

Page 1

Length Gauges
April 2015
Page 2

Length gauges from HEIDEN HAIN offer
high accuracy over long measuring ranges.
These sturdily made gauges are available in
application-oriented versions.
They have a wide range of applications in
production metrology, in multipoint
inspection stations, measuring equipment
monitoring, and as position measuring
devices.
This catalog supersedes all previous
editions, which thereby become invalid.
The basis for ordering from HEIDENHAIN
is always the catalog edition valid when
the contract is made.
2
Standards (ISO, EN, etc.) apply only
where explicitly stated in the catalog.
The Interfaces of HEIDENHAIN
Encoders brochure, ID 1078628-xx,
includes comprehensive descriptions of
all available interfaces as well as general
electrical information.
Page 3
Contents
Length gauges – applications and products
Technical features and mounting information
Specifications
Range of applications, application examples
Length gauges from HEIDENHAIN
Length gauge overview
Measuring principles
Measuring accuracy
Mounting
Setup
Gauging force and plunger actuation
HEIDENHAIN-ACANTO
absolute length gauges
Accuracy Measuring range
± 2 µm 12 mm
30 mm
4
6
8
10
12
16
17
19
22
Accessories
Electrical connection
HEIDENHAIN-CERTO
incremental length gauges
HEIDENHAIN-METRO
incremental length gauges
HEIDENHAIN-METRO
incremental length gauges
HEIDENHAIN-SPECTO
incremental length gauges
Measuring contacts, switch boxes, coupling
Gauge stands, ceramic suction plate,
diaphragm compressor
Cable-type lifter, gauge
stands
Interface electronics
Evaluation electronics units
± 0.1 µm; ± 0.03 µm*
± 0.1 µm; ± 0.05 µm*
± 0.2 µm 12 mm
± 0.5 µm
± 1 µm
± 1 µm 12 mm
For HEIDENHAIN-CERTO
For HEIDENHAIN-ACANTO, HEIDENHAIN-METRO and
HEIDENHAIN-SPECTO
25 mm
60 mm
25 mm
60 mm
100 mm
30 mm
24
26
28
30
32
34
36
38
40
Interfaces
Cables and connecting elements
Service
Calibration according to DAkkS
* After linear length-error compensation in the evaluation electronics
42
46
50
Page 4

Areas of application
In quality assurance
Metrology and production
control
Length gauges from HEIDENHAIN play a
role in incoming goods inspection, fast
dimension checking during production,
statistical process control in production or
quality assurance, or in any application
where fast, reliable and accurate length
measurement is required. Their large
measuring lengths are a particular advantage: whether the part measures 5 mm or
95 mm, it is measured immediately with
one and the same length gauge.
Whatever the application, HEIDENHAIN
has the appropriate length gauge for the
required accuracy. The HEIDENHAIN-
CERTO length gauges offer a very high
accuracy of ± 0.1 µm/± 0.05 µm*/
± 0.03 µm* for extremely precise measurement. Length gauges from the
HEIDENHAIN-METRO program have
accuracy grades as fine as ± 0.2 µm, while
the HEIDENHAIN-SPECTO length gauges,
with ± 1 µm accuracy, offer particularly
compact dimensions.
Gauge block calibration and
measuring device inspection
The regular inspection of measuring
equipment called for by standards, and the
inspection of gauge blocks in particular,
necessitate a large number of reference
standard blocks if the comparative measurement is performed using inductive
gauges. The problem is the small measuring range of inductive gauges: they can
measure length differences of only up to
10 µm. Length gauges, which offer large
measuring ranges together with high
accuracy, greatly simplify the calibration
of measuring devices required to ensure
traceability.
The length gauges of the HEIDENHAIN-
CERTO program with measuring ranges of
25 mm with ± 0.1 µm/± 0.03 µm* accuracy
and 60 mm with ± 0.1 µm/± 0.05 µm*
accuracy are especially well suited for this
task. It permits a significant reduction in
the required number of reference standard
blocks, and recalibrating becomes much
simpler.
* After linear length-error compensation in
the evaluation electronics
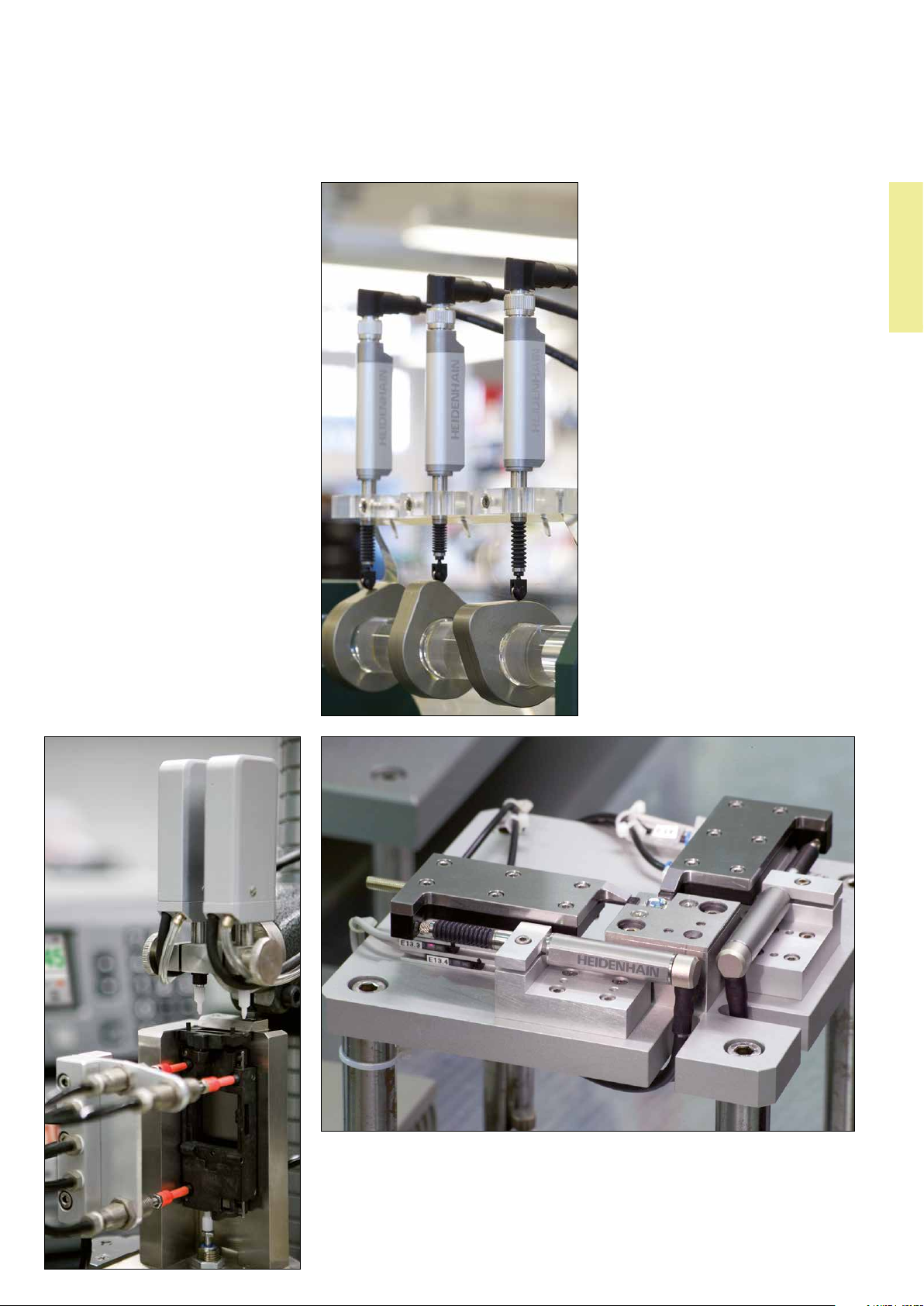
Thickness gauging of silicon wafers
Inspection of styli
4
Calibration of
gauge blocks
Page 5
In production
Multipoint inspection
apparatuses
Multipoint inspection apparatuses require
durable length gauges with small dimensions. They should also have relatively large
measuring ranges of several millimeters
with consistent linear accuracy in order to
simplify the construction of inspection
devices—for example by enabling the construction of one device for several masters.
A large measuring length also provides
benefits in master production, because
simpler masters can be used.
Thanks to their small dimensions, the
HEIDENHAIN-ACANTO absolute length
gauges, like the HEIDENHAIN-SPECTO
incremental length gauges, are specially
designed for multi-point measuring
stations. They feature accuracy grades up
to ± 1 µm over measuring ranges up to
30 mm. Higher accuracy requirements
up to ± 0.2 µm can be met with similarly
compact HEIDENHAIN-METRO length
gauges.
Unlike inductive gauges, HEIDENHAINSPECTO length gauges provide stable
measurement over long periods—
eliminating recalibration.
Position measurement
Length gauges from HEIDENHAIN are also
ideal for position measurement on precision linear slides and X-Y tables. Working
with measuring microscopes, for example,
becomes much easier thanks to the digital
readout and the flexible datum setting.
Here, length gauges from the HEIDENHAIN-METRO and HEIDENHAIN-SPECTO
program come into use with large measuring ranges of 30 mm, 60 mm or 100 mm
at consistently high accuracy grades of
± 0.5 µm or ± 1 µm.
In this application as linear measuring
device, the length gauge’s fast installation
in accordance with the Abbe measuring
principle by its clamping shank or planar
mounting surface is of special benefit.
Testing station for
flatness inspection
Position measurement on an X-Y table for lens mounting
Tolerance gauging of
semifinished products
5
Page 6

Length gauges from HEIDENHAIN
A number of arguments speak for HEIDENHAIN length gauges. These include not
only their technical features, but also their
high quality standard and the worldwide
presence of HEIDENHAIN.
Large measuring ranges
HEIDENHAIN length gauges are available
with measuring lengths of 12 mm, 25 mm,
30 mm, 60 mm or 100 mm. so that you
can measure very different parts in one
measuring setup and avoid frequently
changing setups with expensive gauge
blocks or masters.
High accuracy
The high accuracy specifi ed for
HEIDENHAIN length gauges applies over
the entire measuring length. Whether the
part measures 10 mm or 100 mm, its
actual dimension is always measured with
the same high quality. The high repeatability of HEIDENHAIN length gauges
comes into play during comparative
measurements, for example in series
production.
In particular HEIDENHAIN-CERTO length
gauges provide high linear accuracy and
offer resolution in the nanometer range.
Robust design
HEIDENHAIN length gauges are built for
an industrial environment. They feature
consistently high accuracy over a long
period of time as well as high thermal
stability. They can therefore be used in
production equipment and machines.
6
Page 7

Wide range of applications
HEIDENHAIN length gauges are suited for
many applications. Automatic inspection
equipment, manual measuring stations or
positioning equipment—wherever lengths,
spacing, thickness, height or linear motion
are to be measured, HEIDENHAIN length
gauges function quickly, reliably and
accurately.
Absolute position measurement
HEIDENHAIN-ACANTO length gauges operate with absolute measurement over a
range of 12 mm or 30 mm and with high
repeatability. Its particular advantage is that
the measured value is available immediately after switch-on.
Worldwide presence
HEIDENHAIN is represented in all important industrial countries—in most of them
with wholly owned subsidiaries. Sales
engineers and service technicians support
the user on-site with technical information
and servicing in the local language.
Know-how
The high quality of HEIDENHAIN length
gauges is no coincidence. HEIDENHAIN
has been manufacturing high-accuracy
scales for over 70 years, and for many
years it has developed measuring and
testing devices for length and angle
measurement for national standards
laboratories. This know-how makes
HEIDENHAIN an extraordinarily qualifi ed
partner for metrology questions.
7
Page 8

Length gauge overview
Accuracy Measuring range
Plunger actuation
Absolute position measurement
± 2 µm HEIDENHAIN-ACANTO
By measured object
Pneumatic
Incremental linear measurement
± 0.1 µm
± 0.05 µm
± 0.03 µm
± 0.2 µm HEIDENHAIN-METRO
± 0.5 µm
± 1 µm
± 1 µm HEIDENHAIN-SPECTO
*)
After linear length-error compensation in the evaluation electronics
*)
*)
HEIDENHAIN-CERTO
By motor
By external coupling
By cable lifter
or measured object
Pneumatic
HEIDENHAIN-METRO
By motor
By external coupling
By measured object
Pneumatic
CT 6000 CT 2500MT 101 MT 60
8
Page 9
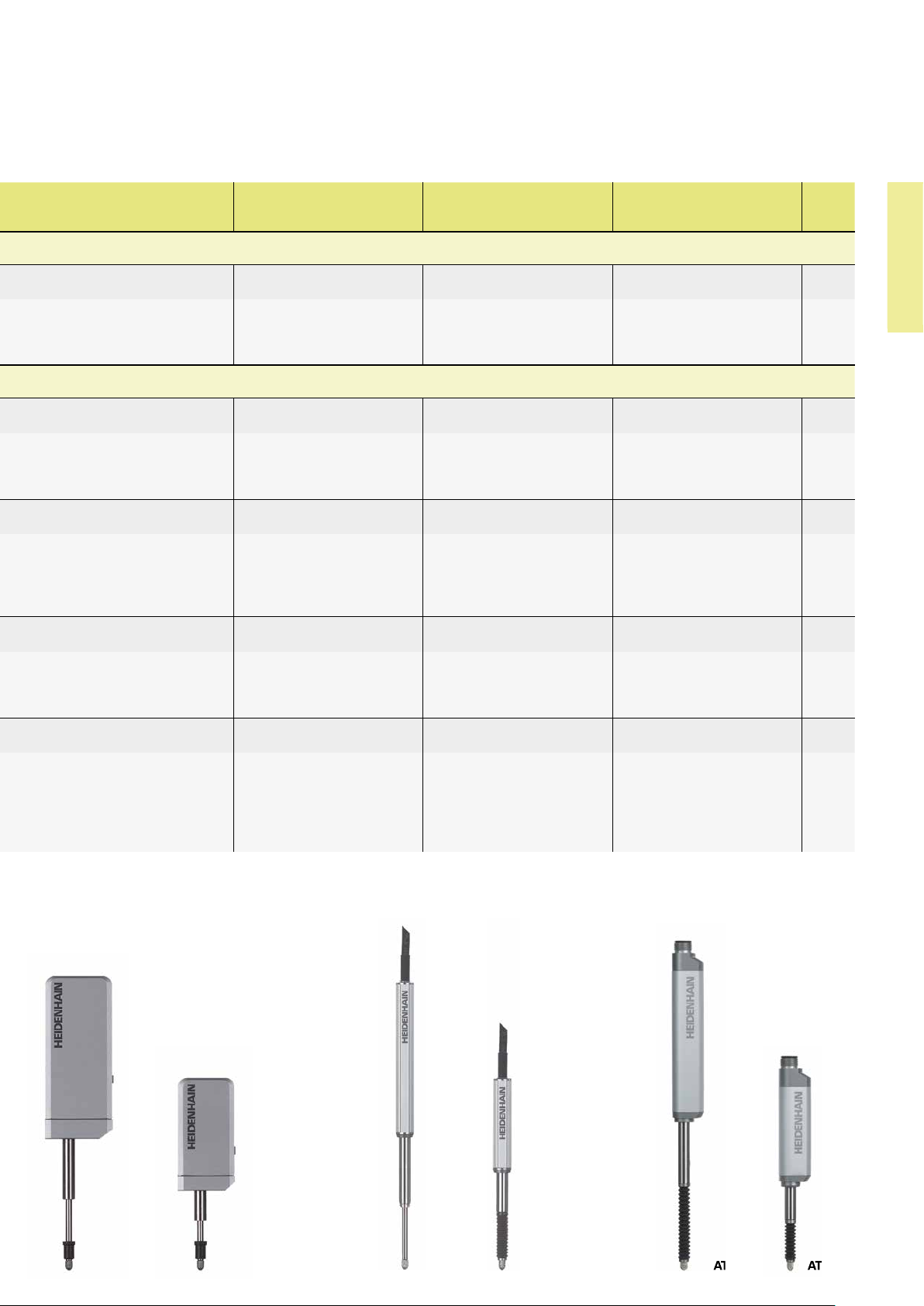
AT 3000
AT 1200
12 mm 25 mm/
30 mm
60 mm 100 mm Page
AT 1218 EnDat
AT 1217 EnDat
AT 3018 EnDat
AT 3017 EnDat
CT 2501 » 11 µA
CT 2502 » 11 µA
PP
PP
CT 6001 » 11 µA
CT 6002 » 11 µA
PP
PP
MT 1271 « TTL
MT 1281 » 1 V
MT 1287 » 1 V
PP
PP
MT 2571 « TTL
MT 2581 » 1 V
MT 2587 » 1 V
PP
PP
MT 60 M » 11 µA
MT 60 K » 11 µA
PP
PP
MT 101 M » 11 µA
MT 101 K » 11 µA
PP
PP
22
24
26
28
ST 1278 « TTL
ST 1288 » 1 V
ST 1277 « TTL
ST 1287 » 1 V
PP
PP
ST 3078 « TTL
ST 3088 » 1 V
ST 3077 « TTL
ST 3087 » 1 V
PP
PP
30
ST 3000 ST 1200MT 2500 MT 1200
AT 3000
AT 1200
9
Page 10

Measuring principles
Measuring standard
HEIDENHAIN length gauges are characterized by long measuring ranges and consistently high accuracy. The basis for both is
the photoelectrical scanning principle.
HEIDENHAIN length gauges use material
measuring standards consisting of absolute or incremental graduations on substrates of glass or glass ceramic. These
measuring standards permit large measuring ranges, are insensitive to vibration and
shock, and have a defined thermal behavior. Changes in atmospheric pressure or
relative humidity have no influence on the
accuracy of the measuring standard—
which is the prerequisite for the high long-
term stability of HEIDENHAIN length
gauges.
HEIDENHAIN manufactures the precision
graduations in specially developed,
photolithographic processes.
• AURODUR: matte-etched lines on goldplated steel tape with typical graduation
period of 40 µm
• METALLUR: contamination-tolerant
graduation of metal lines on gold, with
typical graduation period of 20 µm
• DIADUR: extremely robust chromium
lines on glass (typical graduation period
of 20 µm) or three-dimensional chromium structures (typical graduation period
of 8 µm) on glass
• SUPRADUR phase grating: optically
three dimensional, planar structure;
particularly tolerant to contamination;
typical graduation period of 8 µm and
finer
• OPTODUR phase grating: optically three
dimensional, planar structure with
particularly high reflectance, typical
graduation period of 2 µm and less
Measurement procedure
With the incremental measuring
method, the graduation consists of a
periodic grating structure. The position
information is obtained by counting the
individual increments (measuring steps)
from some point of origin. Since an
absolute reference is required to ascertain
positions, the measuring standard is
provided with an additional track that bears
a reference mark. The absolute position
on the scale, established by the reference
mark, is gated with exactly one signal
period.
The reference mark must therefore be
scanned to establish an absolute reference
or to find the last selected datum.
With the absolute measuring method,
the position value is available from the encoder immediately upon switch-on and can
be called at any time by the subsequent
electronics. There is no need to move the
axes to find the reference position. The absolute position information is read from
the graduated disk, which is formed from
a serial absolute code structure. A separate
incremental track is interpolated for the
position value and at the same time—depending on the interface version—is used
to generate an optional incremental signal.
DIADUR phase grating with
approx. 0.25 µm grating height
Photoelectric scanning
Most HEIDENHAIN encoders operate
using the principle of photoelectric
scanning. Photoelectric scanning of a
measuring standard is contact-free, and as
such, free of wear. This method detects
even very fine lines, no more than a few
microns wide, and generates output
signals with very small signal periods.
The finer the grating period of a measuring
standard is, the greater the effect of diffraction on photoelectric scanning. HEIDENHAIN uses two scanning principles with
linear encoders:
• The imaging scanning principle for
grating periods of 20 µm and 40 µm
• The interferential scanning principle
for very fine graduations with grating
periods of, for example, 8 µm
DIADUR graduation
Along with these very fine grating periods,
these processes permit a high definition
and homogeneity of the line edges.
Together with the photoelectric scanning
method, this high edge definition is a
precondition for the high quality of the
output signals.
The master graduations are manufactured
by HEIDENHAIN on custom-built highprecision dividing engines.
10
5 µm
Page 11
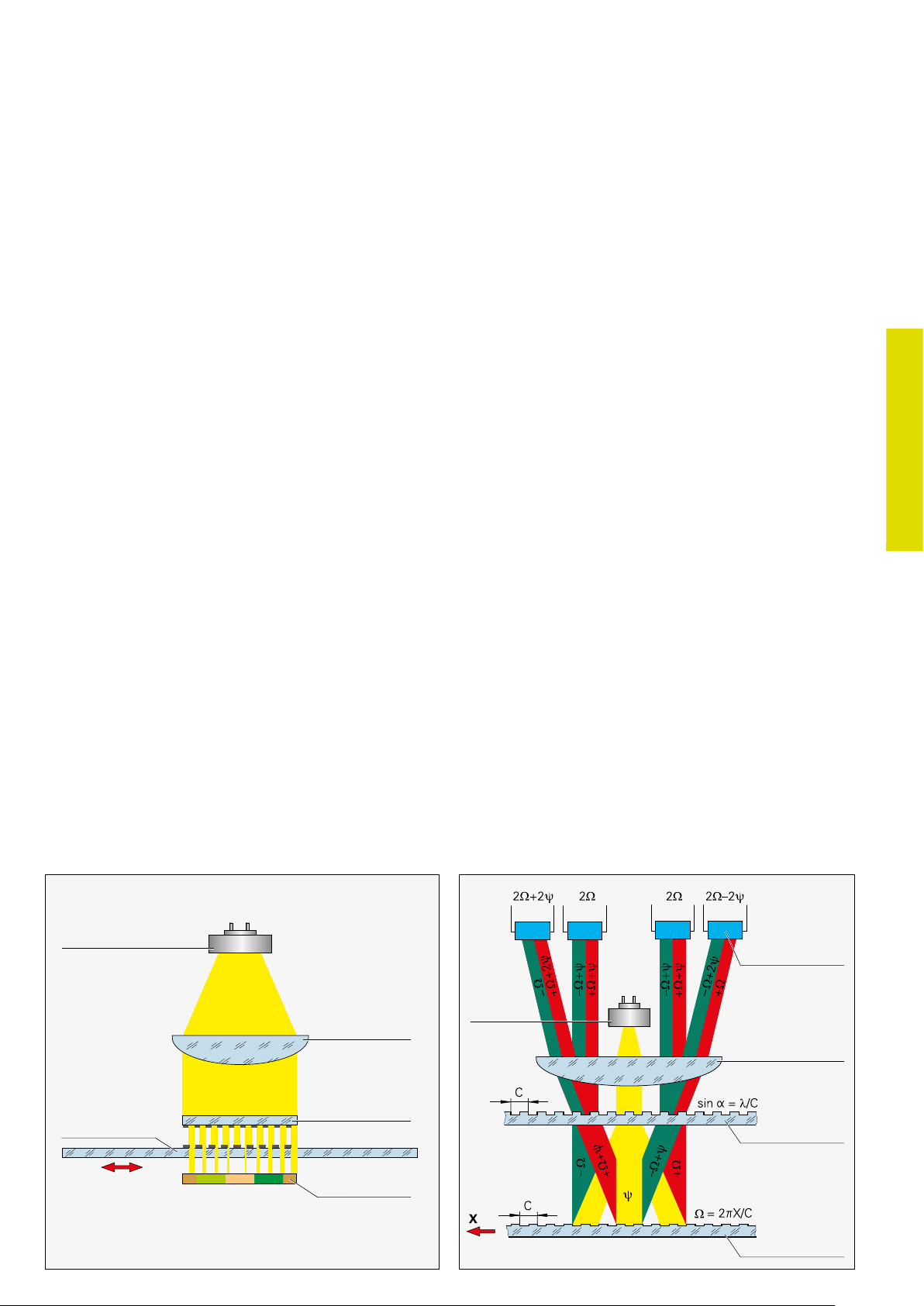
Imaging principle
To put it simply, the imaging scanning principle functions by means of projected-light
signal generation: two scale gratings with
equal or similar grating periods are moved
relative to each other—the scale and the
scanning reticle. The carrier material of the
scanning reticle is transparent, whereas
the graduation on the measuring standard
may be applied to a transparent or reflective surface.
When parallel light passes through a
grating, light and dark surfaces are
projected at a certain distance. An index
grating is located here. When the two
gratings move relative to each other, the
incident light is modulated. If the gaps in
the gratings are aligned, light passes
through. If the lines of one grating coincide
with the gaps of the other, no light passes
through. An array of photovoltaic cells
converts these variations in light intensity
into electrical signals. The specially
structured grating of the scanning reticle
filters the light to generate nearly
sinusoidal output signals.
The smaller the period of the grating
structure is, the closer and more tightly
toleranced the gap must be between the
scanning reticle and scale.
Interferential scanning principle
The interferential scanning principle
exploits the diffraction and interference of
light on a fine graduation to produce
signals used to measure displacement.
A step grating is used as the measuring
standard: reflective lines 0.2 µm high are
applied to a flat, reflective surface. In front
of that is the scanning reticle—a transparent phase grating with the same grating
period as the scale.
When a light wave passes through the
scanning reticle, it is diffracted into three
partial waves of the orders –1, 0, and +1,
with approximately equal luminous
intensity. The waves are diffracted by the
scale such that most of the luminous
intensity is found in the reflected diffraction
orders +1 and –1. These partial waves meet
again at the phase grating of the scanning
reticle where they are diffracted again and
interfere. This produces essentially three
waves that leave the scanning reticle at
different angles. Photovoltaic cells convert
this alternating light intensity into electrical
signals.
A relative motion of the scanning reticle to
the scale causes the diffracted wave fronts
to undergo a phase shift: when the grating
moves by one period, the wave front of the
first order is displaced by one wavelength
in the positive direction, and the wavelength of diffraction order –1 is displaced by
one wavelength in the negative direction.
Since the two waves interfere with each
other when exiting the grating, the waves
are shifted relative to each other by two
wavelengths. This results in two signal periods from the relative motion of just one
grating period.
Interferential encoders function with
grating periods of, for example, 8 µm, 4 µm
and finer. Their scanning signals are largely
free of harmonics and can be highly
interpolated. These encoders are therefore
especially suited for high resolution and
high accuracy.
The HEIDENHAIN-CERTO and the
HEIDENHAIN-METRO length gauges
of the MT 1200 and MT 2500 series
operating according to the interferential
principle.
The HEIDENHAIN-ACANTO, HEIDENHAINSPECTO and the HEIDENHAIN-METRO
length gauges of the MT 60 and MT 100
series operating according to the imaging
principle.
Imaging principle
LED light source
Measuring standard
Condenser lens
Scanning reticle
Photovoltaic
cell array
Interferential scanning principle (optics schematics)
C Grating period
y Phase shift of the light wave when passing through the scanning reticle
Phase shift of the light wave due to motion X of the scale
Photocells
LED light
source
Condenser lens
Scanning reticle
Measuring standard
11
Page 12
Measuring accuracy
The accuracy of linear measurement is
mainly determined by
• the quality of the graduation,
• the quality of the scanning process,
• the quality of the signal processing
electronics,
• the eccentricity of the graduation to the
bearing,
• the error from the scale guideway
relative to the scanning unit, and
• the orthogonality of the length gauge to
the bearing surface.
These factors of influence are comprised
of encoder-specific error and applicationdependent issues. All individual factors of
influence must be considered in order to
assess the attainable overall accuracy.
Error specific to the measuring
device
The error that is specific to the measuring
device is shown in the Specifications as
the system accuracy.
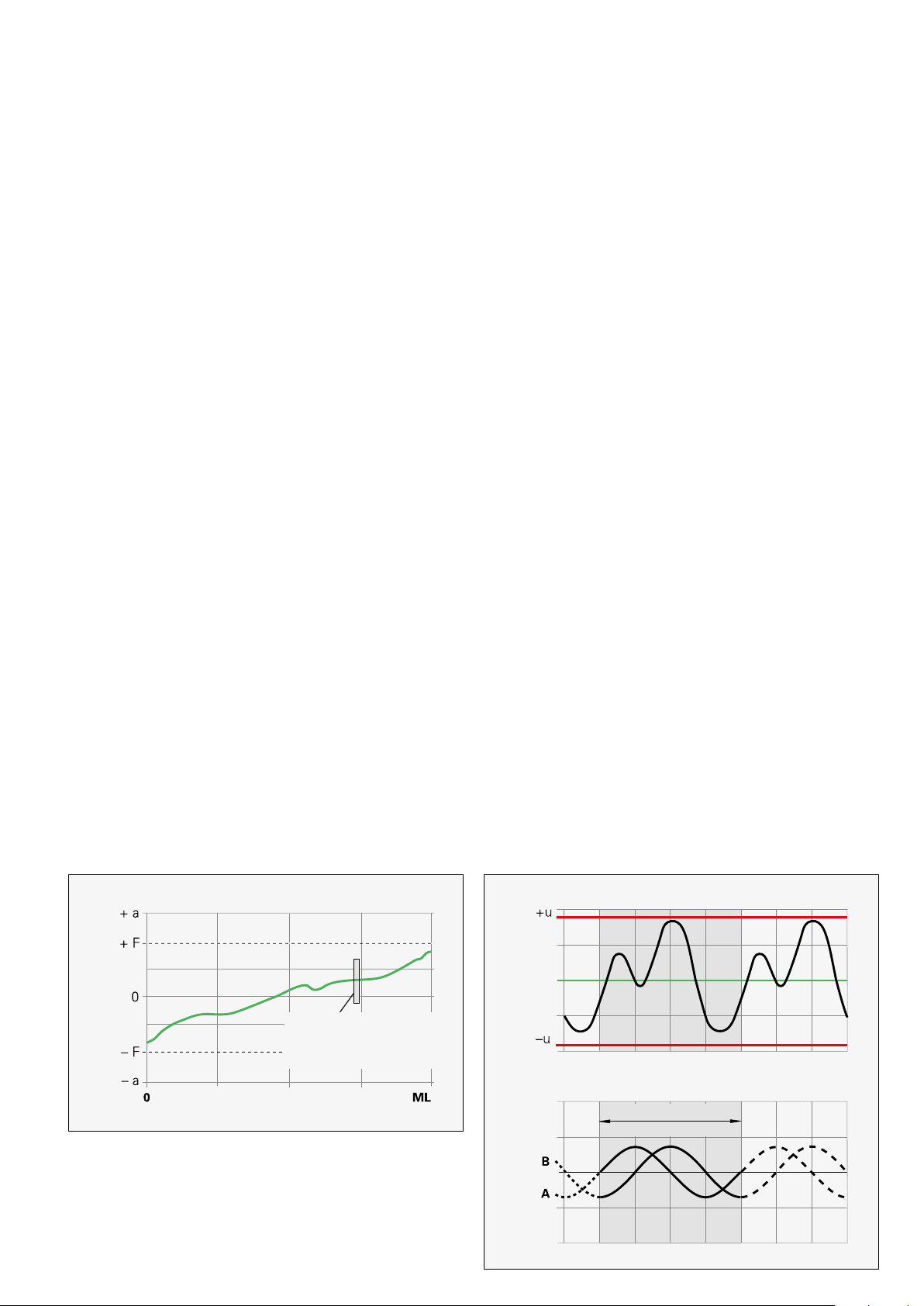
The extreme values of the total error F
with reference to their mean value lie over
the entire measuring length within the
system accuracy ± a. They are measured
during the final inspection and documented
in the calibration chart.
The system accuracy includes
• the homogeneity and period definition of
the graduation,
• the alignment of the graduation,
• the error of the bearing, and
• the position error within one signal
period.
Position error within one signal period
Position errors within one signal period
already become apparent in very small
motions and in repeated measurements.
They are therefore considered separately.
The position error within one signal period
± u results from the quality of the scanning
and—for encoders with integrated pulseshaping or counter electronics—the quality
of the signal-processing electronics.
For encoders with sinusoidal output
signals, however, the errors of the signal
processing electronics are determined by
the subsequent electronics.
The following individual factors influence
the result:
• The size of the signal period
• The homogeneity and period definition
of the graduation
• The quality of scanning filter structures
• The characteristics of the sensors
• The stability and dynamics of further
processing of the analog signals
These deviations are to be considered
when specifying position error within one
signal period.
Position error within one signal period ± u
is specified in percent of the signal period.
For length gauges, the value is typically
better than ± 1% of the signal period. You
will find the specified values in the
Specifications.
Short-range accuracy
The short-range accuracy describes an
error that occurs within a distance of
± 100 µm from a measuring point. It
includes electronic and mechanical
influences of the gauge on the result of
measurement. The values for short-range
accuracy typically lie below the specified
values.
12
Position error
Position error a over the measuring length ML
Position error within
one signal period
Position
Position error u within one signal period
Position error
Signal level
Signal period
360 °elec.
Page 13

Application-dependent error
Other factors besides the system accuracy
also influence the attainable total accuracy
of measurement. These include in particular the ambient temperature and temperature fluctuations during measurement as
well as a stable, orthogonal measuring
setup.
All components included in the measuring
loop, such as the holder for the measured
object, the gauge stand with holder, and
the length gauge itself, influence the result
of measurement. Expansion or deformation of the measuring setup through mechanical or thermal influences adds directly
to the error.
Mechanical design
A stable measuring assembly must be
ensured. Long lateral elements within the
measuring loop are to be avoided. HEIDENHAIN offers a stable gauge stand as an
accessory. The force resulting from the
measurement must not cause any measurable deformation of the measuring loop.
Length gauges from HEIDENHAIN operate
with small gauging force and have very
little influence on the measuring setup.
Orthogonal mounting
The length gauge is to be mounted so that
its plunger is exactly orthogonal to the
measured object or the surface on which it
rests. Deviations result in measuring error.
The accessory HEIDENHAIN gauge stands
with holders for an 8 mm clamping shank
ensure orthogonal mounting. Length
gauges that provide planar mounting
surfaces are to be adjusted in the direction
parallel to the mounting surface (Y) to be
perpendicular to the measuring plate. A
quick and reliable adjustment is possible
with the aid of a gauge block or a parallel
block. The perpendicularity to the measuring table (X) is already ensured by the
gauge stand.
Thermal characteristics
Temperature variations during measurement cause changes in length or deformation of the measuring setup. After a change
in temperature of 5 K, a steel bar of 200 mm
length expands by 10 µm.
Length changes resulting from a uniform
deviation from the reference temperature
can largely be compensated by resetting
the datum on the measuring plate or a
master; only the expansion of the scale
and measured object go into the result of
measurement.
Temperature changes during measurement
cannot be ascertained mathematically. For
critical components, HEIDENHAIN therefore uses special materials with low coefficients of expansion, such as are found in
the HEIDENHAIN-CERTO gauge stand.
This makes it possible to guarantee the
high accuracy of HEIDENHAIN-CERTO
even at ambient temperatures of 19 °C
to 21 °C and variations of ± 0.1 K during
measurement.
In order to measure with complete
accuracy, the length gauge should be
switched on approximately 15 minutes
before the first measurement.
The measuring loop: All components involved
in the measuring assembly, including the length
gauge
Orthogonal mounting
Thermally induced change in length:
Expansion of the measuring loop components
as a result of heat
13
Page 14
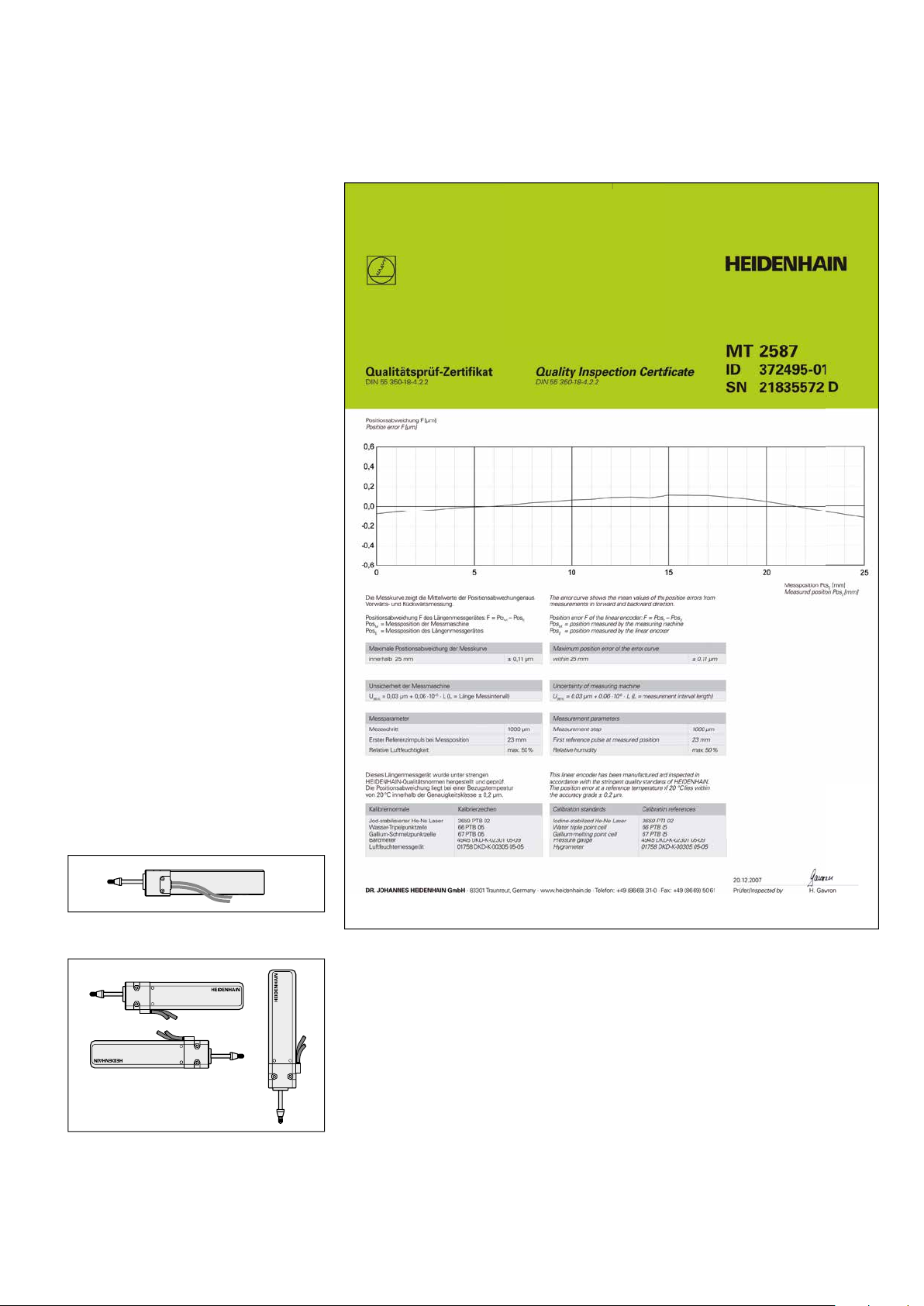
Calibration chart
All HEIDENHAIN length gauges are inspected before shipping for accuracy
and proper function.
They are calibrated for accuracy during
retraction and extension of the plunger. For
HEIDENHAIN-CERTO gauges, the number
of measuring positions is selected to
ascertain very exactly not only the longrange error, but also the position error
within one signal period.
The Quality Inspection Certifi cate
confi rms the specifi ed system accuracy
of each length gauge. The calibration
standards ensure the traceability—as
required by EN ISO 9001—to recognized
national or international standards.
For the HEIDENHAIN-METRO and HEIDENHAIN-CERTO series, a calibration chart
documents the position error over the
measuring range. It also shows the measuring step and the measuring uncertainty
of the calibration measurement.
For HEIDENHAIN-METRO gauges the
calibration chart shows the mean value of
one forward and one backward measuring
stroke.
The HEIDENHAIN-CERTO calibration chart
shows the envelope curve of the measured error. The HEIDENHAIN-CERTO
length gauges are supplied with two calibration charts, each for different operating
attitudes.
1
Operating attitude for calibration chart 1
2
4
3
Example
Temperature range
The length gauges are inspected at a
reference temperature of 20 °C. The
system accuracy given in the calibration
chart applies at this temperature.
Operating attitude for calibration chart 2
14
The operating temperature indicates the
ambient temperature limits between which
the length gauges will function properly.
The storage temperature range of -20 °C
to 60 °C applies for the device in its packaging.
Page 15
Repeatability
Whereas the system accuracy applies over
the entire measuring range, for some
applications the repeatability is the decisive
factor. It plays an important role in repeated
measurements.
Repeatability is defined in the standards
DIN 32876 and DKD-R 4-3, and describes
a length gauge’s capability to supply very
similar measured values for identical measurands and conditions.
HEIDENHAIN ascertains the repeatability
of the length gauges with five measurements near the lower plunger stop. The
plunger is completely extended and retracted at medium speed. Since the length
gauge was already in operation for at least
10 minutes before this, it is already in a stable thermal state.
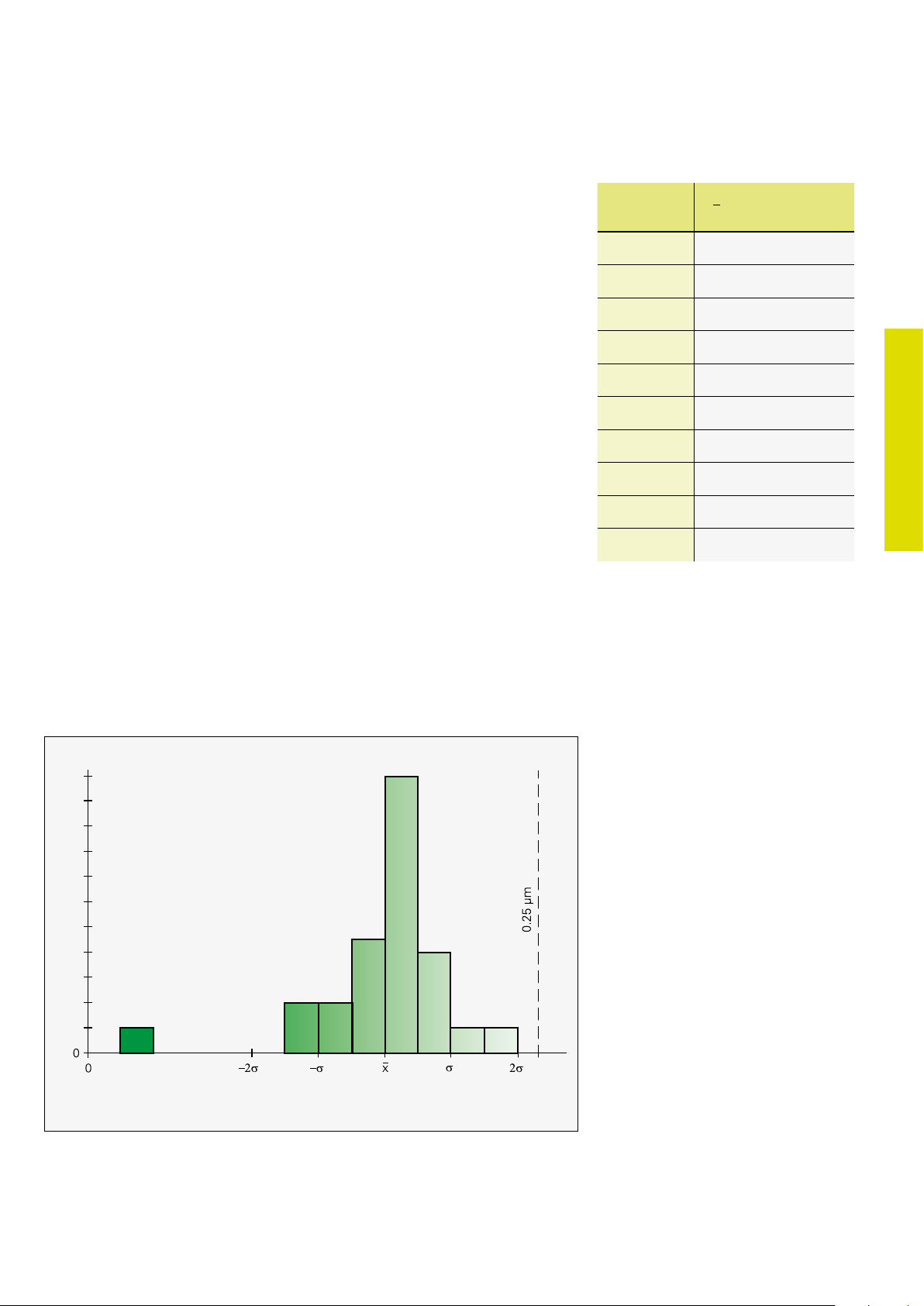
The repeatability of the length gauges is
usually better than the values listed in the
table. The characteristic statistical distribution is shown in the diagram, using the
ST 1200 as an example.
Repeatability depends on the
• combinations of materials used in the
components,
• installed electronics,
• optomechanics used, and the
• bearing of the plunger.
Series Repeatability
< x
± 2s
AT 1200
AT 3000
CT 2500
CT 6000
MT 101
MT 1200
MT 2500
MT 60
ST 1200
ST 3000
0.4 µm
0.8 µm
0.02 µm
0.03 µm
0.04 µm
0.03 µm
0.09 µm
0.06 µm
0.25 µm
0.7 µm
Frequency
ST 1200: Statistical distribution of the repeatability
Repeatability
15
Page 16
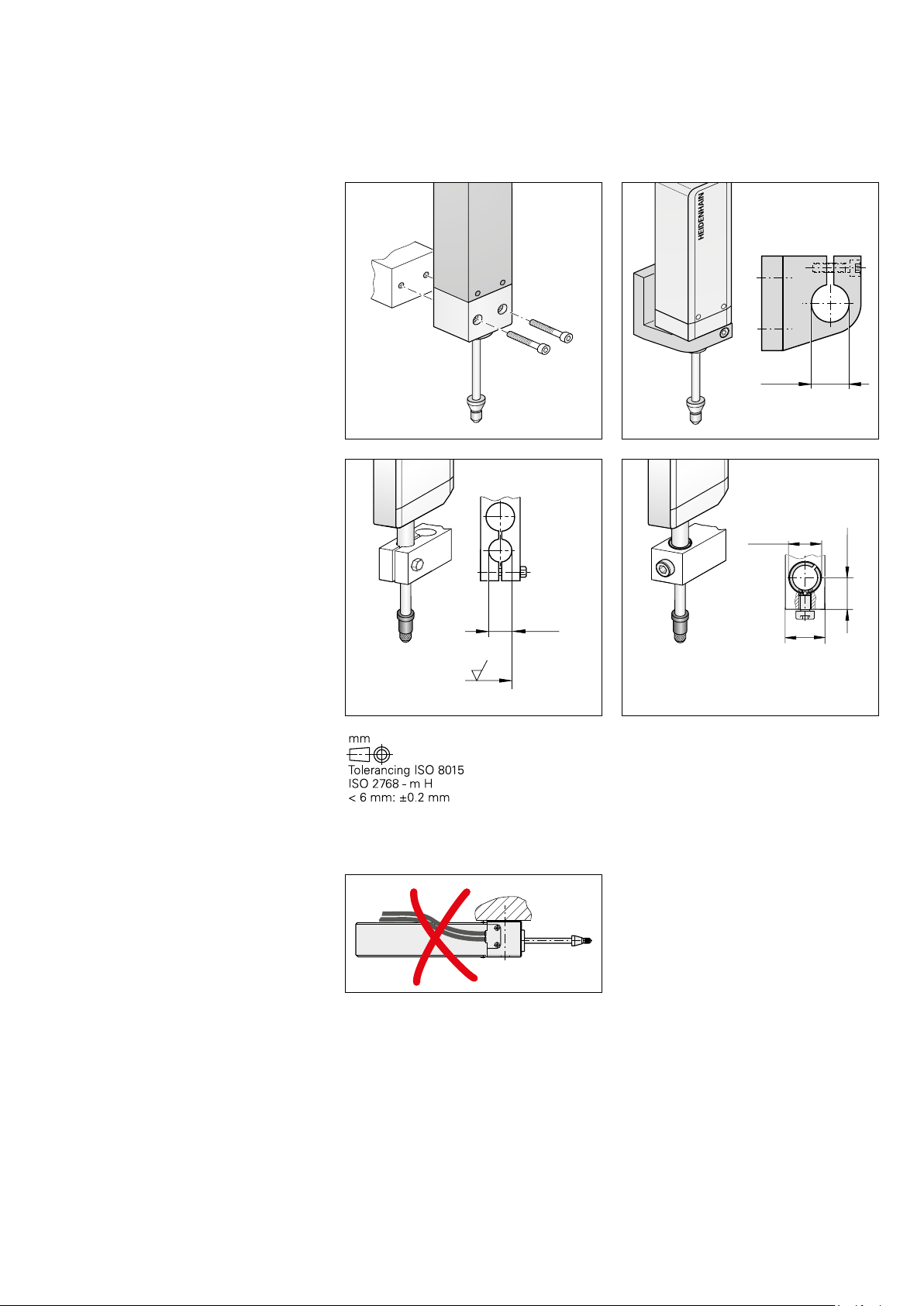
Mounting
Abbe principle
HEIDENHAIN length gauges enable you
to work according to the Abbe measuring
principle: The measured object and scale
must be in alignment to avoid additional
measuring error.
Fastening
The CT 6000, MT 60 and MT 101 length
gauges are fastened by two screws onto a
plane surface. This ensures a mechanically
stable installation of even these large
length gauges. Special holders are available
for fastening the MT 60 and MT 101 to the
MS 100 gauge stand for the HEIDENHAINMETRO (see Accessories).
The CT 2500 is mounted by its standard
clamping shank with 16h8 diameter. A
holder is available for fastening the
HEIDENHAIN-CERTO to the gauge stand
(see Accessories).
The AT, ST, MT 1200 and MT 2500 length
gauges feature a standard clamping shank
with 8h6 diameter. These HEIDENHAIN
length gauges can therefore easily be used
with existing measuring fixtures and
stands.
As an accessory, HEIDENHAIN offers a
special clamping sleeve and screw. It
facilitates fastening the length gauge
securely without overstressing the
clamping shank.
Clamping sleeve ID 386811-01
CT 6000
MT 60
MT 101
CT 2500
–
Secured with clamping sleeve
Operating attitude for HEIDENHAINCERTO
The HEIDENHAIN-CERTO can be operated
at any attitude. However, the mounting
position with horizontal length gauge and
upward facing mounting surface should be
avoided because in such a case no
guarantee can be made for accuracy.
16
Page 17

Setup
HEIDENHAIN length gauges function
according to the Abbe measuring
principle, i.e. the measuring standard and
the plunger are exactly aligned. All
components comprising the measuring
loop, such as the measuring standard,
plunger, holder and scanning head are
designed in terms of their mechanical and
thermal stability for the highest possible
accuracy of the length gauge.
The plungers of the HEIDENHAIN length
gauges are locked against rotation. Their
optimally round form stays unchanged
while stability and thermoconductivity
remain unimpaired. They are provided with
an M2.5 thread to hold measuring contacts
(see Accessories)
The plungers of the HEIDENHAIN-ACANTO
and HEIDENHAIN-SPECTO ST 1200 length
gauges are protected by a rubber bellows.
The bellows are characterized by high resistance to chemical and thermal influences and have a relatively low stiffness. Its
influence on the gauge’s mechanical behavior and the measuring force is therefore
low.
Thermal characteristics
HEIDENHAIN length gauges have a defined thermal behavior. Since temperature
variations during measurement can result
in changes in the measuring loop, HEIDENHAIN uses special materials with low coefficients of expansion Þ
for the compo-
therm
nents of the measuring loop, for example
in the HEIDENHAIN-CERTO length gauges.
The scale is manufactured of Zerodur
(Þ
0 K–1), and the plunger and holder
therm
are of Invar (Þ
1 x 10–6 K–1). This
therm
makes it possible to guarantee its high
measuring accuracy over a relatively large
temperature range.
Acceleration
Length gauges from HEIDENHAIN feature
a sturdy design. Even high vibration and
shock loads have no negative influence on
the accuracy.
However, shock and vibration of any kind is
to be avoided during measurement so as
not to impair the high accuracy of measurement. The maximum values given in the
specifications for shock and vibration apply
to the effect of external acceleration on the
length gauge. They describe only the
mechanical stability of the length gauge,
and imply no guarantee of function or
accuracy.
In the length gauge itself, unchecked
extension of the spring-driven or noncoupled moving plunger can cause high
acceleration onto the measured object or
measuring plate surface. For the MT 1200
and MT 2500 series length gauges, use
the cable-type lifter whenever possible
(see Accessories). The cable lifter features
adjustable pneumatic damping to limit the
extension velocity to an uncritical value.
Design of CT 6000,
MT 60
Measuring standard
(scale)
Scanning unit with light
source and photovoltaic cells
Holder
Ball-bush guide
Plunger
Design of ST 1200
Connecting cable
Scanning unit with light
source, photocells and
scanning electronics
Measuring standard
Ball-bush guide
Plunger
Rubber bellows
Measuring contact
Measuring contact
17
Page 18

Plunger guideway
HEIDENHAIN length gauges are available
with various plunger guides.
The plungers of the HEIDENHAIN-ACANTO
length gauges work with sliding guides.
The sliding guides have the following
properties:
• Sturdiness thanks to few moving parts
• High tolerance to shock and vibration
• High plunger speeds and long service life
thanks to high-quality ceramic bearings
• Less sensitivity to improper clamping
The HEIDENHAIN-METRO, HEIDENHAINCERTO, and HEIDENHAIN-SPECTO length
gauges are equipped with a ball-bush
guide. The following are some of the basic
properties of ball guides in HEIDENHAIN
length gauges:
• Low friction, which makes versions of
length gauges with reduced gauging
force possible
• Safe plunger extension and retraction
even with high radial force
• High precision of the measuring loop
thanks to a guide that is free of play (the
bearing and plunger are specially fitted
during manufacture)
Expendable parts
HEIDENHAIN length gauges contain
components that are subject to wear,
depending on the application and handling.
These include in particular the following
parts:
• Guideway (tested for at least 60 million
strokes*)
• Cable link for CT, MT 60 and MT 101
(tested for at least 1 million strokes*)
• Scraper rings
• Rubber bellows for AT and ST 1200
* With CT, MT 60 M and MT 101 M
only with actuation by switch box
Note
DIADUR is a registered trademark of
DR. JOHANNES HEIDENHAIN GmbH,
Traunreut, Germany.
Zerodur®is a registered trademark of
Schott Glaswerke in Mainz, Germany.
Sliding guide Ball-bush guide
18
Page 19

Gauging force – plunger actuation
Gauging force
Gauging force is the force that the plunger
exercises on the measured object. An
excessively large gauging force can cause
deformation of the measuring contact and
the measured object. If the gauging force
is too small, an existing dust film or other
obstacle may prevent the plunger from
fully contacting the measured object. The
gauging force depends on the type of
plunger actuation.
Plunger actuation by spring
For the AT 1218, AT 3018, MT 12x1, MT 25x1,
ST 12x8 and ST 30x8, the integral spring
extends the plunger to the measuring position and applies the gauging force. In its
resting position, the plunger is extended.
The gauging force depends on the following criteria:
• The operating attitude
• The plunger position, i.e. the force
changes over the measuring range
• The measuring direction, i.e., whether
the gauge measures with extending or
retracting plunger
In the diagrams, the measuring force is
shown over the measuring range for a
retracting and extending plunger in a
horizontal operating attitude.
The gauging forces can be divided into the
following classes:
• Reduced MR: Approx. half the gauging
force of the standard variant.
• Low MW: Gauging force at the
beginning of the measuring range,
approx 0.01 N
• Springless MG: Constant gauging force
over the entire measuring range
In order not to influence the gauging force,
the variants ST 1288 MR and ST 1288 MG
are provided without a rubber bellows. Due
to their low gauging force, the variants
MT 1281 MW, MT 1281 MG and ST 1288 MG
can only be used for measuring vertically
downward. For this reason, the diagram
shows only gauging forces for a vertical
operating orientation.
Plunger actuation by measured object
The complete length gauge is moved
relative to the measured object, normally
while the plunger retracts.
Plunger actuation via cable-type lifter
(MT 12x1, MT 25x1)
Through a cable mechanism, the plunger is
retracted by hand and then extended onto
the measured object. The measurement is
made with extending plunger.
The integral pneumatic damping reduces
the plunger extension speed to prevent
bouncing, for example on very hard materials. This prevents measuring error through
bouncing.
The MT 1281 and ST 1288 length gauges
are available with various gauging forces.
Particularly for fragile materials this makes it
possible to measure without deformation.
Special variants 12 mm measuring range 25 mm/30 mm measuring range
0.35
0.30
0.25
0.20
Gauging force [N]
0.15
0.10
0.05
MT 1281 MW extending
MT 1281 MW retracting
MT 1281 MR extending
MT 1281 MR retracting
ST 1288 MR extending
ST 1288 MR retracting
Gauging force [N]
MT 12x1 extending
MT 12x1 retracting
ST 12x8 extending
ST 12x8 retracting
AT 1218 extending
AT 1218 retracting
2.0
1.8
1.6
1.4
1.2
Gauging force [N]
1.0
0.8
0.6
0.4
MT 25x1 extending
MT 25x1 retracting
ST 30x8 extending
ST 30x8 retracting
AT 3018 extending
AT 3018 retracting
0.00
Distance [mm]
0.2
Distance [mm]
5 10 15 20 25 30
0
Distance [mm]
19
Page 20

Pneumatic plunger actuation
The pneumatically actuated plungers of
the AT 1217, AT 3017, MT 1287, MT 2587,
ST 12x7 and ST 30x7 length gauges are
extended by the application of compressed
air. When the air connection is ventilated,
the integral spring retracts the plunger. to a
protected resting position within the
housing.
The gauging force can be adjusted to the
measuring task through the level of air
pressure. At constant pressure, it depends
on the operating attitude and the plunger
position.
The working pressure defines the pressure
range of the first complete plunger extension up to the maximum specified range.
Note
The compressed air introduced directly into
the length gauges must be properly
conditioned and must comply with the
following quality classes as per ISO 8573-1
(1995 edition):
• Solid contaminants Class 1
(max. particle size 0.1 µm and max.
particle density 0.1 mg/m
• Total oil content: Class 1
(max. oil concentration 0.01 mg/m
at 1 · 10
5
Pa)
3
at 1 · 105 Pa)
3
• Max. pressure dew point: Class 4,
but with reference conditions of
+3 °C at 2 · 10
5
Pa
The diagrams show the respective measuring force for a horizontal operating attitude
depending on the working pressure applied
with the plunger fully extended and fully retracted. These are approximate values that
are subject to changes due to tolerances
and depend on seal wear.
12 mm measuring range
(pneumatically actuated)
MT 12x7 retracted
MT 12x7 extended
ST 12x7 retracted
ST 12x7 extended
AT 1217 retracted
AT 1217 extended
25 mm/30 mm measuring range
(pneumatically actuated)
MT 2587 retracted
MT 2587 extended
ST 30x7 retracted
ST 30x7 extended
AT 3017 retracted
2.4
2.0
AT 3017 extended
HEIDENHAIN offers the DA 400 com-
pressed air unit for purifying compressed
air. The minimum flow rate is 10 l/min.
For more information, ask for our DA 400
Product Information Sheet.
Except for special variants, the diagrams
apply for the horizontal operating
attitude. The following compensation
values are to be taken into account for
other operating attitudes.
Type
Operating attitude vertical
North South
20
Gauging force [N]
Pressure [bars]
1.6
AT 121x
AT 301x
Gauging force [N]
1.2
MT 12xx
MT 25x1
0.8
MT 2587
ST 12x7
0.4
0.0
0.8 1.2 1.6 2.0 2.4 2.8
0.4
Pressure [bars]
ST 12x8
ST 30xx
– 0.12 N
– 0.18 N
– 0.13 N
– 0.17 N
– 0.19 N
– 0.07 N
– 0.08 N
– 0.11 N
+ 0.12 N
+ 0.18 N
+ 0.13 N
+ 0.17 N
+ 0.19 N
+ 0.07 N
+ 0.08 N
+ 0.11 N
Page 21

Motorized plunger actuation
The CT 2501, CT 6001, MT 60 M and
MT 101 M length gauges feature an integral
motor that moves the plunger. It is operated through the switch box either by push
button or over the connection for external
actuation. The plungers of the CT 2501,
CT 6001 and MT 60 M length gauges must
not be moved by hand if the switch box is
connected.
The gauging force of the CT 2501,
CT 6001, and MT 60 M motorized length
gauges is adjustable in three stages
through the switch box. The force remains
constant over the measuring range but
depends on the operating attitude.
Regardless of the operating attitude—
whether it measures vertically downward
(with the SG 101 V switch box) or
horizontally (with the SG 101 H switch
box)—the MT 101 M exercises a constant
gauging force.
CT 2501
MT 60 M MT 101 M
CT 6001
Gauging force
By motor By motor By motor
Vertically downward 1 N/1.25 N/1.75 N 1 N/1.25 N/1.75 N 0.7 N with SG 101 V
Vertically upward –/–/0.75 N –/–/0.75 N –
Horizontal –/0.75 N/1.25 N –/0.75 N/1.25 N 0.7 N with SG 101 H
External plunger actuation by coupling
For the CT 2502, CT 6002, MT 60 K,
MT 101 K and special versions (without
spring) of the MT 1200, MT 2500, and
ST 1288, the plunger is freely movable.
For position measurement, the plunger is
connected by a coupling with a moving
machine element. The force needed to
move the plunger is specified as the
required moving force. It depends on
the operating attitude.
Gauging force
CT 2502
CT 6002
Moving force
MT 60 K MT 101 K
MT 1271 « TTL
MT 1281 » 1 V
1)
Moving force1)Moving force1)– – –
MT 2571 « TTL
MT 2581 » 1 V
PP
ST 1288
PP
Vertically downward 0.6 N 0.35 N 1.7 N 0.13 N 0.17 N 0.2 N
Vertically upward 0.1 N 0.1 N 2 N – – –
Horizontal 0.6 N 0.5 N 0.4 N – – –
1)
Force required to move the plunger or of its weight
21
Page 22

HEIDENHAIN-ACANTO
Absolute length gauges with EnDat interface
• Very compact dimensions
• Splash-proof
• Plain-bush guided plunger
AT 1200
AT 3000
Dimension changes under max. pressure (1.8 bars)
22
ML = Measuring length
= Clamping area
= Air connection for 2 mm tube
Page 23

Mechanical data AT 1218 AT 3018 AT 1217 AT 3017
Plunger actuation
Position of plunger at rest
Measuring standard
System accuracy
By measured object
Extended
Pneumatic
Retracted
DIADUR grating on glass; grating period 188.4 µm
± 2 µm
Position error per signal period ± 0.7 µm
Measuring range
Working pressure
Mech. permissible traversing speed
Radial force
Fastening
12 mm 30 mm 12 mm 30 mm
– 0.7 bar to 1.8 bars 1.1 bars to 1.8 bars
80 m/min 120 m/min 80 m/min 120 m/min
0.5 N (mechanically permissible)
Clamping shank ¬ 8h6
Operating attitude Any
2
Vibration 55 Hz to 2 000 Hz
Shock 11 ms
Operating temperature
100 m/s
500 m/s
10 °C to 40 °C; reference temperature 20 °C
(EN 60 068-2-6)
2
(EN 60 068-2-27)
Protection EN 60 529 IP 67 IP 64
IP 67 upon request
1)
IP 64
1)
Weight without cable 80 g 100 g 80 g 100 g
1)
IP67 with sealing air
Electrical data EnDat
Interface
EnDat 2.2
Ordering designation EnDat 22
Resolution 23 nm 368 nm 23 nm 368 nm
Calculation time t
cal
Clock frequency
Electrical connection
5 µs
8 MHz
M12 flange socket (male) 8-pin
Cable length 100 m with HEIDENHAIN cable
Voltage supply 3.6 V to 14 V DC
Power consumption (max.) 3.6 V: 550 mW
14 V: 650 mW
Current consumption (typical) 5 V: 80 mA (without load)
23
Page 24

HEIDENHAIN-CERTO
Incremental length gauges with ± 0.1 µm/± 0.051) µm*/± 0.03 µm1) accuracy
• For very high accuracy
• For inspection of measuring equipment and gauge blocks
• Ball-bush guided plunger
CT 2500
CT 6000
24
= Reference mark
position
Page 25

Specifications CT 2501 CT 6001 CT 2502 CT 6002
Plunger actuation
Measuring standard
System accuracy
At 19 °C to 21 °C
By motor Via coupling with moving machine part
DIADUR phase grating on Zerodur glass ceramic; grating period 4 µm
± 0.1 µm,
± 0.03 µm
1)
± 0.1 µm,
± 0.05 µm
1)
± 0.1 µm,
± 0.03 µm
1)
Position error per signal period ± 0.02 µm
Short-range accuracy typically 0.03 µm
Reference mark
Measuring range
Radial force
Fastening
One, ≈ 1.7 mm below upper stop
25 mm 60 mm 25 mm 60 mm
0.5 N (mechanically permissible)
Clamping shank
¬ 16h8
Plane surface Clamping shank
¬ 16h8
Operating attitude Any required (for preferred operating attitude see Mounting)
2
Vibration 55 to 2 000 Hz
Shock 11 ms
Operating temperature
100 m/s
1 000 m/s
10 °C to 40 °C; reference temperature 20 °C
(EN 60 068-2-6)
2
(EN 60 068-2-27)
± 0.1 µm,
± 0.05 µm
1)
Plane surface
Protection EN 60 529 IP50
Weight without cable 520 g 700 g 480 g 640 g
Electrical data CT 2501 CT 6001 CT 2502 CT 6002
Interface
» 11 µA
PP
Signal period 2 µm
Measuring velocity 24 m/min (depending on the subsequent electronics)
12 m/min with the ND 28x display unit
Electrical connection*
• Cable 1.5 m with D-sub connector (male), 15-pin
• Cable 1.5 m with M23 connector (male), 9 pin
Interface electronics are integrated in connector.
Cable length 30 m
Voltage supply 5 V DC ± 0.25 V/< 170 mA 5 V DC ± 0.25 V/< 120 mA
Required accessories* For CT 2501 For CT 6001
Switch box
* Please select when ordering
1)
After linear length-error compensation in the evaluation electronics
2)
Force required to move the plunger or of its weight
SG 25 M SG 60 M
25
Page 26

HEIDENHAIN-METRO
Incremental length gauges with ± 0.2 µm accuracy
• High repeatability
• Plunger actuation by cable release, by the workpiece or pneumatically
• Ball-bush guided plunger
MT 1200
L1
L2
L3
MT 12x1 MT 1287
18.5 22.0
10.1 6.2
8.1 4.2
MT 2500
L1
L2
L3
MT 1287
MT 2587
MT 25x1 MT 2587
37.0 41.0
10.1 6.2
8.1 4.2
26
= Reference mark position
= Beginning of measuring length
= Clamping area
= Air connection for 2 mm tube
Page 27

Mechanical data
Plunger actuation
Position of plunger at rest
Measuring standard
System accuracy
MT 1271 « TTL
MT 1281 » 1 V
By cable or measured object
Extended
DIADUR phase grating on Zerodur glass ceramic; grating period 4 µm
± 0.2 µm
MT 2571 « TTL
MT 2581 » 1 V
PP
MT 1287 » 1 VPPMT 2587 » 1 V
PP
Pneumatic
Retracted
Position error per signal period ± 0.02 µm
Short-range accuracy typically 0.03 µm 0.04 µm 0.03 µm 0.04 µm
PP
Reference mark
Measuring range
Working pressure
Radial force
Fastening
≈ 1.7 mm below upper stop
12 mm 25 mm 12 mm 25 mm
– 0.9 bar to 1.4 bars
0.8 N (mechanically permissible)
Clamping shank ¬ 8h6
Operating attitude Any; for version without spring and with low gauging force: vertically downward
2
Vibration 55 Hz to 2 000 Hz
Shock 11 ms
Operating temperature
100 m/s
1 000 m/s
10 °C to 40 °C; reference temperature 20 °C
(EN 60 068-2-6)
2
(EN 60 068-2-27)
Protection EN 60 529 IP50 IP64 (with sealing air)
Weight without cable 100 g 180 g 110 g 190 g
Electrical data MT 1271
MT 2571
MT 128x
MT 258x
Interface
« TTL » 1 V
PP
Integrated interpolation* 5-fold 10-fold –
Signal period 0.4 µm 0.2 µm 2 µm
Mech. permissible traversing speed
Edge separation a at
scanning frequency*/traverse speed
200 kHz 24 m/min
100 kHz 12 m/min
50 kHz 6 m/min
25 kHz 3 m/min
Electrical connection*
(Interface electronics integrated in
connector)
1)
30 m/min
0.23 µs
0.48 µs
0.98 µs
–
–
0.23 µs
0.48 µs
0.98 µs
Cable 1.5 m with D-sub connector (male),
15-pin
–
Cable 1.5 m with
• D-sub connector (male), 15-pin
• M23 connector (male), 12-pin
Cable length 30 m with HEIDENHAIN cable
Voltage supply 5 V DC ± 0.5 V/< 160 mA (without load) 5 V DC ± 0.25 V/< 130 mA
* Please select when ordering
1)
At the corresponding cutoff or scanning frequency
27
Page 28

HEIDENHAIN-METRO
Incremental length gauges with ± 0.5 µm/± 1 µm accuracy
• Large measuring ranges
• For dimensional and positional measurement
• Ball-bush guided plunger
MT 60 M
MT 60
MT 101 M
MT 101
28
= Reference mark position
Page 29

Specifications MT 60 M MT 101 M MT 60 K MT 101 K
Plunger actuation
Measuring standard
System accuracy
By motor Via coupling with moving machine part
DIADUR grating on silica glass; grating period 10 µm
± 0.5 µm ± 1 µm ± 0.5 µm ± 1 µm
Position error per signal period ± 0.1 µm
Reference mark
Measuring range
≈ 1.7 mm from top ≈ 10 mm from top ≈ 1.7 mm from top ≈ 10 mm from top
60 mm 100 mm 60 mm 100 mm
Radial force mech. permissible 0.5 N 2 N 0.5 N 2 N
Fastening
Operating attitude Any Vertically downward
Plane surface
Any
with SG 101 V
Horizontal with
SG 101 H
2
Vibration 55 Hz to 2 000 Hz
Shock 11 ms
Operating temperature
100 m/s
1 000 m/s
10 °C to 40 °C; reference temperature 20 °C
(EN 60 068-2-6)
2
(EN 60 068-2-27)
Protection EN 60 529 IP50
Weight without cable 700 g 1400 g 600 g 1200 g
Electrical data MT 60 M MT 101 M MT 60 K MT 101 K
Interface
» 11 µA
PP
Signal period 10 µm
Measuring velocity 18 m/min 60 m/min 18 m/min 60 m/min
Electrical connection*
Cable 1.5 m with 15-pin D-sub connector (male) or with 9-pin M23 connector (male)
Cable length 30 m with HEIDENHAIN cable
Voltage supply 5 V DC ± 0.25 V
Current requirement < 120 mA < 70 mA
Required accessories* For MT 60 M For MT 101 M
Switch box
SG 60 M Vertical orientation: SG 101 V
Horizontal orientation: SG 101 H
power supply unit
* Please select when ordering
1)
Force required to move the plunger or of its weight
– Required (see Accessories)
29
Page 30

HEIDENHAIN-SPECTO
Incremental length gauges with ± 1 µm accuracy
• Very compact dimensions
• Splash-proof
• Ball-bush guided plunger
ST 1200
ST 3000 ST 12x7
ST 30x7
–
30
= Reference mark position
= Beginning of measuring length
= Clamping area
= Air connection for 2 mm tube
Page 31

Mechanical data
ST 1278 « TTL
ST 1288 » 1 V
Plunger actuation
Position of plunger at rest
Measuring standard
System accuracy
By measured object
Extended
DIADUR grating on glass; grating period 20 µm
± 1 µm
Position error per signal period ± 0.2 µm
Short-range accuracy typically 0.3 µm
ST 3078 « TTL
ST 3088 » 1 V
PP
ST 1277 « TTL
ST 1287 » 1 V
PP
Pneumatic
Retracted
ST 3077 « TTL
ST 3087 » 1 V
PP
PP
Reference mark
Measuring range
Working pressure
Radial force
Fastening
≈ 5 mm below upper stop
12 mm 30 mm 12 mm 30 mm
– 0.7 bar to 2.5 bars 0.8 bar to 2.5 bars
0.8 N (mechanically permissible)
Clamping shank ¬ 8h6
Operating attitude Any
2
Vibration 55 Hz to 2 000 Hz
Shock 11 ms
Operating temperature
100 m/s
1 000 m/s
10 °C to 40 °C; reference temperature 20 °C
(EN 60 068-2-6)
2
(EN 60 068-2-27)
Protection EN 60 529 IP67/IP64 IP 64
Weight without cable 40 g 50 g 40 g 50 g
Electrical data ST 127x
ST 307x
Interface
« TTL » 1 V
ST 128x
ST 308x
PP
Integrated interpolation* 5-fold 10-fold –
Signal period 4 µm 2 µm 20 µm
Edge separation a at
scanning frequency*/traverse speed
100 kHz 72 m/min
1)
50 kHz 60 m/min
25 kHz 30 m/min
Electrical connection*
2)
0.48 µs
0.98 µs
1.98 µs
Cable 1.5 m with D-sub connector (male),
15-pin (integrated interface electronics)
0.23 µs
0.48 µs
0.98 µs
–
Cable 1.5 m with
• D-sub connector (male), 15-pin
• M23 connector (male), 12-pin
Cable outlet* Axial or radial
Cable length 30 m with HEIDENHAIN cable
Voltage supply 5 V DC ± 0.5 V
Current requirement < 195 mA (without load) < 55 mA
* Please select when ordering
1)
Mechanically limited
2)
At the corresponding cutoff or scanning frequency
31
Page 32

Accessories
Measuring contacts
Ball-type contact
Steel ID 202504-01
Carbide ID 202504-02
Ruby ID 202504-03
Pin-type contact
Steel ID 202505-01
Domed contact
Carbide ID 229232-01
Knife-edge contact
Steel ID 202503-01
Flat contact
Steel ID 270922-01
Carbide ID 202506-01
Roller contact, steel
For a low-friction contact with moving surfaces
Crowned ID 202502-03
Cylindrical ID 202502-04
32
Adjustable contact, carbide
For exact parallel alignment to the measuring plate surface
Flat ID 202507-01
Knife-edged ID 202508-01
Page 33

Switch boxes, coupling
Switch boxes for CT 2501, CT 6001,
MT 60 M, MT 101 M
Switch boxes are required for length
gauges with motorized plunger actuation.
The plunger is controlled through two push
buttons or by external signal. The SG 25 M
and SG 60 M switch boxes can adjust the
gauging force in three stages.
SG 25 M
ID 317436-01
SG 60 M
ID 317436-02
SG 1 01 V
For the MT 101 M in vertical operation
ID 361140-01
SG 101 H
For the MT 101 M in horizontal operation
ID 361140-02
Connector (female) 3-pin
For external operation of the switch box
ID 340646-05
1)
1)
1)
Separate power supply required
Power adapter for SG 101 V/H
An adapter to be connected to the switch
box powers the MT 101 M.
Voltage range 100 V to 240 V AC
Exchangeable plug adapter
(U.S. and Euro connectors included in
delivery)
ID 648029-01
Coupling
For connecting the plunger of the length
gauge (specifically for the MT 60 K,
MT 101 K, CT 2502 and CT 6002) to a
moving machine element
ID 206310-01
33
Page 34

Accessories for HEIDENHAIN-CERTO
Gauge stand
CS 200 gauge stand
For length gauges CT 2501*
CT 6001
ID 221310-01
Overall height 350 mm
Base ¬ 250 mm
Column ¬ 58 mm
Weight 15 kg
*) With special holder
The flatness of the CS 200 is determined
with the aid of a Fizeau interferometer.
Holder for CS 200
For the CT 2501 with ¬ 16 mm clamping
shank
ID 324391-01
No chips or flaws
34
Page 35

Ceramic suction plate, diaphragm pump
Ceramic suction plate
Wear-resistant working surface with high
surface quality specifically for inspecting
gauge blocks
ID 223100-01
The gauge block (class 1 or 2)—or any
other object with a plane surface—is
drawn by suction onto the top of the
ceramic plate. The ceramic plate is likewise
drawn to the granite base and held in place
through negative gauge pressure.
Parts for connecting the ceramic suction
plate with the diaphragm pump are among
the items supplied:
Pressure tubing 3 m
T-joint
Connecting piece
Diaphragm pump
Source of suction for drawing the
measured object and ceramic suction plate
Power consumption 20 W
Weight 2.3 kg
Line voltage 230 V AC/50 Hz
ID 754220-01
Line voltage 115 V AC/60 Hz
ID 754220-02
35
Page 36

Accessories for HEIDENHAIN-ACANTO, HEIDENHAIN-METRO
and HEIDENHAIN-SPECTO
Cable-type lifter, gauge stands
Cable lifter
For manual plunger actuation of MT 1200
and MT 2500. The integral pneumatic
damping reduces the plunger extension
speed to prevent bouncing, for example on
very hard materials.
ID 257790-01
MS 200 gauge stand
For length gauges AT
ST
MT 1200
MT 2500
MT 60 M
MT 101 M
ID 244154-01
Total height 346 mm
Base ¬ 250 mm
Column ¬ 58 mm
Weight 18 kg
1)
With special holder
Holder for MS 200
For mounting the length gauges
with ¬ 8 mm clamping shank,
e.g. AT, ST, MT 1200, MT 2500
ID 324391-02
1)
1)
1)
1)
Clamping sleeve
For length gauges AT, ST
MT 1200
MT 2500
For fixing the length gauge reliably without
overloading the 8h6 clamping shank.
Consisting of:
Sleeve, clamping screw
ID 386811-01 (1 piece)
ID 386811-02 (10 pieces)
36
Page 37

MS 45 gauge stand
For length gauges AT
ST
MT 1200
MT 2500
ID 202162-02
Overall height 196.5 mm
Measuring plate ¬ 49 mm
Column ¬ 22 mm
Weight 2.2 kg
MS 100 gauge stand
For length gauges AT
ST
MT 1200
MT 2500
MT 60 M
MT 101 M
ID 202164-02
Overall height 385 mm
Measuring plate 100 mm x 115 mm
Column ¬ 50 mm
Weight 18 kg
1)
With special holder
1)
1)
Holder for MS 100
For mounting the MT 60 M
ID 207479-01
For mounting the MT 101 M
ID 206260-01
37
Page 38

Interface electronics
Interface electronics from HEIDENHAIN
adapt the encoder signals to the interface
of the subsequent electronics. They are
used when the subsequent electronics
cannot directly process the output signals
from HEIDENHAIN encoders, or if
additional interpolation of the signals is
necessary.
Input signals of the interface electronics
Interface electronics from HEIDENHAIN
can be connected to encoders with
sinusoidal signals of 1 V
or 11 µA
the serial interfaces EnDat or SSI can also
be connected to various interface
electronics.
Output signals of the interface
electronics
Interface electronics with the following
interfaces to the subsequent electronics
are available:
• TTL square-wave pulse trains
• EnDat 2.2
• DRIVE-CLiQ
• Fanuc Serial Interface
• Mitsubishi high speed interface
• Yaskawa Serial Interface
• Profi bus
Interpolation of the sinusoidal input
signals
In addition to being converted, the
sinusoidal encoder signals are also
interpolated in the interface electronics.
This permits fi ner measuring steps and, as
a result, higher control quality and better
positioning behavior.
(current signals). Encoders with
PP
(voltage signals)
PP
Box design
Plug design
Version for integration
Formation of a position value
Some interface electronics have an
integrated counting function. Starting from
the last reference point set, an absolute
position value is formed when the
reference mark is traversed, and is
transferred to the subsequent electronics.
Top-hat rail design
38
Page 39

Outputs Inputs Design – Protection class Interpolation1) or
subdivision
Interface Qty. Interface Qty.
Model
« TTL 1 » 1 V
» 11 µA
« TTL/
» 1 V
PP
2 » 1 V
Adjustable
PP
PP
PP
1 Box design – IP 65 5/10-fold
20/25/50/100-fold
Without interpolation
25/50/100/200/400-fold
Plug design – IP 40 5/10/20/25/50/100-fold
Version for integration –
5/10-fold
IP 00
20/25/50/100-fold
1 Box design – IP 65 5/10-fold
20/25/50/100-fold
Without/5-fold
25/50/100/200/400-fold
Version for integration –
5-fold
IP 00
1 Box design – IP 65 2-fold
5/10-fold
IBV 101
IBV 102
IBV 600
IBV 660 B
APE 371
IDP 181
IDP 182
EXE 101
EXE 102
EXE 602 E
EXE 660 B
IDP 101
IBV 6072
IBV 6172
EnDat 2.2 1 » 1 V
PP
1 Box design – IP 65 16 384-fold subdivision
Plug design – IP 40 16 384-fold subdivision
2 Box design – IP 65 16 384-fold subdivision
DRIVE-CLiQ 1 EnDat 2.2 1 Box design – IP 65 –
Fanuc Serial
1 » 1 V
PP
1 Box design – IP 65 16 384-fold subdivision
Interface
Plug design – IP 40 16 384-fold subdivision
2 Box design – IP 65 16 384-fold subdivision
Mitsubishi high
1 » 1 V
PP
1 Box design – IP 65 16 384-fold subdivision
speed interface
Plug design – IP 40 16 384-fold subdivision
2 Box design – IP 65 16 384-fold subdivision
Yaskawa Serial
1 EnDat 2.2
2)
1 Plug design – IP 40 –
Interface
PROFIBUS-DP 1 EnDat 2.1
1)
Switchable
2)
Only LIC 4100 with 5 nm measuring step, LIC 2100 with 50 nm and 100 nm measuring steps
EnDat 2.2 1 Top-hat rail design –
;
5/10-fold and 20/25/50/100fold
IBV 6272
EIB 192
EIB 392
EIB 1512
EIB 2391 S
EIB 192 F
EIB 392 F
EIB 1592 F
EIB 192 M
EIB 392 M
EIB 1592 M
EIB 3391 Y
PROFIBUS
Gateway
39
Page 40

Evaluation electronics units
For measuring and testing tasks
Evaluation electronics from HEIDENHAIN
combine measured value acquisition with
intelligent, application-specifi c further
processing. They are used in many
metrological applications, ranging from
simple measuring stations to complex
inspection systems with multiple
measuring points.
Evaluation units feature interfaces for
various encoder signals. They include units
with integrated display—which can be
used independently—and units that require
a PC for operation.
Unit with integrated display –
e.g. ND 2100 G GAGE-CHEK
ND 200
Evaluation unit for
• Measurement equipment
• Adjustment and inspection equipment
• SPC inspection stations
ND 1100 QUADRA-CHEK
Evaluation electronics for
• Positioning equipment
• Measuring fi xtures
The overview table lists evaluation
electronics for measuring and testing
tasks. You can fi nd comprehensive
information, including on other evaluation
units for 2-D and 3-D measuring tasks, on
the Internet under www.heidenhain.de or
in the product catalog Evaluation
Electronics for Metrology Applications.
Digital readouts for manual machine
tools optimally support the operator with
cycles for milling, drilling and turning. You
can fi nd these digital readouts on the
Internet at www.heidenhain.de or in the
product catalog Digital Readouts and
Linear Encoders for Manually Operated
Machine Tools.
Modular design – MSE 1000
Table-top design – EIB 700
ND 2100 G GAGE-CHEK
Evaluation electronics for
• Multipoint inspection apparatuses
• SPC inspection stations
MSE 1000
Modular evaluation electronics for
• Multipoint inspection apparatuses
• SPC inspection stations
EIB 700
Evaluation electronics for
• Testing stations
• Multipoint inspection apparatuses
• Mobile data acquisition
IK 220
Evaluation electronics for installation in
computer systems with PCI interface for
• Measuring and testing stations
40
Version for integration – IK 220
1)
Optional for ND 287
Page 41

Functions Input Interpolation or
Interface Qty. Interface
subdivision
Output Model
– » 1 V
• Metrological and statistical functions (sorting and
tolerance checking, measurement series, SPC)
• Second encoder
1)
for sum/difference display,
» 11 µA
EnDat
temperature compensation
• Measurement series with min./max. value storage
• Connection for touch probe
• Programming of up to 100 parts
• Graphic display of measurement results
• Sorting and tolerance checking using tolerance and
» 1 V
« TTL
» 1 V
« TTL
EnDat
warning limits
• Measurement series with min./max. value storage
• Entry of formulas and combinations
• Functions for statistical process control (SPC)
• Modular design
• Configurable as desired
• Various interfaces
• Fast communication with higher-level computer
system
• Universal outputs
» 1 V
« TTL
EnDat
Analog
LVDT
HBT
PP
PP
PP
PP
1 4096-fold RS-232-C/V-24
PP
Up to 2
2 10-fold (at 1 V
) RS-232-C/V-24
PP
3
4
4 10-fold (at 1 V
) RS-232-C/V-24
PP
8
Up to 250 4096-fold Ethernet
USB
Ethernet
USB
USB
ND 280
1)
ND 287
ND 1102
ND 1103
ND 1104
ND 2104 G
ND 2108 G
MSE 1000
• Precise position measurement up to 50 kHz
updating rate
• Programmable measured-value inputs
• Internal and external measured-value triggers
• Measured-value memory for approx. 250 000
measured values per channel
• Connection over standard Ethernet interface to
higher-level computer systems
• Programmable measured-value inputs
• Internal and external measured-value triggers
• Measured-value memory for 8192 measured
values per channel
• Optional assemblies for encoder outputs and
external inputs/outputs
» 1 V
» 1 V
PP
PP
» 11 µA
EnDat
SSI
4 4096-fold Ethernet
2 4096-fold PCI bus
PP
EIB 741
EIB 742
IK 220
41
Page 42

Interfaces
Incremental signals » 11 µA
HEIDENHAIN encoders with » 11 µAPP
interface provide current signals. They are
intended for connection to ND position display units or EXE pulse-shaping electronics
from HEIDENHAIN.
The sinusoidal incremental signals I
I
are phase-shifted by 90° elec. and have
2
signal levels of typically 11 µA
illustrated sequence of output signals—I
lagging I
plunger.
The reference mark signal I
ambiguous assignment to the incremental
signals.
—applies for the retracting
1
The Interfaces of HEIDENHAIN
Encoders brochure, ID 1078628-xx,
includes comprehensive descriptions of
all available interfaces as well as general
electrical information.
PP
has an un-
0
. The
and
1
2
PP
Signal period
360° elec.
(rated value)
Pin layout
9-pin
HEIDENHAIN connector
Voltage supply Incremental signals
3 4
housing
4 2 6 1 9 3 11 14 7
U
Brown White – White/
U
= Power supply
P
Vacant pins or wires must not be used!
P
0 V External
shield
9 1 2 5 6 7 8
Internal
shield
Brown
I1+ I1– I2+ I2– I0+ I0–
Green Yellow Blue Red Gray Pink
Shield on housing
Color assignment applies only to extension cable.
15-pin D-sub connector
For ND 28x/PWM 20 or on encoder
42
Page 43

Interfaces
Incremental signals » 1 V
HEIDENHAIN encoders with » 1 VPP
interface provide voltage signals that can
be highly interpolated.
The sinusoidal incremental signals A and
B are phase-shifted by 90° elec. and have
amplitudes of typically 1 V
sequence of output signals—with B
lagging A—applies for the direction of
motion shown in the dimension drawing.
The reference mark signal R has an un-
ambiguous assignment to the incremental
signals. The output signal might be somewhat lower next to the reference mark.
The Interfaces of HEIDENHAIN
Encoders brochure, ID 1078628-xx,
includes comprehensive descriptions of
all available interfaces as well as general
electrical information.
The illustrated
P P.
PP
Signal period
360° elec.
(rated value)
A, B, R measured with oscilloscope in differential mode
Alternative signal
shape
Pin layout
12-pin coupling, M23 12-pin connector, M23
Voltage supply Incremental signals Other signals
Brown/
Shield on housing; U
Sensor: The sensor line is connected in the encoder with the corresponding power line.
Vacant pins or wires must not be used!
Color assignment applies only to extension cable.
12 2 10 11 5 6 8 1 3 4 9 7 /
4 12 2 10 1 9 3 11 14 7 5/6/8/15 13 /
U
P
Green
Sensor
U
Blue White/
= Power supply
P
P
0 V Sensor
0 V
White Brown Green Gray Pink Red Black / Violet Yellow
Green
A+ A– B+ B– R+ R– Vacant Vacant Vacant
15-pin D-sub connector
For ND 28x/PWM 20 or on encoder
43
Page 44

Incremental signals « TTL
HEIDENHAIN encoders with « TTL
interface incorporate electronics that
digitize sinusoidal scanning signals with
or without interpolation.
The incremental signals are transmitted
as the square-wave pulse trains U
U
, phase-shifted by 90° elec. The
a2
a1
and
reference mark signal consists of one or
more reference pulses U
, which are
a0
gated with the incremental signals. In
addition, the integrated electronics produce
their inverted signals ¢, £ and ¤ for
noise-proof transmission. The illustrated
sequence of output signals—with U
lagging U
—applies to the direction of
a1
a2
motion shown in the dimension drawing.
The fault detection signal ¥ indicates
fault conditions such as an interruption in
the supply lines, failure of the light source,
etc.
Signal period 360° elec.
The inverse signals ¢, £, ¤ are not shown.
The distance between two successive
edges of the incremental signals U
U
through 1-fold, 2-fold or 4-fold
a2
a1
and
evaluation is one measuring step.
Fault
Measuring step after
4-fold evaluation
The Interfaces of HEIDENHAIN
Encoders brochure, ID 1078628-xx,
provides comprehensive descriptions of
all available interfaces as well as general
electrical information.
Pin layout
15-pin
D-sub
connector
Voltage supply Incremental signals Other signals
Brown/
Shield on housing; U
Sensor: The sensor line is connected in the encoder with the corresponding power line.
1)
ERO 14xx: Vacant
12 2 10 11 5 6 8 1 3 4 7 / 9
4 12 2 10 1 9 3 11 14 7 13 5/6/8 15
U
P
Green
Sensor
U
0 V Sensor
P
Blue White/
Green
= Power supply
P
2)
Exposed linear encoders: Switchover TTL/11 µAPP for PWT
U
0 V
White Brown Green Gray Pink Red Black Violet – Yellow
¢
a1
Vacant pins or wires must not be used!
Color assignment applies only to extension cable.
12-pin
HEIDENHAIN
connector
U
£
a2
U
¤
a0
¥
1)
Vacant
44
Vacant
2)
Page 45

Interfaces
Position values
The EnDat interface is a digital,
bidirectional interface for encoders. It is
capable both of transmitting position
values as well as transmitting or updating
information stored in the encoder, or saving
new information. Thanks to the serial
transmission method, only four signal
lines are required. The DATA data is
transmitted in synchronism with the
CLOCK signal from the subsequent
electronics. The type of transmission
(position values, parameters, diagnostics,
etc.) is selected through mode commands
that the subsequent electronics send to
the encoder. Some functions are available
only with EnDat 2.2 mode commands.
The Interfaces of HEIDENHAIN
Encoders brochure, ID 1078628-xx,
includes comprehensive descriptions of
all available interfaces as well as general
electrical information.
Ordering designation Command set Incremental signals
EnDat01
EnDat 2.1 or
With
EnDat 2.2
EnDat21 Without
EnDat02 EnDat 2.2 With
EnDat22
EnDat 2.2 Without
Versions of the EnDat interface
Absolute encoder Subsequent electronics
Operating
parameters
Operating
status
Parameters
of the OEM
Incremental
signals *)
Absolute
position value
Parameters of the encoder
manufacturer for
EnDat 2.1 EnDat 2.2
» 1 V
» 1 V
EnDat interface
*) Depends on
encoder
A*)
PP
B*)
PP
Pin layout
8-pin coupling, M12
U
Brown/Green Blue White/Green White Gray Pink Violet Yellow
15-pin
D-sub connector,
male
For IK 215/PWM 20
Voltage supply Absolute position values
8 2 5 1 3 4 7 6
4 12 2 10 5 13 8 15
P
Sensor U
P
0 V
Sensor 0 V
DATA DATA CLOCK CLOCK
45
Page 46

Cables and connecting elements
General information
Connector (insulated): Connecting
element with coupling ring; available
with male or female contacts (see
symbols).
Symbols
M12
M12 right-angle
connector
M23
Coupling (insulated): Connecting element with external thread;
available with male or female contacts (see symbols).
Symbols
Mounted coupling
with central fastening
Mounted coupling
with flange
Flange socket: with external thread;
permanently mounted on a housing,
available with male or female contacts.
M12
Cutout for mounting
M23
M23
M23
M23
D-sub connector for HEIDENHAIN
controls, counters and IK absolute value
cards.
Symbols
1)
Interface electronics integrated in connector
Symbols
The pins on connectors are numbered in
the direction opposite to those on couplings or flange sockets, regardless of
whether the connecting elements have
male contacts or
female contacts.
When engaged, the connections are pro-
tected to IP 67 (D-sub connector: IP 50;
EN 60 529). When not engaged, there is
no protection.
Accessory for flange sockets and M23
mounted couplings
Threaded metal dust cap
ID 219926-01
Accessory for M12 connecting element
Insulation spacer
ID 596495-01
46
Page 47

Cables and connecting elements
Connecting elements
15-pin
Connector on connecting cable to
connector on encoder cable
Mating element on connecting cable to
connector on encoder cable
Connector on cable for connection to
subsequent electronics
Coupling on connecting cable
Flange socket for mounting on
subsequent electronics
Mounted couplings
D-sub connector, female for cable ¬ 8 mm
Coupling (female) for cable ¬ 8 mm
Connector (male) for cable ¬ 8 mm
Coupling (male) for cable ¬ 8 mm
Flange socket (female)
With flange (female) ¬ 8 mm
315650-14
12-pin 9-pin
291698-02 291698-01
291697-08 291697-04
291698-04 291698-24
315892-08 315892-06
291698-07 291698-06
With flange (male) ¬ 8 mm
With central fastener (male) ¬ 6 to 10 mm
Adapter » 1 VPP/11 µA
For converting the 1 VPP signals to 11 µAPP;
M23 connector (female, 12-pin)
and M23 connector (male, 9-pin)
PP
291698-31 –
741045-01 –
364914-01 –
47
Page 48

Connecting cables 1 VPP, TTL, 11 µAPP 12-pin 9-pin
M23 M23
PUR connecting cable [3(2 x 0.14 mm2) + (2 x 1 mm2)]; AP = 1 mm
PUR connecting cable [6(2 x 0.19 mm2)]; AP = 0.19 mm
PUR connecting cable [4(2 x 0.14 mm2) + (4 x 0.5 mm2)]; AP = 0.5 mm
Complete
With D-sub connector (female)
and M23 connector (male)
With one connector
with D-sub connector (female), 15-pin
Complete
With D-sub connector (female)
and D-sub connector (male), 15-pin,
for ND 28x, EIB 741;
only 1 V
Complete
With D-sub connector (female)
and D-sub connector (female), 15-pin,
for ND 780, PT 880, IK 220
Cable only
: ND 11xx, ND 12xx
PP
331693-xx 355215-xx –
332433-xx 355209-xx –
335074-xx 355186-xx –
335077-xx 349687-xx –
816317-xx 816323-xx –
2
2
1 VPP, TTL 11 µA
2
¬ 8 mm ¬ 6 mm
1)
PP
¬ 8 mm
Complete
With M23 coupling (female)
and D-sub connector (male), 15-pin,
for ND 28x, EIB 741;
only 1 V
Complete
With M23 coupling (female)
and D-sub connector (male), 19-pin,
for ND 11xx, ND 12xx (not 1 V
Complete
With M23 coupling (female)
and D-sub connector (female), 15-pin,
for ND 780, PT 880, IK 220
With one connector
With M23 coupling (female)
Complete
With M23 coupling (female)
and M23 connector (male)
1)
Max. cable length 9 m
A
: Cross section of power supply lines
P
: ND 11xx, ND 12xx
PP
PP
)
309784-xx – 653231-xx
617513-xx – 716905-xx
309783-xx – 368172-xx
298402-xx – 309780-xx
298400-xx – 309774-xx
48
Page 49

Cables and connecting elements
Connecting cables EnDat 8-pin
M12
PUR connecting cable [4 × (2 × 0.09 mm
PUR connecting cable [(4 × 0.14 mm2) + (4 × 0.34 mm2)]; AP = 0.34 mm
Complete
With connector (female) and coupling (male)
Complete
With right-angle connector (female)
and coupling (male)
Complete
With connector (female)
and D-sub connector (female), 15-pin,
for TNC (position inputs)
Complete
With connector (female)
and D-sub connector (male), 15-pin,
for IK 215, PWM 20, EIB 741, etc.
Complete
With right-angle connector (female)
and D-sub connector (male), 15-pin,
for IK 215, PWM 20, EIB 741, etc.
2
)]; AP = 0.09 mm
368330-xx 801142-xx
373289-xx 801149-xx
535627-xx –
2
EnDat without incremental signals
2
¬ 6 mm ¬ 3.7 mm
524599-xx 801129-xx
722025-xx 801140-xx
1)
1)
1)
1)
With one connector
With connector (female)
With one connector
With right-angle connector (female)
1)
Max. cable length 6 m
A
: Cross section of power supply lines
P
634265-xx –
606317-xx –
49
Page 50

Calibration according to DAkkS
As part of the quality management
standard ISO 9001, inspection equipment
relevant to quality must be monitored
regularly, and must also be traceable to a
national standard in concordance with the
International System of Units (SI).
HEIDENHAIN supports its customers in
this task with its own calibration laboratory
for digital linear and angle encoders, which
has been accredited since 1994.
The calibration laboratory at HEIDEN-
HAIN operates according to DIN EN ISO/
IEC 17025, and has been accredited by
the German Accreditation Body (DAkkS).
HEIDENHAIN calibration certificates—
granted by the accredited laboratory—document the traceability to the International
System of Units (SI).
The DAkkS is a signatory to the multilateral
agreement of the European co-operation
for Accreditation (EA) and of the International Laboratory Accreditation Cooperation
(ILAC) for the mutual recognition of calibration certificates.
Calibration certificates from HEIDENHAIN
are recognized in most industrial countries.
The calibration certificate from HEIDENHAIN gives the user certainty about the
accuracy of the encoder, and also certifies
the traceability to the International System
of Units (SI) necessary for ISO 9001.
The calibration laboratory at HEIDENHAIN
is equipped for all digital linear and angle
encoders where accuracy is of extreme
importance:
• AT, CT, MT, ST and length gauges (also in
conjunction with ND 28x, EXE or IBV
subsequent electronics)
• LC, LF, LIDA, LIP, and LS linear encoders
• ECN, ROC, ROD, and RON angle
encoders
Length gauges from HEIDENHAIN can be
calibrated no matter what interface they
have. If the measuring chain includes a
subsequent electronics unit from HEIDENHAIN, this unit can also be included in the
calibration.
The following are measured and certified:
• Deviation span with retracting plunger
• Deviation span in the part measuring
span
• Repeatability with five measurements
(extended plunger)
Ͳ<ͲϭϵϬϱϳͲϬϭͲϬϬ
Excerpt from a sample calibration certificate
50
Page 51

Page 52

Vollständige und weitere Adressen siehe www.heidenhain.de
For complete and further addresses see www.heidenhain.de
DE HEIDENHAIN Vertrieb Deutschland
83301 Traunreut, Deutschland
08669 31-3132
| 08669 32-3132
E-Mail: hd@heidenhain.de
HEIDENHAIN Technisches Büro Nord
12681 Berlin, Deutschland
030 54705-240
HEIDENHAIN Technisches Büro Mitte
07751 Jena, Deutschland
03641 4728-250
HEIDENHAIN Technisches Büro West
44379 Dortmund, Deutschland
0231 618083-0
HEIDENHAIN Technisches Büro Südwest
70771 Leinfelden-Echterdingen, Deutschland
0711 993395-0
HEIDENHAIN Technisches Büro Südost
83301 Traunreut, Deutschland
08669 31-1345
AR NAKASE SRL.
B1653AOX Villa Ballester, Argentina
www.heidenhain.com.ar
AT HEIDENHAIN Techn. Büro Österreich
83301 Traunreut, Germany
www.heidenhain.de
AU FCR Motion Technology Pty. Ltd
Laverton North 3026, Australia
E-mail: vicsales@fcrmotion.com
BE HEIDENHAIN NV/SA
1760 Roosdaal, Belgium
www.heidenhain.be
BG ESD Bulgaria Ltd.
Sofia 1172, Bulgaria
www.esd.bg
BR DIADUR Indústria e Comércio Ltda.
04763-070 – São Paulo – SP, Brazil
www.heidenhain.com.br
BY GERTNER Service GmbH
220026 Minsk, Belarus
www.heidenhain.by
CA HEIDENHAIN CORPORATION
Mississauga, OntarioL5T2N2, Canada
www.heidenhain.com
CH HEIDENHAIN (SCHWEIZ) AG
8603 Schwerzenbach, Switzerland
www.heidenhain.ch
CN DR. JOHANNES HEIDENHAIN
(CHINA) Co., Ltd.
Beijing 101312, China
www.heidenhain.com.cn
CZ HEIDENHAIN s.r.o.
102 00 Praha 10, Czech Republic
www.heidenhain.cz
DK TP TEKNIK A/S
2670 Greve, Denmark
www.tp-gruppen.dk
ES FARRESA ELECTRONICA S.A.
08028 Barcelona, Spain
www.farresa.es
FI HEIDENHAIN Scandinavia AB
02770 Espoo, Finland
www.heidenhain.fi
FR HEIDENHAIN FRANCE sarl
92310 Sèvres, France
www.heidenhain.fr
GB HEIDENHAIN (G.B.) Limited
Burgess Hill RH15 9RD, United Kingdom
www.heidenhain.co.uk
GR MB Milionis Vassilis
17341 Athens, Greece
www.heidenhain.gr
HK HEIDENHAIN LTD
Kowloon, Hong Kong
E-mail: sales@heidenhain.com.hk
HR Croatia SL
HU HEIDENHAIN Kereskedelmi Képviselet
1239 Budapest, Hungary
www.heidenhain.hu
ID PT Servitama Era Toolsindo
Jakarta 13930, Indonesia
E-mail: ptset@group.gts.co.id
IL NEUMO VARGUS MARKETING LTD.
Tel Aviv 61570, Israel
E-mail: neumo@neumo-vargus.co.il
IN HEIDENHAIN Optics & Electronics
India Private Limited
Chetpet, Chennai 600 031, India
www.heidenhain.in
IT HEIDENHAIN ITALIANA S.r.l.
20128 Milano, Italy
www.heidenhain.it
JP HEIDENHAIN K.K.
Tokyo 102-0083, Japan
www.heidenhain.co.jp
KR HEIDENHAIN Korea LTD.
Gasan-Dong, Seoul, Korea 153-782
www.heidenhain.co.kr
MX HEIDENHAIN CORPORATION MEXICO
20290 Aguascalientes, AGS., Mexico
E-mail: info@heidenhain.com
MY ISOSERVE SDN. BHD.
43200 Balakong, Selangor
E-mail: isoserve@po.jaring.my
NL HEIDENHAIN NEDERLAND B.V.
6716 BM Ede, Netherlands
www.heidenhain.nl
NO HEIDENHAIN Scandinavia AB
7300 Orkanger, Norway
www.heidenhain.no
PH Machinebanks` Corporation
Quezon City, Philippines 1113
E-mail: info@machinebanks.com
PL APS
02-384 Warszawa, Poland
www.heidenhain.pl
PT FARRESA ELECTRÓNICA, LDA.
4470 - 177 Maia, Portugal
www.farresa.pt
RO HEIDENHAIN Reprezentant¸a˘ Romania
Bras¸ov, 500407, Romania
www.heidenhain.ro
RS Serbia BG
RU OOO HEIDENHAIN
115172 Moscow, Russia
www.heidenhain.ru
SE HEIDENHAIN Scandinavia AB
12739 Skärholmen, Sweden
www.heidenhain.se
SG HEIDENHAIN PACIFIC PTE LTD.
Singapore 408593
www.heidenhain.com.sg
SK KOPRETINA TN s.r.o.
91101 Trencin, Slovakia
www.kopretina.sk
SL NAVO d.o.o.
2000 Maribor, Slovenia
www.heidenhain.si
TH HEIDENHAIN (THAILAND) LTD
Bangkok 10250, Thailand
www.heidenhain.co.th
TR T&M Mühendislik San. ve Tic. LTD. S¸TI·.
34775 Y. Dudullu –
Ümraniye-Istanbul, Turkey
www.heidenhain.com.tr
TW HEIDENHAIN Co., Ltd.
Taichung 40768, Taiwan R.O.C.
www.heidenhain.com.tw
UA Gertner Service GmbH Büro Kiev
01133 Kiev, Ukraine
www.heidenhain.ua
US HEIDENHAIN CORPORATION
Schaumburg, IL 60173-5337, USA
www.heidenhain.com
VE Maquinaria Diekmann S.A.
Caracas, 1040-A, Venezuela
E-mail: purchase@diekmann.com.ve
VN AMS Co. Ltd
HCM City, Vietnam
E-mail: davidgoh@amsvn.com
ZA MAFEMA SALES SERVICES C.C.
Midrand 1685, South Africa
www.heidenhain.co.za
Zum Abheften hier falzen! / Fold here for filing!
*I_208945-2D*
208945-2E · 10 · 4/2015 · H · Printed in Germany
 Loading...
Loading...