


535 |
Manual |
|
Pipe and Bolt |
|
Threading Machine |
OPERATOR’S
MANUAL
•Français – 19
•Castellano – pág. 43
 WARNING!
WARNING!
Read this Operator’s Manual carefully before using this tool. Failure to understand and follow the contents of this manual may result in electrical shock, fire and/or serious personal injury.

535 Manual Pipe and Bolt Threading Machine |
|
|
Table of Contents |
|
|
General Safety Information |
|
|
Work Area Safety........................................................................................................................................................ |
|
2 |
Electrical Safety .......................................................................................................................................................... |
|
2 |
Personal Safety .......................................................................................................................................................... |
|
2 |
Tool Use and Care...................................................................................................................................................... |
|
3 |
Service........................................................................................................................................................................ |
|
3 |
Specific Safety Information |
|
|
Foot Switch Safety...................................................................................................................................................... |
|
3 |
Machine Safety .......................................................................................................................................................... |
|
3 |
Description, Specifications and Standard Equipment |
|
|
Description.................................................................................................................................................................. |
|
4 |
Specifications.............................................................................................................................................................. |
|
4 |
Standard Equipment .................................................................................................................................................. |
|
4 |
Machine Assembly |
|
|
Mounting Machine to Stand ........................................................................................................................................ |
|
5 |
Mounting Machine to Bench ...................................................................................................................................... |
|
5 |
Machine Inspection ...................................................................................................................................................... |
|
6 |
Machine and Work Area Set-Up .................................................................................................................................. |
|
6 |
Operation Using Machine-Mounted Tools |
|
|
Installing Pipe In Threading Machine.......................................................................................................................... |
|
7 |
Cutting Pipe with No. 820 Cutter ................................................................................................................................ |
|
8 |
Reaming Pipe with No. 341 Reamer .......................................................................................................................... |
|
8 |
Threading Pipe or Rod with Quick-Opening, Self-Opening or Semi-Automatic Die Head.......................................... |
9 |
|
Removing Pipe From the Threading Machine ............................................................................................................ |
|
9 |
Left Hand Threading .................................................................................................................................................. |
|
9 |
Installing Dies in Quick-Opening Die Head (Right Hand & Left Hand) ...................................................................... |
9 |
|
Installing Dies in Self-Opening Die Head (Right Hand Only).................................................................................... |
10 |
|
Installing Dies in Model 816/817 Die Heads ............................................................................................................ |
|
11 |
Checking Thread Length .......................................................................................................................................... |
|
11 |
Priming Oil Pump...................................................................................................................................................... |
|
11 |
Operation Instructions Using Geared Threaders |
|
|
Adjusting Nos. 141 & 161 Geared Threaders .......................................................................................................... |
|
12 |
Thread Size Adjustment Procedure.......................................................................................................................... |
|
12 |
Changing Posts for Straight or Tapered Threads |
.................................................................................................... |
12 |
Changing Die Set...................................................................................................................................................... |
|
13 |
Installing No. 141 Geared Threader (Closed-Coupled Method) .............................................................................. |
13 |
|
Threading Pipe Using No. 141 Geared Threader (Close Coupled Method) ............................................................ |
15 |
|
Installing Nos. 141 &161 Geared Threaders Using No. 840A Universal Drive Shaft .............................................. |
15 |
|
Threading Pipe Using Nos. 141 & 161 Geared Threaders with No. 840A Universal Drive Shaft ............................ |
16 |
|
No. 819 Nipple Chuck |
|
|
Short or Close Nipple Threading Procedure ............................................................................................................ |
|
16 |
Accessories |
|
|
Accessories For Threading Machine ........................................................................................................................ |
|
17 |
Die Heads and Dies.................................................................................................................................................. |
|
18 |
Maintenance Instructions |
|
|
Lubrication ................................................................................................................................................................ |
|
18 |
Oil System Maintenance .......................................................................................................................................... |
|
18 |
Jaw Insert Replacement .......................................................................................................................................... |
|
19 |
Motor Brush Replacement ........................................................................................................................................ |
|
19 |
Machine Storage ...................................................................................................................................................... |
|
19 |
Service and Repair...................................................................................................................................................... |
|
19 |
Wiring Diagrams ........................................................................................................................................................ |
|
20 |
Lifetime Warranty ........................................................................................................................................ |
|
Back Cover |
ii |
Ridge Tool Company |
|
535 Manual
Pipe and Bolt
Threading Machine
535 Manual Pipe and Bolt Threading Machine
Record Serial Number below and retain product serial number which is located on nameplate.
Serial
No.
535 Manual Pipe and Bolt Threading Machine
General Safety Information
WARNING! Read and understand all instructions. Failure to follow all instructions listed below may result in electric shock, fire, and/or serious personal injury.
SAVE THESE INSTRUCTIONS!
Work Area Safety
•Keep your work area clean and well lit. Cluttered benches and dark areas invite accidents.
•Do not operate power tools in explosive atmospheres, such as in the presence of flammable liquids, gases, or dust. Tools create sparks which may ignite the dust or fumes.
•Keep bystanders, children, and visitors away while operating a tool. Distractions can cause you to lose control.
•Keep floors dry and free of slippery materials such as oil. Slippery floors invite accidents.
•Guard or barricade the area when work piece extends beyond machine. A guard or barricade that provides a minimum of three (3) feet clearance around the work piece will reduce the risk of entanglement.
Electrical Safety
•Grounded tools must be plugged into an outlet, properly installed and grounded in accordance with all codes and ordinances. Never remove the grounding prong or modify the plug in any way. Do not use any adapter plugs. Check with a qualified electrician if you are in doubt as to whether the outlet is properly grounded. If the tool should electrically malfunction or break down, grounding provides a low resistance path to carry electricity away from the user.
Cover of  grounded
grounded  outlet box
outlet box
Grounding prong |
Grounding prong |
•Avoid body contact with grounded surfaces. There is an increased risk of electrical shock if your body is grounded.
•Don’t expose electrical tools to rain or wet conditions. Water entering a tool will increase the risk of electrical shock.
•Do not abuse cord. Never use the cord to carry the tools or pull the plug from an outlet. Keep cord away from heat, oil, sharp edges or moving parts. Replace damaged cords immediately. Damaged cords increase the risk of electrical shock.
•When operating a power tool outside, use an outdoor extension cord marked “W-A” or “W”. These cords are rated for outdoor use and reduce the risk of electrical shock.
•Use only three-wire extension cords which have three-prong grounding plugs and three-pole receptacles which accept the tool’s plug. Use of other extension cords will not ground the tool and increase the risk of electrical shock.
•Use proper extension cords. (See chart.) Insufficient conductor size will cause excessive voltage drop and loss of power.
Minimum Wire Gauge for Extension Cord
Nameplate
Amps
|
|
0 – 25 |
26 – 50 |
51 – 100 |
0 |
– 6 |
18 AWG |
16 AWG |
16 AWG |
6 |
– 10 |
18 AWG |
16 AWG |
14 AWG |
10 |
– 12 |
16 AWG |
16 AWG |
14 AWG |
12 |
– 16 |
14 AWG |
12 AWG |
NOT RECOMMENDED |
16 |
– 20 |
12 AWG |
10 AWG |
NOT RECOMMENDED |
|
|
|
|
|
•Keep all electric connections dry and off the ground. Do not touch plugs or tool with wet hands.
Reduces the risk of electrical shock.
Personal Safety
•Stay alert, watch what you are doing and use common sense when operating a power tool. Do not use tool while tired or under the influence of drugs, alcohol, or medications. A moment of inattention while operating power tools may result in serious personal injury.
•Dress properly. Do not wear loose clothing or jewelry. Contain long hair. Keep your hair, clothing, and gloves away from moving parts. Loose clothes, jewelry, or long hair can be caught in moving parts.
•Avoid accidental starting. Be sure switch is OFF before plugging in. Carrying tools with your finger on the switch or plugging in tools that have the switch ON invites accidents.
•Remove adjusting keys before turning the tool ON. A wrench or a key that is left attached to a rotating part of the tool may result in personal injury.
•Do not overreach. Keep proper footing and bal-
2 |
Ridge Tool Company |

535 Manual Pipe and Bolt Threading Machine
ance at all times. Proper footing and balance enables better control of the tool in unexpected situations.
•Use safety equipment. Always wear eye protection.
Dust mask, non-skid safety shoes, hard hat, or hearing protection must be used for appropriate conditions.
Tool Use and Care
•Do not use tool if switch does not turn it ON or OFF. Any tool that cannot be controlled with the switch is dangerous and must be repaired.
•Disconnect the plug from the power source before making any adjustments, changing accessories, or storing the tool. Such preventive safety measures reduce the risk of starting the tool accidentally.
•Store idle tools out of the reach of children and other untrained persons. Tools are dangerous in the hands of untrained users.
•Check for misalignment or binding of moving parts, breakage of parts, and any other condition that may affect the tool's operation. If damaged, have the tool serviced before using. Many accidents are caused by poorly maintained tools.
•Use only accessories that are recommended for your tool. Accessories that may be suitable for one tool may become hazardous when used on another tool.
•Keep handles dry and clean; free from oil and grease. Allows for better control of the tool.
Service
•Tool service must be performed only by qualified repair personnel. Service or maintenance performed by unqualified repair personnel could result in injury.
•When servicing a tool, use only identical replacement parts. Follow instructions in the Maintenance Section of this manual. Use of unauthorized parts or failure to follow maintenance instructions may create a risk of electrical shock or injury.
Specific Safety Information
 WARNING
WARNING
Read this operator’s manual carefully before using the 535 Threading Machine. Failure to understand and follow the contents of this manual may result in electrical shock, fire and/or serious personal injury.
Call the Ridge Tool Company, Technical Service Department at (800) 519-3456 if you have any questions.
 WARNING Foot Switch Safety
WARNING Foot Switch Safety
Using a threading machine without a foot switch increases the risk of serious injury. A foot switch provides better control by letting you shut off the motor by removing your foot. If clothing should become caught in the machine, it will continue to wind up, pulling you into the machine. Because the machine has high torque, the clothing itself can bind around your arm or other body parts with enough force to crush or break bones.
Machine Safety
•Threading Machine is made to thread and cut pipe or bolt and to power roll grooving equipment. Follow instructions on proper use of this machine. Do not use for other purposes such as drilling holes or turning winches. Other uses or modifying this power drive for other applications may increase the risk of serious injury.
•Secure machine to bench or stand. Support long heavy pipe with pipe supports. This practice will prevent tipping.
•Do not wear gloves or loose clothing when operating machine. Keep sleeves and jackets buttoned. Do not reach across the machine or pipe. Clothing can be caught by the pipe or machine resulting in entanglement and serious injury.
•Operate machine from side with REV/OFF/FOR switch. Eliminates need to reach over the machine.
•Do not use this machine if the foot switch is broken or missing. Foot switch is a safety device to prevent serious injury.
•Keep hands away from rotating pipe and fittings. Stop the machine before wiping pipe threads or screwing on fittings. Allow the machine to come to a complete stop before touching the pipe or machine chucks. This practice will prevent entanglement and serious injury.
•Do not use this machine to make or break fittings.
This practice is not an intended use of the machine and can result in serious injury.
•Tighten chuck handwheel and engage rear centering device on the pipe before turning on the machine. Prevents oscillation of the pipe.
•Keep covers in place. Do not operate the machine with covers removed. Exposure to moving parts may result in entanglement and serious injury.
•Lock foot switch when machine is not in use
(Figure 1). Avoids accidental starting.
Ridge Tool Company |
3 |

535 Manual Pipe and Bolt Threading Machine
Figure 1 – Locked Foot Switch
Description, Specifications and
Standard Equipment
Description
The RIDGID Model 535 Threading Machine is an electric motor-driven machine which centers and chucks pipe, conduit and rod (bolt stock) and rotates it while threading, cutting and reaming operations are performed. Left-hand or right-hand rotation can be selected with the FOR/OFF/REV switch. Threading dies are mounted in self-opening or quick-opening die heads.An automatic oiling system is provided to flood the work with thread cutting oil during threading operations. Geared Threaders can also be used with the Threading Machine to thread larger diameter pipe.
The RIDGID Model 535 Threading Machine can also be used as a power source for roll grooving equipment. Designed to attach to the carriage rail of the Threading Machine, the roll grooving equipment forms standard roll grooves on a variety of pipe sizes and materials.
Specifications
Threading Capacity ....... |
Pipe 1/8″ through 2″ |
|
Bolt 1/4″ through 2″ |
|
Geared Threaders: |
|
Pipe 21/2″ through 6″ |
Chuck ............................ |
Speed Grip Chuck with |
|
Replaceable Jaw Inserts |
Rear Centering Device.... |
Scroll Operated, Rotates with |
|
Chuck |
Operating Speed ............ |
36 RPM or 54 RPM |
Motor: |
|
Type ............................ |
Universal |
Horsepower................. |
1/2 HP |
Volts ............................ |
120V Single Phase AC |
|
25-60 Hz |
|
(230V Available On Request) |
Amps........................... |
15 Amps (36 RPM) |
|
18 Amps (54 RPM) |
Controls ......................... |
Rotary Type FOR/OFF/REV |
|
Switch & ON/OFF Foot Switch |
Pump ............................. |
Gerotor-Type |
|
Cutter ............................ |
No. 820 - Roll-Type Cut-Off, |
|
|
Self-Centering, Full Floating, |
|
|
Pipe – 1/8″ |
through 2″, |
|
Bolt – 1/4″ |
through 1″ |
|
or |
|
|
No. 821 - Blade-Type Cut-Off, |
|
|
Self-Centering, Full Floating, |
|
|
Pipe – 1/2″ |
through 2″, |
|
Dovetail-Type Cut-Off and |
|
|
Chamfering Tool. |
|
Reamer.......................... |
No. 341 - Positive-Locking, |
|
|
5-Flute Cone, Right Hand, |
|
|
1/8″ through 2″ |
|
Weight............................ |
260 lbs. (Less Die Head & |
|
|
Dies) |
|
Standard Equipment
Model No. 535 Manual Threading Machine with Foot Switch
1 - No. 811-A Universal Quick-Opening Die Head
1 - No. 341 Reamer
1 - No. 820 Cutter
1 - Set 1/2″ - 3/4″ Universal Alloy Dies
1 - Set 1″ - 2″ Universal Alloy Dies
1 - Gallon Premium Oil
4 - Hex Wrenches
1 - Spare E-1032 Cutter Wheel
Standard Machines
Catalog |
Model |
Description |
Cutter |
|
|
No. |
No. |
115V 25-60 Hz |
Model |
RPM |
Volt |
93787 |
535 |
1/2″ - 2″ NPT |
820 |
36 |
115V |
96497 |
535 |
Machine Only |
820 |
36 |
115V |
96502 |
535 |
1/2″ - 2″ NPT |
820 |
54 |
115V |
|
|
230V 25-60 Hz |
|
|
|
96507 |
535 |
1/2″ - 2″ NPT |
820 |
36 |
230V |
Machines listed as 1/2″ - 2″ include Standard Equipment. Machine Only includes Standard Equipment less all Die Heads and Dies. All machines have 25-60 Hz Universal 1/2 HP single-phase motors.
NOTE! NPT Dies are for NPT Die heads only. BSPT Dies are for BSPT Die Heads only. Please use Catalog Item Nos. when ordering. High-Speed Dies are recommended for use with machines having an RPM of 54 or more.
4 |
Ridge Tool Company |

535 Manual Pipe and Bolt Threading Machine
20.8″
38.1″
20.5″
Figure 2 – No. 535 Machine Dimensions
Machine Assembly
 WARNING
WARNING
To prevent serious injury, proper assembly of the Threading Machine is required. The following procedures should be followed:
Mounting Machine To Stand
1.The machine is designed to mount on the three universal stands listed below.
Machine Stands
Model No. |
Cat. No. |
Description |
100A |
92457 |
Universal Leg & Tray Stand |
150A |
92467 |
Universal Wheel & Tray Stand |
200A |
92462 |
Universal Wheel & Cabinet Stand |
|
|
|
Figure 3
NOTE: To attach a pre-1996 Model 535 Threading Machine to a Model 100, 150 or 200 Stand, a 58007 Adapter Kit must be used.
2.Parts diagram and parts list for the stands are included in the 535 Parts List.
3.Assemble stand with “inside” decals located towards the inside of the stand (Figure 4).
4.Insert stand stop tabs into bottom of the legs as shown in the detail drawing. Use the four (4) 3/8″ - 16 x 21/2″ hex bolts to secure the legs to the cross-mem- ber. Adjust the two halves of the stand stop to the
proper distance to fit into the rear legs on the stand. The stand stop bracket is not required or supplied with the No. 100 Leg and Tray Stand.
|
|
300 Compact |
535 (Front) |
|
|
1224 |
|||
|
1233, 1822 |
Pre-2001 |
||
|
(Front) |
|||
|
(Front) |
|
||
|
|
535-A/535 |
||
300 Compact |
||||
|
||||
1233, 1822 (Rear) |
|
Manual - 2001 |
||
535-A/535 |
|
|
||
Manual - 2001 |
|
|
||
535 (Rear) |
|
|
||
Pre-2001 |
|
|
||
Detail Section
3/8″ - 16 x 21/2″ Bolt
4 Required
Figure 4 – Stand Assembly
5.Insert axle into frame and secure it with a 1/2″ lock washer and nut. Position stand stop bracket so that the end of the bracket is held in place by the axle shaft. Slide a wheel onto the axle. Slide a flat washer over the axle and install a cotter pin to hold the wheel on the axle.
6.Mount machine to the stand using four (4) bolts that mount into each corner of the base.
CAUTION For proper balance and operation, RIDGID machines must be mounted through the appropriate holes in the legs (Figure 4).
Mounting Machine To Bench
1.If a stand is not used, the machine should be mount-
ed to a stable bench. To mount the unit on a bench, use four (4) 5/16″ bolts in holes provided at each corner of machine base. Base dimensions are shown in
Figure 2.
 WARNING Failure to mount the threading machine to a stable stand or bench may result in tipping and serious injury.
WARNING Failure to mount the threading machine to a stable stand or bench may result in tipping and serious injury.
Ridge Tool Company |
5 |

535 Manual Pipe and Bolt Threading Machine
Machine Inspection
 WARNING
WARNING
To prevent serious injury, inspect your Threading Machine. The following inspection procedures should be performed on a daily basis:
1.Make sure Threading Machine is unplugged and the directional switch is set to the OFF position (Figure 5).
|
Chuck Handwheel |
No. 820 |
|
Centering |
Cutter |
||
|
(Standard) |
||
Device |
Quick or |
||
|
|||
(Not Shown) |
Self-Opening |
|
|
REV/OFF/FOR |
Die Head |
No. 341 |
|
|
|||
|
Reamer |
||
Switch |
|
||
|
|
Chip
Pan
Length Gauge
Foot Switch |
Carriage Handwheel |
|
Figure 5 – No. 535 Pipe and Bolt Threading Machine
2.Clean the speed chuck jaws with a wire brush.
3.Inspect the jaw inserts for excessive wear. Refer to the Maintenance Instructions if they need to be replaced.
4.Make sure the foot switch is present and attached to the Threading Machine (Figure 5).
 WARNING Do not operate the Threading Machine without a foot switch.
WARNING Do not operate the Threading Machine without a foot switch.
5.Inspect the power cord and plug for damage. If the plug has been modified, is missing the grounding pin or if the cord is damaged, do not use the Threading Machine until the cord has been replaced.
6.Inspect the Threading Machine for any broken, missing, misaligned or binding parts as well as any other conditions which may affect the safe and normal operation of the machine. If any of these conditions are present, do not use the Threading Machine until any problem has been repaired.
7.Lubricate the Threading Machine if necessary according to the Maintenance Instructions.
8.Use tools and accessories that are designed for your Threading Machine and meet the needs of your application. The correct tools and accessories allow you to do the job successfully and safely. Accessories designed for use with other equipment may be hazardous when used with this Threading Machine.
9.Clean any oil, grease or dirt from all handles and controls. This reduces the risk of injury due to a tool or control slipping from your grip.
Inspect the cutting edges of your tools and dies. If necessary, have them replaced prior to using the Threading Machine. Dull or damaged cutting tools and dies can lead to binding, tool breakage and poor quality threads.
10.Clean metal shavings and other debris from the chip tray of the Threading Machine. Check the level and quality of the thread cutting oil. Replace or add oil if necessary. Reservoir in the base will hold approximately seven (7) quarts of thread cutting oil.
NOTE! Thread cutting oil lubricates and cools the threads during the threading operation. A dirty or poor grade cutting oil can result in poor thread quality.
NOTE! To drain dirty oil and properly maintain the oil system, refer to the “Maintenance Instructions”.
Machine and Work Area Set-Up
 WARNING
WARNING
To prevent serious injury, proper set-up of the machine and work area is required. The following procedures should be followed to set-up the machine:
1.Locate a work area that has the following:
•Adequate lighting.
•No flammable liquids, vapors or dust that may ignite.
•Grounded electrical outlet.
•Clear path to the electrical outlet that does not contain any sources of heat or oil, sharp edges or moving parts that may damage electrical cord.
•Dry place for machine and operator. Do not use the machine while standing in water.
•Level ground.
6 |
Ridge Tool Company |

535 Manual Pipe and Bolt Threading Machine
2.Clean up the work area prior to setting up any equipment. Always wipe up any oil that may have splashed or dripped from the machine to prevent slips and falls.
3.If the workpiece extends more than four (4) feet beyond the Threading Machine, use one or more pipe stands to prevent tipping and the oscillation of the pipe.
4.If the workpiece extends beyond the Threading Machine, set-up guards or barricades to create a minimum of three (3) feet of clearance around the Threading Machine and workpiece. This “safety zone” prevents others from accidentally contacting the machine or workpiece and either causing the equipment to tip or becoming entangled in the rotating parts.
5.If necessary, fill the reservoir with RIDGID Thread Cutting Oil.
6.Make sure FOR/OFF/REV switch is in the OFF position.
7.Position the foot switch so that the operator can safely control the machine, tools and workpiece. It should allow the operator to do the following:
•Stand facing the directional switch.
•Use the foot switch with his left foot.
•Have convenient access to the directional switch, tools and chucks without reaching across the machine.
Machine is designed for one person operation.
8.Plug the Threading Machine into the electrical outlet making sure to position the power cord along the clear path selected earlier. If the power cord does not reach the outlet, use an extension cord in good condition.
 WARNING
WARNING
To avoid electrical shock and electrical fires, never use an extension cord that is damaged or does not meet the following requirements:
•The cord has a three-prong plug similar to shown in Electrical Safety section.
•The cord is rated as “W” or “W-A” if being used outdoors.
•The cord has sufficient wire thickness (14 AWG below 25′/12 AWG 25′ - 50′). If the wire thickness is too small, the cord may overheat, melting the cord’s insulation or causing nearby objects to ignite.
 WARNING To reduce risk of electrical shock, keep all electrical connections dry and off the ground. Do not touch plug with wet hands.
WARNING To reduce risk of electrical shock, keep all electrical connections dry and off the ground. Do not touch plug with wet hands.
9.Check the Threading Machine to insure it is operating properly.
•Flip the directional switch to FOR (Forward). Press and release the foot switch. Check that the Threading Machine rotates in a counterclockwise direction as you are facing the front chuck. Have the Threading Machine serviced if it rotates in the wrong direction or if the foot switch does not control its stopping or starting.
•Depress and hold the foot switch. Inspect the moving parts for misalignment, binding, odd noises or any other unusual conditions that may affect the safe and normal operation of the machine. If such conditions are present, have the power drive serviced.
•Flip the directional switch to REV (Reverse). Press and release the foot switch. Check that that Threading Machine rotates in a clockwise direction as you are facing the chuck.
•Release the foot switch and flip the directional switch to OFF.
Operation Using
Machine-Mounted Tools
WARNING
Do not wear gloves or loose clothing when operating Threading Machine. Keep sleeves and jackets buttoned. Do not reach across the machine or pipe.
Do not use this Threading Machine if the foot switch is broken or missing. Always wear eye protection to protect eyes from dirt and other foreign objects.
Keep hands away from rotating pipe and fittings. Stop the machine before wiping pipe threads or screwing on fittings. Allow the machine to come to a complete stop before touching the pipe or machine chucks.
Do not use this machine to “make-on” or “break off” fittings. This practice is not an intended use of this Threading Machine.
Installing Pipe In Threading Machine:
1.Check to insure the cutter, reamer and die head are swung to UP position.
2.Mark the pipe at the desired length if it is being cut to length.
3.Insert the pipe into the Threading Machine so that the
Ridge Tool Company |
7 |

535 Manual Pipe and Bolt Threading Machine
end to be worked or the cutting mark is located about 12 inches to the front of the speed chuck jaws.
4.Insert workpieces less than 2 feet long from the front of the machine. Insert longer pipes through either end so that the longer section extends out beyond the rear of the Threading Machine.
 WARNING To avoid equipment tip-overs, position the pipe supports under the workpiece.
WARNING To avoid equipment tip-overs, position the pipe supports under the workpiece.
NOTE! For plastic and coated work pieces, special jaw inserts (No. 97365) should be used to prevent damaging the workpiece.
5.Tighten the rear centering device around the pipe by using a counterclockwise rotation of the handwheel at the rear of the Threading Machine. This prevents movement of the pipe that can result in poor thread quality.
6.Secure the pipe by using repeated and forceful counterclockwise spins of the speed chuck handwheel at the front of the Threading Machine. This action “hammers” the jaws tightly around the pipe.
Cutting Pipe with No. 820 Cutter
1.Swing reamer and die head to UP position.
2.Move pipe cutter DOWN onto pipe and move carriage with handwheel to line up cutter wheel with mark on pipe.
NOTE! If using length gauge on machine carriage, place cutter wheel against end of stock and set point to “0”. Raise cutter to clear stock and turn carriage handwheel until pointer is at length desired.
3.Tighten cutter feed screw handle on pipe keeping wheel aligned with the pipe. (Figure 6)
Figure 6 – Cutting Pipe with 820 Cutter
4. Assume the correct operating posture.
 WARNING This will allow you to maintain proper balance and to safely keep control of the machine and tools.
WARNING This will allow you to maintain proper balance and to safely keep control of the machine and tools.
•Be sure you can quickly remove your foot from the foot switch.
•Stand facing the directional switch.
•Be sure you have convenient access to directional switch, tools and chucks.
•Do not reach across the machine or workpiece.
5.Flip the directional switch to FOR (Forward).
6.Grasp the pipe cutter’s feedscrew handle with both hands.
7.Depress and hold down the foot switch with the left foot.
8.Tighten the feedscrew handle slowly and continuously until the pipe is cut. Do not force the cutter into the workpiece.
9.Release the foot switch and remove your foot from the housing.
10.Swing pipe cutter back to the UP position.
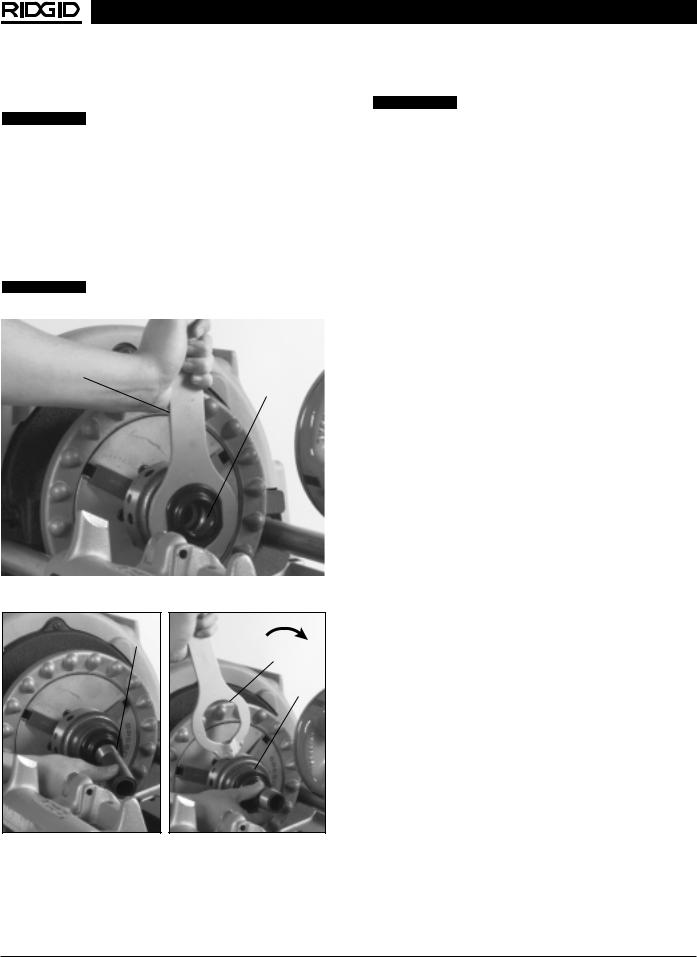
Reaming Pipe with No. 341 Reamer
1.Move reamer arm into DOWN position.
2.Extend reamer by pressing latch and sliding knob toward pipe until latch engages bar.
3.Check the directional switch to insure it is in the FOR (Forward) position. Depress and hold the foot switch down with left foot.
4.Position reamer into pipe and complete reaming by exerting pressure on handwheel. (Figure 7)
5.Retract reamer bar and return reamer to UP position.
6.Release foot switch and remove your foot from the housing.
Figure 7 – Reaming with 341 Reamer
8 |
Ridge Tool Company |
535 Manual Pipe and Bolt Threading Machine
Threading Pipe or Rod with
Quick-Opening, Self-Opening or
Semi-Automatic Die Head
1.Install die set. Refer to die installation procedure.
2.Swing cutter and reamer to UP position.
3.Swing die head to DOWN position with throwout lever set to CLOSE position.
4.Check directional switch to insure it is in the FOR (Forward) position. Depress and hold the foot switch down with left foot.
NOTE! Current 535 Machines have an automatic oiling system that brings oil to the work through the die head. Machines made prior to June 1, 1996 have an oil spout which must be swung to the down position to flood dies with oil.
5.Turn carriage handwheel to bring dies against end of pipe. Slight pressure on handwheel will start dies.
(Figure 8)
Figure 8 – Threading with 535 Manual Threading Machine
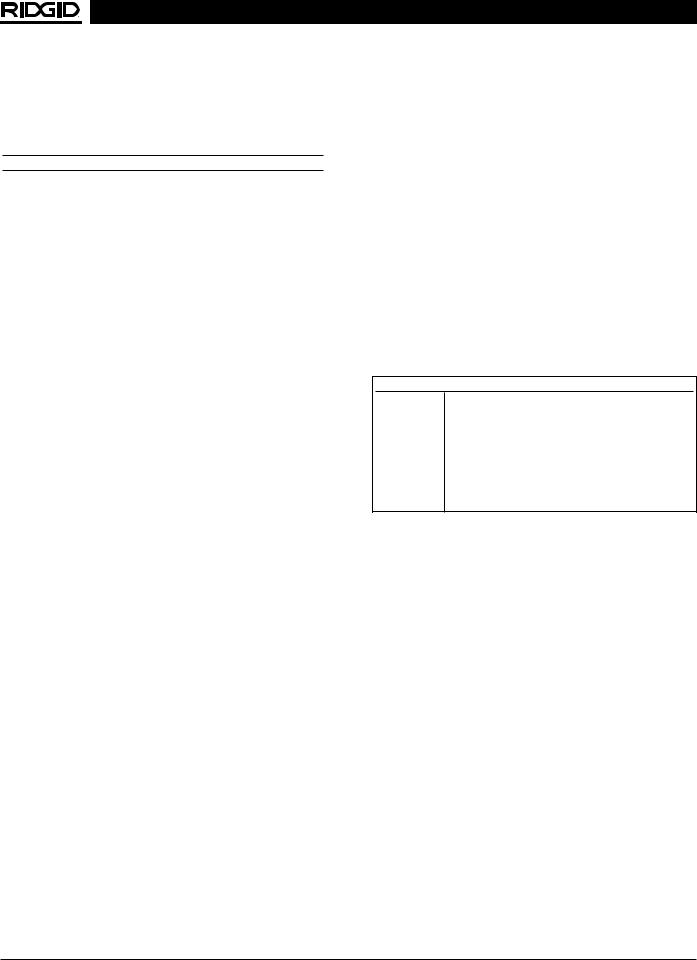
6.Quick-Opening 811A Die Head (Figure 9) – When thread is completed, rotate throwout lever to OPEN position, retracting dies.
Self-Opening 815A Die Head (Figure 10) – When die head trigger contacts end of pipe, throwout lever is automatically opened.
Semi-Automatic Die Head (Figure 11) – When the end of the pipe being threaded is flush with the end of the number 1 die, tap the handle for the dies to release the pipe.
7.Turn carriage handwheel to back die head off pipe.
8.Release the foot switch and remove your foot from the housing.
9.Swing die head back to UP position.
Removing Pipe From The Threading
Machine
1.Use repeated and forceful clockwise spins of the speed chuck handwheel at the front of the Threading Machine to release the workpiece from the speed chuck jaws.
2.If necessary, loosen the rear centering device using a clockwise rotation of the handwheel at the rear of the Threading Machine.
3.Slide the workpiece out of the Threading Machine, keeping a firm grip on the workpiece as it clears the Threading Machine.
 WARNING To avoid injury from falling parts or equipment tip-overs when handling long workpieces, make sure that the end farthest from the Threading Machine is supported prior to removal.
WARNING To avoid injury from falling parts or equipment tip-overs when handling long workpieces, make sure that the end farthest from the Threading Machine is supported prior to removal.
4.Clean up any oil spills or splatter on the ground surrounding the Threading Machine.
Left Hand Threading
An optional pump kit along with a special pipe or bolt die head is required for left hand threading. These optional accessories consists of the following:
Pump Kit:
Model MJ-1 Pump Bracket Fitting
Model 842 Quick-Opening NPT Die Head
Model 531 and 532 Quick-Opening Bolt Die Head
NOTE! Pump Kit not required on all pre-2001 535 machines.
Installing Dies in Quick-Opening Die Head (Right Hand and Left Hand)
The No. 811A Universal Die Head (Figure 9) for right hand threads requires four sets of dies to thread pipe ranging from 1/8″ through 2″ . One set of dies is required for each of the following pipe size ranges: (1/8″ ), (1/4″ and 3/8″ ), (1/2″ and 3/4″ ) and (1″ through 2″ ). Bolt threading requires a separate set of dies for each bolt size. No bolt dies are available for left hand universal die heads.
1.Lay die head on bench with numbers face up.
2.Flip throwout lever to OPEN position.
3.Loosen clamp lever approximately three turns.
4.Lift tongue of clamp washer up and out of slot under size bar. Slide throwout lever all the way to end of slot in the change die direction indicated on cam plate.
5.Remove dies from die head.
Ridge Tool Company |
9 |

535 Manual Pipe and Bolt Threading Machine
6.Insert new dies to mark on side of dies. Numbers 1 through 4 on the dies must match numbers on the die head.
7.Slide throwout lever back so that tongue of clamp lever washer will drop in slot under size bar.
8.Adjust die head size bar until index line on link is aligned with proper size mark on size bar. For bolt threads, align underline with bolt line on size bar.
9.Tighten clamp lever.
Washer
Index Line
|
Head |
Link |
|
Throwout |
Clamp Lever |
Lever |
|
|
Size Bar |
Figure 9 – Universal Quick-Opening Die Head
10.If oversize or undersize threads are required, set the index line in direction of OVER or UNDER size mark on size bar.
Installing Dies in Self-Opening Die Head
(Right Hand Only)
The No. 815A Self-Opening Die Head (Figure 10) for right-hand threads requires four sets of dies to thread pipe ranging from 1/8″ - 2″ . One set of dies is required for each of the following pipe size ranges: (1/8″ ), (1/4″ - 3/8″ ), (1/2″ - 3/4″ ), and (1″ - 2″ ). Bolt threading requires a separate set of dies for each bolt size.
1.Place self-opening die head on bench in vertical position.
2.Make sure trigger assembly is released.
3.Loosen clamp lever approximately six full turns.
4.Pull lock screw out of slot under size bar so that roll pin in lock screw will bypass slot. Position size bar so that index line on lock screw is aligned with the end of REMOVE DIES position.
5.Lay head down with numbers up.
6.Remove dies from die head.
7.Insert new dies to mark on side of dies. Numbers 1 through 4 on the dies must match numbers on the die head.
8.Move throwout lever back to lock in dies.
9.With head in vertical position, rotate cam plate until roll pin on lock screw can be positioned in slot under size bar. In this position dies will lock in die head. Make sure roll pin points toward end of size bar marked REMOVE DIES.
10.Adjust die head size bar until index line on lock screw or link is aligned with proper size mark on size bar.
Size Bar |
Roll Pin |
Index Line |
Lock Screw |
Clamp |
Lever |
Throwout |
Lever |
Trigger |
Assembly |
Figure 10 – Universal Self-Opening Die Head
11.Tighten clamp lever.
12.If oversize or undersize threads are required, set the index line in direction of OVER or UNDER size mark on size bar.
10 |
Ridge Tool Company |

535 Manual Pipe and Bolt Threading Machine
Installing Dies in
Model 816/817 Die Heads
The Semi-Automatic Die Head (Figure 11) for right hand threads requires four sets of dies to thread pipe ranging
from 1/8″ through 2″ . One set of dies is required for each of the following pipe size ranges: (1/8″), (1/4″ and 3/8″ ), (1/2″
and 3/4″) and (1″ through 2″ ). Bolt threading requires a separate set of of dies for each bolt size.
1.Depress handle so that camplate rests (Figure 8 – Model 816/817 Die Head) against the stop. (As shown).
2.Lay the Die Head down flat on a table or bench with the numbers facing up.
3.Pull up on the plunger knob and push the handle all the way to the left.
4.Select the correct dies for the size desired. (Size marked on the back end or face of the dies.)
5.Numbers on the Dies must correspond with those on the Die Head Slots. Insert Dies to the line marked on the Dies – numbered edge up.
6.Rotate the handle back to the right so that the plunger knob pops back down flush against the Die Head.
7.To set or adjust for desired depth of cut, loosen the screw for the desired position block size, move the block to the right to make it Under-Size and to the left to make it OverSized. When setting blocks for new dies start with the position block on the middle mark and adjust from there.
Size Block
Handle
Plunger Knob
Figure 11 – Semi-Automatic Die Head
Checking Thread Length
(Figure 12)
1.Thread is cut to proper length when end of pipe is flush with edge of dies (Figure 12).
2.Die head is adjustable to obtain proper thread diameter. If possible, threads should be checked with a thread ring gage (Figure 12). A proper thread is cut when end of pipe is plus or minus one turn of being flush with face of ring gage.
|
|
Die |
|
|
Die |
|
|
|
|
|
|
|
|
W |
Die Flush |
|
W |
||||||
|
|
With End |
|
||||||||
|
|
|
|
|
|
|
|
|
|||
|
|
|
of Pipe |
|
|
|
|
|
|
||
|
|
|
Pipe |
|
|
|
|
|
|
||
|
|
|
|
Pipe |
|
|
|
|
|
|
|
Starting to Cut Thread |
|
Completed Thread |
|||||||||
|
|
A - Full Width Die Thread |
|||||||||
Thin Ring |
|
|
|
|
|
|
|
|
|
||
Gage |
|
|
|
|
|
|
|
|
|
||
|
|
D |
|
|
D |
|
|
D |
|||
|
|
Flush |
|
|
|
|
|
|
|
|
|
|
|
One Turn Large |
|
|
|
|
|
|
|||
|
|
|
One Turn Small |
||||||||
|
|
(Basic Size) |
(Maximum Size) |
|
(Minimum Size) |
||||||
B - Checking Threads Within Pipe Gage
Figure 12 – Checking Thread Length
NOTE! If a ring gage is not available, a fitting can be used. This fitting should be representative of those being used on the job. The pipe thread should be cut to obtain 2 or 3 turns hand tight engagement with fitting. If pipe thread is not proper diameter the index line should be moved in the direction of the OVER or UNDER size mark on size bar. (Refer to “Installing Dies In Die Heads”).
Priming Oil Pump
Current 535 Machines have a self-priming gerotor-type pump. Machines made prior to June 1, 1996 have a Model A vane-type pump that may require priming.
 WARNING
WARNING
All 535 Threading Machines made prior to June 1, 1996 should have a tube extension on the oil pump priming port, as well as a top cover access hole, so the pump can be primed without removing the top cover of the machine. This will prevent the operator from contacting the internal gearing of the machine which could result in serious injury.
If your older-style machine has a Model A Vane-Type pump and does not have a priming port, contact the Ridge Tool Company at 1-800-519-3456 or e-mail techservices@ridgid.com regarding a retrofit policy.
Ridge Tool Company |
11 |

535 Manual Pipe and Bolt Threading Machine
To prime the Model A Pump, the following procedure should be followed:
1.Remove button plug located on cover.
2.Remove primer screw through opening with allen wrench.
3.Fill pump with oil.
4.Replace primer screw and button plug before starting machine or pump will drain itself immediately.
NOTE! If machine must be primed on a frequent basis, it is an indication the pump is in need of repair.
Operation Instructions Using
Geared Threaders
 WARNING
WARNING
Do not wear gloves or loose clothing when operating Threading Machine. Keep sleeves and jackets buttoned. Do not reach across the machine, geared threader or drive shaft.
Do not use this Threading Machine if the foot switch is broken or missing. Always wear eye protection to protect eyes from dirt and other foreign objects.
To prevent tipping, proper set-up of the Threading Machine and Geared Threader is required. Follow instructions carefully.
Geared Threaders weigh 95 to 160 pounds. Two (2) persons should be used to lift these threaders.
Adjusting Nos. 141 and 161 Geared
Threaders
Cam Plate (Pipe Size) Adjustment Procedure
1.Place threader on floor or workbench with drive shaft up.
2.Pull knobs (Figure 13) of cam plate and rotate cam plate to desired pipe size marking on top of die head. Release knobs when locating pins drop into hole in selector plate.
|
Guide Post |
Reference |
Head |
|
|
Lines (3) |
|
Drive Shaft
Cam Plate
Knob (2)
Clamp Screw
Figure 13 – No. 141 Geared Threader with Drive Shaft Up (No. 161 Threader Similar).
Thread Size Adjustment Procedure
Grasp workholder and turn square end of drive shaft or turn gear case by hand to respective reference lines on guide post (Figure 13).
Standard Size Thread - Either one of the following two
(2) reference lines may be used.
Reference Line 1: Set bottom surface of die head at red STANDARD line on pinion sleeve.
Reference Line 2: Set upper surface of die head which houses guide post even with STANDARD line at top end of guide post.
Oversize Thread: For oversize (shallow thread) set head at bottom line on guide post. This line is marked (2T OVER).
Undersize Thread: For undersize (deep thread) set head at top line on guide post. This line is marked (2T UNDER).
Changing Posts For Straight Or Tapered
Threads
1.Adjust threader to cut standard size threads using “STANDARD” reference line.
2.Remove screw from gear case at base of guide post.
3.Pull guide post up until guide block attached to selector plate is disengaged from angle slot in guide post.
4.Turn guide post until straight slot faces inward for
12 |
Ridge Tool Company |

535 Manual Pipe and Bolt Threading Machine
straight thread, or tapered slot inward for tapered thread. Figure 14 shows guide post set to cut tapered thread.
Selector |
Die (Set of 5) |
|
Plate |
Guide |
|
Die Head |
Block |
|
Stop |
2T Under |
|
Line |
||
Screw |
||
Standard |
||
|
||
Red Stop |
LIne |
|
Line |
2T Over |
|
|
||
Standard |
Line |
|
Line |
Guide Post |
|
|
||
Pinion |
|
|
Sleeve |
Screw |
|
|
Gear Case |
Figure 14 – No. 141 Geared Threader showing Pinion Sleeve and Guide Post Reference Lines
5.Engage guide block in slot and push guide post down into position.
6.Replace guide post screw.
Unit is now set to cut straight threads (NPSM or BSPP) or taper threads (NPT or BSPT).
Changing Die Set
1.Remove stop screw (Figure 14) from selector plate.
2.Pull Knobs (Figure 13) and rotate cam plate to CD mark on top of die head.
3.Remove worn die set (Figure 14) and insert new die set.
IMPORTANT: Be sure to replace complete die set. Die numbers must correspond with slot numbers.
4.Rotate cam plate to original position and replace stop screw.
NOTE! If it becomes necessary to remove or replace the guide block, the stamped number E-1997 on guide block must be AGAINST selector plate. If stamped number is visible you will cut an UNDERSIZE thread.
Installing No. 141 Geared Threader
(Close-Coupled Method)
Threading pipe with a No. 141 Geared Threader (closedcoupled method) requires a No. 768 Drive Link Assembly, No. 844 Drive Bar saddle adapter for high clearance carriage and a RIDGID Support Stand.
 WARNING The REV/OFF/FOR switch should be in the OFF position until geared threader is installed and ready to thread.
WARNING The REV/OFF/FOR switch should be in the OFF position until geared threader is installed and ready to thread.
1.Remove die head from machine.
2.Raise cutter and reamer out of way and move carriage to front.
3.Open front chuck jaws and workholder jaws.
4.Old-style 535: Install replacement oil spout (Figure 15) which includes pipe nipple E-811, 90 degree elbow E- 812 and coolant nozzle E-810 and 44340 pivot plug and o-rings.
New style 535: Multi-position oil spout is attached to E-814-X Drive Link (Figures 17A, B).
NOTE! No. 768 Drive Link Assembly includes: E-814-X Drive Link, E-810 Coolant Nozzle, E-811 Pipe Nipple, E-812 90 Degree Elbow E-1178-X Pipe With Coupling, E-2978 Set Screw, 44340 Pivot Plug and 44470 O-Rings.
Coolant Nozzle
Drive Link (Do not Install)
Elbow
Pipe Nipple
Figure 15 – Oil Spout Used With Geared Threader Close-Coupled Method (Old Style 535)
5.Install No. 844 Drive Bar (Figure 16) onto 141 Geared
Threader Drive Shaft and tighten two (2) set screws using 5/16″ socket head wrench.
Ridge Tool Company |
13 |
535 Manual Pipe and Bolt Threading Machine
Set Screw (2) |
No. 844 Drive Bar |
|
141 Geared Threader
Drive Shaft
Drive LInk
Set Screw E-2978
Figure 16 – No. 844 Drive Bar and Drive Link Installed
6.Insert E-814-X Drive Link into loop hole on 141 Geared Threader. Using a 1/4″ socket head wrench, tighten E-2978 Set Screw only enough to retain E- 814-X Drive Link, allowing it to swing freely.
NOTE! On 535s with high clearance carriage a leveling saddle must be used in conjunction with Model 141 Geared Threader. (Figure 18)
7.Using two persons, Raise 141 Geared Threader and set on carriage. Resting 141 Geared Threader on carriage, move carriage rearward and engage No. 844 Drive Bar in 535 front chuck and rear centering device.
8.Align grooves on No. 844 Drive Bar with front chuck jaws and grip securely using chuck handwheel and workholder centering head.
 WARNING Be sure that No. 844 Drive Bar is properly engaged and secured.
WARNING Be sure that No. 844 Drive Bar is properly engaged and secured.
9.Supporting 141 Geared Threader, move carriage and fully engage E-814-X Drive Link Assembly in die head mounting hole on carriage. Tighten E-2978 Set Screw.
 WARNING If pipe extends beyond machine bed, it should have a pipe support. Be sure that adjusting collar on pipe support stand is locked securely.
WARNING If pipe extends beyond machine bed, it should have a pipe support. Be sure that adjusting collar on pipe support stand is locked securely.
10.Support pipe with a pipe support. Position support approximately 21/2 feet from threader.
11.Insert pipe in threader and center end of pipe in throat of dies. Tighten workholder with socket wrench.
12.Tighten clamp screw securely with socket wrench.
Figure 17A – 141 Geared Threader Close-Coupled To New-Style 535 using 768 Drive Link. Note Oil Spout Attached To E-814-X Link.
Figure 17B – 141 Geared Threader Closed-Coupled to New-Style 535 Showing Position Of Oil Spout On Workpiece.
Figure 18A – Geared Threader Saddle Adapter
14 |
Ridge Tool Company |

535 Manual Pipe and Bolt Threading Machine
Figure 18B – Saddle Adapted Mounted on 535 Carriage
Threading Using No. 141 Geared
Threader (Close-Coupled Method)
1.Install geared threader and pipe.
2.Turn Threading Machine REV/OFF/FOR switch to FOR (Forward) position.
3.Step on foot switch.
4.Flood dies with RIDGID Thread Cutting Oil during threading operation to assure long die life.
5.Release foot switch when red STOP line appears on pinion sleeve (Figure 14).
NOTE! RIDGID Geared Threaders have a jam-proof design so pinion shaft will automatically disengage if threader is accidentally run on pipe past a full thread length.
6.Turn REV/OFF/FOR switch to REV (Reverse) position. Step on foot switch and back threader off of pipe.
IMPORTANT: Do not loosen workholder until dies have been disengaged from pipe.
7.Using the socket wrench, loosen clamp screw, turn workholder to OPEN position and remove pipe.
NOTE!: Before threading next piece of pipe, run threader head beyond STANDARD line on pinion sleeve and then back to STANDARD line. This movement takes up slack in gearing for immediate response when cutting next thread.
8. Turn REV/OFF/FOR switch to OFF position.
IMPORTANT: If, by accident, a RIDGID Geared Threader is backed off too far and threaded barrel becomes disengaged from workholder, the threader must be removed from the Threading Machine and put on a bench. Re-engage the threads carefully by hand. Do not attempt this by power.
Installing Nos. 141 and 161 Geared
Threaders Using No. 840A Universal
Drive Shaft
 WARNING
WARNING
Chain vise must be securely anchored with jack screw assembly and post to ceiling or bolted to floor. Failure to follow these instructions could result in the Vise tipping and causing serious injury.
When threading pipe up to 5 inches nominal, the 450 Tristand Vise can be used. However, when threading 6 inch nominal pipe, a BC-610, BC-810 Top Screw Bench Chain Vise or a 460 Tristand Vise must be used.
Only use 535 machines that operate at 36 RPM when threading with a geared threader using the No. 840A Universal Drive Shaft. Higher speeds may result in tipping.
Refer to Figure 19.
1. Adjust threader being used.
 WARNING The REV/OFF/FOR switch should be in the OFF position until geared threader is set up and ready to thread.
WARNING The REV/OFF/FOR switch should be in the OFF position until geared threader is set up and ready to thread.
2.Slide long hexagon end of the universal drive shaft into rear centering device head and through to front chuck of No. 535 Machine.
3.Make certain that universal drive shaft is centered in centering device head and front chuck jaws; tighten securely.
4.Locate chain vise in line, on same level, and approximately length of universal drive shaft away from centering head device.
5.Tightly secure pipe in No. 460 Tristand Chain Vise.
6.Support long piece of pipe with Pipe Support.
7.Using two persons, position workholder so that a jaw is on top center and slide threader onto pipe. Carefully center end of pipe in throat of dies.
8.Using socket wrench, tighten workholder clamp screw
(Figure 13) securely.
9.Slip square socket of No. 840A Universal Drive Shaft over square end of threader drive shaft and tighten two (2) set screws.
Ridge Tool Company |
15 |
535 Manual Pipe and Bolt Threading Machine
IMPORTANT: When properly positioned, sliding shank of universal drive shaft should be approximately centered to allow movement in either direction.
10. Position No. 418 Oiler directly under threader.
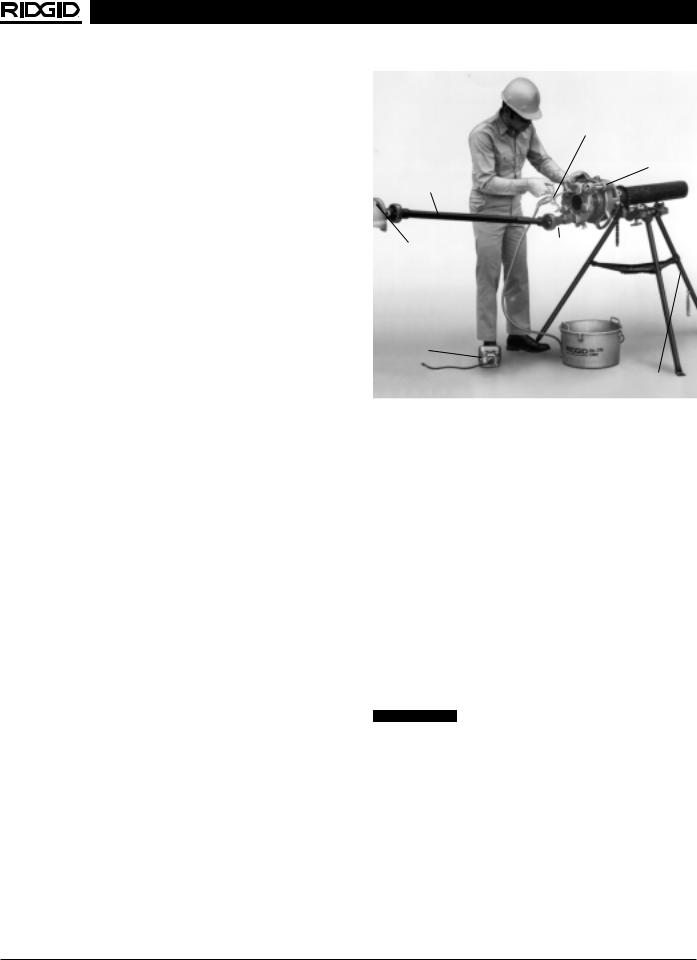
Threading Pipe Using Nos. 141 & 161 Geared Threaders with No. 840A Universal Drive Shaft
1.Install geared threader and pipe.
2.With REV/OFF/FOR switch in REV position, step on foot switch.
3.Flood dies with RIDGID Thread Cutting Oil using RIDGID 418 Oiler during threading operation to assure long die life. 141 and 161 – Release foot switch when red stop line appears on pinion sleeve. (Figure 14)
NOTE! RIDGID geared threaders are jam proof designed so that pinion shaft will automatically disengage if threader is accidentally run on pipe past a full thread length.
4.Turn REV/OFF/FOR switch to FOR (forward) position to back geared threader off pipe.
NOTE! Do not loosen workholder until dies have been disengaged from pipe.
141 and 161 – Step on foot switch and reverse threader one or two revolutions. Pull knobs (Figure 13) and rotate cam plate as far as it will go towards CD mark on head to disengage dies.
5.Turn REV/OFF/FOR switch to OFF position.
6.Loosen two (2) set screws (Figure 19) and remove universal drive shaft from threader.
NOTE! Do not loosen workholder until dies have been disengaged from pipe.
141 and 161 – Loosen jaw clamp screw (Figure 13) and turn workholder to OPEN position. Remove threader.
7.Loosen chain vise and remove pipe.
8.Open centering device head to release No. 840A Universal Drive Shaft.
NOTE! If by accident, a RIDGID Geared Threader is backed off too far and threaded barrel becomes disengaged from workholder, the threader must be put on a bench and the threads re-engaged carefully by hand. Do not attempt this by power.
No. 418 Oiler
No. 141
Geared Threader
No. 840A
Drive Shaft
Centering Head |
Set |
|
Screw (2) |
||
|
Foot Switch
No. 460 Tristand
Chain Vise
Figure 19 – Threading Pipe using No. 840A Universal Drive Shaft
No. 819 Nipple Chuck
The RIDGID No. 819 Nipple Chuck is a quick and easy tool for holding short and close nipples or studs for threading.
Capacity: 1/8″ to 2″ |
Standard Pipe (NPT) |
|
1/4″ to 2″ |
Bolts or Studs UNC or UNF |
|
|
|
|
Pipe Adapters |
|
Stud Adapters |
1/8″ , 1/4″ , 3/8″ , 1/2″ , |
|
1/4″ to 2″ UNC |
3/4″ , 1″ , 11/4″ , 11/2″ |
1/4″ to 11/2″ UNF |
|
|
|
|
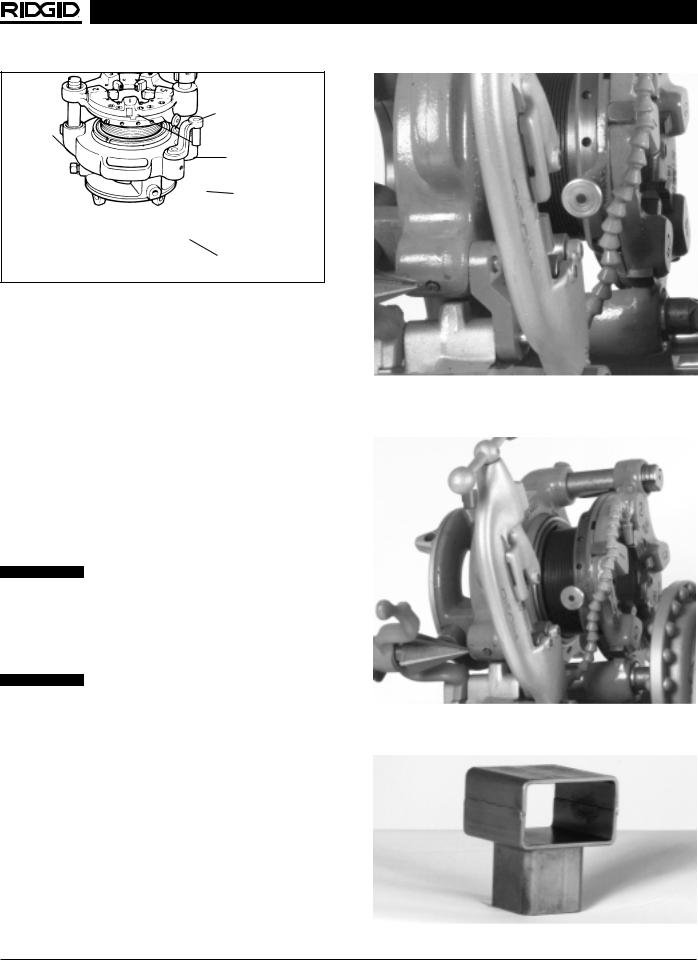
Short or Close Nipple Threading Procedure
 WARNING The REV/OFF/FOR switch should be in the OFF position until nipple chuck is set up and ready to thread.
WARNING The REV/OFF/FOR switch should be in the OFF position until nipple chuck is set up and ready to thread.
1.Grip pipe in machine chuck. Thread and ream one end and cut nipple to desired length.
2.Place nipple chuck body (Figure 20) in Threading Machine chuck, gripping jaw grooves. Tighten chuck with snap spin of handwheel.
3.Position insert with small end toward chuck body for 1/8″ to 3/4″ pipe; large end toward chuck body for 1″ pipe; no insert required for 11/4″ pipe and up.
4.Select proper size nipple chuck adapter and screw
16 |
Ridge Tool Company |
535 Manual Pipe and Bolt Threading Machine
into nipple chuck (Figure 20) by hand. Tighten with wrench provided with nipple chuck.
 WARNING To prevent injury, remove wrench before turning on machine.
WARNING To prevent injury, remove wrench before turning on machine.
5.Screw nipple (Figure 21) threaded on one end into adapter by hand. Turn directional switch to ON and press down on foot switch. Ream and thread other end.
6.Insert pin on end of wrench (Figure 21) into one of holes in nipple chuck release collar and turn. Remove threaded nipple by hand.
 WARNING To prevent injury, remove wrench before turning on machine.
WARNING To prevent injury, remove wrench before turning on machine.
Wrench
Adapter
Figure 20 – Installing Nipple Chuck Body
Nipple
Wrench
Release
Collar
Figure 21 – Installing Unfinished Nipple and Releasing Finished Nipple with Wrench
Accessories
 WARNING Only the following RIDGID products have been designed to function with the 535 Threading Machine. Other accessories designed for use with other tools may become hazardous when used on this Threading Machine. To prevent serious injury, use only the accessories listed below.
WARNING Only the following RIDGID products have been designed to function with the 535 Threading Machine. Other accessories designed for use with other tools may become hazardous when used on this Threading Machine. To prevent serious injury, use only the accessories listed below.
Accessories For Threading Machine
Die Head Racks: |
|
4U ........................... |
holds 4 heads |
6U ........................... |
holds 6 heads |
Stands: |
|
No. 100A................. |
4 legs w/tray |
No. 150A................. |
2 wheels w/tray |
No. 200A................... |
2 wheels w/enclosed cabinet |
Pipe Supports: |
|
VJ-99 ...................... |
281/4″ – 521/2″ |
RJ-99 ...................... |
301/2″ – 543/4″ |
No. 819 Nipple Chuck (Right Hand only): |
|
Pipe Adapters........... |
1/8″ through 11/2″ |
Stud Adapters.......... |
1/4″ through 2″ UNC |
|
1/4″ through 11/2″ UNF |
Model MJ-1 Pump Kit for Left Hand Threading
Accessories for Threading By Close-Coupled Method
No. 768 Drive Link Assembly & No. 844 Drive Bar for No. 141 Geared Threader
Saddle Adapter for Model 141
No. 141 Geared Threader for 21/2″ – 4″ Threading VJ-99/RJ-99 Pipe Support Stand
Accessories for Threading with Drive Shaft
No. 840A Universal Drive Shaft (41″ closed, 50″ extended)
No. 460 Tristand Chain Vise No. 418 Oiler
VJ-99/RJ-99 Adjustable Pipe Support
Nos. 141 Geared Threader 21/2″ to 4″ Threading No. 161 Geared Threader 4″ to 6″ Threading
NOTE! See Ridge Tool catalog for complete list of pipe supports, thread cutting oil and dies.
Ridge Tool Company |
17 |
535 Manual Pipe and Bolt Threading Machine
Die Heads and Dies
|
|
|
Pipe |
|
|
Bolt |
|
|
|
|
|
|
|
|
|
|
|
|||
Model |
|
Capacity |
|
Capacity |
Dies |
|
|
Opening |
Operation |
|||||||||||
811A NPT |
|
|
1/8″ - 2″ |
|
|
1/4″ - 2″ |
Universal |
|
Quick |
|
R.H. |
|||||||||
815A NPT |
|
|
1/8″ - 2″ |
|
|
1/4″ - 2″ |
Universal |
|
Self |
|
R.H. |
|||||||||
842 NPT |
|
|
1/4″ - 2″ |
|
|
|
— |
Universal |
|
Quick |
|
L.H. |
||||||||
816 NPT |
|
1/8″ - 3/4″ |
|
|
1/4″ - 2″ |
Universal |
|
TAP |
|
R.H. |
||||||||||
817 NPT |
|
|
1″ - 2″ |
|
|
1/4″ - 2″ |
Universal |
|
TAP |
|
R.H. |
|||||||||
811A BSPT |
|
|
1/8″ - 2″ |
|
|
1/4″ - 2″ |
Universal |
|
Quick |
|
R.H. |
|||||||||
815A BSPT |
|
|
1/8″ - 2″ |
|
|
1/4″ - 2″ |
Universal |
|
Self |
|
R.H. |
|||||||||
531 Bolt |
|
|
— |
|
|
1/4″ - 1″ |
500B |
|
|
Quick |
R.H./L.H. |
|||||||||
532 Bolt |
|
|
— |
|
|
11/8″ - 2″ |
500B |
|
|
Quick |
R.H./L.H. |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Universal Pipe Die |
|
|
|
|
NPT |
|
|
|
|
|
NPSM |
|
|
|
||||||
(Catalog Numbers) |
|
1/8″ |
1/4″ - 3/8″ |
|
1/2″ - 3/4″ |
|
1″ - 2″ |
|
1/8″ |
1/4″ - 3/8″ |
|
1/2″ - 3/4″ |
|
|
1″ - 2″ |
|||||
H.S. R.H. |
|
47755 |
47760 |
|
47765 |
|
|
47770 |
|
|
47845 |
47850 |
|
47855 |
|
47860 |
||||
H.S. L.H. |
|
— |
47810 |
|
47815 |
|
|
47820 |
|
|
— |
— |
|
— |
|
70775 |
||||
H.S. for S.S. R.H. |
|
47775 |
47780 |
|
47785 |
|
|
47790 |
|
|
— |
— |
|
— |
|
|
— |
|||
H.S. for C.I. R.H. |
|
— |
|
— |
|
— |
|
70740 |
|
|
— |
— |
|
— |
|
|
— |
|||
H.S. for PVC R.H. |
|
— |
|
— |
|
70745 |
|
|
70750 |
|
|
— |
— |
|
— |
|
|
— |
||
H.S. for Coated R.H. |
|
— |
|
— |
|
— |
|
31822 |
|
|
— |
— |
|
— |
|
|
— |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Universal Pipe Die |
|
|
|
BSPT |
|
|
|
|
|
BSPP |
|
|
|
|||||||
(Catalog Numbers) |
|
1/8″ |
1/4″ - 3/8″ |
|
1/2″ - 3/4″ |
|
1″ - 2″ |
|
1/8″ |
1/4″ - 3/8″ |
|
1/2″ - 3 /4″ |
|
|
1″ - 2″ |
|||||
H.S. R.H. |
|
66750 |
66755 |
|
66760 |
|
|
66765 |
|
|
66795 |
66800 |
|
66805 |
|
66810 |
||||
H.S. L.H. |
|
— |
66840 |
|
66845 |
|
|
66850 |
|
|
— |
— |
|
66870 |
|
66875 |
||||
H.S. for S.S. R.H. |
|
66770 |
66775 |
|
66780 |
|
|
66785 |
|
|
66815 |
66820 |
|
66825 |
|
66830 |
||||
H.S. for S.S. L.H. |
|
— |
66855 |
|
66860 |
|
|
66865 |
|
|
— |
— |
|
— |
|
|
— |
|||
H.S. for PVC R.H. |
|
— |
|
— |
|
70755 |
|
|
70760 |
|
|
— |
— |
|
70765 |
|
70770 |
|||
H.S. for Coated R.H. |
|
— |
|
— |
|
— |
|
31837 |
|
|
— |
— |
|
— |
|
|
— |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Note: BSPT and BSPP Dies require a British Model Die Head |
500B Bolt Dies for 531 and 532 Die Heads |
Note: L.H. operation of the 1822-I requires special set up |
Over 200 sets for the 531 Bolt Die Head |
Note: High Speed Dies are recommended for threading 1″ - 2″ pipe at 45 RPM |
Over 150 sets for the 532 Bolt Die Head |
Universal Bolt Dies for 811A, 815A, 816 and 817 Die Heads |
Mono Dies for Mono (A Series) Die Heads |
Over 90 sets available from 1/4″ to 2″ , Alloy or High Speed. |
|
Right Hand only in UNC, UNF and BSW thread forms. |
|
Maintenance Instructions
 WARNING
WARNING
Make sure machine is unplugged from power source before performing maintenance or making any adjustment.
Lubrication
Proper lubrication is essential to trouble-free operation and long life of Power Drive.
1.Remove four (4) cover mounting screws and remove the cover.
2.Use grease gun to apply grease to the shaft bearing grease fittings every 2 to 6 months, depending upon frequency of machine use.
3.Apply moderate coat of lubricating grease on large gear each time bearings are lubricated.
 WARNING Do not operate the threading machine with cover off. Always replace cover immediately after lubricating machine.
WARNING Do not operate the threading machine with cover off. Always replace cover immediately after lubricating machine.
Oil System Maintenance
To help assure proper operation of threading machine, keep oil system clean, as follows:
1.Replace thread cutting oil when it becomes dirty or contaminated. To drain the oil, position a container under drain plug and remove plug.
2.Keep oil filter screen clean to assure proper flow or clean oil to work. Oil filter screen is located in the bottom of oil reservoir. To clean filter screen, loosen the screw that secures filter to base and pull filter from
18 |
Ridge Tool Company |
535 Manual Pipe and Bolt Threading Machine
oil line. Clean filter screen in solvent and blow out with compressed air if available. Do not operate machine with oil filter screen removed.
NOTE! RIDGID Thread Cutting Oil produces high quality threads and maximizes die life. For information concerning its use and handling, refer to the labels on the oil containers. Disposal of the oil should be in accordance with government regulations.
Jaw Insert Replacement
NOTE! When teeth on jaw inserts become worn and fail to hold pipe or rod during operation, replace entire set of jaw inserts. Clean teeth of jaw inserts daily with wire brush.
1.Place screwdriver in insert slot and turn 90 degrees in either direction.
2.Place insert sideways on locking pin and press down as far as possible.
3.Hold insert down firmly with screwdriver, turn so teeth face up.
PRESS
DOWN
Screw Driver |
|
|
|
Insert |
|
|
Locking |
Teeth |
|
Pin |
|
To Remove |
To Replace |
|
Figure 18 – Jaw Insert Replacement
Motor Brush Replacement
Check motor brushes every six (6) months and replace brushes when they are worn to less than 1/2″ . If commutator is worn, turn outer dimensions of commutator and undercut mica before replacing brushes.
Machine Storage
 WARNING Motor-driven equipment must be kept indoors or well covered in rainy weather. Store the machine in a locked area that is out of reach of children and people unfamiliar with threading machines. This machine can cause serious injury in the hands of untrained users.
WARNING Motor-driven equipment must be kept indoors or well covered in rainy weather. Store the machine in a locked area that is out of reach of children and people unfamiliar with threading machines. This machine can cause serious injury in the hands of untrained users.
Service and Repair
 WARNING
WARNING
Service and repair work on this Threading Machine must be performed by qualified repair personnel. Machine should be taken to a RIDGID Independent Authorized Service Center or returned to the factory. All repairs made by Ridge service facilities are warranted against defects in material and workmanship.
When servicing this machine, only identical replacement parts should be used. Failure to follow these instructions may create a risk of electrical shock or other serious injury.
If you have any questions regarding the service or repair of this machine, call or write to:
Ridge Tool Company Technical Service Department 400 Clark Street
Elyria, Ohio 44035-6001 Tel: (800) 519-3456
E-Mail: techservices@ridgid.com
For name and address of your nearest Independent Authorized Service Center, contact the Ridge Tool Company at (800) 519-3456 or http://www.ridgid.com
Ridge Tool Company |
19 |

535 Manual Pipe and Bolt Threading Machine
Wiring Diagrams
1101 Motor (115V)
2301 Motor (230V)
1101A Motor (115V)
|
White (Blue) |
|
|
Black (Brown) |
|
|
Green (Green/Yellow) |
|
115V |
|
Black |
IEC Standard |
|
|
25-60 Hz |
|
|
|
Green |
White |
Foot Switch
European Wiring Diagram
Suppressor
Black |
Green/Yellow |
Black |
Blue
Red
White
Yellow
REV
OFF
FWD
MARRON
ROJO
BLANCO
20 |
Ridge Tool Company |
 Loading...
Loading...