


使用手冊
ND 522/523
Zhongwen (zh_TW)
2/2011
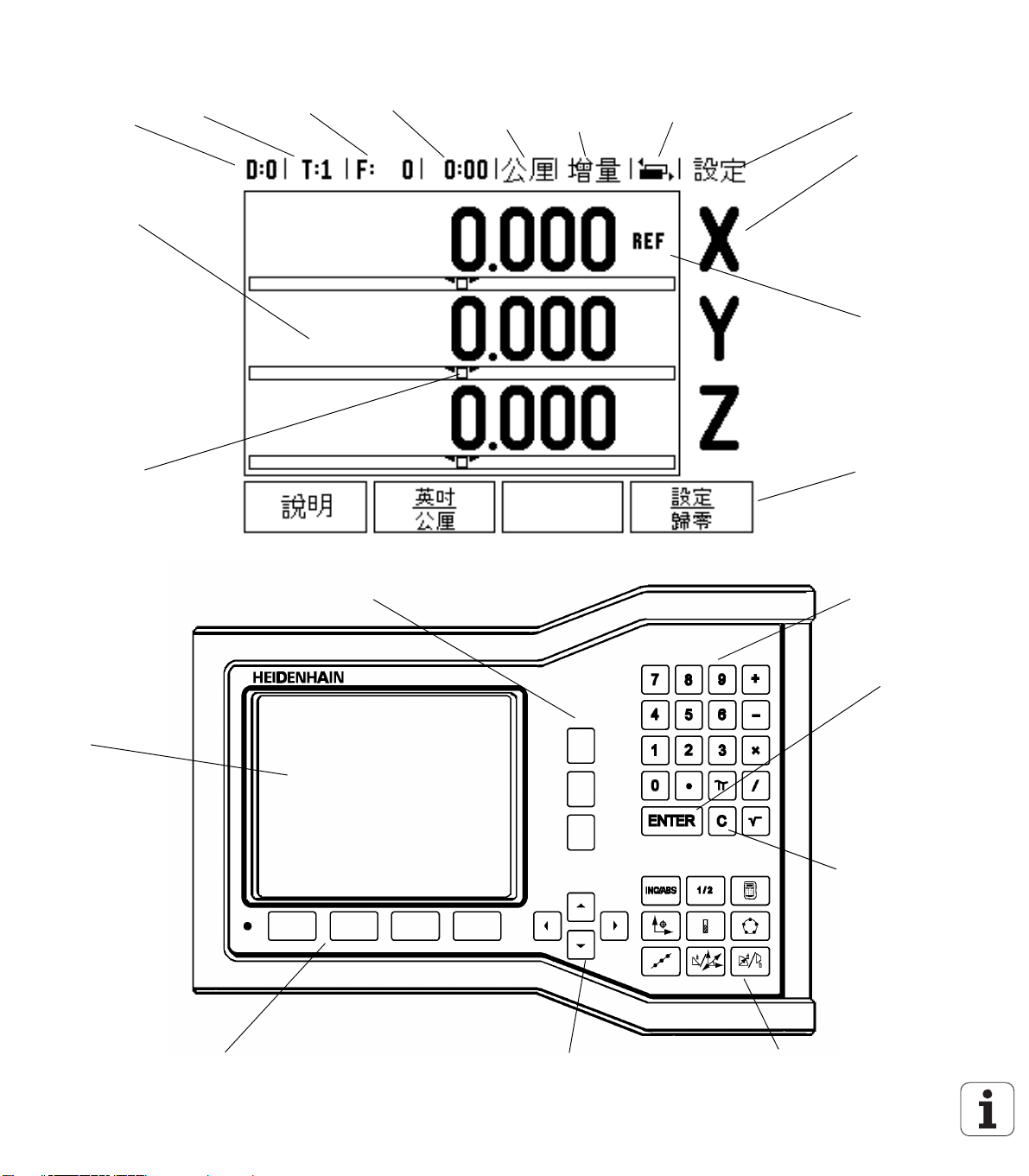
ND 522/523 螢幕
狀態列標示
工件原點 刀具 進率 碼表 量測單位 操作
模式
顯示區
圖形定位工具 軟鍵功能
使用軸鍵在 X Y Z 軸選擇
頁面指示 設定 / 歸零
軸標示
參考點符號
數值輸入鍵
顯示
區
軟鍵可以選擇 ND 522 - 523 下列功能欄位
按上 / 下鍵可調整螢幕對比
輸入鍵
清除鍵
快速功能鍵
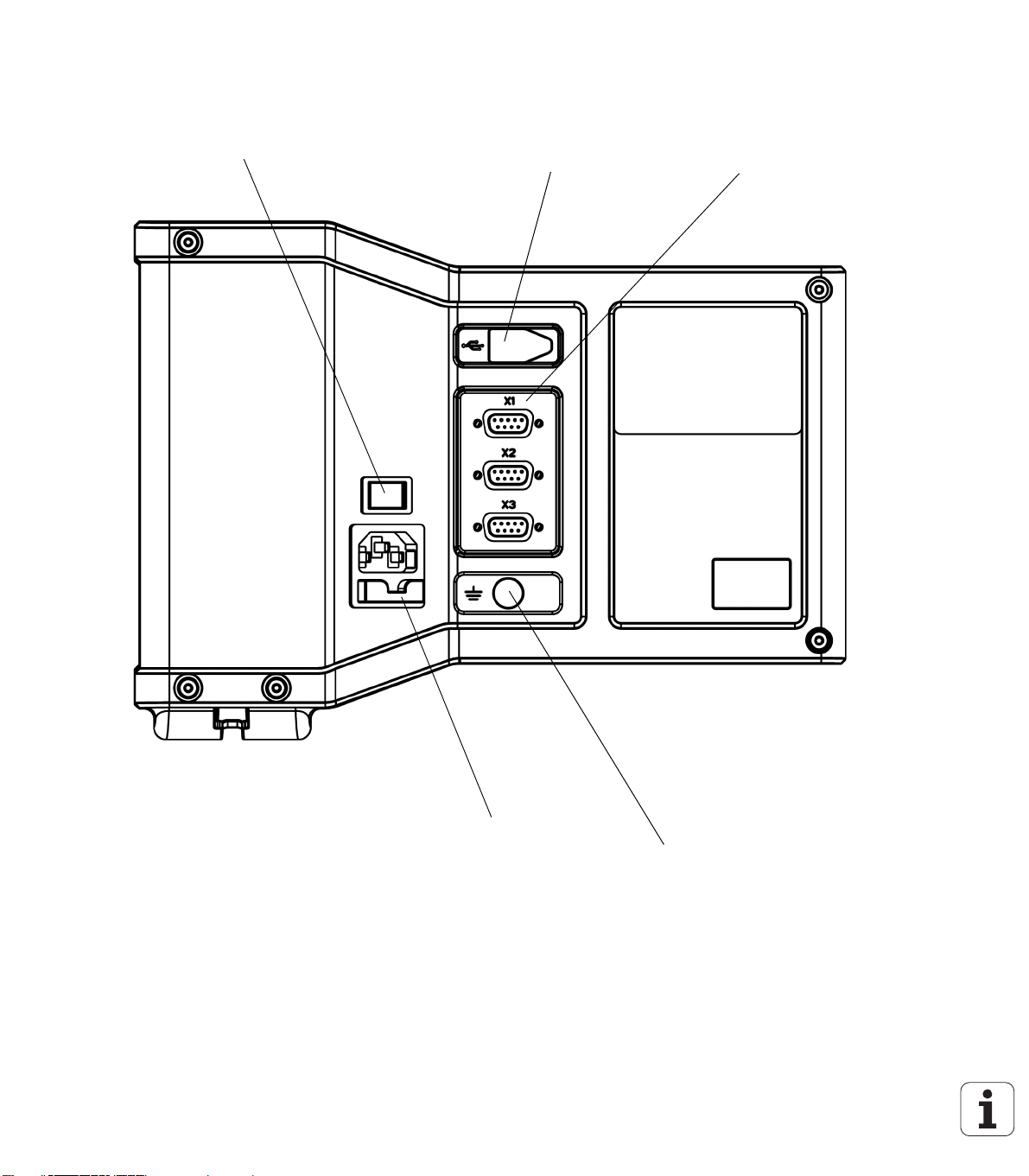
ND 522/523 背部
電源開關
USB 連接埠 ( 型號 “B”)
光學尺連接埠
( 此為 ND 523 )
電源輸入
接地 ( 電源接地 )

簡介
繁體中文軟體版本
開機後將顯示軟體版本 .
ND 522/523 使用手冊包含 床 及 車床 應用 . 使用手冊包含
參章節 : 一般操作 , 床操作 , 車床操作 .
ND 522/523
DRO 可用軸數 .
ND DRO 可用軸數為 兩軸 (ND 522) 及 參軸(ND 523) . 使
用手冊包含 ND 523 DRO 功能鍵描述 .
注意標示
注意標示跟隨的文字為使用者須要特別注意 .
一般資訊
ND 523 的特色 .
警告 - 參考跟隨的文字
例如 : 需要使用特殊刀 .
注意 - 有觸電的危險
例如需要打開外殼 .
ND 522/523 字型
ND 522/523 使用手冊有不同字型對映不同意義 ( 軟鍵 , 鍵盤 , 表格 , 欄
位 ):
軟鍵 - SETUP 軟鍵
鍵盤 - ENTER 鍵盤
表格 - ANGULAR 表格
欄位 - RADIUS
欄位資料 - ON
ND 522/523 5
, OFF


I 操作手冊 ..... 11
I – 1 基本觀念 ..... 12
工件原點 ..... 12
實際位置與剩餘距離模式 ..... 12
絕對定位 ..... 13
絕對定位 ..... 13
零度參考軸 ..... 14
位置編碼器 ..... 14
編碼器參考點 ..... 15
I – 2 一般操作 : ND 522/523 ..... 16
螢幕配置 ..... 16
一般鍵盤功能瀏覽 ..... 17
一般瀏覽 ..... 18
操作模式 : ..... 18
圖形定位工具 ..... 18
說明畫面 ..... 19
資料輸入表單 : ..... 20
指示框訊息 ..... 20
錯誤訊息 ..... 20
開機 ..... 21
參考點評定 ..... 21
有效 / 失效參考點功能 : ..... 22
設定 ..... 23
工作設定參數 : ..... 23
單位 ..... 23
比例係數 ..... 24
鏡射 ..... 24
直徑軸 ..... 24
圖形定位工具 ..... 25
狀態列設定 ..... 25
碼表 ..... 25
顯示控制台調整 ..... 26
語言選項 ..... 26
輸出 / 輸入 ..... 26
軟鍵功能一般操作概述 ..... 27
軟鍵功能一般操作詳述 ..... 28
設定 / 歸零軟鍵 ..... 28
1/2 鍵盤 ..... 29
計算機鍵 ..... 30
ND 522/523 7
I – 3 銑床操作說明 ..... 31
軟鍵功能詳細說明 ..... 31
刀具鍵 ..... 31
匯入 / 匯出 ..... 31
刀具補償功能 ..... 32
長度差異符號 ΔL ..... 32
輸入資料 ( 圖 I.25) ..... 32
刀具表單用途 ..... 33
呼叫刀具表單 ..... 35
刀具呼叫 ..... 35
工件原點鍵 . ..... 35
工件原點設定的探測功能 ..... 37
預設原點 ..... 39
增量距離預設原點 ..... 43
轉速計算 ..... 45
圓形及線形程式 ( 銑床 ) ..... 46
銑床程式功能 ..... 46
圓形程式 ..... 46
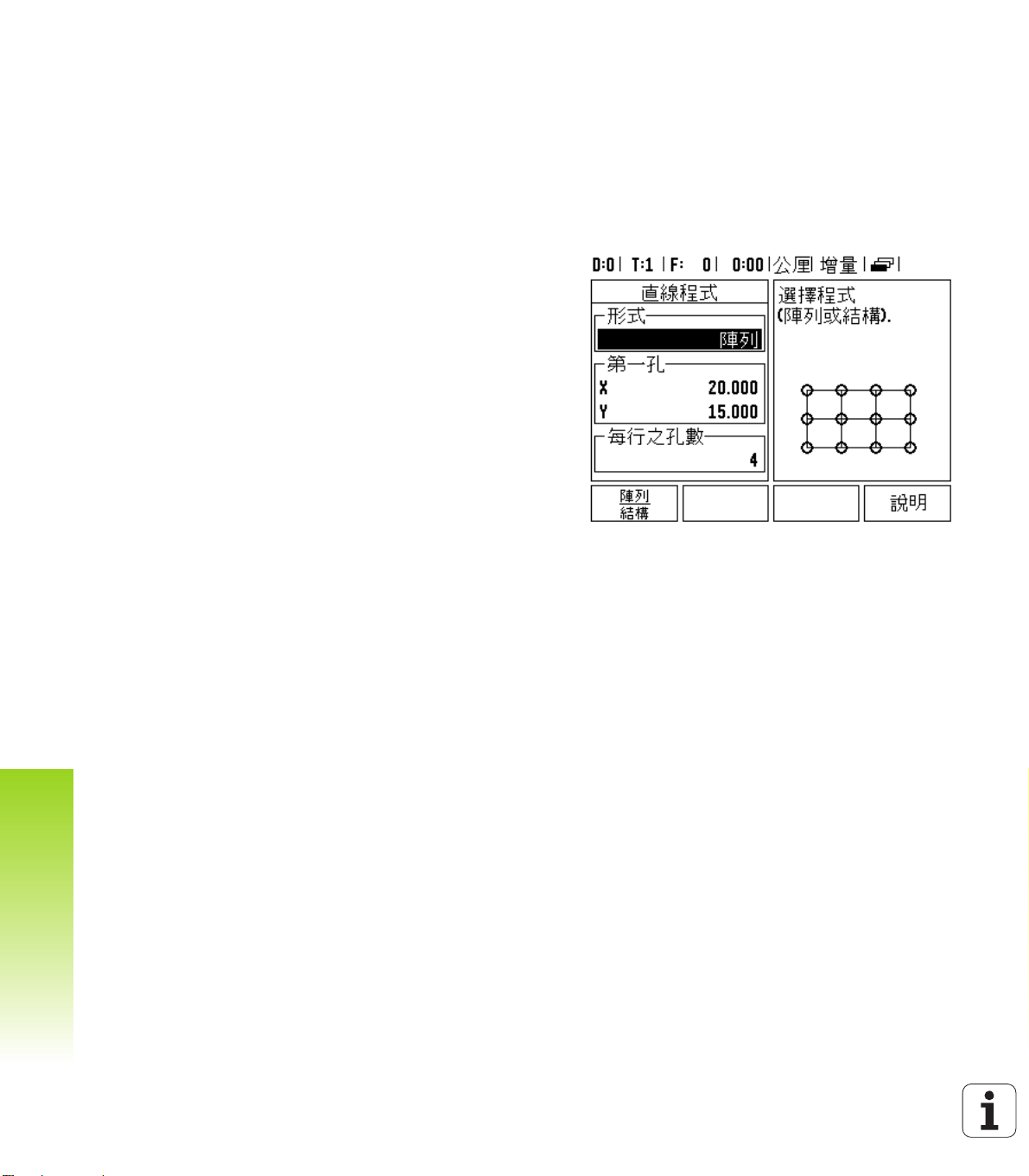
直線程式 ..... 49
斜面及曲線面銑 ..... 52
斜面及曲線面銑功能 ..... 52
斜面面銑 ..... 52
起動 ..... 53
曲線面銑 ..... 55
I – 4 車床操作說明 ..... 57
軟鍵功能詳細說明 ..... 57
車床圖像顯示 ..... 57
刀具鍵 ..... 57
開啟刀具表單 : ..... 57
刀具表單用途 ..... 58
設定刀具補償使用刀具 / 設定功能 ..... 58
使用附註 / 設定功能設定工件原點 ..... 59
工件原點鍵 ..... 60
准備工作 : ..... 60
使用附註 / 設定功能設定工件原點 ..... 62
斜椎計算 : ..... 63
預設原點 ..... 64
( 半徑 / 直徑 ) 軟鍵 ..... 64
R
X
向量鍵 ..... 65
Z 軸軟體聯結 ( 車床 ) ..... 66
Z 軸軟體聯結有效 ..... 66
Z 軸軟體聯結失效 ..... 66
8

II 技術資訊 ..... 67
II – 1 安裝及電氣連接 ..... 68
供應的項目 ..... 68
配件 ..... 68
ND 522/523 顯示單元 ..... 68
安裝位置 ..... 68
安裝 ..... 68
電氣連接 ..... 68
電氣需求 ..... 69
環境需求 ..... 69
動力接頭接線 ( 參閱 Fig. II.1) ..... 69
預防保養 ..... 69
光學尺接線 ..... 70
光學尺接線方式 . ..... 70
II – 2 安裝設定 ..... 71
安裝設定參數 ..... 71
編碼器設定 ..... 71
顯示組態 ..... 72
連接 ..... 72
誤差補償 ..... 72
線性誤差補償 ..... 73
非線性誤差補償 ..... 73
建立一誤差補償表 ..... 74
誤差補償圖形 ..... 74
檢視一誤差補償表 ..... 74
輸出誤差補償表 ..... 74
輸入誤差補償表 ..... 74
背隙補償 ..... 74
應用設定 ..... 75
診斷 ..... 75
鍵盤測試 ..... 75
顯示器測試 ..... 75
II – 3 參數狀態 ..... 76
HEIDENHAIN 編碼器設定範例 ..... 76
HEIDENHAIN 編碼器設定範例 ..... 76
HEIDENHAIN 編碼器設定範例 ..... 76
II – 4 資料介面 ..... 77
USB 連接埠 ( 型號 “B”) ..... 78
外部操作經 USB 連接埠 ..... 78
ND 522/523 9

II – 5 量測值輸出 ..... 80
II – 6 規格 : 銑床應用 ..... 82
II – 7 規格 : 車床應用 ..... 83
II – 8 尺寸 ..... 84
II – 9 配件 ..... 85
配件 ID 號碼 ..... 85
ND 522/523 把手
Id. Nr. 618025-01 ..... 85
10
操作手冊
ND 522/523 11
I – 1 基本觀念
工件原點
工件加工會在工件上 , 將某個點 ( 通常位於角落 ) 作為 絕對工件原點 ,
將一個或一個以上的點作為相對工件原點 .
工件原點設定程序 , 是建立三個點作為座標系統的原始絕對或相對工
I – 1 基本觀念
件原點 . 將與機械軸對齊的工件 , 移動至刀具的某個相對位置 , 畫面所
顯示的值可能是零或另一個適當的值 . ( 比如 : 補償刀具半徑 )
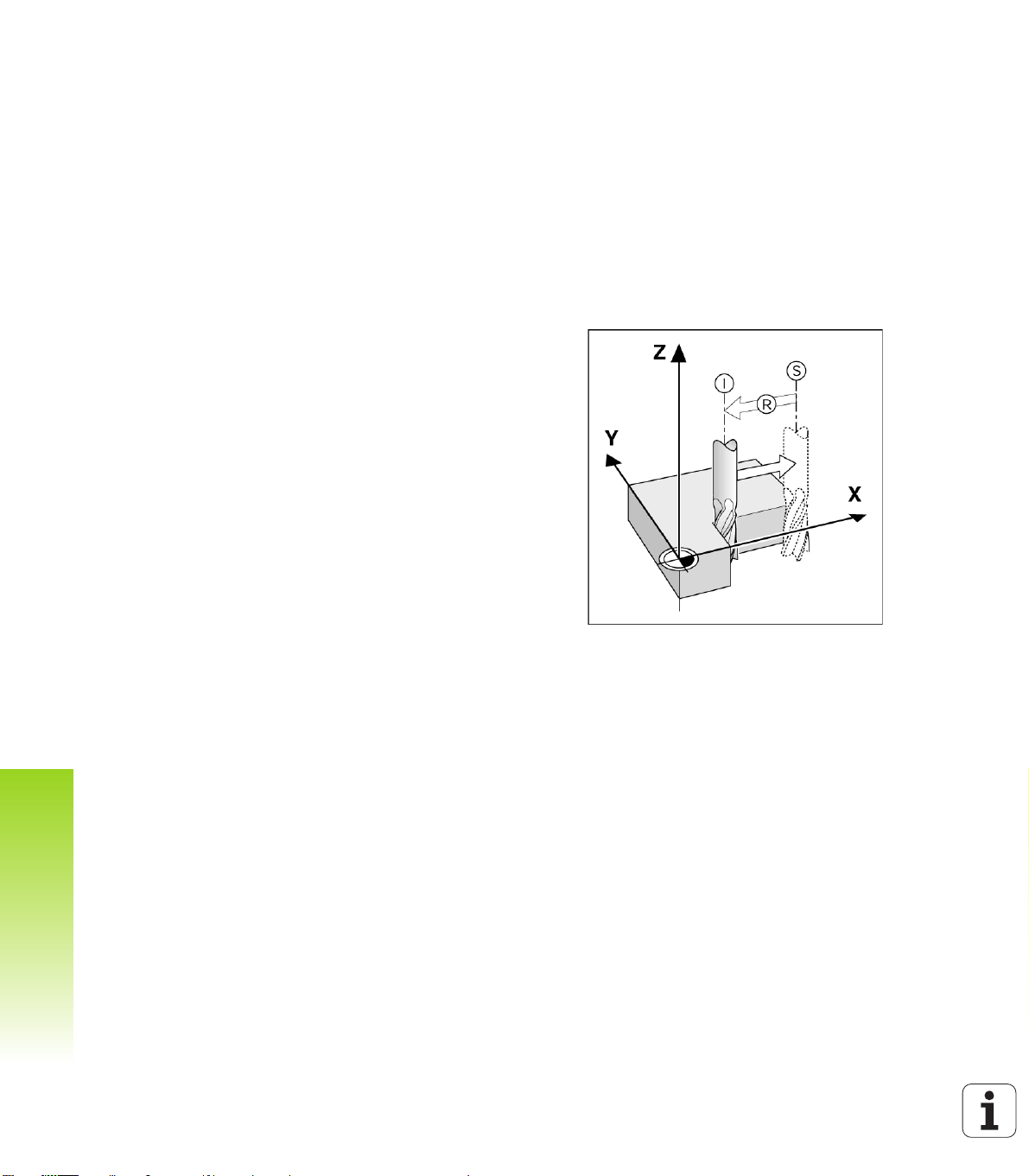
實際位置與剩餘距離模式
刀具所在的任意位置稱為 實際位置 ;而刀具即將移動到的目標位置稱
為 指令位置 . 兩者間的距離稱為剩餘距離 ( 增量值 ). 請參閱圖 圖 I.1
圖 I.1 實際位置 S, 指令位置 I 以及剩餘距離 R
12 I 操作手冊
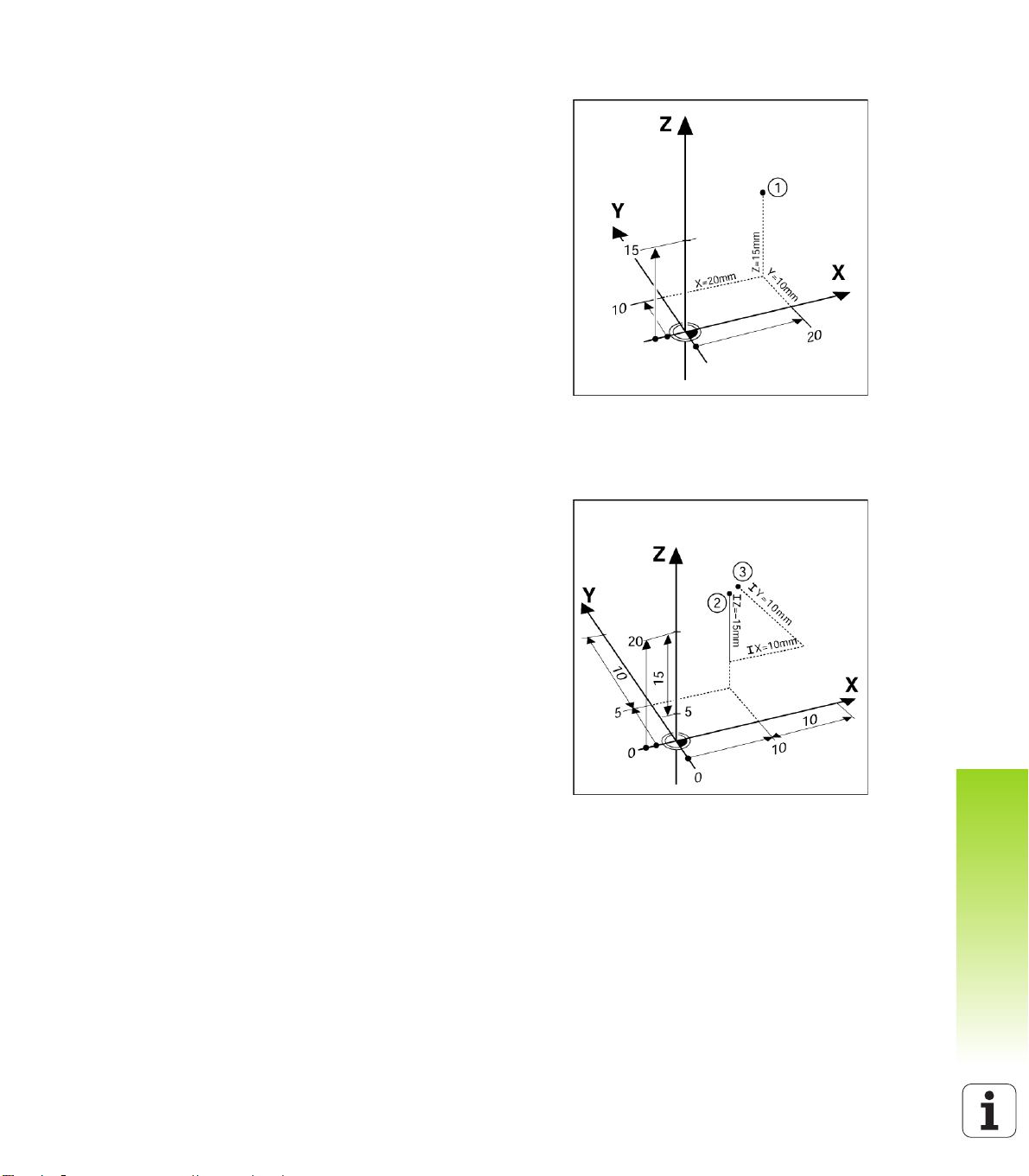
絕對定位
每個位置都是獨一無二 . 請參閱圖 圖 I.2.
範例 : 絕對座標 1:
X = 20 mm
Y = 10 mm
Z = 15 mm
如果這個工件加工法在工件鑽洞或銑床 , 使用絕對座標 , , 則刀具會移
至座標上的值 .
絕對定位
定位位置可以參照之前的指令位置 . 這個時候 , 工件原點永遠是上一個
指令位置 . 這樣的座標稱之為 增量座標 ( 增量亦即增加之意 ). 也稱之
為增量位置或連鎖位置 ( 位置是由連續數個維度所定義的 ). 指定增量
座標需在前面加上 I.
I – 1 基本觀念
圖 I.2 座標 1 用絕對座標定位
範例 : 增量座標的位置 3 需參考位置 2. 請參閱圖 圖 I.3
.
絕對座標 2:
X = 10 mm
Y = 5 mm
Z = 20 mm
增量座標 3:
IX = 10 mm
IY = 10 mm
IZ = ñ15 mm
如果根據增量座標 , 這個工件加工法在工件鑽孔或銑削 , 則刀具會 移
至 座標上的值 .
ND 522/523 13
圖 I.3 位置 3 的增量座標
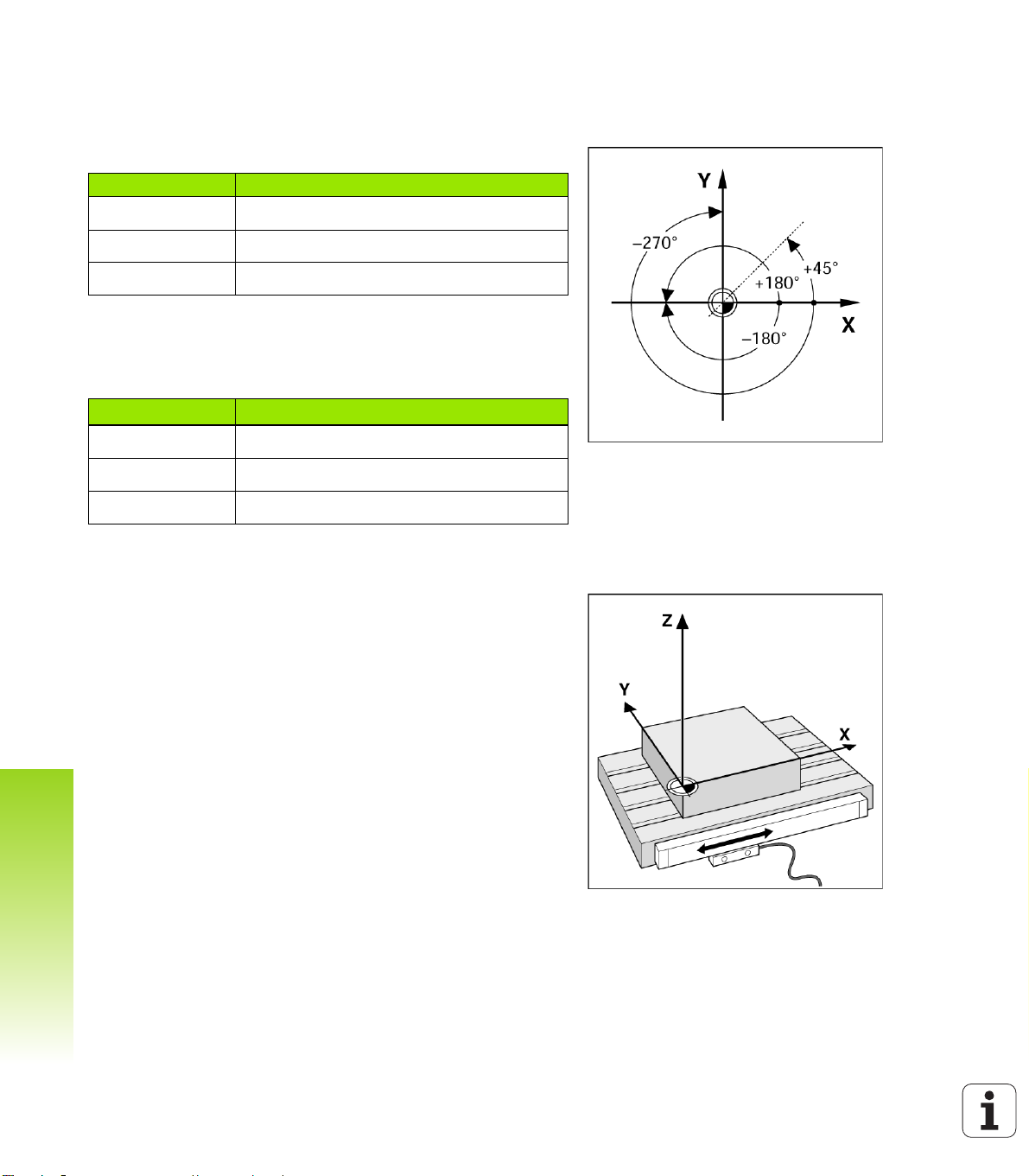
零度參考軸
零度參考軸指的是 0 度位置 . 是由旋轉平面中兩軸的其中之一軸所定義
的 . 下表定義了零度時 , 三個可能的旋轉平面在零度時的角度位置 .
角度位置是由以下參考軸所定義的 :
平面 零度參考軸
I – 1 基本觀念
XY +X
YZ +Y
ZX +Z
如果以負向刀具軸檢視工作平面 , 則正向的旋轉方向為逆時針方向 . 請
參閱圖 圖 I.4.
範例 : X / Y 工作平面上的角度
角度 等於 ...
+ 45×
+/ñ 180×
- 270×
... + X 軸以及 +Y 軸之間的等分線
... X 軸的負向
... Y 軸的正向
位置編碼器
回報 位置編碼器 將機械軸上的移動位置轉換為電子訊號 . ND 522/523
會不停的接收這些訊號 , 計算機械軸的實際位置 , 並將結果以數值的方
式顯示於螢幕上 . 請參閱圖 圖 I.5.
倘若電力中斷 , 計算過後的位置就不是實際位置 . 供電恢復後 , 可使用
位置編碼器上的參考點和 ND 522/523 提供的參考點評定功能 (REF)
來重新建立這個關係 .
圖 I.4 角度以及角度參考軸 , 以 X / Y 平面上為例
圖 I.5 X 軸直線位置編碼器
14 I 操作手冊
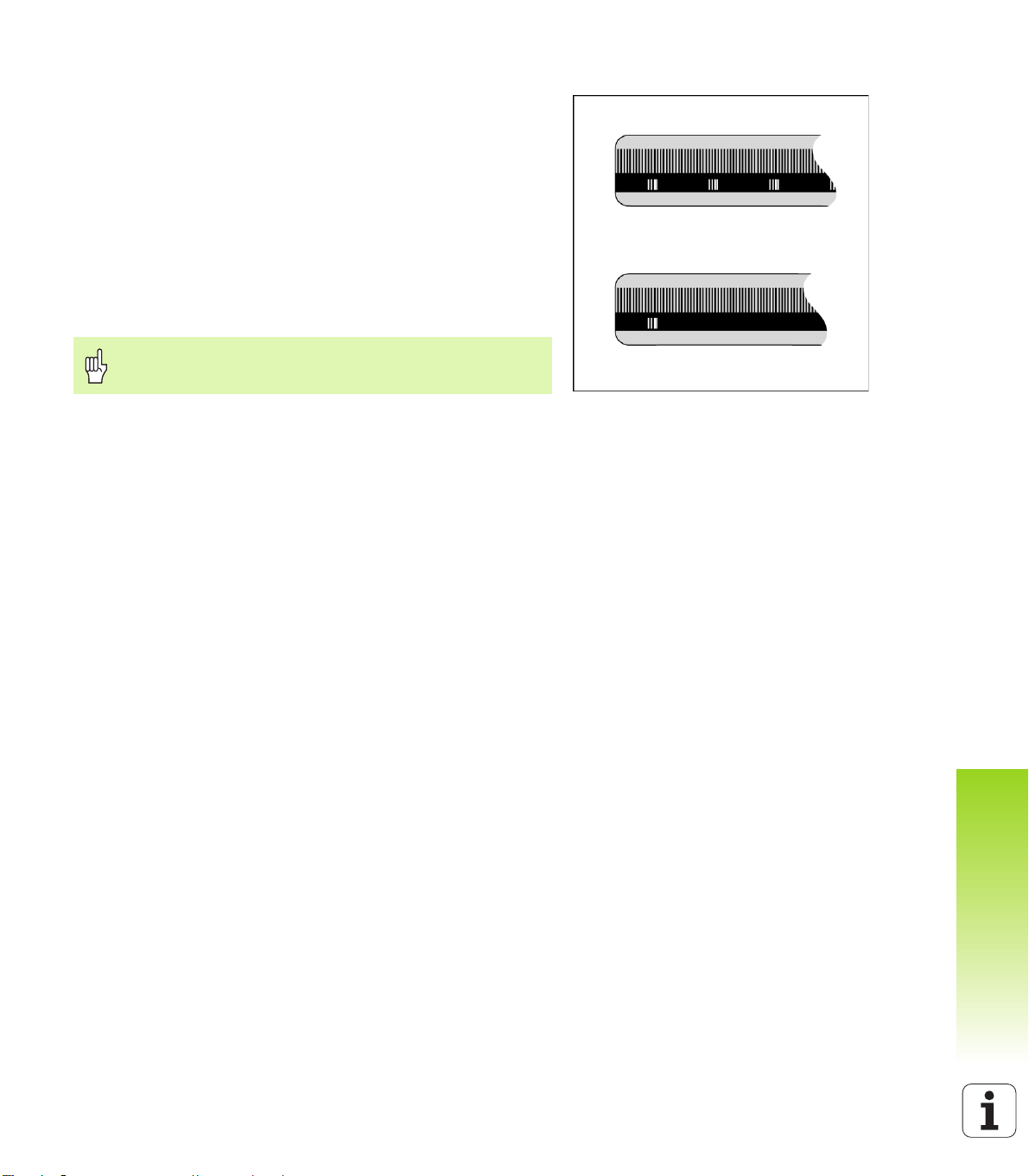
編碼器參考點
編碼器通常包含一個以上參考點 (see 圖 I.6) ND 522/523 的參考點評
估功能 , 用以在電力中斷後重新建立工件原點的位置 . 參考點主要分為
兩種:固定式以及距離編碼式 .
使用距離編碼式參考點的編碼器 , 會以特定加密方式將參考點區隔 ,
ND 522/523 可透過這樣的方式 , 沿著編碼器的長度上任兩對參考點重
建之前的工件原點 . 這個設定意味著 , 在 ND 522/523 系統重新啟動
後 , 使用者可以移動短距離內 , 沿著編碼器重新建立之前的工件原點 .
使用固定式參考點 的編碼器在某個固定的間隔內有一個以上的參
考點 . 如需正確地重新建立工件原點 , 參考點設定程序時 , 也就是首次
建立工件原點時 , 需要使用相同正確的參考點 .
如果未設定工件原點之前尚未通過參考點 , 所建立的工件
原點無法在下一個電力週期回復 .
I – 1 基本觀念
圖 I.6 光學尺 : 使用距離編碼式參考點的光學尺
( 如上圖 ) 以及一個參考點的光學尺
( 如下圖 )
ND 522/523 15
I – 2 一般操作 : ND 522/523
狀態列設定
工件原點刀具 進率 碼表 量測單
位
操作模式 頁面指示 設定 / 歸
零
顯示區
域
軸標誌
參考符號
繪圖定
位支援
( 剩餘模
式才支
援 )
軟鍵功能
標籤
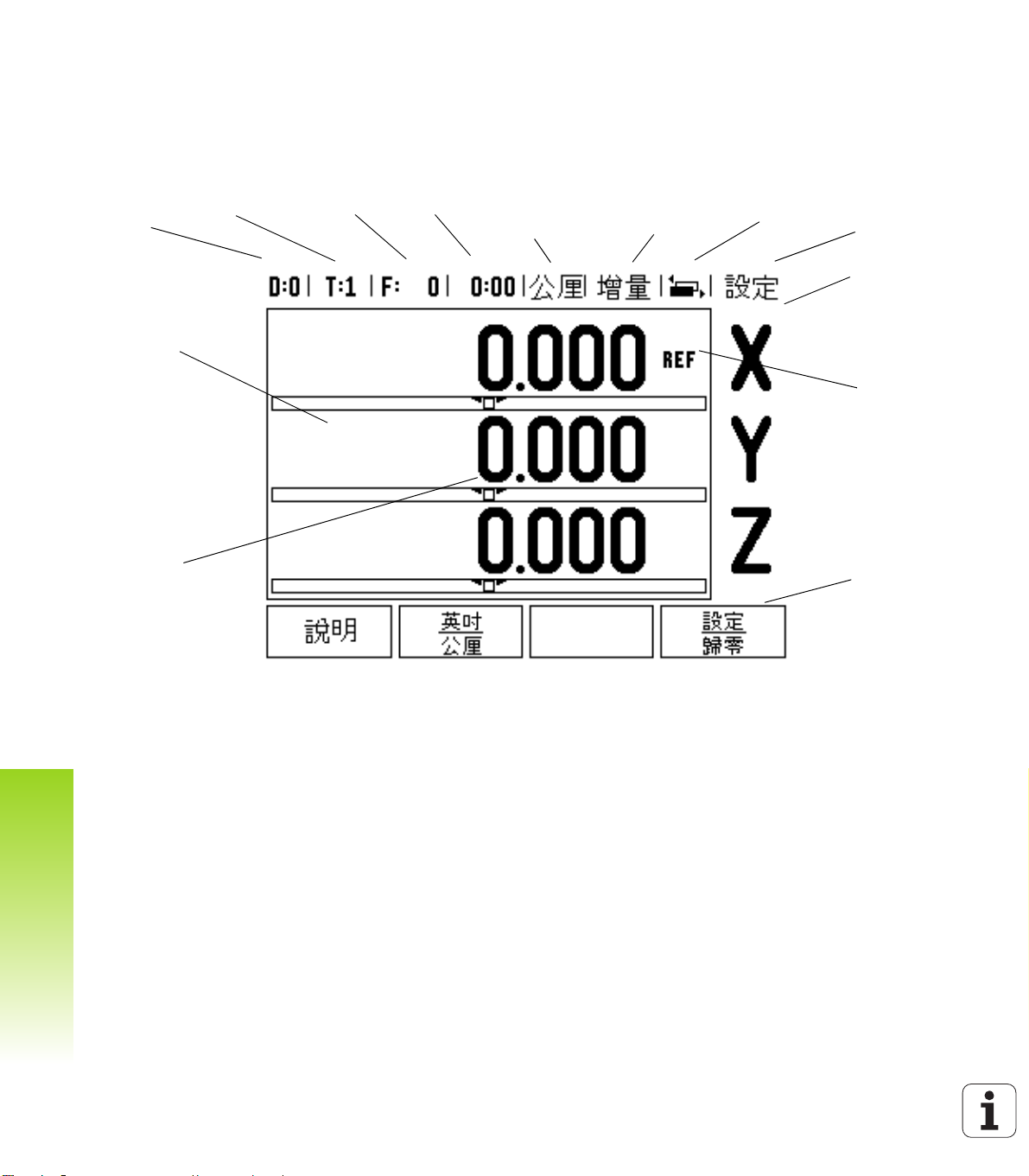
螢幕配置
I – 2 一般操作 : ND 522/523
ND 522/523 提供特殊應用功能在手動工具機增加生產力 .
狀態列 - 目前工件原點、刀具、進給率、碼表時間、量測單位、實際
位置或剩餘距離狀態、頁面指示、以及設定 / 歸零都會在這個欄位顯
示出 . 如需設定狀態列參數 , 請參閱工作設定 .
顯示區域 - 表示每個軸的目前位置 . 這個區域也會顯示表單、欄位、
指示方塊、錯誤訊息以及線上說明主題
軸標誌 - 表示與各個軸相對應的鍵 .
參考符號 - 表示目前的參考點狀態 .
軟鍵標誌 - 代表不同銑床或車床功能 .
16 I 操作手冊
一般鍵盤功能瀏覽
下列一般鍵盤功能位於 ND 522/523 前方面板 .
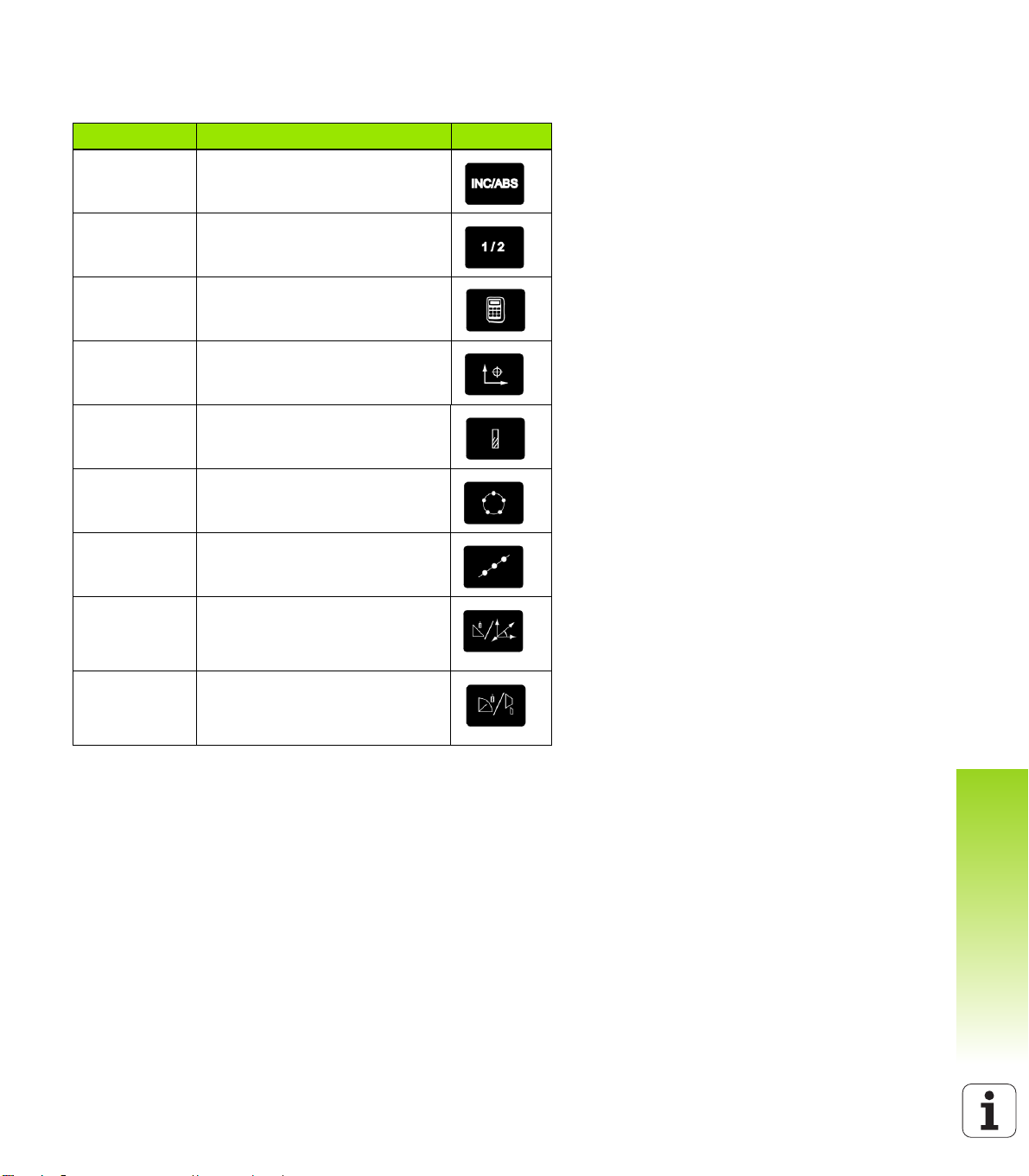
鍵盤頁面 1 鍵盤功能 鍵盤標示
絕對位置 / 增
量位置
1/2 銑床功能 ) 目前位置除以 2. ( 第 29 頁)
計算機 開啟計算機 ( 第 30 頁 )
工件原點 開啟
刀具 開啟
圓形程式 開啟
直線程式 開啟
斜面面銑 , 或 向量開啟
切換絕對位置 /( 剩餘距離模式 ) 增
量位置 ( 第 18 頁 )
工件原點表
點 . ( 第 35 頁 )
刀具表
57 頁 車床 )
圓形程式
的位置 ( 第 46 頁 ) 為銑床應用
直線程式
的位置 ( 第 49 頁 ) 為銑床應用
斜面面銑
為銑床應用 , 或
頁 ) 為車床應用
設定各軸工件原
. ( 第 31 頁 銑床. 第
表單 . 計算所有孔
表單 . 計算所有孔
表單 ( 第 52 頁)
向量
表單 ( 第 65
I – 2 一般操作 : ND 522/523
曲線面銑 , 或
斜椎計算
ND 522/523 17
開啟
曲線面銑
銑床應用 , 或
63 頁 ) 為車床應用
表單 ( 第 55 頁) 為
斜椎計算
表單 ( 第
一般瀏覽
藉由鍵盤輸入每一欄位中數值 .
按 輸入鍵 可確保登錄完畢並返回 前一視窗 .
按 C 鍵返回前一視窗 .
軟鍵 代表不同銑床或車床功能這些功能可直接由在每一個軟件標誌
下的軟鍵選取 共有 2 頁可以選擇 . 請使用 左 / 右箭頭 鍵瀏覽 .
按 左/ 右箭頭鍵瀏覽第1-2頁可選功能.目前的頁面經由畫面最上端狀
態欄彰顯 .
以 上/下箭號鍵進行表單欄位、主選單框欄位瀏覽. 游標移動至主選單
底時 , 定位點會自動返回畫面頂端 .
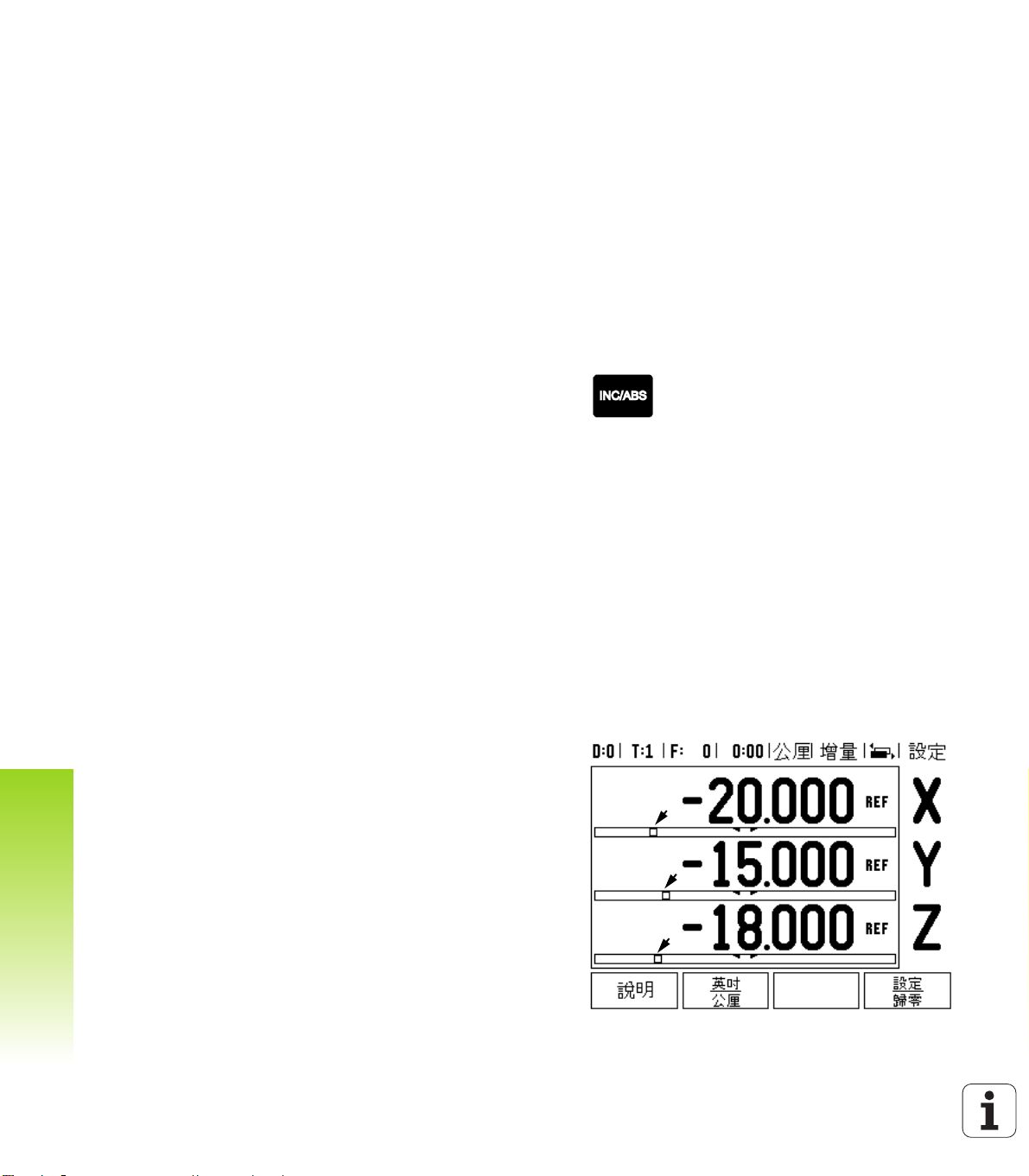
操作模式 :
ND 522/523 有兩種操作模式 : 剩餘距離 ( 增量 ) 及 實際位置 ( 絕對).
I – 2 一般操作 : ND 522/523
使用剩餘距離功能到達指令位置 ( 參考增量 章節 ) , 只需移動到顯示值
為零即可 .. 使用剩餘距離模式時 , 可以使用絕對位置或增量位置輸入
指令座標。. 實際位置操作模式 ( 參考絕對 章節 ) 會顯示刀具的目前實
際位置 , 以及相關的目前工件原點 . 在此模式下 , 會持續移動至到顯示
的位置符合所需的實際位置 .
銑床應用時 , 實際位置模式只能顯示目前刀具長度補償後實際位置 . 加
工時剩餘距離模式直徑及長度補償將自動計算 剩餘距離 得到指令位置
值與刀具邊緣位置值的關係 .
圖 I.7 剩餘距離 ( 增量 ) / 實際 ( 絕對 ) 鍵盤
車床應用時 , 實際位置模式及剩餘距離模式刀具補償皆有效 .
按 絕對 / 增量 鍵盤 ( 請參閱圖 圖 I.7) 在這兩個模式中相互切換 . 檢視
實際位置或剩餘距離模式的軟鍵功能 , 請使用左 / 右箭頭 鍵 .
軟體聯結提供快速聯結 Z 軸 Z 軸座標至其它軸 . 請參閱第 66 頁的 "Z
軸軟體聯結有效 " 章節 .
圖形定位工具
當您來回移動想將顯示值歸零
現繪圖定位工具支援 . 請參閱圖 圖 I.8.
ND 522/523 系統於目前作用中的軸下有一細長形圖形顯示定位工具 .
長形中間兩三角標記代表使用者欲到達的指令位置 .
有一個小正方形象徵軸的位移 . 當軸移動時有一個箭頭代表在方形內
的移動方向 . 使用者可以清楚判斷是否趨向或偏移指令位置 . 需注意直
到軸線位移到接近指令位置時此方形才會開始移動 . 參考在工作設定
之圖形定位工具以設定圖形定位工具 . 請參閱第 25 頁的 " 圖形定位工
具 " 章節
( 在剩餘距離模式 ),ND 522/523 就會出
圖 I.8 圖形定位工具於目前作用中
18 I 操作手冊
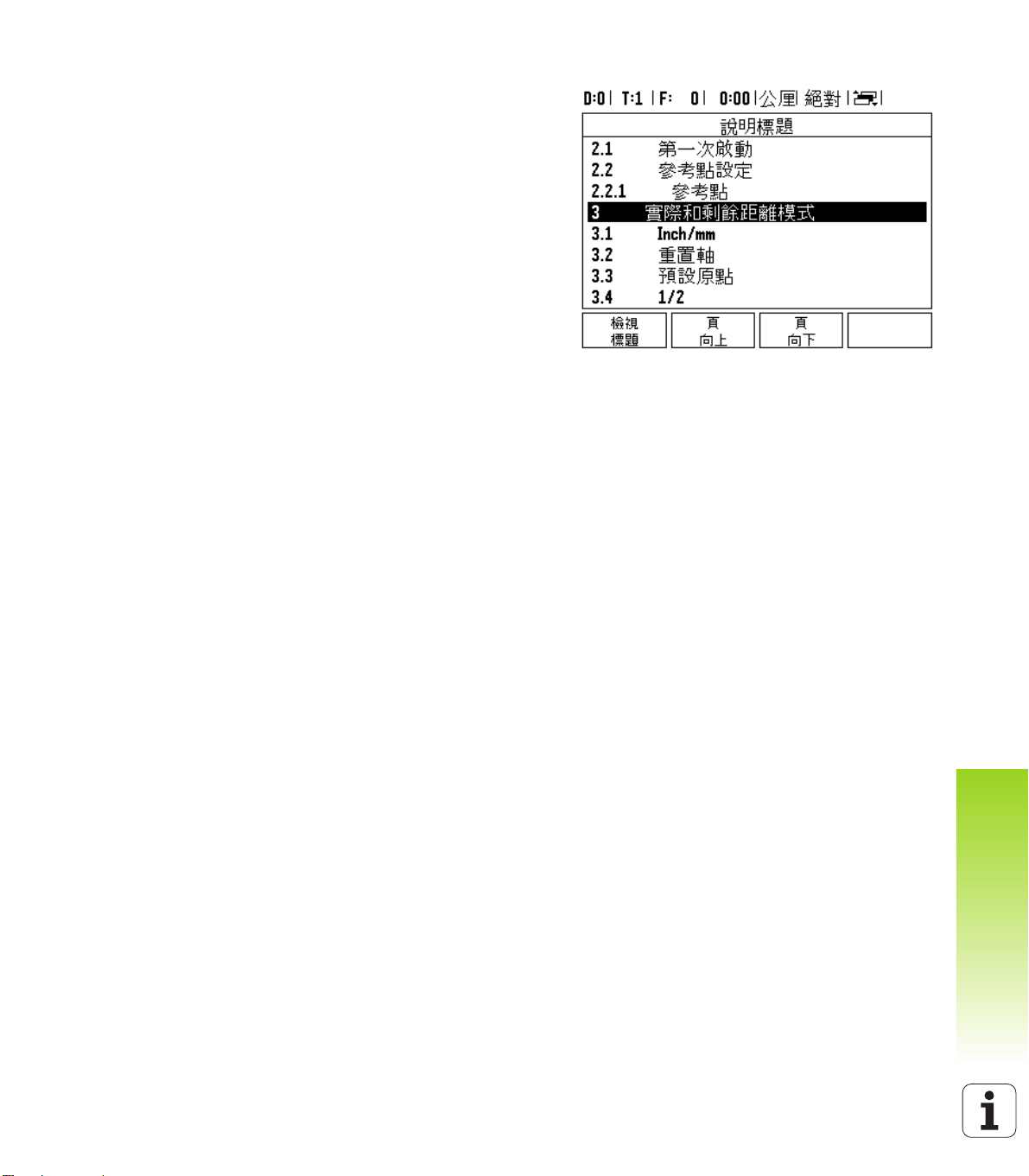
說明畫面
在任何情況下提供資訊及協助的整合操作指令 . 請參閱圖 圖 I.9
呼叫操作指令 :
U 按說明 軟鍵 .
U 與目前操作相關的資訊將會顯示 .
U 使用 向上 / 向下 ( 垂直 ) 箭頭 , 若解釋超過一頁 .
另一主題資訊 :
U 按 主題目錄 軟鍵 .
U 按上 / 下箭頭 瀏覽索引 .
U 按 輸入鍵 選擇所需項目 .
離開 操作指令 :
U 按 C 鍵 .
圖 I.9 求助模式主題列表
I – 2 一般操作 : ND 522/523
ND 522/523 19
資料輸入表單 :
各種操作功能的必填資訊以及設定參數必須透過資料輸入表單輸入 .
選定功能後 , 這個功能仍需要其他資訊時 , 這些表單就會出現 . 每個表
單都提供了特定的欄位以輸入所需資訊 .
必須再按下確認 鍵後 , 確認您所做的變更 , 這些變更才會生效 . 如果不
想儲存變更 , 按 C 鍵返回上一個畫面 , 毋須儲存變更 .
指示框訊息
開啟主選單或表單時 , 亦會在主選單或表單的右方立即開啟指示框 . 此
訊息框可提供使用者選定功能並提供操作指示之資訊 . 請參閱圖 圖
I.10
I – 2 一般操作 : ND 522/523
圖 I.10 表單與指示框範例
錯誤訊息
在使用 ND 522/523 時 , 如發生錯誤便會出現訊息並解釋造成錯誤的原
因 .
清除錯誤訊息 :
U 按 C 鍵 .
20 I 操作手冊
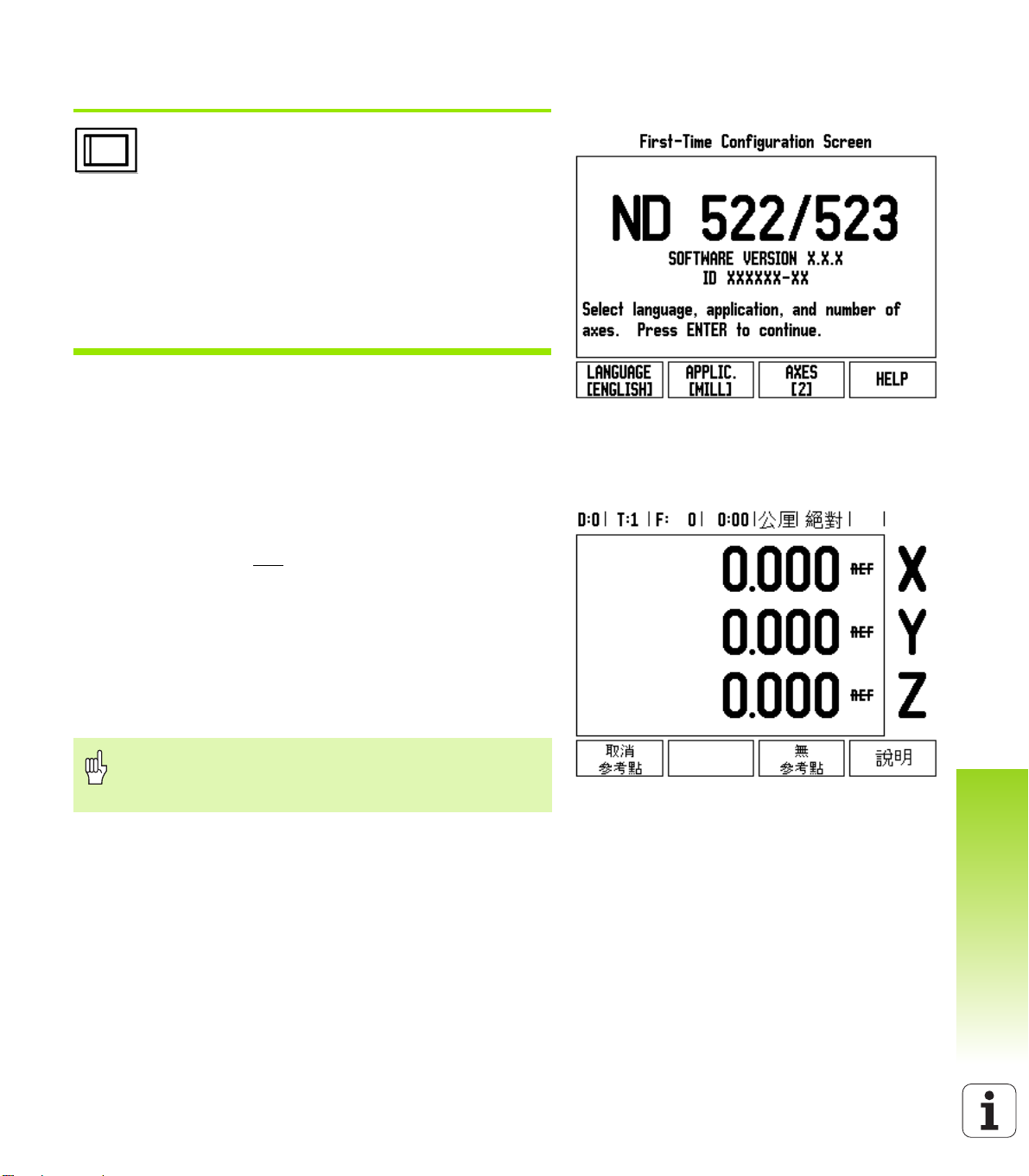
開機
開啟電源 ( 位於機身背面 ). 即會出現初始螢幕請參閱
圖 圖 I.11 ( 此初始螢幕只會在機器第一次啟動的時候
出現 . 以下步驟也許已經由安裝者變更完成 .
選擇適當的語言 , 按 語言 軟鍵 .
選擇 銑床 or 車床. 應用.[銑床/車床]軟鍵可在兩設定
間進行切換 .
下一步選取所需軸數.完成上述步驟後,請按 確認鍵 .
必要時 , 使用者可在安裝設定的計數器設定模式中變
更應用 .
ND 522/523 現在已經可以操作了 , 目前正位於實際位置的操作模式 .
每個作用中的軸旁邊都有個閃爍的 “REF” 參考點記號 . 此時參考點評
定的程序就完成了 .
參考點評定
ND 522/523 的參考點評定功能可自動重新建立各軸的位移量以及上次
設定工件原點所定義的顯示值的關係 .
如果軸編碼器具有參考點 ,REF
參考點後 , 指示器將停止閃爍並變為非閃爍的 REF.
不使用參考點評定 :
也可使用 ND 522/523 而不通過參考點 . 按 NO REF 軟鍵離開參考評定
程序 , 並繼續其他步驟 .
您仍可在稍後使用參考點 , 如果在電力中斷後 , 需要重新定義工件原
點 . 按 REF 有效 軟鍵啟動參考評定例行程序 .
如果不重回參考點 ,ND 522/523 不會儲存工件原點 . 這代
表電力中斷 ( 關機 ) 後 , 就無法重新建立軸偏移位置與顯示
數值的關係 .
指示器會閃爍 . 請參閱圖 圖 I.12. 通過
I – 2 一般操作 : ND 522/523
圖 I.11 初始螢幕
圖 I.12 建立參考點畫面
ND 522/523 21
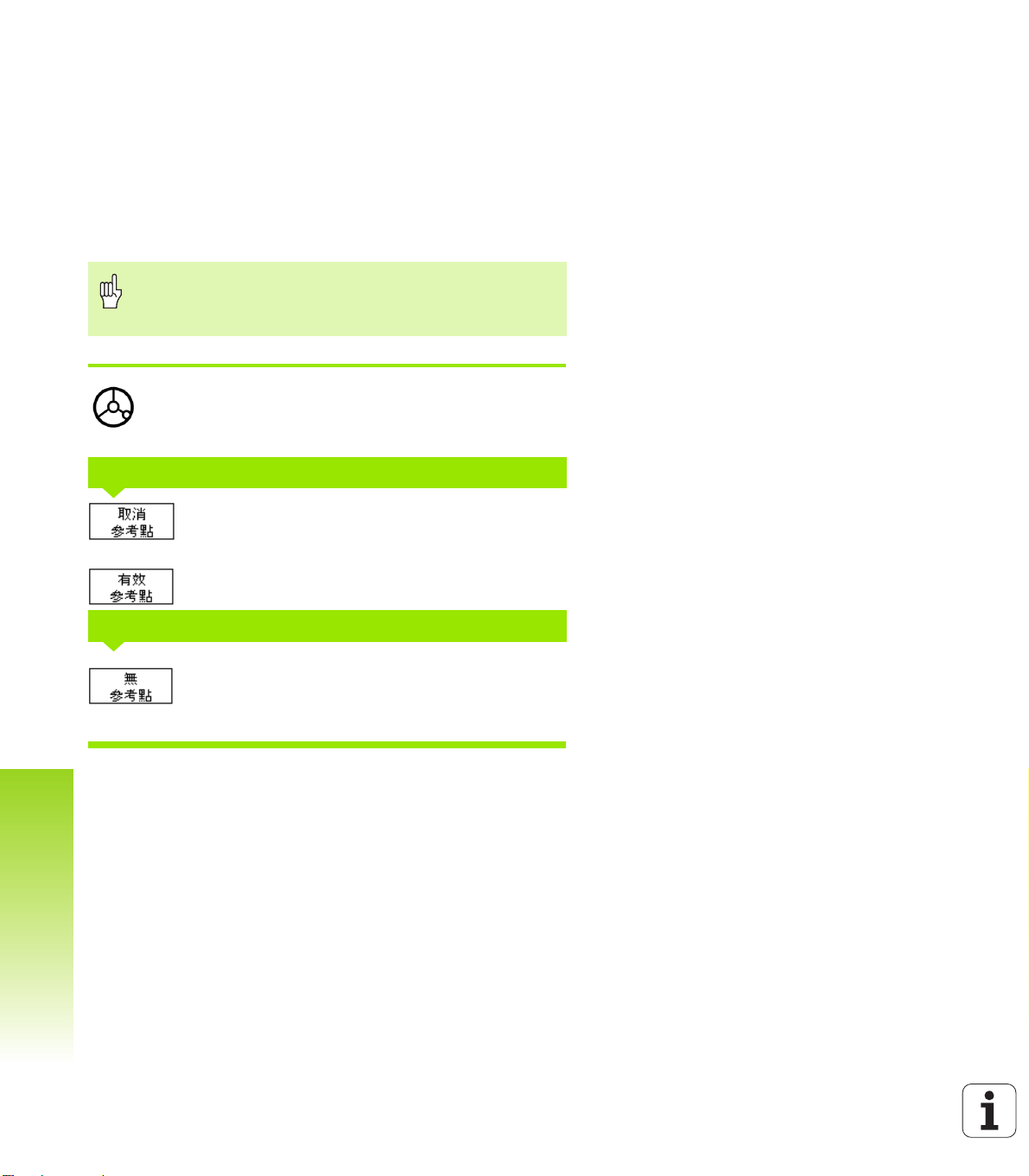
有效 / 失效參考點功能 :
在參考點評定程序上會出現 有效 / 失效參考點切換軟鍵 , 使用者可透
過此功能在編碼器上選擇特定的參考點 . 使用編碼器搭配固定參考點
是很重要的 . 按下 失效參考點 軟鍵時 , 將暫停評定程序 , 在此時任何
通過編碼器的參考點皆會略過 . 按下 有效參考點軟鍵時 , 將會再度啟動
通過下一個參考點評定程序 .
一但所有需要的軸的參考點都建立了 , 按 NO REF 軟鍵退出例行程序 .
毋須通過所有編碼器上的參考點 , 只需通過那些需要的參考點即可 . 如
果所有參考點都找到了 , ND 522/523 將自動返回數值顯示畫面 .
如果 不回參考點 ,ND 522/523 不會儲存工件原點 . 這代表
了 , 電力中斷 ( 關機) 後 , 就無法重新建立軸線偏移位置與
顯示數值的關係 .
I – 2 一般操作 : ND 522/523
-
另一種方法
-
另一種方法
打開電源並按下任意一個鍵
重回參考點 ( 以任意順序 ).
-
按 失效參考點 軟鍵並重回參考點 .
將編碼器移動至想要的固定參考點 . 按 有效參考點 軟
鍵並重回參考點 .
-
請 勿 重回參考點 , 再按 NO REF 不需參考點軟鍵 . 附
註 : 在電力中斷的情況下 , 軸線偏移位置與顯示數值
的關係將會喪失 .
22 I 操作手冊
設定
系統提供設定操作參數的兩種分類 . 兩種分類是 : 分別是工作設定和安
裝設定 . 工作設定參數是針對每一個工作需求提供特定加工需求 . 安裝
設定是在建立編碼器、顯示參數 .
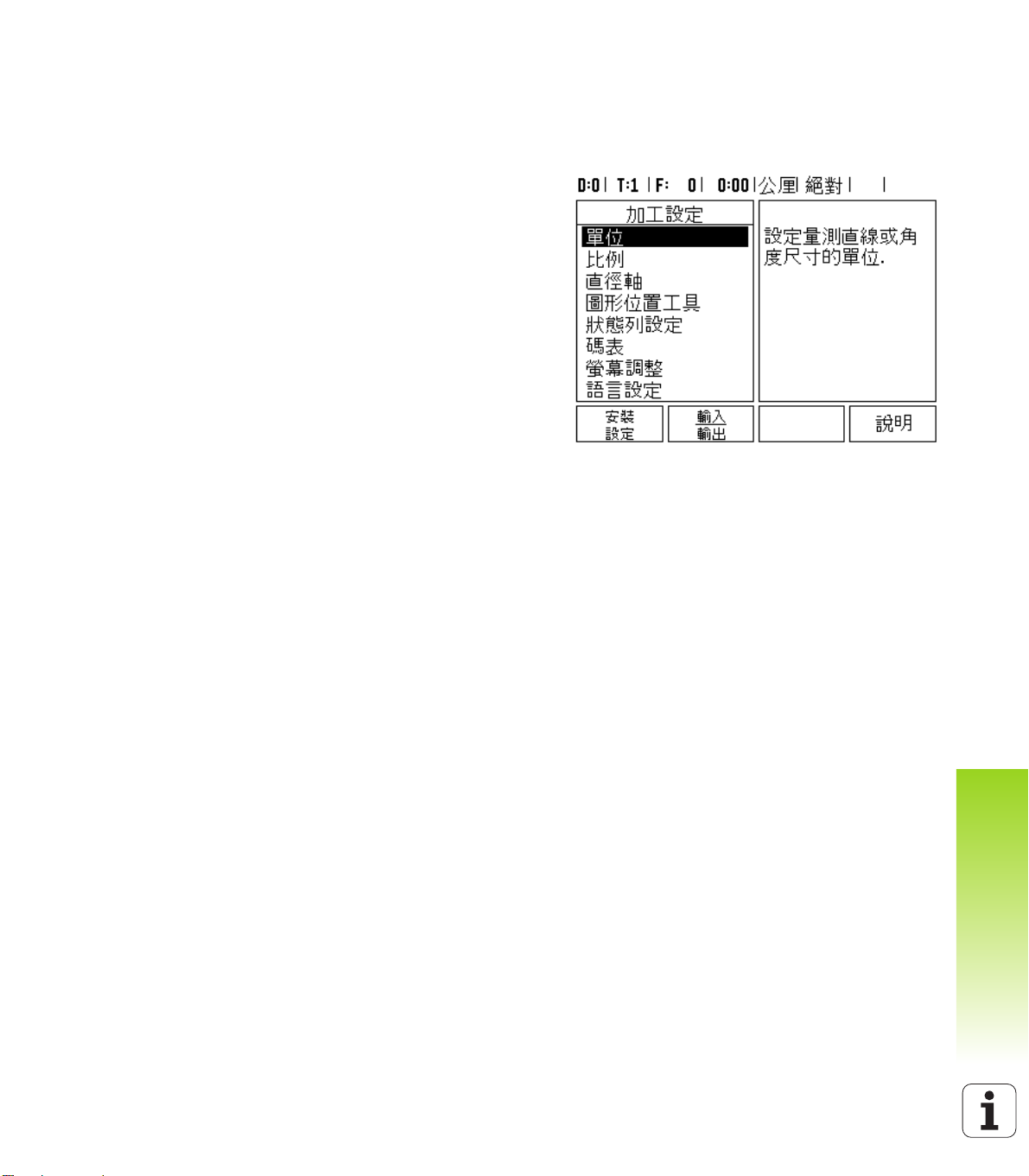
工作設定表單藉由按下 設定 軟鍵進入 . 請參閱圖 圖 I.13. 在工作設定
表單下具備著以下軟鍵功能 :
安裝設定
安裝設定軟鍵 - 按下進入安裝設定參數 .. 請參閱第 71 頁的 " 安裝設
定參數 " 章節 .
輸出 / 輸入
輸入 / 輸出軟鍵 - 按下進入輸入或輸出操作設定參數 .. 請參閱第 26
頁的 " 輸出 / 輸入 " 章節 .
說明
說明軟鍵 - 可打開進行線上說明 .
工作設定參數 :
以 上 / 下箭頭鍵 凸顯出有興趣之參數並按下 輸入鍵以檢視並改變工作
設定參數 .
I – 2 一般操作 : ND 522/523
圖 I.13 用於銑床的工作設定畫面
單位
量測單位
生效 .
U 英吋 / 公厘 - 直線量測數值在直線欄位單位輸入並顯示 切換英吋與公
U 小數、徑度、或角度 / 分 / 秒 (DMS) - 角度欄位將影響角度如何顯示或
ND 522/523 23
用以詳述慣用顯示欄位和格式 . 系統開機時以下這些設定已
厘兩種測量單位 , 按下 英吋 / 公厘 軟鍵 . 使用者亦在實際位置或剩餘
距離模式中 , 藉由按下 英吋 / 公厘 軟鍵選擇量測單位 .
輸入 . 以軟鍵在 小數、徑度 或 DMS 上進行選擇 .
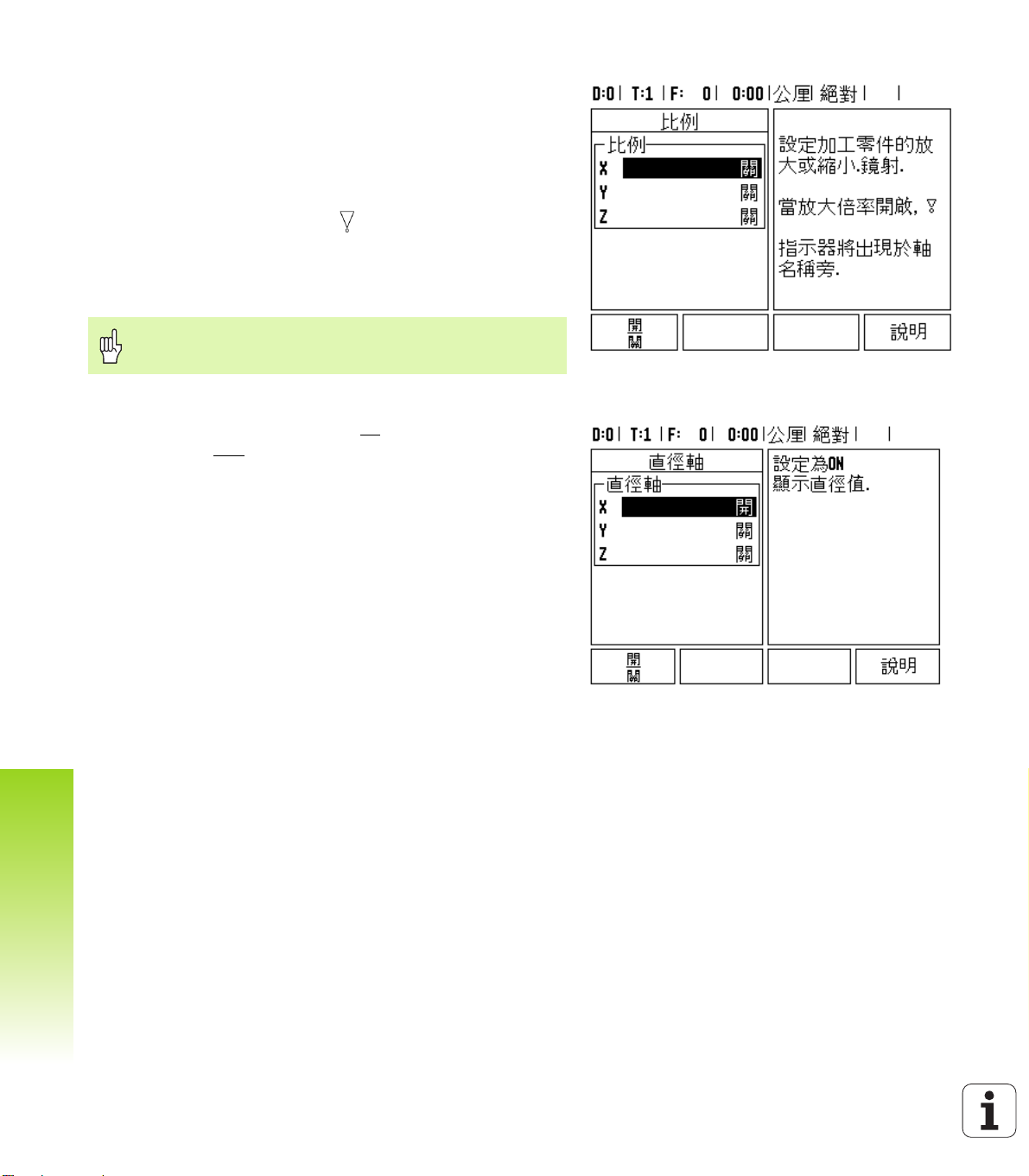
比例係數
比例係數可使用於放大或縮小加工物件的尺寸 . 所有編碼器的位移都
會乘上比例係數 . 如果比例係數設定為 1 時為實際尺寸 . 請參閱圖 圖
I.14.
U 直接輸入大於零之放大倍率 . 數字範圍介於 0.1000 至 10.000 之間。
倍率可為負值 .
U 比例係數將保留直到下次開機 .
U 比例係數不為 1 時 , 將有倍率符號 顯示於座標旁 .
U 可用軟鍵 開 / 關 取消己設定的比例係數
鏡射
比例係數如為負值表示鏡射 . 可同時使用倍率及鏡射 .
I – 2 一般操作 : ND 522/523
直徑軸
直徑軸設定以直徑或半徑數值顯示的軸 . 開
方式顯示 . 當軟鍵 關閉
後 , 半徑 / 直徑功能將停止 . 如需了解車床運用
軟鍵代表軸將以直徑數值
參考請參閱圖 圖 I.15. 半徑 / 直徑功能參考請參閱第 64 頁的 "RX( 半徑
/ 直徑 ) 軟鍵 " 章詳 .
U 移動游標至直徑軸 並按下 輸入鍵 .
U 游標會位於X軸欄位上. 使用者針對軸所需參數, 按下開/關軟鍵以開
啟或關閉功能 .
U 按下輸入鍵 .
圖 I.14 比例係數
圖 I.15 直徑軸表單
24 I 操作手冊
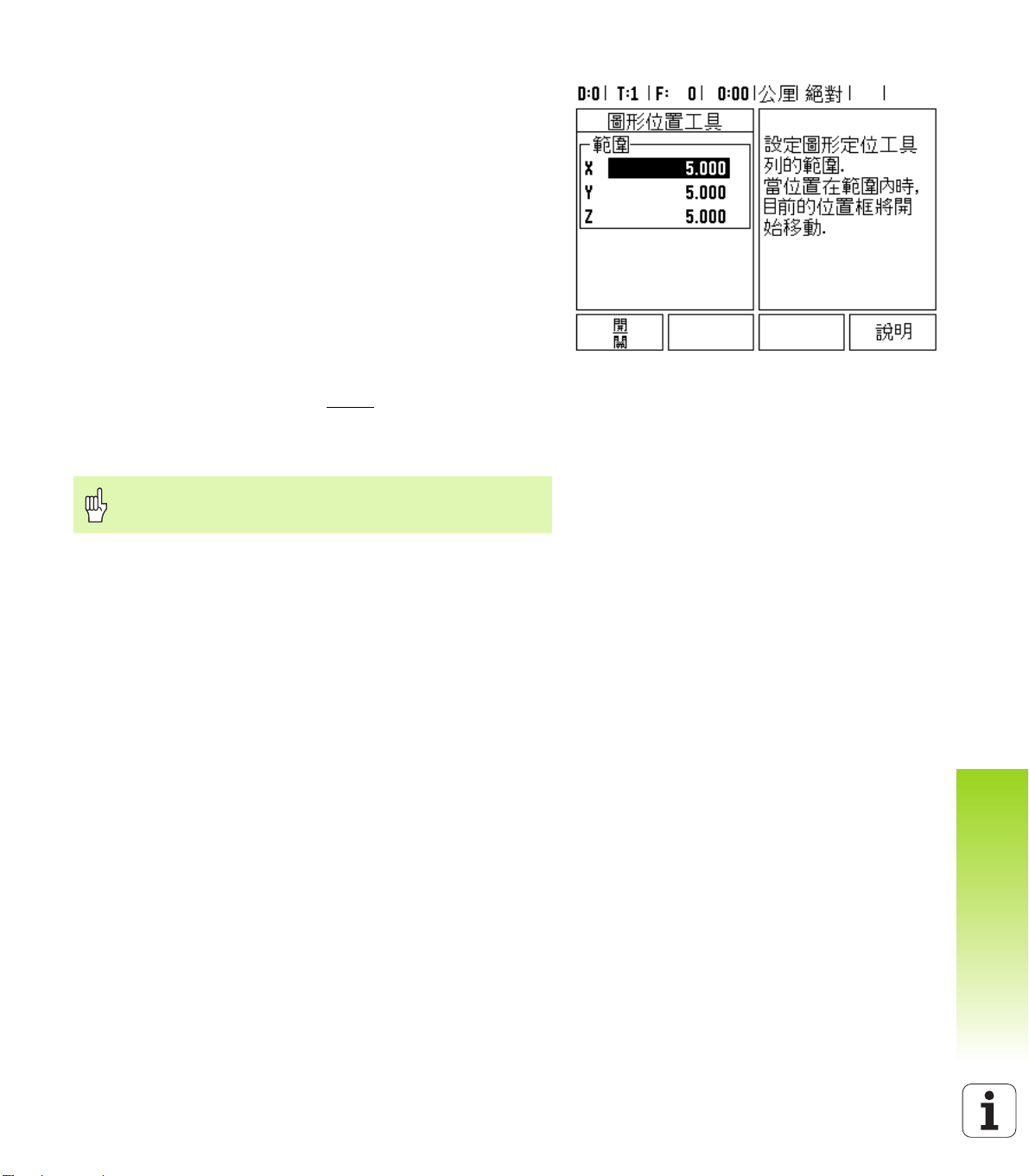
圖形定位工具
繪圖定位工具
表單是應用在剩餘距離模式下 , 顯示於軸線的長條圖表 .
每一軸皆有其範圍 . 請參閱圖 圖 I.16.
U 按 開/關 軟鍵啟動, 或只要使用數字鍵輸入值.當位置在範圍內時,目前
的位置框將開始移動 .
狀態列設定
狀態列位於螢幕的頂端 , 目前的工件原點、刀具、進給率、碼表、以
及頁面指示都會顯示在狀態列中 .
U 針對每個想要顯示的設定按 開 / 關 軟鍵 .
碼表
碼表會以小時 (h)、分鐘 (m)、秒數 (S) 的方式顯示時間 . 運作的方式就
如同顯示已運轉時間的碼表 . 碼表起始時間從 0 點 00 時 00 分開始 .
已運轉時間欄位顯示每個間隔時間的總計時間 .
U 按 開始/ 停止軟鍵. 狀態欄位會顯示 進行中.再按一下停止計算碼表運
轉時間 .
U 按下 重新設定重設已運轉時間 . 如果碼表正在運轉 , 重新設定這個動
作會將碼表停止 .
在操作模式當中按下小數鍵亦將會停止及啟動時鐘 . 按下 "
零 " 鍵將會重設時鐘 .
圖 I.16 圖形定位工具
I – 2 一般操作 : ND 522/523
ND 522/523 25

顯示控制台調整
薄膜螢幕顯示器 (LCD)對比可經由此顯示控制台的上 / 下箭號鍵進
行調整 . 對比可調整至使用者所需 . 此表格也可設定其螢幕保護 . 螢幕
保護為螢幕進入休眠模式的等待時間 . 閒置時間可設定於 30-120 分之
間 . 在持續運作下 , 螢幕保護可被設定為失效 .
語言選項
系統支援多國語言 . 可改變語言選項 :
U 按下 語言 軟鍵直到所要的語言選項出現在軟鍵和表格中 .
U 按下 輸入鍵 確認選擇 .
輸出 / 輸入
參數可以輸出 / 輸入經 USB 連接埠 ( 請參閱第 78 頁的 "USB 連接埠 (
型號 “B”)" 章節 ).
I – 2 一般操作 : ND 522/523
U 按 輸入 / 輸出軟鍵 .
U 按 輸入從 PC 用 USB 輸入 ND 523/522.
U 按 輸出 下傳操作參數至 PC.
U 若要離開 , 請按 C 鍵 .
26 I 操作手冊
軟鍵功能一般操作概述
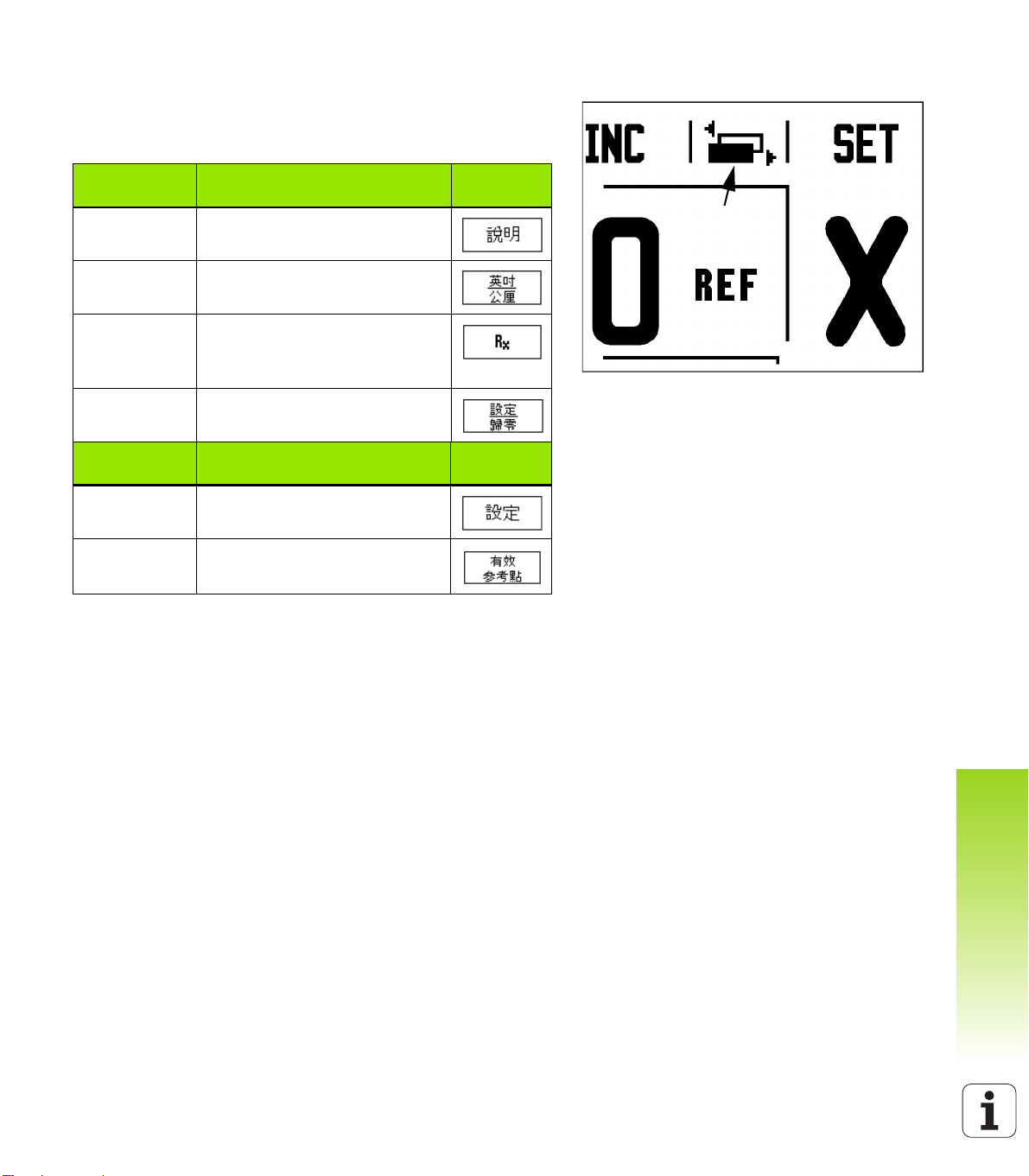
頁面指示
軟鍵功能有兩頁可供選擇 . 使用 左 / 右箭頭鍵控制游標跳至每個頁面 .
狀態列上的頁面指示將顯示頁面方向 . 深色頁面表示您目前所在的頁
面 . 每個鍵皆有參考頁 , 頁中皆有附加資訊 . 請參閱圖 圖 I.17
軟鍵功能頁
面 1
說明 開啟螢幕說明指令 . ( 第 19 頁 )
英吋 / 公厘 藉由按英吋 / 公厘軟鍵以選擇英吋
半徑 / 直徑 藉由按半徑 / 直徑軟鍵以選擇半徑
設定 / 歸零 在設定與歸零兩種功能切換 . 使用
軟鍵功能頁
面 2
設定 開啟工作設定主選單 , 存取安裝設
參考點有效 準備辨識參考點時請按此鍵 . ( 第
軟鍵功能 軟鍵標誌
或公厘 . ( 第 23 頁 )
/ 直徑 ( 只有車床功能才有 ) ( 第 64
頁 )
獨立軸鍵 . ( 第 28 頁 )
軟鍵功能 軟鍵標誌
定軟鍵 . ( 第 23 頁 )
21 頁 )
圖 I.17 頁面指示和設零指示
I – 2 一般操作 : ND 522/523
ND 522/523 27
 Loading...
Loading...