

Page 1

User´s Manual
Position Display Units
for Milling Machines
11/ 95
Page 2
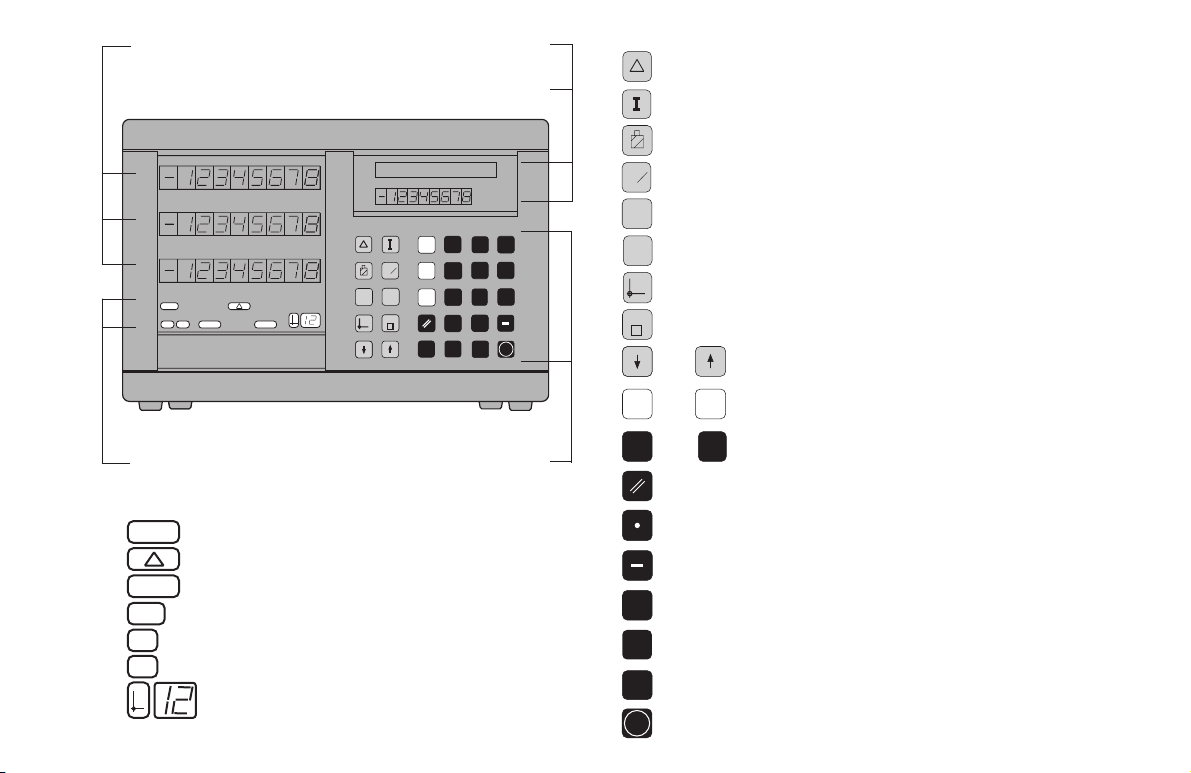
Position display
(ND 920: only two axes)
REF
+
R- inch
R
PGM
HEIDENHAIN
Status
Keyboard (ND 920 has no Z key)
display:
inch
PGM
REF
R+
R–
Inch display is active
Distance-to-go display is active
Program input is active
Reference marks have been crossed
Radius compensation R+ is active
Radius compensation R– is active
Datum point number
Message field
Distance-to-go display (traversing to zero)
Input field
For incremental dimensions (only with
distance-to-go and program input)
Tool compensation
+
R
-
SPEC
FCT
7
9
8
X
+
R
-
SPEC
PGM
FCT
GOTO
5
6
4
Y
3
2
1
Z
.
0
HOLD
MOD
CL
ENT
POS
PGM
GOTO
Call radius compensation for the current tool
Special functions (probing functions,
hole patterns, rectangular pocket)
Program input
Select datum
Go directly to parameters or program steps
Page in program or parameter list/
select function
•••
X
•••
0
Select coordinate axis
Z
9
Numerical input
Reset all axes to zero,
functions for Program Input
Decimal point
Change sign or parameter
CL
HOLD
POS
MOD
ENT
Clear entry/cancel operating mode
Hold current position/output measured values
Select/deselect parameter list,
activate RS-232-C
Confirm entry
Page 3
This manual is for ND display units with the
following software numbers or higher:
ND 920 (2 axes) 246 112 05
ND 960 (3 axes) 246 112 05
NDP 960 (3 axes, panel mount) 246 112 05
About this manual
This manual is divided into two parts:
Part I: Operating Instructions
• Fundamentals of positioning
• ND functions
Part II: Installation and Specifications
• Mounting the display unit on the machine
• Description of operating parameters
• Switching inputs, switching outputs
Part I: Operating Instructions
Fundamentals 4
Switch-On, Crossing Over the Reference Marks 9
Switching Between Operating Modes 9
Datum Setting 10
Datum setting with the tool 11
Datum setting with the KT Edge Finder 13
Resetting all axes to zero 18
Holding Positions 19
Tool Compensation 21
Moving the Axes with Distance-To-Go 22
Bolt Hole Circles and Bolt Circle Segments 24
Linear Hole Patterns 27
Rectangular Pocket 30
Scaling Factors 33
Program Input 34
Program Output over RS-232-C Interface 37
Error Messages 38
Part I: Operating Instructions
Part II: Installation and Specifications 39
3
Page 4
Fundamentals
You can skip this chapter if you are already familiar with
coordinate systems, incremental and absolute dimensions,
nominal positions, actual positions and distance-to-go.
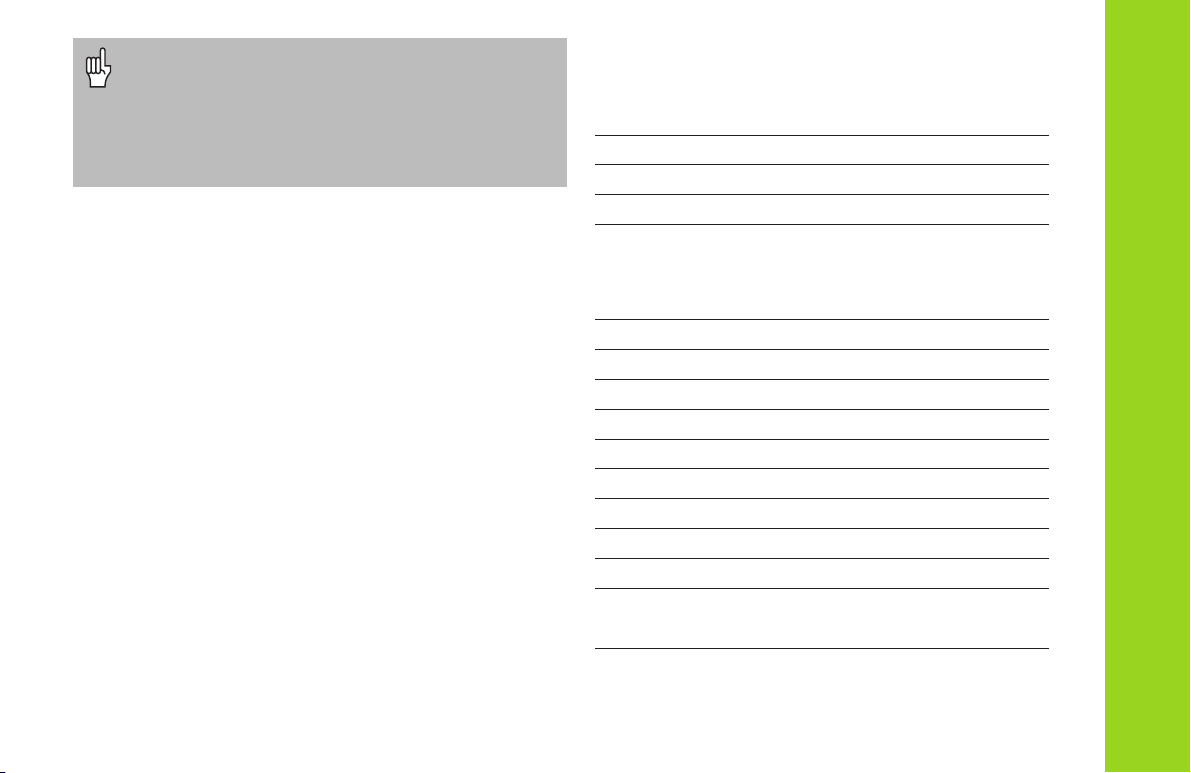
Coordinate system
To describe the geometry of a workpiece, the
Fundamentals
system is used. The Cartesian coordinate system consists of three
mutually perpendicular axes X, Y and Z. The point of intersection of
these axes is called the datum or origin of the coordinate system.
Think of the axes as scales with divisions (usually in millimeters) which
allow us to fix points in space referenced to the datum.
To determine positions on a workpiece, the coordinate system is “laid”
onto the workpiece.
The machine axes are parallel to the axes of the coordinate system.
The Z axis is normally the tool axis.
Cartesian*
coordinate
Y
–X
+Y
+Z
Graduation
+X
Datum or
origin
–Z
–Y
Z
X
4
*) Named in honor of the French mathematician and philosopher
René Descartes (1596 to 1650)
Page 5
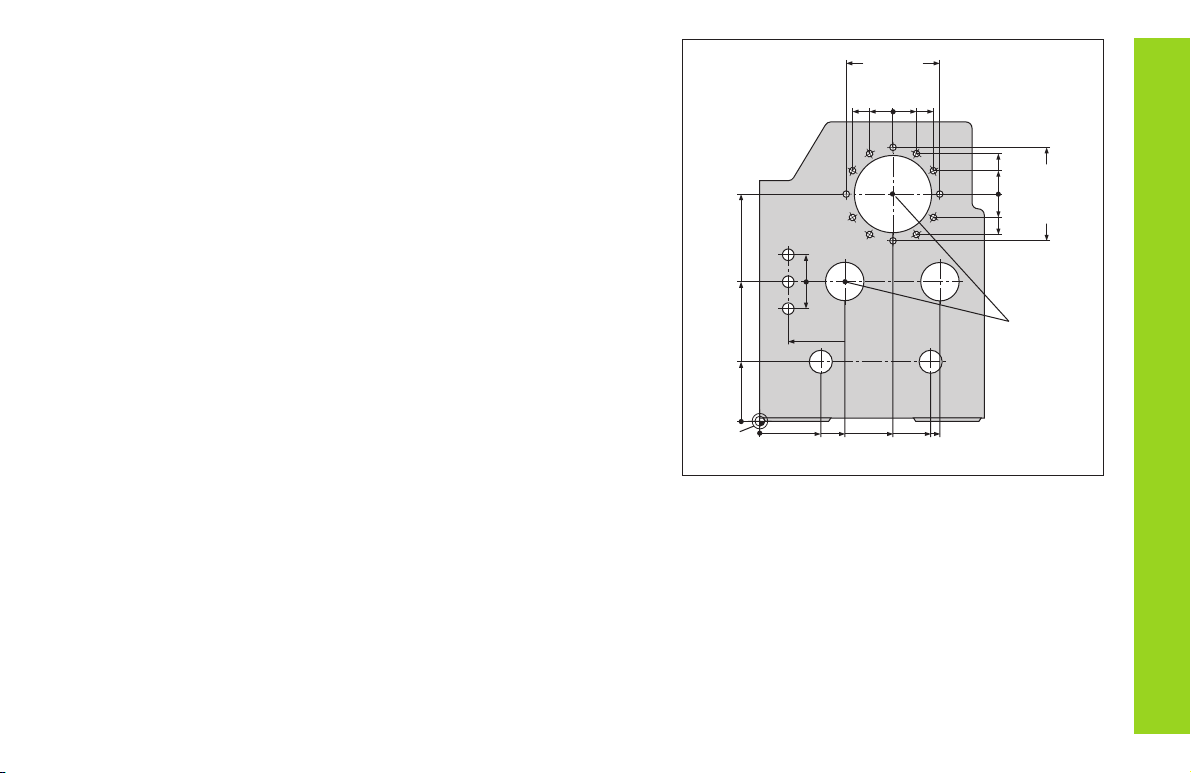
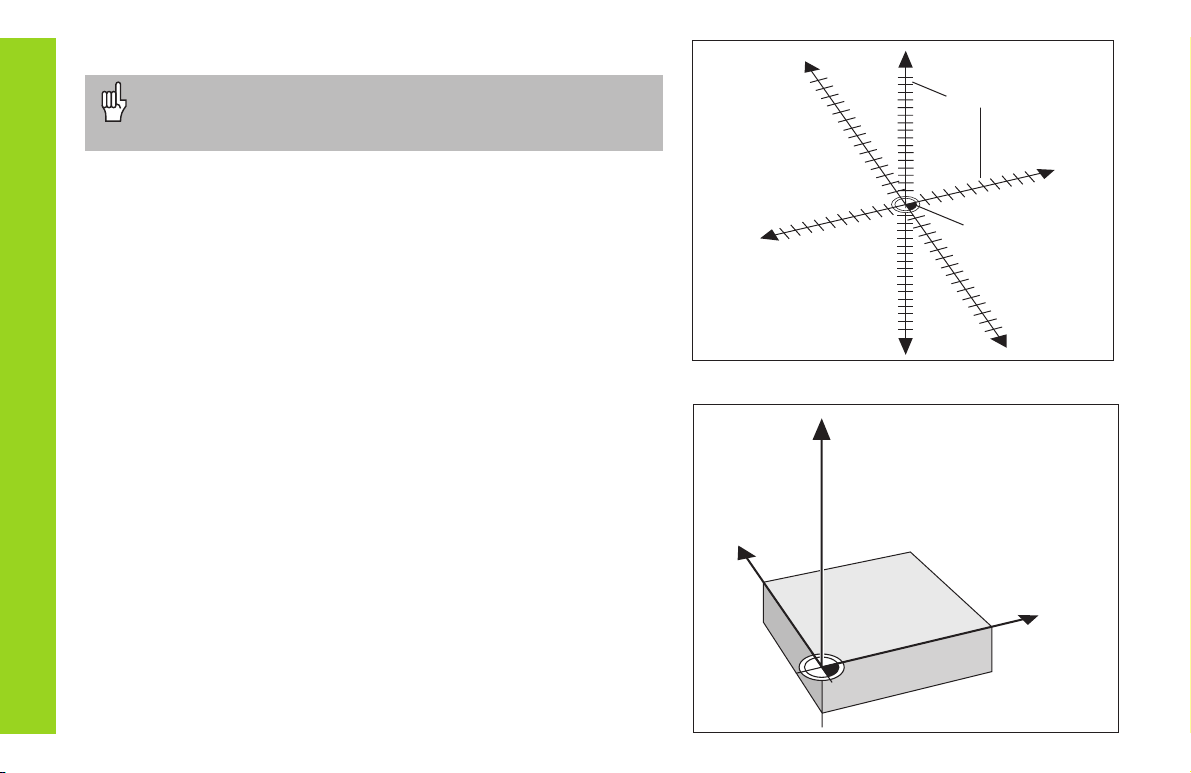
Datum setting
The workpiece drawing is used as the basis for machining the
workpiece. To enable the dimensions in the drawing to be converted
into traverse distances of machine axes X, Y and Z, each drawing
dimension requires a datum or reference point on the workpiece (since
a position can only be defined in relationship to another position).
The workpiece drawing always indicates one absolute datum (the
datum for absolute dimensions). However, it may contain additional
relative datums.
In the context of a numerical position display unit,
datum setting
means
bringing the workpiece and the tool into a defined position in relation to
each other and then setting the axis displays to the value which
corresponds to that position. This establishes a fixed relationship
between the actual positions of the axes and the displayed positions.
1225
750
320
150
0
-150
300±0,1
-250
0
-125
-216,5
250
125
216,5
0
250
216,5
125
0
-125
-216,5
Relative
datums
-250
Fundamentals
You can set up to 99 absolute datum points and store them in
nonvolatile memory.
0
Absolute
datum
0
325
450
700
900
950
5
Page 6
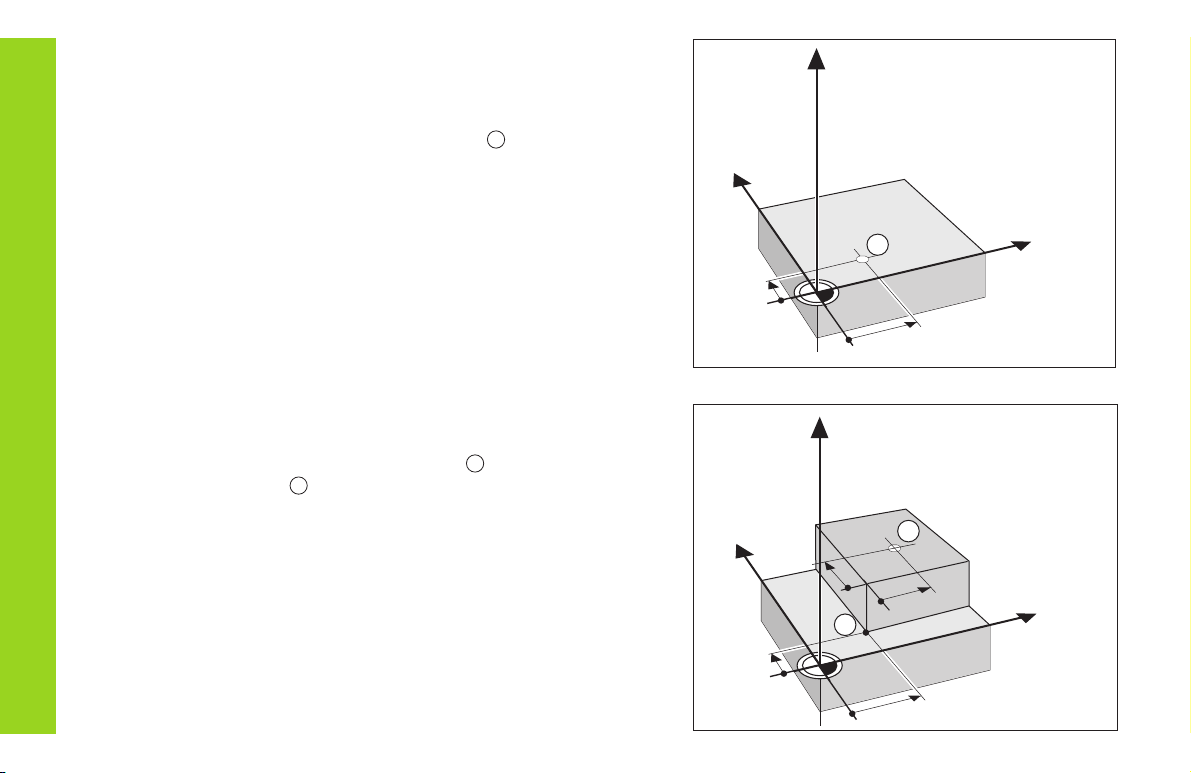
Absolute workpiece positions
Each position on the workpiece is uniquely defined by its absolute
coordinates.
Z
Example Absolute coordinates of position
Fundamentals
If you are working according to a workpiece drawing with absolute
dimensions, you are moving the tool to the coordinates.
Relative workpiece positions
A position can also be defined relative to the previous nominal position.
The datum for the dimension is then located at the previous nominal
position. Such coordinates are termed incremental coordinates or
chain dimensions. Incremental coordinates are indicated by a preceding
I.
Example Relative coordinate of position referenced to
If you are working according to a workpiece drawing with incremental
dimensions, you are moving the tool by the dimensions.
Sign for incremental dimensioning
A relative dimension has a positive sign when the axis is moved in the
positive direction, and a negative sign when it is moved in the negative
6
direction.
X = 10 mm
Y = 5 mm
Z = 0 mm
position :
1
IX = 10 mm
IY = 10 mm
:
1
Y
X
1
5
10
Z
2
Y
10
1
5
2
10
1
10
X
Page 7
Nominal position, actual position and distance-to-go
The position to which the tool is to move is called the nominal position
S
). The position at which the tool is actually located at any given
(
moment is called the actual position (I).
The distance from the nominal position to the actual position is called
the distance-to-go (
Sign for distance-to-go
When you are using the distance-to-go display, the nominal position
becomes the relative datum (display value 0). The distance-to-go is
therefore negative when you move in the positive axis direction, and
positive when you move in the negative axis direction.
).
R
Y
Z
I
S
R
Fundamentals
X
7
Page 8
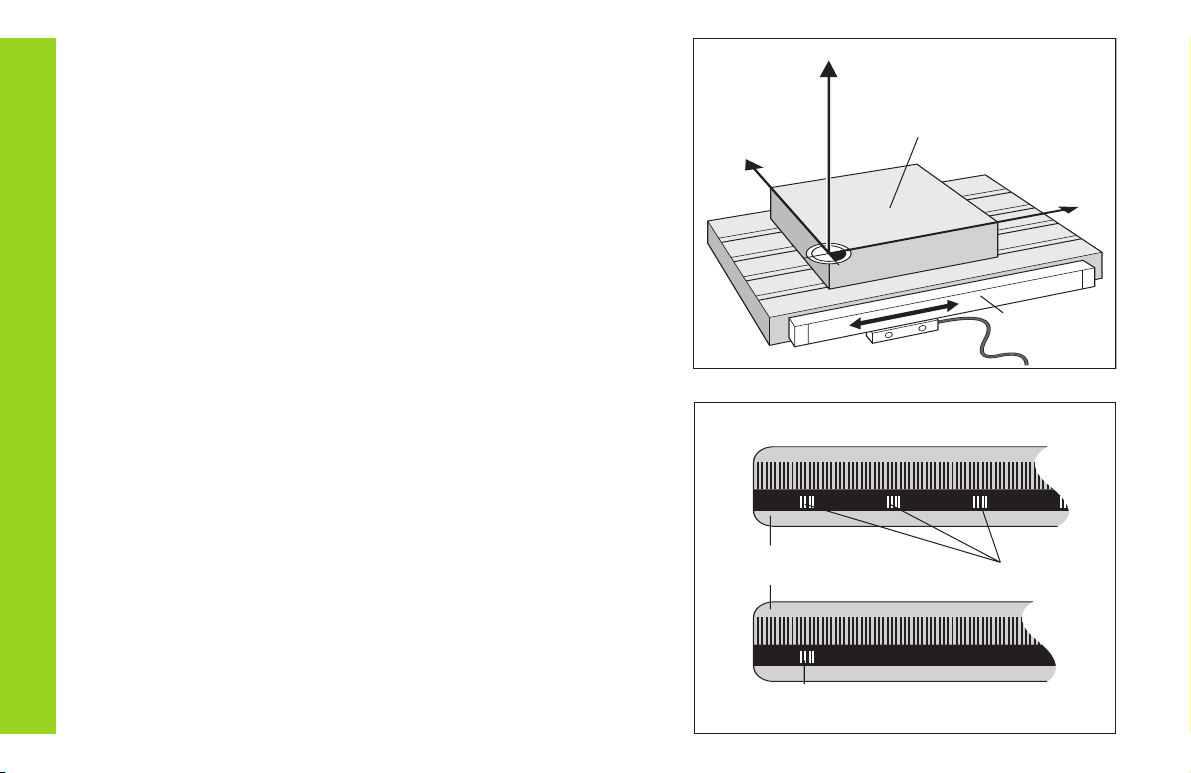
Position encoders
The position encoders on the machine convert the movements of the
machine axes into electrical signals. The ND display unit evaluates
these signals, determines the actual position of the machine axes and
displays the position as a numerical value.
Z
Y
Workpiece
If the power is interrupted, the relationship between the machine axis
positions and the calculated actual positions is lost. The reference
Fundamentals
marks on the position encoders and the REF reference mark evaluation
feature enable the ND to quickly re-establish this relationship again
when the power is restored.
Reference marks
The scales of the position encoders contain one or more reference
marks. When a reference mark is crossed over, a signal is generated
which identifies that position as a reference point (scale datum =
machine datum).
When this reference mark is crossed over, the ND's reference mark
evaluation feature (REF) restores the relationship between axis slide
positions and display values which you last defined by setting the
datum. If the linear encoders have distance-coded reference marks,
you only need to move the machine axes a maximum of 20 mm to do
this.
8
X
Position
encoder
Scale in Distance-coded
linear encoder reference marks
Reference mark
Page 9
Switch-On, Crossing Over the Reference Marks
Switching Between Operating Modes
➨➨
0
➨ 1
➨➨
REF ? ENT ...CL
ENT
PASS OVER REF.
Crossing over the reference marks stores the last relationship between
axis slide positions and display values for all datum points (99 per axis)
in nonvolatile memory.
Note that if you choose
clearing the dialog REF ? with the CL key), this relationship will be
lost if the power is interrupted or when the unit is switched off.
Turn on power (switch located on rear panel).
REF and decimal points in status display blink.
Press ENT before crossing reference marks
Cross over the reference marks in all axes (in any
sequence). Each axis display becomes active
when its reference mark is crossed over.
not
to cross over the reference marks (by
You can switch between the operating modes
Distance-To-Go, Special Functions, Program Input,
Set Tool Datum, Hold Position and Parameter Input at
any time simply by pressing another operating mode
key.
Switch-On, Crossing Over the Reference Marks
9
Page 10
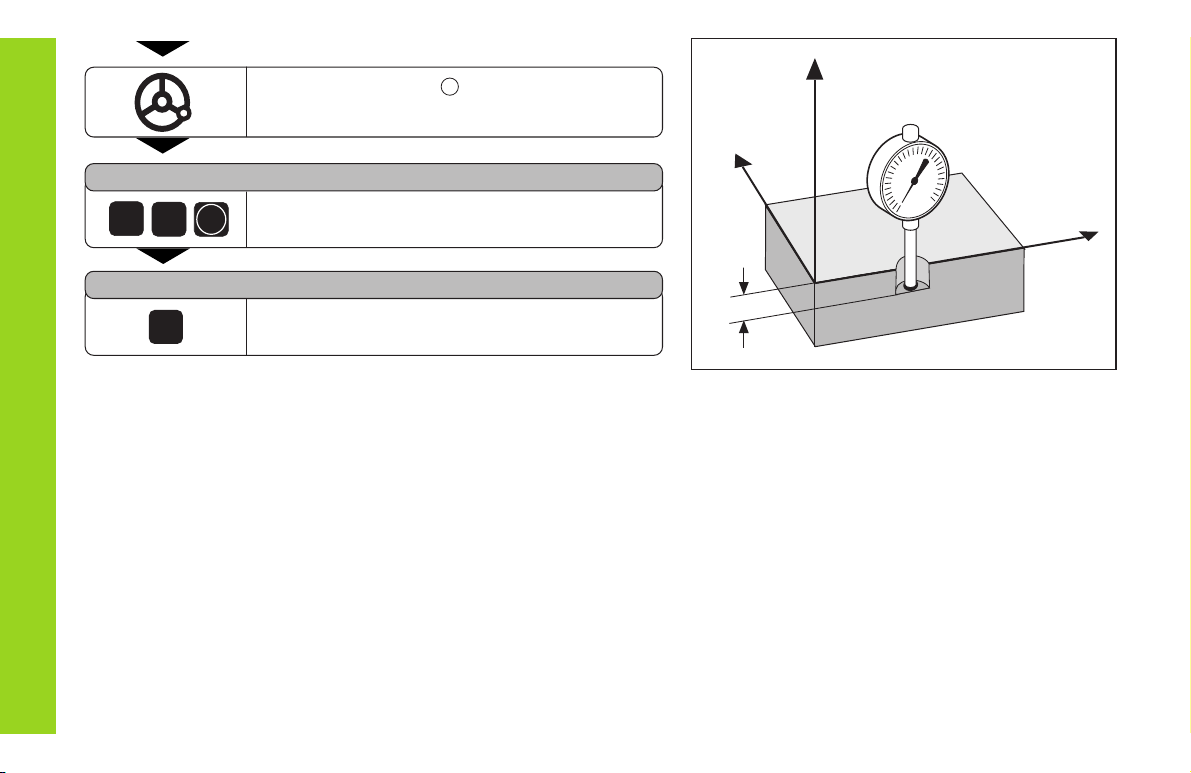
Datum Setting
Y
X
2
1
Z
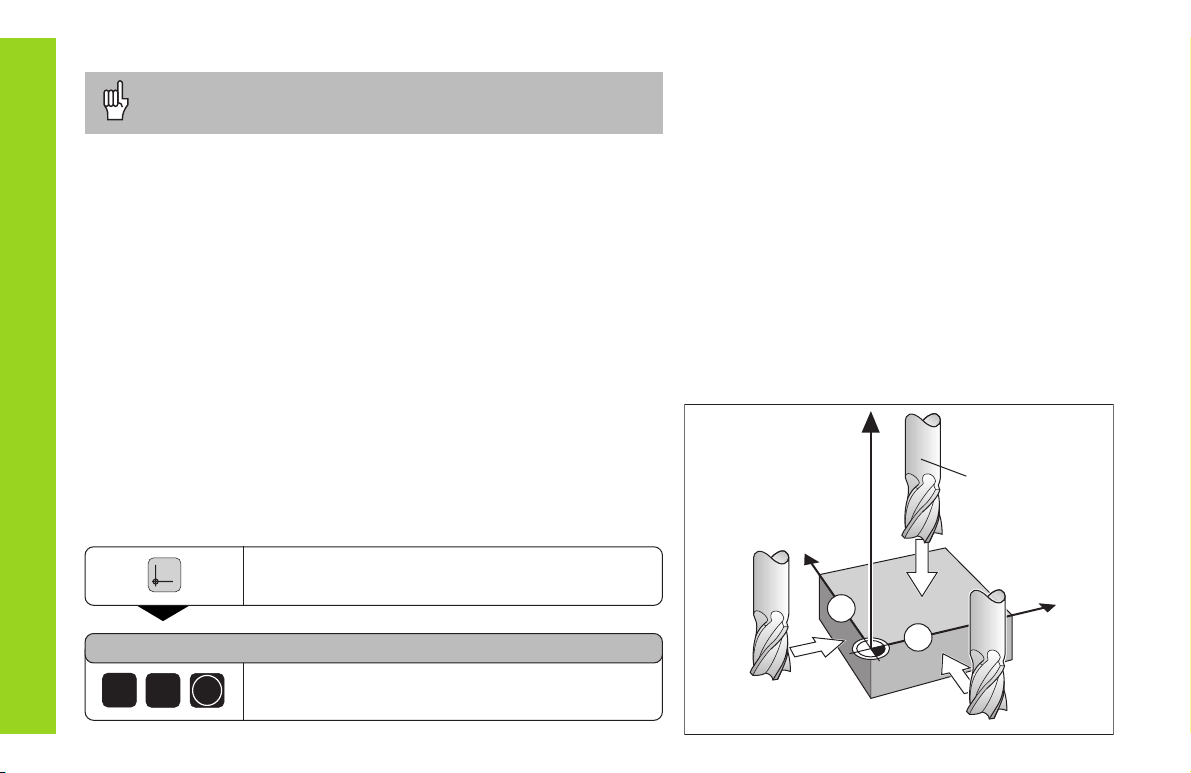
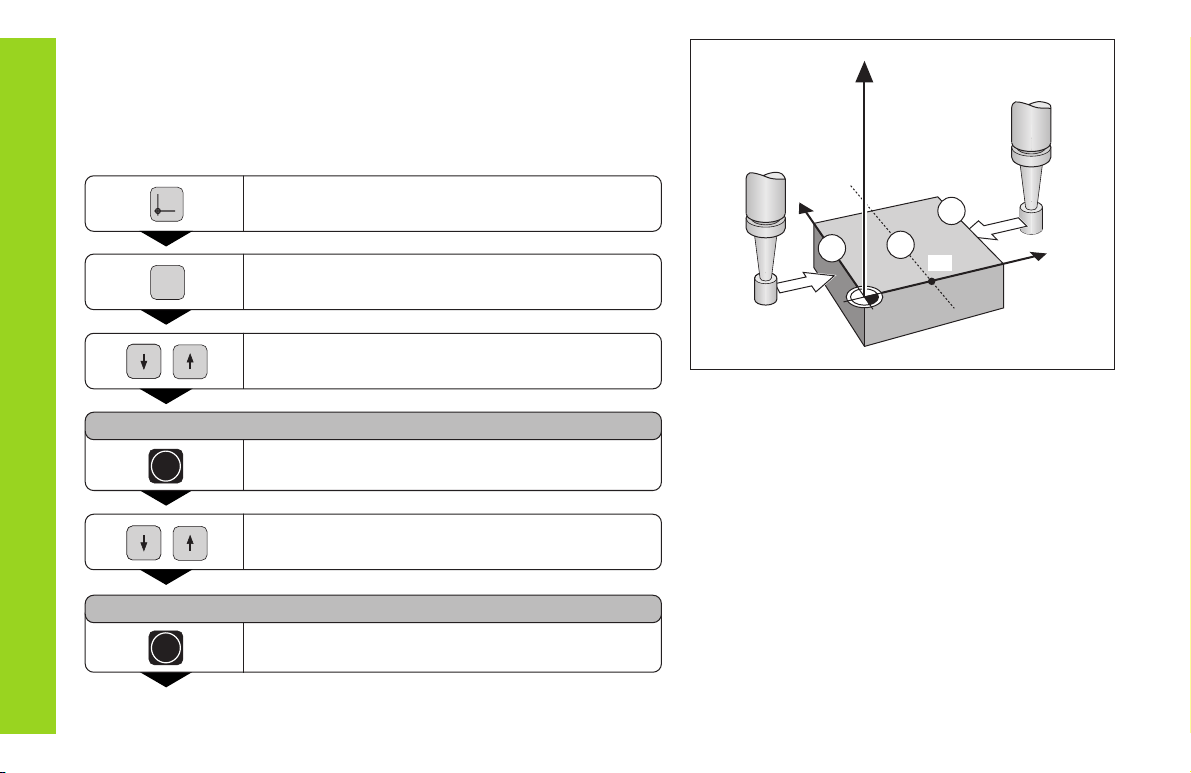
Datum setting with the tool
Only after crossing over the reference marks can you set new datums
or activate existing ones.
Datum Setting
There are several ways to set datums:
Touch the workpiece with the tool and then set the desired datum
(see example). You can also touch two edges and set the centerline
between them as a datum, or touch four points on a circle and set the
circle center as the datum. The tool data of the tool used for this are
automatically considered (see “Tool Compensation”).
Probe the workpiece with the edge finder and then set the desired
datum. You can also probe two edges and set the centerline between
them as a datum (see examples), or probe four points on a circle and
set the circle center as the datum. The display unit will automatically
consider the stylus radius and length if their values are entered in
parameters P25 and P26 (see “Operating Parameters”).
After you have set a datum it can be activated as follows:
DATUM NUMBER =
1
10
If you want to save the datum points in nonvolatile memory,
you must first cross over the reference marks.
Select datum setting.
ENT
2
Enter the number of the datum point, for
example 12.
Example
Working plane X / Y
Tool axis Z
Tool radius R = 5 mm
Axis sequence for X – Y – Z
datum setting
R = 5 mm
Page 11

Select the datum point number.
Touch workpiece edge .
1
SPEC
FCT
Select special functions.
Select PROBING FUNCTION.
PROBING FUNCTION ?
ENT
Confirm selection.
Select PROBE EDGE.
PROBE EDGE ?
ENT
Confirm selection.
PROBE X
X
Select the X axis (if not already selected).
•
•
•
ENT
The X position is captured.
POS. MEASURED X =
ENT
0
Enter the position value for the datum.
Tool radius compensation is automatically accounted for.
PROBE X
Y
Select the X axis.
Touch workpiece edge .
•
•
•
Datum Setting
2
11
Page 12
ENT
POS. MEASURED Y =
ENT
Datum Setting
0
PROBE Y
Z
The Y position is captured.
Enter the position value for the datum in
the Y axis. Tool radius compensation is
automatically considered.
Select the Z axis.
Touch the workpiece with the tool.
12
ENT
The Z position is captured.
POS. MEASURED Z =
ENT
0
SPEC
FCT
Enter the position value for the datum
in the Z axis.
When you have set the datum, leave
the probing function.
Page 13

Datum setting with the KT edge finder
Your display unit offers the following probing functions:
PROBE EDGE Set workpiece edge as datum
PROBE MIDPOINT Set centerline between two workpiece edges
as datum
PROBE CIRCLE Set a circle center as datum
The probing functions can be accessed in operating mode SPEC FCT.
The HEIDENHAIN KT 120 edge finder only functions with
electrically conductive workpieces.
Before you can use the edge finder you must enter the stylus diameter
in parameter P25 and the stylus length in P26 (see “Operating Parameters”).
The stylus dimensions you enter are considered during all probing
operations.
PROBE EDGE and PROBE MIDPOINT are described on the following
pages.
The sequence for PROBE CIRCLE is similar; however, you must probe
four points before the circle center can be calculated. The circle center
can then be set as the new datum.
Datum Setting
13
Page 14
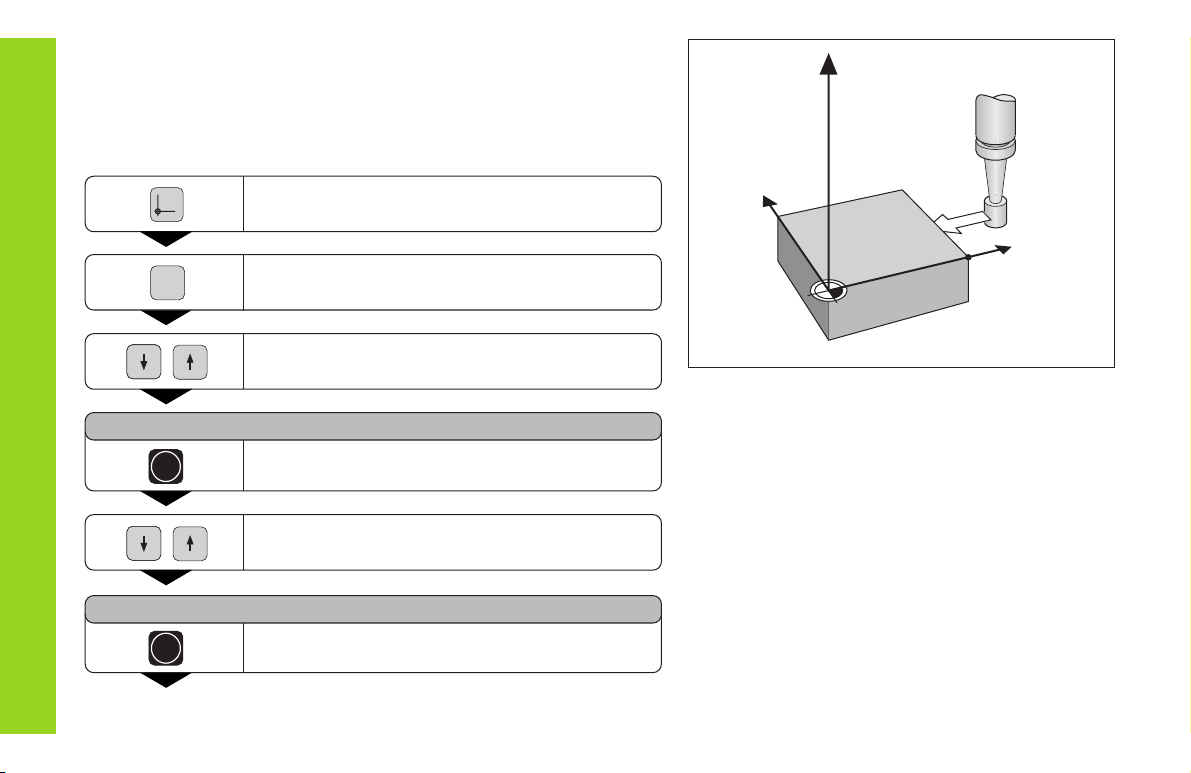
Probing a workpiece edge and setting it as a datum
The probed edge is parallel to the Y axis. For all coordinates of a datum
you can probe workpiece edges and surfaces as described below and
set them as datums.
Z
Datum Setting
PROBING FUNCTION ?
PROBE EDGE ?
14
SPEC
FCT
ENT
ENT
•
•
Select the datum number.
Select special functions.
Select PROBING FUNCTION.
Confirm selection.
Select PROBE EDGE.
Confirm selection PROBE EDGE.
Y
X?
X
Page 15
PROBE X
X
PROBE X
POS.MEASURED X =
POS.MEASURED X =
5
ENT
2
Select the X axis (if not already selected).
Move the edge finder towards the workpiece
edge until the LED in the edge finder lights up.
The position of the edge is now displayed.
Retract the edge finder from the workpiece.
Set the position value (for example 52) to this
edge.
Datum Setting
SPEC
FCT
Leave the probing functions, or select a new axis.
15
Page 16
Probing workpiece edges and setting the centerline as a datum
The probed edges should be parallel to the Y axis.
You can follow these instructions for any centerlines.
Z
Datum Setting
PROBING FUNCTION ?
PROBE MIDPOINT ?
16
SPEC
FCT
ENT
ENT
•
•
Select the datum number.
Select special functions.
Select PROBING FUNCTION.
Confirm selection.
Select PROBE MIDPOINT.
Confirm selection.
Y
2
1
M
X?
X
Page 17
1. PROBE POS. X
X
1. PROBE POS. X
2. PROBE POS. X
POS.MEASURED X =
SPEC
FCT
ENT
2 6
Select X axis (if not already selected).
Move the edge finder against workpiece edge
until the LED in the edge finder lights up.
The position of the edge is now displayed.
Move the edge finder against workpiece edge
until the LED in the edge finder lights up.
The position of the edge is now displayed.
Enter the position value for the centerline
(for example 26).
Leave the probing functions, or select a new
axis.
1
2
Datum Setting
17
Page 18
Resetting all axes to zero
To reset all axes to zero, simply press the key shown below. Note that
when you do this, the last actual position becomes the relative datum
and is not stored (incremental positioning). The status display then
shows “– –” instead of the datum number. Any datum points already
set remain in memory. You can activate these by entering the
corresponding datum point number.
Datum Setting
This key resets all axis position displays to zero.
18
Page 19
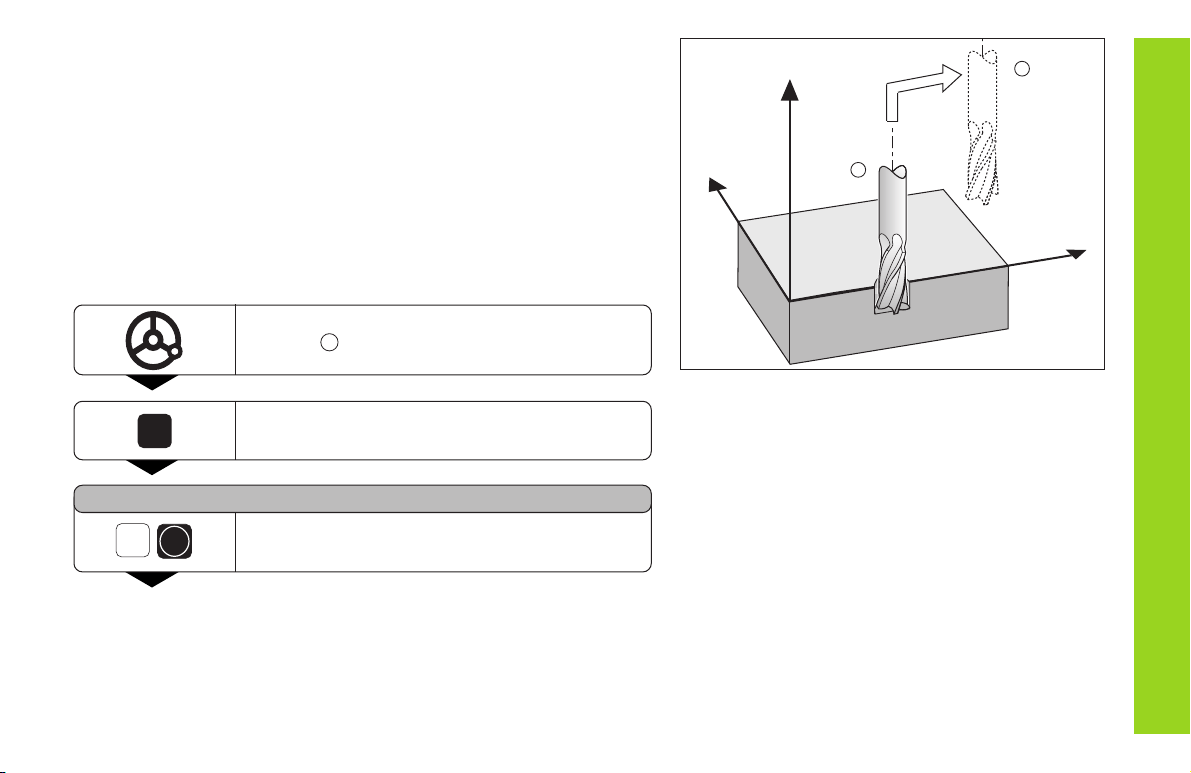
Holding Positions
Your display unit has the capability to hold or “freeze” position values.
The tool can be repositioned without affecting the display. You can then
assign a new value to the stored position.
Example
Drill in the Z axis, measure the depth and set the datum to this depth.
Move to the desired position and drill in Z
direction .
1
Y
2
Z
1
X
Holding Positions
HOLD
POS
KEEP Z POS. ?
ENT
Z
•
•
•
Hold the position.
Store (hold) the position of the Z axis.
1)
1)
The HOLD POS key may have a different function. See the
section "Measured value output with the HOLD POS key".
19
Page 20
SET POS. Z =
2
ENT
0
Holding Positions
KEEP Z POS. ?
HOLD
POS
Retract tool to position and measure position
Z
.
T
Set datum ZT (for example 20).
Leave HOLD POS or store position of another
axis.
2
Z
Y
X
Z
T
20
Page 21
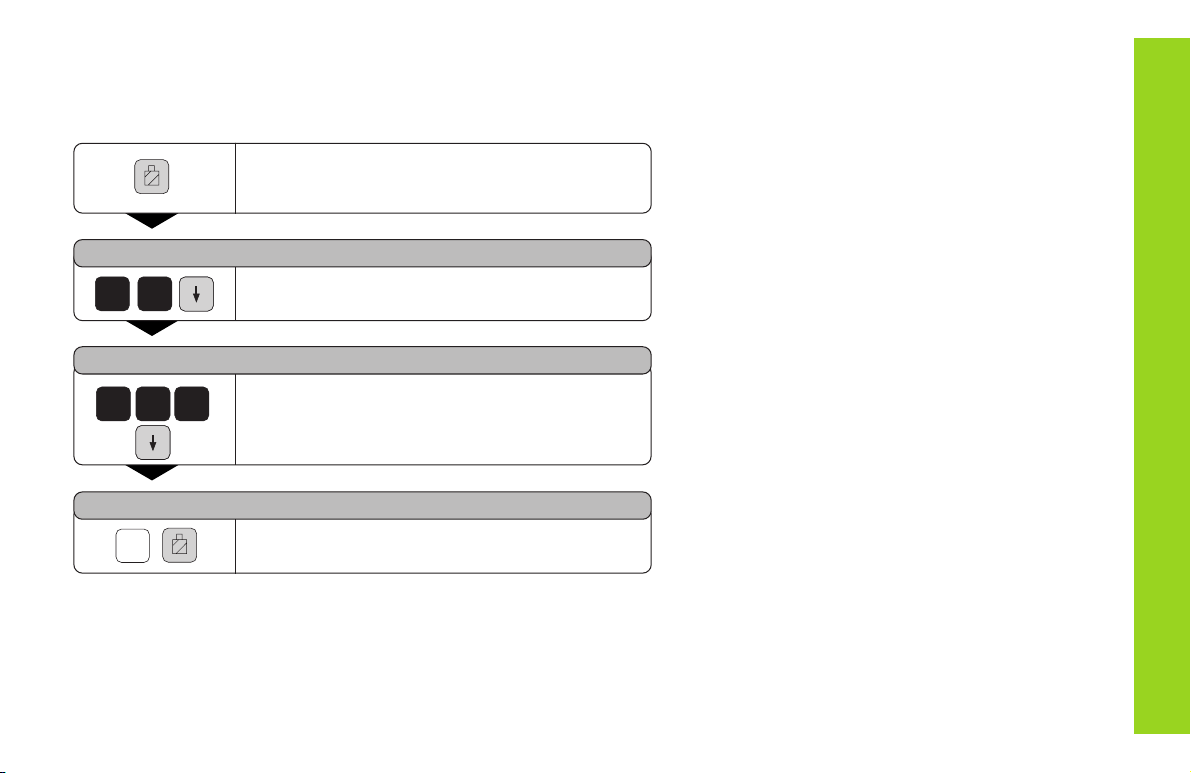
Tool Compensation
You can enter the tool axis, the tool length and the tool diameter for the
current tool.
Press the tool compensation key.
TOOL DIAMETER =
2 0
TOOL LENGTH =
0
2
TOOL AXIS =
Z
Enter the tool diameter (for example 20 mm),
and confirm with the arrow down key.
Enter the tool length (for example 200 mm),
0
and confirm with the arrow down key.
Enter the tool axis and end the function.
Tool Compensation
21
Page 22

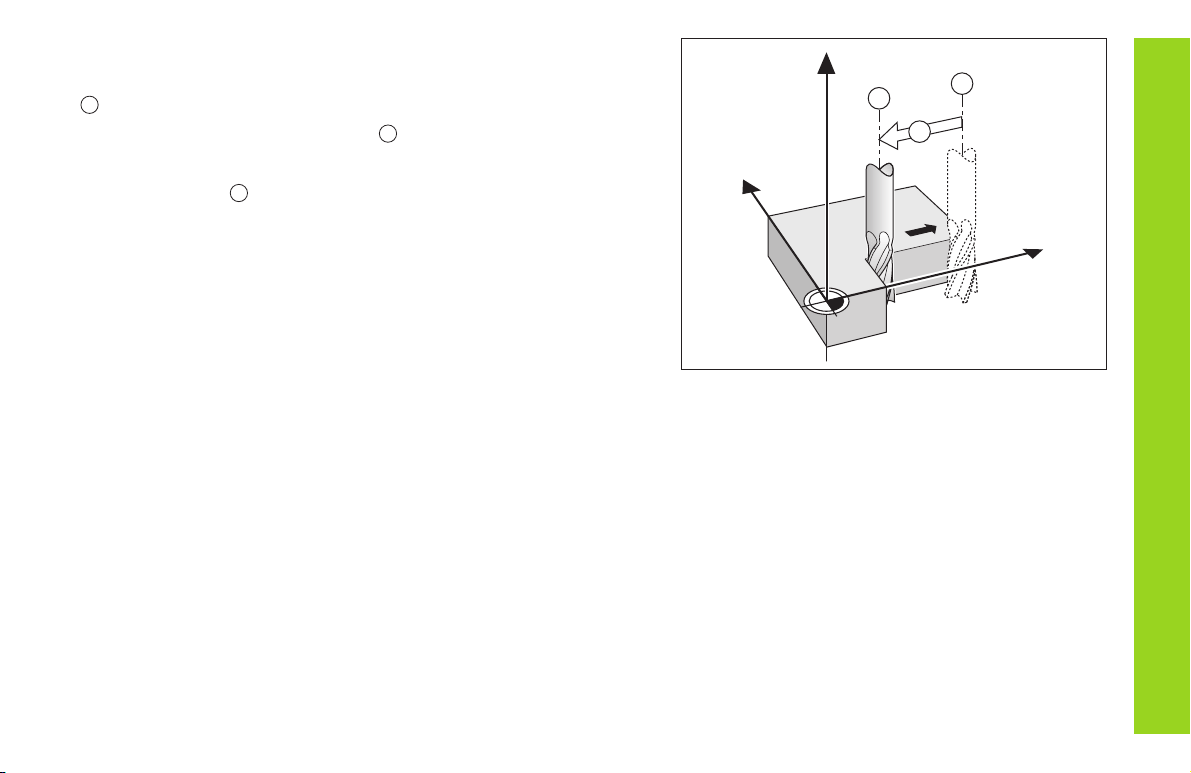
Moving the Axes with the Distance-To-Go Display
Normally, the display shows the actual position of the tool. However, it
is often more helpful to display the remaining distance to the nominal
position (the distance-to-go). You can then position simply by moving
the axis until the display value is zero.
Y
3 4
30
You can enter the absolute or the relative (incremental) coordinates in
the distance-to-go display. An active radius compensation will be
considered.
Example: Milling a shoulder with distance-to-go
Select the distance-to-go function.
The ∆ symbol lights up.
NOML. VALUE X =
Select the axis, enter the nominal value (for
+
R
02
Y
Moving the Axes with Distance-To-Go
ENT
•
•
22
•
-
example 20 mm), select radius compensation
R+ and confirm with ENT.
Move the axis until the display value is zero 1.
1
20
20
0
2
X
0
30
60
Page 23

NOML. VALUE Y =
+
-
ENT
03
3 0
ENT
06X
R
-
+
R
-
X
ENT
NOML. VALUE X =
Y
+
R
NOML. VALUE IY =
Select the axis, enter the nominal value
(for example 30 mm), select radius
compensation R– and confirm with ENT.
Move the axis until the display
value is zero 2.
Select the axis, enter the nominal value
as an incremental dimension (for
example 30 mm), select radius
compensation R+ and confirm with ENT.
Move the axis until the display value
is zero 3.
Select the axis, enter the nominal
value (for example 60 mm), select
radius compensation R+ and
confirm with ENT.
Move the axis until the display
value is zero 4.
You can then switch off the distanceto-go display.
Moving the Axes with Distance-To-Go
•
•
•
23
Page 24

Bolt Hole Circles and Bolt Circle Segments
Your display unit enables you to quickly and easily drill bolt hole circles
and bolt hole circle segments. The required data is requested in the
message field.
Each hole can be moved to by traversing to display value zero. This
requires entry of the following data:
Bolt Hole Circles
• Number of holes (maximum: 999)
• Circle center
• Circle radius
• Starting angle for first hole
• Angle step between the holes (only for circle segments)
• Hole depth
24
Example
Number of holes 8
Coordinates of the center X = 50 mm
Y = 50 mm
Circle radius 20 mm
Starting angle 30 degrees
Hole depth Z = -5 mm
50
Y
30°
R20
0
0
50
X
Page 25

SPEC
FCT
HOLE PATTERN ?
ENT
Select special functions.
Select HOLE PATTERN.
Confirm selection.
Select FULL CIRCLE.
CIRCLE CENTR X =
X
5 0
CIRCLE CENTR Y =
5
Y
Enter the X coordinate of the circle
center (for example 50 mm) and
confirm with the arrow down key.
Enter the Y coordinate of the circle
0
center (for example 50 mm) and
confirm with the arrow down key.
Bolt Hole Circles
FULL CIRCLE ?
ENT
NUMBER OF HOLES=
8
•
•
•
Confirm selection.
Enter the number of holes (e.g. 8) and
confirm with the arrow down key.
RADIUS =
0
2
START ANGLE =
3
0
•
•
•
Enter the radius of the circle, (for
example 20 mm) and confirm with the
arrow down key.
Enter the starting angle for the first
hole (for example 30 mm) and confirm
with the arrow down key.
25
Page 26

HOLE DEPTH =
5
START ?
Bolt Hole Circles
ENT
FULL CIRCLE
GOTO
Enter the hole depth (e.g. -5 mm) and confirm
with the arrow down key.
Start display of the hole positions.
The distance-to-go mode is now active (∆ lights
up). Move to the individual hole positions by
traversing to display value zero. Holes can be
selected with the arrow keys or with the GOTO
key.
26
Page 27

Linear Hole Patterns
The linear hole pattern feature allows you to easily create rows of holes
to cover an area. The required data are requested in the message field.
You can position to each hole by traversing to display value zero.
The following data are required:
• Coordinates of the first hole
• Number of holes per row (maximum: 999)
• Spacing between holes
• Angle between the rows and the reference axis
• Hole depth
• Number of rows (maximum: 999)
• Spacing between rows
Linear Hole Patterns
Example
Coordinates of the first hole X = 20 mm
Y = 15 mm
Number of holes per row 4
Spacing between holes 16 mm
Angle 15 degrees
Hole depth Z = -30 mm
Number of rows 3
Spacing between rows 20 mm
15
Y
12
16
9
8
7
6
5
2
1
0
0
20
3
15°
20
4
X
27
Page 28

SPEC
FCT
Select special functions.
Go to HOLE PATTERN.
HOLES PER ROW =
4
Enter the number of holes per row
(e.g. 4) and confirm with arrow down
key.
HOLE PATTERN ?
ENT
Linear Hole Patterns
LINEAR PATTERN ?
ENT
1ST HOLE X =
02
1ST HOLE Y =
1
5
28
•
•
Select HOLE PATTERN.
Go to LINEAR PATTERN.
Select LINEAR PATTERN.
Enter X coordinate of first hole (e.g. 20),
confirm with arrow down key.
Enter Y coordinate of first hole (e.g. 15),
confirm with arrow down key.
HOLE SPACING =
1
6
ANGLE =
1 5
HOLE DEPTH =
0
3
•
•
•
Enter the spacing between holes in the
row and confirm with the arrow down
key.
Enter the angle (e.g. 15 degrees) and
confirm with the arrow down key.
Enter the hole depth (e.g. -30 mm) and
confirm with the arrow down key.
Page 29

NUMBER OF ROWS =
3
ROW SPACING =
02
START ? =
ENT
LINEAR PATTERN
GOTO
Enter the number of rows (e.g. 3)
and confirm with the arrow down key.
Enter the spacing between rows (e.g. 20)
and confirm with the arrow down key.
Linear Hole Patterns
Start display of the hole positions.
Distance-to-go mode is now active (∆ symbol is
on). Move to the individual holes by traversing to
display value zero. The holes can be selected
with the arrow keys or with the GOTO key.
29
Page 30

Rectangular Pocket
Your ND display unit facilitates milling rectangular pockets. The required
data are requested in the message field.
Machining begins in the center of the pocket. Using the distance-to-go
display, the pocket is machined outwards in a spiral pattern until the
final dimension is reached. The last step is finishing.
The infeed depends on the tool radius and is calculated automatically.
There are two conditions under which machining cannot be started:
Rectangular Pocket
tool diameter = 0, or tool diameter ≥ side length – 2 × finishing allowance.
These conditions will generate the error message TOOL ERROR.
You move to each position by traversing to display value zero.
The following data must be entered to completely describe a
rectangular pocket:
• The two side lengths
• Depth of the pocket
• Coordinates of the starting position (pocket center)
• Finishing allowance
• Milling direction (climb/up-cut)
Example
Dimensions of the pocket X = 60 mm
Depth Z = -15 mm
Center point coordinates X = 40 mm
Starting position Z = 2 mm
30
Finishing allowance 1 mm
Milling direction climb
Y = 45 mm
Y = 26 mm
26
Y
1
0
0
Step 7
0.000
60
45
X
40
Step 2
0.000
Page 31

SPEC
FCT
Select special functions.
Go to RECTANGULAR POCKET.
POCKET CENTER X =
04
Enter X coordinate of pocket center
(e.g. 40) and confirm with arrow down
key.
RECTANG.POCKET ?
ENT
SIDE LENGTH X =
0
6
SIDE LENGTH Y =
5
4
DEPTH Z =
5
1
•
•
•
Select RECTANGULAR POCKET.
Enter side length in X direction (e.g. 60),
confirm with arrow down key.
Enter side length in Y direction (e.g. 45),
confirm with arrow down key.
Enter the pocket depth (e.g. -15),
confirm with arrow down key.
POCKET CENTER Y =
62
STARTING POS. Z =
2
ALLOWANCE =
1
•
•
•
Enter Y coordinate of pocket center
(e.g. 26) and confirm with arrow down
key.
Enter starting position for tool axis
(e.g. 2) and confirm with arrow down
key.
Enter finishing allowance for last
machining step (e.g. 1 mm) and
confirm with arrow down key.
Rectangular Pocket
31
Page 32

DOWN-CUT
START ?
Rectangular Pocket
ENT
RECTANG.POCKET
CL
Use the minus key to select down-cut
milling (climb milling) or up-cut milling,
and confirm with the arrow down key.
Start rectangular pocket milling.
Distance-to-go mode is now active
(∆ symbol is on). You move to the
individual clear-out positions by
traversing to display value zero. When
you reach a position, the display
automatically shows the next step
until machining is completed.
When you have cleared out the pocket
at one level, the display returns to
block 0 so you can clear out the next
level.
To interrupt machining, press CL. This
returns the display to the dialog
START ?.
32
Page 33

Scaling Factors
Scaling factors enable you to increase or decrease the display values
based on the actual traverse distance. The display values are changed
symmetrically about the datum.
Enter scaling factors separately for each axis in parameter P12.
Y
Parameter P11 activates and deactivates the scaling factors in all axes
(see “Operating Parameters”).
Example for increasing a workpiece:
P12.1 3.5
P12.2 3.0
P11 ON
This results in a larger workpiece as shown in the illustration at right:
1
is the original size, 2 is with axis-specific scaling factors.
The only way to tell whether a scaling factor is active is by
looking at the setting of parameter P11.
3.0
*
1
0
2
3.5
*
Scaling Factors
X
0
33
Page 34

Program Input
For small-lot production you can enter the sequence of positioning
steps in the operating mode Program Input (PGM key). Up to 99
positioning steps are possible. The program remains in memory even
when the power is turned off or otherwise interrupted.
Y
3 4
30
The display unit goes into the distance-to-go mode when Program Input
Program Input
is activated. You can move to the entered positions simply by traversing
to display value zero. The program blocks can be entered in absolute or
incremental dimensions. The ∆ symbol in the status display continues
blinking until the block is completely entered.
You can start from any positioning block in a finished program.
Example: Milling a step
Tool data: Radius 6 mm
Starting position: X -6 mm
34
Length 50 mm
Axis Z
Y0 mm
Z0 mm
1
20
20
0
2
X
0
30
60
Page 35

AXIS ?
PGM
Select program input.
2 0
Y
+
R
-
ENT
AXIS ?
X 3
+
R
-
ENT
Enter further blocks in the same manner.
Select the axis, enter the nominal value in
absolute dimensions (for example 20 mm),
enter radius compensation R+ and confirm with
ENT if you wish to position immediately.
Select the next block.
Select the axis, enter the nominal value in
0
absolute dimensions (for example 30 mm),
enter radius compensation R– and confirm with
ENT if you wish to position immediately.
Program Input
Finished program:
1 Y +20 R+
2 X +30 R–
3 IY +30 R+
4 X +60 R+
35
Page 36

Delete program, delete block, insert empty block
Program Input is active.
Select functions for deleting/inserting.
Program Input
DELETE BLOCK ?
36
ENT
With the arrow keys, select the desired function
(for example, DELETE BLOCK).
Start the selected function.
Page 37

Program Output over RS-232-C Interface
Programs in memory can be output over the RS-232-C/V.24 interface
(see following sequence). Programs can also be downloaded.
PGM
MOD
PGM OUTPUT FE ?
ENT
PGM NUMBER ?
4
5
OUTPUT ACTIVE
CL
Select program input.
Select RS-232-C/V.24 functions.
Select program output to FE 401 floppy disk
unit.
Confirm program output to FE 401 floppy disk
unit.
Key in the program number.
ENT
You can interrupt data transfer with the CL key.
Programs can be transferred to the FE 401 floppy
disk unit, a PC or a printer.
The RS-232-C/V.24 setting for a printer is stored
under EXT (standard data interface). The RS-232-C/
V.24 setting for the FE 401 or a PC is stored under
FE. A question in the message field asks which
interface you wish to activate.
To transfer a program stored in your ND you must
assign the program a number. To load this program
again, you must call it with the same program
number.
A special software package is available from
HEIDENHAIN for data transfer to a PC. This software
must be installed on the PC.
Parameter P50 specifies the baud rate (see
“Operating Parameters”).
For additional information, see the chapter
“RS-232-C/V.24 Interface.”
Program Output Over RS-232-C Interface
37
Page 38

Error Messages
Message Problem
CALL IS TOO FAST Two commands for measured
value output occurred too close
together.
AMPL. X TOO LOW The encoder signal is too weak.
The scale may be contaminated.
Error Messages
PROBING ERROR The axis must move at least 6 µm
before probing.
DSR SIG. MISSING The attached device is not
sending a DSR signal
INPUT ERROR The entered value is not within
the permissible input range.
ERROR: REF. X The spacing of the reference
marks as defined in P43 is not
the same as the actual spacing.
FORMAT ERROR Data format, baud rate, etc., do
not agree.
FRQ. EXCEEDED X The input frequency for this encoder
input is too high. This can occur
when the scale is moved too fast.
COMP. DELETED Compensation values for non-
linear axis error compensation
erased.
Message Problem
OFFSET DELETED Offset compensation values for
encoder signals erased.
PARAM. ERASED Check the operating parameters.
If this error recurs, contact your
service agency.
PGM ERASED The program has been deleted.
If this error recurs, contact your
service agency.
..
.
..
PGM TOO LARGE The maximum program length is
99 blocks.
PRESET ERASED The datum points have been
erased. If this error recurs, contact
your service agency.
KEY W/O FUNCTION This key currently has no
function.
TEMP. EXCEEDED The temperature of the ND is too
high.
To clear error messages
When you have removed the cause of the error,
➤ press the CL key.
38
Page 39

Part II: Installation and
Specifications
Items Delivered 40
Connections on Rear Panel 41
Mounting 42
Power Connection 42
Connecting the Encoders 43
Operating Parameters 44
Linear Encoders 48
Setting the display step 48
Display step, signal period and subdivision 48
Compatible HEIDENHAIN linear encoders 49
Multipoint Axis Error Compensation 50
RS-232-C/V.24 Interface 53
(option with ND 920/ND 960)
Pin layout X 31 (RS-232-C/V.24) 54
Measured Value Output 55
Switching Inputs and Outputs X41 (EXT) 61
(option with ND 920/ND 960)
Pin layout 61
Switching ranges 62
Resetting the display to zero with an external signal 63
Pin Layout X10 for Edge Finder 64
Specifications 65
Part II: Installation and Specifications
39
Page 40

Items Delivered
• ND 920
or
• ND 960 for three axes
or
• NDP 960 for three axes
• Power connector
Items Delivered
Id.-Nr. 257 811 01
• User's Manual
for two axes
Optional Accessories
• Tilting base
Id.-Nr. 281 619 01
• KT 120 Edge Finder
Id.-Nr. 276 416 01
• KT 130 Edge Finder
Id.-Nr. 283 273 01
• Connector (female), 25-pin, for D-sub connection X41
Id.-Nr. 249 154 ZY
• Data interface cable, 25-pin, length 3 m
Id.-Nr. 274 545 01
• Connector (male), 25-pin, for D-sub connection X31
Id.-Nr. 245 739 ZY
40
Page 41

Connections on Rear Panel
Switching inputs
and outputs
ID label
Power switch
Power input
1)
Option with ND 920/ND 960
Connections X1, X2, X3, X31 and X41 are not shock hazardous according to EN 50178.
RS-232-C/V.24
interface
X41(EXT)
1)
1)
X10X31(V.24 RS-232-C)
Input for
X3 X2 X1
edge finder
Ground terminal Encoder inputs X1 to X3 Rubber feet (M4 thread)
Connections on Rear Panel
41
Page 42

Mounting
ND 920/ND 960
To mount the display unit on a support, use the M4 threaded holes in
the rubber feet. You can also mount the display unit on the optional
tilting base.
NDP 960
This unit is designed for installation in an operating panel using the
supplied mounting frame (see “Dimensions”).
Power Connection
Tilting base
HE
ID
EN
HA
IN
Power leads: and
L
N
Protective ground:
• Danger of electrical shock!
Mounting / Power Connection
Connect a protective ground. This connection must never
be interrupted.
• Unplug the power cord before opening the housing.
To increase the noise immunity, connect the ground terminal
on the rear panel to the central ground point of the machine.
(Minimum cross-section: 6 mm
The display unit will operate over a voltage range of 100 V to 240 V AC.
A voltage selector is not necessary.
Danger to internal components!
Use only original replacement fuses.
Two line fuses and a fuse for the switching outputs are inside
the housing.
Fuse types: Line: F 2.5 A 250 V
42
Switching outputs: F 1 A
Support
2
)
Page 43

Connecting the Encoders
Your display unit will accept all HEIDENHAIN linear encoders with
sinusoidal output signals (11 to 40 µA
reference marks.
Assignment of the encoder inputs
Encoder input X1 is for the X axis
Encoder input X2 is for the Y axis
Encoder input X3 is for the Z axis (ND 960 only)
Encoder monitoring system
Your display unit features a monitoring system for checking the
amplitude and frequency of the encoder signals. If it detects a faulty
signal, one of the following error messages will be generated:
AMPL.X TOOL LOW
AMPL.X TOO HIGH
FRQ. EXCEEDED X
Encoder monitoring can be activated with parameter P45.
If you are using linear encoders with distance-coded reference marks,
the encoder monitoring system also checks whether the spacing of the
reference marks as defined in parameter P43 is the same as the actual
spacing on the scales. If it is not, the following error message will be
generated:
ERROR: REF. X
) and distance-coded or single
pp
X41(EXT)
1)
X31(V.24 RS-232-C)
X3 X2 X1
ZXY
1)
X10
Connecting the Encoders
1)
Option with ND 920/ND 960
43
Page 44

Operating Parameters
Operating parameters allow you to modify the operating
characteristics of your display unit and define the evaluation of
the encoder signals. Operating parameters that can be
changed by the user are called user parameters, and can be
accessed with the MOD key and the dialog PARAMETER
(user parameters are identified as such in the parameter list).
The full range of parameters can only be accessed through
CODE NUMBER.
Operating parameters are designated by the letter P and a
number. Example: P11. The parameter designation is shown
Operating Parameters
in the input field as you press the arrow keys to select a
parameter. The parameter setting is displayed in the message
field.
Some operating parameters have separate values for each
axis. Such parameters have an additional index number from
1 to 3 (ND 920: 1 to 2).
Entering and changing operating parameters
To access the operating parameters
➤ Press the MOD key
➤ Confirm with ENT to access the user parameters, or select
the dialog for entering the code number (95148) with the
arrow down key to be able to change all operating
parameters.
To page through the operating parameters
➤ Page forwards by pressing the arrow down key.
➤ Page backwards by pressing the arrow up key.
➤ Go directly to an operating parameter by pressing GOTO,
keying in the parameter number and then pressing ENT.
To change parameter settings
➤ Press the minus key or enter the value and confirm
with the ENT key.
44
Example P12.1 scaling factor, X axis
P12.2 scaling factor, Y axis
P12.3 scaling factor, Z axis (ND960/NDP960 only)
Operating parameters P60 and P61 (definition of the switching
ranges) have an index from 0 to 7.
The operating parameters are preset before the unit leaves
the factory. These factory settings are indicated in the
parameter list in boldface type.
To correct an entry
➤ Press CL. This restores the old value.
To leave the operating parameters
➤ Press MOD again.
Page 45

List of operating parameters
P1 Unit of measurement
1)
Display in millimeters mm
Display in inches inch
P3.1 to P3.3 Radius/diameter display
1)
Display position value as radius RADIUS DISPLAY X
Display position value as diameter DIAM. DISPLAY X
P11 Activate scaling factor
1)
Scaling factor active SCALING ON
Not active SCALING OFF
P12.1 to P12.3 Enter scaling factor
1)
Enter a scaling factor separately for each axis:
Entry value > 1: workpiece will “grow”
Entry value = 1: workpiece will remain the same size
Entry value < 1: workpiece will “shrink”
Input range: 0.100000 to 9.999999
Factory setting: 1.000000
P23 Display of position values for measured
value output
1) 2)
When a measured value is output through pulse, contact or
CTRL B it is first latched (stored in a buffer) and then sent over
the RS-232-C interface. Parameter P23 selects the display
mode for the latching process.
Display is not stopped during DISPLAY: ACTUAL
the latching process
Display is stopped during the DISPLAY: HOLD
latching process
Display is stopped but is updated DISPLAY: STOP
by each latching process
P25 Probe diameter
1)
Input range (millimeters): 0.000 to 999.999
Factory setting 6
P26 Probe length
1)
Input range (millimeters): 0.000 to 999.999
P30.1 to P30.3 Counting direction
Positive counting direction with
positive direction of traverse COUNTR. X : POS.
Negative counting direction with
positive direction of traverse COUNTR. X : NEG.
P31.1 to P31.3 Signal period of encoder
2 µm / 4 µm / 10 µm / 20 µm / 40 µm
100 µm / 200 µm / 12
800 µm
P32.1 to P32.3 Subdivision of the encoder signals
128 / 100 / 80 / 64 / 50 / 40 / 20 / 10 / 5 / 4 / 2 / 1 /
0.5 / 0.4 / 0.2 / 0.1
1)
User parameter
2)
Only on units with RS-232-C/V.24 and EXT connection
Operating Parameters
45
Page 46

P40.1 to P40.3 Select type of axis error compensation
No axis error compensation AXIS COMP X OFF
Linear error compensation active,
multipoint error comp. not active AXIS COMP X LIN
Multipoint error compensation active,
linear error compensation not active AXIS COMP X F(a)
P41.1 to P41.3 Linear axis error compensation
Input range (µm): −99999 to +99999
Factory setting: 0
Operating Parameters
Example Displayed length L
Actual length (as determined for example with
the VM 101 from HEIDENHAIN)
L
= 619.876 mm
a
Difference DL = L
Compensation factor k:
k = DL/Ld = –124 µm/0.62 m = –200 [µm/m]
P43.1 to P43.3 Reference marks
One reference mark 0
Distance-coded with 500 x SP 500
Distance-coded with 1000 x SP 1000
Distance-coded with 2000 x SP 2000
Distance-coded with 5000 x SP 5000
(SP = signal period)
P44.1 to P44.3 Reference mark evaluation
Reference mark evaluation active REF. MODE X ON
46
Not active REF. MODE X OFF
= 620.000 mm
d
– Ld = –124 µm
a
P45.1 to P45.3 Encoder monitoring
Amplitude and frequency
monitoring active ALARM X ON
Not active ALARM X OFF
P48.1 to P48.3 Activate axis display
Axis display active AXIS DISPL.X ON
Not active AXIS DISPL.X OFF
P49.1 to P49.3 Axis designation, measured value output
For output of the measured value, an axis designation can be
defined with the number of the ASCII character. The axis
designation is output together with the measured value.
Input range: 0 to 127
Measured value output disabled 0
ASCII character from ASCII table 1 to 127
Factory setting: P49.1 88
P49.2 89
P49.3 90
P50 Baud rate
1) 2)
110 / 150 / 300 / 600 / 1200 / 2400 / 4800 / 9600 /
19
200 / 38 400
P51 Blank lines for measured value output
1) 2)
Input range: 0 to 99
Factory setting 1
1)
User parameter
2)
Only on units with RS-232-C/V.24 and EXT connection
2)
Page 47

P60.0 to P60.7 Activate switching range for EXT
connection and assign to the axes
2)
No switching range SWITCH OUT.0 OFF
Switching range for X axis SWITCH OUT.0 X
Switching range for Y axis SWITCH OUT.0 Y
Switching range for Z axis SWITCH OUT.0 Z
P61.0 to P61.7 Define switching range for EXT
connection
2)
Enter switching point (= display value): the switching range is
symmetrical about the display value 0.
Input range
(in millimeters): 0 to 99 999.999
P81.1 to P81.3 Encoder
Max. encoder signal 16 µA
Max. encoder signal 40 µA
pp
pp
P96 Measured value output with probing
ENCODER X 16µA
ENCODER X 40µA
2)
Measured value output active PROBE RS232 ON
Not active PROBE RS232 OFF
P98 Dialog language
1)
German DIALOG LANG. D
English DIALOG LANG. GB
French DIALOG LANG. F
Italian DIALOG LANG. I
Dutch DIALOG LANG. NL
Spanish DIALOG LANG. E
Danish DIALOG LANG. DK
Swedish DIALOG LANG. S
Czech DIALOG LANG. CZ
Japanese DIALOG LANG. J
Operating Parameters
P97 Code for measured values
2)
ASCII character for identifying measured values for measured
value output with probing, contact or pulse
Input range: 0 to 127
No ASCII character 0
ASCII character from ASCII table 1 to 127
1)
User parameter
2)
Only on units with RS-232-C/V.24 and EXT connection
47
Page 48

Linear Encoders
Display step, signal period and subdivision for linear encoders
Setting the display step with linear encoders
The display step depends on the
• signal period of the encoder (P31) and the
• subdivision (P32).
Both parameters are entered separately for each
Linear Encoders
axis.
For linear measurement using nut/ballscrew
arrangements and rotary encoders, calculate the
signal period as follows:
Signal period [µm] =
Drivescrew pitch [mm] x 1000
Line count
Display step P31: Signal period [µm]
2 4 10 20 40 100 2 4 10 20 40 100
2 4 10 20 40 100
2 4 10 20 40 100 2 4 10 20 40 100
[mm] [inches] P32: Subdivision
0.000 02 0.000 001 100 –––––– –
0.000 05 0.000 002 40 80 ––––– –
0.000 1 0.000 005 20 40 100 –––– –
0.000 2 0.000 01 10 20 50 100 ––– –
0.000 5 0.000 02 4 8 20 40 80 –– –
0.001 0.000 05 2 4 10 20 40 100 ––
0.002 0.000 1 1 2 5 10 20 50 100 –
0.005 0.000 2 0.4 0.8 2 4 8 20 40 –
0.01 0.000 5 0.2 0.4 1 2 4 10 20 –
0.02 0.001 ––0.5 1 2 5 10 –
0.05 0.002 ––0.2 0.4 0.8 2 4 –
0.1 0.005 ––0.1 0.2 0.4 1 2 128
0.2 0.01 ––––––– 64
200 200
200
200 200
1212
800800
12
800
1212
800800
48
Page 49

Compatible HEIDENHAIN linear encoders
Encoder Signal Ref. Display step Sub-
period marks division
P31 P43 mm inches P32
LIP 40x 200.001 0.000 05 2
0.000 5 0.000 02 4
0.000 2 0.000 01 10
0.000 1 0.000 005 20
0.000 05 0.000 002 40
0.000 02 0.000 001 100
LIP 101
LIP 101
LIF 101
LIF 101
LF 401 0 0.000 2 0.000 01 20
LF 401 C 5000 0.000 1 0.000 005 40
LID xxx 10 0 0.001 0.000 05 10
LID xxx
LS 103 10 0 0.000 2 0.000 01 50
LS 103 C or 0.000 1 0.000 005 100
LS 405 1000
LS 405
ULS/10
A 400.001 0.000 05 4
R 0.000 5 0.000 02 8
0.000 2 0.000 01 20
0.000 1 0.000 005 40
0.000 05 0.000 002 80
R 400.001 0.000 05 4
C 5000 0.000 5 0.000 02 8
C 2000 0.000 5 0.000 02 20
C
Encoder Signal Ref. Display step Sub-
period marks division
P31 P43 mm inches P32
LS 303 20 0 0.01 0.000 5 2
LS 303
C or 0.005 0.000 2
LS 603 1000
LS 603 C
LS 106 20 0 0.01 0.000 5 2
C or 0.005 0.000 2 4
LS 106
LS 406 1000 0.002 0.000 1 10
LS 406
C 0.001 0.000 05 20
LS 706 0.000 5 0.000 02 40
LS 706 C
ULS/20
LIDA 10x 40 0 0.002 0.000 1 20
LB 302 or 0.001 0.000 05 40
2000 0.000 5 0.000 02 80
LIDA 2xx 100 0 0.01 0.000 5 10
LB 3xx 0.005 0.000 2 20
LB 3xx
C 1000 0.002 0.000 1 50
0.001 0.000 05 100
LIM 102 12 800 0 0.1 0.005 128
44
4
44
Linear Encoders
49
Page 50

Multipoint Axis Error Compensation
Entries in the compensation value table
If you want to use the multipoint axis error
compensation feature, you must
• activate this feature with operating parameter P40
(see "Operating Parameters")
• traverse the reference marks after switching on the
display unit
• enter compensation value table
Your machine may have a non-linear axis error due to factors
such as axis sag or drivescrew errors. Such deviations are
usually measured with a comparator measuring system (such
as the HEIDENHAIN VM 101).
For example, you can determine the screw pitch error X=F(X)
for the X axis.
An axis can only be corrected in relation to one axis that has
an error. In each axis, a compensation value table with
64 compensation values can be generated. You can select the
Multipoint Axis Error Compensation
compensation value table with the MOD key and the dialog
"CODE NUMBER".
All necessary entries for multipoint error compensation are
requested in dialogs.
50
• Axis to be corrected: X, Y or Z (Z axis only with
ND 960 or NDP 960)
• Axis causing the error: X, Y or Z (Z axis only with
ND 960 or NDP 960)
• Datum for the axis to be corrected:
Here you enter the point starting at which the axis with
error is to be corrected. This point indicates the absolute
distance to the reference point.
Do not change the datum point after measuring the
axis error and before entering the axis error into the
compensation table.
• Spacing of the compensation points
The spacing of the compensation points is expressed as
Enter the value of the exponent x into the compensation
value table.
Minimum input value: 6 (= 0.064 mm)
Maximum input value: 20 (= 1048.576 mm)
Example: 600 mm traverse and 35 compensation points:
results in 17.143 mm spacing between points.
Nearest power of two: 214 [µm] = 16.384 mm
Entry in compensation value table: 14
• Compensation value
You enter the measured compensation value (in
millimeters) for the displayed compensation point.
Compensation point 0 always has the value 0 and
cannot be changed.
x
[µm].
2
Page 51

To select the compensation value table and enter an axis
correction
MOD
PARAMETER ?
CODE NUMBER ?
1
0
5 2
ENT
6
9
COMP. AXIS = X
X
X = FKT (X )
X
Press MOD.
Select dialog for entering the code
number.
Enter 105296 and confirm with ENT.
The ND displays the REF values
(reference point = datum).
Select the axis to be corrected (e.g. X),
and confirm with the arrow down key.
Enter the axis causing the error (e.g. X)
(screw pitch error), and confirm with the
arrow down key.
•
•
•
DATUM X =
2
7
POINT SPACING X=
0
1
X 27.000 X =
0
0
1
X 28.024 X =
Enter all further compensation points. If you press and hold
the arrow down key when selecting the next compensation
point, the number of the current compensation point will be
displayed in the input line. You can go directly to compensation points by using the GOTO key and entering the
corresponding number.
MOD
Enter the active datum for the error on
the axis to be corrected (e.g. 27 mm)
and confirm with the arrow down key.
Enter the spacing of the compensation
points on the axis to be corrected, for
example 2
confirm with the arrow down key.
Select compensation point no. 1, enter
the associated compensation value (e.g.
0.01 mm) and confirm with the arrow
down key.
Conclude entry.
10
µm (equals 1024 mm) and
Multipoint Axis Error Compensation
51
Page 52

To delete a compensation value table
MOD
PARAMETER ?
CODE NUMBER ?
1
0
5
ENT
6
9
COMP. AXIS = X
Multipoint Axis Error Compensation
Z
DEL.COMP.AXIS Z?
ENT
MOD
Press MOD.
Select the dialog for entering the code
number.
Enter 105296 and confirm with ENT.
2
Select the compensation value table
(e.g., for the Z axis), and delete the table.
Confirm with ENT, or cancel with CL.
Conclude entry.
52
Page 53

RS-232-C/V.24 Interface
(Option with ND 920/ND 960)
The data interface on your ND display unit enables you to use a printer,
a PC or the HEIDENHAIN FE 401 floppy disk unit for transferring
measured values or programs.
The interface is permanently set to the following data format:
1 start bit
7 data bits
Even parity bit
2 stop bits
Full wiring
CHASSIS
TXD
RXD
RTS
CTS
DSR
GNDSIGNAL
DTR
1GND
2
3
4
5
6
7
20
1
2
3
4
5
6
7
20
CHASSIS
GND
TXD
RXD
RTS
CTS
DSR
GNDSIGNAL
DTR
The baud rate is set with parameter P50. See “Program Output over
RS-232-C/V.24 Interface” for instructions on how to start output to a
printer, a PC or the FE 401.
For connection to peripheral devices you can use either full wiring
(figure at upper right) or simplified wiring (below right).
Simplified wiring
TXD
RXD
RTS
CTS
DSR
GNDSIGNAL
DTR
1GND
2
3
4
5
6
7
20
CHASSIS
2
3
4
5
6
7
20
CHASSIS 1 GND
RS-232-C/V.24 Interface
TXD
RXD
RTS
CTS
DSR
GNDSIGNAL
DTR
53
Page 54

Pin layout X31 (RS-232-C/V.24)
Levels for TXD and RXD
Pin Signal Assignment
1 CHASSIS Chassis
GND
2 TXD Transmitted data
3 RXD Received data
4 RTS Request to send
5 CTS Clear to send
6 DSR Data set ready
7 SIGN. GND Signal ground
8...19 − Not assigned
20 DTR Data terminal ready
21..25 − Not assigned
Pin Layout X31 (RS-232-C/V.24)
Logic level Voltage level
"1"
"0" +3 V to +15 V
Levels for RTS, CTS, DSR and DTR
Logic level Voltage level
"1"
"0"
–3 V to –15 V
+3 V to +15 V
–3 V to –15 V
54
Page 55

Measured Value Output
Measured values can be output over the RS-232-C/V.24 interface. This
can be done with the following functions:
Probing with the KT Edge Finder
“Contact” input on X41
“Pulse” input on X41
CTRL B over the RS-232-C interface
Measured value output with the HOLD POS key.
Parameter P23 influences the display mode for measured value output.
It is not effective, however, for output from probing.
Code letters with the measured value
Parameter P97 allows you to select a code letter to be output together
with the measured value when using Probe, Contact or Pulse. The
decimal number you enter in the parameter is the ASCII character
number in the ASCII table. If you enter 0, no code letter will be output.
The code letter enables you to recognize whether the measured value
was generated with CTRL B or with an external signal.
Axis designation for measured value output
Parameter P49 allows you to enter an axis designation for each
measured value that is output. The decimal number you enter in the
parameter is the ASCII character number in the ASCII table. If you enter
0, no axis designation will be output.
Measured Value Output
Example of measured value output:
Parameter settings:
P49.1 = 88 (“X”)
P49.2 = 89 (“Y”)
P49.3 = 90 (“Z”)
P51 = 0 (no blank lines)
P97 = 69 (“E”)
Output:
E (CR)(LF)
X=...(CR)(LF)
Y=...(CR)(LF)
Z=...(CR)(LF)
55
Page 56

Measured value output when probing
Parameter P96 allows you to activate measured value output when
probing with the KT edge finder. The edge finder is connected to D-sub
input X10.
Whenever the Probe Edge function is used, your display unit outputs
the position of the edge in the selected axis and the actual positions of
the other axes over the TXD line of the RS-232-C/V.24 interface.
Whenever the Probe Midpoint function is used, your display unit
outputs the calculated midpoint in the selected axis and the actual
positions of the other axes.
Measured value output with CTRL B is inhibited when a probing
function is active.
Measured Value Output
Delay times with data output
Duration of the latch signal: t
Storage delay: t
Data output after: t
Regeneration time: t
≥ 4 µs
e
≤ 4.5 ms
1
≤ 50 ms
2
≥ 0
3
Duration of data output in seconds:
176 x number of axes + 11 x number of blank lines
t
=
D
Baud rate
t
e
t
1
t
2
t
D
t
e
t
3
56
Next possible signal for measured value output:
= t1 + t2 + tD + t3 [s]
t
E
Page 57

Example of measured value output when probing
Example: Probe Edge, X axis
PRX:+5854 . 2504 R <CR> <LF>
Y:− 1012 . 8660 R <CR> <LF>
Z : + 8590 . 3042 ? R <CR> <LF>
Example: Probe Midpoint, X axis
CLX:+3476 . 2504 R <CR> <LF>
Y:− 1012 . 8660 R <CR> <LF>
Z : + 8590 . 3042 R <CR> <LF>
➀ ➁➂➃➄➅➆➇➈ ➉
➀ Probed axis <PR>, <CL> / other axes
➁ Colon
➂ Plus or minus sign
➃ 2 to 7 places before the decimal
➄ Decimal point
➅ 1 to 6 places after the decimal
➆ Unit: blank = mm, " = inches, ? = error message
➇ R = radius display, D = diameter display
➈ Carriage Return
➉ Line Feed
Measured Value Output
57
Page 58

Measured value output over the Contact and Pulse inputs
Measured value output over the Contact input (pin 9 on X41) and Pulse
input (pin 8 on X41) can be triggered when these inputs are closed
against 0 V.
The measured values are output over the TXD line of the RS-232-C
interface.
A commercially available switch can be attached to the Contact input.
This switch generates a signal for data output when it makes contact
against 0 V.
The Pulse input can be triggered with TTL logic devices (for example,
SN74LSXX).
Measured Value Output
Delay times for data output
Latch signal duration: Pulse t
Latch signal duration: Contact t
Storage delay: Pulse t
Storage delay: Contact t
Data output after t
Regeneration time t
≥ 1.2 µs
e
≥ 7 ms
e
≤ 0.8 µs
1
≤ 4.5 ms
1
≤ 30 ms
2
≥ 0
3
EXT(X41)
Pin 9
Pin 1(0V)
EXT(X41)
Pin 8
Pin 1(0V)
t
e
t
e
58
Duration of data output in seconds:
176 x number of axes + 11 x number of blank lines
t
=
D
Baud rate
Next possible signal for measured value output:
= t1 + t2 + tD + t3 [s]
t
E
t
1
t
2
t
3
t
D
Page 59

Measured value output with CTRL B
If the control character STX (CTRL B) is received over the RS-232-C
interface, the measured value referenced to this time point will be sent
over the interface. CTRL B is received over RXD and the measured
values are output over TXD.
Delay times for data output
BASIC program for measured value output:
10 L%=48
20 CLS
30 PRINT "V.24/RS232"
40 OPEN "COM1:9600,E,7" AS#1
50 PRINT #1, CHR$ (2);
60 IF INKEY$<>""THEN 130
70 C%=LOC(1)
80 IF C%<L%THEN 60
90 X$=INPUT$(L%,#1)
100 LOCATE 9,1
110 PRINT X$;
120 GOTO 50
130 END
Measured Value Output
Storage delay t
Data output after t
Regeneration time t
≤ 0.5 ms
1
≤ 30 ms
2
≥ 0 ms
3
Duration of data output in seconds:
176 x number of axes + 11 x number of blank lines
t
=
D
Baud rate
Next possible signal for measured value output:
t
= t1 +t2 + tD + t3 [s]
E
CTRLB CTRLB
t
1
t
2
t
3
t
D
59
Page 60

Measured value output with the HOLD POS key
The function of the HOLD POS key can be changed by entering
a code number. Enter the code number 246 522.
Press the "–" key to select the dialog HOLD POS or PRT.
Press ENT to save the selected function in non-volatile storage.
If you selected PRT, the position values will be output through
the RS-232-C/V.24 interface whenever you press HOLD POS.
Measured Value Output
Example of measured value output with Contact input,
Pulse input, CTRL B, or the HOLD POS key
60
E <CR> <LF>
X = + 5854 . 2504 R <CR> <LF>
Y = - 1012 . 8660 R <CR> <LF>
Z = + 8590 . 3042 R <CR> <LF>
➀➁➂ ➃ ➄ ➅ ➆➇ ➈ ➉
➀ Axis designation
➁ Equality sign
➂ Plus or minus sign
➃ 2 to 7 places before the decimal
➄ Decimal point
➅ 1 to 6 places after the decimal
➆ Unit: blank = mm, " = inches, ? = error message
➇ R(r) = radius display, D(d) = diameter display,
( ) = distance-to-go display
➈ Carriage Return
➉ Line Feed
Page 61

Switching Inputs and Outputs X41 (EXT)
(Option with ND 920/ND 960)
Pin layout
Pin Function
10 0V for switching ranges
23, 24, 25 +24 Vdc for switching ranges
11 ND ready for operation
14 Display value outside switching range 0
15 Display value outside switching range 1
16 Display value outside switching range 2
17 Display value outside switching range 3
18 Display value outside switching range 4
19 Display value outside switching range 5
20 Display value outside switching range 6
21 Display value outside switching range 7
1 0 V (internal)
2 Reset X axis display to zero
3 Reset Y axis display to zero
4 Reset Z axis display to zero (ND960 only)
Inputs Outputs
8 Pulse: output measured value
9 Contact: output measured value
5, 6, 7, 12, Do not assign
13, 22
Signal level Low High
Inputs –0.5 V ≤ U ≤ 0.9 V I ≤ 6 mA 3.9 V ≤ U ≤ 15 V
Pins 2, 3, 4
The outputs at connection X41 are metalically isolated
from the device electronics by means of optocouplers.
• Danger for internal components!
Voltage sources for external circuitry must conform
to the recommendations in EN 50178 for
low-voltage electrical separation.
• Connect inductive loads only with a quenching
diode parallel to the inductance.
• Use only shielded cable!
Connect the shield to the connector housing.
• Interface X41 complies with the recommendations
in EN 50178 for separation from line power.
Switching Inputs and Outputs
61
Page 62

Switching ranges Permissible loading of the outputs
Up to eight switching ranges can be defined with operating parameters.
You can assign the switching ranges to the axes as desired with
parameters P60 and P61. The switching ranges are symmetrical to the
display value 0.
The switching signals are present on the D-sub connection X41 on pins
14 to 21.
Pins 23 to 25 must be connected to 24 Vdc (U
). Outside the switching
s
ranges the 24 Vdc circuit to the switching outputs at pins 14 to 21 is
closed; within the switching ranges it is open.
Switching Inputs and Outputs
The diagram at right shows the voltage curves U
and UA2 of outputs
A1
A1 and A2 when approaching zero from the negative direction and
when the switching points P1 and P2 are assigned to the X axis.
High signal: U
I
amin
amax
= Us – 1.6 V
= 100 mA
Inductive loads must be driven with a quenching
diode parallel to the inductance.
DC supply voltage
= +24 Vdc
U
s
= +20.4 Vdc
U
smin
U
= +31.0 Vdc
smax
Voltage spikes up to 36 V for t < 100 ms are
permissible.
Ð10 0 +10
P1 P2 (P1')
U
A1
24V
U
A2
24V
10
max. max.
80ms 80ms
10
X
t
62
max.
80ms
min.
180ms
t
Page 63

Resetting the display to zero with an external signal
Each axis can be reset to zero with an external signal at the D-sub
connection X41 (pins 2 to 4) by means of make contact against 0 V.
Make contact against 0 V must be present for at least 100 ms.
Pin 2 X
A zero reset does not affect the current datum number.
Zero reset is not possible when a probing function is active.
Pin 3 Y
Pin 4 Z
Pin 1 (0V)
Switching Inputs and Outputs
63
Page 64

Pin Layout X10 for Edge Finder
Pin Function
1 Internal shield
2 Standby (KT 130)
6U
8U
13 Switching signal (KT 130)
14 Contact +2.5 V (KT 120)
15 Contact 0 V (KT 120)
3, 4, 5, 7, 9, Do not assign
10, 11, 12,
Housing External shield
P
P
+5 V (KT 130)
0 V (KT 130)
Pin Layout X10 for Edge Finder
64
Page 65

Specifications
Housing ND 920 / ND 960
Bench-top design, cast-metal housing
300 x 200 x 108 mm (W x H x D)
NDP 960
For panel mounting using supplied mounting
frame, cast-metal housing
350 x 250 x 108 mm (W x H x D)
Operating temp. 0° to 45°C (32° to 113°F)
Storage temp. −30° to 70°C (−22° to 158°F)
Weight 3 kg (approx.)
Encoder inputs For encoders with
7 to 16 µA
16 to 40 µA
or
pp
output signals
pp
Grating period: 2, 4, 10, 20, 40,
100, 200 µm, and 12.8 mm
Reference mark evaluation for
distance-coded and single
reference marks
Input frequency Max. 100 kHz with 30 m cable
Display step Adjustable
(see “Linear Encoders”)
Specifications
Relative humidity < 75% annual average
< 90% in rare cases
Power supply 100 V to 240 V (−15% to +10%)
48 Hz to 62 Hz
Power consumption ND 960 / NDP 960: 19 W
ND 920: 17 W
Protection IP 40 (IEC 529)
Datum points 99 (nonvolatile)
Functions − Tool radius compensation
− Distance-to-go display
− Program memory for
99 positioning steps
− Probing functions
− Circular & linear hole patterns
− Rectangular pocket
− Scaling factor
− Eight switching ranges
1)
− Zero reset with external signal
− Measured value output
1)
RS-232-C/V.24 Baud rates:
Interface
1)
110, 150, 300, 600, 1200, 2400,
4800, 9600, 19 200, 38 400
1)
Option with ND 920/ND 960
1)
65
Page 66

ND 920/ND 960: Dimensions in mm/inches
300
11.81"
Specifications
200
7.87"
66
6
.24"
108+2
4.25"+.08"
20
.79"
0
HEIDENHAIN
M4 x 6
M4 x .24"
1"±.008"
25.5±0.2
43.3
1.704"
X
92
3.622"
1)
X41(EXT)
1)
Option with ND 920/ND 960
75
2.95"
4
M
234.5±0.2
9.23"±.008"
260±0.2
10.24"±.008"
70±0.2
2.76"±.008"
30+0.5
1.18"+.02"
Tilting base
56
2.205"
15
.6"
.18"
8
.32"
4.5
X31(V.24 RS-232-C)
X3 X2 X1
92
3.622"
210 ± 0.2
8.268 ± .008"
240
9.45"
1)
.18"
X10
20°
38 ± 0.5
1.5 ± .02"
4.5
120 + 0.5
4.73 + .02"
Page 67

NDP 960: Dimensions in mm/inches
6
.236"
200
7.87"
238
9.37"
250
9.84"
HEIDENHAIN
350
13.78"
338
13.31"
X
300
11.81"
6
.236"
X
Specifications
X10X31(V.24 RS-232-C)X41(EXT)
X3 X2 X1
"
.5
.2
¯5
.2
IA
D
75
2.95"
108+2
24
4.25+.08"
.945"
20
.787"
front panel opening 322 ± 1 mm x 222 ± 1 mm
12.68 ± .04 in. x 8.74 ± .04 in.
67
Page 68

DR. JOHANNES HEIDENHAIN GmbH
Dr.-Johannes-Heidenhain-Straße 5
83301 Traunreut, Germany
{ +49/8669/31-0
| +49/8669/5061
e-mail: info@heidenhain.de
{ Service
{ TNC-Service
|+49/8669/98
e-mail: service@heidenhain.de
http://www.heidenhain.de
+49/8669/
+49/8669/
99
31-12 72
31-14 46
68
283 024-26 . 2 . 10/99 . F&W . Printed in Germany . Subject to change without notice
 Loading...
Loading...