


Geräte-Handbuch
ND 522/523
Deutsch (de)
2/2011
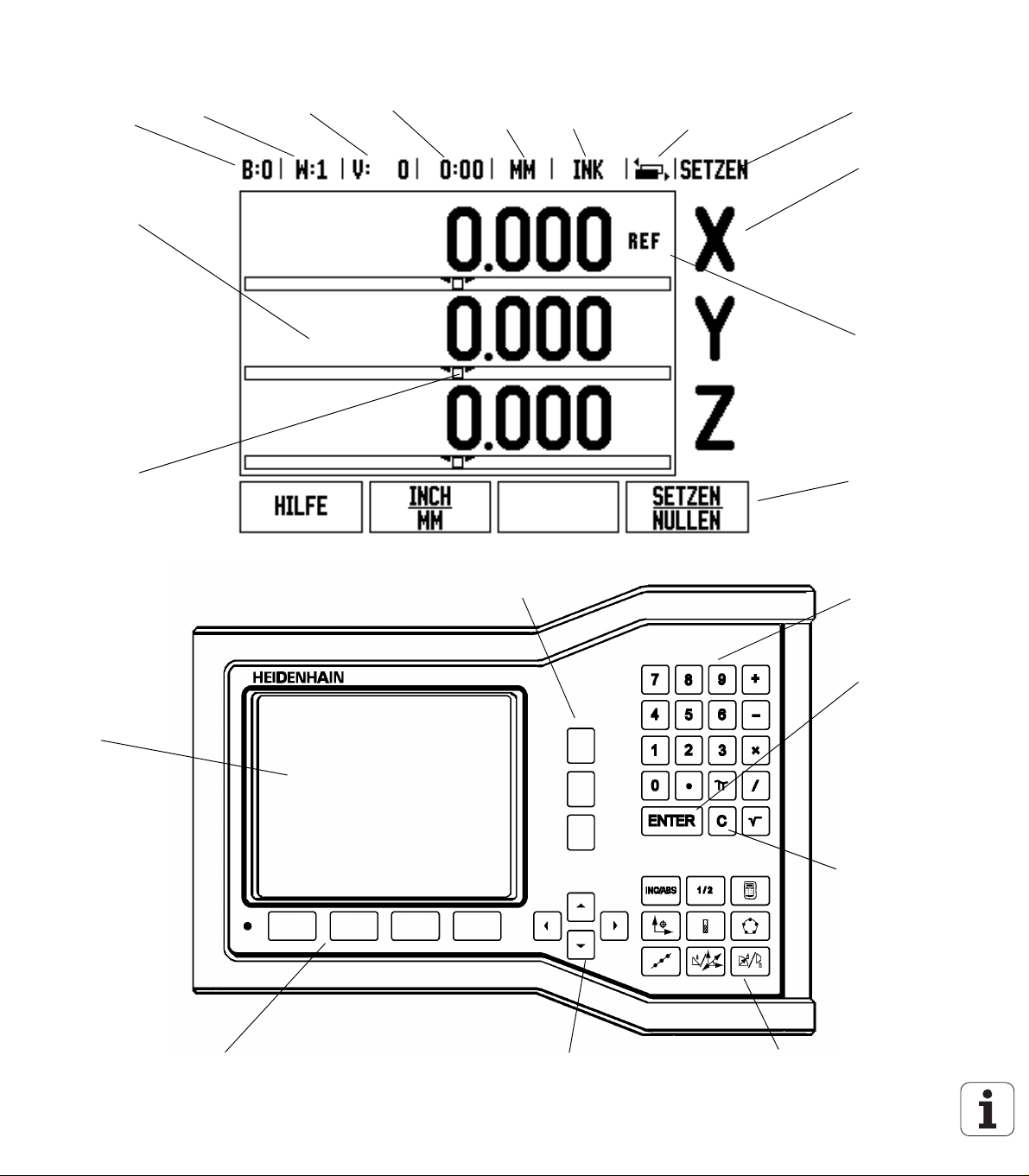
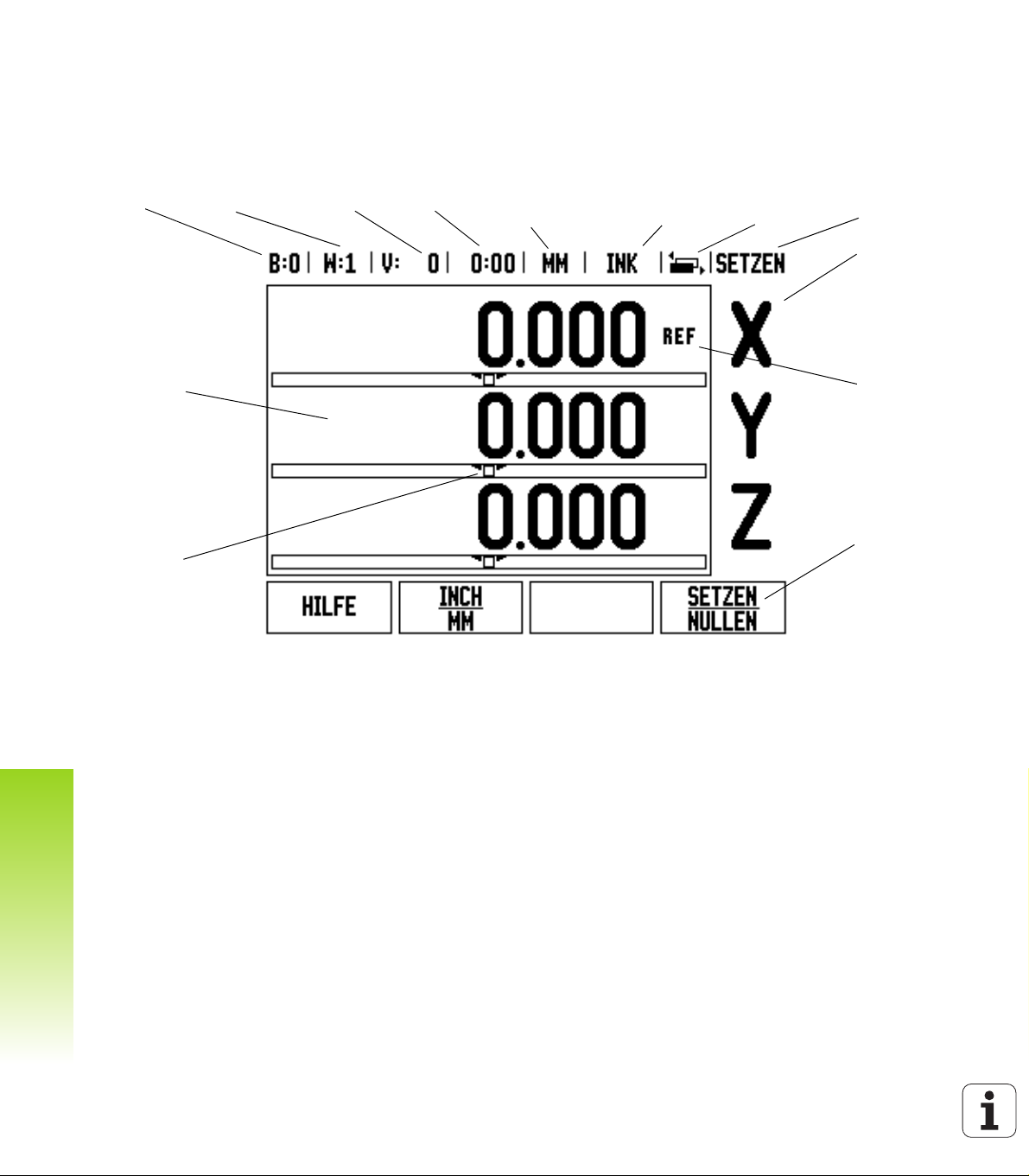
Bildschirm ND 522/523
Symbole der Statusleiste
Bezugspunkt Werkzeug Vorschub Stoppuhr Maßeinheit Betriebs-
arten
Anzeige-
bereich
Grafische
Positionier-
hilfe
3 Achstasten zum Anwählen der X-, Y- und Z-Achse
Seitenanzeige Setzen/
Nullen
Achsbezeichnung
ReferenzmarkenAnzeige
SoftkeyFunktionen
Zahlenwerte eingeben
Anzeigebereich
Softkeys – Tasten unterhalb des ND 522/523Bildschirms, deren Funktionen abhängig vom
zugeordneten Feld auf dem Bildschirm sind.
NACH-OBEN-/NACH-UNTENTaste – u.a. zum Einstellen des
Farbkontrasts des Bildschirms
Taste
ENTER
Taste C
Funktionstasten
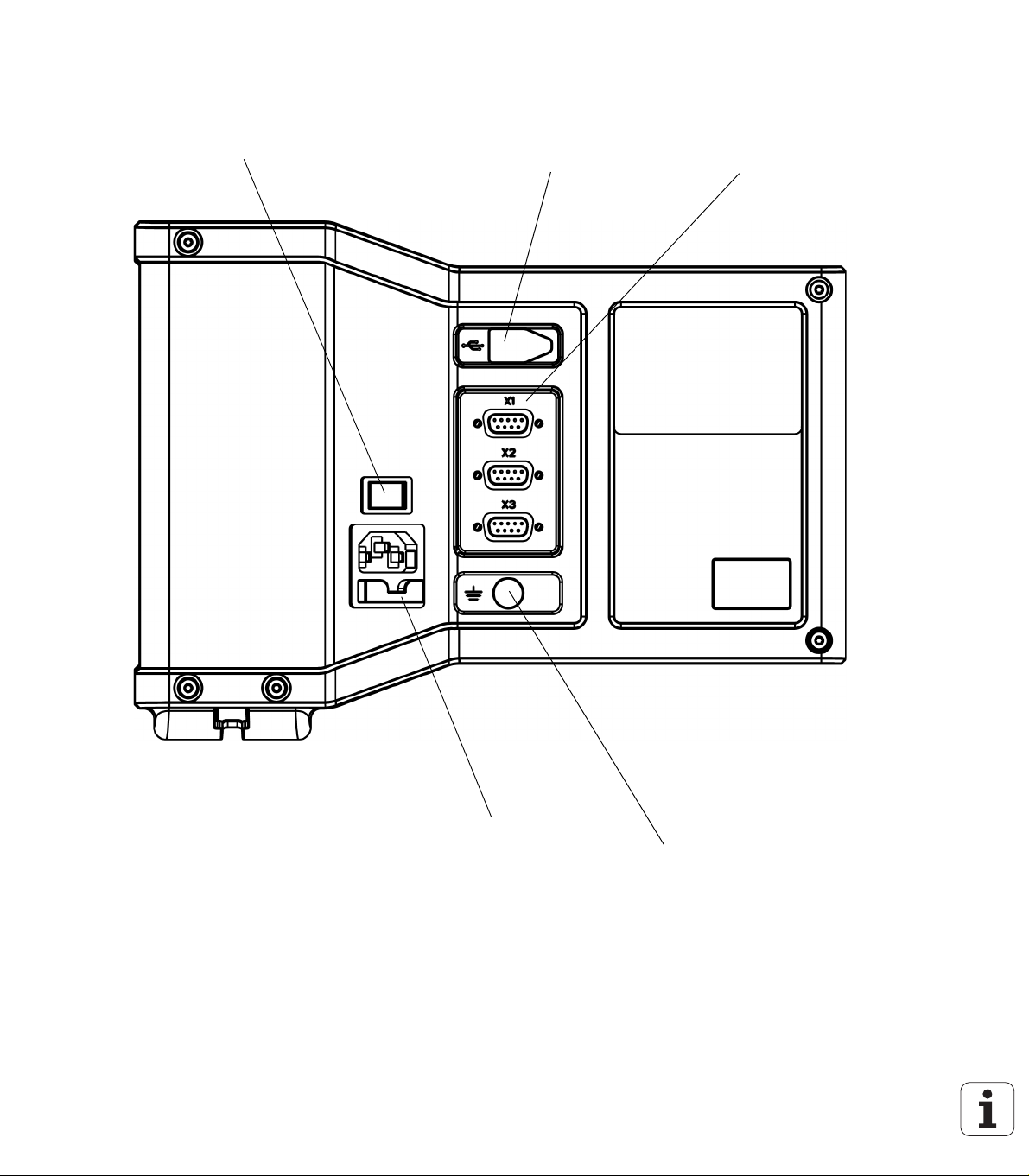
ND 522/523 Rückansicht
Netzschalter
USB-Anschluss (Typ “B”)
Anschlüsse für Achsen
(hier: 3-Achsausführung ND 523)
Netzanschluss
Masse (Schutzerdung)

Einleitung
Software-Version
Die Software-Version Ihres Geräts wird beim Hochfahren der
Positionsanzeige am Bildschirm angezeigt.
Dieses Handbuch erklärt die Funktionen des ND 522/523
für das Fräsen und Drehen. Das Arbeiten mit der
Positionsanzeige ist in drei Kapiteln beschrieben:
Bedienung der Positionsanzeige, Funktionen für die
Fräsbearbeitung und Funktionen für die Drehbearbeitung.
ND 522/523
Anzahl der angezeigten Achsen
Die Positionsanzeige ist als Ausführung für zwei Achsen
(ND 522) oder drei Achsen (ND 523) erhältlich. Der
ND 523 wird in diesem Handbuch für Abbildungen und die
Beschreibung der Funktionstasten verwendet.
Symbole in den Hinweisen
Jeder Hinweis ist links mit einem Symbol gekennzeichnet, das über
die Art und/oder Bedeutung des Hinweises informiert.
Allgemeiner Hinweis
z. B. auf das Verhalten des ND 523.
Warnung – Verweis auf begleitende Dokumentation
z. B. dass für die Funktion ein bestimmtes Werkzeug
benötigt wird.
Gefahr – Stromschlaggefahr
z. B. beim Öffnen des Gehäuses.
ND 522/523 – Hervorhebung bestimmter Begriffe
Diverse Begriffe (Softkeys, Funktionstasten, Eingabemasken und
Eingabefelder) sind in diesem Handbuch wie folgt gekennzeichnet:
Softkeys – Softkey EINRICHTEN
Funktionstasten – Taste ENTER
Eingabemasken – Eingabemaske WINKEL
Eingabefelder – RADIUS
Daten in Feldern – EIN
ND 522/523 5
, AUS


I Benutzer-Anleitung ..... 11
I – 1 Grundlagen für Positionsangaben ..... 12
Bezugspunkte ..... 12
Ist-Position, Soll-Position und Restweg ..... 12
Absolute Werkstück-Positionen ..... 13
Inkrementale Werkstück-Positionen ..... 13
Winkel-Bezugsachse ..... 14
Positionsmessgeräte ..... 14
Referenzmarken des Messgeräts ..... 15
I – 2 Bedienung des ND 522/523 ..... 16
Bildschirm-Aufbau ..... 16
Übersicht über die im Bedienfeld integrierten Funktionstasten ..... 17
Hinweise zur Dateneingabe ..... 18
Betriebsarten ..... 18
Grafische Positionierhilfe ..... 19
Online-Hilfe ..... 19
Eingabemasken ..... 20
Fenster mit Online-Anweisungen: ..... 20
Fehlermeldungen ..... 20
Gerät einschalten ..... 21
Auswertung der Referenzmarken ..... 22
Funktion REF FREIGABE/DEAKTIVIEREN ..... 23
Einrichten ..... 24
Parameter des Menüs BEARBEITUNG EINRICHTEN ..... 24
Maßeinheit ..... 24
Maßfaktor ..... 25
SPIEGELN ..... 25
Durchmesser-Achsen ..... 25
Grafische Positionierhilfe ..... 26
Statusleiste ..... 26
Stoppuhr ..... 26
Bildschirm anpassen ..... 27
Sprache ..... 27
Import/Export ..... 27
Übersicht über die Softkeys und deren Funktionen ..... 28
Detaillierte Beschreibung der Softkeys für allgemeine Funktionen ..... 29
Softkey SETZEN/NULLEN ..... 29
1/2-Taste ..... 30
Taste RECHNER ..... 31
ND 522/523 7

I – 3 Funktionen für Fräsbearbeitungen ..... 32
Detaillierte Beschreibung der im Bedienfeld integrierten Tasten ..... 32
Taste Werkzeug ..... 32
Import/Export ..... 32
Werkzeugradius-Korrektur ..... 33
Vorzeichen für die Längendifferenz ΔL ..... 33
Werkzeug-Daten eingeben (Abb. I.25) ..... 34
Verwendung der Werkzeug-Tabelle ..... 35
Werkzeug-Tabelle aufrufen ..... 37
Werkzeug-Aufruf ..... 37
Taste BEZUGSPUNKT ..... 38
Antasten mit einem Werkzeug ..... 39
Wert setzen ..... 41
Inkrementalwert setzen ..... 45
U/min-Rechner ..... 47
Lochkreis und Lochreihe (Fräsen) ..... 48
Funktionen für Fräsmuster ..... 48
Lochkreis ..... 48
Lochreihe ..... 51
Schräge und Bogen fräsen ..... 54
Funktionen für Schräge/Bogen fräsen ..... 54
Schräge fräsen ..... 54
Ausführung ..... 55
Bogen fräsen ..... 57
I – 4 Funktionen für Drehbearbeitungen ..... 60
Einführung ..... 60
Detaillierte Beschreibung im Bedienfeld integrierten Tasten ..... 60
Symbole für die Drehbearbeitung ..... 60
Taste Werkzeug ..... 60
Menü WERKZEUG-TABELLE aufrufen: ..... 60
Verwendung der Werkzeug-Tabelle ..... 61
Werkzeug-Versatz mit WERKZEUG/SETZEN eingeben ..... 61
Werkzeug-Versatz mit MERKE/SETZEN bestimmen ..... 62
Taste BEZUGSPUNKT ..... 63
Vorbereitung: ..... 63
Bezugspunkte mit MERKE/SETZE setzen ..... 65
Taste KEGEL-RECHNER ..... 66
Wert setzen ..... 67
Softkey R
(Radius/Durchmesser) ..... 67
X
Taste VEKTORKOMPONENTEN ..... 68
Z-Achsen koppeln (nur für Drehbearbeitungen) ..... 69
Z-Achsen koppeln ..... 69
Achskopplung deaktivieren ..... 69
8

II Technische Information ..... 71
II – 1 Montage und elektrischer Anschluss ..... 72
Lieferumfang ..... 72
Zubehör ..... 72
Positionsanzeige ND 522/523 ..... 72
Aufstellungsort ..... 72
Positionsanzeige aufstellen und befestigen ..... 72
Elektrischer Anschluss ..... 72
Elektrische Anforderungen ..... 73
Umgebungsanforderungen ..... 73
Verdrahtung der Netzkupplung (siehe Abb. II.1) ..... 73
Vorbeugende Wartung ..... 73
Messgeräte anschließen ..... 74
Pin-Belegung der Messgerät-Eingänge ..... 74
II – 2 System einrichten ..... 75
Parameter des Menüs SYSTEM EINRICHTEN ..... 75
Messgerät definieren ..... 75
Anzeige konfigurieren ..... 76
Eingänge koppeln ..... 76
Fehlerkorrektur ..... 76
Lineare Fehlerkorrektur ..... 77
Nichtlineare Fehlerkorrektur ..... 77
Fehlerkorrekturtabelle konfigurieren ..... 79
Grafik lesen ..... 79
Fehlerkorrekturtabelle anzeigen ..... 79
Aktuelle Fehlerkorrekturtabelle exportieren ..... 79
Neue Fehlerkorrekturtabelle importieren ..... 79
Losekompensation ..... 80
Anwendung einstellen ..... 81
Diagnose ..... 81
Tastatur-Test ..... 81
Bildschirm-Test ..... 81
II – 3 Parameter des Messgeräts ..... 82
Einführung ..... 82
Einstellungs-Beispiele für HEIDENHAIN-Längenmessgeräte ..... 82
Einstellungs-Beispiele für HEIDENHAIN-Winkelmessgeräte ..... 82
Einstellungs-Beispiele für HEIDENHAIN-Winkelmessgeräte ..... 83
II – 4 Daten-Schnittstelle ..... 84
Allgemeines ..... 84
USB-Anschluss (Typ “B”) ..... 85
Bedienung von einem externen Gerät über den USB-Anschluss ..... 85
ND 522/523 9

II – 5 Messwerte ausgeben ..... 87
II – 6 Technische Daten für Fräsbearbeitungen ..... 89
Übersicht ..... 89
II – 7 Technische Daten für Drehbearbeitungen ..... 91
Übersicht ..... 91
II – 8 Anschlussmaße ..... 92
Übersicht ..... 92
II – 9 Zubehör ..... 93
Teilenummern Zubehör ..... 93
ND 522/523 Bügel
ID 618025-01 ..... 93
10
Benutzer-Anleitung
ND 522/523 11
I – 1 Grundlagen für
Positionsangaben
Bezugspunkte
Die Werkstückzeichnung gibt einen bestimmten Punkt des
Werkstücks (meist eine Werkstückecke) als absoluten Bezugspunkt
und eventuell einen weiteren oder mehrere weitere Punkte als relative
Bezugspunkte vor.
Beim Bezugspunkt-Setzen wird diesen Bezugspunkten der Ursprung
des absoluten Koordinatensystems bzw. der relativen
Koordinatensysteme zugeordnet. Das auf die Maschinenachsen
ausgerichtete Werkstück wird in eine bestimmte Position relativ zum
Werkzeug gebracht und die Achsanzeigen entweder auf Null oder den
entsprechenden Positionswert (z.B. um den Werkzeugsradius zu
berücksichtigen) gesetzt.
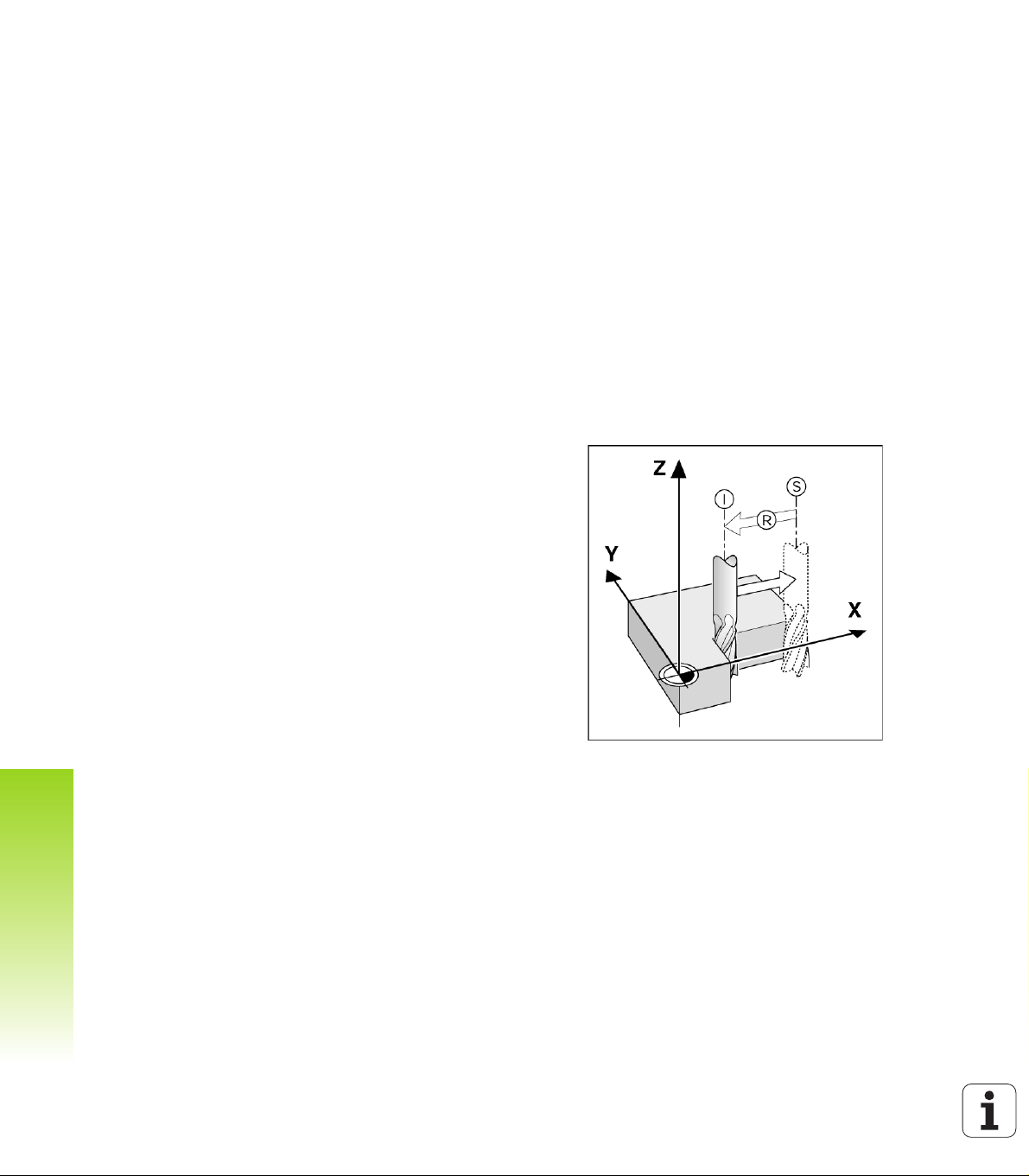
Ist-Position, Soll-Position und Restweg
Die Position, auf der sich das Werkzeug gerade befindet, heißt IstPosition. Die Position, zu der das Werkzeug jeweils zu verfahren ist,
heißt Soll-Position. Die Entfernung von der Soll-Position zur IstPosition wird als Restweg (inkremental) bezeichnet. Siehe Abb. I.1
I – 1 Grundlagen für Positionsangaben
Abb. I.1 Ist-Position I, Soll-Position S und Restweg R
12 I Benutzer-Anleitung
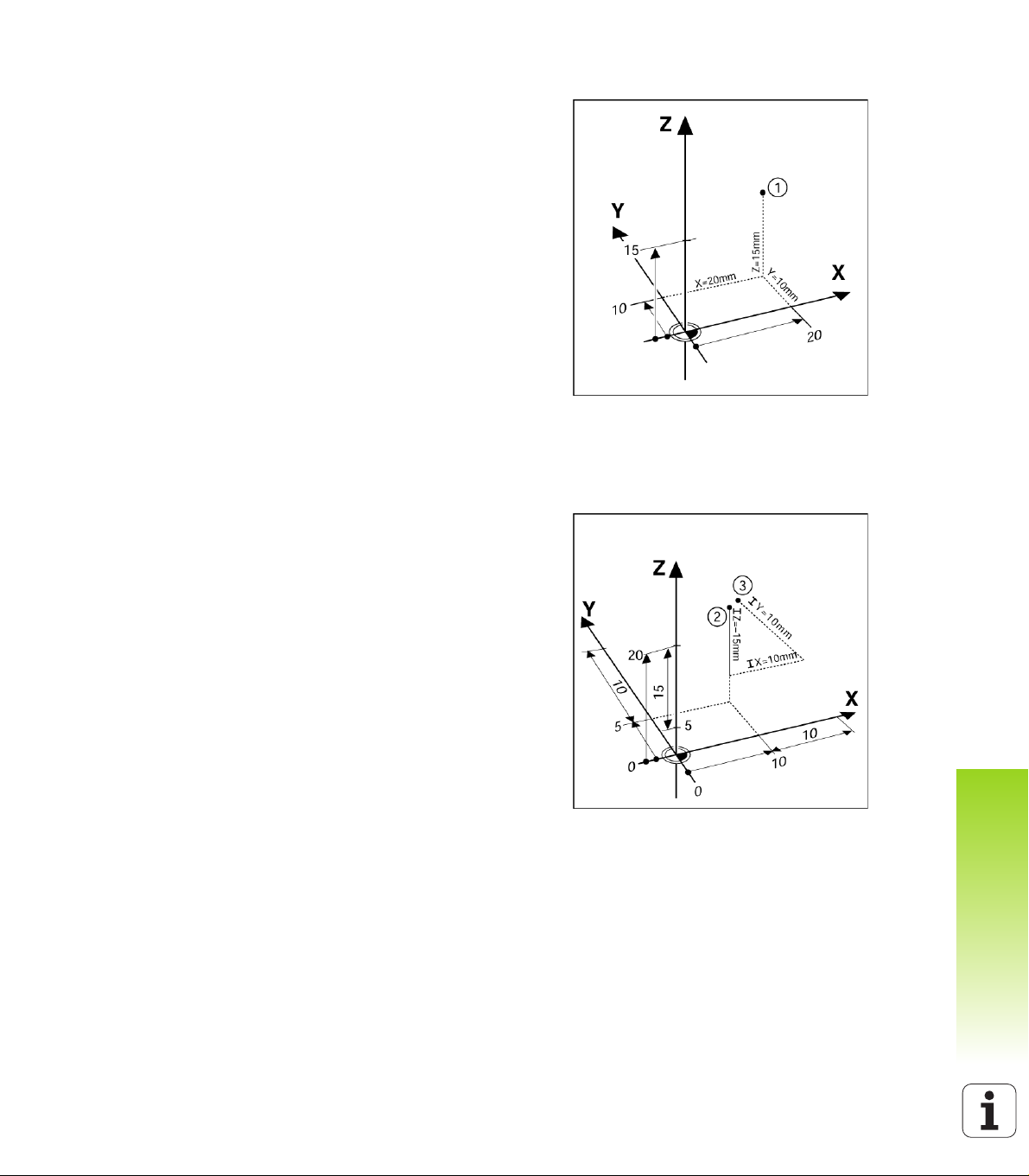
Absolute Werkstück-Positionen
Jede Position auf dem Werkstück ist durch ihre absoluten Koordinaten
eindeutig festgelegt. Siehe Abb. I.2.
Beispiel: Absolute Koordinaten der Position 1:
X = 20 mm
Y = 10 mm
Z = 15 mm
Wenn Sie nach einer Werkstückzeichnung mit absoluten
Koordinaten bohren oder fräsen, dann fahren Sie das Werkzeug auf
die Koordinaten.
Inkrementale Werkstück-Positionen
Eine Position kann auch auf die vorhergegangene Soll-Position
bezogen sein. Der relative Nullpunkt wird dann also auf die
vorhergegangene Soll-Position gelegt. Man spricht dann von
inkrementalen Koordinaten (Inkrement = Zuwachs) bzw. einem
Inkrementalmaß oder Kettenmaß (da die Position durch
aneinandergereihte Maße angegeben wird). Inkrementale
Koordinaten werden durch ein vorangestelltes I gekennzeichnet.
Beispiel: Inkrementale Koordinaten der Position 3 bezogen auf
Position 2. Siehe Abb. I.3
.
Absolute Koordinaten der Position 2:
X = 10 mm
Y = 5 mm
Z = 20 mm
Inkrementale Koordinaten der Position 3:
IX = 10 mm
IY = 10 mm
IZ = –15 mm
Wenn Sie nach einer Werkstückzeichnung mit inkrementalen
Koordinaten bohren oder fräsen, dann bewegen Sie das Werkzeug
jeweils um den Koordinatenwert weiter.
Abb. I.2 Position 1 zum Beispiel „Absolute
Werkstück-Positionen“
I – 1 Grundlagen für Positionsangaben
Abb. I.3 Position 3 mit inkrementalen Koordinaten
ND 522/523 13
Winkel-Bezugsachse
Die Winkel-Bezugsachse ist die 0°-Position. Sie ist als eine der beiden
Achsen in der Drehebene definiert. Die folgende Tabelle definiert den
0°-Winkel für die drei möglichen Drehebenen:
Für Winkelangaben gelten die folgenden Bezugsachsen:
Ebene Winkel-Bezugsachse
XY +X
YZ +Y
ZX +Z
Positiver Drehsinn ist der Gegen-Uhrzeigersinn, wenn die
Bearbeitungsebene in Richtung der negativen Werkzeugachse
betrachtet wird. Siehe Abb. I.4.
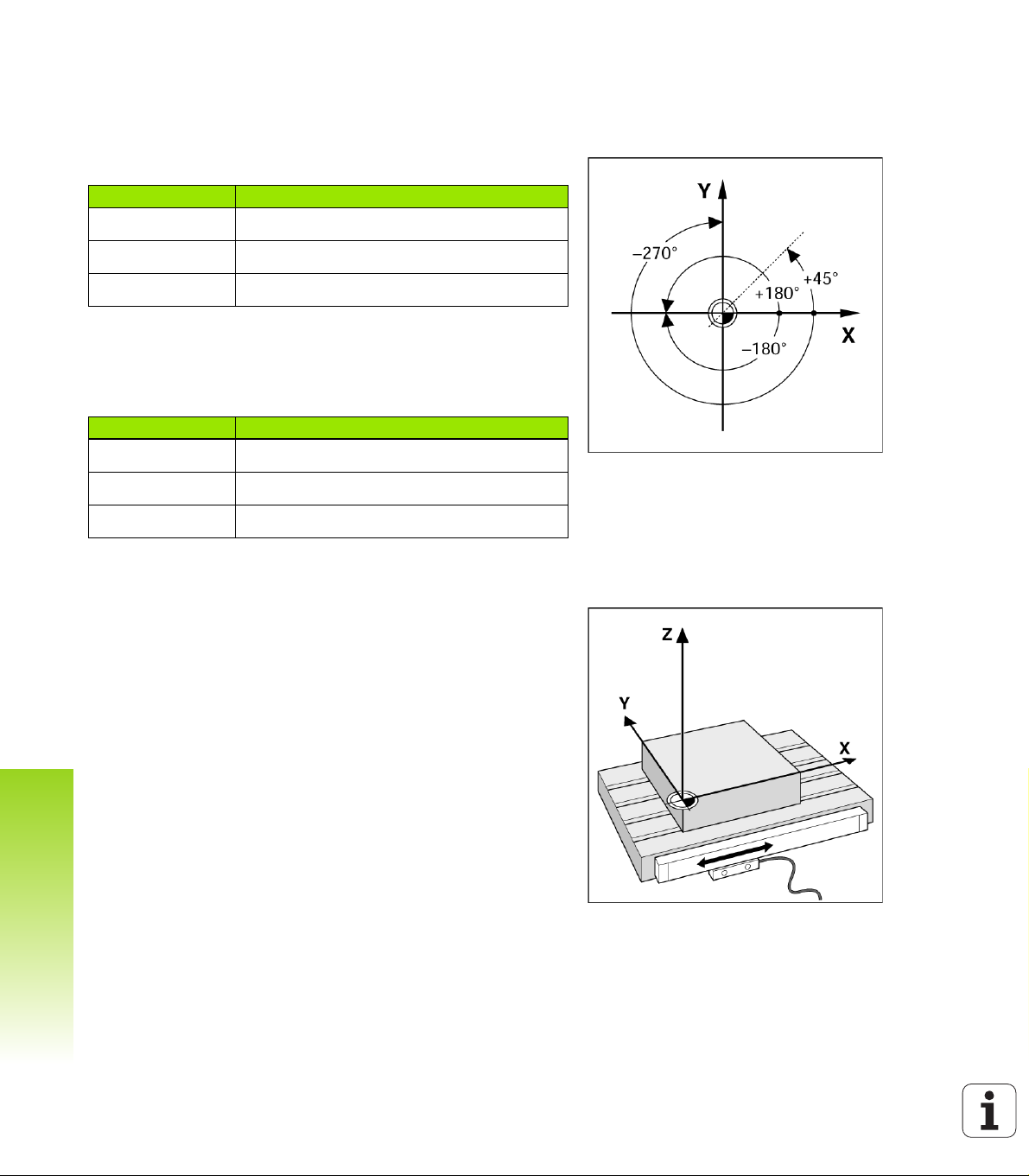
Beispiel: Winkel in der Bearbeitungsebene XY
Winkel Entspricht der...
+ 45° ... Winkelhalbierenden zwischen +X und +Y
+/– 180° ... negativen X-Achse
- 270° ... positiven Y-Achse
I – 1 Grundlagen für Positionsangaben
Positionsmessgeräte
Abb. I.4 Winkel und die Winkel-Bezugsachse, z.B. in
der X / Y - Ebene
Die Positionsmessgeräte wandeln die Bewegungen der
Maschinenachsen in elektrische Signale um. Der ND 522/523 wertet
die Signale aus, ermittelt die Ist-Position der Maschinenachsen und
zeigt diese als Zahlenwerte am Bildschirm an. Siehe Abb. I.5.
Bei einer Stromunterbrechung geht die Zuordnung zwischen der
Maschinenschlittenposition und der berechneten Ist-Position
verloren. Sobald die Stromversorgung wieder funktioniert, können Sie
diese Zuordnung mit den Referenzmarken der Positionsmessgeräte
und der REF-Automatik (REF) des ND 522/523 wiederherstellen.
Abb. I.5 Positionsmessgerät für eine Linearachse,
z.B. für die X-Achse
14 I Benutzer-Anleitung
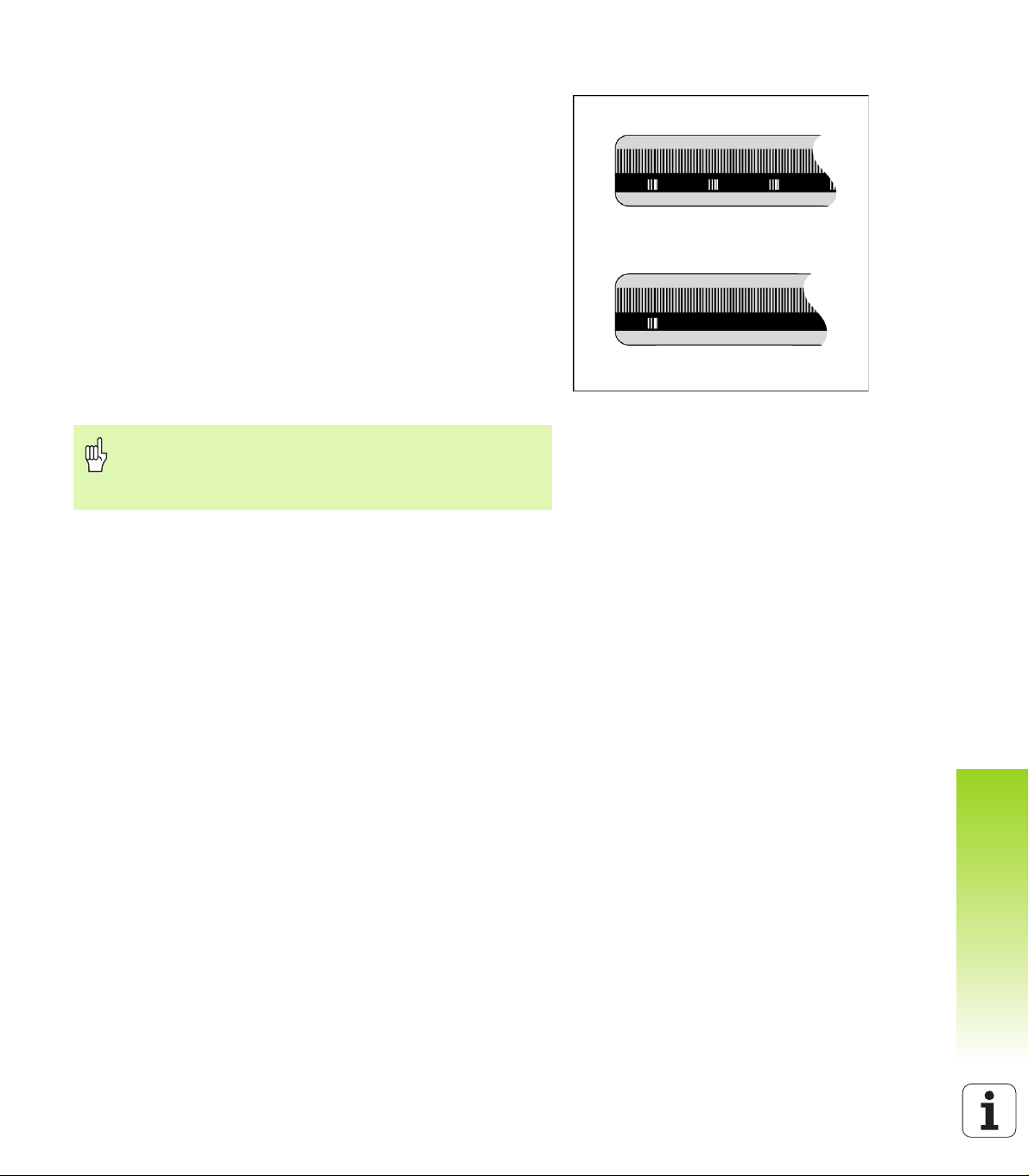
Referenzmarken des Messgeräts
Messgeräte besitzen gewöhnlich eine oder mehrere Referenzmarken
(siehe Abb. I.6), mit denen die Referenzmarken-Auswertung des
ND 522/523 die Bezugspunkte nach einer Stromunterbrechung
wiederherstellt. Sie können zwischen den zwei gebräuchlichsten
Referenzmarken-Typen wählen: Fest und abstandskodiert.
Bei Messgeräten mit abstandskodierten Referenzmarken befinden
sich die Marken in einem bestimmten kodierten Abstand, der es dem
ND 522/523 ermöglicht, ein beliebiges Referenzmarkenpaar zu
verwenden, um die vorherigen Bezugspunkte wiederherzustellen.
Das bedeutet, dass Sie nach dem Wiedereinschalten des ND 522/523
das Messgerät von einer beliebigen Position aus nur eine sehr kurze
Strecke verfahren müssen, um die Bezugspunkte wiederherzustellen.
Messgeräte mit festen Referenzmarken besitzen eine Marke oder
mehrere Marken in festem Abstand zueinander. Zur korrekten
Wiederherstellung der Bezugspunkte müssen Sie bei der
Referenzmarken-Auswertung dieselbe Referenzmarke verwenden,
die Sie beim ersten Setzen des Bezugspunkts benutzt haben.
Die Bezugspunkte können nach dem Ausschalten der
Positionsanzeige nicht wiederhergestellt werden, wenn
Sie die Referenzmarken nicht überfahren haben, bevor Sie
die Bezugspunkte gesetzt haben.
Abb. I.6 Maßstäbe – oben mit abstandscodierten
Referenzmarken, unten mit einer
Referenzmarke
I – 1 Grundlagen für Positionsangaben
ND 522/523 15
I – 2 Bedienung des ND 522/523
Symbole der Statusleiste
Bezugspunkt
Werkzeug Vorschub Stoppuhr Maßeinheit Betriebsarten Seiten-
anzeige
Setzen/
Nullen
Achsbezeichnung
Anzeigebereich
ReferenzmarkenAnzeige
Grafische
PositionierHilfe (nur in
der
Betriebsart
Restweg)
Softkeys
Bildschirm-Aufbau
I – 2 Bedienung des ND 522/523
Die Positionsanzeige ND 522/523 stellt Ihnen anwendungsspezifische
Funktionen zur Verfügung, die es Ihnen ermöglichen, maximale
Produktivität mit Ihren manuellen Werkzeugmaschinen zu erzielen.
Statusleiste – In der Statusleiste wird der aktuelle Bezugspunkt,
das Werkzeug, der Vorschub, die Zeit der Stoppuhr, die Maßeinheit,
der Restweg (inkremental) oder Istwert (absolut), der
Seitenindikator und die jeweils aktive Funktion Nullen/Setzen
angezeigt. Wie Sie die Parameter der Statusleiste einrichten, ist im
Abschnitt "Das Menü BEARBEITUNG EINRICHTEN" beschrieben.
Anzeigebereicht – Im Anzeigebereich werden die aktuellen
Positionswerte der Achsen angezeigt. Außerdem werden die
Eingabemasken und ihre Felder sowie ein Fenster mit Anweisungen
für den Benutzer, Fehlermeldungen und Hilfetexte angezeigt.
Achsbezeichnungen – die der entsprechenden Achstaste
zugeordnete Achse wird angezeigt.
Referenzmarken-Anzeige – Die Referenzmarken-Anzeige zeigt
den aktuellen Referenzmarken-Status an.
Softkeys – Die Softkeys bezeichnen die verschiedenen Fräs- oder
Drehfunktionen.
16 I Benutzer-Anleitung
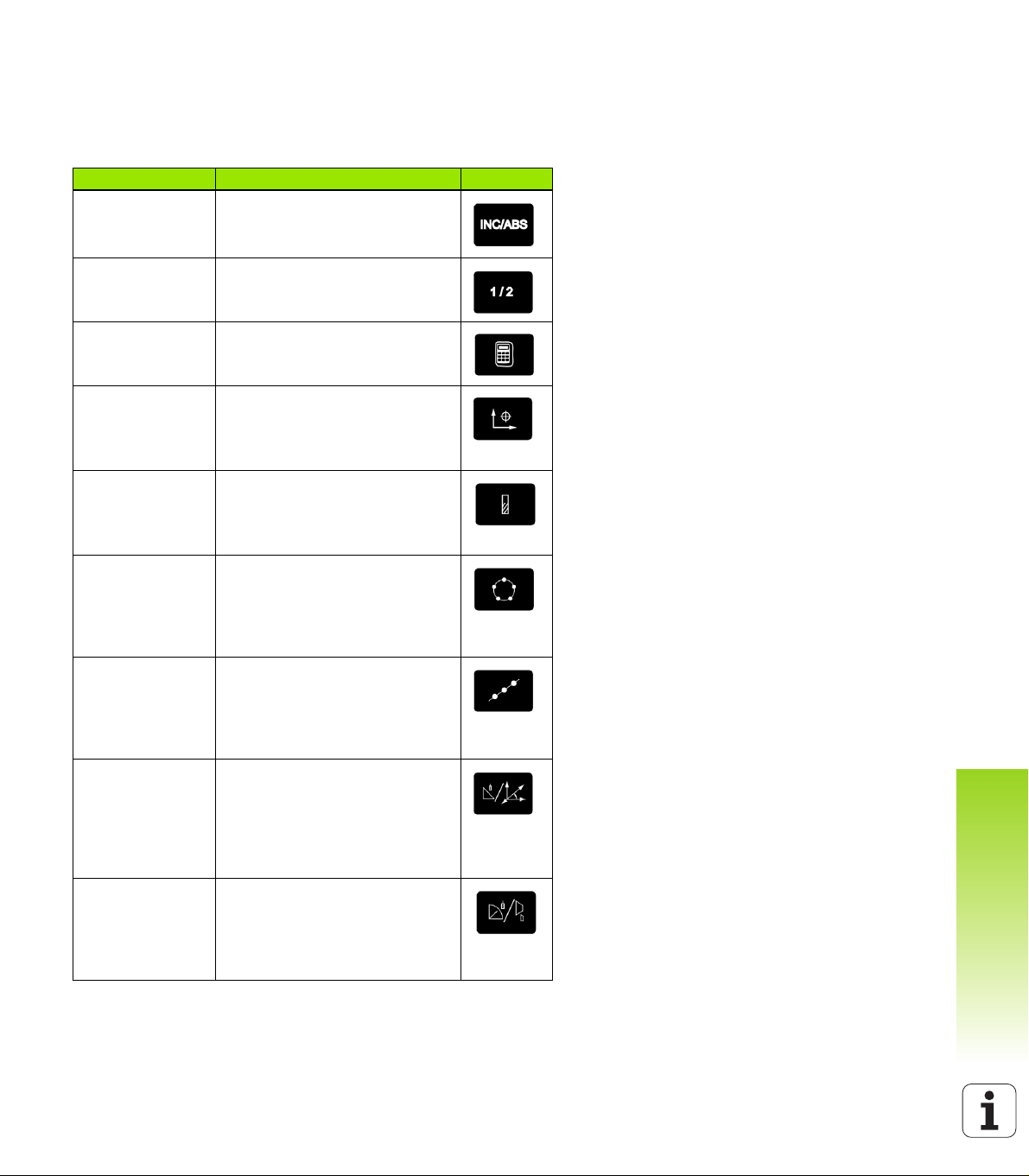
Übersicht über die im Bedienfeld integrierten Funktionstasten
Im Bedienfeld der Positionsanzeige sind folgende Tasten mit den hier
beschriebenen Funktionen integriert:
Taste Funktion Symbol
INKREMENTAL/
ABSOLUT
Schaltet zwischen Restweg
(inkremental) und Istwert
(absolut) um. (Seite 18)
1/2 (NUR IM
MODUS FRÄSEN)
RECHNER Öffnet die Rechner-Funktionen.
BEZUGSPUNKT Öffnet die Eingabemaske
WERKZEUG Öffnet die
LOCHKREIS Öffnet die Eingabemaske
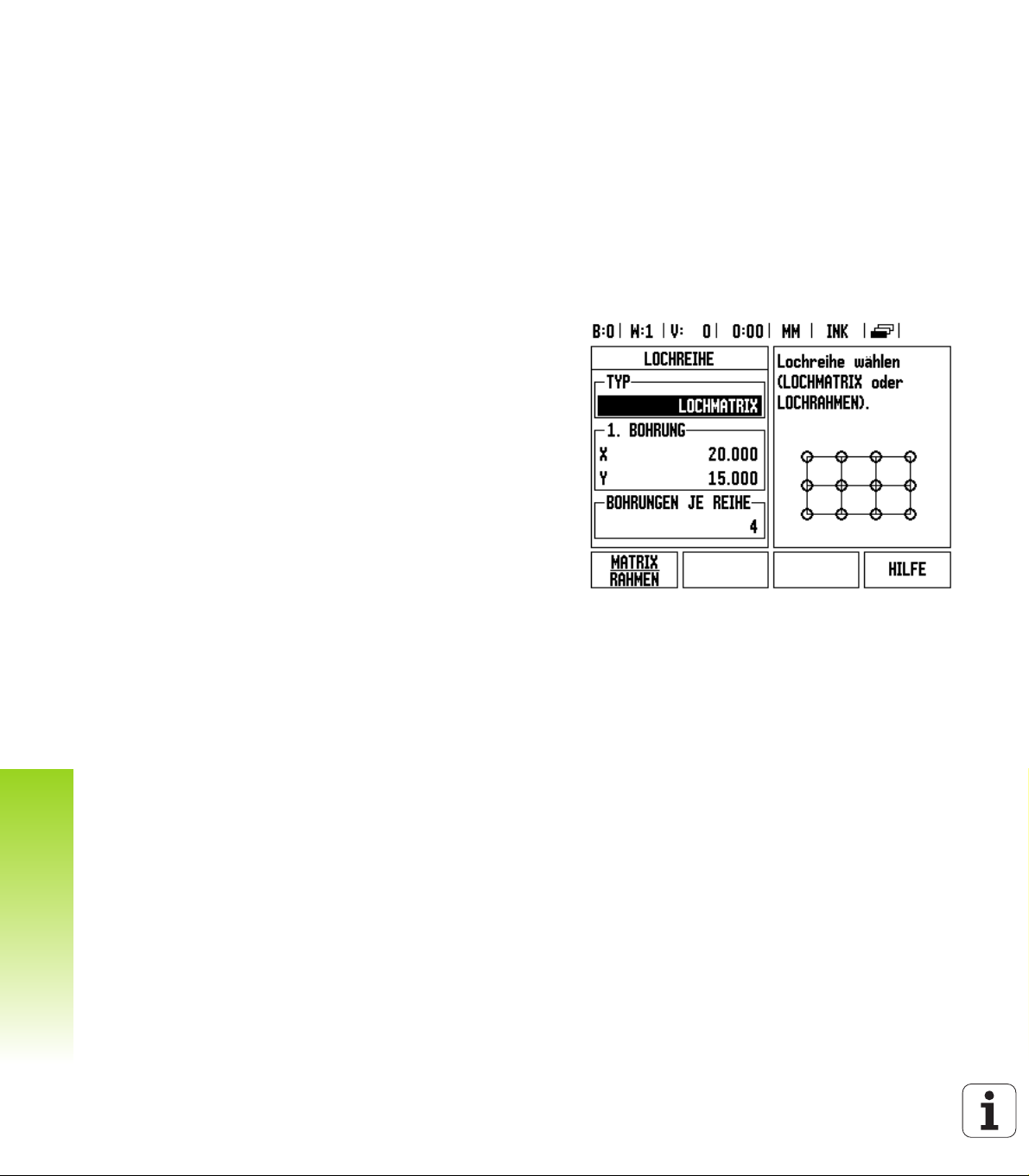
LOCHREIHE Öffnet die Eingabemaske
Teilt die aktuelle Position durch
zwei. (Seite 30)
(Seite 31)
BEZUGSPUNKT, in der Sie einen
Bezugspunkt für jede Achse
festlegen können. (Seite 38)
WERKZEUGTABELLE. (Seite 32
im Modus Fräsen. Seite 60 im
Modus Drehen)
LOCHKREIS. Die Positionen der
Bohrungen werden für
Fräsfunktionen automatisch
berechnet (Seite 48).
LOCHREIHE. Die Positionen der
Bohrungen werden für
Fräsfunktionen automatisch
berechnet (Seite 51).
I – 2 Bedienung des ND 522/523
SCHRÄGE FRÄSEN
ODER VEKTORKOMPONENTEN
BOGEN FRÄSEN
ODER
KEGELRECHNER
ND 522/523 17
Öffnet die Eingabemaske
SCHRÄGE FRÄSEN (Seite 54) im
Modus Fräsen, oder die
Eingabemaske
VEKTORKOMPONENTEN (Seite
68) im Modus Drehen.
Öffnet die Eingabemaske
BOGEN FRÄSEN (Seite 57) im
Modus Fräsen, oder die
Eingabemaske KEGELRECHNER
(Seite 66) im Modus Drehen.
Hinweise zur Dateneingabe
Mit den numerischen Tasten geben Sie Zahlen in die Felder ein.
Mit der Taste ENTER bestätigen Sie die in einem Feld
vorgenommene Eingabe und kehren zum vorherigen Bildschirm
zurück.
Drücken Sie die Taste C, wenn Sie Einträge oder Fehlermeldungen
löschen oder zum vorherigen Bildschirm zurückkehren wollen.
SOFTKEYS bezeichnen die verschiedenen Fräs- oder Drehfunktionen.
Diese Funktionen wählen Sie, indem Sie die Softkey-Taste direkt
unter dem jeweiligen Softkey drücken. Die Softkey-Funktionen sind
auf zwei Bildschirm-Seiten aufgeteilt, die Sie mit der NACH-LINKS-/
NACH-RECHTS-Taste aufrufen.
Mit der NACH-LINKS-/NACH-RECHTS-Taste blättern Sie durch die zwei
Bildschirmseiten mit den verfügbaren Softkey-Funktionen. Die
Seite, auf der Sie sich gerade befinden, wird in der Statusleiste oben
am Bildschirm angezeigt.
Mit der NACH-OBEN-/NACH-UNTEN-Taste bewegen Sie den Cursor
zwischen den Feldern einer Eingabemaske und den Menüpunkten
eines Menüs. Wenn der Cursor den letzten Menüpunkt eines
I – 2 Bedienung des ND 522/523
Menüs erreicht hat, springt er automatisch an den Anfang des
Menüs zurück.
Betriebsarten
Der ND 522/523 verfügt über zwei Betriebsarten: Restweg
(INKREMENTAL) und Istwert (ABSOLUT). Die Betriebsart Restweg (in
diesem Handbuch als inkremental bezeichnet) ermöglicht das
Anfahren der Sollpositionen durch "Fahren auf Null". Auch wenn Sie im
Inkrementalmodus arbeiten, können Sie absolute oder inkrementale
Koordinaten eingeben. In der Betriebsart Istwert (in diesem Handbuch
als absolut bezeichnet) wird die aktuelle Istposition des Werkzeugs
bezogen auf den aktiven Bezugspunkt angezeigt. In dieser Betriebsart
wird die Achse verfahren bis der Anzeigewert der gewünschten
Sollposition entspricht.
Wenn Sie sich im Absolutmodus befinden und die Anwendung Fräsen
aktiv ist, ist nur der Längenversatz des Werkzeugs wirksam. In der
Betriebsart Restweg werden sowohl Radius- als auch Längenversatz
zur Berechnung des Restwegs zur gewünschten Sollposition benutzt,
bezogen auf die Schneide des sich im Einsatz befindenden
Werkzeugs.
Wenn sich der ND 522/523 im Modus Drehen befindet, sind alle Arten
von Werkzeugversatz sowohl in der Betriebsart Istwert als auch
Restweg aktiv.
Mit der im Bedienfeld integrierten Taste (Siehe Abb. I.7) INK/ABS
schalten Sie zwischen den beiden Betriebsarten um. Mit der NACH-
LINKS-/NACH-RECHTS-Taste rufen Sie alle verfügbaren SoftkeyFunktionen im Inkremental- oder Absolutmodus auf.
Bei der dreiachsigen Ausführung der Positionsanzeige bietet Ihnen die
Funktion Achskopplung die Möglichkeit, die Z -Achsen zu koppeln.
Siehe „Z-Achsen koppeln” auf Seite 69.
Abb. I.7 Taste Restweg (INKREMENTAL) / Istwert
(ABSOLUT)
18 I Benutzer-Anleitung
Grafische Positionierhilfe
Beim „Fahren auf Null“ unterstützt Sie der ND 522/523, indem er eine
grafische Positionierhilfe einblendet. Siehe Abb. I.8.
Der ND 522/523 zeigt die grafische Positionierhilfe in einem schmalen
rechteckigen Kasten unter der Achse an, die Sie auf Null fahren. Zwei
dreieckige Marken in der Mitte des Kastens symbolisieren die
anzufahrende Soll-Position.
Ein kleines Quadrat symbolisiert den Achsschlitten. Während Sie die
Achse verfahren, erscheint im Quadrat ein Richtungspfeil. So sehen
Sie auf den ersten Blick, ob Sie auf die Soll-Position zu fahren oder
irrtümlich von ihr weg. Das Quadrat selbst bewegt sich erst, wenn der
Achsschlitten sich in der Nähe der Soll-Position befindet. Einrichten
der grafischen Positionierhilfe: Siehe „Grafische Positionierhilfe” auf
Seite 26 im Menü BEARBEITUNG EINRICHTEN.
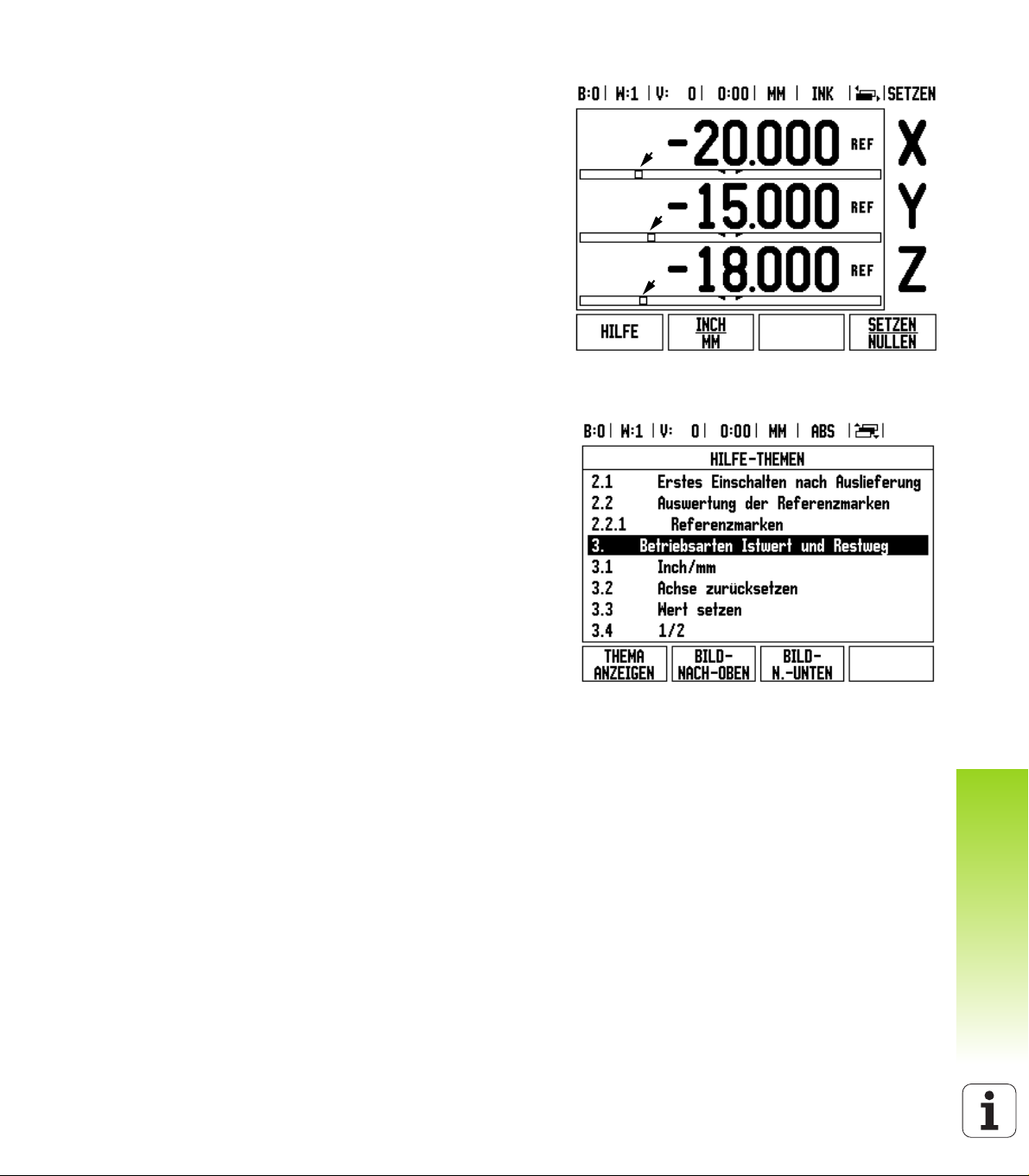
Online-Hilfe
Die integrierte Benutzer-Anleitung hilft Ihnen in jeder Situation mit den
passenden Informationen. Siehe Abb. I.9
Integrierte Benutzer-Anleitung aufrufen:
U Drücken Sie den Softkey HILFE.
U Am Bildschirm werden Informationen zu dem Vorgang angezeigt,
den Sie gerade bearbeiten.
U Mit der NACH-OBEN/NACH-UNTEN-Taste können Sie durch das Thema
blättern, wenn es auf mehreren Bildschirm-Seiten erklärt wird.
Informationen zu einem anderen Thema anzeigen:
U Drücken Sie den Softkey THEMEN-LISTE.
U Benutzen Sie die NACH-OBEN/NACH-UNTEN-TASTE, wenn Sie durch das
Verzeichnis blättern wollen.
U Drücken Sie ENTER, wenn Sie sich ein Thema anzeigen lassen
wollen.
Integrierte Benutzer-Anleitung beenden:
U Drücken Sie die Taste C.
Abb. I.8 Grafische Positionierhilfe ist aktiv (siehe
Pfeile)
I – 2 Bedienung des ND 522/523
Abb. I.9 Themen-Liste der Online-Hilfe
ND 522/523 19
Eingabemasken
Daten, die für verschiedene Betriebsfunktionen und
Einrichteparameter notwendig sind, geben Sie in Eingabemasken ein.
Diese Eingabemasken erscheinen nach der Anwahl von Funktionen,
für die die Eingabe weiterer Daten erforderlich ist. Jede
Eingabemaske enthält die zur Eingabe der erforderlichen Daten
notwendigen Felder.
Damit Ihre Änderungen wirksam werden, müssen Sie sie mit der
Taste ENTER bestätigen. Drücken Sie die Taste C, um zum vorherigen
Bildschirm zurückzukehren, ohne die vorgenommenen Änderungen
zu speichern.
Fenster mit Online-Anweisungen:
Wenn Sie ein Menü oder eine Eingabemaske öffnen, erscheint rechts
davon ein Fenster mit Anweisungen für den Benutzer. In diesem
Fenster erhält der Benutzer Informationen über die angewählte
Funktion und Anweisungen zu den verfügbaren Optionen. Siehe Abb.
I.10
I – 2 Bedienung des ND 522/523
Abb. I.10 Beispiel: Eingabemaske und Fenster mit
Online-Anweisungen
Fehlermeldungen
Wenn beim Arbeiten mit dem ND 522/523 ein Fehler auftritt, erscheint
eine Fehlermeldung mit einer Erklärung zur Fehlerursache.
Fehlermeldung löschen:
U Drücken Sie die Taste C.
20 I Benutzer-Anleitung
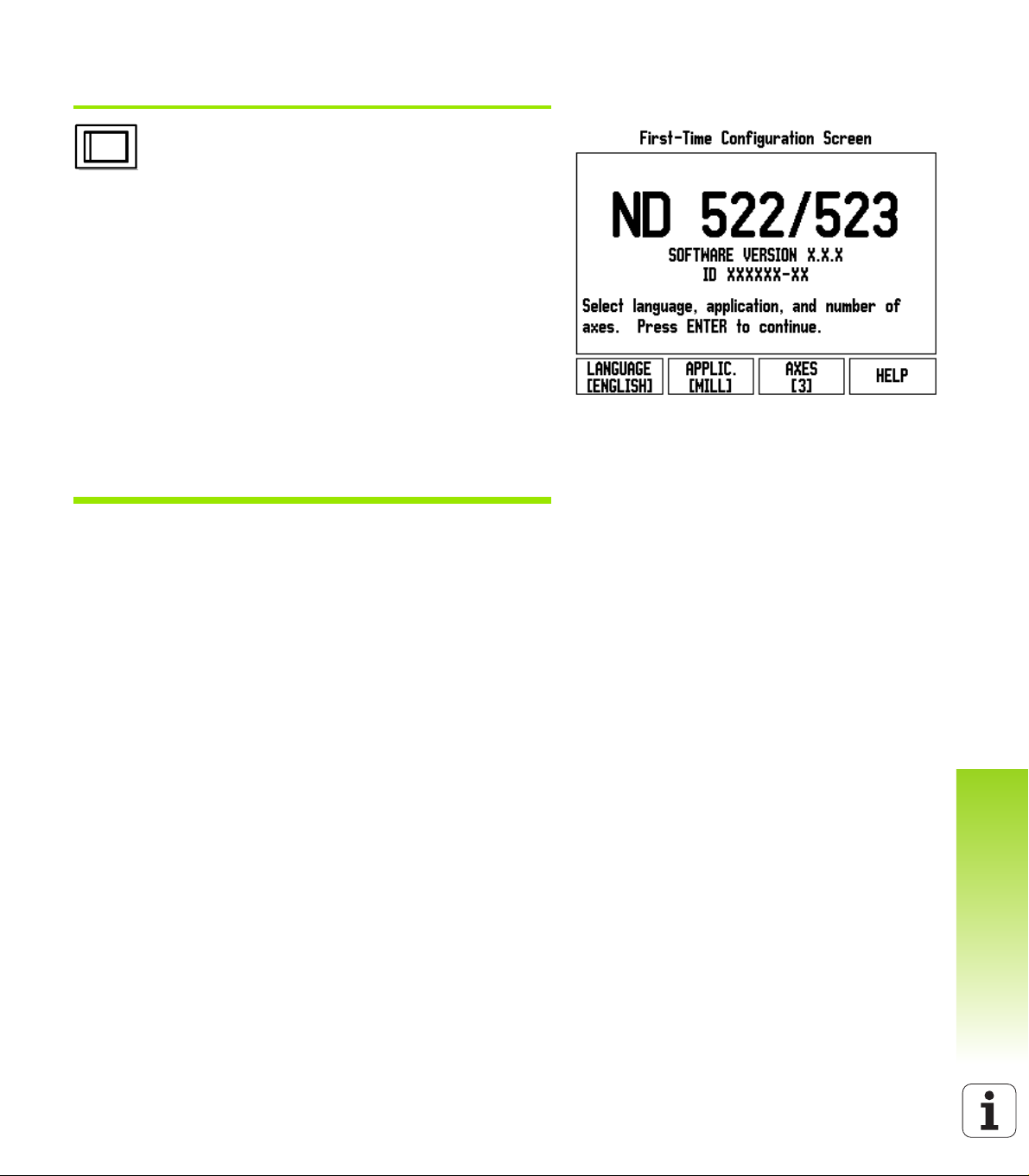
Gerät einschalten
Schalten Sie das Gerät mit dem Schalter auf der
Geräterückseite ein. Der erste Bildschirm erscheint.
Siehe Abb. I.11(Dieser Bildschirm erscheint nur beim
ersten Einschalten nach Auslieferung. Die folgenden
Schritte wurden eventuell bereits bei der Installation
der Software durchgeführt.)
Mit dem Softkey SPRACHE wählen Sie die
gewünschte Sprache.
Sie können entweder die Anwendung FRÄSEN oder
DREHEN wählen. Mit dem Softkey
ANWENDUNG [FRÄSEN/DREHEN] schalten Sie
zwischen den beiden Modi um.
Dann wählen Sie die Anzahl der Achsen. Wenn Sie
mit Ihrer Eingabe fertig sind, drücken Sie die Taste
ENTER.
Die Anwendung können Sie später im Menü SYSTEM
EINRICHTEN unter ANWENDUNG EINSTELLEN
umschalten.
Der ND 522/523 ist jetzt betriebsbereit in der Betriebsart Istwert.
Hinter jeden aktiven Achse erscheint ein blinkendes “REF”. Dies zeigt
an, dass die Referenzmarken-Auswertung durchgeführt werden sollte.
Abb. I.11 Bildschirm beim ersten Einschalten nach
Auslieferung
I – 2 Bedienung des ND 522/523
ND 522/523 21
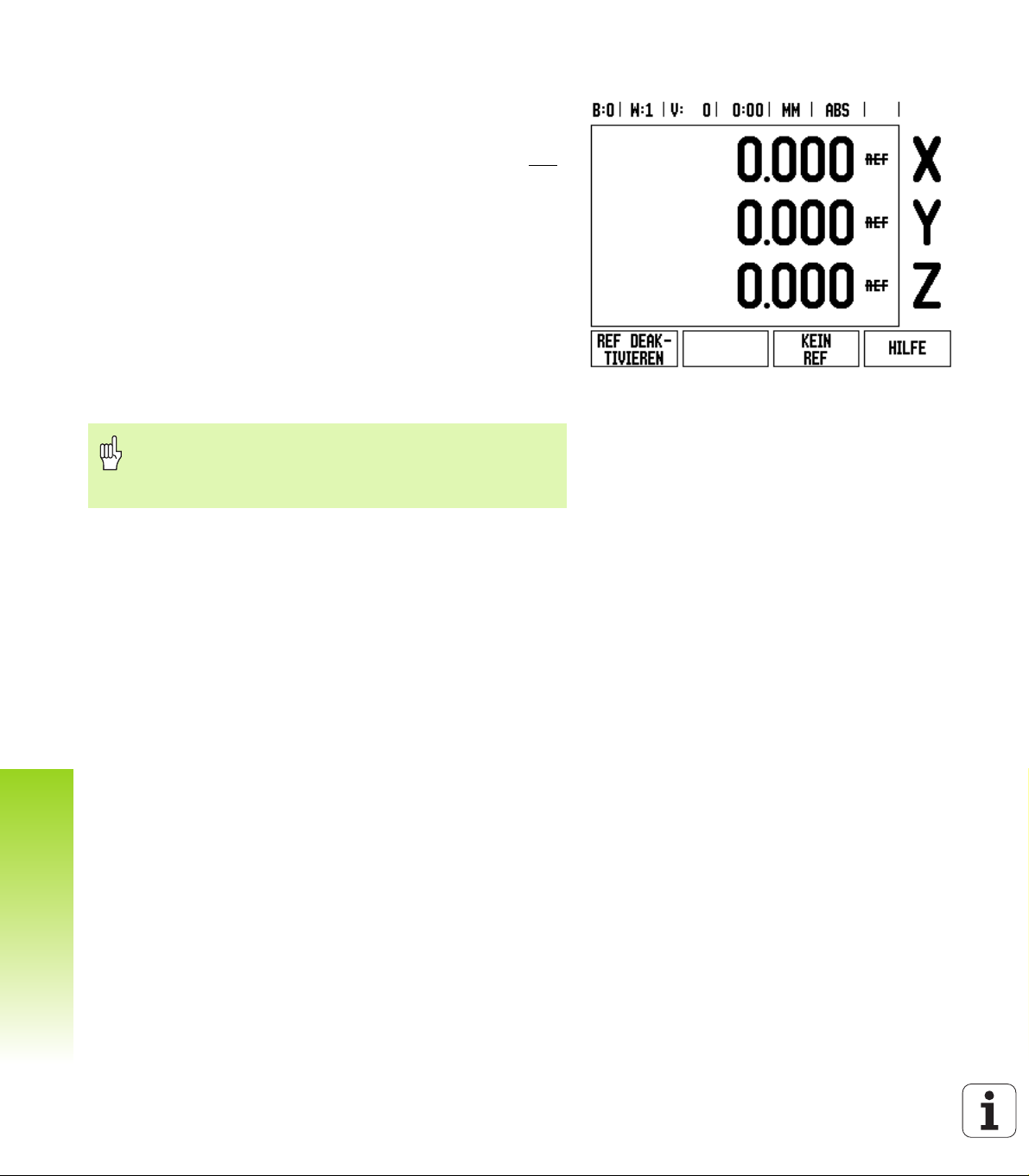
Auswertung der Referenzmarken
Mit der REF-Automatik ermittelt der ND 522/523 automatisch wieder
die Zuordnung zwischen den Achsschlitten-Positionen und
Anzeigewerten, die Sie zuletzt vor dem Ausschalten festgelegt haben.
Wenn Ihr Messgerät Referenzmarken besitzt, blinkt die Anzeige REF.
Siehe Abb. I.12. Sobald Sie die Referenzmarken überfahren haben,
hört die REF-Anzeige auf zu blinken.
Arbeiten ohne Referenzmarken-Auswertung
Sie können den ND 522/523 auch nutzen, ohne vorher die
Referenzmarken zu überfahren. Drücken Sie den Softkey KEIN REF,
wenn Sie die Referenzmarken nicht überfahren wollen, und arbeiten
Sie weiter.
Sie können die Referenzmarken auch noch zu einem späteren
Zeitpunkt überfahren, falls Sie später Bezugspunkte definieren wollen,
die sich nach einer Stromunterbrechung wiederherstellen lassen.
Drücken Sie den Softkey REF FREIGABE, wenn Sie die
Referenzmarken-Auswertung aktivieren wollen.
Falls ein Messgerät keine Referenzmarken besitzt,
I – 2 Bedienung des ND 522/523
erscheint die Anzeige REF nicht am Bildschirm und alle
gesetzten Bezugspunkte gehen beim Ausschalten der
Positionsanzeige verloren.
Abb. I.12 Anzeige bei der Ermittlung der
Referenzmarken
22 I Benutzer-Anleitung
Funktion REF FREIGABE/DEAKTIVIEREN
Der zwischen REF FREIGABE/DEAKTIVIEREN umschaltbare Softkey
steht während der Referenzmarken-Auswertung zur Verfügung und
ermöglicht es dem Benutzer, eine bestimmte Referenzmarke auf dem
Messgerät zu wählen. Das ist wichtig, wenn Sie Messgeräte mit
festen Referenzmarken verwenden. Wenn Sie den Softkey REF
DEAKTIVIEREN drücken, unterbricht die Positionsanzeige die
Referenzmarken-Auswertung und ignoriert alle Referenzmarken, die
überfahren werden. Wenn Sie danach den Softkey REF FREIGABE
drücken, aktiviert die Positionsanzeige die ReferenzmarkenAuswertung wieder und wählt die nächste überfahrene
Referenzmarke.
Sobald Sie die Referenzmarken für alle gewünschten Achsen ermittelt
haben, beenden Sie die Referenzmarken-Auswertung, indem Sie den
Softkey KEIN REF drücken. Das Überfahren der Referenzmarken muss
nicht für alle, sondern nur für diejenigen Messgeräte durchgeführt
werden, die Sie benötigen. Sobald alle Referenzmarken ermittelt
wurden, kehrt der ND 522/523 automatisch zum Bildschirm mit der
Anzeige der Achspositionen zurück.
Wenn Sie die Referenzmarken nicht überfahren haben,
speichert der ND 522/523 die gesetzten Bezugspunkte
nicht. Das bedeutet, dass sich die Zuordnungen zwischen
den Achsschlitten-Positionen und Anzeigewerten nach
einer Stromunterbrechung (Ausschalten) nicht
wiederherstellen lassen.
I – 2 Bedienung des ND 522/523
Schalten Sie das Gerät ein und drücken Sie eine
beliebige Taste.
Überfahren Sie die Referenzmarken in beliebiger
Reihenfolge.
– ALTERNATIVE –
Drücken Sie den Softkey REF DEAKTIVIEREN und
überfahren Sie die Referenzmarken.
Fahren Sie das Messgerät an die gewünschte feste
Referenzmarke. Drücken Sie den Softkey REF
FREIGABE und überfahren Sie die Referenzmarken.
– ALTERNATIVE –
Sie überfahren die Referenzmarken nicht, indem Sie
den Softkey KEIN REF drücken. Hinweis: Die
Zuordnung zwischen Achsschlitten-Positionen und
Anzeigewerten geht bei einer Stromunterbrechung
verloren.
ND 522/523 23
Einrichten
Der ND 522/523 verfügt über die zwei folgenden Menüs zum
Einrichten der Betriebsparameter: BEARBEITUNG EINRICHTEN und
SYSTEM EINRICHTEN. Mit den Parametern des Menüs
BEARBEITUNG EINRICHTEN passen Sie jede Bearbeitung den
spezifischen Anforderungen an. Im Menü SYSTEM EINRICHTEN
definieren Sie Parameter für Messgerät, Anzeige und Kommunikation.
Das Menü BEARBEITUNG EINRICHTEN rufen Sie mit dem Softkey
EINRICHTEN auf. Siehe Abb. I.13. Sobald Sie sich im Menü
BEARBEITUNG EINRICHTEN befinden, stehen Ihnen die folgenden
Softkeys zur Verfügung:
SYSTEM EINRICHTEN
Dieser Softkey ermöglicht Ihnen den Zugriff auf die EinrichteParameter. Siehe „Parameter des Menüs SYSTEM EINRICHTEN”
auf Seite 75.
IMPORT/EXPORT
Mit diesem Softkey starten Sie den Import/Export der
Betriebsparameter. Siehe „Import/Export” auf Seite 27.
HILFE
I – 2 Bedienung des ND 522/523
Mit diesem Softkey öffnen Sie die integrierte Benutzer-Hilfe.
Parameter des Menüs BEARBEITUNG EINRICHTEN
Mit der NACH-UNTEN/NACH-OBEN-Taste wählen Sie die gewünschten
Parameter aus und drücken ENTER, um diese anzuzeigen und zu
bearbeiten.
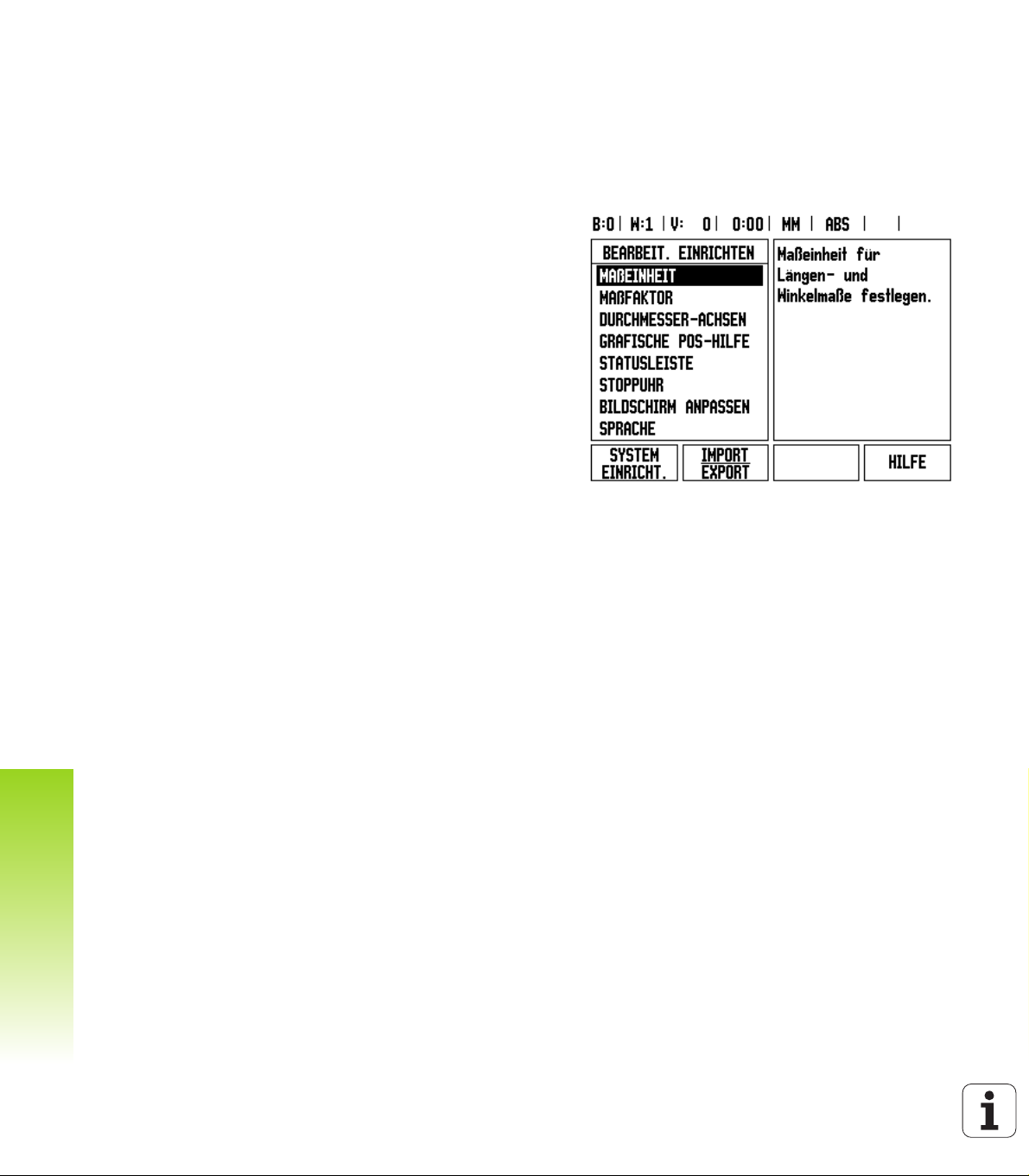
Maßeinheit
In der Eingabemaske MAßEINHEIT legen Sie die Maßeinheit und
Formate fest, mit denen Sie arbeiten möchten. Wenn Sie die
Positionsanzeige einschalten, sind diese Einstellungen wirksam.
U Inch/MM – Messwerte werden in der Maßeinheit eingegeben und
angezeigt, die Sie im Feld LÄNGE angegeben haben. Drücken Sie
den Softkey INCH/MM, um zwischen Inch oder Millimeter zu wählen.
Dies kann sowohl im Inkrementalmodus als auch im Absolutmodus
geschehen.
U Dezimalwert, Bogenmaß oder Grad/Minuten/Sekunden (GMS) – im
Feld Winkelformat wird die Anzeige und Eingabe der Winkel
definiert. Wählen Sie mit dem Softkey zwischen DEZIMALWERT,
BOGENMAß oder GMS.
Abb. I.13 Menü BEARBEITUNG EINRICHTEN im
Modus Fräsen
24 I Benutzer-Anleitung
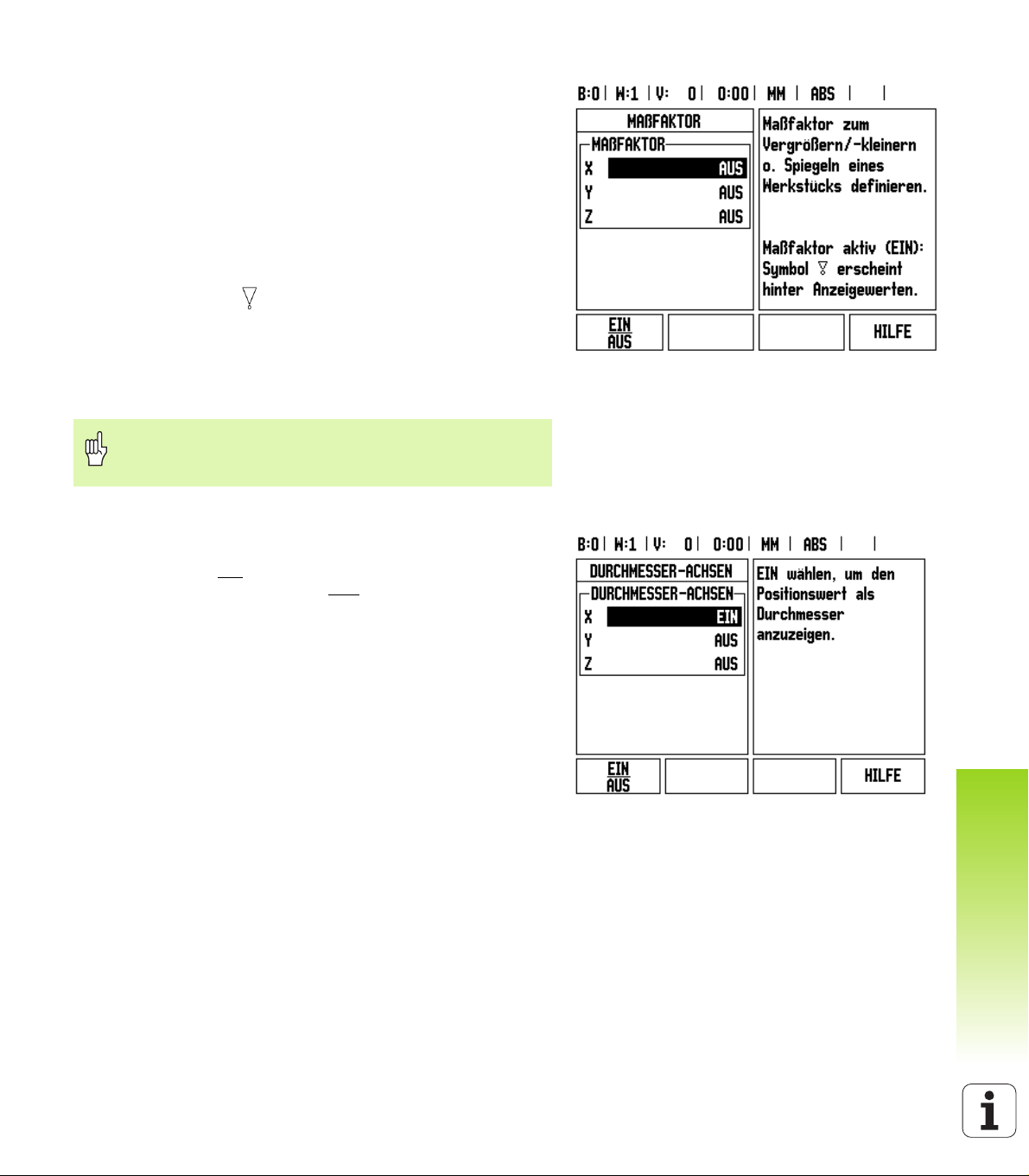
Maßfaktor
Mit dem Maßfaktor können Sie ein Werkstück verkleinern oder
vergrößern. Alle Bewegungen des Messgeräts werden mit dem
Maßfaktor multipliziert. Mit dem Maßfaktor 1,0 wird ein Werkstück
erstellt, das dieselbe Größe hat wie in der Zeichnung angegeben.
Siehe Abb. I.14.
U Mit den numerischen Tasten geben Sie eine Zahl ein. Diese Zahl
kann im Bereich von 0,1000 bis 10,000 liegen. Die Eingabe eines
negativen Werts ist ebenfalls zulässig.
U Die Einstellungen für den Maßfaktor bleiben nach dem Ausschalten
der Positionsanzeige erhalten.
U Wenn Sie einen anderen Wert als 1 für den Maßfaktor einstellen,
erscheint das Symbol für den Maßfaktor hinter den
Anzeigewerten.
U Mit dem Softkey EIN/AUS können Sie den aktiven Maßfaktor
deaktivieren.
SPIEGELN
Mit dem Maßfaktor –1,00 erhalten Sie ein Spiegelbild
Ihres Werkstücks. Sie können ein Werkstück gleichzeitig
spiegeln und maßstäblich vergrößern/verkleinern.
Durchmesser-Achsen
Mit der Funktion DURCHMESSER-ACHSEN geben Sie die Achsen an,
deren Positionswerte als Radius oder Durchmesser angezeigt
werden. Wählen Sie EIN
Durchmesser anzuzeigen. Wenn Sie AUS
, um den Positionswert der Achse als
wählen, ist die Funktion
Radius/Durchmesser deaktiviert. Siehe Abb. I.15. Informationen zur
Funktion Radius/Durchmesser im Modus Drehen, siehe „Softkey RX
(Radius/Durchmesser)” auf Seite 67.
U Wählen Sie DURCHMESSER-ACHSEN und bestätigen Sie mit
ENTER.
U Der Cursor steht jetzt im Feld X-Achse. Drücken Sie den Softkey
EIN/AUS zum Aktivieren oder Deaktivieren der Funktion, je nachdem,
welchen Parameter Sie für diese Achse definieren wollen.
U Bestätigen Sie mit ENTER.
Abb. I.14 Maßfaktor
I – 2 Bedienung des ND 522/523
Abb. I.15 Eingabemaske Durchmesser-Achsen
ND 522/523 25
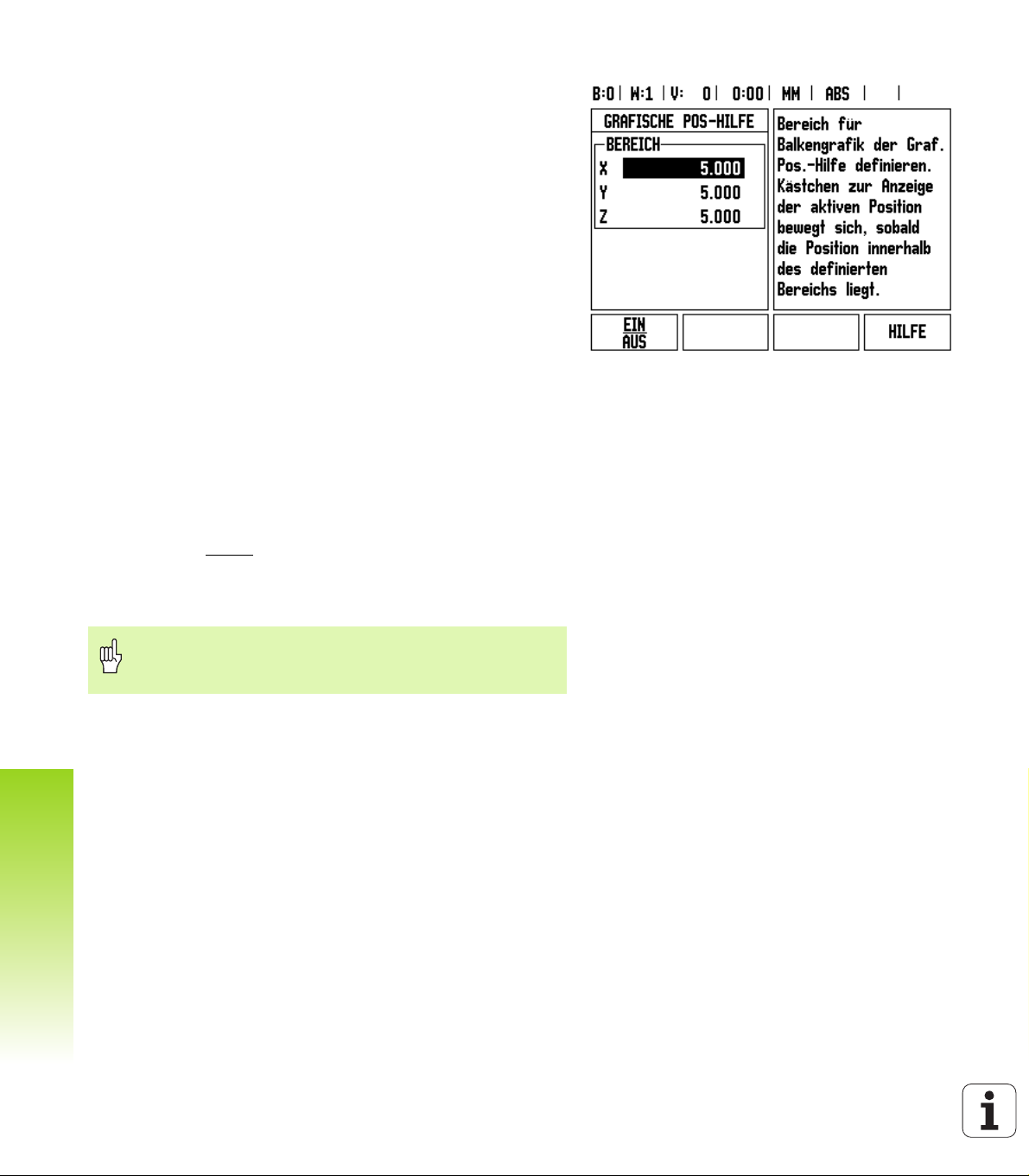
Grafische Positionierhilfe
Die Eingabemaske GRAFISCHE POS-HILFE dient zur Konfiguration
der Balkengrafik, die sich in der Betriebsart Restweg unter der
Anzeige der Achswerte befindet. Für jede Achse gibt es einen eigenen
Bereich. Siehe Abb. I.16.
U Die grafische Positionierhilfe aktivieren Sie entweder mit dem
Softkey EIN/AUS oder Sie geben die Werte für die Achsen mit den
numerischen Tasten ein. Das Kästchen zur Anzeige der aktiven
Position bewegt sich, sobald die Position innerhalb des definierten
Bereichs liegt.
Statusleiste
Die Statusleiste befindet sich am oberen Bildschirmrand und zeigt den
aktiven Bezugspunkt, das Werkzeug, den Vorschub, die Stoppuhr und
die Seitenanzahl an.
U Wählen Sie mit dem Softkey EIN/AUS die Einstellungen aus, die Sie
anzeigen wollen.
Stoppuhr
Die Stoppuhr zeigt Stunden (h), Minuten (m) und Sekunden (s) an. Sie
arbeitet nach dem Prinzip einer normalen Stoppuhr, d.h. sie misst die
abgelaufene Zeit. (Die Uhr beginnt bei 0:00:00).
I – 2 Bedienung des ND 522/523
Im Feld ABGELAUFENE ZEIT steht die Summe der einzelnen,
abgelaufenen Zeitintervalle.
U Drücken Sie den Softkey START/STOPP. Die Positionsanzeige zeigt
das Statusfeld LÄUFT
. Drücken Sie den Softkey nochmals, um die
laufende Zeit zu stoppen.
U Mit dem Softkey ZURÜCKSETZEN setzen Sie die Zeitanzeige zurück.
Wenn Sie die Zeitanzeige zurücksetzen, wird die Uhr gestoppt.
Abb. I.16 Grafische Positionierhilfe
Die Uhr lässt sich auch starten und stoppen, indem Sie die
Taste mit dem Dezimalzeichen (Punkt-Taste) drücken. Mit
der Taste 0 können Sie die Uhr zurücksetzen.
26 I Benutzer-Anleitung

Bildschirm anpassen
Sie können den Kontrast der LCD-Anzeige in beiden Betriebsarten
entweder mit den Softkeys dieser Eingabemaske oder mit der NACHOBEN-/NACH-UNTEN-Taste anpassen. Unterschiedliche
Lichtverhältnisse und Benutzervorlieben erfordern eventuell eine
Anpassung des Kontrasts. In dieser Eingabemaske können Sie auch
angeben, nach welcher Leerlaufzeit sich der Bildschirmschoner
aktivieren soll. Im Feld BILDSCHIRM-SCHONER legen Sie fest, nach
welcher Zeit der Inaktivität sich der Bildschirmschoner aktiviert. Für
die Leerlaufzeit können Sie einen Wert zwischen 30 und 120 Minuten
wählen. Den Bildschirmschoner können Sie deaktivieren, während die
Positionsanzeige eingeschaltet ist.
Sprache
Der ND 522/523 unterstützt mehrere Sprachen. Sprache ändern:
U Drücken Sie den Softkey SPRACHE so oft, bis die gewünschte
Sprache auf dem Softkey und im Feld SPRACHE erscheint.
U Bestätigen Sie Ihre Eingabe mit ENTER.
Import/Export
Betriebsparameter können über den USB-Anschluss importiert oder
exportiert werden (Siehe „USB-Anschluss (Typ “B”)” auf Seite 85).
U Drücken Sie den Softkey IMPORT/EXPORT, der angezeigt wird, wenn
Sie das Menü BEARBEITUNG EINRICHTEN gewählt haben.
U Mit IMPORT übertragen Sie Betriebsparameter von einem PC.
U Mit EXPORT übertragen Sie die aktuellen Betriebsparameter zu einem
PC.
U Mit der Taste C beenden Sie den Vorgang.
I – 2 Bedienung des ND 522/523
ND 522/523 27
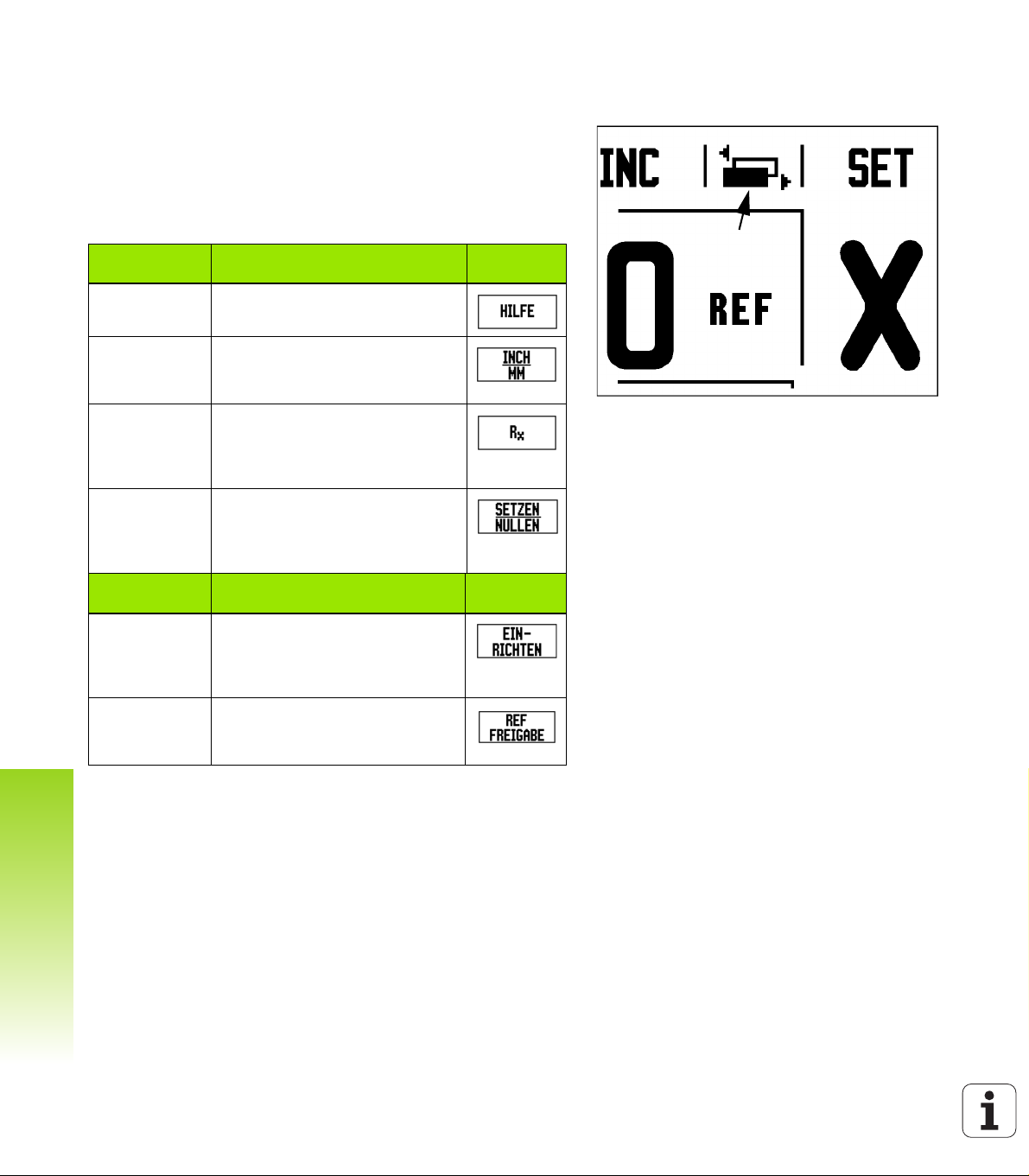
Übersicht über die Softkeys und deren
Seitenanzeige
Funktionen
Die Softkey-Funktionen sind auf zwei Bildschirmseiten aufgeteilt,
durch die Sie mit der NACH-LINKS/NACH-RECHTS-Taste blättern können.
Die Seitenanzeige in der Statusleiste zeigt die Anzahl der Seiten und
die Seite an, auf der Sie sich gerade befinden (markierte Seite). Zu
jedem Softkey können genauere Informationen aufgerufen werden.
Siehe Abb. I.17
Softkeys auf
Seite 1
HILFE Öffnet die Online-Hilfe. (Seite 19)
INCH/MM Schaltet zwischen der Anzeige der
RADIUS/
DURCHMESSER
I – 2 Bedienung des ND 522/523
SETZEN/NULLEN Schaltet zwischen den Funktionen
Softkeys auf
Seite 2
EINRICHTEN Öffnet das Menü BEARBEITUNG
REF FREIGABE Betätigen, wenn eine
Softkey-Funktion Softkey-
Symbol
Positionswerte in Inch oder
Millimeter um. (Seite 24)
Schaltet zwischen der Anzeige der
Positionswerte als Radius oder
Durchmesser um (nur im Modus
Drehen verfügbar). (Seite 67)
Setzen und Nullen um.
Verwendung mit entsprechenden
Achstasten. (Seite 29)
Softkey-Funktion Softkey-
Symbol
EINRICHTEN und stellt den
Softkey SYSTEM EINRICHTEN
zur Verfügung. (Seite 24)
Referenzmarke ermittelt werden
soll. (Seite 22)
Abb. I.17 Seitenanzeige und Setzen/Nullen
28 I Benutzer-Anleitung
Detaillierte Beschreibung der Softkeys für
Setzen/Nullen
allgemeine Funktionen
In diesem Abschnitt werden die Softkey-Funktionen genauer
beschrieben, die Sie sowohl für Fräs- als auch Drehbearbeitungen
verwenden können.
Softkey SETZEN/NULLEN
Mit dem Softkey SETZEN/NULLEN bestimmen Sie die Wirkung einer
Achstaste. Mit diesem Softkey können Sie zwischen den Funktionen
SETZEN und NULLEN umschalten. Der aktuelle Status ist in der
Statusleiste angezeigt. Siehe Abb. I.18
Wenn Sie im Absolutmodus eine Achstaste drücken und die Funktion
SETZEN aktiv ist, öffnet der ND 522/523 die Eingabemaske
BEZUGSPUNKT für die gewählte Achse. Wenn sich der ND 522/523
im Inkrementalmodus befindet, erscheint die Eingabemaske WERT
SETZEN.
Wenn Sie im Absolutmodus eine Achstaste drücken und die Funktion
NULLEN aktiv ist, wird der Bezugspunkt dieser Achse an der Position
auf Null gesetzt, an der sie sich gerade befindet. Wenn dies im
Inkrementalmodus geschieht, wird der aktuelle inkrementale
Positionswert auf Null zurückgesetzt.
Wenn Sie im Absolutmodus eine Achstaste drücken und
die Funktion NULLEN aktiv ist, wird der Bezugspunkt der
betreffenden Achse an der Position auf Null gesetzt, an
der sie sich gerade befindet.
Abb. I.18 Seitenanzeige und Setzen/Nullen
I – 2 Bedienung des ND 522/523
ND 522/523 29
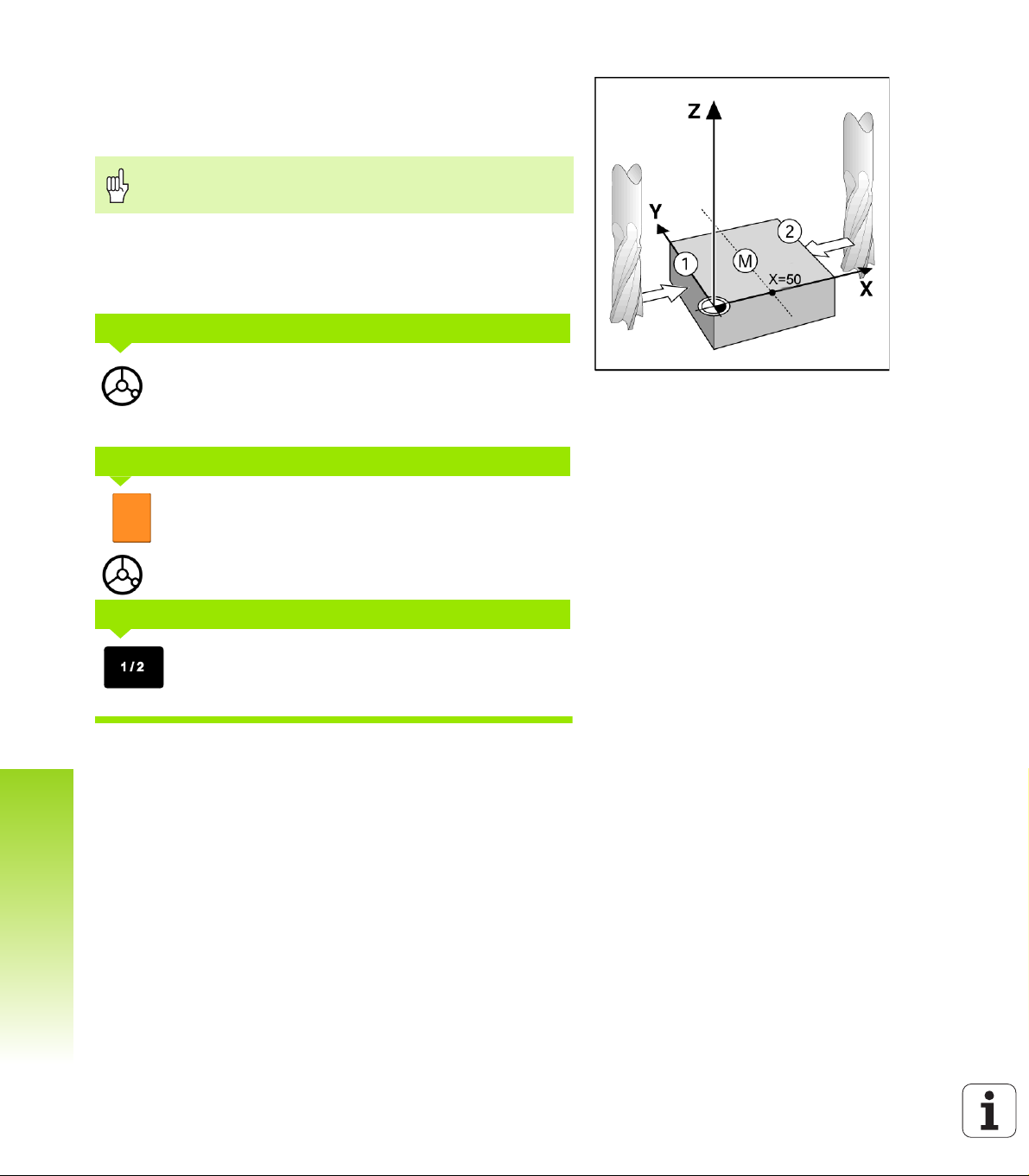
1/2-Taste
Mit der im Bedienfeld integrierten Taste 1/2 bestimmen Sie die Hälfte
der Strecke (oder die Mitte) zwischen zwei Positionen auf der
gewählten Werkstückachse. Dies kann sowohl im Inkremental- als
auch im Absolutmodus geschehen. Siehe Abb. I.19
Im Absolutmodus verändert diese Funktion die Positionen
der Bezugspunkte.
Beispiel: Mitte einer gewählten Achse bestimmen
X-Wert: X = 100 mm
Mitte: 50 mm
1. PUNKT ANFAHREN
Fahren Sie das Werkzeug auf den 1. Punkt.
Der Softkey SETZEN/NULLEN muss auf NULLEN
gesetzt sein.
Abb. I.19 Beispiel: Mitte zwischen zwei Punkten
bestimmen
I – 2 Bedienung des ND 522/523
ACHSE NULLEN UND 2. PUNKT ANFAHREN
1/2 DRÜCKEN UND AUF NULL FAHREN
Wählen Sie die X-Achse wählen und
fahren Sie den 2. Punkt an.
Drücken Sie die Taste 1/2, dann die Taste der XAchse und fahren Sie dann auf Anzeigewert Null. Die
Mitte zwischen den zwei Punkten ist ermittelt.
30 I Benutzer-Anleitung
 Loading...
Loading...