

Page 1

取扱説明書
ND 522/523
Nihongo(ja)
2/2011
Page 2
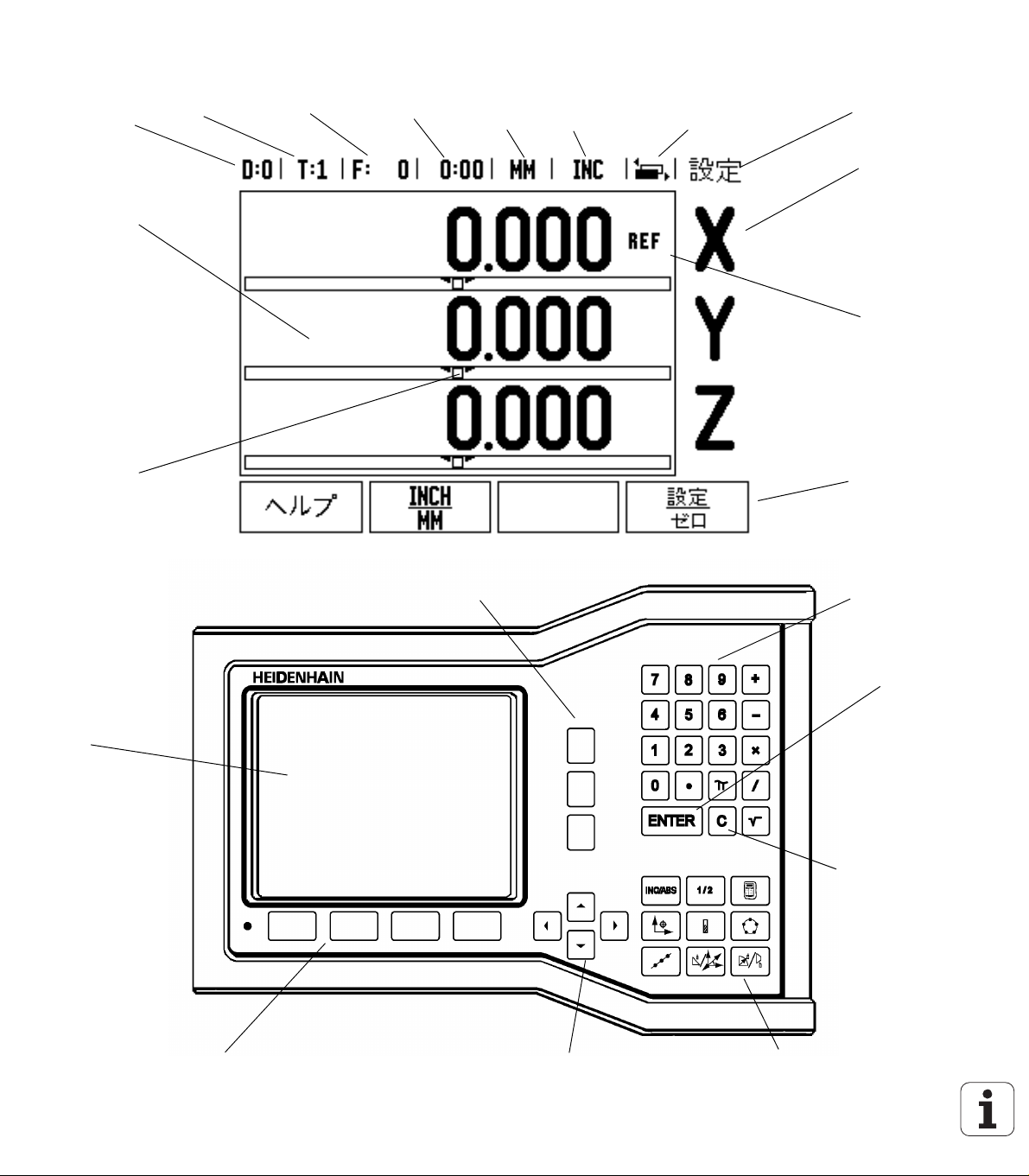
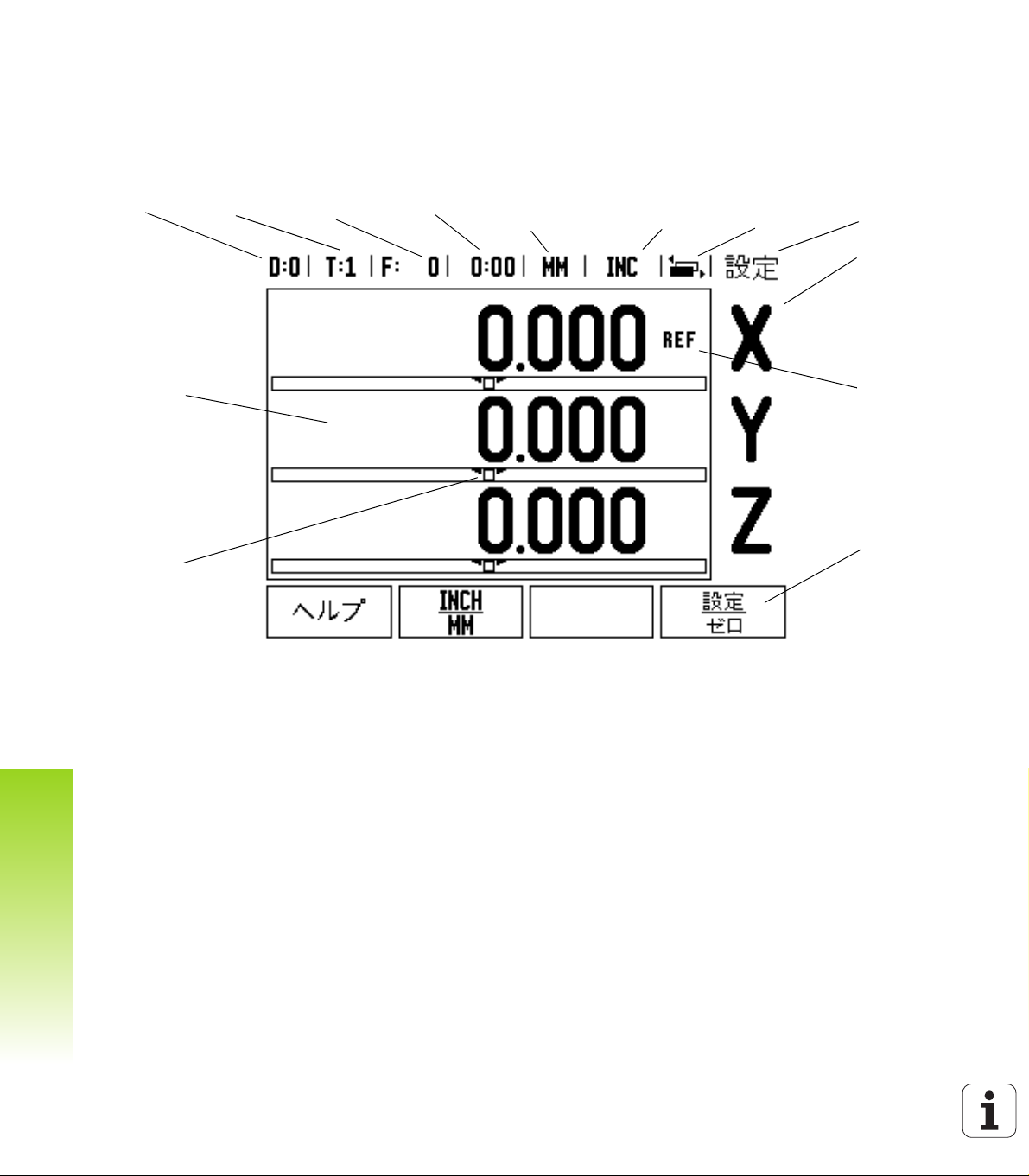
ND 522/523 スクリーン
原点 工具 送り速度 ストップ
表示エリア
ウォッチ
ステータスバーの記号
測定単位 オペレーション
モード
ページ表示
Set/Zero
軸ラベル
Ref 記号
グラフィッ
ク位置決め
表示
エリア
補助
X、Y、Z 軸を選択するための 3 つの軸キー
ソフトキー
機能
数字入力キー
Enter キー
クリアキー
ソフトキー - ND 522 - 523 のスクリーン下にあ
る各キーの機能は、スクリーンに表示される関
連フィールドによって異なります
上下矢印キー - スクリーン
のコントラストの調整に
も使用します
ハード機能キー
Page 3
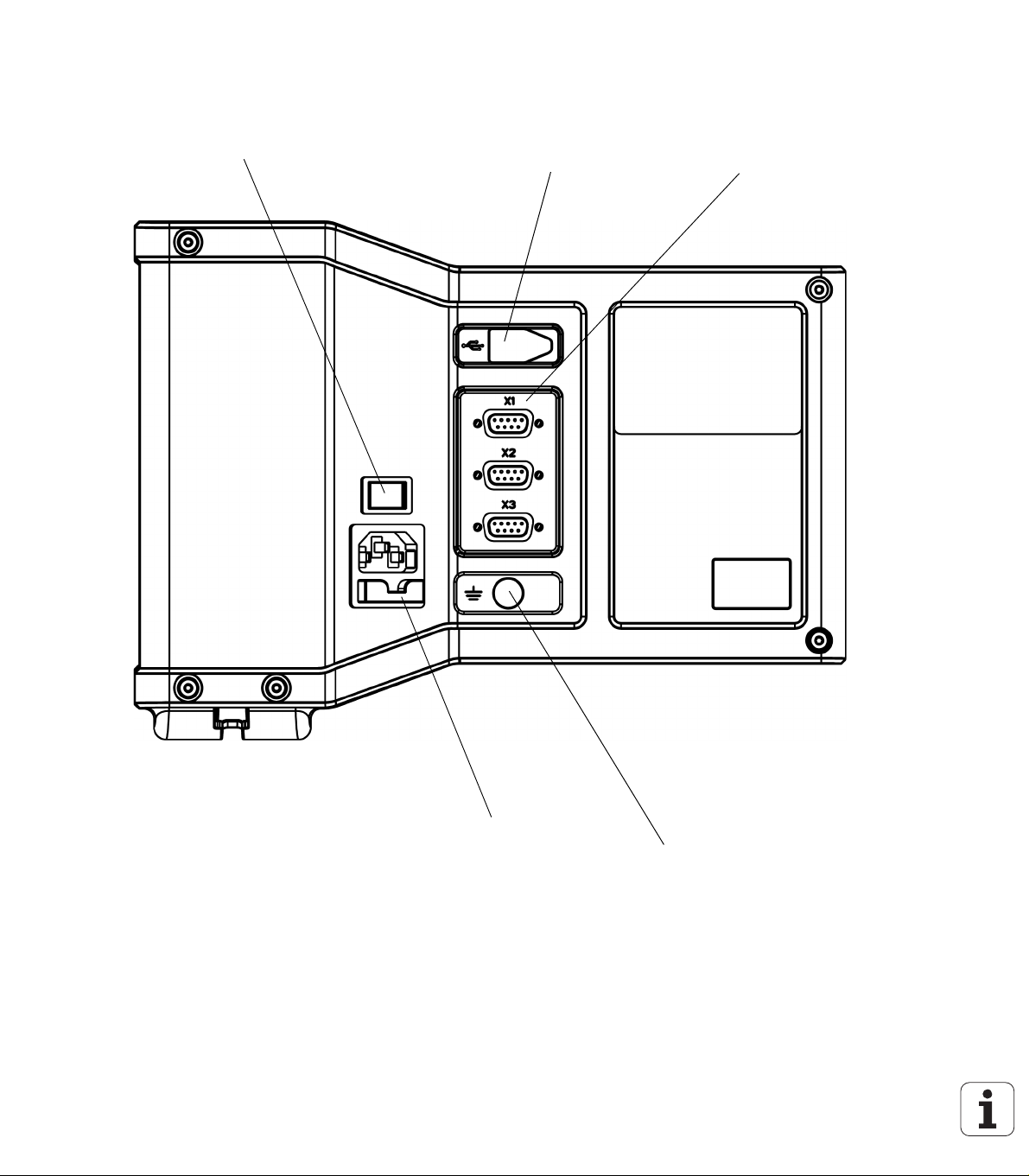
ND 522/523 背面図
電源スイッチ
USB ポート(タイプ B)
軸ポート
(3 つの軸がある ND 523 の場合)
主電源入力
アース(保護接地)端子
Page 4

Page 5
はじめに
ソフトウェアバージョン
ソフトウェアバージョンは、初回起動スクリーンに表示されます。
この取扱説明書では、ミリングおよび旋削アプリケー
ションに関する ND 522/523 の機能について説明します。
操作情報は、「一般的操作」、「ミリング加工」、および
「旋削加工」の 3 つの項に分かれています。
ND 522/523
DRO 軸の有効性。
ND DRO は、2 軸(ND 522)および 3 軸(ND 523)の
フォームで有効です。 この取扱説明書内の図と機能キー
は、ND 523 DRO を例にして説明されています。
注釈記号
注釈の左側に付いている記号は、その注釈の種類と重要度を示しま
す。
一般的操作
例:ND 523 の動作に関する場合。
警告 - 付属文書を参照
例:機能を実行するために特殊な工具が必要な場合。
注意 - 感電の危険性
例:筐体を開ける場合。
ND 522/523 フォント
この取扱説明書内で使用される変数(ソフトキー、ハードキー、
フォーム、フォームフィールド)を次に示します。
ソフトキー - SETUP ソフトキー
ハードキー - ENTER ハードキー
フォーム - ANGULAR フォーム
フォームフィールド - RADIUS
フィールド内のデータ - ON
、OFF
ND 522/523 5
Page 6

Page 7

I 取扱説明書 ..... 11
I I - 1 位置決めの基本 ..... 12
原点 ..... 12
現在位置、公称位置、および行程距離 ..... 12
絶対ワークピースの位置 ..... 13
インクリメンタルワークピースの位置 ..... 13
ゼロ角度のリファレンス軸 ..... 14
位置エンコーダ ..... 14
エンコーダリファレンスマーク ..... 15
図 I.6 I - 2 ND 522/523 の一般的操作 ..... 16
スクリーンのレイアウト ..... 16
一般的操作ハードキー機能の概要 ..... 17
一般的操作 ..... 18
オペレーティングモード ..... 18
グラフィック位置決め補助 ..... 19
ヘルプスクリーン ..... 19
データ入力フォーム ..... 20
説明ボックスのメッセージ ..... 20
エラーメッセージ ..... 20
起動 ..... 21
リファレンスマーク評価 ..... 21
ENABLE/DISABLE REF 機能 ..... 22
設定 ..... 23
ジョブ設定パラメータ ..... 23
単位 ..... 23
スケーリング係数 ..... 24
ミラー ..... 24
直径軸 ..... 24
グラフィック位置決め補助 ..... 25
ステータスバー設定 ..... 25
ストップウォッチ ..... 25
コンソール調整 ..... 26
言語 ..... 26
インポート/エクスポート ..... 26
DRO 操作スクリーンのソフトキー機能の概要 ..... 27
一般的操作キーの機能の詳細 ..... 28
Set/Zero ソフトキー ..... 28
1/2 ハードキー ..... 29
Calc ハードキー ..... 30
ND 522/523 7
Page 8

図 I.21 I - 3 ミリング加工の操作 ..... 31
キーの機能の詳細 ..... 31
工具ハードキー ..... 31
インポート/エクスポート ..... 31
工具半径補正機能 ..... 32
長さの差を表す記号 ΔL ..... 32
工具データの入力 ( 図 I.25) ..... 32
工具表の使い方 ..... 33
工具表の呼び出し ..... 35
工具の呼び出し ..... 35
原点ハードキー ..... 35
工具を使用したプロービング ..... 37
プリセット ..... 39
インクリメンタル距離のプリセット ..... 43
RPM 計算機 ..... 45
円パターンおよび線形パターン(ミリング)..... 46
ミリングパターンの機能 ..... 46
円パターン ..... 46
線形パターン ..... 49
傾斜および円弧のミリング ..... 52
傾斜および円弧ミリング機能 ..... 52
傾斜のミリング ..... 52
Execution ..... 53
円弧のミリング ..... 55
図 I.47 I - 4 旋削加工の操作 ..... 58
キーの機能の詳細 ..... 58
旋削加工の表示アイコン ..... 58
工具ハードキー ..... 58
Tool Table メニューにアクセスするには: ..... 58
工具表の使い方 ..... 59
TOOL/SET を使用した工具のオフセットの設定 ..... 59
NOTE/SET 機能を使用した工具のオフセットの設定 ..... 60
原点ハードキー ..... 61
準備: ..... 61
NOTE/SET 機能を使用した原点の設定 ..... 63
テーパー計算機ハードキー ..... 64
プリセット ..... 65
(半径/直径)ソフトキー ..... 65
R
X
ベクトル化ハードキー ..... 66
Z カップリング(旋削アプリケーションのみ)..... 67
Z カップリングの有効化 ..... 67
Z カップリングの無効化 ..... 67
8
Page 9
II 技術情報 ..... 69
II II - 1 インスタレーションおよび電気的接続 ..... 70
製品内容 ..... 70
付属品 ..... 70
ND 522/523 表示装置 ..... 70
設置場所 ..... 70
インスタレーション ..... 70
電気的接続 ..... 70
電気的要件 ..... 71
環境 ..... 71
電源コネクタの配線 (図 II.1 を参照)..... 71
予防保守 ..... 71
エンコーダの接続 ..... 72
エンコーダ入力のピン配列 ..... 72
図 II.4 II - 2 インスタレーション設定 ..... 73
インスタレーション設定パラメータ ..... 73
エンコーダ設定 ..... 73
表示設定 ..... 74
カップリング ..... 74
エラー補正 ..... 74
線形エラー補正 ..... 75
非線形エラー補正 ..... 75
補正テーブルの設定 ..... 76
グラフの参照 ..... 76
補正テーブルの表示 ..... 76
現在の補正テーブルのエクスポート ..... 76
新しい補正テーブルのインポート ..... 76
反動補正 ..... 77
カウンタ設定 ..... 78
診断 ..... 78
キーパッドテスト ..... 78
ディスプレイテスト ..... 78
II - 3 エンコーダパラメータ ..... 79
ハイデンハインリニアエンコーダの設定例 ..... 79
ハイデンハインロータリーエンコーダの設定例 ..... 79
ハイデンハイン角度エンコーダの設定例 ..... 79
II - 4 データインターフェイス ..... 80
USB ポート(タイプ B)..... 81
USB ポート経由の外部操作 ..... 81
ND 522/523 9
Page 10

II - 5 測定値出力 ..... 83
II - 6 ミリング仕様 ..... 85
II - 7 旋削仕様 ..... 86
II - 8 寸法 ..... 87
II - 9 付属品 ..... 88
付属品 ID 番号 ..... 88
ND 522/523 ハンドル
ID 番号 618025-01 ..... 88
10
Page 11

取扱説明書
ND 522/523 11
Page 12
I - 1 位置決めの基本
原点
ワークピースの図面では、ワークピースの特定の点(通常はコー
ナー)を絶対原点、それ以外の 1 つまたは複数の点を相対原点とし
ます。
原点を設定すると、それらの点は絶対的または相対的な座標システ
ムの基点になります。 機械の軸に沿って配置されているワークピース
は、工具と相対的な特定の位置に移動されます。また、表示はゼロ
またはその他の適切な値に設定されます(工具の半径を補正する場
合など)。
I - 1 位置決めの基本
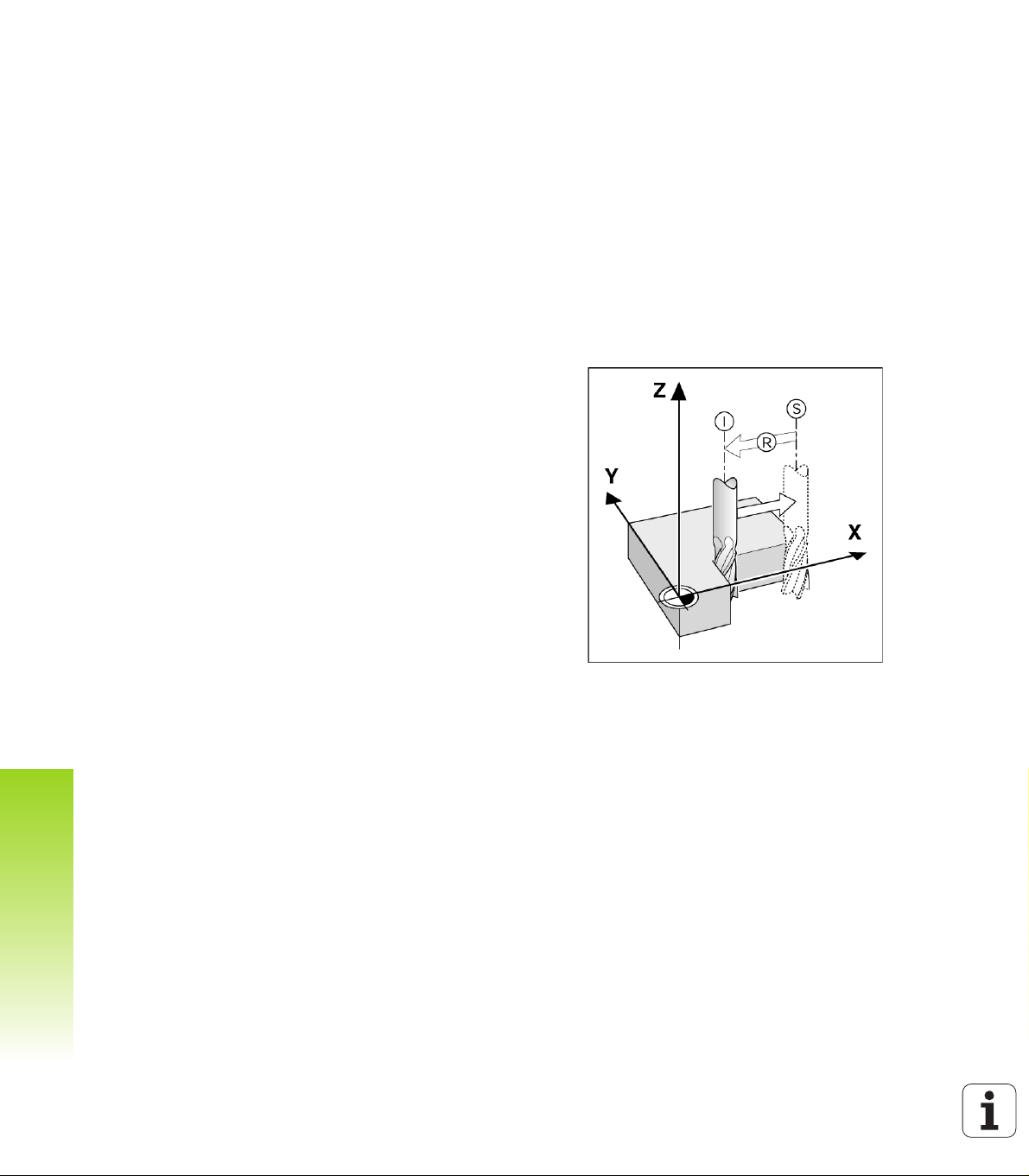
現在位置、公称位置、および行程距離
任意の時点の工具の位置を現在位置と呼び、工具の移動先を公称位
置と呼びます。 公称位置と現在位置の間の距離を行程距離(インクリ
メンタル)と呼びます。図 I.1 を参照してください。
図 I.1 公称位置 S、現在位置 I、および行程距離 R
12 I 取扱説明書
Page 13
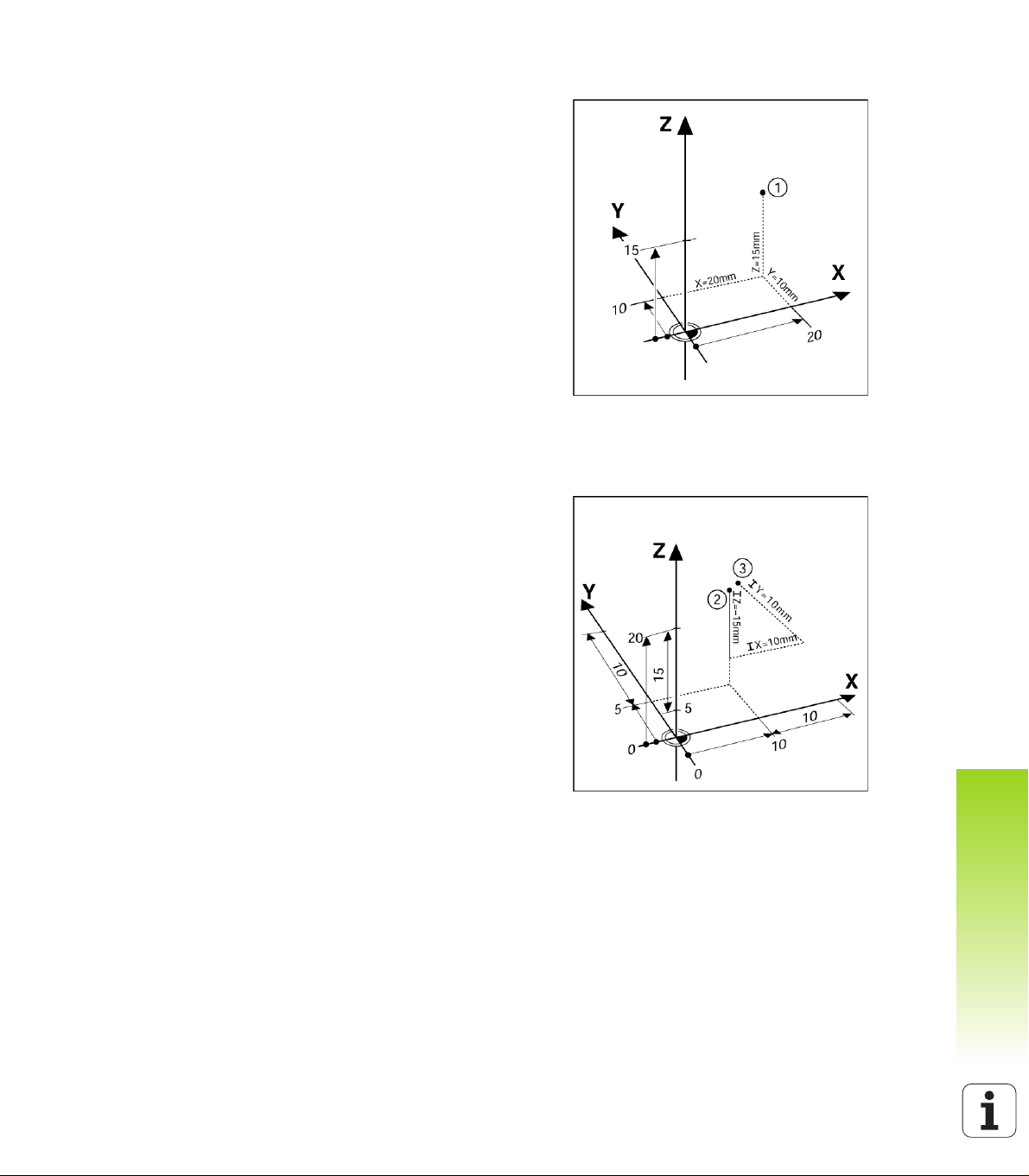
絶対ワークピースの位置
ワークピースの各位置は、絶対座標によって一意的に定義されます。
図 I.2 を参照してください。
例:位置 1 の絶対座標は次のようになります。
X = 20 mm
Y = 10 mm
Z = 15 mm
絶対座標を持つワークピース図面に従ってワークピースをドリル加
工またはミリング加工している場合は、座標の値に向けて工具を動
かしていることになります。
インクリメンタルワークピースの位置
位置は以前の公称位置を基準にすることもできます。 この場合は、相
対原点が常に最後の公称位置になります。 このような座標は、 インク
リメンタル座標(インクリメントの意味は「増加」)とも呼ばれま
す。 また、これらの位置は、インクリメンタル寸法または連鎖寸法と
も呼ばれます(位置が連鎖した寸法として定義されているため)。 イ
ンクリメンタル座標には接頭文字 I が付きます。
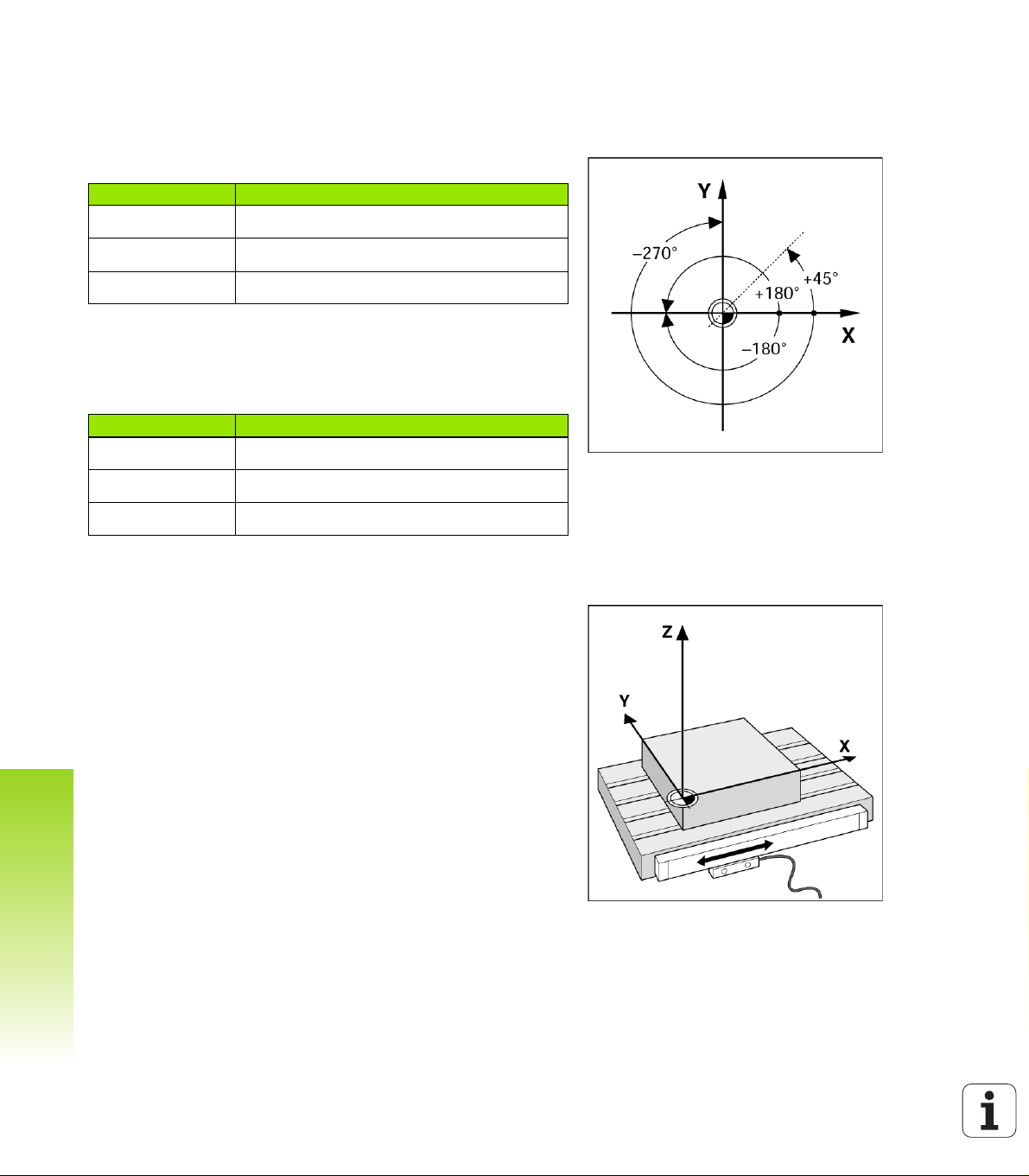
例:位置 2 を基準とする位置 3 のインクリメンタル座標は次のよう
になります。図 I.3 を参照してください。
.
位置の絶対座標 2 は次のようになります。
X = 10 mm
Y = 5 mm
Z = 20 mm
I - 1 位置決めの基本
図 I.2 絶対座標を使用した位置 1 の定義
位置 3 のインクリメンタル座標は次のようになります。
IX = 10 mm
IY = 10 mm
IZ = -15 mm
インクリメンタル座標を持つ図面に従ってワークピースをドリル加
工またはミリング加工している場合は、座標の値によって工具を動
かしていることになります。
ND 522/523 13
図 I.3 インクリメンタル座標を使用した位置 3
Page 14
ゼロ角度のリファレンス軸
ゼロ角度のリファレンス軸は、0 度の位置になります。 これは、回転
平面の 2 つの軸の 1 つとして定義されます。 次の表に、角度の位置
が 3 つの回転平面でゼロになるゼロ角度を示します。
角度位置の場合は、次のリファレンス軸が定義されます。:
平面 ゼロ角度のリファレンス軸
XY +X
YZ +Y
ZX +Z
I - 1 位置決めの基本
作業中の平面が工具のマイナス方向の軸に表示されている場合、プ
ラス方向の回転は反時計回りになります。図 I.4 を参照してくださ
い。
例:平面 X / Y で作業しているときの角度
角度 対応する状態
+ 45×
+/- 180×
- 270×
... +X と +Y の間の線を二等分する
... マイナス方向の X 軸
... プラス方向の Y 軸
図 I.4 角度および角度リファレンス軸(例:X /
Y 平面)
位置エンコーダ
位置フィードバックエンコーダは機械の軸の動きを電子信号に変換
します。 ND 522/523 では、これらの信号を常時評価して機械の軸の
現在位置を計算し、その値を数値としてスクリーンに表示します。
図 I.5 を参照してください。
停電が発生した場合、計算された位置は現在位置に対応しなくなり
ます。 この場合は、電力が復旧した後で、位置エンコーダのリファレ
ンスマークの補助と ND 522/523 のリファレンスマーク評価機能
(REF)を使用して、この関係を再構築することができます。
図 I.5 線形位置エンコーダ(X 軸の場合)
14 I 取扱説明書
Page 15
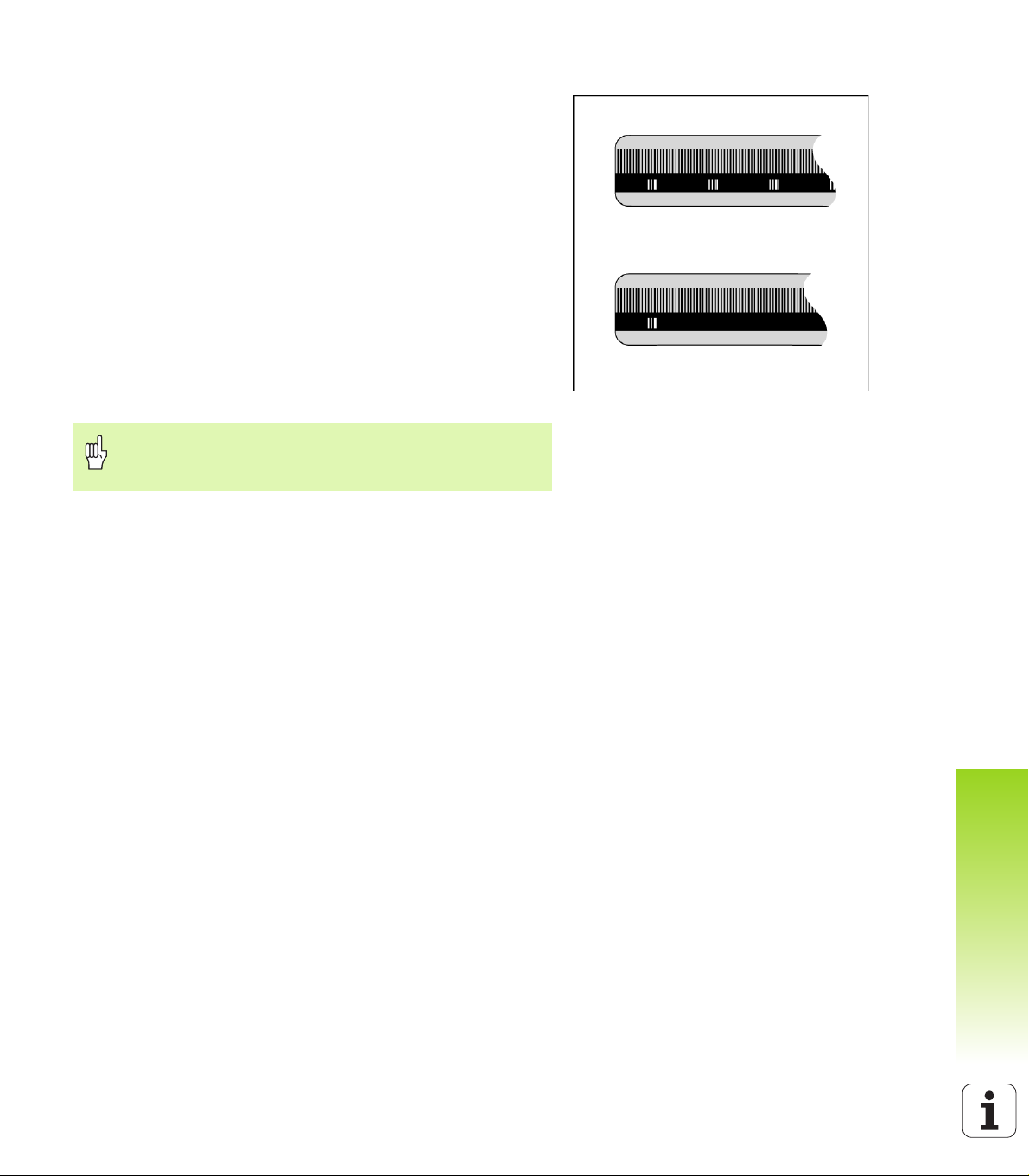
エンコーダリファレンスマーク
エンコーダには通常、1 つまたは複数のリファレンスマーク(図 I.6
を参照)があり、停電後に ND 522/523 のリファレンスマーク評価
機能で原点を再構築するために使用されます。 リファレンスマークに
は、固定タイプおよび距離コード化タイプの 2 つの主要なオプショ
ンがあります。
距離コード化タイプのリファレンスマークを持つエンコーダは、固
有の暗号化パターンによって分離されたマークを持ちます。この
マークにより、ND 522/523 はエンコーダ上の任意の 2 つのペアの
マークを使用して以前に設定した原点を再構築することができます。
この設定は、ND 522/523 が復旧したときに、オペレーターがエン
コーダに沿ってごく短い距離を走行するだけで原点を再構築できる
ことを意味します。
固定タイプのリファレンスマークを持つエンコーダには、固定間隔
で 1 つまたは複数のマークがあります。 原点を正しく再構築するに
は、リファレンスマーク評価機能の実行中に、原点が最初に設定さ
れたときに使用したものと完全に同じリファレンスマークを使用す
る必要があります。
リファレンスマークが交差していない状態で設定された
原点は、一度電源を切ると次に電源を入れたときには再
現されません。
I - 1 位置決めの基本
図 I.6 線形スケール:距離コード化タイプのリ
ファレンスマーク(上の図)と、1 つのリ
ファレンスマーク(下の図)
ND 522/523 15
Page 16
I - 2 ND 522/523 の一般的操作
ステータスバーの記号
原点 工具 送り速度 ストップ
ウォッチ
測定単位 オペレーティ
ングモード
ページ表示
Set/Zero
軸ラベル
表示エリア Ref 記号
グラフィッ
ク位置決め
補助(行程
距離モード
でのみ)
ソフトキー
ラベル
スクリーンのレイアウト
I - 2 ND 522/523 の一般的操作
ND 522/523 の読取りシステムには、手動機械工具による生産性を最
大限に引き上げることのできるアプリケーション固有の機能が備
わっています。
ステータスバー - 現在の原点、工具、送り速度、ストップウォッチ
の時間、測定単位、行程距離(インクリメンタル)、現在値(絶対
値)の状態、ページ表示、および set/zero が表示されます。 ステー
タスバーのパラメータの設定については、「ジョブ設定」を参照し
てください。
表示エリア - 各軸の現在の位置を示します。 フォーム、フィール
ド、説明ボックス、エラーメッセージ、およびヘルプも表示され
ます。
軸ラベル - 対応する軸キーの軸を示します。
Ref 記号 - 現在のリファレンスマークの状態を示します。
ソフトキーラベル - 各種ミリングおよび旋削機能を示します。
16 I 取扱説明書
Page 17
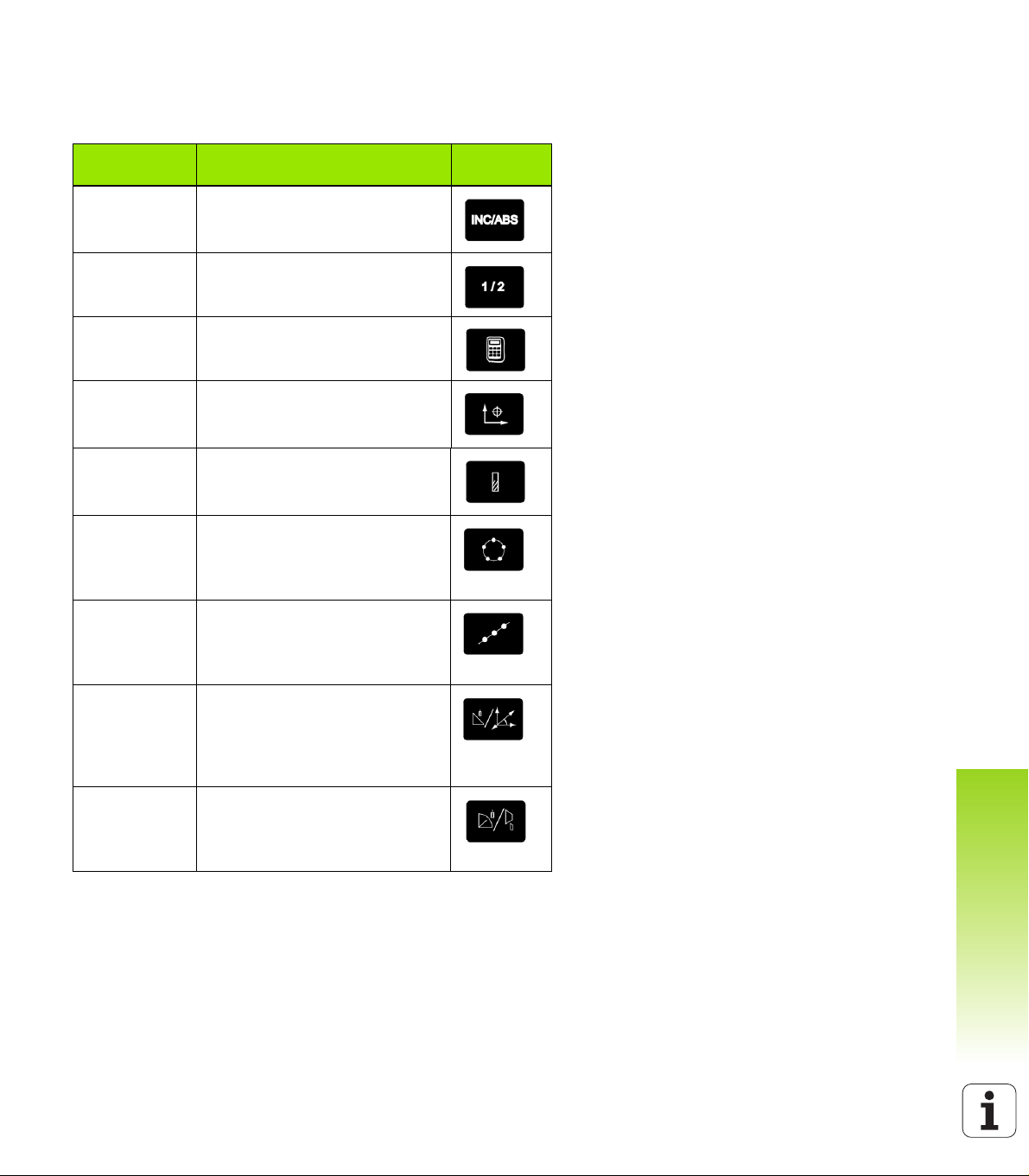
一般的操作ハードキー機能の概要
次に、読取りシステムの前面パネルにあるハードキーのリストと各
機能の説明を示します。
ハードキー
ページ 1
インクリメン
タル/絶対
1/2(ミリング
機能のみ)
CALC
原点 各軸の原点を設定するために
工具
円パターン CIRCLE PATTERN フォームを開
線形パターン LINEAR PATTERN フォームを開
ハードキーの機能 ハードキー
行程距離(インクリメンタル)と
現在値(絶対)の表示を切り替え
ます(18 ページ)。
現在の位置を 2 分割するために使
用されます(29 ページ)。
計算機の機能を開きます(30
ページ)。
DATUM フォームを開きます(35
ページ)。
工具表
を開きます ( ミリングの場
合は 31 ページ、旋削の場合は 58
ページ)。
きます。 ミリングの場合は、穴の
位置(46 ページ)が計算されま
す。
きます。 ミリングの場合は、穴の
位置(49 ページ)が計算されま
す。
の記号
I - 2 ND 522/523 の一般的操作
傾斜ミリング
またはベクト
ル化
ミル円弧また
はテーパー計
算機
ND 522/523 17
ミリングの場合は INCLINE
MILLING フォーム(52 ページ)、
旋削の場合は VECTORING
フォーム(66 ページ)を開きま
す。
ミリングの場合は ARC MILLING
フォーム(55 ページ)、旋削の場
合は TAPER CALC フォーム(64
ページ)を開きます。
Page 18
一般的操作
キーパッドを使用して、各フィールド内に数値を入力します。
ENTER キーを押すと、フィールド内の項目が確定し、前のスク
リーンに戻ります。
C キーを押すと、項目およびエラーメッセージがクリアされ、前の
スクリーンに戻ります。
ソフトキーラベルには、各種ミリングおよび旋削機能が表示され
ます。これらの機能を選択するには、それぞれのソフトキーラベ
ルの下にある該当するソフトキーを押します。 合計 2 ページのソフ
トキー機能から選択できます。 これらの機能には、左/右矢印キー
を使用してアクセスできます。
選択可能なソフトキー機能のリスト(ページ 1 および 2)をスク
ロールするには、左/右矢印キーを使用します。 現在のページは、
スクリーン上部のステータスバーで強調表示されます。
フォーム内のフィールド間やメニュー内のリストボックス間を移
動するには、上/下矢印キーを使用します。 カーソルは、メニュー
の一番下に達すると一番上に戻ります。
I - 2 ND 522/523 の一般的操作
オペレーティングモード
ND 522/523 には、行程距離(インクリメンタル)モードと現在値
(絶対)モードの 2 つのオペレーティングモードがあります。 行程距
離機能(この取扱説明書ではインクリメンタルとも呼ばれる)を使
用すると、表示値がゼロになるまで走行するだけで公称位置に到達
することができます。 インクリメンタルモードで作業する場合は、公
称座標をインクリメンタルまたは絶対的な寸法として入力すること
ができます。 現在値機能(この取扱説明書では絶対とも呼ばれる)で
は、その時点での工具の現在位置が、アクティブな原点を基準とし
て常に表示されます。このモードでは、指定された公称位置に表示
が一致するまで走行することによって、すべての動作が実行されま
す。
絶対モードで、ND 522/523 がミリングアプリケーション用に設定さ
れている場合は、工具の長さのオフセットのみがアクティブになり
ます。 行程距離モードでは半径と長さのオフセットの両方が使用さ
れ、切削する工具のエッジを基準として目的の公称位置に到達する
ために必要な行程距離が計算されます。
ND 522/523 が旋盤用に設定されている場合は、工具のすべてのオフ
セットがインクリメンタルモードと絶対モードの両方で使用されま
す。
これらの 2 つのモードを切り替えるには、インクリメンタル/絶対
ハードキー(図 I.7 を参照)を押します。 インクリメンタルモードま
たは絶対モードのいずれかのソフトキー機能を表示するには、左/
右矢印キーを使用します。
旋削アプリケーションを使用すると、3 軸システムで簡単に Z 軸の
位置をカップリングできます。「Z カップリングの有効化」(67 ペー
ジ)を参照してください。
図 I.7 行程距離(インクリメンタル)/現在値
(絶対)ハードキー
18 I 取扱説明書
Page 19
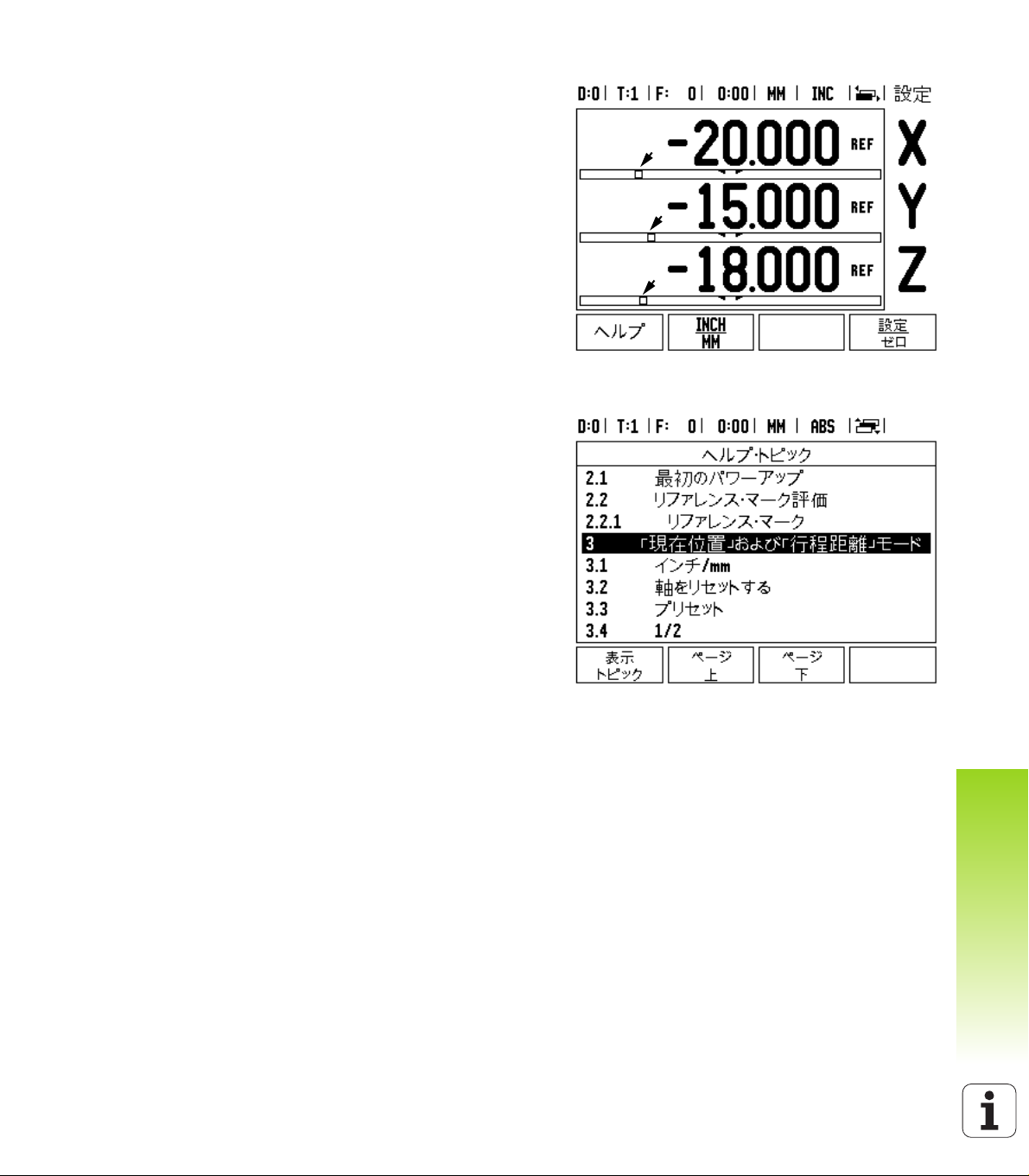
グラフィック位置決め補助
インクリメンタルモードで表示値がゼロになるまで走行している場
合、ND 522/523 にはグラフィック位置決め補助が表示されます。図
I.8 を参照してください。
ND 522/523 では、グラフィック位置決め補助は現在アクティブな軸
の下の細い長方形内に表示されます。 長方形の中心にある 2 つの三
角形のマークが、到達目標となる公称位置を表します。
小さい正方形は、軸スライドを表しています。軸が動いている間は、
方向を指し示す矢印が正方形内に表示されます。そのため、公称位
置に接近しているか離れているかを簡単に判断することができます。
軸スライドが公称位置に近づくまで、正方形は動き出さないことに
注意してください。 グラフィック位置決め補助の設定については、
「ジョブ設定」の「グラフィック位置決め補助」(25 ページ)を参照
してください。
ヘルプスクリーン
取扱説明書はシステムに組み込まれているので、いつでも参照して
情報とサポートを得ることができます。図 I.9 を参照してください。
取扱説明書を呼び出すには:
U HELP ソフトキーを押します。
U 現在の操作に関連する情報が表示されます。
U 説明が複数ページにわたる場合は、上/下矢印キーを使用してス
クロールします。
別のトピックの情報を表示するには:
U LIST OF TOPICS ソフトキーを押します。
U 上/下矢印キーを押して、目次をスクロールします。
U ENTER キーを押して、項目を選択します。
取扱説明書を閉じるには:
U C キーを押します。
図 I.8 使用中のグラフィック位置決め補助(矢印
部分を参照)
I - 2 ND 522/523 の一般的操作
図 I.9 HELP モードのトピックのリスト
ND 522/523 19
Page 20
データ入力フォーム
各種オペレーション機能および設定パラメータに必要な情報は、
データ入力フォームから入力されます。これらのフォームは、情報
の入力が必要な機能を選択したときに表示されます。 各フォームに
は、必要な情報を入力するためのフィールドがあります。
変更を有効にするには、ENTER キーを押して確定する必要がありま
す。 変更を保存しない場合は C キーを押すと、変更は保存されずに
前のスクリーンに戻ります。
説明ボックスのメッセージ
メニューまたはフォームを開くと、その右側に説明ボックスが表示
されます。 オペレーターはこのメッセージボックスで、選択されてい
る機能の内容と使用可能なオプションの説明を確認することができ
ます。図 I.10 を参照してください。
I - 2 ND 522/523 の一般的操作
図 I.10 フォームおよび説明ボックスの例
エラーメッセージ
ND 522/523 での作業中にエラーが発生した場合は、ディスプレイに
エラーの原因を示すメッセージが表示されます。
エラーメッセージをクリアするには:
U C キーを押します。
20 I 取扱説明書
Page 21
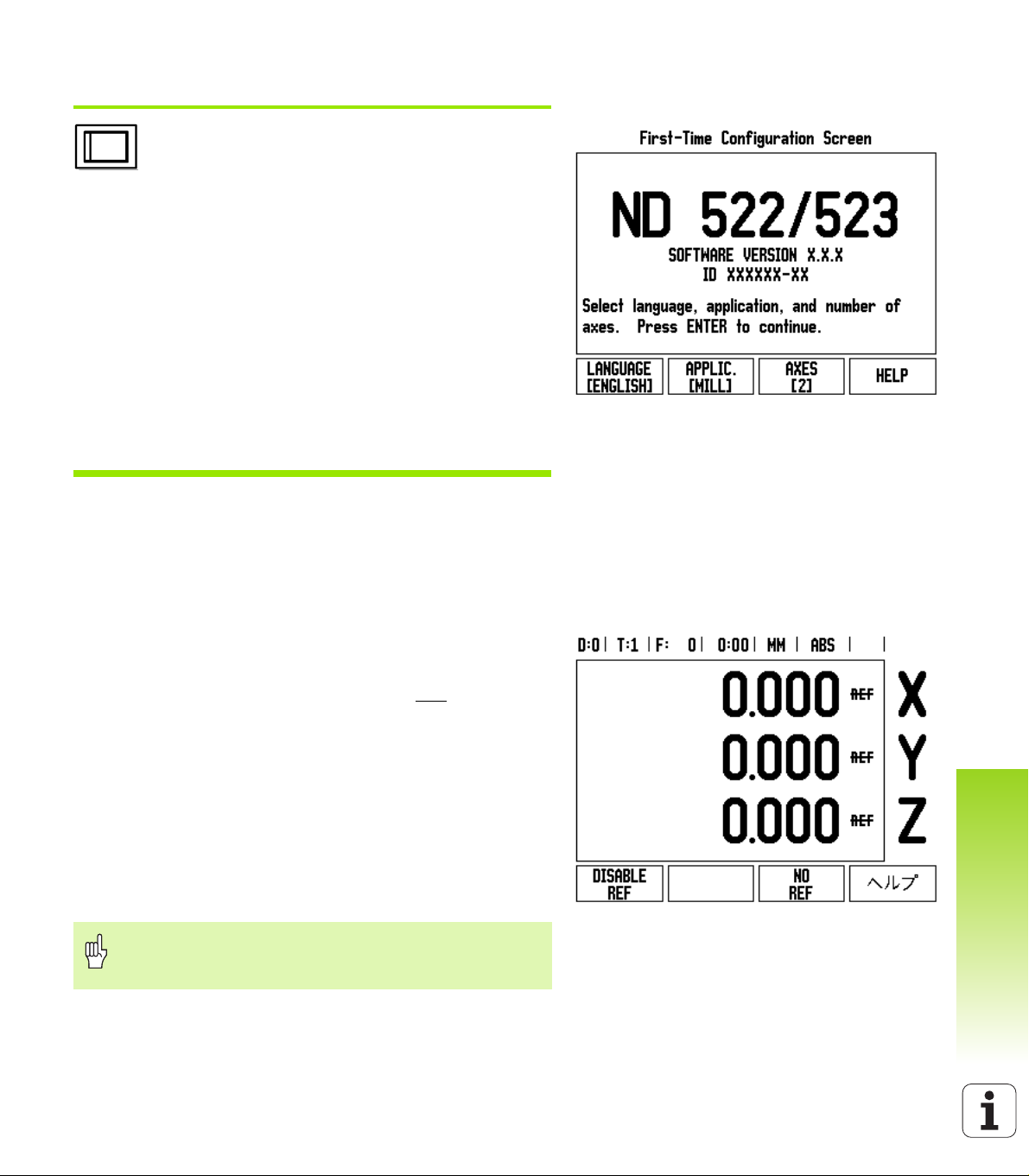
起動
電源(背面にある)を入れると、 初期スクリーンが
表示されます。 図 I.11 を参照してください(このス
クリーンは、初めて起動した場合にのみ表示されま
す。 次に示す手順は、既にインストール時に終了し
ている可能性があります)。
LANGUAGE ソフトキーを押して、適切な言語を選
択します。
MILLまたは TURN のいずれかのアプリケーション
を選択します。 これら 2 つの設定を切り替えるに
は、APPLIC. [MILL/TURN] ソフトキーを使用し
ます。
次に、必要な軸数を選択します。 終了したら、
ENTER ハードキーを押します。
必要な場合は、後からカウンタ設定のインスタレー
ション設定でアプリケーションを変更することがで
きます。
これで、ND 522/523 は操作可能な状態になり、オペレーティング
モードは「絶対」に設定されました。 軸の横にある「REF」記号が点
滅している場合は、その軸がアクティブであることを示します。 この
時点で、リファレンスマークの評価は完了しています。
図 I.11 初期スクリーン
I - 2 ND 522/523 の一般的操作
リファレンスマーク評価
ND 522/523 のリファレンスマーク評価機能によって、軸スライド位
置と、原点設定時に定義した表示値との関係が自動的に再構築され
ます。
軸エンコーダにリファレンスマークがある場合、REF 表示が点滅し
ます。 図 I.12 を参照してください。リファレンスマークが交差した
後、表示の点滅が止まり、点滅しない REF に変わります。
リファレンスマークの評価を行わない作業
リファレンスマークを交差させずに、ND 522/523 を使用することも
できます。 その場合は、NO REF ソフトキーを押して、リファレンス
マーク評価機能を終了し、次に進みます。
停電後に再構築可能な原点を定義する必要が生じた場合は、後から
リファレンスマークを交差することもできます。 その場合は、
ENABLE REF ソフトキーを押して、リファレンスマークの評価機能
をアクティブにします。
エンコーダがリファレンスマークなしで設定されている
場合、REF 表示は表示されません。また、電源を切ると
原点は失われます。
ND 522/523 21
図 I.12 リファレンスマークの設定スクリーン
Page 22

ENABLE/DISABLE REF 機能
オペレーターはリファレンスマーク評価機能の実行中に表示される
ENABLE/DISABLE ソフトキーを切り替えることで、エンコーダ上
の特定のリファレンスマークを選択することができます。 この機能
は、固定のリファレンスマークがあるエンコーダで使用するときに
重要です。 DISABLE REF ソフトキーを押すと、評価機能は一時停止
し、エンコーダの動作中に交差したリファレンスマークはすべて無
視されます。 ENABLE REF ソフトキーを押すと、評価機能が再びア
クティブになり、次に交差するリファレンスマークが選択されます。
目的のすべての軸のリファレンスマークを設定したら、NO REF ソ
フトキーを押して機能をキャンセルします。すべてのエンコーダの
リファレンスマークを交差する必要はありません。必要なもののみ
を交差してください。 すべてのリファレンスマークが検出されると、
自動的に DRO 表示スクリーンに戻ります。
リファレンスマークを交差しない場合、原点は保存され
ません。 つまり、停電(電源を切った)後に、軸スライ
ドの位置と表示値との関係を再構築することはできませ
ん。
I - 2 ND 522/523 の一般的操作
通常起動するときは、電源を入れて任意のキーを押
します。
リファレンスマークの交差(順不同)
-
代替方法
-
DISABLE REF ソフトキーを押し、リファレンス
マークを交差します。
固定のリファレンスマークまでエンコーダを移動し
ます。 ENABLE REF ソフトキーを押し、リファレン
スマークを交差します。
-
代替方法
22 I 取扱説明書
-
リファレンスマークを交差せずに、NO REF ソフト
キーを押します。 注意:この場合、停電後は軸スラ
イドの位置と表示値の関係が失われます。
Page 23
設定
ND 522/523 では、操作パラメータを設定するために 2 つのカテゴリ
が用意されています。 ジョブ設定カテゴリとインスタレーション設定
カテゴリです。 ジョブ設定パラメータは、各ジョブに必要な加工条件
に適応させるために使用されます。 インスタレーション設定は、エン
コーダおよび表示パラメータを設定するために使用されます。
Job Setup メニューは、SETUP ソフトキーを押すとアクセスできま
す。 図 I.13 を参照してください。Job Setup メニューでは、次のソフ
トキーを使用できます。
INSTALLATION SETUP
インスタレーション設定パラメータへのアクセスを開始します。
「インスタレーション設定パラメータ」(73 ページ)を参照してく
ださい。
IMPORT/EXPORT
操作パラメータのインポートまたはエクスポートを開始します。
「インポート/エクスポート」(26 ページ)を参照してください。
HELP
オンラインヘルプを開きます。
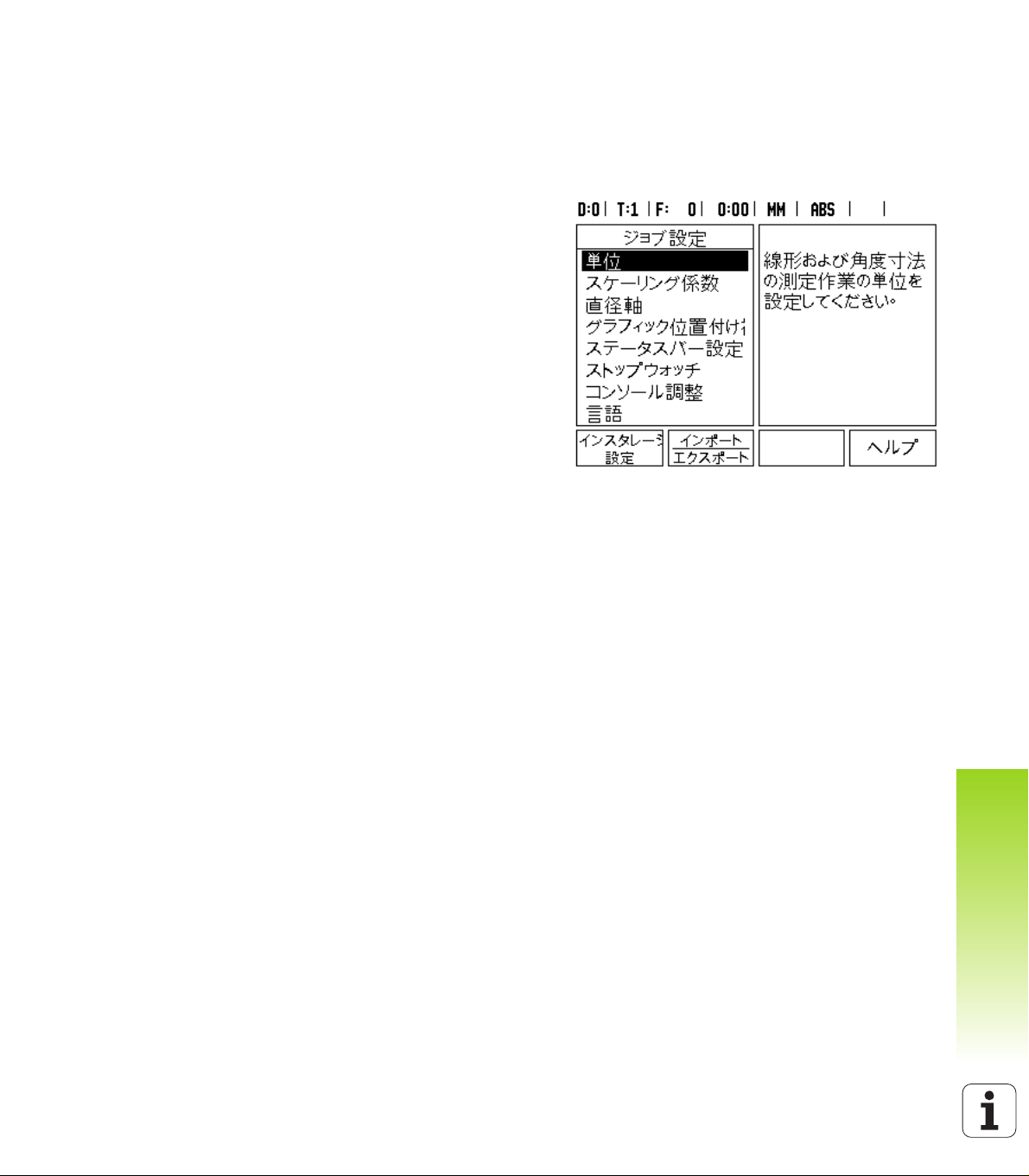
ジョブ設定パラメータ
I - 2 ND 522/523 の一般的操作
図 I.13 ミリング時のジョブ設定スクリーン
ジョブ設定パラメータを表示および変更するには、上/下矢印キー
を使用してパラメータを強調表示し、ENTER キーを押します。
単位
UNITS フォームは、使用する表示単位とフォームを指定するために
使用されます。 これらの設定は、システムの起動時に有効になりま
す。
U Inch/MM - 測定値は、LINEAR フィールドで選択された単位で表示
および入力されます。 INCH/MM ソフトキーを押して、インチまた
はミリメーターを選択します。 測定単位は、インクリメンタルモー
ドまたは絶対モードのいずれかで INCH/MM ソフトキーを押して
選択することもできます。
U Decimal Degrees、Radians、Degrees/Minutes/Seconds(DMS) -
ANGULAR フィールドの値は、フォームに表示または入力する角
度に影響します。 ソフトキーを使用して、DECIMAL DEGREES、
RADIANS または DMS を選択します。
ND 522/523 23
Page 24
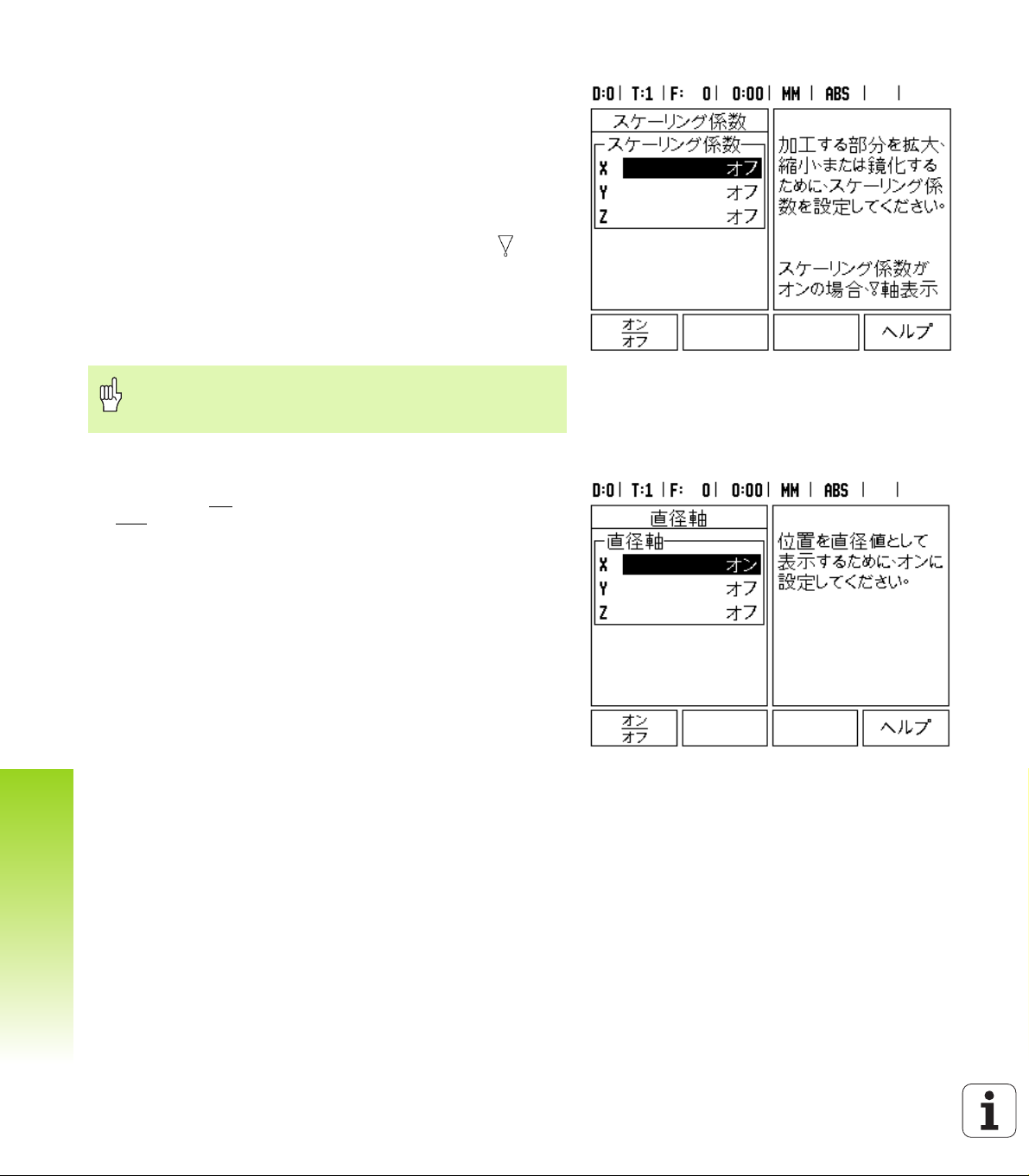
スケーリング係数
スケーリング係数は、該当する部分を拡大または縮小するために使
用されます。 すべてのエンコーダの動きは、スケーリング係数によっ
て乗算されます。スケーリング係数が 1.0 の場合は、図面と正確に
同じサイズの部分が作成されます。図 I.14 を参照してください。
U 数字キーは、ゼロより大きい数値を入力するために使用されます。
数値の範囲は、0.1000 から 10.000 です。 マイナスの値を入力する
こともできます。
U スケーリング係数設定は、電源を切るまで保持されます。
U スケーリング係数が 1 以外の場合は、スケーリング記号 が軸の
上に表示されます。
U ON/OFF ソフトキーは、現在のスケーリング係数を無効にするた
めに使用されます。
ミラー
スケーリング係数が -1.00 の場合は、特定の部分のミ
ラー画像を生成します。 部分のミラーとスケーリングは
同時に行うことができます。
I - 2 ND 522/523 の一般的操作
直径軸
Diameter Axes を選択して、どの軸を半径または直径値で表示する
かを設定します。 ON
す。 OFF
の場合は、半径/直径機能は適用されません。 図 I.15 を参
照してください。旋削アプリケーションの半径/直径機能について
は、「RX(半径/直径)ソフトキー」(65 ページ)を参照してくだ
さい。
U カーソルを DIAMETER AXES に移動し、ENTER を押します。
U カーソルが X フィールドに移動します。 その軸に必要なパラメータ
に応じて、ON/OFF ソフトキーを押し、機能をオンまたはオフに
します。
U ENTER を押します。
は、軸位置が直径値で表示されることを示しま
図 I.14 スケーリング係数
図 I.15 Diameter Axes フォーム
24 I 取扱説明書
Page 25
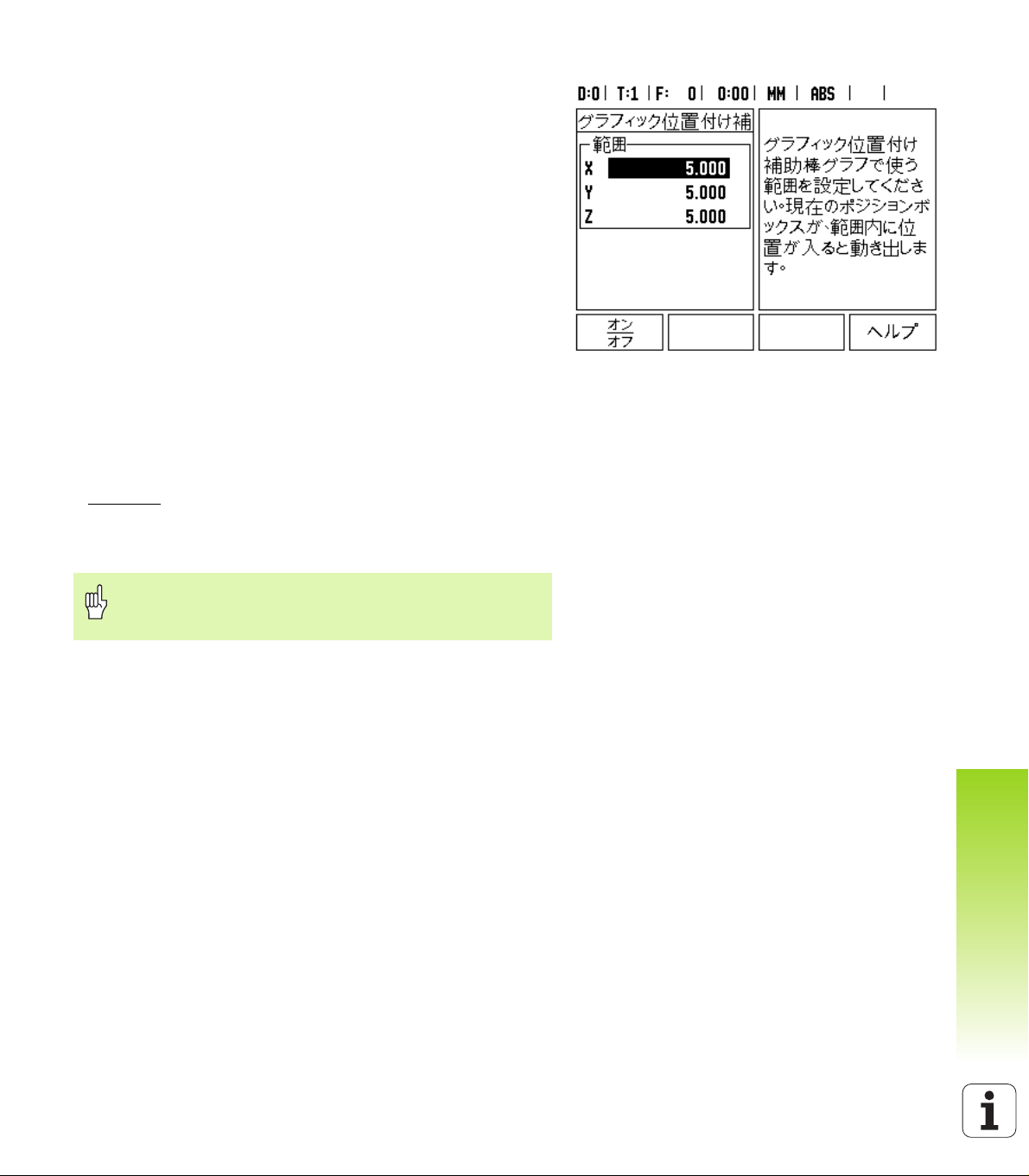
グラフィック位置決め補助 GRAPHIC POSITIONING AID フォームは、インクリメンタルモード
の軸表示の下に表示されている棒グラフを設定するために使用され
ます。 各軸にはそれぞれの範囲が決められています。図 I.16 を参照
してください。
U ON/OFF ソフトキーを押して有効にするか、数字キーを使用して
数値を入力します。 現在位置ボックスは、位置が範囲内に入ると動
き始めます。
ステータスバー設定
ステータスバーは、スクリーン最上部の分割されたバーで、現在の
原点、工具、送り速度、ストップウォッチ、およびページ表示が表
示されます。
U 表示する各設定について、ON/OFF ソフトキーを押します。
ストップウォッチ
ストップウォッチは、時間 (h)、分 (m)、秒 (s) を表示します。これ
は、経過時間を表示するストップウォッチとして機能します (カウ
ントは 0:00:00 から開始します)。
経過時間フィールドには、各インターバルの合計時間が表示されま
す。
U START/STOP ソフトキーを押します。 ステータスフィールドに
RUNNING
と表示されます。 もう一度押すと、経過時間のカウント
が停止します。
U 経過時間をリセットするには、RESET を押します。 リセットする
と、カウント中の場合は時計が停止します。
図 I.16 グラフィック位置決め補助
I - 2 ND 522/523 の一般的操作
オペレーティングモードで小数点(.)キーを押して、時
計を停止または開始することもできます。 0 キーを押す
と、時計はリセットされます。
ND 522/523 25
Page 26

コンソール調整 LCD のコントラストは、このフォームでソフトキーを使用するか、
いずれかのオペレーティングモードでキーパッドの上/下矢印キー
を使用して調整することができます。コントラストは、周囲の明る
さやオペレーターの好みに応じて調整する必要がある場合がありま
す。 このフォームは、スクリーンセーバーのアイドル(待ち)時間を
設定する場合にも使用されます。 スクリーンセーバーの設定では、
LCD のスイッチをスクリーンセーバーモードにするまでのシステム
のアイドル時間の長さを指定します。アイドル時間は、30 ~ 120 分
の範囲で設定できます。 スクリーンセーバーは、電源を切るまでの間
は無効にすることができます。
言語
ND 522/523 では複数の言語がサポートされています。 言語の選択を
変更するには:
U 使用する言語がソフトキーとフォームに表示されるまで、
LANGUAGE ソフトキーを押します。
U ENTER を押して、選択を確定します。
インポート/エクスポート
I - 2 ND 522/523 の一般的操作
操作パラメータ情報は、USB ポート(「USB ポート(タイプ B)」
(81 ページ)を参照してください)経由でインポートまたはエクス
ポートすることができます。
U Setup スクリーンの IMPORT/EXPORT ソフトキーを押します。
U PC から操作パラメータをダウンロードする場合は、IMPORT を押
します。
U 現在の操作パラメータを PC にアップロードする場合は、EXPORT
を押します。
U 終了するには、C キーを押します。
26 I 取扱説明書
Page 27
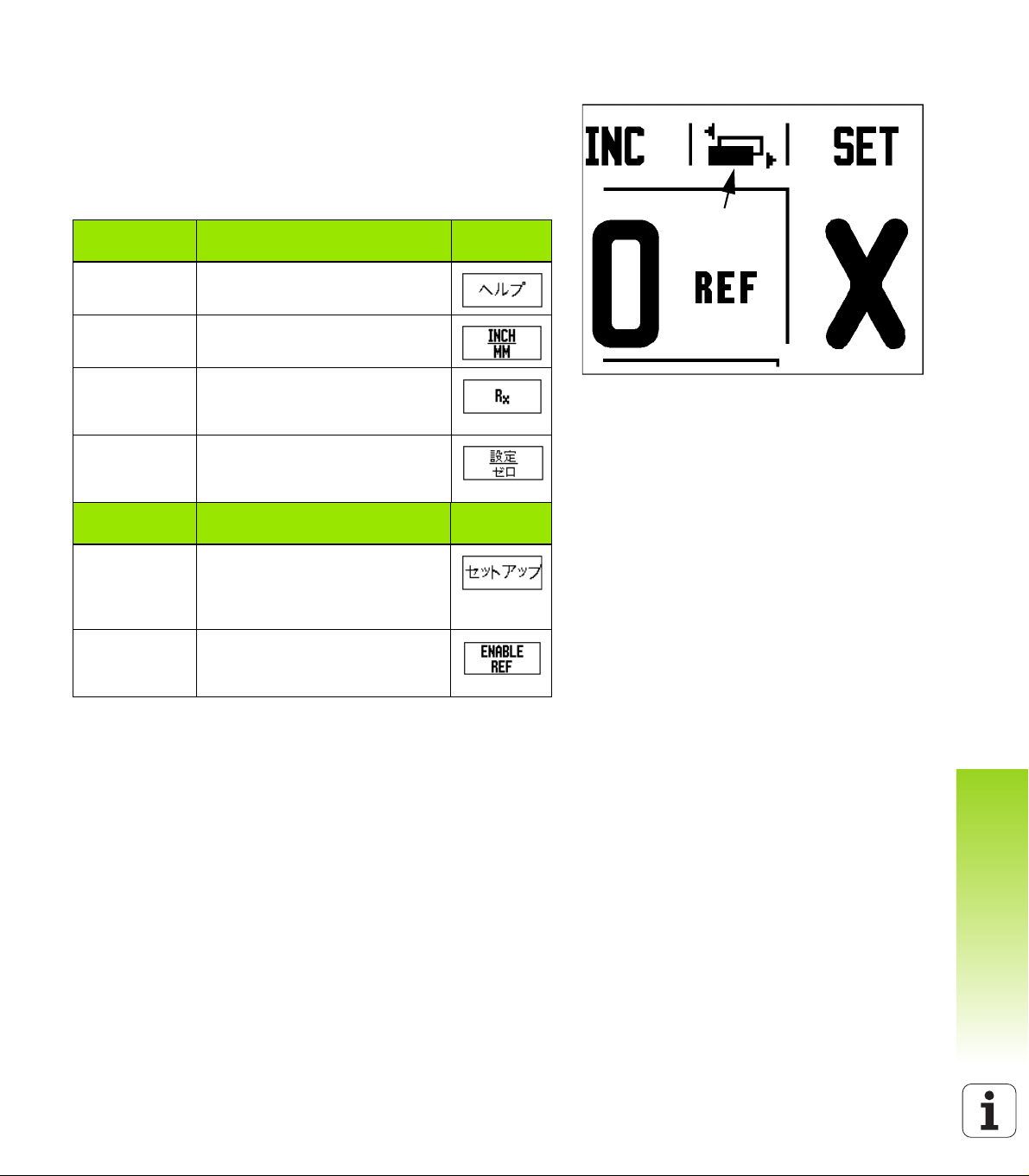
DRO 操作スクリーンのソフトキー機能の概要
ページ表示
操作スクリーンには、選択可能なソフトキー機能が 2 ページにわ
たって表示されます。 カーソルを各ページ間で移動するには、左/右
矢印キーを使用します。 ステータスバーのページ表示は、ページの向
きを示します。 濃い色で示されているページが現在作業しているペー
ジです。 各キーにはリファレンスページが割り当てられており、詳細
情報を参照できます。
図 I.17 を参照してください。
ソフトキー
ページ 1
HELP
INCH/MM
RADIUS/
DIAMETER
SET/ZERO
ソフトキー
ページ 2
SETUP
ENABLE REF
ソフトキー機能 ソフトキー
の記号
オンラインヘルプを開きます(19
ページ)。
単位をインチまたはミリメーター
に切り替えます(23 ページ)。
半径表示と直径表示を切り替えま
す(旋削アプリケーションのみ。
65 ページ)。
Set 機能と Zero 機能を切り替え
ます。 各軸キーで使用されます
(28 ページ)。
ソフトキー機能 ソフトキー
の記号
Job Setup メニューを開きます。
ここから installation Setup ソフ
トキーにアクセスできます(23
ページ)。
リファレンスマークを定義する準
備ができたら押します(21 ペー
ジ)。
図 I.17 ページ表示と Set/Zero 表示
I - 2 ND 522/523 の一般的操作
ND 522/523 27
Page 28
一般的操作キーの機能の詳細
Set/Zero 表示
この項では、ソフトキー機能の詳細について説明します。ソフト
キー機能は、ND 522/523 がミリングまたは旋削アプリケーションの
どちらに設定されている場合でも同じです。
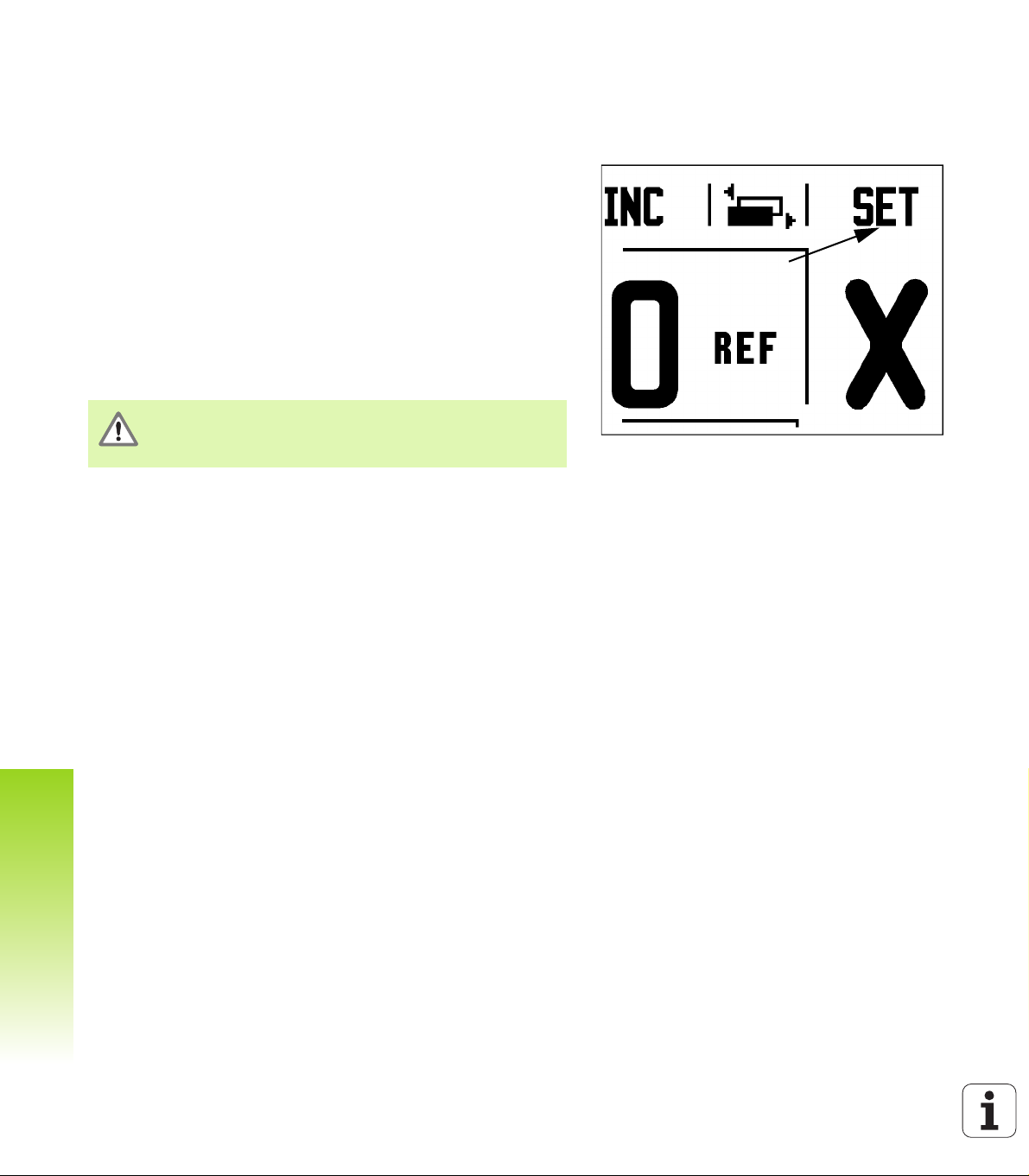
Set/Zero ソフトキー
SET/ZERO ソフトキーは、軸キーを押したときの動作を決定しま
す。このキーはトグルキーで、Set 機能と Zero 機能を切り替えま
す。 現在の状態は、ステータスバーに表示されます。図 I.18 を参照
してください。
状態が SET で ND 522/523 が絶対モードの場合は、軸を選択すると
その軸の DATUM フォームが表示されます。 ND 522/523 がインクリ
メンタルモードの場合は、PRESET フォームが表示されます。
状態が ZERO で ND 522/523 が絶対モードの場合は、軸キーを選択
すると、その軸の原点は現在の位置でゼロに設定されます。 インクリ
メンタルモードの場合は、現在のインクリメンタル値がゼロに設定
されます。
I - 2 ND 522/523 の一般的操作
SET/ZEROの状態がZEROで ND 522/523 が絶対モードの
場合は、軸キーを押すと現在の原点がその軸の現在の位
置でゼロにリセットされます。
図 I.18 ページ表示と Set/Zero 表示
28 I 取扱説明書
Page 29

1/2 ハードキー
1/2 ハードキーは、ワークピースの選択された軸上で、2 つの位置の
中間点(または中心点)を見つけるために使用されます。 この機能
は、インクリメンタルモードと絶対モードのどちらでも実行できま
す。図 I.19 を参照してください。
絶対モードでこの機能を実行すると、原点の位置が変更
されます。
例:選択されている軸上での中心点の検出
X の値:X = 100 mm
中心点:50 mm
最初の点に移動する
工具を最初の点に移動します。
SET/ZERO ソフトキーは、Zero に設定する必要が
あります。
ZERO
軸、および2番目の点に移動する
X 軸キーを選択し、
図 I.19 中心点の検出例
I - 2 ND 522/523 の一般的操作
2 番目の点に移動します。
1/2
を押し、ゼロに移動する
1/2 ハードキーを押し、X 軸キーを押しながらゼロ
に到達するまで移動します。 これが中心点の位置で
す。
ND 522/523 29
Page 30

Calc ハードキー
ND 522/523 の計算機は、単純な計算から複雑な三角法や RPM 計算
まであらゆる処理を行うことができます。
CALC ハードキーを押して、STANDARD/TRIG および RPM ソフト
キーにアクセスします。図 I.20 および図 I.21 を参照してください。
数値フィールドに複数の計算式を入力した場合、計算機
では乗算および除算が加算および減算の前に処理されま
す。 たとえば 3 + 1 / 8 と入力すると、ND 522/523 では 1
を 8 で割ってから 3 を足すので、答えは 3.125 になりま
す。
三角法機能では、すべての三角法演算子のほかに、二乗と平方根が
使用されます。 角度のサイン、コサイン、またはタンジェントを計算
する場合は、角度を入力してから、該当するソフトキーを押します。
角度値では、度数およびラジアンの角度形式のうち、現
在選択されているものが使用されます。
I - 2 ND 522/523 の一般的操作
図 I.20 計算機ソフトキー
図 I.21 Standard/Trig 機能のソフトキー
30 I 取扱説明書
Page 31

I - 3 ミリング加工の操作
この項では、ミリングアプリケーション固有の操作とソフトキー機
能について説明します。 ソフトキー機能は、ND 522/523 がミリング
または旋削アプリケーションのどちらに設定されている場合でも同
じです。詳細は 17 ページを参照してください。
キーの機能の詳細
工具ハードキー
このハードキーを押すと工具表が表示されます。また、このハード
キーから TOOL フォームにアクセスして、工具のパラメータを入力
することができます。 ND 522/523 では、工具表に最大 16 の工具を
保存できます。図 I.22 を参照してください。
I - 3 ミリング加工の操作
図 I.22 ミリングの工具表
インポート/エクスポート
工具表の情報は、シリアルポート経由でインポートまたはエクス
ポートすることができます。
U IMPORT および EXPORT ソフトキーは、TOOL TABLE 画面で使用
可能です。
U PC から工具表をダウンロードする場合は、IMPORT を押します。
U 工具表を PC にアップロードする場合は、EXPORT を押します。
U 終了するには、C キーを押します。
ND 522/523 31
Page 32

工具半径補正機能 ND 522/523 には、工具半径補正機能が備わっています。 この機能に
よって、図面から直接ワークピースの寸法を入力することができま
す。 表示されたインクリメンタルは、工具半径の値の分だけ自動的に
延長(R+)または短縮(R-)されます 図 I.23 を参照してください
(詳細については、「プリセット」(39 ページ)を参照してくださ
い)。
工具の長さ
長さオフセットは、既知の値として入力される場合と、ND 522/523
によって自動的にオフセットが設定される場合があります。 詳細につ
いては、次の TEACH LENGTH ソフトキーに関する工具表の使い方
の例を参照してください。
次のソフトキーは、TOOL TABLE フォームまたは個別の工具データ
フォームでも使用できます。
I - 3 ミリング加工の操作
機能 ソフトキー
オペレーターはこのキーを使用して、工具の
長さオフセットを反映させる軸を選択するこ
とができます。 工具の直径値は、その後残りの
2 つの軸のオフセットに使用されます。
工具オフセット長を自動的に入力するときに
押します。 LENGTH フィールドでのみ使用で
きます。
タイプを選択するための TOOL TYPES フォー
ムを開きます。 TYPE フィールドでのみ使用で
きます。
長さの差を表す記号 ΔL
工具が標準工具より長い場合:ΔL > 0 (+)
工具が標準工具より短い場合:ΔL < 0 (-)
工具の長さとは、工具と標準工具の長さの差(ΔL)で
す。 図 I.24 では標準工具が T1 で示されています。
長さの差は「Δ」記号で示されます。
工具データの入力 ( 図 I.25)
U 工具ハードキーを選択します。
U カーソルを目的の工具にスクロールして、 ENTER
TOOL DESCRIPTION フォームが表示されます
U 工具直径を入力します。
U 工具の長さを入力するか、TEACH LENGTH を押します。
U 工具の単位を入力します。
U 工具のタイプを入力してから、ENTER を押して、工具表に戻りま
を押します。
。
す。 C を押して終了します。
図 I.23 工具半径補正
図 I.24 工具の長さと直径
32 I 取扱説明書
Page 33

工具表の使い方
例:プロービング機能を使用しないワークピース原点の設定。図
I.25 を参照してください。
工具の直径:2.00
工具の長さ:20.000
工具の単位:mm
工具のタイプ:フラットエンドミル
ND 522/523 でオフセットの長さを設定することもできま
す。 次の例を参照してください。
工具 ハードキーを押します。
カーソルがデフォールトで TOOL TABLE フォーム
に移動します。
工具表
定義する工具にカーソルを移動するか、工具番号を
入力します。ENTER を押します。
工具の直径
I - 3 ミリング加工の操作
工具の長さ
工具直径(2)を入力し、LENGTH フィールドに
カーソルを移動します。
図 I.25 工具の長さと直径の入力
下矢印キーを押します。
工具長さ(例:20 mm)を入力し、UNITS フィール
ドにカーソルを移動します。
ND 522/523 33
Page 34

-
代替方法
I - 3 ミリング加工の操作
-
ND 522/523 でオフセットを設定することもできま
す。この方法には、各工具の先端を共通の標準表面
に接触させる手順も含まれます。 これにより、
ND 522/523 が各工具の長さの差を測定することが
できます。
工具の先端が標準表面に接触するまで工具を動かし
ます。
TEACH LENGTH ソフトキーを押します。 ND 522/
523 によって、この表面を基準にオフセット計算さ
れます。
使用する各工具について、同じ標準表面を使用して
この手順を繰り返します。
同じ標準表面を使用した工具セットのみ、原点をリセッ
トせずに変更することができます。
工具表に既に長さが設定されている工具が含まれる場合
は、まずその 1 つを使用して標準表面を設定する必要が
あります。そのようにして標準表面を設定しないと、原
点を再構築せずに新しい工具と既存の工具を切り替える
ことができなくなります。新しい工具を追加する前に、
工具表から工具を 1 つ選択します。 その工具を標準表面
に接触させ、原点を 0 に設定します。
工具の単位
U TOOL UNIT(inch/mm)を入力し、
U TOOL TYPE フィールドにカーソルを移動します。
工具のタイプ
U TOOL TYPES ソフトキーを押します。 工具をリス
トから選択し、ENTER を押します(図 I.26 を参
照)。
図 I.26 TOOL TYPE フィールド
34 I 取扱説明書
Page 35

工具表の呼び出し
加工処理を始める前に、工具表から使用する工具を選択します。 保存
された工具データは、工具補正で作業するときに ND 522/523 に
よって使用されます。
工具の呼び出し
工具ハードキーを押します。
工具番号
上/下矢印キーを使用して、工具(1 ~ 16)の上を
移動します。目的の工具を強調表示します。
正しい工具が呼び出されたことを確認してから、C
キーを押して終了します。
原点ハードキー
原点の設定では、軸の位置と表示値の関係を定義します。
原点を設定する最も簡単な方法は、工具のエッジでワークピースに
プロービングするときに ND 522/523 のプロービング機能を使用す
ることです。
もちろん、工具をワークピースのエッジを順に接触させ、その都度
工具の位置を手動で原点として入力するという従来の方法で、原点
を設定することもできます(このページの以降の例を参照してくだ
さい)。
原点の表には、最大 10 の原点を保存できます。 ほとんどの場合はこ
の表を使用することによって、複数の原点を含む複雑なワークピー
ス図面で作業しているときに、軸の走行を計算する手間を省くこと
ができます。
I - 3 ミリング加工の操作
ND 522/523 35
Page 36

例:プロービング機能を使用しないワークピース原点の設定。 図 I.27
および図 I.28 を参照してください。
工具の直径:D = 3 mm
この例での軸の順序:X - Y - Z
準備:アクティブな工具を、原点の設定に使用する工具に設定する
原点ハードキーを押します。
カーソルが DATUM NUMBER フィールドに移動し
ます。
原点番号を入力し、下矢印キーを押して X 軸フィー
I - 3 ミリング加工の操作
ルドに移動します。
原点の設定
原点の設定
ワークピースのエッジ 1 に接触させます。
X
工具の中心の位置(X = ñ 1.5 mm)を入力し、
下矢印キーを押して Y 軸に移動します。
ワークピースのエッジ 2 に接触させます。
Y
工具の中心の位置(Y = - 1.5 mm)を入力し、
下矢印キーを押します。
ワークピースの表面に接触させます。
図 I.27 SET DATUM フォーム
図 I.28
原点の設定
36 I 取扱説明書
Z = + 0
原点の Z 座標用に工具の先端(Z=0)の位置を入力
します。ENTER を押します。
Page 37

工具を使用したプロービング
原点設定のために工具を使用するには、読み取り機能のプロービン
グ機能を使用することができます。図 I.29 および図 I.30 を参照して
ください。
準備:アクティブな工具を、原点の設定に使用する工具に設定する
例:ワークピースのエッジをプローブし、それを原点に設定する
原点軸:X = 0 mm
工具の直径:D = 3 mm
DATUM を押します。
下矢印キーを X AXIS フィールドが強調表示される
まで押します。
PROBE ソフトキーを押します。
I - 3 ミリング加工の操作
図 I.29 エッジを使用した原点の設定
EDGE ソフトキーを押します。
図 I.30
ND 522/523 37
Page 38

X
でのプローブ
ワークピースのエッジに接触させます。
NOTE ソフトキーを押して、エッジの位置を保存し
ます。NOTE ソフトキーは、フィードバックを伴う
エッジファインダがない場合に、ワークピースを接
触することによって工具のデータを特定するときに
便利です。 工具が引き戻されたときに位置の値が失
われないようにするには、ワークピースのエッジに
接触しているときに NOTE ソフトキーを押して値を
保存します。 接触したエッジの位置では、使用して
いる工具の直径(T:1, 2...)と、NOTE ソフトキーを
I - 3 ミリング加工の操作
X
の入力値
押す直前に工具が動いていた方向が考慮されます。
ワークピースから工具を引き戻します。
エッジの座標を入力し、
次に
ENTER を押します。
38 I 取扱説明書
Page 39

プリセット
プリセット機能を使用すると、オペレーターは次の動作のための公
称(目標)位置を指定することができます。 新しい公称位置の情報が
入力されると、表示がインクリメンタルモードに切り替わり、現在
位置と公称位置の間の距離が表示されます。これで、オペレーター
は、表示がゼロになるまで表を動かすだけで必要な公称位置にアク
セスすることができます。 公称位置に関する情報は、現在の原点ゼロ
からの絶対値として入力するか、現在の公称位置からのインクリメ
ンタルな値として入力することができます。
また、オペレーターはプリセットを使用して、公称位置で加工を行
う工具の面を指定することもできます。 Preset フォームの R+/- ソフ
トキーは、動作中に有効にするオフセットを定義します。R+ は、現
在の工具の中心線が工具のエッジに対してプラスの方向に位置して
いることを示します。R- は、現在の工具の中心線が工具のエッジに
対してマイナスの方向に位置していることを示します。 R+/- オフ
セットを使用すると、工具の直径が考慮されてインクリメンタルの
値が自動的に調整されます。図 I.31 を参照してください。
絶対距離のプリセット
例:絶対位置を使用して表示値がゼロになるまで走行することによ
り、段部をミリングする
座標は絶対値として入力され、原点はワークピースのゼロになりま
す。図 I.32 および図 I.33 を参照してください。
コーナー
コーナー
コーナー
コーナー
1:X = 0 mm / Y = 20 mm
2:X = 30 mm / Y = 20 mm
3:X = 30 mm / Y = 50 mm
4:X = 60 mm / Y = 50 mm
I - 3 ミリング加工の操作
図 I.31 工具半径補正
特定の軸の最後に入力したプリセットを呼び出す場合は、
軸キーを押します。
図 I.32 シングルサイクルプリセット
ND 522/523 39
Page 40

準備:
U 該当する工具データを持つ工具を選択します。
U 工具の位置を該当位置(例:X = Y = -20 mm)に事前に設定しま
す。
U 工具をミリングの深さに移動します。
SET/ZERO ソフトキーを押して、Set モードにしま
す。
Y 軸キーを押します。
公称位置の値
I - 3 ミリング加工の操作
コーナー 1 の公称位置の値(Y=20mm)を入力し、
R+/- ソフトキーを使用して、工具半径補正 R + を選
択します。 axis フォームの横に R+
で押し続けます。
ENTER を押します。
表示値がゼロになるまで Y 軸を走行します。 グラ
フィック位置決め補助の正方形が、2 つの三角形
マークの中間点に表示されます。
X 軸キーを押します。
図 I.33
が表示されるま
40 I 取扱説明書
Page 41

公称位置の値
コーナー 2 の公称位置の値(X=+30mm)を入力
し、
R+/- ソフトキーを使用して、工具半径補正 R 魔? I
択します。 axis フォームの横に R-
で、2 回押します。
ENTER を押します。
表示値がゼロになるまで X 軸を走行します。 グラ
フィック位置決め補助の正方形が、2 つの三角形
マークの中間点に表示されます。
Y 軸キーを押します。
が表示されるま
I - 3 ミリング加工の操作
ND 522/523 41
Page 42

公称位置の値
コーナー 3 の公称位置の値(Y=+50mm)を入力
し、
R+/- ソフトキーを使用して工具半径補正 R + を選択
し、axis フォームに R+
ます。
ENTER を押します。
表示値がゼロになるまで Y 軸を走行します。 グラ
フィック位置決め補助の正方形が、2 つの三角形
I - 3 ミリング加工の操作
公称位置の値
マークの中間点に表示されます。
X 軸キーを押します。
コーナー 4 の公称位置の値(X=+60mm)を入力
し、
が表示されるまで押し続け
工具半径補正 R + を選択し、ENTER を押します。
表示値がゼロになるまで X 軸を走行します。 グラ
フィック位置決め補助の正方形が、2 つの三角形
マークの中間点に表示されます。
42 I 取扱説明書
Page 43

インクリメンタル距離のプリセット
例:インクリメンタル位置決めを使用して表示値がゼロになるまで
走行することにより、ドリル加工する
インクリメンタル値に座標を入力します。 座標は、次のように I を付
けて示されます(スクリーン上でも同様)。 原点はワークピースのゼ
ロです。図 I.34 および図 I.35 を参照してください。
穴 1 の位置: X = 20 mm / Y = 20 mm
穴 2 から穴 1 までの距離:XI = 30 mm / YI = 30 mm
穴の深さ:Z = -12 mm
オペレーティングモード:INCREMENTAL
SET/ZERO ソフトキーを押して、Set モードにしま
す。
X 軸キーを押します。
I - 3 ミリング加工の操作
-
公称位置の値
公称位置の値
公称位置の値
-
穴 1 の公称位置の値(X=20mm)を入力し、アク
ティブになっている工具半径補正がないことを確認
します。
下矢印キーを押します。
穴 1 の公称位置の値(Y=20mm)を入力し、表示
されている工具半径補正がないことを確認します。
下矢印キーを押します。
穴の深さの公称位置の値を次のように入力します。
Z = -12 mm。ENTER を押します。
穴 1 をドリル加工し、表示値がゼロになるまで X、
Y、Z 軸を走行します。 グラフィック位置決め補助の
正方形が、2 つの三角形マークの中間点に表示され
ます。
ドリルを引き戻します。
図 I.34 ドリル加工の例
X 軸キーを押します。
ND 522/523 43
Page 44

公称位置の値
穴 2 の公称位置の値(X=30)を入力します。
入力した内容をインクリメンタル値としてマーク
し、I ソフトキーを押します。
ENTER を押します。
Y 軸キーを押します。
I - 3 ミリング加工の操作
公称位置の値
公称位置の値
穴 2 の公称位置の値(Y=30mm)を入力し、
入力した内容をインクリメンタル値としてマーク
し、I ソフトキーを押します。
ENTER を押します。
表示値がゼロになるまで X 軸と Y 軸を走行します。
グラフィック位置決め補助の正方形が、2 つの三角
形マークの中間点に表示されます。
Z 軸キーを押します。
ENTER を押します(最後に入力したプリセットを
使用します)。
穴 2 をドリル加工し、表示値がゼロになるまで Z 軸
を走行します。 グラフィック位置決め補助の正方形
が、2 つの三角形マークの中間点に表示されます。
ドリルを引き戻します。
図 I.35 ドリル加工の例
44 I 取扱説明書
Page 45

RPM 計算機
RPM 計算機は、指定されている工具(旋削アプリケーションの場合
は部品)の直径に基づいて RPM(または表面切削速度)を計算する
ために使用されます。 図 I.36 を参照してください。この図に表示さ
れている値は、一例にすぎません。 工具メーカーの取扱説明書を参照
し、工具ごとにスピンドル速度範囲を確認してください。
U CALC を押します。
U RPM ソフトキーを押して、RPM CALCULATOR フォームを開きま
す。
U RPM 計算機には、工具の直径が必要です。 数字ハードキーを使用
して、直径値を入力してください。 直径値はデフォールトで現在の
工具の寸法に設定されます。 電源を入れた後に入力された最新の値
がない場合、デフォールト値は 0 になります。
U 表面速度値が必要な場合は、数字ハードキーを使用して値を入力
します。 表面速度値が入力されると、関連する RPM 値が計算され
ます。
SURFACE SPEED フィールドでは、オンラインヘルプを開くための
ソフトキーを使用できます。 加工する素材に関する推奨表面速度範囲
の表を参照することができます。
U UNITS ソフトキーを押して、単位をインチまたはミリメーターで
表示します。
U RPM CALCULATOR フォームは、C キーを押すと終了します。
図 I.36 RPM Calculator フォーム
I - 3 ミリング加工の操作
ND 522/523 45
Page 46

円パターンおよび線形パターン(ミリング)
この項では、円パターンおよび線形パターンの穴パターン機能につ
いて説明します。
円パターンまたは線形パターンハードキーを押して、目的の穴パ
ターン機能を選択し、必要なデータを入力します。 このデータは通
常、ワークピースの図面から取得されます(例:穴の深さや穴の
数)。
ND 522/523 は穴パターンを使用してすべての穴の位置を計算し、ス
クリーン上にパターンをグラフィック表示します。
グラフィック表示を使用して、加工を始める前に穴パターンを検証
できます。 この機能は、穴を直接選択する場合や穴を別々に実行する
場合、さらに穴をスキップする場合にも便利です。
ミリングパターンの機能
I - 3 ミリング加工の操作
機能 ソフトキー
現在のパターンのレイアウトを表示します。
前の穴に移動します。
次の穴に手動で移動します。
既存の位置を使用するときに押します。
ドリル加工を終了します。
円パターン
必要な情報は次のとおりです。
パターンタイプ(フルまたはセグメント)
穴(数)
中心(パターンの平面の円パターンの中心)
半径(円パターンの半径を定義)
開始角度(パターンの最初の穴の角度)- 開始角度はゼロ角度のリ
ファレンス軸と最初の穴の間の角度です(詳細については、「ゼロ
角度のリファレンス軸」(14 ページ)を参照してください)。
ステップ角度(オプション。円
セグメントを作成している場合にのみ適用) - ステップ角度は穴の
間の角度です。
深さ(工具軸でドリル加工するためのターゲットの深さ)
ND 522/523 によって穴の座標が計算されるので、表示値がゼロにな
るまで走行することで簡単に移動できるようになります。
46 I 取扱説明書
Page 47

データを入力して、円パターンを実行してください(図 I.37、図
I.38、および図 I.39 を参照)。
穴(数):4
中心の座標:X = 10 mm / Y = 15 mm
ボルト円の半径:5 mm
開始角度(X 軸と最初の穴の間の角度):25°
穴の深さ:Z = -5 mm
ステップ 1:データの入力
円パターンハードキーを押します。
パターンのタイプ
円パターンのタイプ(FULL)を入力します。 カーソ
ルを次のフィールドに移動します。
穴
穴の数(4)を入力します。
円の中心
円の中心の X および Y 座標
例:(X = 10)、(Y = 15), NOTE を押して現在の位置
に座標を設定します。を入力します。 カーソルを次
のフィールドに移動します。
半径
円パターンの半径(5)を入力します。
開始角度
開始角度(25°)を入力します。
I - 3 ミリング加工の操作
図 I.37 Circle Pattern フォームの開始
図 I.38 Circle Pattern フォームの 2 ページ目
ステップ角度
ステップ角度(90°)を入力します(「セグメント」
を入力する場合のみ変更できます)。
図 I.39 円パターングラフィックの表示
ND 522/523 47
Page 48

深さ
必要な場合は深さを入力します。穴の深さはオプ
ションで、空白のままにしておくことができます。
ENTER を押します。
VIEW ソフトキーを押すと、3 つのパターン
(Graphic、DTG、Absolute)が切り替わります。
ステップ 2:ドリル加工
穴へ移動:
表示値がゼロになるまで X と Y 軸を走行します。
I - 3 ミリング加工の操作
ドリル加工:
表示値がゼロになるまで工具軸を走行します。
ドリル加工の後、工具軸でドリルを引き戻します。
NEXT HOLE ソフトキーを押します。
残りの穴も同様にドリル加工します。
パターンが完成したら、END ソフトキーを押しま
す。
48 I 取扱説明書
Page 49

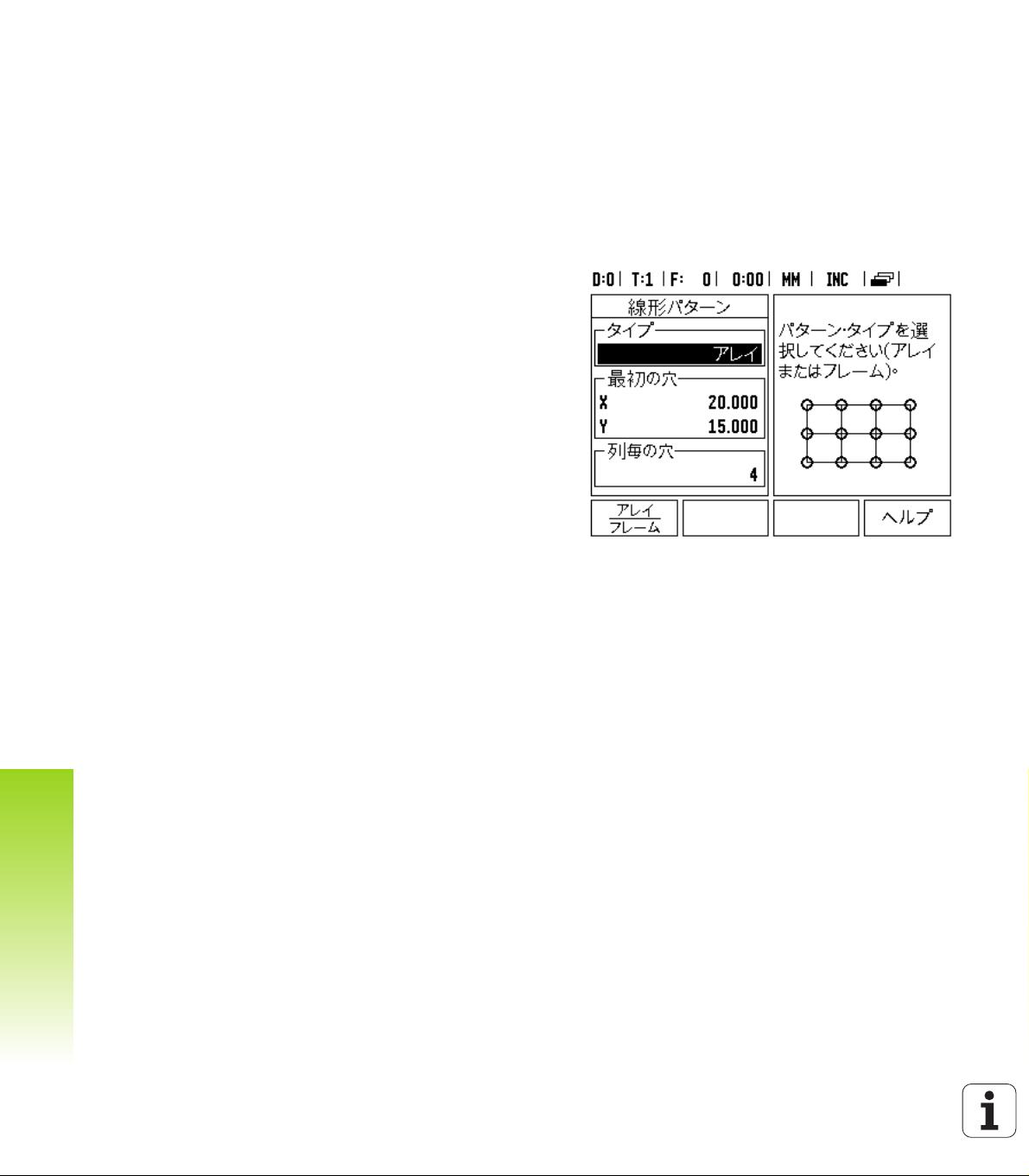
線形パターン
必要な情報は次のとおりです。
線形パターンのタイプ(アレイまたはフレーム)
最初の穴(パターンの最初の穴)
列ごとの穴数(パターンの各列にあける穴の数)
穴の間隔(列の穴の間のスペースまたはオフセット)
角度(パターンの角度または回転)
深さ(工具軸でドリル加工するためのターゲットの深さ)
列の数(パターン内の列の数)
列の間隔(パターンの各列の間のスペース)
I - 3 ミリング加工の操作
ND 522/523 49
Page 50

データを入力して、線形パターンを実行してください(図 I.40、図
I.41、および図 I.42 を参照)。
パターンのタイプ:Array
穴の最初の X 座標:X = 20 mm
穴の最初の Y 座標:Y = 15 mm
列ごとの穴の数:4
穴の間隔:10 mm
傾斜角度:18°
穴の深さ:-2
列の数:3
列の間隔:12 mm
ステップ 1:データの入力
I - 3 ミリング加工の操作
線形パターンハードキーを押します。
パターンのタイプ
パターンのタイプ(Array)を入力します。 カーソル
を次のフィールドに移動します。
図 I.40 線形パターンの例
最初の穴のXと
列ごとの穴
穴の間隔
角度
Y
X および Y 座標(X = 20)、(Y = 15)を入力します。
カーソルを次のフィールドに移動します。
図 I.41 Linear Pattern フォーム
列ごとの穴の数(4)を入力します。カーソルを次
のフィールドに移動します。
穴の間隔(10)を入力します。
傾斜角度(18°)を入力します。
図 I.42 線形パターングラフィックの表示
50 I 取扱説明書
Page 51

深さ
列の数
列の間隔
必要な場合は深さ(-2)を入力します。穴の深さは
オプションで、空白のままにしておくことができま
す。
列の数(3)を入力します。
列の間隔を入力し、
ENTER を押します。
VIEW ソフトキーを押してグラフィックを確認しま
す。
ステップ 2:ドリル加工
穴へ移動:
表示値がゼロになるまで X と Y 軸を走行します。
ドリル加工:
表示値がゼロになるまで工具軸を走行します。
ドリル加工の後、工具軸でドリルを引き戻します。
NEXT HOLE ソフトキーを押します。
残りの穴も同様にドリル加工します。
パターンが完成したら、END ソフトキーを押しま
す。
I - 3 ミリング加工の操作
ND 522/523 51
Page 52

傾斜および円弧のミリング
この項では、傾斜および円弧のミリング機能について説明します。
傾斜のミリングハードキーを押すか、円弧のミリングハードキーを
押して、それぞれの入力フォームを開きます。 これらの機能を使用し
て、平坦な斜めの表面(傾斜のミリング)またはカーブした表面
(円弧のミリング)を手動機械で加工することができます。
傾斜および円弧ミリング機能
機能 ソフトキー
平面を選択するときに押します。
既存の位置を使用するときに押します。
I - 3 ミリング加工の操作
前のステップに戻るときに押します。
次のステップに進むときに押します。
傾斜のミリング
入力フォーム:図 I.43 および図 I.44 を参照してください。
INCLINE MILLING フォームは、ミリングする平らな表面を指定する
ために使用されます。 フォームを開くには、傾斜のミリングハード
キーを押します。
Plane - PLANE ソフトキーを押して平面を選択します。 現在の選択
がソフトキーおよび plane フィールドに表示されます。 メッセージ
ボックスのグラフィックは、正しい面を選択するときに役立ちま
す。
Start Point:開始点の座標を入力するか、NOTE を押して現在の位
置に座標を設定します。
End Point:終点の座標を入力するか、NOTE を押して現在の位置
に座標を設定します。
Step:ステップ幅を入力します。 ミリングの場合は、ライン上の
各パスまたはステップ間の距離になります。
ステップ幅はオプションです。 値がゼロの場合は、オペ
レーターが動作中にステップ間の距離を決めます。
ENTER を押して、表面のフライス加工を実行してください。C を押
すと、実行せずに終了します。 設定は電源を切るまで保存されます。
52 I 取扱説明書
Page 53

Execution
incline milling フォームを開き、ENTER キーを押して、フライス加
工を実行してください。 画面がインクリメンタル DRO 表示に切り
替わります。
DRO の初期スクリーンには、開始点からのインクリメンタル距離
が表示されます。開始点に移動し、表面に対してプランジカット
または最初のパスを作成します。 Next pass ソフトキーを押し、輪
郭に沿って次のステップを続行します。
NEXT PASS を押すと、インクリメンタル表示には、ラインの輪郭
に沿った次のステップからの距離が表示されます。
ステップ幅が定義されていない場合は、インクリメンタル表示に
はライン上の最も近い点からの距離が表示されます。 輪郭に沿って
移動するには、両方の軸を小さいステップで動かし、(X,Y)位置
を可能な限りゼロに近い値に留めます。
表面のミリング加工の実行時は、インクリメンタル DRO、輪郭、
絶対 DRO の 3 つの表示を使用できます。 VIEW ソフトキーを押し
て、スクリーンを切り替えます。
輪郭表示には、ミリングする表面を基準とした工具の位置が表示
されます。工具を表す十字マークが表面を表すライン上にある場
合、工具は適切な位置にあります。 工具の十字マークは、グラフの
中央に固定されたままになります。 表が動くと表面のラインも動き
ます。
END ソフトキーを押し、ミリング加工を終了します。
工具半径補正は、現在の工具の半径に基づいて行われま
す。 平面の選択範囲に工具軸が含まれる場合は、工具の
先端にボールエンドがあると仮定します。
I - 3 ミリング加工の操作
工具オフセット方向(R+ または R-)は、工具の位置に
基づいて適用されます。 オペレーターは、工具補正が正
しく行われるように、輪郭表面に適切な方向から接近す
る必要があります。
ND 522/523 53
Page 54

例:傾斜のミリングハードキーを押してフォームを開く(図 I.43 を
参照)。
Plane:XY(XY、YZ、XZ から選択可)。該当する平面を選択しま
す。
Start Point:データを入力するか、NOTE ソフトキーを押します。
ステップ 1:データの入力
PLANE ソフトキーを押して、ミリングする平面を
選択します。
下矢印ハードキーを押します。
I - 3 ミリング加工の操作
開始点
開始点の最初の軸の座標を入力するか、NOTE を押
して現在の位置に座標を設定します。
下矢印ハードキーを押します。
開始点の 2 番目の軸の座標を入力するか、NOTE を
押して現在の位置に座標を設定します。
次のデータ入力
下矢印ハードキーを押します。
終点
終点の最初の軸の座標を入力するか、NOTE を押し
て現在の位置に座標を設定します。
下矢印ハードキーを押します。
終点の 2 番目の軸の座標を入力するか、NOTE を押
して現在の位置に座標を設定します。
次のデータ入力
下矢印ハードキーを押します。
ステップ幅
図 I.43 入力フォーム:Plane
図 I.44 入力フォーム:End Point
ステップ幅を入力します。 ステップ幅はオプション
です。 値がゼロの場合は、オペレーターが動作中に
動作間の距離を決めます。
ENTER を押してプログラムを実行するか、END ソ
フトキーを押して終了します。
54 I 取扱説明書
Page 55

円弧のミリング
入力フォーム:図 I.45、 図 I.46、および図 I.47 を参照してください。
Arc Milling フォームは、ミリングするカーブした表面を指定するた
めに使用されます。 フォームを開くには、円弧のミリングハードキー
を押します。
Plane Selection:PLANE ソフトキーを押して面を選択します。 現
在の選択がソフトキーおよび plane フィールドに表示されます。
メッセージボックスのグラフィックは、正しい面を選択するとき
に役立ちます。
Center Point:円弧の中心点の座標を入力します。
Start Point:開始点の座標を入力します。
End Point:終点の座標を入力します。
Step:ステップ幅を入力します。 ミリングの場合、この値は円弧
の輪郭上の各パスまたはステップ間の、円周に沿った距離になり
ます。
ステップ幅はオプションです。 値がゼロの場合は、オペ
レーターが動作中にステップ間の距離を決めます。
ENTER または RUN を押して、ミリング加工を実行します。 c を押
すと、実行せずに終了します。 設定は電源を切るまで保持されます。
Execution
入力フォームを開き、RUN ソフトキーまたは ENTER キーを押し
て、ミリング加工を実行します。 スクリーンがインクリメンタル
DRO 表示に切り替わります。
DRO の初期スクリーンには、開始点からのインクリメンタル距離
が表示されます。開始点に移動し、表面に対してプランジカット
または最初のパスを作成します。 NEXT PASS ソフトキーを押し、
輪郭に沿って次のステップを続行します。
NEXT PASS を押すと、インクリメンタル表示には、ラインの輪郭
に沿った次のステップからの距離が表示されます。
ステップ幅が定義されていない場合は、インクリメンタル表示に
は円弧上の最も近い点からの距離が表示されます。 輪郭に沿って移
動するには、両方の軸を小さいステップで動かし、(X,Y)位置を
可能な限りゼロに近い値に留めます。
表面のミリング加工の実行時は、インクリメンタル DRO、輪郭、
絶対 DRO の 3 つの表示を使用できます。 VIEW
て、スクリーンを切り替えます。
ソフトキーを押し
I - 3 ミリング加工の操作
ND 522/523 55
Page 56

輪郭表示には、ミリングする表面を基準とした工具の位置が表示
されます。工具を表す十字マークが表面を表すライン上にある場
合、工具は適切な位置にあります。 工具の十字マークは、グラフの
中央に固定されたままになります。 表が動くと表面のラインも動き
ます。
END ソフトキーを押し、ミリング加工を終了します。
工具半径補正は、現在の工具の半径に基づいて行われま
す。 平面の選択範囲に工具軸が含まれる場合は、工具の
先端にボールエンドがあると仮定します。
工具オフセット方向(R+ または R-)は、工具の位置に
基づいて適用されます。 オペレーターは、工具補正が正
しく行われるように、輪郭表面に適切な方向から接近す
る必要があります。
I - 3 ミリング加工の操作
56 I 取扱説明書
Page 57

例:円弧のミリングハードキーを押して入力フォームを開く(図
I.45、( 図 I.46)、および ( 図 I.47) を参照)。
平面:XY(XY、YZ、XZ から選択可)。該当する平面を選択します。
中心点:データを入力するか、Note ソフトキーを押します。
ステップ 1:データの入力
PLANE ソフトキーを押して、ミリングする平面を
選択します。
下矢印ハードキーを押します。
中心点
中心点の座標を入力するか、NOTE を押して現在の
位置に座標を設定します。
下矢印ハードキーを押します。
次のデータ入力
下矢印ハードキーを押します。
開始点と終点
I - 3 ミリング加工の操作
図 I.45 入力フォーム:Arc
次のデータ入力
ステップ幅
開始点の軸の XY 座標を入力するか、NOTE を押し
て現在の位置に座標を設定します。 終点の軸の座標
を入力するか、NOTE を押します。
下矢印ハードキーを押します。
図 I.46 入力フォーム:Start Point
下矢印ハードキーを押します。
ステップ幅を入力します。 ステップ幅はオプション
です。 値がゼロの場合は、オペレーターが動作中に
動作間の距離を決めます。
ENTER を押してプログラムを実行するか、END ソ
フトキーを押して終了します。
図 I.47 入力フォーム:End Point
ND 522/523 57
Page 58

I - 4 旋削加工の操作
¨
この項では、旋削アプリケーション固有の操作とキー機能について
説明します。 キー機能は、ND 522/523 がミリングまたは旋削加プリ
ケーションのどちらに設定されている場合でも同じです。詳細は 17
ページを参照してください。
キーの機能の詳細
旋削加工の表示アイコン
I - 4 旋削加工の操作
機能 表示アイコン
表示された値が直径値であることを示すため
に使用されます。 表示された値が半径値である
ことを示すアイコンはありません。
工具ハードキー The ND 522/523 では、最大 16 の工具の寸法オフセットを保存でき
ます。 ワークピースを変更して新しい原点を設定すると、すべての工
具の基準点は自動的に新しい原点になります。
工具を初めて使用する場合は、事前にその工具のオフセット(切刃
の位置)を入力する必要があります。 工具のオフセットは、TOOL/
SET または NOTE/SET 機能を使用して設定できます。
工具プリセッタを使用して工具を測定した場合は、オフセットを直
接入力することができます。図 I.48 を参照してください。
Tool Table メニューにアクセスするには:
工具ハードキーを押します。
カーソルがデフォールトで TOOL TABLE フィール
ドに移動します。
工具表
定義する工具にスクロールします。ENTER を押し
ます。
図 I.48 旋削の工具表
58 I 取扱説明書
Page 59

工具表の使い方
例:工具表へのオフセットの入力
TOOL/SET を使用した工具のオフセットの設定
TOOL/SET 操作は、ワークピースの直径がわかっている場合に、工
具を使用して工具のオフセットを設定するときに使用できます。図
I.49 を参照してください。
X 軸の直径を接触します。
工具ハードキーを押します。 使用する工具までスク
ロールします。
ENTER キーを押します。
軸(X)キーを選択します。
工具の先端の位置(例:X= 20 mm)を入力します。
直径値を入力するときは、ND 522/523 が直径表示
モード()に設定されていることを必ず確認してく
ださい。
工具でワークピースの表面を接触させます。
カーソルを Z 軸に移動します。
工具の先端の位置表示をゼロ(Z=0)に設定します。
ENTER を押します。
I - 4 旋削加工の操作
図 I.49
ND 522/523 59
Page 60

NOTE/SET 機能を使用した工具のオフセットの設定
NOTE/SET 機能は、工具に負荷がかかっており、ワークピースの直
径がわからない場合に、工具のオフセットを設定するときに使用で
きます。図 I.50 を参照してください。
NOTE/SET 機能は、ワークピースに接触させることによって工具の
データを特定するときに便利です。 工具を引き戻してワークピースを
測定するときに位置の値を保持するには、NOTE を押してこの値を
保存します。
NOTE/SET 機能を使用するには:
工具ハードキーを押します。 使用する工具のタイプ
I - 4 旋削加工の操作
を選択し、ENTER を押します。
X 軸キーを選択します。
X 軸の直径を回転させます。
工具の切削中に、NOTE ソフトキーを押します。
現在位置から引き戻します。
スピンドルを停止し、ワークピースの直径を測定し
ます。
測定した直径または半径(例:15 mm)を入力し、
ENTER を押します。
直径値を入力するときは、ND 522/523 が直径表示
モード()に設定されていることを必ず確認してく
ださい。
図 I.50 工具のオフセットの設定
図 I.51 TOOL/SET フォーム
60 I 取扱説明書
Page 61

原点ハードキー
基本情報については、「原点ハードキー」(35 ページ)を参照してく
ださい。原点の設定では、軸の位置と表示値の関係を定義します。 ほ
とんどの旋盤加工では X 軸の原点は 1 つのみ(つまりチャックの中
心)ですが、追加の原点を Z 軸に定義することもできます。 表には、
最大 10 の原点を含めることができます。 原点を設定する最も簡単な
方法は、測定済みの直径または位置を入力してワークピースを接触
させてから、ディスプレイに表示される値として寸法を入力するこ
とです。
ワークピース原点の設定。図 I.52 および図 I.53 を参照してくださ
い。
この例での軸の順序:X - Z
準備:
ワークピースに接触するために使用する工具を選択して、工具の
データを呼び出します。
原点ハードキーを押します。
カーソルが DATUM NUMBER フィールドに移動し
ます。
原点番号を入力し、下矢印キーを押して X AXIS
フィールドに移動します。
I - 4 旋削加工の操作
図 I.52 ワークピースの原点の設定
ワークピースの点 1 に接触させます。
図 I.53
ND 522/523 61
Page 62

原点の設定
X
その点でワークピースの直径を入力します。
直径値を入力するときは、ND 522/523 が直径表示
モード()に設定されていることを必ず確認してく
ださい。
下矢印キーを押して Z 軸に移動します。
ワークピースの表面の点 2 に接触させます。
I - 4 旋削加工の操作
原点の設定
Z
原点の Z-座標用に工具の先端(Z=0)の位置を入力
します。
ENTER を押します。
62 I 取扱説明書
Page 63

NOTE/SET 機能を使用した原点の設定
NOTE/SET 機能は、工具が負荷状態にあり、ワークピースの直径が
わからないとき、原点を設定する場合に役に立ちます。図 I.54 およ
び図 I.55 を参照してください。
NOTE/SET 機能を使用するには:
原点ハードキーを押します。
カーソルが DATUM NUMBER フィールドに移動し
ます。
原点番号を入力し、下矢印キーを押して X AXIS
フィールドに移動します。
X 軸の直径を回転させます。
工具の切削中に、NOTE ソフトキーを押します。
現在位置から引き戻します。
I - 4 旋削加工の操作
図 I.54
スピンドルを停止し、ワークピースの直径を測定し
ます。
測定した直径(例:15 mm)を入力し、ENTER を
押します。
直径値を入力するときは、ND 522/523 が直径表示
モード()に設定されていることを必ず確認してく
ださい。
図 I.55 NOTE/SET を使用した原点の設定
ND 522/523 63
Page 64

テーパー計算機ハードキー
図面から寸法を入力するか、工具または表示を使用してテーパー
ワークピースを接触させることによって、テーパーを計算できます。
テーパー計算機を使用して、テーパー角度を計算します。図 I.56 お
よび図 I.57 を参照してください。
入力値:
テーパーの比率を計算する場合は、次の情報が必要になります。
テーパーの半径の変化
テーパーの長さ
テーパー計算機で両方の直径(D1、D2)と長さを使用する場合は、
次の情報が必要になります。
I - 4 旋削加工の操作
直径の開始点
直径の終点
テーパーの長さ
CALC ハードキーを押します。
ソフトキーのリストが変わり、テーパー計算機能が
含まれるようになります。
D1/D2
の長さ
図 I.56 Taper Calculator フォーム - 直径 1
テーパーの比率
2 つの直径とその間の長さを使用してテーパー角度
を計算する場合は、TAPER: D1/D2/L ソフトキーを
押します。
最初のテーパー点 DIAMETER 1 では、数値キーを使
用して点の値を入力してから ENTER を押すか、工
具を 1 つの点に接触させてから NOTE を押します。
この手順を DIAMETER 2 フィールドでも繰り返しま
す。
NOTE キーを使用する場合、テーパー角度は自動的
に計算されます。
数値を入力する場合は、LENGTH フィールドにデー
タを入力してから、ENTER を押します。 テーパー角
度が ANGLE フィールドに表示されます。
直径変化の長さに対する比率を使用して角度を計算
するには、TAPER: RATIO ソフトキーを押します。
数字キーを使用して、ENTRY 1 フィールドと
ENTRY 2 フィールドにデータを入力します。 選択す
るたびに ENTER を押してください。
計算された比率と角度が、それぞれのフィールドに
表示されます。
図 I.57 Taper Calculator フォーム - 直径 2
64 I 取扱説明書
Page 65

プリセット Preset 機能については、この取扱説明書で既に説明しています(「プ
リセット」(39 ページ)を参照してください)。 これらページの説明
と例は、ミリングアプリケーションに基づいています。 旋削アプリ
ケーションでも同じ説明が当てはまりますが、工具の直径のオフ
セット(R+/-)と、半径と直径の入力値についての説明は異なりま
す。
工具の直径オフセットには、旋削用工具で使用できるアプリケー
ションはありません。そのため、この機能は旋削プリセットの実行
中は使用できません。
旋削実行中は、半径または直径の値を入力値にすることができます。
プリセット用に入力する単位が、現在表示されている状態と一致し
ていることを必ず確認してください。 直径値の場合は記号が表示され
ます。 表示の状態は、R
きます。
(半径/直径)ソフトキー
R
X
旋盤部品の図面には通常、直径の値が表示されています。 ND 522/
523 では、半径と直径のいずれかの値を表示できます。 直径が表示さ
れている場合は、直径記号()が値の横に表示されます。図 I.58 を
参照してください。
例:半径表示、位置 1:X = 20 mm
直径表示の位置 1:X = ¨ 40 mm
RXソフトキーを押して、直径表示と半径表示を切り
替えます。
ソフトキー(以下参照)を使用して変更で
X
I - 4 旋削加工の操作
図 I.58 半径/直径が表示されたワークピース
ND 522/523 65
Page 66

ベクトル化ハードキー
ベクトル化は、複合軸の動作をクロスフィードの軸または縦方向の
軸に細分化します。 図 I.59 を参照してください。ネジ山を旋削して
いる場合、たとえば、切削工具を複合軸ハンドホイールで動かして
いる場合でも、ベクトル化によってネジ山の直径を X 軸表示で参照
できます。 ベクトル化機能を有効にすると、目的の半径または直径を
X 軸上でプリセットして、「ゼロまで加工」できるようになります。
ベクトル化を使用するときは、最上部のスライド(複合)
軸のエンコーダが最下部の表示軸に関連付けられている
必要があります。その軸のクロスフィード動作の部分が、
最上部の表示軸に表示されます。 その軸の縦方向動作の
部分は、中間の表示軸に表示されます。
I - 4 旋削加工の操作
ベクトル化ハードキーを押します。
ON ソフトキーを押して、ベクトル化機能を有効にします。
矢印キーを使用して Angle フィールドに移動し、縦方向のスライド
と最上部のスライドの間の角度を入力します。0° は、最上部のスラ
イドが縦方向のスライドに平行して動くことを示します。ENTER を
押します。
図 I.59 ベクトル化
66 I 取扱説明書
Page 67

Z カップリング(旋削アプリケーションのみ)
ND 522/523 の旋削アプリケーションを使用すると、3 軸システムで
と Z 軸の位置を簡単にカップリングできます。 表示は、Z または
Z
0
Z
表示のいずれかにカップリングできます。図 I.60 を参照してくだ
0
さい。
Z カップリングの有効化
と Z 軸をカップリングし、結果を Z0ディスプレイに表示する場
Z
0
合は、Z
レイに表示され、Z ディスプレイは空白になります。図 I.61 を参照
してください。
Z
0
は、 Z キーを約 2 秒間押し続けます。 Z 位置の合計は Z ディスプレイ
に表示され、Z
電源を切った後でも保持されます。
Z
0
れます。
位置がカップリングされている場合、前の原点を呼び出すためには、
両方のエンコーダのリファレンスマークを検出する必要があります。
キーを約 2 秒間押し続けます。 Z 位置の合計は Z0ディスプ
0
と Z 軸をカップリングし、結果を Z ディスプレイに表示する場合
ディスプレイは空白になります。 カップリングは、
0
または Z 入力を動かすと、カップリングされた Z の位置も更新さ
I - 4 旋削加工の操作
図 I.60 Normal Display フォーム
Z カップリングの無効化
Z カップリング機能を無効にするには、空白のディスプレイで軸
キーを押します。 Z
と Z ディスプレイの位置がぞれぞれ再現されま
0
図 I.61 Z カップリングの有効化
す。
ND 522/523 67
Page 68

Page 69

技術情報
Page 70

II - 1 インスタレーションおよび電気
的接続
製品内容
ND 522/523 表示装置
電源コネクタ
クイックリファレンスガイド
傾斜/回転台組立て部品
付属品
取付けベース
各種取付けアーム組立て部品
ND 522/523 表示装置
設置場所
本装置は、作動中に操作しやすく、換気の良い場所に設置してくだ
さい。
インスタレーション
ロックハンドルを使用して、ND 522/523 を取付けアームの下から固
定します。 DRO 取付け組立て部品には、傾斜/回転台キットも含ま
れています : 「ND 522/523 ハンドル ID 番号 618025-01」(88 ペー
II - 1 インスタレーションおよび電気的接続
ジ)を参照してください。
電気的接続
この装置に修理可能な部品はありません。 ND 522/523 は
絶対に開けないでください。
電源コードの長さは 3 メートルを超えないようにしてく
ださい。
保護アースを、装置の背面にある保護導体端子に接続し
てください。 アースは常に接続しておく必要があります。
装置の電源が入っているときは、接続の状態を変更(接
続または切断)しないでください。 内部部品に損傷を与
えるおそれがあります。
フューズを交換する場合、付属のフューズ以外は使用し
ないでください。
70 II 技術情報
Page 71

電気的要件
電圧 100 ~ 240 VAC
電力 最大 25 VA
周波数 50/60 Hz
ヒューズ 500 mA/250 VAC、5 mm x 20 mm、SLO-BLO(ライン
およびニュートラルヒューズ付き)
環境
保護(EN 60529) IP 40 背面パネル
IP 54 前面パネル
動作温度 0 ~ 45°C(32 ~ 113°F)
保存温度 -20 ~ 70°C(-4 ~ 158°F)
本体重量 2.6 kg(5.8 lb.)
電源コネクタの配線 (図 II.1 を参照)
ホットリード: L および N
アース:
電源接続ケーブルの最小径: 0.75 mm
保護設置(アース)
背面パネルにある保護アース端子を、機械アースのス
ターポイントに接続する必要があります。 接続配線の最
小断面:6mm
予防保守
特別な予防保守は必要ありません。 汚れは乾いた柔らかい布で軽く拭
いてください。
2
、図 II.2 を参照してください。
2
図 II.1 電源コネクタ
II - 1 インスタレーションおよび電気的接続
図 II.2 背面パネルの保護アース端子
ND 522/523 71
Page 72

エンコーダの接続
1
5
9
6
ND 522/523 は、デジタル TTL レベル信号を提供するハイデンハイ
ンリニアエンコーダおよびロータリーエンコーダに接続して使用で
きます。
接続ケーブルの長さは 30 m(100 フィート)を超えないようにして
ください。
装置の電源が入っているときは、接続の状態を変更(接
続または切断)しないでください。
エンコーダ入力のピン配列
D-sub コネクタ
信号
9 ピン
1N/C
2U
a1
3
4U
a2
5 £
6
7
0 V(U
+ V(U
)
n
)
P
8 §
II - 1 インスタレーションおよび電気的接続
9U
オペレーターは、すべての軸に対するエンコーダ入力を設定するこ
とができます。
デフォールト設定:
エンコーダ入力 ミリング 旋削
X1 X X
X2 Y Z
X3 Z Z
a0
0
図 II.3 ND 522/523 の背面にあるエンコーダ信号
入力用 9 ピンヘッダー X1 - X3 プラグピン
出力
図 II.4 ND 522/523 の背面にあるエンコーダ入力
72 II 技術情報
Page 73

II - 2 インスタレーション設定
インスタレーション設定パラメータ
SETUP ソフトキーを押してインスタレーション設定にアクセスする
と、INSTALLATION SETUP ソフトキーが表示されます。図 II.5 を
参照してください。
インスタレーション設定パラメータは、初回インスタレーション中
に設定され、その後はほとんど変更されません。 そのため、インスタ
レーション設定パラメータはパスコード(95148)で保護されてい
ます。 数字キーパッドを使用してパスコードを入力し、ENTER を押
します。
エンコーダ設定
エンコーダ設定は、エンコーダの分解能とタイプ(リニア、ロータ
リー)、カウント方向、リファレンスマークのタイプを設定するため
に使用されます。図 II.6 を参照してください。
U インスタレーション設定を開くと、カーソルが ENCODER SETUP
フィールドに表示されます(デフォールト)。 ENTER を押します。
これにより、使用可能なエンコーダ入力のリストが表示されます。
U 変更するエンコーダにスクロールして、ENTER を押します。
U カーソルが ENCODER TYPE フィールドに移動します。LINEAR/
ROTARY ソフトキーを押して、エンコーダタイプを選択します。
U リニアエンコーダの場合、カーソルを RESOLUTION フィールドに
移動します。COARSER または FINER ソフトキーを押して、エン
コーダの分解能を m(10、5、2、1、0.5)単位で選択するか、正
確な値を入力します。 ロータリーエンコーダの場合は、回転ごとの
ライン数を入力します。
U REFERENCE MARK フィールドでは、REF MARK ソフトキーを押
して、エンコーダにリファレンス信号がない(NONE)、1 つのリ
ファレンスマークがある(SINGLE)、または距離コード化タイプ
のリファレンスがある(CODED)のいずれかを選択します。
II - 2 インスタレーション設定
図 II.5 インスタレーションスクリーン
図 II.6 エンコーダ設定フォーム
ND 522/523 73
Page 74

U コード化リファレンスマークについては、SPACING ソフトキーを
押して 500、1000、2000 (LB 382C) のいずれかを選択します。
U COUNT DIRECTION フィールドでは、POSITIVE または
NEGATIVE ソフトキーを押して、カウント方向を選択します。 エ
ンコーダのカウント方向がユーザーのカウント方向と一致する場
合は、POSITIVE を選択します。 方向が一致しない場合は
NEGATIVE を選択します。
U ERROR MONITOR フィールドでは、ON または OFF を選択して、
システムでエンコーダエラーを監視および表示するかどうかを選
択します。 エラーメッセージが表示された場合は、C キーを押すと
メッセージが消えます。
表示設定
DISPLAY CONFIGURATION フォームでは、表示する軸とその順序
を指定します。
Se
U 目的の表示にスクロールして、ENTER を押します。
U ON/OFF ソフトキーを押すと、表示がオンまたはオフになります。
II - 2 インスタレーション設定
左矢印または右矢印キーを押して、軸ラベルを選択します。
U INPUT フィールドにスクロールします。
U 1、2、または 3 を押して、エンコーダ入力番号(X1、X2、または
X3)を選択します。
U DISPLAY RESOLUTION フィールドにスクロールします。
COARSER または FINER ソフトキーを押して、表示解像度を選択
します。
U ロータリーエンコーダの場合は、ANGLE DISPLAY フィールドに
スクロールします。 ANGLE ソフトキーを押して、角度表示形式を
選択します。
カップリング
U 装置の背面にあるエンコーダ入力に関連付けられた数字キーを押
します。 + または - ソフトキーを押して、1 番目の入力と 2 番目の
入力をカップリングします。 入力番号は軸ラベルの横に表示され、
その位置がカップリングされていることを示します(例:2 + 3)。
図 II.8 を参照してください。
エラー補正
エンコーダによって測定された切削工具の走行距離は、ある特定の
場合に、実際の走行距離と異なることがあります。このエラーは、
ボールねじのピッチエラーや軸の偏向および傾斜によって発生する
場合があります。このエラーは、線形または非線形のいずれかに該
当します。 これらのエラーは、ハイデンハインの VM 101 などのリ
ファレンス測定システムや測定ブロックを使用して特定することが
できます。 エラーの分析結果から、必要な補正フォームやエラーの種
類(線形または非線形)を特定できます。
ND 522/523 では、これらのエラーを補正することができます。ま
た、適切に補正することによって、各軸を個別にプログラムするこ
ともできます。
エラー補正は、リニアエンコーダの使用時にのみ有効で
す。
74 II 技術情報
Page 75

線形エラー補正
線形エラー補正を計算するには、次の式を使用し
ます:
補正係数 LEC =
S = リファレンス標準の測定長
M = 軸のデバイスの測定長
例
使用した標準の長さが 500 mm で X 軸に沿った
測定長が 499.95 の場合、X 軸の LEC は
100 ppm(100 万分の 1)になります。
LEC =
LEC = 100 ppm
(最も近い整数に丸められます)
()
S - M
M
()
500 - 499.95
499.95
x 106 ppm
線形エラー補正は、リファレンス標準との比較結果が、測定長の範
囲内で線形偏差があることを示す場合に使用できます。 この場合、一
つの補正係数を計算することによってエラーを補正することができ
ます。図 II.7 および図 II.8 を参照してください。
U エラーを特定すると、エンコーダのエラー情報は直接入力されま
す。 TYPE ソフトキーを押して、LINEAR 補正を選択します。
U 補正係数を ppm(100 万分の 1)で入力し、ENTER キーを押しま
す。
非線形エラー補正
非線形エラー補正は、リファレンス標準との比較結果が、変動また
は振動する偏差を示す場合に使用します。必要な補正値が計算され、
テーブルに入力されます。 ND 522/523 では、軸ごとに 200 ポイント
まで対応しています。 入力された隣接する 2 つの補正ポイントの間
のエラー値は、線形補間で計算されます。
II - 2 インスタレーション設定
図 II.7 線形エラー補正の計算式
非線形エラー補正は、リファレンスマークを持つスケー
ル上でのみ使用可能です。 非線形エラー補正が定義され
ている場合は、リファレンスマークと交差しない限り、
非線形エラー補正は適用されません。
非線形エラー補正テーブルの開始
U TYPE ソフトキーを押して、Non-linear を選択します。
U 新しいエラー補正テーブルを開始するには、EDIT TABLE ソフト
キーを押します。 ENTER を押します。
U すべての補正ポイント(最大 200)は、開始点から等間隔で配置さ
れています。各補正ポイント間の距離を入力します。 下矢印キーを
押します。
U テーブルの開始点を入力します。 開始点は、スケールのリファレン
ス点から測定されています。 この距離が不明な場合は、開始点に
戻って TEACH POSITION を押します。 ENTER を押します。
ND 522/523 75
図 II.8 線形エラー補正フォーム
Page 76

補正テーブルの設定
U EDIT TABLE ソフトキーを押して、テーブル項目を表示します。
U 上矢印または下矢印キー、あるいは数字キーを使用して、追加ま
たは偏向する補正ポイントにカーソルを移動します。 ENTER を押
します。
U このポイントに存在する既知のエラーを入力します。 ENTER を押
します。
U 完了したら、C キーを押してテーブルを終了し、ERROR
COMPENSATION フォームに戻ります。
グラフの参照
エラー補正テーブルは、表またはグラフ書式で表示できます。グラ
フには、測定値に対する平行移動エラーのプロットが表示されます。
グラフのスケールは固定です。 フォーム上でカーソルを動かすと、グ
ラフ上のポイントの位置が垂直線で示されます。
補正テーブルの表示
U EDIT TABLE ソフトキーを押します。
U 表とグラフを切り替えるには、VIEW ソフトキーを押します。
II - 2 インスタレーション設定
U 上矢印または下矢印キー、あるいは数字キーを押して、カーソル
をテーブル内で動かします。
エラー補正テーブルデータは、PC の USB ポートを経由して保存ま
たはロードすることができます。
現在の補正テーブルのエクスポート
U EDIT TABLE ソフトキーを押します。
U IMPORT/EXPORT ソフトキーを押します。
U EXPORT TABLE ソフトキーを押します。
新しい補正テーブルのインポート
U EDIT TABLE ソフトキーを押します。
U IMPORT/EXPORT ソフトキーを押します。
U IMPORT TABLE ソフトキーを押します。
76 II 技術情報
Page 77

反動補正
親ねじを持つロータリーエンコーダを使用する場合に、テーブルの
方向を変更すると、親ねじ組立て内のすきまが原因で、表示位置に
エラーが生じることがあります。このすきまのことを「反動」とも
呼びます。 このエラーは、親ねじ内の反動の量を反動補正機能に入力
することによって補正することができます。図 II.9 を参照してくだ
さい。
ロータリーエンコーダがテーブルより先行している(表示値がテー
ブルの実際の位置より大きい)場合、これは「プラスの反動」と呼
ばれ、エラーの量のプラス値を入力する必要があります。
反動補正なしの場合は 0.000 を入力します。
図 II.9 反動補正フォーム
II - 2 インスタレーション設定
ND 522/523 77
Page 78

カウンタ設定
COUNTER SETTINGS フォームは、オペレーターが読取り用ユー
ザーアプリケーションを定義するパラメータです。 選択肢はミリング
アプリケーション用または旋削アプリケーション用です。図 II.10 を
参照してください。
FACTORY DEFAULT ソフトキーが COUNTER SETTINGS オプショ
ン選択内に表示されます。これを押すと、(ミルまたは旋削に基づ
く)設定パラメータが工場出荷デフォールト設定にリセットされま
す。 YES を押してパラメータを工場出荷デフォールト設定に戻すか、
NO を押してキャンセルし前のメニュースクリーンに戻るかを確認す
るメッセージが表示されます。
NUMBER OF AXES フィールドには、必要な軸数が設定されます。 2
または 3 軸を選択するための軸ソフトキーが表示されます。
II - 2 インスタレーション設定
診断
DIAGNOSTICS フォームでは、キーパッドおよびディスプレイのテ
ストを実行できます。図 II.11 を参照してください。
キーパッドテスト
スイッチを押したり離したりすると、キーパッドの画像にその状態
が表示されます。
U 各ハードキーとソフトキーを押してテストします。 キーを押すと、
各キーの上に点が表示され、正常に動作していることを示します。
U キーパッドテストを終了するには、C キーを 2 回押します。
図 II.10 COUNTER SETTINGS フォーム
ディスプレイテスト
U ディスプレイをテストするには、enter キーを繰り返し押して、
ディスプレイ全体を黒、白にした後で通常の状態に戻します。
図 II.11 DIAGNOSTICS フォーム
78 II 技術情報
Page 79

II - 3 エンコーダパラメータ
次の表に、エンコーダのリストの一部を示します。 これらの表では、
エンコーダで設定する必要のあるすべての操作パラメータについて
説明します。 ほとんどの項目は、エンコーダの取扱説明書に記載され
ています。
ハイデンハインリニアエンコーダの設定例
エンコーダ 分解能 リファレンスマーク
LS 328C
LS 628C
5 μm Single/1000
LB 382 with
IBV 101
LB 382C with
IBV 101
LS 378C
LS 678C
ハイデンハインロータリーエンコーダの設定例
ロータ
リーエン
コーダ
ROD 420
ROD 426
ROD 1020
ROD 1070
ERN 120
ERN 420
ERN 1020
ERN 1070
ライン数 分解能 リファレ
50 ~ 5000 1.8° ~ 64.8 秒角
50 ~ 10000 1.8° ~ 32.4 秒角
250 ~ 3600 0.36° ~ 90 秒角
1000 ~ 3600 32.4 ~ 9 秒角
1000 ~ 5000 324 ~ 64.8 秒角
250 ~ 5000 0.36° ~ 64.8 秒角
250 ~ 3600 0.36° ~ 90 秒角
1000 ~ 3600 32.4 ~ 9 秒角
1 μm Single
1 μm Single/2000
1 μm Single/1000
II - 3 エンコーダパラメータ
ンスマー
ク
single
single
single
single
single
single
single
single
ハイデンハイン角度エンコーダの設定例
角度エン
コーダ
ROD 225
ROD 275 18000
ND 522/523 79
ライン数 分解能 リファレンス
マーク
9000 ~ 10000 36 ~ 18 秒角
3.6 ~ 1.8 秒角
single
single
Page 80

II - 4 データインターフェイス
ND 522/523 のデータインターフェイスには USB ポートがあります。
USB ポートは双方向性データ通信をサポートしているので、データ
インターフェイスを経由して、外部デバイスや内部操作とデータを
インポート / エクスポートすることができます。
ND 522/523 から外部シリアルデバイスにエクスポートできるデータ
を次に示します。
ジョブおよびインスタレーション設定パラメータ
非線形エラー補正テーブル
外部シリアルデバイスから ND 522/523 にインポートできるデータ
を次に示します。
外部デバイスからのリモートキーコマンド
ジョブおよびインスタレーション設定パラメータ
非線形エラー補正テーブル
ここでは、データインターフェイスの設定に必要な事項について説
II - 4 データインターフェイス
明します。
80 II 技術情報
Page 81

USB ポート(タイプ B)
USB ポートは背面パネルにあります。 このポートに接続できるデバ
イスを次に示します。
シリアルデータインターフェイスを持つ PC
データ転送をサポートする操作を実行するには、IMPORT/EXPORT
ソフトキーを使用します。
ND 522/523 と PC の間でデータをエクスポート / インポートするに
は、PC で TNC Remo などのターミナル通信ソフトウェアを使用す
る必要があります (TNC Remo は http://filebase.heidenhain.de/
doku/english/serv_0.htm から無料でダウンロードできます。 詳細に
ついては、お近くのハイデンハイン代理店にお問い合わせくださ
い)。 このソフトウェアは、シリアルケーブルリンクを介して送受信
されるデータを処理します。 ND 522/523 と PC の間で転送されるす
べてのデータは ASCII テキスト形式です。
ND 522/523 のデータを PC にエクスポートするには、PC でデータ
を受信し、そのデータをファイルに保存するための準備が必要です。
ターミナル通信プログラムで、COM ポートから PC 上のファイルに
ASCII テキストデータをキャプチャするように設定します。 PC の準
備が完了したら、ND 522/523 の IMPORT/EXPORT ソフトキーを押
して、データ転送を開始します。 EXPORT を選択します。
PC のデータを ND 522/523 にインポートするには、ND 522/523 で
データを受信するための準備が必要です。 ND 522/523 の IMPORT/
EXPORT ソフトキーを押します。 IMPORT を選択します。 ND 522/
523 の準備が完了したら、PC 上のターミナル通信プログラムで、目
的のファイルを ASCII テキスト形式で送信するように設定します。
データ形式
データは次の順序で転送されます。
II - 4 データインターフェイス
ND 522/523 では、Kermit または Xmodem などの通信プ
ロトコルをサポートしていません。
USB ポート経由の外部操作
外部デバイスを使用して、USB ポートデータインターフェイス経由
で表示装置を操作することができます。 有効なキーコマンドを次に示
します。
形式
<ESC>TXXXX<CR>
コマンドシーケンス 機能
<ESC>T9000<CR>
<ESC>T9001<CR>
<ESC>T9002<CR>
<ESC>T9003<CR>
<ESC>T9004<CR>
<ESC>T9005<CR>
<ESC>T9006<CR>
ND 522/523 81
キーを押す
0 を押す
1 を押す
2 を押す
3 を押す
4 を押す
5 を押す
6 を押す
Page 82

コマンドシーケンス 機能
<ESC>T9007<CR>
<ESC>T9008<CR>
<ESC>T9009<CR>
<ESC>T9010<CR>
<ESC>T9011<CR>
<ESC>T9012<CR>
<ESC>T9013<CR>
<ESC>T9014<CR>
<ESC>T9015<CR>
<ESC>T9016<CR>
<ESC>T9017<CR>
<ESC>T9018<CR>
<ESC>T9019<CR>
II - 4 データインターフェイス
<ESC>T9020<CR>
<ESC>T9021<CR>
<ESC>T9022<CR>
<ESC>T9023<CR>
<ESC>T9024<CR>
<ESC>T9025<CR>
<ESC>T9026<CR>
<ESC>T9027<CR>
<ESC>T9028<CR>
<ESC>T9029<CR>
<ESC>T9030<CR>
<ESC>T9031<CR>
<ESC>T9032<CR>
<ESC>T9033<CR>
<ESC>T9034<CR>
<ESC>T9035<CR>
<ESC>T9036<CR>
<ESC>T9037<CR>
<ESC>T9038<CR>
7 を押す
8 を押す
9 を押す
CE または CL を押す
. を押す
ENTER を押す
X を押す
Y/Z/Z
Z を押す
ソフトキー 1 を押す
ソフトキー 2 を押す
ソフトキー 3 を押す
ソフトキー 4 を押す
左矢印を押す
右矢印を押す
上矢印を押す
下矢印を押す
+ を押す
- を押す
x を押す
/ を押す
√を押す
π を押す
INC/ABS を押す
1/2 を押す
Calc を押す
原点を押す
工具を押す
円パターンを押す
線形パターンを押す
傾斜ミリング / ベクトル化を押す
ミル円弧 / テーパー計算機を押す
を押す
0
82 II 技術情報
Page 83

II - 5 測定値出力
データインターフェイスでの文字出力の例
PC があれば、ND 522/523 から値を取得することができます。以降
の 3 つのすべての例では、測定値出力は Ctrl B で開始されています
(USB インターフェイス経由で送信)。 Ctrl B は、現在表示されてい
る値をインクリメンタルモードと絶対モードのいずれか(現在表示
されているモード)で転送します。
例 1: リニア軸(直径表示 X = + 41.29 mm)
X
=+ 4 1 . 2 9 R <CR> <LF>
123 4 5 6 78 9 10
1 座標軸
2 等号
3 +/- 記号
4 小数点以上 2 ~ 7 桁
5 小数点
6 小数点以下 1 ~ 6 桁
7 単位:空白は mm、“ はインチ
8 絶対表示:
R は半径、D は直径
行程距離表示:
r は半径、d は直径
9 復帰改行
10 空白行(改行)
II - 5 測定値出力
ND 522/523 83
Page 84

例 2:ロータリー軸(度小数表示 C = + 1260.0000°
)
C =+ 1 2 6 0 . 0 0 0 0 W <CR> <LF>
123456789 10
1 座標軸
2 等号
II - 5 測定値出力
3 +/- 記号
4 小数点以上 4 ~ 8 桁
5 小数点
6 小数点以下 0 ~ 4 桁
7 空白
8 W は角度(行程距離表示 :w)
9 復帰改行
10 空白行(改行)
例 3:ロータリー軸(度 / 分 / 病表示 C = + 360° 23' 45'' ')
C
=+ 3 6 0 : 2 3 : 4 5 W <CR> <LF>
123 4 5 6 7 8 910 11 12
1 座標軸
2 等号
3 +/- 記号
4 度(3 ~ 8 桁)
5 コロン
6 分(0 ~ 2 桁)
7 コロン
8 秒(0 ~ 2 桁)
9 空白
10 W は角度(行程距離表示 :w
11 復帰改行
12 空白行(改行)
)
84 II 技術情報
Page 85

II - 6 ミリング仕様
ND 522/523 データ
軸 A ~ Z、0 ~ 9 の 2 または 3 軸
エンコーダ入力 デジタル TTL 信号レベル。入力周波数最大 100 kHz
表示ステップ リニア軸:1 mm ~ 0.1 m
表示 モノクロ表示(位置値、ダイアログおよび入力表示、グラフィック機能、グラ
機能 距離コード化タイプの REF リファレンスマーク、または 1 つのリファレンス
エラー補正 線形および非線形。最大 200 測定ポイント
インクリメンタルハイデンハインエンコーダ用
ロータリー軸 1 ~ 0.0001°(00°00’01”)
フィック位置決め補助)
ステータス表示:
オペレーティングモード、REF、インチ /mm、スケーリング係数、送り速
度、ストップウォッチ
原点番号
工具番号
工具補正 R 磨 AR+
マーク
行程距離モード、公称位置入力(インクリメンタルまたは絶対)
スケーリング係数
HELP: オンスクリーン取扱説明書
INFO: 計算機、カッティングデータ計算機、ユーザーおよび操作パラメータ
10 の原点と 16 の工具
工具半径補正
ボルト穴の円と線形穴のパターンの位置の計算
II - 6 ミリング 仕様
反動補正 ボールねじを使用したロータリーエンコーダアプリケーション
データインターフェイス USB(タイプ B コネクタ)115 200 ボー
付属品 取付けベース
主電源入力 100 ~ 240 V。50 ~ 60 Hz。消費電力最大 25 VA
動作温度 0 ~ 45°C(32 ~ 113 °F)
保存温度 -20 ~ 70°C(-4 ~ 158°F)
保護等級 (EN 60 529) IP 40(IP 54 前面パネル)
重量
ND 522/523 85
測定値およびパラメータの出力用。
パラメータの入力およびリモートキー用
汎用取付けアームキット
2.6 kg
Page 86

II - 7 旋削仕様
ND 522/523 データ
軸 A ~ Z、Z0、0 ~ 9 の 2 または 3 軸
II - 7 旋削 仕様
エンコーダ入力 デジタル TTL 信号レベル。入力周波数最大 100 kHz(インクリメンタルハイデ
表示ステップ リニア軸:1 mm ~ 0.1 μm
表示 モノクロ表示(位置値、ダイアログおよび入力表示、グラフィック機能、グラ
機能 距離コード化タイプの REF リファレンスマーク、または 1 つのリファレンス
反動補正 ボールねじを使用したロータリーエンコーダアプリケーション
エラー補正 線形および非線形。最大 200 測定ポイント
データインターフェイス USB(タイプ B コネクタ)115 200 ボー
ンハインエンコーダ用)
ロータリー軸 1 ~ 0.0001°(00°00’01”)
フィック位置決め補助)
ステータス表示:
工具番号、オペレーティングモード、REF、インチ /mm、スケーリング係
数、送り速度、
直径表示 ¨、ストップウォッチ、原点
マーク
行程距離モード、公称位置入力(インクリメンタルまたは絶対)
スケーリング係数
HELP: オンスクリーン取扱説明書
INFO: 計算機、テーパー計算機、ユーザーおよび操作パラメータ
10 の原点、16 の工具
バックオフ時のツール位置の固定
測定値およびパラメータの出力用。
パラメータの入力、リモートキー、およびコマンド用
付属品 取付けベース
汎用取付けアームキット
主電源入力 100 ~ 240 V。50 ~ 60 Hz。消費電力最大 25 VA
動作温度 0 ~ 45°C(32 ~ 113 °F)
保存温度 -20 ~ 70°C(-4 ~ 158°F)
保護等級(EN 60 529) IP 40(IP 54 前面パネル)
重量
86 II 技術情報
2.6 kg
Page 87

II - 8 寸法
前面図(寸法)
寸法(mm/ インチ)
底面図(寸法)
背面図
II - 8 寸法
ND 522/523 87
Page 88

II - 9 付属品
取付けボルト
読取り取付けアームオプショ
ン(別売)
ロックナット
傾斜/回転台取付け
金具
ハンドル
付属品 ID 番号
ID 番号 付属品
II - 9 付属品
532522-01
付属、ND 522
532523-01
625491-01
ND 522/523 ハンドル ID 番号 618025-01
アームを使用した DRO の取付け(参照情報)
付属、ND 523
付属、取付けベース ND 522/523
DRO 取付けベースには、ロックナットの旋削を防ぐス
ロット機能があります。 事前に、すべての部品を取付け
アームに組み立てておきます。 その後、DRO を取付け金
具にスリップさせます。 ハンドルを締めて DRO をしっ
かりと固定します。
88 II 技術情報
Page 89

アームを使用した DRO の取付け(参照情報)
ハンドロックボルト
ロックナット
(DRO に付属)
傾斜/回転台取付け金具
(DRO に付属)
DRO 取付けベース
オプション(別売)
II - 9 付属品
DRO 取付けベース付属品は通常、機械上の平らな面に
取付けます。 取付けハードウェア組立て部品も、ハンド
ル組立て部品(DRO に付属)と同じ要領で DRO に取付
けます。
ND 522/523 89
Page 90

Page 91

DR. JOHANNES HEIDENHAIN GmbH
Dr.-Johannes-Heidenhain-Straße 5
83301 Traunreut, Germany
{ +49 8669 31-0
| +49 8669 5061
E-mail: info@heidenhain.de
www.heidenhain.de
606 084-J2 · Ver02 · PDF · 2/2011
 Loading...
Loading...