

Page 1

Kullanıcı Kılavuzu
ND 522/523
Türkçe (tr)
2/2011
Page 2
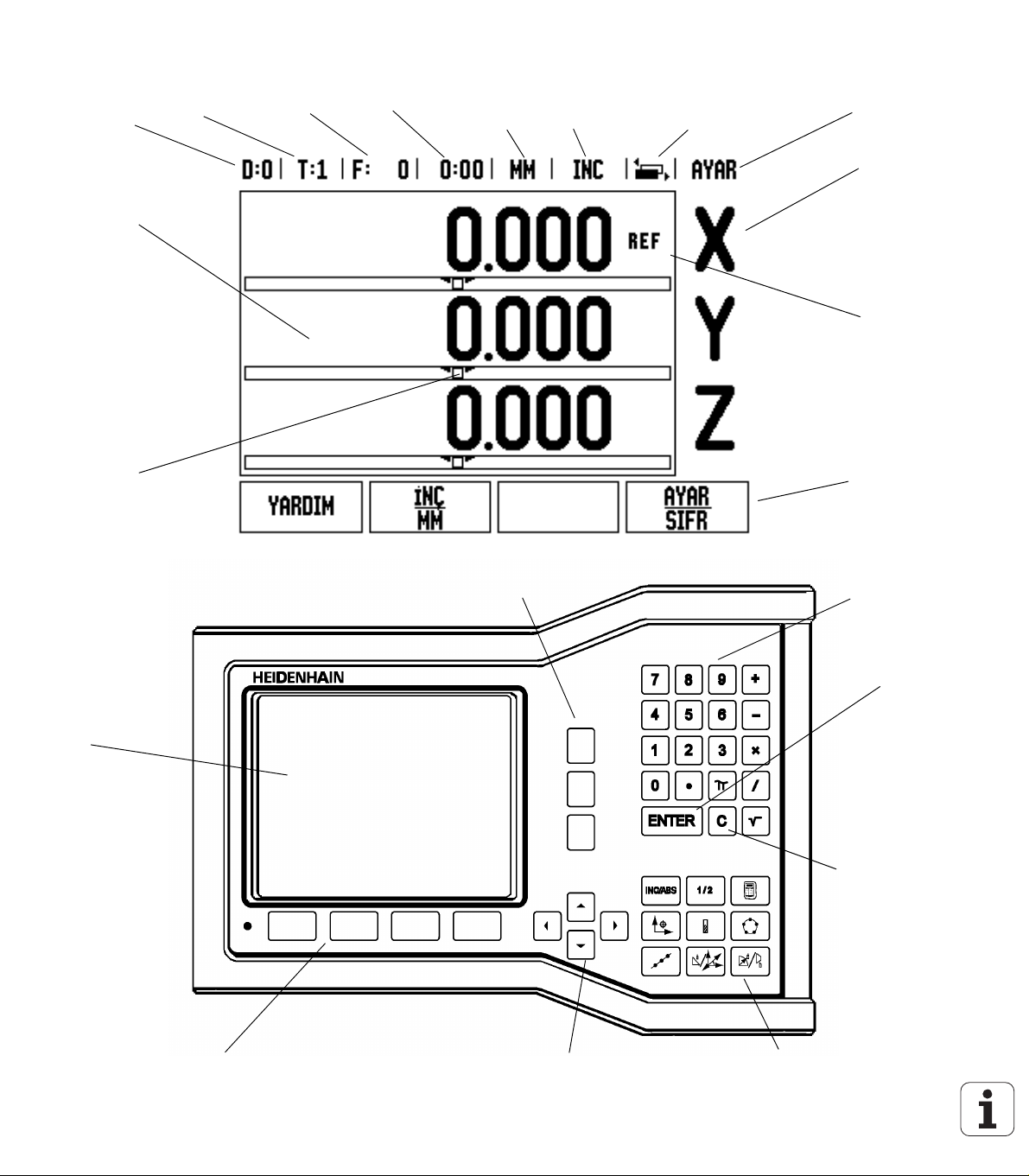
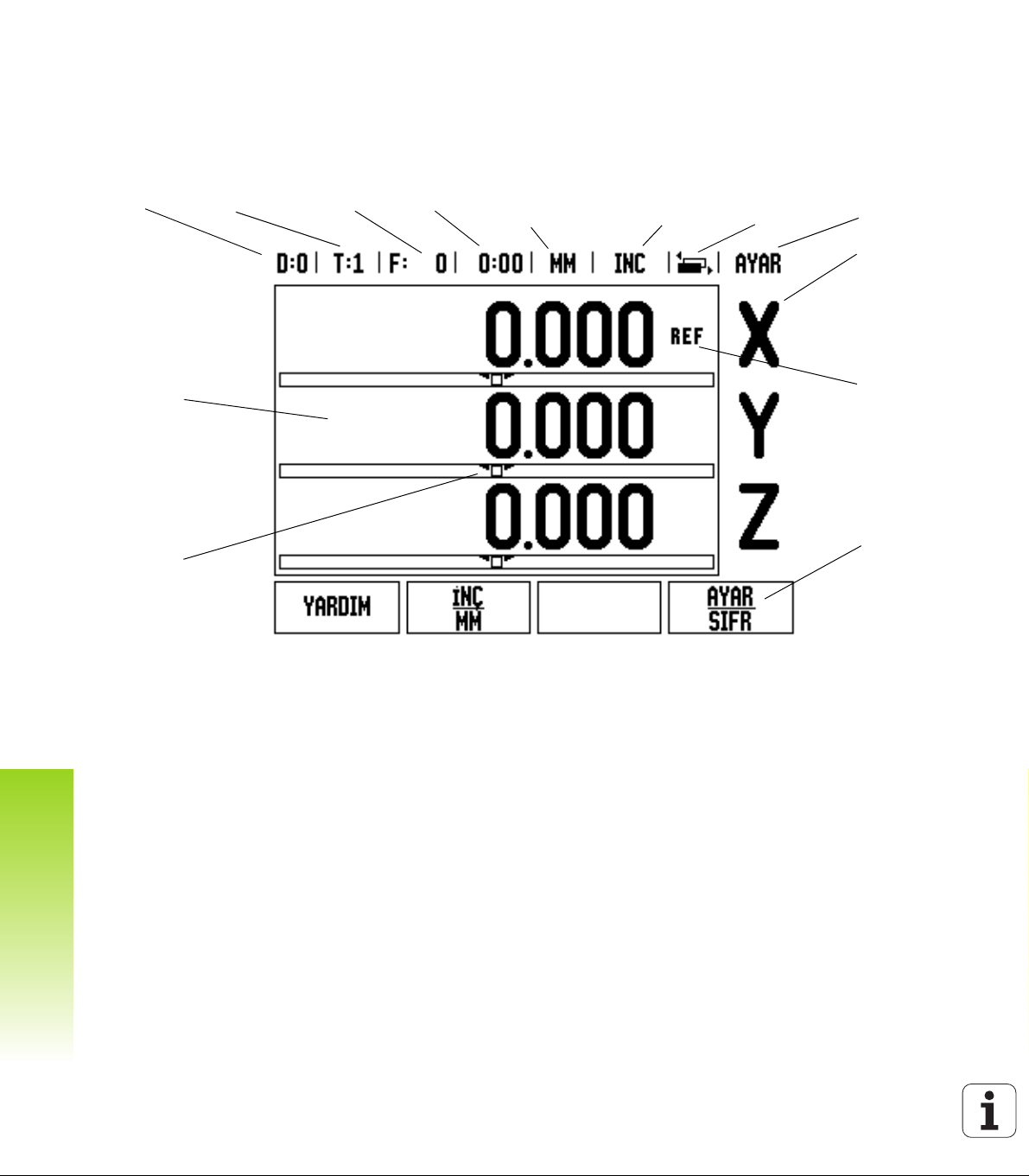
ND 522/523 Ekran
Durum Çubuğu Simgeleri
Veri Alet Besleme
Görüntüleme
Alanı
Grafik
Konumlan-
dırma
Yardımı
Kronometre Ölçü Birimi Çalışma
Oranı
X,Y ve Z eksenleri arasında seçim yapmak için 3
eksenli tuşlar
Modları
Sayfa
Göstergesi
Ayar/Sıfır
Eksen Etiketi
Ref simgesi
Ekran Tuşu
İşlevleri
Sayı giriş tuşları
Ekran
Alanı
Ekran Tuşları - İşlevleri ekranda Listlerinde
görünen ilgili alanlara göre değişen
ND 522 - 523 ekranının altındaki tuş satırı
Yukarı/Aşağı ok tuşları ekran kontrastını
ayarlamak için de kullanılır
Enter tuşu
Silme tuşu
Mekanik İşlev Tuşları
Page 3
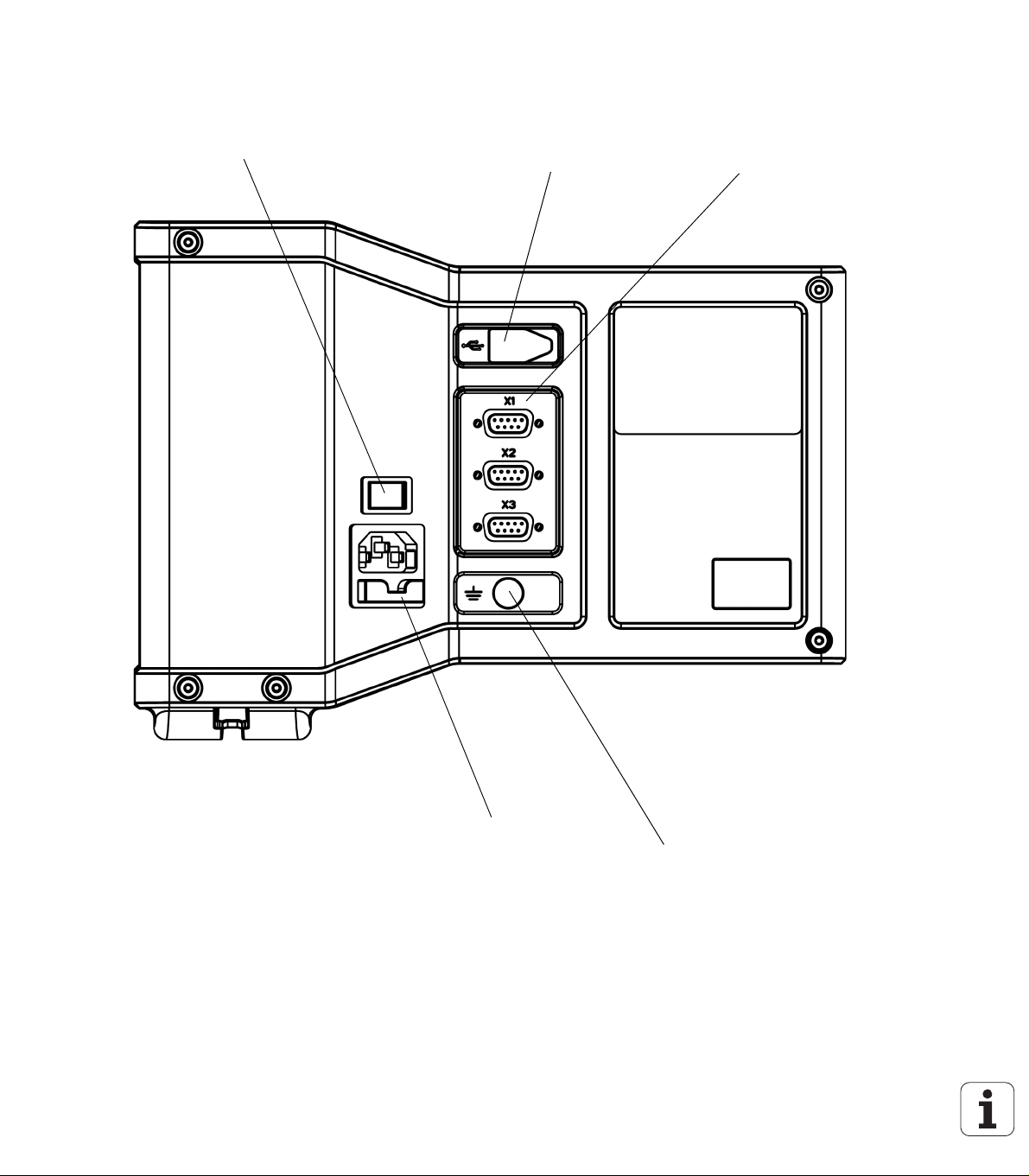
ND 522/523 Arkadan Görünüm
Güç Anahtarı
USB Bağlantı Noktası (Tip “B”)
Eksen bağlantı noktaları
(3 Eksen ND 523 gösterilen)
Ana güç girişi
Toprak (Koruyucu
Topraklama)
Page 4

Page 5
Giriş
Yazılım Sürümü
Yazılım sürümü ilk çalıştırma ekranında gösterilir.
Bu Kullanıcı Kılavuzu hem freze ve hem de torna
uygulamaları için ND 522/523 işlevlerini kapsamaktadır.
Operasyonla ilgili bilgiler üç bölümde düzenlenmiştir:
Genel Operasyonlar, Frezeye Özel Operasyonlar ve
Tornaya Özel Operasyonlar.
ND 522 / 523
DRO eksen kullanılabilirliği.
ND DRO'ya ait olanlar İki eksen (ND 522) ve Üç eksen
(ND 523) formunde mevcuttur. ND 523 DRO, işlev
tuşlarının şekil ve açıklamaları için bu kılavuz yardımıyla
kullanılır.
Notlardaki simgeler
Her bir not, sol tarafta operatöre notun türünü ve/veya olası önemini
gösteren bir simgeyle işaretlenir.
Örneğin, ND 522/523'nin davranışıyla ilgili
Genel Bilgiler.
Uyarı – Örneğin, işlev için özel bir alet gerektiğinde
birlikte verilen belgelere bakın.
Dikkat - Örneğin, kovan açıldığında
elektrik çarpması riski.
ND 522/523 Yazı Tipleri
Aşağıdaki grafikte, bu kılavuz metninde faklı değişkenlerin (ekran
tuşları, mekanik tuşlar, formlar ve form alanları) nasıl temsil edildiği
gösterilmektedir:
Ekran tuşları - AYAR ekran tuşu
Mekanik tuşlar - ENTER mekanik tuşu
Formlar - AÇILI formlar
Form Alanları - YARIÇAP
Alanlardaki Veriler - AÇIK
ND 522/523 5
, KAPALI
Page 6

Page 7

I İşletim Yönergeleri ..... 11
I – 1 Konumlandırmanın Temelleri ..... 12
Veriler ..... 12
Fiili Konum, Nominal Konum ve Alınacak Mesafe ..... 12
Mutlak İş Parçası Konumları ..... 13
Artırımlı İş Parçası Konumları ..... 13
Sıfır Açılı Referans Eksenleri ..... 14
Konum Kodlayıcıları ..... 14
Kodlayıcı Referans İşaretleri ..... 15
I – 2 ND 522/523 için Genel İşlemler ..... 16
Ekran Düzeni ..... 16
Genel İşlemler Mekanik Tuş İşlevine Genel Bakış ..... 17
Genel Gezinme ..... 18
İşletim Modları ..... 18
Grafik Konumlandırma Yardımı ..... 19
Yardım Ekranı ..... 19
Veri Giriş Formları ..... 20
Yönerge Kutusu iletileri ..... 20
Hata İletileri ..... 20
Çalıştırma ..... 21
Referans İşareti Değerlendirmesi ..... 21
REF ETKİN/DEVRE DIŞI işlevi
Ayar ..... 23
İş Ayarlama Parametreleri ..... 23
Birimler ..... 23
Ölçek Faktörü ..... 24
Ayna yansıması ..... 24
Çap Eksenleri ..... 24
Grafik Konumlandırma Yardımı ..... 25
Durum Çubuğu Ayarları ..... 25
Kronometre ..... 25
Konsol Ayarı ..... 26
Dil ..... 26
Alma/Verme ..... 26
DRO İşletim Ekranı Ekran Tuşu İşlevine Genel Bakış ..... 27
Genel İşlemler Ayrıntılı Tuşu İşlevleri ..... 28
Ayar Sıfır ekran tuşu ..... 28
1/2 Mekanik tuş ..... 29
HesapMak Mekanik tuşu ..... 30
..... 22
ND 522/523 7
Page 8

I – 3 Frezeye Özgü Operasyonlar ..... 31
Ayrıntılı Tuş İşlevleri ..... 31
Alet Mekanik Tuşu ..... 31
Al/Ver ..... 31
Alet Yarıçap Telafisi özelliği ..... 32
Uzunluk farkı işareti DL ..... 32
Alet verilerini girme (Fig. I.25) ..... 32
Alet Tablosu Kullanımı ..... 33
Alet Tablosunu Çağırma ..... 35
Alet çağrısı ..... 35
Veri Mekanik tuşu ..... 35
Aletle Algılama ..... 37
Önayar yapma ..... 39
Artırımlı Mesafe Önayarı ..... 43
RPM Hesaplayıcı ..... 45
Dairesel ve Doğrusal Modeller (Freze) ..... 46
Freze modelleriyle ilgili işlevler ..... 46
Dairesel Model ..... 46
Doğrusal Model ..... 49
Eğim ve Kavisli Frezeleme ..... 52
Eğimli ve Kavisli Frezeleme için İşlevler. ..... 52
Eğimli Frezeleme ..... 52
Uygulama ..... 53
Kavisli Frezeleme ..... 55
I – 4 Tornaya Özgü Operasyonlar ..... 58
Ayrıntılı Tuş İşlevleri ..... 58
Tornaya Özgü Ekran Simgeleri ..... 58
Alet Mekanik Tuş
t Tablosu menüsüne erişmek için: ..... 58
Ale
u ..... 58
Alet Tablosu Kullanımı ..... 59
ALET/AYAR'ı kullanarak alet ofsetlerini ayarlama ..... 59
NOT/AYAR İşleviyle Alet Ofsetini Ayarlama ..... 60
Veri Mekanik tuşu ..... 61
Hazırlık: ..... 61
NOT/AYAR İşleviyle Verileri Ayarlama ..... 63
Koniklik Hesaplayıcı Mekanik Tuşu ..... 64
Önayar yapma ..... 65
(Yarıçap/Çap) Ekran Tuşu ..... 65
R
X
Vektör Belirleme Mekanik Tuşu ..... 66
Z Kuplajı (yalnızca torna uygulamaları) ..... 67
Z Kuplajını Etkinleştirme ..... 67
Z Kuplajını devre dışı bırakma ..... 67
8
Page 9

II Teknik Bilgiler ..... 69
II – 1 Kurulum ve Elektrik Bağlantısı ..... 70
Desteklenen Birimler ..... 70
Aksesuarlar ..... 70
ND 522/523 Ekran Birimi ..... 70
Monte Yeri ..... 70
Kurulum ..... 70
Elektrik bağlantısı ..... 70
Elektrik gereksinimleri ..... 71
Ortam ..... 71
Güç konektörü bağlantısı (bkz: Fig. II.1) ..... 71
Koruyucu bakım ..... 71
Kodlayıcıları Bağlama ..... 72
Kodlayıcı girişlerinin pin düzeni. ..... 72
II – 2 Kurulum Ayarları ..... 73
Kurulum Ayarları Parametreleri ..... 73
Kodlayıcı Ayarları ..... 73
Ekran Yapılandırması ..... 74
Kuplaj ..... 74
Hata telafisi ..... 74
Doğrusal Hata Telafisi ..... 75
Doğrusal Olmayan Hata Telafisi ..... 75
Telafi Tablosunu Yapılandırma ..... 76
Grafiği Okuma ..... 76
Telafi Tablosunu Görüntüleme ..... 76
Geçerli Hata Telafisi Tablosunu Verme ..... 76
Yeni Telafi Tablosu Alma ..... 76
Boşluk Telafisi ..... 77
Tezgah Ayarları ..... 78
Tanı ..... 78
Tuş Takımı Testi ..... 78
Ekran Testi ..... 78
II – 3 Kodlayıc
HEIDENHAIN doğrusal kodlayıcıları için örnek ayarlar ..... 79
HEIDENHAIN dönel kodlayıcıları için örnek ayarlar ..... 79
HEIDENHAIN Açı kodlayıcıları için örnek ayarlar ..... 79
ı Parametr
eleri ..... 79
ND 522/523 9
Page 10

II – 4 Veri Arabirimi ..... 80
USB Bağlantı Noktası (tip “B”) ..... 81
USB bağlantı noktası üzerinden Dış Operasyonlar ..... 81
II – 5 Ölçülen Değer Çıktısı ..... 83
II – 6 Freze Özellikleri ..... 85
II – 7 Torna Özellikleri ..... 86
II – 8 Ebatlar ..... 87
II – 9 Aksesuarlar ..... 88
Aksesuar Kimlik Numaraları ..... 88
ND 522/523 Kol
Kimlik. No. 618025-01 ..... 88
10
Page 11
İşletim Yönergeleri
ND 522/523 11
Page 12
I – 1 Konumlandırmanın Temelleri
Veriler
İş parçası çizimi, iş parçasının belirli bir noktasını (genellikle bir köşe)
mutlak veri olarak ve muhtemelen bir veya daha fazla başka noktayı
göreceli veriler olarak tanımlar.
Veri ayarlama yordamı bu noktaları mutlak veya göreceli koordinat
sistemleri olarak oluşturur. Makine ekseniyle hizalanan iş parçası,
aletle göreceli belirli bir konuma hareket ettirilir ve ekran sıfır ya da
başka bir uygun değere (örneğin, alet yarıçapını telafi etmek için)
ayarlanır.
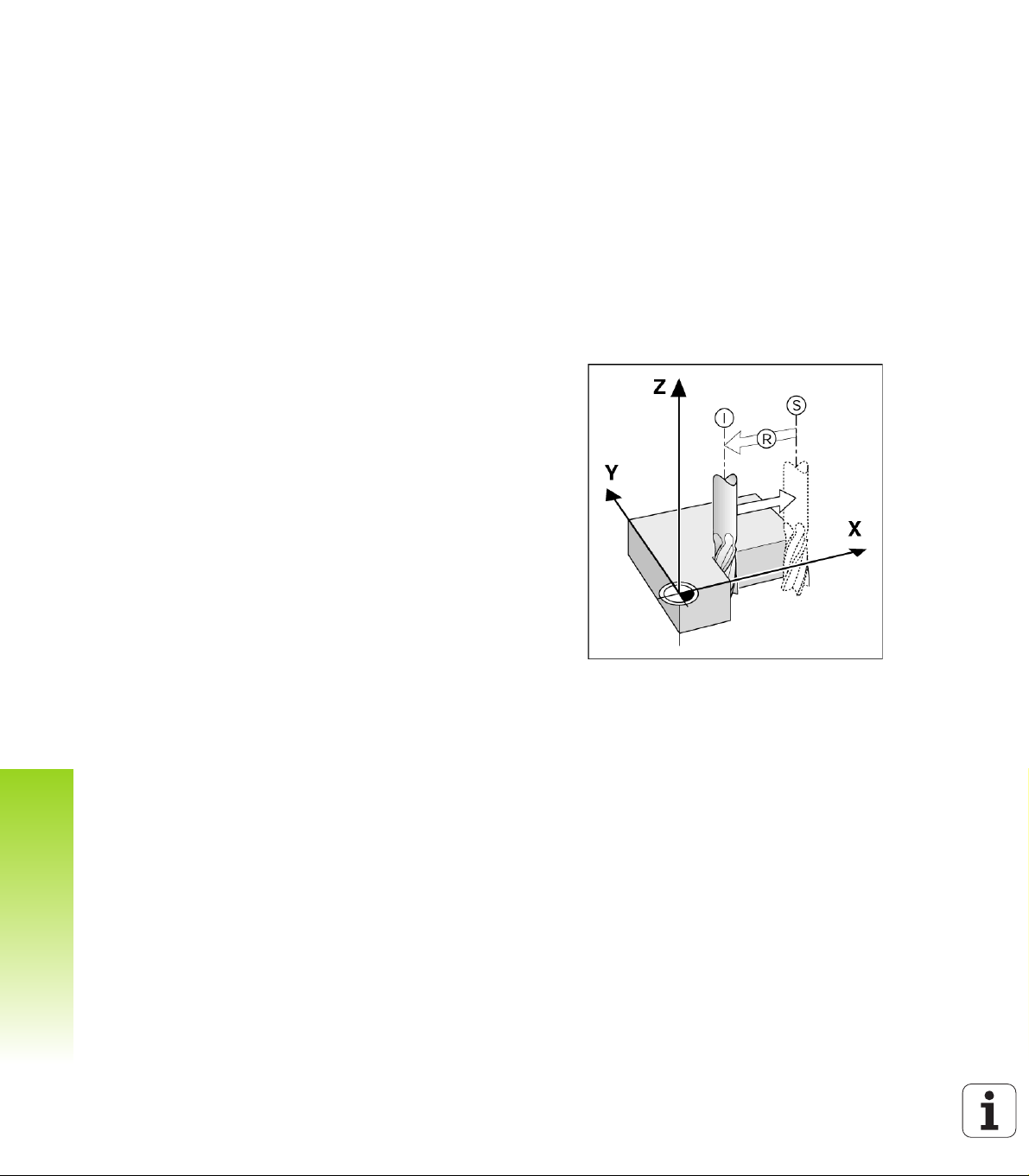
Fiili Konum, Nominal Konum ve Alınacak Mesafe
Aletin belirtilen andaki konumuna fiili konum denir; aletin gitmesi
gereken konuma ise nominal konum adı verilir. Nominal konumdan
fiili konuma kadar olan mesafeye alınacak mesafe (Artırımlı) denir.
Bkz: Fig. I.1
I – 1 Konumlandırmanın Temelleri
Fig. I.1 Nominal konum S, fiili konum I ve alınacak
mesafe R
12 I İşletim Yönergeleri
Page 13
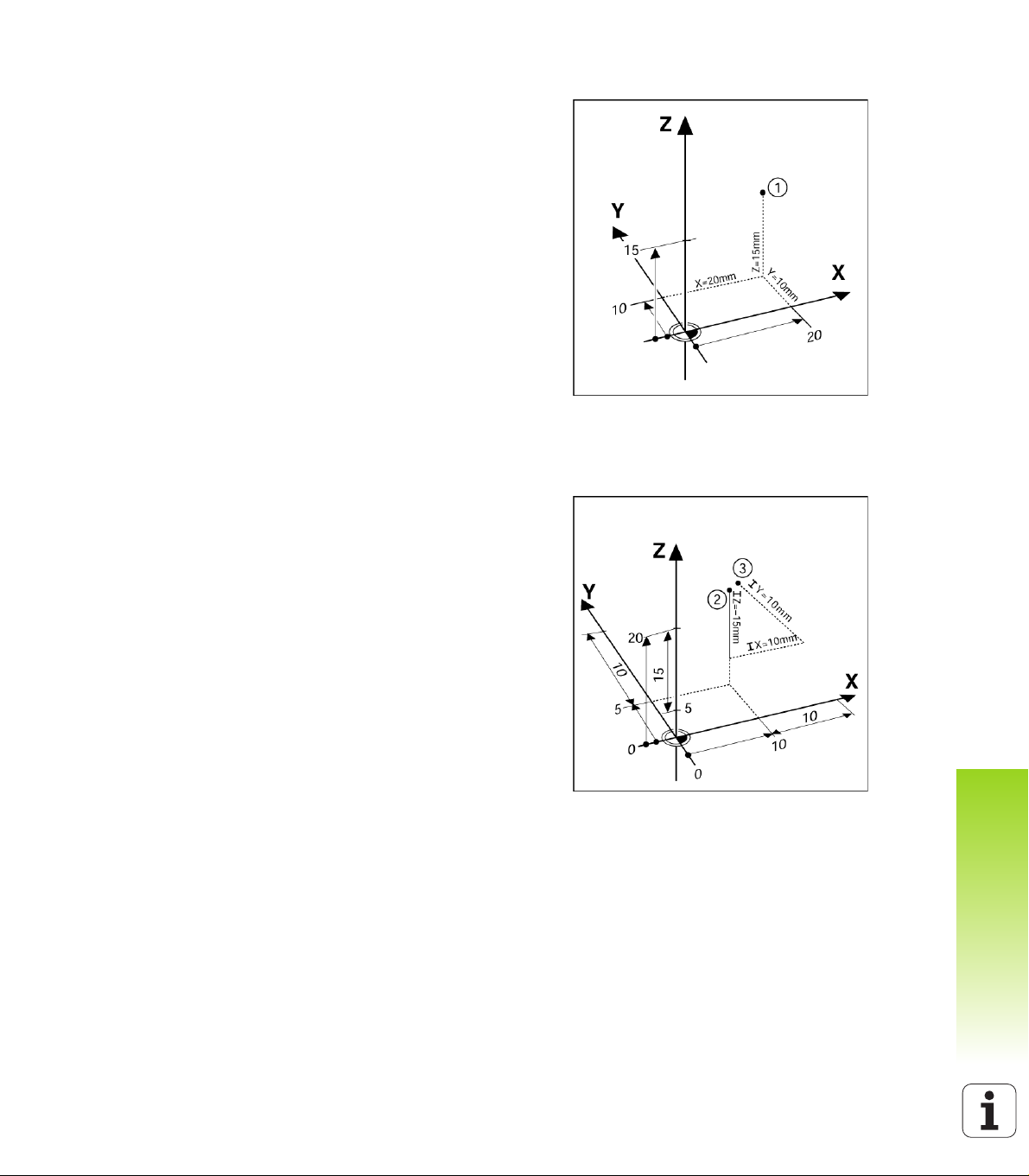
Mutlak İş Parçası Konumları
İş parçasındaki her konum mutlak koordinatlarla benzersiz olarak
tanımlanır. Bkz: Fig. I.2.
Örnek: Konum 1'in mutlak koordinatları:
X = 20 mm
Y = 10 mm
Z = 15 mm
Bir iş parçasını iş parçası çizimine göre mutlak koordinatlar'la deler
veya freze yaparsanız, aleti koordinat değerlerine hareket ettirirsiniz.
Artırımlı İş Parçası Konumları
Ayrıca, konum nominal konumdan öncesiyle de ilgili olabilir. Bu
durumda göreceli verim her zaman en son nominal veridir. Bu gibi
koordinatlardan artırımlı koordinatlar (artırma = artış) olarak da
bahsedilir. Ayrıca, artırımlı veya zincir ebatlar da (konumlar ebatlar
zinciri olarak tanımlandığından) denir. Artırımlı koordinatlar I ön ekiyle
gösterilirler.
Örnek: Konum 3'ün konum2'ye ilişkin artırımlı koordinatları.
Bkz: Fig. I.3
.
Konum 2'nin mutlak koordinatları:
X = 10 mm
Y = 5 mm
Z = 20 mm
Konum 3'ün mutlak koordinatları:
IX = 10 mm
IY = 10 mm
IZ = –15 mm
Bir iş parçasını iş parçası çizimine göre artırımlı koordinatlarla deler
veya freze yaparsanız, aleti koordinat değerlerine göre hareket
ettirirsiniz.
Fig. I.2 Mutlak koordinatlarla Konum1 tanımlaması
I – 1 Konumlandırmanın Temelleri
Fig. I.3 Artırımlı koordinatlarla Konum 3
ND 522/523 13
Page 14
Sıfır Açılı Referans Eksenleri
Sıfır Açılı Referans Eksenleri 0 derece konumudur. Döndürme
yüzeyinde bir veya iki eksen olarak tanımlanır. Aşağıdaki tabloda, üç
olası döndürme yüzeyi açı konumunun sıfır olduğu Sıfır Açısı
tanımlanmaktadır.
Açılı konumlarda, aşağıdaki referans eksenleri belirlenir::
Yüzey Sıfır Açılı Referans Eksenleri
XY +X
YZ +Y
ZX +Z
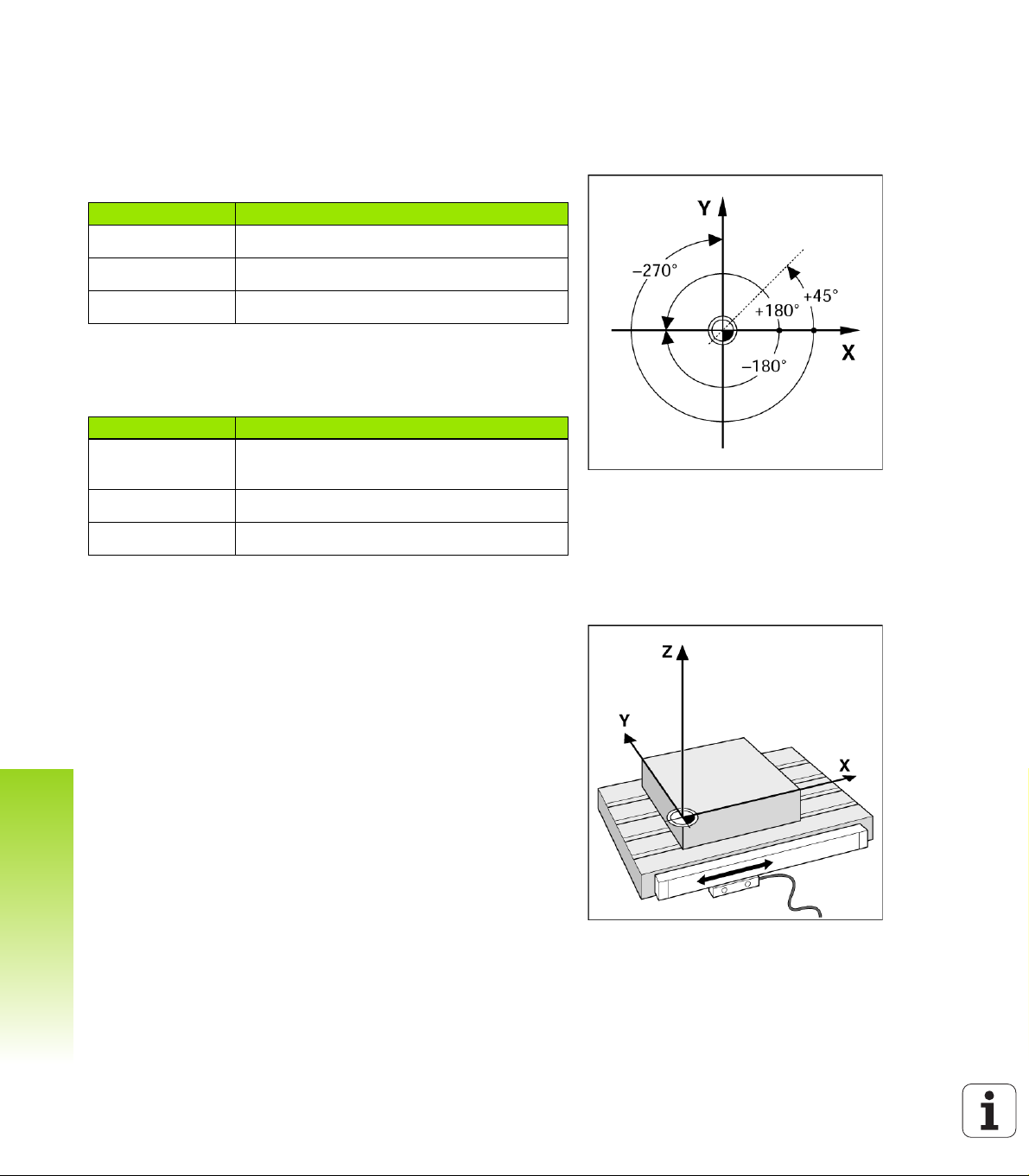
Çalışma yüzeyi negatif alet ekseni yönündeyse, döndürmenin pozitif
yönü saat yönünün tersi olur. Bkz: Fig. I.4.
Örnek: X / Y çalışma yüzeyindeki açı
Açı Şunlarla eşleşir...
+ 45° ... +X ve +Y arasında iki eşit parçaya bölünen
çizgi
I – 1 Konumlandırmanın Temelleri
+/– 180° ... negatif X ekseni
- 270° ... pozitif Y ekseni
Fig. I.4 Açı ve açı referansı eksenleri, örneğin X/Y
düzlemindeki
Konum Kodlayıcıları
Konum geri besleme kodlayıcıları makine ekseni hareketini elektrik
sinyallerine dönüştürür. ND 522/523 bu sinyalleri sabit olarak
değerlendirerek makine ekseninin ekranda sayısal değer olarak
gösterilen fiili konumlarını hesaplar. Bkz: Fig. I.5.
Güç kesintisi olursa, hesaplanan konum artık fiili konumla ilişkili
değildir. Güç yeniden verildiğinde, konum kodlayıcılarındaki referans
işaretleri ve ND 522/523'ün referans işareti değerlendirme özelliği
yardımıyla bu ilişkiyi yeniden kurabilirsiniz (REF).
Fig. I.5 Doğrusal konum kodlayıcısı, burada X
14 I İşletim Yönergeleri
ekseni için
Page 15
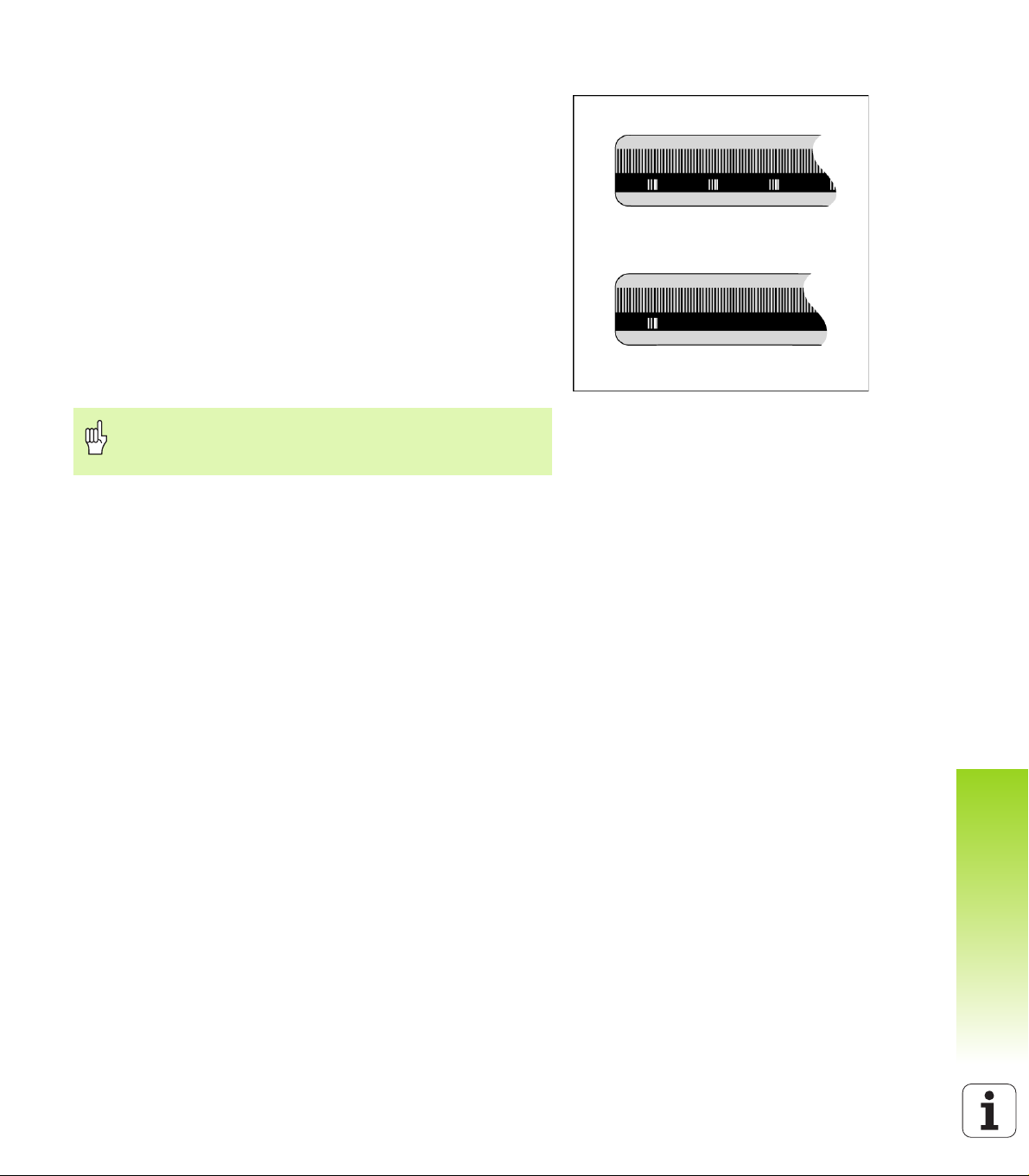
Kodlayıcı Referans İşaretleri
Kodlayıcılar normalde, ND 522/523'ün Referans İşareti Değerlendirme
özelliği tarafından, güç kesintisi sonrasında veri konumlarını yeniden
oluşturmak için kullanılan bir veya daha çok referans işareti (bkz: Fig.
I.6) içerir. Referans işaretleri için kullanılabilir iki ana seçenek vardır;
sabit ve mesafe kodlamalı.
Mesafe kodlamalı referans işaretleri bulunan kodlayıcılarda,
ND 522/523'ün önceki verileri yeniden oluşturmak üzere, kodlayıcı
uzunluğu boyunca herhangi iki çift işareti kullanmasına olanak
sağlayan belirli bir şifreleme modeliyle ayrılmış işaretler vardır. Bu
yapılandırmaya göre, operatörün, ND 522/523 yeniden açıldığı zaman
verileri yeniden oluşturmak için, kodlayıcı boyunca herhangi bir yerde
çok kısa bir mesafeyi kat etmesi yeterli olur.
Sabit referans işaretli kodlayıcıl
işaret vardır. Verileri doğru şekilde yeniden oluşturmak için, Referans
İşareti Değerlendirme yordamı sırasında, veri ilk oluşturulurken
kullanılan ile tam olarak aynı referans işaretini kullanmak gerekir.
Veriler ayarlanmadan önce referans işaretleri geçilmezse,
oluşturulan veriler bir güç açıp kapatma çevriminden bir
diğerine geri yüklenemez.
arda sabit aralıklı bir veya daha fazla
Fig. I.6 Doğrusal ölçekler: Mesafe kodlu referans
işaretleri (üstteki şekil) ve tek referans işareti
(alttaki şekil)
I – 1 Konumlandırmanın Temelleri
ND 522/523 15
Page 16
I – 2 ND 522/523 için Genel İşlemler
Durum Çubuğu Simgeleri
Veri Alet Besleme
Oranı
Kronometre Ölçü Birimi İşletim Modları Sayfa
Göstergesi
Ayar/Sıfır
Eksen
Etiketleri
Görüntüleme
Alanı
Ref
Simgeleri
Grafik
Konumlandırma
Yardımı
(Yalnızca
Alınacak
Mesafe
modunda)
Ekran Tuşu
Etiketleri
Ekran Düzeni
I – 2 ND 522/523 için Genel İşlemler
ND 522/523 okuyucuları, manuel makine aletlerinizden en fazla verimi
elde etmenize olanak sağlayan, uygulamaya özel işlevler sağlar.
Durum Çubuğu - Bu, geçerli veri, alet, besleme oranı, kronometre
süresi, ölçüm birimi, alınacak mesafe (artırımlı) veya fiili değer
(mutlak) durumu, sayfa göstergesi ve ayar/sıfırı gösterir. Durum
Çubuğu parametrelerini ayarlama konusunda ayrıntılı bilgi için bkz:
İş Ayarları.
Görüntüleme Alanı - Her eksenin geçerli konumunu gösterir. Ayrıca
formları, alanları, yönerge kutularını, hata iletilerini ve yardım
konularını da görüntüler.
Eksen Etiketleri - İlgili eksen anahtarının eksenini gösterir.
Referans Simgeleri - Geçerli referans işareti durumunu gösterir.
Ekran Tuşu Etiketleri - Çeşitli freze ve torna işlevlerini gösterir.
16 I İşletim Yönergeleri
Page 17
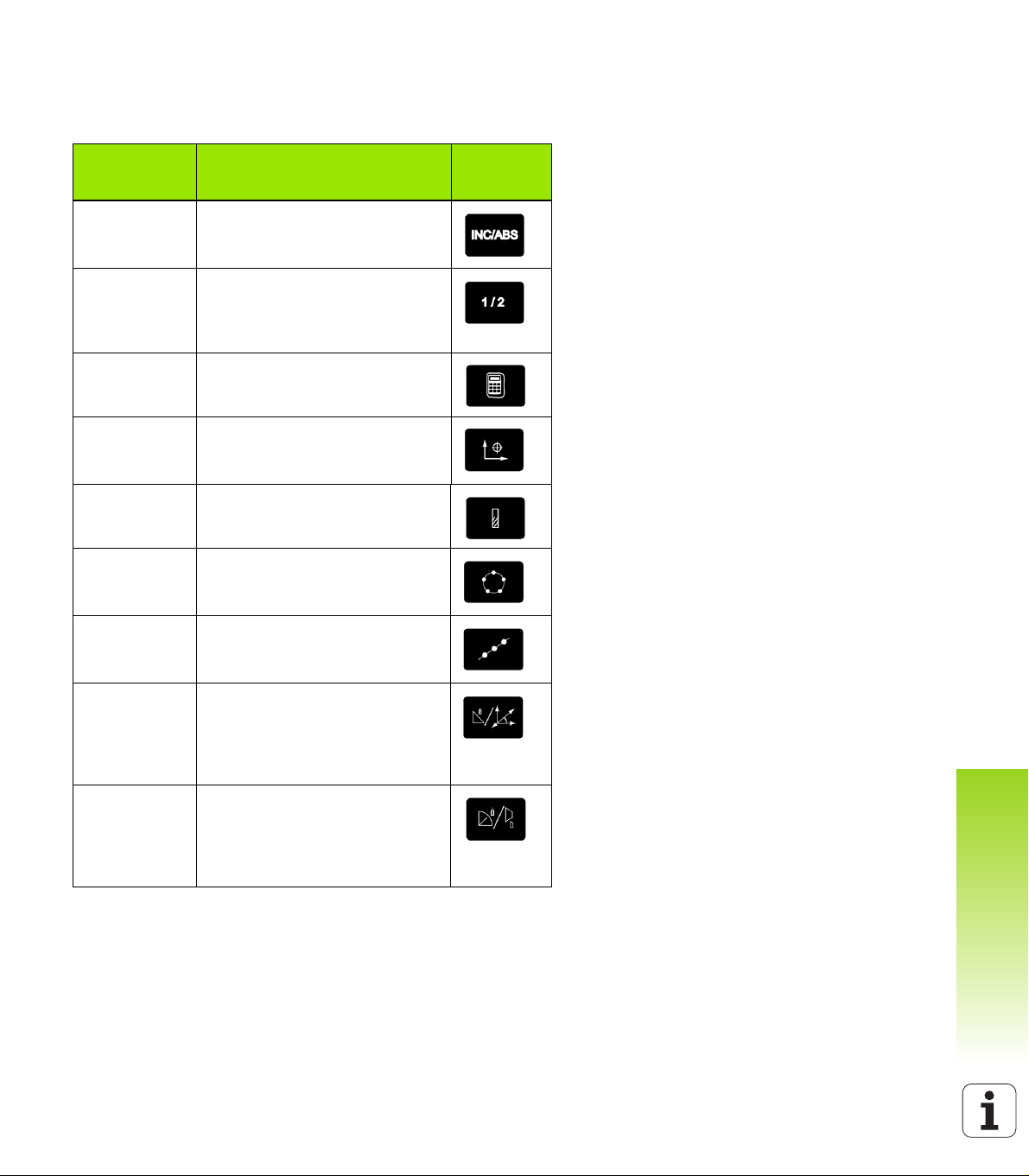
Genel İşlemler Mekanik Tuş İşlevine Genel Bakış
Aşağıda, okuyucunun ön panelinde bulunan Mekanik tuşları ve
bunların işlevlerinin açıklamalarını içeren bir liste yer alır.
Mekanik Tuş
Sayfası 1
ARTIRIMLI/
MUTLAK
1/2
(YALNIZCA
FREZE
İŞLEVI)
HESAPMAK Hesap Makinesi işlevlerini açar.
VERİ Her eksenin verisini ayarlamak
ALET ALET TABLOSU'nu açar. (Freze
DAIRESEL
MODEL
DOĞRUSAL
MODEL
Mekanik Tuş işlevi Mekanik
Alınacak Mesafe(Artırımlı)/Fiili
Değer(Mutlak) arasında ekran
geçişi sağlar. (Sayfa 18)
Geçerli konumu ikiye bölmek için
kullanılır. (Sayfa 29)
(Sayfa 30)
üzere VERİ formunu açar. (Sayfa
35)
için Sayfa 31. Torna için Sayfa 58)
DAIRESEL MODEL formunu açar.
Freze için delik konumlarını ( Sayfa
46) hesaplar
DOĞRUSAL MODEL formunu
açar. Freze için delik konumlarını
(Sayfa 49) hesaplar
tuş
Simgesi
I – 2 ND 522/523 için Genel İşlemler
EĞIMLI
FREZELEME
VEYA
VEKTÖR
BELIRLEME
KAVISLI
FREZELEME
VEYA
KONIKLIK
HESAPLAYICI
ND 522/523 17
Frezeleme için EĞIMLI
FREZELEME formunu
veya Torna için VEKTÖR
BELIRLEME formunu (Sayfa 66)
açar
Frezeleme için KAVISLI
FREZELEME formunu (Sayfa 55)
veya Torna için KONIKLIK
HESAPLAYICI formunu (Sayfa
64) açar
(Sayfa 52)
Page 18
Genel Gezinme
Her alana sayı değerleri girmek için sayı tuş takımını kullanın.
ENTER tuşu bir alandaki girişi onaylar ve önceki ekrana dönüş
sağlar.
Girişleri ve hata iletilerini temizlemek ya da önceki ekrana dönmek
için C tuşuna basın.
EKRAN TUŞU etiketleri çeşitli freze ve torna işlevlerini gösterir. Bu
işlevler doğrudan her ekran tuşu etiketinin altındaki ilgili ekran
tuşuna basılarak seçilir. Seçilebilir 2 sayfa ekran tuşu işlevi vardır.
Bunlara, SOL/SAĞ OK tuşları kullanılarak erişilir.
SOL/SAĞ OK tuşları seçilebilir ekran tuşu işlevlerinin bulunduğu 1
ve 2 arası sayfalarda hareket etmeyi sağlar. Geçerli sayfa ekranın
en üstündeki Durum Çubuğunda vurgulanır.
Bir fo
rm içindeki alanlar arasında ve bir menü içindeki liste kutuları
arasında hareket etmek için YUKARI/AŞAĞI OK tuşlarını kullanın.
İmlecin yönelimi, menünün sonuna ulaştığında başa dönecek
şekildedir.
İşletim Modları
ND 522/523 iki çalışma moduna sahiptir: Gidilecek Mesafe (ARTIMLI)
I – 2 ND 522/523 için Genel İşlemler
ve Fiili Değer (MUTLAK). Gidilecek Mesafe özelliği (bu kılavuzda
artımlı olarak bahsedilmektedir) yalnızca, sıfır değerini
görüntüleyecek şekilde iki yöne hareket ettirerek nominal konumlara
yaklaşmanızı sağlar. Alınacak artımlı modda çalışırken, nominal
koordinatları mutlak veya artımlı boyut olarak girebilirsiniz. Fiili Değer
özelliği (bu kılavuzda mutlak olarak bahsedilmektedir) her zaman
aletin etkin veriye göreceli olarak geçerli konumunu gösterir. Bu
modda, tüm hareketler, ekran, gerekli nominal değerle aynı oluncaya
kadar devam ettirilerek gerçekleştirilir.
Mutlak Modunda, ND 522/523 Freze Uygulamaları için yapılandı rılırsa,
yalnızca alet uzunluk ofsetleri aktiftir. Alınacak mesafe modunda,
kesme işlemini yapacak aletin kenarına göreceli olarak istenen
nominal konuma ulaşmak için gereken “alınacak m
hesaplamak için yarıçap ve uzunluk ofsetlerinin her ikisi birden
kullanılır.
ND 522/523 torna için yapılandırılırsa, Artımlı ve Mutlak modlarının her
ikisinde tüm alet ofsetleri kullanılır.
Bu iki mod arasında geçiş yapmak için ARTIMLI/MUTLAK mekanik
tuşuna (Bkz: Fig. I.7) basın. Artımlı veya Mutlak modunda diğer ekran
tuşu işlevlerini görüntülemek için, SOL/SAĞ OK tuşlarını kullanın.
Torna uygulaması 3 eksenli sistemde Z eksenleri konumunu kuplajı
için hızlı bir yöntemdir. Bkz: 67. sayfada ''Z Kuplajını Etkinleştirme''.
esafe” miktarını
Fig. I.7 Alınacak Mesafe (ARTIMLI) / Fiili Değer
(MUTLAK) Mekanik tuş
18 I İşletim Yönergeleri
Page 19
Grafik Konumlandırma Yardımı
Sıfır değerini (Artımlı modunda) göstermek için iki yönde hareket
ettirdiğinizde, ND 522/523 grafik konumlandırma yardımını gösterir.
Bkz: Fig. I.8.
ND 522/523, geçerli etkin eksenin altında dar bir dikdörtgen içinde
grafik konumlandırma yardımını gösterir. Dikdörtgenin ortasındaki iki
üçgen işaret, ulaşmak istediğiniz nominal konumu simgeler.
Küçük bir kare ise eksen kızağını simgeler. Eksen hareket ettiğinde
karenin içinde yönü gösteren bir ok görünür. Nominal konuma doğru
mu, yoksa uzağına doğru mu hareket ettiğinizi kolayca anlayabilirsiniz.
Eksen kızağı nominal konuma yaklaşıncaya kadar karenin harekete
başlamayacağını unutmayın. Grafik konumlandırma yardımını
ayarlamak için. Bkz: 25. sayfada ''Grafik Konumlandırma Yardımı''
iş
Ayarlama altında
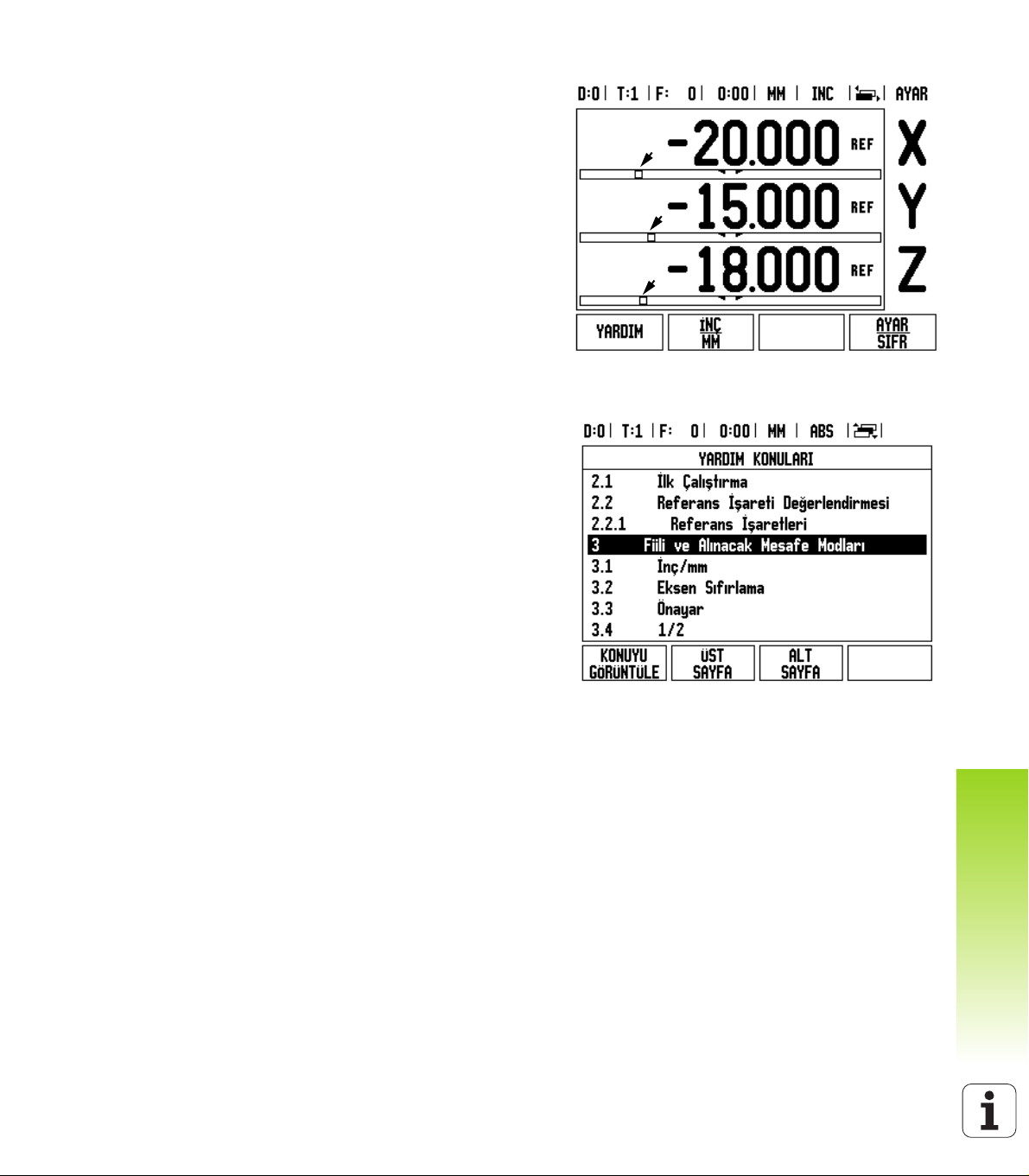
Yardım Ekranı
Tümleşik işletim yönergeleri, her durumda bilgi ve yardım sağlar. Bkz:
Fig. I.9
İşletim yönergelerini çağırmak için:
U YARDIM ekran tuşuna basın.
U Geçerli operasyonla ilgili bilgiler görüntülenir.
U Açıklama birden çok ekran sayfasına yayılıyorsa, YUKARI/AŞAĞI
OK tuşlarını kullanın.
Başka bir konuyla ilgili bilgileri görüntülemek için:
U KONU LISTESI ekran tuşuna basın.
U Dizin içinde hareket etmek için YUKARI/AŞAĞI OK tuşlarına basın.
U Gereksinim duyduğunuz öğeyi seçmek için ENTER tuşuna basın.
İşletim yönergelerinden çıkmak için:
U C tuşuna basın.
Fig. I.8 Kullanımdaki Grafik Konumlandırma
Yardımı (oklara bakın)
I – 2 ND 522/523 için Genel İşlemler
Fig. I.9 YARDIM modu altındaki Konu Listesi
ND 522/523 19
Page 20
Veri Giriş Formları
Çeşitli çalışma işlevleri için gerekli bilgiler ve ayar parametreleri bir veri
giriş formundan girilir. Bu formlar, ek bilgi gerektiren özellikler
seçildiğinde görüntülenir. Her formda, gerekli bilgileri girmek için belirli
alanlar bulunur.
Değişikliklerinizin etkinleşmesi için ENTER tuşuna basarak
onaylamanız gerekir. Değişikliklerinizi kaydetmek istemezseniz,
değişiklikleri kaydetmeden önceki ekrana dönmek için C tuşuna basın.
Yönerge Kutusu iletileri
Her Menü veya Form açılışında, hemen sağında bir de yönerge kutusu
açılır. Bu ileti kutusu operatöre, seçilen işlevin ne işe yaradığı hakkında
bilgi verir ve kullanılabilir seçeneklerle ilgili yönergeler sağlar. Bkz: Fig.
I.10
I – 2 ND 522/523 için Genel İşlemler
Fig. I.10 Form ve Yönerge Kutusu Örneği
Hata İletileri
ND 522 ile çalışırken bir hata oluşursa, ekranda bir ileti görünerek
hataya neyin neden olduğunu açıklar.
Hata iletisini temizlemek için:
U C tuşuna basın.
20 I İşletim Yönergeleri
Page 21
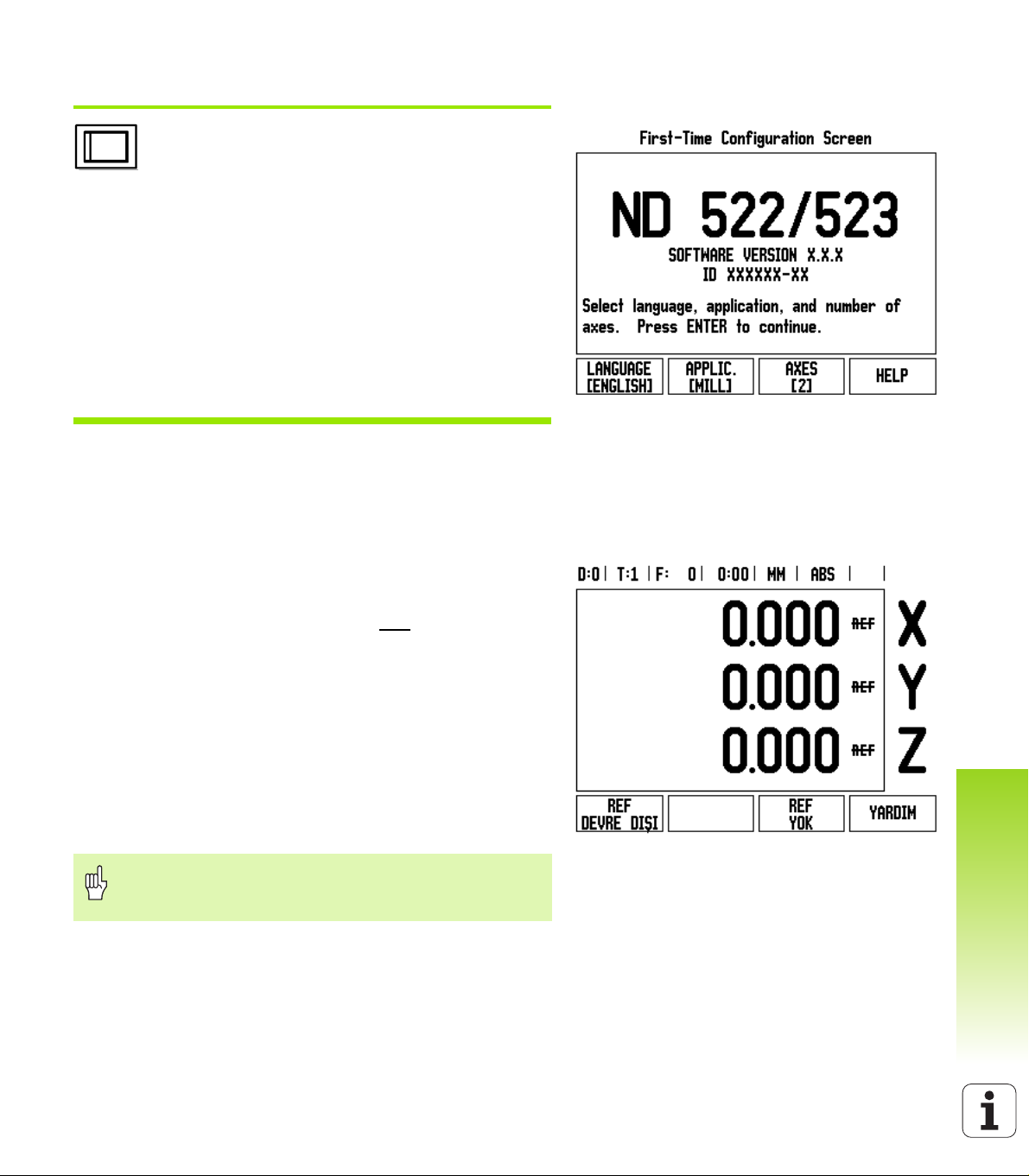
Çalıştırma
Gücü açın (arkada bulunur). Başlangıç ekranı
görünür. Bkz: Fig. I.11 (Bu ekran yalnızca birim ilk
defa çalıştırıldığında görünür. Aşağıdaki adımlar,
kurulumu yapan kişi tarafından gerçekleştirilmiş
olabilir).
DİL ekran tuşuna basarak uygun dili seçin.
Uygulama olarak FREZE veya TORNA'yı seçin.
UYGULAMA. [FREZE/TORNA] ekran tuşu bu iki ayar
arasında geçiş yapar.
Ardından, gereken eksen sayısını seçin.
Tamamlandığında ENTER mekanik tuşuna basın.
Gerekirse, daha sonra Tezgah Ayarları altında
Kurulum Ayarları'nda uygulamayı değiştirebilirsiniz.
ND 522/523'ünüz artık operasyona hazır ve Mutlak işletim
modundadır. Her etkin eksenin yanında “REF” işareti vardır. Bu
noktada referans işareti değerlendirmesi tamamlanır.
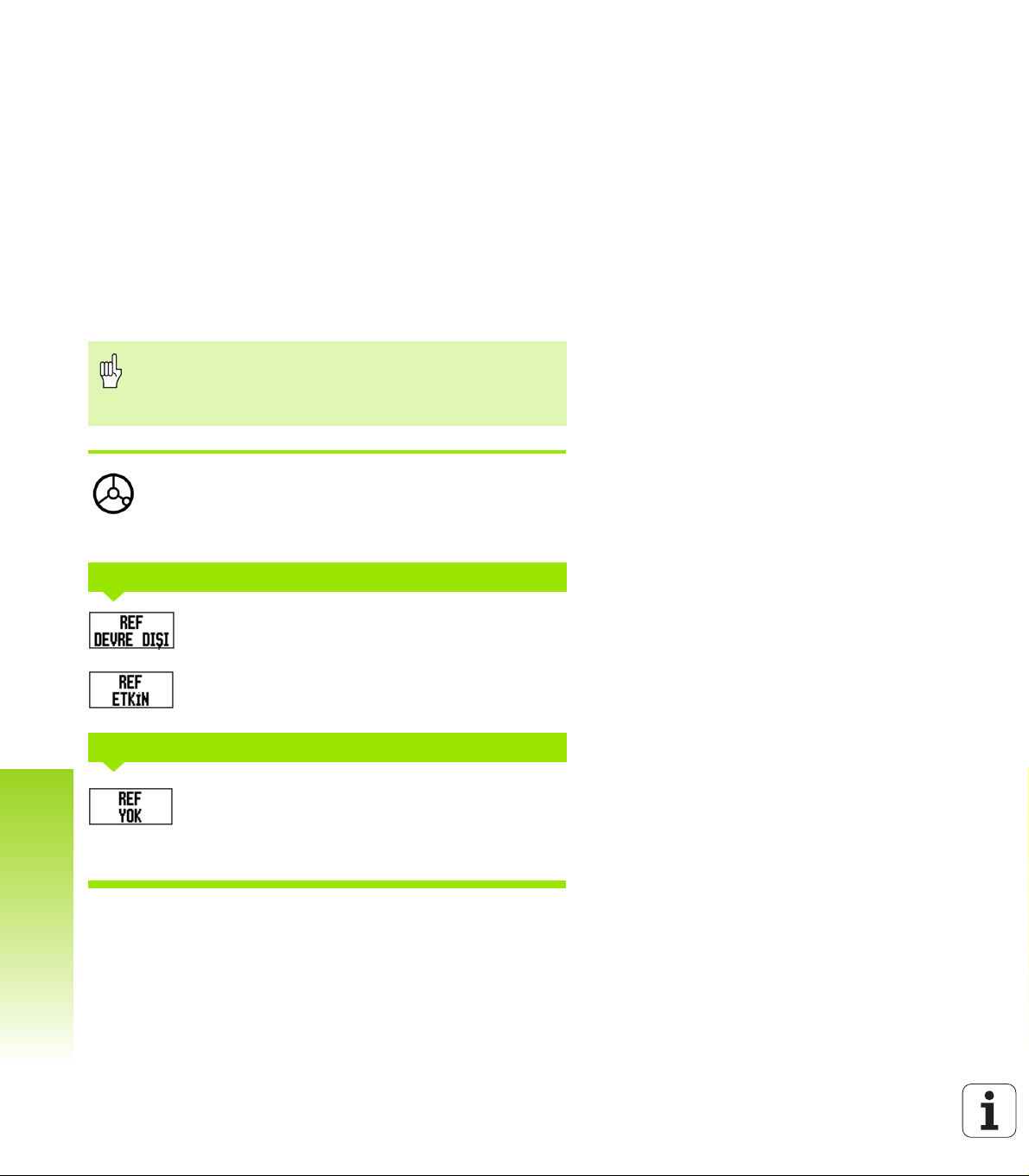
Referans İşareti Değerlendirmesi
ND 522/523 referans işareti değerlendirme özelliği, eksen kızağı
konumları ile veriyi ayarlayarak son tanımladığınız ekran değerleri
arasındaki ilişkiyi otomatik olarak yeniden kurar.
Eksen kodlayıcının referans işaretleri varsa, REF göstergesi yanıp
söner. Bkz: Fig. I.12. Referans işaretlerinin üzerinden geçtikten sonra,
göstergenin yanıp sönmesi durur ve sabit REF olarak değişir.
Referans işareti değerlendirmesi olmadan çalışma
ND 522/523'ü, referans işaretleri üzerinden geçmeden de
kullanabilirsiniz. Referans işareti değerlendirme yordamından çıkıp
devam etmek için REF YOK ekran tuşuna basın.
Güç kesintisi sonrasında yeniden oluşturulabilecek veriler tanımlamak
gerekirse, daha sonra yine referans işaretleri üzerinden geçebilirsiniz.
Referans işareti değerlendirme yordamını etkinleştirmek için REF
ETKİN ekran tuşuna basın.
Referans işaretleri olmadan bir kodlayıcı ayarlanırsa, REF
göstergesi görüntülenmez ve veriler güç kesildiğinde
kaybolur.
Fig. I.11 Başlangıç ekranı
I – 2 ND 522/523 için Genel İşlemler
Fig. I.12 Referans İşaretleri oluşturma ekranı
ND 522/523 21
Page 22
REF ETKİN/DEVRE DIŞI işlevi
Konum kurtarma yordamı sırasında görüntülenen, ETKİN/DEVRE
DIŞI geçişini sağlayan ekran tuşu operatörün bir kodlayıcı üzerinde
belirli bir referans işareti seçmesine olanak sağlar. Sabit Referans
İşaretleri olan kodlayıcıları kullanırken bu önemlidir. REF DEVRE DIŞI
ekran tuşuna basıldığında, değerlendirme yordamı duraklatılır ve
kodlayıcının hareketi sırasında geçilen tüm referans işaretleri yok
sayılır. REF ETKİN ekran tuşuna basıldığında, değerlendirme yordamı
yeniden etkinleşir ve geçilen bir sonraki referans işareti seçilir.
İstenen tüm eksenlerin referans işaretleri oluşturulduktan sonra,
yordamı iptal etmek için REF YOK ekran tuşuna basın. Tüm
kodlayıcıların referans işaretleri üzerinden geçmeniz gerekmez,
yalnızca gereksinim duyduklarınızdan geçmeniz yeterlidir. Tüm
referans işaretleri bulunursa, ND 522/523 otomatik olarak DRO
görüntüleme ekranına döner.
Referans işaretleri üzerinden geçmezseniz, ND 522/523
veri noktalarını depolamaz. Bu, güç kesintisi sonrasında
(kapatma) eksen kızağı konumları ve ekran değerleri
arasından yeniden ilişki kurulamayacağı anlamına gelir.
Günlük çalıştırmada; gücü açıp herhangi bir tuşa
basın.
I – 2 ND 522/523 için Genel İşlemler
Referans işaretleri üzerinden geçin (herhangi bir
sırada).
- ALTERNATIF YÖNTEM -
REF DEVRE DIŞI ekran tuşuna basıp referans
işaretleri üzerinden geçin.
Kodlayıcıyı istediğiniz referans işaretine hareket
ettirin. REF DEVRE DIŞI ekran tuşuna basıp referans
işareti üzerinden geçin.
- ALTERNATIF YÖNTEM -
Referans işaretleri üzerinden geçmeyip REF YOK
ekran tuşuna basın. Not: Bu durumda, güç
kesilmesinden sonra eksen kızağı konumuyla ekran
değeri arasındaki ilişki kaybolur.
22 I İşletim Yönergeleri
Page 23
Ayar
ND 522/523, işletim parametrelerini ayarlamak üzere iki kategori
sunar. Bu kategoriler: İş Ayarlama ve Kurulum Ayarları. İş Ayarlama
parametreleri, her iş için belirli işleme gereksinimlerini yerine getirmek
için kullanılır. Kurulum Ayarları, kodlayıcı ve görüntüleme
parametrelerini ayarlamak için kullanılır.
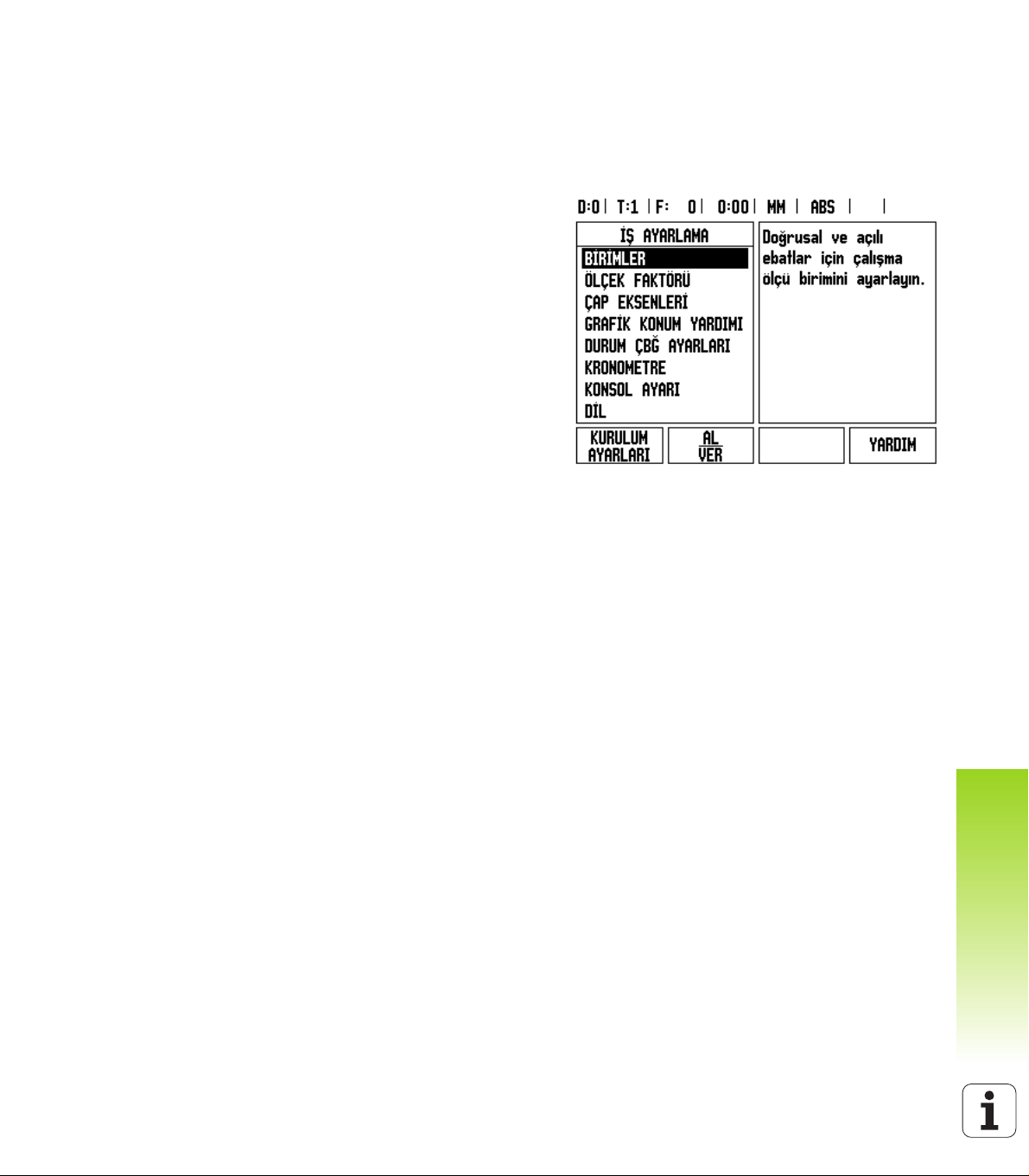
İş Ayarlama menüsüne, AYAR ekran tuşuna basılarak erişilir. Bkz: Fig.
I.13. İş Ayarlama menüsündeyken, aşağıdaki ekran tuşları
kullanılabilir:
KURULUM AYARLARI
Kurulum Ayarları parametrelerine erişmeye başlamak için kullanın
Bkz: 73. sayfada ''Kurulum Ayarları Parametreleri''.
ALMA/VERME
İşletim parametrelerini almaya veya vermeye başlamak için kullanın.
Bkz: 26. sayfada ''Alma/Verme''.
YARDIM
Çevrimiçi yardımı açar.
İş Ayarlama Parametreleri
Fig. I.13 Frezede İş Ayarlama ekranı
I – 2 ND 522/523 için Genel İşlemler
İş Ayarlama parametrelerini görüntülemek ve değiştirmek için,
YUKARI/AŞAĞI OK tuşlarını kullanarak istediğiniz parametreleri
vurgulayın ve ENTER tuşuna basın.
Birimler
BİRİMLER formu, tercih edilen görüntüleme birimlerini ve biçimini
belirtmek için kullanılır. Sistem açıldığında bu ayarlar etkin olur.
U İnç/MM - Ölçüm değerleri, DOĞRUSAL alanında seçilen birimle
görüntülenir ve girilir. İNÇ/MM ekran tuşuna basarak, inç veya
milimetre arasında geçiş yapın. Ayrıca, Artımlı veya Mutlak
modunda İNÇ/MM ekran tuşuna basarak ölçü birimini de
seçebilirsiniz.
U Ondalık Derece, Radyan veya Derece/Dakika/Saniye (DMS) - AÇILI
alanı, açıların nasıl görüntüleneceğini ve formlara nasıl girileceğini
etkiler. Ekran tuşunu kullanarak ONDALIK DERECE, RADYAN
veya DMS arasından seçim yapın.
ND 522/523 23
Page 24
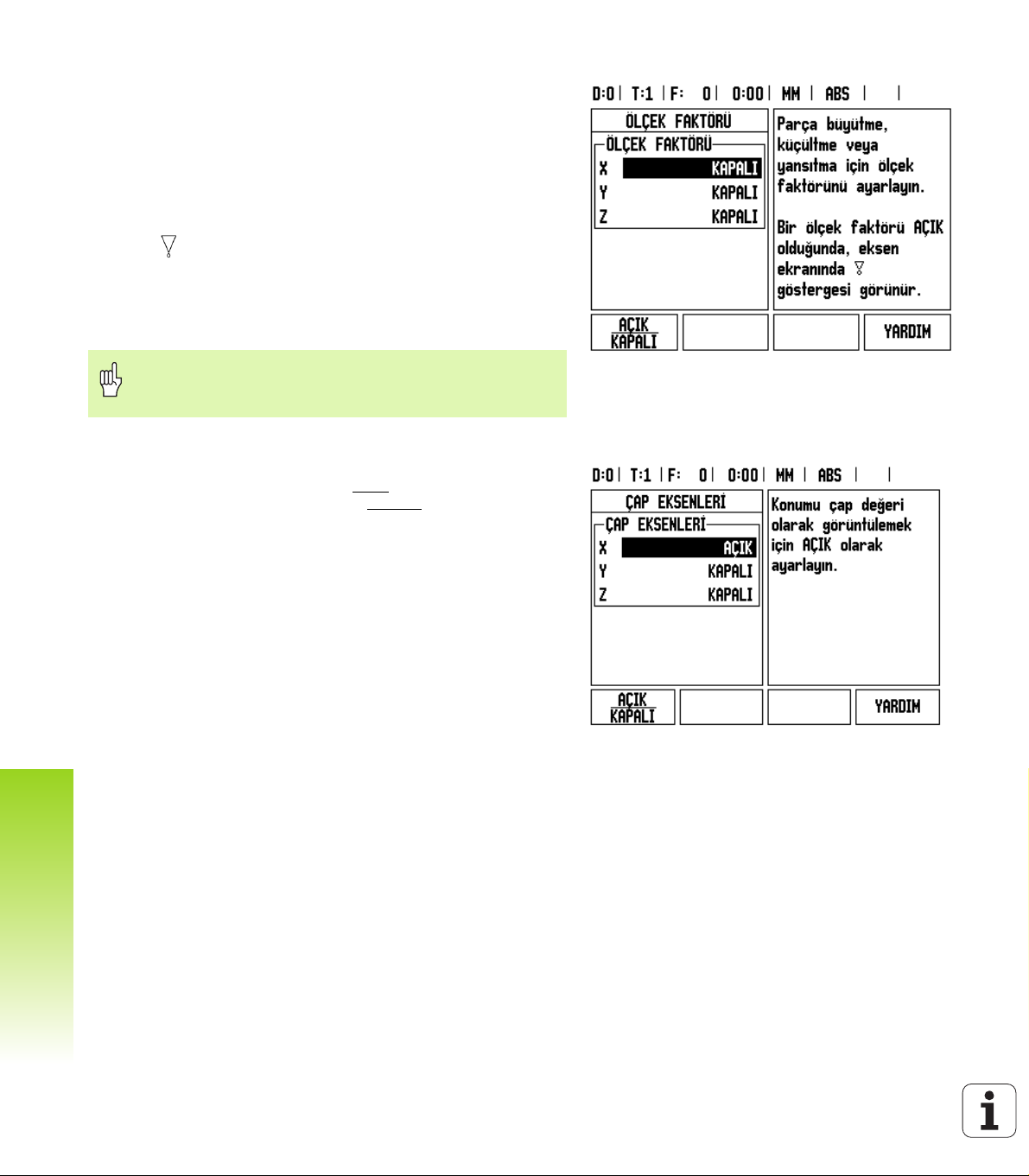
Ölçek Faktörü
Ölçek faktörü, parçayı yukarı veya aşağı ölçeklendirmek için
kullanılabilir. Tüm kodlayıcı hareketleri ölçek faktörüyle çarpılır. Ölçek
faktörü 1.0 olursa, baskıda boyutlandırılan ile tam olarak aynı boyutta
bir parça üretilir. Bkz: Fig. I.14.
U Sıfırdan büyük değerleri girmek için sayı tuşları kullanılır. Sayı aralığı
0,1000 ile 10.000 arasındadır. Negatif değer de girilebilir.
U Ölçek faktörü ayarları güç açıp kapatma çevrimi içinde korunur.
U Ölçek faktörü 1 dışında bir değer olursa, eksen ekranında ölçekleme
simgesi görünür.
U Geçerli ölçek faktörlerini devre dışı bırakmak için AÇMA/KAPAMA
ekran tuşu kullanılır.
Ayna yansıması
-1,00 ölçek faktörü parçanın ayna yansıması görüntüsünü
üretir. Parçaya aynı anda hem ayna yansıması
uygulayabilir, hem de ölçeklendirebilirsiniz.
Çap Eksenleri
Hangi eksenlerin yarıçap veya çap değerleriyle görüntülenebileceğini
ayarlamak için Çap Eksenleri'ni seçin. AÇIK, eksen konumunun çap
değeri olarak görüntüleneceğini gösterir. KAPALI
I – 2 ND 522/523 için Genel İşlemler
özelliği uygulanmaz. Bkz: Fig. I.15. Torna uygulamaları için, bkz: 65.
olursa, Yarıçap/Çap
sayfada ''RX (Yarıçap/Çap) Ekran Tuşu'' Yarıçap/Çap özelliği
hakkında bilgi için.
U İmleci ÇAP EKSENLERİ'ne getirin ve ENTER tuşuna basın.
U İmleç X alanına girer. Bu eksen için gereksinim duyduğunuz
parametreye bağlı olarak, özelliği açmak veya kapatmak için AÇIK/
KAPALI ekran tuşuna basın.
U ENTER tuşuna basın.
Fig. I.14 Ölçek faktörü
Fig. I.15 Çap Eksenleri formu
24 I İşletim Yönergeleri
Page 25
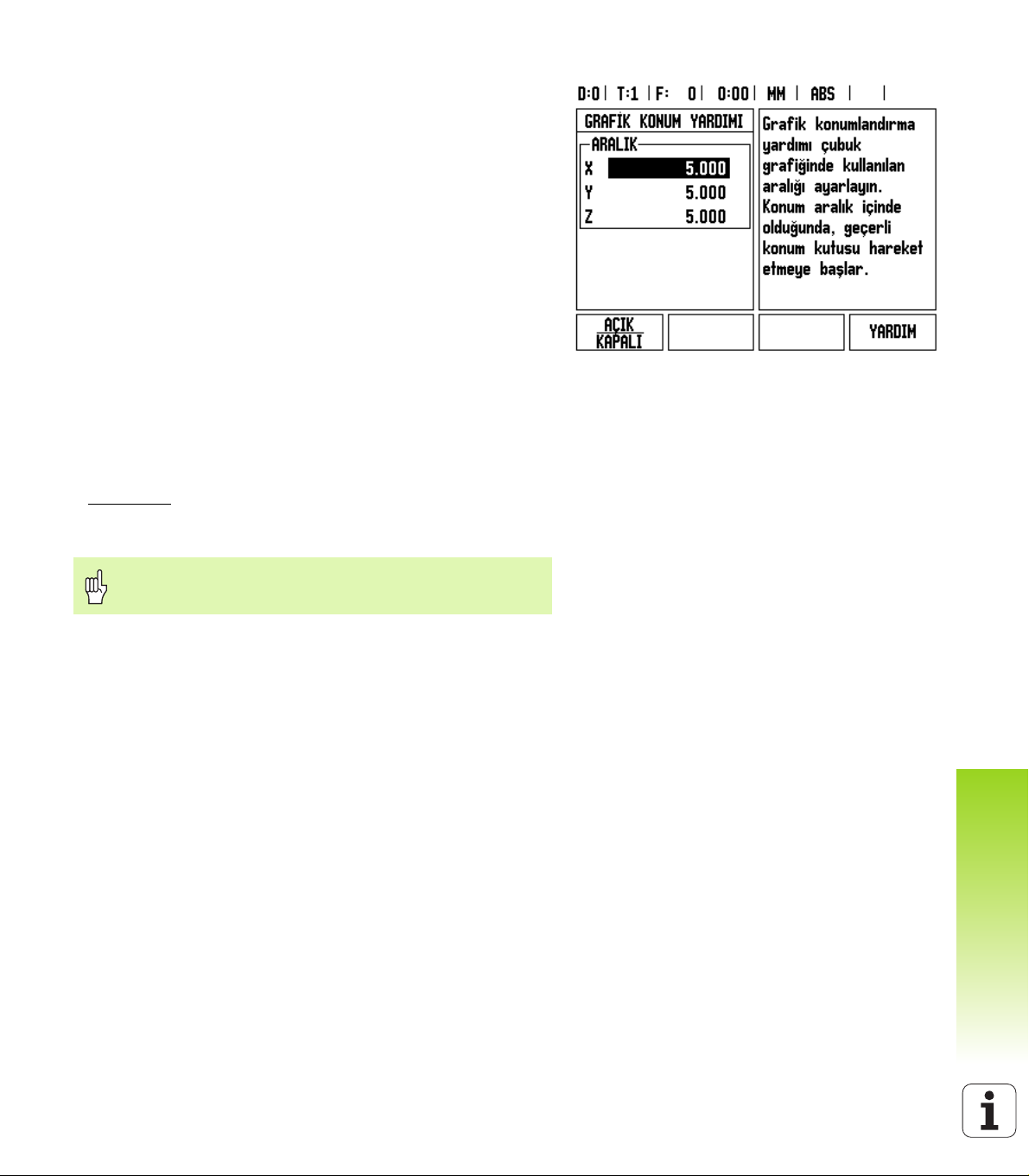
Grafik Konumlandırma Yardımı
GRAFİK KONUMLANDIRMA YARDIMI formu, Alınacak Mesafe
modunda eksenlerin görünümü altında görünen çubuk grafiği
yapılandırmak için kullanılır. Her eksen kendi aralığına sahiptir. Bkz:
Fig. I.16.
U Etkinleştirmek veya sayı tuşlarını kullanarak değer girmeye
başlamak için AÇIK/KAPALI ekran tuşuna basın. Konum aralık
içinde olduğunda, geçerli konum kutusu hareket etmeye başlar.
Durum Çubuğu Ayarları
Durum Çubuğu ekranın en üstünde bulunan ve geçerli veri, alet,
besleme oranı, kronometre ve sayfa göstergesini görüntüleyen
bölümlü bir çubuktur.
U Görüntülenmesini istediğiniz her ayar için AÇIK/KAPALI ekran
tuşuna basın.
Kronometre
Kronometre saat(s), dakika (d) ve saniyeyi (s) gösterir. Geçen süreyi
gösteren bir kronometre gibi çalışır. (Saat, süre ölçmeye 0:00:00
değerinden başlar).
Geçen süre alanı, her aralıktan toplam biriken süreyi gösterir.
U BAŞLAT/DURDUR ekran tuşuna basın. Durum alanında
ÇALIŞIYOR
U Geçen süreyi sıfırlamak için SIFIRLA tuşuna basın. Sıfırlandığında,
görüntülenir. Süreyi durdurmak için yeniden basın.
saat çalışıyorsa durur.
Saat, çalışma modunda Ondalık tuşuna basılarak da
durdurulur ve başlatılır. Sıfır tuşuna basılırsa saat sıfırlanır.
Fig. I.16 Grafik konumlandırma yardımı
I – 2 ND 522/523 için Genel İşlemler
ND 522/523 25
Page 26

Konsol Ayarı
LCD'nin kontrastı, bu formdaki ekran tuşları kullanılarak veya işletim
modlarından herhangi birinde tuş takımının Yukarı/Aşağı ok tuşları
kullanılarak ayarlanabilir. Ortam aydınlatmasındaki değişikliklere veya
operatörün tercihine bağlı olarak kontrast ayarı yapmak gerekebilir. Bu
form ayrıca, ekran koruyucunun boşta kalma zaman aşımını
ayarlamak için de kullanılır. Ekran koruyucu ayarı, LCD ekran
koruyucu moduna geçiş yapmadan önce beklenecek sistemin boşta
kalma süresidir. Boşta kalma süresi 30 - 120 dakika arasında
ayarlanabilir. Ekran koruyucu geçerli açıp kapatma çevrimi sırasında
devre dışı bırakılabilir.
Dil
ND 522/523 birden çok dili destekler. Dil seçimini değiştirmek için:
U Ekran tuşu ve form üzerinde istenen dil görününceye kadar DİL
ekran tuşuna basın.
U Seçiminizi onaylamak için ENTER tuşuna basın.
Alma/Verme
Çalıştırma parametresi bilgileri USB bağlantı noktası üzerinden alınıp
verilebilir (Bkz: 81. sayfada ''USB Bağlantı Noktası (tip “B”)'').
U Ayar ekranında AL/VER ekran tuşuna basın.
I – 2 ND 522/523 için Genel İşlemler
U Bir PC'den işletim parametreleri yüklemek için AL tuşuna basın.
U Geçerli işletim parametrelerini bir PC'ye yüklemek için VER tuşuna
basın.
U Çıkmak için, C tuşuna basın.
26 I İşletim Yönergeleri
Page 27
DRO İşletim Ekranı Ekran Tuşu İşlevine Genel
Sayfa
Göstergesi
Bakış
İşletim ekranında seçmek üzere iki sayfa ekran tuşu işlevi vardır
Sayfalara geçiş yapmak için SAĞ/SOL OK tuşlarını kullanın. Durum
çubuğundaki sayfa göstergesi sayfa yönlendirmesini gösterir.
Koyulaştırılmış sayfa, üzerinde bulunduğunuz sayfayı gösterir. Her
tuşun eklenen bilgiler için bir referans sayfası vardır.
Bkz: Fig. I.17
Ekran Tuşu
Sayfası 1
YARDIM Ekran yardım yönergelerini açar.
İNÇ/MM İnç ve milimetre birimleri arasında
YARIÇAP/
ÇAP
AYAR/SIFIR Ayar Sıfır işlevleri arasında geçiş
Ekran Tuşu
Sayfası 2
AYAR İş Ayarlama menüsünü açar ve
REF ETKIN Hazır olduğunuzda referans
Ekran Tuşu işlevi Ekran
(Sayfa 19)
geçiş yapar. (Sayfa 23)
Yarıçap görüntüleme ve çap
görüntüleme arasında geçiş yapar
Bu işlev yalnızca Torna
uygulamaları içindir. (Sayfa 65)
yapar. Ayrı eksen tuşlarıyla birlikte
kullanılır. (Sayfa 28)
Ekran Tuşu işlevi Ekran
Kurulum Ayarları ekran tuşuna
erişim sağlar. (Sayfa 23)
işareti tanımlamak için basın.
(Sayfa 21)
Tuşu
Simgesi
Fig. I.17 Sayfa Göstergesi ve Ayar Sıfır Göstergesi
I – 2 ND 522/523 için Genel İşlemler
Tuşu
Simgesi
ND 522/523 27
Page 28
Genel İşlemler Ayrıntılı Tuşu İşlevleri
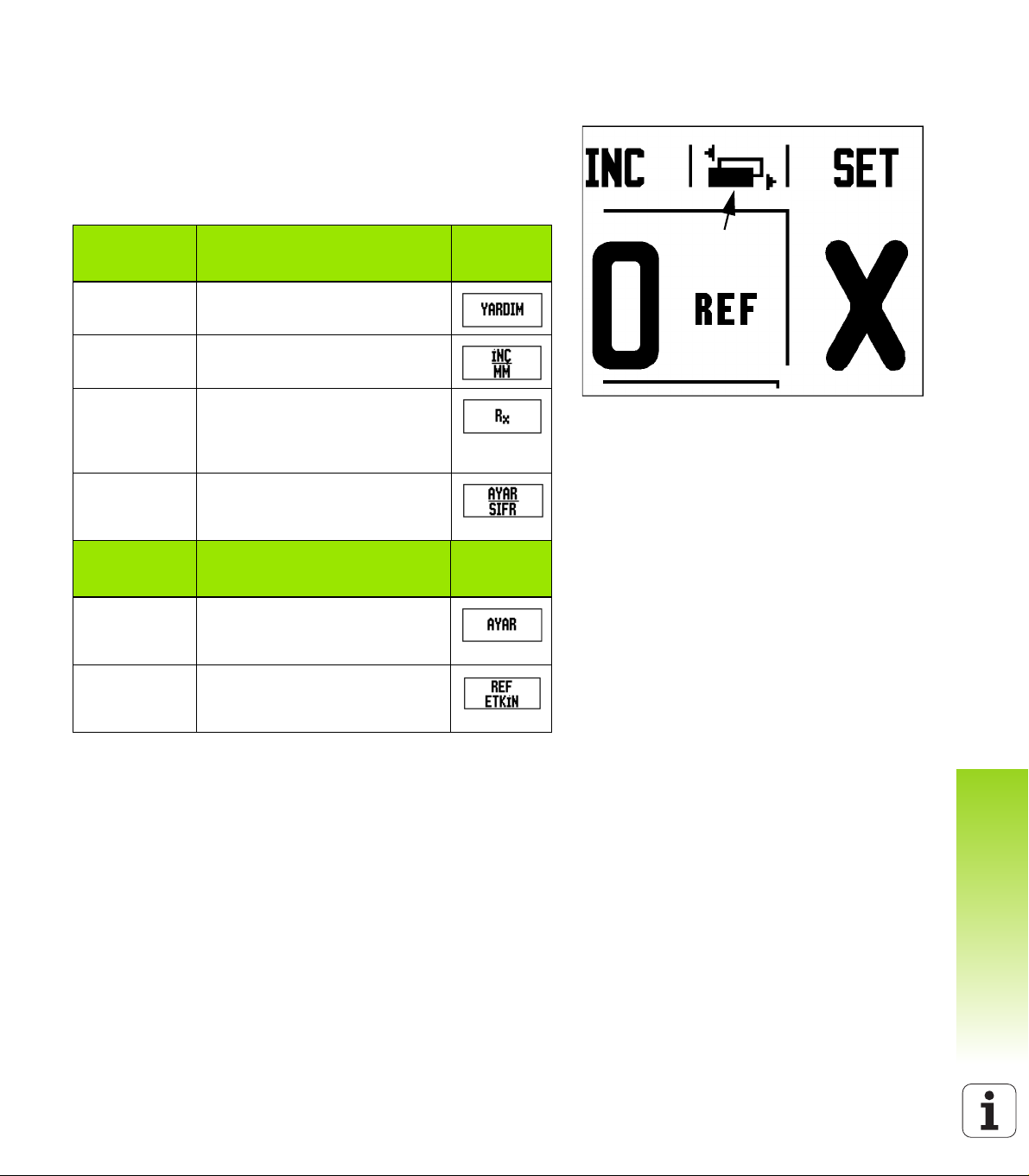
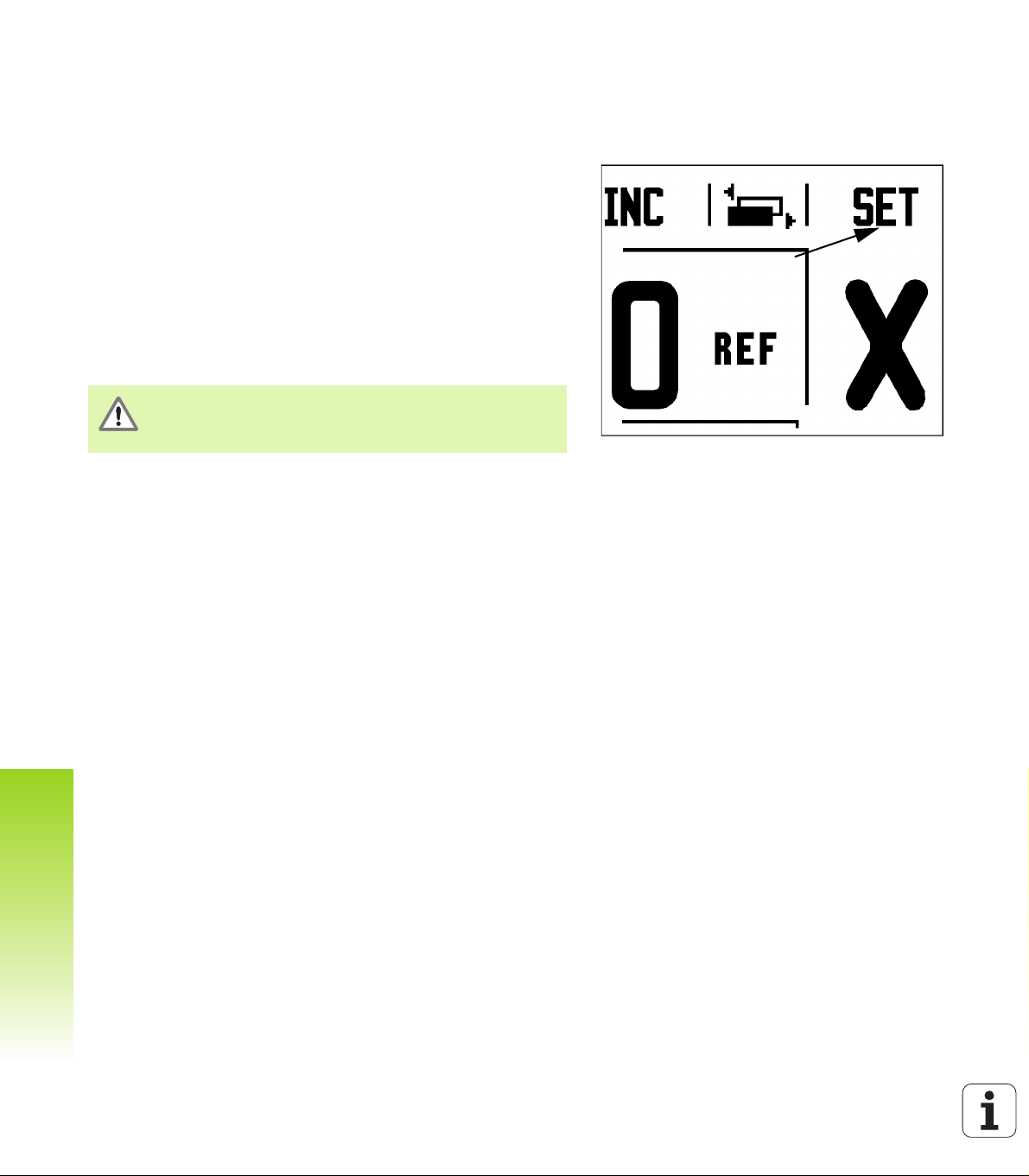
Ayar/Sıfır Göstergesi
Bu bölümde, ND 522/523'ün Freze ya da Torna uygulamaları için
yapılandırılıp yapılandırılmadığına göre aynı olan ekran tuşu işlevleri
detaylandırılır.
Ayar Sıfır ekran tuşu
AYAR/SIFIR ekran tuşu, bir Eksen tuşuna basıldığında ne olacağını
belirleyen tuştur. Bu tuş, Ayarlama ve Sıfırlama işlevleri arasında geçiş
yapan bir geçiş tuşudur. Geçerli durum Durum Çubuğunda gösterilir.
Bkz: Fig. I.18
AYARLAMA durumdayken, ND 522/523'de Mutlak modundayken,
bir Eksen tuşu seçildiğinde, seçilen eksenin VERİ formu açılır.
ND 522/523 Artımlı moddaysa bir ÖNAYAR formu
Durum SIFIR olduğunda, ND 522/523 Mutlak modundayken, bir eksen
tuşu seçildiğinde bu eksenin verisi geçerli konumda sıfırlanır. Artımlı
moddaysa geçerli artım değeri sıfır olarak ayarlanır.
ND 522/523, Mutlak modunda ve AYAR/SIFIR durumu
sıfır ise, herhangi bir Eksen tuşuna basıldığında bu
eksenin geçerli verisi geçerli konumda sıfırlanır.
açılır.
I – 2 ND 522/523 için Genel İşlemler
Fig. I.18 Sayfa Göstergesi ve Ayar Sıfır Göstergesi
28 I İşletim Yönergeleri
Page 29

1/2 Mekanik tuş
1/2 mekanik tuşu, bir iş parçasının seçilen ekseni boyunca iki yer
arasındaki yarı yolu (veya orta nokta) bulmak için kullanılır. Bu, Artımlı
veya Mutlak modda gerçekleştirilebilir. Bkz: Fig. I.19
Mutlak modundayken bu özellik veri konumlarını değiştirir.
Örnek: Seçilen eksen boyunca orta noktayı bulma
X boyutu: X = 100 mm
Orta nokta: 50 mm
1'NCI NOKTAYA GETİR İN
Aleti ilk noktaya getirin.
AYAR/SIFIR ekran tuşu Sıfır olarak ayarlanmalıdır.
EKSENI SIFIRLAYIN VE 2NCI NOKTAYA GETIRIN
X eksen tuşunu seçin ve
ikinci noktaya getirin.
Fig. I.19 Orta noktayı bulma örneği
I – 2 ND 522/523 için Genel İşlemler
1/2 TUŞUNA BASIN SIFIRA GETIRIN
1/2 mekanik tuşuna basın, ardından X ekseni tuşuna
basıp sıfıra ulaşana kadar hareket ettirin. Burası orta
nokta yeridir.
ND 522/523 29
Page 30

HesapMak Mekanik tuşu
ND 522/523'ün hesap makinesi basit aritmetik işlemlerinden karmaşık
trigonometri ve RPM hesaplamalarına kadar her şeyi yapabilir.
STANDARD/TRIG ve RPM ekran tuşlarına erişmek için HESAPMAK
mekanik tuşuna basın. Bkz: Fig. I.20 & Fig. I.21.
Bir sayı alanına birden fazla hesaplama girmeniz
gerektiğinde, hesap makinesi toplama ve çıkarma
işlemlerinden önce çarpma ve bölme işlemlerini yapar. 3 +
1 ÷ 8 girmeniz gerekseydi, ND 522 biri sekize böler ve
sonra üç ekleyerek 3,125 sonucunu bulurdu.
Trigonometri işlevleri, kare ve karekökün yanı sıra tüm trigonometri
işleçlerini içerir. Bir açının SİN, KOS veya TAN değerini hesaplarken,
önce açıyı girin ve sonra ilgili ekran tuşuna basın.
I – 2 ND 522/523 için Genel İşlemler
Açı değerlerinde, ondalık açılar veya radyan arasından
yapılan geçerli açı biçimi seçimi kullanılır.
Fig. I.20 Hesap makinesi ekran tuşları
Fig. I.21 Standart/Trig işlevi ekran tuşları
30 I İşletim Yönergeleri
Page 31

I – 3 Frezeye Özgü Operasyonlar
Bu bölümde, yalnızca freze uygulamalarına özgü olan operasyonlar ve
ekran tuşu işlevleri anlatılmaktadır. ND 522/523 Freze ya da Torna için
yapılandırılsa da aynı olan ekran tuşu işlevleri Sayfa 17'de başlayarak
detaylandırılır.
Ayrıntılı Tuş İşlevleri
Alet Mekanik Tuşu
Bu mekanik tuş alet tablosunu açar ve bir aletin parametrelerini
girmek üzere ALET formuna erişim sağlar. ND 522/523 alet
tablosunda en çok 16 alet saklayabilir. Bkz: Fig. I.22
I – 3 Frezeye Özgü Operasyonlar
Fig. I.22 Frezedeki Alet Tablosu
Al/Ver
Alet Tablosu bilgileri, seri bağlantı noktası üzerinden alınıp verilebilir.
U AL ve VER ekran tuşları, Alet Tablosu ekranında kullanılabilir.
U Bir PC'den Alet Tablosu yüklemek için AL tuşuna basın.
U Alet Tablosunu bir PC'ye yüklemek için VER tuşuna basın.
U Çıkmak için, C tuşuna basın.
ND 522/523 31
Page 32

Alet Yarıçap Telafisi özelliği
ND 522/523 alet yarıçap telafisi özelliğine sahiptir. Bu, iş parçası
ebatlarını doğrudan çizimden girmenize olanak sağlar. Görüntülenen
Artım, alet yarıçapının değerine göre otomatik olarak uzatılır (R+) veya
kısaltılır (R-). Bkz: Fig. I.23. (Daha fazla bilgi için bkz: 39. sayfada
''Önayar yapma'')
Alet Uzunluğu
Uzunluk ofseti bilinen bir değer olarak girilebilir veya ND 522/523 ofseti
otomatik olarak belirleyebilir. UZUNLUK ÖĞRET ekran tuşuyla ilgili
daha fazla bilgi için aşağıdaki Alet Tablosu Kullanımı örneğine bakın.
ALET TABLOSU formunda veya ayrı alet verileri formundayken
aşağıdaki ekran tuşları kullanılabilir:
İşlev Ekran tuşu
Bu tuş operatörün, tüm alet uzunluk ofsetlerinin
hangi ekseni etkileyeceğini belirlemesine
olanak sağlar. Aletin çap değerleri, kalan iki
eksenin ofsetini belirlemek için art arda
kullanılır.
Alet ofset uzunluğunu otomatik olarak girmek
I – 3 Frezeye Özgü Operasyonlar
için basın. Yalnızca UZUNLUK alanında
kullanılabilir.
Seçimle ilgili ALET TÜRLERİ formunu açar.
Yalnızca TÜR alanında kullanılabilir.
Fig. I.23 Alet yarıçap telafisi
Uzunluk farkı işareti ΔL
Alet, referans aletten daha uzunsa: ΔL > 0 (+)
t, referans aletten daha kısaysa: ΔL < 0 (–)
Ale
Alet uzunluğu, alet ile referans alet arasındaki uzunluk
farklıdır ΔL. Referans alet Fig. I.24'de T1 ile gösterilir.
Uzunluk farkı ''Δ'' simgesiyle gösterilir.
Alet verilerini girme (Fig. I.25)
U ALET mekanik tuşunu seçin
U İmleci istediğiniz alete getirip ENTER. tuşuna basın. ALET
AÇIKLAMASI formu görünür.
U Alet çapını girin.
U Alet uzunluğunu girin veya UZUNLUK ÖĞRET tuşuna basın.
U Alet birimlerini girin.
U Alet tablosuna geri dönmek için alet türünü girip ENTER tuşuna
basın. Çıkmak için C tuşuna basın.
Fig. I.24 Alet uzunluğu ve çapı
32 I İşletim Yönergeleri
Page 33

Alet Tablosu Kullanımı
Örnek: Algılama işlevini kullanmadan iş parçası verisini
ayarlama. Bkz: Fig. I.25
Alet çapı 2,00
Alet uzunluğu: 20.000
Alet birimi: mm
Alet türü: düz uçlu freze
Ayrıca, ofset uzunluğunu ND 522/523'ün belirlemesini
sağlamak da mümkündür. Aşağıdaki alternatif örneğe
bakın.
ALET mekanik tuşuna basın.
İmleç varsayılan olarak ALET TABLOSU formuna
gider.
ALET TABLOSU
İmleci tanımlamak istediğiniz alete götürün veya alet
numarasını girin. ENTER tuşuna basın.
ALET YARIÇAPI
I – 3 Frezeye Özgü Operasyonlar
Alet çapını (2) girin, imleci aşağıdaki UZUNLUK
alanına götürün.
AŞAĞI OK tuşuna basın.
ALET UZUNLUĞU
Alet uzunluğunu (örneğin, 20 mm) girin ve imleci
aşağıdaki BİRİMLER alanına götürün.
Fig. I.25 Alet uzunluğu ve çapı girişi
ND 522/523 33
Page 34

- ALTERNATIF YÖNTEM -
ND 522/523'ün ofseti belirlemesini sağlamak
mümkündür. Bu yöntemde, her aletin ucu ortak bir
referans yüzeyine dokundurulur. Bu, ND 522/523'ün
her alet uzunluğu arasındaki farkı belirlemesini sağlar.
Ucu referans yüzeye temas edinceye kadar aleti
hareket ettirin.
UZUNLUK ÖĞRET ekran tuşuna basın. ND 522/523
bu yüzeye göreceli olarak bir ofset hesaplar.
Diğer tüm aletler için, aynı referans yüzeyini
kullanarak bu yordamı yineleyin.
Yalnızca, aynı referans yüzey kullanılarak ayarlanan
aletler, veri sıfırlaması gerekmeden değiştirilebilir.
Alet tablosunda, uzunluk ayarı yapılmış aletler varsa, önce
bunlardan biri kullanılarak referans yüzeyinin
I – 3 Frezeye Özgü Operasyonlar
oluşturulması gerekir. Bu yapılmazsa, veriyi yeniden
oluşturmaksızın yeni aletlerle var olan aletler arasında
geçiş yapamazsınız. Yeni alet eklemeden önce, alet
tablosundaki aletlerden birini seçin. Aleti bir referans
yüzeye dokundurun ve veriyi 0 olarak ayarlayın.
ALET BIRIMI
U ALET BİRİMİ'ni (inç/mm) girip
U imleci ALET TÜRÜ alanına getirin.
ALET TÜRÜ
U ALET TÜRLERİ ekran tuşuna basın. Alet
listesinden seçiminizi yapın ve ENTER tuşuna
basın. (Bkz: Fig. I.26
Fig. I.26 ALET TÜRÜ alanı
34 I İşletim Yönergeleri
Page 35

Alet Tablosunu Çağırma
İşlemeye başlamadan önce, alet tablosundan kullanmakta olduğunuz
aleti seçin. Alet telafisiyle çalıştığınızda, ND 522/523 depolanan alet
verilerini hesaba katar.
Alet çağrısı
ALETmekanik tuşuna basın.
ALET NUMARASI
Alet seçenekleri (1-16) arasında ilerlemek için
YUKARI/AŞAĞI OK tuşlarını kullanın. İstediğiniz aleti
vurgulayın.
Doğru aletin çağırıldığını doğrulayın ve çıkmak için C
tuşuna basın.
Veri Mekanik tuşu
Veri ayarları, eksen konumlarıyla ekran değerleri arasındaki ilişkileri
tanımlar.
Veri noktalarını ayarlamanın en kolay yolu, iş parçasını bir alet
kenarıyla algıladığınızda ND 522/523 algılama işlevini kullanmaktır.
Ayrıca, iş parçasının kenarlarını bir biri ardınca bir alete dokundurup,
alet konumlarını veri noktaları olarak elle girerek, veri noktalarını
geleneksel yöntemle de ayarlayabilirsiniz (bu sayfadan sonraki
örneklere bakın).
Veri tablosu en çok 10 veri noktası depolayabilir. Çoğu zaman bu sizi,
birden fazla veri içeren karmaşık iş parçası çizimleriyle çalışırken
eksen hareketini hesaplamaktan kurtarır.
I – 3 Frezeye Özgü Operasyonlar
ND 522/523 35
Page 36

Örnek: Algılama işlevini kullanmadan iş parçası verisini
ayarlama. Bkz: Fig. I.27 & Fig. I.28.
Alet yarıçapı: D = 3 mm
Bu örnekteki eksen sırası: X - Y - Z
Hazırlık: Aktif aleti veri ayarlamada kullanılacak alet olarak belirtin
VERİ mekanik tuşuna basın.
İmleç VERİ NUMARASI alanına gider.
Veri numarasını girin ve X ekseni alanına gitmek için
AŞAĞI OK tuşuna basın.
İş parçasına 1 kenarından dokunun.
X VERI AYARI
I – 3 Frezeye Özgü Operasyonlar
Alet merkezinin konumunu (X = – 1,5 mm) girip
Y eksenine ilerlemek için AŞAĞI OK tuşuna basın.
İş parçasına 2 kenarından dokunun.
Y VERI AYARI
Alet merkezinin konumunu (Y = – 1,5 mm) girip
AŞAĞI OK tuşuna basın.
İş parçası yüzeyine dokunun.
Fig. I.27 VERİ AYARLA formu
Fig. I.28
Z = + 0 VERI AYARI
Alet ucunun veri Z koordinatı için konumunu (Z= 0
mm) girin. ENTER tuşuna basın.
36 I İşletim Yönergeleri
Page 37

Aletle Algılama
ND 522/523 algılama işlevlerini kullanarak verileri ayarlamak için bir
alet kullanma. Bkz: Fig. I.29 & Fig. I.30.
Hazırlık: Aktif aleti veri ayarlamada kullanılacak alet olarak belirtin.
Örnek: İş parçası kenarını algılayın ve kenarı veri olarak ayarlayın
Veri ekseni: X =0 mm
Alet çapı D = 3 mm
VERİ tuşuna basın.
Fig. I.29 Kenar kullanarak veri ayarlama
X ekseni alanı vurgulanıncaya kadar AŞAĞI OK
tuşuna basın.
ALGILAMA ekran tuşuna basın.
KENAR ekran tuşuna basın.
I – 3 Frezeye Özgü Operasyonlar
Fig. I.30
ND 522/523 37
Page 38

X'DE ALGILAMA
İş parçası kenarına dokunun.
NOT ekran tuşuna basarak kenar konumunu
depolayın. Geri beslemeli bir kenar bulucu
olmadığında iş parçasına dokunarak alet verilerini
belirlerken NOT ekran tuşu kullanılır. Alet geri
çekildiğinde konum değerini kaybetmemek için iş
parçası kenarıyla temas ederken değeri depolamak
amacıyla NOT ekran tuşuna basın. Dokunulan
kenarın konumu için, kullanılmakta olan aletin (T:1,
2...) çapı ve NOT ekran tuşuna basılmadan önce
aletin son hareket ettiği yön hesaba katılır.
Aleti iş parçasından çekin.
I – 3 Frezeye Özgü Operasyonlar
X IÇIN DEĞER GIRIN
Kenar koordinatını girin
ve
ENTER tuşuna basın.
38 I İşletim Yönergeleri
Page 39

Önayar yapma
Önayar işlevi operatörün bir sonraki hareketin nominal (hedef)
konumunu göstermesine olanak sağlar. Yeni nominal konum bilgisi
girildikten sonra, ekran Artımlı moduna geçer ve geçerli konum ile
nominal konum arasındaki mesafeyi gösterir. Operatörün şimdi,
gereken nominal konuma ulaşmak için, ekranda sıfır görününceye
kadar tabloyu hareket ettirmesi yeterlidir. Nominal konumun yeriyle
ilgili bilgiler geçerli veri sıfır noktasından mutlak hareket olarak veya
geçerli nominal konumdan artırımlı (I) bir hareket olarak girilebilir.
Önayar yapma ayrıca operatörün, nominal konumda işlemi aletin
hangi tarafının yapacağını belirtmesine de olanak sağlar. Önayar
formundaki R+/- ekran tuşu, hareket sırasında etkin olacak ofseti
tanımlar. R+ geçerli aletin merkez çizgisinin aletin kenarından daha
pozitif yönde olduğunu gösterir. R- merkez çizgisinin geçerli aletin
kenarından daha negatif yönde olduğunu gösterir. R+/- ofsetlerinin
kullanılması, artımlı değerini otomatik olarak aletin çapı hesaba
katılacak şekilde ayarlar. Bkz: Fig. I.31
Mutlak Mesafe Önayarı
Örnek: Mutlak konum kullanarak sıfır değer
iki yöne hareket ettirerek dirsek frezeleme
Koordinatlar mutlak ebat olarak girilir; veri iş parçası sıfır değeridir.
Bkz: Fig. I.32 & Fig. I.33.
Köşe
1: X = 0 mm / Y = 20 mm
2: X = 30 mm / Y = 20 mm
Köşe
Köşe
3: X = 30 mm / Y = 50 mm
Köşe
4: X = 60 mm / Y = 50 mm
i gösterecek şekilde
Fig. I.31 Alet yarıçap telafisi
I – 3 Frezeye Özgü Operasyonlar
Belirli bir eksen için en son girilen önayarı çağırmak
isterseniz, eksen tuşuna basın.
Fig. I.32 Tek çevrimli önayar
ND 522/523 39
Page 40

Hazırlık:
U İlgili alet verilerine sahip aleti seçin.
U Uygun bir yerde (örneğin, X = Y = -20 mm) alet için ön konumlama
yapın.
U Aleti frezeleme derinliğine getirin.
AYAR/SIFIR ekran tuşuna basarak Ayar moduna
geçin.
Y eksen tuşuna basın.
NOMINAL KONUM DEĞERI
Köşe noktası 1 için nominal konum değerini girin:
Y = 20 mm ve
R+/- ekran tuşuyla alet yarıçap telafisini R+ seçin.
Eksen formunun yanında R+
basın.
görününceye kadar
I – 3 Frezeye Özgü Operasyonlar
ENTER tuşuna basın.
Görüntülenen değer sıfır oluncaya kadar Y eksenini
iki yöne hareket ettirin. Grafik konumlandırma
yardımındaki kare şimdi iki üçgen işareti arasında
ortalanır.
X eksen tuşuna basın
Fig. I.33
40 I İşletim Yönergeleri
Page 41

NOMINAL KONUM DEĞERI
Köşe noktası 2 için nominal konum değerini girin:
X = +30 mm,
R+/- ekran tuşuyla alet yarıçap telafisini R- seçin.
Eksen formunun yanında Rkez basın.
ENTER tuşuna basın.
Görüntülenen değer sıfır oluncaya kadar X eksenini
iki yöne hareket ettirin. Grafik konumlandırma
yardımındaki kare şimdi iki üçgen işareti arasında
ortalanır.
görününceye kadar iki
Y eksen tuşuna basın.
I – 3 Frezeye Özgü Operasyonlar
ND 522/523 41
Page 42

NOMINAL KONUM DEĞERI
Köşe noktası 3 için nominal konum değerini girin:
Y = +50 mm,
R+/- ekran tuşuyla alet yarıçap telafisini R + seçip
eksen formunun yanında R+
ENTER tuşuna basın.
Görüntülenen değer sıfır oluncaya kadar Y eksenini
iki yöne hareket ettirin. Grafik konumlandırma
yardımındaki kare şimdi iki üçgen işareti arasında
ortalanır.
X eksen tuşuna basın
gösterilene kadar basın.
I – 3 Frezeye Özgü Operasyonlar
NOMINAL KONUM DEĞERI
Köşe noktası 4 için nominal konum değerini girin:
X = +60 mm,
alet yarıçap telafisini R + seçip ENTER tuşuna basın.
Görüntülenen değer sıfır oluncaya kadar X eksenini
iki yöne hareket ettirin. Grafik konumlandırma
yardımındaki kare şimdi iki üçgen işareti arasında
ortalanır.
42 I İşletim Yönergeleri
Page 43

Artırımlı Mesafe Önayarı
Örnek: Artırımlı konumlama ile sıfır değer görüntüleyecek şekilde
iki yönde hareket ettirerek delme
Koordinatları artırımlı ebat olarak girin. Bunlar aşağıda (ve ekranda)
başında I olarak gösterilir. Veri, iş parçası sıfır değeridir. Bkz: Fig. I.34
& Fig. I.35.
Delik 1 konumu: X = 20 mm / Y = 20 mm
Delik 2'den delik 1'e olan mesafe: XI = 30 mm / YI = 30 mm
Delik derinliği: Z = –12 mm
İşletim modu: ARTIMLI
AYAR/SIFIR ekran tuşuna basarak Ayar moduna
geçin.
X eksen tuşuna basın.
- NOMINAL KONUM DEĞERI -
Delik 1 için nominal konum değerini girin: X = 20 mm
ve hiçbir alet yarıçapının etkin olmamasına dikkat
edin.
AŞAĞI OK tuşuna basın.
NOMINAL KONUM DEĞERI
Delik 1 için nominal konum değerini girin: X = 20 mm.
Hiçbir alet yarıçapının olmamasına dikkat edin.
AŞAĞI OK tuşuna basın.
NOMINAL KONUM DEĞERI
Delik derinliği için nominal konum değerini girin:
Z = –12 mm. ENTER tuşuna basın.
Delik 1'i delin: Görüntülenen değer sıfır oluncaya
kadar X, Y ve Z eksenlerini her iki yönde hareket
ettirin. Grafik konumlandırma yardımındaki kare şimdi
iki üçgen işareti arasında ortalanır.
Matkabı geri çekin.
Fig. I.34 Delme örneği
I – 3 Frezeye Özgü Operasyonlar
X eksen tuşuna basın
ND 522/523 43
Page 44

NOMINAL KONUM DEĞERI
Delik 2 için nominal konum değerini girin: X = 30 mm,
girişinizi artırımlı ebat olarak işaretleyin, I ekran
tuşuna basın.
ENTER tuşuna basın.
Y eksen tuşuna basın.
NOMINAL KONUM DEĞERI
Delik 2 için nominal konum değerini girin: Y = 30 mm,
girişinizi artırımlı ebat olarak işaretleyin, I ekran
I – 3 Frezeye Özgü Operasyonlar
NOMINAL KONUM DEĞERI
tuşuna basın.
ENTER tuşuna basın.
Görüntülenen değer sıfır oluncaya kadar X ve Y
eksenlerini her iki yönde hareket ettirin. Grafik
konumlandırma yardımındaki kare şimdi iki üçgen
işareti arasında ortalanır.
Z eksen tuşuna basın.
ENTER tuşuna basın (son girilen ön ayarı kullanır).
Delik 2'yi delin: Görüntülenen değer sıfır oluncaya
kadar Z eksenini iki yöne hareket ettirin. Grafik
konumlandırma yardımındaki kare şimdi iki üçgen
işareti arasında ortalanır. Matkabı geri çekin.
Fig. I.35 Delme örneği
44 I İşletim Yönergeleri
Page 45

RPM Hesaplayıcı
RPM hesaplayıcı, belirtilen bir alet (parça, torna uygulamaları için)
çapına bağlı olarak RPM'yi (veya yüzey kesme hızını) hesaplamak için
kullanılır. Bkz: Fig. I.36. Bu Şekilde gösterilen değerler yalnızca
örnektir. Her aletin mil hızı aralıklarını doğrulamak için, alet üreticisinin
kitabına bakın.
U HESAPMAK tuşuna basın.
U RPM HESAPLAYICI formunu açmak için RPM ekran tuşuna basın.
U RPM hesaplayıcı alet çağına gerek duyar. Çap değeri girmek için
sayı mekanik tuşlarını kullanın. Çap değeri geçerli alet çapı için
varsayılan olur. Bu güç açıp kapatma çevriminde girilen en son
değer yoksa, varsayılan değer 0 olur.
U Yüzey hızı değeri gerekirse, değeri girmek için sayı mekanik
tuşlarını kullanın. Yüzey hızı değeri girildiğinde, ilgili RPM değeri
hesaplanır.
YÜZEY HIZI alanındayken, çevrimiçi yardımı açmak için bir ekran tuşu
vardır. İşlenen malzemeyle ilgili önerilen yüzey hızları aralığını görmek
için tabloya başvurulabilir.
U Birimlerin inç veya milimetre olarak görünmesi için BİRİMLER ekran
tuşuna basın.
U RPM HESAPLAYICI formu, C tuşuna basılarak kapatılır.
Fig. I.36 RPM Hesap Makinesi formu
I – 3 Frezeye Özgü Operasyonlar
ND 522/523 45
Page 46

Dairesel ve Doğrusal Modeller (Freze)
Bu bölümde Dairesel ve Doğrusal modeller için delik modeli işlevleri
açıklanmıştır.
İstediğiniz delik modeli işlevini seçmek için DAIRE MODELI veya
DOĞRUSAL MODEL mekanik tuşlarına basın. Bu veriler genellikle iş
parçası çiziminden alınabilir (örneğin, delik derinliği, delik sayısı v.b.).
Delik modellerinde, ND 522 tüm deliklerin konumlarını hesaplar ve
modeli grafik olarak ekranda gösterir.
Grafik Görüntüle özelliği, işlemeye başlamadan önce delik modelinin
doğrulanmasına olanak sağlar. Ayrıca şu durumlarda faydalıdır:
Doğrudan delikleri seçerken, delikleri ayrı olarak uygularken ve delik
atlarken.
Freze modelleriyle ilgili işlevler
İşlev Ekran tuşu
Geçerli modelin düzenini görme için buna
basın.
Önceki deliğe gitmek için basın.
I – 3 Frezeye Özgü Operasyonlar
Sonraki deliğe manuel olarak ilerlemek için
basın.
Mevcut konumu kullanmak için buna basın.
Delmeyi sona erdirmek için basın.
Dairesel Model
Gerekli bilgiler:
Model türü (tam veya segment)
Delikler (sayısı)
Merkez (model yüzeyindeki daire modeli merkezi)
Yarıçap (daire modelinin yarıçapını tanımlar)
Başla
Adım açısı (isteğe bağlı: bu yalnızca daire
Derinlik (alet ekseninde delme için hedef derinlik)
ND 522/523 deliklerin koordinatlarını hesaplar ve siz de sıfır değerini
görüntüleyecek şekilde iki yöne hareket ettirerek bu koordinatlara
geçersiniz.
ngıç açısı (modeldeki 1nci delik açısı) - Başlangıç açısı sıfır açı
referans ekseni ve ilk delik arası başlangıç açısıdır ( eklenen bilgiler
için bkz: 14. sayfada ''Sıfır Açılı Referans Eksenleri'').
segmenti oluşturulursa uygulanır.) - Adım açısı delikler arasındaki
açıdır.
46 I İşletim Yönergeleri
Page 47

Örnek: Veri girme ve dairesel model uygulama. (Bkz: Fig. I.37, Fig.
I.38 & Fig. I.39.)
Delikler (no.): 4
Merkez koordinatları: X = 10 mm / Y = 15 mm
Cıvata daire yarıçapı: 5 mm
Başlangıç açısı: (X ekseni ve 1. delik arasındaki açı): 25°
Delik derinliği: Z = -5mm
1. adım: Veri girin
DAİRE MODELİ mekanik tuşuna basın.
MODEL TÜRÜ
Daire modelinin türünü (tam) girin. Sonraki alana
geçin.
DELIKLER
Delik sayısını (4) girin.
DAIRE MERKEZİ
Daire merkezinin X ve Y koordinatlarını girin
Örnek: (X = 10), (Y = 15) veya koordinatı geçerli
konuma ayarlamak için NOT tuşuna basın. Sonraki
alana geçin.
YARIÇAP
Daire modelinin yarıçapını (5) girin.
BAŞLANGIÇ AÇISI
Başlangıç açısını (25°) girin.
Fig. I.37 Dairesel Model formunun başlangıcı
I – 3 Frezeye Özgü Operasyonlar
Fig. I.38 Dairesel Model Formunun 2. sayfası
ADIM AÇISI
Adım açısını (90°) girin (bu yalnızca, “segment”
giriliyorsa değiştirilebilir).
Fig. I.39 Dairesel Model Grafik Görünümü
ND 522/523 47
Page 48

DERINLIK
Gerektiğinde derinliği girin. Delik derinliği isteğe
bağlıdır ve boş bırakılabilir.
ENTER tuşuna basın.
GÖRÜNÜM ekran tuşuna basıldığında üç model
görünümü (Grafik, DTG ve Mutlak) arasında geçiş
yapılır.
2. adım: Matkap
Deliğe gidin:
Görüntülenen değer sıfır oluncaya kadar X ve Y
eksenlerini her iki yönde hareket ettirin.
Delme:
I – 3 Frezeye Özgü Operasyonlar
Alet ekseninde sıfır değerini görüntüleyecek şekilde
iki yönde hareket ettirin.
Delme sonrasında, matkabı alet ekseninde geri
çekin.
SONRAKİ DELİK ekran tuşuna basın.
Kalan delikleri de aynı şekilde delmeye devam edin.
Model tamamlandığında, SON ekran tuşuna basın.
48 I İşletim Yönergeleri
Page 49

Doğrusal Model
Gerekli bilgiler:
Doğrusal model türü (dizi veya çerçeve)
İlk delik (modelin 1. deliği)
Dize başına delik (modelin her dizesindeki delik sayısı)
Delik boşluğu (dizedeki her delik arasında bulunan boşluk veya
ofset)
Açı (modelin açısı veya döndürmesi)
Derinlik (alet ekseninde delme için hedef derinlik)
Dize sayısı (modeldeki dize sayısı)
Dize boşluğu (modelin her dizesi arasındaki boşluk)
I – 3 Frezeye Özgü Operasyonlar
ND 522/523 49
Page 50

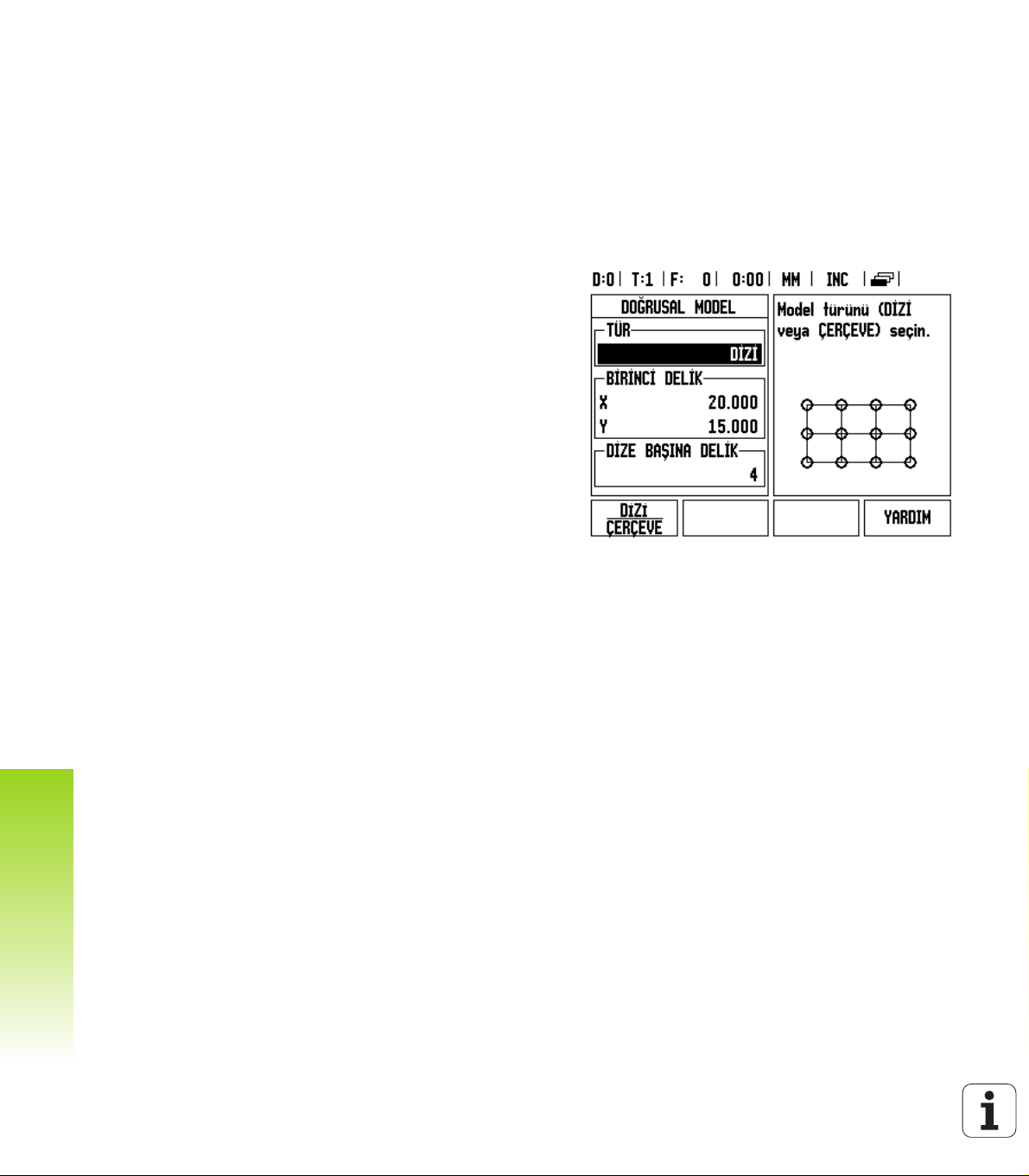
Örnek: Veri girme ve doğrusal model uygulama. (Bkz: Fig. I.40,
Fig. I.41 & Fig. I.42).
Model türü: Dizi
Deliğin birinci X koordinatı: X = 20 mm
Deliğin birinci Y koordinatı: Y = 15 mm
Dize başına delik sayısı: 4
Delik aralığı: 10 mm
Eğim açısı: 18°
Delik derinliği: -2
Dize sayısı: 3
Dize aralığı: 12 mm
1. adım: Veri girin
DOĞRUSAL MODEL mekanik tuşuna basın.
Fig. I.40 Doğrusal Model Örneği
I – 3 Frezeye Özgü Operasyonlar
MODEL TÜRÜ
Model türünü (Dizi) girin. Sonraki alana geçin.
ILK DELIK X VE Y
X ve Y koordinatlarını (X = 20), (Y = 15) girin. Sonraki
alana geçin.
DIZE BAŞINA DELIK
Dize (4) başına delik sayısını girin.İmleci sonraki
alana getirin.
DELIK ARALIĞI
Delik aralığını (10) girin.
AÇI
Eğim açısını (18°) girin.
Fig. I.41 Doğrusal Model Formu
Fig. I.42 Doğrusal Model Grafik Görünümü
50 I İşletim Yönergeleri
Page 51

DERINLIK
DIZE SAYISI
DIZE ARALIĞI
Gerektiğinde derinliği (-2) girin. Delik derinliği isteğe
bağlıdır ve boş bırakılabilir.
Dize sayısını (3) girin.
Dizeler arasındaki aralığı girin,
ENTER tuşuna basın.
Grafiği görmek için GÖRÜNÜM ekran tuşuna basma.
2. adım: Matkap
I – 3 Frezeye Özgü Operasyonlar
Deliğe gidin:
Görüntülenen değer sıfır oluncaya kadar X ve Y
eksenlerini her iki yönde hareket ettirin.
Delme:
Alet ekseninde sıfır değerini görüntüleyecek şekilde
iki yönde hareket ettirin.
Delme sonrasında, matkabı alet ekseninde geri
çekin.
SONRAKİ DELİK ekran tuşuna basın.
Kalan delikleri de aynı şekilde delmeye devam edin.
Model tamamlandığında, SON ekran tuşuna basın.
ND 522/523 51
Page 52

Eğim ve Kavisli Frezeleme
Bu bölüm, eğim ve kavisli frezeleme özellikleri için işlevleri
açıklamaktadır.
EĞIMLI FREZELEME mekanik tuşuna veya KAVISLI FREZELEME
mekanik tuşuna basılarak ilgili Giriş Formu açılır. Bu özellikler elle
kullanılan bir makine yardımıyla düz bir yüzeyi (eğimli frezeleme) veya
yuvarlak yüzeyi (kavisli frezeleme) çaprazlamasına işleme yöntemleri
sağlar.
Eğimli ve Kavisli Frezeleme için İşlevler.
İşlev Ekran tuşu
Yüzeyi seçmek için buna basın.
Mevcut konumu kullanmak için buna basın.
Önceki adıma dönmek için basın.
I – 3 Frezeye Özgü Operasyonlar
Sonraki adıma ilerlemek için basın.
Eğimli Frezeleme
Giriş Formu: Bkz: Fig. I.43 ve Fig. I.44.
EĞIMLI FREZELEME formu düz yüzeyin frezeleme işlemine tabi
tutulacağını belirtmek için kullanılır. Formu açmak için EĞİMLİ
FREZELEME mekanik tuşuna basın
Yüzey - YÜZEY ekran tuşuna basarak yüzeyi seçin. Geçerli seçim,
ekran tuşunda ve yüzey alanında gösterilmiştir. Mesaj kutusundaki
grafik doğru yüzeyin seçilmesine yardım eder.
Başla
Bitiş Noktası: Bitiş noktasının koordinatlarını girin veya koordinatı
Adım: Adım boyutunu girin. Bu, frezeleme sırasında her bir geçiş
Yüzey frezeleme işlemini gerçekleştirmek için ENTER tuşuna basın.
Uygulama yapmadan formdan çıkmak için C tuşuna basın. Güç
kapatılana kadar ayarlar korunur.
ngıç Noktası: Başlangıç noktasının koordinatlarını girin veya
koordinatı geçerli konuma ayarlamak için NOT tuşuna basın.
geçerli konuma ayarlamak için NOT tuşuna basın.
veya hat üzerindeki her bir adım arasındaki mesafedir.
Adım boyutu isteğe bağlıdır. Değer sıfırsa, operatör
çalışma sırasında her bir adım arasındaki mesafenin ne
olacağına karar verir.
52 I İşletim Yönergeleri
Page 53

Uygulama
Eğimli frezeleme formunu açmak suretiyle veya ENTER tuşuna
basarak frezeleme işlemini yürütün. Ekran artımlı DRO görünümüne
geçer.
DRO ilk olarak başlangıç noktasından geçerli artımlı hareket
mesafesini gösterir. Başlangıç noktasına gidin ve bir derin kesik atın
ya da yüzeyde ilk geçişi yapın. Kontur boyunca bir sonraki adıma
geçmek için sonraki adım ekran tuşuna basın.
SONRAKI GEÇIŞ tuşuna bastıktan sonra artımlı ekran, çizginin
konturu boyunca bir sonraki adıma kadar olan mesafeyi gösterir.
Adım boyutu belirtilmediyse artımlı ekran hat üzerindeki en yakın
noktaya olan mesafeyi gösterir. Konturu izlemek için (X, Y)
konumlarını mümkün olduğunca 0 değerine yakın tutarak küçük
adımlarla iki ekseni hareket ettirin.
Yüzey frezeleme sırasında üç görünüm kullanılabilir: Artımlı DRO,
kon
tur ve mutlak DRO Ekranlar arasında geçiş yapmak için
GÖRÜNÜM ekran tuşuna basın.
Kontur görünümü aletin frezeleme yapılan yüzeye göre konumunu
gösterir. Aleti temsil eden artı işareti yüzeyi temsil eden çizginin
üzerindeyse alet doğru konumda demektir. Aleti gösteren artı işareti
grafiğin merkezinde sabit durur. Tablo hareket ettirilirse yüzey çizgisi
de hareket eder.
Frezeleme işleminden çıkmak için SON ekran tuşuna basın.
Alet yarıçapı telafi özelliği geçerli aletin yarıçapı temel
alınarak uygulanır. Yüzey seçimi alet eksenini de
kapsarsa, aletin ucunun bilye uçlu olduğu varsayılır.
I – 3 Frezeye Özgü Operasyonlar
Aletin ofset yönü (R+ veya R-) aletin konumunu temel
alınarak belirlenir. Alet telafisinin doğru olması için
operatörün kontur yüzeyine doğru açıdan yaklaşması
gerekir.
ND 522/523 53
Page 54

Örnek: Formu açmak için Eğimli Frezeleme mekanik tuşuna
basın: (Bkz: Fig. I.43).
Yüzey: XY (3 seçim mevcuttur- XY, YZ ve XZ) Uygun düzlemi seçin.
Başlangıç Noktası: Veri girin veya NOT ekran tuşuna basın
1. adım: Veri girin
Frezeleme yüzeyini seçmek için YÜZEY ekran tuşuna
basın.
AŞAĞI OK mekanik tuşuna basın.
BAŞLANGIÇ NOKTASI
Birinci eksen başlangıç noktasının koordinatlarını
girin veya koordinatı geçerli konumuna ayarlamak için
NOT tuşuna basın.
AŞAĞI OK mekanik tuşuna basın.
İkinci eksen başlangıç noktasının koordinatlarını
girin veya koordinatı geçerli konumuna ayarlamak için
I – 3 Frezeye Özgü Operasyonlar
NOT tuşuna basın.
SONRAKI VERI GIRIŞI
AŞAĞI OK mekanik tuşuna basın.
Fig. I.43 Giriş Formu: Yüzey
BITIŞ NOKTASI
Birinci eksen bitiş noktasının koordinatlarını girin
veya koordinatı geçerli konumuna ayarlamak için
NOT tuşuna basın.
OK mekanik tuşuna basın.
AŞAĞI
Fig. I.44 Giriş Formu: Bitiş Noktası
İkinci eksen bitiş noktasının koordinatlarını girin
veya koordinatı geçerli konumuna ayarlamak için
NOT tuşuna basın.
SONRAKI VERI GIRIŞI
AŞAĞI OK mekanik tuşuna basın.
ADIM BOYUTU
Adım boyutunu girin. Adım boyutu isteğe bağlıdır.
Değer sıfırsa, operatör çalışma sırasında her bir geçiş
arasındaki mesafenin ne olacağına karar verir.
programı çalıştırmak için ENTER'a basın veya çıkmak
için BITIŞ ekran tuşuna basın.
54 I İşletim Yönergeleri
Page 55

Kavisli Frezeleme
Giriş Formu: Bkz: Fig. I.45, Fig. I.46 ve Fig. I.47
Kavisli Frezeleme formu kıvrımlı yüzeyin frezeleme işlemine tabi
tutulacağını belirtmek için kullanılır. Formu açmak için KAVİSLİ
FREZELEME mekanik tuşuna basın.
Yüzey Seçimi: YÜZEY ekran tuşuna basarak yüzeyi seçin. Geçerli
seçim, ekran tuşunda ve yüzey alanında gösterilmiştir. Mesaj
kutusundaki grafik doğru yüzeyin seçilmesine yardım eder.
Merkez Noktası: Kavisin merkez noktasının koordinatlarını girin.
Başlangıç Noktası: Başlangıç noktasının koordinatlarını girin.
Bitiş Noktası: Bitiş noktasının koordinatlarını gi
Adım: Adım boyutunu girin. Bu, frezeleme yapıldığında kavisin
konturu boyunca her bir geçiş veya adım arasında yayın çevresi
boyunca olan mesafedir.
Adım boyutu isteğe bağlıdır. Değer sıfırsa, operatör
çalışma sırasında her bir adım arasındaki mesafenin ne
olacağına karar verir.
Frezeleme işlemini yürütmek için ENTER veya ÇALIŞTIR'a basın.
Uygulama yapmadan formdan çıkmak için c tuşuna basın. Güç
kapatılana kadar ayarlar korunur.
Uygulama
Giriş formunu açıp ÇALIŞTIR yazılım tuşu veya ENTER tuşuna
basarak frezeleme işlemini gerçekleştirin. Ekran artımlı DRO
görünümüne geçer.
DRO ilk olarak başlangıç noktasına olan geçerli artımlı mesafeyi
gösterir. Başlangıç noktasına gidin ve bir derin kesik atın ya da
yüzeyde ilk geçişi yapın. Kontur boyunca bir sonraki adıma geçmek
içi
n SONRAKI ADIM ekran tuşuna basın.
SONRAKI GEÇIŞ tuşuna bastıktan sonra artımlı ekran, kavisin
konturu boyunca bir sonraki adıma kadar olan mesafeyi gösterir.
Adım boyutu belirtilmediyse artımlı ekran kavis üzerindeki en yakın
noktaya olan mesafeyi gösterir. Konturu izlemek için (X, Y)
konumlarını mümkün olduğunca 0 değerine yakın tutarak küçük
adımlarla iki ekseni hareket ettirin.
Yüzey frezeleme sırasında üç görünüm kullanılabilir: Artımlı DRO,
kontur ve mutlak DRO Ekranlar arasında geçiş yapmak için
GÖRÜNÜM ekran tuşuna basın.
rin.
I – 3 Frezeye Özgü Operasyonlar
ND 522/523 55
Page 56

Kontur görünümü aletin frezeleme yapılan yüzeye göre konumunu
gösterir. Aleti temsil eden artı işareti yüzeyi temsil eden çizginin
üzerindeyse alet doğru konumda demektir. Aleti gösteren artı işareti
grafiğin merkezinde sabit durur. Tablo hareket ettirilirse yüzey çizgisi
de hareket eder.
Frezeleme işleminden çıkmak için SON ekran tuşuna basın.
Alet yarıçapı telafi özelliği geçerli aletin yarıçapı temel
alınarak uygulanır. Yüzey seçimi alet eksenini de
kapsarsa, aletin ucunun bilye uçlu olduğu varsayılır.
Aletin ofset yönü (R+ veya R-) aletin konumunu temel
alınarak belirlenir. Alet telafisinin doğru olması için
operatörün kontur yüzeyine doğru açıdan yaklaşması
gerekir.
I – 3 Frezeye Özgü Operasyonlar
56 I İşletim Yönergeleri
Page 57

Örnek: Giriş Formunu açmak için Kavisli Frezeleme mekanik
tuşuna basın: (Bkz: Fig. I.45, (Fig. I.46) ve (Fig. I.47).
Yüzey: XY (3 seçim mevcuttur- XY, YZ ve XZ) Uygun düzlemi seçin.
Merkez Noktası: Veri girin veya Not ekran tuşuna basın
1. adım: Veri girin
Frezeleme yüzeyini seçmek için YÜZEY ekran tuşuna
basın.
AŞAĞI OK mekanik tuşuna basın.
MERKEZ NOKTASI
Merkez noktasının koordinatlarını girin veya
koordinatı geçerli konuma ayarlamak için NOT tuşuna
basın.
AŞAĞI OK mekanik tuşuna basın.
SONRAKI VERI GIRIŞI
AŞAĞI OK mekanik tuşuna basın.
BAŞLANGIÇ VE BITIŞ NOKTASI
Eksen başlangıç noktasının XY koordinatlarını girin
veya koordinatı geçerli konumuna ayarlamak için
NOT tuşuna basın. Eksen bitiş noktasının
koordinatlarını girin veya NOT tuşuna basın.
AŞAĞI OK mekanik tuşuna basın.
SONRAKI VERI GIRIŞI
AŞAĞI OK mekanik tuşuna basın.
ADIM BOYUTU
Adım boyutunu girin. Adım boyutu isteğe bağlıdır.
Değer sıfırsa, operatör çalışma sırasında her bir geçiş
arasındaki mesafenin ne olacağına karar verir.
programı çalıştırmak için ENTER'a basın veya çıkmak
için BITIŞ ekran tuşuna basın.
Fig. I.45 Giriş Formu: Kavis
I – 3 Frezeye Özgü Operasyonlar
Fig. I.46 Giriş Formu: Başlangıç Noktası
Fig. I.47 Giriş Formu: Bitiş Noktası
ND 522/523 57
Page 58

I – 4 Tornaya Özgü Operasyonlar
Ø
Bu bölümde, yalnızca torna uygulamalarına özgü olan operasyonlar ve
tuş işlevleri anlatılmaktadır. ND 522/523 Freze ya da Torna için
yapılandırılsa da aynı olan tuş işlevleri Sayfa 17'de başlayarak
detaylandırılır.
Ayrıntılı Tuş İşlevleri
Tornaya Özgü Ekran Simgeleri
İşlev Ekran Simgesi
Bu, gösterilen değerin çap değeri olduğunu
belirtmek için kullanılır. Görünen simge yoksa,
ekrandaki değer yarıçap değeridir.
Alet Mekanik Tuşu
ND 522/523 en çok 16 aletin boyut ofsetini depolayabilir. Bir iş
parçasını değiştirir ve yeni bir veri oluşturursanız, tüm aletler için
otomatik olarak yeni veri referans alınır.
Bir aleti kullanabilmeniz için, önce ofsetini (kesme kenarı konumunu)
I – 4 Tornaya Özgü Operasyonlar
girmeniz gerekir. Alet ofsetleri, ALET/AYAR veya NOT/AYAR
özellikleri kullanılarak ayarlanabilir.
Aletlerinizi alet ön ayarlayıcıyla ölçtüyseniz, ofsetler doğrudan
girilebilir. Bkz: Fig. I.48.
Alet Tablosu menüsüne erişmek için:
ALET mekanik tuşuna basın.
İmleç varsayılan olarak ALET TABLOSU alanına
gider.
ALET TABLOSU
Tanımlamak istediğiniz alete gidin. ENTER tuşuna
basın.
Fig. I.48 Tornadaki alet tablosu
58 I İşletim Yönergeleri
Page 59

Alet Tablosu Kullanımı
Örnek: Ofsetleri alet tablosuna girme
ALET/AYAR'ı kullanarak alet ofsetlerini ayarlama
ALET/AYAR operasyonu, iş parçasının çapı biliniyorsa, bir alet
kullanarak aletin ofsetini ayarlamak için kullanılabilir. Bkz: Fig. I.49
X ekseninde bilinen çapa dokunun.
ALETmekanik tuşuna basın. İstediğiniz alete gidin.
ENTER tuşuna basın.
Eksen (X) tuşunu seçin.
Alet ucunun konumunu girin, örneğin, X=Ø 20 mm.
Çap değerini girmek isterseniz, ND 522/523'ün çap
görüntüleme modunda (Ø) olmasına dikkat edin.
I – 4 Tornaya Özgü Operasyonlar
Fig. I.49
İş parçasının yüzeyine aletle dokunun.
Z eksenine gidin.
Alet ucu için konum görüntüleme ayarını sıfıra getirin,
Z=0. ENTER'a basın.
ND 522/523 59
Page 60

NOT/AYAR İşleviyle Alet Ofsetini Ayarlama
NOT/AYAR işlevi, bir alet yük altındaysa ve iş parçasının çapı
biliniyorsa, aletin ofsetini ayarlamak için kullanılabilir. Bkz: Fig. I.50.
NOT/AYAR işlevi, iş parçasına dokunarak alet verileri saptanırken
yararlı olur. Alet iş parçasını ölçmek üzere geri çekildiğinde konum
değerinin kaybolmaması için, NOT tuşuna basılarak bu değer
saklanabilir.
NOT/AYAR işlevini kullanmak için:
ALETmekanik tuşuna basın. İstediğiniz aleti seçip
ENTER tuşuna basın.
X eksen tuşunu seçin.
Çapı X ekseninde döndürün.
Fig. I.50 Alet Ofsetini Ayarlama
I – 4 Tornaya Özgü Operasyonlar
basın.
Geçerli konumdan geri çekin.
Mili boşa çevirin ve iş parçasının çapını ölçün.
Örneğin, ölçülen çapı veya yarıçapı 15 mm girip
ENTER tuşuna basın.
Çap değerini girmek isterseniz, ND 522/523'ün çap
görüntüleme modunda (Ø) olmasına dikkat edin.
Alet kesmeye devam ederken NOT ekran tuşuna
Fig. I.51 ALET/AYAR Formu
60 I İşletim Yönergeleri
Page 61

Veri Mekanik tuşu
Temel bilgiler için Bkz: 35. sayfada ''Veri Mekanik tuşu''. Veri ayarları,
eksen konumlarıyla ekran değerleri arasındaki ilişkileri tanımlar. Çoğu
torna operasyonu için, aynanın merkezi olmak üzere yalnızca bir X
ekseni verisi vardır, Z ekseni için de ek veri tanımlamak yararlı olur.
Tablo en çok 10 veri noktası depolayabilir. Veri noktaları ayarlamanın
en kolay yolu, bir iş parçasını bilinen bir çapa veya konuma
dokundurmak ve bu boyutu ekranda görüntülenecek değer olarak
girmektir.
Örnek: İş parçası verisi ayarlama Bkz: Fig. I.52 & Fig. I.53.
Bu örnekteki eksen sırası: X - Z
Hazırlık:
İş parçasına dokunmak için kullandığınız aleti seçerek, alet verilerini
çağırın.
VERİ mekanik tuşuna basın.
İmleç VERİ NUMARASI alanına gider.
Veri numarasını girin ve X EKSENİ alanına gitmek için
AŞAĞI OK tuşuna basın.
İş parçasına 1 noktasından dokunun.
I – 4 Tornaya Özgü Operasyonlar
Fig. I.52 İş parçası verisi ayarlama
Fig. I.53
ND 522/523 61
Page 62

X VERI AYARI
Bu noktada iş parçasının çapını girin.
Çap değerini girmek isterseniz, ND 522/523'ün çap
görüntüleme modunda (Ø) olmasına dikkat edin.
Z eksenine ilerlemek için AŞAĞI OK tuşuna basın.
İş parçasının yüzeyine 2 noktasından dokunun.
Z VERI AYARI
Alet ucunun veri Z-koordinatı için konumunu
(Z= 0 mm) girin.
ENTER tuşuna basın.
I – 4 Tornaya Özgü Operasyonlar
62 I İşletim Yönergeleri
Page 63

NOT/AYAR İşleviyle Verileri Ayarlama
NOT/AYAR işlevi, bir alet yük altındaysa ve iş parçasının çapı
biliniyorsa, veri ayarlamada yararlı olur. Bkz: Fig. I.54 & Fig. I.55
NOT/AYAR işlevini kullanmak için:
VERİ mekanik tuşuna basın.
İmleç VERİ NUMARASI alanına gider.
Veri numarasını girin ve X EKSENİ alanına gitmek için
AŞAĞI OK tuşuna basın.
Çapı X ekseninde döndürün.
Alet kesmeye devam ederken NOT ekran tuşuna
basın.
Fig. I.54
Geçerli konumdan geri çekin.
Mili boşa çevirin ve iş parçasının çapını ölçün.
Örneğin, ölçülen çapı 15 mm girip ENTER tuşuna
basın.
Çap değerini girmek isterseniz, ND 522/523'ün çap
görüntüleme modunda (Ø) olmasına dikkat edin.
I – 4 Tornaya Özgü Operasyonlar
Fig. I.55 NOT/AYAR ile Veri Ayarlama
ND 522/523 63
Page 64

Koniklik Hesaplayıcı Mekanik Tuşu
Koniklikleri ya baskıdan ebatları girerek ya da konik iş parçasını bir alet
veya göstergeyle dokunarak hesaplayabilirsiniz.
Koniklik açısını hesaplamak için koniklik hesaplayıcıyı kullanın. Bkz:
Fig. I.56 ve Fig. I.57.
Değerleri girin:
Koniklik oranı için, hesaplama gerekli:
Koniklik yarıçapını değiştirin
Koniklik uzunluğu
Koniklik hesaplamaları için hem çaplar (D1, D2) hem de uzunluk
gereklidir:
Başlangıç çapı
Bitiş çapı
Koniklik uzunluğu
HESAPMAK mekanik tuşuna basın.
Fig. I.56 Koniklik Hesaplayıcı formu - Çap 1
I – 4 Tornaya Özgü Operasyonlar
D1/D2 UZUNLUĞU
KONIKLIK ORANI
Ekran tuşu seçiminin değişerek artık koniklik
hesaplayıcı işlevlerini de içerdiğini görürsünüz.
İki çapı ve arasındaki uzunluğu kullanarak koniklik
açısını hesaplamak için KONİKLİK'E BASIN:
D1/D2/L ekran tuşları.
Birinci koniklik noktası, ÇAP 1, sayı tuşlarıyla bir nokta
girip ENTER tuşuna basın ya da aleti bir noktaya
dokundurup NOT tuşuna basın.
Bu işlemi ÇAP 2 alanı için de yineleyin.
NOT tuşu kullanıldığında, koniklik açısı otomatik
olarak hesaplanır.
Veriler sayısal olarak girildiğinde, verileri UZUNLUK
alanına girip ENTER tuşuna basın. AÇI alanında
koniklik açısı görünür
Açıları, çap değişikliğinin uzunluğa oranını kullanarak
hesaplamak için, KONİKLİK: ORAN ekran tuşuna
basın.
Sayı tuşlarını kullanarak GİRİŞ 1 ve GİRİŞ 2
alanlarına veri girin. Her seçimden sonra ENTER
tuşuna basın.
Hesaplanan oran ve açı ilgili alanlarda görüntülenir.
Fig. I.57 Koniklik Hesaplayıcı formu - Çap 2
64 I İşletim Yönergeleri
Page 65

Önayar yapma
Önayar fonksiyonu bu kılavuzun önceki sayfalarında açıklanmaktadır
(Bkz: 39. sayfada ''Önayar yapma''). Bu sayfalardaki açıklama ve
örnekler freze uygulamasıyla ilgilidir. Bu açıklamaların temeli, iki
istisna dışında torna için de aynıdır; Alet Çapı Ofsetleri (R+/-) ve
Yarıçap vb. Çap girişleri.
Alet çapı ofsetlerinin torna aletlerinde uygulaması yoktur, bu nedenle,
torna önayarları yapılırken bu işlevler kullanılamaz.
Torna yaparken, giriş değerleri yarıçap veya çap değerleri olabilir.
Önayar için gireceğiniz birimlerin, ekranda kullanılmakta olan durum
için uygun olmasına dikkat etmek önemlidir. Çap değerleri Ø
simgesiyle gösterilir. Ekranın durumu R
değiştirilebilir.
R
(Yarıçap/Çap) Ekran Tuşu
X
Torna parçalarının çizimlerinde genellikle çap değerleri verilir.
ND 522/523 sizin için yarıçap veya çap görüntüleyebilir. Çap
görüntüleniyorsa, konum değerinin yanında çap simgesi (Ø) görünür.
Bkz: Fig. I.58.
Örnek: Yarıçap görüntüleme, konum 1 X = 20 mm
Çap görüntüleme, konum 1 X = Ø 40 mm
Yarıçap görüntüleme ve çap görüntüleme arasında
geçiş yapmak için RX ekran tuşuna basın.
ekran tuşuyla (aşağıya bakın)
X
I – 4 Tornaya Özgü Operasyonlar
Fig. I.58 Yarıçap/çap görüntülemesi yapılan iş
ND 522/523 65
parçası
Page 66

Vektör Belirleme Mekanik Tuşu
Vektör belirleme, bütün ekseninin hareketini çapraz beslemeli veya
boylam eksenlerine böler. Bkz: Fig. I.59. Örneğin, diş açıyorsanız,
vektör belirleme, kesme aletini bütün ekseni el çarkıyla çeviriyor
olsanız da, dişin çapını X ekseni görünümünde görmenize olanak
sağlar. Vektör belirleme etkin olduğunda, X ekseninde istediğiniz
yarıçapa veya çapa önayarlama yaparak, “sıfıra işleyebilirsiniz”.
Vektör belirleme kullanılırken, üst kızak (bütün) ekseni
kodlayıcının alt ekran eksenine atanması gerekir. Eksen
hareketinin çapraz besleme bileşeni böylece üst ekran
ekseninde görünür. Eksen hareketinin boylam bileşeni
böylece orta ekran ekseninde görünür.
VEKTÖR BELIRLEME mekanik tuşuna basın.
Vektör belirleme özelliğini etkinleştirmek için AÇIK ekran tuşuna basın.
Aşağı ok ile Açı alanına geçerek, boylam kızağı ile üst kızak arasında
0° olarak açıyı girin; bu, üst kızağın boylam kızağına paralel hareket
ettiğini gösterir. ENTER tuşuna basın.
I – 4 Tornaya Özgü Operasyonlar
ig. I.59 Vektör Belirleme
F
66 I İşletim Yönergeleri
Page 67

Z Kuplajı (yalnızca torna uygulamaları)
ND 522/523 Torna uygulaması, 3 eksenli sistemde Z0 ve Z ekseni
konumunu kuplajlama için hızlı bir yöntem sağlar. Ekran, Z ya da Z
ekranlarında kuplajlanabilir. Bkz: Fig. I.60.
Z Kuplajını Etkinleştirme
ve Z eksenini kuplajlayarak sonucun Z0 ekranında gösterilmesini
Z
0
sağlamak için Z
tuşuna yaklaşık olarak 2 saniye basın. Z0 ekranında
0
Z konumlarının toplamı gösterilir ve Z ekranı boşaltılır. Bkz: Fig. I.61.
ve Z eksenini kuplajlayarak sonucun Z ekranında gösterilmesini
Z
0
sağlamak için Z tuşuna yaklaşık olarak 2 saniye basın. Z ekranında Z
konumlarının toplamı gösterilir ve Z
ekranı boşaltılır. Kuplaj, güç
0
çevrimleri arasında korunur.
ya da Z ölçek girişleri hareket ettirildiğinde kuplajlı Z konumu
Z
0
güncellenir.
Konum kuplajlandığında, önceki verileri çağırmak için her iki
kodlayıcının referans işaretleri bulunmalıdır.
0
Fig. I.60 Normal Ekran formu
I – 4 Tornaya Özgü Operasyonlar
Z Kuplajını devre dışı bırakma
Z Kuplajını devre dışı bırakmak için boş olan ekranın eksen tuşuna
basın. Tek tek Z
ve Z ekran konumları geri yüklenir.
0
Fig. I.61 Z Kuplajını Etkinleştirme
ND 522/523 67
Page 68

Page 69

Teknik Bilgiler
Page 70

II – 1 Kurulum ve Elektrik Bağlantısı
Desteklenen Birimler
ND 522/523 Ekran Birimi
Güç konektörü
Hızlı Başvuru Kılavuzu
Eğim / Döndürme Montajı
Aksesuarlar
Montaj tabanı
Çeşitli Montaj Kolu montajları
ND 522/523 Ekran Birimi
Monte Yeri
Normal operasyon sırasında kolayca ulaşılabilecek iyi havalandı rılan
bir alana yerleştirin.
Kurulum
II – 1 Kurulum ve Elektrik Bağlantısı
Bir kilitleme kolu, ND 522/523'ü aşağıdan montaj koluna bağlamak için
kullanılır. DRO montaj grubu döndürme / eğim Kitiyle eksiksiz olarak
gelir: Bkz: 88. sayfada ''ND 522/523 Kol Kimlik. No. 618025-01''.
Elektrik bağlantısı
Bu birimde bakım yapılabilecek öğeler yoktur. Onun için,
ND 522/523 hiçbir zaman açılmamalıdır.
Güç kablosunun uzunluğu 3 metreyi aşmamalıdır.
Koruyucu topraklamayı birimin arkasında bulunan
koruyucu iletken terminale bağlayın. Bu bağlantı hiçbir
zaman kesilmemelidir.
Birim çalışırken hiçbir bağlantıyı takıp çıkarmayın. İç
bileşenlerde hasara neden olabilir.
Yalnızca orijinal yedek sigortaları kullanın.
70 II Teknik Bilgiler
Page 71

Elektrik gereksinimleri
Voltaj 100 - 240 Vac
Güç 25 VA maks.
Frekans 50/60 Hz
Sigorta 500 mA/250 Vac, 5 mm x 20 mm, Slo-Blo (hat ve nötr
Ortam
Koruma (EN 60529) IP 40 arka panel
IP 54 ön panel
İşletim sıcaklığı 0° - 45°C (32° - 113°F)
Depolama sıcaklığı -20° - 70°C (-4° - 158°F)
Mekanik ağırlık 2,6 kg (5,8 lb.)
sigortalı)
Güç konektörü bağlantısı (bkz: Fig. II.1)
Canlı uçlar: L ve N
Toprak:
Minimum güç bağlantı kablosu çapı: 0.75 mm
Koruyucu topraklama (toprak)
Arka paneldeki koruyucu toprak terminalin makine toprağı
yıldız noktasına bağlanması gerekir. Minimum
bağlantı kablosu kesiti: 6 mm2, bkz: Fig. II.2.
Koruyucu bakım
Özel koruyucu bakım gerekmez. Temizlik için, havsız kuru bir bezle
hafifçe silin.
2
.
Fig. II.1 Güç konektörü
II – 1 Kurulum ve Elektrik Bağlantısı
Fig. II.2 Arka panelde bulunan koruyucu toprak
terminali.
ND 522/523 71
Page 72

Kodlayıcıları Bağlama
1
5
9
6
ND 522/523, dijital TTL seviye sinyalleri sağlayan HEIDENHAIN
doğrusal ve dönel kodlayıcılarıyla kullanılabilir.
Bağlantı kablosu 30 m (100 ft.) uzunluğu aşmamalıdır.
Birim çalışırken hiçbir bağlantıyı takıp çıkarmayın.
Kodlayıcı girişlerinin pin düzeni.
D-sub konektör
Sinyal
9-pin
1N/C
2U
a1
3
4 U
a2
5 £
60 V (U
7+ V (U
II – 1 Kurulum ve Elektrik Bağlantısı
)
n
)
P
8 §
9U
a0
Operatör herhangi bir kodlayıcı girişini herhangi bir eksene gidecek
şekilde ayarlayabilir.
Varsayılan yapılandırma:
Kodlayıcı girişi Freze Tor na
X1 X X
X2 Y Z
0
X3 Z Z
Fig. II.3 ND 522/523'nın arka tarafındaki kodlayıcı
sinyali çıkışı için 9 pinli başlık X1 - X3 fişi pin
çıkışları.
Fig. II.4 ND 522/523'nın arka tarafındaki kodlayıcı
girişleri.
72 II Teknik Bilgiler
Page 73

II – 2 Kurulum Ayarları
Kurulum Ayarları Parametreleri
Kurulum ayarlarına, KURULUM AYARLARI ekran tuşunu getiren
AYAR ekran tuşuna basılarak erişilir. Bkz: Fig. II.5
Yükleme Ayarları parametreleri, ilk yükleme sırasında belirlenir ve
büyük olasılıkla sık değiştirilmezler. Bu nedenle, kurulum ayarları
parametreleri bir şifreyle korunur. (95148). Sayısal tuş takımını
kullanarak bu sayıları yazın ve sonra ENTER tuşuna basın.
Kodlayıcı Ayarları
KODLAYICI AYARLARI, kodlayıcı çözünürlüğünü ve türünü (doğrusal,
dönel), sayım yönünü, referans işareti türünü ayarlamak için kullanılır.
Bkz: Fig. II.6.
U Kurulum Ayarları açıldığında, imleç varsayılan olarak KODLAYICI
AYARLARI alanına gider. ENTER tuşuna basın. Böylece, olası
kodlayıcı girişlerinin listesi açılır.
U Değiştirmek istediğiniz kodlayıcıya gidin ve ENTER tuşuna basın.
U İmleç, KODLAYICI TÜRÜ alanına geçer; DOĞRUSAL/DÖNEL
ekran tuşuna basarak kodlayıcı türünü seçin.
U Doğrusal kodlayıcılar için, imleci ÇÖZÜNÜRLÜK alanına getirin ve
KABA veya İNCE ekran tuşlarını kullanarak kodlayıcının
çözünürlüğünü µm olarak (10, 5, 2, 1, 0,5) seçin ya da çözünürlüğü
tam olarak yazın. Dönel kodlayıcılar için, dönme başına sayıyı girin.
U REFERANS İŞARETİ alanında, REF İŞARETİ ekran tuşuna her
basışta, kodlayıcının YOK ile referans sinyali olmaması, TEK ile tek
bir referans işareti olması veya mesafe kodlama referanslı
kodlayıcılar için KODLAMALI ekran tuşu seçilir.
U Kodlu referans işaretlerinde, 500, 1000 veya 2000 (LB 382C)'i
seçmek için BOŞLUK ekran tuşuna basın.
U SAYIM YÖNÜ alanında, POZİTİF veya NEGATİF ekran tuşuna
basarak sayım yönünü seçin. Kodlayıcının sayım yönü kullanıcının
sayım yönüyle aynıysa, POZITIFI seçin. Yönler aynı değilse,
NEGATIFI seçin.
U HATA İZLEME alanında, AÇIK veya KAPALI'yı seçerek sistemin
kodlayıcı hatalarını izleyip görüntülemesini veya bunları
yapmamasını belirleyin. Hata iletisi görüntülendiğinde, C tuşuna
basarak kaldırın.
II – 2 Kurulum Ayarları
Fig. II.5 Kurulum ekranı
Fig. II.6 Kodlayıcı Ayarları formu
ND 522/523 73
Page 74

Ekran Yapılandırması
EKRAN YAPILANDIRMASI formu, operatörün hangi eksenlerin hangi
sırayla görüntüleneceğini belirlediği yerdir.
Se
U İstediğiniz ekrana gidin ve ENTER tuşuna basın.
U Ekranı etkinleştirmek veya devre dışı bırakmak için AÇIK/KAPALI
ekran tuşuna basın. Eksen etiketini seçmek için SOL veya SAĞ OK
tuşuna basın.
U GİRİŞ alanına gidin.
U Kodlayıcı giriş numarasını seçmek için 1, 2 veya 3'e basın (X1, X2
veya X3).
U EKRAN ÇÖZÜNÜRLÜĞÜ alanına kaydırma yapın. Ekran
çözünürlüğünü seçmek için KABA veya İNCE ekran tuşuna basın.
U Döner kodlayıcılar için AÇI GÖRÜNTÜLEME alanına kaydırma
II – 2 Kurulum Ayarları
yapın. Açı görüntüleme için formatı seçmek üzere AÇI yazılım
tuşuna basın.
Kuplaj
U Ünitenin arkasında kodlayıcı girişiyle ilişkilendirilmiş sayı tuşlarına
basın. İkinci bir girişi birinciyle çiftlemek için + veya - ekran tuşlarına
basın. Giriş sayıları konumun kuplajlı konum olduğunu gösteren
eksen etiketinin yanında gösterilir (örnek, "2+3"). Bkz: Fig. II.8.
Hata telafisi
Bir kesme aletinin kat ettiği, kodlayıcıyla ölçülen mesafe, bazı
durumlarda aletin fiili hareketinden farklılık gösterebilir. Bu hata, bilyeli
vida kayma hatasından veya eksenlerin sapma ve eğiminden
kaynaklanabilir. Bu hata doğrusal olabilir veya olmayabilir. Bu hataları,
HEIDENHAIN'ın VM 101'i veya ölçü blokları gibi referans ölçüm
sistemiyle belirleyebilirsiniz. Hata analiziyle, doğrusal veya doğrusal
olmayan hata telafisi formundan hangisinin gerekli olduğu
belirlenebilir.
ND 522/523 bu hatalar için telafi fırsatı sağlar ve her eksen ilgili telafiyle ayrı
şekilde programlanabilir.
Hata telafisi yalnızca doğrusal kodlayıcılar ile kullanılabilir.
74 II Teknik Bilgiler
Page 75

Doğrusal Hata Telafisi
Doğrusal hata telafisini hesaplamak için, bu
formülü kullanın:
Düzeltme faktörü LEC =
S ile=referansla ölçülen uzunluk
standart
M = aygıt eksendeyken ölçülen uzunluk
Örnek
Kullandığınız standardın uzunluğu 500 mm ise ve
X-ekseni boyunca ölçülen uzunluk 499,95 ise,
X-ekseni için LEC milyonda 100 parçadır (ppm).
LEC =
LEC = 100 ppm
(en yakın tam sayıya yuvarlanır)
()
S – M
M
()
500 – 499.95
499.95
x 106 ppm
Bir referans standardıyla yapılan karşılaştırmanın sonucu, ölçüm
uzunluğunun tamamı üzerinde doğrusal bir sapma gösteriyorsa,
doğrusal hata telafisi uygulanabilir. Bu durumda hata, tek bir düzeltme
faktörü hesabıyla telafi edilebilir. Bkz: Fig. II.7 & Fig. II.8
U Belirlendikten sonra, kodlayıcının hata bilgileri doğrudan girilir. TÜR
ekran tuşuna basarak DOĞRUSAL telafiyi seçin.
U Telafi faktörünü milyonda parça (ppm) cinsinden girin ve ENTER
tuşuna basın.
Doğrusal Olmayan Hata Telafisi
Doğrusal olmayan hata telafisi, bir referans standardıyla yapılan
karşılaştırmanın sonuçları değişken veya sallantılı sapma gösteriyorsa
uygulanmalıdır. Gerekli düzeltme değerleri hesaplanır ve bir tabloya
girilir. ND 522/523 eksen başına en çok 200 noktayı destekler. Girilen
iki bitişik düzeltme noktası arasındaki hata değeri doğrusal ara değerle
hesaplanır.
II – 2 Kurulum Ayarları
Fig. II.7 Doğrusal hata telafisi, hesaplama formülü
Doğrusal olmayan hata telafisi yalnızca, referans işaretleri
bulunan ölçeklerde kullanılabilir. Doğrusal olmayan hata
telafisi tanımlanmışsa, referans işaretleri geçilinceye kadar
hata telafisi uygulanmaz.
Doğrusal Olmayan Hata Telafisi Tablosu Başlatma
U TÜR ekran tuşuna basarak Doğrusal Olmayan'ı seçin.
U Yeni bir hata telafisi tablosu başlatmak için, önce TABLO DÜZENLE
ekran tuşuna basın. ENTER tuşuna basın.
U Tüm düzeltme noktaları (en çok 200 tane) başlangıç noktasından
itibaren eşit aralıklı yerleştirilir. Düzeltme noktalarının her biri
arasındaki mesafeyi girin. AŞAĞI OK tuşuna basın.
U Tablonun başlangıç noktasını girin. Başlangıç noktası ölçeğin
referans noktasından ölçülür. Mesafe bilinmiyorsa, başlangıç
noktasına gidebilir ve KONUM ÖĞRET tuşuna basabilirsiniz.
ENTER tuşuna basın.
ND 522/523 75
Fig. II.8 Doğrusal hata telafisi formu
Page 76

Telafi Tablosunu Yapılandırma
U Tablo girişlerini görüntülemek için TABLO DÜZENLE ekran tuşuna
basın.
U YUKARI veya AŞAĞI OK tuşlarını veya sayı tuşlarını kullanarak,
imleci eklenecek veya değiştirilecek düzeltme noktasına getirin.
ENTER tuşuna basın.
U Bu noktada var olan bilinen hatayı girin. ENTER tuşuna basın.
U Tamamlandığında, tablodan çıkmak ve HATA TELAFİSİ formuna
dönmek için C tuşuna basın.
Grafiği Okuma
Hata telafisi tablosu, tablo veya grafik biçiminde görüntülenebilir.
Grafik, bir çeviri hatasını ölçülen değere karşı bir çizim olarak gösterir.
Grafikte sabit bir ölçek vardır. İmleç form boyunca hareket ettirildikçe,
noktanın grafikteki konumu dikey bir çizgiyle gösterilir.
II – 2 Kurulum Ayarları
Telafi Tablosunu Görüntüleme
U TABLO DÜZENLE ekran tuşuna basın.
U Tablo ve grafik görünümleri arasında geçiş yapmak için, GÖRÜNÜM
ekran tuşuna basın.
U İmleci tablo içinde hareket ettirmek için YUKARI veya AŞAĞI OK
tuşlarına veya sayı tuşlarına basın.
Hata telafisi tablosu, USB bağlantı noktası üzerinden bir PC'ye
kaydedilebilir veya PC'den yüklenebilir.
Geçerli Hata Telafisi Tablosunu Verme
U TABLO DÜZENLE ekran tuşuna basın
U AL/VER ekran tuşuna basın.
U TABLO VER ekran tuşuna basın.
Yeni Telafi Tablosu Alma
U TABLO DÜZENLE ekran tuşuna basın.
U AL/VER ekran tuşuna basın.
U TABLO AL ekran tuşuna basın.
76 II Teknik Bilgiler
Page 77

Boşluk Telafisi
Torna milli dönel kodlayıcı kullanırken, tablo yönündeki bir değişiklik,
torna mili mekanizmasındaki açıklıklara bağlı olarak, görüntülenen
konumda hataya neden olabilir. Bu açıklığa boşluk denir. Torna
milinde bulunan boşluk miktarı Boşluk Telafisi özelliğine girilerek bu
hata telafi edilebilir. Bkz: Fig. II.9.
Dönel kodlayıcı tablodan ilerideyse (görüntülenen değer tablonun
gerçek konumundan büyükse), buna pozitif boşluk denir ve girilen
değer, hata miktarının pozitif değeri olmalıdır.
Boşluk Telafisi yoksa değer 0,000'dır.
II – 2 Kurulum Ayarları
Fig. II.9 Boşluk telafisi formu
ND 522/523 77
Page 78

Tezgah Ayarları
TEZGAH AYARLARI formu, operatörün okuma için kullanıcı
uygulamasını tanımladığı parametredir. Freze ve torna uygulamaları
için seçenekler vardır. Bkz: Fig. II.10
TEZGAH AYARLARI seçeneklerinde FABRİKA AYARLARI ekran
tuşu görüntülenir. Basıldığında, yapılandırma parametreleri (freze
veya tornaya bağlı olarak) fabrika varsayılan değerlerine döner.
Operatörden, parametreleri fabrika varsayılan değerlerine döndürmek
için EVET tuşuna veya iptal edip önceki menü ekranına dönmek için
HAYIR tuşuna basması istenir.
EKSEN SAYISI alanında gereken eksen sayısı ayarlanır. 2
eksen arasında seçim yapmak için bir eksen ekran tuşu görüntülenir.
II – 2 Kurulum Ayarları
Tanı
TANI formu, tuş takımını ve ekranı test etmek üzere erişim sağlar. Bkz:
Fig. II.11
Tuş Takımı Testi
Tuş takımının görüntüsü, tuşların basıldığını ve bırakıldığını gösterir.
U Test etmek için mekanik tuşların ve ekran tuşlarının her birine basın.
Basılan her tuşta, düzgün çalıştığını göstermek üzere bir nokta
görünür.
U Tuş takımı testinden çıkmak için iki kez C tuşuna basın.
veya 3
Fig. II.10 TEZGAH AYARLARI formu
Ekran Testi
U Ekranı test etmek için ekranı düz siyaha, beyaza veya geri normale
ayarlamak amacıyla enter tuşuna basın.
Fig. II.11 TANI formu
78 II Teknik Bilgiler
Page 79

II – 3 Kodlayıcı Parametreleri
Aşağıdaki tablolarda kısmi kodlayıcı listesi gösterilmektedir. Bu
tablolarda, kodlayıcılar için ayarlamanız gereken tüm işletim
parametreleri açıklanır. Girdilerin çoğu kodlayıcınızın işletme
yönergelerinde bulunabilir.
HEIDENHAIN doğrusal kodlayıcıları için örnek ayarlar
Kodlayıcı Çözünürlük Referans işaretleri
LS 328C
LS 628C
5 µm Tek/1000
LB 382 ile
IBV 101
LB 382C ile
IBV 101
LS 378C
LS 678C
HEIDENHAIN dönel kodlayıcıları için örnek ayarlar
Dönel
Kodlayıcılar
ROD 420 50 - 5000 1.8° - 64.8 kavis sn tek
ROD 426 50 - 10000 1.8° - 32.4 kavis sn tek
ROD 1020 250 - 3600 0,36° - 90 kavis sn tek
ROD 1070 1000 - 3600 32.4 - 9 kavis sn tek
ERN 120 1000 - 5000 324 - 64.8 kavis sn tek
ERN 420 250 - 5000 0,36° - 64.8 kavis sn tek
ERN 1020 250 - 3600 0,36° - 90 kavis sn tek
ERN 1070 1000 - 3600 32.4 - 9 kavis sn tek
1 µm Tek
1 µm Tek/2000
1 µm Tek/1000
Hat Sayısı Çözünürlük Referans
II – 3 Kodlayıcı Parametreleri
işareti
HEIDENHAIN Açı kodlayıcıları için örnek ayarlar
Açı
Kodlayıcıları
ROD 225 9000 veya
ROD 275 18000 3,6 - 1.8 kavis sn tek
ND 522/523 79
Hat Sayısı Çözünürlük Referans
işareti
36 - 18 kavis sn tek
10000
Page 80

II – 4 Veri Arabirimi
ND 522/523 veri arayüzü USB bağlantı noktası içerir. Seri bağlantı
noktası, dış cihaza veri vermeyi ya da almayı sağlayan iki yönlü veri
iletişimleri ve veri arabirimi üzerinden dış operasyonları
desteklemektedir.
ND 522/523'den dış seri cihaza verilebilen veriler şunlardır:
İş ve yükleme yapılandırması parametreleri
Doğrusal olmayan hata telafisi tabloları
Dış cihazdan ND 522/523'e alınabilen veriler şunlardır:
II – 4 Veri Arabirimi
Dış cihazdan gelen uzak tuş komutları
İş ve yükleme yapılandırması parametreleri
Doğrusal olmayan hata telafisi tabloları
Bu bölüm, veri arabirimini ayarlama hakkında bilmeniz gerekenleri
kapsamaktadır:
80 II Teknik Bilgiler
Page 81

USB Bağlantı Noktası (tip “B”)
USB bağlantı noktası arka panelde bulunur. Bu bağlantı noktasına
aşağıdaki cihazlar bağlanabilir:
Seri veri arabirimine sahip kişisel bilgisayar
Veri aktarımını destekleyen operasyonlar için AL/VER ekran tuşu
vardır.
ND 522 ve kişisel bilgisayar arasında verme veya alma için PC'de TNC
Remo gibi terminal iletişimi yazılımı kullanılmalıdır. (TNC Remo'yu
ücretsiz olarak bulabileceğiz adres: http://filebase.heidenhain.de/
doku/english/serv_0.htm. Daha fazla ayrıntı için Heidenhain
distribütörünüzle irtibata geçin.) Bu yazılım seri kablo bağlantısı
üzerinden gönderilen veya alınan verileri işler. ND 522/523 ile kişisel
bilgisayar arasında aktarılan tüm veriler ASCII metin biçimindedir.
ND 522'den kişisel bilgisayara veri aktarmak için, önce, bilgisayarın
verileri al
Terminal iletişim programını, COM bağlantı noktasından kişisel
bilgisayardaki bir dosyaya ASCII metin verileri alacak şekilde
ayarlayın. Bilgisayar almaya hazır olduğunda, ND 522/523'ün AL/VER
ekran tuşuna basarak veri aktarımını başlatın. VER'i seçin.
Bir kişisel bilgisayardan ND 522/523'e veri almak için, önce ND 522/
523'ün verileri almaya hazır olması gerekir. ND 522/523’ün AL/VER
ekran tuşuna basın. AL'ı seçin. ND 522 hazır olduğunda,
bilgisayardaki terminal iletişim programını istenen dosyayı ASCII metin
biçiminde gönderecek şekilde ayarlayın.
Veri biçimi
Veriler aşağıdaki sırayla aktarılır:
ıp bir dosyaya kaydetmek üzere hazır hale getirilmesi gerekir.
II – 4 Veri Arabirimi
ND 522/523, Kermit veya Xmodem gibi iletişim
protokollerini desteklemez.
USB bağlantı noktası üzerinden Dış Operasyonlar
Ekran birimini dış cihazı kullanarak USB bağlantı noktası veri arabirimi
ile çalıştırabilirsiniz. Aşağıdaki tuş komutları kullanılabilir:
Biçim
<ESC>TXXXX<CR> Tuşa basıldı
Komut sırası İşlev
<ESC>T9000<CR> ‘0’ Tuşu
<ESC>T9001<CR> ‘1’ Tuşu
<ESC>T9002<CR> ‘2’ Tuşu
<ESC>T9003<CR> ‘3’ Tuşu
<ESC>T9004<CR> ‘4’ Tuşu
<ESC>T9005<CR> ‘5’ Tuşu
<ESC>T9006<CR> ‘6’ Tuşu
<ESC>T9007<CR> ‘7’ Tuşu
ND 522/523 81
Page 82

Komut sırası İşlev
<ESC>T9008<CR> ‘8’ Tuşu
<ESC>T9009<CR> ‘9’ Tuşu
<ESC>T9010<CR> ‘CE’ veya ‘CL’ Tuşu
<ESC>T9011<CR> ‘.’ Tuşu
<ESC>T9012<CR> ‘ENTER’ tuşu
<ESC>T9013<CR> ‘X’ Tuşu
<ESC>T9014<CR> ‘Y’/’Z’/’Z
<ESC>T9015<CR> ‘Z’ Tuşu
II – 4 Veri Arabirimi
<ESC>T9016<CR> ‘Ekran tuşu 1’ Tuşu
<ESC>T9017<CR> ‘Ekran tuşu 2’ Tuşu
<ESC>T9018<CR> ‘Ekran tuşu 3’ Tuşu
<ESC>T9019<CR> ‘Ekran tuşu 4’ Tuşu
<ESC>T9020<CR> ‘İmleç Sola’ Tuşu
<ESC>T9021<CR> ‘İmleç Sağa’ Tuşu
<ESC>T9022<CR> ‘İmleç Yukarı’ Tuşu
<ESC>T9023<CR> ‘İmleç Aşağı’ Tuşu
<ESC>T9024<CR> ‘+’ Tuşu
<ESC>T9025<CR> ‘-’ Tuşu
<ESC>T9026<CR> ‘x’ Tuşu
<ESC>T9027<CR> ‘/’ Tuşu
<ESC>T9028<CR> 'Karekök' Tuşu
<ESC>T9029<CR> ‘Pi’ Tuşu
<ESC>T9030<CR> ‘INC/ABS’ Tuşu
<ESC>T9031<CR> ‘1/2’ Tuşu
<ESC>T9032<CR> ‘HesapMak’ Tuşu
<ESC>T9033<CR> ‘Veri’ Tuşu
<ESC>T9034<CR> ‘Alet’ Tuşu
<ESC>T9035<CR> ‘Dairesel Model’ Tuşu
<ESC>T9036<CR> 'Doğrusal Model' Tuşu
<ESC>T9037<CR> 'Eğimli Frezeleme'/'Vektör
ESC>T9038<CR> ‘Kavisli Freze/Koniklik Hesaplayıcı’
<
’ Tuşu
0
Belirleme' Tuş
Tuşu
u
82 II Teknik Bilgiler
Page 83

II – 5 Ölçülen Değer Çıktısı
Veri arabiriminde karakter çıkışı örnekleri
ND 522/523'den değerleri alabildiğiniz bir PC'niz varsa. Üç örnekte de,
ölçülen değer çıkışı Ctrl B (USB arabirimiyle gönderilen) ile başlatılır.
Ctrl B, şu anda görülebilen Artımlı veya Mutlak modunda gösterilen
geçerli değerleri iletir.
Örnek 1: Yarıçapı görüntülenen doğrusal eksen X = + 41,29 mm
X
=+ 4 1 . 2 9 R <CR> <LF>
123 4 5 6 78 9 10
1 Koordinat ekseni
2 Eşittir işareti
3 +/– işareti
4 Ondalık basamak öncesinde 2 - 7 hane
5 Ondalık basamak yeri
6 Ondalık basamak sonrasında 1 - 6 hane
7 Birim: mm için boşluk, inç için ''
8 Mutlak görüntü:
R yarıçap için, D çap için
Alınacak mesafe görüntüleme:
r yarıçap için, d çap için
9 Şaryo dönüşü
10 Boş satır (Satır Besl
eme)
II – 5 Ölçülen Değer Çıktısı
ND 522/523 83
Page 84

Örnek 2: Derece ondalık görüntülemeli dönel eksen
C = + 1260.0000°
C
=+ 1 2 6 0 . 0 0 0 0 W <CR> <LF>
123456789 10
1 Koordinat ekseni
2 Eşittir işareti
3 +/– işareti
4 Ondalık basamak öncesinde 4 - 7 hane
5 Ondalık basamak yeri
6 Ondalık basamak sonrasında 0 - 6 hane
7 Boşluk
8 W açı için (alınacak mesafe görüntülemede: w)
II – 5 Ölçülen Değer Çıktısı
9 Şaryo dönüşü
10 Boş satır (Satır Besleme)
Örnek 3: Derece/dakika/saniye görüntülemeli dönel eksen
C = + 360° 23' 45'' '
C =+ 3 6 0 : 2 3 : 4 5 W <CR> <LF>
123 4 5 6 7 8 910 11 12
1 Koordinat ekseni
2 Eşittir işareti
3 +/– işareti
4 3 - 8 basamaklı derece
5 İki nokta üst üste
6 0 - 2 basamaklı dakika
7 İki nokta üst üste
8 0 - 2 basamaklı saniye
9 Boşluk
10 W açı için
11 Şaryo dönüşü
12 Boş satır (Satır Besleme)
84 II Teknik Bilgiler
(alınacak mesafe görüntülemede: w)
Page 85

II – 6 Freze Özellikleri
ND 522/523 Verileri
Eksenler A - Z, 0-9'dan 2 veya 3 eksen
Kodlayıcı girişleri Dijital TTL Sinyal seviyeleri; giriş frekansı maks. 100 kHz
Ekran adımı Doğrusal eksenler: 1 mm - 0.1 µm
Ekran Konum değerleri, diyalog ve giriş ekranı, grafik işlevleri, grafik konumlandırma
İşlevler Alınacak mesafe REF referans işareti değerlendirmesi veya tek referans
artırımlı HEIDENHAIN kodlayıcıları için
Dönel eksenler: 1° - 0.0001° (00°00’01”)
yardımı için tekrenkli ekran
Durum ekranı:
İşletim modu, REF, inç/mm, ölçekleme faktörü, besleme oranı, kronometre
Veri numarası
Alet numarası
Alet telafisi R–, R+
işaretleri
Alınacak mesafe modu, nominal konum girişi (mutlak veya artırımlı)
Ölçekleme faktörü
YARDIM: Ekran işletme yönergeleri
BİLGİ: Hesa
parametreleri
10 veri noktası ve 16 alet
Alet yarıçap telafisi
Cıvata deliği daireleri ve doğrusal delik modelleri için konumların hesaplanması
p makinesi, kesme verisi hesaplayıcı, kullanıcı ve işletme
II – 6 Freze Özellikleri
Hata telafisi Doğrusal ve doğrusal olmayan, 200 ölçüm noktasına kadar
Boşluk telafisi Top vidalı dönel kodlayıcı uygulamaları
Veri Arabirimi USB (tip B konektör) 115 200 baud
Ölçülen değer ve parametrelerin çıkışı için;
Parametreler ve uzak tuşların girişi için
Aksesuarlar Montaj Tabanı
Genel Monte Kolu Kitleri
Ana güç girişi 100 V ile 240 V; 50 Hz ile 60 Hz; güç tüketimi 25 VA maks.
İşletim sıcaklığı 0°C ile 45°C (0,00 °C ile 45,00 °C)
Depolama sıcaklığı -20°C ile 70°C (-4°F ile 158°F)
Koruma derecesi (EN 60 529) IP 40 (IP 54 ön panel)
Ağırlık 2,6 kg
ND 522/523 85
Page 86

II – 7 Torna Özellikleri
ND 522/523 Verileri
Eksenler A'dan Z'ye 2 veya 3 eksen, Z0, 0-9
Kodlayıcı girişleri Artımlı HEIDENHAIN kodlayıcılar için dijital TTL Sinyal seviyeleri; giriş
Ekran adımı Doğrusal eksenler: 1 mm - 0.1 µm
Ekran Konum değerleri, diyalog ve giriş ekranı, grafik işlevleri, grafik konumlandırma
II – 7 Torna Özellikleri
İşlevler Alınacak mesafe REF referans işareti değerlendirmesi veya tek referans
Boşluk Telafisi Top vidalı dönel kodlayıcı uygulamaları
Hata telafisi Doğrusal ve doğrusal olmayan, 200 ölçüm noktasına kadar
frekansı maks. 100 kHz
Dönel eksenler: 1° - 0.0001° (00°00’01”)
yardımı için tekrenkli ekran
Durum ekranı:
Alet numarası, işletim modu, REF, inç/mm, ölçekleme faktörü, besleme oranı,
çap ekranı Ø, kronometre, veri
işaretleri
Alınacak mesafe modu, nominal konum girişi (mutlak veya artırımlı)
Ölçekleme faktörü
YARDIM: Ekran işletme yönergeleri
BİLGİ: Hesap makinesi, kesm
parametreleri
10 veri noktası ve 16 alet
Geri çekme için dondurma alet konumu
e verisi hesaplayıcı, kullanıcı ve işletme
Veri Arabirimi USB (tip B konektör) 115 200 baud
Ölçülen değer ve parametrelerin çıkışı için;
Parametreler, uzak tuşlar ve komutların girişi için
Aksesuarlar Montaj Tabanı
Genel Monte Kolu Kitleri
Ana güç girişi 100 V ile 240 V; 50 Hz ile 60 Hz; güç tüketimi 25 VA maks.
İşletim sıcaklığı 0°C ile 45°C (0,00 °C ile 45,00 °C)
Depolama sıcaklığı -20°C ile 70°C (-4°F ile 158°F)
Koruma derecesi (EN 60 529) IP 40 (IP 54 ön panel)
Ağırlık 2,6 kg
86 II Teknik Bilgiler
Page 87

II – 8 Ebatlar
Ebatlı önden görünüm
Ebatlar mm/inç
Ebatlı alttan görünüm
Arkadan görünüm
II – 8 Ebatlar
ND 522/523 87
Page 88

II – 9 Aksesuarlar
Montaj cıvatası
Okuyucu montaj kolu
seçenekleri (dahil değil)
Kilitleme somunu
Eğim / Döndürme
Mandalı
Kol
Aksesuar Kimlik Numaraları
Kimlik
Numarası
532522-01 Pkgd, ND 522
532523-01 Pkgd, ND 523
II – 9 Aksesuarlar
625491-01 Pkgd, Montaj Tabanı ND 522/523
ND 522/523 Kol
Kimlik. No. 618025-01
Kol ile DRO montajı (referans bilgiler)
Aksesuarlar
DRO montaj tabanı kilitleme somununun dönmesini
engelleyen bir yuva özelliğine sahiptir. Montaj koluna tüm
bileşenleri önceden monte edin. Sonra DRO'yu mandala
doğru kaydırın. Mandalı sıkıştırarak DRO'yu konumuna
bağlayın.
88 II Teknik Bilgiler
Page 89

Kol ile DRO montajı (referans bilgiler
Elle Kilitlenen Cıvata
Kilitleme somunu
(DRO ile dahil)
Eğim / Döndürme
Mandalı
(DRO ile dahil)
DRO montaj Tabanı
seçenek (dahil değil)
II – 9 Aksesuarlar
DRO montaj tabanı aksesuarı genel olarak makine
üzerindeki düz bir yüzeye monte edilir. Montaj donanım
grubu, Kol montajıyla (DRO ile dahil olan) aynı şekilde
DRO'ya takılır.
ND 522/523 89
Page 90

Page 91

SYMBOLE
1/2 ekran tuþu ... 29
A
Aksesuarlar ... 88
Al/Ver (ayar) ... 26, 31
Alet ayarý, torna ... 59
Alet çaðrýsý ... 35
Alet ekran tuþu ... 32
Alet ekran tuþu (Torna) ... 58
Alet Tablosu Kullanýmý ... 33
Alet Tablosu Kullanýmý (Torna) ... 59
Algýlama iþlevi olmadan veri
ayarlama ... 33, 36, 61
Algýlanan iki kenar arasýnda merkez
çizgisi veri olarak ... 37
Artýrýmlý koordinatlar ... 13
Artýrýmlý Mesafe Önayarý ... 43
Artýrýmlý Ýþ Parçasý Konumlarý ... 13
Ayar ... 23
Ayar ekran tuþu ... 23
Ayar Sýfýr ekran tuþu ... 28
Ayna yansýmasý ... 24
B
Boþluk Telafisi ... 77
C
C (Temizle) Tuþu ... 18
Çalýþtýrma ... 21
Çap Eksenleri (Torna) ... 24
D
Dairesel Model ... 46
Desteklenen Birimler ... 70
Dil (ayar) ... 26
Dizin ekran tuþu ... 19
Doðrusal Hata Telafisi ... 75
Doðrusal Model ... 49, 52
Doðrusal Olmayan Hata Telafisi ... 75
Durum Çubuðu ... 16
Durum Çubuðu (ayar) ... 25
E
Ebatlar ... 87
Ekran Düzeni ... 16
Ekran Tuþu Etiketleri ... 16
Ekran yapýlandýrmasý ... 74
Eksen Etiketleri ... 16
Elektrik Baðlantýsý ... 70
Elektrik Gereksinimleri ... 71
Enter Tuþu ... 18
F
Fiili Deðer/Alýnacak Mesafe ekran
tuþu ... 18
Freze Özellikleri ... 85
Frezeye Özgü Operasyonlar ve Ekran
Tuþu Ýþlevleri Ayrýntýlarý ... 31
G
Genel Gezinme ... 18
Genel Ýþlemler Ekran Tuþu Ýþlevi
Ayrýntýlarý ... 28
Genel Ýþlemler Ekran Tuþu Ýþlevine
Genel Bakýþ ... 17, 27
Görüntüleme Alaný ... 16
Grafik Konumlandýrma Yardýmý ... 19
Grafik Konumlandýrma Yardýmý
(ayar) ... 25
H
Hata telafisi ... 74
Hata Ýletileri ... 20
HesapMak ekran tuþu ... 30
K
Kablo Baðlama ... 72
Kavisli Frezeleme ... 55
Kodlayýcý Ayarlarý ... 73
Kodlayýcý Parametreleri ... 79
Kodlayýcýlarý Baðlama ... 72
Kol ... 88
Koniklik hesaplayýcý ... 64
Konsol ayarý ... 26
Konum geri besleme ... 14
Konum Kodlayýcýlarý ... 14
Konumlandýrmanýn Temelleri ... 12
Koruyucu Bakým ... 71
Koruyucu Topraklama (Toprak) ... 71
Kronometre (ayar) ... 25
Kurulum Ayarlarý Parametreleri ... 73
M
mesafe kodlu referans iþaretleri ... 15
Modeller (Freze) ... 46
Montaj Kolu için Montaj
Yönergeleri ... 88
Monte Yeri ... 70
Mutlak koordinatlar ... 13
Mutlak Mesafe Önayarý ... 39
Mutlak veri ... 12
Mutlak Ýþ Parçasý Konumlarý ... 13
O
Ölçek faktörü ... 24
Ölçü birimleri, ayarlama ... 23
Ölçülen Deðer Çýktýsý ... 83
Önayar ... 39
Önayar Ekran Tuþu (Torna) ... 65
Ortam teknik özellikleri. ... 71
R
REF ... 14
Ref Devre Dýþý ekran tuþu ... 22
Ref Etkin ekran tuþu ... 21
Ref Etkin/Devre Dýþý Ýþlevi ... 22
Ref Simgeleri ... 16
Ref Yok ekran tuþu ... 21
Referans iþareti deðerlendirmesi
olmadan çalýþma ... 21
Referans iþaretleri ... 15
üzerinden geçme ... 21
Referans Ýþareti Deðerlendirmesi ... 21
S
sabit referans iþaretleri ... 15
Sol/Sað ok tuþlarý ... 18
Sýfýr Açýlý Referans Eksenleri ... 14
T
Taný ... 78
Tezgah Ayarlarý ... 67, 78
Torna Özellikleri ... 86
Tuþ takýmý, kullanma ... 18
Index
ND 522/523 91
Page 92

V
Vektör Belirleme ... 66
Veri Arabirimi ... 80
Veri ekran tuþu ... 35
Index
Veri Ekran Tuþu (Torna) ... 61
Veri Giriþ Formlarý ... 20
Veriler ... 12
Y
Yardým Ekraný ... 19
Yarýçap/Çap görüntüleme ... 65
Ýnç/MM ekran tuþu ... 23
Yönerge Kutusu ... 20
Yukarý/Aþaðý ok tuþlarý ... 18
Ýþ Ayarlama menüsü ... 23
Ýþ Ayarlama Parametreleri ... 23
Ýþletim Modlarý ... 18
Z
Z Kuplajý ... 67
92
Page 93

DR. JOHANNES HEIDENHAIN GmbH
Dr.-Johannes-Heidenhain-Straße 5
83301 Traunreut, Germany
{ +49 8669 31-0
| +49 8669 5061
E-mail: info@heidenhain.de
www.heidenhain.de
606 084-M2 · Ver02 · PDF · 2/2011
 Loading...
Loading...