneingabetastatur
Menü-Taste Aufruf des Hauptmenüs in den Betriebsarten
Maschine und Organisation
Process-Taste Anwahl einer Betriebsart
(Voraussetzung: die MANUALplus 4110 befindet
sich im Hauptmenü)
Backspace-Taste
löscht das Zeichen links vom Cursor
löscht die letzte Fehlermeldung
Ring-Taste wechselt bei den Hilfebildern zwischen Innen- und
Aussenbearbeitung
Clear-Taste löscht alle Fehlermeldungen
HEIDENHAIN MANUALplus 4110 Bedienkomponenten 2.1
Page 12
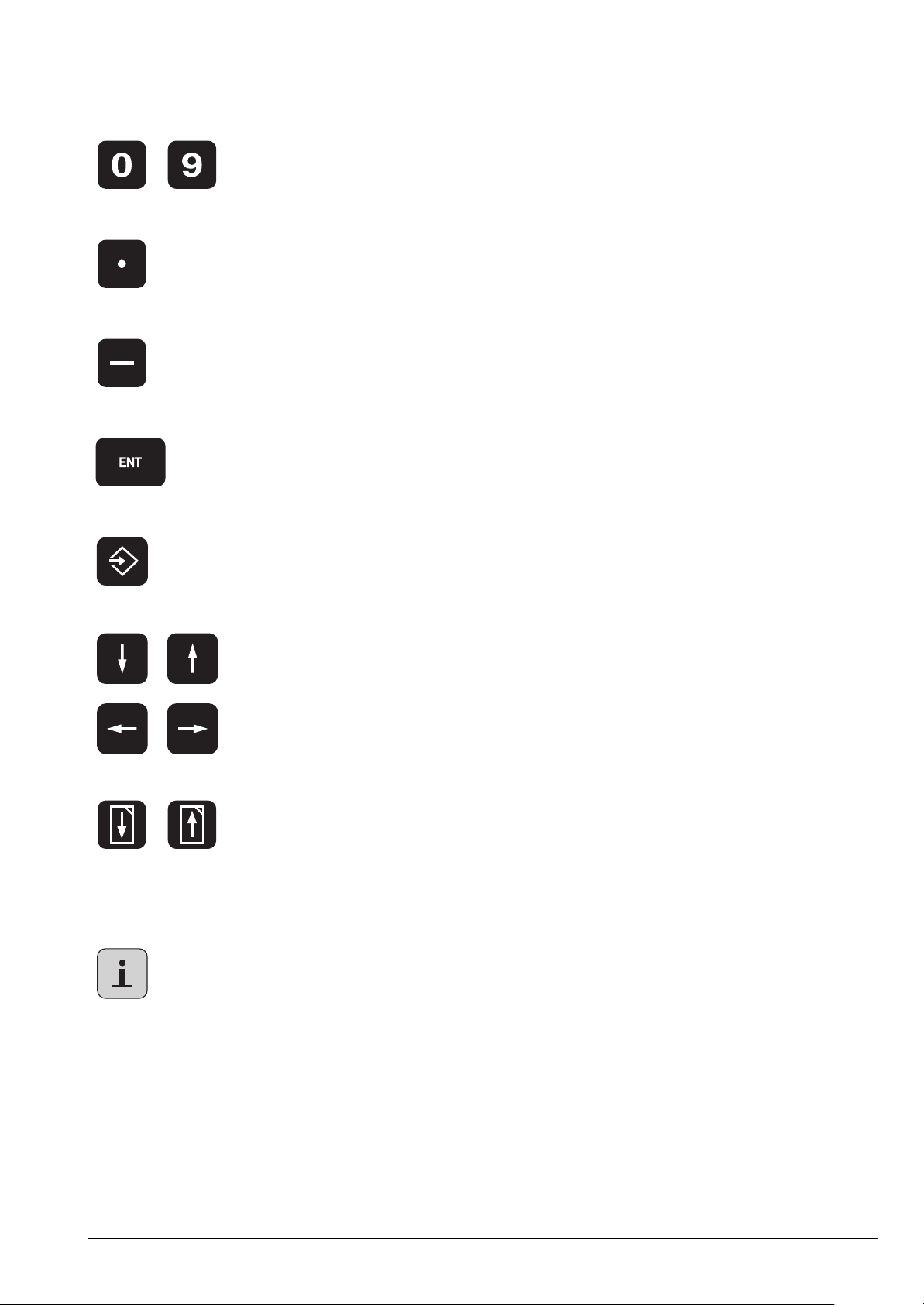
Dateneingabetastatur
Ziffern (0 .. 9) zur Werteeingabe
Dezimalpunkt-Taste zur Kommaeingabe
Minus-Taste zur Vorzeicheneingabe
Enter-Taste Abschluss einer Werteeingabe
Store-Taste Abschluss einer Dateneingabe – zum
Speichern der Werte
Cursor-Tasten verschiebt den Cursor um eine Position
in Pfeilrichtung (ein Zeichen, ein Feld,
eine Zeile, etc.)
Seite vor/
Seite zurück
zeigt die Informationen der vorherge-
henden bzw. nachfolgenden Bildschirmseite an
wechselt zwischen zwei Eingabefen-
stern
Info-Taste Aktivieren der Fehleranzeige bzw. der
PLC-Statusanzeige
HEIDENHAIN MANUALplus 4110 Bedienkomponenten 2.2
Page 13
Menüauswahl, Softkeys
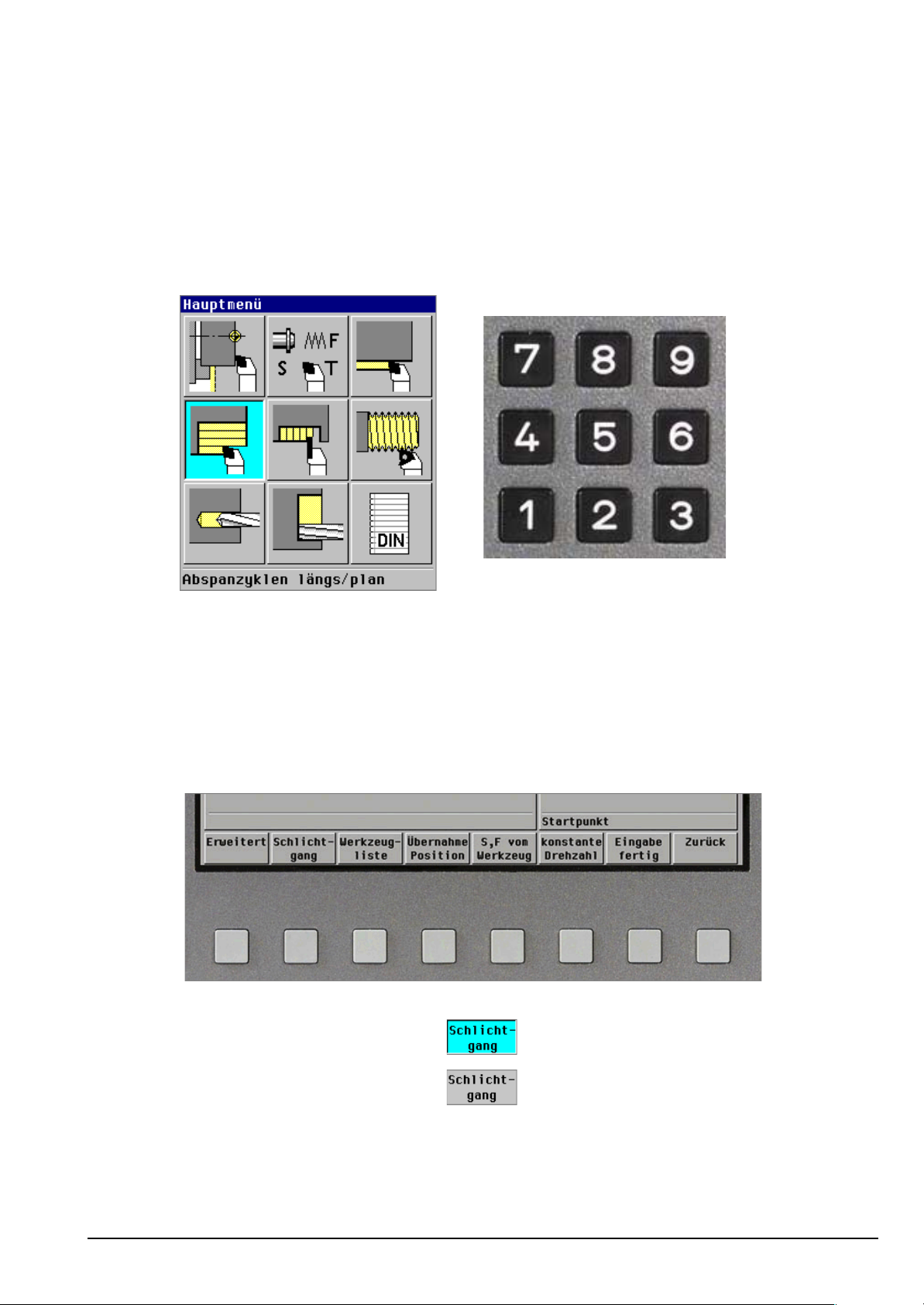
Menüauswahl (9er-Feld)
Die MANUALplus 4110 stellt Zyklen, Werkzeuge und Funktionen in den Betriebsarten Maschine
und Werkzeugverwaltung in einem 9er-Feld dar. Dieses Feld korrespondiert mit dem Ziffernblock
der Steuerungstastatur, wobei die Position der Zifferntaste maßgebend ist.
Die Fusszeile des Menüfensters zeigt zusätzlich die Bedeutung des Menüpunktes an.
Beispiel: Die Zifferntaste „4“ ruft das Untermenü Abspanzyklen längs/plan auf.
Softkeys
Die Bedeutung der Softkeys wird im unteren Bildschirmbereich angezeigt. Drücken Sie die zugehörige Taste, um die Funktion aufzurufen.
Softkeys als Kippschalter:
Einige Softkeys wirken wie Schalter. Der
Zustand, den Sie einschalten bleibt
solange erhalten, bis er wieder ausgeschaltet wird.
Modus aktiviert (blauer Hintergrund)
Modus deaktiviert
HEIDENHAIN MANUALplus 4110 Systembedienung 3.1
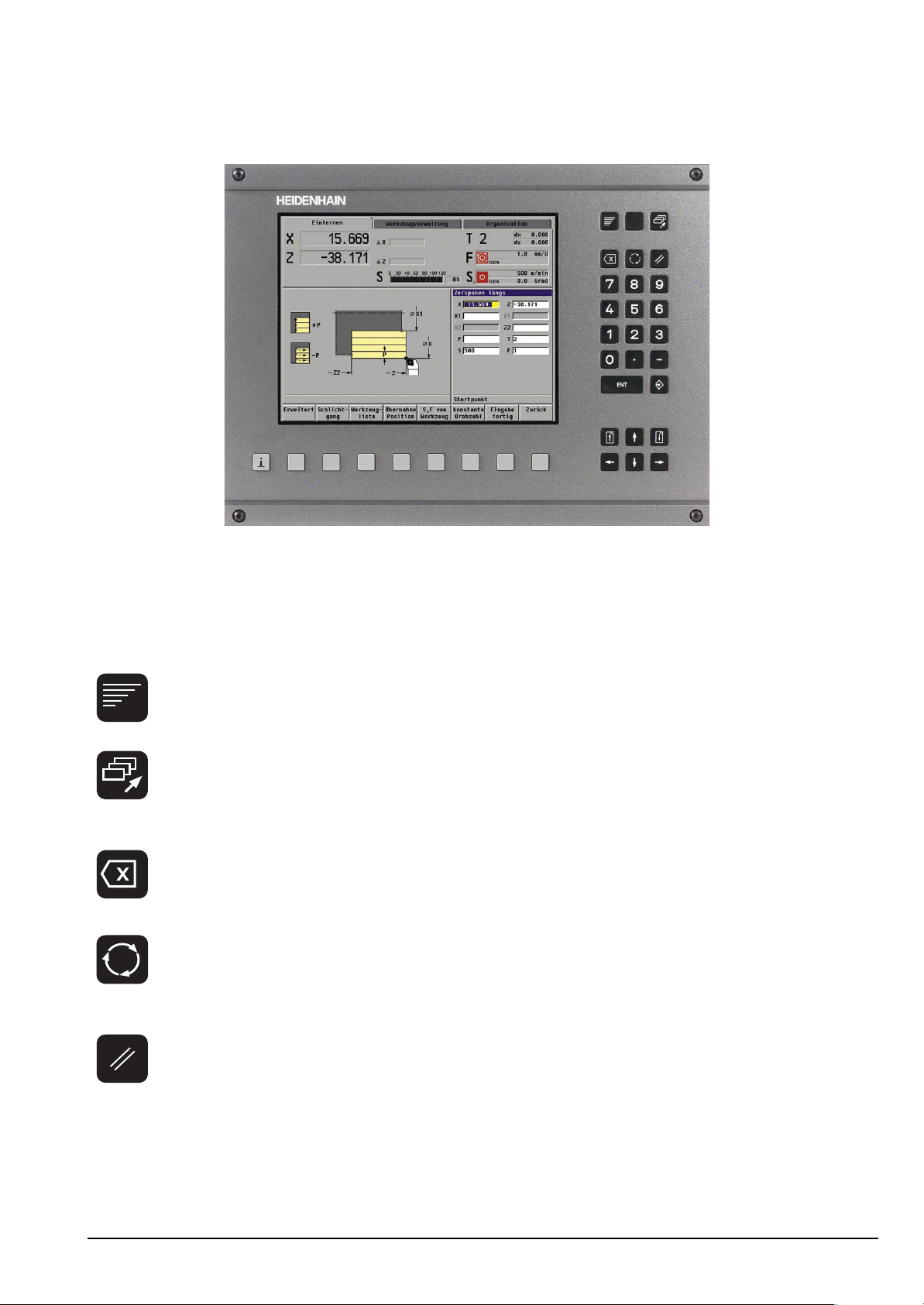
Page 14
Maschinendatenanzeige
Die Maschinendatenanzeige ist konfigurierbar. Die Anzeige an Ihrer Maschine kann von
der hier gezeigten abweichen.
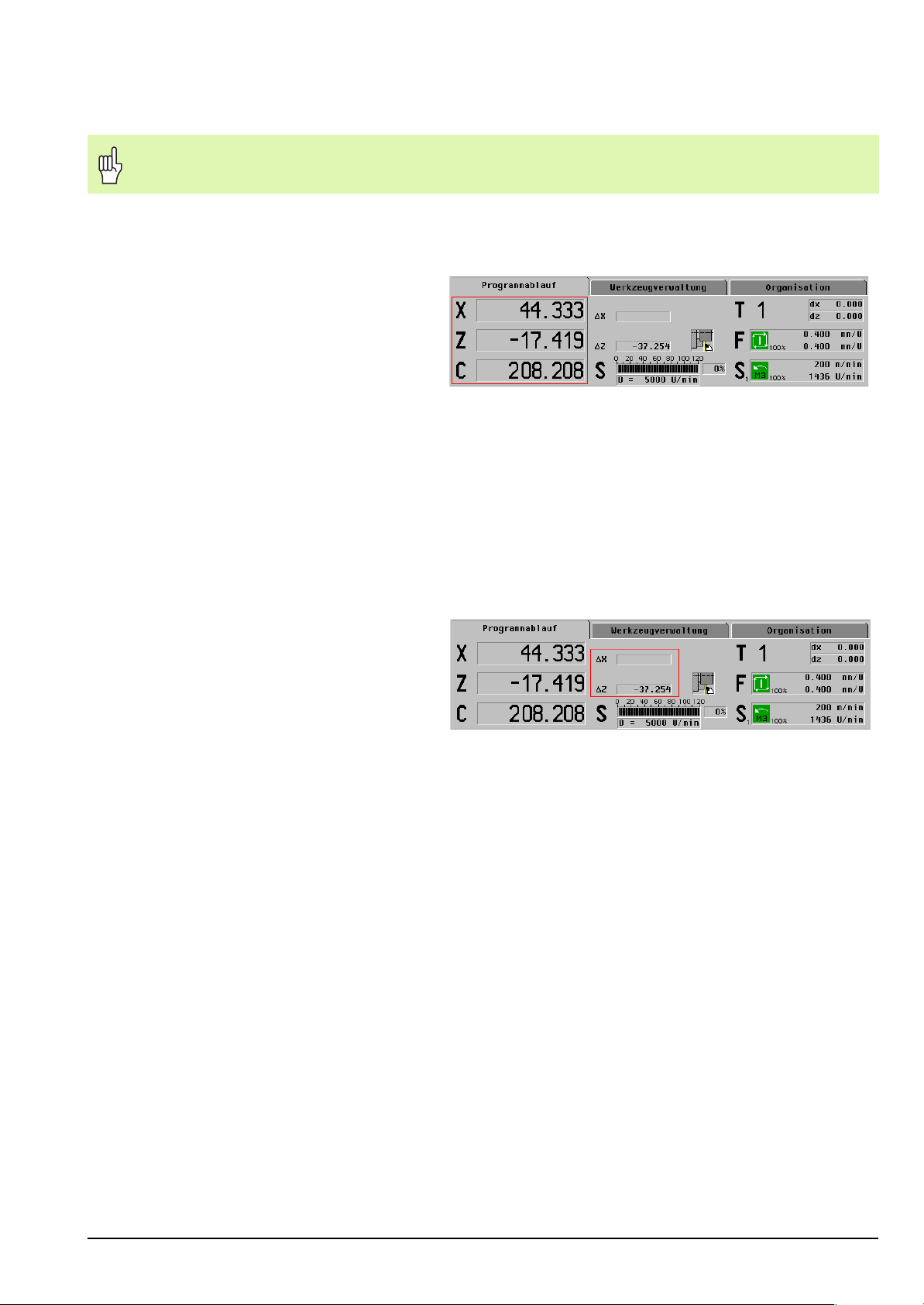
Positionsanzeige
Positionsanzeige X und Z:
momentaner Abstand der Werkzeugspitze zum Werkstück-Nullpunkt – die
Maßeinheit ist je nach Einstellung mm
oder inch
Positionsanzeige C:
momentane Spindelposition in Grad (°)
Bedeutung der Farbe des Achsbuchstabens:
schwarz: Achse ist aktiv
weiß: Achse ist nicht aktiv
Restweganzeige
Anzeigeelemente „Restweganzeige“
Restweganzeige bei Zyklenausführung und Programmablauf: Der Restweg wird aus der
momentanen Position und der Endposition des laufenden Verfahrbefehls errechnet und angezeigt.
Restweganzeige im manuellen Betrieb
Achsen werden mit Handrädern verfahren: es erfolgt keine Restweganzeige
Achsen werden bei aktiver Schutzzonenkontrolle mit Achsrichtungstasten verfahren: der Rest-
weg der Z-Achse bezieht sich auf die Schutzzonenposition
Achsen werden bei nicht aktiver Schutzzonenkontrolle mit Achsrichtungstasten verfahren: der
Restweg bezieht sich auf die Softwareendschalter
HEIDENHAIN MANUALplus 4110 Systembedienung 3.2
Page 15
Maschinendatenanzeige
Schutzzonenstatus
Folgende Symbole zeigen den Schutzzonenstatus an:
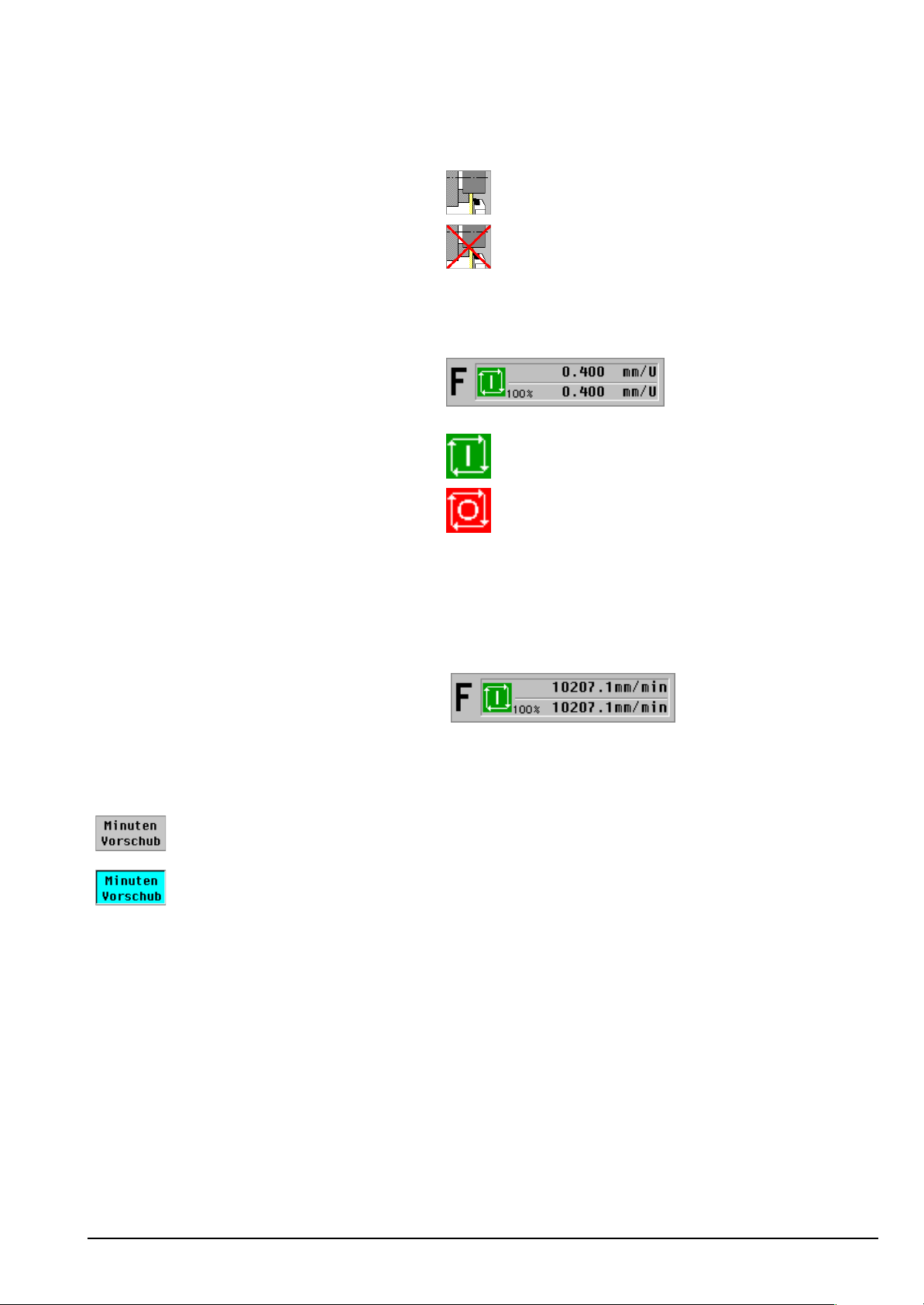
Vorschubanzeige
Anzeigeelement Vorschubanzeige:
obere Zeile: programmierter Vorschub
untere Zeile:
aktuelle Vorschub-Korrektur
tatsächlicher Vorschub (unter
Berücksichtigung der Vorschubüberlagerung)
Einheiten/Vorschubart:
mm/U: Umdrehungsvorschub
mm/min: Minutenvorschub
Schutzzonenüberwachung aktiviert
Schutzzonenüberwachung deaktiviert
Zyklus Ein:
Zyklus oder Programm wird ausgeführt
Zyklus Stopp
Eilgangwege: der Vorschub wird als
Minutenvorschub angezeigt
Vorschub einstellen
8 Umdrehungsvorschub einstellen (Minutenvorschub ist deaktiviert)
8 Minutenvorschub einstellen
HEIDENHAIN MANUALplus 4110 Systembedienung 3.3
Page 16
Maschinendatenanzeige
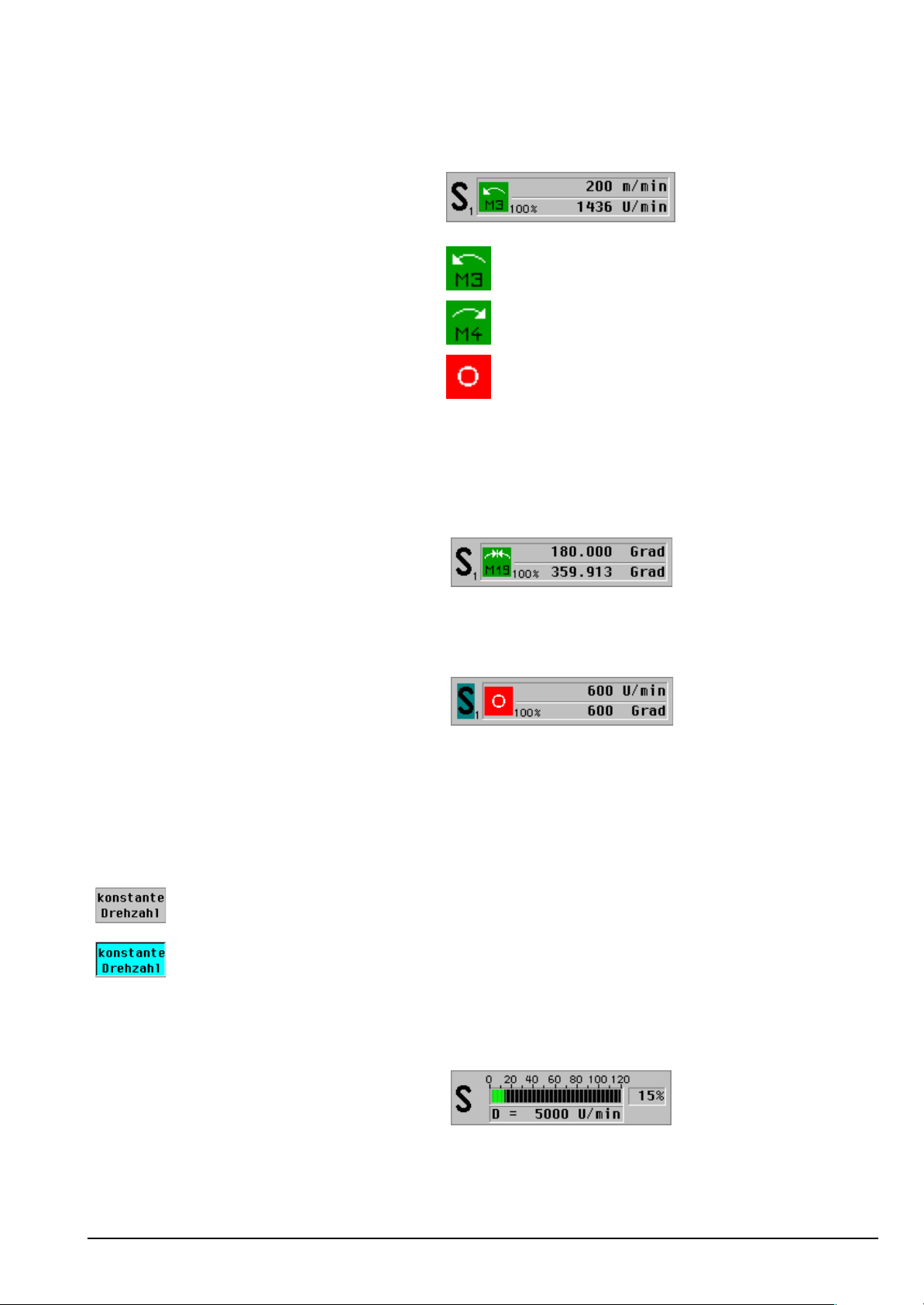
Spindelanzeige
Anzeigeelement Spindelanzeige:
obere Zeile: programmierte Schnittge-
schwindigkeit bzw. Drehzahl
untere Zeile:
aktuelle Drehzahl-Korrektur
tatsächliche Drehzahl (unter
Berücksichtigung der Drehzahlüberlagerung)
kleine Ziffer neben „S“: Getriebestufe
Einheiten:
Schnittgeschwindigkeit: m/min
Drehzahl: U/min
Spindel dreht gegen den Uhrzeigersinn (M3)
Spindel dreht im Uhrzeigersinn (M4)
Spindel Stop
Anzeige bei Spindelpositionierung
(M19):
obere Zeile: Zielposition
untere Zeile: aktuelle Position
Angetriebenes Werkzeug:
Kennzeichnung: das „S“ ist farbig hin-
terlegt
die Anzeige bezieht sich auf das ange-
triebene Werkzeug
Schnittgeschwindigkeit oder Drehzahl einstellen:
8 konstante Schnittgeschwindigkeit einstellen (konstante Drehzahl ist deaktiviert)
8 konstante Drehzahl einstellen
Spindelauslastung
Anzeigeelement Spindelauslastung:
aktuelle Leistung des Spindelmotors
in Bezug zur Motor-Nennleistung
untere Zeile: maximale Drehzahl
(Drehzahlbegrenzung)
HEIDENHAIN MANUALplus 4110 Systembedienung 3.4
Page 17
Maschinendatenanzeige
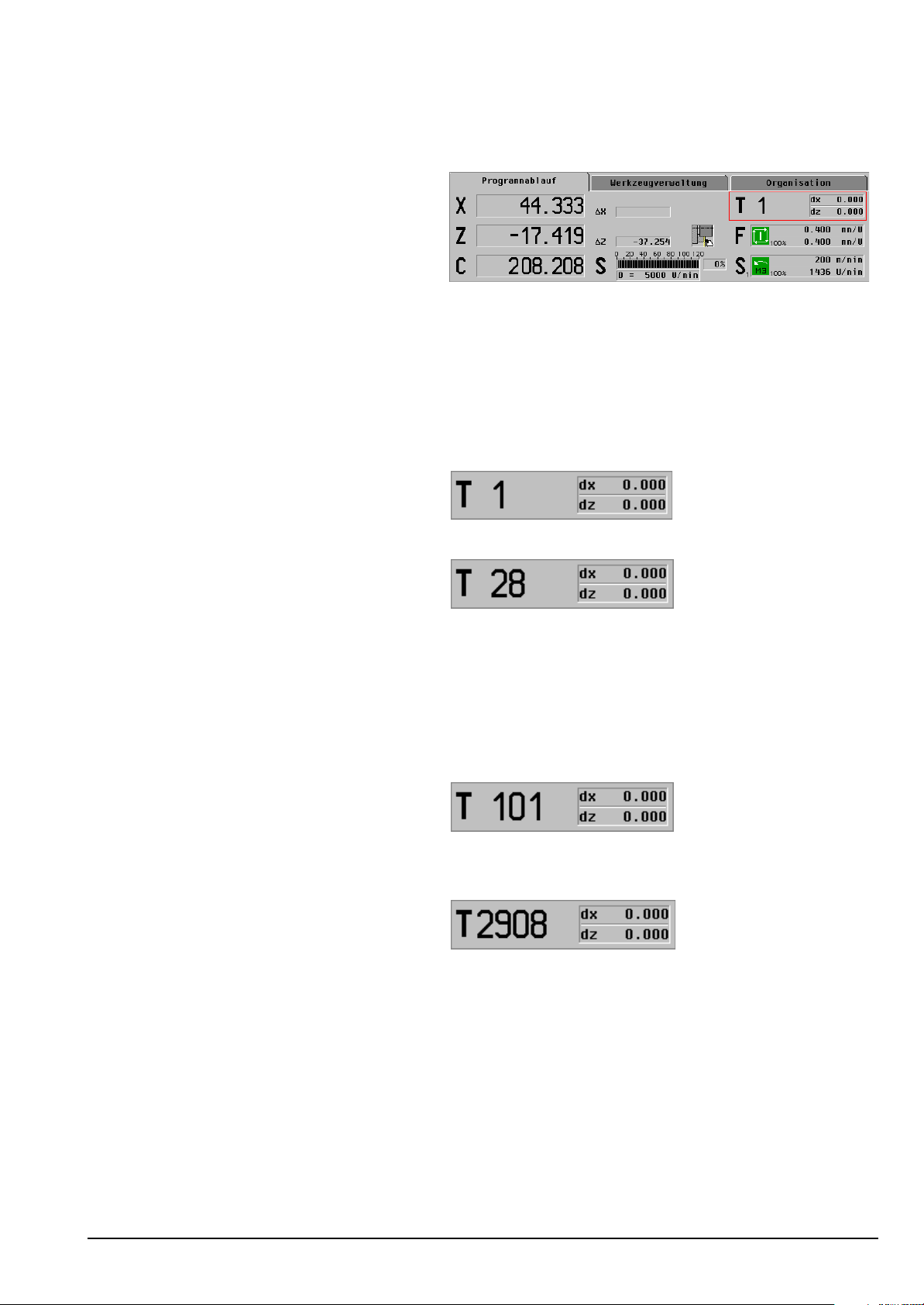
Werkzeuganzeige
Anzeigeelement Werkzeuganzeige:
Kennbuchstabe: T
abhängig vom Werkzeugträger folgt
eine 2- oder 4-stellige T-Anzeige (ohne
führende Nullen)
Felder dx, dz: aktuelle Werkzeugkor-
rektur
Eine Werkzeugaufnahme (2-stellige T-Anzeige)
Die T-Nummer entspricht der Position in der Werkzeugverwaltung.
Beispiel „T1“
T1 aus der Werkzeugverwaltung ist akti-
viert.
Beispiel „T28“
T28 aus der Werkzeugverwaltung ist aktiviert.
Revolver oder automatischer Werkzeugwechsler (4-stellige T-Anzeige)
die ersten zwei Stellen: Position in der Werkzeugverwaltung
die letzten zwei Stellen: eingeschwenkte Position des Revolvers
Beispiel „T101“:
T1 aus der Werkzeugverwaltung ist
aktiviert.
Eingeschwenkte Revolverposition: 1
Beispiel „T2908“:
T29 aus der Werkzeugverwaltung ist
aktiviert.
Eingeschwenkte Revolverposition: 8
HEIDENHAIN MANUALplus 4110 Systembedienung 3.5
Page 18
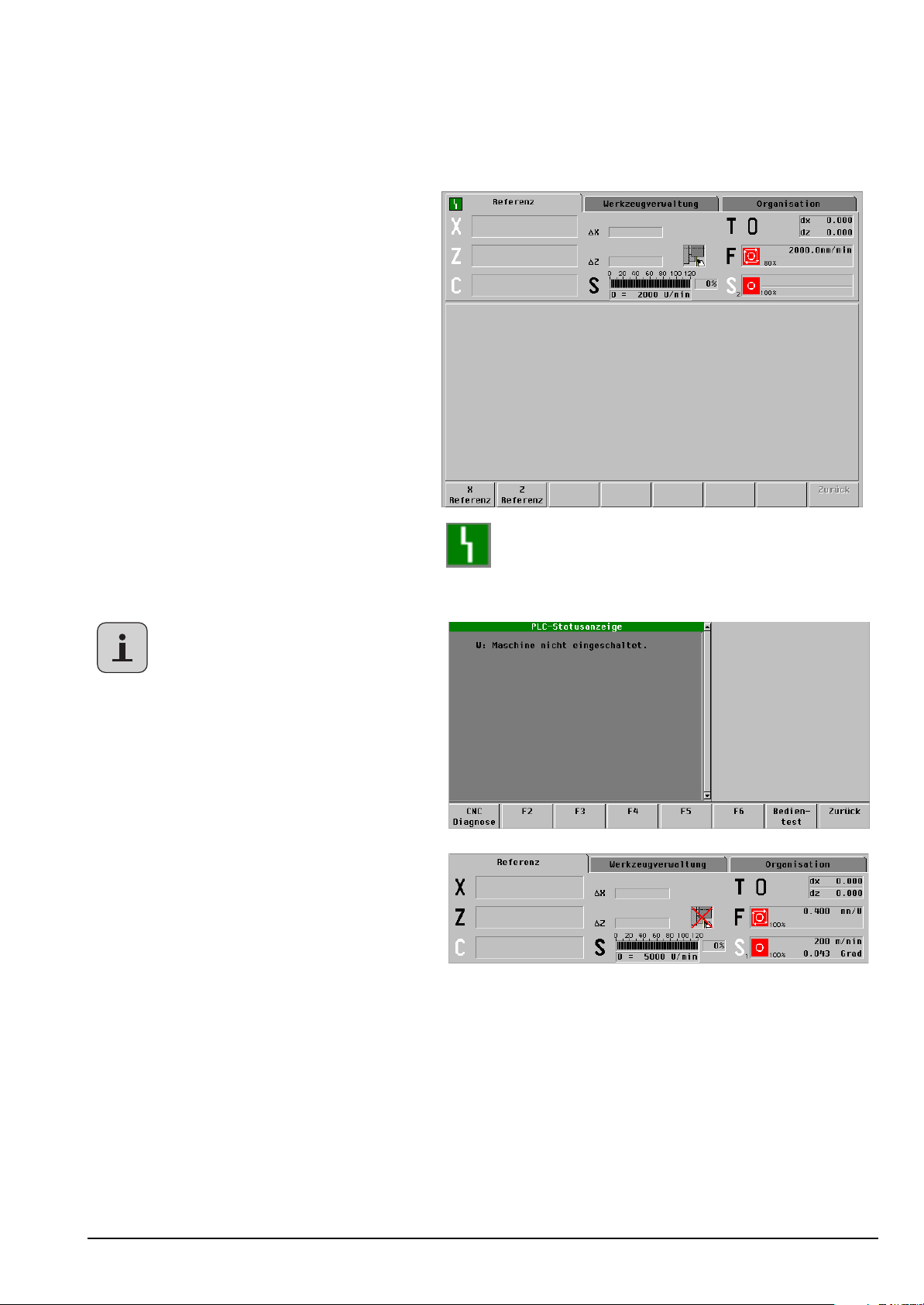
Einschalten und Referenzfahren
Maschine einschalten
8 Hauptschalter ein
Die MANUALplus 4110 zeigt die einzelnen Schritte des Systemstarts in der
Kopfzeile an.
8 PLC-Statusanzeige aufrufen:
Taste Info drücken
(Bei einigen Maschinen wird die PLC-Statusanzeige automatisch aufgerufen.)
8 Antriebe einschalten
(die PLC-Statusanzeige schließt automatisch)
Symbol, dass PLC-Statusinformationen
vorliegen
Achs- und Spindelfreigaben
Die Achsfreigaben erfolgen nach dem Einschalten der Antriebe. Sie können die Achsen per
Handrad oder Handrichtungstasten verfahren. (Bei einigen Maschinen ist es erforderlich, dass
Schutzhauben, Schutztüren, etc. verriegelt werden, um die Achsfreigaben zu erhalten.)
Farben der Kennbuchstaben:
Kennbuchstaben weiss: Achsen sind nicht freigegeben
Kennbuchstaben schwarz: Achsen sind freigegeben
HEIDENHAIN MANUALplus 4110 Systembedienung 3.6
Page 19
Einschalten und Referenzfahren
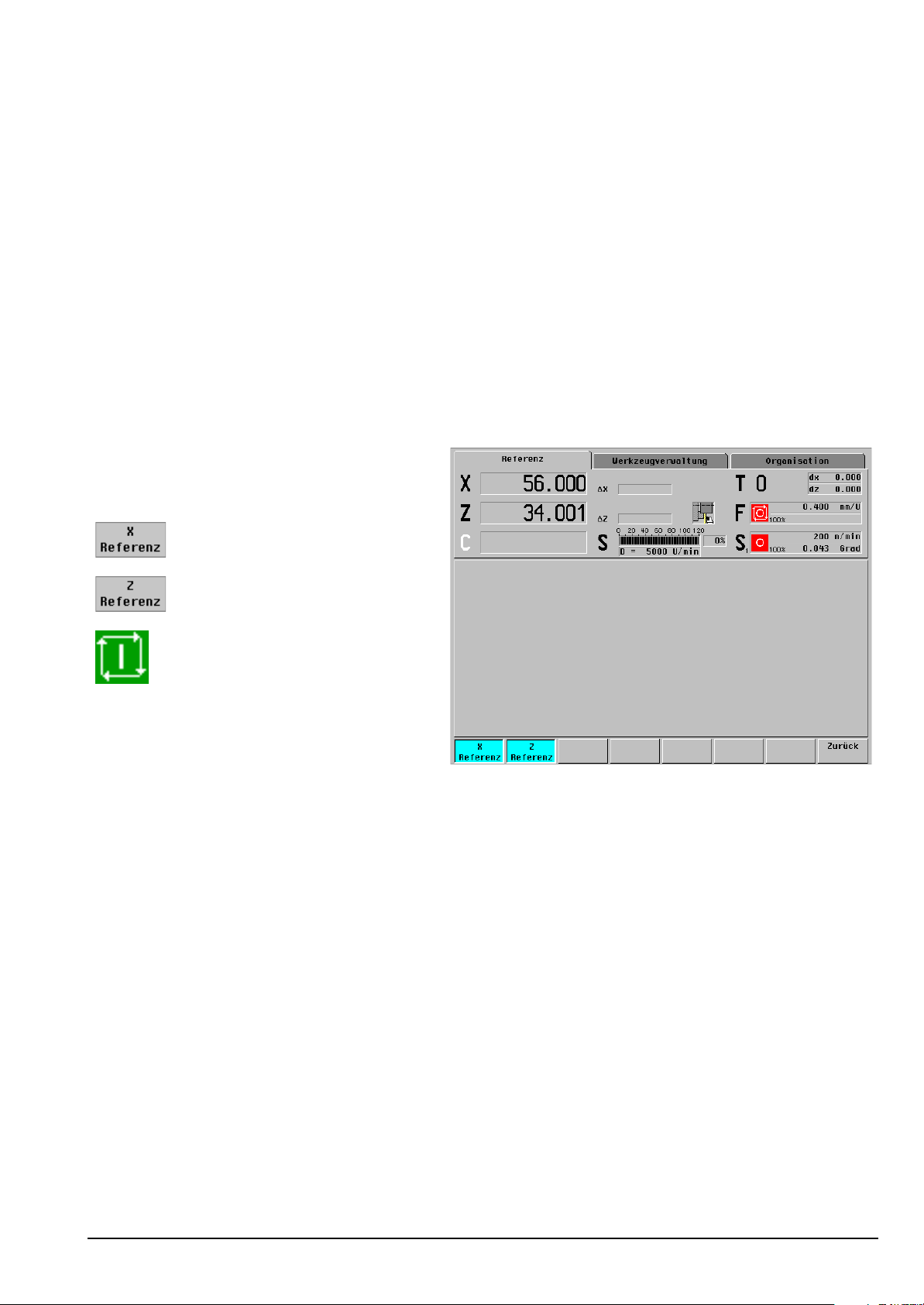
Referenzfahren
Bei Maschine mit Standard-Messgeräten oder abstandscodierten Messgeräten ist das Referenzfahren erforderlich. Ist die Maschine mit EnDat-Messgeräten ausgerüstet, entfällt das Referenzfahren.
Ablauf des Referenzfahrens:
bei Standard-Messgeräten: Es wird ein fester Bezugspunkt angefahren. Die Anfahrrichtung
muss beachtet werden.
bei abstandscodierten Messgeräten: Die MANUALplus 4110 kennt nach kurzer Referenzfahrt
ihre Position. (Es sind alle 20 bis 80 mm Referenzmarken vorhanden).
Referenzpunkte anfahren:
8 Achsen mit Handrädern oder
Achsrichtungstasten vorpositionieren
8 Softkey X Referenz drücken
8 Softkey Z Referenz drücken
8 Zyklus Start aktivieren
HEIDENHAIN MANUALplus 4110 Systembedienung 3.7
Page 20
Einschalten und Referenzfahren
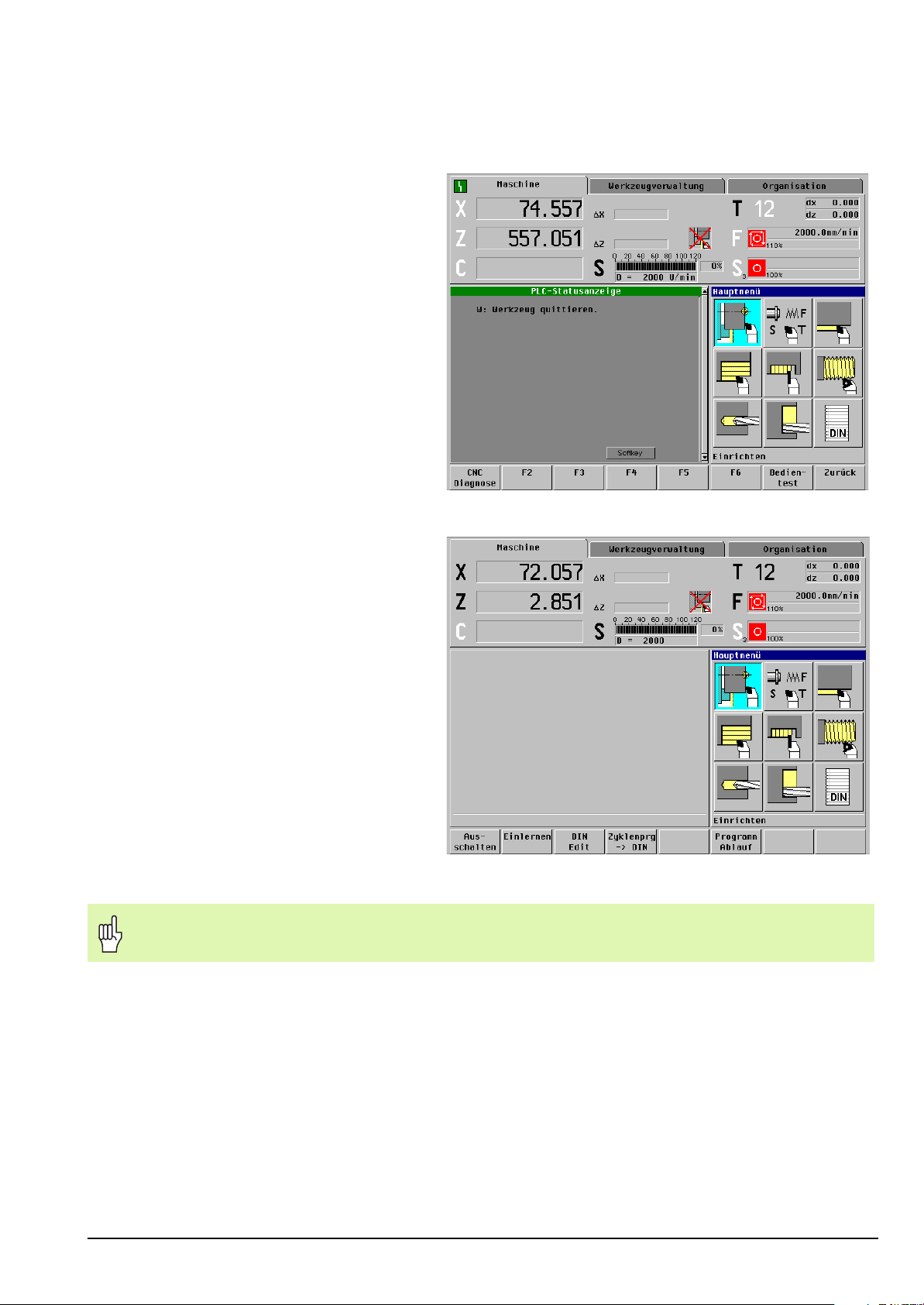
Werkzeug bestätigen
Die MANUALplus 4110 setzt voraus,
dass das zuletzt aktive Werkzeug eingespannt ist.
8 Das Werkzeug mit Schalter Werkzeug-
wechsel bestätigen
(Die Freigaben für Werkzeug und Vorschub erfolgen.)
Bei einigen Maschinen (zum Beispiel mit automatischem Werkzeugwechsler) erfolgt
die Quittierung automatisch.
HEIDENHAIN MANUALplus 4110 Systembedienung 3.8
Page 21
Betriebsartenwechsel
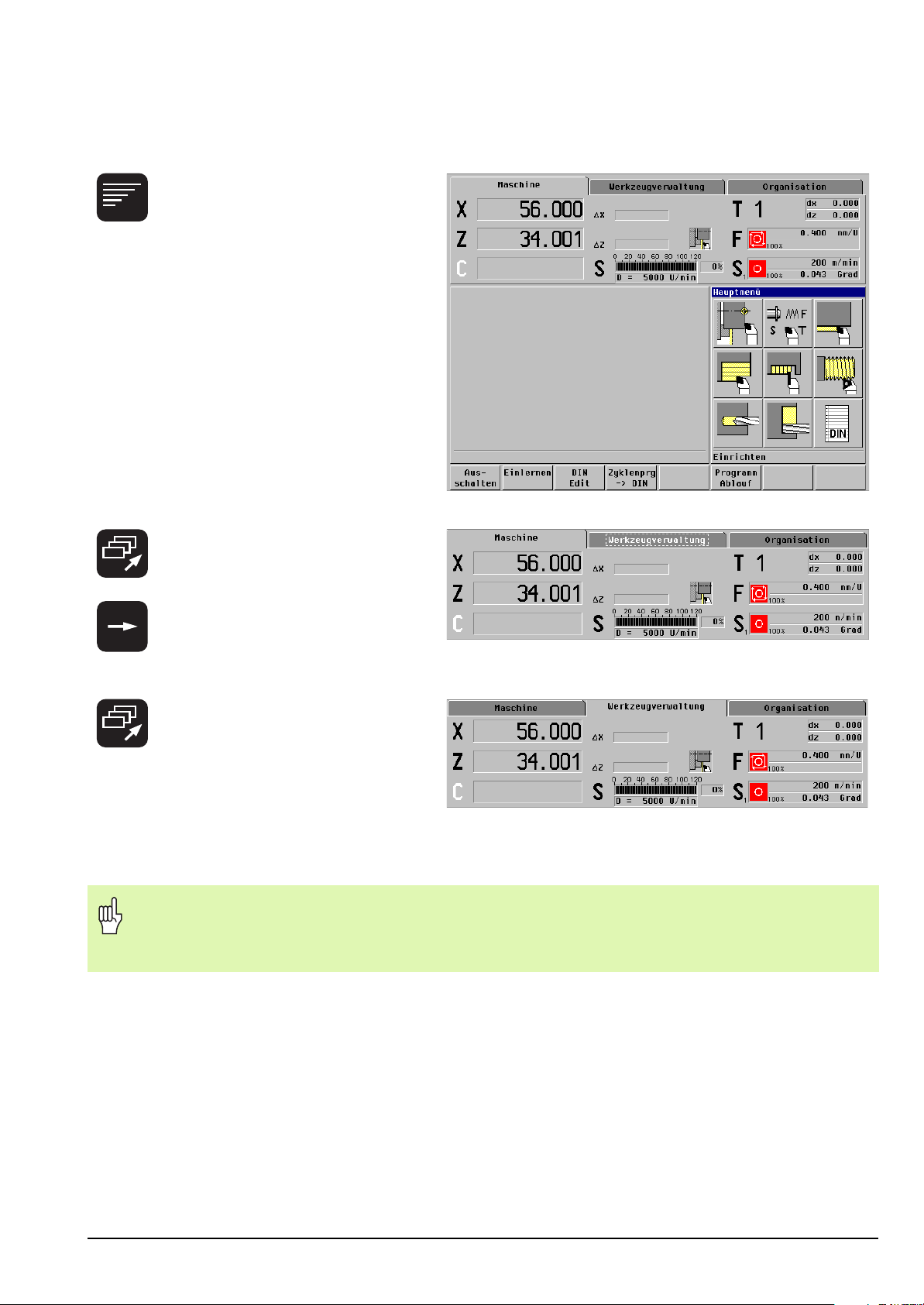
Betriebsart wechseln
8 Hauptmenü der aktuellen
Betriebsart aufrufen:
Taste Menü drücken
8 Betriebsartenzeile anwäh-
len:
Taste Process drücken
8 gewünschte Betriebsart
„markieren“:
Cursor-Taste drücken
8 „markierte“ Betriebsart
aktivieren:
Taste Process erneut drükken
Die aktive Betriebsart wird im „Reiter“ der obersten Bildschirmzeile gekennzeich-
net.
Der Betriebsartenwechsel erfolgt vom Hauptmenü aus.
HEIDENHAIN MANUALplus 4110 Systembedienung 3.9
Page 22

Fehlermeldungen und PLC-Statusinformationen
Das Symbol in der linken oberen Ecke signalisiert Fehlermeldungen oder PLC-Statusinformationen.
8 Fehlerfenster oder PLC-Sta-
tusanzeige öffnen:
Taste Info drücken
Fehlermeldungen bearbeiten:
8 den per Cursor markierten Fehler löschen: Taste Backspace drücken
8 Alle Fehler löschen: Taste Clear drücken
8 Fehlerfenster ohne Löschen der Fehlermeldungen schließen:
Softkey Zurück drücken
PLC-Statusanzeigen bearbeiten:
Rotes Symbol für Fehlermeldungen
Grünes Symbol für PLC-Statusanzeigen
8 Ursache der Meldung beheben, dann wird die Meldung gelöscht und das Fenster geschlossen.
Wechsel zwischen Fehlerfenster und PLC-Statusanzeige:
8 PLC-Statusanzeige aufrufen: Softkey PLC Diagnose drücken
8 Fehlerfenster aufrufen: Softkey CNC Diagnose drücken
HEIDENHAIN MANUALplus 4110 Systembedienung 3.10
Page 23
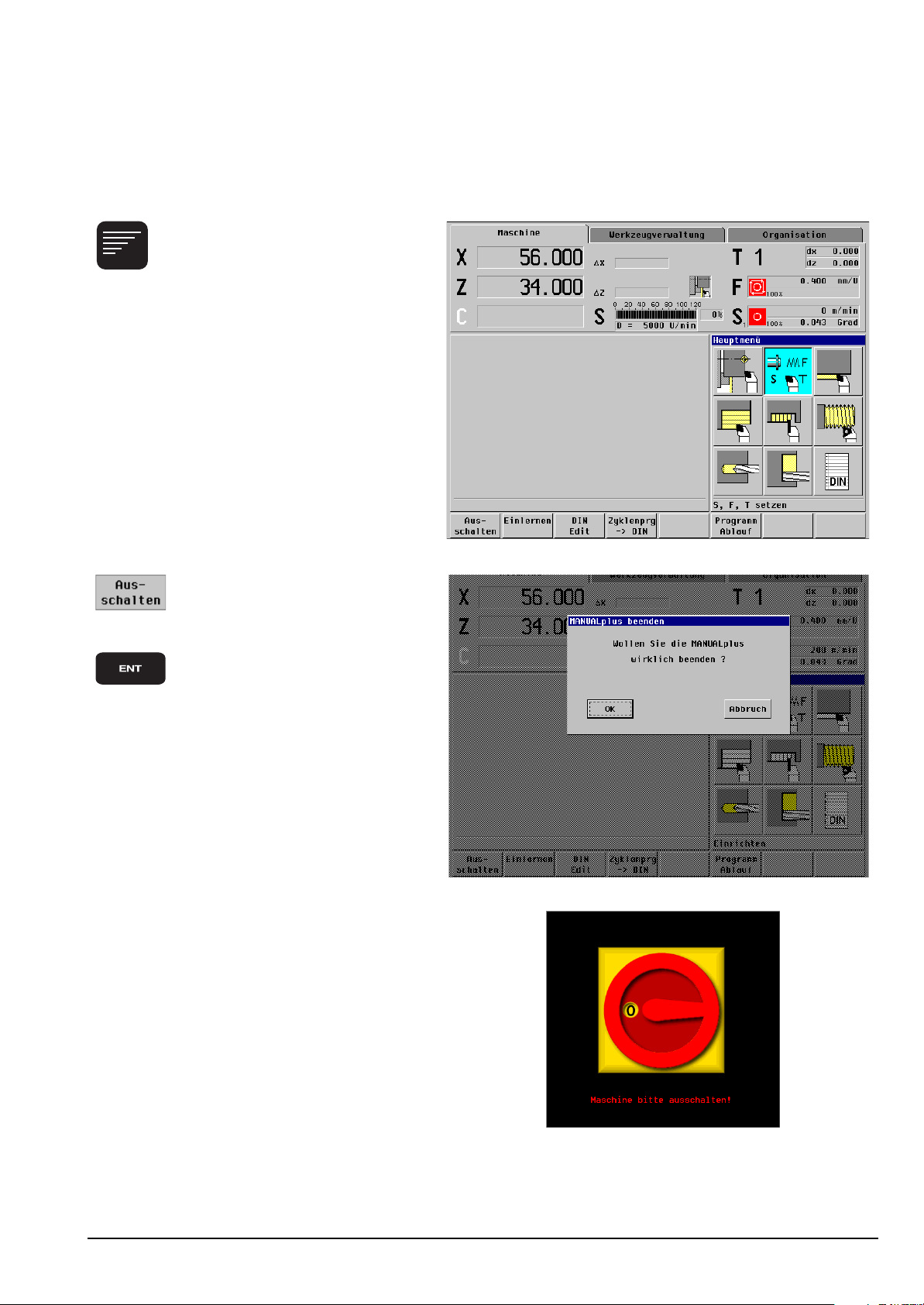
Ausschalten der MANUALplus 4110
Das korrekte Ausschalten ist für die Funktionssicherheit der Steuerung erforderlich. Wird das
nicht berücksichtigt, können Datenverluste oder Funktionsstörungen auftreten.
8 Hauptmenü der Betriebsart
Maschine aufrufen:
Taste Menü drücken
8 Softkey Ausschalten drük-
ken
8 Sicherheitsabfrage bestäti-
gen:
Taste Enter drücken
Wenn das Bild des Hauptschalters in
der Aus-Position erscheint:
8 Maschine mit Hauptschalter ausschal-
ten
HEIDENHAIN MANUALplus 4110 Systembedienung 3.11
Page 24

HEIDENHAIN MANUALplus 4110 Systembedienung 3.12
Page 25

Werkzeug T1 anlegen
Werkzeugdaten
Die Werkzeugbeschreibung beinhaltet die geometrischen Daten und die Schnittwerte. Bei der
Zyklenprogrammierung und bei den Einrichtefunktionen wird dann mit den Schnittwerten aus der
Werkzeugdatei gearbeitet.
Zur besseren Kennzeichnung wird den Werkzeugen eine Bezeichnung, der Werkzeugtext, zugeordnet.
Das erste Werkzeug dient als Referenz-Werkzeug. Die Einstellmaße werden vermessen und
eingegeben. Bei den weiteren Werkzeugen werden die Einstellmaße noch nicht berücksichtigt.
Sie werden später vermaßt.
Schruppwerkzeug T1 Schneidenradius: 0.8 mm
Einstellwinkel: 93°
Spitzenwinkel: 80°
Werkzeug vermessen:
Einstellmaß X: 92 mm
Einstellmaß Z: 62 mm
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.1
Page 26
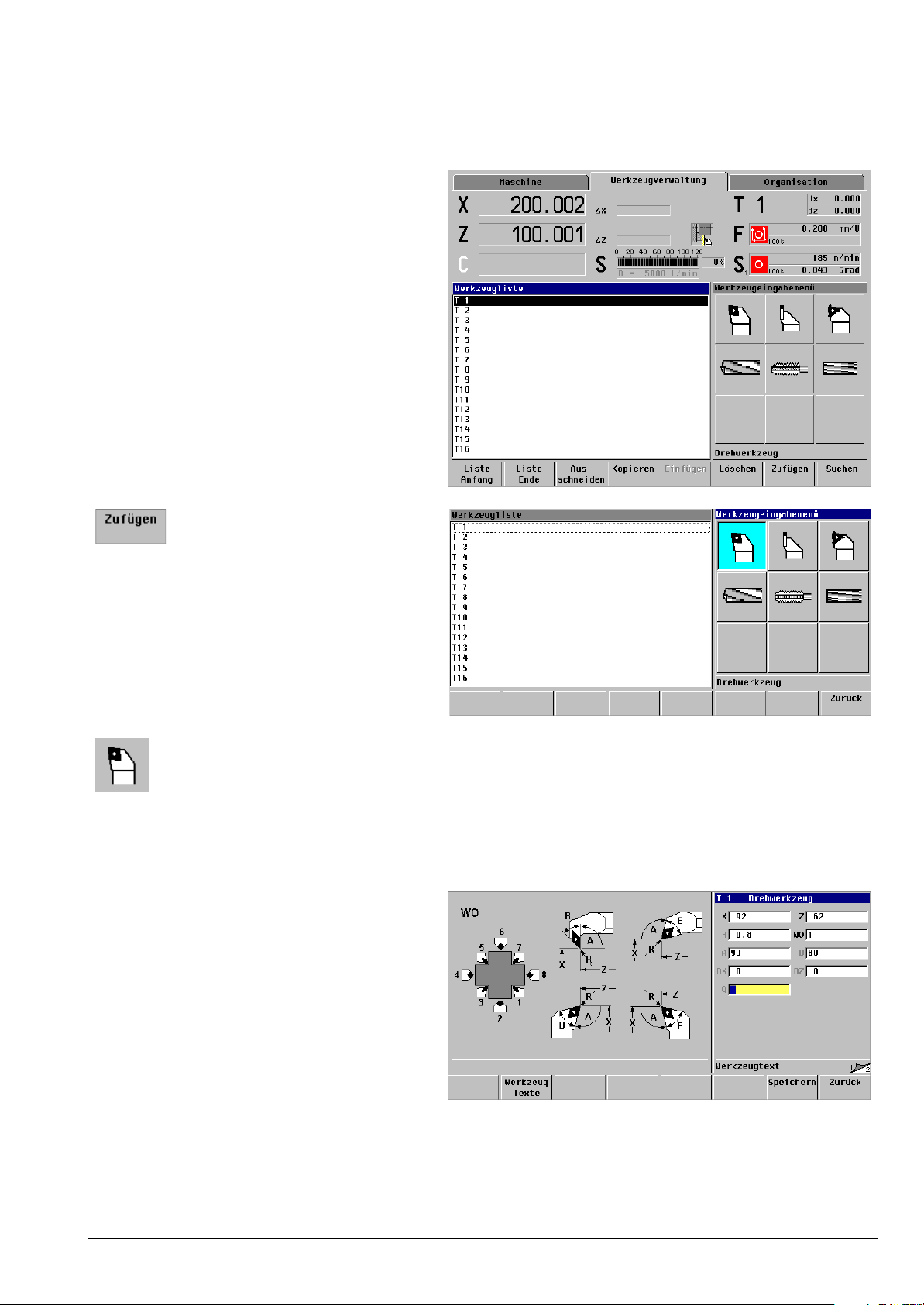
Werkzeug T1 anlegen
Position in der Werkzeugverwaltung festlegen
8 Betriebsart Werkzeugverwaltung
aktivieren
8 Neues Werkzeug einfügen:
Softkey Zufügen drücken
Cursor steht auf Position
T1)
8 Werkzeugtyp wählen:
Menütaste Drehwerkzeug
drücken
Werkzeugdaten eingeben (Teil 1)
8 X Einstellmaß in X: 92 mm
8 Z Einstellmaß in Z: 62 mm
8 R Schneidenradius:0.8 mm
8 WO Werkzeugorientierung: 1
(Außen-Werkzeug, Bearbeitungsrichtung zum Futter)
8 A Einstellwinkel: 93°
8 B Spitzenwinkel: 80°
8 DX Verschleißkorrektur in X: 0 mm
8 DZ Verschleißkorrektur in Z: 0 mm
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.2
Page 27

Werkzeug T1 anlegen
Werkzeugbezeichnung eingeben
8 Softkey Werkzeug Texte
drücken
(Cursor steht auf Position
Q1)
8 Text eingeben:
Softkey Text ändern drükken
8 „Schruppen Aussen“ einge-
ben:
Mit Cursor-Tasten die einzelnen Buchstaben anwählen und mit Taste Enter
bestätigen
8 Eingegebenen Text spei-
chern:
Softkey Speichern drücken
8 Textnummer in Parameter
Werkzeugtext Q übernehmen:
Softkey Übernahme
Textnr. drücken
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.3
Page 28
Werkzeug T1 anlegen
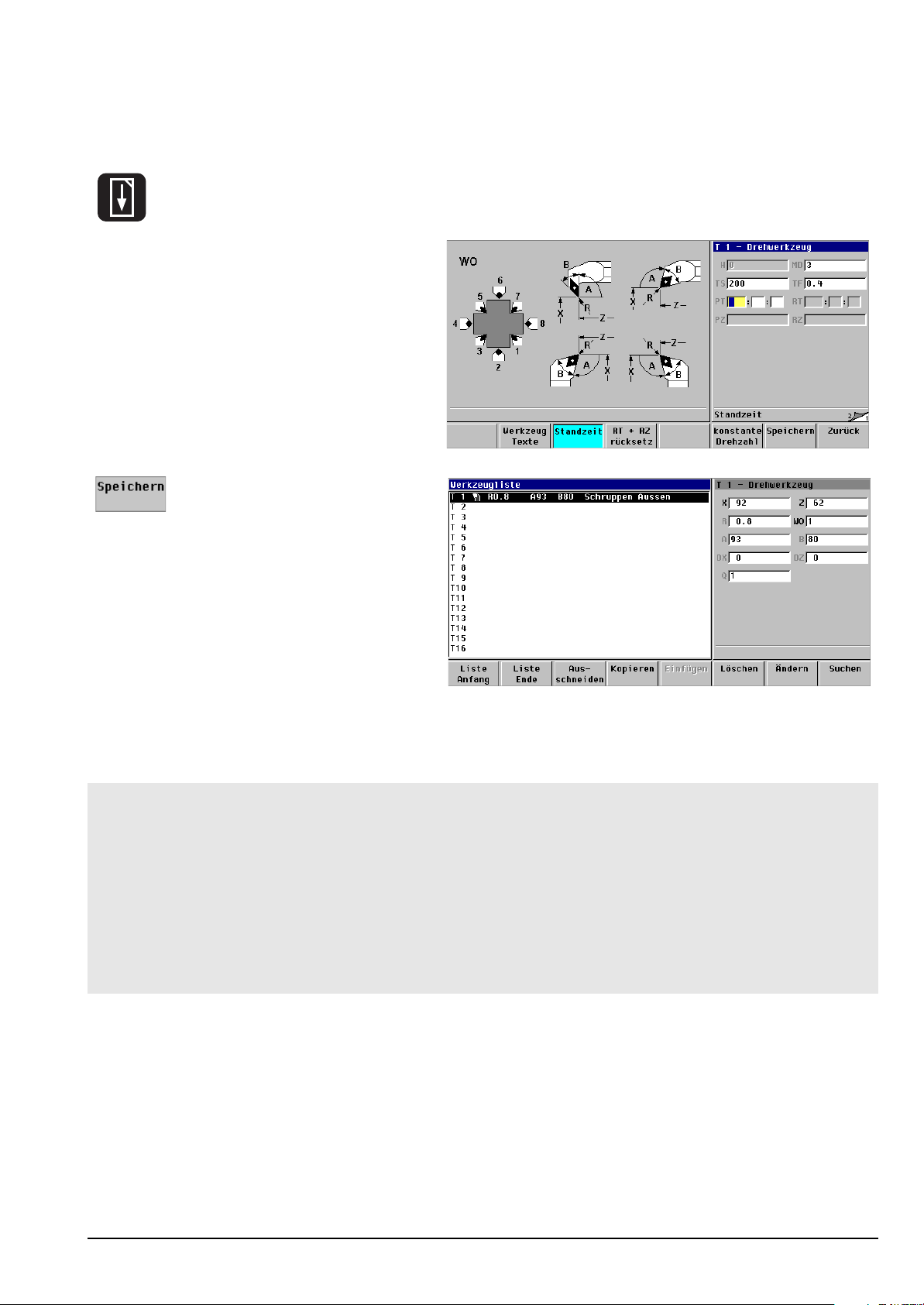
Werkzeugdaten eingeben (Teil 2)
8 Taste Seite vor drücken
8 MD Drehrichtung M3=3, M4=4:3
(3=Drehrichtung rechts)
8 TS Schnittgeschwindigkeit:
200 m/min
8 TF Vorschub: 0.4 mm/U
8 PZ Stückzahl: keine Eingabe
8 Werkzeugdaten speichern:
Softkey Speichern drücken
Übersicht Werkzeugdaten T1
X Einstellmaß in X : 92 mm
Z Einstellmaß in Z: 62 mm
R Schneidenradius: 0.8 mm
WO Werkzeugorientierung: 1
A Einstellwinkel: 93°
B Spitzenwinkel: 80°
DX Verschleißkorrektur in X: 0 mm
DZ Verschleißkorrektur in Z: 0 mm
Q Werkzeugtext: 1
MD Drehrichtung M3=3, M4=4: 3
TS Schnittgeschwindigkeit: 200 m/min
TF Vorschub: 0.4 mm/U
PT Standzeit/PZ Stückzahl: –
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.4
Page 29
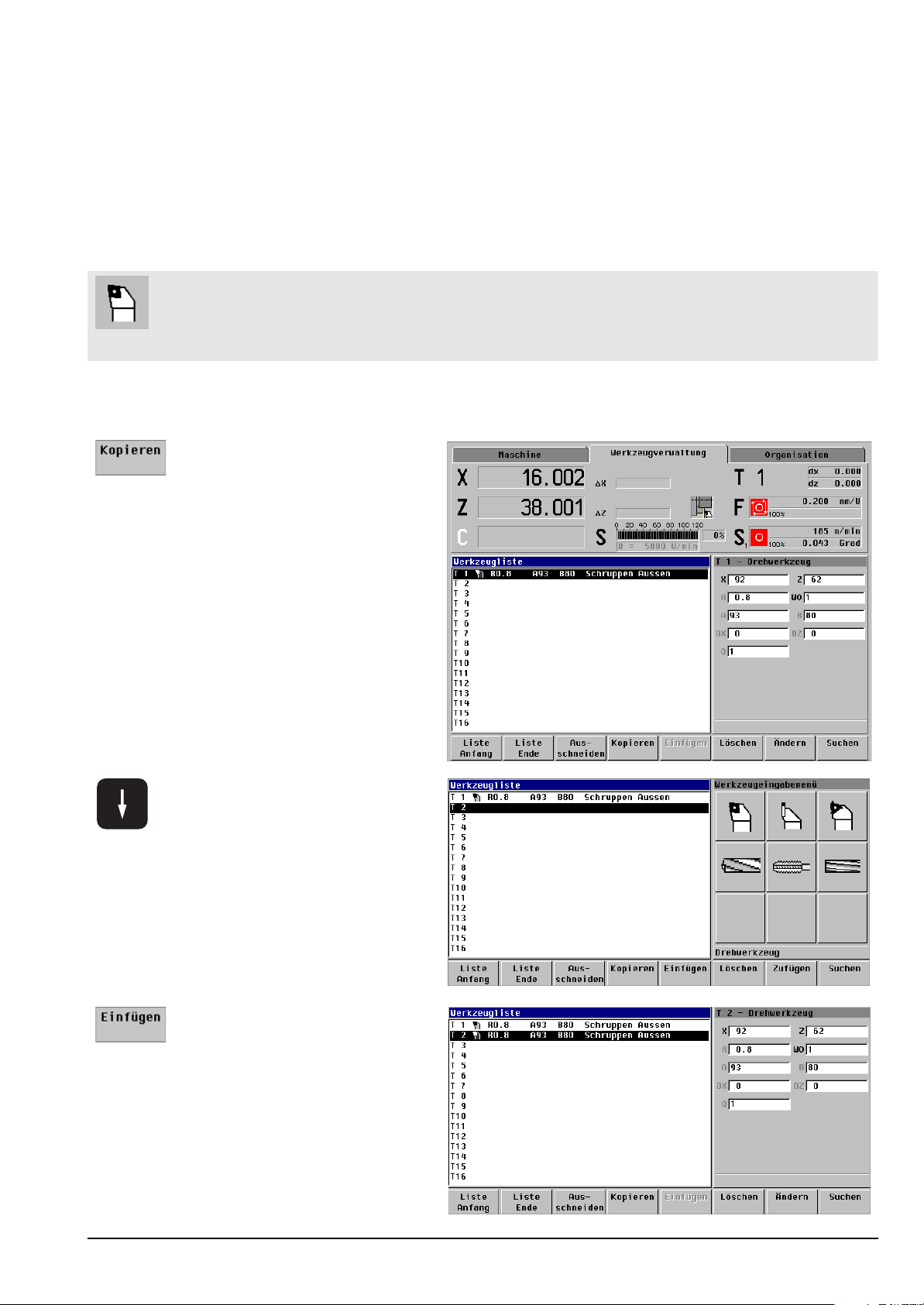
Werkzeug T2 anlegen durch Kopieren
Kopieren
Sie können Werkzeuge gleichen Typs kopieren. Dadurch wird die Dateneingabe reduziert.
Das Werkzeug T2 unterscheidet sich in den Einstellmaßen und dem Spitzenwinkel von T1. Die
Einstellmaße werden vorerst übernommen und später genau ermittelt.
Schruppwerkzeug T2 Schneidenradius: 0.8 mm
Einstellwinkel: 93°
Spitzenwinkel: 55°
Werkzeugdaten übernehmen, Position in der Werkzeugverwaltung festlegen
8 Werkzeugdaten T1 in den
Zwischenspeicher laden:
Softkey Kopieren drücken
8 Cursor auf Position T2 stel-
len:
Cursor-Taste drücken
8 Werkzeugdaten aus Zwi-
schenspeicher auf Position
T2 einfügen:
Softkey Einfügen drücken
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.5
Page 30
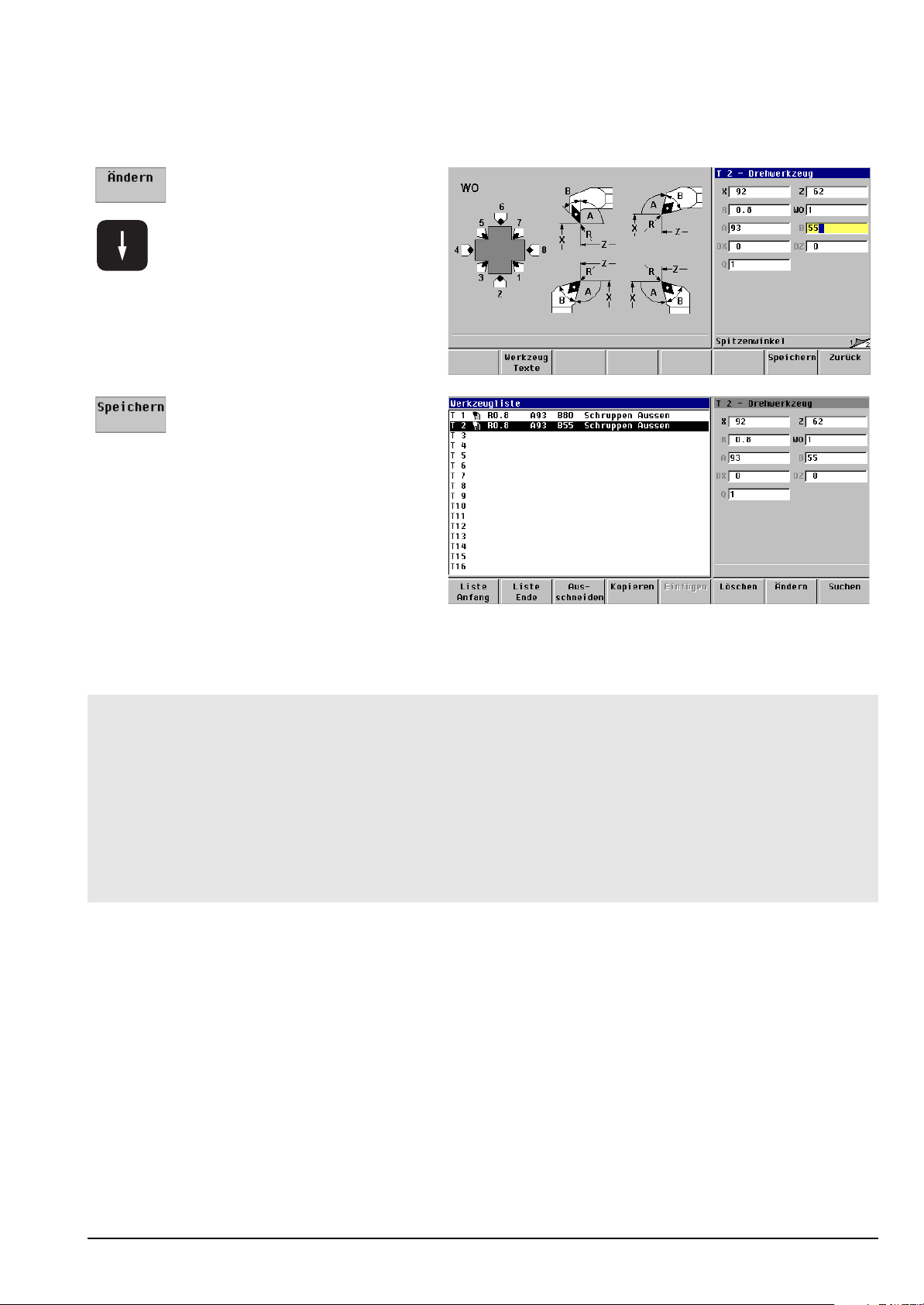
Werkzeug T2 anlegen durch Kopieren
Werkzeugdaten anpassen
8 Softkey Ändern drücken
8 Cursor auf Eingabefeld
B Spitzenwinkel stellen:
Cursor-Taste mehrfach
drücken
8 B Spitzenwinkel: 55°
8 Werkzeugdaten T2 spei-
chern:
Softkey Speichern drücken
Übersicht Werkzeugdaten T2
X Einstellmaß in X : 92 mm
Z Einstellmaß in Z: 62 mm
R Schneidenradius: 0.8 mm
WO Werkzeugorientierung: 1
A Einstellwinkel: 93°
B Spitzenwinkel: 55°
DX Verschleißkorrektur in X: 0 mm
DZ Verschleißkorrektur in Z: 0 mm
Q Werkzeugtext: 1
MD Drehrichtung M3=3, M4=4: 3
TS Schnittgeschwindigkeit: 200 m/min
TF Vorschub: 0.4 mm/U
PT Standzeit/PZ Stückzahl: –
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.6
Page 31

Werkzeug T6 anlegen durch Kopieren
Schlichtwerkzeug T6 Schneidenradius: 0.4 mm
Einstellwinkel: 93°
Spitzenwinkel: 55°
Werkzeugdaten übernehmen, Position in der Werkzeugverwaltung festlegen
Die Einstellmaße werden vorerst übernommen und später genau ermittelt.
8 Werkzeugdaten T2 in den
Zwischenspeicher laden:
Softkey Kopieren drücken
8 Cursor auf Position T6 stel-
len:
Cursor-Taste mehrfach
drücken
8 Werkzeugdaten aus Zwi-
schenspeicher auf Position
T6 einfügen:
Softkey Einfügen drücken
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.7
Page 32

Werkzeug T6 anlegen durch Kopieren
Werkzeugdaten anpassen (Teil 1)
8 Softkey Ändern drücken
8 Cursor auf Eingabefeld
R Schneidenradius stellen:
Cursor-Taste mehrfach
drücken
8 R Schneidenradius: 0.4 mm
Werkzeugbezeichnung eingeben
8 Softkey Werkzeug Texte
drücken
8 Cursor auf Position Q2 stel-
len:
Cursor-Taste drücken
8 Softkey Text ändern drük-
ken
8 Text „Schlichten Aussen“
mit eingeblendeter Alphatastatur eingeben
8 Softkey Speichern drücken
8 Textnummer in Parameter
Werkzeugtext Q übernehmen:
Softkey Übernahme
Textnr. drücken
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.8
Page 33

Werkzeug T6 anlegen durch Kopieren
Werkzeugdaten anpassen (Teil 2)
8 Taste Seite vor drücken
8 TS Schnittgeschwindigkeit:
220 m/min
8 TF Vorschub: 0.25 mm/U
8 Werkzeugdaten speichern:
Softkey Speichern drücken
Übersicht Werkzeugdaten T6
X Einstellmaß in X : 92 mm
Z Einstellmaß in Z: 62 mm
R Schneidenradius: 0.4 mm
WO Werkzeugorientierung: 1
A Einstellwinkel: 93°
B Spitzenwinkel: 55°
DX Verschleißkorrektur in X: 0 mm
DZ Verschleißkorrektur in Z: 0 mm
Q Werkzeugtext: 2
MD Drehrichtung M3=3, M4=4: 3
TS Schnittgeschwindigkeit: 220 m/min
TF Vorschub: 0.25 mm/U
PT Standzeit/PZ Stückzahl: –
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.9
Page 34

Werkzeug T8 anlegen
Gewindewerkzeug T8 Die Einstellmaße werden vorläufig mit „0“ angege-
ben.
Position in der Werkzeugverwaltung festlegen
8 Cursor auf Position T8 stel-
len: Cursor-Taste mehrfach
drücken
8 Neues Werkzeug einfügen:
Softkey Zufügen drücken
8 Werkzeugtyp wählen:
Menütaste Gewindewerkzeug drücken
Werkzeugdaten eingeben (Teil 1)
8 X Einstellmaß in X:0 mm
8 Z Einstellmaß in Z: 0 mm
8 WO Werkzeugorientierung: 1
(Außen-Werkzeug, Bearbeitungsrichtung zum Futter)
8 DX Verschleißkorrektur in X: 0 mm
8 DZ Verschleißkorrektur in Z: 0 mm
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.10
Page 35

Werkzeug T8 anlegen
Werkzeugbezeichnung eingeben
8 Softkey Werkzeug Texte
drücken
8 Cursor auf Position Q3 stel-
len:
Cursor-Taste drücken
8 Text eingeben:
Softkey Text ändern drükken
8 Text „Gewinde Aussen“ mit
eingeblendeter Alphatastatur eingeben
8 Softkey Speichern drücken
8 Textnummer in Parameter
Werkzeugtext Q übernehmen:
Softkey Übernahme
Textnr. drücken
Werkzeugdaten eingeben (Teil 2)
8 Taste Seite vor drücken
8 MD Drehrichtung M3=3, M4=4:3
(3=Drehrichtung rechts)
8 TS Drehzahl: 600 U/min
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.11
Page 36

Werkzeug T8 anlegen
8 Werkzeugdaten speichern:
Softkey Speichern drücken
Übersicht Werkzeugdaten T8
X Einstellmaß in X : 0 mm
Z Einstellmaß in Z: 0 mm
WO Werkzeugorientierung: 1
DX Verschleißkorrektur in X: 0 mm
DZ Verschleißkorrektur in Z: 0 mm
Q Werkzeugtext: 3
MD Drehrichtung M3=3, M4=4: 3
TS Drehzahl: 600 U/min
PT Standzeit/PZ Stückzahl: –
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.12
Page 37

Werkzeug T10 anlegen
Stechwerkzeug T10 Schneidenradius: 0.2 mm
Schneidenbreite: 5 mm
Die Einstellmaße werden vorläufig mit „0“ angegeben.
Position in der Werkzeugverwaltung festlegen
8 Cursor auf Position T10 stel-
len:
Cursor-Taste mehrfach
drücken
8 Neues Werkzeug einfügen:
Softkey Zufügen drücken
8 Werkzeugtyp wählen:
Menütaste Stechwerkzeug drücken
Werkzeugdaten eingeben (Teil 1)
8 X Einstellmaß in X:0 mm
8 Z Einstellmaß in Z:0 mm
8 R Schneidenradius:0.2 mm
8 WO Werkzeugorientierung: 1
8 K Schneidenbreite: 5 mm
8 DX Verschleißkorrektur in X: 0 mm
8 DZ Verschleißkorrektur in Z: 0 mm
8 DS Sonderkorrektur: 0 mm
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.13
Page 38

Werkzeug T10 anlegen
Werkzeugbezeichnung eingeben
8 Softkey Werkzeug Texte
drücken
8 Cursor auf Position Q4 stel-
len:
Cursor-Taste drücken
8 Text eingeben:
Softkey Text ändern drükken
8 Text „Stechen Aussen“ mit
eingeblendeter Alphatastatur eingeben
8 Softkey Speichern drücken
8 Textnummer in Parameter
Werkzeugtext Q übernehmen:
Softkey Übernahme
Textnr. drücken
Werkzeugdaten eingeben (Teil 2)
8 Taste Seite vor drücken
8 MD Drehrichtung M3=3, M4=4:3
(3=Drehrichtung rechts)
8 TS Schnittgeschwindigkeit:
120 m/min
8 TF Vorschub: 0.2 mm/U
8 PZ Stückzahl: keine Eingabe
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.14
Page 39

Werkzeug T10 anlegen
8 Werkzeugdaten speichern:
Softkey Speichern drücken
Übersicht Werkzeugdaten T10
X Einstellmaß in X : 0 mm
Z Einstellmaß in Z: 0 mm
R Schneidenradius: 0.2 mm
WO Werkzeugorientierung: 1
K Schneidenbreite: 5 mm
DX Verschleißkorrektur in X: 0 mm
DZ Verschleißkorrektur in Z: 0 mm
DS Sonderkorrektur: 0 mm
Q Werkzeugtext: 4
MD Drehrichtung M3=3, M4=4: 3
TS Schnittgeschwindigkeit: 120 m/min
TF Vorschub: 0.2 mm/U
PT Standzeit/PZ Stückzahl: –
HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.15
Page 40

HEIDENHAIN MANUALplus 4110 Werkzeugverwaltung 4.16
Page 41

Werkzeuge vermessen vorbereiten
Werkzeuge vermessen
Die Werkzeug-Einstellmaße werden in Bezug zu dem vermessenen Werkzeug T1 ermittelt.
ersten Schritt: Werkstück-Nullpunkt festgelegen und „Messdurchmesser“ erstellen
weitere Schritte: Einstellmaße der Werkzeuge durch „Ankratzen“ ermitteln
Maschine vorbereiten
8 Werkstück einspannen
8 Werkzeug T1 einspannen
Maschinendaten eingeben
8 Hauptmenü aufrufen:
Taste Menü drücken
8 Maschinendaten-Eingabe
wählen:
Menütaste S, F, T setzen
drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.1
Page 42

Werkzeuge vermessen vorbereiten
Werkzeug aus der Werkzeugdatei übernehmen:
8 Werkzeugdatei öffnen:
Softkey Werkzeugliste
drücken
8 Werkzeug T1 übernehmen:
Softkey Übernahme Werkzeug drücken
8 Schnittgeschwindigkeit und
Vorschub aus der Werkzeugdatei übernehmen:
Softkey S,F vom Werk-
zeug drücken
Eingaben, bzw. übernommene Maschinendaten:
8 T Werkzeugnummer: 1
8 S Schnittgeschwindigkeit: 200 m/min
8 F Umdrehungsvorschub: 0.4 mm/U
8 D maximale Drehzahl: 2000 U/min
8 A Stillsetzungswinkel: keine Eingabe
8 Maschinendaten aktivieren:
Softkey Speichern drücken
Die maximale Drehzahl ist von der Maschine und dem eingespannten Werkstück abhän-
gig.
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.2
Page 43

Werkzeuge vermessen vorbereiten
8 T1 per Werkzeugwechsel-Taste
bestätigen
8 Zurück zum Hauptmenü:
Softkey Zurück drücken
Werkstück-Nullpunkt festlegen
8 Spindel einschalten
8 das Werkzeug mit den Handrädern
an das Werkstück positionieren
8 Hauptmenü aufrufen:
Taste Menü drücken
8 Einrichte-Funktionen aufru-
fen:
Menütaste Einrichten drükken
8 „Nullpunkt setzen“ aufru-
fen:
Menütaste Achswerte set-
zen drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.3
Page 44

Werkzeuge vermessen vorbereiten
Planfläche erstellen
8 Werkstück plan drehen: Mit dem Handrad in X-Richtung planen.
8 Werkzeug in X-Richtung freifahren
8 Planfläche als Werkstück-
Nullpunkt definieren:
Softkey Z=0 drücken
Anzeige: Die Istwertanzeige zeigt jetzt
für die Z-Achse „0“ an.
8 Zurück zum Einrichtemenü:
Softkey Zurück drücken
8 Zurück zum Hauptmenü:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.4
Page 45

Einstellmaße T1 ermitteln
Einstellmaße T1
Für T1 sind die ungefähren Einstellmaße eingetragen. Sie ermitteln die präzisen Einstellmaße wie
folgt:
Einstellmaß X: Messdurchmesser drehen und vermessen
Einstellmaß Z: ist bereits mit der Definition des Werkstück-Nullpunkts festgelegt
Funktion „Werkzeug messen“ aufrufen
8 Hauptmenü aufrufen:
Taste Menü drücken
8 Maschinendaten-Eingabe
wählen:
Menütaste S, F, T setzen
drücken
(Das Werkzeug T1 ist
bereits aktiviert.)
8 „Werkzeug vermessen“
aufrufen:
Softkey Werkzeug messen
drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.5
Page 46

Einstellmaße T1 ermitteln
Messdurchmesser fertigen
8 Messdurchmesser drehen
8 Werkzeug in Z-Richtung freifahren
8 gedrehten Durchmesser messen (Beispiel: Durchmesser = 58 mm)
Einstellmaße eingeben
8 Messdurchmesser in X Meß-
punktkoordinate eintragen
8 Softkey Übernahme X drük-
ken
Die MANUALplus 4110 errechnet das
Einstellmaß X und trägt es in die Werkzeugdatei ein.
Anzeige: Die Istwertanzeige zeigt jetzt den für die X-Achse eingegebenen Wert an.
8 Werkzeug T1 vermessen
beenden:
Softkey Zurück drücken
Hinweis zum Einstellmaß in Z: Entscheidend für die Programmierung und Anzeige ist
die Position der Werkzeugspitze in Relation zum Werkstück-Nullpunkt. Kleine Abweichungen von dem tatsächlichen Werkzeug-Längenmaß beeinträchtigen weder das
Arbeiten mit der Maschine noch die Qualität der Werkstückbearbeitung.
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.6
Page 47

Einstellmaße T2 ermitteln
Einstellmaße T2
Sie ermitteln die präzisen Einstellmaße wie folgt:
Einstellmaß X: Messdurchmesser ankratzen
Einstellmaß Z: Planfläche (Werkstück-Nullpunkt) ankratzen
Werkzeug T2 aktivieren
Situation nach dem Vermessen von
Werkzeug T1
8 Werkzeugdatei öffnen:
Softkey Werkzeugliste
drücken
8 Cursor auf Position T2 stel-
len:
Cursor-Taste drücken
8 Softkey Übernahme Werk-
zeug drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.7
Page 48

Einstellmaße T2 ermitteln
8 Softkey S,F vom Werkzeug
drücken:
Eingaben, bzw. übernommene Maschinendaten:
8 T Werkzeugnummer: 2
8 S Schnittgeschwindigkeit: 200 m/min
8 F Umdrehungsvorschub: 0.4 mm/U
8 D maximale Drehzahl: 2000 U/min
8 A Stillsetzungswinkel: keine Eingabe
8 Werkzeug aktivieren:
Softkey Speichern drücken
8 Werkzeug T2 einsetzen
8 T2 per Werkzeugwechsel-Taste
bestätigen
8 Funktion „Werkzeug ver-
messen“ aufrufen:
Softkey Werkzeug messen
drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.8
Page 49

Einstellmaße T2 ermitteln
Messdurchmesser ankratzen
8 Messdurchmesser ankratzen
8 Werkzeug in Z-Richtung freifahren
8 „angekratzten“ Messdurch-
messer in X Meßpunktkoordinate eintragen
8 Softkey Übernahme X drük-
ken
Planfläche ankratzen
8 Planfläche ankratzen
8 Werkzeug in X-Richtung freifahren
8 „0“ (Position Werkstück-
Nullpunkt) in Z Meßpunktkoordinate eintragen
8 Softkey Übernahme Z drük-
ken
8 Werkzeug T2 vermessen
beenden:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.9
Page 50

Einstellmaße T6 ermitteln
Einstellmaße T6
Sie ermitteln die präzisen Einstellmaße wie folgt:
Einstellmaß X: Messdurchmesser ankratzen
Einstellmaß Z: Planfläche (Werkstück-Nullpunkt) ankratzen
Werkzeug T6 aktivieren
Situation nach dem Vermessen von
Werkzeug T2.
8 Werkzeugdatei öffnen:
Softkey Werkzeugliste
drücken
8 Cursor auf Position T6 stel-
len:
Cursor-Taste mehrfach
drücken
8 Softkey Übernahme Werk-
zeug drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.10
Page 51

Einstellmaße T6 ermitteln
8 Softkey S,F vom Werkzeug
drücken
Eingaben, bzw. übernommene Maschinendaten:
8 T Werkzeugnummer: 6
8 S Schnittgeschwindigkeit: 220 m/min
8 F Umdrehungsvorschub: 0.25 mm/U
8 D maximale Drehzahl: 2000 U/min
8 A Stillsetzungswinkel: keine Eingabe
8 Werkzeug aktivieren:
Softkey Speichern drücken
8 Werkzeug T6 einsetzen
8 T6 per Werkzeugwechsel-Taste
bestätigen
8 Funktion „Werkzeug ver-
messen“ aufrufen:
Softkey Werkzeug messen
drücken
Messdurchmesser ankratzen
8 Messdurchmesser ankratzen
8 Werkzeug in Z-Richtung freifahren
8 „angekratzten“ Messdurch-
messer in X Meßpunktkoordinate eintragen
8 Softkey Übernahme X drük-
ken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.11
Page 52

Einstellmaße T6 ermitteln
Planfläche ankratzen
8 Planfläche ankratzen
8 Werkzeug in X-Richtung freifahren
8 „0“ (Position Werkstück-
Nullpunkt) in Z Meßpunktkoordinate eintragen
8 Softkey Übernahme Z drük-
ken
8 Werkzeug T6 vermessen
beenden:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.12
Page 53

Einstellmaße T8 ermitteln
Einstellmaße T8
Sie ermitteln die präzisen Einstellmaße wie folgt:
Einstellmaß X: Messdurchmesser ankratzen
Einstellmaß Z: Planfläche (Werkstück-Nullpunkt) ankratzen
Werkzeug T8 aktivieren
Situation nach dem Vermessen von
Werkzeug T6.
8 Werkzeugdatei öffnen:
Softkey Werkzeugliste
drücken
8 Cursor auf Position T8 stel-
len:
Cursor-Taste mehrfach
drücken
8 Softkey Übernahme Werk-
zeug drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.13
Page 54

Einstellmaße T8 ermitteln
8 Softkey S,F vom Werkzeug
drücken
Eingaben, bzw. übernommene Maschinendaten:
8 T Werkzeugnummer: 8
8 S Drehzahl: 600 U/min
8 F Umdrehungsvorschub: –
8 D maximale Drehzahl: 2000 U/min
8 A Stillsetzungswinkel: keine Eingabe
8 Werkzeug aktivieren:
Softkey Speichern drücken
Der Parameter F Umdrehungsvorschub wird bei Gewindewerkzeugen nicht ausgewertet.
8 Werkzeug T8 einsetzen
8 T8 per Werkzeugwechsel-Taste
bestätigen
8 Funktion „Werkzeug ver-
messen“ aufrufen:
Softkey Werkzeug messen
drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.14
Page 55

Einstellmaße T8 ermitteln
Messdurchmesser ankratzen
8 Messdurchmesser ankratzen
8 Werkzeug in Z-Richtung freifahren
8 „angekratzten“ Messdurch-
messer in X Meßpunktkoordinate eintragen
8 Softkey Übernahme X drük-
ken
Planfläche ankratzen
8 Planfläche ankratzen
8 Werkzeug in X-Richtung freifahren
8 „0“ (Position Werkstück-
Nullpunkt) in Z Meßpunktkoordinate eintragen
8 Softkey Übernahme Z drük-
ken
8 Werkzeug T8 vermessen
beenden:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.15
Page 56

Einstellmaße T10 ermitteln
Einstellmaße T10
Sie ermitteln die präzisen Einstellmaße wie folgt:
Einstellmaß X: Messdurchmesser ankratzen
Einstellmaß Z: Planfläche (Werkstück-Nullpunkt) ankratzen
Werkzeug T10 aktivieren
Situation nach dem Vermessen von
Werkzeug T8.
8 Werkzeugdatei öffnen:
Softkey Werkzeugliste
drücken
8 Cursor auf Position T10 stel-
len:
Cursor-Taste mehrfach
drücken
8 Softkey Übernahme Werk-
zeug drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.16
Page 57

Einstellmaße T10 ermitteln
8 Softkey S,F vom Werkzeug
drücken
Eingaben, bzw. übernommene Maschinendaten:
8 T Werkzeugnummer: 10
8 S Schnittgeschwindigkeit: 120 m/min
8 F Umdrehungsvorschub: 0.2 mm/U
8 D maximale Drehzahl: 2000 U/min
8 A Stillsetzungswinkel: keine Eingabe
8 Werkzeug aktivieren:
Softkey Speichern drücken
8 Werkzeug T10 einsetzen
8 T10 per Werkzeugwechsel-Taste
bestätigen
8 Funktion „Werkzeug ver-
messen“ aufrufen:
Softkey Werkzeug messen
drücken
Messdurchmesser ankratzen
8 Messdurchmesser ankratzen
8 Werkzeug in Z-Richtung freifahren
8 „angekratzten“ Messdurch-
messer in X Meßpunktkoordinate eintragen
8 Softkey Übernahme X drük-
ken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.17
Page 58

Einstellmaße T10 ermitteln
Planfläche ankratzen
8 Planfläche ankratzen
8 Werkzeug in X-Richtung freifahren
8 „0“ (Position Werkstück-
Nullpunkt) in Z Meßpunktkoordinate eintragen
8 Softkey Übernahme Z drük-
ken
8 Werkzeug T10 vermessen
beenden:
Softkey Zurück drücken
8 Zurück zum Hauptmenü:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Werkzeuge vermessen 5.18
Page 59

Maschinendaten eingeben
Maschine einrichten
Folgende Funktionen sind zum Einrichten der Drehmaschine erforderlich:
Werkzeug aktivieren
Technologiedaten eingeben (Drehzahl/Schnittgeschwindigkeit, Vorschub, maximale Drehzahl)
Werkstück-Nullpunkt setzen
Schutzzone festlegen
Werkzeugwechselpunkt festlegen
Maschine vorbereiten
8 Werkstück einspannen
8 Werkzeug T1 einspannen
Maschinendaten eingeben
8 Hauptmenü aufrufen:
Taste Menü drücken
8 Maschinendaten-Eingabe
wählen:
Menütaste S, F, T setzen
drücken
HEIDENHAIN MANUALplus 4110 Maschine einrichten 6.1
Page 60

Maschinendaten eingeben
Werkzeug, Schnittgeschwindigkeit und
Vorschub aus der Werkzeugdatei übernehmen:
8 Werkzeugdatei öffnen:
Softkey Werkzeugliste
drücken
8 Softkey Übernahme Werk-
zeug drücken
8 Softkey S,F vom Werkzeug
drücken
Eingaben, bzw. übernommene Maschinendaten:
8 T Werkzeugnummer: 1
8 S Schnittgeschwindigkeit: 200 m/min
8 F Umdrehungsvorschub: 0.4 mm/U
8 D maximale Drehzahl: 2000 U/min
8 A Stillsetzungswinkel: keine Eingabe
8 Maschinendaten aktivieren:
Softkey Speichern drücken
Die maximale Drehzahl ist von der Maschine und dem eingespannten Werkstück abhän-
gig.
Werkzeug bestätigen
8 T1 per Werkzeugwechsel-Taste
bestätigen
8 Zurück zum Hauptmenü:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Maschine einrichten 6.2
Page 61

Werkstück-Nullpunkt festlegen
Werkstück-Nullpunkt setzen
8 Hauptmenü aufrufen:
Taste Menü drücken
8 Menütaste Einrichten drük-
ken
8 „Nullpunkt setzen“ aufru-
fen:
Menütaste Achswerte set-
zen drücken
HEIDENHAIN MANUALplus 4110 Maschine einrichten 6.3
Page 62

Werkstück-Nullpunkt festlegen
Planfläche erstellen
8 das Werkzeug mit den Handrädern an
das Werkstück positionieren
8 Werkstück plan drehen:
mit dem Handrad in X-Richtung planen
8 in X-Richtung freifahren
8 Planfläche als Werkstück-
Nullpunkt definieren:
Softkey Z=0 drücken
Anzeigen:
Istwertanzeige Z-Achse: 0
blau hinterlegtes Feld im Hilfebild:
Nullpunktverschiebung (Abstand
Maschinen-Nullpunkt – WerkstückNullpunkt)
8 Zurück zum Einrichtemenü:
Softkey Zurück drücken
8 Zurück zum Hauptmenü:
Softkey Zurück drücken
Nach dem Plan-Drehen darf das Werkzeug nicht in Z-Richtung bewegt werden. Erst
nachdem die Planfläche als Werkstück-Nullpunkt definiert ist, darf das Werkzeug wieder
in Z-Richtung verfahren werden.
HEIDENHAIN MANUALplus 4110 Maschine einrichten 6.4
Page 63

Schutzzone festlegen
Schutzzone setzen
8 Hauptmenü aufrufen:
Taste Menü drücken
8 Menütaste Einrichten drük-
ken
8 „Schutzzone setzen“ aufru-
fen:
Menütaste Schutzzone
setzen drücken
Die Schutzzonenüberwachung wird
deaktiviert.
HEIDENHAIN MANUALplus 4110 Maschine einrichten 6.5
Page 64

Schutzzone festlegen
Schutzzonenposition anfahren
8 Werkzeugspitze mit den Handrädern
auf die Schutzzonenposition fahren
8 Werkzeugposition als
„Schutzzonen-Parameter“
übernehmen:
Softkey Übernahme Posi-
tion drücken
Anzeige: Der Abstand Maschinen-Nullpunkt – Schutzzonenposition wird im Hilfebild im blau hinterlegten Feld angezeigt.
8 Zurück zum Einrichtemenü:
Softkey Zurück drücken
(Die Schutzzonenüberwachung wird aktiviert.)
8 Zurück zum Hauptmenü:
Softkey Zurück drücken
Symbole Schutzzonenüberwachung:
Schutzzonenüberwachung nicht aktiv
Schutzzonenüberwachung aktiv
HEIDENHAIN MANUALplus 4110 Maschine einrichten 6.6
Page 65

Werkzeugwechselpunkt festlegen
Werkzeugwechselpunkt setzen
8 Hauptmenü aufrufen:
Taste Menü drücken
8 Einrichte-Funktionen aufru-
fen:
Menütaste Einrichten drükken
8 „Werkzeugwechselpunkt
festlegen“ aufrufen:
Menütaste Wkz-Wechsel-
punkt setzen drücken
HEIDENHAIN MANUALplus 4110 Maschine einrichten 6.7
Page 66

Werkzeugwechselpunkt festlegen
Werkzeugwechselposition anfahren
8 Das Werkzeug mit dem Handrad auf den Werkzeugwechselpunkt stellen. (Diese Position
muss so weit vom Werkstück entfernt sein, dass das Werkzeug gefahrlos gewechselt werden kann.)
8 Werkzeugwechselpunkt
definieren:
Softkey Übernahme Posi-
tion drücken
Anzeige: Der Abstand Maschinen-Nullpunkt – Werkzeugwechselpunkt wird im
Hilfebild in den blau hinterlegten Feldern
angezeigt.
8 Zurück zum Einrichtemenü:
Softkey Zurück drücken
8 Zurück zum Hauptmenü:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Maschine einrichten 6.8
Page 67

Zyklenprogramm „Gewindezapfen“ erstellen
Beispielprogramm „Gewindezapfen“
Das Beispiel erläutert eine Längsbearbeitung mit Hilfe der ICP–Programmierung.
Ausgehend von der Fertigungszeichnung werden die einzelnen Arbeitsschritte zur Erstellung der
ICP–Kontur und zum Einbinden der Kontur in ICP–Zyklen vorgestellt.
Voraussetzungen:
das Rohteil ist eingespannt
das Schruppwerkzeug T1 ist eingespannt
die verwendeten Werkzeuge sind definiert und vermessen
der Werkstück-Nullpunkt ist definiert
der Werkzeugwechselpunkt ist festgelegt
die Schutzzone ist festgelegt und aktiviert
die „maximale Drehzahl“ ist festgelegt
Alle Werte sind für Werkstücke aus Aluminium ausgelegt.
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.1
Page 68

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklenprogramm anlegen
8 Einlernbetrieb aktivieren:
Softkey Einlernen drücken
8 Programmliste aufrufen:
Softkey Programmliste
drücken
8 Programmnummer „1“ in
Zyklenprogramm eingeben
8 Zyklenprogramm „1“ aufru-
fen:
Softkey Anwahl drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.2
Page 69

Zyklenprogramm „Gewindezapfen“ erstellen
8 Programmbezeichnung ein-
geben:
Softkey Text ändern drükken
8 Text „Gewindezapfen“ mit
eingeblendeter Alphatastatur eingeben
8 Eingegebenen Text über-
nehmen:
Softkey Speichern drücken
Zyklus „Rohteil-Stange/Rohr“ programmieren:
8 Neuen Zyklus einfügen:
Softkey Zyklus zufügen
drücken
8 Menütaste Rohteil definie-
ren drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.3
Page 70

Zyklenprogramm „Gewindezapfen“ erstellen
8 Menütaste Rohteil –
Stange/Rohr drücken
Zyklus-Parameter eingeben:
8 X Außendurchmesser: 60 mm
8 Z Länge: 100 mm
8 I Innendurchmesser: keine Eingabe
8 K Rechte Kante: 1 mm
(Planaufmaß)
8 B Spannbereich: 20 mm
8 J Spannart: 1
8 Eingabe abschließen:
Softkey Eingabe fertig
drücken
8 Zyklus prüfen:
Softkey Grafik drücken
8 Eingabe abschließen:
Softkey Speichern drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.4
Page 71

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklus „ICP–Zerspanen längs“ programmieren
8 Softkey Zyklus zufügen
drücken
8 Menütaste Abspanzyklen
längs/plan drücken
8 Menütaste ICP–Zerspanen
längs drücken
Zyklus-Parameter eingeben:
8 X Startpunkt in X–Richtung: 60 mm
8 Z Startpunkt in Z–Richtung: 4 mm
8 P Zustelltiefe: 4 mm
8 I Aufmaß X: 0.3 mm
8 K Aufmaß Z: 0.1 mm
8 N ICP–Konturnummer: 1
(ICP-Konturnummer festlegen)
8 T Werkzeugnummer: 1
8 S Schnittgeschwindigkeit: 200 m/min
8 F Umdrehungsvorschub: 0.4 mm/U
Übernehmen Sie die Werkzeugnummer und Technologiedaten aus der Werkzeug-
datei (siehe folgende Schritte).
Erstellen Sie die ICP-Kontur „Gewindezapfen“. Das ist Voraussetzung, um den
Zyklus zu prüfen und auszuführen (siehe folgende Schritte).
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.5
Page 72

Zyklenprogramm „Gewindezapfen“ erstellen
Werkzeug und Technologiedaten aus der Werkzeugdatei übernehmen
8 Werkzeugdatei öffnen:
Softkey Werkzeugliste
drücken
8 Werkzeug übernehmen
(Cursor steht auf Position
T1):
Softkey Übernahme Werk-
zeug drücken
8 Schnittgeschwindigkeit,
Vorschub übernehmen:
Softkey S,F vom Werk-
zeug drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.6
Page 73

ICP-Kontur „Gewindezapfen“ erstellen
ICP–Kontur „Gewindezapfen“:
die Kontur wird in „Bearbeitungsrichtung“ beschrieben
die Kontur wird „komplett“ (inclusive Formelemente) beschrieben
ICP-Editor aufrufen
8 Softkey ICP Edit drücken
8 Softkey Element Zufügen
drücken
Konturelement 1 (Fase)
8 Menütaste Formelemente
drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.7
Page 74

ICP-Kontur „Gewindezapfen“ erstellen
8 Menütaste Fase drücken
Kontur-Element beschreiben:
8 XS Startpunkt in X: 16 mm
8 ZS Startpunkt in Z: 0 mm
8 B Fasenbreite: 1.5 mm
8 J Elementlage: 1
8 F Sondervorschub: keine Eingabe
8 Eingabe abschließen:
Softkey Speichern drücken
„Ungelöste Elemente“ werden als Symbol unterhalb des Grafikfensters angezeigt.
Konturelement 2 (Gewindefreistich)
8 Menütaste Formelemente
drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.8
Page 75

ICP-Kontur „Gewindezapfen“ erstellen
8 Menütaste Gewindefrei-
stich DIN 76 drücken
Kontur-Element beschreiben:
8 X Zielpunkt in X: 20 mm
8 Z Zielpunkt in Z: –30 mm
8 FP Gewindesteigung: 1.5 mm
8 I Freistichdurchmesser: keine Ein-
gabe
8 K Freistichlänge: keine Eingabe
8 W Freistichwinkel: keine Eingabe
8 R Freistichradius: keine Eingabe
8 J Elementlage: keine Eingabe
8 F Sondervorschub: keine Eingabe
Die MANUALplus 4110 ermittelt die Freistichparameter aufgrund der Gewindesteigung.
8 Eingabe abschließen:
Softkey Speichern drücken
Die bisher eingegebene Teilkontur ist
eindeutig bestimmt und wird dargestellt.
Konturelement 3 (Schräge)
8 Menütaste Linie drücken
Kontur-Element beschreiben:
8 X Zielpunkt in X: 40 mm
8 Z Zielpunkt in Z: –35 mm
8 A Winkel zur Z–Achse: keine Eingabe
8 L Länge der Linie: keine Eingabe
8 F Sondervorschub: keine Eingabe
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.9
Page 76

ICP-Kontur „Gewindezapfen“ erstellen
8 Eingabe abschließen:
Softkey Speichern drücken
Konturelement 4 (horizontale Linie)
Konturelement 4 (horizontale Linie):
8 Menütaste Linie drücken
Kontur-Element beschreiben:
8 Z Zielpunkt in Z: –55 mm
8 L Länge der Linie: keine Eingabe
8 F Sondervorschub: keine Eingabe
8 Eingabe abschließen:
Softkey Speichern drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.10
Page 77

ICP-Kontur „Gewindezapfen“ erstellen
Konturelement 5 (Verrundung)
8 Menütaste Formelemente
drücken
8 Menütaste Verrundung
drücken
Kontur-Element beschreiben:
8 B Rundungsradius: 4 mm
8 F Sondervorschub: keine Eingabe
8 Eingabe abschließen:
Softkey Speichern drücken
Konturelement 6 (vertikale Linie)
8 Menütaste Linie drücken
Kontur-Element beschreiben:
8 X Zielpunkt in X: 55 mm
8 L Länge der Linie: keine Eingabe
8 F Sondervorschub: keine Eingabe
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.11
Page 78

ICP-Kontur „Gewindezapfen“ erstellen
8 Eingabe abschließen:
Softkey Speichern drücken
Konturelement 7 (Fase)
8 Menütaste Formelemente
drücken
8 Menütaste Fase drücken
Kontur-Element beschreiben:
8 B Fasenbreite: 2 mm
8 F Sondervorschub: keine Eingabe
8 Eingabe abschließen:
Softkey Speichern drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.12
Page 79

ICP-Kontur „Gewindezapfen“ erstellen
Konturelement 8 (horizontale Linie):
8 Menütaste Linie drücken
Kontur-Element beschreiben:
8 Z Zielpunkt in Z: –70 mm
8 L Länge der Linie: keine Eingabe
8 F Sondervorschub: keine Eingabe
8 Eingabe abschließen:
Softkey Speichern drücken
Konturelement 9 (vertikale Linie)
8 Menütaste Linie drücken
Kontur-Element beschreiben:
8 X Zielpunkt in X: 60 mm
8 L Länge der Linie: keine Eingabe
8 F Sondervorschub: keine Eingabe
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.13
Page 80

ICP-Kontur „Gewindezapfen“ erstellen
8 Eingabe abschließen:
Softkey Speichern drücken
Die Kontur „Gewindezapfen“ ist vollständig beschrieben.
8 Eingabe-Modus verlassen:
Softkey Zurück drücken
Konturbezeichnung eingeben
8 Softkey Konturliste drük-
ken
8 Softkey Text ändern drük-
ken
8 Konturbezeichnung „Gewin-
dezapfen“ eingeben
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.14
Page 81

ICP-Kontur „Gewindezapfen“ erstellen
8 Softkey Übernahme Text
drücken
8 Konturliste verlassen:
Softkey Zurück drücken
8 ICP-Editor verlassen –
zurück zur Zyklen-Programmierung:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.15
Page 82

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklus „ICP-Zerspanen längs“ abschließen und testen
8 Eingabe Schruppzyklus
beenden:
Softkey Eingabe fertig
drücken
8 Zyklus prüfen:
Softkey Grafik drücken
Warnungen
Die MANUALplus 4110 prüft, ob der Zyklus fehlerfrei ausgeführt werden kann. In diesem Beispiel
bleibt aufgrund der Schneidengeometrie „Restmaterial“ stehen. Das führt zu einer Warnung
(siehe Softkey Warnung Nr.: 1).
Prüfen Sie, ob Programmänderungen erforderlich sind. In diesem Beispiel wird das Restmaterial
mit dem Schlichtzyklus abgetragen – es ist keine Programmänderung erforderlich.
8 Warnung aufrufen:
Softkey Warnung Nr.: 1
drücken
8 Warnung bestätigen:
Taste Enter drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.16
Page 83

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklus ausführen
8 zur Sicherheit auf „Einzel-
satzbetrieb“ schalten:
Softkey Einzelsatz drücken
8 Vorschub Überlagerung
auf 0% stellen
8 Zyklus Start aktivieren
8 Vorschub Überlagerung
langsam erhöhen – der
Schruppzyklus wird ausgeführt
8 jeweils Folgesatz mit Zyklus
Start ausführen (Einzelsatz-
betrieb)
8 Zyklus speichern:
Softkey Speichern drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.17
Page 84

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklus „Werkzeugwechselpunkt anfahren“ programmieren
8 Softkey Zyklus zufügen
drücken
8 Menütaste Einzelschnitte
drücken
8 Menütaste Eilgang Positio-
nierung drücken
8 Softkey T–Wechsel anfah-
ren drücken
Zyklus-Parameter eingeben:
8 Q Reihenfolge: 0
(Werkzeugwechselpunkt diagonal
angefahren)
8 T Werkzeugnummer: 1
(T1 beibehalten)
8 Eingabe abschließen:
Softkey Eingabe fertig
drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.18
Page 85

Zyklenprogramm „Gewindezapfen“ erstellen
8 Zyklus prüfen:
Softkey Grafik drücken
(Der „Lichtpunkt“ steht auf
der Werkzeugwechselposition.)
Zyklus ausführen
8 Vorschub Überlagerung auf 0% stellen
8 Zyklus Start aktivieren
8 Vorschub Überlagerung langsam erhöhen – das Werkzeug fährt auf die Werk-
zeugwechselposition
8 Schlichtwerkzeug T6 einsetzten
8 Zyklus speichern:
Softkey Speichern drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.19
Page 86

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklus „ICP Schlichten längs“ durch Kopieren erstellen
8 Cursor auf Zyklus „ICP Zer-
spanen längs“ stellen
Cursor Taste drücken
8 Softkey Zyklus kopieren
drücken
8 Cursor vor die Einfüge-Posi-
tion stellen:
Cursor Taste drücken
8 Softkey Zyklus zufügen
drücken
Der Zyklus wird mit allen Parametern
unterhalb der Cursor-Position eingefügt.
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.20
Page 87

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklus anpassen
8 Softkey Zyklus ändern
drücken
8 auf „Schlichtzyklus“
umschalten:
Softkey Schlichtgang drükken
Zyklus-Parameter:
8 X Startpunkt: 60 mm
8 Z Startpunkt: 4 mm
8 N ICP–Konturnummer: 1
8 T Werkzeugnummer: 6
8 S Schnittgeschwindigkeit: 220 m/min
8 F Umdrehungsvorschub: 0,25 mm/U
Werkzeugnummer und Technologiedaten aus der Werkzeugdatei übernehmen (siehe folgende Schritte).
8 Werkzeugliste aufrufen:
Softkey Werkzeugliste
drücken
8 Cursor auf T6 positionieren:
Cursor Taste mehrfach
drücken
8 Werkzeug übernehmen:
Softkey Übernahme Werkzeug drücken
8 Schnittgeschwindigkeit und
Vorschub übernehmen:
Softkey S, F vom Werk-
zeug drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.21
Page 88

Zyklenprogramm „Gewindezapfen“ erstellen
8 Eingabe beenden:
Softkey Eingabe fertig
drücken
Zyklus grafisch prüfen
Bei der Spursimulation wird die Geometrie der Schneide berücksichtigt. Deshalb ist diese Simulationsform für den Schlichtvorgang zu empfehlen.
8 Softkey Grafik drücken
8 „Zusatz-Funktionen“ der
Simulation aufrufen:
Softkey Zusatz-Fkt. drükken
8 Softkey Spur drücken
8 Softkey Schneide drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.22
Page 89

Zyklenprogramm „Gewindezapfen“ erstellen
8 Einstellung der „Zusatzfunk-
tionen“ beenden:
Softkey Zurück drücken
8 Simulation mit neuen Ein-
stellungen wiederholen:
Softkey Grafik drücken
Zyklus ausführen
8 Vorschub Überlagerung
auf 0% stellen
8 Zyklus Start aktivieren
(Das Schlichtwerkzeug ist
noch nicht bestätigt.)
8 Werkzeug T6 per Werk-
zeugwechseltaste bestäti-
gen
8 erneut Zyklus Start aktivie-
ren
8 Vorschub Überlagerung
langsam erhöhen – der
Schlichtzyklus wird ausgeführt
Den erstellten Durchmesser messen und bei Bedarf das Werkzeug korrigieren:
8 mit dem Handrad freifahren
8 Durchmesser messen
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.23
Page 90

Zyklenprogramm „Gewindezapfen“ erstellen
Werkzeugkorrektur anwählen
Situation nach Ausführung des Schlichtzyklus
8 Softkey Werkzeugkorrek-
tur drücken
8 Softkey X–Korr. Werkzeug
drücken
Werkzeugkorrektur durchführen
8 Handrad-Auflösung für Korrektur ein-
stellen
8 Werkzeugkorrektur mit X–Handrad
einstellen
Die per Handrad eingestellten Korrektur
wird im Feld Delta X angezeigt (Beispiel:
0,04 mm).
8 Korrektur übernehmen:
Softkey Speichern drücken
Der gespeicherte Korrekturwert wird
im Feld T6 dx angezeigt (Beispiel:
0,04 mm).
8 Korrektur abschließen:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.24
Page 91

Zyklenprogramm „Gewindezapfen“ erstellen
Schlichtzyklus „ICP Schlichten längs“ wiederholen
8 Zyklus Start aktivieren
8 Zyklus speichern:
Softkey Überschreiben
drücken
Die Werkzeugkorrektur und der Schlichtzyklus können so oft wiederholt werden, bis das
korrekte Maß erreicht ist.
Zyklus „Werkzeugwechselpunkt anfahren“ programmieren
8 Softkey Zyklus zufügen
drücken
8 Menütaste Einzelschnitte
drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.25
Page 92

Zyklenprogramm „Gewindezapfen“ erstellen
8 Menütaste Eilgang Positio-
nierung drücken
8 Softkey T–Wechsel anfah-
ren drücken
Zyklus-Parameter eingeben:
8 Q Reihenfolge: 0
(Werkzeugwechselpunkt diagonal
anfahren)
8 T Werkzeugnummer: 6
(T6 beibehalten)
8 Softkey Eingabe fertig
drücken
8 Zyklus prüfen:
Softkey Grafik drücken
Zyklus ausführen
8 Vorschub Überlagerung auf 0% stellen
8 Zyklus Start aktivieren
8 Vorschub Überlagerung langsam erhöhen – das Werkzeug fährt auf die Werk-
zeugwechselposition
8 Gewindewerkzeug T8 einsetzten
8 Zyklus speichern:
Softkey Speichern drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.26
Page 93

Zyklenprogramm „Gewindezapfen“ erstellen
„Gewindezyklus“ programmieren
8 Softkey Zyklus zufügen
drücken
Gewindezyklus wählen:
8 Menütaste Gewinde-
schneiden drücken
8 Menütaste Gewindezyklus
drücken
Zyklus-Parameter eingeben:
8 X Startpunkt: 16 mm
8 Z Startpunkt: 4 mm
8 Z2 Endpunkt Gewinde:–29mm
8 F1 Gewindesteigung: 1.5 mm
8 U Gewindetiefe: keine Eingabe
8 I 1. Schnitttiefe: keine Eingabe
8 T Werkzeugnummer: 8
8 S Drehzahl: 600 m/min
Werkzeugnummer und Technologiedaten aus der Werkzeugdatei übernehmen (siehe folgende Schritte) !
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.27
Page 94

Zyklenprogramm „Gewindezapfen“ erstellen
8 Werkzeugliste aufrufen:
Softkey Werkzeugliste
drücken
8 Cursor auf T8 positionieren:
Cursor Taste mehrfach
drücken
8 Werkzeug übernehmen:
Softkey Übernahme Werkzeug drücken
8 Drehzahl aus der Werkzeug-
datei übernehmen:
Softkey S, F vom Werk-
zeug drücken
8 Softkey Eingabe fertig
drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.28
Page 95

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklus grafisch prüfen
Für die grafische Überprüfung des Gewindezyklus ist die Liniendarstellung zu empfehlen. Zur
besseren Kontrolle wird der Gewindeschnitt relativ zur Gesamtkontur geprüft.
8 Zyklus prüfen:
Softkey Grafik drücken
8 Softkey Zusatz–Fkt. drük-
ken
8 auf „Liniendarstellung“
schalten:
Softkey Spur drücken
(deaktivieren)
8 alle bisher definierten Kontu-
ren anzeigen:
Softkey Konturen anzei-
gen drücken
Warnungen
Die MANUALplus 4110 überprüft bei Konturen anzeigen alle bisherigen Bearbeitungen. In diesem Beispiel wird die bereits bekannte Warnung beim Schruppzyklus ausgegeben.
Warnung prüfen und bestätigen:
8 Warnung aufrufen: Softkey Warnung Nr.: 1 drücken
8 Warnung bestätigen: Taste Enter drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.29
Page 96

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklus ausführen
8 Vorschub Überlagerung
auf 0% stellen
8 Zyklus Start aktivieren
(Das Gewindewerkzeug ist
noch nicht bestätigt.)
8 Werkzeug T8 per Werk-
zeugwechseltaste bestäti-
gen
8 erneut Zyklus Start aktivie-
ren
8 Vorschub Überlagerung
langsam erhöhen – der
Gewindezyklus wird ausgeführt
Das Gewinde prüfen und bei Bedarf das Werkzeug korrigieren.
Der Gewindezyklus ist beendet:
8 mit dem Handrad freifahren
8 Gewinde messen
Gewindewege werden immer mit dem programmierten Vorschub (Gewindesteigung)
gefahren – unabhängig von der eingestellten Vorschub-Überlagerung.
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.30
Page 97

Zyklenprogramm „Gewindezapfen“ erstellen
Werkzeugkorrektur anwählen
Situation nach Ausführung des Gewindezyklus
8 Softkey Werkzeugkorrek-
tur drücken
8 Softkey X–Korr. Werkzeug
drücken
Gewindewerkzeug korrigieren
8 Handrad-Auflösung für Korrektur ein-
stellen
8 Werkzeugkorrektur mit X–Handrad
einstellen
Die per Handrad eingestellte Korrektur
wird in dem Feld Delta X angezeigt (Beispiel: 0,04 mm).
8 Korrektur übernehmen:
Softkey Speichern drücken
Der gespeicherte Korrekturwert wird
im Feld T8 dx angezeigt (Beispiel:
0,04 mm).
8 Korrektur abschließen:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.31
Page 98

Zyklenprogramm „Gewindezapfen“ erstellen
Letzten Gewindeschnitt mit korrigiertem Werkzeug wiederholen
8 Softkey Letzter Schnitt
drücken
8 Zyklus Start aktivieren
8 Zyklus speichern:
Softkey Speichern drücken
Die Werkzeugkorrektur und der „letzte Schnitt“ können so oft wiederholt werden, bis
das Gewinde korrekt ist.
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.32
Page 99

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklus „Werkzeugwechselpunkt anfahren“ programmieren
8 Softkey Zyklus zufügen
drücken
8 Menütaste Einzelschnitte
drücken
8 Menütaste Eilgang Positio-
nierung drücken
8 Softkey T–Wechsel anfah-
ren drücken
Zyklus-Parameter eingeben:
8 Q Reihenfolge: 0
(Werkzeugwechselpunkt diagonal
anfahren)
8 T Werkzeugnummer: 8
(T8 beibehalten)
8 Softkey Eingabe fertig
drücken
8 Zyklus prüfen:
Softkey Grafik drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.33
Page 100

Zyklenprogramm „Gewindezapfen“ erstellen
Zyklus ausführen
8 Vorschub Überlagerung auf 0% stellen
8 Zyklus Start aktivieren
8 Vorschub Überlagerung langsam erhöhen – das Werkzeug fährt auf die Werk-
zeugwechselposition
8 Zyklus speichern:
Softkey Speichern drücken
8 „Einlernen“ verlassen:
Softkey Zurück drücken
HEIDENHAIN MANUALplus 4110 Beispiel Längsbearbeitung 7.34
 Loading...
Loading...