


Manuale operativo
ND 522/523
Italiano (it)
2/2011
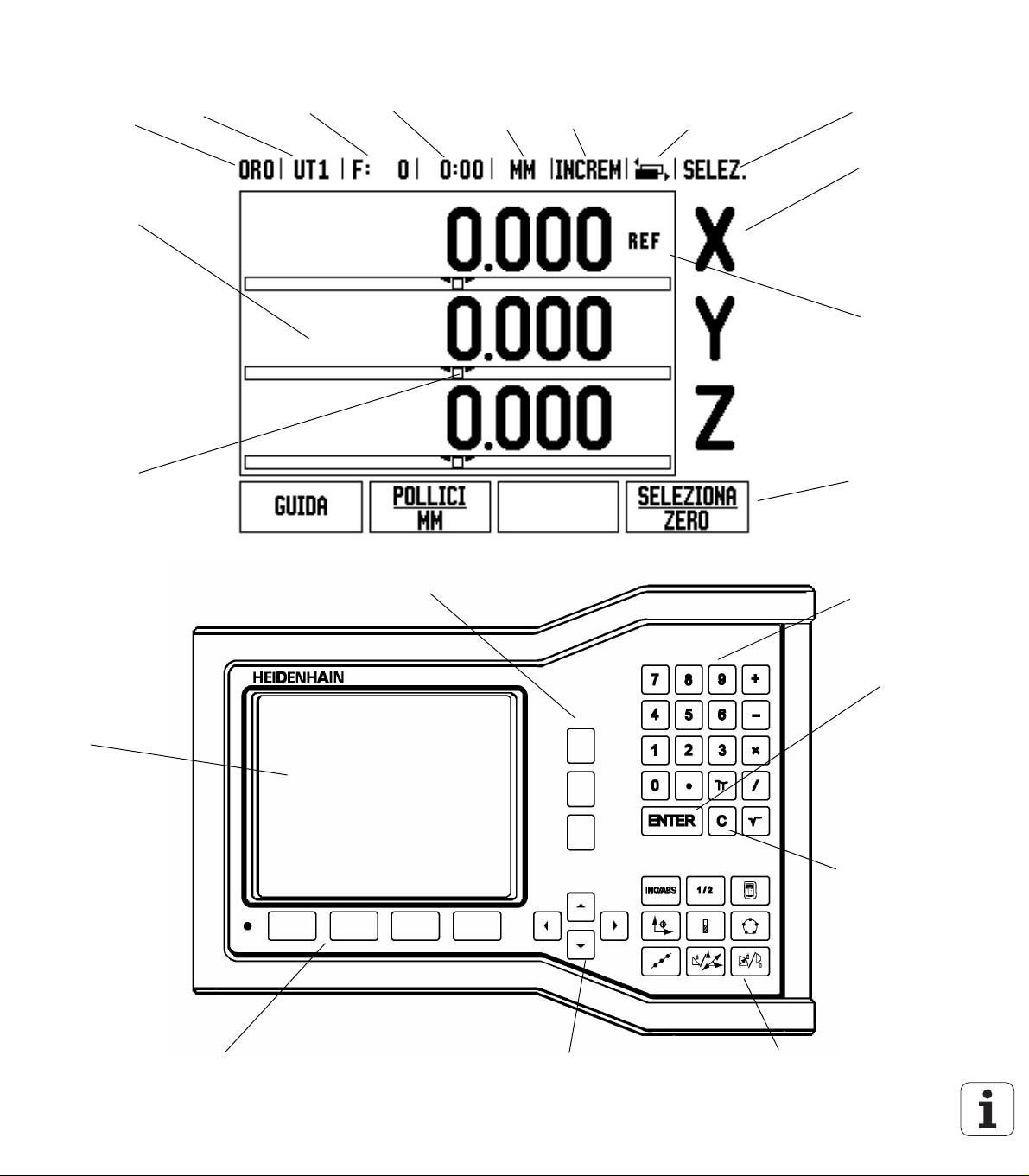
Schermo del visualizzatore ND 522/523
Simboli della barra di stato
Origine Utensile Avanza-
Area di visua-
lizzazione
Aiuto grafico
di posiziona-
mento
Cronometro Unità di
mento
Tasti per la selezione degli assi
misura
Modalità
operative
Indicazione
pagina
Seleziona/Zero
Denominazione
asse
Simbolo REF
Funzioni
softkey
Tastiera numerica
Area di
visualizzazione
Softkey: barra di tasti presente sotto lo schermo
dell’ND 522/523 le cui funzioni variano secondo
i campi associati visualizzati sullo schermo
Tasti freccia su/giù: sono
utilizzati anche per regolare
il contrasto dello schermo
Tasto
ENTER
Tasto C
Tasti funzione
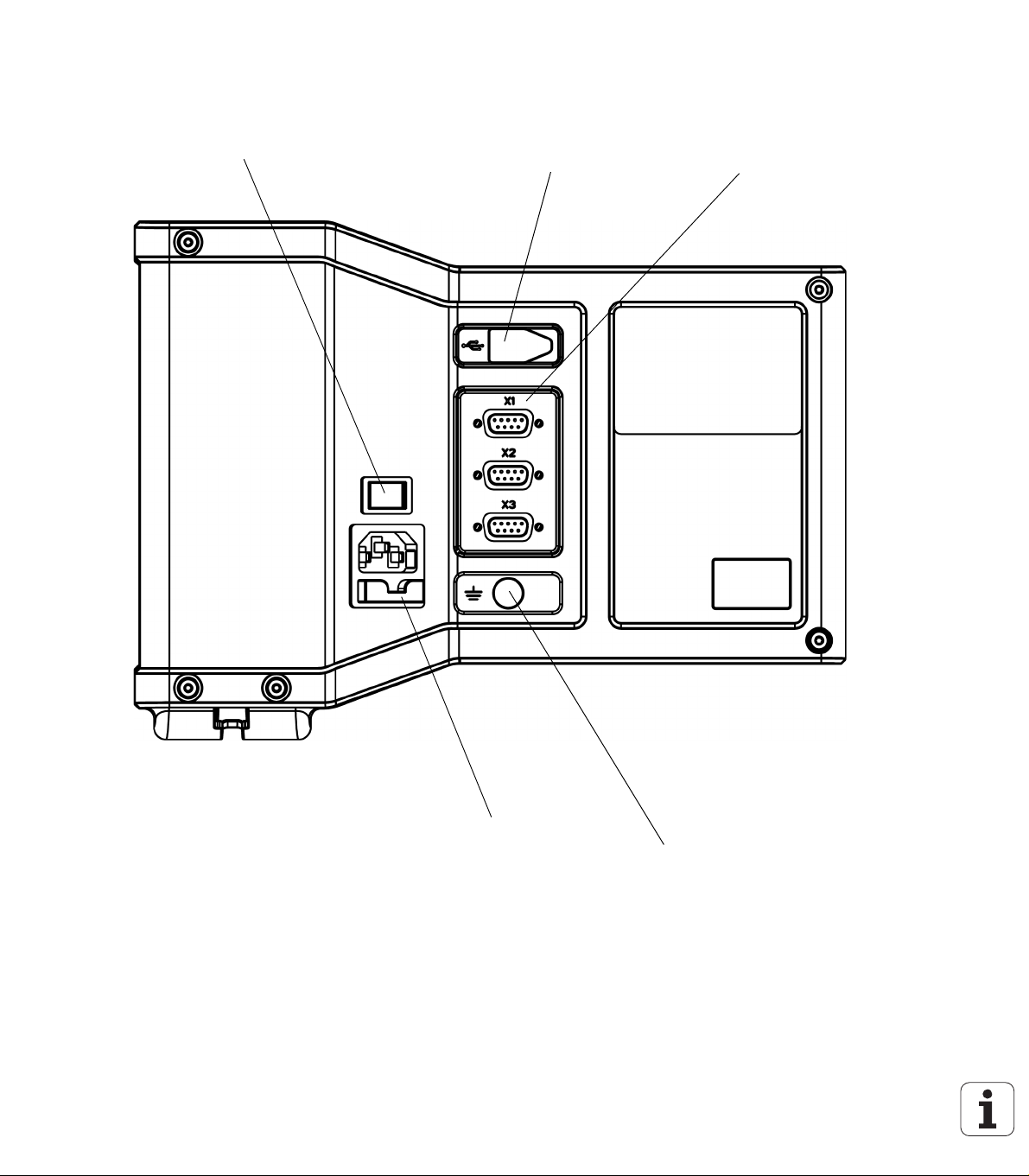
Retro del visualizzatore ND 522/523
Interruttore di accensione
Porta USB (tipo “B”)
Ingressi sistemi di misura
(ND 523 a 3 assi)
Collegamento di rete
Terminale di messa a terra

Introduzione
Versione software
La versione software è visualizzata sulla videata iniziale alla prima
accensione.
Il presente manuale operativo descrive le funzioni
dell'ND 522/523 per le applicazioni di foratura e
tornitura. Il manuale si articola in tre sezioni: Uso
dell'ND 522/523, Funzioni specifiche per applicazioni di
fresatura e Funzioni specifiche per applicazioni di tornitura.
ND 522/523
Disponibilità di viste POS.
Le viste POS sono disponibili a due assi (ND 522) e a tre
assi (ND 523). Il visualizzatore ND 523 POS è utilizzato
nell'intero manuale per illustrare e descrivere i tasti
funzione.
Simboli delle avvertenze
Ogni avvertenza è contrassegnata con un simbolo sul lato sinistro che
specifica il tipo e/o la relativa importanza.
Nota generale
ad es. sul comportamento dell'ND 523.
Avvertenza importante – Rimando alla documentazione
allegata
ad es. se è richiesto un utensile speciale per una funzione.
Pericolo – Pericolo di scosse elettriche
ad es. se si apre lo chassis.
Font del visualizzatore ND 522/523
L’elenco seguente fornisce indicazioni sui font utilizzati per le diverse
variabili (softkey, tasti, maschere e campi di immissione) riportate nel
presente manuale.
Softkey: il softkey CONFIGURAZIONE
Tasti: il tasto ENTER
Maschere di immissione: la maschera ANGOLARE
Campi di immissione: il campo RAGGIO
Dati riportati nei campi: l’impostazione ON o OFF
ND 522/523 5


I Istruzioni operative ..... 11
I – 1 Principi fondamentali di posizionamento ..... 12
Origini ..... 12
Posizione reale, posizione nominale e percorso residuo ..... 12
Posizioni assolute del pezzo ..... 13
Posizioni incrementali del pezzo ..... 13
Riferimento di zero asse angolare ..... 14
Sistemi di misura di posizione ..... 14
Indici di riferimento ..... 15
I – 2 Uso dell’ND 522/523 ..... 16
Struttura dello schermo ..... 16
Panoramica dei tasti delle funzioni generali ..... 17
Istruzioni per l’immissione di dati ..... 18
Modalità operative ..... 18
Aiuto grafico di posizionamento ..... 19
Maschera Guida ..... 19
Maschere di immissione dati ..... 20
Finestre con istruzioni ..... 20
Messaggi di errore ..... 20
Accensione ..... 21
Rilevamento degli indici di riferimento ..... 21
Funzione ABILITA/DISABILITA REF ..... 22
Configurazione ..... 23
Menu CONFIG. LAVORAZIONE ..... 23
Unità di misura ..... 23
Fattore di scala ..... 24
Rappresentazione speculare ..... 24
Assi diametro ..... 24
Aiuto grafico di posizionamento ..... 25
Barra di stato ..... 25
Cronometro ..... 25
Regolazione schermo ..... 26
Lingua ..... 26
Importazione/esportazione ..... 26
Panoramica delle funzioni dei softkey POS ..... 27
Descrizione dettagliata dei tasti delle funzioni generali ..... 28
Softkey SELEZIONA/ZERO ..... 28
TASTO 1/2 ..... 29
Tasto CALCOLATRICE ..... 30
ND 522/523 7

I – 3 Funzioni specifiche per applicazioni di fresatura ..... 31
Descrizione delle funzioni dei tasti ..... 31
Tasto UTENSILE ..... 31
Importazione/Esportazione ..... 31
Compensazione raggio utensile ..... 32
Segno della differenza di lunghezza ΔL ..... 32
Immissione dei dati utensile (Fig. I.25) ..... 32
Impiego della tabella utensili ..... 33
Richiamo della tabella utensili ..... 35
Selezione utensile ..... 35
Tasto ORIGINE ..... 35
Selezione origine con utensile ..... 37
Valore predefinito ..... 39
Valore predefinito incrementale ..... 43
Calcolatrice GIRI/MIN ..... 45
Corone e serie di fori (Fresare) ..... 46
Funzioni per sagome di fresatura ..... 46
Corona di fori ..... 46
Serie di fori ..... 49
Fresatura inclinata e Arco di fresatura ..... 52
Funzioni per Fresatura inclinata e Arco di fresatura ..... 52
Fresatura inclinata ..... 52
Esecuzione ..... 53
Arco di fresatura ..... 56
I – 4 Funzioni specifiche per applicazioni di tornitura ..... 59
Descrizione delle funzioni dei tasti ..... 59
Simboli specifici per la tornitura ..... 59
Tasto UTENSILE ..... 59
Selezione del menu TABELLA UTENSILI ..... 59
Impiego della tabella utensili ..... 60
Immissione dell'offset utensile con la funzione IMPOSTA/UTENSILE ..... 60
Selezione offset utensile utilizzando la funzione EVIDENZIA/IMPOSTA ..... 61
Tasto ORIGINE ..... 62
Operazioni preliminari ..... 62
Selezione origine utilizzando la funzione EVIDENZIA/IMPOSTA ..... 64
Tasto CALCOLATORE DI CONICITÀ ..... 65
Valore predefinito ..... 66
Softkey R
(Raggio/Diametro) ..... 66
X
Tasto Vectoring ..... 67
Funzione Somma asse Z (solo Tornire) ..... 68
Attivazione funzione Somma asse Z ..... 68
Disattivazione funzione Somma asse Z ..... 68
8
II Dati tecnici ..... 69
II – 1 Montaggio e collegamento elettrico ..... 70
Standard di fornitura ..... 70
Accessori ..... 70
Visualizzatore di quote ND 522/523 ..... 70
Posizione di montaggio ..... 70
Montaggio e fissaggio ..... 70
Collegamento elettrico ..... 70
Requisiti elettrici ..... 71
Requisiti ambientali ..... 71
Cablaggio del connettore di rete (vedere Fig. II.1) ..... 71
Manutenzione preventiva ..... 71
Collegamento dei sistemi di misura ..... 72
Piedinatura degli ingressi del sistema di misura ..... 72
II – 2 Configurazione di sistema ..... 73
Menu CONFIG. DI SISTEMA ..... 73
Configurazione del sistema di misura ..... 73
Configurazione della visualizzazione ..... 74
Somma asse ..... 74
Compensazione errore ..... 75
Compensazione errore lineare ..... 75
Compensazione errore non lineare ..... 76
Configurazione della tabella di compensazione ..... 77
Lettura del grafico ..... 77
Visualizzazione della tabella di compensazione ..... 77
Esportazione della tabella di compensazione attuale ..... 77
Importazione di una nuova tabella di compensazione ..... 77
Compensazione backlash ..... 78
Impostazioni applicative ..... 79
Diagnosi ..... 79
Test tastiera ..... 79
Test del display ..... 79
II – 3 Parametri del sistema di misura ..... 80
Impostazioni esemplificative per sistemi di misura lineari HEIDENHAIN ..... 80
Impostazioni esemplificative per sistemi di misura angolari HEIDENHAIN ..... 80
Impostazioni esemplificative per sistemi di misura angolari HEIDENHAIN ..... 80
II – 4 Interfaccia dati ..... 81
Porta USB (tipo “B”) ..... 82
Operazioni esterne tramite porta USB ..... 82
ND 522/523 9

II – 5 Emissione del valore misurato ..... 84
II – 6 Dati tecnici per applicazioni di fresatura ..... 86
II – 7 Dati tecnici per applicazioni di tornitura ..... 87
II – 8 Dimensioni ..... 88
II – 9 Accessori ..... 89
Numeri di identificazione per accessori ..... 89
Staffa dell'ND 522/523
Id. Nr. 618025-01 ..... 89
10
Istruzioni operative
ND 522/523 11
I – 1 Principi fondamentali di
posizionamento
Origini
Il disegno del pezzo identifica un determinato punto sul pezzo
(solitamente un angolo) come origine assoluta ed eventualmente
uno o più punti come origini relative.
La procedura di definizione dell'origine seleziona questi punti come
l'origine del sistema di coordinate assolute o relative. Il pezzo allineato
agli assi macchina viene spostato in una determinata posizione
relativamente all'utensile e il valore visualizzato viene azzerato o
impostato ad un altro valore di posizione adeguato (ad es. per
compensare il raggio dell'utensile).
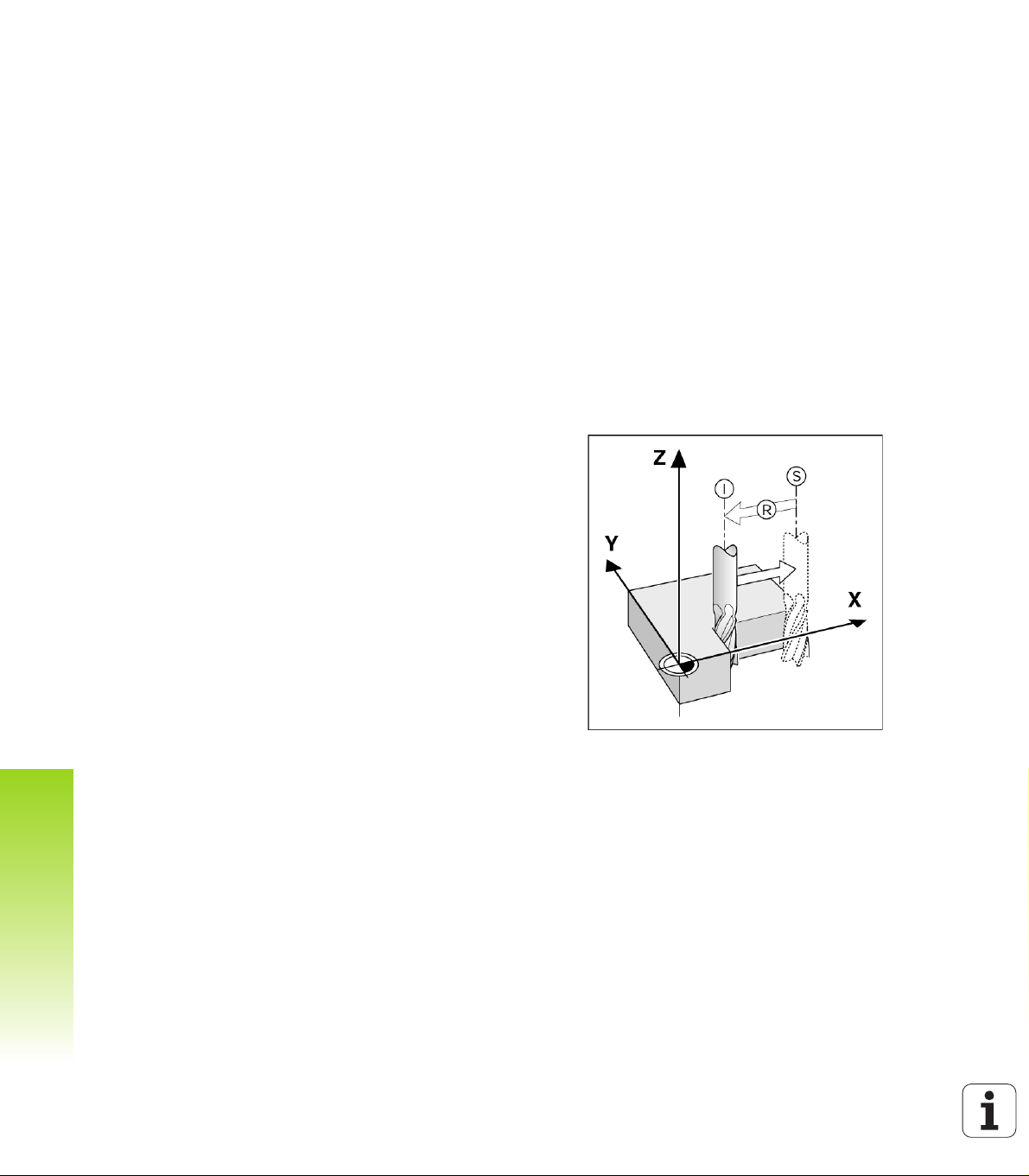
Posizione reale, posizione nominale e percorso residuo
La posizione attuale dell'utensile è denominata posizione reale,
mentre la posizione alla quale l’utensile deve essere traslato è
denominata posizione nominale. La distanza dalla posizione
nominale alla posizione reale è denominata percorso residuo
(Incrementale). Vedere Fig. I.1
I – 1 Principi fondamentali di posizionamento
Fig. I.1 Posizione nominale S, posizione reale I e
percorso residuo R
12 I Istruzioni operative
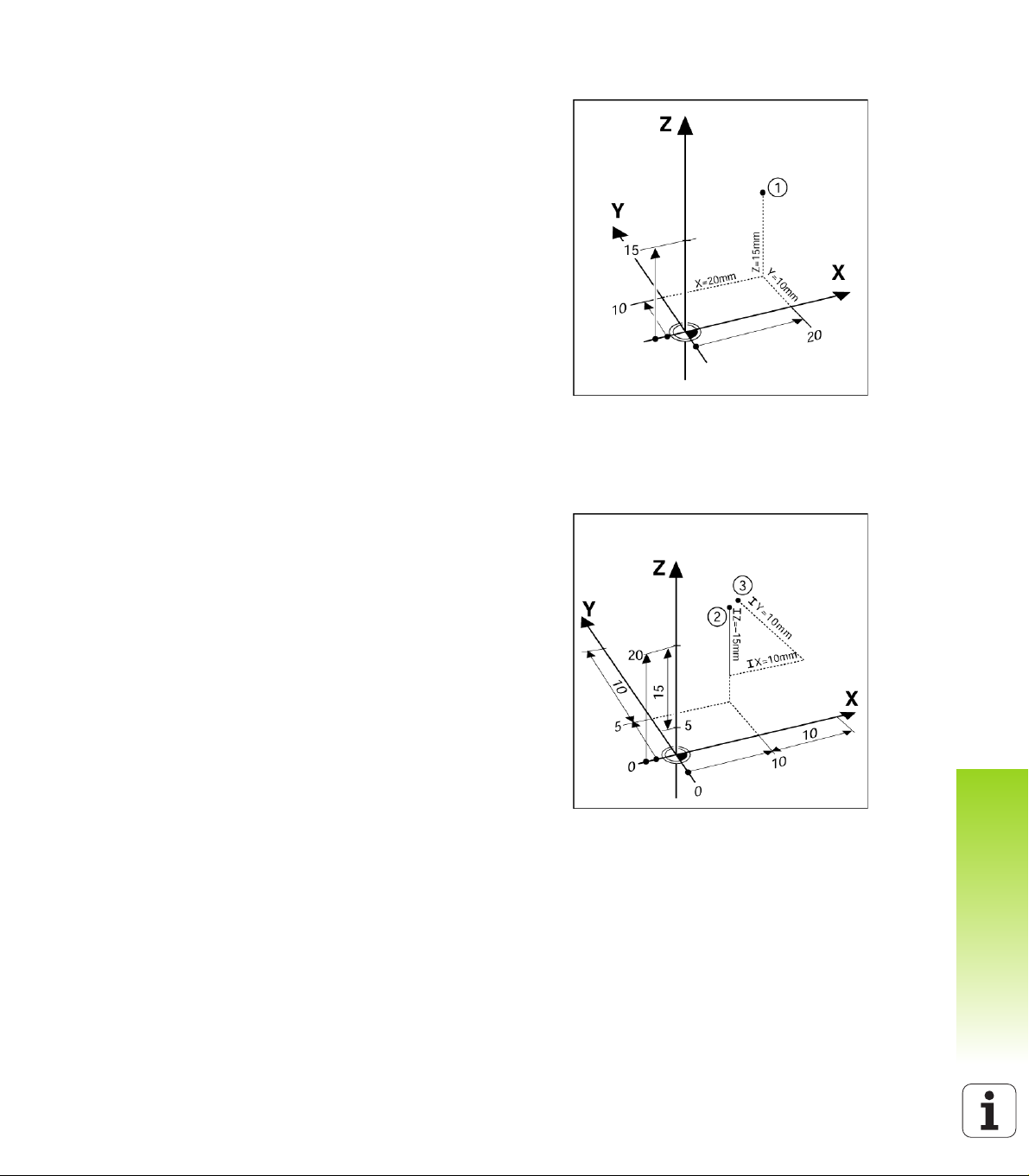
Posizioni assolute del pezzo
Ogni posizione sul pezzo è definita in modo univoco dalle sue
coordinate assolute. Vedere Fig. I.2.
Esempio: coordinate assolute della posizione 1:
X = 20 mm
Y = 10 mm
Z = 15 mm
Per forare o fresare un pezzo in base al relativo disegno con
coordinate assolute, traslare l'utensile sul valore delle coordinate.
Posizioni incrementali del pezzo
Una posizione può anche essere riferita alla precedente posizione
nominale. In tal caso l'origine relativa è sempre l'ultima posizione
nominale. Tali coordinate sono definite coordinate incrementali
(incremento = aumento). Si parla anche di quote incrementali o
concatenate (in quanto le posizioni sono definite da una catena di
quote). Le coordinate incrementali sono contrassegnate dal prefisso I.
Esempio: coordinate incrementali della posizione 3 riferita alla
posizione 2. Vedere Fig. I.3
.
Coordinate assolute della posizione 2:
X = 10 mm
Y = 5 mm
Z = 20 mm
Coordinate incrementali della posizione 3:
IX = 10 mm
IY = 10 mm
IZ = –15 mm
Per forare o fresare un pezzo in base al relativo disegno con coordinate
incrementali, traslare l'utensile del valore delle coordinate.
Fig. I.2 Definizione della posizione 1 tramite
coordinate assolute
I – 1 Principi fondamentali di posizionamento
Fig. I.3 Definizione della posizione 3 tramite
coordinate incrementali
ND 522/523 13
Riferimento di zero asse angolare
Il riferimento di zero dell’asse angolare è la posizione a 0°, definito
come uno dei due assi nel piano di rotazione. La seguente tabella
definisce l’angolo zero dove la posizione dell’angolo è 0 per i tre
possibili piani di rotazione.
Per le posizioni angolari sono definiti i seguenti assi di riferimento:
Piano Riferimento di zero asse angolare
XY +X
YZ +Y
ZX +Z
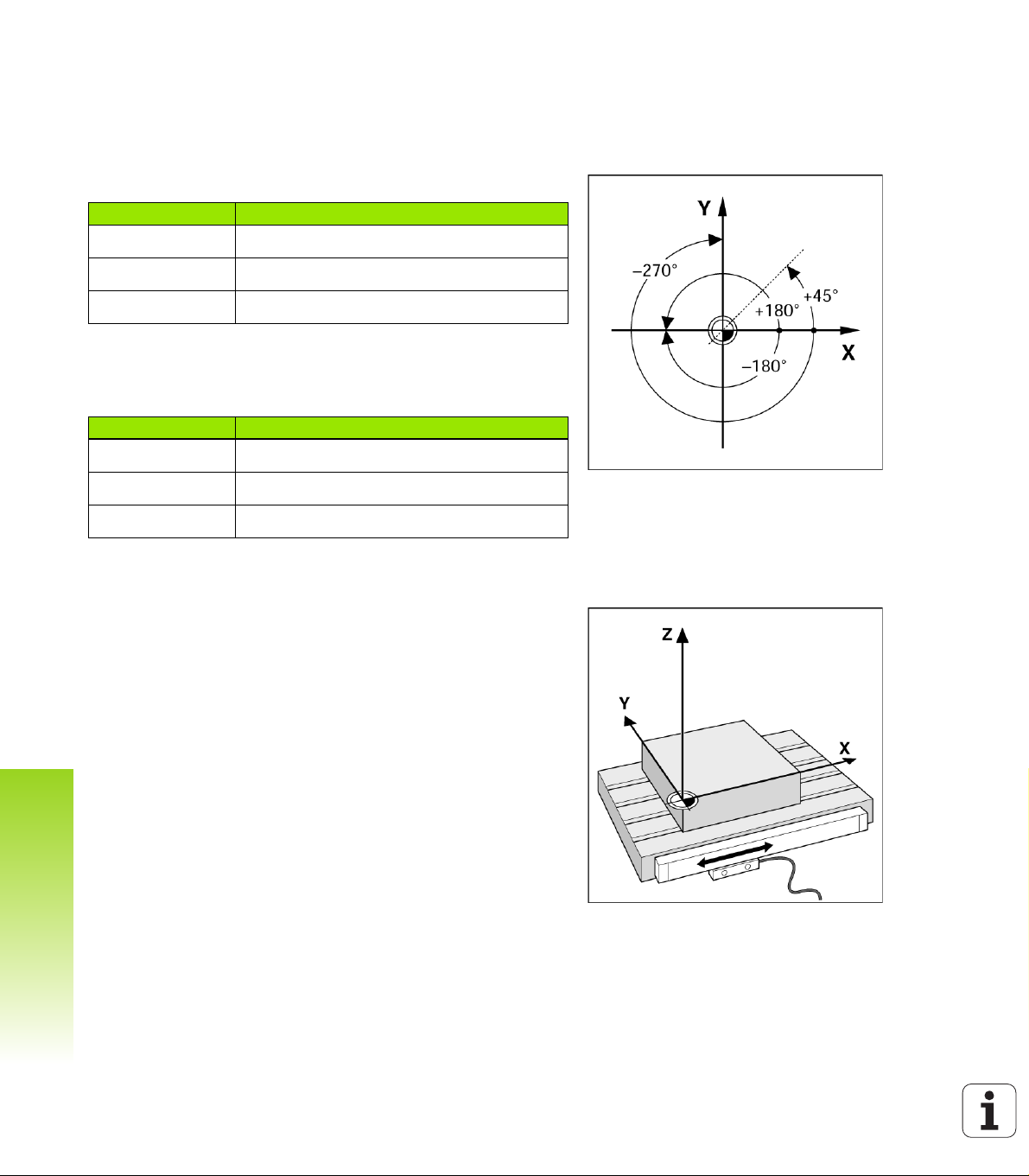
Il senso di rotazione positivo è antiorario se il piano di lavoro viene
considerato nella direzione dell'asse utensile negativo. Vedere Fig. I.4.
Esempio: angolo nel piano di lavoro X/Y
Angolo Corrisponde a
+ 45° ... bisecante tra +X e +Y
+/– 180° ... asse X negativo
- 270° ... asse Y positivo
Sistemi di misura di posizione
I sistemi di misura di posizione convertono i movimenti degli assi
macchina in segnali elettrici. L’ND 522/523 elabora costantemente
I – 1 Principi fondamentali di posizionamento
questi segnali, calcola le posizioni reali degli assi macchina e le
visualizza sullo schermo sotto forma di valore numerico. Vedere Fig.
I.5.
In caso di interruzione di corrente, viene persa la correlazione tra la
posizione calcolata e la posizione reale. Al ritorno dell'alimentazione
elettrica è possibile ripristinare tale correlazione con l'ausilio degli
indici di riferimento dei sistemi di misura di posizione e il sistema di
rilevamento automatico degli indici di riferimento (REF) dell’ND 522/
523.
Fig. I.4 Angolo e asse di riferimento angolare, ad es.
nel piano X/Y
Fig. I.5 Sistema di misura lineare, ad es. per l'asse X
14 I Istruzioni operative
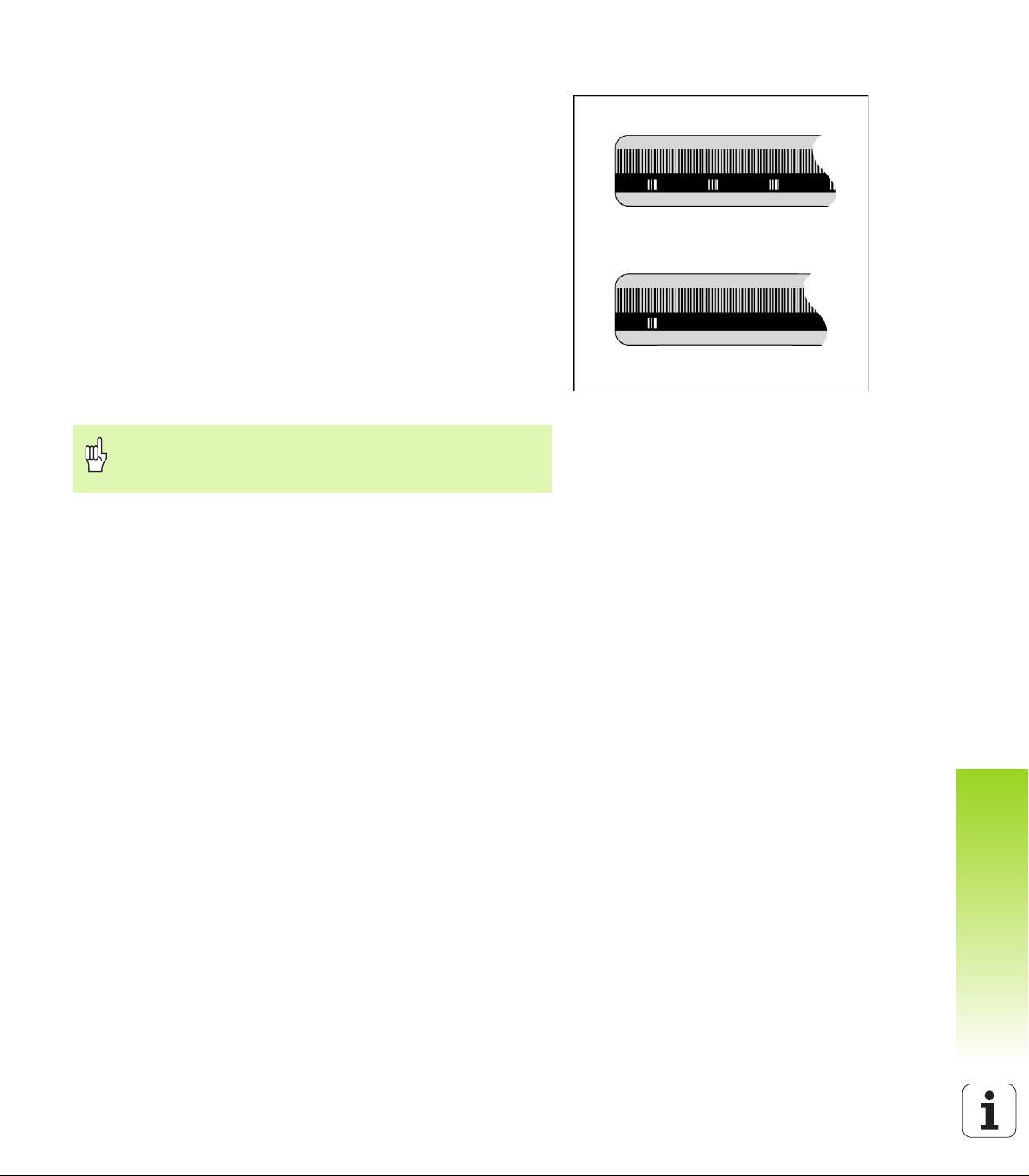
Indici di riferimento
I sistemi di misura sono generalmente dotati di uno o più indici di
riferimento (vedere Fig. I.6) con l’ausilio dei quali il sistema di
rilevamento automatico dell’ND 522/523 ripristina le posizioni
dell’origine in seguito ad un interruzione dell’alimentazione elettrica. I
due tipi principali disponibili di indici di riferimento sono: fisso e a
distanza codificata.
Nei sistemi di misura con indici di riferimento a distanza codificata,
invece, gli indici si trovano ad una specifica distanza codificata che
consente all’ND 522/523 di utilizzare una qualsiasi coppia di indici per
ripristinare le origini precedenti. Tale configurazione consente di
eseguire traslazioni molto brevi, in qualsiasi posizione del sistema di
misura, per ripristinare le origini alla riaccensione dell’ND 522/523.
I sistemi di misura con indici di riferimento fissi presentano uno o più
indici a distanza fissa tra loro. Per ripristinare le origini correttamente,
nel corso della routine di rilevamento degli indici di riferimento è
necessario utilizzare lo stesso indice di riferimento preciso impiegato
per selezionare la prima volta l’origine.
Le origini definite non possono essere ripristinate in caso
di interruzione di corrente e se gli indici di riferimento non
sono stati superati prima di selezionare le origini.
Fig. I.6 Righe graduate lineari: con indici di
riferimento a distanza codificata (in alto) e
con un indice di riferimento (in basso)
ND 522/523 15
I – 1 Principi fondamentali di posizionamento
I – 2 Uso dell’ND 522/523
Simboli della barra di stato
Origine Utensile Avanzamento Crono-
metro
Unità di
misura
Modalità
operative
Indicazione
pagina
Seleziona/
Zero
Denominazione asse
Area di visualizzazione
Simbolo REF
Aiuto grafico
di posizionamento (solo
in modalità
Percorso
residuo)
Softkey
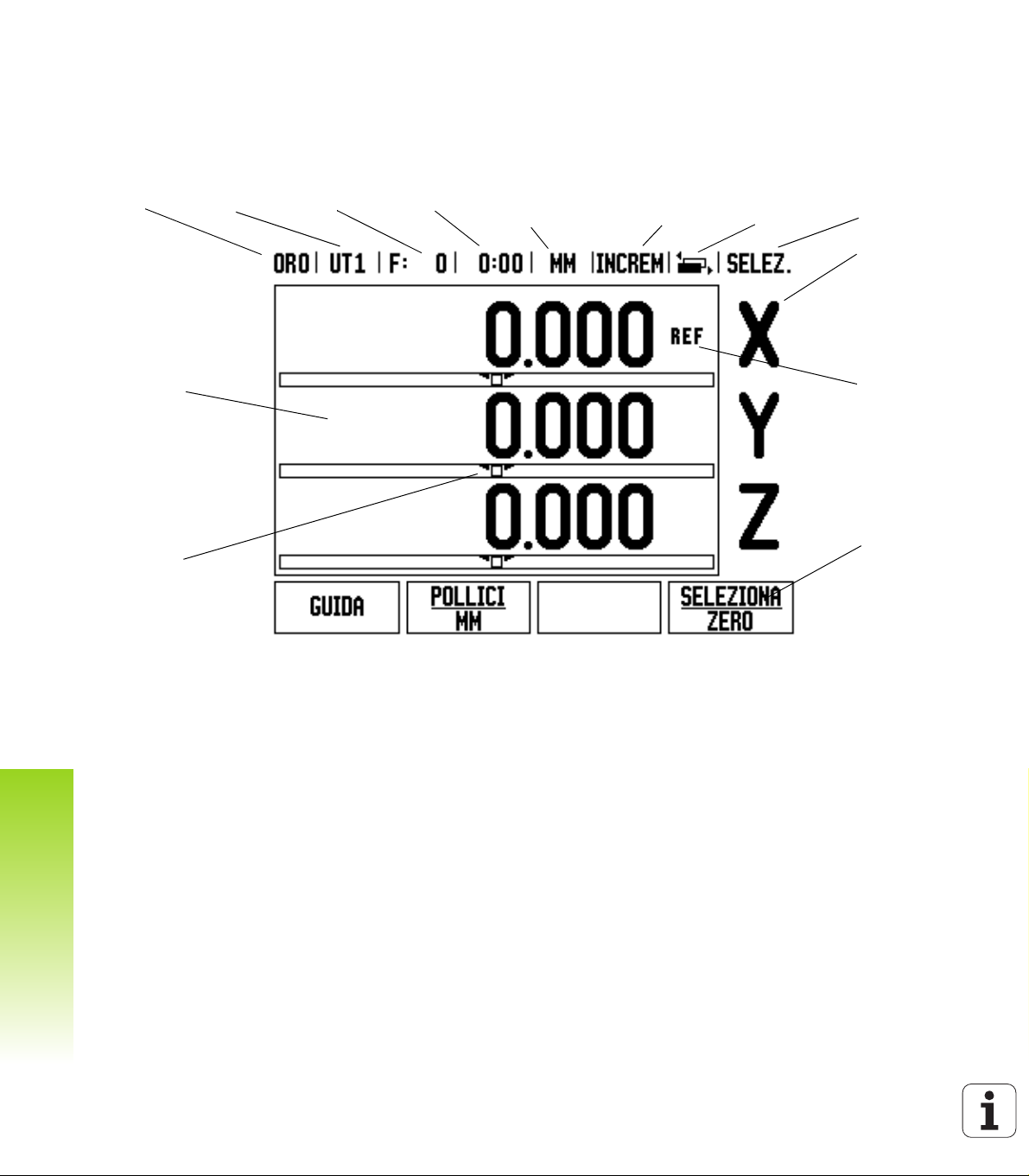
Struttura dello schermo
I – 2 Uso dell’ND 522/523
Il visualizzatore ND 522/523 dispone di funzioni specifiche
dell'applicazione che permettono di ottenere la massima produttività
dalla macchina utensile manuale in uso.
Barra di stato: visualizza l’origine attiva, l’utensile selezionato,
l’avanzamento, il tempo del cronometro, l’unità di misura, la
modalità Percorso residuo (Incrementale) o Valore reale (Assoluta),
l’indicazione della pagina e l’impostazione Seleziona/Zero.
Consultare il paragrafo “Menu CONFIG. LAVORAZIONE” per le
istruzioni di configurazione dei parametri della barra di stato.
Area di visualizzazione: indica la posizione attuale di ciascun asse.
Visualizza inoltre maschere, campi, finestre di istruzione, messaggi
di errore e argomenti della guida.
Denominazione degli assi: indica l’asse del tasto corrispondente.
Simbolo REF: indica lo stato attuale dell’indice di riferimento.
Softkey: indicano le diverse funzioni di fresatura o tornitura.
16 I Istruzioni operative
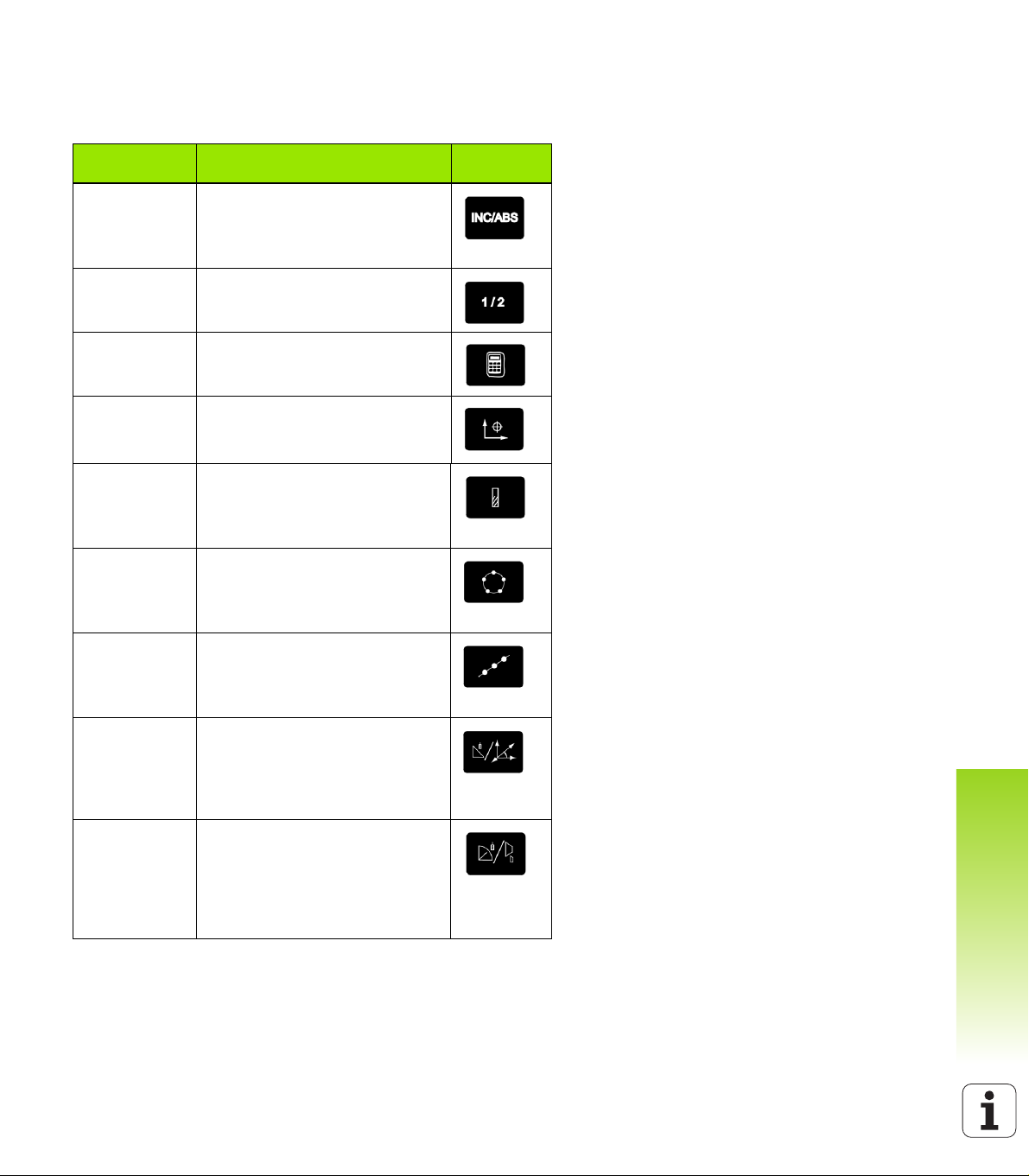
Panoramica dei tasti delle funzioni generali
Sono riportate di seguito una lista di tasti che sono disposti nel
pannello frontale del visualizzatore e la descrizione della loro funzione.
Pagina tasti 1 Tasti funzione Simbolo
tasto
INCREMENTALE/
ASSOLUTA
Commuta la visualizzazione tra le
modalità operative Percorso
residuo (Incrementale)/Valore
reale (Assoluta). (Pagina 18)
1/2 (SOLO
FRESARE)
CALCOLATRICE Apre le funzioni della calcolatrice
ORIGINE Apre la maschera ORIGINE per
UTENSILE Apre la TABELLA UTENSILI
CORONA DI
FORI
SERIE DI FORI Apre la maschera SERIE DI FORI,
FRESATURA
INCLINATA O
VECTORING
Divide la posizione attuale per due
(Pagina 29)
(Pagina 30)
impostare l’origine di ciascun asse
(Pagina 35)
(Pagina 31 per applicazioni di
fresatura; Pagina 59 per
applicazioni di tornitura)
Apre la maschera CORONA DI
FORI, che calcola le posizioni dei
fori (Pagina 46) per applicazioni di
fresatura
che calcola le posizioni dei fori
(Pagina 49) per applicazioni di
fresatura
Apre la maschera FRESATURA
INCLINATA (Pagina 52) per
applicazioni di fresatura o la
maschera VECTORING (Pagina
67) per applicazioni di tornitura
I – 2 Uso dell’ND 522/523
ARCO DI
FRESATURA O
CALCOLATORE
DI CONICITÀ
ND 522/523 17
Apre la maschera ARCO DI
FRESATURA (Pagina 56) per
applicazioni di fresatura o la
maschera CALCOLATORE
CONICITÀ (Pagina 65) per
applicazioni di tornitura
Istruzioni per l’immissione di dati
Utilizzare la tastiera numerica per inserire i valori numerici all'interno
di ciascun campo.
Premere il tasto ENTER per confermare l’immissione eseguita in un
campo e ritornare alla maschera precedente.
Premere il tasto C per cancellare valori immessi e messaggi di errore
o per ritornare alla maschera precedente.
I SOFTKEY visualizzano le diverse funzioni di fresatura o tornitura che
si selezionano premendo direttamente il softkey corrispondente
sotto il relativo label. Sono disponibili 2 pagine di funzioni softkey
selezionabili utilizzando i tasti FRECCIA A SINISTRA/A DESTRA.
I tasti FRECCIA A SINISTRA/A DESTRA consentono di visualizzare le
pagine 1 e 2 delle funzioni softkey selezionabili. La pagina
attualmente selezionata è indicata nella barra di stato sul bordo
I – 2 Uso dell’ND 522/523
superiore della maschera.
Utilizzare i tasti FRECCIA SU/GIÙ per spostare il cursore tra i campi di
una maschera e le opzioni di un menu. Una volta raggiunta l’ultima
opzione del menu, il cursore ritorna sulla prima.
Modalità operative
L’ND 522/523 dispone di due modalità operative Percorso residuo
(INCREMENTALE) e Valore reale (ASSOLUTA). In modalità Percorso
residuo (che è definita nel presente manuale come Incrementale),
l’utensile viene spostato sulle posizioni nominali semplicemente
passando per lo zero. Lavorando in modalità Incrementale è possibile
inserire le coordinate nominali in quote incrementali o assolute. In
modalità Valore reale (che è definita nel presente manuale come
Assoluta) viene sempre visualizzata la posizione reale attuale
dell’utensile riferita all’origine attiva e l’utensile viene spostato finché
il valore visualizzato corrisponde alla posizione nominale desiderata.
Con modalità Assoluta, se l’ND 522/523 è configurato per le
applicazioni di fresatura, è attivo soltanto l’offset della lunghezza
utensile. Gli offset di raggio e lunghezza vengono impiegati in modalità
Percorso residuo per calcolare il "percorso residuo" per raggiungere la
posizione nominale desiderata rispetto al tagliente dell’utensile di
lavorazione.
Se l’ND 522/523 è configurato per applicazioni di tornitura, tutti gli
offset utensile vengono considerati sia in modalità Incrementale che
Assoluta.
Premere il tasto INCREMENTALE/ASSOLUTA (Vedere Fig. I.7) per passare
da una modalità all'altra. Utilizzare i tasti freccia A SINISTRA/A DESTRA
per visualizzare le funzioni dei softkey in modalità Incrementale o
Assoluta.
L'applicazione di tornitura consente di sommare con rapidità le quote
degli assi Z di un sistema a 3 assi. Vedere "Attivazione funzione
Somma asse Z" a pagina 68.
Fig. I.7 Tasto Percorso residuo (INCREMENTALE) /
Valore reale (ASSOLUTA)
18 I Istruzioni operative
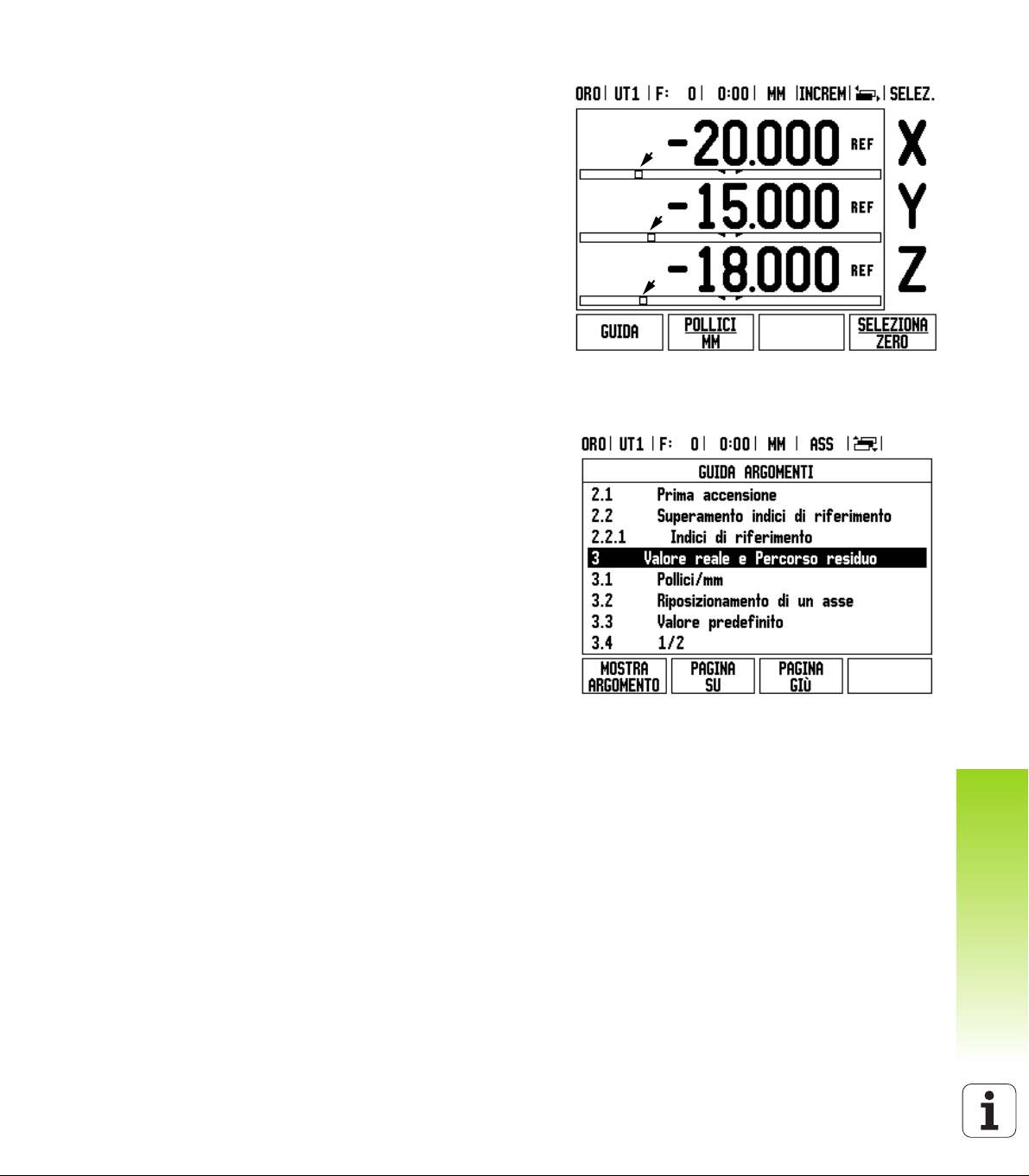
Aiuto grafico di posizionamento
Quando si passa per lo zero (in modalità Incrementale), l’ND 522/523
visualizza l’aiuto grafico di posizionamento. Vedere Fig. I.8.
L’ND 522/523 attiva l'aiuto grafico di posizionamento in una barra
rettangolare stretta sotto l'asse attualmente attivo. Due marcatori
triangolari al centro del rettangolo simboleggiano la posizione
nominale da raggiungere.
Un piccolo quadrato simboleggia la slitta dell'asse. Una freccia
indicante la direzione viene visualizzata nel quadrato durante la
traslazione dell'asse, permettendo così di verificare se ci si sta
avvicinando o allontanando dalla posizione nominale. Tenere presente
che il quadrato non inizia a muoversi finché la slitta dell'asse è vicina
alla posizione nominale. Vedere "Aiuto grafico di posizionamento" a
pagina 25 nel capitolo “Menu CONFIG. LAVORAZIONE” per la
configurazione dell’aiuto grafico di posizionamento.
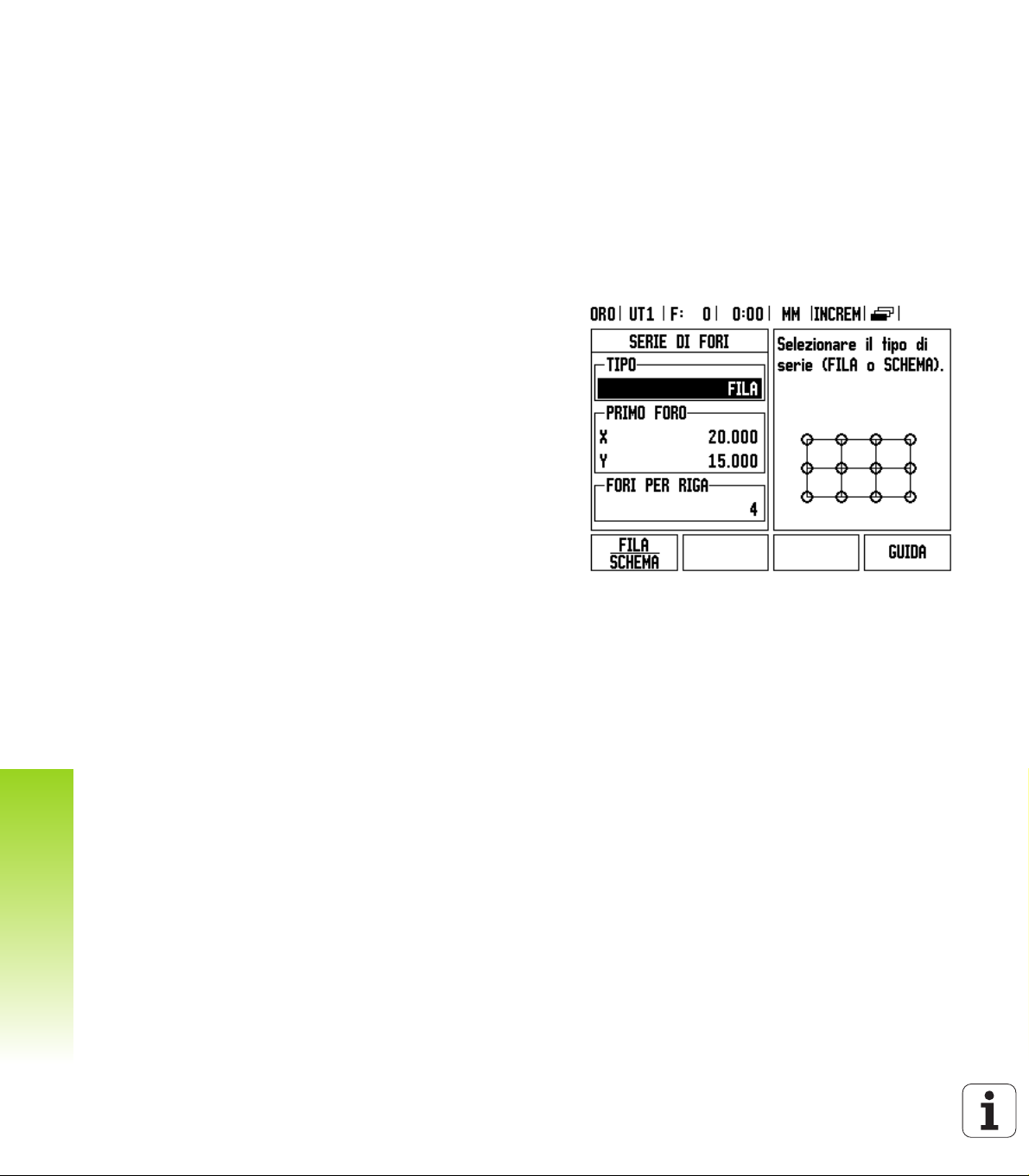
Maschera Guida
Le istruzioni operative integrate forniscono informazioni e supporto in
qualsiasi situazione. Vedere Fig. I.9
Richiamo delle istruzioni operative integrate
U Premere il softkey GUIDA.
U Il visualizzatore indica le informazioni rilevanti del processo in
esecuzione.
U Utilizzare i tasti FRECCIA SU/GIÙ per scorrere le descrizioni qualora
composte da più maschere.
Visualizzazione di informazioni su un altro argomento
U Premere il softkey LISTA DI ARGOMENTI.
U Premere i tasti FRECCIA SU/GIÙ per scorrere l'indice.
U Premere il tasto ENTER per selezionare l'argomento desiderato.
Uscita dalle istruzioni operative integrate
U Premere il tasto C.
Fig. I.8 Aiuto grafico di posizionamento attivo
(vedere frecce)
Fig. I.9 Lista di argomenti della Guida
I – 2 Uso dell’ND 522/523
ND 522/523 19
Maschere di immissione dati
Le informazioni richieste per le diverse funzioni operative e i differenti
parametri di configurazione si inseriscono in maschere di immissione
dati. Tali maschere vengono visualizzate dopo aver selezionato
funzioni che richiedono informazioni supplementari. Ciascuna
maschera fornisce campi specifici per immettere le informazioni
richieste.
Confermare e attivare le modifiche apportate premendo il tasto ENTER.
Premere il tasto C per abbandonare le modifiche apportate e ritornare
alla maschera precedente senza salvarle.
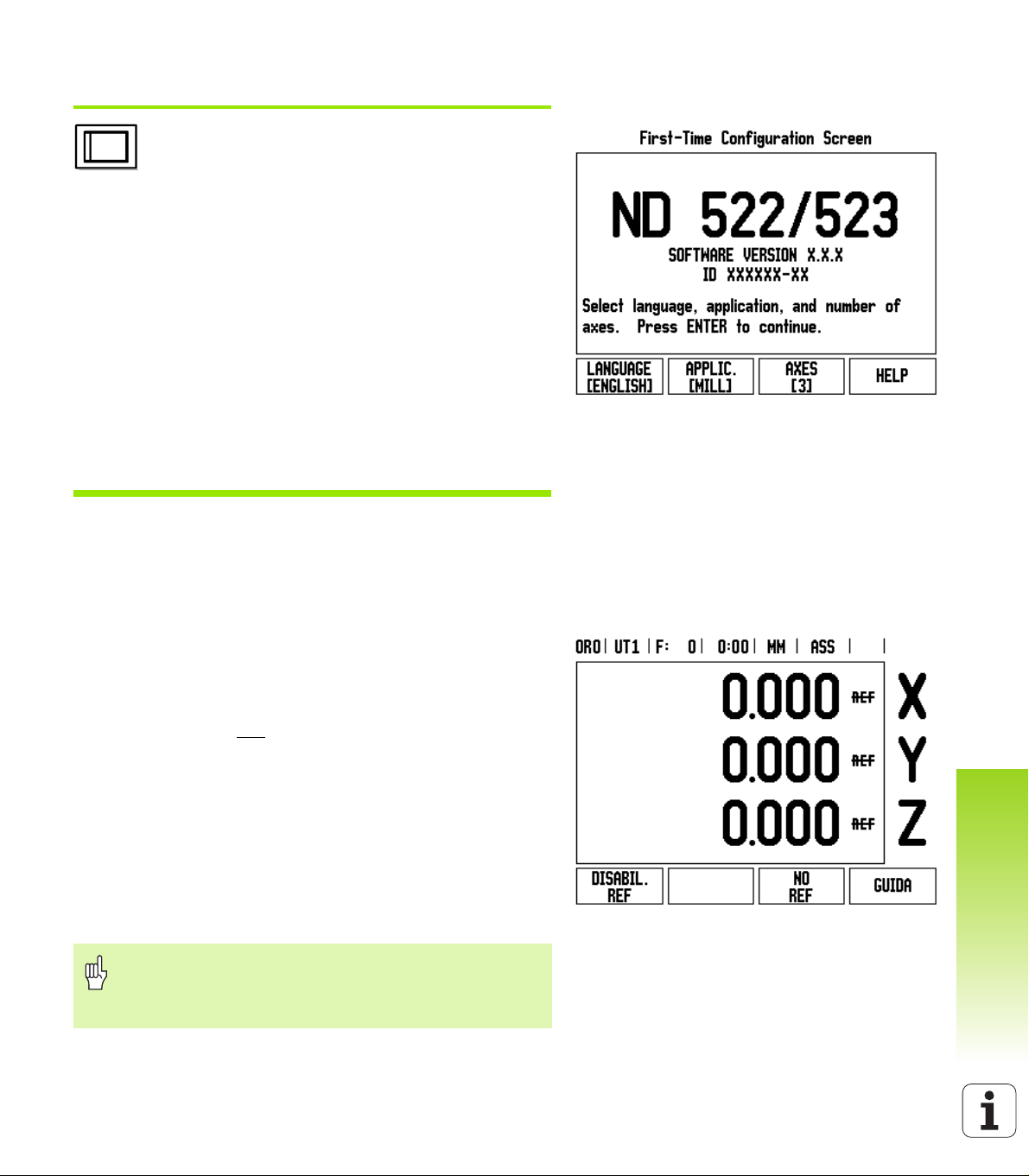
Finestre con istruzioni
Quando si apre un menu o una maschera, si apre immediatamente
anche una finestra con istruzioni sul relativo lato destro. Questa
finestra di messaggi fornisce informazioni sulla funzione selezionata e
istruzioni sulle opzioni disponibili. Vedere Fig. I.10
I – 2 Uso dell’ND 522/523
Fig. I.10 Esempio di maschera di immissione e
finestra di istruzioni
Messaggi di errore
Se si verifica un errore mentre si lavora con l’ND 522/523, appare un
messaggio nella riga di dialogo che fornisce una spiegazione della
causa di errore.
Cancellazione del messaggio di errore
U Premere il tasto C.
20 I Istruzioni operative
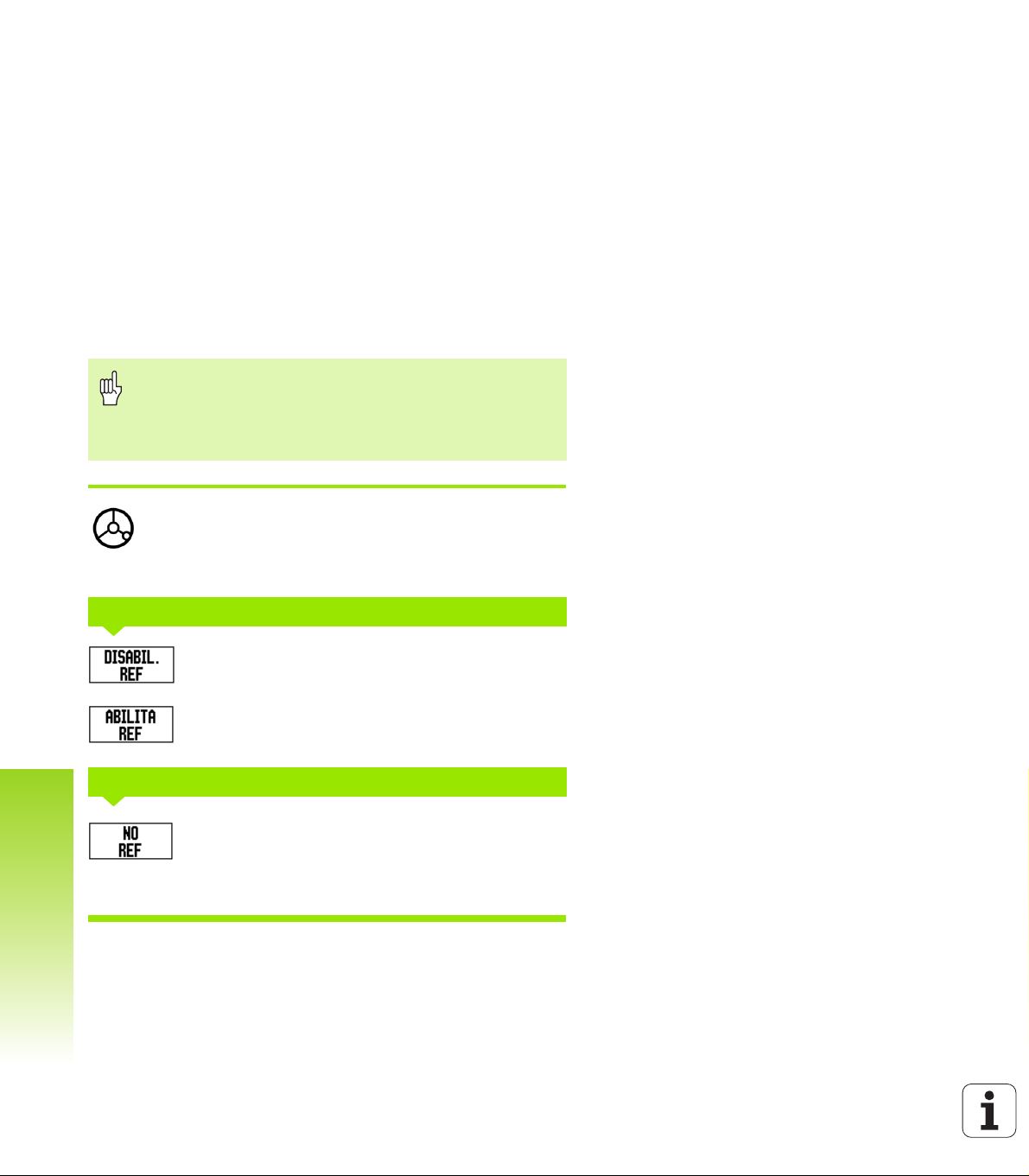
Accensione
Accendere il visualizzatore (con l'interruttore
posizionato sul retro del visualizzatore). Viene
visualizzata la schermata iniziale (Vedere Fig. I.11) che
appare unicamente alla prima accensione. Le
operazioni successive dovrebbero essere già state
eseguite in fase di installazione del software.
Selezionare la lingua desiderata premendo il
softkey LINGUA.
Selezionare l’applicazione richiesta tra FRESARE e
TORNIRE. Il softkey APPLIC. [FRESARE/TORNIRE]
consente di selezionare una o l’altra applicazione.
Selezionare quindi il numero di assi richiesto. Una
volta completata l’immissione, premere il tasto
ENTER.
Se necessario, l'applicazione potrà essere
successivamente modificata nel menu CONFIG. DI
SISTEMA in IMPOSTAZ.APPLICATIVE.
L’ND 522/523 è ora pronto per lavorare in modalità Assoluta. Accanto
ad ogni asse attivo lampeggia l’indicazione REF. È quindi possibile
eseguire il rilevamento degli indici di riferimento.
I – 2 Uso dell’ND 522/523
Fig. I.11 Schermata dopo la prima accensione
Rilevamento degli indici di riferimento
Con il sistema di rilevamento automatico degli indici di riferimento,
l’ND 522/523 ripristina automaticamente la correlazione tra le posizioni
delle slitte degli assi e i valori visualizzati impostati con l'ultima
definizione dell'origine prima dello spegnimento.
Se il sistema di misura degli assi presenta indici di riferimento,
lampeggia l'indicazione REF. Vedere Fig. I.12. Dopo aver superato gli
indici di riferimento, l'indicazione REF cessa di lampeggiare.
Lavorare senza rilevamento degli indici di riferimento
L’ND 522/523 può essere impiegato anche senza superare
precedentemente gli indici di riferimento. Premere il softkey NO REF
per non superare gli indici di riferimento e continuare.
Gli indici di riferimento possono essere superati in seguito, se ciò
risulta necessario per definire origini da ripristinare dopo
un’interruzione di alimentazione. Premere il softkey ABILITA REF per
attivare il sistema di rilevamento degli indici di riferimento.
Se un sistema di misura non dispone di indici di
riferimento, l’indicazione REF non viene visualizzata e le
origini selezionate vanno perse allo spegnimento del
visualizzatore.
ND 522/523 21
Fig. I.12 Maschera per la definizione degli indici di
riferimento
Funzione ABILITA/DISABILITA REF
Il softkey ABILITA/DISABILITA REF, disponibile nel corso della routine
di rilevamento degli indici di riferimento, consente di selezionare un
indice di riferimento specifico sul sistema di misura. Tale possibilità è
importante quando si impiegano sistemi di misura con indici di
riferimento fissi. Se si preme il softkey DISABILITA REF, il
visualizzatore interrompe la routine di rilevamento e ignora qualsiasi
indice di riferimento superato. Se si preme il softkey ABILITA REF, il
visualizzatore riattiva la routine di rilevamento e seleziona il successivo
indice di riferimento superato.
Dopo aver determinato gli indici di riferimento per tutti gli assi
desiderati, premere il softkey NO REF per terminare la routine di
rilevamento. Non è necessario superare gli indici di riferimento di tutti
i sistemi di misura, ma soltanto di quelli necessari. Una volta definiti
tutti gli indici di riferimento, l’ND 522/523 ritorna automaticamente alla
maschera di visualizzazione POS.
I – 2 Uso dell’ND 522/523
- IN ALTERNATIVA -
- IN ALTERNATIVA -
Se non si superano gli indici di riferimento, l’ND 522/523
non salva le origini impostate. In altre parole, non è
possibile ripristinare la correlazione tra le posizioni delle
slitte degli assi e i valori visualizzati in seguito ad una
interruzione di corrente (spegnimento).
Per l’accensione quotidiana del visualizzatore, inserire
l’alimentazione e premere un tasto qualsiasi.
Superare gli indici di riferimento (in un ordine
qualsiasi).
Premere il softkey DISABILITA REF e superare gli
indici di riferimento.
Traslare il sistema di misura sull’indice di riferimento
fisso desiderato. Premere il softkey ABILITA REF e
superare l’indice di riferimento.
Non superare gli indici di riferimento e premere il
softkey NO REF. Nota: la correlazione tra le posizioni
delle slitte degli assi e i valori visualizzati va persa in
seguito ad un'interruzione di alimentazione.
22 I Istruzioni operative
Configurazione
L’ND 522/523 dispone di due menu per configurare i parametri
operativi: CONFIG. LAVORAZIONE e CONFIG. DI SISTEMA. I
parametri del menu CONFIG. LAVORAZIONE consentono di adeguare
i requisiti specifici di ciascuna lavorazione. Il menu CONFIG. DI
SISTEMA consente di definire i parametri di sistema di misura e
display.
Il menu CONFIG. LAVORAZIONE si seleziona premendo il softkey
CONFIGURAZIONE. Vedere Fig. I.13. Nel menu CONFIG. LAVORAZIONE
sono disponibili i seguenti softkey:
CONFIG. SISTEMA
Consente di accedere ai parametri di configurazione di sistema.
Vedere "Menu CONFIG. DI SISTEMA" a pagina 73.
IMPORTA/ESPORTA
Avvia l'importazione o l'esportazione dei parametri operativi. Vedere
"Importazione/esportazione" a pagina 26.
GUIDA
Apre la guida on-line.
I – 2 Uso dell’ND 522/523
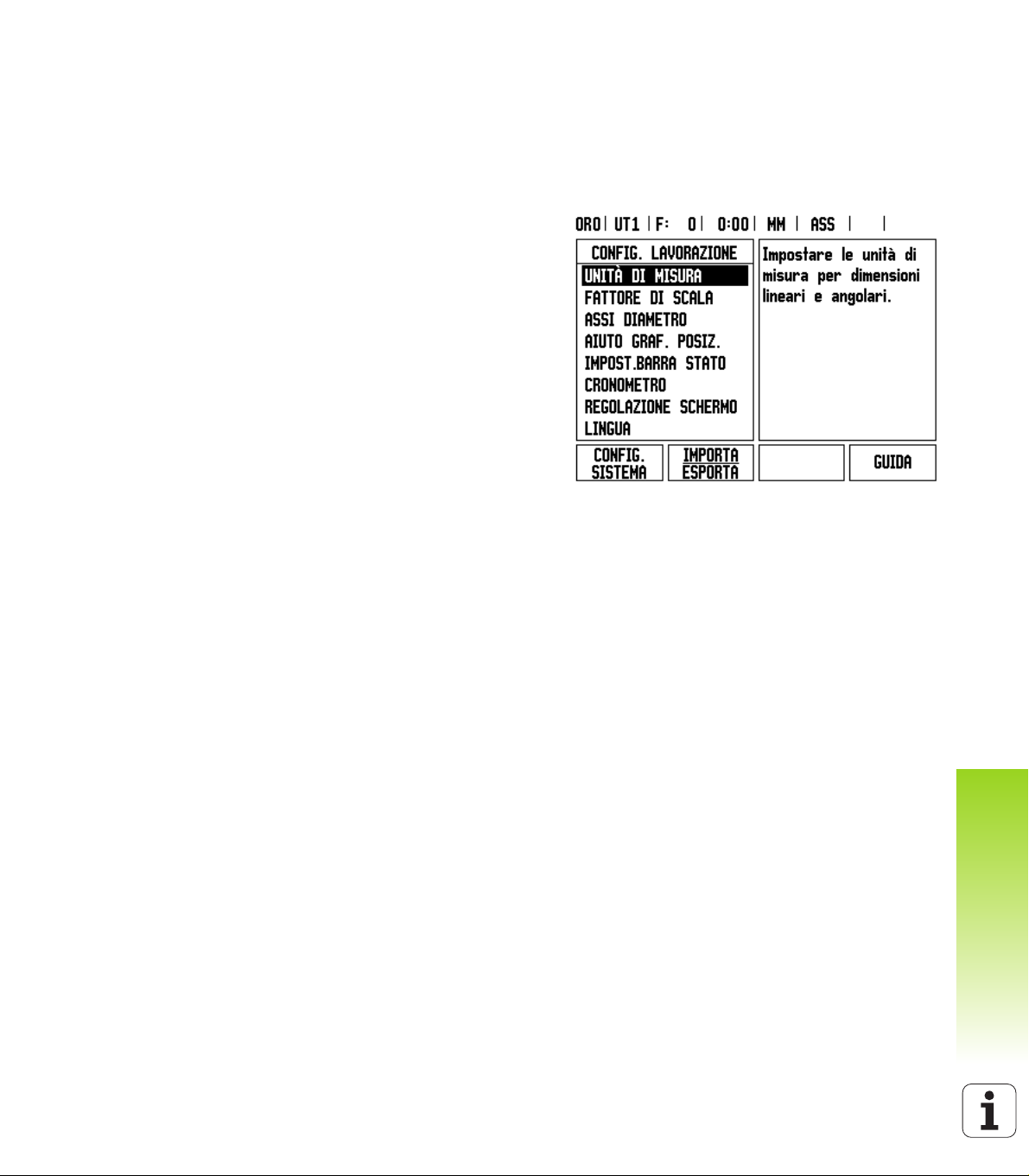
Menu CONFIG. LAVORAZIONE
Per visualizzare e modificare i parametri del menu CONFIG.
LAVORAZIONE utilizzare i tasti FRECCIA SU/GIÙ evidenziando i
parametri desiderati e premere il tasto ENTER.
Unità di misura
La maschera UNITÀ DI MISURA consente di specificare l'unità e il
formato desiderati per la visualizzazione. Queste impostazioni sono
attive all'accensione del visualizzatore.
U POLLICI/MM – I valori misurati vengono visualizzati e immessi
nell'unità di misura selezionata nel campo LINEARE. Selezionare
l’unità di misura tra pollici e millimetri premendo il softkey POLLICI/
MM. L’unità di misura può essere selezionata premendo il softkey
POLLICI/MM in modalità Incrementale o Assoluta.
U Gradi decimali, Radianti o Gradi/minuti/secondi (GMS) – Il campo
ANGOLARE definisce il modo in cui gli angoli vengono visualizzati e
immessi nelle maschere. Selezionare tra GRADI DECIMALI, RADIANTI
o DMS utilizzando il relativo softkey.
Fig. I.13 La maschera CONFIG. LAVORAZIONE per la
fresatura
ND 522/523 23
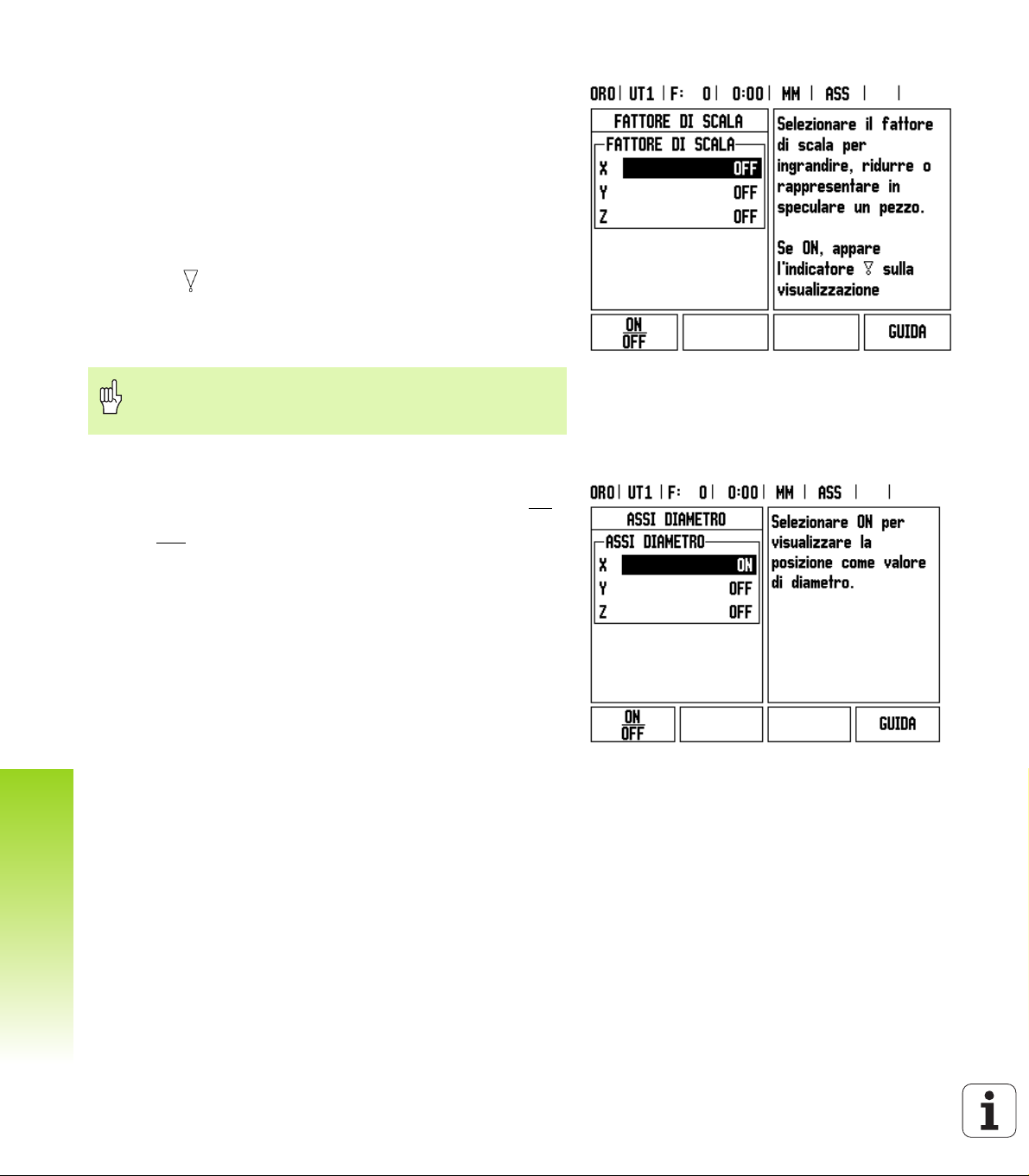
Fattore di scala
Il fattore di scala può essere utilizzato per ingrandire o ridurre il pezzo.
Tutti i movimenti del sistema di misura vengono moltiplicati per il
fattore di scala. Il fattore di scala di 1.0 è utilizzato per creare un pezzo
delle stesse dimensioni del disegno. Vedere Fig. I.14.
U La tastiera numerica è utilizzata per inserire un numero maggiore di
zero. L'intervallo è compreso tra 0.1000 e 10.000. È ammesso
inserire anche un valore negativo.
U Le impostazioni del fattore di scala rimangono attive anche in
seguito allo spegnimento del visualizzatore.
U Quando il fattore di scala presenta un valore diverso da 1, il simbolo
della scala è visualizzato accanto agli assi visualizzati.
U Premere il softkey ON/OFF per disabilitare i fattori di scala attivi.
Rappresentazione speculare
I – 2 Uso dell’ND 522/523
Un fattore di scala di –1.00 determina una immagine
speculare del pezzo. È possibile rappresentare allo stesso
tempo in speculare e in scala un pezzo.
Assi diametro
Selezionare ASSI DIAMETRO per impostare gli assi che possono
essere visualizzati come valori di raggio o diametro. Selezionare ON
per visualizzare la posizione dell’asse come valore di diametro. Se si
seleziona OFF
, la funzione Raggio/Diametro è disattivata. Vedere Fig.
I.15. Per la funzione Raggio/Diametro nelle applicazioni di tornitura
vedere "Softkey RX (Raggio/Diametro)" a pagina 66.
U Selezionare ASSI DIAMETRO e premere ENTER.
U Viene evidenziato inizialmente il campo relativo all'asse X. In
corrispondenza del parametro relativo all'asse specifico, premere il
softkey ON/OFF per attivare o disattivare la funzione.
U Premere ENTER.
Fig. I.14 Fattore di scala
Fig. I.15 Maschera ASSI DIAMETRO
24 I Istruzioni operative
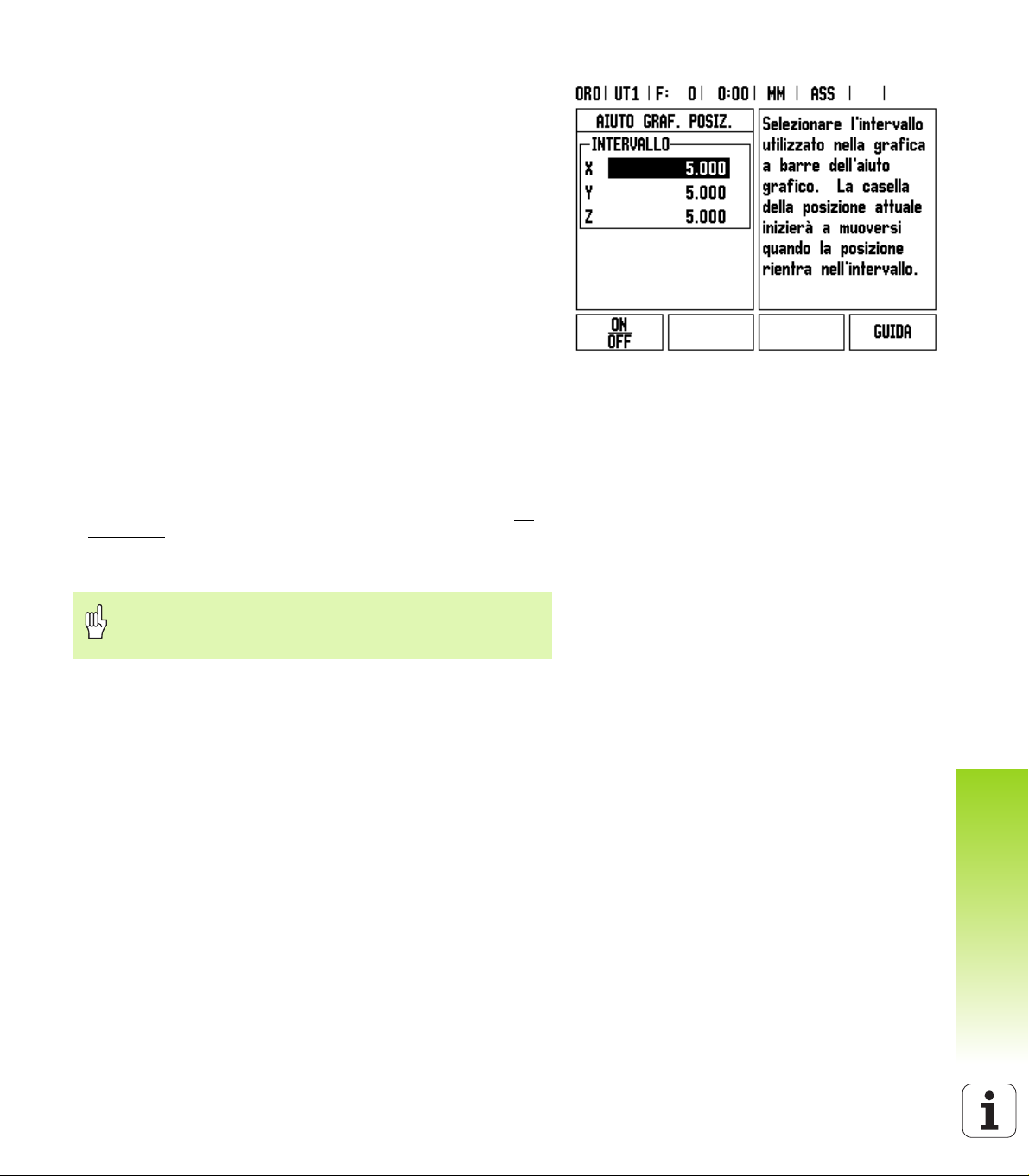
Aiuto grafico di posizionamento
La maschera AIUTO GRAF. POSIZ. consente di configurare la grafica
a barre impiegata per la visualizzazione della posizione degli assi in
modalità Incrementale. Ogni asse ha il suo proprio intervallo. Vedere
Fig. I.16.
U Premere il softkey ON/OFF per abilitare l'aiuto grafico di
posizionamento o semplicemente iniziare ad immettere i valori
utilizzando la tastiera numerica. La casella della posizione attuale
inizierà a muoversi quando la posizione rientra nell’intervallo definito.
Barra di stato
La barra di stato si trova sul bordo superiore dello schermo ed è
formata da caselle che visualizzano l’origine attiva, l’utensile
selezionato, l’avanzamento, il cronometro e l’indicazione della pagina.
U Premere il softkey ON/OFF per selezionare ciascuna impostazione
che si desidera visualizzare.
Cronometro
Il cronometro visualizza le ore (h), i minuti (m) e i secondi (s). Funziona
allo stesso modo di un normale cronometro che misura il tempo
trascorso (il cronometro parte da 0:00:00).
Il campo TEMPO TRASCORSO visualizza il tempo totale accumulato
di ciascun intervallo.
U Premere il softkey AVVIA/ARRESTA. Il campo di stato visualizza IN
FUNZIONE. Premere di nuovo il softkey per arrestare il tempo.
U Premere AZZERA per azzerare il tempo trascorso. L'azzeramento
arresta il cronometro se in funzione.
Fig. I.16 Aiuto grafico di posizionamento
I – 2 Uso dell’ND 522/523
Selezionare la modalità operativa Cronometro e premere il
tasto con il punto decimale per avviare la funzione.
Premere il tasto zero per resettare il cronometro.
ND 522/523 25

Regolazione schermo
Il contrasto del display LCD può essere regolato utilizzando i softkey di
questa maschera o utilizzando i tasti freccia su/giù della tastiera in
qualsiasi modalità operativa. Il contrasto può richiedere di essere
regolato a causa di variazioni dell'illuminazione dell'ambiente e alle
preferenze dell'operatore. Questa maschera consente di impostare
anche dopo quanto tempo si deve attivare il salvaschermo. Nel campo
SALVASCHERMO si imposta il valore del tempo una volta trascorso il
quale si attiva il salvaschermo del display LCD. Il tempo può essere
impostato tra 30 e 120 minuti. Il salvaschermo può anche essere
disattivato quando il visualizzatore è acceso.
Lingua
L’ND 522/523 supporta diverse lingue. Per modificare la lingua
selezionata procedere come descritto di seguito.
U Premere il softkey LINGUA fino a visualizzare nel softkey e nella
maschera la lingua desiderata.
I – 2 Uso dell’ND 522/523
U Premere ENTER per confermare la selezione eseguita.
Importazione/esportazione
Le informazioni sui parametri operativi possono essere importate o
esportate tramite la porta USB (Vedere "Porta USB (tipo “B”)" a pagina
82).
U Premere il softkey IMPORTA/ESPORTA nel menu CONFIG.
LAVORAZIONE.
U Premere IMPORTA per scaricare i parametri operativi da un PC.
U Premere ESPORTA per trasferire i parametri operativi attuali a un PC.
U Premere il tasto C per uscire.
26 I Istruzioni operative
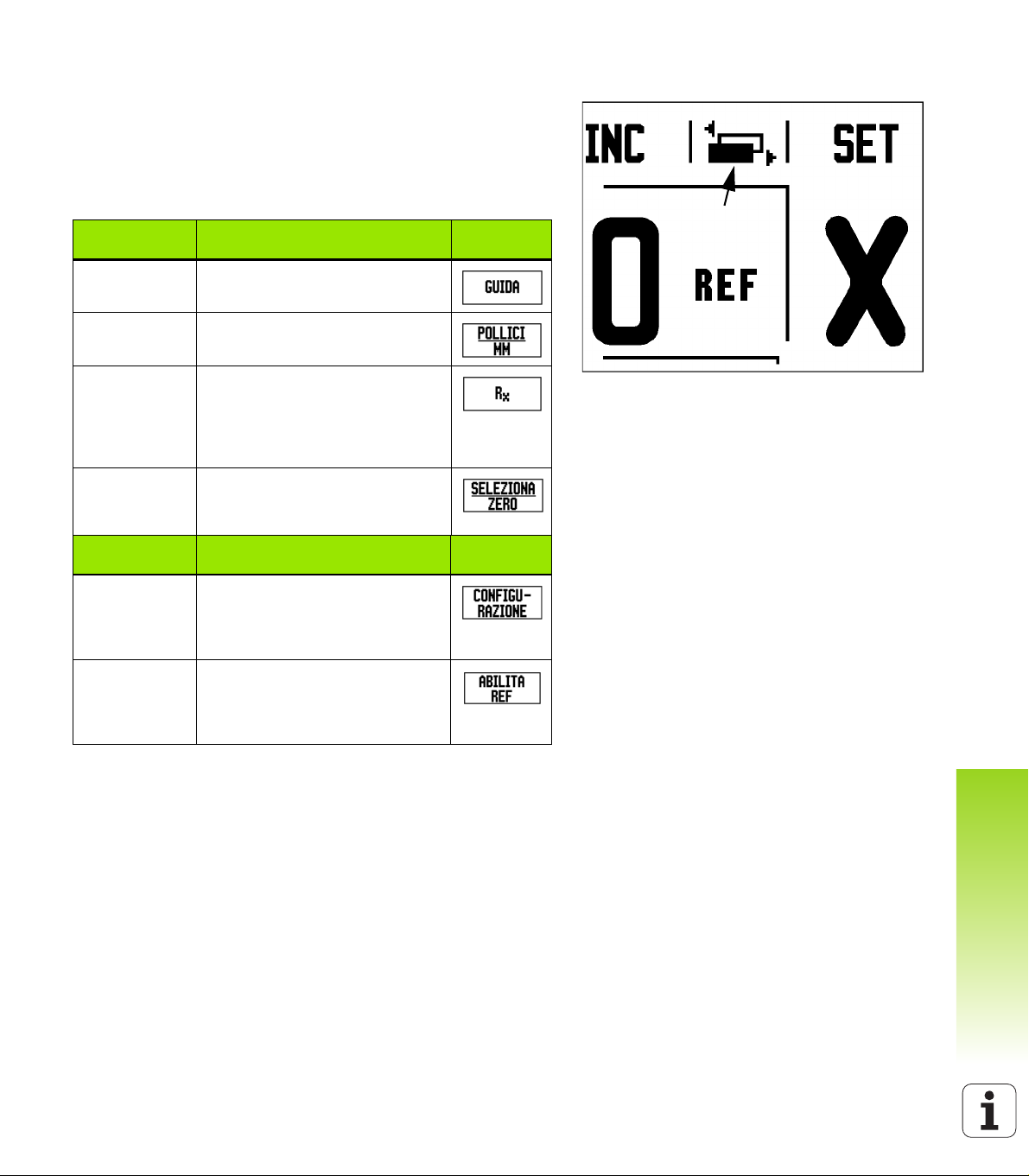
Panoramica delle funzioni dei softkey POS
Indicazione
pagina
Le funzioni dei softkey sono distribuite su due pagine nello schermo.
Premere i tasti FRECCIA A SINISTRA/A DESTRA per selezionare ciascuna
pagina. L’indicazione della pagina nella barra di stato mostra la
direzione di scorrimento e quella scura segnala la pagina attualmente
visualizzata. Per ogni softkey è disponibile una pagina di riferimento
per informazioni supplementari.
Vedere Fig. I.17
Pagina
softkey 1
GUIDA Apre le istruzioni operative
POLLICI/MM Commuta l’unità di misura tra
RAGGIO/
DIAMETRO
SELEZIONA/
ZERO
Pagina
softkey 2
CONFIGURAZIONE
ABILITA REF Premere questo softkey non
Funzione softkey Simbolo
integrate (Pagina 19)
pollici e millimetri (Pagina 23)
Commuta tra la visualizzazione
raggio e diametro. Questa
funziona è riservata per le
applicazioni di tornitura. (Pagina
66)
Commuta tra le funzioni Seleziona
e Zero e viene impiegato con i
singoli tasti asse (Pagina 28)
Funzione softkey Simbolo
Apre il menu CONFIG.
LAVORAZIONE e visualizza il
softkey CONFIG. SISTEMA
(Pagina 23)
appena il visualizzatore è pronto
per il rilevamento degli indici di
riferimento (Pagina 21)
softkey
softkey
Fig. I.17 Indicazione pagina e simbolo per
SELEZIONA/ZERO
I – 2 Uso dell’ND 522/523
ND 522/523 27
Descrizione dettagliata dei tasti delle funzioni
Simbolo SELEZIONA/
ZERO
generali
Questo paragrafo descrive dettagliatamente le funzioni dei softkey
che l’ND 522/523 può impiegare per le applicazioni di fresatura o
tornitura.
Softkey SELEZIONA/ZERO
Il softkey SELEZIONA/ZERO ha lo stesso effetto di un tasto asse e
consente di commutare funzionalità passando da Seleziona a Zero e
viceversa. La selezione attuale è indicata nella barra di stato. Vedere
Fig. I.18
Se è impostata l’opzione SELEZIONA e l’ND 522/523 si trova in modalità
Assoluta, selezionare un tasto asse per aprire la maschera ORIGINE
dell’asse selezionato. Se l’ND 522/523 è in modalità Incrementale, si
apre la maschera VALORE PREDEFINITO.
Se è impostato ZERO e l’ND 522/523 si trova in modalità Assoluta,
I – 2 Uso dell’ND 522/523
selezionare un tasto asse per definire il relativo punto zero nella
posizione attuale. Se è attiva la modalità Incrementale, il valore
incrementale attuale viene azzerato.
Se l’ND 522/523 si trova in modalità Assoluta e lo stato di
SELEZIONA/ZERO è ZERO, premere un tasto asse qualsiasi
per azzerare l’origine attiva nella posizione attuale.
Fig. I.18 Indicazione pagina e simbolo per
SELEZIONA/ZERO
28 I Istruzioni operative
 Loading...
Loading...