

Page 1

Руководство
пользователя
ND 522/523
Русский (ru)
2/2011
Page 2
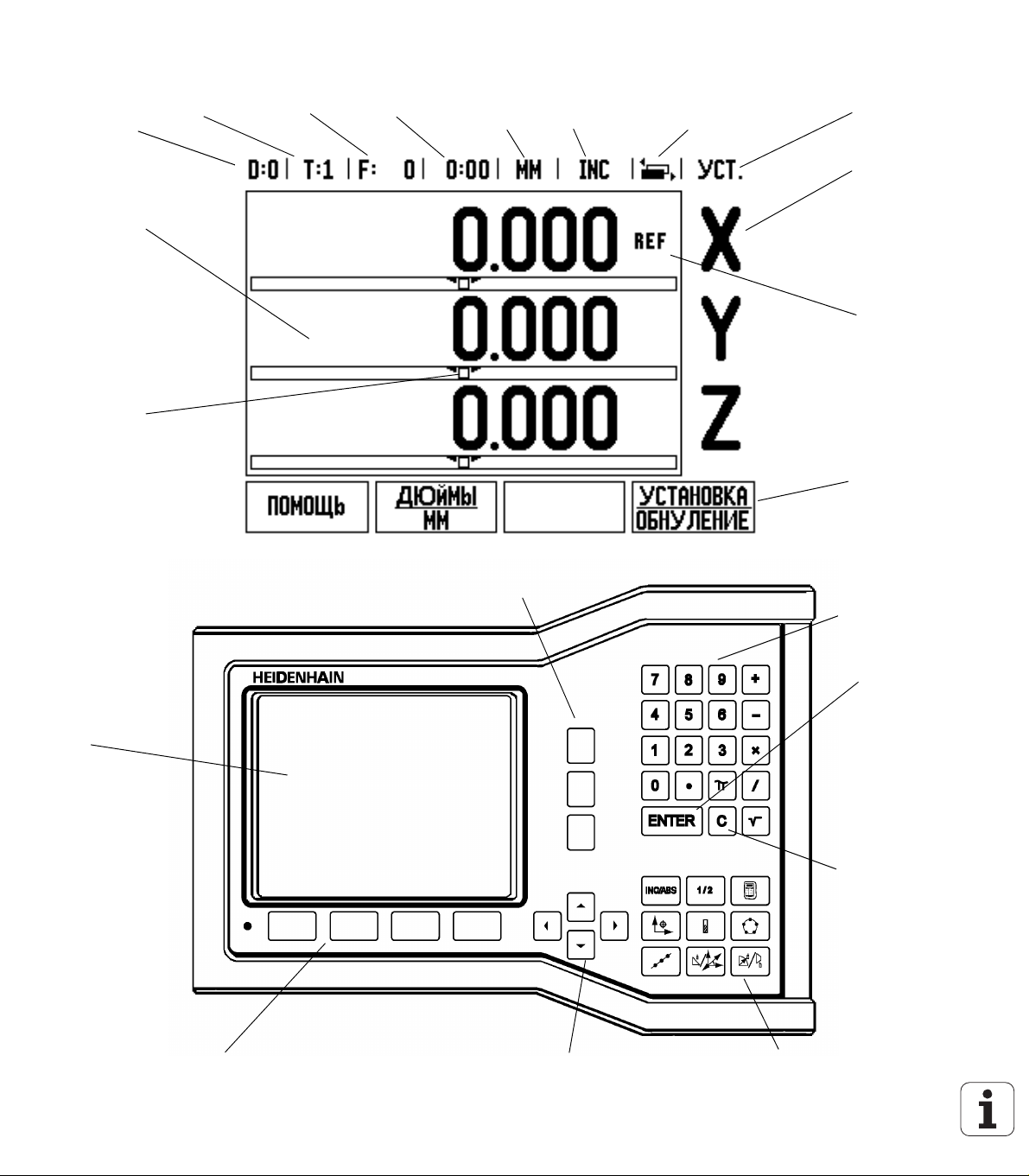
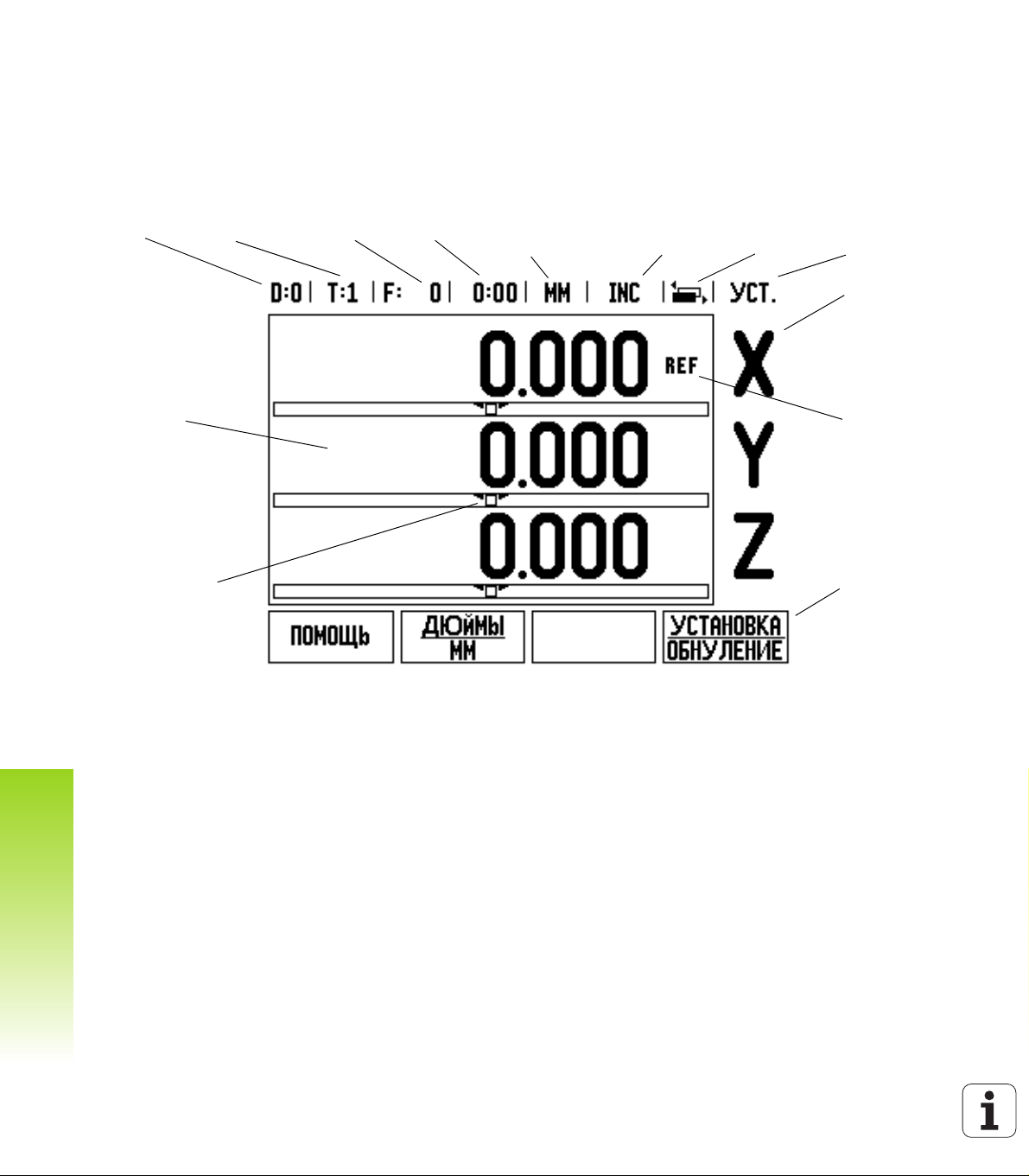
Экран ND 522/523
Строка состояния
Точка
привязки
Область
индикации
Графическая
помощь при
позициониро-
вании
Инструмент Подача Секундомер Единицы
измерения
3 кнопки оси для выбора X, Y или Z оси
Режим
работы
Индикация
страниц
Установка/
Обнуление
Названия
осей
Символ
обнуления
(REF)
Функции
клавиш
Softkey
Цифровая
клавиатура
Экран
Softkey - ряд многофункциональных клавиш.
Их функции меняются в течение работы и
отображаются на экране ND 522 - 523 над
каждой кнопкой.
Кнопки со стрелками
вверх/вниз/вправо/влево
(например, для
настройки
контрастности)
Кнопка
Enter
Кнопка
сброса С
Кнопки различных
функций
Page 3
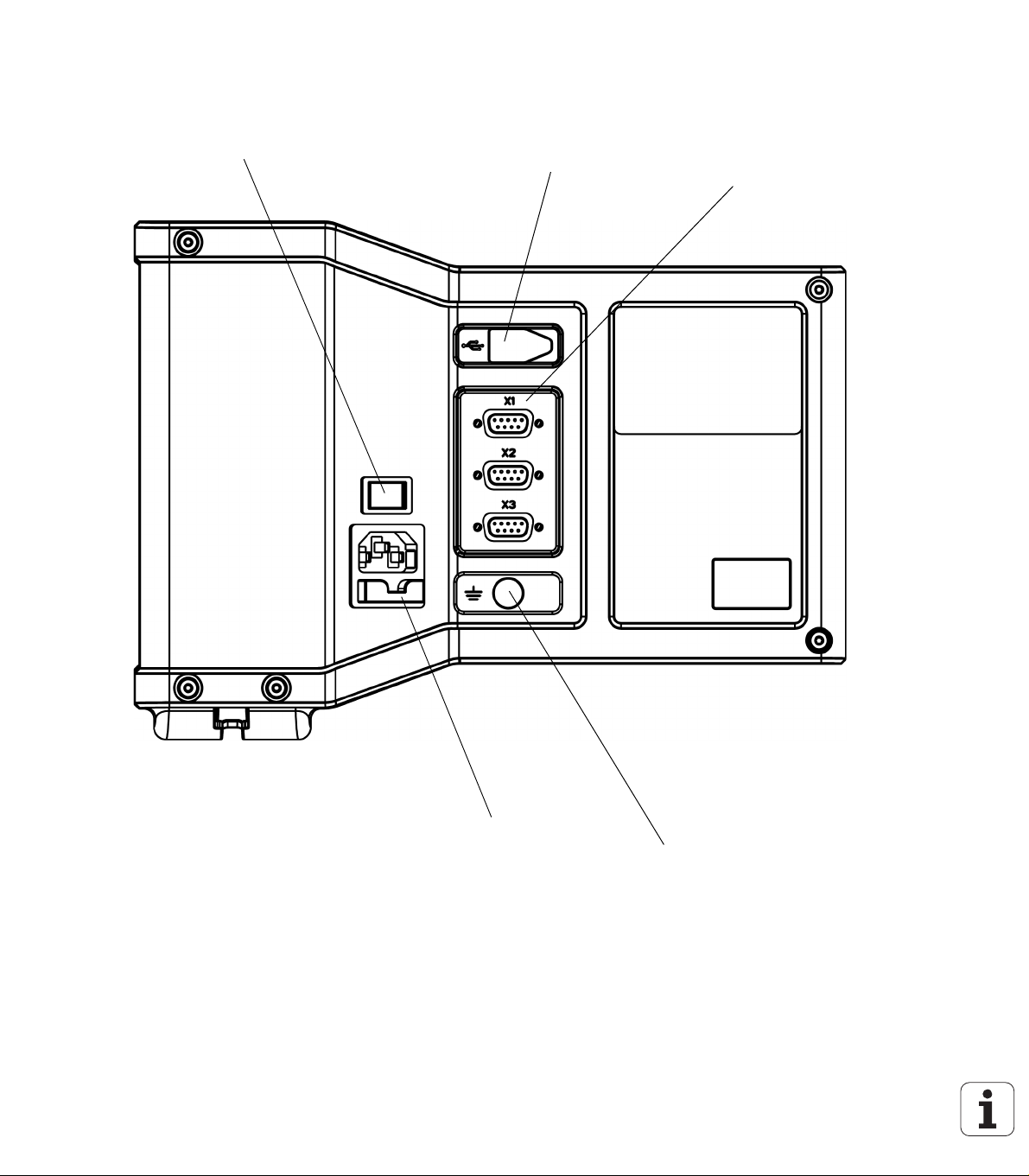
Вид задней панели ND 522/523
Кнопка включения питания
USB-порт (тип “B”)
Входы осей
(показаны 3 оси на примере
ND 523)
Подключение питания
Земля (защитное
заземление)
Page 4

Page 5
Вступление
Версия программного обеспечения
Версия программного обеспечения отображается на экране УЦИ
при его первом включении.
В данном руководстве пользователя описаны функции
ND 522/523 как для режима фрезерования, так и для
режима точения. Описание работы с УЦИ разделено
на три части: общая информация, функции
фрезерования и функции точения.
ND 522/523
Количество отображаемых осей.
Устройство цифровой индикации имеет двухосевое
исполнение (ND 522) и трехосевое (ND 523). В
данном руководстве для иллюстраций и описаний
используется версия ND 523.
Символы, используемые в руководстве
Каждое замечание слева имеет символ, обозначающий его тип и/
или степень важности.
Общая информация
Например, о работе ND 523.
Предупреждение – ссылка на сопровождающую
техдокументацию.
Например, если для какой-то функции необходимо
использовать специальный инструмент.
Опасность - опасность удара током
Напрмер, при вскрытии корпуса.
Шрифты ND 522/523
Разные понятия (Softkey, кнопки, формы и поля ввода)
выделяются в данном руководстве следующим образом:
Softkey - НАСТРОЙКИ - многофункциональные клавиши
Кнопки - ENTER - кнопки, расположенные на корпусе УЦИ
Формы ввода - УГОЛ - форма для заполнения данных
Поля ввода - РАДИУС
Данные в полях - ВКЛ.
ND 522/523 5
, ВЫКЛ.
Page 6

Page 7

I Инструкции по эксплуатации ..... 11
I – 1 Основы позиционирования ..... 12
Точки привязки ..... 12
Фактическая и заданная позиции, остаточный путь ..... 12
Абсолютные координаты заготовки ..... 13
Инкрементальные координаты заготовки ..... 13
Опорная ось угла ..... 14
Датчики измерения положения ..... 14
Референтные метки датчика ..... 15
I – 2 Общая информация о ND 522/523 ..... 16
Структура экрана ..... 16
Обзор функционных клавиш ..... 18
Основные операции ..... 19
Режимы работы ..... 19
Графическая помощь при позиционировании ..... 20
Помощь ..... 20
Формы ввода данных ..... 21
Окно с инструкциями в режиме
Сообщения об ошибках ..... 21
Включение питания ..... 22
Поиск референтных меток ..... 22
ВКЛЮЧЕНИЕ/ОТКЛЮЧЕНИЕ функции РЕФ: ..... 23
Настройки ..... 24
Параметры меню Рабочие настройки ..... 24
Единицы измерения ..... 24
Масштабирование ..... 25
Зеркальное отображение ..... 25
Диаметр/радиус ..... 25
Графическая помощь при позиционировании ..... 26
Строка состояния ..... 26
Секундомер ..... 26
Настройка дисплея ..... 27
Язык ..... 27
Импорт/Экспорт ..... 27
Обзор функций клавиш Softkey ..... 28
Подробное описание функций клавиш Softkey ..... 29
Softkey Установка/Обнуление ..... 29
Кнопка 1/2 ..... 30
Кнопка калькулятора ..... 31
онлайн ..... 21
ND 522/523 7
Page 8
I – 3 Функции фрезерования ..... 32
Подробное описание кнопок, расположенных на корпусе УЦИ ..... 32
Кнопка Инструмент ..... 32
Импорт/Экспорт ..... 32
Коррекция на радиус инструмента ..... 33
Знак числа для разницы длины DL ..... 33
Ввод данных инструмента (Рис. I.25) ..... 33
Использование таблицы инструментов ..... 34
Вызов таблицы инструмента ..... 36
Вызов инструмента ..... 36
Кнопка Точка привязки ..... 36
Ощупывание с помощью инструмента ..... 38
Ввод позиции ..... 41
Ввод инкрементального значения ..... 45
Калькулятор ОБ/МИН ..... 47
Группы
отверстий на окружности и прямых (фрезерование) ..... 48
Функции шаблонов фрезерования ..... 48
Отверстия на окружности ..... 48
Отверстия на прямых ..... 51
Фрезерование фаски и круглой фаски ..... 54
Функции фрезерования прямой и круглой фаски. ..... 54
Фрезерование фаски ..... 54
Выполнение ..... 55
Фрезерование круглой фаски ..... 57
I – 4 Функции точения ..... 60
Подробное описание функций кнопок ..... 60
Символы, используемые для обработки точением ..... 60
Кнопка Инструмент ..... 60
Доступ к меню Таблицы инструментов: ..... 60
Использование таблицы инструмента ..... 61
Установка коррекции с помощью ИНСТРУМ./УСТ. ..... 61
Установка коррекции с использованием функции ЗАПОМНИТЬ/УСТ. ..... 62
Кнопка Точка привязки ..... 63
Подготовка: ..... 64
Установка точки привязки с использованием функции ЗАПОМНИТЬ/УСТ. ..... 65
Кнопка Калькулятор конуса ..... 66
Ввод позиции ..... 67
Softkey R
(Радиус/Диаметр) ..... 67
X
Кнопка Векторы ..... 68
Сопряжение осей Z (только для точения) ..... 69
Активация сопряжения Z ..... 69
Отмена сопряжения Z ..... 69
8
Page 9
II Техническая информация ..... 71
II – 1 Монтаж и электрическое подключение ..... 72
Объем поставки ..... 72
Аксессуары (заказываются отдельно) ..... 72
Устройство цифровой индикации ND 522/523 ..... 72
Рабочее пространство ..... 72
Монтаж ..... 72
Подключение к электросети ..... 72
Требования к электросети ..... 73
Климатические требования ..... 73
Разводка разъема питания (cмотри Рис. II.1) ..... 73
Профилактическое обслуживание ..... 73
Подсоединение датчиков обратной связи ..... 74
Распайка разъема для подключения датчиков. ..... 74
II – 2 Настройки системы ..... 75
Параметры настроек системы ..... 75
Настройки датчика ..... 75
Конфигурация индикации ..... 76
Сопряжение ..... 76
Компенсация
Компенсация линейной погрешности ..... 77
Компенсация нелинейной погрешности ..... 78
Настройки таблицы компенсаций ..... 79
Просмотр графика ..... 79
Просмотр таблицы компенсаций ..... 79
Экспорт таблицы компенсаций ..... 79
Импорт таблицы компенсаций ..... 79
Компенсация люфта ..... 80
Настройки УЦИ ..... 81
Диагностика ..... 81
Тест клавиатуры ..... 81
Тест дисплея ..... 81
II – 3 Настройки датчика ..... 82
Примеры настроек датчиков линейных перемещений HEIDENHAIN ..... 82
Примеры настроек датчиков вращения HEIDENHAIN ..... 82
Примеры настроек датчиков угловых перемещений HEIDENHAIN ..... 83
II – 4 Интерфейс данных ..... 84
USB-порт
Управление от внешнего устройства через USB-порт ..... 85
погрешностей ..... 77
(тип “B”) ..... 85
ND 522/523 9
Page 10

II – 5 Экспорт измеренных значений ..... 87
II – 6 Технические параметры для фрезерования ..... 89
II – 7 Технические параметры для точения ..... 91
II – 8 Габаритные размеры ..... 92
II – 9 Аксессуары ..... 93
Идентификационные номера аксессуаров (Id.Nr) ..... 93
Ручка для ND 522/523 ID 618025-01 ..... 93
10
Page 11
Инструкции по эксплуатации
ND 522/523 11
Page 12
I – 1 Основы позиционирования
Точки привязки
Чертеж детали задает определенную точку детали (в
большинстве случаев ее угол) в качестве абсолютной точки
привязки, но иногда задается одна или несколько
дополнительных точек в качестве относительных точек привязки.
При установке точки привязки ей присваивается начало
абсолютной или относительной системы координат. Выверенная
по осям станка заготовка устанавливается в определенное
положение относительно
устанавливается в ноль или на соответствующее значение
положения (например, для учета радиуса инструмента).
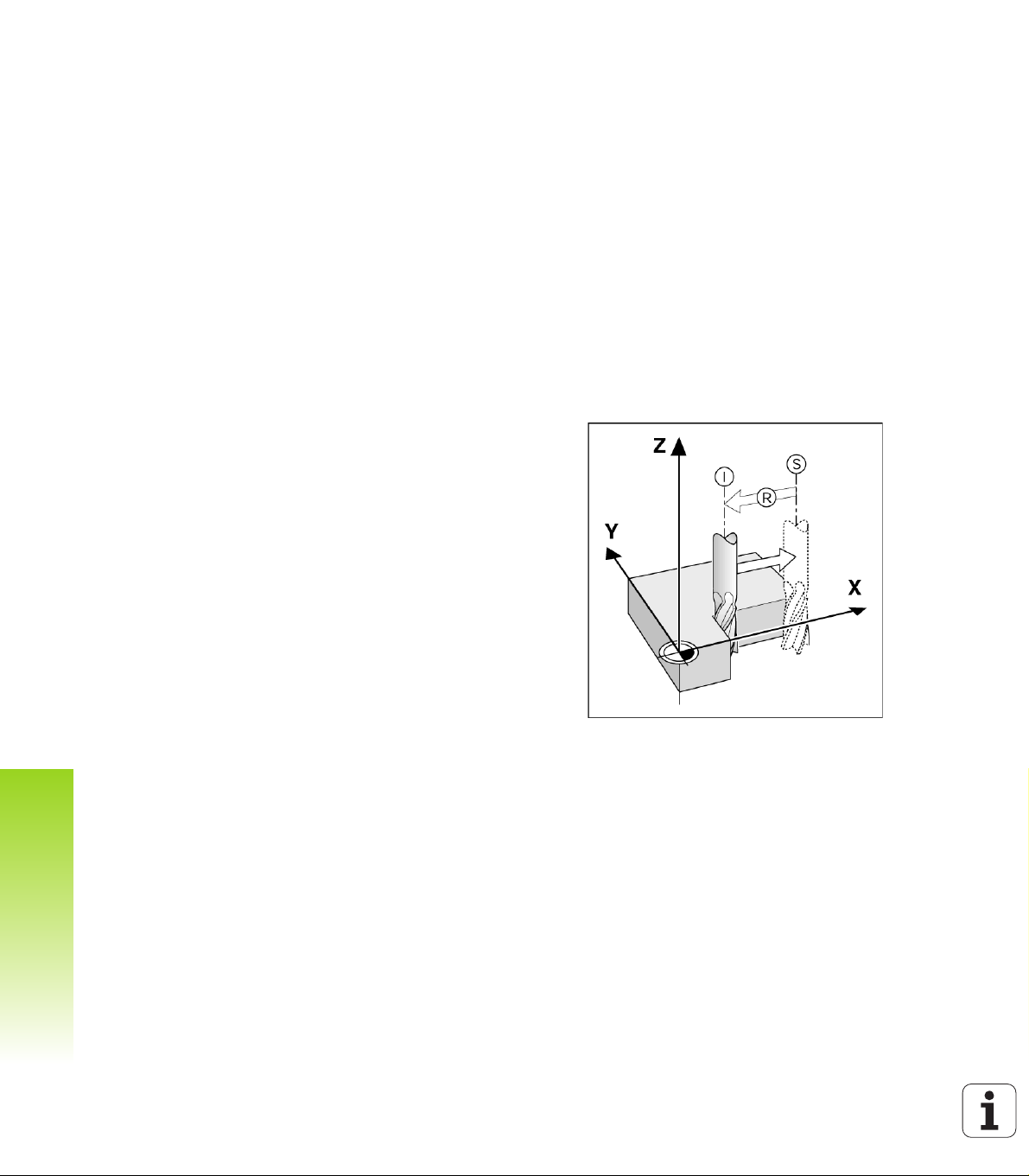
Фактическая и заданная позиции, остаточный путь
Координата, в которой инструмент находится в данный момент,
называется текущей позицией, а координата, в которую
инструмент должен переместиться - заданной. Расстояние от
текущей до заданной позиции называется остаточным путем (в
I – 1 Основы позиционирования
инкрементах). Смотри Рис. I.1
инструмента, а индикация осей
Рис. I.1 Фактическая позиция I, заданная позиция
12 I Инструкции по эксплуатации
S и остаточный путь R
Page 13

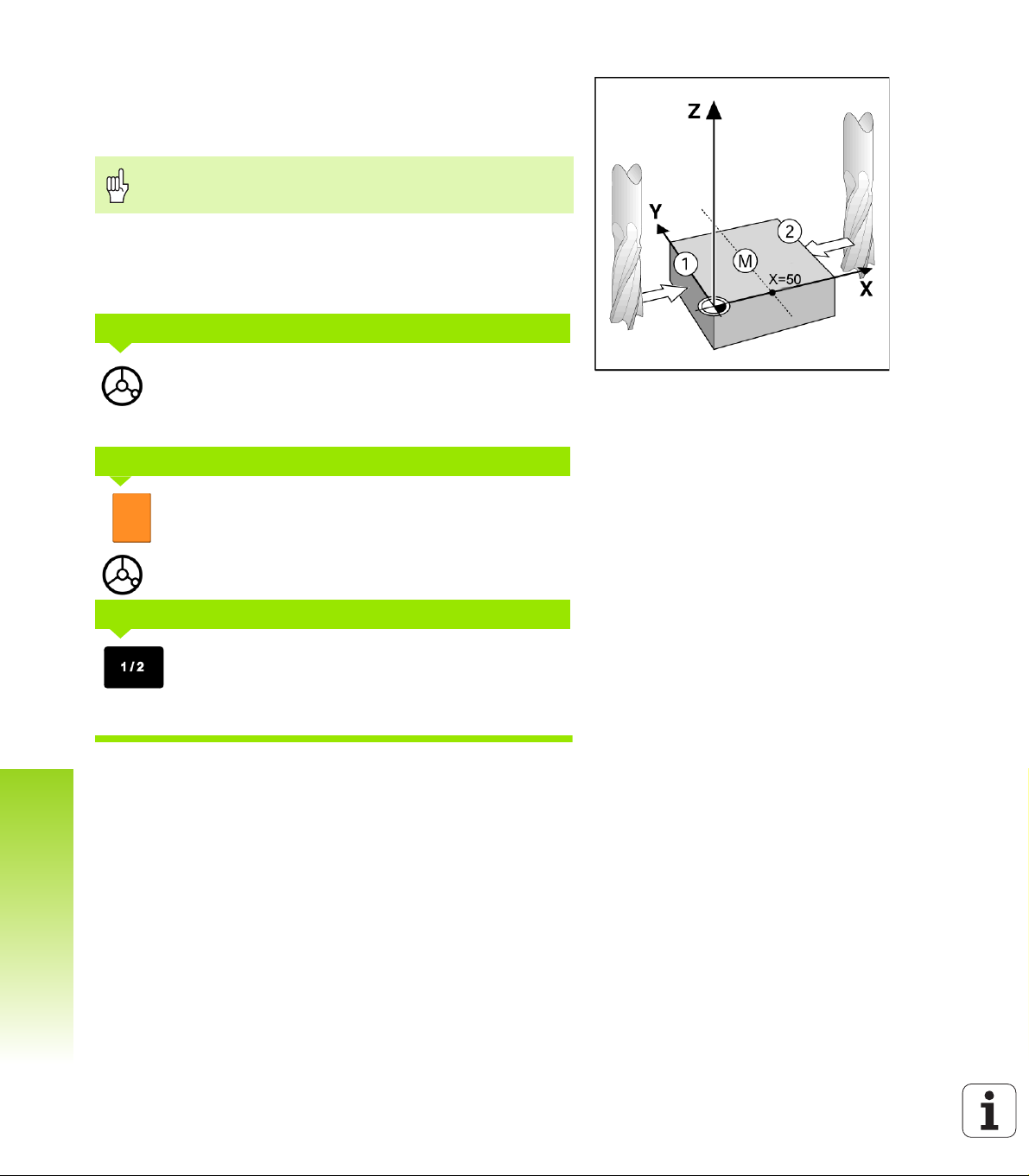
Абсолютные координаты заготовки
Каждая точка на заготовке однозначно определяется с помощью
ее абсолютных координат. Смотри Рис. I.2.
Пример: абсолютные координаты точки 1:
X = 20 мм
Y = 10 мм
Z = 15 мм
Если на чертеже обозначены aбсолютные координаты, то при
сверлении и фрезеровании инструмент необходимо переместить
в точку с указанными выше координатами.
Инкрементальные координаты заготовки
Координаты точки могут также отсчитываться от предыдущей
заданной позиции. Относительная точка привязки
устанавливается в этом случае в предыдущей заданной позиции,
а речь идет о инкрементных координатах (increment =
приращение) или о инкрементальных (составных) размерах, так
как координата указывается через сложение составных размеров.
Инкрементальные координаты обозначаются с буквой I.
Пример: инкрементальные координаты точки
точки 2. Смотри Рис. I.3
.
Aбсолютные координаты точки 2:
X = 10 мм
Y = 5 мм
Z = 20 мм
Инкрементальные координаты точки 3:
IX = 10 мм
IY = 10 мм
IZ = –15 мм
Если на чертеже обозначены инкрементальные координаты, то
при сверлении и фрезеровании инструмент перемещается
каждый раз на значение координаты.
3 относительно
Рис. I.2 Точка 1 имеет абсолютные координаты
I – 1 Основы позиционирования
Рис. I.3 Точка 3 с координатами в приращениях
ND 522/523 13
Page 14
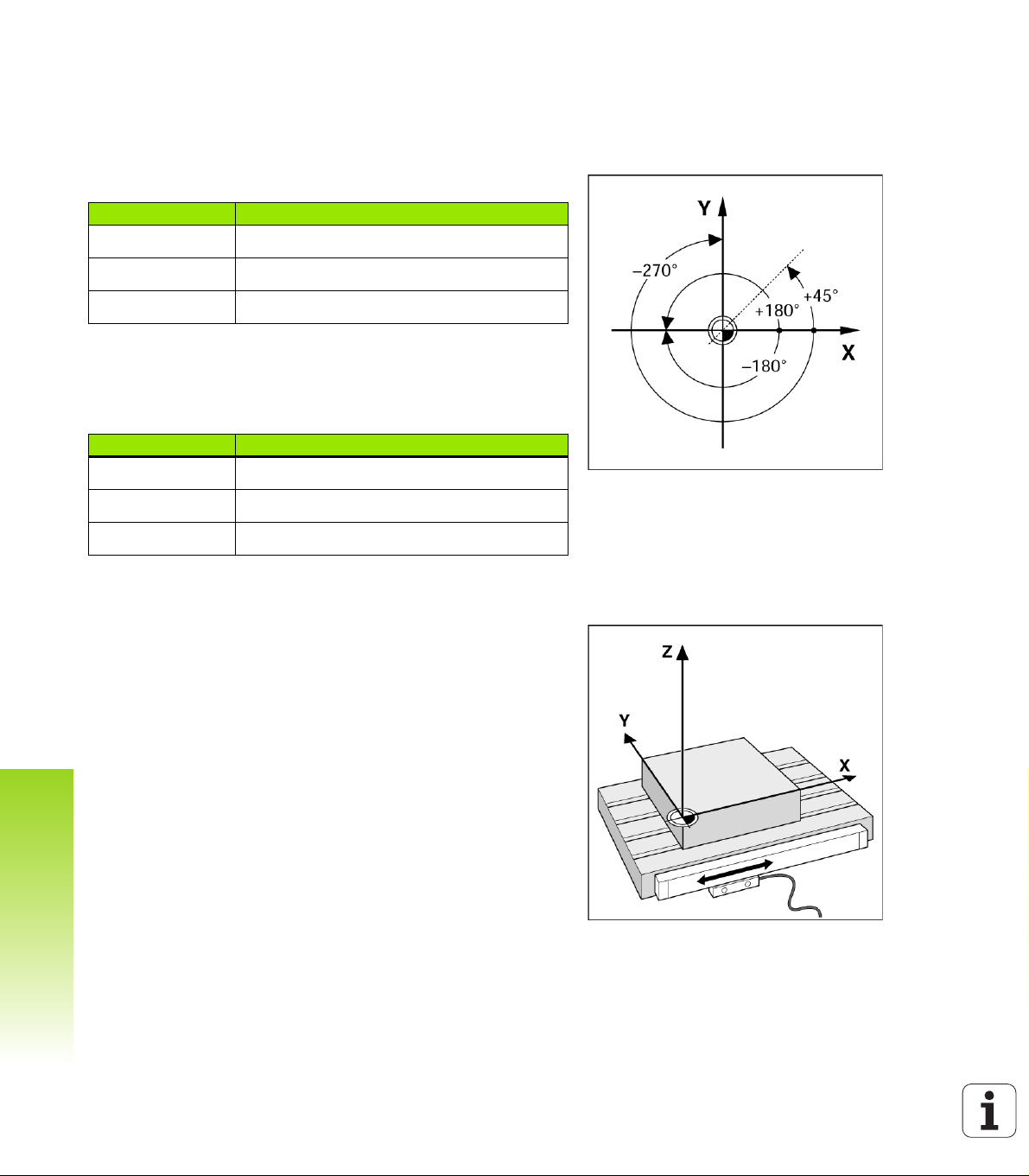
Опорная ось угла
Опорная ось угла - это положение 0°. Опорной осью угла может
быть одна из двух осей на плоскости вращения. Следующая
таблица определяет угол 0° для трех возможных плоскостей
вращения:
Для данных угла действуют следующие опорные оси:
Плоскость Опорная ось угла
XY +X
YZ +Y
ZX +Z
Положительное направление вращения - это движение против
часовой стрелки, если смотреть на плоскость обработки в
отрицательном направлении оси инструмента
Пример: угол в плоскости обработки XY
Угол Соответствует...
+ 45° ... биссектрисе между +X и +Y
I – 1 Основы позиционирования
+/– 180° ... отрицательной оси X
- 270° ... положительной оси Y
. Смотри Рис. I.4.
Рис. I.4 Угол и опорная ось угла в плоскости X/Y
Датчики измерения положения
Датчики измерения положения преобразуют перемещения осей
станка в электрические сигналы. ND 522/523 обрабатывает эти
сигналы, определяет фактическое положение осей станка и
отображает координату в виде числовых значений на дисплее.
Смотри Рис. I.5.
При отключении электропитания теряется связь между
положением рабочих органов станка и значением индикации. Как
только питание возобновляется, оператор может восстановить
эту связь
РЕФ (REF) устройства цифровой индикации ND 522/523.
14 I Инструкции по эксплуатации
с помощью референтных меток датчиков и автоматики
Рис. I.5 Датчики положения для линейных осей,
например, для оси X
Page 15
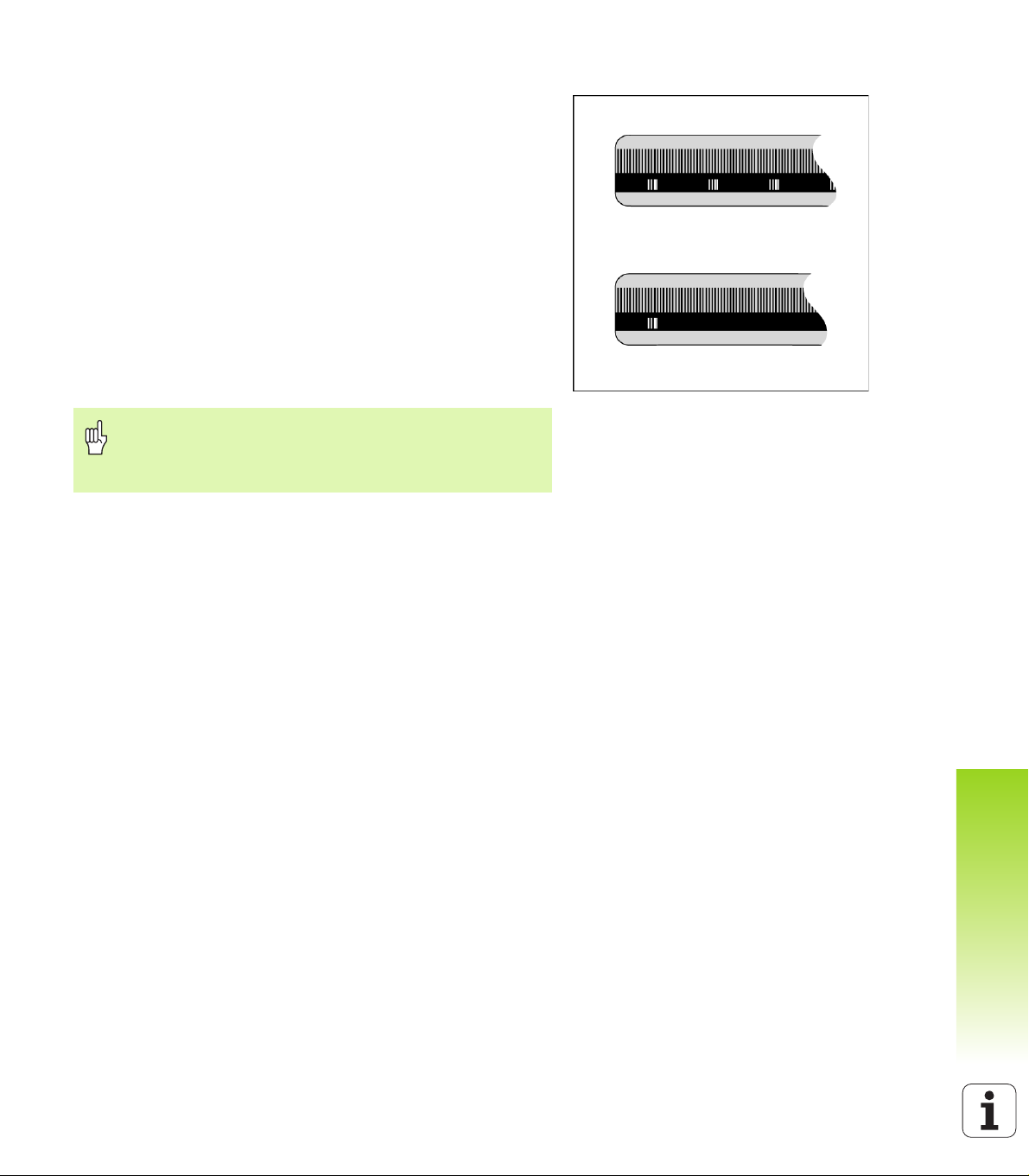
Референтные метки датчика
Обычно датчики обратной связи имеют одну или более
референтных меток (cмотри Рис. I.6), с помощью которых
функция поиска реф. меток восстанавливает координаты точек
привязки после отключения питания. Существуют два типа
референтных меток: фиксированные и кодированные.
Датчики с кодированными референтными метками имеют
метки на кодированном расстоянии друг от друга, которые
позволяют УЦИ определять
референтным меткам. Это означает, что ось должна
переместиться на очень маленькое расстояние в любом
направлении для того, чтобы точка привязки была восстановлена.
Датчики с фиксированными референтными метками имеют
одну или несколько меток с фиксированным расположением. Для
правильного восстановления координат точки привязки
необходимо использовать ту же
первой установке точки привязки.
Точки привязки не восстанавливаются после
выключения устройства цифровой индикации, если
перед установкой точки привязки не было выполнено
пересечение референтной метки.
точку привязки всего по двум
референтную метку, что и при
Рис. I.6 Шкалы – вверху с кодированными
референтными метками, внизу с одной
референтной меткой
I – 1 Основы позиционирования
ND 522/523 15
Page 16
I – 2 Общая информация о
Символы строки состояния
Точка привязки Инструмент Подача Секундомер Единицы
измерения
Режимы
работы
Индикация
страниц
Установка/
Обнуление
Обозначения
осей
Область
индикации
Отображение
референтных
меток
Графическая
помощь при
позиционировании (только в
режиме остаточного пути)
Softkey (многофункциональные клавиши)
ND 522/523
Структура экрана
I – 2 Общая информация о ND 522/523
16 I Инструкции по эксплуатации
Page 17

Устройства цифровой индикации ND 522/523 имеют практичные
функции, позволяющие достигать максимальной
производительности на станках с ручным управлением.
Строка состояния – В строке состояния отображается текущая
точка привязки, инструмент, подача, время секундомера,
единицы измерения, режим работы (остаточный путь или
фактическое значение), индикатор страниц и активная в данный
момент функция Установка/Обнуление. Установка параметров
строки
СОСТОЯНИЯ.
Область индикации - В данной области отображаются
текущие значения координат положения осей. Кроме того, в ней
отображаются формы ввода данных и их поля, а также окно с
инструкциями для оператора, сообщения об ошибках и тексты
помощи.
Обозначения осей - Показывают названия осей, присвоенные
соответствующей клавише
Отображение референтных меток - Показывает текущее
состояние референтных меток.
Softkey - Многофункциональные клавиши отображающие
различные функции фрезерования и точения.
состояния описывается в разделе меню СТРОКА
.
I – 2 Общая информация о ND 522/523
ND 522/523 17
Page 18
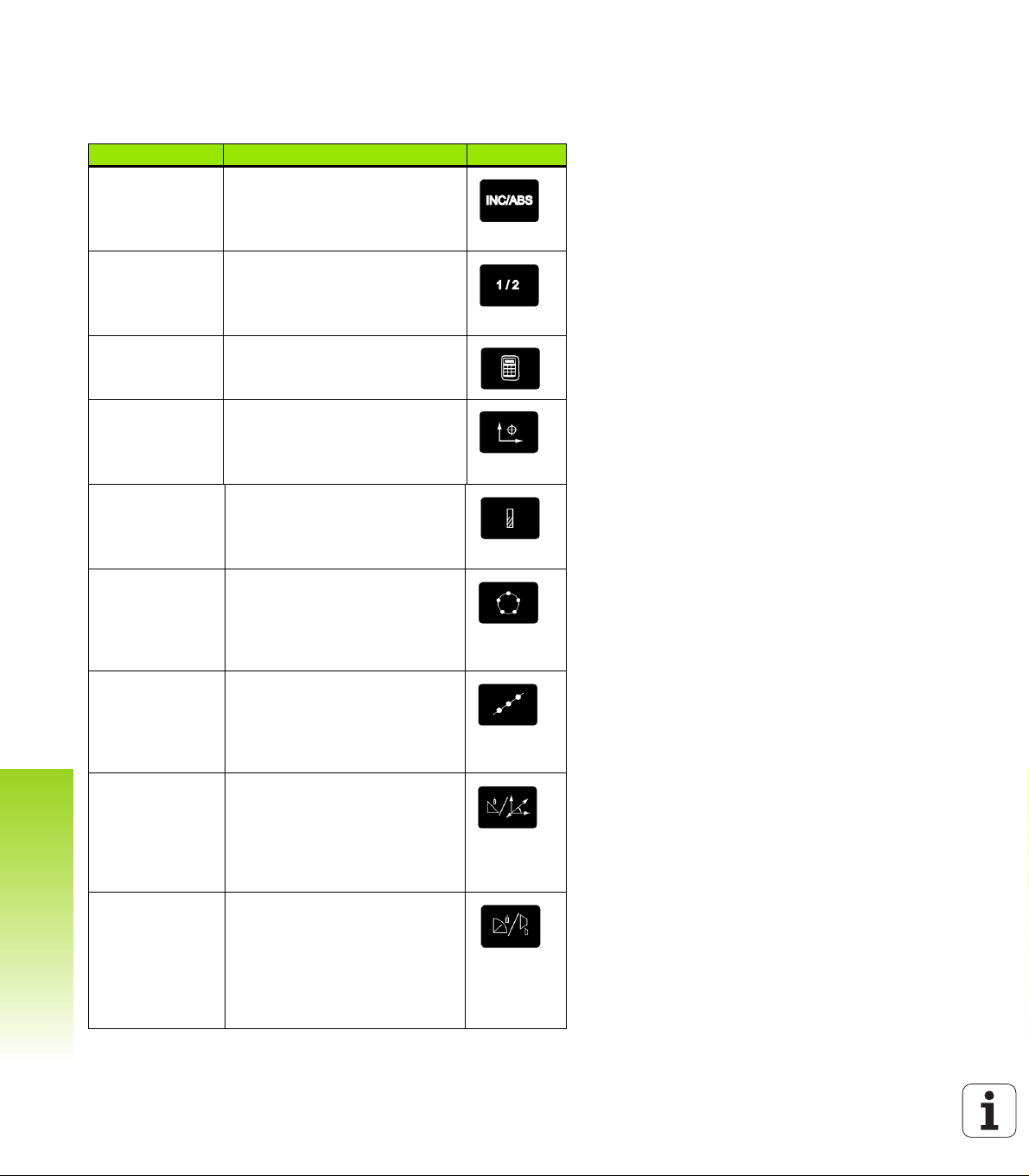
Обзор функционных клавиш
Приведеные ниже клавиши и их функции, расположенны на
клавиатуре УЦИ:
Клавиша Функция Символ
ИНКРЕМЕНТ./
АБСОЛЮТ.
Переключение между
отображением остаточного
пути и фактического значения.
(Стр. 19)
1/2 (ТОЛЬКО В
РЕЖИМЕ
ФРЕЗЕРОВАНИЯ)
КАЛЬКУЛЯТОР Вызов калькулятора. (Стр. 31)
ТОЧКА
ПРИВЯЗКИ
ИНСТРУМЕНТ Вызов ТАБЛИЦЫ
I – 2 Общая информация о ND 522/523
ОТВЕРСТИЯ
НА
ОКРУЖНОСТИ
ОТВЕРСТИЯ
НА ПРЯМЫХ
Деление текущего значения
позиции на два. (Стр. 30)
Вызов формы ТОЧКА
ПРИВЯЗКИ в которой можно
установить точку привязки для
любой оси. (Стр. 36)
ИНСТРУМЕНТА. (Стр. 32 в
режиме фрезерования. Стр
60 в режиме точения)
Вызов формы ОТВЕРСТИЯ
НА ОКРУЖНОСТИ. Для
автоматического вычисления
позиции отверстий при
фрезеровании (Стр. 48).
Вызов формы МАТРИЦА
ОТВЕРСТИЙ. Для
автоматического вычисления
позиции отверстий при
фрезеровании (Стр. 51).
.
ФРЕЗЕР.
ФАСКИ ИЛИ
КОМПОНЕНТЫ
ВЕКТОРА
ФРЕЗЕР.
КРУГЛОЙ
ФАСКИ ИЛИ
КАЛЬКУЛЯТОР
КОНУСА
18 I Инструкции по эксплуатации
Вызов формы
ФРЕЗЕРОВАНИЕ ФАСКИ
(Стр. 54) в режиме
фрезерования или формы
КОМПОНЕНТЫ ВЕКТОРА
(Стр. 68) в режиме точения.
Вызов формы
ФРЕЗЕРОВАНИЕ КРУГЛОЙ
ФАСКИ (Стр. 57) в режиме
фрезерования или маски
ввода КАЛЬКУЛЯТОР
КОНУСА (Стр. 66) в режиме
точения.
Page 19
Основные операции
Используйте кнопки с цифрами для ввода цифровых значений в
поля.
С помощью кнопки ENTER подтверждается ввод данных в поле,
после чего происходит возвращение к предыдущему окну.
Нажмите кнопку C, если необходимо удалить запись/сообщение
об ошибке или вернуться к предыдущему окну.
Клавиши SOFTKEY отображают различные функции
фрезерования и точения. Эти функции
нажатия соответствующей кнопки Softkey на УЦИ под
изображением на экране. Функции Softkey расположены на двух
страницах дисплея и вызываются с помощью кнопок ВЛЕВО/
ВПРАВО.
Клавиши ВЛЕВО/ВПРАВО позволяют просмотреть страницы 1
и 2 с доступными клавишами Softkey. Текущая страница
отображается в строке состояния сверху.
Используйте кнопки ВВЕРХ/ВНИЗ для перемещения между
полями формы
последнего пункта меню, он автоматически переходит к
первому пункту этого меню.
или пунктами меню. Когда курсор достигает
активируются путем
Режимы работы
ND 522/523 имеет два режима работы: остаточный путь
(INCREMENTAL) и фактическое значение (ABSOLUTE). Режим
остаточного пути (в данном руководстве обозначен как
incremental) позволяет приближаться к заданной позиции путем
"обнуления". В режиме остаточного пути можно задавать как
абсолютные, так и инкрементальные значения координат. В
режиме фактического значения (обозначается как absolute)
значение текущей позиции
относительно активной точки привязки. В этом режиме работы все
перемещения осуществляются путем достижения заданной
позиции.
В режиме фактического значения, если ND 522/523 работает в
режиме фрезерования, действует только коррекция на длину
инструмента. В режиме остаточного пути для расчета остаточного
пути до заданной позиции используется как коррекция на радиус,
так и
коррекция на длину относительно режущей кромки
используемого инструмента.
Если ND 522/523 работает в режиме точения, то активными как
для режима остаточного пути, так и для фактической позиции
являются все коррекции.
Нажмите кнопку INK/ABS (Смотри Рис. I.7) для переключения
между этими режимами. Клавишей ВЛЕВО/ВПРАВО вызываются
все доступные функции клавиш Softkey в инкрементальном или
абсолютном режиме.
В случае исполнения УЦИ для трех осей данная функция
позволяет сопряжение Z осей. Смотри "Активация сопряжения Z"
на странице 69.
инструмента отображается
I – 2 Общая информация о ND 522/523
Рис. I.7 Кнопка Остаточный путь
(INCREMENTAL) / Фактическое значение
(ABSOLUTE)
ND 522/523 19
Page 20
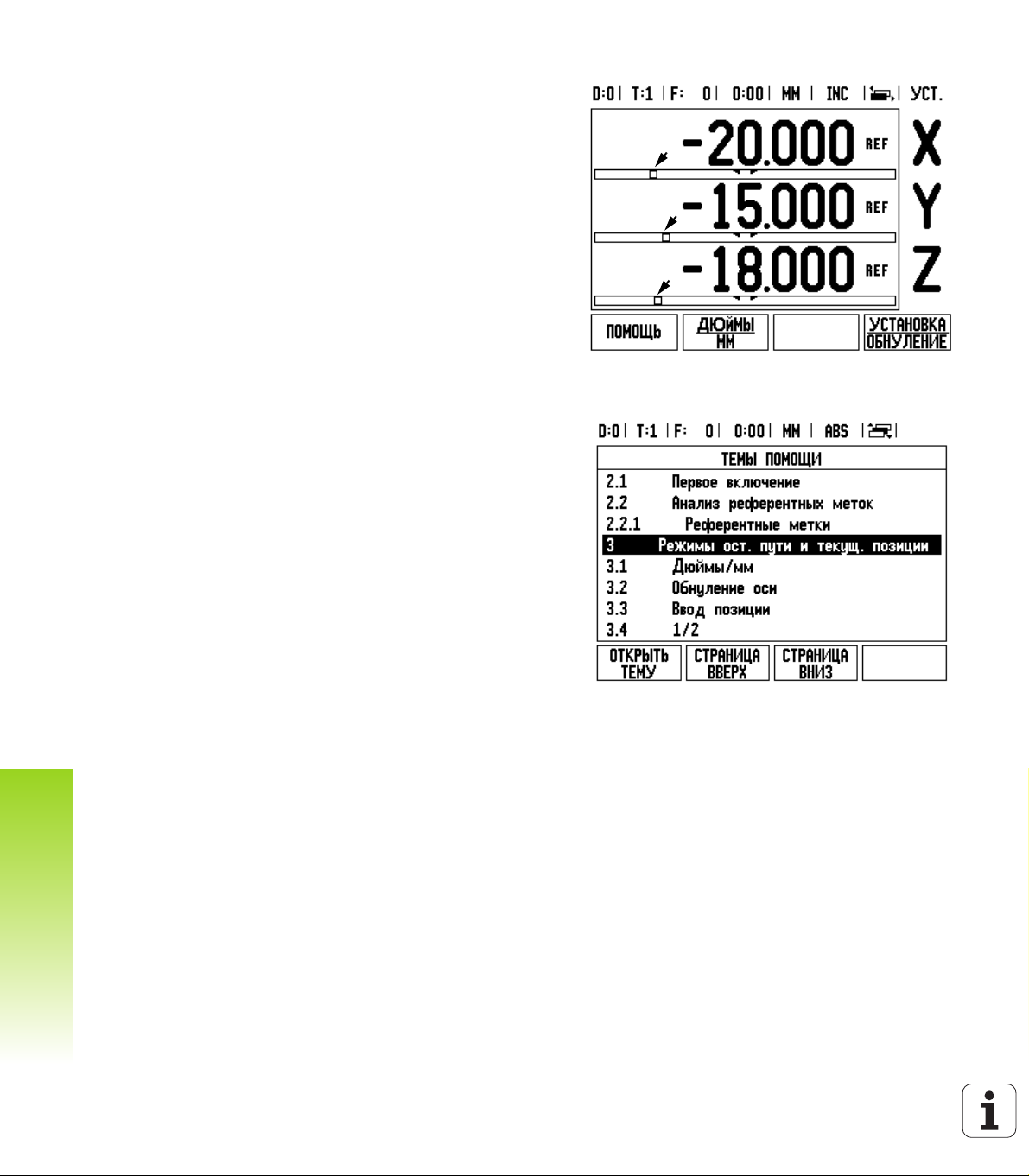
Графическая помощь при позиционировании
При отображении остаточного пути ND 522/523 предоставляет
графическую поддержку. Смотри Рис. I.8.
ND 522/523 показывает квадратик под осью для которой
отображается остаточный путь. Две треугольные метки в центре
окна символизируют заданную позицию.
Квадратик показывает текущее положение оси. Во время
перемещения оси в квадрате появляется стрелка, указывающая
направление движения. Это помогает определить, перемещается
ли инструмент к заданной позиции или от нее. Квадратик
начинает перемещаться лишь тогда, когда ось находится вблизи
заданной позиции. Настройка графической помощи при
позиционировании описана в меню РАБОЧИЕ НАСТРОЙКИ.
Смотри "Графическая помощь при позиционировании" на
странице 26.
Помощь
Встроенные инструкции по эксплуатации помогут в любое время
найти необходимую информацию. Смотри Рис. I.9
Для
вызова встроенной помощи:
U Нажмите Softkey ПОМОЩЬ.
U На экране появится информация о текущей операции.
U Используйте клавиши ВВЕРХ/ВНИЗ, чтобы пролистать
страницы, если текст превышает размер экрана.
I – 2 Общая информация о ND 522/523
Для просмотра информации по другой теме:
U Нажмите Softkey СПИСОК ТЕМ.
U Нажмите клавишу ВВЕРХ/ВНИЗ для просмотра всего списка.
U Нажмите ENTER для вывода не экран информации по
выбранной теме.
Для выхода из руководства пользователя:
U Нажмите кнопку C.
Рис. I.8 Графическая помощь является активной
(указано стрелками)
Рис. I.9 Список тем помощи
20 I Инструкции по эксплуатации
Page 21
Формы ввода данных
Данные, необходимые для различных функций и параметров,
вводятся через формы ввода. Эти формы появляются после
выбора функции, требующей ввода дополнительных данных.
Каждая форма содержит все необходимые поля для ввода
данных.
Изменения входят в силу после подтверждения кнопкой ENTER.
Если Вы не хотите сохранять изменения, нажмите кнопку C для
отмены и возврата к предыдущему
Окно с инструкциями в режиме онлайн
При открытии меню или формы справа отображаются краткие
инструкции для пользователя. В этом окне отображается
информация о выбранной функции и доступных опциях. Смотри
Рис. I.10
окну.
Сообщения об ошибках
Если при работе с ND 522/523 возникает ошибка, то на экране
появляется сообщение, в котором указывается ее причина.
Для удаления сообщения об ошибке:
U Нажмите кнопку C.
Рис. I.10 Пример маски ввода и окна с
инструкциями в режиме онлайн
I – 2 Общая информация о ND 522/523
ND 522/523 21
Page 22
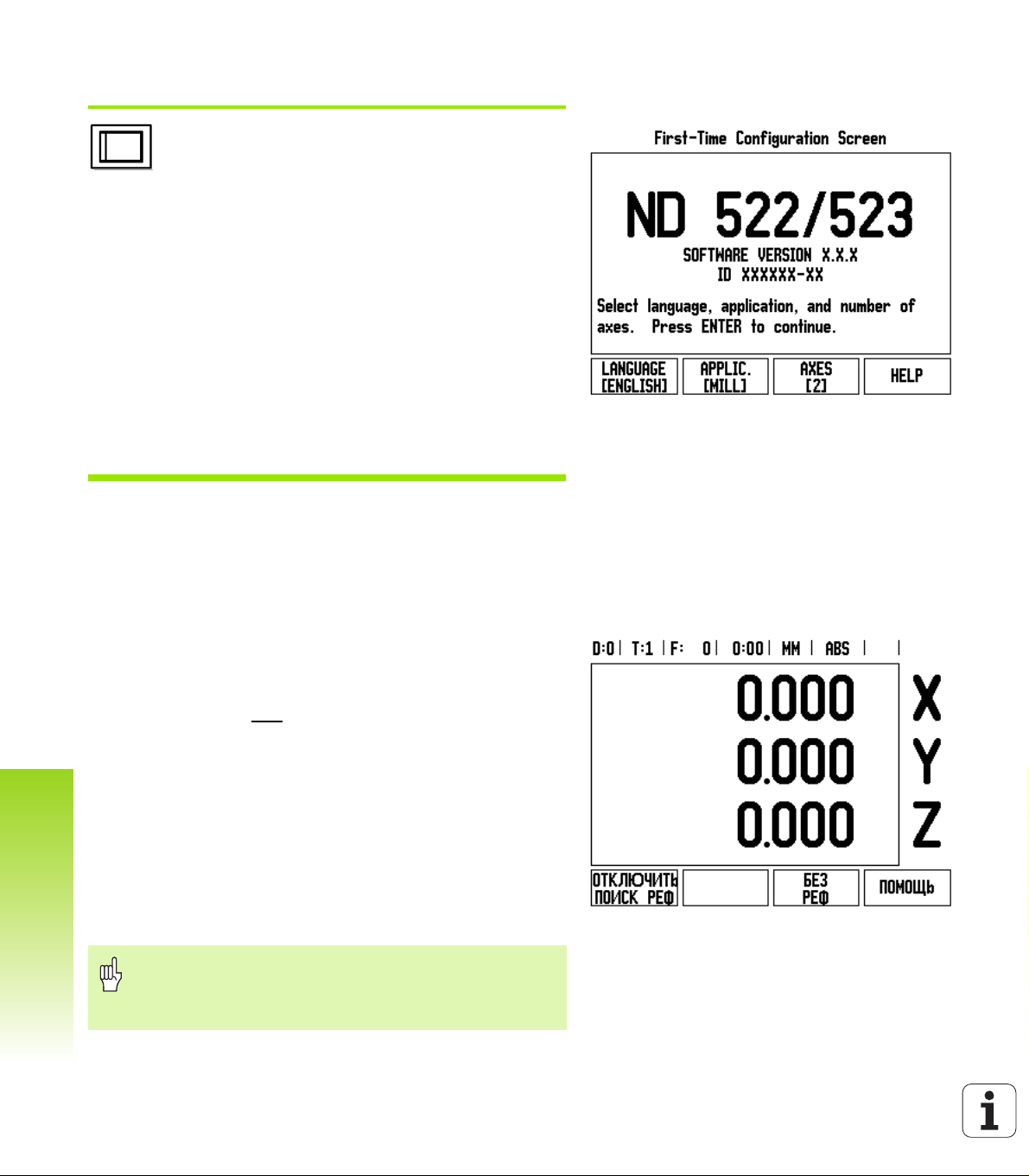
Включение питания
Включите кнопку питания на задней панели. При
первом включении УЦИ, cмотри Рис. I.11,
появляется так называемый экран первого
включения. Возможно, следующие шаги уже были
выполнены при установке программного
обеспечения.
Нажатием кнопки Softkey LANGUAGE выберите
желаемый язык.
Выберите режим работы ФРЕЗЕРОВАНИЕ или
ТОЧЕНИЕ. Используйте Softkey РЕЖ.РАБ.
[ФРЕЗЕР./ТОЧЕНИЕ] для переключения
этими режимами.
Затем задайте количество осей. После того, как
все настройки сделаны, нажмите ENTER.
Позднее можно изменить режим работы в меню
НАСТРОЙКИ СИСТЕМЫ, пункт НАСТРОЙКИ
УЦИ.
Теперь ND 522/523 готово к работе в режиме фактического
значения. Возле каждой активной оси появится мигающий символ
“REF”. Это говорит о том, что необходимо пересечь референтные
метки.
I – 2 Общая информация о ND 522/523
между
Рис. I.11 Содержание дисплея при первом
включении
Поиск референтных меток
Функция поиска референтных меток автоматически
восстанавливает положение рабочих органов станка,
опреденленных при последней установке точки привязки.
Если датчик обратной связи имеет референтные метки, то на
дисплее будет мигать REF
реферетной метки REF перестает мигать.
Работа без обнуления
ND 522/523 позволяет работать без пересечения референтных
меток. Нажмите клавишу Softkey БЕЗ РЕФ, если обнуление не
требуется, и продолжайте работу.
Референтные метки можно пересечь позднее, если в течение
работы возникает необходимость задать точки привязки,
восстанавливаемые после отключения питания. Для активации
режима поиска
ВКЛЮЧИТЬ ПОИСК РЕФ.
22 I Инструкции по эксплуатации
референтных меток нажмите клавишу Softkey
Если датчик обратной связи не имеет референтных
меток, пометка REF не появляется и все координаты
точек привязки будут потеряны при отключении
питания.
. Смотри Рис. I.12. После пересечения
Рис. I.12 Экран поиска референтных меток
Page 23
ВКЛЮЧЕНИЕ/ОТКЛЮЧЕНИЕ функции РЕФ:
Клавиша Softkey ВКЛЮЧИТЬ/ОТКЛЮЧИТЬ становится
активной во время поиска референтных меток и позволяет
выбрать определенную референтную метку датчика. Это важно,
если используются датчики с фиксированными референтными
метками. При нажатии клавиши Softkey ОТКЛЮЧИТЬПОИСК
РЕФ, УЦИ прерывает поиск референтных меток и игнорирует все
пересекаемые метки. При нажатии Softkey ВКЛЮЧИТЬПОИСК
РЕФ, УЦИ снова активирует режим поиска референтных меток и
выбирает следующую пересеченную метку.
После обнуления всех осей, нажмите клавишу Softkey БЕЗ РЕФ
для завершения поиска референтных меток. Пересечение
референтных меток должно выполняться не для всех датчиков, а
только для используемых. После пересечения всех референтных
меток ND 522/523 автоматически возвращается к отображению
координат осей.
Если пересечение референтных меток не выполнено,
ND 522/523 не сохраняет координаты точек привязки.
Это означает, что после отключения питания будет
невозможно восстановить связь между положением
рабочих органов станка и значением индикации.
Включите устройство цифровой индикации и
нажмите любую кнопку.
Выполните пересечение референтных меток в
произвольной последовательности.
I – 2 Общая информация о ND 522/523
- АЛЬТЕРНАТИВНЫЙ МЕТОД -
Нажмите Softkey ОТКЛЮЧИТЬПОИСК РЕФ.
Выполните подвод к желаемой фиксированной
референтной метке датчика. Нажмите Softkey
ВКЛЮЧИТЬПОИСК РЕФ и пересеките
референтную метку.
- АЛЬТЕРНАТИВНЫЙ МЕТОД -
Нажмите Softkey БЕЗ РЕФ и не пересекайте
референтные метки. Замечание: связь между
положением рабочих органов и значениями
индикации будет
питания.
ND 522/523 23
потеряна при выключении
Page 24
Настройки
ND 522/523 имеет два раздела для настройки параметров:
рабочие настройки и настройки системы. Рабочие настройки
используются для настройки каждого процесса обработки под его
требования. Настройки системы используются для задания
параметров датчика и параметров отображения.
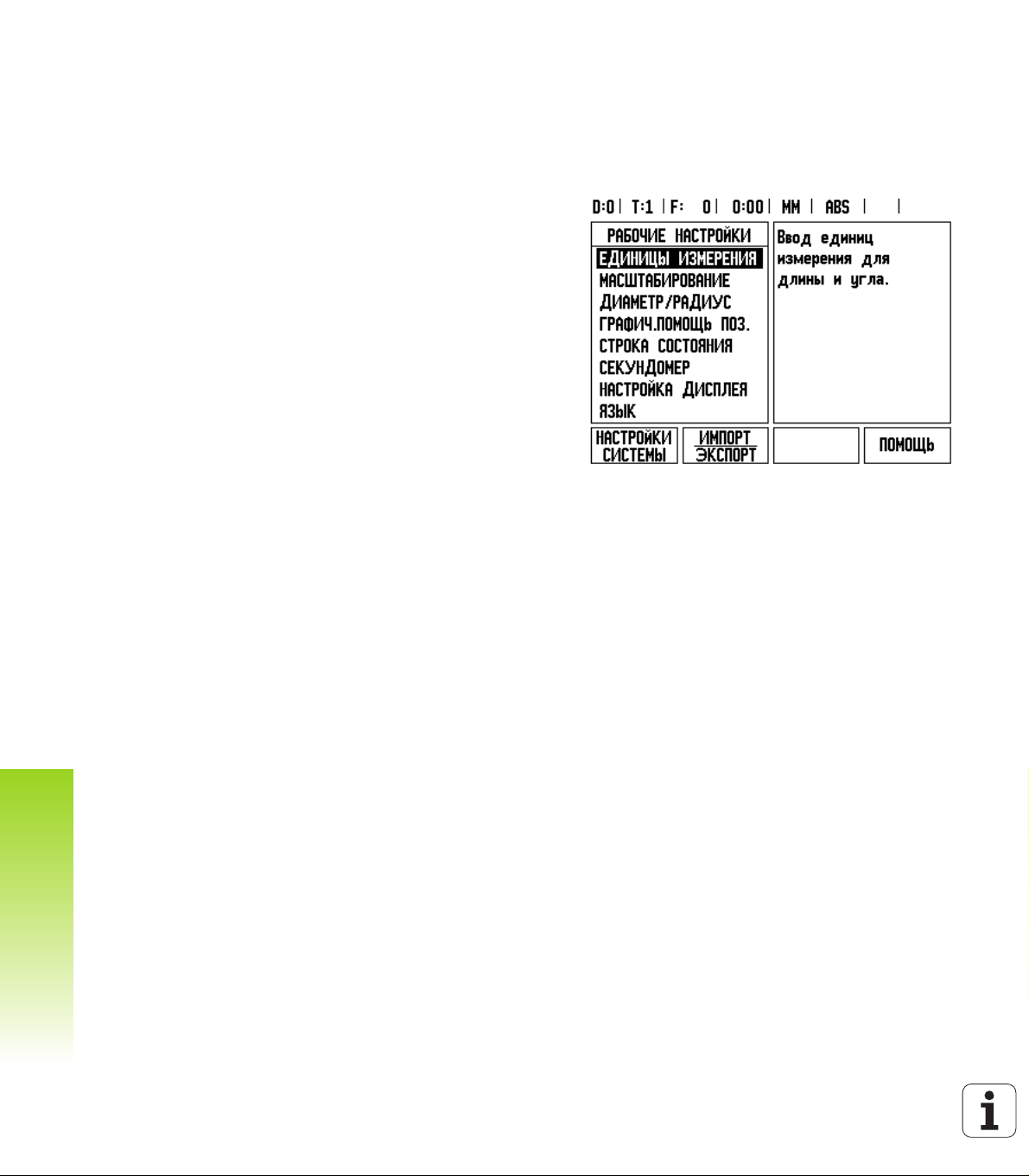
РАБОЧИЕ НАСТРОЙКИ становятся доступными после нажатия
Softkey НАСТРОЙКИ. Смотри Рис. I.13. В меню РАБОЧИЕ
НАСТРОЙКИ доступны следующие клавиши Softkey:
НАСТРОЙКИ
Эта клавиша позволяет перейти в настройки конфигурации
УЦИ. Смотри "Параметры настроек системы" на странице 75.
ИМПОРТ/ЭКСПОРТ
С помощью этой кнопки активируется режим импорта/экспорта
рабочих параметров. Смотри "Импорт/Экспорт" на странице 27.
ПОМОЩЬ
Используя эту кнопку можно открыть встроенную помощь.
Параметры меню Рабочие настройки
I – 2 Общая информация о ND 522/523
Для просмотра рабочих настроек используйте клавиши со
стрелками ВВЕРХ/ВНИЗ, а для редактирования нажмите ENTER
на одном из параметров.
СИСТЕМЫ
Рис. I.13 Меню РАБОЧИЕ НАСТРОЙКИ в режиме
фрезерования
Единицы измерения
В этой форме задаются ЕДИНИЦЫ ИЗМЕРЕНИЯ и форматы.
После включения УЦИ эти настройки сразу становятся
активными.
U Дюймы/ММ - измерения длины отображаются и вводятся в
единицах, выбранных в поле ЛИНЕЙНЫЙ. Переключение
между миллиметрами и дюймами происходит при нажатии
Softkey ДЮЙМЫ/MM. Вы можете изменить единицы
измерения нажатием Softkey ДЮЙМЫ/ММ, как в режиме
фактического значения, так и в режиме остаточного пути.
U Десятичные значения, радианы или градусы/минуты/секунды
(ГМС) - в поле УГЛОВОЙ задается, в каких величинах
отображается и вводится значение угла. Выберите
ДЕСЯТИЧНЫЕ ЗНАЧЕНИЯ, РАДИАНЫ или ГРАД/МИН/С
используя Softkey.
24 I Инструкции по эксплуатации
Page 25
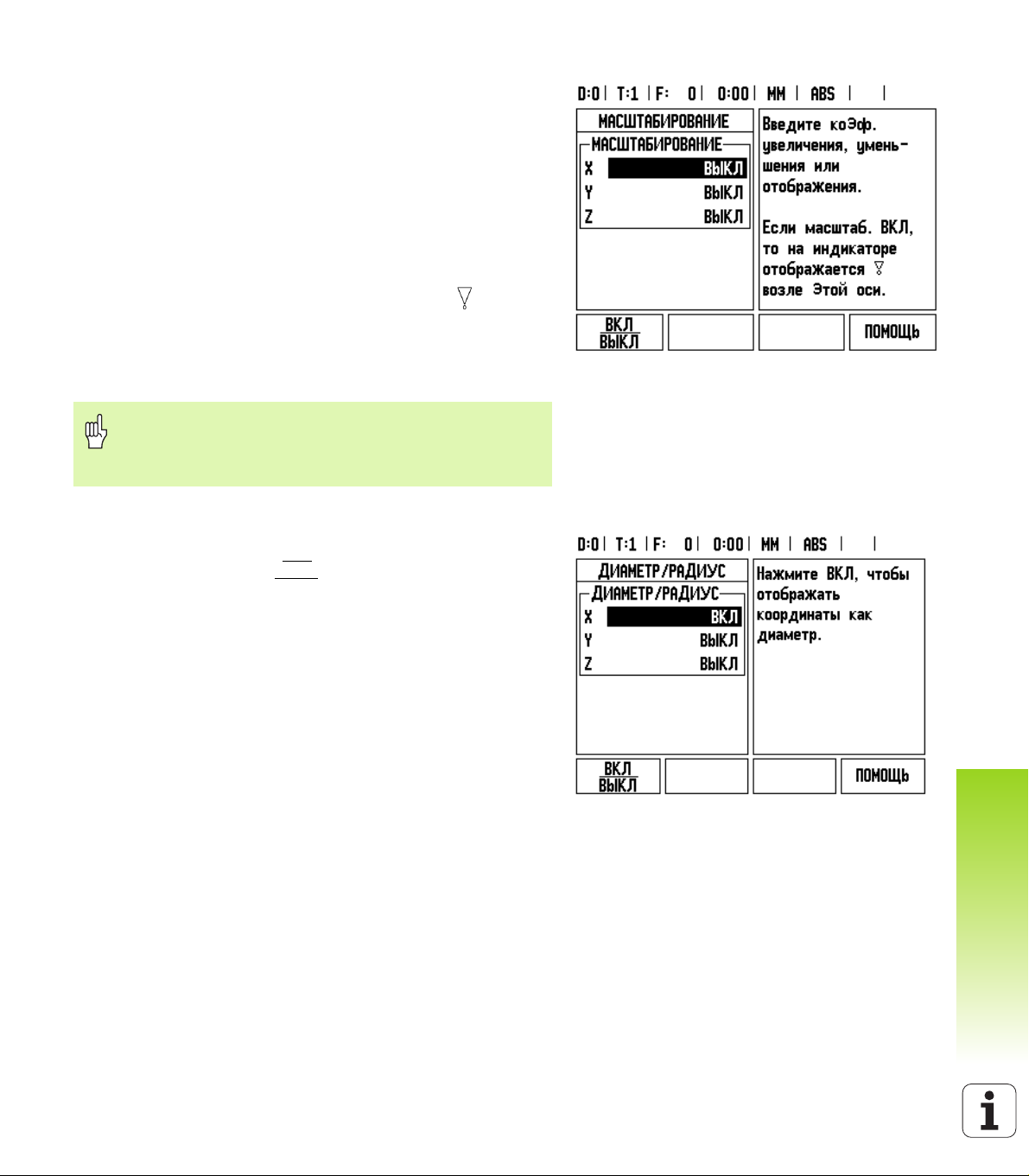
Масштабирование
Коэффициент масштабирования позволяет уменьшить или
увеличить заготовку на экране. Все перемещения,
регистрируемые датчиками обратной связи, умножаются на этот
коэффициент. Коэффициент 1.0 представляет заготовку в
размерах, заданных на чертеже. Смотри Рис. I.14.
U С помощью клавиш с цифрами вводится числовое значение.
Диапазон ввода составляет от 0,1000 до 10,000. Также
допускается ввод отрицательного значения.
U Настройки масштабирования сохраняются после отключения
питания.
U Если коэффициент масштабирования имеет любое значение
кроме 1, то на оси дисплея отображается символ .
U Клавиша Softkey ВКЛ/ВЫКЛ служит для включения и
отключения коэффициента масштабирования.
Зеркальное отображение
Коэффициент масштабирования -1.00 отобразит
заготовку зеркально. Вы можете одновременно
выполнить зеркальное отображение заготовки и ее
масштабирование.
Диаметр/радиус
Выберите ДИАМЕТР/РАДИУС для изменения отображения оси
как диаметр или как радиус. ВКЛ
отображаться как диаметр. ВЫКЛ
означает, что данная ось будет
отключает функцию ДИАМЕТР/
РАДИУС. Смотри Рис. I.15. Информация о функции Радиус/
Диаметр в режиме точения, смотри "Softkey RX (Радиус/
Диаметр)" на странице 67.
U Выделите курсором ДИАМЕТР/РАДИУС и нажмите ENTER.
U Курсор переместится в поле оси Х. Нажмите Softkey ВКЛ/ВЫКЛ
для активации или деактивации функции, в зависимости от того,
что Вы хотите выбрать, диаметр или радиус.
U Подтвердите выбор кнопкой ENTER.
Рис. I.14 Масштабирование
I – 2 Общая информация о ND 522/523
Рис. I.15 Форма ввода Диаметр/радиус
ND 522/523 25
Page 26
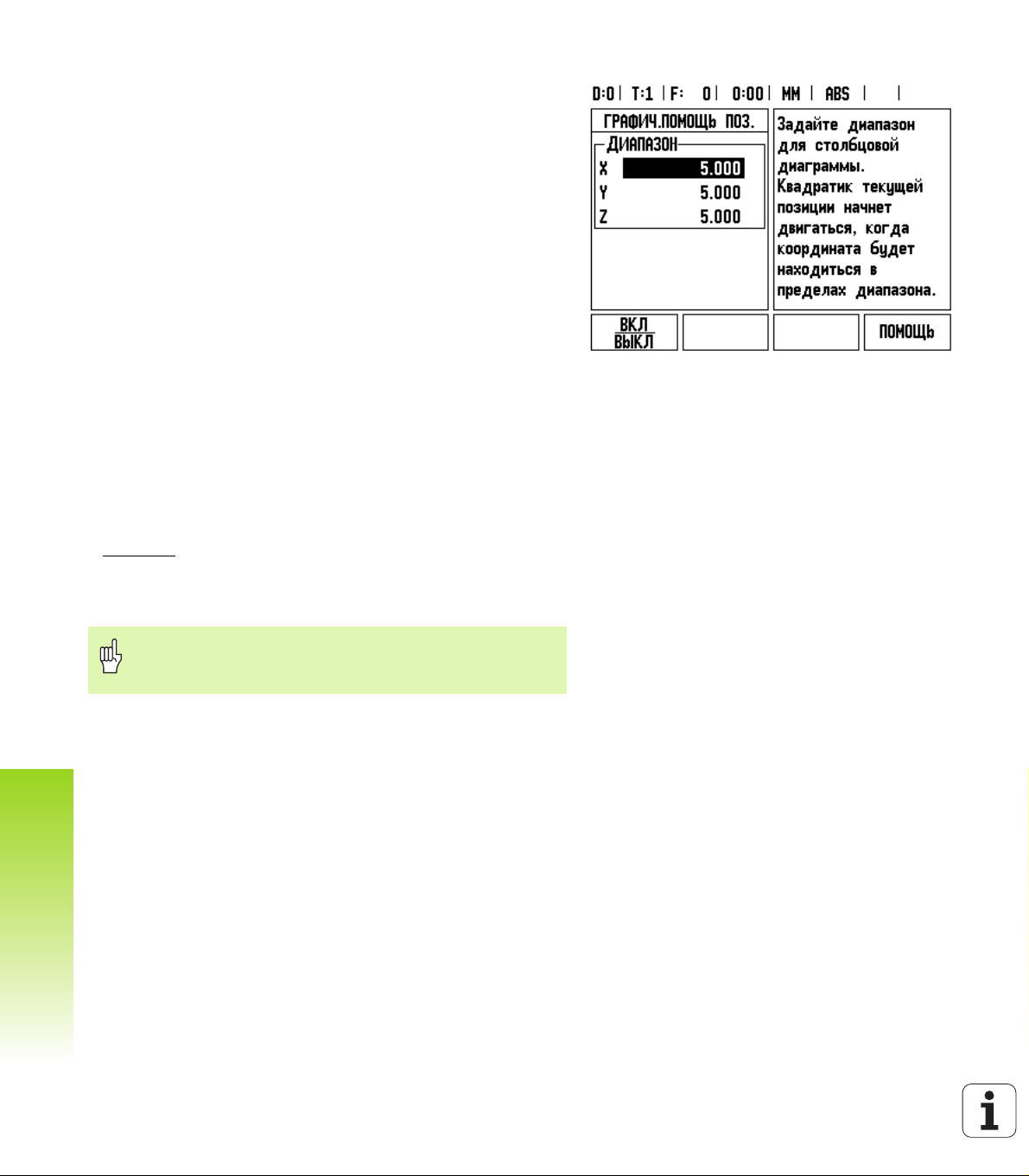
Графическая помощь при позиционировании
Форма ГРАФИЧ.ПОМОЩЬ ПОЗ. служит для конфигурации
полоски с квадратиком, которая отображается в режиме
остаточного пути под координатой оси. Каждая ось имеет свой
собственный диапазон. Смотри Рис. I.16.
U Графическая помощь активируется клавишей Softkey ВКЛ/
ВЫКЛ или при вводе значений осей с помощью клавиши с
цифрами. Квадратик для отображения текущей позиции
начинает двигаться, как только координата оси попадает в
заданный диапазон.
Строка состояния
Строка состояния находится у верхнего края дисплея и служит
для отображения активной точки привязки, инструмента, подачи,
секундомера и
U Нажмите клавишу Softkey ВКЛ/ВЫКЛ для каждого параметра,
страниц экрана.
который Вы хотите отобразить или скрыть.
Секундомер
Секундомер отображает часы (ч), минуты (мин), секунды (с). Он
работает как обычный секундомер, т.е. считает прошедшее время
(отсчет начинается с 0:00:00).
В поле ВРЕМЯ отображается сумма отдельных интервалов
истекшего времени.
U Нажмите Softkey СТАРТ/СТОП. В поле состояния отобразится
СЧИТАЕТ
I – 2 Общая информация о ND 522/523
счет.
U Нажмите СБРОС, чтобы установить индикацию на 0:00:00.
. Нажмите еще раз на эту кнопку, чтобы остановить
Сброс останавливает секундомер, если он считает.
Рис. I.16 Графическая помощь при
позиционировании
При выходе из меню секундомера в основной режим
остановить счет можно нажатием кнопки с точкой на
УЦИ, а нулем сбросить время.
26 I Инструкции по эксплуатации
Page 27

Настройка дисплея
Вы можете настроить контрастность дисплея в обоих режимах
работы с помощью Softkey или используя клавиши со стрелками
ВВЕРХ/ВНИЗ. Различная освещенность или предпочтения
пользователя могут потребовать настройки контрастности.
Данная форма ввода позволяет также задать, через какое время
должен включаться хранитель экрана. В поле ХРАНИТЕЛЬ
ЭКРАНА задается время бездействия, через которое
экран
отключается. Время бездействия может составлять от 30 до 120
минут. Хранитель экрана можно отключить, но после отключения
питания он опять активируется.
Язык
ND 522/523 поддерживает различные языки. Язык можно
изменить следующим образом:
U Нажимайте клавишу Softkey ЯЗЫК до тех пор, пока в поле
сверху не появится желаемый язык.
U Нажмите ENTER для подтверждения выбора.
Импорт/Экспорт
Настройки рабочих параметров могут быть импортированы или
экспортированы через USB-порт (Смотри "USB-порт (тип “B”)" на
странице 85).
U Нажмите Softkey ИМПОРТ/ЭКСПОРТ в меню Настройки.
U Нажмите ИМПОРТ, чтобы загрузить конфигурацию параметров
с ПК.
U Нажмите ЭКСПОРТ, чтобы послать текущие параметры на
принтер или ПК.
U Для выхода нажмите кнопку C.
I – 2 Общая информация о ND 522/523
ND 522/523 27
Page 28
Обзор функций клавиш Softkey
Индикация
страниц
Функции клавиш Softkey расположены на двух страницах дисплея.
С помощью клавиш ВЛЕВО/ВПРАВО можно переключаться
между ними. В строке состояния индикатор страниц отобразит,
какая страница активна в данный момент, выделив ее темным
цветом. Для каждой клавиши Softkey можно вызвать
дополнительную информацию.
Смотри Рис. I.17
Softkey
Страница 1
ПОМОЩЬ Открывает экран помощи.
ДЮЙМЫ/ММ Переключение между
РАДИУС/
ДИАМЕТР
УСТ./ОБНУЛ. Переключение между функцией
I – 2 Общая информация о ND 522/523
Softkey
Страница 2
НАСТРОЙКИ Открывает РАБОЧИЕ
Функция Символ
(Стр. 20)
отображением значений в
миллиметрах или дюймах.
(Стр. 24)
Переключение между
отображением значений как
радиус или диаметр (доступно
только в режиме точения). (Стр.
67)
установки и обнуления.
Используется с
соответствующей кнопкой оси.
(Стр. 29)
Функция Символ
НАСТРОЙКИ и дает доступ к
Softkey НАСТРОЙКИ
СИСТЕМЫ. (Стр. 24)
Рис. I.17 Индикатор страниц и режим Установки/
Обнуления
ВКЛЮЧИТЬ
РЕФ
28 I Инструкции по эксплуатации
Нажмите, если необходимо
начать поиск референтной
метки. (Стр. 22)
Page 29

Подробное описание функций клавиш Softkey
Установка/Обнуление
Данный раздел более подробно описывает функции клавиш
Softkey, используемых как в режиме фрезерования, так и в
режиме точения.
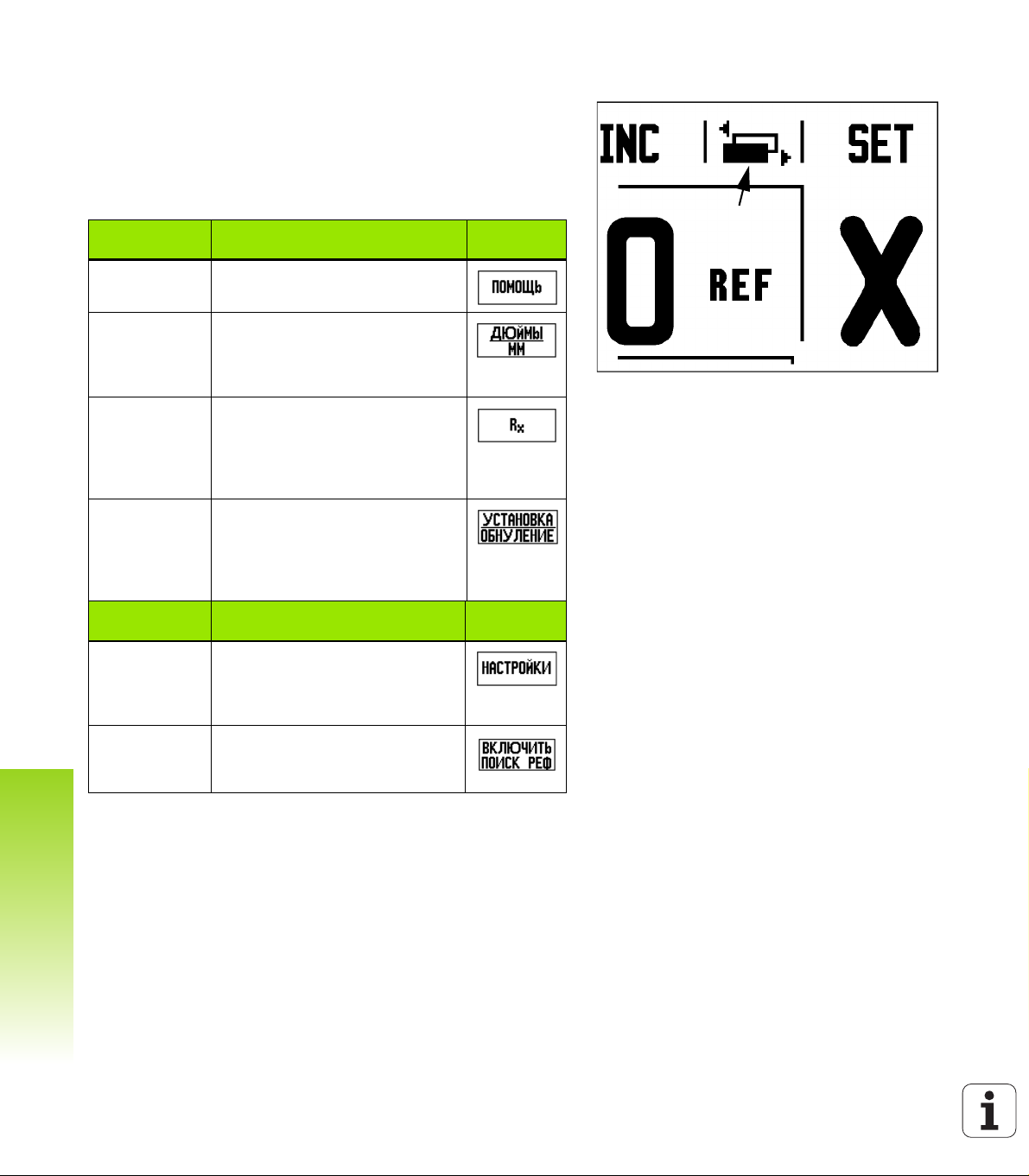
Softkey Установка/Обнуление
С помощью Softkey УСТ./ОБНУЛ. задается действие,
выполняемое после нажатия клавиши оси. Эта клавиша
осуществляет переключение между режимом установки и
обнуления. Текущий режим отображается в строке состояния.
Смотри Рис. I.18
Если в режиме
то при нажатии кнопки оси откроется форма ТОЧКА ПРИВЯЗКИ.
Если же ND 522/523 работает в инкрементальном режиме, то
откроется форма ВВОД ПОЗИЦИИ.
Если в режиме отображения фактической позиции выбрано
ОБНУЛ. и Вынажмете клавишу оси, то точка привязки данной оси
обнулится в той координате, в которой находится
момент. Если это сделать в режиме остаточного пути, то текущее
значение остаточного пути тоже обнулится.
отображения фактической позиции выбрано УСТ.,
ось в данный
Если в режиме отображения фактической позиции
выбрано ОБНУЛ., то при нажатии кнопки оси точка
привязки данной оси обнулится в той координате, в
которой находится ось в данный момент.
Рис. I.18 Индикатор страниц и режим Установки/
Обнуления
I – 2 Общая информация о ND 522/523
ND 522/523 29
Page 30
Кнопка 1/2
Кнопка 1/2 используется для нахождения средней линии (или
средней точки) между двумя точками на выбранной оси заготовки.
Она действует как для абсолютного, так и для инкрементального
режима. Смотри Рис. I.19
Эта функция изменяет значение точки привязки, если
она используется в режиме фактической позиции.
Пример: определение середины выбранной оси
X-значение: X = 100 мм
Середина: 50 мм
ПОДВОД К ТОЧКЕ 1
Переместите инструмент в первую точку.
Softkey УСТ./ОБНУЛ. должна быть установлена
на обнулении.
ОБНУЛЕНИЕ ОСИ И ПОДВОД К ТОЧКЕ 2
Нажмите клавишу оси X и
Рис. I.19 Пример нахождения центра
I – 2 Общая информация о ND 522/523
НАЖМИТЕ 1/2 И ВЫПОЛНИТЕ ПОДВОД К НОЛЮ
выполните подвод ко второй точке.
Нажмите кнопку 1/2, затем нажмите кнопку оси X и
перемещайте ось до тех пор, пока на индикаторе
не отобразится ноль. Это положение средней
точки.
30 I Инструкции по эксплуатации
Page 31

Кнопка калькулятора
Калькулятор ND 522/523 может выполнять любые вычисления, от
простых арифметических до сложных тригонометрических, а
также вычисления оборотов в минуту.
Для доступа к Softkey КЛАССИЧЕСКИЙ и ОБ/МИН нажмите на
УЦИ клавишу КАЛЬКУЛЯТОРА. Смотри Рис. I.20 & Рис. I.21.
Если в поле ввода задается более одной операции, то
калькулятор сначала выполняет деление и
умножение, а потом сложение и вычитание. Например,
если задано 3 + 1 / 8, то сначала калькулятор разделит
один на восемь, а потом прибавит три. В результате
получится 3.125.
Классический калькулятор содержит как тригонометрические
функции, так и функции возведения в квадрат и квадратного
корня. Если
задайте угол, а затем нажмите соответствующую клавишу
Softkey.
Вы хотите вычислить SIN, COS или TAN угла, сначала
Значения угла отображаются в выбранных Вами
единицах (углах или радианах).
Рис. I.20 Клавиши Softkey калькулятора
Рис. I.21 Клавиши Softkey тригонометрических
функций
I – 2 Общая информация о ND 522/523
ND 522/523 31
Page 32

I – 3 Функции фрезерования
В данной главе описываются функции, доступные исключительно
в режиме фрезерования. Функции клавиш Softkey, одинаковые
для режимов фрезерования и точения, подробно описаны на Стр.
18.
Подробное описание кнопок, расположенных на корпусе УЦИ
Кнопка Инструмент
При нажатии этой кнопки открывается таблица инструментов и
доступ к форме ИНСТРУМЕНТ для редактирования параметров
инструмента. ND 522/523 позволяет сохранять в таблице
инструментов до 16 инструментов. Смотри Рис. I.22
I – 3 Функции фрезерования
Импорт/Экспорт
Таблица инструментов может быть импортирована или
экспортирована через последовательный порт.
U Softkey ИМПОРТ и ЭКСПОРТ доступны также из таблицы
инструментов.
U Нажмите ИМПОРТ, чтобы загрузить таблицу инструментов с
ПК.
U Нажмите ЭКСПОРТ, чтобы послать таблицу инструментов на
ПК.
U Для выхода нажмите кнопку C.
Рис. I.22 Таблица инструментов для обработки
фрезерованием
32 I Инструкции по эксплуатации
Page 33
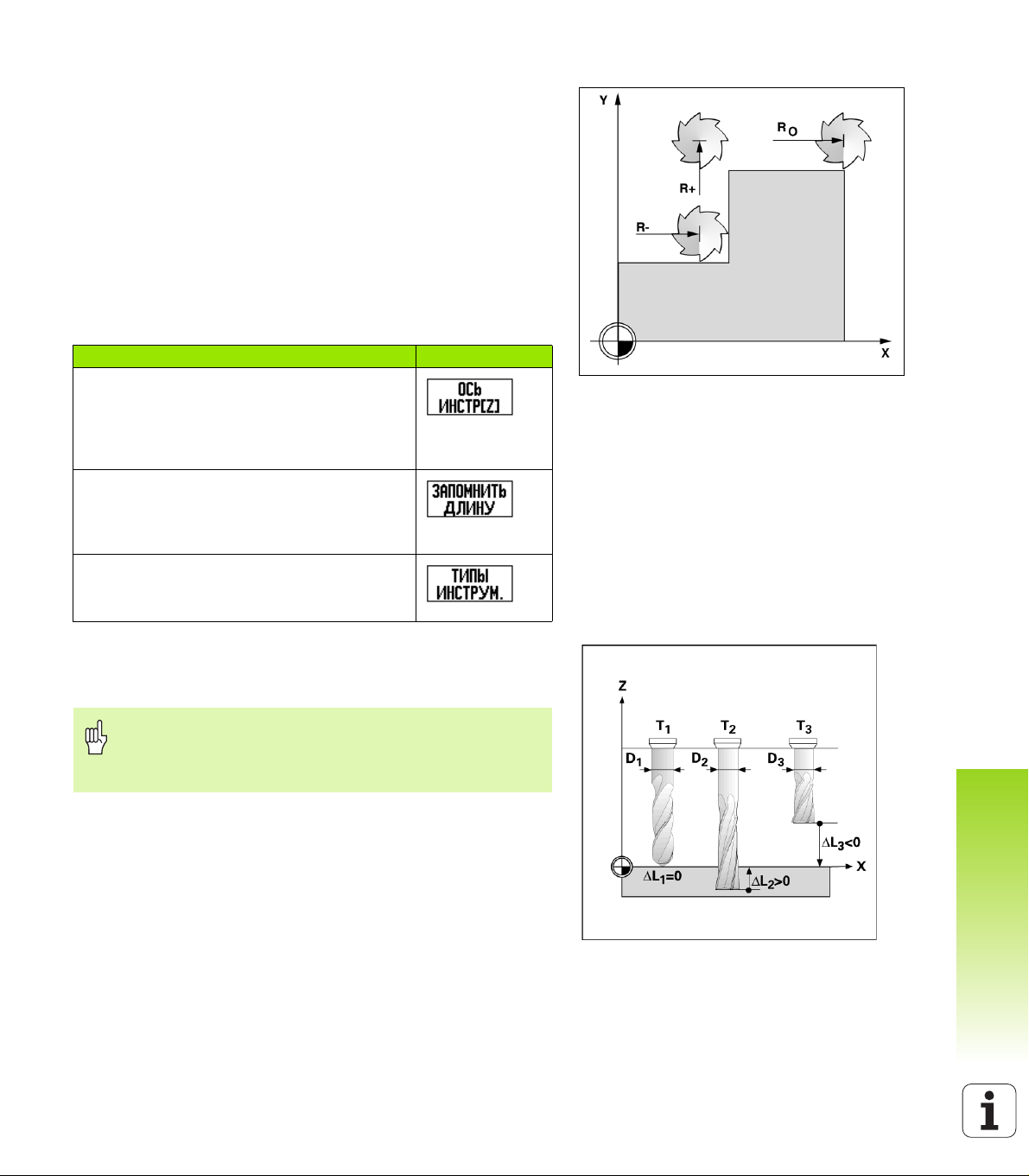
Коррекция на радиус инструмента
ND 522/523 предоставляет в распоряжение функцию коррекции
на радиус инструмента, что позволяет вводить размеры заготовки
непосредственно с чертежа. УЦИ автоматически отображает
путь, увеличивая (R+) или уменьшая (R-) его на радиус
инструмента. Смотри Рис. I.23. (для более подробной
информации смотри "Ввод позиции" на странице 41).
Длина инструмента
Коррекцию на длину можно ввести вручную, если
она известна,
или позволить ND 522/523 определить ее автоматически. В
последующем примере использования таблицы инструментов
можно найти другие замечания о Softkey ЗАПОМНИТЬ ДЛИНУ.
Следующие клавиши Softkey доступны пользователю в ТАБЛИЦЕ
ИНСТРУМЕНТОВ или в форме ввода отдельного инструмента:
Функция Softkey
Этой клавишей выбирается ось, для которой
будет действовать коррекция на длину
инструмента. Диаметр инструмента
используется для смещения двух
оставшихся осей.
Нажмите эту кнопку для автоматического
ввода коррекции на длину. Она доступна
только тогда, когда курсор стоит в поле
ДЛИНА.
Рис. I.23 Коррекция на радиус инструмента
I – 3 Функции фрезерования
Этой клавишей выбирается ТИП
ИНСТРУМЕНТА. Она доступна только из
поля ТИП.
Знак числа для разницы длины ΔL
Если инструмент длиннее поверочного инструмента: ΔL > 0 (+)
Если инструмент короче поверочного инструмента: Δ
L < 0 (–)
В качестве коррекции на длину инструмента задается
разница ΔL между длиной инструменти и поверочного
инструмента. На Рис. I.24 инструмент T1 является
поверочным инструментом.
Разница длины обозначается символом “Δ“.
Ввод данных инструмента (Рис. I.25)
U Нажмите кнопку ИНСТРУМЕНТ
U Переместите курсор на выбранный инструмент и нажмите
ENTER. Появится форма ХАРАКТЕРИСТИКИ ИНСТРУМЕНТА.
U Введите диаметр инструмента.
U Введите длину инструмента или нажмите ЗАПОМНИТЬ
ДЛИНУ.
U Введите единицы измерения.
U Выберите тип инструмента и нажмите ENTER для возврата к
таблице. Нажмите C для выхода.
Рис. I.24 Длина и диаметр инструмента
ND 522/523 33
Page 34
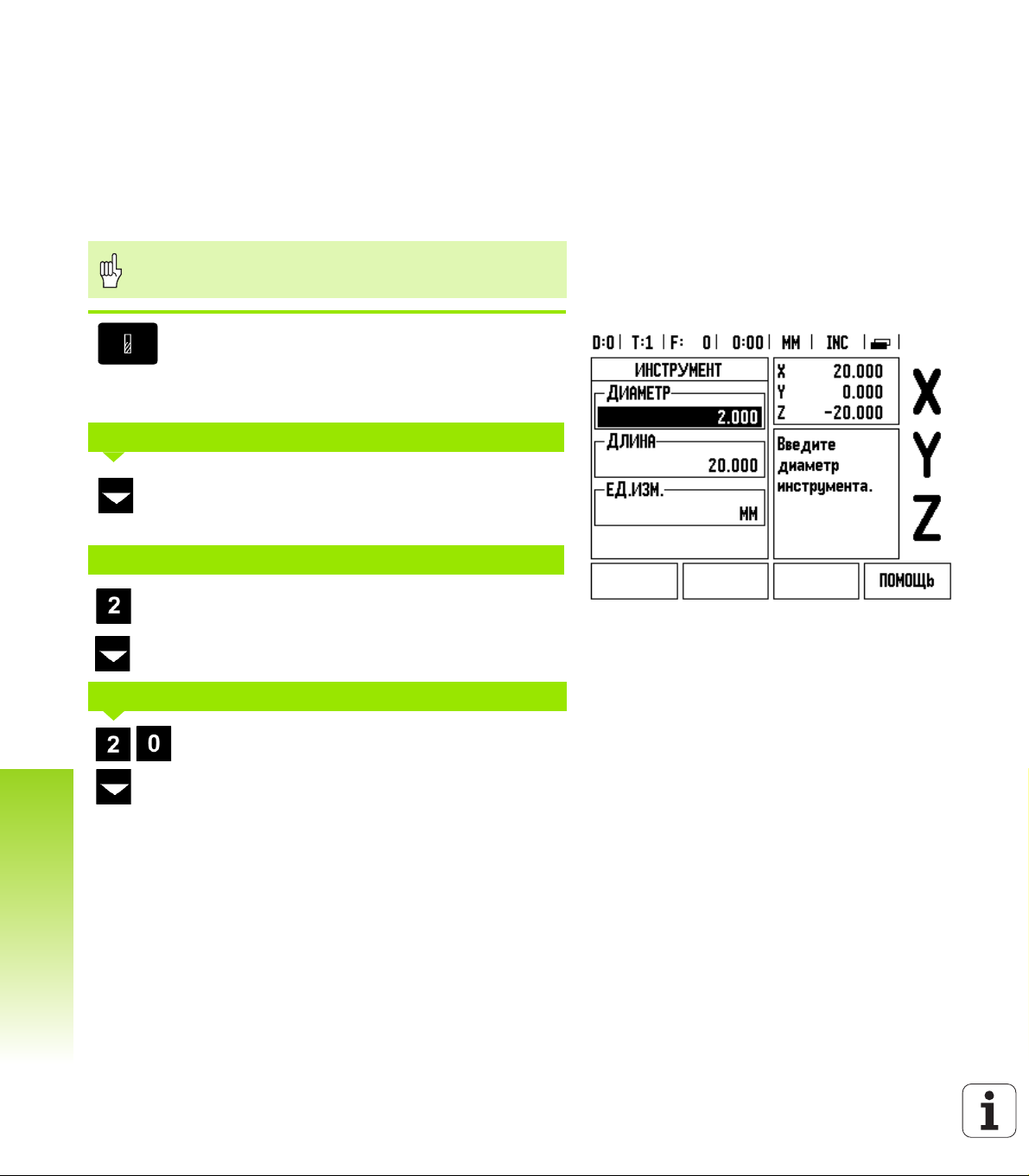
Использование таблицы инструментов
Пример: задание точки привязки к заготовке без
использования функции ощупывания. Смотри Рис. I.25
Диаметр инструмента: 2.00
Длина инструмента: 20.000
Ед. измерения: мм
Тип инструмента: концевая фреза
ND 522/523 может также самостоятельно рассчитать
коррекцию на длину. Смотри пример ниже.
Нажмите кнопку ИНСТРУМЕНТ.
Курсор автоматически переместится в маску
ввода ТАБЛИЦЫ ИНСТРУМЕНТОВ.
I – 3 Функции фрезерования
ТАБЛИЦА ИНСТРУМЕНТА
Выберите инструмент, который Вы хотите
определить или введите его номер. Нажмите
ENTER.
ДИАМЕТР ИНСТРУМЕНТА
Введите диаметр инструмента (2) и переместите
курсор в поле ДЛИНА.
Нажмите клавишу СО СТРЕЛКОЙ ВНИЗ.
ДЛИНА ИНСТРУМЕНТА
Введите длину инструмента (20 мм) и
переместите курсор в поле ЕД. ИЗМЕРЕНИЯ.
Рис. I.25 Ввод длины и диаметра инструмента
34 I Инструкции по эксплуатации
Page 35

- АЛЬТЕРНАТИВНЫЙ МЕТОД -
ND 522/523 может также самостоятельно
рассчитать коррекцию инструмента. В данном
методе необходимо коснуться кончиком каждого
инструмента поверочной поверхности. Это
позволит ND 522/523 определить разницу между
длинами всех инструментов.
Двигайте инструмент до тех пор, пока его кончик
не коснется поверхности.
Нажмите Softkey ЗАПОМНИТЬ ДЛИНУ. ND 522/
523 подсчитает величину коррекции относительно
данной поверхности.
Повторите данную процедуру для всех
инструментов
поверхность.
, используя одну и ту же
Можно изменять данные только тех инструментов, для
которых использовалась одна и та же поверочная
поверхность, в противном случае необходимо
устанавливать новые точки привязки.
Если в таблице уже существует инструмент, длина
которого была определена, то поверочная
поверхность должна быть задана сначала одним из
таких инструментов. В противном случае, при каждом
переключении между новыми и старыми
инструментами будет необходимо устанавливать
точку привязки. Перед тем как добавить новый
инструмент, необходимо в таблице выбрать один из
старых. Коснитесь
поверхности и установите точку привязки на 0.
ЕДИНИЦЫ ИЗМЕРЕНИЯ ИНСТРУМЕНТА
U Задайте ЕДИНИЦЫ ИЗМЕРЕНИЯ (дюймы/мм) и
U переместите курсор в поле ТИП
ИНСТРУМЕНТА.
ТИП ИНСТРУМЕНТА
инструментом поверочной
I – 3 Функции фрезерования
U Нажмите Softkey ТИПЫ ИНСТРУМ. Выберите
тип инструмента из списка и нажмите ENTER.
(Смотри Рис. I.26)
Рис. I.26 Поле ТИПЫ ИНСТРУМЕНТА
ND 522/523 35
Page 36
Вызов таблицы инструмента
Перед началом обработки из таблицы выберите инструмент,
который Вы будете использовать. Если Вы будете работать с
коррекцией инструмента, ND 522/523 учтет сохраненные в
таблице данные.
Вызов инструмента
Нажмите кнопку ИНСТРУМЕНТ.
НОМЕР ИНСТРУМЕНТА
Нажимайте клавиши ВВЕРХ/ВНИЗ, чтобы
пролистать весь список инструментов (1-16).
Выделите желаемый инструмент.
Убедитесь в том, что был выделен нужный
инструмент и нажмите C для выхода.
I – 3 Функции фрезерования
Кнопка Точка привязки
Точка привязки задает связь между положением оси и
отображаемым значением.
Самым простым способом установки точки привязки являются
функции ощупывания УЦИ, независимо от того, используете ли
Вы для этого инструмент или кромочный щуп.
Конечно, можно также установить точку привязки, коснувшись
инструментом одной стороны заготовки за другой и приняв
координату
Таблица точек привязки позволяет сохранять до 10 точек. В
большинстве случаев это освободит Вас от подсчета пройденного
пути при работе со сложными чертежами заготовки,
содержащими несколько точек привязки.
инструмента за точку привязки (см. пример ниже).
36 I Инструкции по эксплуатации
Page 37

Пример: задание точки привязки к заготовке без
использования функции ощупывания. Смотри Рис. I.27 &
Рис. I.28.
Диаметр инструмента: D = 3 мм
Последовательность осей в этом примере: X - Y - Z
Подготовка: задайте инструмент, который будет использоваться
для установки точки привязки
Нажмите кнопку ТОЧКА ПРИВЯЗКИ.
Курсор переместится в поле № ТОЧКИ
ПРИВЯЗКИ.
Введите номер точки привязки и переместите
курсор в поле Х-оси кнопкой со СТРЕЛКОЙ ВНИЗ.
Рис. I.27 Форма УСТ.ТОЧКИ ПРИВЯЗКИ
Коснитесь грани заготовки 1.
УСТ А НОВК А ТОЧКИ ПРИВЯЗКИ ПО X
Введите положение центра инструмента
(X = – 1.5 мм) и
нажмите кнопку СО СТРЕЛКОЙ ВНИЗ, чтобы
переместиться в поле оси Y.
Коснитесь грани заготовки 2.
УСТ А НОВК А ТОЧКИ ПРИВЯЗКИ ПО Y
Введите положение центра инструмента
(Y = – 1.5 мм) и
нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
Коснитесь поверхности заготовки.
I – 3 Функции фрезерования
Рис. I.28
ND 522/523 37
Page 38

УСТ А НОВК А ТОЧКИ ПРИВЯЗКИ Z = + 0
Введите положение кончика инструмента (Z=0)
для координаты точки привязки по оси Z. Нажмите
ENTER.
Ощупывание с помощью инструмента
Самым простым способом установки точки привязки являются
функции касания. Смотри Рис. I.29 & Рис. I.30.
Подготовка: задайте инструмент, который будет использоваться
для установки точки привязки
I – 3 Функции фрезерования
Рис. I.29 Привязка к ребру заготовки
38 I Инструкции по эксплуатации
Page 39
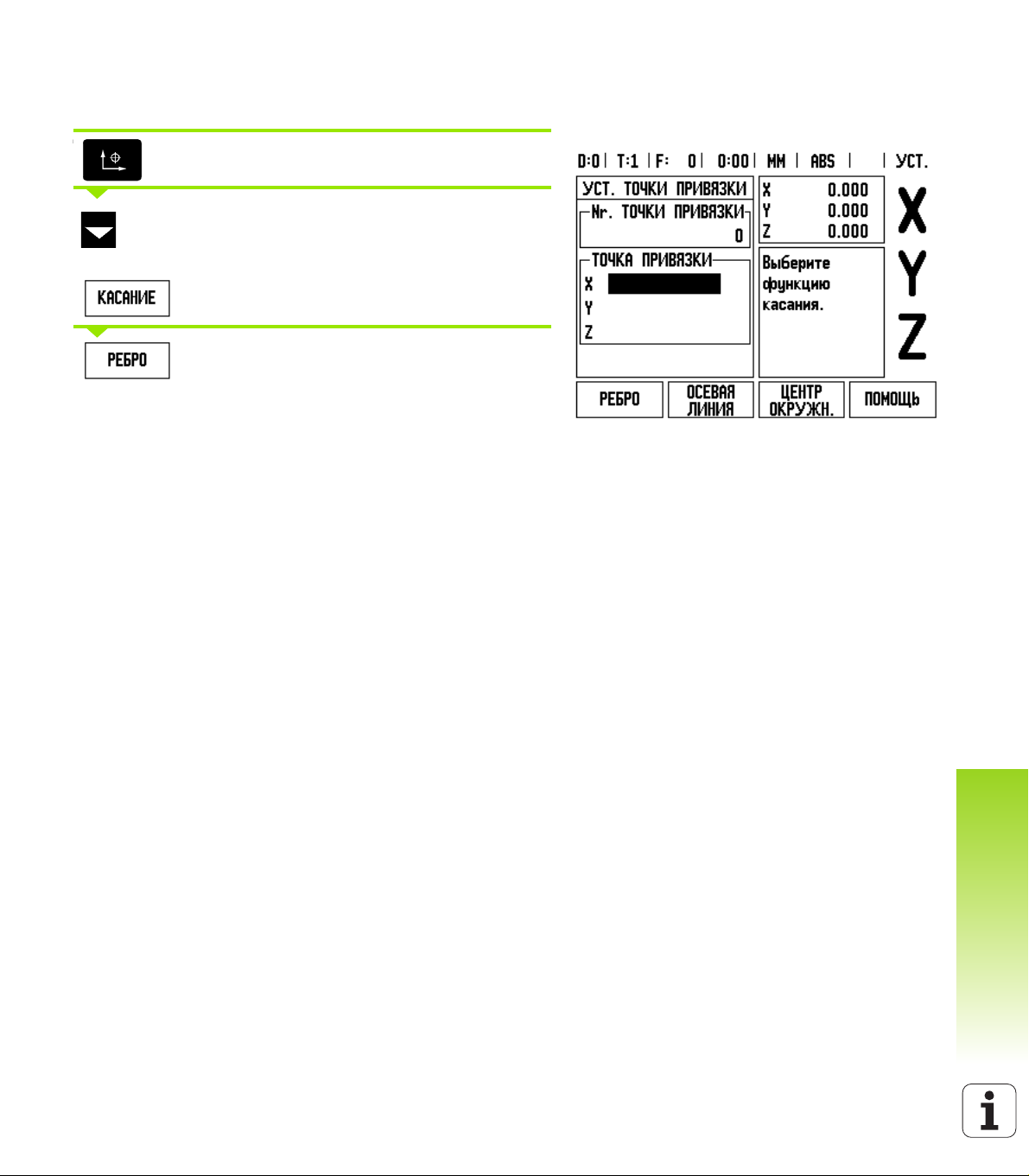
Пример: касание ребра заготовки и установка его в качестве
точки привязки
Точка привязки оси: X = 0 мм
Диаметр инструмента: D = 3 мм
Нажмите ТОЧКА ПРИВЯЗКИ.
Переместите курсор в поле Х-оси клавишей СО
СТРЕЛКОЙ ВНИЗ.
Нажмите Softkey КАСАНИЕ.
Нажмите Softkey РЕБРО.
Рис. I.30
I – 3 Функции фрезерования
ND 522/523 39
Page 40
I – 3 Функции фрезерования
ОЩУПЫВАНИЕ ПО X
Коснитесь ребра заготовки.
Запомните координаты ребра, нажимая Softkey
ЗАПОМНИТЬ. Softkey ЗАПОМНИТЬ удобно
использовать, когда данные инструмента
определяются путем касания заготовки, без
помощи кромочного щупа. В момент касания
инструментом ребра заготовки необходимо
нажать клавишу Softkey ЗАПОМНИТЬ, чтобы
после отвода инструмента координата
сохранилась. Радиус используемого инструмента
(T:1, 2...), а также его направление движения до
нажатия клавиши ЗАПОМНИТЬ учитываются при
определении
Отведите щуп от заготовки.
ВВОД ЗНАЧЕНИЯ ДЛЯ X
Введите координаты ребра
и
координаты ребра заготовки.
нажмите ENTER.
40 I Инструкции по эксплуатации
Page 41

Ввод позиции
Функция ввода позиции позволяет задавать следующую
координату, к которой должно осуществляться перемещение.
После ввода значения координаты УЦИ переключается в режим
остаточного пути и отображает расстояние между текущей и
заданной координатами. Оператору остается только перемещать
ось до тех пор, пока на индикаторе не отобразится значение
положения, равное 0. Координата может быть
абсолютных значениях (относительно текущей точки привязки),
так и в инкрементальных (относительно текущей координаты).
В режиме фрезерования ввод позиции позволяет также задавать,
какой стороной инструмента должна проводиться обработка в
заданной позиции. Softkey R+/- в форме ввода позиции
определяет коррекцию, действующую во время движения. R+
означает, что центр данного инструмента расположен справа
положительном направлении) от режущей кромки. R- означает,
что центр данного инструмента расположен слева (в
отрицательном направлении) от режущей кромки. Коррекция R+/автоматически учитывает диаметр инструмента при индикации
остаточного пути. Смотри Рис. I.31
Ввод абсолютного значения
Пример: фрезерование ступени путем "обнуления" с
использованием абсолютных значений
Координаты задаются в абсолютных значениях; точка привязки
находится в
Угол 1: X = 0 мм / Y = 20 мм
2: X = 30 мм / Y = 20 мм
Угол
Угол
3: X = 30 мм / Y = 50 мм
Угол
4: X = 60 мм / Y = 50 мм
нулевой точке заготовки. Смотри Рис. I.32 & Рис. I.33.
задана как в
(в
Рис. I.31 Коррекция на радиус инструмента
I – 3 Функции фрезерования
Если Вы хотите вызвать последнее введенное
значение для определенной оси, то просто нажмите
кнопку этой оси.
Рис. I.32 Один цикл
ND 522/523 41
Page 42

Подготовка:
U Выберите желаемый инструмент.
U Разумнее выполнить предварительное позиционирование
инструмента (например, X = Y = -20 мм).
U Переместите инструмента на глубину фрезерования.
С помощью Softkey УСТ./ОБНУЛ. выберите
режим установки.
Нажмите клавишу оси Y.
ЗАДАННОЕ ЗНАЧЕНИЕ ПОЛОЖЕНИЯ
I – 3 Функции фрезерования
Введите заданное значение положения для
угла 1: Y = 20 мм и
выберите коррекцию на радиус инструмента R + с
помощью Softkey R+/-. Нажимайте до тех пор, пока
возле значения оси не появится R+
Нажмите ENTER.
Перемещайте ось Y, пока значение индикации не
будет равным нолю, а квадратик графической
помощи позиционирования не будет лежать в
центре между метками.
Нажмите клавишу оси X.
.
Рис. I.33
42 I Инструкции по эксплуатации
Page 43

ЗАДАННОЕ ЗНАЧЕНИЕ ПОЛОЖЕНИЯ
Введите заданное значение положения для
угла 2: X = +30 мм,
выберите коррекцию на радиус инструмента R – с
помощью Softkey R+/-. Нажимайте до тех пор, пока
возле значения оси не появится R-
Нажмите ENTER.
Перемещайте ось X, пока значение индикации не
будет равным нолю, а квадратик графической
помощи позиционирования не будет лежать в
центре между метками.
Нажмите клавишу оси Y.
.
I – 3 Функции фрезерования
ND 522/523 43
Page 44
I – 3 Функции фрезерования
ЗАДАННОЕ ЗНАЧЕНИЕ ПОЛОЖЕНИЯ
Введите заданное значение положения для
угла 3: Y = +50 мм,
выберите коррекцию на радиус инструмента R + с
помощью Softkey R+/- и нажимайте до тех пор,
пока возле значения оси не появится R+
Нажмите ENTER.
Перемещайте ось Y, пока значение индикации не
будет равным нолю, а квадратик графической
помощи позиционирования не будет лежать в
центре между метками.
Нажмите клавишу оси X.
ЗАДАННОЕ ЗНАЧЕНИЕ ПОЛОЖЕНИЯ
Введите заданное значение положения для
угла 4: X = +60 мм,
.
Выберите коррекцию на радиус R + и нажмите
ENTER.
Перемещайте ось X, пока значение индикации не
будет равным нолю, а квадратик графической
помощи позиционирования не будет лежать в
центре между метками.
44 I Инструкции по эксплуатации
Page 45

Ввод инкрементального значения
Пример: сверление путем "обнуления" с использованием
инкрементальных значений
Введите координаты в инкрементах. Здесь и на экране они
обозначаются с помощью I. Точка привязки находится в нулевой
точке заготовки. Смотри Рис. I.34 & Рис. I.35.
Отверстие 1 в: X = 20 мм / Y = 20 мм
Расстояние от отверстия 2 до отверстия 1: XI = 30 мм / YI = 30 мм
Глубина отверстия: Z = –12 мм
Режим работы: ИНКРЕМЕНТАЛЬНЫЙ
С помощью Softkey УСТ./ОБНУЛ. выберите
режим установки.
Нажмите клавишу оси X.
- ЗАДАННОЕ ЗНАЧЕНИЕ ПОЛОЖЕНИЯ -
Введите заданное значение положения для
отверстия 1: X = 20 мм и убедитесь в том, что
коррекция на радиус не активна.
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
ЗАДАННОЕ ЗНАЧЕНИЕ ПОЛОЖЕНИЯ
Введите заданное значение положения для
отверстия 1: Y = 20 мм и убедитесь в том, что
коррекция на радиус не
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
ЗАДАННОЕ ЗНАЧЕНИЕ ПОЛОЖЕНИЯ
Введите заданное значение положения для
глубины отверстия:
Z = –12 мм. Нажмите ENTER.
Просверлите отверстие 1: перемещайте оси X, Y и
Z, пока индикатор не покажет ноль, а квадратик
графической помощи позиционирования не будет
лежать в центре между метками.
отображается.
Рис. I.34 Пример сверления
I – 3 Функции фрезерования
Отведите сверло от заготовки.
Нажмите клавишу оси X.
ND 522/523 45
Page 46

ЗАДАННОЕ ЗНАЧЕНИЕ ПОЛОЖЕНИЯ
Введите заданное значение положения для
отверстия 2: X = 30 мм,
нажмите Softkey I, чтобы введенное значение
было в инкрементах.
Нажмите ENTER.
Нажмите клавишу оси Y.
ЗАДАННОЕ ЗНАЧЕНИЕ ПОЛОЖЕНИЯ
I – 3 Функции фрезерования
Введите заданное значение положения для
отверстия 2: Y = 30 мм,
нажмите Softkey I, чтобы введенное значение
было в инкрементах.
Нажмите ENTER.
Перемещайте оси X и Y, пока значения индикации
не будут равны нолю, а квадратик графической
помощи позиционирования не будет лежать в
центре между метками.
Нажмите клавишу оси Z.
ЗАДАННОЕ ЗНАЧЕНИЕ ПОЛОЖЕНИЯ
Нажмите ENTER (используйте заданное в
последний раз значение).
Просверлите отверстие 2: перемещайте ось Z,
пока индикатор не покажет ноль, а квадратик
графической помощи позиционирования не будет
лежать в центре между метками. Отведите сверло
от заготовки.
Рис. I.35 Пример сверления
46 I Инструкции по эксплуатации
Page 47
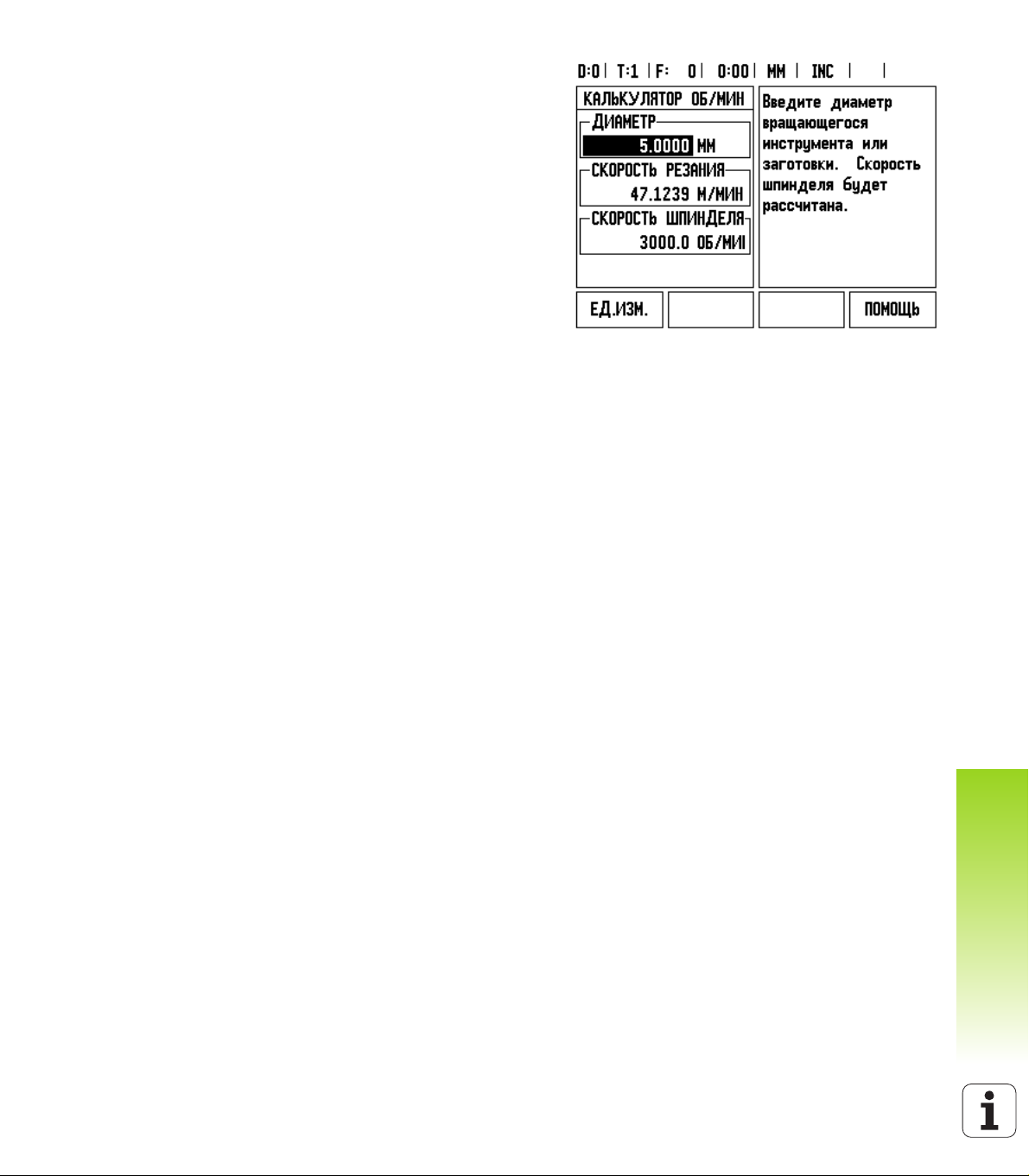
Калькулятор ОБ/МИН
Калькулятор ОБ/МИН используется для определения скорости
вращения шпинделя (или скорости резания) относительно
заданного диаметра инструмента. Смотри Рис. I.36. Значения,
показанные на рисунке, являются только примерами. Проверьте,
была ли установлена скорость вращения шпинделя для данного
инструмента согласно руководству станка.
U Нажмите клавишу КАЛЬКУЛ-Р.
U Клавишей Softkey ОБ/МИН открывается КАЛЬКУЛЯТОР
ОБОРОТОВ В МИНУТУ.
U Для расчетов с помощью калькулятора ОБ/МИН необходимо
вводить значение диаметра. Используйте клавиши с цифрами
на УЦИ для ввода диаметра. Значение диаметра по умолчанию
присвоится диаметру активного инструмента. Если после
включения УЦИ значение еще не вводилось, то по умолчанию
будет присвоен 0.
U Если необходимо задать скорость резания, то введите ее, также
используя клавиши с цифрами. После того, как скорость
резания введена, будет подсчитана скорость вращения
шпинделя.
Когда курсор стоит в поле СКОРОСТЬ РЕЗАНИЯ, УЦИ
отображает клавишу Softkey для вызова встроенной помощи. В
таблице помощи Вы найдете рекомендуемую скорость резания
для обрабатываемого материала.
U Нажмите Softkey ЕД.ИЗМ. для выбора миллиметров или
дюймов.
U КАЛЬКУЛЯТОР ОБ/МИН закрывается нажатием кнопки C.
Рис. I.36 Калькулятор ОБ/МИН
I – 3 Функции фрезерования
ND 522/523 47
Page 48

Группы отверстий на окружности и прямых (фрезерование)
В этом разделе описываются функции, предназначенные для
создания групп отверстий на окружности и прямых.
Нажмите кнопку ОТВЕРСТИЯ НА ОКРУЖНОСТИ или
ОТВЕРСТИЯ НА ПРЯМЫХ для выбора желаемого шаблона и
ввода необходимых данных. Эти данные обычно берутся из
чертежа детали (например, глубина отверстий, их количество и
т.д.).
Устройство цифровой индикации ND 522/523 рассчитывает
положение всех отверстий и отображает шаблон графически на
экране.
С помощью графики можно проверить правильность расчетов
перед началом обработки. Она также полезна при прямом выборе
отверстий, выполнении одиночных отверстий или исключении
отверстий из ряда.
Функции шаблонов фрезерования
Функция Softkey
I – 3 Функции фрезерования
Вызов графики для проверки текущего
образца отверстий.
Возврат к предыдущему отверстию.
Ручной подвод к следующему отверстию.
Захват текущей позиции.
Конец сверления.
Отверстия на окружности
Необходимые данные:
Тип шаблона (окружность
Отверстия (число)
Центр (центр окружности в плоскости шаблона)
Радиус (определяет радиус окружности шаблона)
Начальный угол (угол первого отверстия) - это угол между
нулевым углом опорной оси и первым отверстием (более
подробную информацию смотри "Опорная ось угла" на
странице 14).
Шаг угла (опция: активна только для
сегмента). Шаг угла
Глубина (конечная глубина сверления по оси инструмента)
ND 522/523 рассчитывает координаты отверстий, а Вы затем
приближаетесь к ним путем обнуления отображаемого значения.
48 I Инструкции по эксплуатации
или сегмент)
- это угол между отверстиями.
Page 49

Пример: введите данные и выполните отверстия на
окружности. (Смотри Рис. I.37, Рис. I.38 & Рис. I.39.)
Количество отверстий: 4
Координаты центра: X = 10 мм / Y = 15 мм
Радиус окружности: 5 мм
Начальный угол (угол между осью X и первым отверстием): 25°
Глубина отверстия: Z = -5 мм
1-ый шаг: ввод данных
Нажмите кнопку ОТВЕРСТИЯ НА ОКРУЖНОСТИ.
ТИП ШАБЛОНА
Введите тип шаблона (окружность). Переместите
курсор в следующее поле.
ЧИСЛО ОТВЕРСТИЙ
Введите число отверстий (4).
ЦЕНТР ОКРУЖНОСТИ
Введите координаты X и Y центра окружности.
Пример: (X = 10), (Y = 15) или нажмите
ЗАПОМНИТЬ для сохранения текущей
координаты. Переместите курсор на следующее
поле.
РАДИУС
Введите радиус окружности шаблона (5).
НАЧАЛЬНЫЙ УГОЛ
Введите начальный угол (25°).
Рис. I.37 Форма ввода данных отверстий на
окружности
I – 3 Функции фрезерования
Рис. I.38 Вторая страница формы ввода данных
отверстий на окружности
ШАГ УГЛА
Введите шаг угла (90°) (только при вводе
сегмента).
Рис. I.39 Просмотр отверстий на окружности в окне
графики
ND 522/523 49
Page 50

ГЛУ Б ИНА
2-ой шаг: сверление
I – 3 Функции фрезерования
При необходимости введите глубину отверстия.
Глубина не является обязательным параметром и
ее можно не вводить.
Нажмите ENTER.
Softkey ВИД переключает УЦИ между тремя
типами отображения шаблона (график,
остаточный путь и абсолютные значения).
Подвод к отверстию:
Перемещайте оси X и Y, пока значения индикации
не будут равны нолю.
Сверление:
Переместите ось инструмента в ноль.
После сверления отведите инструмент на
безопасное расстояние.
Нажмите Softkey СЛЕД. ОТВЕРСТИЕ.
Выполните оставшиеся отверстия, как описано
выше.
Когда образец выполнен, нажмите Softkey
КОНЕЦ.
50 I Инструкции по эксплуатации
Page 51

Отверстия на прямых
Необходимые данные:
Тип шаблона (решетка или рамка)
Первое отверстие (1-ое отверстие шаблона)
Отверстий в ряду (количество отверстий в каждом ряду
шаблона)
Расстояние между отверстиями
Угол (угол или разворот шаблона)
Глубина (конечная глубина сверления по оси инструмента)
Количество рядов (число рядов в шаблоне)
Расстояние между рядами
шаблона)
(расстояние между рядами
I – 3 Функции фрезерования
ND 522/523 51
Page 52
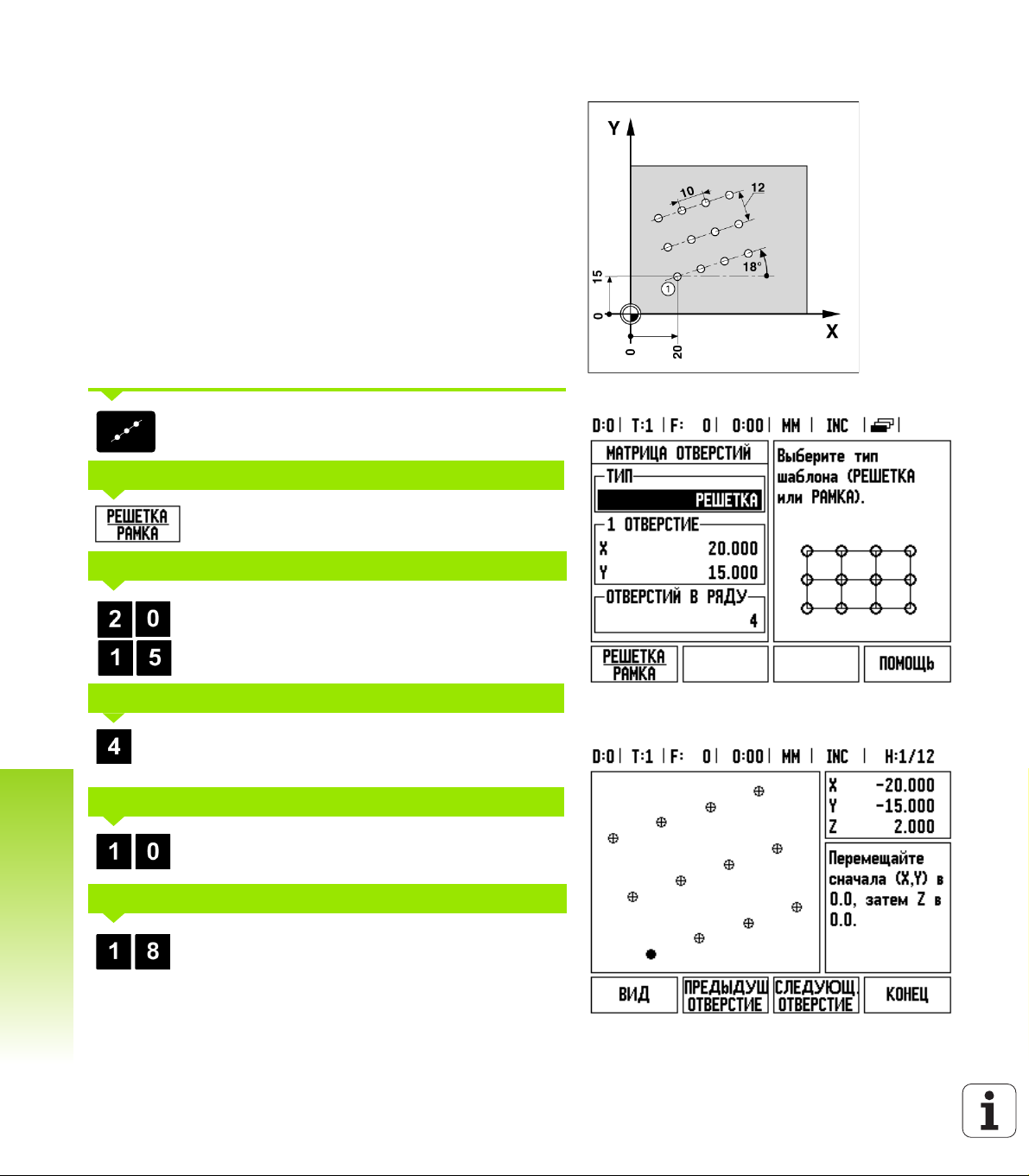
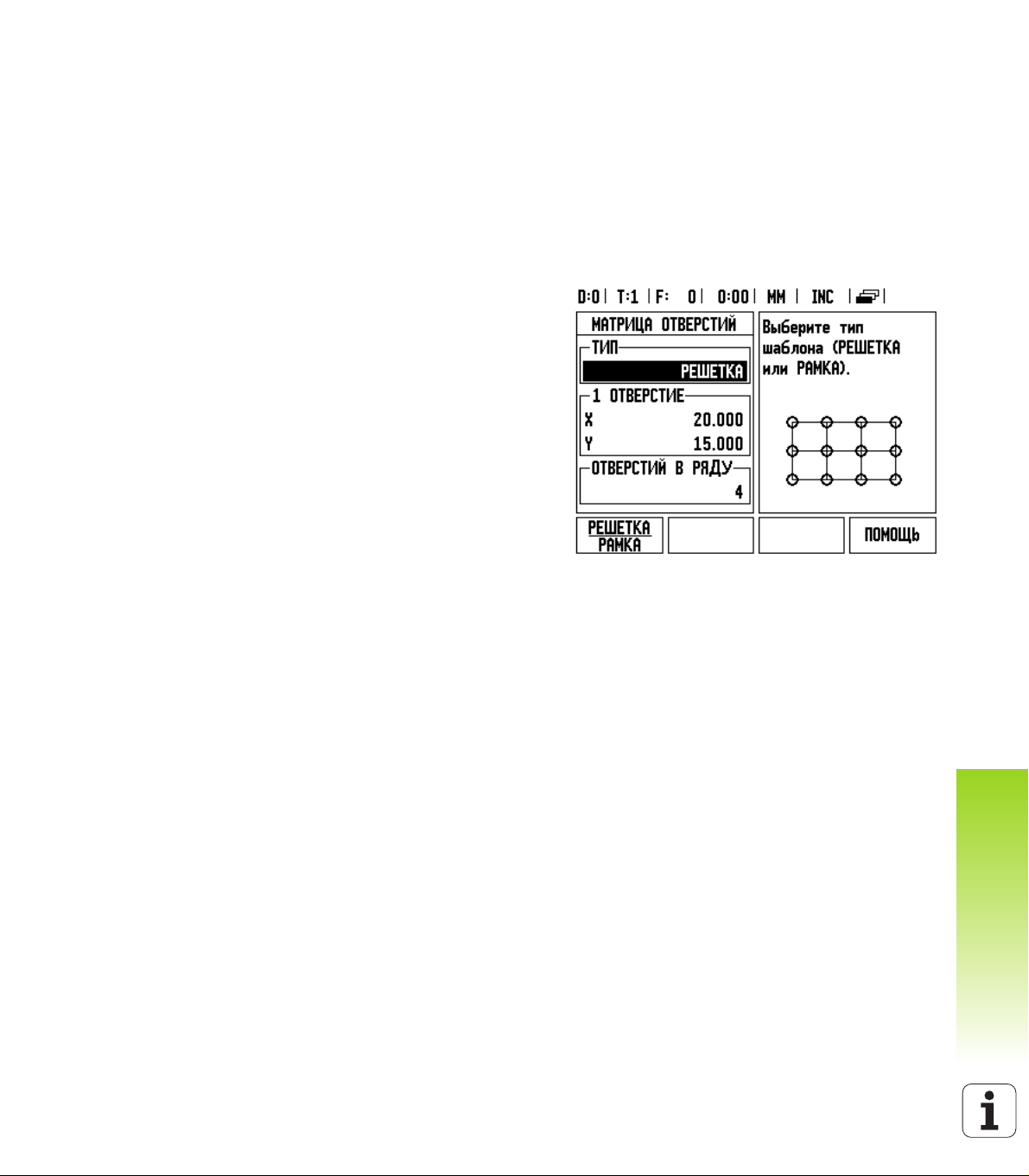
Пример: задайте и выполните решетку отверстий. (Смотри
Рис. I.40, Рис. I.41 & Рис. I.42).
Тип: решетка
Первая X координата отверстия: X = 20 мм
Первая Y координата отверстия: X = 15 мм
Число отверстий в ряду: 4
Расстояние между отверстиями: 10 мм
Угол разворота: 18°
Глубина отверстия: -2
Количество рядов: 3
Расстояние между рядами: 12 мм
1-ый шаг: ввод данных
Рис. I.40 Пример отверстий на прямых
I – 3 Функции фрезерования
Нажмите кнопку ОТВЕРСТИЯ НА ПРЯМЫХ.
ТИП ШАБЛОНА
Введите тип шаблона (решетка). Переместите
курсор на следующее поле.
ПЕРВОЕ ОТВЕРСТИЕ X И Y
Введите координаты X и Y (X = 20), (Y = 15).
Переместите курсор на следующее поле.
ОТВЕРСТИЙ В РЯДУ
Введите число отверстий в ряду (4). Переместите
курсор на следующее поле.
РАССТОЯНИЕ
Введите расстояние между отверстиями (10).
УГОЛ
Рис. I.41 Форма ввода данных отверстий
прямых
на
Введите начальный угол (18°).
Рис. I.42 Просмотр отверстий в окне графики
52 I Инструкции по эксплуатации
Page 53
ГЛУБИНА
При необходимости введите глубину отверстия
(-2). Глубина не является обязательным
параметром и ее можно не вводить.
ЧИСЛО РЯДОВ
Введите число отверстий (3).
РАССТОЯНИЕ
Введите расстояние между рядами,
нажмите ENTER.
Нажмите Softkey ВИД для просмотра
графического изображения.
2-ой шаг: сверление
Подвод к отверстию:
Перемещайте оси X и Y, пока значения индикации
не будут равны нолю.
I – 3 Функции фрезерования
Сверление:
Переместите ось инструмента в ноль.
После сверления отведите инструмент на
безопасное расстояние.
Нажмите Softkey СЛЕД. ОТВЕРСТИЕ.
Выполните оставшиеся отверстия, как описано
выше.
Когда образец выполнен, нажмите Softkey
КОНЕЦ.
ND 522/523 53
Page 54

Фрезерование фаски и круглой фаски
В этом разделе описываются функции, предназначенные для
фрезерования фаски или круглой фаски.
При нажатии кнопки ФРЕЗЕРОВАНИЕ ФАСКИ или
ФРЕЗЕРОВАНИЕ КРУГЛОЙ ФАСКИ откроется соответствующая
форма ввода. Эти функции позволяют фрезеровать контуры с
прямыми или круглыми фасками на станках с ручным
управлением.
Функции фрезерования прямой и круглой фаски.
Функция Softkey
Выбор плоскости.
Захват текущей позиции.
Возврат к предыдущему шагу.
I – 3 Функции фрезерования
Подвод к следующему шагу.
Фрезерование фаски
Форма ввода: Смотри Рис. I.43 и Рис. I.44.
В маске ввода ФРЕЗЕРОВАНИЕ ФАСКИ задается поверхность,
которая будет фрезероваться. Кнопкой ФРЕЗЕРОВАНИЕ ФАСКИ
открывается форма ввода.
Плоскость: нажатием Softkey ПЛОСКОСТЬ выбирается
плоскость обработки. Выбранная плоскость отображается на
клавише Softkey и в поле плоскость. Графика в окне подсказки
помогает сделать правильный выбор плоскости.
Начальная точка: введите координаты начальной точки или
нажмите ЗАПОМНИТЬ для сохранения текущей координаты.
Конечная точка: введите координаты конечной точки или
нажмите ЗАПОМНИТЬ для сохранения текущей координаты.
Шаг: введите величину шага. Во время фрезерования величина
шага задает расстояние между отдельными шагами или шагами
на прямой.
Величина шага - это опция. Если значение шага = 0, то
оператор сам решает во время обработки, на сколько
он будет перемещаться между отдельными шагами.
Нажмите ENTER для начала операции обработки
выхода и отмены операции обработки. Сделанные настройки
действуют до выключения питания.
54 I Инструкции по эксплуатации
. Нажмите C для
Page 55
Выполнение
Для начала фрезерования откройте маску ввода и нажмите
клавишу ENTER. УЦИ переключится в инкрементальный режим.
Вначале в этом режиме отображается расстояние в
инкрементах до начальной точки. Подведите инструмент к
начальной точке и выполните врезание или первый проход
вдоль поверхности. Нажмите Softkey СЛЕД. ШАГ для перехода
к следующему шагу вдоль контура.
После
Если размер шага не был задан, то отображается расстояние
Во время фрезерования фасок доступны три
На графике отображается положение инструмента
Для выхода из операции фрезерования нажмите Softkey
нажатия клавиши СЛЕД. ШАГ устройство индикации
отобразит расстояние до следующего шага контура.
до следующей ближайшей точки на линии. Пройдите весь
контур, перемещая оси как можно более мелкими шагами и
сохраняя (X,Y) как можно ближе к 0.
типа индикации:
контур, инкрементальные или абсолютные значения позиции.
Нажмите Softkey ВИД для переключения между доступными
типами индикации.
относительно фрезеруемой поверхности. Если крестик,
символизирующий инструмент, находится на линии,
символизирующей поверхность, то это означает, что
инструмент позиционирован верно. Крестик (инструмент)
всегда остается неподвижным в центре рисунка. Когда
двигается
КОНЕЦ.
стол, на рисунке перемещается поверхность.
I – 3 Функции фрезерования
Коррекция на радиус инструмента привязана к радиусу
текущего инструмента. Если выбранная поверхность
содержит ось инструмента, то предполагается, что
используется шаровая фреза.
Направление коррекции инструмента (R+ или R-)
зависит от положения инструмента. Подвод к
поверхности контура должен осуществляться строго
из соответствующего направления, чтобы
направление коррекции было верным.
ND 522/523 55
Page 56

Пример: нажмите кнопку Фрезерование фаски, чтобы
открыть форму ввода: (Смотри Рис. I.43).
Плоскость: XY (доступны 3 варианта - XY, YZ и XZ). Выберите
подходящий.
Начальная точка: введите данные или нажмите Softkey
ЗАПОМНИТЬ
1-ый шаг: ввод данных
Для выбора поверхности фрезерования нажмите
ПЛОСКОСТЬ.
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
НАЧАЛЬНАЯ ТОЧКА
Введите координаты начальной точки первой
I – 3 Функции фрезерования
оси или нажмите ЗАПОМНИТЬ для захвата
текущей координаты.
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
Введите координаты начальной точки второй оси
или нажмите ЗАПОМНИТЬ для захвата текущей
координаты.
ВВОД СЛЕДУЮЩИХ ДАННЫХ
Рис. I.43 Форма ввода: Плоскость
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
КОНЕЧНАЯ ТОЧКА
Введите координаты конечной точки первой оси
или нажмите ЗАПОМНИТЬ для
захвата текущей
Рис. I.44 Форма ввода: Конечная точка
координаты.
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
Введите координаты конечной точки второй оси
или нажмите ЗАПОМНИТЬ для захвата текущей
координаты.
ВВОД СЛЕДУЮЩИХ ДАННЫХ
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
56 I Инструкции по эксплуатации
Page 57

ВЕЛИЧИНА ШАГА
Введите величину шага. Величина шага - это
опция. Если значение шага = 0, то оператор сам
решает во время обработки, на сколько он будет
перемещаться между отдельными шагами.
Нажмите ENTER для выполнения программы или
Softkey КОНЕЦ для выхода.
Фрезерование круглой фаски
Форма ввода: Смотри Рис. I.45, Рис. I.46 и Рис. I.47
В форме Фрезерование круглой фаски задается поверхность,
которая будет фрезероваться. Кнопкой ФРЕЗЕРОВАНИЕ
КРУГЛОЙ ФАСКИ открывается форма ввода.
Выбор плоскости: нажатием Softkey ПЛОСКОСТЬ
выбирается поверхность обработки. Выбранная плоскость
отображается на клавише Softkey и в поле плоскость. Графика
в окне подсказки помогает сделать правильный
плоскости.
Центральная точка: введите координаты центра окружности.
Начальная точка: введите координаты начальной точки.
Конечная точка: введите координаты конечной точки.
Шаг: введите величину шага. Во время фрезерования величина
шага задает расстояние между отдельными шагами или шагами
на закруглении.
выбор
I – 3 Функции фрезерования
Величина шага - это опция. Если значение шага = 0, то
оператор сам решает во время обработки, на сколько
он будет перемещаться между отдельными шагами.
Нажмите ENTER или ВЫПОЛНИТЬ для начала операции
обработки. Нажмите
Сделанные настройки действуют до выключения питания.
Выполнение
Для начала фрезерования откройте маску ввода и нажмите
клавишу ENTER или ВЫПОЛНИТЬ. УЦИ переключится в
инкрементальный режим.
Вначале в этом режиме отображается расстояние в
инкрементах до точки старта. Подведите инструмент к
начальной точке и выполните врезание или
вдоль поверхности. Нажмите Softkey СЛЕД. ШАГ для перехода
к следующему шагу вдоль контура.
После нажатия клавиши СЛЕД. ШАГ устройство индикации
отобразит расстояние до следующего шага контура.
Если размер шага не был задан, то отображается расстояние
до следующей ближайшей точки на линии. Пройдите весь
контур, перемещая оси как можно более
сохраняя (X,Y) как можно ближе к 0.
ND 522/523 57
C для выхода и отмены операции обработки.
первый проход
мелкими шагами и
Page 58

Во время фрезерования фасок доступны три типа индикации:
контур, инкрементальные или абсолютные значения позиции.
Нажмите Softkey ВИД для переключения между доступными
типами индикации.
На графике отображается положение инструмента
относительно фрезеруемой поверхности. Если крестик,
символизирующий инструмент, находится на линии,
символизирующей поверхность, то это означает, что
инструмент позиционирован верно. Крестик (инструмент)
остается неподвижным
на рисунке перемещается поверхность.
Для выхода из операции фрезерования нажмите Softkey
КОНЕЦ.
Коррекция на радиус инструмента привязана к радиусу
текущего инструмента. Если выбранная поверхность
содержит ось инструмента, то предполагается, что
используется шаровая фреза.
Направление коррекции инструмента (R+ или R-)
I – 3 Функции фрезерования
зависит от положения инструмента. Подвод к
поверхности контура должен осуществляться строго
из соответствующего направления, чтобы
направление коррекции было верным.
в центре рисунка. Когда двигается стол,
58 I Инструкции по эксплуатации
Page 59

Пример: нажмите кнопку Фрезерование фаски, чтобы открыть
форму ввода: (Смотри Рис. I.45), (Рис. I.46) и (Рис. I.47).
Плоскость: XY (доступны 3 варианта - XY, YZ и XZ). Выберите
подходящий.
Центральная точка: введите данные или нажмите Softkey
Запомнить
1-ый шаг: ввод данных
Для выбора поверхности фрезерования нажмите
ПЛОСКОСТЬ.
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
ЦЕНТРАЛЬНАЯ ТОЧКА
Введите координаты центральной точки или
нажмите ЗАПОМНИТЬ для захвата текущей
координаты.
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
ВВОД СЛЕДУЮЩИХ ДАННЫХ
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
Рис. I.45 Форма ввода: Круглая фаска
I – 3 Функции фрезерования
НАЧАЛЬНАЯ И КОНЕЧНАЯ ТОЧКИ
Введите координаты начальной точки оси или
нажмите ЗАПОМНИТЬ для захвата текущей
координаты. Введите координаты конечной
точки оси или нажмите ЗАПОМНИТЬ.
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ
.
Рис. I.46 Форма ввода: Начальная точка
ВВОД СЛЕДУЮЩИХ ДАННЫХ
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ.
ВЕЛИЧИНА ШАГА
Введите величину шага. Величина шага - это
опция. Если значение шага = 0, то оператор сам
решает во время обработки, на сколько он будет
перемещаться между отдельными шагами.
Нажмите ENTER для выполнения программы или
Softkey END для выхода.
Рис. I.47 Форма ввода: Конечная точка
ND 522/523 59
Page 60

I – 4 Функции точения
Ø
В данной главе описываются функции, доступные исключительно
в режиме точения. Функции клавиш Softkey, одинаковые для
режимов фрезерования и точения, подробно описаны на Стр. 18.
Подробное описание функций кнопок
Символы, используемые для обработки точением
Функция Символ
Если отображается этот символ, то это
означает, что УЦИ находится в режиме
отображения диаметра. Отсутствие данного
I – 4 Функции точения
символа говорит о том, что включен режим
отображения радиуса.
Кнопка Инструмент
Устройство цифровой индикации ND 522/523 позволяет
сохранять до 16 коррекций инструментов. При смене заготовки и
установке новой точки привязки все инструменты автоматически
привязываются к ней.
Перед тем как начать использовать инструмент необходимо
ввести коррекцию (положение режущей кромки). Коррекция
инструмента может быть задана через ИНСТРУМ./УСТ. или
ЗАПОМНИТЬ/УСТАНОВИТЬ
Если для измерения инструмента Вы использовали устройство
для предварительной настройки инструмента, то коррекцию
можно вводить вручную. Смотри Рис. I.48.
.
Доступ к меню Таблицы инструментов:
Нажмите кнопку ИНСТРУМЕНТ.
Курсор автоматически перейдет в маску ввода
ТАБЛИЦЫ ИНСТРУМЕНТОВ.
ТАБЛИЦА ИНСТРУМЕНТА
Выделите желаемый инструмент. Нажмите
ENTER.
60 I Инструкции по эксплуатации
Рис. I.48 Таблица инструментов для обработки
точением
Page 61
Использование таблицы инструмента
Пример: ввод коррекции в таблицу инструмента
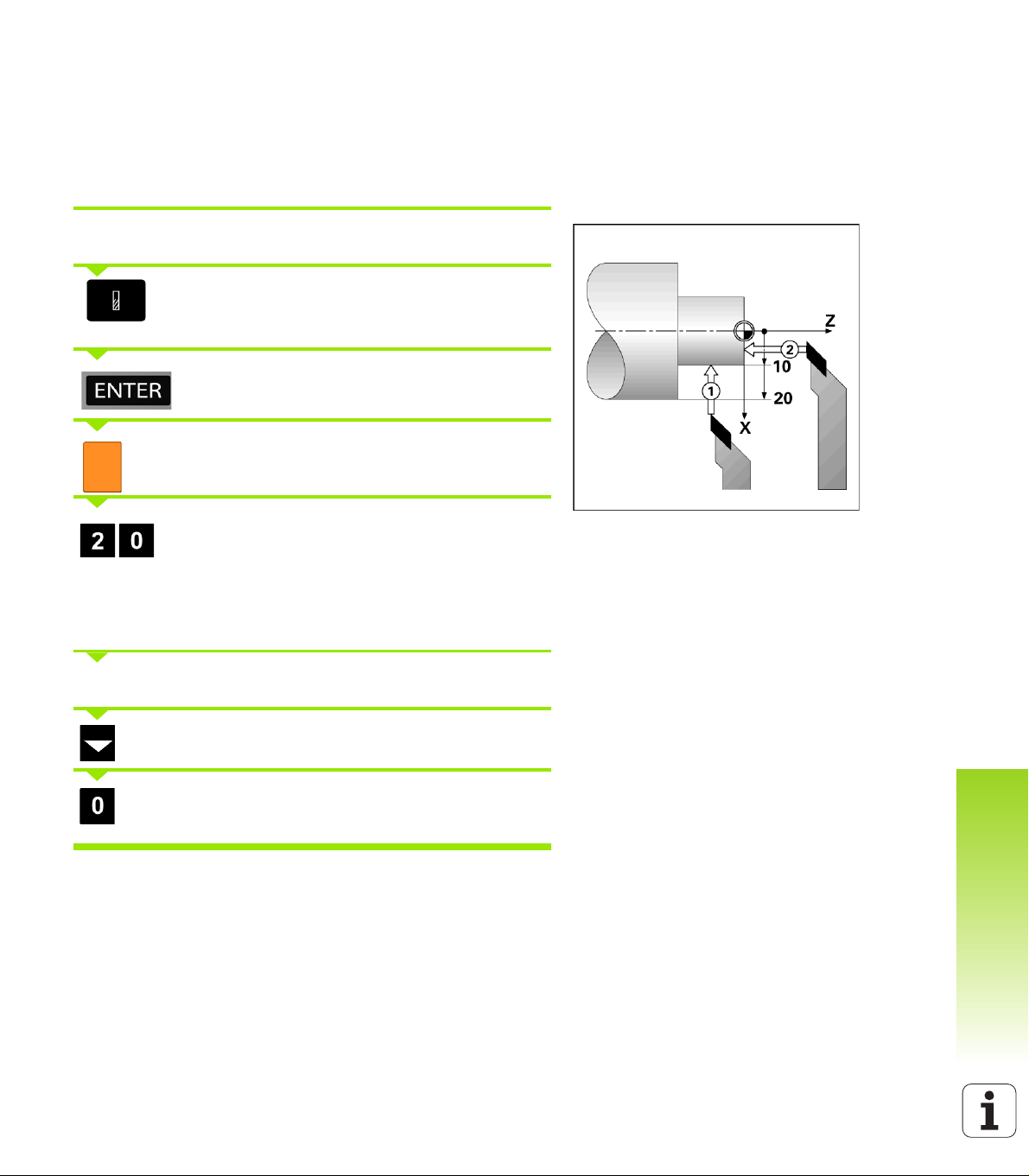
Установка коррекции с помощью ИНСТРУМ./УСТ.
Функция ИНСТРУМ./УСТ. может использоваться для ввода
коррекции инструмента, когда диаметр заготовки известен.
Смотри Рис. I.49
Коснитесь известного диаметра по оси X.
Нажмите кнопку ИНСТРУМЕНТ. Выберите
желаемый инструмент.
Нажмите ENTER.
Выберите ось (X).
I – 4 Функции точения
Введите положение кончика инструмента,
например, X=Ø 20 мм.
Помните, что ND 522/523 должно находиться в
режиме отображения диаметра (Ø), когда Вы
вводите значение диаметра.
Коснитесь фронтальной поверхности заготовки.
Переместите курсор в поле оси Z.
Обнулите индикацию кончика инструмента, Z=0.
Нажмите ENTER.
Рис. I.49
ND 522/523 61
Page 62

Установка коррекции с использованием функции ЗАПОМНИТЬ/УСТ.
Функцию ЗАПОМНИТЬ/УСТ. рекомендуется использовать, когда
диаметр заготовки неизвестен и инструмент находится под
нагрузкой. Смотри Рис. I.50.
Функция ЗАПОМНИТЬ/УСТ. особенно полезна при определении
данных инструмента касанием. Используя кнопку ЗАПОМНИТЬ,
можно сохранить значение координаты при отводе инструмента
для измерения заготовки.
Использование функции ЗАПОМНИТЬ/УСТ.:
Нажмите кнопку ИНСТРУМЕНТ. Выберите
желаемый инструмент и нажмите ENTER.
I – 4 Функции точения
Нажмите клавишу оси X.
Вращайте заготовку вдоль оси X.
Нажмите Softkey ЗАПОМНИТЬ в момент, когда
инструмент еще режет.
Рис. I.50 Установка коррекции
Отведите инструмент от заготовки.
Выключите шпиндель и измерьте диаметр
заготовки.
Введите измеренный диаметр или радиус,
например, 15 мм и нажмите ENTER.
Помните, что ND 522/523 должен находиться в
режиме отображения диаметра (Ø), когда Вы
вводите значение диаметра.
Рис. I.51 Форма ИНСТРУМ./УСТ.
62 I Инструкции по эксплуатации
Page 63

Кнопка Точка привязки
Смотри "Кнопка Точка привязки" на странице 36 для основной
информации. Точка привязки задает связь между положением оси
и отображаемым значением. Чаще всего для токарной обработки
необходима только одна точка привязки по оси X (центр
зажимного приспособления), но задание точки привязки по оси Z
также имеет преимущества. Таблица точек привязки позволяет
сохранять
точку привязки можно, коснувшись заготовки в известном
диаметре или точке, а затем ввести значение, которое будет
отобажаться.
до 10 точек. Самым простым способом установить
I – 4 Функции точения
ND 522/523 63
Page 64
Пример: установка точки привязки к заготовке. Смотри Рис.
I.52 & Рис. I.53.
Последовательность осей в этом примере: X - Z
Подготовка:
Вызовите данные инструмента, который Вы будете использовать
для касания.
Нажмите кнопку ТОЧКА ПРИВЯЗКИ.
Курсор переместится в поле № ТОЧКИ
ПРИВЯЗКИ.
I – 4 Функции точения
Введите номер точки привязки и переместите
курсор в поле ОСИ Х кнопкой со СТРЕЛКОЙ
ВНИЗ.
Коснитесь заготовки в точке 1.
УСТ А НОВК А ТОЧКИ ПРИВЯЗКИ ПО X
Введите диаметр заготовки в этой точке.
Рис. I.52 Задание точки привязки к заготовке
Помните, что ND 522/523 должно находиться в
режиме отображения диаметра (Ø), когда Вы
вводите значение диаметра.
Нажмите кнопку СО СТРЕЛКОЙ ВНИЗ, чтобы
переместиться в поле оси Z.
Коснитесь заготовки в точке 2.
УСТ А НОВК А ТОЧКИ ПРИВЯЗКИ ПО Z
Введите положение кончика инструмента (Z=0)
для координаты точки привязки по оси Z.
Нажмите ENTER.
Рис. I.53
64 I Инструкции по эксплуатации
Page 65
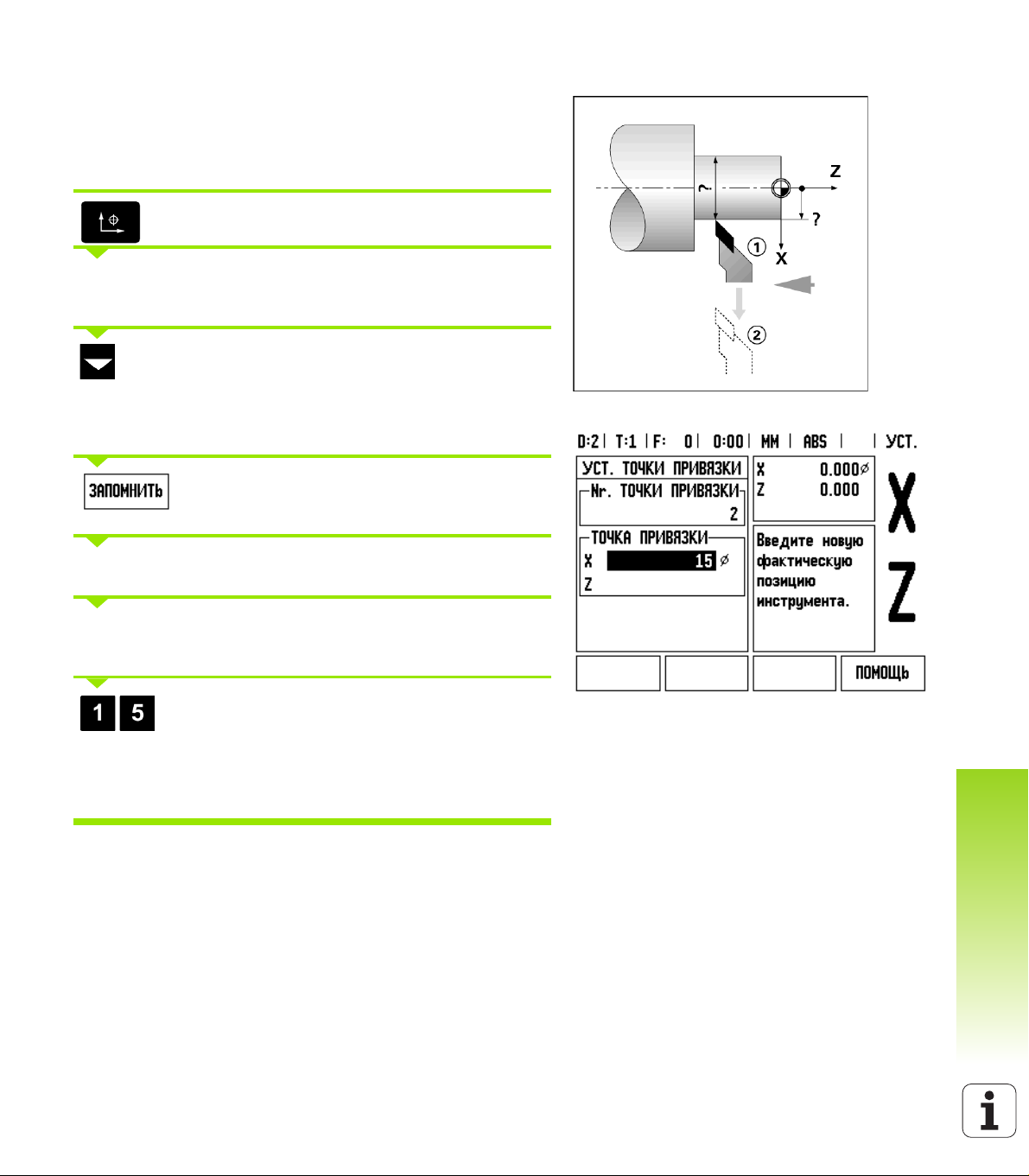
Установка точки привязки с использованием функции ЗАПОМНИТЬ/УСТ.
Функцию ЗАПОМНИТЬ/УСТ. лучше использовать, когда диаметр
инструмента неизвестен и инструмент находиться под нагрузкой.
Смотри Рис. I.54 & Рис. I.55
Использование функции ЗАПОМНИТЬ/УСТ.:
Нажмите кнопку ТОЧКА ПРИВЯЗКИ.
Курсор переместится в поле № ТОЧКИ
ПРИВЯЗКИ.
Введите номер точки привязки и переместите
курсор в поле ОСИ Х кнопкой со СТРЕЛКОЙ
ВНИЗ.
Вращайте заготовку вдоль оси X.
Нажмите Softkey ЗАПОМНИТЬ в момент, когда
инструмент еще режет.
Отведите инструмент от заготовки.
Выключите шпиндель и измерьте диаметр
заготовки.
Введите измеренный диаметр, например, 15 мм и
нажмите ENTER.
Помните, что ND 522/523 должно находиться в
режиме отображения диаметра (Ø), когда Вы
вводите значение диаметра.
I – 4 Функции точения
Рис. I.54
Рис. I.55 Установка точки привязки с
использованием функции ЗАПОМНИТЬ/
УСТ.
ND 522/523 65
Page 66

Кнопка Калькулятор конуса
Конус можно рассчитывать путем ввода размеров, указанных на
чертеже, или же путем ощупывания заготовки конусной формы с
помощью инструмента или измерительного датчика.
Калькулятор конуса предназначен для расчета угла конуса.
Смотри Рис. I.56 и Рис. I.57.
Ввод значений:
Для расчета конуса необходимо:
Изменение радиуса конуса
Длина конуса
Для расчета конуса с
длины необходимо:
Начальный диаметр
I – 4 Функции точения
Конечный диаметр
Длина конуса
D1/D2 ДЛИНА
использованием двух диаметров (D1, D2) и
Нажмите кнопку КАЛЬКУЛ-Р.
На панели Softkey появятся клавиши с функциями
калькулятора конуса.
Рис. I.56 Форма Клькулятора конуса - Диаметр 1
Для подсчета угла по двум диаметрам и
расстоянием между ними используйте клавишу
Softkey КОНУС: D1/D2/L.
Введите первую точку конуса ДИАМЕТР 1
используя клавиши с цифрами на клавиатуре и
нажмите ENTER, или коснитесь инструментом
одной точки и нажмите ЗАПОМНИТЬ.
Повторите это действие для
При использовании кнопки ЗАПОМНИТЬ угол
конуса подсчитывается автоматически.
Если Вы вводите данные через клавиатуру, то
введите значение в поле ДЛИНА и нажмите
ENTER. Угол конуса отобразится в поле УГОЛ
КОНУС: ОТНОШЕНИЕ
Для подсчета угла по отношению изменения
диаметра к длине используйте клавишу Softkey
КОНУС: ОТНОШЕНИЕ.
Используя клавиши с цифрами введите значения
поля ЗНАЧЕНИЯ 1 и ЗНАЧЕНИЯ 2. Нажимайте
в
ENTER после каждого ввода.
Рассчитанные значения отношения и угла
появятся в соответствующих полях.
поля ДИАМЕТР 2.
Рис. I.57 Форма Клькулятора конуса - Диаметр 2
66 I Инструкции по эксплуатации
Page 67

Ввод позиции
Функция ввода значения уже была описана в данном руководстве
(Смотри "Ввод позиции" на странице 41). Описание и примеры,
приведенные в предыдущей главе, сделаны на основе режима
фрезерования. Они также распространяются и на обработку
точением. Исключением являются две функции: коррекция на
диаметр инструмента (R+/-) и ввод значений радиуса или
диаметра.
Коррекция на
инструмента, поэтому эта функция недоступна при вводе позиции
для токарной обработки.
В случае обработки точением можно задавать значения в виде
радиуса или диаметра. При этом следует обращать внимание на
то, чтобы при вводе индикатор работал в соответствующем
режиме (радиус или диаметр). При использовании режима
диаметра отображается символ Ø. Режим индикатора можно
переключить с помощью Softkey R
радиус инструмента не применяется для токарного
(см. ниже).
X
I – 4 Функции точения
Softkey R
На чертежах размеры детали обычно указываются как диаметр.
ND 522/523 может отображать как радиус, так и диаметр. Если
включено отображение диаметра, то возле значения координаты
оси отображается символ (Ø). Смотри Рис. I.58.
Пример: отображение радиуса, точка 1 X = 20 мм
(Радиус/Диаметр)
X
отображение диаметра, точка 1 X = Ø 40 мм
Нажмите клавишу Softkey RX для переключения
между отображением радиуса и диаметра.
Рис. I.58 Пример заготовки для отображения
радиуса/диаметра
ND 522/523 67
Page 68

Кнопка Векторы
Функция векторов разделяет движение на компоненты по
продольной и поперечной осям. Смотри Рис. I.59. Например, при
нарезании резьбы при помощи векторов на оси Х можно
отобразить диаметр резьбы, хотя перемещается компонентная
ось. С помощью векторов можно задать значение желаемого
диаметра или радиуса на оси Х и просто "обнулить".
Во время использования векторов необходимо
отображать значения датчика компонентной оси в
нижнем поле индикации оси. Компонента, отвечающая
за поперечное врезание, отображается тогда в
верхнем поле индикации оси. Компонента,
отвечающая за продольное движение, отображается в
среднем поле индикации оси.
I – 4 Функции точения
Нажмите кнопку
Нажмите клавишу Softkey ВКЛ для активации функции векторов.
Переместите курсор в поле УГОЛ и введите угол между
продольной и верхней направляющей равный 0°. Этим Вы задали
то, что верхняя направляющая передвигается параллельно
продольной. Нажмите ENTER.
ВЕКТОРЫ.
Рис. I.59 Векторы
68 I Инструкции по эксплуатации
Page 69
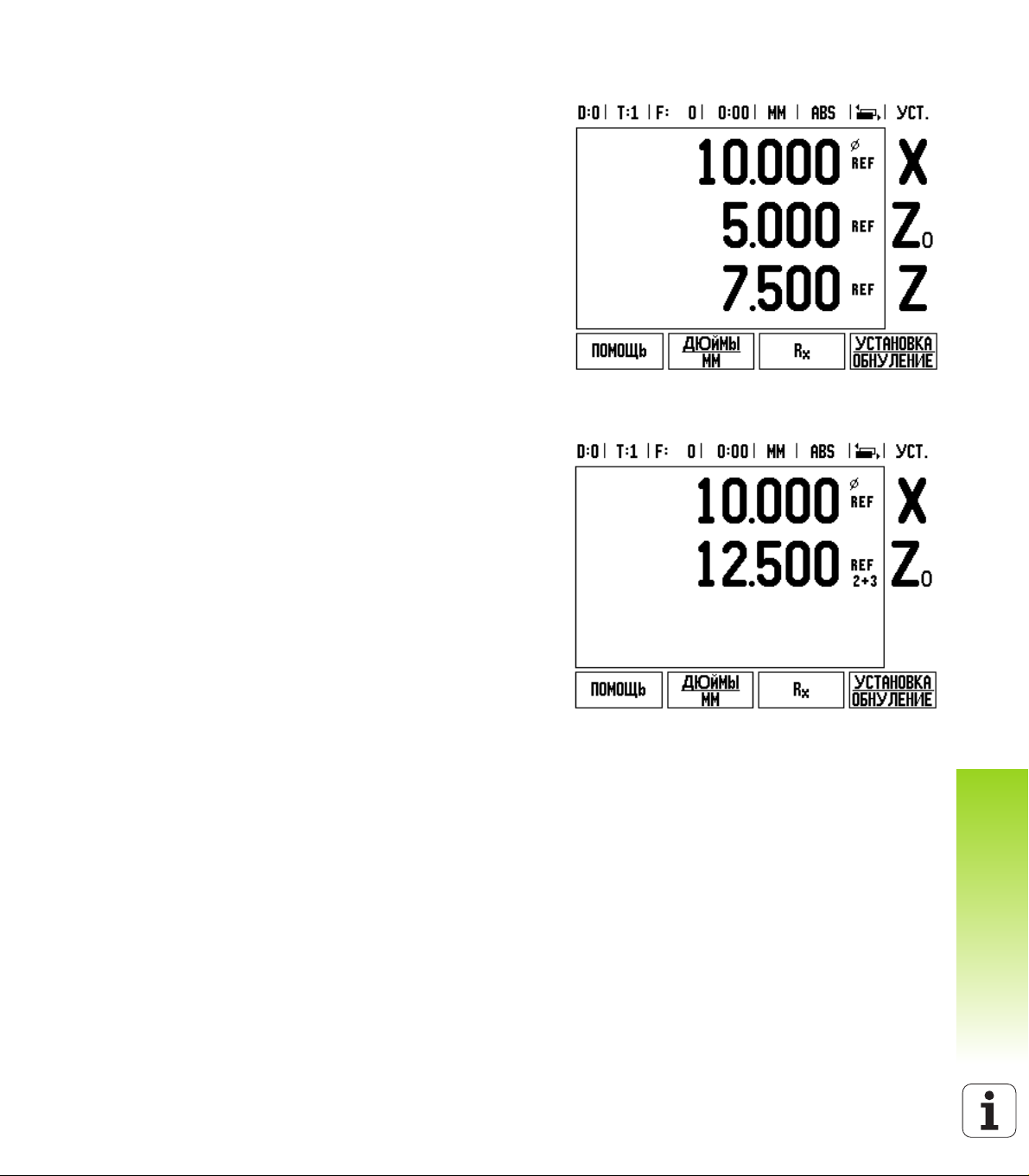
Сопряжение осей Z (только для точения)
В случае исполнения ND 522/523 для трех осей данная функция
позволяет сопрягать Z
отображаться в Z или Z
Активация сопряжения Z
и Z оси. Сумма пройденного пути может
0
оси. Смотри Рис. I.60.
0
I – 4 Функции точения
Рис. I.60 Обычная индикация осей
Для сопряжения Z
нажмите и удерживайте около 2-х секунд клавишу Z
пройденного пути отобразится в Z
и Z осей и отображения результата на оси Z0
0
, а ось Z отображаться не
0
. Сумма
0
будет. Смотри Рис. I.61.
Для сопряжения Z
и Z осей и отображения результата на оси Z
0
нажмите и удерживайте около 2-х секунд клавишу Z. Сумма
пройденного пути отобразится в Z, а ось Z0 отображаться не
будет. Сопряжение осей сохраняется после выключения питания.
Передвижение оси Z
или Z обновляет индикацию сопряженных
0
осей.
При сопряжении осей для обоих датчиков должна быть найдена
референтная метка, чтобы предыдущая точка привязки могла
быть восстановлена.
Отмена сопряжения Z
Для отмены Z сопряжения нажмите кнопку отключенной оси на
УЦИ. Раздельное отображение Z
и Z осей будет восстановлено.
0
Рис. I.61 Активация сопряжения Z
ND 522/523 69
Page 70

I – 4 Функции точения
70 I Инструкции по эксплуатации
Page 71
Техническая информация
Page 72

II – 1 Монтаж и электрическое
подключение
Объем поставки
Устройство цифровой индикации ND 522/523
Кабель питания
Краткое руководство
Поворотно-откидной шарнир
Аксессуары (заказываются отдельно)
Подставка
Монтажный рычаг
Устройство цифровой индикации ND 522/523
Рабочее пространство
Установите УЦИ в хорошо проветриваемом и легко доступном
для работы месте.
Монтаж
Крепежная ручка используется для монтажа ND 522/523 на
монтажном рычаге. В монтажные принадлежности УЦИ входит
комплект для поворотно-откидного шарнира: Смотри "Ручка для
ND 522/523 ID 618025-01" на странице 93.
Подключение к электросети
II – 1 Монтаж и электрическое подключение
72 II Техническая информация
В УЦИ отсутствуют детали, требующие
техобслуживания. Поэтому запрещается открывать
корпус ND 522/523.
Длина кабеля питания не должна превышать 3 метров.
Соедините вывод заземления на задней панели с
защитным заземлением. Не допускайте разрыва или
отключения кабеля заземления.
Не подключайте/отключайте измерительные датчики
или другие приборы к ND 522/523, когда он включен!
Это может привести к повреждению его компонентов.
Для замены используйте только оригинальные
предохранители.
Page 73

Требования к электросети
Напряжение 100 - 240 Vac
Мощность 25 VA макс.
Частота 50/60 Гц
Предохранитель500 мA/250 Vac, 5 мм x 20 мм, Slo-Blo
Климатические требования
Степень защиты (EN 60529) задняя панель IP 40
передняя панель IP 54
Температура эксплуатации от 0° до 45°C (от 32° до 113°F)
Температура хранения от -20° до 70°C (от -4° до 158°F)
Вес 2.6 кг (5.8 lb.)
(предохранители земли и нейтрали)
Разводка разъема питания (cмотри Рис. II.1)
Подключение к сети: L и N
Земля:
Минимальное сечение сетевого
Защитное заземление (заземление)
Разъем защитного заземления на задней панели
корпуса необходимо соединить с центральной точкой
заземления станка! Минимальное сечение
соединяющего кабеля: 6 мм
Профилактическое обслуживание
Проводить специальное профилактическое обслуживание не
требуется. Для очистки дисплея протрите его сухой тканью.
кабеля: 0,75 мм2.
2
, cмотри Рис. II.2.
Рис. II.1 Сетевой разъем
II – 1 Монтаж и электрическое подключение
Рис. II.2 Разъем защитного заземления на задней
панели.
ND 780 73
Page 74

Подсоединение датчиков обратной связи
1
5
9
6
ND 522/523 может использоваться с линейными и круговыми
датчиками производства HEIDENHAIN, которые имеют TTLсигнал на выходе.
Соединительный кабель не должен превышать 30 м (100 фут).
Не подключайте/отключайте измерительные датчики
или другие приборы к ND 522/523, когда он включен!
Распайка разъема для подключения датчиков.
D-sub-разъем
9-пол.
Сигнал
1N/C
2U
a1
3 ?
4U
a2
5 ?
60 V (U
7+ V (U
)
n
)
P
8 ¤
9U
a0
Оси можно подключать к любым из имеющихся разъемов.
II – 1 Монтаж и электрическое подключение
По умолчанию:
Вход датчика Фрезерование Точение
X1 X X
X2 Y Z
X3 Z Z
Рис. II.3 9-полюсный разъем (вилка) X1 - X3 для
подключения датчиков на задней панели
ND 522/523.
0
Рис. II.4 Входы датчиков на задней панели
ND 522/523.
74 II Техническая информация
Page 75

II – 2 Настройки системы
Параметры настроек системы
В настройки системы можно попасть, нажав клавишу Softkey
НАСТРОЙКИ, а затем Softkey НАСТРОЙКИ СИСТЕМЫ. Смотри
Рис. II.5
Настойки системы обычно устанавливаются при первом
включении УЦИ и затем редко меняются. Поэтому настройки
системы защищены паролем: (95148). Введите пароль, используя
клавиши с цифрами, и подтвердите кнопкой ENTER.
Настройки датчика
В НАСТРОЙКАХ ДАТЧИКА можно установить его разрешение и
тип (линейный или круговой), направление счета, тип
референтной метки. Смотри Рис. II.6.
U При открытии НАСТРОЕК СИСТЕМЫ курсор автоматически
встает на НАСТРОЙКА ДАТЧИКА. Нажмите ENTER. После
этого откроется список возможных входов датчика.
U Выберите датчик, настройки которого Вы хотите изменить и
нажмите ENTER.
U Курсор окажется в поле ТИП ДАТЧИКА, выберите желаемый
тип, нажимая на клавишу Softkey ЛИНЕЙНЫЙ/КРУГОВОЙ.
U Для линейных датчиков в поле РАЗРЕШЕНИЕ выберите
клавишами ГРУБЕЕ или ТОЧНЕЕ разрешение в мкм (10, 5, 2,
1, 0.5) или введите его с клавиатуры. Для датчиков вращения
необходимо указать количество штрихов на оборот.
U В поле РЕФ. МЕТКА используя Softkey РЕФ. МЕТКА выберите
один из следующих вариантов: референтная метка отсутствует
ОТСУТСТВ., есть одна метка ОДНА или КОДИР. для датчиков
с кодированной референтной меткой.
II – 2 Настройки системы
Рис. II.5 Меню настроек системы
Рис. II.6 Меню настроек датчика
ND 780 75
Page 76

U Для кодированной реф. метки нажмите Softkey РАССТ. и
выберите 500, 1000 или 2000 (LB 382C).
U В поле НАПРАВЛЕНИЕ СЧЕТА нажатием клавиши Softkey
ПОЛОЖИТ. или ОТРИЦАТ. выберите направление счета. Если
направление счета датчика соответствует направлению,
выбранному пользователем, выберите ПОЛОЖИТЕЛЬНОЕ.
Если они не совпадают, выберите ОТРИЦАТЕЛЬНОЕ.
U В поле МОНИТОРИНГ ОШИБОК нажатием клавиши ВКЛ или
ВЫКЛ выберите, должна ли система отслеживать и
отображать ошибки датчика. При появлении сообщения об
ошибке нажмите кнопку C, чтобы его удалить.
Конфигурация индикации
КОНФИГУРАЦИЯ ИНДИКАЦИИ позволяет оператору определить,
какие оси будут отображаться и в каком порядке.
Se
U Выберите желаемое поле и нажмите ENTER.
II – 2 Настройки системы
U Нажмите ВКЛ/ВЫКЛ для включения или выключения
индикации. Выберите символ оси клавишами со стрелками
ВЛЕВО или ВПРАВО.
U Переместите курсор в поле ВХОД.
U Нажмите 1, 2, или 3 для выбора входа датчика (X1, X2, или X3).
U Переместите курсор в поле РАЗРЕШЕНИЕ ЭКРАНА.
Используйте Softkey ГРУБЕЕ или ТОЧНЕЕ для выбора
разрешения экрана.
U Для датчиков вращения переместите курсор в поле
ОТОБРАЖЕНИЕ УГЛА. Нажмите Softkey УГОЛ для выбора
формата отображения угла.
Сопряжение
U Введите номер, соответствующий номеру входа датчика на
обратной стороне УЦИ. Нажмите Softkey + или - для сопряжения
второго входа с первым. Номер входа отображается возле оси
и также показывает сопряженные оси (например, “2 + 3”.
Смотри Рис. II.8.
76 II Техническая информация
Page 77

Компенсация погрешностей
Для рассчета компенсации линейной
погрешности используйте слудующую
формулу:
Коэфф. компенсации LEC =
где S = длина, измеренная эталонным
датчиком
M = длина измеренная датчиком на оси
Пример
Если длина, измеренная эталонным датчиком
составляет 500 мм, а датчик оси X-измерил
499,95мм, то коэффициент компенсации LEC
для оси X- равен 100 parts per million (ppm).
LEC =
LEC = 100 ppm
(округлено до ближайшего
()
S – M
M
()
500 – 499.95
499.95
x 106 ppm
Расстояние, пройденное режущим инструментом и отображаемое
на дисплее, не всегда соответствует фактическому пути. Ошибка
шага привода, прогибание или наклон оси приводят к
погрешностям. Эта погрешность может быть линейной или
нелинейной. Ее можно определить с помощью прибора для
сравнительных измерений, например, VM 101 фирмы
HEIDENHAIN или с помощью концевых мер. Из анализа
погрешностей можно
необходимо использовать, линейную или нелинейную.
ND 522/523 позволяет компенсировать погрешности. Для каждой
оси можно выбрать свой тип компенсации.
Компенсация погрешностей возможна только для
датчиков линейных перемещений.
определить, какую компенсацию
Компенсация линейной погрешности
Компенсацию линейной погрешности можно применять в том
случае, если есть сравнительные измерения, подтверждающие
погрешность линейности на всей измеряемой длине.
Погрешность в этом случае может быть скомпенсирована
числовым путем
Рис. II.8
U Если погрешность датчика известна, она может быть введена
вручную. Нажмите клавишу Softkey ТИП для выбора
ЛИНЕЙНОЙ компенсации.
U Введите коэффициент компенсации в ppm и нажмите ENTER.
с помощью коэффициента. Смотри Рис. II.7 &
II – 2 Настройки системы
Рис. II.7 Формула подсчета компенсации
линейной погрешности
ND 780 77
Page 78

Компенсация нелинейной погрешности
Компенсация нелинейной погрешности применяется, если
сравнительные измерения показывают переменную или
непостоянную погрешность. Величина необходимой компенсации
подсчитывается и вносится в таблицу. ND 522/523 позволяет
вводить до 200 точек на ось. Величина погрешности между двумя
заданными значениями подсчитывается путем линейной
интерполяции.
Компенсация нелинейной погрешности доступна
только для датчиков с референтными метками. Для
того чтобы компенсация нелинейной погрешности
вступила в силу необходимо пересечь референтные
метки, иначе компенсация не активна.
Создание таблицы для компенсации нелинейности
U Нажатием клавиши Softkey ТИП выберите нелинейную
II – 2 Настройки системы
компенсацию.
U Для создания новой таблицы сначала нажмите клавишу Softkey
РЕДАКТ. ТАБЛИЦУ. Нажмите ENTER.
U Все точки (до 200 шт.) расположены на одинаковом расстоянии
друг от друга. Введите расстояние между точками. Нажмите
кнопку СО СТРЕЛКОЙ ВНИЗ.
U Введите начальную точку таблицы. Расстояние до начальной
точки измеряется от референтной метки. Если это расстояние
неизвестно, переместите ось в начальную точку и нажмите
ЗАПОМНИТЬ ПОЗИЦИЮ. Нажмите ENTER.
Рис. II.8 Меню компенсации линейной
погрешности
78 II Техническая информация
Page 79

Настройки таблицы компенсаций
U Нажмите клавишу Softkey РЕДАКТИР. ТАБЛИЦУ для
просмотра данных таблицы.
U Используйте клавиши со стрелками ВВЕРХ или ВНИЗ или
клавиши с цифрами для перемещения курсора в точку, которую
нужно добавить или изменить. Нажмите ENTER.
U Введите известную погрешность для этой точки. Нажмите
ENTER.
U По окончании ввода нажмите C для выхода из таблицы и
возвращения в форму КОМПЕНСАЦИИ ПОГРЕШНОСТЕЙ.
Просмотр графика
Таблица компенсации погрешностей может быть просмотрена в
виде таблицы или графика. График показывает величину
погрешности относительно измеренного значения. График имеет
фиксированное расстояние между точками. При передвижении
курсора в таблице значение, на котором стоит курсор,
соответствует синему вертикальному штриху на графике.
Просмотр таблицы компенсаций
U Нажмите Softkey РЕДАКТИР. ТАБЛИЦУ.
U Для переключения между отображением в таблице и в виде
графика нажмите ВИД.
U Используйте клавиши со стрелками ВВЕРХ или ВНИЗ или
клавиши с цифрами для перемещения курсора в таблице.
Данные таблицы компенсации погрешностей могут быть
сохранены с или на ПК через USB-порт.
II – 2 Настройки системы
Экспорт таблицы компенсаций
U Нажмите Softkey РЕДАКТИР. ТАБЛИЦУ.
U Нажмите Softkey ИМПОРТ/ЭКСПОРТ.
U Нажмите Softkey ЭКСПОРТ ТАБЛИЦЫ.
Импорт таблицы компенсаций
U Нажмите Softkey РЕДАКТИР. ТАБЛИЦУ.
U Нажмите Softkey ИМПОРТ/ЭКСПОРТ.
U Нажмите Softkey ИМПОРТ ТАБЛИЦЫ.
ND 780 79
Page 80

Компенсация люфта
При использовании датчика вращения для определения
линейных перемещений смена направления движения стола
приводит к ошибке значения положения из-за зазоров в
конструкции ведущего винта. Эта ошибка называется люфтом. Ее
можно компенсировать путем введения значения люфта
ведущего винта в функцию компенсации люфта. Смотри Рис. II.9.
Если датчик вращения опережает стол (отображаемое значение
больше
положительном люфте и в качестве компенсационного значения
должна задаваться положительная величина.
Отсутствие компенсации соответствует значению 0.000.
фактического положения стола), то речь идет о
II – 2 Настройки системы
Рис. II.9 Меню компенсации люфта
80 II Техническая информация
Page 81

Настройки УЦИ
Функция НАСТРОЙКИ УЦИ устанавливает, в каком режиме будет
работать устройство цифровой индикации: в режиме
фрезерования или точения. Смотри Рис. II.10
После выбора НАСТРОЕК УЦИ устройство индикации среди
прочих отображает Softkey ЗАВОДСКИЕ НАСТРОЙКИ. Нажатием
этой клавиши Вы возвращаете параметры конфигурации (как для
фрезерования, так и для точения) в их начальное состояние.
После нажатия клавиши
нажать ДА для сброса всех настроек в исходные или НЕТ для
отмены и возвращения в предыдущее меню.
В поле КОЛИЧЕСТВО ОСЕЙ Вы выбираете количество
используемых осей. Клавиша Softkey 2/3 появится для выбора
между 2 или 3 осями.
ЗАВОДСКИЕ НАСТРОЙКИ Вы можете
Диагностика
При помощи меню ДИАГНОСТИКА можно проверить
оборудование (например, клавиатуру или монитор). Смотри Рис.
II.11
Тест клавиатуры
Графическое представление клавиатуры на экране УЦИ
позволяет увидеть реакцию каждой кнопки на нажатие и
отпускание.
U Для проверки нажмите и отпустите каждую кнопку УЦИ и все
Softkey-клавиши. Появление точки на изображении клавиатуры
при нажатии определенной кнопки говорит о том, что кнопка
исправна.
U Для выхода из теста клавиатуры нажмите кнопку C два раза.
Тест дисплея
U Нажмите ENTER для отображения дисплеем черного, белого и
возврата к нормальному изображению.
Рис. II.10Меню настроек УЦИ
Рис. II.11Меню диагностика
II – 2 Настройки системы
ND 780 81
Page 82

II – 3 Настройки датчика
В последующих таблицах приведены примеры некоторых
датчиков. Таблицы содержат все параметры, которые должны
быть определены для датчиков. Большинство данных можно
найти в описании датчиков на сайте или в каталоге.
Примеры настроек датчиков линейных перемещений HEIDENHAIN
Датчик Разрешение Референтная метка
LS 328C
LS 628C
5 мкм Одна/1000
LB 382 с
IBV 101
II – 3 Настройки датчика
LB 382С с
IBV 101
LS 378C
LS 678C
Примеры настроек датчиков вращения HEIDENHAIN
Датчик
вращения
ROD 420 от 50 до 5000 от 1,8° до 64,8
ROD 426 от 50 до 10000 от 1,8° до 32,4
ROD 1020 от 250 до 3600 от 0,36° до 90
ROD 1070 от 1000 до
ERN 120 от 1000 до
ERN 420 от 250 до 5000 от 0.36° до 64,8
Количество
штрихов
3600
5000
1 мкм Одна
1 мкм Одна/2000
1 мкм Одна/1000
Разрешение
угловых секунд
угловых секунд
угловых секунд
от 32,4 до 9
угловых секунд
от 324 до 64,8
угловых секунд
угловых секунд
Референтная
метка
Одна
Одна
Одна
Одна
Одна
Одна
ERN 1020 от 250 до 3600 от 0.36° до 90
угловых секунд
ERN 1070 от 1000 до
3600
82 II Техническая информация
от 32.4 до 9
угловых секунд
Одна
Одна
Page 83

Примеры настроек датчиков угловых перемещений HEIDENHAIN
Датчик
угла
ROD 225 9000 или
ROD 275 18000 от 3,6 до 1,8 угловых
Количество
штрихов
10000
Разрешение
от 36 до 18 угловых
секунд
секунд
Референтная
метка
Одна
Одна
II – 3 Настройки датчика
ND 780 83
Page 84

II – 4 Интерфейс данных
ND 522/523 имеет встроенный USB-разъем. USB-порт
поддерживает двунаправленную передачу данных, которая
позволяет импорт или экспорт данных с/на внешнего устройства,
а также удаленное управление через интерфейс.
Следующие данные можно передавать с ND 522/523 на внешнее
устройство:
Рабочие настройки и настройки системы
Таблицу компенсации нелинейной погрешности
Следующие данные можно передавать в ND 522/523 с внешнего
устройства:
Команды
Рабочие настройки и настройки системы
Таблицу компенсации нелинейной погрешности
II – 4 Интерфейс данных
В этой главе описывается все, что нужно знать для настройки
интерфейса данных:
с клавиатуры внешнего устройства
84 II Техническая информация
Page 85

USB-порт (тип “B”)
USB-разъем расположен на задней панели. Следующие
устройства могут быть подключены к нему:
ПК с последовательным интерфейсом данных
Для функций, позволяющих передачу данных, будет
отображаться клавиша Softkey ИМПОРТ/ЭКСПОРТ.
Для передачи данных между ND 522/523 и ПК необходимо
установить программу обмена данными, такую как TNC Remo.
(TNC Remo доступна по ссылке: http://filebase.heidenhain.de/doku/
english/serv_0.htm. Свяжитесь с ближайшим
фирмы Heidenhain для получения более подробной информации.)
Это программное обеспечение подготавливает данные, которые
отправляются или получаются через последовательный
интерфейс. Все данные передаются между ND 522/523 и ПК в
формате ASCII.
Для экспорта данных из ND 522/523 на ПК, необходимо заранее
подготовить ПК к получению данных и сохранению их в файл.
Настройте программу коммуникации на прием текстовых
в формате ASCII через COM-порт и сохранение их в файл. Как
только ПК будет готов к приему, начните передачу данных нажав
Softkey ИМПОРТ/ЭКСПОРТ. Выберите ЭКСПОРТ.
Для импорта данных в ND 522/523 с ПК, необходимо заранее
подготовить ND 522/523 к получению данных. Нажмите Softkey
ИМПОРТ/ЭКСПОРТ . Выберите ИМПОРТ. Как только ND 522/
523 будет готово к приему, настройте
ПК для передачи текстового файла в формате ASCII.
Формат данных
Данные передаются в следующей последовательности:
программу коммуникации на
представительством
данных
II – 4 Интерфейс данных
ND 522/523 не поддерживает такие протоколы, как
Kermit или Xmodem.
Управление от внешнего устройства через USB-порт
Используя USB-интерфейс можно управлять устройством
цифровой индикации от внешнего устройства. Доступны
следующие команды:
Формат
<ESC>TXXXX<CR> Кнопка нажата
Последовательность
команд
<ESC>T9000<CR> Кнопка ‘0’
<ESC>T9001<CR> Кнопка ‘1’
<ESC>T9002<CR> Кнопка ‘2’
<ESC>T9003<CR> Кнопка ‘3’
<ESC>T9004<CR> Кнопка ‘4’
ND 780 85
Функция
Page 86

Последовательность
команд
<ESC>T9005<CR> Кнопка ‘5’
<ESC>T9006<CR> Кнопка ‘6’
<ESC>T9007<CR> Кнопка ‘7’
<ESC>T9008<CR> Кнопка ‘8’
<ESC>T9009<CR> Кнопка ‘9’
<ESC>T9010<CR> Кнопка ‘CE’ или ‘CL’
<ESC>T9011<CR> Кнопка ‘.’
<ESC>T9012<CR> Кнопка ‘ENTER’
<ESC>T9013<CR> Кнопка ‘X’
<ESC>T9014<CR> Кнопка ‘Y’/’Z’/’Z
II – 4 Интерфейс данных
<ESC>T9015<CR> Кнопка ‘Z’
<ESC>T9016<CR> Кнопка ‘Softkey 1’
<ESC>T9017<CR> Кнопка ‘Softkey 2’
<ESC>T9018<CR> Кнопка ‘Softkey 3’
<ESC>T9019<CR> Кнопка ‘Softkey 4’
<ESC>T9020<CR> Кнопка ‘Курсор влево’
<ESC>T9021<CR> Кнопка ‘Курсор вправо’
<ESC>T9022<CR> Кнопка ‘Курсор вверх’
<ESC>T9023<CR> Кнопка ‘Курсор вниз’
<ESC>T9024<CR> Кнопка ‘+’
<ESC>T9025<CR> Кнопка ‘-’
<ESC>T9026<CR> Кнопка ‘x’
<ESC>T9027<CR> Кнопка ‘/’
<ESC>T9028<CR> Кнопка ‘Квадратный корень’
<ESC>T9029<CR> Кнопка ‘Pi’
<ESC>T9030<CR> Кнопка ‘INC/ABS’
<ESC>T9031<CR> Кнопка ‘1/2’
<ESC>T9032<CR> Кнопка ‘Кальк-р’
<ESC>T9033<CR> Кнопка ‘Точка привязки’
<ESC>T9034<CR> Кнопка ‘Инструмент’
<ESC>T9035<CR> Кнопка ‘Окружность отверстий’
<ESC>T9036<CR> Кнопка ‘
<ESC>T9037<CR> Кнопка ‘Фрезерование фаски’/
<ESC>T9038<CR> Кнопка ‘Фрезерование круглой
Функция
’
0
Прямые отверстий’
’Векторы’
фаски’/’Калькулятор конуса’
86 II Техническая информация
Page 87
II – 5 Экспорт измеренных
значений
Примеры передачи символов через интерфейс данных
С ПК можно запрашивать данные из ND 522/523. Во всех
приведенных примерах запуск передачи данных производился с
помощью Ctrl B (послать через интерфейс USB). Ctrl B запускает
передачу абсолютных или инкрементальных данных,
отображаемых на УЦИ в данный момент, в зависимости от
активного режима.
Пример 1: линейная ось с индикацией радиуса X = + 41.29 мм
X =+ 4 1 . 2 9 R <CR> <LF>
123 4 5 6 78 9 10
1
Ось координат
2 Знак равенства
3 Знак числа (+/–)
4 От 2 до 7 знаков перед запятой
5 Разделительный знак
6 От 1 до 6 знаков после запятой
7 Единицы измерения: пусто для мм и “ для дюймов
8 Абсолютыне значения:
R для радиуса, D для диаметра
Остаточный путь:
r для радиуса, d для диаметра
9 Возврат каретки (англ. Carriage Return)
10 Переход строки (англ. Line Feed)
II – 5 Экспорт измеренных значений
ND 780 87
Page 88
Пример 2: ось вращения с индикацией в градусах
C = + 1260.0000°
C
=+ 1 2 6 0 . 0 0 0 0 W <CR> <LF>
123456789 10
1 Ось координат
2 Знак равенства
3 Знак числа (+/–)
4 От 4 до 8 знаков перед запятой
5 Разделительный знак
6 От 0 до 4 знаков после запятой
7 Пустой знак
8 W Для угла (в режиме остаточного пути: w)
9 Возврат каретки
10 Переход строки
Пример 3: ось вращения с индикацией
секундах C = + 360° 23' 45'' '
в градусах/минутах/
II – 5 Экспорт измеренных значений
C =+ 3 6 0 : 2 3 : 4 5 W <CR> <LF>
123 4 5 6 7 8 910 11 12
1 Ось координат
2 Знак равенства
3 Знак числа (+/–)
4 От 3 до 8 знаков для градусов
5 Разделительный знак
6 От 0 до 2 знаков для минут
7 Разделительный знак
8 От 0 до 2 знаков для секунд
9 Пустой знак
10 W для угла (в режиме остаточного пути: w)
11 Возврат каретки
12 Переход строки
88 II Техническая информация
Page 89

II – 6 Технические параметры для
фрезерования
Данные ND 522/523
Оси 2 или 3 оси, A - Z, 0-9
Входы для датчиков Цифровой TTL; входная частота макс.100кГц
для инкрементальных датчиков HEIDENHAIN
Шаг индикации Линейные оси: от 1 мм до 0,1 мкм
Оси вращения: от 1° до 0.0001° (00°00’01”)
Экран Монохромный экран для отображения координат, диалогов, графиков,
Функции Поиск референтных меток для кодированных или единичных
Компенсация погрешностей Компенсация линейной и нелинейной погрешностей, до 200 точек
Компенсация люфта При работе с датчиком вращения и ШВП
Интерфейс данных USB (тип B) 115 200 бод
графической помощи и ввода значений
Индикация состояния:
Режим работы, обнуление, дюймы/мм, масштабирование, подача,
секундомер
Номер точки привязки
Номер инструмента
Коррекция
референтных меток
Режим остаточного пути и фактической позиции (инкрементальный и
абсолютный)
Масштабирование
ПОМОЩЬ: встроенное руководство пользователя
ИНФОРМАЦИЯ: калькулятор, калькулятор данных резания, параметры
пользователя и рабочие параметры
10 точек привязки 16 инструментов
Коррекция на радиус инструмента
Расчет координат для окружности и прямых
Для вывода измеренных значений и параметров;
Для ввода параметров и удаленного нажатия кнопок
инструмента R–, R+
отверстий
II – 6 Технические параметры для фрезерования
Аксессуары Подставка
Комплект принадлежностей для монтажа рычага
Подключение к сети от 100 до 240 В; от 50 до 60 Гц; макс. потребление 25 ВA
ND 780 89
Page 90
Данные ND 522/523
Температура эксплуатации от 0°C до 45°C (от 32 °F до 113 °F)
Температура хранения от -20°C до 70°C (от -4°F до 158°F)
Степень защиты (EN 60 529) IP 40 (передняя панель IP 54)
Вес 2,6 кг
II – 6 Технические параметры для фрезерования
90 II Техническая информация
Page 91
II – 7 Технические параметры для
точения
Данные ND 522/523
Оси 2 или 3 оси, от A до Z, Z0, 0-9
Входы для датчиков Цифровой TTL; входная частота макс.100кГц для инкрементальных
датчиков HEIDENHAIN
Шаг индикации Линейные оси: от 1 мм до 0,1 мкм
Оси вращения: от 1° до 0.0001° (00°00’01”)
Экран Монохромный экран для отображения координат, диалогов, графиков,
Функции
Компенсация люфта При работе с датчиком вращения и ШВП
Компенсация
Интерфейс данных USB (тип B) 115 200 бод
Аксессуары Подставка
погрешностей Компенсация линейной и нелинейной погрешностей, до 200 точек
графической помощи и ввода значений
Индикация состояния:
Номер инструмента, режим работы, обнуление, дюймы/мм,
масштабирование, подача,
отображение диаметра Ø, секундомер, точка привязки
Поиск референтных меток для кодированных или единичных
референтных меток
Режим остаточного пути и фактической позиции (инкрементальный и
абсолютный)
Масштабирование
ПОМОЩЬ: встроенное руководство пользователя
ИНФОРМАЦИЯ: калькулятор, калькулятор конуса, параметры
пользователя и рабочие параметры
10 точек привязки 16 инструментов
Заморозка позиции инструмента при отводе
Для вывода измеренных значений и параметров;
Для ввода параметров, удаленного нажатия кнопок и управления
Комплект принадлежностей для монтажа рычага
II – 7 Технические параметры для точения
Подключение к сети от 100 до 240 В; от 50 до 60 Гц; макс. потребление 25 ВA
Температура эксплуатации от 0°C до 45°C (от 32 °F до 113 °F)
Температура хранения
Степень защиты (EN 60 529) IP 40 (передняя панель IP 54)
Вес 2,6 кг
ND 780 91
от -20°C до 70°C (от -4°F до 158°F)
Page 92

II – 8 Габаритные размеры
Вид спереди
Размеры в мм/дюймах
Вид снизу
Вид сзади
II – 8 Габаритные размеры
92 II Техническая информация
Page 93
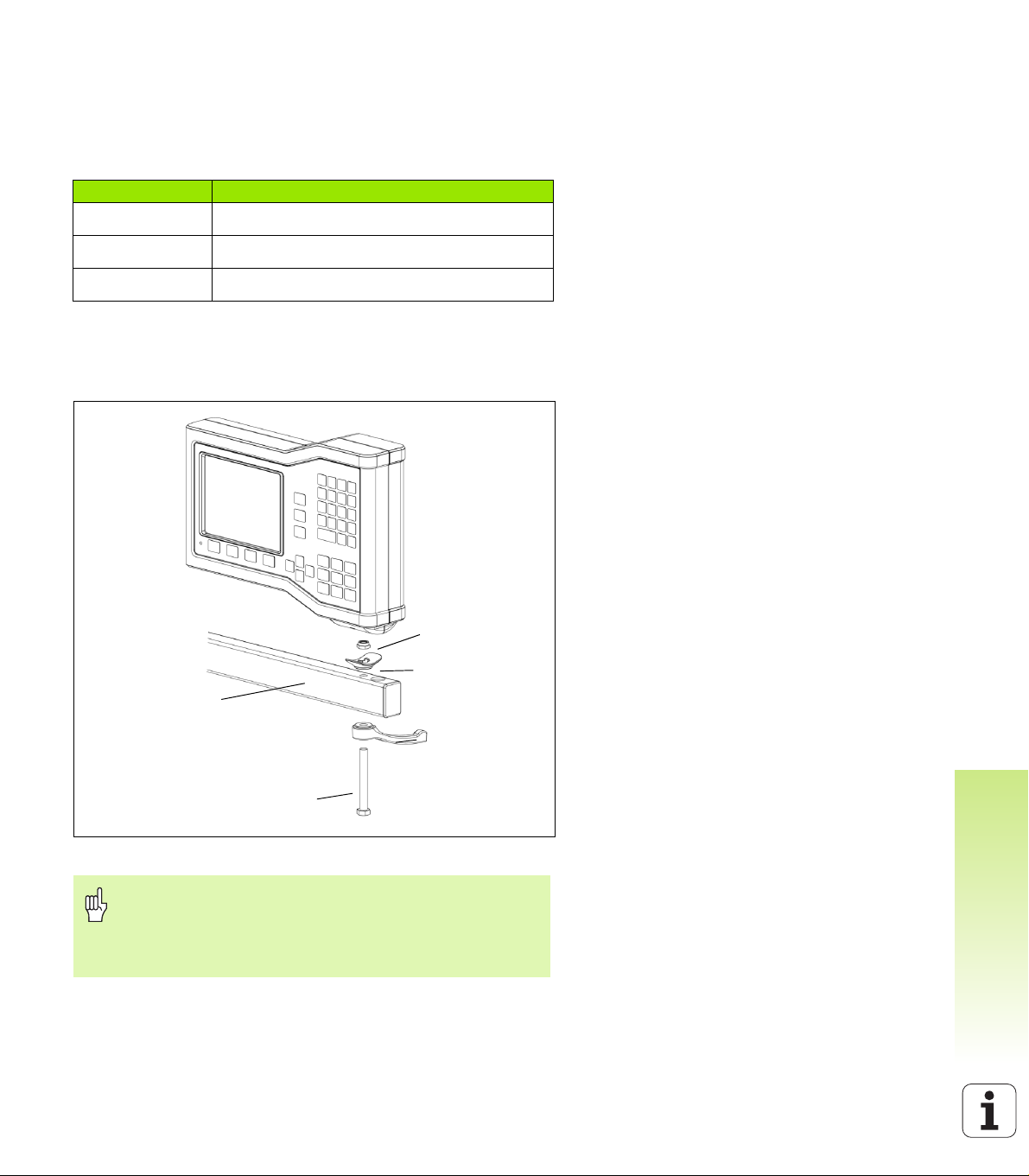
II – 9 Аксессуары
Монтажный болт
Монтажный рычаг
(не входит в
комплект поставки)
Стопорная гайка
Зажим для
Ручка
Идентификационные номера аксессуаров (Id.Nr)
ID номер Аксессуары
532522-01 ND 522, в упаковке
532523-01 ND 523, в упаковке
625491-01 Подставка для ND 522/523 в упаковке
Ручка для ND 522/523 ID 618025-01
Монтаж УЦИ на монтажным рычаге (основная информация)
II – 9 Аксессуары
ND 780 93
Основание имеет канавку, предотвращающую
проворачивание стопорной гайки. Сначала
необходимо собрать все элементы монтажного
рычага, а затем одеть УЦИ на зажим. Установите и
закрепите УЦИ, используя ручку.
Page 94
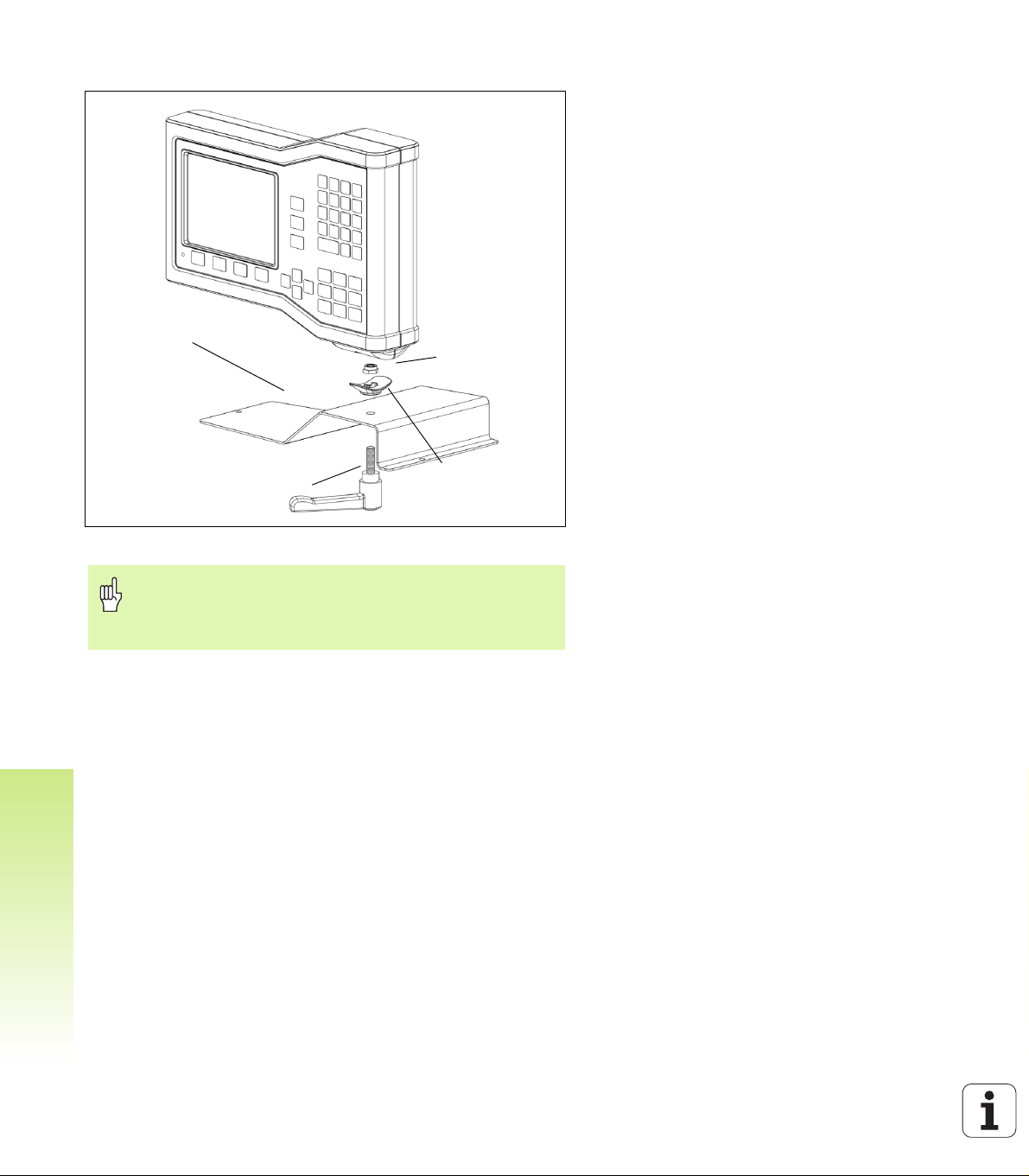
Монтаж УЦИ на подставке (основная информация)
Ручной фиксатор
Стопорная
гайка
(поставляется
с УЦИ)
Зажим для
повороткнооткидного
Подставка для УЦИ
(не входит в комплект
поставки)
II – 9 Аксессуары
Подставка с УЦИ устанавливается на ровной
поверхности станка. Монтаж элементов подставки
выполняется в той же последовательности, что и
монтаж элементов рычага.
94 II Техническая информация
Page 95

R
REF ... 14
S
Softkey ... 17
Softkey 1/2 ... 30
Softkey БЕЗ РЕФ ... 22
Softkey Ввод позиции (точение) ... 67
Softkey ВКЛЮЧИТЬ ПОИСК
РЕФ ... 22, 23
Softkey ДЮЙМЫ/MM ... 24
Softkey Инструмент ... 33
Softkey Инструмент (точение) ... 60
Softkey Калькулятор ... 31
Softkey Настройки ... 24
Softkey СПИСОК ТЕМ ... 20
Softkey Точка привязки ... 36
Softkey Точка привязки
(точение)...63
Softkey Установка/Обнуление ... 29
Softkey Фактическое значение/
Остаточный путь ... 19
А
Абсолютная точка привязки ... 12
Абсолютные координаты ... 13
Абсолютные координаты
заготовки ... 13
Аксессуары ... 93
В
Ввод абсолютного значения ... 41
Ввод инкрементального
значения ... 45
Ввод позиции ... 41
Векторы ... 68
Включение питания ... 22
Включение/отключение функции
Ref ... 23
Вызов инструмента ... 36
Г
Габаритные размеры ... 92
Графическая помощь при
позиционировании ... 20
Графическая помощь при
позиционировании
(настройка)...26
Д
Датчики измерения положения ... 14
Диагностика ... 81
Диаметр/радиус (режим
точения)...25
Е
Единицы измерения, настройка ... 24
З
Задание точки привязки к заготовке
без использования функции
ощупывания....34,37,64
Защитное заземление
(заземление) ... 73
Зеркальное отображение ... 25
И
Импорт/Экспорт (настройка)...27,32
Инкрементальные координаты ... 13
Инкрементальные координаты
заготовки ... 13
Инструкция по монтажу для
монтажного рычага ... 93
Интерфейс данных ... 84
Использование клавиатуры ... 19
Использование таблицы
инструмента (точение)...61
Использование таблицы
инструментов ... 34
К
Калькулятор конуса ... 66
Климатические требования ... 73
Кнопка C (удалить)...19
Кнопка ENTER ... 19
Кнопки ВВРХ/ВНИЗ ... 19
Кнопки ВЛЕВО/ВПРАВО ... 19
Кодированные референтные
метки ... 15
Компенсация линейной
погрешности ... 77
Компенсация люфта ... 80
Компенсация нелинейной
погрешности ... 78
Компенсация погрешностей ... 77
Конфигурация индикации ... 76
М
Масштабирование ... 25
Меню Рабочие настройки ... 24
Н
Настройка дисплея ... 27
Настройки ... 24
Настройки данных инструмента
(точение) ... 61
Настройки датчика ... 75, 82
Настройки УЦИ ... 69, 81
О
Обзор функционных клавиш ... 18
Область индикации ... 17
Обозначения осей ... 17
Образцы отверстий
(фрезерование) ... 48
Объем поставки ... 72
Окно с инструкциями в режиме
онлайн ... 21
Опорная ось угла ... 14
Основные операции ... 19
Основы позиционнирования ... 12
Отверстия на окружности ... 48
Отверстия на прямых ... 51, 54
Отображение референтных
меток ... 17
П
Параметры меню Рабочие
настройки ... 24
Параметры настроек системы ... 75
Подключение к электросети ... 72
Подробное описание функций
клавиш Softkey ... 29
Подсоединение датчиков обратной
связи ... 74
Поиск референтных меток ... 22
Помощь ... 20
Привязка к осевой линии между
двумя ребрами заготовки ... 39
Профилактическое
обслуживание ... 73
Р
Работа без обнуления ... 22
Рабочее пространство ... 72
Радиус/Диаметр ... 67
Режимы работы ... 19
Референтные метки ... 15
пересечение ... 22
Ручка ... 93
Index
ND 522/523 95
Page 96

С
Секундомер (настройка)...26
Соединительный кабель ... 74
Сообщения об ошибках ... 21
Index
Сопряжение осей Z...69
Строка состояния (настройка)...26
Структура экрана ... 16
Т
Технич. параметры для точения ... 91
Технич. параметры для
фрезерования ... 89
Точки привязки ... 12
Требования к электросети ... 73
Ф
Фиксированные референтные
метки ... 15
Формы ввода данных ... 21
Фрезерование круглой фаски ... 57
Функции фрезерной обработки и
подробное описание функций
клавиш Softkey ... 32
Э
Экспорт измеренных значений ... 87
Я
Язык (настройка)...27
96
Page 97
DR. JOHANNES HEIDENHAIN GmbH
Dr.-Johannes-Heidenhain-Straße 5
83301 Traunreut, Germany
{ +49 8669 31-0
| +49 8669 5061
E-mail: info@heidenhain.de
www.heidenhain.de
606 084-R2 · Ver02 · PDF · 2/2011
 Loading...
Loading...