

Heidenhain ND 523, ND 522 QUICK REFERENCE GUIDE [pl]

Instrukcja obsługi dla
użytkownika
ND 522/523
Polski (pl)
2/2011
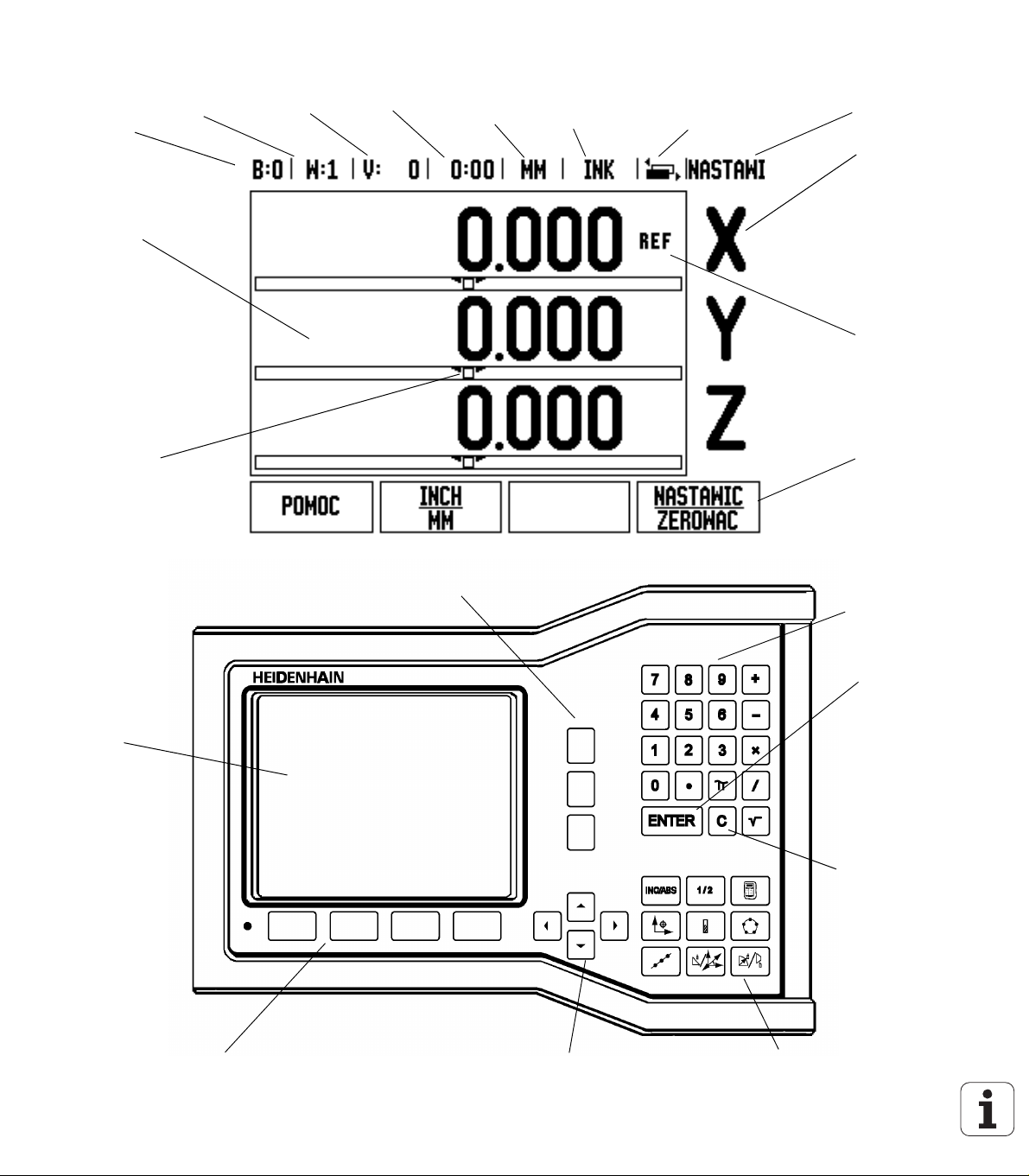
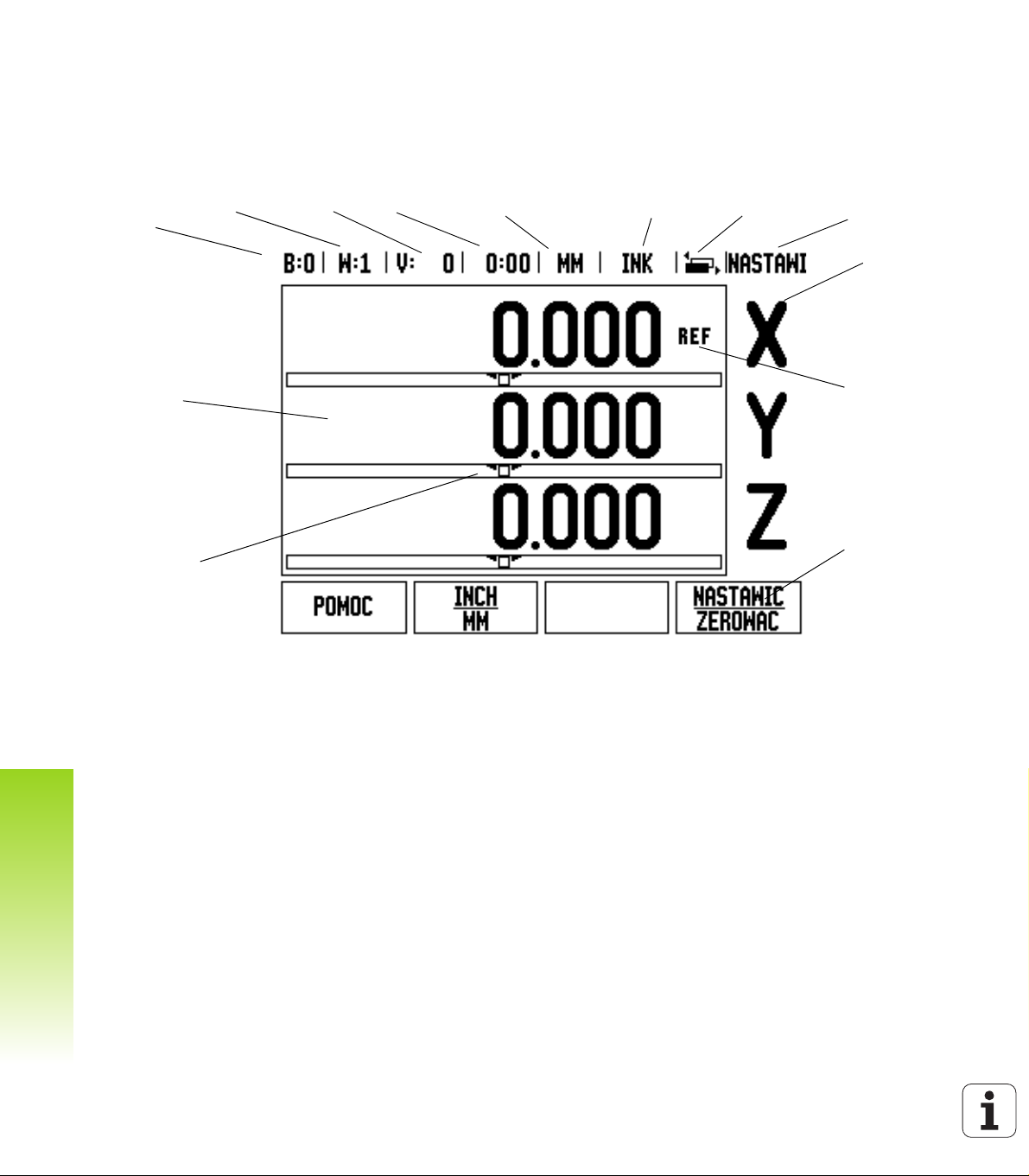
Ekran ND 522/523
Symbole paska stanu
Punkt
odniesienia
Obszar-
wyświetlania
Graficzne
wspomaganie
pozycjonowania
Narzędzie Posuw Stoper Jednostka
miary
3 klawisze osiowe dla wyboru osi X, Y i Z
Tryby
pracy
Wskazanie
strony
Nastawić/
zerować
Oznaczenieosi
Wskazanie
znaczników
referencyjnych
Funkcje softkey
Zapis wartości
liczbowych
Obszarwyświetlania
Softkeys – klawisze poniżej ekranu ND 522/523,
których funkcje są zależne od
przyporządkowanego pola na ekranie.
Klawisz W GORE-/W DOŁ –
m.in. dla nastawienia kontrastu
kolorów ekranu
Klawisz
ENTER
Klawisz C
Klawisze funkcyjne
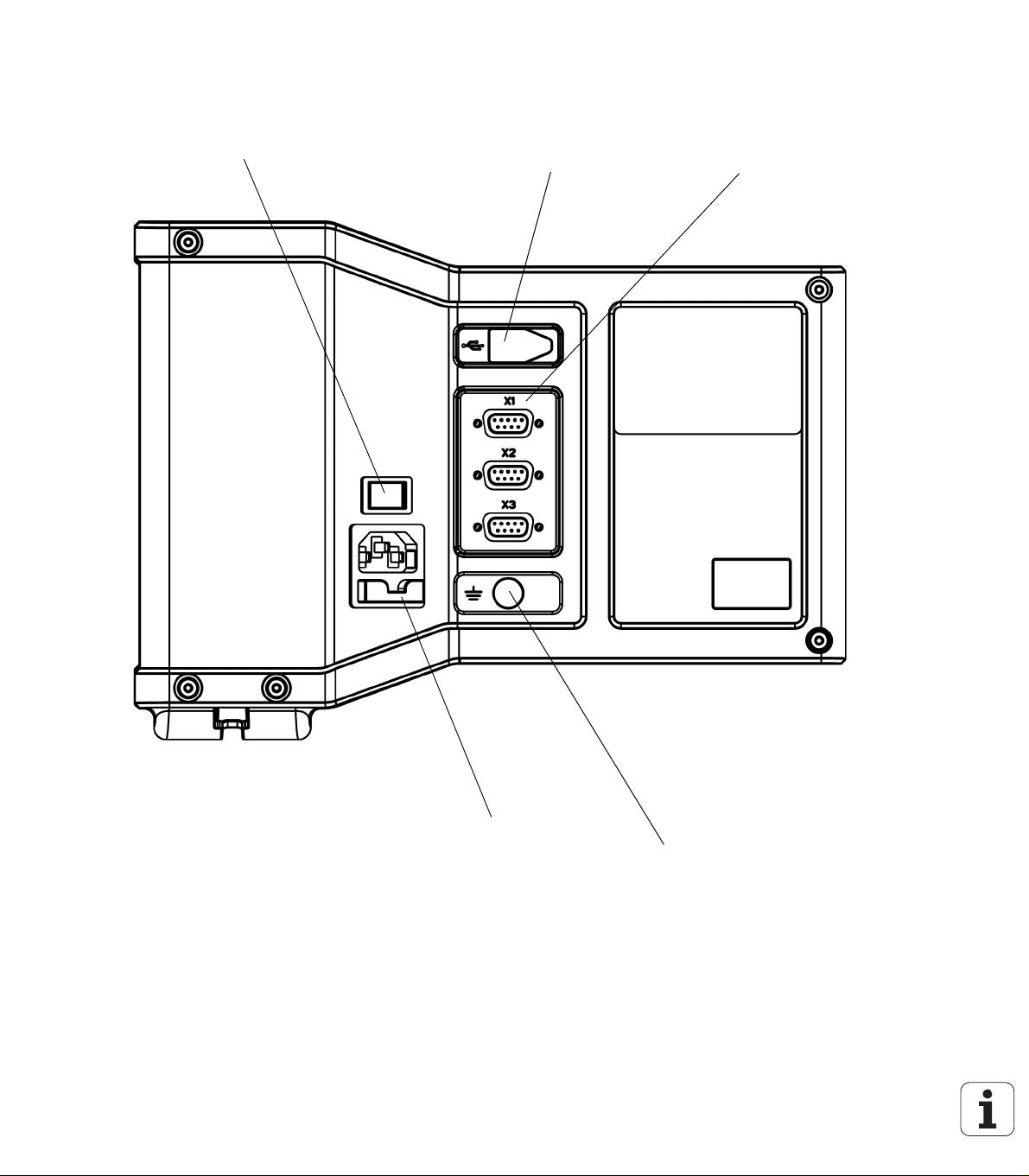
ND 522/523 widok strony tylnej
Wyłącznik sieciowy
Port USB (Typ “B”)
Przyłączenia dla osi
(tu: 3-osiowa wersja ND 523)
Przyłączenie sieciowe
Masa (uziemienie)

Wstęp
Wersja software
Wersja software sterowania zostaje wyświetlana po pierwszym
włączeniu wyświetlacza na ekranie.
Niniejsza instrukcja objaśnia funkcje ND 522/523 dla
frezowania i toczenia. Praca z wyświetlaczem położenia
jest opisana w trzech rozdziałach: obsługa wyświetlacza,
funkcje dla obróbki frezowaniem i funkcje dla obróbki
toczeniem.
ND 522/523
Ilość wyświetlanych osi
Wyświetlacz położenia jest dostępny jako wersja dla
dwóch osi (ND 522) lub trzech osi (ND 523). ND 523
zostaje wykorzystany w tej instrukcji na ilustracjach i dla
opisu klawiszy funkcyjnych.
Symbole we wskazówkach
Każda wskazówka jest oznaczona z lewej strony symbolem,
informującym o rodzaju i/lub znaczeniu danej wskazówki.
Ogólna wskazówka
np. dotycząca zachowania ND 523.
Ostrzeżenie – odsyła do załączonej dokumentacji
np. iż dla odpracowania danej funkcji konieczny jest
określony instrument.
Niebezpieczeństwo – niebezpieczeństwo porażenia
prądem
np. przy otwarciu obudowy.
ND 522/523 – wyodrębnienie niektórych pojęć
Różne pojęcia ( softkeys, klawisze funkcyjne, maski wprowadzania
danych i pola wprowadzenia) są oznaczone w następujący sposób:
Softkeys – softkey NASTAWIC
Klawisze funkcyjne – klawisz ENTER
Maski wprowadzenia – maska wprowadzenia KAT
Pola zapisu – PROMIEN
Dane w polach – ON
ND 522/523 5
, OFF


I Instrukcja dla operatora ..... 11
I – 1 Podstawowe zagadnienia dotyczące danych położenia ..... 12
Punkty odniesienia ..... 12
Pozycja rzeczywista, pozycja zadana i dystans do zadanego punktu ..... 12
Absolutne pozycje obrabianego przedmiotu ..... 13
Inkrementalne pozycje obrabianego przedmiotu ..... 13
Oś bazowa kąta ..... 14
Przyrządy pomiarowe położenia ..... 14
Znaczniki referencyjne enkodera ..... 15
I – 2 Obsługa ND 522/523 ..... 16
Rozplanowanie ekranu ..... 16
Przegląd zintegrowanych w pulpicie obsługi klawiszy funkcyjnych ..... 17
Wskazówki dotyczące wprowadzania danych ..... 18
Tryby pracy ..... 18
Graficzne wspomaganie pozycjonowania ..... 19
Pomoc online ..... 19
Maski wprowadzenia ..... 20
Okno z instrukcjami online: ..... 20
Komunikaty o błędach ..... 20
Włączenie urządzenia ..... 21
Analiza znaczników referencyjnych ..... 22
Funkcja REF AKTYWOWAC/DEZAKTYWOWAC ..... 23
Nastawienie ..... 24
Parametry menu NASTAWIENIE OBROBKI ..... 24
Jednostka miary ..... 24
Współczynnik skalowania ..... 25
ODBICIE LUSTRZANE ..... 25
Srednica-osie ..... 25
Graficzne wspomaganie pozycjonowania ..... 26
Pasek stanu ..... 26
Stoper ..... 26
Dopasowanie ekranu ..... 27
Język ..... 27
Import/eksport ..... 27
Przegląd softkeys i ich funkcji ..... 28
Dokładniejszy opis softkeys dla ogólnych funkcji ..... 29
Softkey NASTAWIC/ZEROWAC ..... 29
1/2-klawisz ..... 30
Klawisz KALKULATOR ..... 31
ND 522/523 7

I – 3 Funkcje dla frezowania ..... 32
Szczegółowy opis zintegrowanych w pulpicie obsługi klawiszy ..... 32
Klawisz Narzędzie ..... 32
Import/eksport ..... 32
Korekcja promienia narzędzia ..... 33
Znak liczby dla różnicy długości ΔL ..... 33
Wprowadzanie danych narzędzia (Ilustr. I.25) ..... 34
Zastosowanie tabeli narzędzi ..... 35
Wywołanie tabeli narzędzi ..... 37
Wywołanie narzędzia ..... 37
Klawisz PUNKT BAZOWY ..... 37
Próbkowanie przy pomocy narzędzia ..... 39
Nastawienie wartości ..... 41
Nastawienie wartości inkrementalnej ..... 45
Obr/min-kalkulator ..... 47
Okręg odwiertów i rząd odwiertów (frezowanie) ..... 48
Funkcje dla wzorców frezowania ..... 48
Okręg odwiertów ..... 48
Rząd odwiertów ..... 51
Frezowanie powierzchni ukośnej i łuku ..... 54
Funkcje dla frezowania powierzchni ukośnej/łuku ..... 54
Frezowanie powierzchni ukośnej ..... 54
Wykonanie ..... 55
Frezowanie łuku ..... 57
I – 4 Funkcje dla obróbki toczeniem ..... 60
Szczegółowy opis zintegrowanych w pulpicie obsługi klawiszy ..... 60
Symbole dla obróbki toczeniem ..... 60
Klawisz Narzędzie ..... 60
Wywołanie menu TABELA NARZEDZI: ..... 60
Zastosowanie tabeli narzędzi ..... 61
Wprowadzenie przesunięcia narzędzia z NARZEDZIE/USTALIC ..... 61
ślić przesunięcie narzędzia z NOTOWAC/USTALIC ..... 62
Okre
Klawisz PUNKT BAZOWY ..... 63
Przygotowanie: ..... 63
Ustalenie punktów odniesienia przy pomocy funkcji NOTOWAC/USTALIC ..... 65
Klawisz KALKULATOR STOZKA ..... 66
Nastawienie wartości ..... 67
Softkey R
(promień/średnica) ..... 67
X
Klawisz KOMPONENTY WEKTORA ..... 68
Sprzężenie osi Z (tylko dla obróbki toczeniem) ..... 69
Sprzężenie osi Z ..... 69
Dezaktywowanie sprzężenia osi ..... 69
8
II Informacja techniczna ..... 71
II – 1 Montaż i podłączenie do instalacji elektrycznej ..... 72
Zakres dostawy ..... 72
Osprzęt ..... 72
Wyświetlacz położenia ND 522/523 ..... 72
Miejsce ustawienia ..... 72
Ustawienie i zamocowanie wyświetlacza położenia ..... 72
Podłączenie do instalacji elektrycznej ..... 72
Wymagania dotyczące instalacji elektrycznej ..... 73
Wymogi dotyczące otoczenia ..... 73
Okablowanie łącznika sieciowego (patrz Ilustr. II.1) ..... 73
Konserwacja zapobiegawcza ..... 73
Podłączenie przyrządów pomiarowych ..... 74
Obłożenie pinów wejść przyrządów pomiarowych ..... 74
II – 2 Nastawienie systemu ..... 75
Parametry menu NASTAWIENIE SYSTEMU ..... 75
Definiowanie enkodera ..... 75
Konfigurowanie wskazania ..... 76
Sprzęganie wejść ..... 76
Korekcja błędów ..... 77
Liniowa korekcja błędów ..... 77
Nieliniowa korekcja błędów ..... 78
Konfigurowanie tabeli kompensacji błędów ..... 79
Odczytywanie grafiki ..... 79
Wyświetlanie tabeli kompensacji błędów ..... 79
Eksport aktualnej tabeli kompensacji błędów ..... 79
Importowanie nowej tabeli kompensacji błędów ..... 79
Kompensacja luzu ..... 80
Nastawienie aplikacji ..... 81
Diagnoza ..... 81
Test klawiatury ..... 81
Test ekranu ..... 81
II – 3 Parametry enkodera ..... 82
Przykłady nastawienia dla enkoderów liniowych firmy HEIDENHAIN ..... 82
Przykłady nastawienia dla enkoderów kątowych firmy HEIDENHAIN ..... 82
Przykłady nastawienia dla enkoderów k
II – 4 Interfejs danych ..... 84
Port USB (Typ “B”) ..... 84
Obsługa z zewnętrznego urządzenia poprzez port USB ..... 85
ątowych firmy HEIDENHAIN ..... 83
ND 522/523 9

II – 5 Wydawanie wartości pomiarowych ..... 87
II – 6 Dane techniczne dla obróbki frezowaniem ..... 89
II – 7 Dane techniczne dla obróbki toczeniem ..... 90
II – 8 Wymiary montażowe ..... 91
II – 9 Osprzęt ..... 92
Numery części Osprzęt ..... 92
ND 522/523 uchwyt ID 618025-01 ..... 92
10

Instrukcja dla operatora
ND 522/523 11
I – 1 Podstawowe zagadnienia
dotyczące danych położenia
Punkty odniesienia
Rysunek obrabianego przedmiotu wyznacza określony punkt
przedmiotu (przeważnie naroże przedmiotu) jako absolutny punkt
odniesienia i ewentualnie jeszcze jeden lub kilka dalszych punktów
jako względne punkty odniesienia.
Przy wyznaczaniu punktu odniesienia zostaje przyporządkowany tym
danych położenia
punktom odniesienia początek absolutnego układu współrzędnych lub
względnego układu współrzędnych: Ustawiony zgodnie z położeniem
osi maszyny przedmiot zostaje przestawiony na określoną pozycję
odnośnie narzędzia i wskazania osi zostają albo wyzerowane albo
nastawione na odpowiednią wartość położenia (np. aby uwzględnić
promień narzędzia).
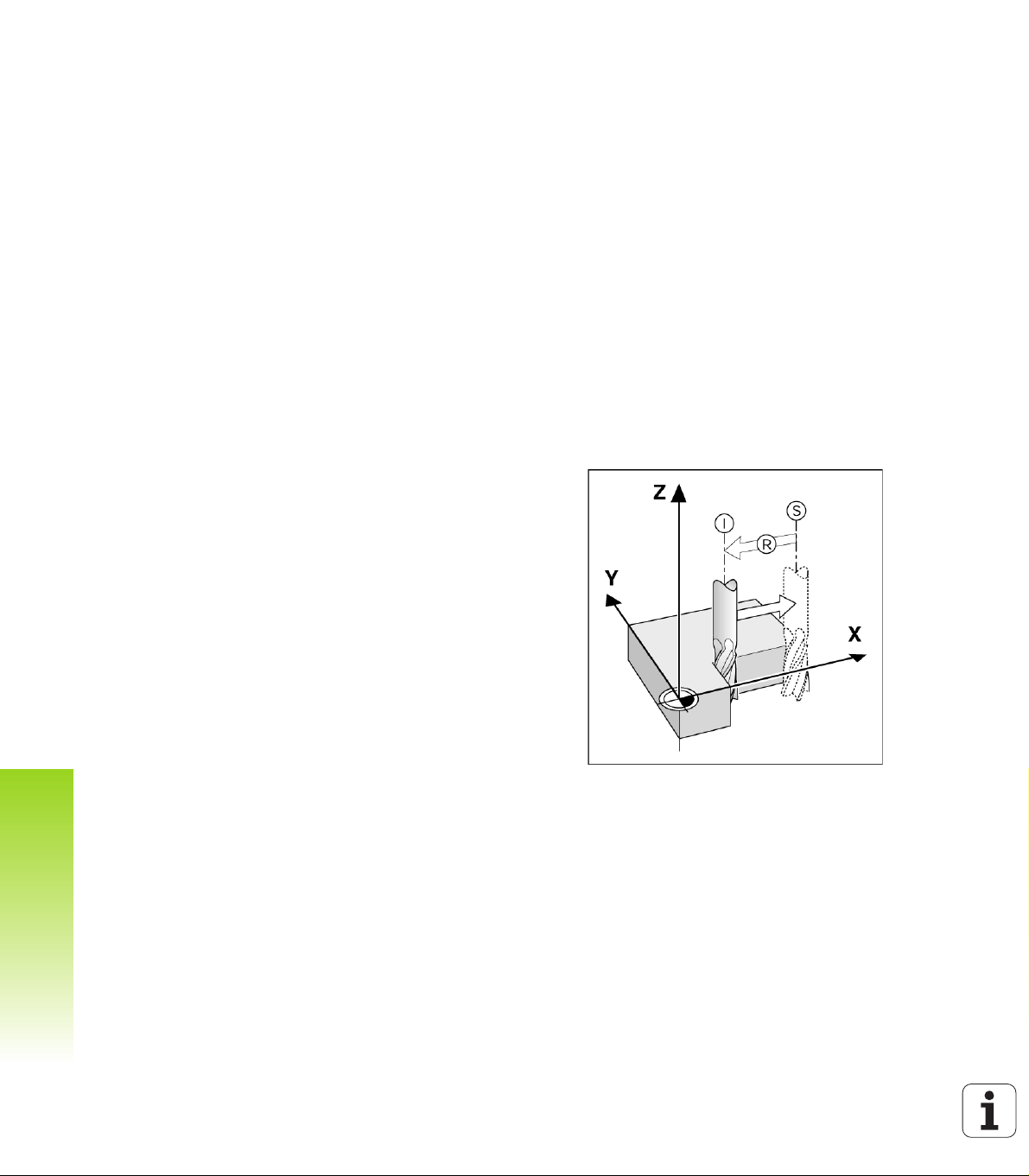
Pozycja rzeczywista, pozycja zadana i dystans
do zadanego punktu
Pozycja, na której znajduje się właśnie narzędzie, określana jest
mianem pozycji rzeczywistej. Pozycja, na którą należy przemieścić
narzędzie, nazywana jest pozycją zadaną. Odległość od pozycji
zadanej do pozycji rzeczywistej zostaje oznaczana mianem dystansu
do zadanego punktu (inkrementalnie). Patrz Ilustr. I.1
I – 1 Podstawowe zagadnienia dotyczące
Ilustr. I.1 Pozycja rzeczywista I, Pozycja zadana S i
dystans do zadanego punktu R
12 I Instrukcja dla operatora
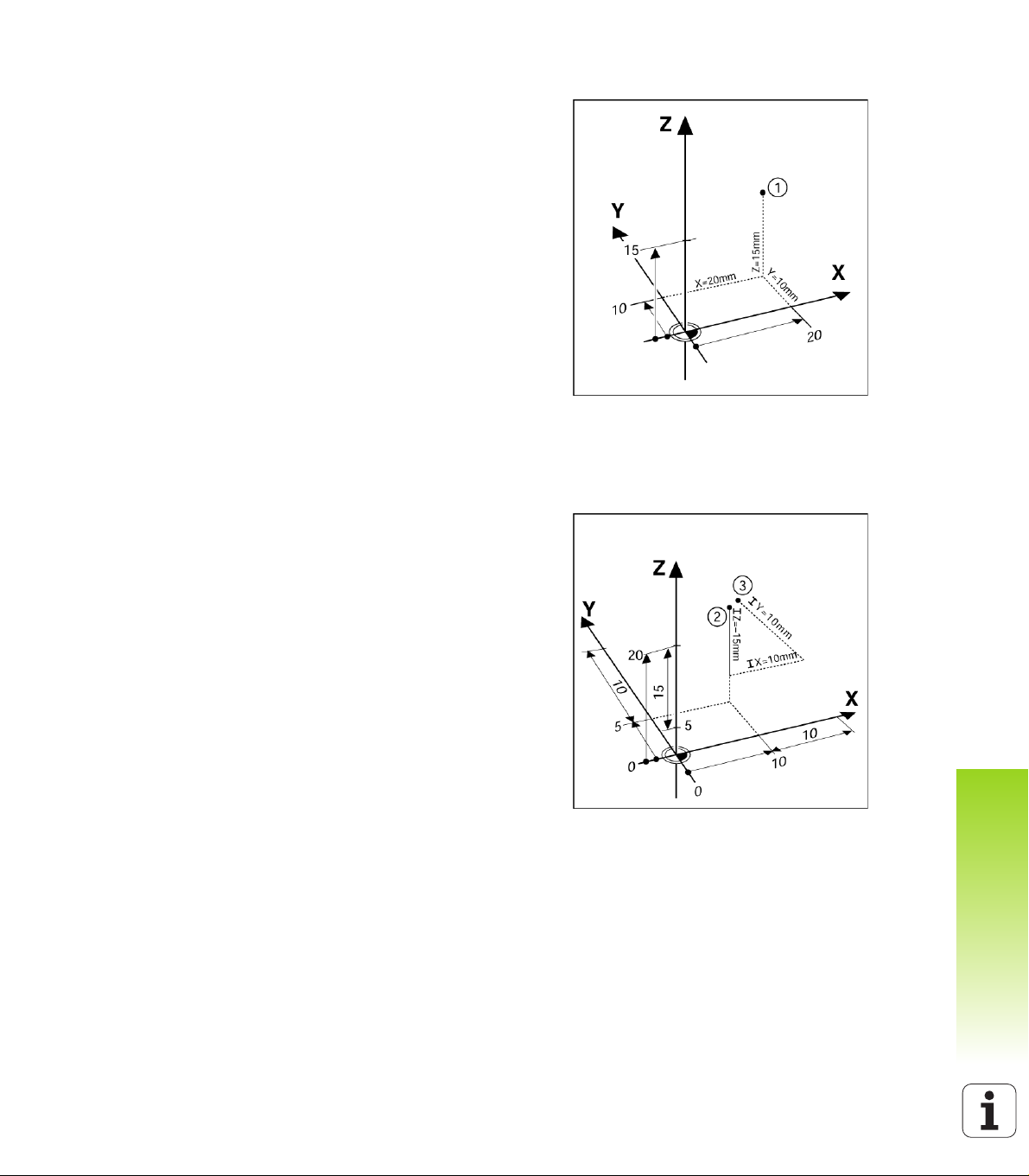
Absolutne pozycje obrabianego przedmiotu
Każda pozycja na obrabianym przedmiocie jest jednoznacznie
określona poprzez jej absolutne współrzędne. Patrz Ilustr. I.2.
Przykład: absolutne współrzędne pozycji 1:
X = 20 mm
Y = 10 mm
Z = 15 mm
Jeśli operator wykonuje zgodnie z rysunkiem technicznym operacje
wiercenia lub frezowania przy pomocy absolutnych współrzędnych,
to przemieszcza on narzędzie na te współrzędne.
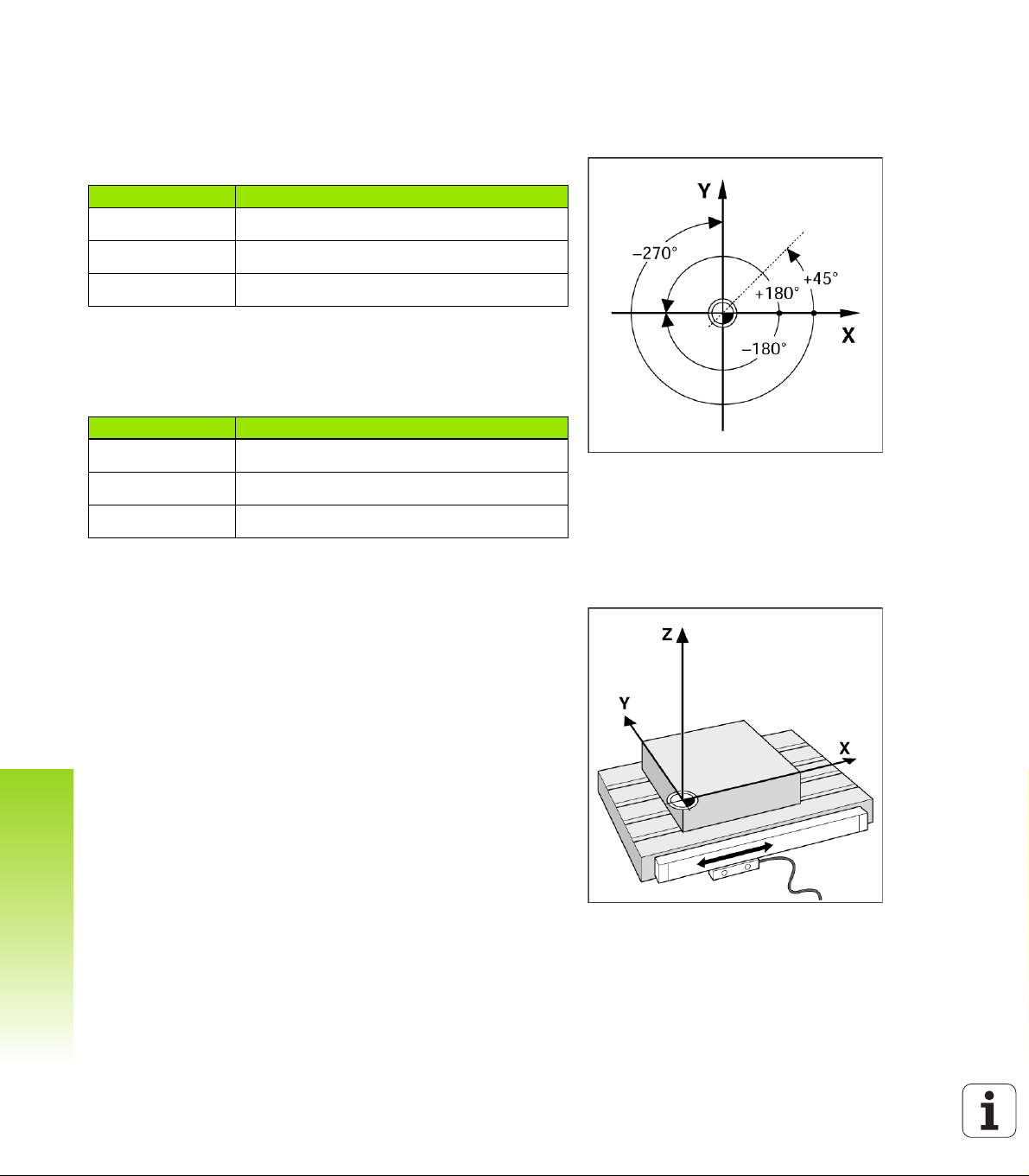
Inkrementalne pozycje obrabianego przedmiotu
Dana pozycja może odnosić się do poprzedniej pozycji zadanej.
Względny punkt zerowy zostaje przełożony na poprzednią pozycję
zadaną. Mowa jest wówczas o przyrostowych współrzędnych
(inkrement = przyrost) lub o wymiarze inkrementalnym albo
łańcuchowym (ponieważ pozycja zostaje podawana poprzez
następujące po sobie wymiary). Współrzędne inkrementalne zostają
oznaczone poprzez poprzedzające je I .
Przykład: współrzędne inkrementalne pozycji 3 w odniesieniu do
pozycji 2. Patrz Ilustr. I.3
.
Współrzędne absolutne pozycji 2:
X = 10 mm
Y = 5 mm
Z = 20 mm
Inkrementalne współrzędne pozycji 3:
IX = 10 mm
IY = 10 mm
IZ = –15 mm
Jeśli operator wykonuje wiercenie lub frezowanie zgodnie z rysunkiem
technicznym przedmiotu przy pomocy współrzędnych
inkrementalnych, to przemieszcza on narzędzie za każdym razem o
wartość współrzędnych dalej.
danych położenia
Ilustr. I.2 Pozycja 1 do przykładu „absolutne pozycje
obrabianego przedmiotu”
I – 1 Podstawowe zagadnienia dotyczące
Ilustr. I.3 Pozycja 3 ze współrzędnymi
inkrementalnymi
ND 522/523 13
Oś bazowa kąta
Osią bazową kąta jest pozycja 0°. Jest ona zdefiniowana jako jedna z
obydwu osi na płaszczyźnie obrotu. Poniższa tabela definiuje kąt 0°
dla trzech możliwych płaszczyzn obrotu:
Dla danych kątowych obowiązują następujące osie bazowe:
Płaszczyzna Oś bazowa kąta
XY +X
YZ +Y
danych położenia
ZX +Z
Dodatni kierunek obrotu to przeciwnie do kierunku ruchu wskazówek
zegara, jeśli rozpatrujemy płaszczyznę obróbki w kierunku ujemnej osi
narzędzia. Patrz Ilustr. I.4.
Przykład: kąt na płaszczyźnie obróbki XY
Kąt Odpowiada…
+ 45° ... dwusiecznej kąta pomiędzy +X i +Y
+/– 180° ... ujemnej osi X
- 270° ... dodatniej osi Y
Ilustr. I.4 Kąt i oś bazowa kąta, np. na
płaszczyźnie X/Y
Przyrządy pomiarowe położenia
I – 1 Podstawowe zagadnienia dotyczące
Przyrządy pomiarowe położenia przekształcają przemieszczenia osi
maszyny w sygnały elektryczne. ND 522/523 analizuje te sygnały,
ustala pozycję rzeczywistą osi maszyny i ukazuje pozycję w postaci
wartości liczbowej na ekranie. Patrz Ilustr. I.5.
W przypadku przerwy w dopływie prądu przyporządkowanie pomiędzy
położeniem suportu maszynowego i obliczonej pozycji rzeczywistej
zostaje usunięte. Kiedy tylko nastąpi dopływ prądu, można odtworzyć
to przyporządkowanie przy pomocy znaczników referencyjnych
enkoderów położenia i REF-automatyki (REF) urządzenia
ND 522/523.
Ilustr. I.5 Przyrząd pomiarowy położenia dla osi
linearnej, np. dla osi X
14 I Instrukcja dla operatora
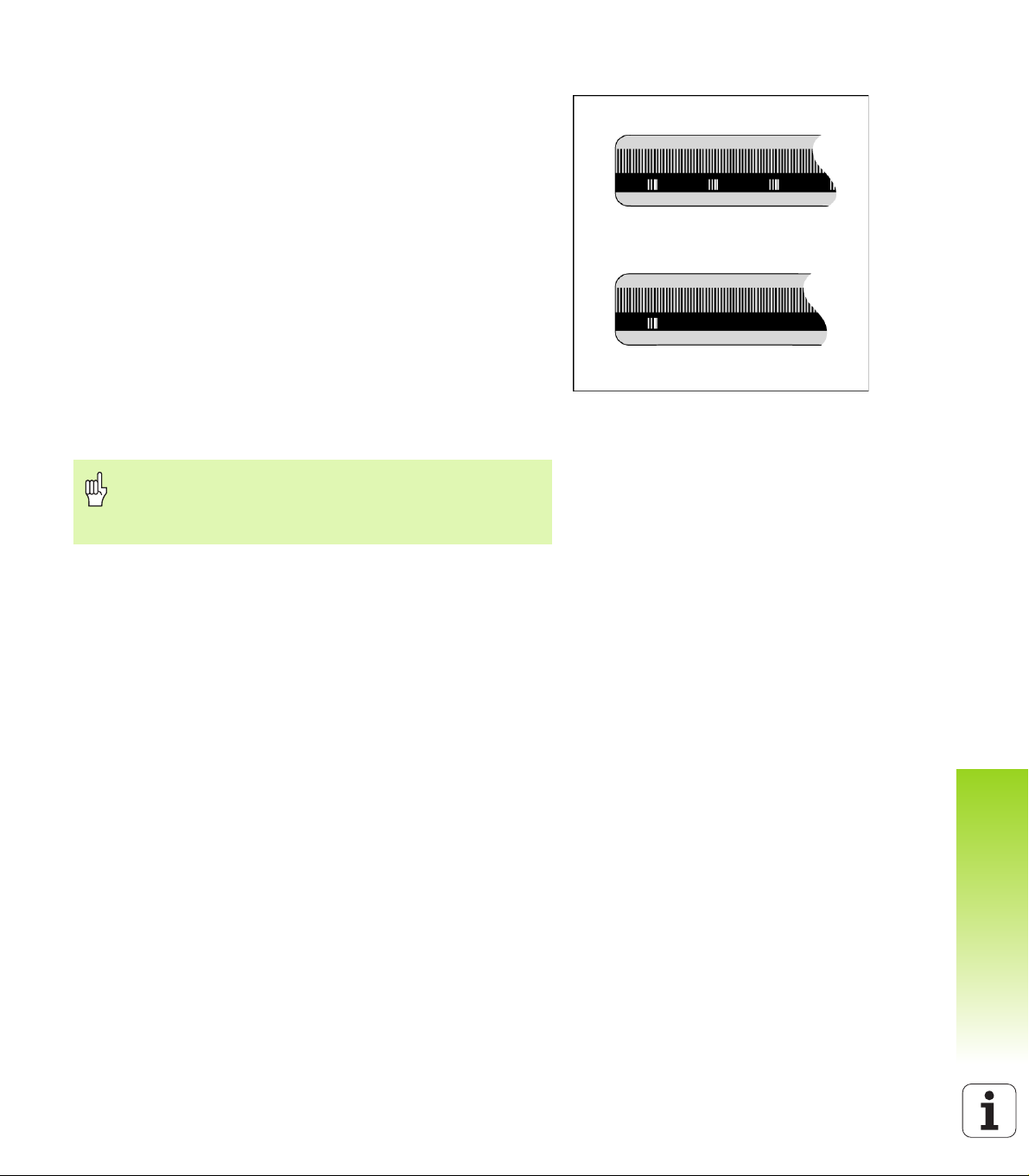
Znaczniki referencyjne enkodera
Przyrządy pomiarowe posiadają za zwyczaj jeden lub kilka
znaczników referencyjnych (patrz Ilustr. I.6), przy pomocy których
funkcja analizy znaczników referencyjnych urządzenia ND 522/523
odtwarza punkty odniesienia po przerwie w zasilaniu. Można dokonać
wyboru pomiędzy dwoma najczęściej stosowanymi typami
znaczników referencyjnych: stałymi lub kodowanymi.
W przypadku enkoderów z zakodowanymi znacznikami
referencyjnymi znaczniki te znajdują się w określonej zakodowanej
odległości od siebie, co umożliwia ND 522/523 wykorzystywanie
dowolnej pary znaczników referencyjnych dla odtworzenia
poprzednich punktów odniesienia. Oznacza to, iż po ponownym
włączeniu ND 522/523 należy przemieścić enkoder z dowolnej pozycji
po tylko bardzo krótkim odcinku, aby odtworzyć punkty odniesienia.
Przyrządy pomiarowe ze stałymi znacznikami referencyjnymi
posiadają jeden znacznik lub kilka znaczników o stałej odległości od
siebie. Dla poprawnego odtworzenia punktów odniesienia należy
wykorzystawać przy analizie znaczników referencyjnych tego samego
znacznika, który był używany przy pierwszym wyznaczeniu punktu
odniesienia.
Punkty odniesienia nie mogą zostać odtworzone po
wyłączeniu wyświetlacza położenia, jeśli znaczniki
referencyjne nie zostały przejechane, zanim określono
punkty odniesienia.
danych położenia
Ilustr. I.6 Enkodery – u góry ze znacznikami
referencyjnymi o zakodowanej odległości, u
dołu z jednym znacznikiem referencyjnym
I – 1 Podstawowe zagadnienia dotyczące
ND 522/523 15
I – 2 Obsługa ND 522/523
Symbole paska statusu
Punkt
odniesienia
Narzędzie Posuw Stoper Jednostka
miary
Tryby pracy Wskazaniestron Ustawić/
zerować
Oznaczenieosi
Obszarwyświetlania
Wskazanie
znaczników
referencyjnych
Graficzne
wspomaganie
pozycjonowania (tylko w
trybie dystans
do pokonania)
Softkeys
Rozplanowanie ekranu
I – 2 Obsługa ND 522/523
Wyświetlacz położenia ND522/523 oddaje do dyspozycji specyficzne
w użyciu funkcje, które pozwalają na uzyskanie maksymalnej
produktywności na obsługiwanych manualnie obrabiarkach.
Pasek stanu – w pasku stanu zostaje wyświetlany aktualny punkt
odniesienia, narzędzie, posuw, czas stopera, jednostka miary,
dystans do pokonania (przyrostowo) lub wartość rzeczywista
(absolutna), indykator stron i aktywna aktualnie opcja funkcji
Ustawić/zerować. Jak nastawia się parametry paska statusu,
opisano w rozdziale "Menu NASTAWIENIE OBROBKI".
Obszar wyświetlania – na tym obszarze zostają wyświetlane
aktualne wartości położenia osi. Poza tym zostają tam wyświetlane
maski wprowadzenia z ich poszczególnymi polami jak i okno z
instrukcjami dla operatora, komunikaty o błędach i teksty pomocy.
Oznaczenia osi – zostaje wyświetlona oś przyporządkowana do
odpowiedniego klawisza osiowego.
Wskazanie znaczników referencyjnych – wskazanie znaczników
referencyjnych pokazuje aktualny stan znaczników referencyjnych.
Softkeys – Die Softkeys bezeichnen die verschiedenen Fräs- oder
Drehfunktionen.
16 I Instrukcja dla operatora
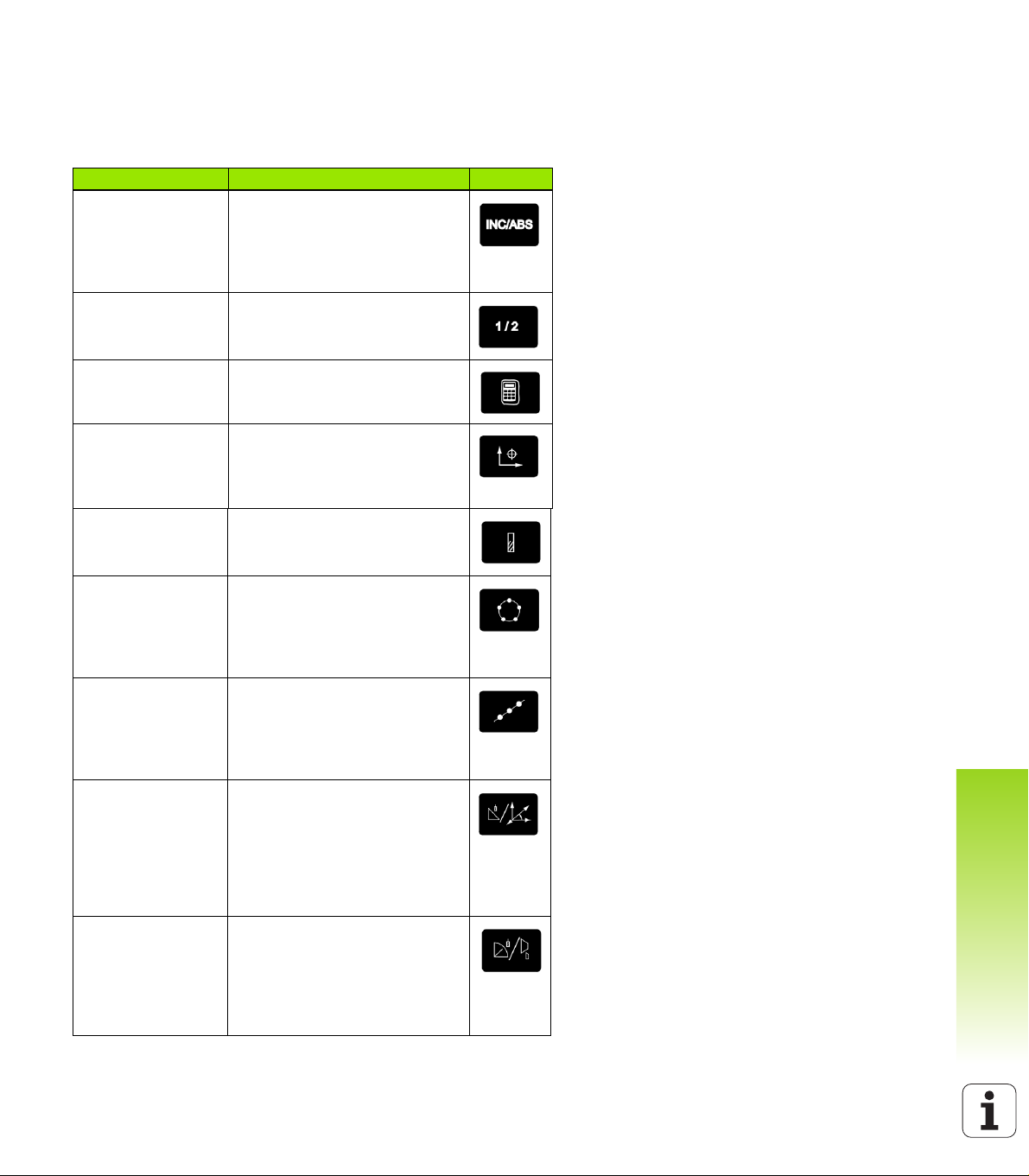
Przegląd zintegrowanych w pulpicie obsługi
klawiszy funkcyjnych
W pulpicie obsługi wyświetlacza położenia znajdują się następujące
klawisze z opisanymi tutaj funkcjami:
Klawisz Funkcja Symbol
INKREMENTALNIE/
ABSOLUTNIE
Przełącza pomiędzy trybami
pracy wartość rzeczywista
(absolutny) i dystans do
pokonania (inkrementalny).
(Strona 18)4
1/2 (TYLKO W
TRYBIE
FREZOWANIA)
KALKULATOR Otwiera funkcje kalkulatora.
PUNKT BAZOWY Otwiera maskę wprowadzenia
NARZEDZIE Otwiera TABELĘ NARZĘDZI.
OKRĘG
ODWIERTÓW
RZĄD
ODWIERTÓW
FREZOWANIE
POW.UKOSNEJ
LUB
KOMPONENTYWEKTORA
Dzieli aktualną pozycję przez
dwa. (Strona 30)
(Strona 31)
PUNKT BAZOWY, w której
można określić punkt bazowy dla
każdej osi. (Strona 37)
(Strona 32 w trybie frezowania.
Strona 60 w trybie toczenia)
Otwiera maskę wprowadzania
danych OKREG ODWIERTOW.
Pozycje odwiertów zostają
automatycznie obliczane dla
funkcji frezowania (Strona 48).
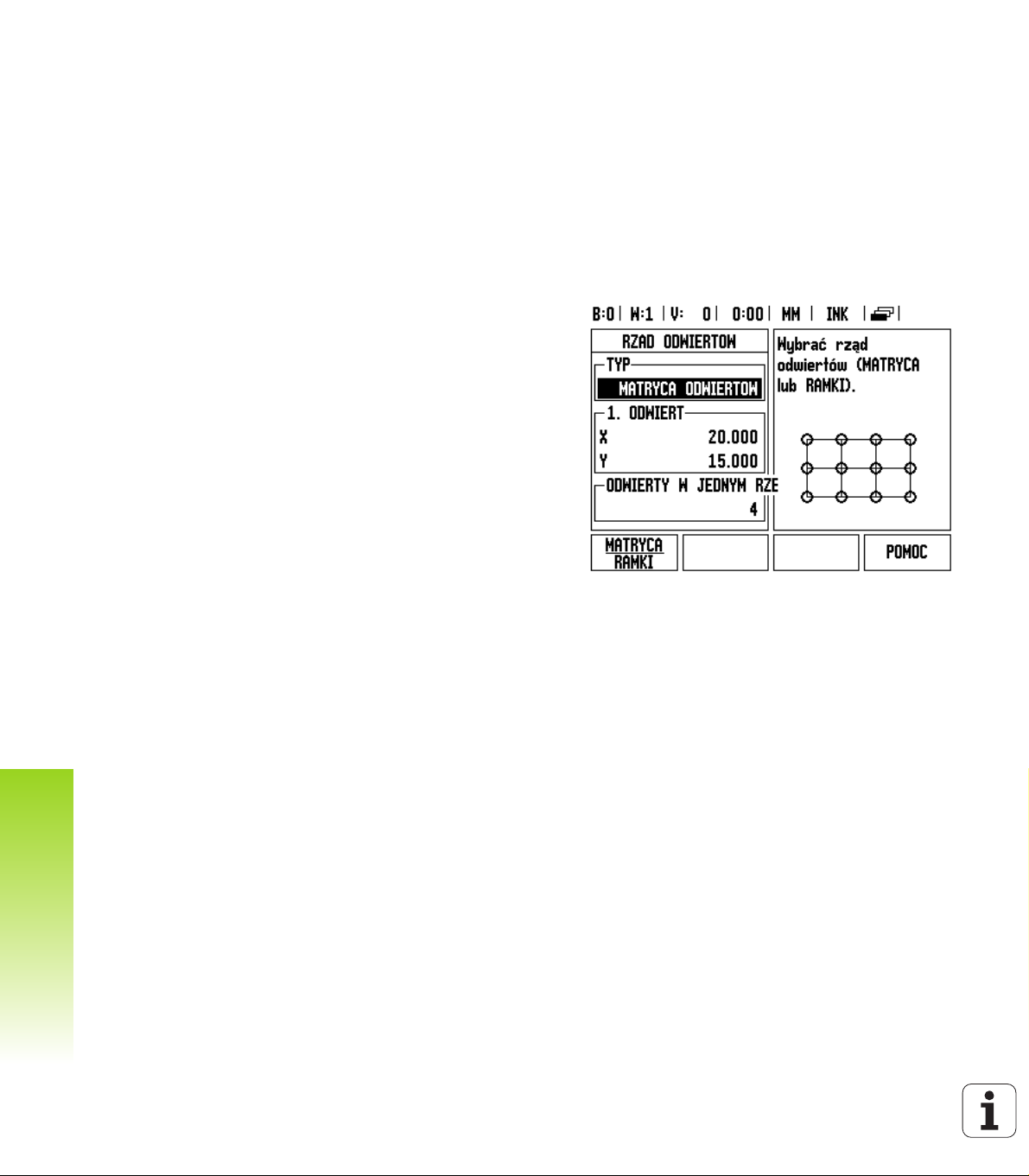
Otwiera maskę wprowadzania
danych RZAD ODWIERTOW.
Pozycje odwiertów zostają
automatycznie obliczane dla
funkcji frezowania (Strona 51).
Otwiera maskę wprowadzania
danych FREZOWANIE POW.
UKOSNEJ (Strona 54) w trybie
frezowania, albo maskę
wprowadzania danych
KOMPONENTY WEKTORA
(Strona 68) w trybie toczenia.
I – 2 Obsługa ND 522/523
FREZOWANIE
ŁUKU LUB
KALKULATOR
STOZKA
ND 522/523 17
Otwiera maskę
danych FREZOWANIE ŁUKU
(Strona 57) w trybie frezowania,
albo maskę wprowadzania
danych KALKULATOR STOZKA
(Strona 66) w trybie toczenia.
wprowadzania
Wskazówki dotyczące wprowadzania danych
Za pomocą klawiszy numerycznych wprowadzamy liczby do pól.
Przy pomocy klawisza ENTER potwierdzamy dokonane w polu
zapisy danych i powracamy do poprzedniego ekranu.
Proszę nacisnąć klawisz C, jeśli chcemy wymazać wpisy lub
komunikaty o błędach albo chcemy powrócić do poprzedniego
ekranu.
SOFTKEYS odznaczają różne funkcje frezowania lub toczenia.
Wybieramy te funkcje, naciskając klawisz znajdujący się
bezpośrednio pod danym softkey. Funkcje softkey są rozdzielone na
dwóch stronach ekranu, które to wywołuje się klawiszem W LEWO/
W PRAWO.
Przy pomocy klawisza W LEWO/W PRAWO przechodzimy
pomiędzy tymi trzema stronami ekranu ze znajdującymi się do
I – 2 Obsługa ND 522/523
dyspozycji funkcjami softkey. Strona, na której się aktualnie
znajdujemy, zostaje wyświetlana w pasku statusu u góry na ekranie.
Przy pomocy klawisza W GORE/W DOŁ przemieszczamy kursor
pomiędzy polami maski wprowadzenia i punktami danego menu.
Kiedy kursor osiągnie ostatni punkt menu, przeskakuje on
automatycznie do początku menu.
Tryby pracy
ND 522/523 dysponuje dwoma trybami pracy: dystans do zadanego
punktu (INKREMENTALNY) i wartość rzeczywista (ABSOLUTNY).
Tryb pracy Dystans do zadanego punktu (w tej instrukcji oznaczony
jako inkrementalny) pozwala na najazd zadanych pozycji poprzez
"przejazd na zero". Nawet jeśli pracujemy w trybie inkrementalnym, to
można zapisywać współrzędne z wartościami absolutnymi lub
inkrementalnymi. W trybie pracy Wartość rzeczywista (w tej instrukcji
oznaczony jako absolutny) aktualna wartość pozycji narzędzia
zostaje wyświetlana w odniesieniu do aktywnego punktu bazowego. W
tym trybie pracy zostaje przemieszczana oś aż do momentu
wskazania wymaganej pozycji zadanej dla tej osi.
Jeśli znajdujemy się w absolutnym trybie pracy i aplikacja Frezowanie
jest aktywna, to działa tylko przesunięcie długości narzędzia. W trybie
pracy Dystans do pokonania zostają wykorzystywane zarówno
przesunięcie promienia jak i przesunięcie długości dla obliczenia
dystansu do pokonania do wymaganej pozycji zadanej, w odniesieniu
do ostrza znajdującego się przy pracy narzędzia.
Jeżeli ND 522/523 znajduje się w trybie toczenia, to zostają
uwzględnione wszystkie rodzaje przesunięcia narzędzia zarówno w
trybie wartości rzeczywistej jak i w trybie dystansu do zadanego
punktu.
Przy pomocy zintegrowanego w pulpicie obsł
I.7) INK/ABS przełącza się pomiędzy obydwoma trybami pracy. Przy
pomocy klawisza W LEWO/W PRAWO wywołujemy funkcje softkey w
trybie pracy wartość rzeczywista lub dystans do pokonania.
W przypadku trzyosiowego modelu wyświetlacza położenia funkcja
sprzęgania osi daje możliwość sprzężenia osi Z . Patrz „Sprzężenie
osi Z” na stronie 69.
ugi klawisza (Patrz Ilustr.
Ilustr. I.7 Klawisz dystansu do pokonania
(INKREMENTALNY) / wartość rzeczywista
(ABSOLUTNY)
18 I Instrukcja dla operatora
Graficzne wspomaganie pozycjonowania
Przy „przejeździe na zero“ ND 522/523 służy pomocą operatorowi,
wyświetlając graficzne wspomaganie pozycjonowania. Patrz Ilustr. I.8.
ND 522/523 wyświetla graficzne wspomaganie pozycjonowania w
małej prostokątnej belce pod symbolem osi, którą wyzerowujemy. Dwa
trójkątne znaczniki po środku belki symbolizują najeżdżaną pozycję
zadaną.
Mały kwadrat symbolizuje sanie osiowe. Podczas przemieszczania
osi, pojawia się w kwadraciku strzałka kierunkowa. W ten sposób
widoczne jest na pierwszy rzut oka, czy przemieszczamy na zadaną
pozycję czy też w innym niewłaściwym kierunku. Kwadracik porusza
się dopiero wtedy, kiedy sanie osiowe znajdą się w pobliżu zadanej
pozycji. Nastawienie graficznego wspomagania pozycjonowania:
Patrz „Graficzne wspomaganie pozycjonowania” na stronie 26 w menu
NASTAWIENIE OBROBKI.
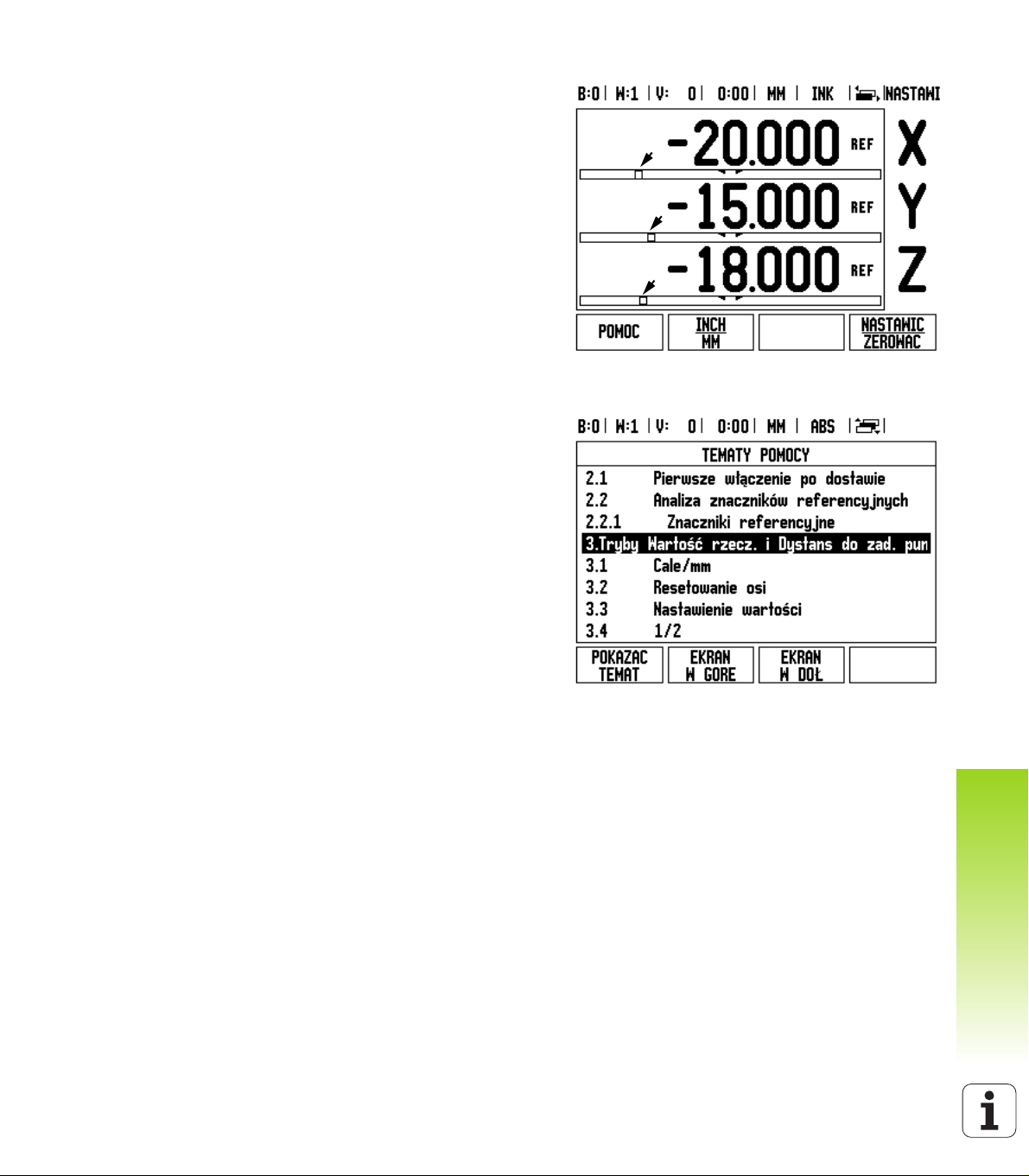
Pomoc online
Zintegrowana instrukcja obsługi pomaga operatorowi w każdej sytuacji
odpowiednimi informacjami. Patrz Ilustr. I.9
Wywołanie zintegrowanej instrukcji obsługi:
U Proszę nacisnąć softkey POMOC.
U Na ekranie zostają wyświetlone informacje do danego zabiegu, który
zostaje właśnie wykonywany.
U Przy pomocy klawisza W GORE/W DOŁmożna przechodzić po
stronach ekranu w temacie, jeśli zostaje on objaśniony na kilku
stronach ekranu.
Wyświetlanie informacji na inny temat:
U Proszę nacisnąć softkey LISTA TEMATOW.
U Proszę używać klawisza W GORE/W DOŁ, jeżeli chcemy zapoznać
się z zawartością listy.
U Proszę nacisnąć softkey ENTER, jeśli chcemy bliżej zapoznać się z
danym tematem.
Zakończenie zintegrowanej instrukcji obsługi:
U Naciskamy klawisz C.
Ilustr. I.8 Graficzne wspomaganie pozycjonowania
jest aktywne (patrz strzałki)
Ilustr. I.9 Lista tematów pomocy online
I – 2 Obsługa ND 522/523
ND 522/523 19
Maski wprowadzenia
Dane, konieczne dla różnych funkcji eksploatacyjnych i parametrów
nastawienia, zapisujemy w maskach wprowadzenia. Te maski
wprowadzenia pojawiają się po wyborze funkcji, dla których niezbędne
jest wprowadzenie większej ilości danych. Każda maska
wprowadzenia zawiera konieczne dla wprowadzania danych pola.
Aby zmiany mogły zadziałać, należy potwierdzić ich wprowadzenie
klawiszem ENTER. Prosz nacisnąć klawisz C, aby wrócić do
poprzedniego ekranu, bez zapisywania dokonanych zmian do
pamięci.
Okno z instrukcjami online:
Kiedy otwieramy menu lub maskę wprowadzenia, pojawia się po
prawej stronie od niego okno z instrukcjami dla operatora. W tym oknie
dialogowym operator otrzymuje informacje o wybranej funkcji i
instrukcje do znajdujących się w dyspozycji opcjach. Patrz Ilustr. I.10
I – 2 Obsługa ND 522/523
Ilustr. I.10 Przykład: maska wprowadzania danych i
okno z instrukcjami online
Komunikaty o błędach
Jeśli przy pracy z ND 522/523 pojawi się błąd, to na ekranie pojawia
się komunikat o błędach, w którym zostaje objaśniona przyczyna
błędu.
Usunięcie komunikatu o błędach:
U Naciskamy klawisz C.
20 I Instrukcja dla operatora
Włączenie urządzenia
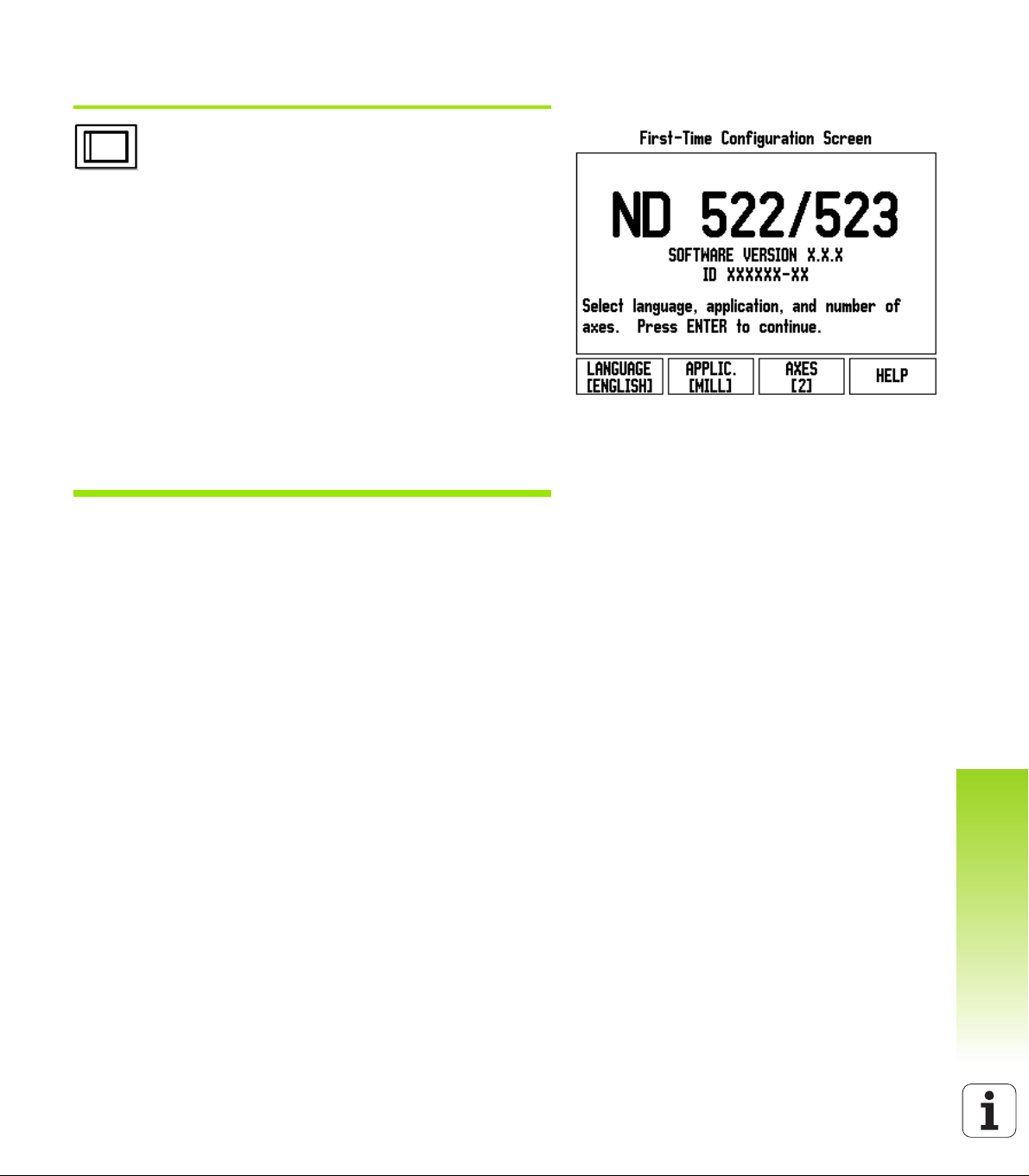
Proszę włączyć urządzenie przyciskiem na tylnej
stronie urządzenia. Pojawia się pierwszy ekran. Patrz
Ilustr. I.11 (Ten ekran pojawia się tylko przy
pierwszym włączeniu po dostawie. Następujące kroki
zostały ewentualnie już wykonane przy instalowaniu
oprogramowania.)
Przy pomocy softkey JEZYK wybieramy żądany
język dialogowy.
Można wybrać następnie albo aplikację
FREZOWANIE lub TOCZENIE. Przy pomocy
softkey APLIKACJA [FREZOWANIE/TOCZENIE]
przełączamy pomiędzy tymi obydwoma trybami.
Następnie wybieramy liczbę osi. Kiedy zakończymy
to wpis, naciskamy klawisz ENTER.
Operator może zmienić później aplikację w menu
USTAWIENIE SYSTEMU pod NASTAWIENIE
APLIKACJI.
ND 522/523 jest teraz gotowy do eksploatacji w trybie pracy Wartość
rzeczywista. Za każdą aktywną osią pojawia się migający “REF”. Jest
to znakiem, iż należy wykonać funkcję szukania znaczników
referencyjnych.
I – 2 Obsługa ND 522/523
Ilustr. I.11 Ekran monitora po pierwszym włączeniu po
dostawie
ND 522/523 21
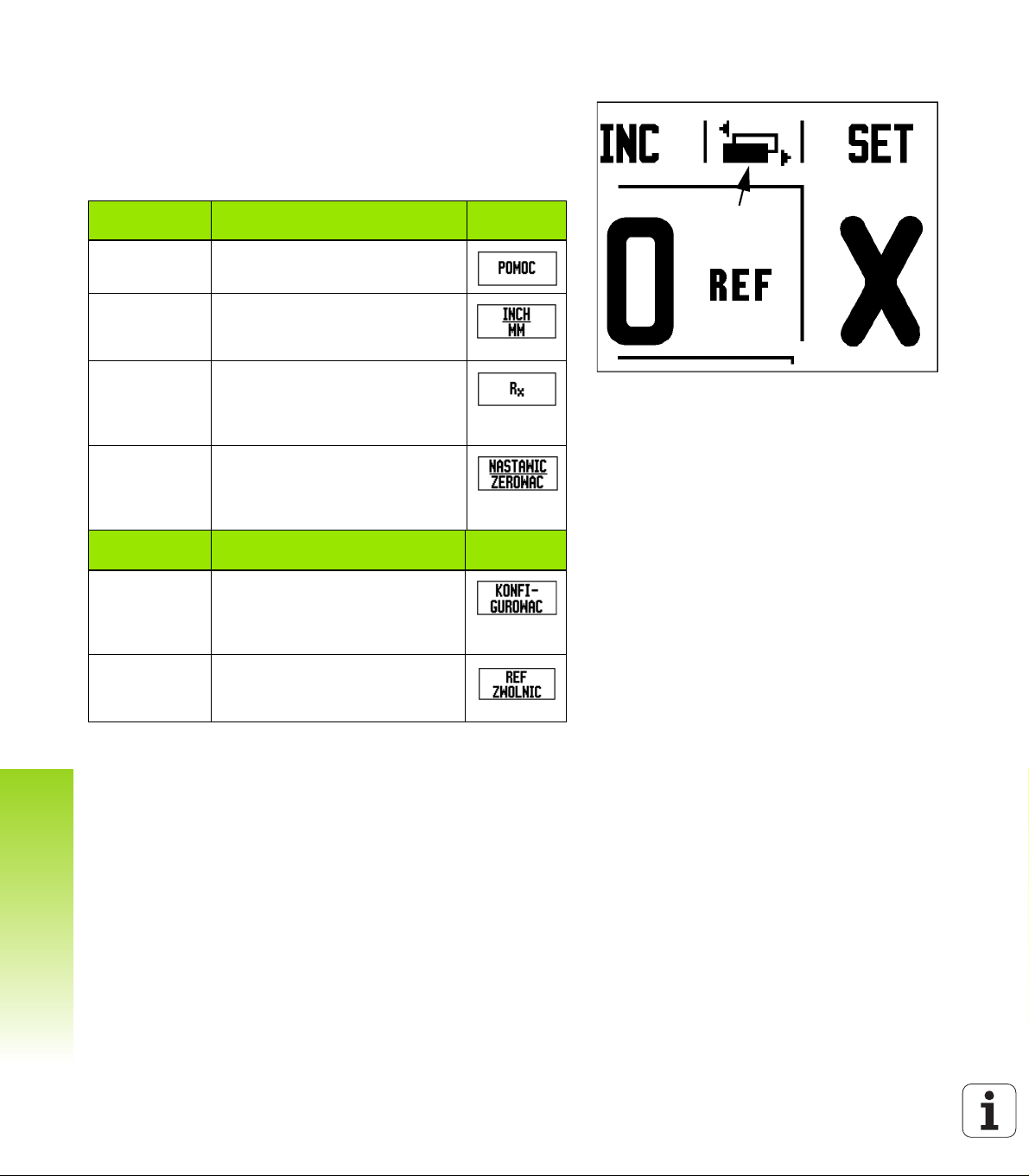
Analiza znaczników referencyjnych
Przy pomocy REF-automatyki ND 522/523 ustala automatycznie
ponownie przyporządkowanie pomiędzy pozycjami suportu i
wyświetlanymi wartościami, określonymi przez operatora przed
wyłączeniem.
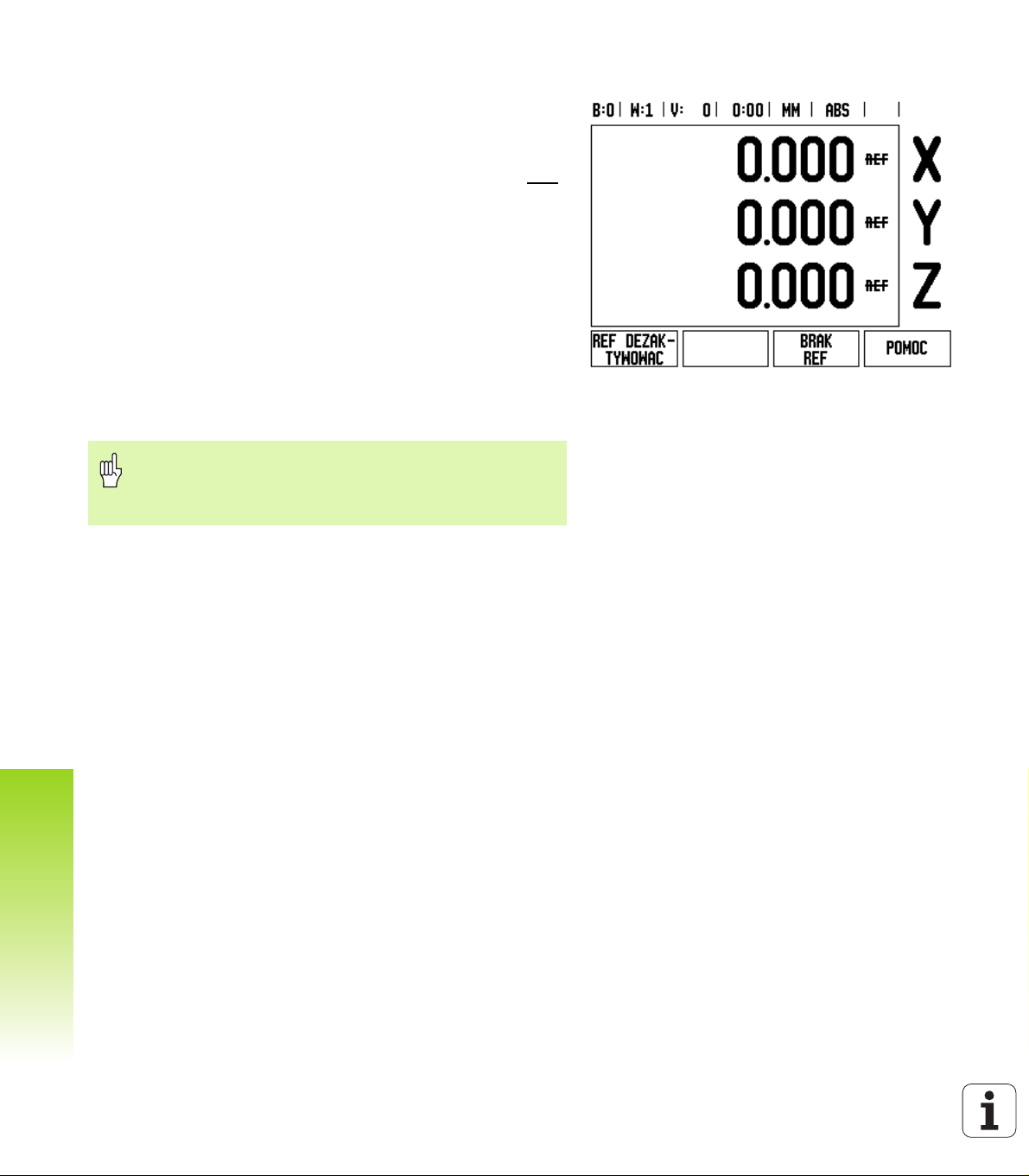
Jeśli enkoder posiada znaczniki referencyjne, to miga wskazanie REF
Patrz Ilustr. I.12. Kiedy tylko znaczniki referencyjne zostaną
przejechane, wskazanie REF przestaje migać.
Praca bez wykorzystywania znaczników referencyjnych
Można pracować z ND 522/523 bez uprzedniego przejeżdżania
znaczników referencyjnych. Proszę nacisnąć softkey BRAK REF, jeśli
nie chcemy przejeżdżać znaczników referencyjnych i zamierzamy
pracować dalej.
Można dokonać przejechania znaczników referencyjnych nieco
później, jeśli chcemy później zdefiniować punkty bazowe, odtwarzalne
I – 2 Obsługa ND 522/523
ponownie po przerwie w zasilaniu. Proszę nacisnąć softkey REF
AKTYWOWAC, jeśli chcemy aktywować analizę znaczników
referencyjnych.
Jeśli enkoder nie posiada znaczników referencyjnych, to
wskazanie REF nie pojawia się na ekranie i wszystkie
ustalone punkty odniesienia zostają zatracone po
wyłączeniu wyświetlacza pozycji.
.
Ilustr. I.12 Wskazanie przy określaniu znaczników
referencyjnych
22 I Instrukcja dla operatora
Funkcja REF AKTYWOWAC/DEZAKTYWOWAC
Softkey REF AKTYWOWAC/DEZAKTYWOWAC znajduje się do
dyspozycji podczas analizy znaczników referencyjnych i umożliwia
operatorowi wybór określonego znacznika referencyjnego w
enkoderze. Ważnym jest, aby używać enkoderów ze stałymi
znacznikami referencyjnymi. Jeżeli naciskamy softkey REF
DEZAKTYWOWAC to wyświetlacz położenia przerywa analizę
znaczników referencyjnych i ignoruje wszystkie znaczniki
referencyjne, które zostają przejeżdżane. Jeśli naciśniemy następnie
softkey REF AKTYWOWAC, to wyświetlacz położenia aktywuje
ponownie funkcję analizy znaczników referencyjnych i wybiera
następny przejechany znacznik referencyjny.
Kiedy tylko zostaną określone znaczniki referencyjne dla wszystkich
wymaganych osi, kończymy analizę znaczników referencyjnych,
naciskając na softkey BRAK REF. Przejechanie znaczników
referencyjnych nie musi zostać przeprowadzone dla wszystkich, a
tylko dla koniecznych przy pracy przyrządów pomiarowych. Kiedy tylko
wszystkie znaczniki referencyjne zostaną ustalone ND 522/523
powraca automatycznie do ekranu z wartościami pozycji osi.
Jeśli znaczniki referencyjne nie zostały przejechane, to
ND 522/523 nie zapisuje do pamięci wyznaczonych
punktów odniesienia. To oznacza, iż przyporządkowania
pomiędzy pozycjami suportu i wyświetlanymi wartościami
nie są odtwarzalne po przerwie w dopływie prądu
(wyłączeniu).
I – 2 Obsługa ND 522/523
Proszę włączyć urządzenie i nacisnąć dowolny
klawisz.
Proszę dokonać przejechania znaczników
referencyjnych w dowolnej kolejności.
– ALTERNATYWA –
Proszę nacisnąć softkey REF DEZAKTYWOWAC i
przejechać znaczniki referencyjne.
Proszę przesunąć enkoder na wymagany stały
znacznik referencyjny. Proszę nacisnąć softkey REF
ZWOLNIC i przejechać znaczniki referencyjne.
– ALTERNATYWA –
Znaczniki referencyjne niezostaną przejechane, a
mianowicie jeśli operator naciśnie softkey BRAK
REF. Wskazówka: przyporządkowanie pomiędzy
pozycjami osi i wyświetlanymi wartościami zostaje
zatracone przy przerwie w dopływie prądu.
ND 522/523 23
Nastawienie
ND 522/523 dysponuje dwoma następującymi menu dla nastawienia
parametrów obróbki: NASTAWIENIE OBROBKI i NASTAWIENIE
SYSTEMU. Przy pomocy parametrów menu NASTAWIENIE
OBROBKI dopasowujemy każdy rodzaj obróbki do specyficznych
wymogów. W menu NASTAWIENIE SYSTEMU definiujemy parametry
dla enkodera, wskazania i komunikacji.
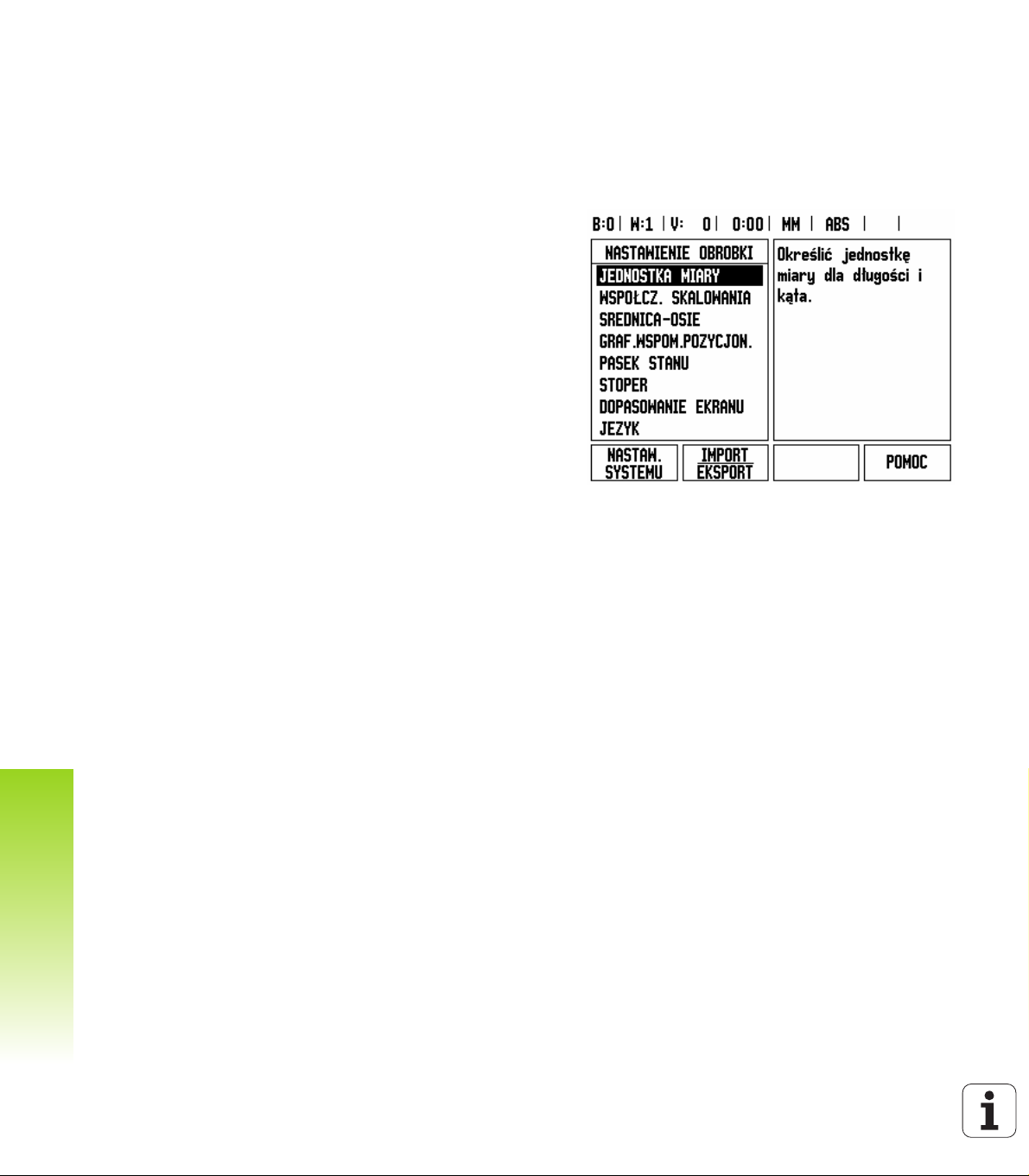
I Menu NASTAWIENIE OBROBKI wywołuje się przy pomocy softkey
NASTAWIENIE. Patrz Ilustr. I.13. Kiedy tylko operator znajdzie się w
menu NASTAWIENIE OBROBKI, dysponuje on następującymi
softkeys:
NASTAWIENIE SYSTEMU
Dieser Softkey ermöglicht Ihnen den Zugriff auf die EinrichteParameter. Patrz „Parametry menu NASTAWIENIE SYSTEMU” na
stronie 75.
IMPORT/EXPORT
I – 2 Obsługa ND 522/523
Mit diesem Softkey starten Sie den Import/Export der
Betriebsparameter. Patrz „Import/eksport” na stronie 27.
POMOC
Przy pomocy tego softkey otwieramy zintegrowaną pomoc dla
użytkownika.
Parametry menu NASTAWIENIE OBROBKI
Przy pomocy klawisza W DOŁ/W GORE wybieramy wymagane
parametry i następnie naciskamy ENTER, dla ich wyświetlenia i edycji.
Jednostka miary
W masce wprowadzenia JEDNOSTKA MIARY określamy jednostkę
miary i formaty, z którymi chcemy pracować. Kiedy włączymy
wyświetlacz położenia, zadziałają wszystkie te nastawienia.
U Cale/MM – wartości pomiaru zostają zapisywane i wyświetlane w tej
jednostce miary, która została podana przez operatora w polu
DŁUGOSC. Proszę nacisnąć softkey CALE/MM, aby wybrać
pomiędzy calami i milimetrami. Można tego dokonać zarówno w
trybie inkrementalnym jak i absolutnym.
U Wartość dziesiętna, miara łukowa albo stopnie/minuty/sekundy
(GMS) – w polu formatu kąta zostaje zdefiniowane wskazanie i
wprowadzanie danych kątów. Operator dokonuje wyboru przy
pomocy softkey pomiędzy WARTOSC DZIESIETNA, MIARA
ŁUKOWA lub GMS.
Ilustr. I.13 Menu NASTAWIENIE OBROBKI w trybie
frezowania
24 I Instrukcja dla operatora
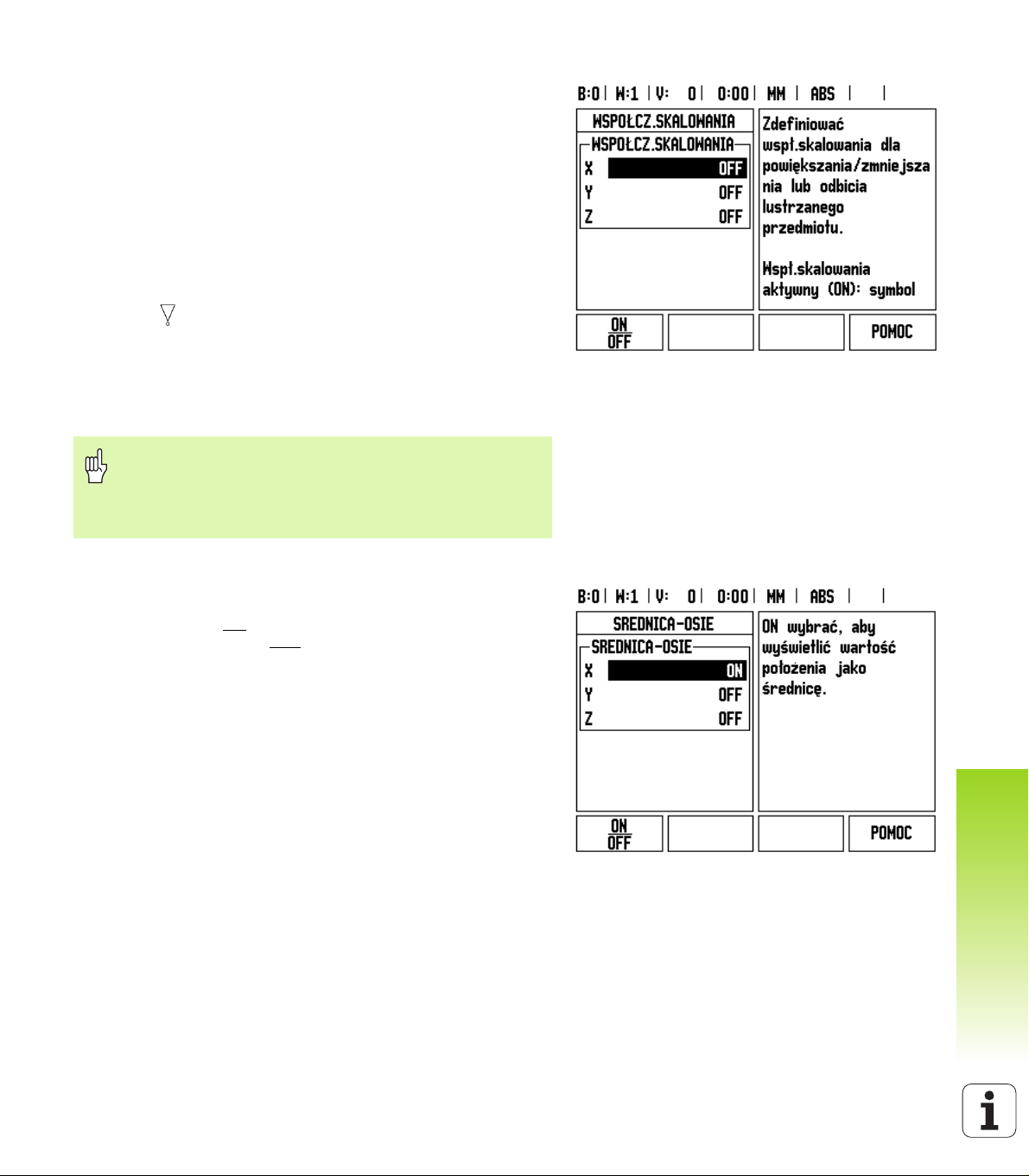
Współczynnik skalowania
Przy pomocy współczynnika skalowania można zmniejszyć lub
powiększyć obrabiany przedmiot. Wszystkie przemieszczenia
enkodera zostają mnożone przez ten współczynnik skalowania. Przy
współczynniku wymiarowym o wartości 1,0 zostaje wytworzony
przedmiot, posiadający tę samą wielkość jak na rysunku technicznym.
Patrz Ilustr. I.14.
U Za pomocą klawiszy numerycznych zapisujemy liczbę. Liczba ta
może leżeć w przedziale od 0,1000 do 10,000. Zapis liczby ujemnej
jest również dopuszczalny.
U Nastawienia dla współczynnika skalowania pozostają zachowane
po wyłączeniu wyświetlacza położenia.
U Jeżeli nastawimy inną wartość dla współczynnika skalowania niż 1,
to symbol dla współczynnika skalowania za wartościami
wskazania.
U Przy pomocy softkey ON/OFF można dezaktywować aktywny
współczynnik skalowania.
ODBICIE LUSTRZANE
Wykorzystując współczynnik skalowania –1,00
otrzymujemy lustrzane odbicie przedmiotu. Można
jednocześnie dokonywać odbicia lustrzanego przedmiotu
oraz go powiększać/pomniejszać z odpowiednim
wyskalowaniem.
Ilustr. I.14 Współczynnik skalowania
I – 2 Obsługa ND 522/523
Srednica-osie
Przy pomocy funkcji SREDNICA-OSIE podajemy te osie, których
wartości położenia mają zostać wyświetlone jako promień lub
średnica. Wybieramy ON
średnica. Jeżeli wybierzemy OFF
, aby wyświetlić wartość położenia osi jako
, to zostaje dezaktywowana funkcja
promień/średnica. Patrz Ilustr. I.15. Informacje odnośnie funkcji
promień/średnica w trybie toczenia, patrz „Softkey RX (promień/
średnica)” na stronie 67.
U Wybieramy SREDNICA-OSIE i potwierdzamy z ENTER.
U Kursor znajduje się teraz na polu osi X. Proszę nacisnąć softkey ON/
OFF dla aktywowania lub dezaktywowania funkcji, w zależności od
tego, który parametr chcemy zdefiniować dla tej osi.
U Proszę potwierdzić z ENTER.
Ilustr. I.15 Maska wprowadzenia Srednica-osie
ND 522/523 25
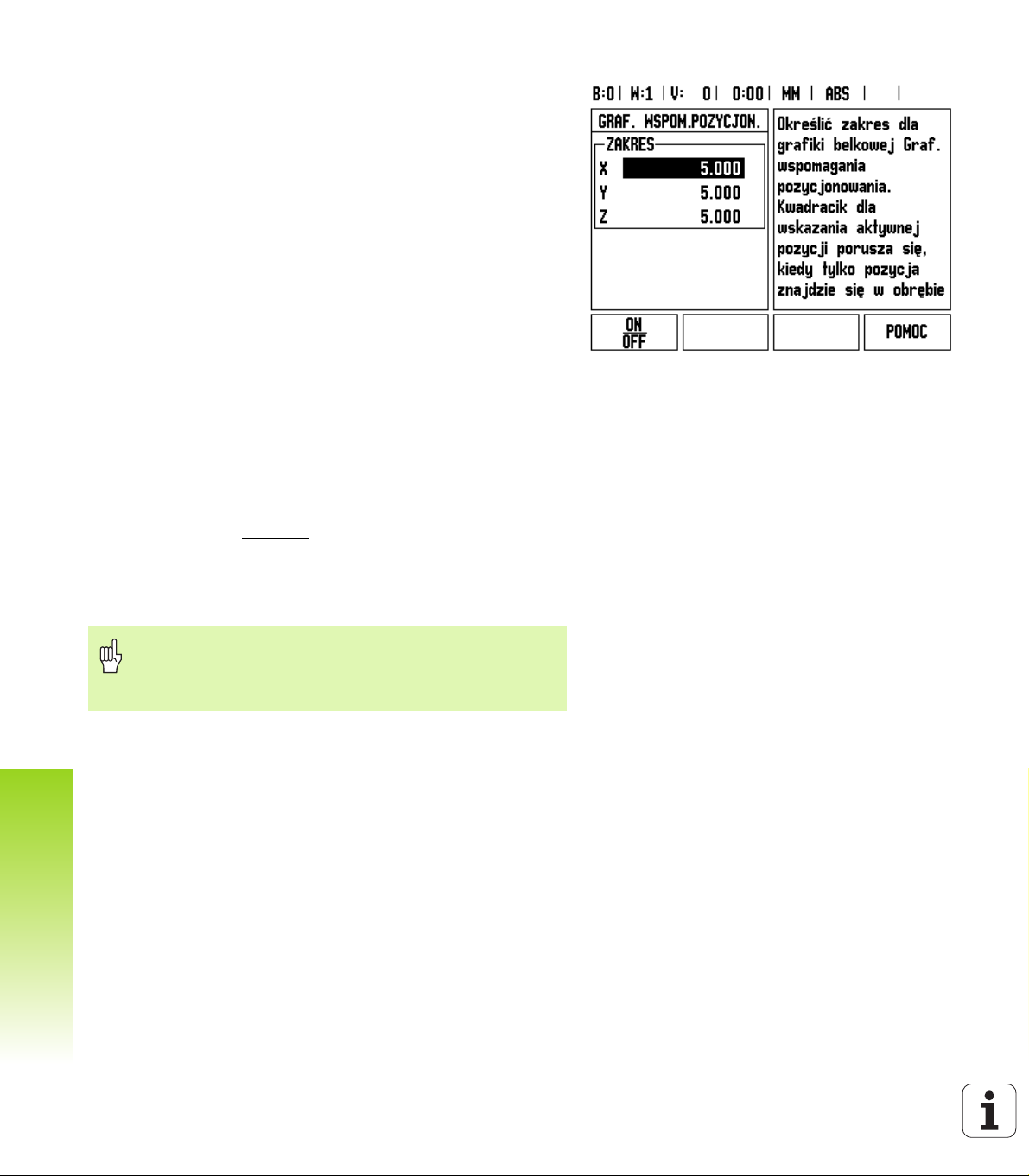
Graficzne wspomaganie pozycjonowania
Maska wprowadzenia GRAFICZNE WSPOMAGANIE
POZYCJONOWANIA służy dla konfigurowania grafiki belkowej,
znajdującej się pod wskazaniem wartości osiowych. Dla każdej osi
istnieje własny zakres. Patrz Ilustr. I.16.
U Graficzne wspomaganie pozycjonowania aktywujemy albo z softkey
ON/OFF albo zapisujemy wartości dla osi po prostu klawiszami
numerycznymi. Kwadracik dla wskazania aktywnej pozycji porusza
się, kiedy tylko pozycja znajdzie się w obrębie zdefiniowanego
obszaru.
Pasek stanu
Pasek stanu znajduje się w górnej części ekranu i pokazuje aktywny
punkt odniesienia, narzędzie, posuw, stoper i liczbę stron.
U Wybieramy przy pomocy softkey ON/OFF te nastawienia, które
chcemy wyświetlić.
I – 2 Obsługa ND 522/523
Stoper
Stoper wskazuje godziny (h), minuty (m) i sekundy (s). Pracuje on na
zasadzie normalnego stopera, tzn. mierzy upływający czas. (Zegar
zaczyna odliczać czas przy 0:00:00).
W polu PRZEBIEGŁY CZAS znajduje się suma pojedyńczych,
zarejestrowanych minionych interwałów czasowych.
U Proszę nacisnąć softkey START/STOP. Wyświetlacz położenia
pokazuje pole stanu ODLICZA
. Proszę jeszcze raz nacisnąć softkey
dla zatrzymania odliczanego czasu.
U Przy pomocy softkey RESET wskazanie czasu powraca do
pierwotnego stanu. Jeżeli skasujemy wskazanie czasu, zegar
zostaje zatrzymany.
Ilustr. I.16 Graficzne wspomaganie pozycjonowania
Stoper można również uruchomić oraz zatrzymać,
naciskając klawisz ze znakiem dziesiętnym (klawisz z
punktem). Przy pomocy klawisza 0 można zresetować
stoper.
26 I Instrukcja dla operatora

Dopasowanie ekranu
Można dopasować jasność i kontrast ekranu LCD w obydwu trybach
pracy albo przy pomocy softkeys w tej masce wprowadzenia lub
klawiszem W GORE/W DOŁ. Różne warunki oświetlenia i preferencje
operatora wymagają ewentualnie dopasowania nastawionej z góry
jasności i kontrastu. W masce wprowadzenia można także podać, po
jakim czasie powinien aktywować się wygaszacz ekranu. W polu
WYGASZACZ EKRANU określamy, po jakim czasie braku aktywności
powinien włączyć się wygaszacz ekranu. Dla czasu jałowego można
wybrać wartość pomiędzy 30 i 120 minut. Wygaszacz ekranu można
dezaktywować, podczas gdy wyświetlacz położenia jest włączony.
Język
ND 522/523 dysponuje kilkoma wersjami językowymi. Zmiana języka
dialogu:
U proszę naciskać softkey JEZYK tak długo, aż pojawi się żądana
wersja językowa na softkey i w polu JEZYK.
U Proszę potwierdzić wprowadzenie z ENTER.
Import/eksport
Parametry eksploatacyjne można importować lub eksportować,
używając portu USB (Patrz „Port USB (Typ “B”)” na stronie 84).
U Proszę nacisnąć softkey IMPORT/EKSPORT, który zostaje
wyświetlany, jeśli wybrano menu NASTAWIENIE OBROBKI.
U Z IMPORT zostają przesyłane parametry eksploatacyjne z PC.
U Z EKSPORT dokonuje się przesyłania parametrów do PC.
U Przy pomocy klawisza C operacja ta zostaje zakończona.
I – 2 Obsługa ND 522/523
ND 522/523 27
Przegląd softkeys i ich funkcji
Wskazanie
strony
Funkcje softkey są rozdzielone na dwóch stronach ekranu, które
można przeglądać przy pomocy klawisza W LEWO/W PRAWO.
Wskazanie strony na pasku stanu ukazuje liczbę stron i tę stronę, na
której właśnie znajduje się operator (zaznaczona strona). Do każdego
softkey można wywołać dokładniejsze informacje.
Patrz Ilustr. I.17
Softkeys na
stronie 1
POMOC Otwiera pomoc online. (Strona 19)
CALE/MM Przełącza pomiędzy wskazaniem
I – 2 Obsługa ND 522/523
PROMIEN/
SREDNICA
NASTAWIC/
ZEROWAC
Softkeys na
stronie 2
NASTAWIC Otwiera menu NASTAWIENIE
REF
ZWOLNIC
Funkcja softkey Symbol
softkey
wartości położenia w calach lub w
milimetrach. (Strona 24)
Przełącza pomiędzy wskazaniem
wartości położenia jako promień
lub średnica (dostępne tylko w
trybie toczenia). (Strona 67)
Przełącza pomiędzy funkcjami
Nastawić i Zerować. Zastosowanie
przy pomocy odpowiednich
klawiszy osiowych. (Strona 29)
Funkcja softkey Symbol
softkey
OBROBKI i i oddaje do dyspozycji
softkey NASTAWIENIE
SYSTEMU. (Strona 24)
Nacisnąć, jeśli należy określić
położenie znacznika
referencyjnego. (Strona 22)
Ilustr. I.17 Wskazanie strony i Nastawić/zerować
28 I Instrukcja dla operatora
Dokładniejszy opis softkeys dla ogólnych
Nastawić/zerować
funkcji
W tym rozdziale zostają dokładniej opisane funkcje softkey, które
można wykorzystywać zarówno dla obróbki frezowaniem jak i
toczeniem.
Softkey NASTAWIC/ZEROWAC
Przy pomocy softkey NASTAWIC/ZEROWAC określamy działanie
danego klawisza osiowego. Przy pomocy tego softkey można
przełączać pomiędzy funkcjami NASTAWIC i ZEROWAC. Aktualny
status zostaje wyświetlony w pasku stanu. Patrz Ilustr. I.18
Jeśli w trybie absolutnym zostaje naciśnięty klawisz osiowy i funkcja
NASTAWIC jest aktywna, to ND 522/523 otwiera maskę
wprowadzenia PUNKT ODNIESIENIA dla wybranej osi. Jeśli
ND 522/523 znajduje się w trybie inkrementalnym, to pojawia się
maska wprowadzenia NASTAWIC WARTOSC.
Jeśli w trybie absolutnym naciśniemy klawisz osiowy oraz funkcja
ZEROWAC jest aktywna, to punkt odniesienia tej osi zostanie
wyzerowany na pozycji, na której oś ta się właśnie znajduje. Jeśli
dokonuje się tego w trybie inkrementalnym, to aktualna inkrementalna
wartość pozycji zostaje zresetowana na zero.
Jeśli w trybie absolutnym naciśniemy klawisz osiowy oraz
funkcja ZEROWAC jest aktywna, to punkt odniesienia tej
osi zostanie wyzerowany na pozycji, na której oś ta się
właśnie znajduje.
I – 2 Obsługa ND 522/523
Ilustr. I.18 Wskazanie strony i Nastawić/zerować
ND 522/523 29
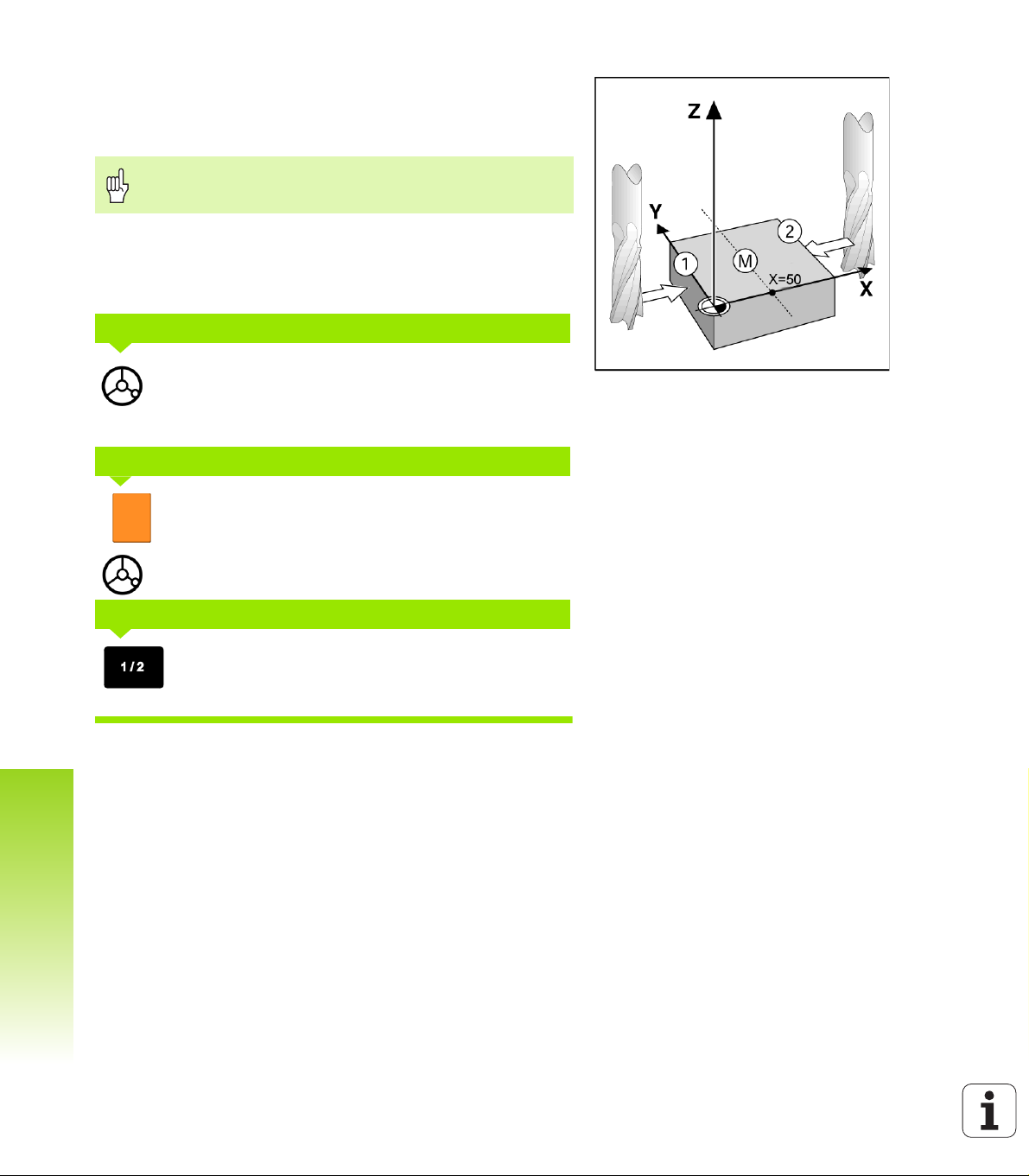
1/2-klawisz
Przy pomocy zintegrowanego w pulpit obsługi klawisza 1/2 określamy
połowę odcinka (lub punkt środkowy) pomiędzy dwoma pozycjami na
wybranej osi obrabianego przedmiotu. Można tego dokonać zarówno
w trybie inkrementalnym jak i absolutnym. Patrz Ilustr. I.19
W trybie absolutnym funkcja ta zmienia położenia punktów
odniesienia.
Przykład: określanie środka wybranej osi
Wartość X: X = 100 mm
Srodek: 50 mm
1. NAJAZD PUNKTU
I – 2 Obsługa ND 522/523
WYZEROWAĆ OŚ I NAJECHAĆ 2-GI PUNKT
1/2 NACISNAC I PRZEJECHAC NA ZERO
Przemieszczenie narzędzia do 1-go punktu.
Softkey NASTAWIC/ZEROWAC musi być
przełączony na ZEROWAC.
Wybieramy oś X i
i najeżdżamy 2-gi punkt.
Proszę nacisnąć klawisz 1/2, a następnie klawisz osi
X i przejechać na wartość wskazania zero. Srodek
pomiędzy dwoma punktami został określony.
Ilustr. I.19 Przykład: określanie środka pomiędzy
dwoma punktami
30 I Instrukcja dla operatora
 Loading...
Loading...