


Bruksanvisning
ND 522/523
Svenska (sv)
2/2011
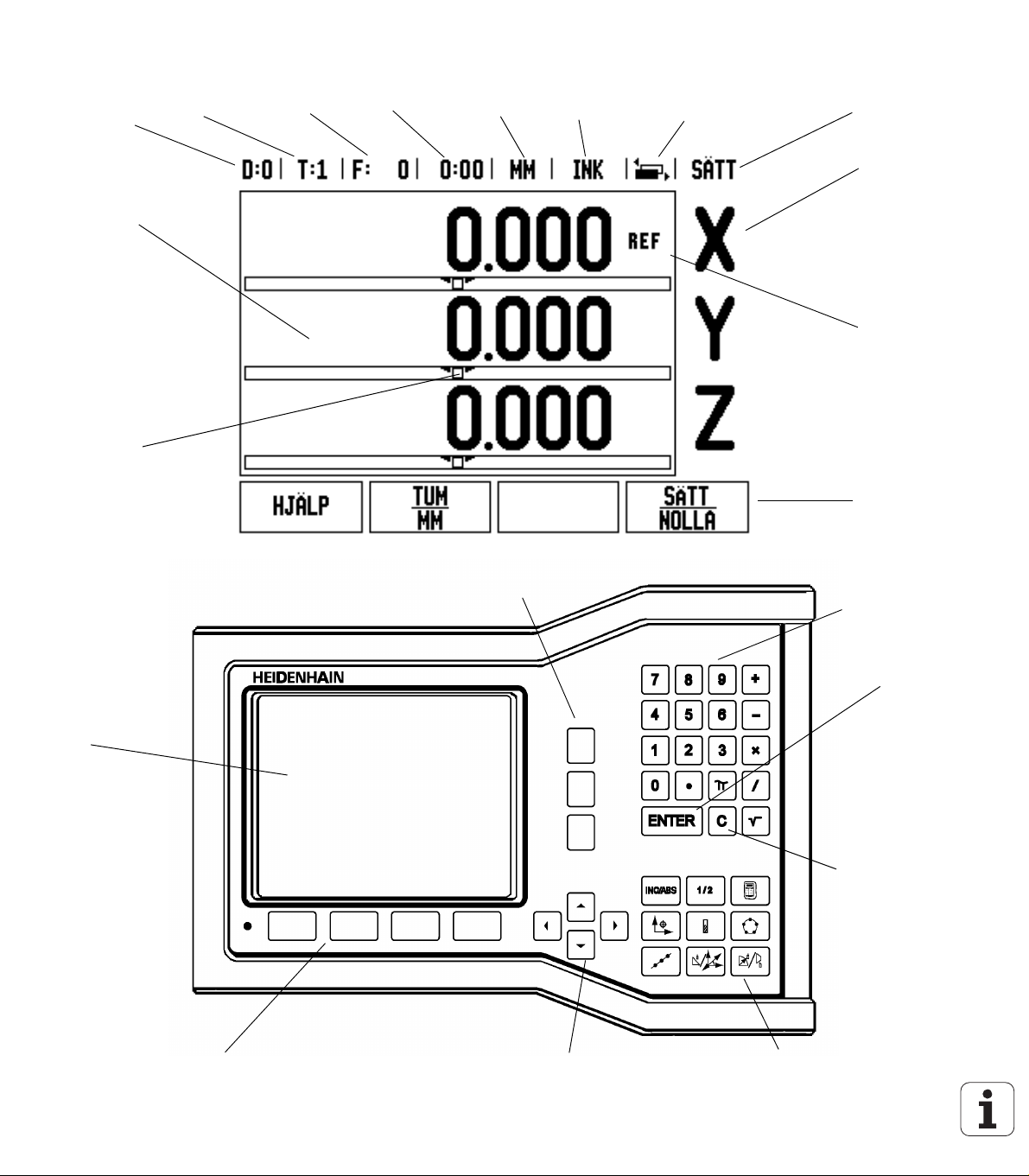
ND 522/523 bildskärm
Symboler i statusraden
Nollpunkt Verktyg Matnings-
hastighet
Presentation
sområde
Grafisk posi-
tionerings-
hjälp
3 axelknappar för att välja mellan X, Y och Z axel
Stoppur Måttenhet Driftarter Sidindikering Sätt/Nolla
Axelbeteckning
Referenssymbol
Softkeyfunktioner
Knappar för
sifferinmatning
Bildskärm
område
Softkeys - rad med knappar under ND 522 - 523
bildskärmen vilkas funktion varierar beroende på
vilket fält som visas över dem i skärmen
Upp/ner pilknappar används även för justering
av bildskärmens kontrast
Enter-knapp
Raderingsknapp
Funktionsknappar
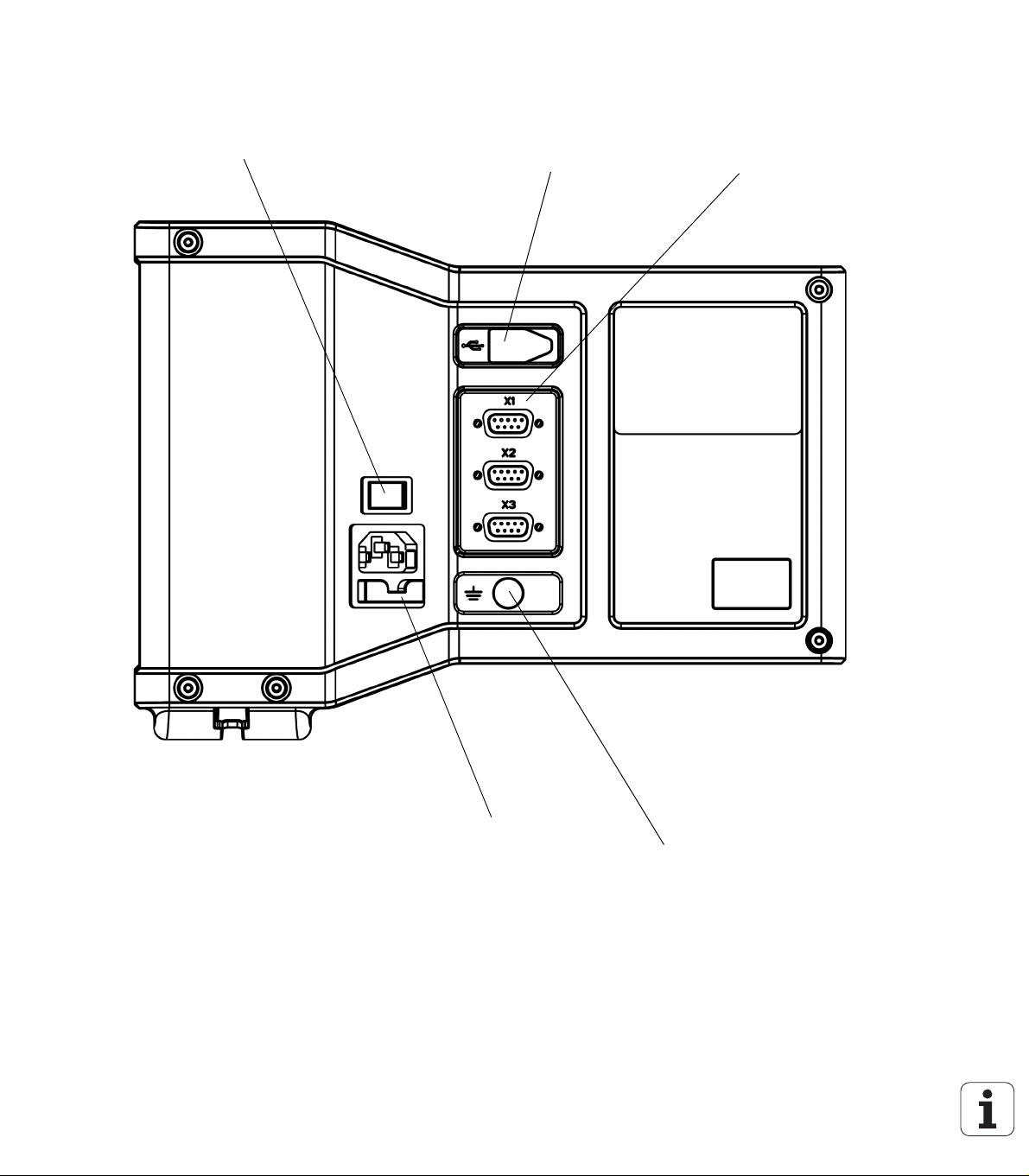
ND 522/523 Baksida
Strömbrytare
USB-port (typ “B”)
Axelingångar
(3 axlig ND 523 visas)
Anslutning strömförsörjning
Jord (skyddsjord)

Introduktion
Mjukvaruversion
Mjukvaruversionen visas i den första bilden efter uppstart.
Denna bruksanvisning täcker funktionerna i ND 522/523
både för fräs och för svarv applikationer. Informationen
om handhavandet är uppdelad i tre sektioner: Generellt
handhavande, frässpecifikt handhavande och
svarvspecifikt handhavande.
ND 522/523
Lägesindikatorns antal axlar.
ND lägesindikator finns tillgänglig i tvåaxligt (ND 522) och
treaxligt (ND 523) utförande. ND 523 lägesindikator
används i denna manual för att illustrera och beskriva
funktionsknappar.
Symboler i noteringarna
Varje notering är markerad med en symbol till vänster som indikerar
vilken typ och/eller vilken betydelse noteringen har.
Allmän information
t.ex. beträffande beteendet i ND 523.
Varning – referera till tillhörande dokument
t.ex. när ett speciellt verktyg krävs för funktionen.
Varning - risk för elektrisk stöt
t.ex. om ett hölje öppnas.
ND 522/523 fonter
Tabellen nedan visar hur olika typer av variabler (softkeys, knappar,
inmatningsformulär och inmatningsfält) visas i denna bruksanvisnings
text:
Softkeys - softkey INSTÄLLNING
Knappar - knapp ENTER
Inmatningsformulär - formulär VINKEL
Inmatningsfält - inmatningsfält RADIE
Data i fält - PÅ
ND 522/523 5
, AV


I Bruksanvisning ..... 11
I – 1 Grunder i positionering ..... 12
Nollpunkter ..... 12
Ärposition, börposition och återstående väg ..... 12
Absoluta arbetsstyckespositioner ..... 13
Inkrementala arbetsstyckespositioner ..... 13
Vinkelreferensaxlar ..... 14
Positionsmätsystem ..... 14
Referensmärken ..... 15
I – 2 Generellt handhavande av ND 522/523 ..... 16
Bildskärmens uppbyggnad ..... 16
Generellt handhavande översikt knappfunktioner ..... 17
Generellt handhavande ..... 18
Driftarter ..... 18
Grafisk positioneringshjälp ..... 19
Online-hjälp ..... 19
Inmatningsformulär ..... 20
Instruktionsfönster meddelanden ..... 20
Felmeddelanden ..... 20
Uppstart ..... 21
Referenssökning ..... 21
FRIGE/SPÄRRA REF funktion ..... 22
Inställning ..... 23
Jobb-inställning parametrar ..... 23
Enheter ..... 23
Skalfaktor ..... 24
Spegling ..... 24
Diameteraxlar ..... 24
Grafisk positioneringshjälp ..... 25
Statusrad Inställning ..... 25
Stoppur ..... 25
Bildskärmsinställning ..... 26
Språk ..... 26
Import/Export ..... 26
DRO meny översikt softkeyfunktioner ..... 27
Utförlig knappbeskrivning för generella funktioner ..... 28
Softkey Sätt/Nolla ..... 28
1/2 Knapp ..... 29
Knappen Kalk ..... 30
ND 522/523 7

I – 3 Frässpecifika funktioner ..... 31
Knappfunktioner detaljerad ..... 31
Knappen Verktyg ..... 31
Import/Export ..... 31
Vektygsradiekompensering ..... 32
Tecken för längddifferensen ΔL ..... 32
Ange verktygsdata (Fig. I.25) ..... 32
Hantering verktygstabell ..... 33
Kalla upp verktygstabellen ..... 35
Verktygsanrop ..... 35
Knappen Nollpunkt ..... 35
Probning med ett verktyg ..... 37
Preset-funktionen ..... 39
Inkremental Preset ..... 43
RPM kalkylator ..... 45
Hålcirkel och hålrader (fräsning) ..... 46
Funktioner för hålbilder ..... 46
Hålcirkel ..... 46
Hålrader ..... 49
Sned & cirkulär fräsning ..... 52
Funktioner för sned och cirkulär fräsning. ..... 52
Sned fräsning ..... 52
Exekvering ..... 53
Cirkulär fräsning ..... 55
I – 4 Svarvspecifika funktioner ..... 58
Knappfunktioner detaljerad ..... 58
Svarvspecifika symboler ..... 58
Knappen Verktyg ..... 58
För att gå in menyn Verktygstabell: ..... 58
Hantering verktygstabell ..... 59
Uppmätning av ställängder via VERKTYG/SÄTT ..... 59
Uppmätning av ställängder via funktionen NOTERA/SÄTT ..... 60
Knappen Nollpunkt ..... 61
Förberedelser: ..... 61
Inställning av nollpunkter via funktionen NOTERA/SÄTT ..... 63
Knappen Konkalkylator ..... 64
Preset-funktionen ..... 65
(Radie/Diameter) softkey ..... 65
R
X
Knappen Vektorisering ..... 66
Z koppling (endast för svarvapplikationer) ..... 67
Frige Z koppling ..... 67
Ta bort Z koppling ..... 67
8

II Teknisk information ..... 69
II – 1 Installation och elektrisk anslutning ..... 70
Ingående komponenter ..... 70
Tillbehör ..... 70
ND 522/523 Lägesindikator ..... 70
Montageförhållanden ..... 70
Installation ..... 70
Elektrisk anslutning ..... 70
Elektriska krav ..... 71
Omgivning ..... 71
Inkoppling av kontakt för matningspänning (se Fig. II.1) ..... 71
Förebyggande underhåll ..... 71
Anslutning av mätsystem ..... 72
Stiftbeläggning för mätsystemsingångar. ..... 72
II – 2 Installationsinställning ..... 73
Installationsinställning parametrar ..... 73
Mätsystemsinställning ..... 73
Bildskärmskonfiguration ..... 74
Koppling ..... 74
Felkompensering ..... 75
Linjär felkompensering ..... 75
Icke-linjär felkompensering ..... 76
Konfigurera kompenseringstabellen ..... 77
Avläsa grafen ..... 77
Visa kompenseringstabellen ..... 77
Exportera den aktuella kompenseringstabellen ..... 77
Importera en ny kompenseringstabell ..... 77
Glappkompensering ..... 78
Indikatorinställningar ..... 79
Diagnostik ..... 79
Knappsatstest ..... 79
Bildskärmstest ..... 79
II – 3 Mätsystemsparametrar ..... 80
Exempel på inställningar för HEIDENHAIN linjära mätsystem ..... 80
Exempel på inställningar för HEIDENHAIN roterande mätsystem ..... 80
Exempel på inställningar för HEIDENHAIN vinkelmätsystem ..... 81
II – 4 Datagränssnitt ..... 82
USB-port (typ “B”) ..... 83
Extern manövrering via USB-porten ..... 83
ND 522/523 9

II – 5 Mätvärdesutgång ..... 85
II – 6 Specifikationer för fräsning ..... 87
II – 7 Specifikationer för svarvning ..... 88
II – 8 Dimensioner ..... 89
II – 9 Tillbehör ..... 90
Tillbehör ID-nummer ..... 90
ND 522/523 Handtag ID 618025-01 ..... 90
10
Bruksanvisning
ND 522/523 11
I – 1 Grunder i positionering
Nollpunkter
I detaljritningen finns normalt en specifik punkt på arbetsstycket
(oftast ett hörn) som utgör den absoluta nollpunkten och kanske en
eller flera andra punkter som relativa nollpunkter.
Vid inställning av nollpunkten bestäms dessa tre punkter som
utgångspunkt/origo för det absoluta eller relativa koordinatsystemets.
Arbetsstycket, som är uppriktat så att lämpliga sidor är parallella med
maskinens axlar, förflyttas till en specifik position i förhållande till
verktyget och positionsvärdet i bildskärmen sätts antingen till noll eller
till ett annat lämpligt värde (t.ex., för att kompensera för verktygets
radie).
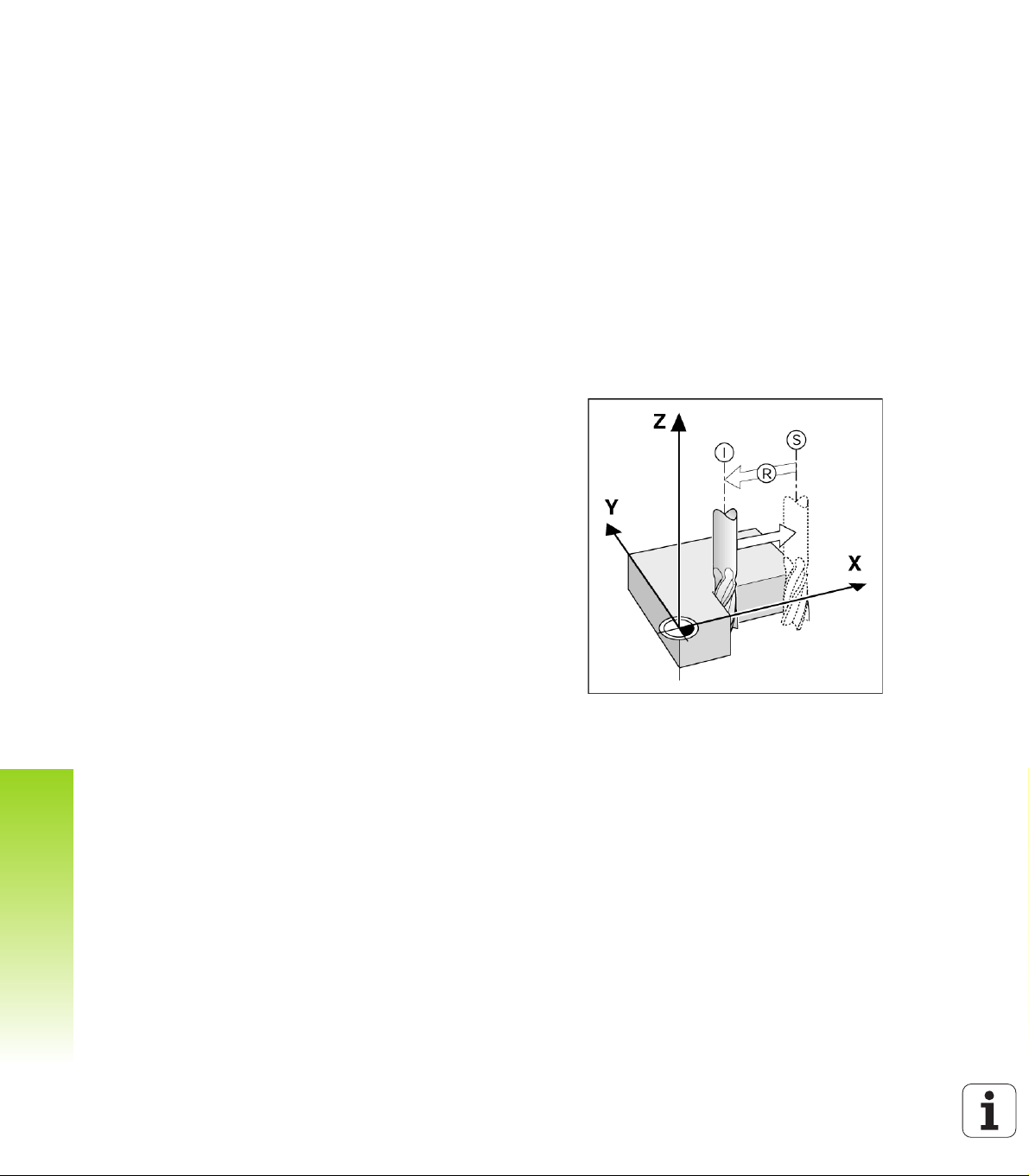
Ärposition, börposition och återstående väg
Den position som verktyget för tillfället befinner sig i kallas för
I – 1 Grunder i positionering
ärposition samtidigt som den position som verktyget skall förflyttas
till kallas för börposition. Avståndet från ärpositionen till
börpositionen kallas för återstående väg (inkremental). Se Fig. I.1
Fig. I.1 Börposition S, ärposition I och återstående
väg R
12 I Bruksanvisning
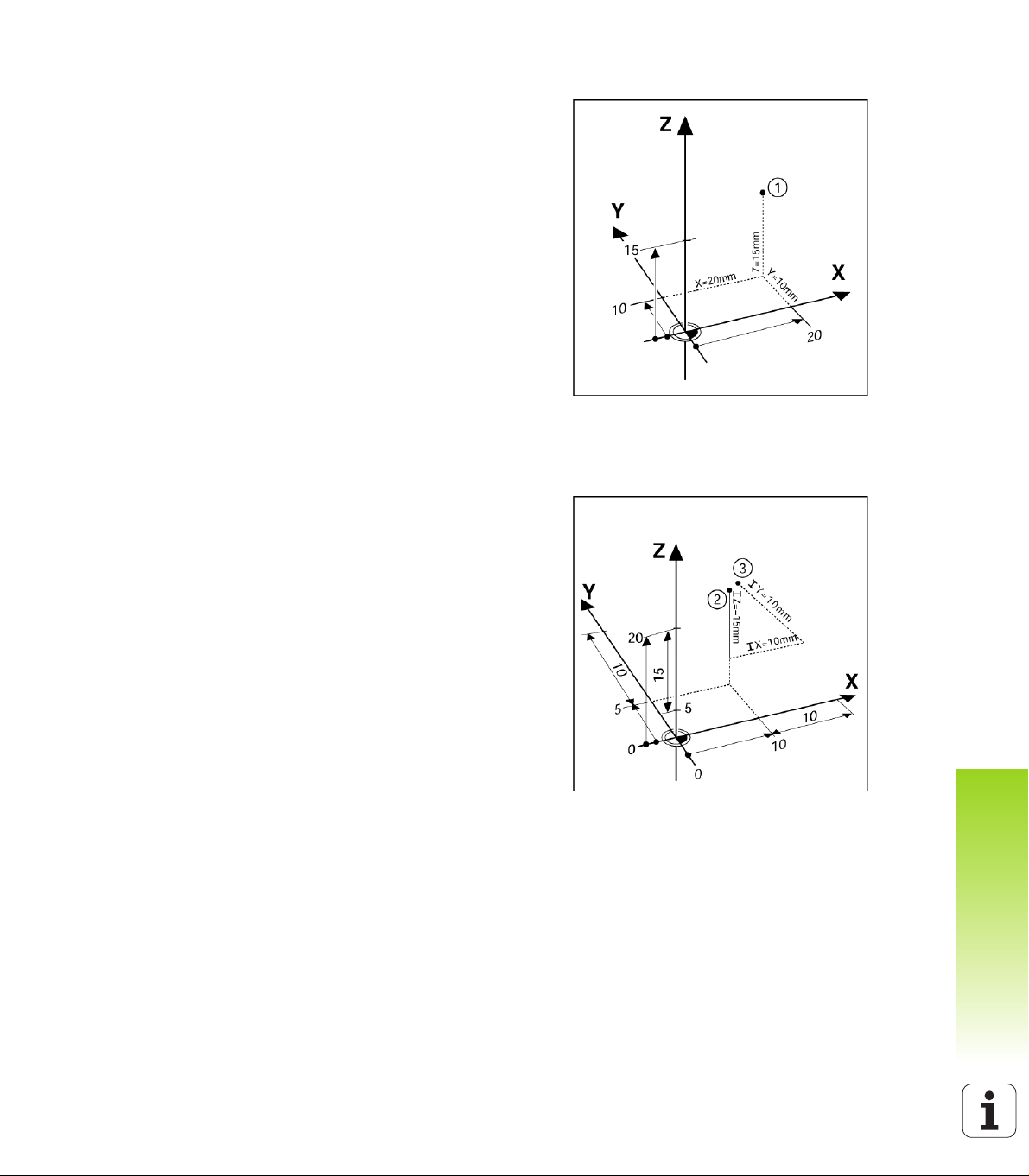
Absoluta arbetsstyckespositioner
Varje position på arbetsstycket är entydigt bestämd via sina absoluta
koordinater. Se Fig. I.2.
Exempel: Absoluta koordinater för position 1:
X = 20 mm
Y = 10 mm
Z = 15 mm
Om du borrar eller fräser ett arbetsstycke efter en detaljritning med
absoluta koordinater, flyttar du verktyget till de absoluta
koordinaterna.
Inkrementala arbetsstyckespositioner
En position kan också utgå från en föregående börposition. I detta fall
är den relativa utgångspunkten alltid den senaste börpositionen.
Sådana koordinater kallas för inkrementala koordinater (inkremental
= förändring). De kallas även inkrementala eller kedjemått (eftersom
positionerna definieras som en kedja av mått). Inkrementala
koordinater betecknas med prefixet I.
Exempel: Inkrementala koordinater för position 3 utgår från position 2.
Se Fig. I.3
.
Absoluta koordinater för position 2:
X = 10 mm
Y = 5 mm
Z = 20 mm
Inkrementala koordinater för position 3:
IX = 10 mm
IY = 10 mm
IZ = –15 mm
Om du borrar eller fräser ett arbetsstycke efter en ritning med
inkrementala koordinater, flyttar du verktyget med en sträcka som
motsvarar koordinatens värde.
Fig. I.2 Position 1 definition via absoluta koordinater
Fig. I.3 Position 3 använder inkrementala
koordinater
I – 1 Grunder i positionering
ND 522/523 13

Vinkelreferensaxlar
Vinkelreferensaxeln är nollgraderspositionen. Den definieras som en
av de två axlarna i rotationsplanet. Följande tabell anger
vinkelreferensaxeln för de tre möjliga rotationsplanen.
För vinkelpositioner definieras följande referensaxlar:
Plan Vinkelreferensaxlar
XY +X
YZ +Y
ZX +Z
Positiv rotationsriktning är moturs riktning om man ser
bearbetningsplanet i negativ verktygsaxelriktning. Se Fig. I.4.
Exempel: Vinkel i bearbetningsplanet X / Y
I – 1 Grunder i positionering
Vinkel Motsvarar...
+ 45° ... diagonal linje mellan +X och +Y
+/– 180° ... negativ X axel
- 270° ... positiv Y axel
Positionsmätsystem
Positionsmätsystemen omvandlar maskinens rörelser till elektriska
signaler. ND 522/523 utvärderar kontinuerligt dessa signaler och
beräknar maskinaxlarnas ärpositioner, vilka den visar som siffervärden
i skärmen. Se Fig. I.5.
Vid ett strömavbrott kommer den beräknade positionen inte längre att
överensstämma med den ärpositionen. När strömmen slås på igen
kan du återskapa förhållandet med hjälp av referensmärkena i
mätsystemen och utvärderingsfunktionen för referensmärken i
ND 522/523 (REF).
Fig. I.4 Vinkel och vinkelreferensaxel, t.ex. i X / Y-
planet
Fig. I.5 Linjär skala, här i X-axeln
14 I Bruksanvisning
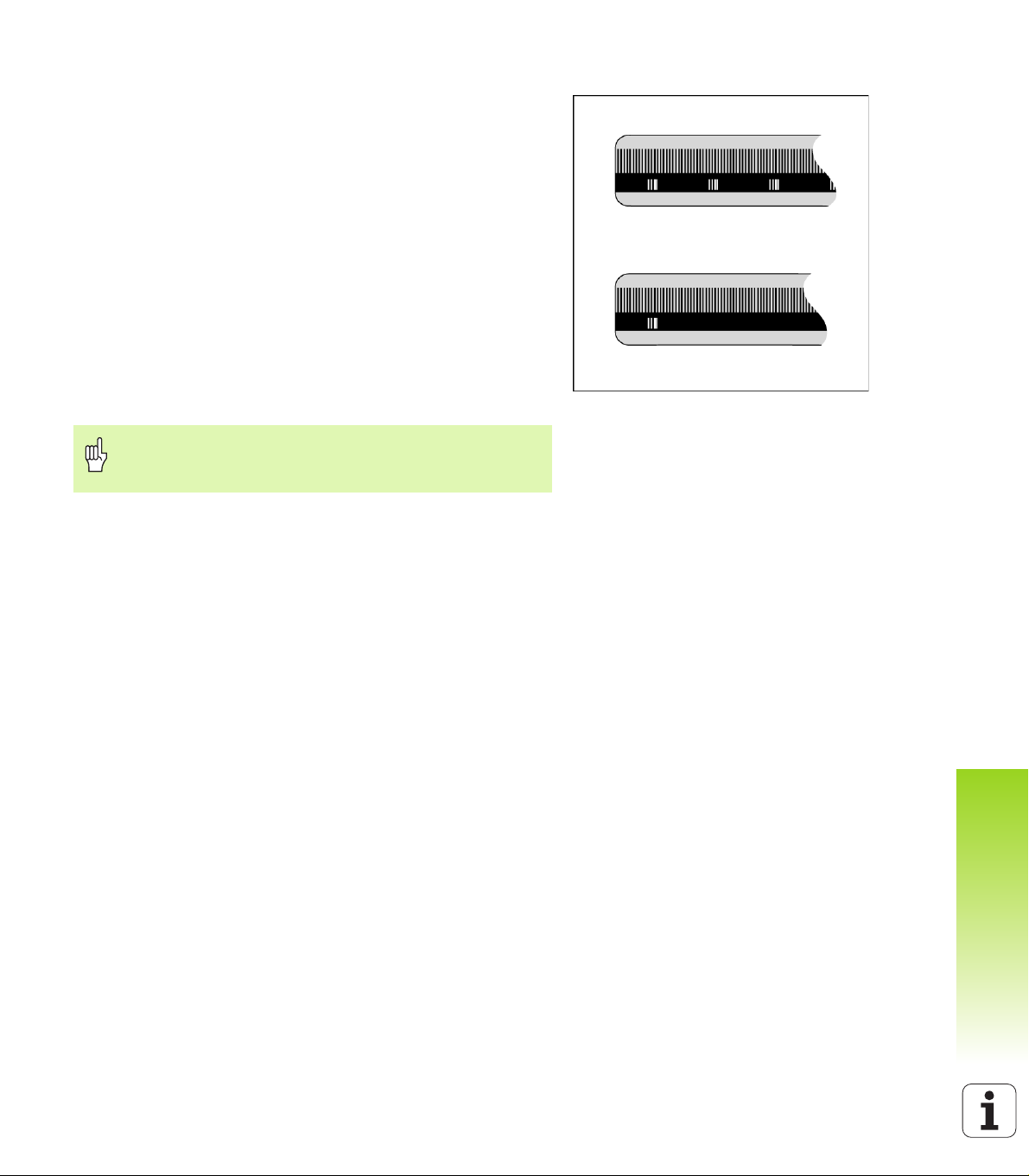
Referensmärken
Mätsystem är normalt försedda med ett eller flera referensmärken (se
Fig. I.6), vilka används av utvärderingsfunktionen för referensmärken i
ND 522/523 för att återskapa nollpunkternas positioner efter ett
strömavbrott. Det finns två huvudtyper av referensmärken; fasta och
avståndskodade.
Mätsystem med avståndskodade referensmärken har
referensmärken med olika inbördes avstånd vilket gör det möjligt för
ND 522/523 att använda två godtyckliga referensmärken längs med
skalans längd för att återskapa de lagrade nollpunkterna. Denna
konfiguration betyder att operatören bara behöver förflytta axeln en
kort sträcka, var som helst på skalan, för att återskapa nollpunkterna
när ND 522/523 startas.
Mätsystem med fasta referensmärken är försedda med ett eller flera
referensmärken med fast delning. För att återställa nollpunkterna
korrekt behöver man använda samma referensmärke vid
referenssökningen som användes när nollpunkterna bestämdes för
första gången.
Nollpunktsinställningen kan inte återskapas efter ett
strömavbrott om referensmärkena inte passerades före
inställningen av nollpunkten.
Fig. I.6 Linjära skalor: med avståndskodade
referensmärken (den övre bilden) och ett
referensmärke (den nedre bilden)
I – 1 Grunder i positionering
ND 522/523 15
I – 2 Generellt handhavande av
Symboler i statusraden
Nollpunkt Verktyg Matnings-
hastighet
Stoppur Måttenhet Driftarter Sidindikering Sätt/Nolla
Axelbeteckningar
Presentationsområde
Referenssymboler
Grafisk
positioneringshjälp
(endast í
driftart Återstående
väg)
Softkeys
ND 522/523
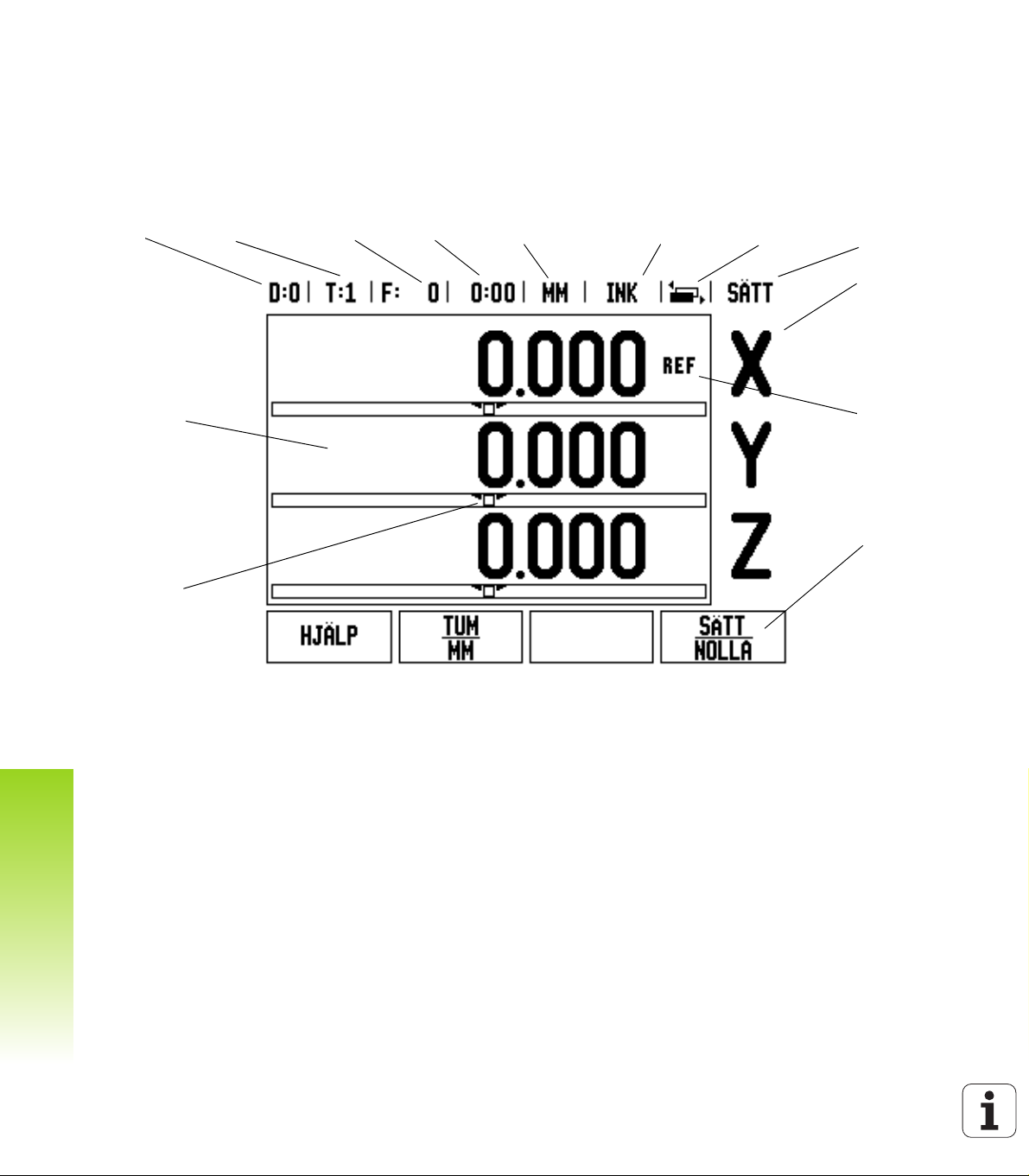
Bildskärmens uppbyggnad
I – 2 Generellt handhavande av ND 522/523
ND 522/523 lägesindikator erbjuder applikationsspecifika funktioner
som ger dig mesta möjliga produktivitet från din manuella
verktygsmaskin.
Statusrad - Visar den aktuella nollpunkten, verktyget,
matningshastigheten, stoppur, måttenhet, status för ärvärde eller
återstående väg (inkremental), sidindikering och inställning/
nollställning. Se Jobb-inställning för detaljerad information om
inställning av statusradens parametrar.
Presentationsområde - Indikerar respektive axels aktuella position.
Visar även inmatningsformulär, inmatningsfält, instruktioner,
felmeddelanden och hjälptexter.
Axelbeteckning - Indikerar vilken axel som är kopplad till respektive
axelknapp.
Referenssymboler - Indikerar den aktuella statusen för
referensmärken.
Softkeys - Indikerar de olika fräs- eller svarvfunktionerna.
16 I Bruksanvisning
Generellt handhavande översikt knappfunktioner
Nedan följer en lista med knappar som är placerade på
lägesindikatorns panel och en beskrivning av deras funktioner.
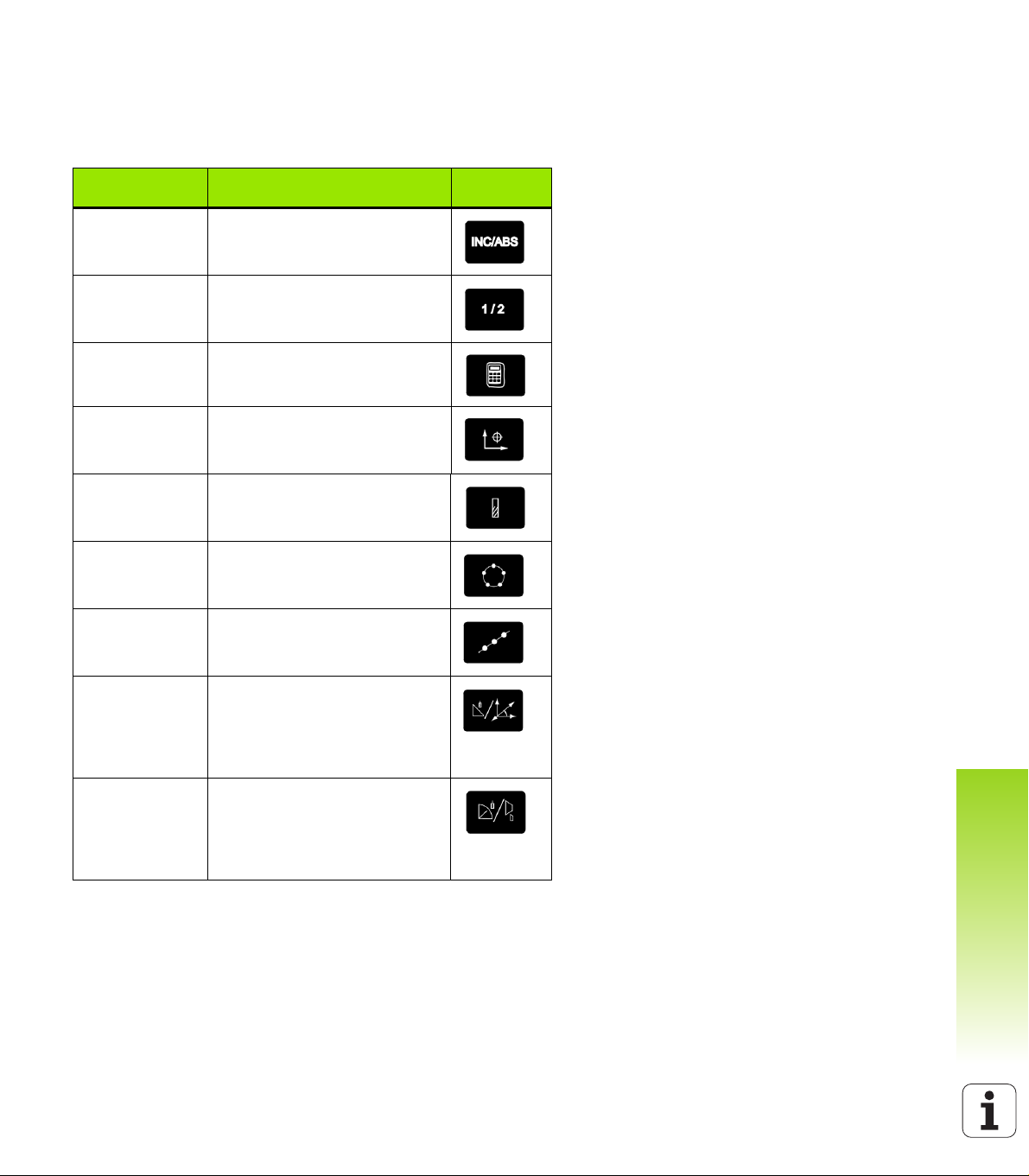
Knappar sida 1 Knappfunktion Knapp-
symbol
INKREMENTAL/
ABSOLUT
Växlar mellan driftarterna
Återstående väg(inkrementalt)/
Ärvärde(absolut). (Sida 18)
1/2 (ENDAST
FRÄSFUNKTION)
KALK Öppnar kalkylatorfunktionerna.
NOLLPUNKT Öppnar formuläret NOLLPUNKT
VERKTYG Öppnar VERKTYGSTABELLEN.
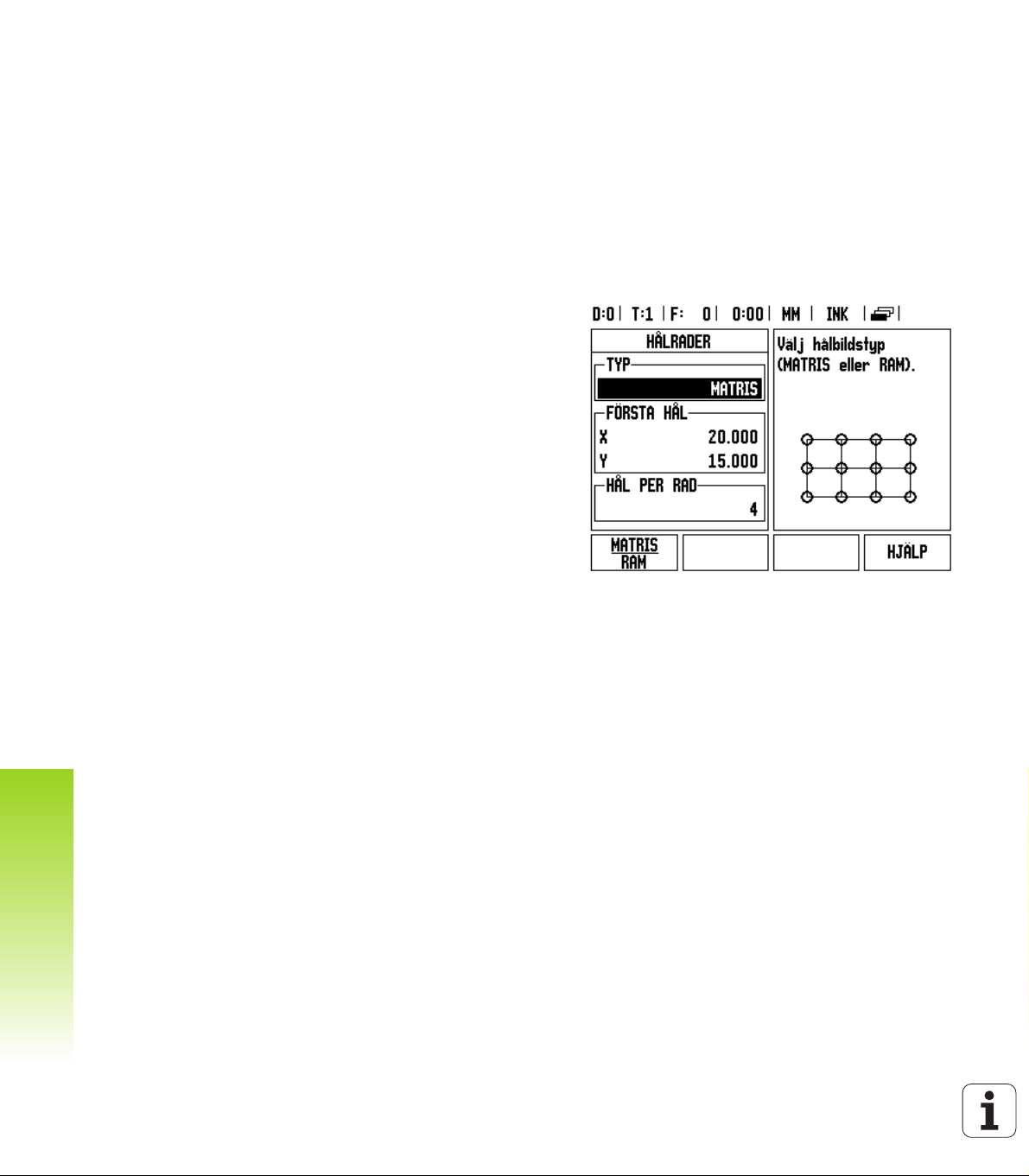
HÅLCIRKEL Öppnar formuläret HÅLCIRKEL.
HÅLRADER Öppnar formuläret HÅLRADER.
SNED FRÄSNING,
ELLER
VEKTORISERING
Används för att dividera den
aktuella positionen med två.
(Sida 29)
(Sida 30)
för att ställa in nollpunkten i
respektive axel. (Sida 35)
(Sida 31 för fräsning. Sida 58 för
svarvning)
Detta beräknar hålpositionerna
(Sida 46) för fräsning
Detta beräknar hålpositionerna
(Sida 49) för fräsning
Öppnar formuläret SNED
FRÄSNING (Sida 52) för fräsning
eller formuläret
VEKTORISERING (Sida 66) för
svarvning
I – 2 Generellt handhavande av ND 522/523
CIRKELFRÄSNING
ELLER
KONBERÄKNING
ND 522/523 17
Öppnar formuläret
CIRKELFRÄSNING (Sida 55) för
fräsning eller formuläret
KONBERÄKNING (Sida 64) för
svarvning
Generellt handhavande
Använd sifferknapparna för att mata in siffervärden i respektive fält.
Knappen ENTER bekräftar en inmatning i ett inmatningsfält och
återgår till föregående bild.
Tryck på C-knappen för att radera inmatningar eller felmeddelanden
och återgå till föregående bild.
SOFTKEYS visar de olika fräs- eller svarvfunktionerna. Dessa
funktioner väljs genom att trycka på den softkey som är placerad vid
den önskade softkeybeskrivningen. Det finns 2 sidor med valbara
softkeyfunktioner. Man växlar mellan dem med hjälp av knapparna
PIL VÄNSTER/HÖGER.
Knapparna PIL VÄNSTER/HÖGER bläddrar mellan sida 1 och 2 med
funktioner som kan väljas via softkeys. Den aktuella sidan kommer
att markeras i statusraden i bildskärmens överkant.
Använd knapparna PIL UPP/NER för att växla mellan de olika
inmatningsfälten i inmatningsformulär och listor i en meny.
Markören styrs på ett sådant sätt att den återgår till toppen när den
har nått menyns slut.
Driftarter
ND 522/523 har två driftarter: Återstående väg (INKREMENTAL) och
Ärvärde (ABSOLUT). Funktionen Återstående väg (som kallas för
inkrementalt i denna manual) ger dig möjlighet att köra till
börpositionen genom att helt enkelt förflytta axeln till det presenterade
värdet noll. När du arbetar i inkremental driftart kan du ange
börkoordinaterna antingen som absoluta eller inkrementala värden.
I – 2 Generellt handhavande av ND 522/523
Funktionen ärvärde (kallas för absolut i denna manual) visar alltid
verktygets aktuella position i förhållande till den aktiva nollpunkten. I
denna driftart sker alla förflyttningar genom att köra tills det
presenterade positionsvärdet motsvarar den önskade börpositionen.
I driftart Absolut, om ND 522/523 är konfigurerad för fräsapplikationer,
är endast verktygslängdkompensering aktiv. Både radie och
längdkompensering används i driftart Återstående väg för att beräkna
hur lång "återstående väg" som behövs för att köra den kant på
verktyget som utför bearbetningen till den önskade börpositionen.
Om ND 522/523 är konfigurerad för svarvning, används alla ställängder
i både driftart Ärvärde och Återstående väg.
Tryck på knappen INKREMENTAL/ABSOLUT (Se Fig. I.7)för att växla mellan
de båda driftarterna. För att visa softkeyfunktionerna i antingen driftart
Inkremental eller Absolut, använd knapparna PIL VÄNSTER/HÖGER.
Svarvapplikationen erbjuder en snabb metod att koppla ihop Z axlarnas
positioner i ett treaxligt system. Se "Frige Z koppling" på sida 67.
Fig. I.7 Återstående väg (INKREMENTAL) / Ärvärde
(ABSOLUT) knappen
18 I Bruksanvisning
Grafisk positioneringshjälp
När du kör till positionsvärdet noll (i driftart inkremental), visar
ND 522/523 en grafisk positioneringshjälp. Se Fig. I.8.
ND 522/523 visar den grafiska positioneringshjälpen i en liten smal
rektangel under den för tillfället aktiva axeln. Två triangelformade
märken i rektangelns mitt symboliserar den börposition som du vill
köra till.
En liten kvadrat representerar axelpositionen. En pil som indikerar
rörelseriktningen visas i kvadraten när axeln förflyttas. Du kan enkelt
avläsa om du kör mot eller bort från börpositionen. Observera att
kvadraten inte börjar röra på sig innan axeln är nära börpositionen. För
inställning av den grafiska positioneringshjälpen. Se "Grafisk
positioneringshjälp" på sida 25 under Jobb-inställning.
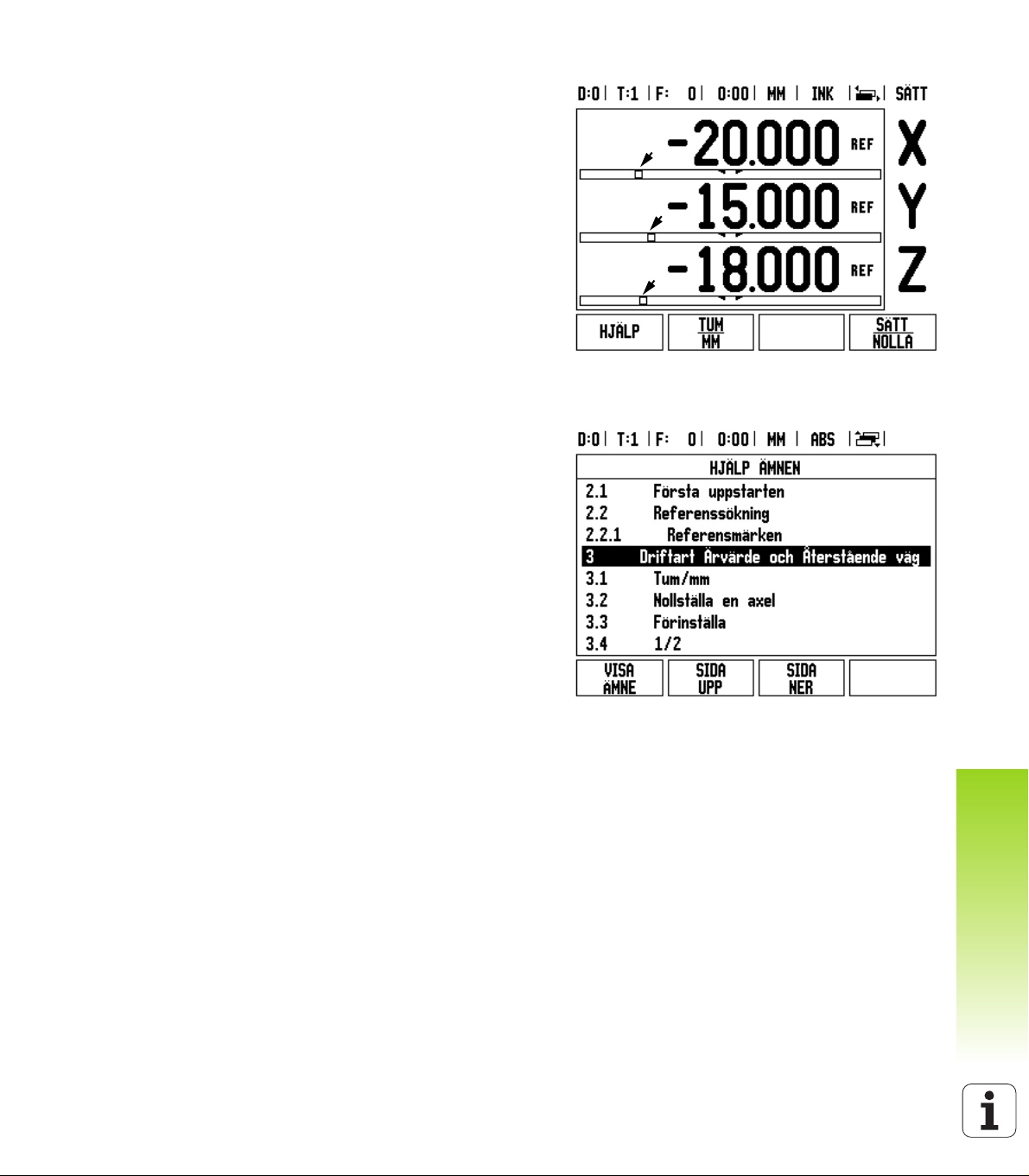
Online-hjälp
Den integrerade bruksanvisning ger information och hjälp i alla
situationer. Se Fig. I.9
För att kalla upp bruksanvisningen:
U Tryck på HJÄLP softkeyn.
U Information som är relevant för den aktuella situationen visas.
U Använd knapparna PIL UPP/NER om beskrivningarna är uppdelade på
flera bildskärmssidor.
För att läsa information om ett annat ämne:
U Tryck på softkey ÄMNESLISTA.
U Tryck på softkey PIL UPP/NER för att bläddra genom
innehållsförteckningen.
U Tryck på knappen ENTER för att selektera det önskade ämnet.
För att lämna bruksanvisningen:
U Tryck på knappen C.
Fig. I.8 Grafisk positioneringshjälp under
användning (se pilarna)
I – 2 Generellt handhavande av ND 522/523
Fig. I.9 Lista med ämnen i Hjälp-mode
ND 522/523 19
Inmatningsformulär
Information som behövs för olika funktioner och
inställningsparametrar matas in via datainmatningsformulär. Dessa
formulär kommer att visas efter att en funktion som behöver
ytterligare information har valts. Varje formulär erbjuder specifika fält
för inmatning av den nödvändiga informationen.
Du måste bekräfta dina ändringar genom att trycka på knappen ENTER
för att de skall få effekt. Om du inte vill spara dina ändringar, tryck på
knappen C för att återgå till föregående menybild utan att spara
ändringarna.
Instruktionsfönster meddelanden
När en meny eller ett formulär är öppet kommer ett
informationsfönster också öppnas på dess högra sida. Detta
instruktionsfönster kommer att ge information till operatören om vad
den valda funktionen gör samt visa instruktioner för de olika
inmatningsmöjligheterna. Se Fig. I.10
Fig. I.10 Exempel på inmatningsformulär och
I – 2 Generellt handhavande av ND 522/523
instruktionsfönster
Felmeddelanden
Om ett fel inträffar när du arbetar med ND 522/523, kommer
meddelandet att visas i bildskärmen och ge en beskrivning av vad som
orsakade felet.
För att radera felmeddelandet:
U Tryck på knappen C.
20 I Bruksanvisning

Uppstart
Tryck på strömbrytaren (placerad på baksidan). Den
första bildskärmssidan kommer att visas. Se Fig. I.11
(Denna bildskärmssida kommer endast att visas den
absolut första gången som enheten startas. Följande
steg kan redan ha slutförts av installatören).
Välj lämpligt språk genom att trycka på softkey
LANGUAGE.
Välj önskad applikation, antingen FRÄS eller SVARV.
Softkey APPLIK. [FRÄS/SVARV] växlar mellan dessa
båda inställningar.
Välj sedan det önskade antalet axlar. När det är
klart, tryck på knappen ENTER.
Om det skulle behövas kan du växla applikation vid ett
senare tillfälle i Installationssetup under
Indikatorinställningar.
Din ND 522/523 är nu redo för användning och befinner sig i driftart
Absolut. Alla aktiva axlar kommer att ha en blinkande “REF”symbol. I
detta läge bör referenssökningen utföras.
Referenssökning
Fig. I.11 Startbild
Utvärderingen av referensmärken i ND 522/523 gör det möjligt att
återställa förhållandet mellan axlarnas positioner och de presenterade
positionsvärdena som du senast definierade genom inställning av
nollpunkten.
Om ett axelmätsystem är försett med referensmärken, kommer REF
indikeringen att blinka. Se Fig. I.12. Efter passering av
referensmärkena kommer REF-indikeringen att sluta blinka.
Arbeta utan utvärdering av referensmärken
Du kan även använda ND 522/523 utan att passera referensmärkena.
Tryck på softkey INGEN REF för att gå ur funktionen för sökning av
referensmärken och fortsätta.
Du kan fortfarande passera referenspunkterna vid ett senare tillfälle
om det skulle bli nödvändigt att definiera nollpunkter som kan
återskapas efter ett strömavbrott. Tryck på softkey FRIGE REF för att
aktivera funktionen för utvärdering av referensmärken.
Om ett mätsystem har parametrerats utan
referensmärken, kommer REF-indikeringen inte att visas
och nollpunkterna kommer att förloras efter strömavbrott.
ND 522/523 21
-
Fig. I.12 Bildskärm vid referenssökning
I – 2 Generellt handhavande av ND 522/523
FRIGE/SPÄRRA REF funktion
Den växlingsbara softkeyn FRIGE/SPÄRRA, som visas i samband med
utvärderingsfunktionen för referensmärken, ger operatören möjlighet
att välja ett specifikt referensmärke i ett mätsystem. Detta är viktigt
vid användning av mätsystem med fasta referensmärken. När softkey
SPÄRRA REF trycks in, stoppas utvärderingsfunktionen för
referensmärken och alla referensmärken som passeras ignoreras. När
softkey FRIGE REF sedan trycks in, kommer utvärderingsrutinen för
referensmärken åter att aktiveras och nästa referensmärke som
passeras blir selekterat.
Så snart referensmärken har hittats i alla önskade axlar, tryck på
INGEN REF softkeyn för att avsluta funktionen. Du behöver inte passera
referensmärken i alla mätsystem, endast de mätsystem som du vill.
Om alla referensmärkena har passerats kommer ND 522/523
automatiskt att återgå till DRO presentationsbilden.
Om du inte passerar över referensmärkena kommer
ND 522/523 inte att lagra nollpunkterna. Detta betyder att
det inte är möjligt att återskapa förhållandet mellan
axlarnas positioner och de presenterade positionsvärdena
efter ett strömavbrott (avstängning).
För normal uppstart; slå på strömmen och tryck på
valfri knapp.
Passera över referensmärkena (i valfri ordningsföljd).
- ALTERNATIV METOD -
I – 2 Generellt handhavande av ND 522/523
- ALTERNATIV METOD -
Tryck på softkey SPÄRRA REF och kör förbi
referensmärken.
Förflytta mätsystemet till det önskade fasta
referensmärket. Tryck på softkey FRIGE REF och
passera referensmärket.
Passera inte referensmärken och tryck på softkey
INGEN REF. Observera: I detta fall kommer
förhållandet mellan maskinaxlarnas positioner och de
presenterade positionsvärdena att förloras efter ett
strömavbrott.
22 I Bruksanvisning
Inställning
ND 522/523 erbjuder två kategorier inställningar av driftparametrar.
Dessa kategorier är: Jobb-inställning och Installationsinställning.
Parametrarna i Jobb-inställning används för att justera specifika
bearbetningsbehov för respektive jobb. Installationsinställning
används för att anpassa mätsystems- och presentationsparametrar.
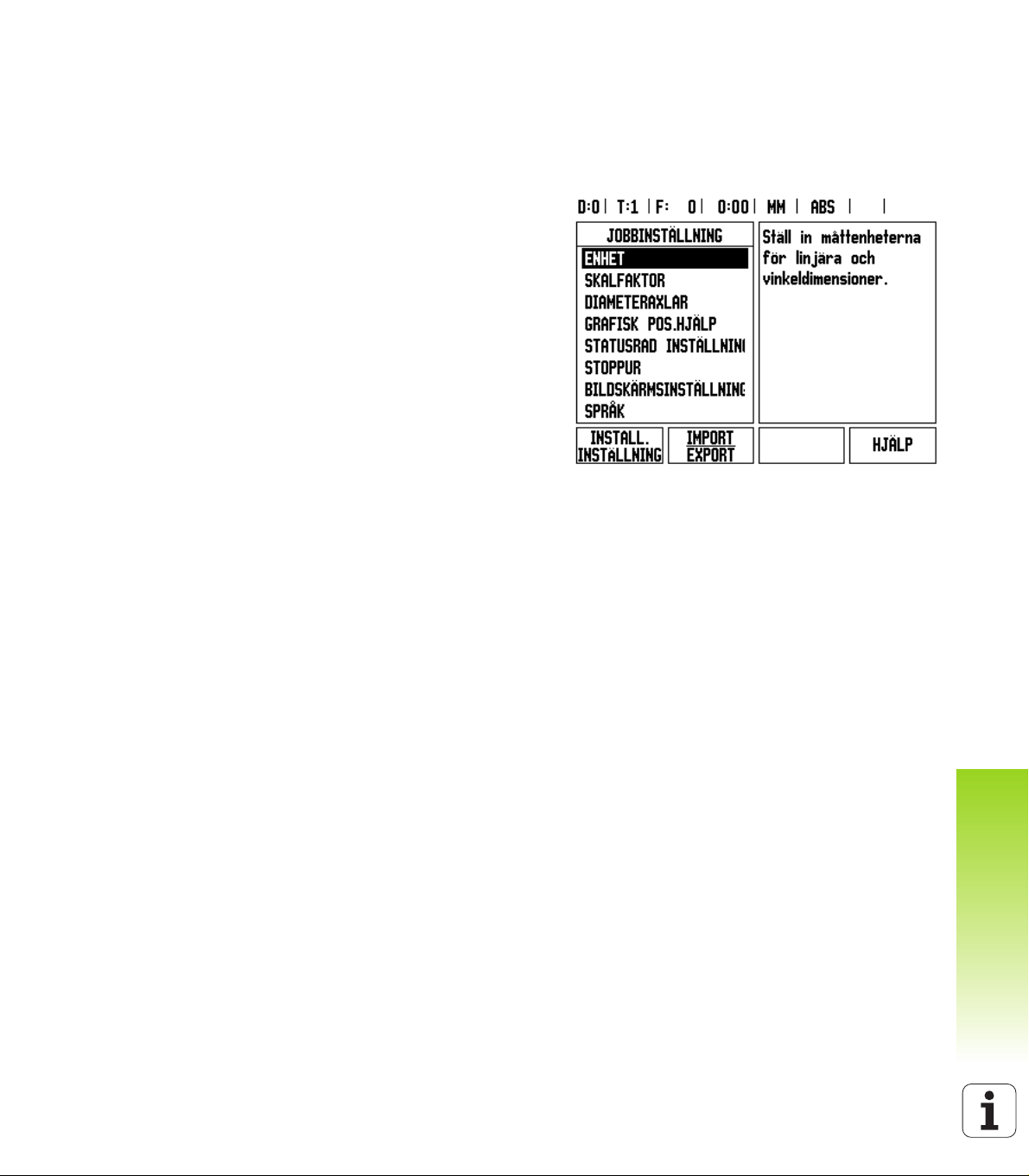
Man går in i Jobb-inställningen genom att trycka på softkey SETUP. Se
Fig. I.13. När man befinner sig i menyn Jobb-inställning, finns följande
softkeys tillgängliga:
INSTALLATIONSINSTÄLLNING
Tryck för att komma in i parametrarna för Installationsinställning. Se
"Installationsinställning parametrar" på sida 73.
IMPORT/EXPORT
Tryck för att börja importera eller exportera driftparametrar. Se
"Import/Export" på sida 26.
HJÄLP
Kommer att öppna on-line hjälp.
Jobb-inställning parametrar
Fig. I.13 Jobb-inställning bildskärmssida vid fräsning
För att avläsa eller ändra parametrar i Jobb-inställningen använder man
knapparna PIL UPP/NER för att markera den önskade parametern och
trycker sedan på knappen ENTER.
Enheter
Formuläret för ENHETER används för att specificera önskade
måttenheter och format. Systemet startar upp med dessa
inställningar.
U Tum/MM - Mått visas och anges med den måttenhet som väljs i
fältet LINJÄR. Välj mellan tum eller millimeter genom att trycka på
softkey TUM/MM. Du kan även välja måttenhet genom att trycka på
softkey TUM/MM i antingen driftart Inkremental eller Absolut.
U Decimala grader, Radianer eller Grader/Minuter/Sekunder (GMS) –
Fältet VINKEL påverkar hur vinklar presenteras och matas in i
formulär. Välj mellan DECIMALA GRADER, RADIANER eller GMS via
softkeyn.
I – 2 Generellt handhavande av ND 522/523
ND 522/523 23
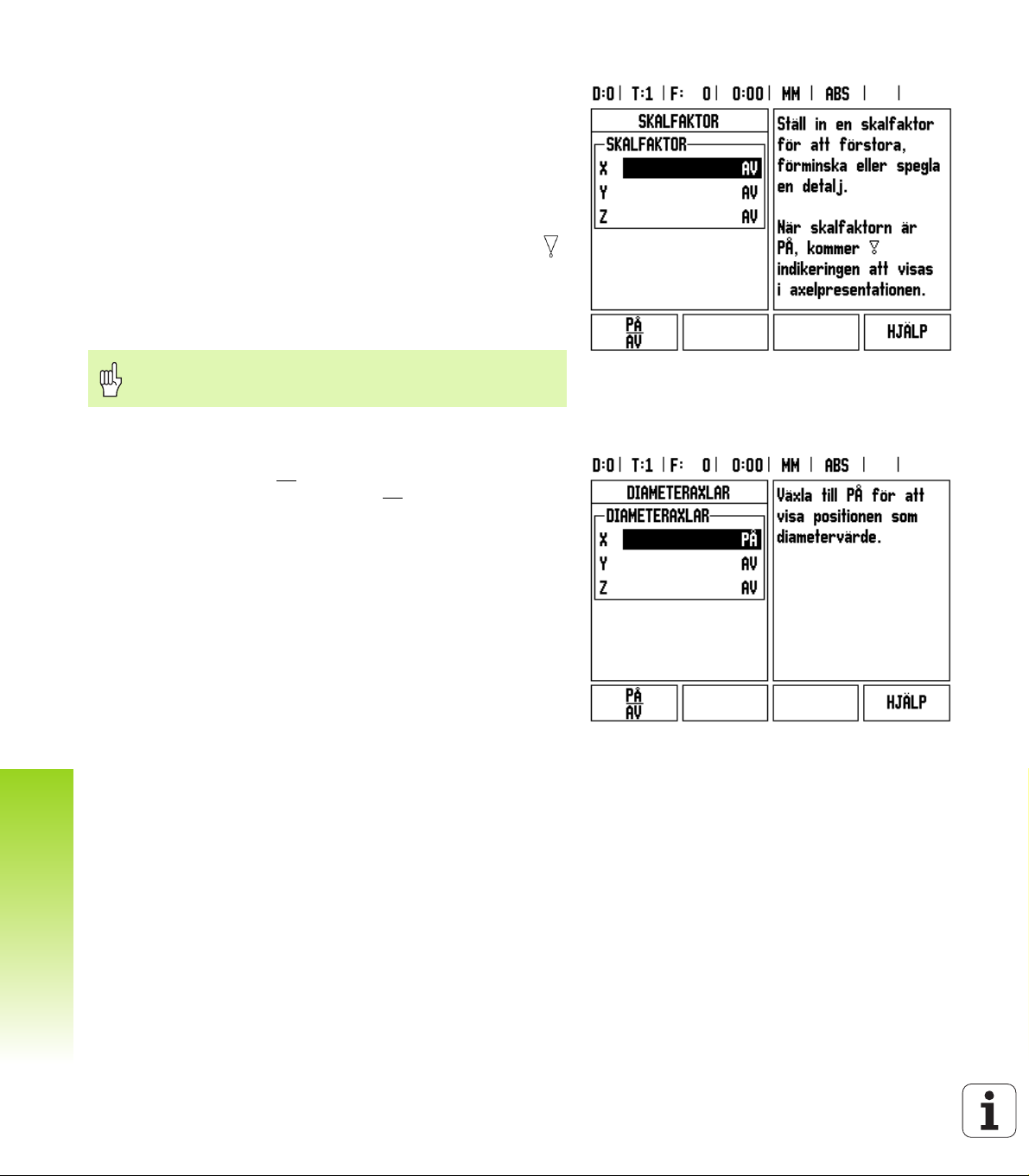
Skalfaktor
Skalfaktorn kan användas för att förminska eller förstora en detalj. Alla
mätsystemsförflyttningar multipliceras med skalfaktorn. En skalfaktor
på 1.0 skapar en detalj med exakt samma dimension som i ritningen.
Se Fig. I.14.
U Sifferknapparna används för att mata in ett värde som är större än
noll. Området är 0.1000 till 10.000. Ett negativt värde kan också
anges.
U Inställningen av skalfaktorn behålls även efter ett strömavbrott.
U När skalfaktorn är ett annat värde än 1, visas skalfaktorsymbolen
i axelindikeringen.
U Softkey PÅ/AV används för att stänga av de aktuella skalfaktorerna.
Spegling
En skalfaktor på -1.00 kommer att skapa en spegelblid av
detaljen. Du kan både spegla och skala en detalj samtidigt.
Diameteraxlar
Välj diameteraxlar för att ange vilka axlar som kan visas antingen som
radie- eller diametervärden. PÅ
visas som diametervärde. När den väljs till AV
indikerar att axelpositionen kommer att
, gäller inte Radie-/
Diameterfunktionen. Se Fig. I.15. För svarvapplikationer se "RX (Radie/
Diameter) softkey" på sida 65 för Radie-/Diameterfunktionen.
U Pila till DIAMETERAXLAR och tryck på ENTER.
U Markören kommer att befinna sig i X-fältet. Beroende på vilken
inställning du önskar för axeln, tryck på softkey PÅ/AV för att aktivera
I – 2 Generellt handhavande av ND 522/523
respektive deaktivera funktionen.
U Tryck ENTER.
Fig. I.14 Skalfaktor
Fig. I.15 Diameteraxlar formulär
24 I Bruksanvisning
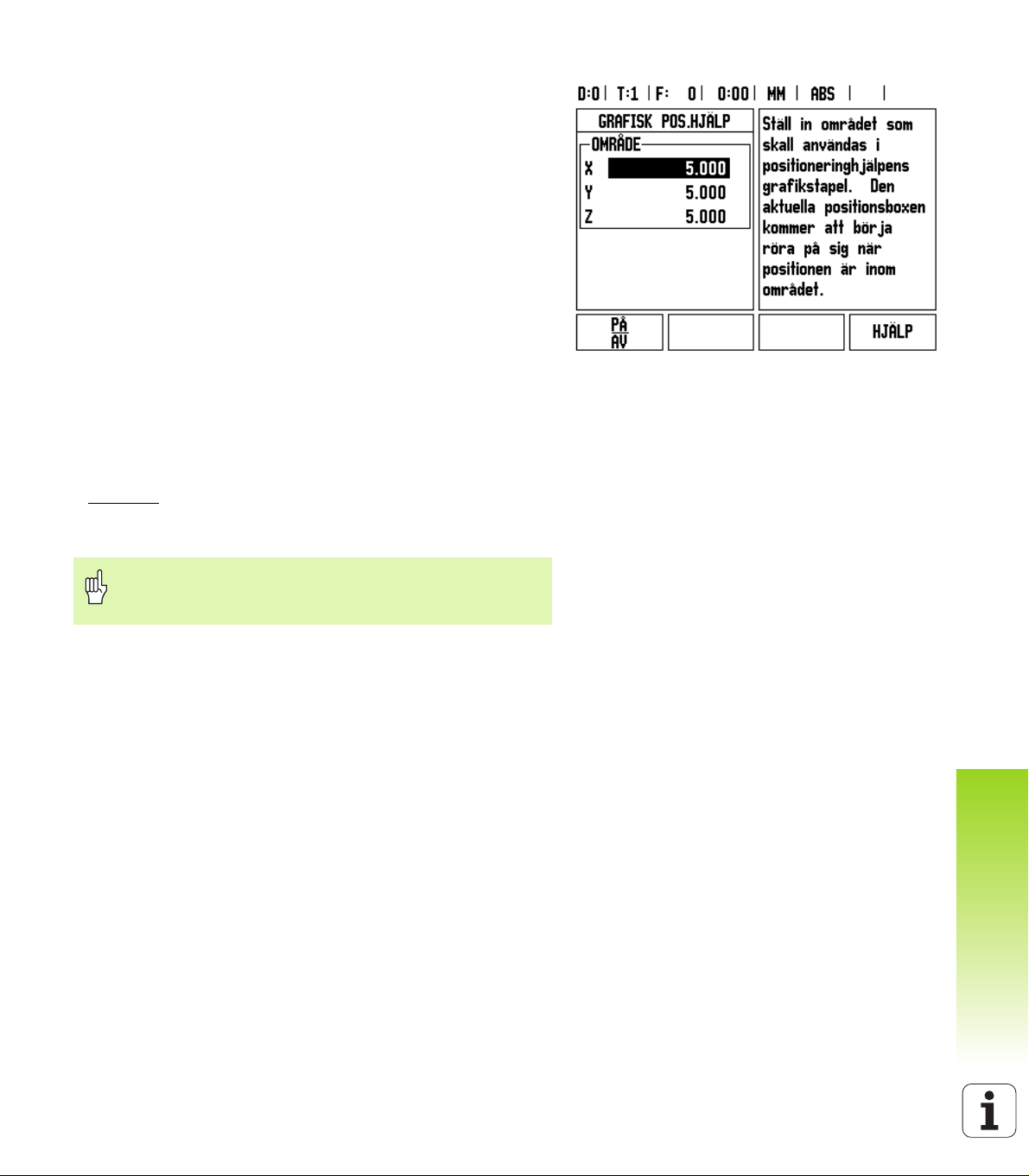
Grafisk positioneringshjälp
Formuläret för den GRAFISKA POSITIONERINGSHJÄLPEN används
för att konfigurera stapelgrafiken som visas under axlarnas
positionsvärden i driftart Inkremental. Varje axel har sitt eget område.
Se Fig. I.16.
U Tryck på softkey ON/OFF för att öppna eller börja helt enkelt att
knappa in värden med sifferknapparna. Den aktuella positionsboxen
kommer att börja röra på sig när positionen är inom området.
Statusrad Inställning
Statusraden är den uppdelade raden i bildskärmens överkant som
visar aktuell nollpunkt, verktyg, matningshastighet, stoppur och
sidindikering.
U Tryck på softkey PÅ/AV för respektive inställning som du vill se.
Stoppur
Stoppuret visar timmar (h), minuter (m), sekunder (s). Den fungerar
som ett tidtagarur och visar tiden som har gått. (Klockan startar
tidtagningen från 0:00:00).
Fältet med förfluten tid visar den totala ackumulerade tiden från varje
intervall.
U Tryck på softkey START/STOPP. Statusfältet kommer att visa
RUNNING
U Tryck på ÅTERSTÄLL för att återställa den ackumulerade tiden.
. Tryck på den igen för att stoppa tidtagningen.
Nollställning stoppar klockan om den är igång.
Fig. I.16 Grafisk positioneringshjälp
Tryckning på decimalknappen under drift kommer också
att stoppa och starta klockan. Tryckning på nollknappen
kommer att återställa klockan.
I – 2 Generellt handhavande av ND 522/523
ND 522/523 25

Bildskärmsinställning
LCD:ns kontrast kan justeras antingen via softkeys i detta formulär
eller genom att använda knapparna Pil Upp/Ner på knappsatsen i valfri
driftart. Inställningen av kontrasten kan behöva justeras på grund av
omgivande ljus enligt operatörens önskemål. Detta formulär används
också för att ställa in skärmsläckaren. Skärmsläckarens inställning är
den tid lägesindikatorn skall vara i vila innan LCD:n växlar till
skärmsläckare. Vilotiden kan ställas in på värden mellan 30 och
120 minuter. Skärmsläckaren kan stängas av under den aktuella
driftcykeln.
Språk
ND 522/523 stödjer flera språk. För att ändra språkinställningen:
U Tryck på softkey SPRÅK tills det önskade språket visas i softkeyn och
i formuläret.
U Tryck på ENTER för att bekräfta ditt val.
Import/Export
Driftparametrar kan importeras eller exporteras via USB-porten (Se
"USB-port (typ “B”)" på sida 83).
U Tryck på softkey IMPORT/EXPORT i inställningsmenyn.
U Tryck på IMPORT för att läsa in driftparametrar från en PC.
U Tryck på EXPORT för att läsa ut aktuella driftparametrar till en PC.
U För att avsluta, tryck på C-knappen.
I – 2 Generellt handhavande av ND 522/523
26 I Bruksanvisning
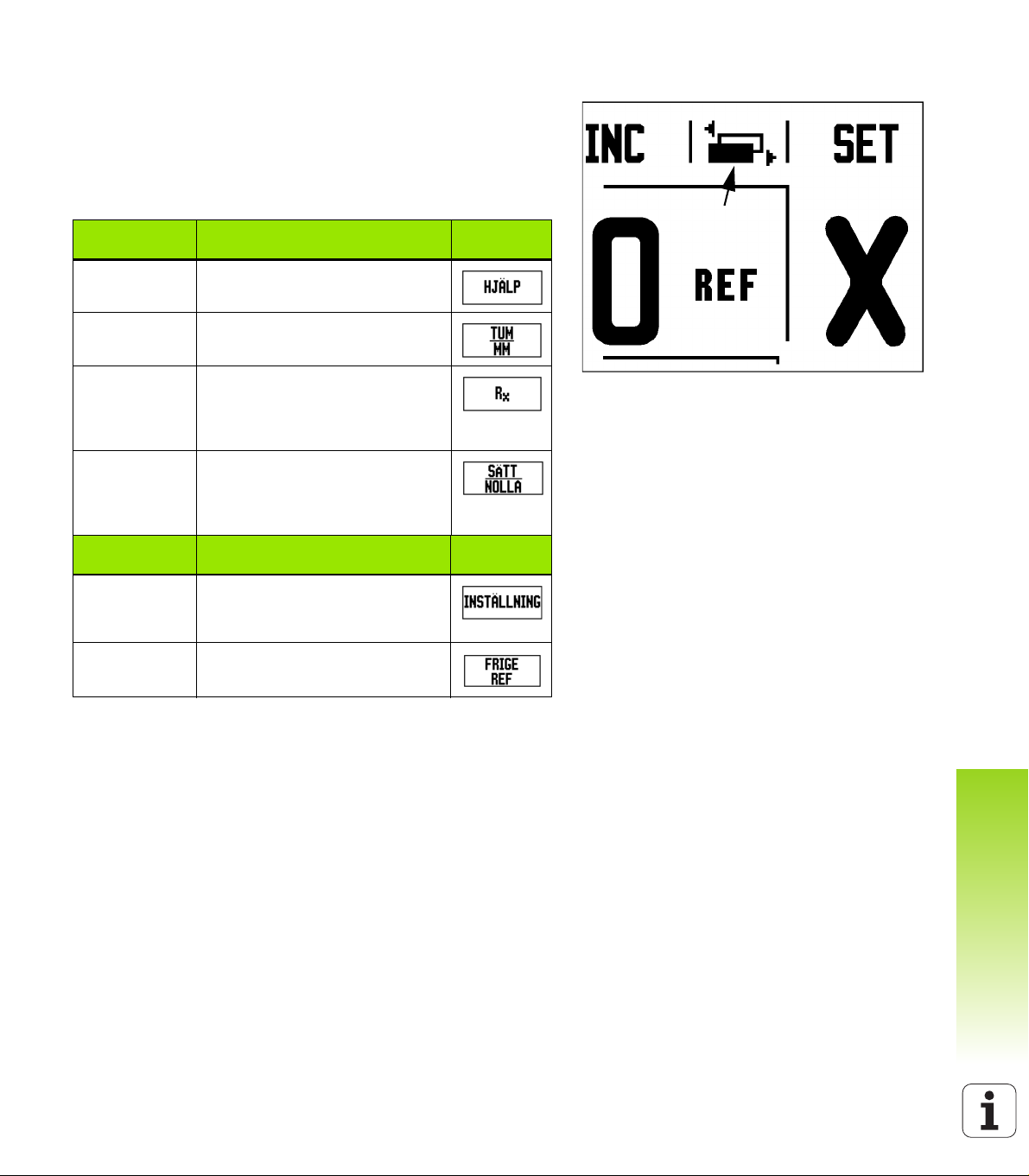
DRO meny översikt softkeyfunktioner
Sidindikering
Det finns två sidor med softkeyfunktioner att välja mellan i
bildskärmsmenyn. Använd knapparna PIL VÄNSTER/HÖGER för att växla
mellan sidorna. Sidindikeringen i statusraden visar var du befinner dig
bland sidorna. Den mörkare sidan indikerar vilken sida du för tillfället
befinner dig på. Varje knapp har en referenssida för ytterligare
information.
Softkeysida 1 Softkeyfunktion Softkey-
HJÄLP Öppnar Online-hjälp. (Sida 19)
TUM/MM Växlar mellan måttenhet tum och
Se Fig. I.17
symbol
millimeter. (Sida 23)
RADIE/
DIAMETER
SÄTT/NOLLA Växlar mellan
Softkeysida 2 Softkeyfunktion Softkey-
INSTÄLLNING Öppnar menyn Jobb-inställning
FRIGE REF Tryck när du är redo att utvärdera
Växlar mellan radie- och
diametervisning. Denna funktion
är endast avsedd för
svarvapplikationer. (Sida 65)
nollställningsfunktioner. Används
tillsammans med individuella
axelknappar. (Sida 28)
symbol
och ger åtkomst till softkey
Installationsinställning. (Sida 23)
ett referensmärke. (Sida 21)
Fig. I.17 Sidindikering och Nollställningsindikering
I – 2 Generellt handhavande av ND 522/523
ND 522/523 27
Utförlig knappbeskrivning för generella
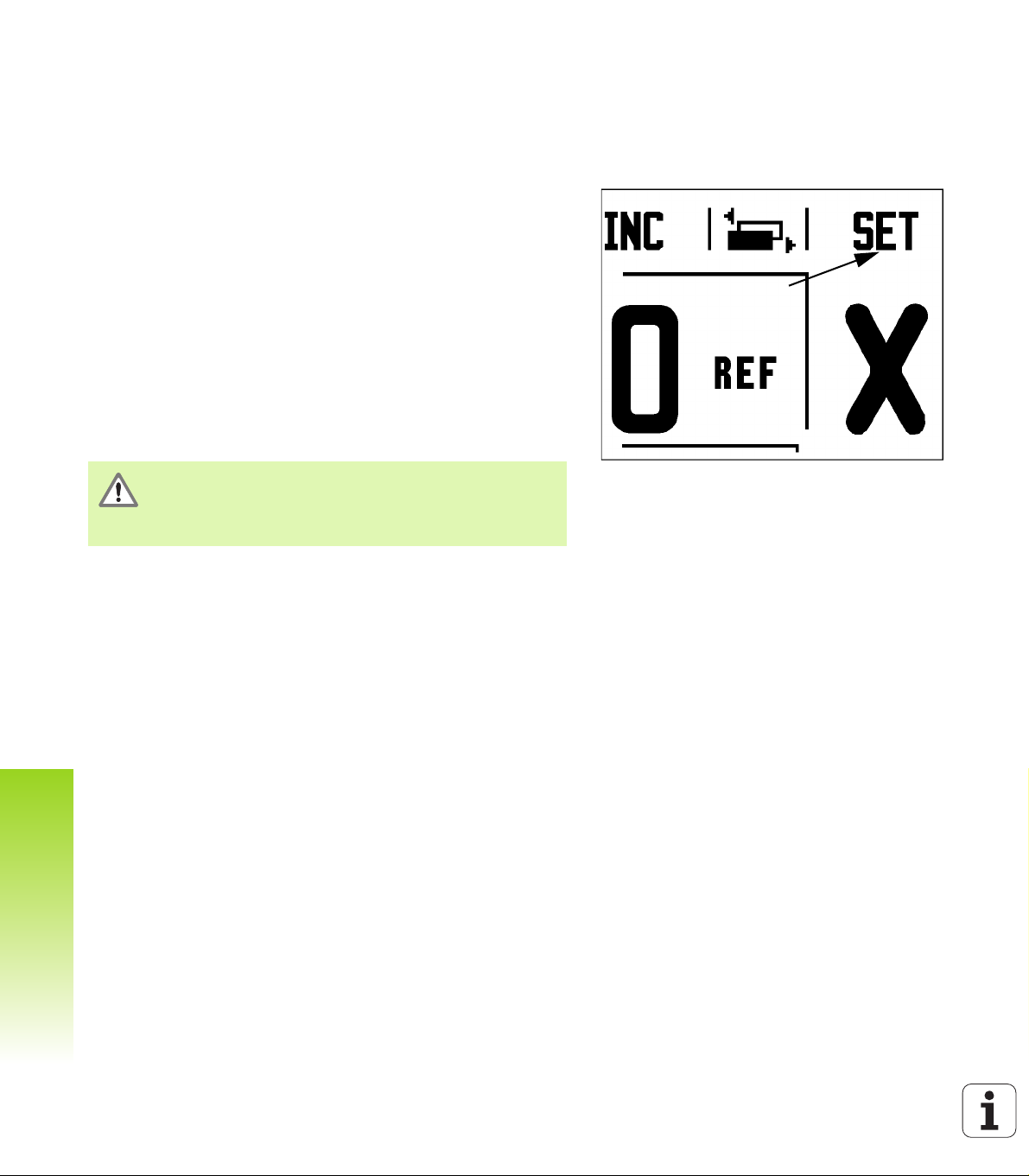
Sätt/Nolla Indikering
funktioner
Detta avsnitt ger en utförlig beskrivning av funktioner som är samma
oberoende av om ND 522/523 är konfigurerad för fräs- eller
svarvapplikationer.
Softkey Sätt/Nolla
Softkey SÄTT/NOLLA används för att bestämma vilken effekt tryckning
på en axelknapp skall ha. Detta är en växlingsknapp som som växlar
mellan Inställning(sätt) och Nollställning(nolla). Den aktuella
inställningen indikeras i statusraden. Se Fig. I.18
När statusen är INSTÄLLNING, och ND 522/523 befinner sig i driftart
Absolut, kommer tryckning på en axelknapp att öppna formuläret
NOLLPUNKT för den valda axeln. Om ND 522/523 befinner sig i driftart
Inkremental, kommer formuläret PRESET att öppnas.
När statusen är NOLLSTÄLLNING (NOLLA), och ND 522/523 befinner sig
i driftart Absolut, kommer tryckning på en axelknapp att nollställa
nollpunkten vid den aktuella positionen i den valda axeln. Om det är
driftart Inkremental, kommer den aktuella återstående vägen att sättas
till noll.
I – 2 Generellt handhavande av ND 522/523
Om ND 522/523 befinner sig i driftart Absolut och statusen
för SÄTT/NOLLA är nollställning, kommer tryckning på en
axelknapp att nollställa den aktuella nollpunkten vid den
position som axeln befinner sig.
Fig. I.18 Sidindikering och Nollställningsindikering
28 I Bruksanvisning
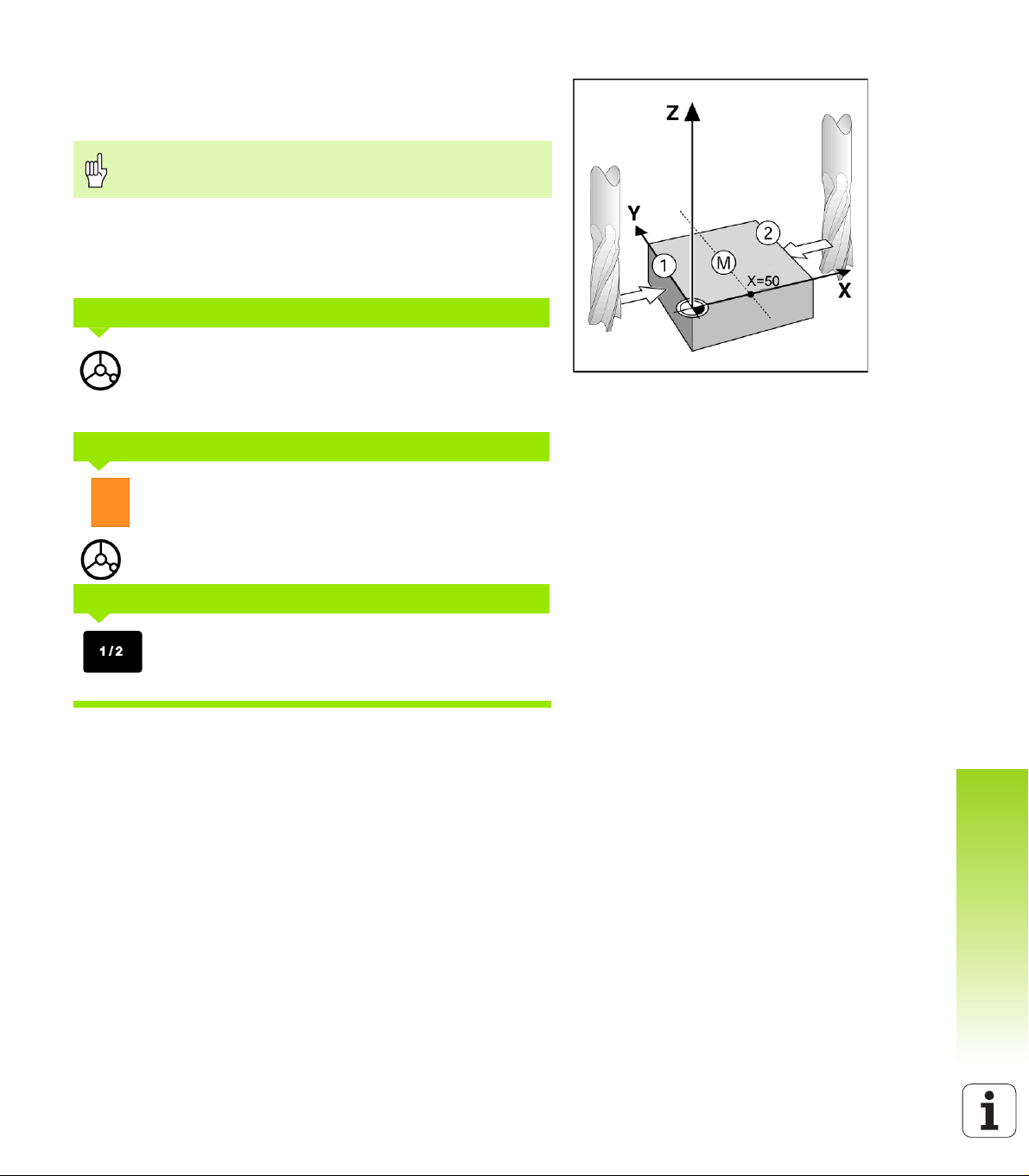
1/2 Knapp
Knappen 1/2 används för att hitta halva sträckan (eller mittpunkten)
mellan två positioner på arbetsstycket i en vald axel. Detta kan utföras
i både driftart inkremental och absolut. Se Fig. I.19
Funktionen kommer att ändra nollpunktens placering om
man befinner sig i driftart Absolut.
Exempel: Hitta mittpunkten i en vald axel
X dimension: X = 100 mm
Mittpunkt: 50 mm
KÖR TILL 1:A PUNKTEN
Förflytta verktyget till den första punkten.
SÄTT/NOLLA sofkeyn måste vara inställd på
nollställning.
NOLLSTÄLL AXELN OCH FÖRFLYTTA TILL DEN ANDRA PUNKTEN
Välj axelknappen X och
förflytta till den andra punkten.
Fig. I.19 Exempel på att hitta centrumpunkten
TRYCK PÅ 1/2 OCH KÖR TILL NOLL
Tryck på knappen 1/2, tryck sedan på axelknappen X
och kör tills du kommer till noll. Detta är mittpunktens
position.
ND 522/523 29
I – 2 Generellt handhavande av ND 522/523
 Loading...
Loading...