

Page 1

Käyttäjän käsikirja
ND 522/523
Suomi (fi)
2/2011
Page 2

ND 522/523 Näyttösivu
Tilapalkin symbolit
Peruspiste Työkalu Syöttöarvo Aikalaskin Mittayksikkö Käyttö-
tavat
Näyttöalue
Graafinen
paikoitusapu
3 akselinäppäintä akseleiden X, Y ja Z valintaa varten
Sivun näyttö Asetus/Nollaus
Akselitunnus
Referenssisymboli
Ohjelmanäppäintoiminnot
Numeronäppäimet
Näyttöalue
Ohjelmanäppäimet – ND 522/523 -näytön alla
oleva rivi näppäimiä, joiden toiminnot vaihtelevat
riippuen näytöllä kulloinkin esitettävistä kentistä
Ylös/Alas-nuolinäppäimet käytetään myös säätämään
näytön kontrastia
Enternäppäin
Poistonäppäin
Toimintonäppäimet
Page 3

ND 522/523 takaa kuvattuna
Virtakytkin
USB Port (tyyppi “B”)
Akseliportit
(kuvassa 3 akselin ND 523)
Päävirransyöttö
Maa (suojamaadoitus)
Page 4

Page 5

Johdanto
Ohjelmaversio
Laitteen ohjelmaversio esitetään näytöllä virran päällekytkennän
yhteydessä.
Tämä käyttäjän käsikirja esittelee ND 522/523
näyttölaitteen käyttösovellukset sekä jyrsinnän että
sorvauksen sovelluskohteisiin. Käyttötiedot jaetaan
kolmeen osaan: yleiset ohjeet, jyrsinnän erikoissovellukset
ja sorvauksen erikoissovellukset.
ND 522/523
DRO-akseli saatavilla.
ND DRO -näytöt ovat saatavissa kahdella akselilla (ND
522) ja kolmella akselilla (ND 523) form. ND 523 DRO näyttölaitetta käytetään tämän käsikirjan kaikissa kohdissa
toimintonäppäinten kuvien ja kuvausten esimerkkeinä.
Huomautuksien symbolit
Jokainen huomautus merkitään sen vasemmalla puolella olevalla
symbolilla, joka kertoo käyttäjällä huomautuksen tyypin ja vakavuuden.
Yleinen informaatio
esim. koskien ND 523 –järjestelmän käyttäytymistä.
Varoitus – Viittaus mukana tuleviin asiakirjoihin
esim. kun toiminnossa tarvitaan erikoistyökalua.
Huomio – Sähköiskun vaara
esim. kun kotelo avataan.
ND 522/523 kirjasimet
Alla oleva taulukko esittää erilaisten muuttujien (ohjelmanäppäimet,
laitenäppäimet, kaavat ja kaavakentät) merkintätapoja tässä
ohjekirjassa:
Ohjelmanäppäimet - ASETUS ohjelmanäppäin
Laitenäppäimet - ENTER -näppäin
Lomakkeet - KULMA -lomakkeet
Lomakekentät - SÄDE
Tiedot kentissä - ON
ND 522/523 5
, OFF
Page 6

Page 7

I Käyttöohjeet ..... 11
I – 1 Paikoituksen perusteet ..... 12
Peruspisteet ..... 12
Todellisasema, asetusasema ja loppumatka ..... 12
Absoluuttiset työkappaleen asemat ..... 13
Inkrementaaliset työkappaleen asemat ..... 13
Kulmaperusakseli ..... 14
Paikoitusaseman anturit ..... 14
Koodaajan referenssimerkit ..... 15
I – 2 Yleiset käyttötoimenpiteet paikoitusnäyttölaitteille ND 522/523 ..... 16
Näytön layout ..... 16
Yleiskäytön toimintonäppäinten toimintojen yleiskuvaus ..... 17
Yleinen navigointi ..... 18
Käyttötavat ..... 18
Graafinen paikoitusapu ..... 19
Ohjeen näyttö ..... 19
Tietojen sisäänsyötön lomakkeet ..... 20
Opastusviestit ..... 20
Virheilmoitukset ..... 20
Virta päälle ..... 21
Referenssimerkin määritys ..... 21
Toiminto VALTUUTA/ESTÄ REF ..... 22
Asetus ..... 23
Työn asetusten parametrit ..... 23
Yksiköt ..... 23
Mittakerroin ..... 24
Peilikuvaus ..... 24
Halkaisija-akselit ..... 24
Graafinen paikoitusapu ..... 25
Tilapalkin asetukset ..... 25
Aikalaskin ..... 25
Konsolin säädöt ..... 26
Kieli ..... 26
Vastaanota/Lähetä ..... 26
DRO-toimintanäytön ohjelmanäppäintoimintojen yleiskuvaus ..... 27
Yleiskäytön ohjelmanäppäintoimintojen yksityiskohtainen kuvaus ..... 28
Asetus/Nollaus-ohjelmanäppäin ..... 28
1/2 -toimintonäppäin ..... 29
Laskin-toimintonäppäin ..... 30
ND 522/523 7
Page 8

I – 3 Jyrsintäkohtaiset toimenpiteet ..... 31
Näppäinten toiminnot yksityiskohtaisesti ..... 31
Työkalu-toimintonäppäin ..... 31
Vastaanota/Lähetä ..... 31
Työkalun sädekorjaus ..... 32
Esimerkki pituuserolle ΔL ..... 32
Työkalutietojen sisäänsyöttö (Kuva I.25) ..... 32
Työkalutaulukon käyttö ..... 33
Työkalutaulukon kutsuminen ..... 35
Työkalukutsu ..... 35
Peruspiste-toimintonäppäin ..... 35
Kosketus työkalun avulla ..... 37
Esiasetus ..... 39
Inkrementaalisen etäisyyden esiasetus ..... 43
RPM-laskin ..... 45
Ympyrämäiset ja lineaariset kuviot (Jyrsintä) ..... 46
Toiminnot ja jyrsintäkuviot ..... 46
Reikäympyrä ..... 46
Reikäsuora ..... 49
Viisto & kaareva jyrsintä ..... 52
Viiston ja kaarevan jyrsinnän toiminnot. ..... 52
Viisto jyrsintä ..... 52
Toteutus ..... 53
Kaarijyrsintä ..... 55
I – 4 Sorvauskohtaiset toimenpiteet ..... 58
Näppäinten toiminnot yksityiskohtaisesti ..... 58
Sorvauskohtaiset näyttökuvakkeet ..... 58
Työkalu-toimintonäppäin ..... 58
Pääsy työkalutaulukon valikolle: ..... 58
Työkalutaulukon käyttö ..... 59
Työkalukorjausten asettaminen käyttämällä toimintoa TYÖKALU/ASETA ..... 59
Työkalukorjauksen asettaminen käyttämällä MERKKAA/ASETA-toimintoa ..... 60
Peruspiste-toimintonäppäin ..... 61
Valmistelu: ..... 61
Peruspisteiden asettaminen käyttämällä MERKKAA/ASETA-toimintoa ..... 63
Kartiolaskin-toimintonäppäin ..... 64
Esiasetus ..... 65
(Säde/halkaisija) -ohjelmanäppäin ..... 65
R
X
Vektorointi-toimintonäppäin ..... 66
Z-kytkin (vain sorvauksessa) ..... 67
Z-kytkennän valtuutus ..... 67
Z-kytkennän peruutus ..... 67
8
Page 9

II Tekniset tiedot ..... 69
II – 1 Asennus ja sähkökytkennät ..... 70
Toimituksen sisältö ..... 70
Tarvikkeet ..... 70
ND 522/523 -näyttöyksikkö ..... 70
Asennuspaikka ..... 70
Asennus ..... 70
Sähköliitäntä ..... 70
Sähkötekniset vaatimukset: ..... 71
Ympäristö ..... 71
Virtaliittimen johto (katso Kuva II.1) ..... 71
Ehkäisevä ylläpito ..... 71
Koodaajien liitäntä ..... 72
Pinnien sijoittelu koodaajan sisääntuloja varten. ..... 72
II – 2 Järjestelmän asetus ..... 73
Järjestelmän asetuksen parametrit ..... 73
Anturin asetus ..... 73
Näytön konfiguraatio ..... 74
Kytkin ..... 74
Virheen korjaus ..... 74
Lineaarinen virheen korjaus ..... 75
Ei-lineaarinen virheen korjaus ..... 75
Korjaustaulukon konfigurointi ..... 76
Grafiikan lukeminen ..... 76
Korjaustaulukon katselu ..... 76
Hetkellisen korjaustaulukon lähettäminen ..... 76
Uuden korjaustaulukon vastaanottaminen ..... 76
Välyksen kompensaatio ..... 77
Laiteasetukset ..... 78
Diagnostiikka ..... 78
Näppäimistön testaus ..... 78
Näyttötesti ..... 78
II – 3 Koodaajan parametrit ..... 79
Esimerkkiasetukset HEIDENHAININ lineaariantureille ..... 79
Esimerkkiasetukset HEIDENHAININ kulma-antureille ..... 79
Esimerkkiasetukset HEIDENHAININ kulma-antureille ..... 80
II – 4 Dataliitäntä ..... 81
USB Port (tyyppi “B”) ..... 82
Ulkoisen toimenpiteet USB-portin kautta ..... 82
ND 522/523 9
Page 10

II – 5 Mittausarvon tulostus ..... 84
II – 6 Erittelyt jyrsintää varten ..... 86
II – 7 Erittelyt sorvausta varten ..... 87
II – 8 Mitat ..... 88
II – 9 Tarvikkeet ..... 89
Tarvikkeiden tuotenumerot ..... 89
ND 522/523 Kädensija
Tuotenumero 618025-01 ..... 89
10
Page 11

Käyttöohjeet
ND 522/523 11
Page 12

I – 1 Paikoituksen perusteet
Peruspisteet
Työkappaleen piirustuksessa tietty työkappaleen piste (yleensä
nurkka) on absoluuttinen peruspiste ja kenties yksi tai useampi muu
piste ovat suhteellisia nollapisteitä.
Peruspisteen asetuksella nämä pisteet perustetaan absoluuttisten tai
suhteellisten koordinaatistojen nollapisteiksi. Koneen akseleiden
suuntaisesti kohdistettu työkappale siirretään tiettyyn asemaan
työkalun suhteen ja näyttö asetetaan joko nollaan tai muuhun sopivaan
arvoon (esim. työkalun säteen kompensoimiseksi).
Todellisasema, asetusasema ja loppumatka
Asemaa, johon työkalun tulee siirtyä, kutsutaan asetusasemaksi kun
taas työkalun sijaintiasemaa millä tahansa hetkellä kutsutaan
todellisasemaksi. Asetusaseman ja todellisaseman välistä etäisyyttä
I – 1 Paikoituksen perusteet
kutsutaan loppumatkaksi (inkrementaalinen). Katso Kuva I.1
Kuva I.1 Asetusasema S, todellisasema I ja
loppumatka R
12 I Käyttöohjeet
Page 13

Absoluuttiset työkappaleen asemat
Jokainen työkappaleella oleva piste määritellään yksiselitteisesti sen
absoluuttisten koordinaattien avulla. Katso Kuva I.2.
Esimerkki: Aseman 1 absoluuttiset koordinaatit:
X = 20 mm
Y = 10 mm
Z = 15 mm
Kun poraat tai jyrsit työkappaletta piirustuksen mukaisesti
absoluuttisilla koordinaateilla, tällöin liikutat työkalun
koordinaattiarvoihin.
Inkrementaaliset työkappaleen asemat
Asema voidaan määrittää myös edellisen asetusaseman suhteen.
Tällöin suhteellinen nollapiste on aina edellinen asetusasema. Tällaisia
koordinaatteja kutsutaan inkrementaalisiksi koordinaateiksi
(increment = lisäys). Niitä kutsutaan myös inkrementaali- tai
ketjumitoiksi (koska asemat määritellään mittojen ketjuna).
Inkrementaaliset koordinaatit merkitään etuliitteellä I.
Esimerkki: Inkrementaaliset aseman 3 koordinaatit aseman 2
suhteen. Katso Kuva I.3
.
Aseman 2 absoluuttiset koordinaatit:
X = 10 mm
Y = 5 mm
Z = 20 mm
Aseman 3 inkrementaaliset koordinaatit:
IX = 10 mm
IY = 10 mm
IZ = –15 mm
Kun poraat tai jyrsit työkappaletta piirustuksen mukaisesti
inkrementaalisislla koordinaateilla, tällöin liikutat työkalua
koordinaattiarvojen määrällä.
Kuva I.2 Aseman 1 määrittely absoluuttisten
koodinaattien avulla
Kuva I.3 Asema 3 käyttäen inkrementaalisia
koordinaatteja
I – 1 Paikoituksen perusteet
ND 522/523 13
Page 14

Kulmaperusakseli
Kulmaperusakseli on 0 asteen asema. Se määritellään toiseksi
kahdesta akselista pyörintätasossa. Seuraava taulukko määrittelee
nollakulman, jossa kulman asema on nolla kolmelle mahdolliselle
pyörintäsolle
Kulma-asemia varten määritellään seuraavat referenssiakselit :
Ta s o Kulmaperusakseli
XY +X
YZ +Y
ZX +Z
Positiivinen kiertosuunta on vastapäivään, jos työskentelytasoa
katsotaan työkaluakselin negatiiviseen suuntaan. Katso Kuva I.4.
Esimerkki: Kulma työskentelytasossa X/Y
I – 1 Paikoituksen perusteet
Kulma Vastaa samaa kuin ...
+ 45° ... akseleiden +X ja +Y välinen puolittaja
+/– 180° ... negatiivinen X-akseli
- 270° ... positiivinen Y-akseli
Paikoitusaseman anturit
Paikoitusaseman takaisinkytkennän koodaajat eli paikoitusanturit
muuntavat koneen akseliliikkeet sähköisiksi signaaleiksi. ND 522/523
määrittää jatkuvasti näitä signaaleja ja laskee koneen akseleiden
todellisasemat, jotka näytetään numeroarvoina kuvaruudulla. Katso
Kuva I.5.
Virtakatkoksen tapahtuessa laskettu asema ei enää vastaa todellista
asemaa. Kun virransyöttö kytketään uudelleen päälle, voit perustaa
tämän yhteyden uudelleen paikoitusanturin referenssimerkkien
ND 522/523:n referenssitoiminnon (REF) avulla.
Kuva I.4 Kulma ja kulmaperusakseli, esim. X/Y-
tasossa
Kuva I.5 Lineaarinen pituusanturi, tässä X-akselia
varten
14 I Käyttöohjeet
Page 15

Koodaajan referenssimerkit
Koodaajissa on yleensä yksi tai useampi referenssimerkki (katso Kuva
I.6), joita ND 522:n referenssimerkin määritystoiminto käyttää apunaan
perustaakseen peruspisteet uudelleen virtakatkoksen jälkeen.
Referenssimerkeiksi on valittavissa kaksi päävaihtoehtoa; kiinteä ja
välimatkakoodattu.
Välimatkakoodatuilla referenssimerkeillä varustetuissa
koodaajissa on tietty tunnistuskaava, joka mahdollistaa sen, että
ND 522/523 voi käyttää aiempien peruspisteiden perustamiseen mitä
tahansa kahta merkkiparia koodaajan asteikon koko pituudella. Tämä
konfiguraatio tarkoittaa, että ND 522/523:n päällekytkennän jälkeen
peruspisteen aseman uudelleenperustamista varten käyttäjän
tarvitsee liikuttaa akselia vain hyvin matka millä tahansa asteikon
osuudella.
Kiinteillä referenssimerkeillä varustetuissa koodaajissa on yksi tai
useampi tasavälein sijoitettu referenssimerkki. Peruspisteen
uudelleenperustaminen edellyttää referenssimerkin
määritystoiminnolla täsmälleen saman referenssimerkin käyttämistä
kuin mitä käytettiin peruspisteen ensimmäisen perustamisen
yhteydessä.
Samaa peruspistettä ei voida palauttaa virtakatkoksen
jälkeen, ellei referenssimerkkien yli ole ajettu ennen
peruspisteen asettamista.
Kuva I.6 Lineaariasteikot: välimatkakoodatuilla
referenssimerkeillä (yläkuva) ja yhdellä
referenssimerkillä (alakuva)
I – 1 Paikoituksen perusteet
ND 522/523 15
Page 16

I – 2 Yleiset käyttötoimenpiteet
Tilapalkin symbolit
Peruspiste Työkalu Syöttöarvo Aikalaskin Mittayksikkö Käyttötavat Sivun näyttö Asetus/
Nollaus
Akselitunnukset
Näyttöalue Referenssi-
symbolit
Graafinen
paikoitusapu (vain
Loppumatkatavalla)
Ohjelmanäppäinten tunnukset
paikoitusnäyttölaitteille ND 522/523
Näytön layout
I – 2 Yleiset käyttötoimenpiteet
paikoitusnäyttölaitteille ND 522/523
ND 522/523 -näyttölaitteet tarjoavat käyttökohteelle ominaisia
toimintoja, joiden avulla saat parhaan hyödyn käsikäyttöisestä
työstökoneestasi.
Tilapalkki - Tässä näytetään hetkellinen peruspiste, työkalu,
syöttöarvo, aikalaskimen aika, mittayksikkö, loppumatkan
(inkrementaalinen) tai todellisarvon (absoluuttinen) tila, sivumerkintä
ja asetus/nollaus. Katso tilapalkin parametriasetuksia koskevat
yksityiskohdat työn asetuksista.
Näyttöalue - Tämä näyttää kunkin akselin hetkellisasemaa. Tämä
näytetään myös kaavat, käskylaatikot, virheilmoitukset ja ohjeen
aiheet.
Akselimerkinnät - Näyttää akselinäppäintä vastaavan akselin.
Referenssisymbolit - Tämä näyttää hetkelliset referenssimerkkien
tilat.
Ohjelmanäppäinmerkinnät - Tämä näyttää erilaiset jyrsinnän tai
sorvauksen toiminnot.
16 I Käyttöohjeet
Page 17

Yleiskäytön toimintonäppäinten toimintojen yleiskuvaus
Seuraavaksi esitellään lista näyttölaitteen etupaneelissa sijaitsevista
toimintonäppäimistä ja niillä toteutettavien toimintojen kuvaukset.
Toimintonäppäin Sivu 1
INKREMENTAALINEN/ABSOLUUTTINEN
1/2 (VAIN JYRSINTÄTOIMINTO)
LASKIN Tämä avaa laskimen toiminnot.
PERUSPISTE Avaa PERUSPISTE -lomakkeen
TYÖKALU Avaa TYÖKALUTAULUKON.
REIKÄYMPYRÄ Avaa YMPYRÄKUVIO-
REIKÄSUORA Avaa REIKÄSUORA-lomakkeen.
Toimintonäppäimen toiminto Toiminto-
Vaihtaa käyttötapojen
Todellisarvo (absoluuttinen) /
Loppumatka (inkrementaalinen)
kesken. (Sivu 18)
Käytetään jakamaan
hetkellisasema kahdella. (Sivu
29)
(Sivu 30)
peruspisteen asettamiseksi
kutakin akselia varten. (Sivu 35)
(Sivu 31 jyrsintää varten. Sivu 58
sorvausta varten)
lomakkeen. Tämä laskee
reikäpaikat (Sivu 46) jyrsintää
varten
Tämä laskee reikäpaikat (Sivu
49) jyrsintää varten
näppäimen
symboli
I – 2 Yleiset käyttötoimenpiteet
paikoitusnäyttölaitteille ND 522/523
KALTEVA
JYRSINTÄ TAI
VEKTOROINTI
KAARIJYRSINTÄ
TAI
KARTIOLASKENTA
ND 522/523 17
Avaa KALTEVA JYRSINTÄ lomakkeen (Sivu 52) jyrsintää
varten tai VEKTOROINTI -
lomakkeen (Sivu 66) sorvausta
varten
Avaa KAARIJYRSINTÄ lomakkeet (Sivu 55) jyrsintää
varten tai KARTILASKENTA -
lomakkeen (Sivu 64) sorvausta
varten
Page 18

Yleinen navigointi
Käytä numeronäppäimistöä numeroarvojen sisäänsyöttämiseksi
kuhunkin kenttään.
ENTER -näppäin vahvistaa kenttään tehdyn sisäänsyötön ja palauttaa
edellisen näytön.
Paina C-näppäintä poistaaksesi juuri tekemäsi sisäänsyötön ja
virheilmoitukset tai palataksesi takaisin edelliseen näyttöön.
OHJELMANÄPPÄINTEN merkinnät näyttää erilaisia jyrsinnän tai
sorvauksen toimintoja. Nämä toiminnot valitaan painamalla
vastaavaa ohjelmanäppäintä heti ohjelmanäppäimen merkinnän
(tunnuksen) alapuolella. Valittavissa olevia ohjelmanäppäinten
toimintoja on 2 sivua. Niihin päästään näppäimillä VASEN/OIKEA
NUOLI.
Nuolinäppäimillä VASEN/OIKEA voidaan selata läpi sivut 1 ja 2, jotka
sisältävät ohjelmanäppäimellä valittavissa olevia toimintoja.
Hetkellinen sivu näytetään korostettuna näyttösivun yläreunassa
olevassa tilapalkissa.
Käytä YLÖS/ALAS -nuolinäppäimiä siirtyäksesi kentästä toiseen
I – 2 Yleiset käyttötoimenpiteet
lomakkeiden ja valikkolistojen sisällä. Kursori kulkee niin, että
saavutettuaan valikon alimmaisen kohdan se nousee takaisin
ylimpään kohtaan.
paikoitusnäyttölaitteille ND 522/523
Käyttötavat
ND 522/523 sisältää kaksi käyttötapaa: Loppumatka
(INKREMENTAALINEN) ja Todellisarvo (ABSOLUUTTINEN).
Loppumatkatavalla (jota tässä manuaalisssa kutsutaan
inkrementaaliseksi tavaksi) voit siirtyä asetusasemaan liikuttamalla
akseleita niin kauan, kunnes näyttöarvo on nolla. Työskennellessäsi
inkrementaalitavalla voit syöttää sisään asetusaseman koordinaatit
joko inkrementaali- tai absoluuttimittoina. Todellisarvon toiminto (jota
tässä manuaalissa kutsutaan absoluuttiseksi tavaksi) näyttää aina
työkalun hetkellisasen todellisaseman voimassa olevan peruspisteen
suhteen. Tällä käyttötavalla kaikki liikkeet toteutuvat niin kauan,
kunnes näyttö saavuttaa asetusaseman arvon.
Kun käyttö on todellisaseman näyttötavalla ja ND 522/523 on
konfiguroitu jyrsintäkäytölle, vain työkalun pituuskorjaukset ovat
voimassa. Loppumatkan laskennassa huomioidaan sekä säde- että
pituuskorjaukset, jotta lastuavan terän särmä saavuttaisi
asetusaseman.
Jos ND 522/523 on konfiguroitu sorvauskäytölle, kaikkia
työkalukorjauksia käytetään sekä todellisarvon että loppumatkan
käyttötavalla.
Paina INKREMENTAALI/ABSOLUUTTI-toimintonäppäintä (Katso Kuva I.7)
vaihtaaksesi näiden kahden tavan välillä. Katsoaksesi läpi
ohjelmanäppäintoiminnot joko inkrementaalisella tai absoluuttisella
tavalla käytä nuolinäppäimiä VASEN/OIKEA .
Sorvaussovellus mahdollistaa nopean menettelytavan, jolla
Z akseliasema kytketään kolmen akselin järjestelmään. Katso "Zkytkennän valtuutus" sivulla 67.
Kuva I.7 Loppumatka (INKREMENTAALINEN) /
Todellisarvo (ABSOLUUTTINEN)
Toimintonäppäin
18 I Käyttöohjeet
Page 19

Graafinen paikoitusapu
Kun liikutat akselia saadaksesi näytön nollaan (linkrementaalitapa),
ND 522/523 näyttää graafista paikoitusapua. Katso Kuva I.8.
ND 522/523 näyttää graafista paikoitusapua kapeassa suorakulmiossa
kulloinkin aktiivisena olevan akselin alapuolella. Kaksi kolmiota
suorakulmion keskellä kuvaavat asetusasemaa, jonka haluat
saavuttaa.
Pieni neliö symbolisoi akseliluistia. Suuntanuoli ilmestyy neliöön
akselin liikkuessa. Voit helposti nähdä, oletko liikkumassa
asetusasemaa kohti vai siitä poispäin. Huomaa, että neliö ei ala liikkua,
ennen kuin akseliluisti on asetusaseman lähellä. Graafisen
paikoitusavun asetukset. Katso "Graafinen paikoitusapu" sivulla 25
työn asetuksia esittelevässä kohdassa.
Ohjeen näyttö
Käyttöohjeissa annetaan tietoa ja opastusta kaikkiin tilanteisiin. Katso
Kuva I.9
Käyttöhjeiden kutsuminen:
U Paina ohjelmanäppäintä OHJE.
U Informaatio, joka koskee näytöllä kulloinkin esitettävää
toimenpidettä
U Käytä nuolinäppäimiä YLÖS/ALAS, jos ohjeen teksti käsittää
enemmän kuin yhden näyttösivun.
Toista aihetta koskevan informaation katsominen:
U Paina ohjelmanäppäintä AIHELISTA.
U Paina nuolinäppäimiä YLÖS/ALAS selataksesi hakemiston läpi.
U Paina ohjelmanäppäintä SYÖTÄ valitaksesi haluamasi kohdan.
Poistuminen käyttöohjeista:
U Paina näppäintä C.
Kuva I.8 Graafinen paikoitusapu käytössä (katso
nuolia)
I – 2 Yleiset käyttötoimenpiteet
paikoitusnäyttölaitteille ND 522/523
Kuva I.9 Aiheiden lista OHJE-tavalla
ND 522/523 19
Page 20

Tietojen sisäänsyötön lomakkeet
Erilaisten käyttötoimintojen ja parametriasetusten vaatimat tiedot
syötetään sisään tietojen sisäänsyöttölomakkeen avulla. Nämä
lomakkeet tulevat näytölle sen jälkeen, kun olet valinnut sellaisen
toiminnon, joka vaatii lisäinformaation määrittelemistä. Kukin lomake
sisältää kenttiä, joihin vaadittavat tiedot syötetään.
Tehdyt muutokset on vahvistettava näppäimellä ENTER , jotta ne
tulisivat voimaan. Jos et halua tallentaa tekemiäsi muutoksia, paina
vain C -näppäintä, minkä jälkeen käyttö palautuu edelliselle
näyttösivulle tallentamatta tietoja.
Opastusviestit
Aina kun valikko tai lomake avautuu, sen oikealle puolelle ilmestyy
myös opaste. Tämä opaste antaa käyttäjälle informaatiota valitusta
toiminnosta ja valittavissa olevista vaihtoehdoista. Katso Kuva I.10
I – 2 Yleiset käyttötoimenpiteet
paikoitusnäyttölaitteille ND 522/523
Kuva I.10Lomakkeen ja opasteen esimerkki
Virheilmoitukset
Jos työskentelyn aikana ND 522/523 –laitteessa ilmenee virhe,
näyttöön tulee virheen syyn ilmoittava viesti.
Virheilmoituksenpoistaminen:
U Paina näppäintä C.
20 I Käyttöohjeet
Page 21

Virta päälle
Kytke virta päälle (kytkin laitteen takana). Näyttöön
tulee käynnistyssivu. Katso Kuva I.11 (Tämä sivu tulee
näytölle vain laitteen ensimmäisellä
käynnistyskerralla. Seuraavat toimenpiteet voivat olla
jo asentajan valmiiksia suorittamia).
Valitse kieli painamalla ohjelmanäppäintä KIELI.
Valitse sovellus JYRSIN tai SORVI. Ohjelmanäppäin
KÄYTTÖ [JYRSIN/SORVI] vaihtaa käyttöä näiden
kahden asetuksen välillä.
Valitse seuraavaksi akseleiden lukumäärä. Kun olet
tehnyt valinnat, paina näppäintä ENTER.
Myöhemmin voit vaihtaa käyttösovellusta
järjestelmäasetusten valikon laiteasetusten
kohdassa.
Kuva I.11 Alkunäyttö
ND 522/523 on nyt käyttövalmis ja asetettuna absoluuttiselle
käyttötavalle. Jokaisen aktiivisen akselin vieressä näkyy vilkkuva
merkintä “REF”. Tässä vaiheessa on referenssimerkkien määrityksen
oltava jo suoritettu.
Referenssimerkin määritys
ND 522/523:n referenssimerkin määritystoiminto perustaa
automaattisesti uudelleen viimeksi peruspisteen asetuksella
määritetyn akseliluistin aseman ja näyttöarvon välisen yhteyden.
Jos akselin mittausjärjestelmässä on referenssimerkit, merkintä REF
vilkkuu. Katso Kuva I.12. Kun referenssimerkkien yliajo on tehty,
vilkkuminen loppuu ja vaihtuu pysyväksi merkinnäksi REF.
Työskentely ilman referenssimerkin määritystä
Voit käyttää ND 522/523 -laitetta myös ilman referenssimerkkien
yliajoa. Paina ohjelmanäppäintä EI REF poistuaksesi referenssimerkin
määritystoiminnosta ja jatkaaksesi eteenpäin.
Voit ajaa referenssimerkkien yli myös myöhemmin, mikäli tällöin
katsot tarpeelliseksi perustaa virtakatkoksen jälkeen uudelleen
perustettavissa olevat peruspisteet. Paina ohjelmanäppäintä VALTUUTA
REF aktivoidaksesi referenssimerkin määritystoiminnon.
Jos mittausjärjestelmä on asetettu ilman
referenssimerkkejä, niin REF-merkintää ei näytetä ja
peruspisteet häviävät virtakatkoksen tapahtuessa.
I – 2 Yleiset käyttötoimenpiteet
paikoitusnäyttölaitteille ND 522/523
Kuva I.12 Referenssimerkkien perustamisen
näyttösivu
ND 522/523 21
Page 22

Toiminto VALTUUTA/ESTÄ REF
Referenssimerkin määritystoiminnon yhteydessä näytettävä
ohjelmanäppäin VALTUUTA/MITÄTÖI mahdollistaa käyttäjälle valita
koodaajan tietty referenssimerkki. Tämä on tärkeätä silloin, kun
käytettävässä koodaajassa on kiinteät referenssimerkit. Kun
ohjelmanäppäintä MITÄTÖI REF painetaan, määritystoiminto keskeytyy
ja kaikki koodaajan liikkeen aikana ylitetyt referenssimerkit jätetään
huomiotta. Kun painetaan ohjelmanäppäintä VALTUUTA REF,
määritystoiminto aktivoituu uudelleen ja seuraava ylitettävä
referenssimerkki tulee valituksi.
Kun referenssimerkit kaikille halutuille akseleille on perustettu, paina
ohjelmanäppäintä EI REF peruuttaaksesi toiminnon. Sinun ei tarvitse
ajaa kaikkien koodaajien referenssimerkkien yli vaan ainoastaan
tarvitsemiesi koodaajien referenssimerkkien yli. Kun kaikki
referenssimerkit on löytetty, ND 522/523 palaa automaattisesti
takaisin aseman näyttösivulle.
Jos et aja referenssimerkkien yli, ND 522/523 ei tallenna
peruspisteitä. Se tarkoittaa, että seuraavan virtakatkoksen
(poiskytkennän) jälkeen akseliasemien ja näyttöarvojen
välistä yhteyttä ei ole mahdollista perustaa uudelleen.
I – 2 Yleiset käyttötoimenpiteet
Jokapäiväisessä käynnistyksessä kytke virta päälle ja
paikoitusnäyttölaitteille ND 522/523
paina mitä tahansa näppäintä.
Aja referenssimerkkien yli (missä tahansa
järjestyksessä).
- VAIHTOEHTOINEN MENETELMÄ -
Paina ohjelmanäppäintä MITÄTÖI REF ja aja
referenssimerkkien yli.
Aja koodaaja haluamasi kiinteän referenssimerkin
asemaan. Paina ohjelmanäppäintä VALTUUTA REFja aja
referenssimerkin yli.
- VAIHTOEHTOINEN MENETELMÄ -
Älä aja referenssimerkkien yli vaan paina heti
ohjelmanäppäintä EI REF. Huom: Tässä tapauksessa
akseliaseman ja näyttöarvon välinen yhteys
menetetään seuraavan virtakatkoksen jälkeen.
22 I Käyttöohjeet
Page 23

Asetus
ND 522/523 mahdollistaa kaksi vaihtoehtoa käyttöparametrien
asettamista varten. Ne ovat: työnasetukset ja järjestelmäasetukset
Työasetusten parametreja käytetään tiettyjen koneistusvaatimusten
määrittelemiseksi kutakin työtä varten. Järjestelmäasetuksia
käytetään koodaajan ja näytön parametrien perustamiseen.
Työasetusten valikolle pääsee painamalla ohjelmanäppäintä ASETUS.
Katso Kuva I.13. TYÖN ASETUS –valikolla on käytettävissä seuraavat
ohjelmanäppäimet:
JÄRJESTELMÄN ASETUS
Paina tätä päästäksesi järjestelmäasetusten parametreihin. Katso
"Järjestelmän asetuksen parametrit" sivulla 73.
VASTAANOTA/LÄHETÄ
Paina käynnistääksesi käyttöparametrien vastaanottamisen tai
lähettämisen. Katso "Vastaanota/Lähetä" sivulla 26.
OHJE
Tämä avaa on-line-ohjeet.
Työn asetusten parametrit
I – 2 Yleiset käyttötoimenpiteet
Kuva I.13 TYÖN ASETUS –näyttösivu jyrsinnässä
paikoitusnäyttölaitteille ND 522/523
Katsoaksesi työasetusten parametreja käytä nuolinäppäimiä YLÖS/
ALAS esivalitaksesi haluamasi parametrit ja paina ENTER-näppäintä.
Yksiköt
YKSIKÖT -lomaketta käytetään määrittelemään näyttöyksiköt ja
formaatit. Kun järjestelmän virta kytketään päälle, nämä asetukset
tulevat voimaan.
U Tuuma/MM – Mittausarvot näytetään ja syötetään sisään LINEAARI-
kentässä valittuna olevassa yksikössä. Vaihda yksikkö tuumasta
millimetriin ja päinvastoin ohjelmanäppäimellä TUUMA/MM. Voit valita
mittayksikön myös painamalla ohjelmanäppäintä TUUMA/MM joko
inkrementaalisella tai absoluuttisella tavalla.
U Desimaaliasteet, radiaanit tai asteet/minuutit/sekuntit (AMS) –
KULMA-kenttä määrää, missä muodossa kulmien arvot näytetään ja
syötetään sisään. Vaihda DESIMAALIASTEET, RADIAANIT tai AMS
ohjelmanäppäimen avulla.
ND 522/523 23
Page 24

Mittakerroin
Mittakerrointa käytetään kappaleen suurentamiseen tai
pienentämiseen ohjelmoidusta koosta. Kaikki koodaajan liikkeet
kerrotaan mittakertoimella. Mittakertoimella 1.0 muodostetaan
kappale, joka on tarkalleen saman kokoinen kuin piirustuksessa. Katso
Kuva I.14.
U Numeronäppäimillä syötetään sisään numero, joka on suurempi kuin
nolla. Sisäänsyöttöalue on 0.1000 … 10.000. Myös negatiivinen arvo
voidaan syöttää.
U Mittakertoimen asetukset säilyvät virtakatkoksen yli.
U Kun mittakerteoimen arvo on suurempi kuin 1, akselinäytöllä
esitetään mittakaavan symbolia .
U Ohjelmanäppäintä PÄÄLLE/POIS käytetään mittakerrointen
aktivoimiseen tai mitätöimiseen
Peilikuvaus
Mittakerroin –1.00 saa aikaan kappaleen peilikuvauksen.
Halutessasi voi sekä peilata että skaalata kappaleen
samanaikaisesti.
I – 2 Yleiset käyttötoimenpiteet
Halkaisija-akselit
Valitse halkaisija-akselit asettaaksesi, mitkä akselit voidaan näyttää
joko säteen tai halkaisijan arvoilla. PÄÄLLE tarkoittaa, että
paikoitusnäyttölaitteille ND 522/523
akseliasemaa näytetään halkaisijan arvona. Kun asetus on POIS
säteen/halkaisijan toiminto ei ole voimassa. Katso Kuva I.15.
Sorvauskäyttöä varten katso "RX (Säde/halkaisija) -ohjelmanäppäin"
sivulla 65 koskien säteen/halkaisijan toimintoa.
U Siirrä kursori kenttään HALKAISIJA-AKSELIT ja paina ENTER.
U Kursori on X-akselin kentässä. Riippuen kyseiselle akselille
tarvittavasta parametrista paina ohjelmanäppäintä PÄÄLLE/POIS
kytkeäksesi toiminnon pois päältä.
U Paina ENTER.
Kuva I.14Mittakerroin
,
Kuva I.15HALKAISIJA-AKSELIT-lomake
24 I Käyttöohjeet
Page 25

Graafinen paikoitusapu
Lomaketta GRAAFINEN PAIKOITUSAPU käytetään konfiguroimaan
palkkigrafiikka, jota näytetään akseleiden näytön alapuolella
inkrementaalisella käyttötavalla. Jokaisella akselilla on oma alueensa.
Katso Kuva I.16.
U Paina ohjelmanäppäintä PÄÄLLE/POIS mahdollistaaksesi tai
aloittaaksesi arvojen syöttämisen numeronäppäinten avulla. Sen
hetkinen asemalaatikko alkaa liikkua, kun asema on alueen
sisäpuolella.
Tilapalkin asetukset
Tilapalkki on segmentoitu palkki näytön yläpuolella, jossa esitetään sen
hetkinen peruspiste, työkalu, aikalaskin ja sivumerkintä.
U Paina ohjelmanäppäintä PÄÄLLE/POIS jokaisen asetuksen kohdalla,
jonka haluat esitettävän näytöllä.
Aikalaskin
Aikalaskin näyttää tunnit (h), minuutit (m), sekunnit (s). Se toimii kuten
sekuntikello näyttäen kulunutta aikaa. (Aikalaskimen laskenta alkaa
arvosta 0:00:00).
Kulunut aika –kenttä ilmoittaa kulunutta aikaa kunkin aikajakson alusta.
U Paina ohjelmanäppäintä KÄYNTIIN/SEIS. Tilakentässä lukee
KÄYNNISSÄ
U Paina RESETOI uudelleenasettaaksesi kuluneen ajan. Resetointi
. Paina sitä uudelleen pysäyttääksesi ajan laskemisen.
pysäyttää myös ajan laskennan, jos se oli käynnissä.
Kello pysähtyy ja käynnistyy myös painettaessa
desimaalinäppäintä käyttötavan aikana. Nolla-näppäimen
painallus uudelleenasettaa kellon.
Kuva I.16 Graafinen paikoitusapu
I – 2 Yleiset käyttötoimenpiteet
paikoitusnäyttölaitteille ND 522/523
ND 522/523 25
Page 26

Konsolin säädöt
Nestekidenäytön kontrasti voidaan säätää joko käyttämällä tämän
lomakkeen ohjelmanäppäimiä tai näppäimistön pystynuolinäppäimiä
jommalla kummalla käyttötavalla. Kontrastin asetus saattaa vaatia
myöhempää säätämistä ympäristön valaistuksen ja käyttäjän
mieltymyksen mukaan. Lomaketta voidaan käyttää lisäksi
näytönsäästäjän pysähdysajan asetukseen. Näytönsäästäjän asetus
on aika, jonka järjestelmä seisoo ennen näytön kytkeytymistä
näytönsäästötavalle. Pysähdysajan asetusalue on 30...120 minuuttia.
Näytönsäästäjä voidaan estää hetkellisen työkierron aikana.
Kieli
ND 522/523 tukee useita kieliä. Kielivalinnan vaihtaminen:
U Paina ohjelmanäppäintä KIELI niin monta kertaa, kunnes
ohjelmanäppäimeen vaihtuu haluamasi kielivalinta ja lomake.
U Paina ENTER ja vahvista valintasi.
Vastaanota/Lähetä
Käyttöparametrin informaatio voidaan vastaanottaa tai lähettää USBportin kautta (Katso "USB Port (tyyppi “B”)" sivulla 82).
I – 2 Yleiset käyttötoimenpiteet
U Paina ohjelmanäppäintä VASTAANOTA/LÄHETÄ asetusnäytön sivulla.
U Paina VASTAANOTA ladataksesi käyttöparametrit PC:ltä.
U Paina LÄHETÄ siirtääksesi hetkelliset käyttöparametrit PC:lle.
paikoitusnäyttölaitteille ND 522/523
U Paina näppäintä C poistuaksesi toiminnosta.
26 I Käyttöohjeet
Page 27

DRO-toimintanäytön
Sivun näyttö
ohjelmanäppäintoimintojen yleiskuvaus
Käyttösivulla on valittavissa kahden sivun verran
ohjelmanäppäintoimintoja. Käytä nuolinäppäimiä VASEN/OIKEA kursorin
siirtämiseksi kunkin sivun läpi. Tilapalkissa oleva sivun merkintä
ilmaisee sivun kohdistuksen. Tummennettu sivu ilmoittaa sivua, jossa
olet sillä hetkellä. Kullakin näppäimellä on referenssisivu lisätietoja
Katso Kuva I.17
varten.
Ohjelmanäppäin Sivu 1
OHJE Avaa näytölle tulevat ohjeet. (Sivu
TUUMA/MM Vaihtaa tuumien ja millimetrien
SÄDE/
HALKAISIJA
ASETUS/
NOLLAUS
Ohjelmanäppäin Sivu 2
ASETUS Tämä avaa työn asetusten valikon
Ohjelmanäppäintoiminto Ohjel-
19)
kesken. (Sivu 23)
Vaihtokytkentä säteen ja
halkaisijan näytön välillä Tämä
toiminto on vain
sorvaustoimenpiteitä varten. (Sivu
65)
Vaihtaa nollaustoimintojen kesken.
Käytetään yksittäisillä
akselinäppäimillä. (Sivu 28)
Ohjelmanäppäintoiminto Ohjel-
ja mahdollistaa pääsyn
ohjelmanäppäimelle
Järjestelmäasetus. (Sivu 23)
manäppäimen
symboli
Kuva I.17 Sivun näytön ja nollauksen merkitsin
I – 2 Yleiset käyttötoimenpiteet
paikoitusnäyttölaitteille ND 522/523
manäppäimen
symboli
VALTUUTA REF Paina tätä, kun haluat tunnistaa
referenssimerkin. (Sivu 21)
ND 522/523 27
Page 28

Yleiskäytön ohjelmanäppäintoimintojen
Asetus/Nollaus-merkitsin
yksityiskohtainen kuvaus
Tässä kappaleessa esitellään yksityiskohdittain ne
ohjelmanäppäintoiminnot, jotka ovat samat riippumatta siitä, onko
ND 522/523 konfiguroitu jyrsintää tai sorvausta varten.
Asetus/Nollaus-ohjelmanäppäin
Ohjelmanäppäin ASETUS/NOLLAUS on näppäin, joka määrittää
vaikutuksen kun akselinäppäintä painetaan. Tämä näppäin on
vaihtonäppäin, joka vaihtaa vaikutuksen vuorotellen asetukseen ja
nollaukseen. Kulloinkin hetkellinen vaikutus esitetään tilapalkissa.
Katso Kuva I.18
Kun hetkellinen vaikutustila on ASETUS ja ND 522/523 on todellisarvon
käyttötavalla, akselinäppäimen valitseminen avaa PERUSPISTE-
lomakkeen kyseistä akselia varten. Sitävastoin, jos ND 522/523 on
inkrementaalitavalla, avautuu ESIASETUS-lomake.
Kun hetkellinen vaikutustila on NOLLAUS ja ND 522/523 on
absoluuttitavalla, akselinäppäimen valitseminen asettaa
hetkellisaseman kyseisen akselin peruspisteeksi. Vastaavasti, jos
inkrementaalitapa on voimassa, hetkellinen loppumatkan arvo asettuu
nollaan.
I – 2 Yleiset käyttötoimenpiteet
Jos ND 522/523 on absoluuttitavalla ja näppäimen ASETUS/
paikoitusnäyttölaitteille ND 522/523
NOLLAUS hetkellinen vaikuttava tila on Nollaus,
akselinäppäimen painallus uudelleenasettaa hetkellisen
peruspisteen nollaan kyseisen akselin hetkellisessä
asemassa.
Kuva I.18Sivun näytön ja nollauksen merkitsin
28 I Käyttöohjeet
Page 29

1/2 -toimintonäppäin
Toimintonäppäintä 1/2 käytetään kahden aseman välisen
puolivälipisteen määrittämiseen työkappaleen valitun akselin
suunnassa. Tämä voidaan suorittaa joko inkrementaalitavalla tai
absoluuttitavalla. Katso Kuva I.19
Tämä toiminto vaihtaa peruspisteen sijainnit
absoluuttitavan ollessa voimassa.
Esimerkki: Välipisteen määrittäminen valitulla akselilla
X-mitta: X = 100 mm
Välipiste: 50 mm
SIIRRY 1. PISTEESEEN
Siirrä työkalu ensimmäiseen pisteeseen.
Ohjelmanäppäimen ASETUS/NOLLAUS on oltava
asetuksessa NOLLAUS.
Kuva I.19 Esimerkki välipisteen määrittämisestä
NOLLAA AKSELI JA SIIRRY 2. PISTEESEEN
Valitse X-akselin näppäin ja
siirry toiseen pisteeseen.
PAINA OHJELMANÄPPÄINTÄ 1/2 JA SIIRRY NOLLAAN
Paina ohjelmanäppäintä 1/2, sitten X-akselin
näppäintä ja siirrä akselia kunnes näyttö on nollassa.
Tämä on välipisteen sijaintiasema.
I – 2 Yleiset käyttötoimenpiteet
paikoitusnäyttölaitteille ND 522/523
ND 522/523 29
Page 30

Laskin-toimintonäppäin
ND 522/523:n laskin pystyy suorittamaan kaikenlaisia laskutehtäviä
yksinkertaisista aritmeettisista tehtävistä aina monimutkaisiin
trigonometrisiin toimintoihin ja RPM-laskutoimituksiin.
Paina toimintonäppäintä LASKIN saadaksesi näytölle
ohjelmanäppäimet VAKIO/TRIG ja RPM. Katso Kuva I.20 & Kuva I.21.
Trig-toimintoihin kuuluvat kaikki trigonometriset toiminnot sekä neliö ja
neliöjuuri. Kun olet laskemassa kulman siniä, kosiniä tai tangenttia,
syötä ensin kulman arvo ja paina sen jälkeen vastaavaa
ohjelmanäppäintä.
I – 2 Yleiset käyttötoimenpiteet
paikoitusnäyttölaitteille ND 522/523
Kun numerokenttään tarvitsee syöttää useampi kuin yksi
laskutoimitus, laskin suorittaa kerto- ja jakolaskun ennen
yhteen- ja vähennyslaskua. Jos syötät 3 + 1 ÷ 8, ND 522/
523 jakaa ensin kahdeksalla, sitten lisää kolme ja antaa
vastaukseksi 3.125.
Kuva I.20Laskimen ohjelmanäppäimet
Kulman yksikkönä käytetään kulloinkin voimassa olevaa
valintaa, desimaaliasteet tai radiaanit.
Kuva I.21Vakio/Trig-toimintojen ohjelmanäppäimet
30 I Käyttöohjeet
Page 31

I – 3 Jyrsintäkohtaiset toimenpiteet
Tässä kappaleessa esitellään ne käyttötoimenpiteet ja
ohjelmanäppäinten toiminnot, jotka koskevat vain jyrsintäkäyttöä.
Sellaiset ohjelmanäppäintoiminnot, jotka ovat samat riippumatta siitä,
onko ND 522/523 konfiguroitu jyrsintää vai sorvausta varten, on
esitelty aiemmin tässä käsikirjassa (katso Sivu 17).
Näppäinten toiminnot yksityiskohtaisesti
Työkalu-toimintonäppäin
Tämä toimintonäppäin avaa työkalutaulukon ja mahdollistaa pääsyn
TYÖKALU-lomakkeeseen työkalutietojen syöttämistä varten. ND 522/
523 -näyttölaitteen muistiin voidaan tallentaa enintään 16 työkalua.
Katso Kuva I.22
I – 3 Jyrsintäkohtaiset toimenpiteet
Vastaanota/Lähetä
Työkalutaulukon informaatio voidaan vastaanottaa tai lähettää
sarjaportin kautta.
U VASTAANOTA ja LÄHETÄ -ohjelmanäppäimet ovat käytettävissä
työkalutaulukon näyttösivulla.
U Paina VASTAANOTA ladataksesi työkalutaulukon PC:ltä.
U Paina LÄHETÄ siirtääksesi työkalutaulukon PC:lle.
U Paina näppäintä C poistuaksesi toiminnosta.
Kuva I.22 Työkalutaulukko jyrsinnässä
ND 522/523 31
Page 32

Työkalun sädekorjaus
ND 522/523 -laitteessa on työkalun sädekorjaustoiminto. Sen ansiosta
voit syöttää työkalun mitat suoraan piirustuksesta. Näytettävää
inkrementaalimittaa pidennetään (R+) tai lyhennetään (R–) sen jälkeen
automaattisesti tällä säteen arvolla. Katso Kuva I.23. (Lisätietoja varten
katso "Esiasetus" sivulla 39)
Työkalun pituus
Pituuskorjaus voidaan syöttää joko tunnettuna arvona tai se voidaan
antaa ND 522/523 -näyttölaitteen automaattisesti määritettäväksi.
Katso seuraavaa työkalutaulukon käyttöesimerkkiä, jossa esitetään
lisätietoja ohjelmanäppäimelle OPETA PITUUS.
Seuraavat ohjelmanäppäimet ovat käytettävissä
TYÖKALUTAULUKKO-lomakkeessa tai yksittäisen työkalun tietojen
lomakkeessa:
Toiminto Ohjelmanäppäin
Tämän näppäimen avulla käyttäjä voi valita,
mihin akseleihin voimassa olevat
pituuskorjaukset vaikuttavat. Työkalun
halkaisijan arvoja käytetään kahden muun
akselin korjaamiseen.
Paina syöttääksesi työkalun
I – 3 Jyrsintäkohtaiset toimenpiteet
pituuskorjausarvon automaattisesti.
Mahdollinen vain PITUUS–kentässä.
Tämä avaa TYÖKALUTYYPIT –lomakkeen
valitsemistoimenpiteitä varten. Mahdollinen
vain TYYPPI-kentässä.
Kuva I.23Työkalun sädekorjaus
Esimerkki pituuserolle ΔL
Jos työkalu on pidempi kuin referenssityökalu: ΔL > 0 (+)
Jos työkalu on lyhyempi kuin referenssityökalu: ΔL < 0 (–)
Työkalun pituus on työkalun ja referenssityökalun välinen
pituusero ΔL. Referenssityökalun merkintä on T1 (Kuva
I.24).
Pituusero ilmoitetaan symbolilla “Δ“.
Työkalutietojen sisäänsyöttö (Kuva I.25)
U Valitse toimintonäppäin TYÖKALU.
U Siirrä kursori haluamasi työkalun kohdalle ja paina ENTER. Näytölle
tulee TYÖKALUKUVAUS-lomake.
U Syötä sisään työkalun halkaisija.
U Syötä työkalun pituus tai paina OPETA PITUUS.
U Syötä sisään työkalun yksiköt.
U Syötä työkalun tyyppi ja paina ENTER palataksesi työkalutaulukkoon.
Kuva I.24Työkalun pituus ja halkaisija
Paina C poistuaksesi käytöstä.
32 I Käyttöohjeet
Page 33

Työkalutaulukon käyttö
Esimerkki: Työkappaleen peruspisteen asettaminen ilman
kosketustoimintoa. Katso Kuva I.25
Työkalun halkaisija 2.00
Työkalun pituus: 20.000
Työkalun yksikkö: mm
Työkalun tyyppi: tasapäinen varsijyrsin
On myös mahdollista antaa ND 522/523 -näyttölaitteen
itse määrittää pituuskorjausarvo. Katso vaihtoehtoinen
esimerkki alla.
Paina toimintonäppäintä TYÖKALU.
Kursori sijoittuu oletusarvoisesti
TYÖKALUTAULUKKO -lomakkeeseen.
TYÖKALUTAULUKKO
Siirrä kursori määriteltävän työkalun kohdalle tai syötä
suoraan työkalun numero. Paina ENTER.
TYÖKALUN HALKAISIJA
I – 3 Jyrsintäkohtaiset toimenpiteet
Syötä työkalun halkaisija (2) ja vie kursori PITUUSkenttään.
Paina näppäintä NUOLI ALAS.
TYÖKALUN PITUUS
Syötä työkalun pituus, esim. (20 mm) ja vie kursori
YKSIKÖT-kenttään.
Kuva I.25 Työkalun pituuden ja halkaisijan sisäänsyöttö
ND 522/523 33
Page 34

I – 3 Jyrsintäkohtaiset toimenpiteet
- VAIHTOEHTOINEN MENETELMÄ -
On myös mahdollista antaa ND 522/523 näyttölaitteen itse määrittää korjausarvo. Tässä
menetelmässä jokaisen työkalun kärjellä kosketetaan
yleiseen referenssipintaan. Näin ND 522/523 pystyy
määrittämään kunkin työkalun välisen pituuseron.
Liikuta työkalua, kunnes sen kärki koskettaa
referenssipintaan.
Paina ohjelmanäppäintä OPETA PITUUS soft key.
ND 522/523 laskee korjauksen tämän pinnan
suhteen.
Toista toimenpiteet jokaiselle työkalulle käyttämällä
samaa referenssipintaa.
Vain saman referenssipinnan suhteen asetettuja työkaluja
voidaan vaihtaa koneistukseen tarvitsematta
uudelleenasettaa peruspistettä.
Jos työkalutaulukossa on jo ennestään työkaluja, joiden
pituus on asetettu, täytyy ensin perustaa referenssipinta
käyttämällä yhtä näistä työkaluista. Jos näin ei tehdä, et voi
vaihtaa uusia ja olemassa olevia työkaluja keskenään ilman
peruspisteen asettamista. Ennen uusien työkalujen
lisäämistä valitse yksi jo asetetuista työkaluista
työkalutaulukosta. Kosketa työkalulla referenssipintaan ja
aseta peruspiste arvoon 0.
TYÖKALUN YKSIKKÖ
U Syötä sisään työkalun yksikkö (tuuma/mm) ja
U vie kursori TYÖKALUTYYPPI-kenttään.
TYÖKALUTYYPPI
U Paina ohjelmanäppäintä TYÖKALUTYYPIT. Valitse
työkalujen listasta ja paina ENTER. (Katso Kuva I.26)
Kuva I.26 TYÖKALUTYYPPI-kenttä
34 I Käyttöohjeet
Page 35

Työkalutaulukon kutsuminen
Ennenkuin aloitat työkappaleen koneistamisen, valitse käytettävä
työkalu työkalutaulukosta. Sen jälkeen ND 522/523 huomioi
tallennetut työkalutiedot, kun seuraavan kerran työskentelet
työkalukorjauksella.
Työkalukutsu
Paina toimintonäppäintä TOOL.
TYÖKALUN NUMERO
Käytä näppäimiä NUOLI YLÖS/ALAS viedäksesi
kursorin työkalujen valinnan läpi (1-16). Aktivoi
haluamasi työkalu.
Tarkista, että oikea työkalu on kutsuttu ja paina
näppäintä C poistuaksesi toiminnosta.
Peruspiste-toimintonäppäin
Peruspisteiden asetukset määrittelevät akseliasemien ja
näyttöarvojen väliset yhteydet.
Helpoin tapa peruspisteiden asettamiseksi on käyttää ND 522/523näyttölaitteen kosketustoimintoja, kun mittaat työkappaletta työkalun
särmällä.
Tietenkin voit asettaa peruspisteet myös konventionaalisesti
koskettamalla työkappaleen reunoihin yksi kerrallaan ja syöttämällä
manuaalisesti työkalun asemat peruspisteiksi (katso esimerkit
seuraavalla sivulla).
Peruspistetaulukko voi sisältää enintään 10 peruspistettä.
Useimmissa tapauksissa tämä vapauttaa sinut siitä, ettei tarvitse
laskea akseliliikkeitä työskennellessäsi monimutkaisilla työkappaleen
piirustuksilla, jotka sisältävät useita peruspisteitä.
I – 3 Jyrsintäkohtaiset toimenpiteet
ND 522/523 35
Page 36
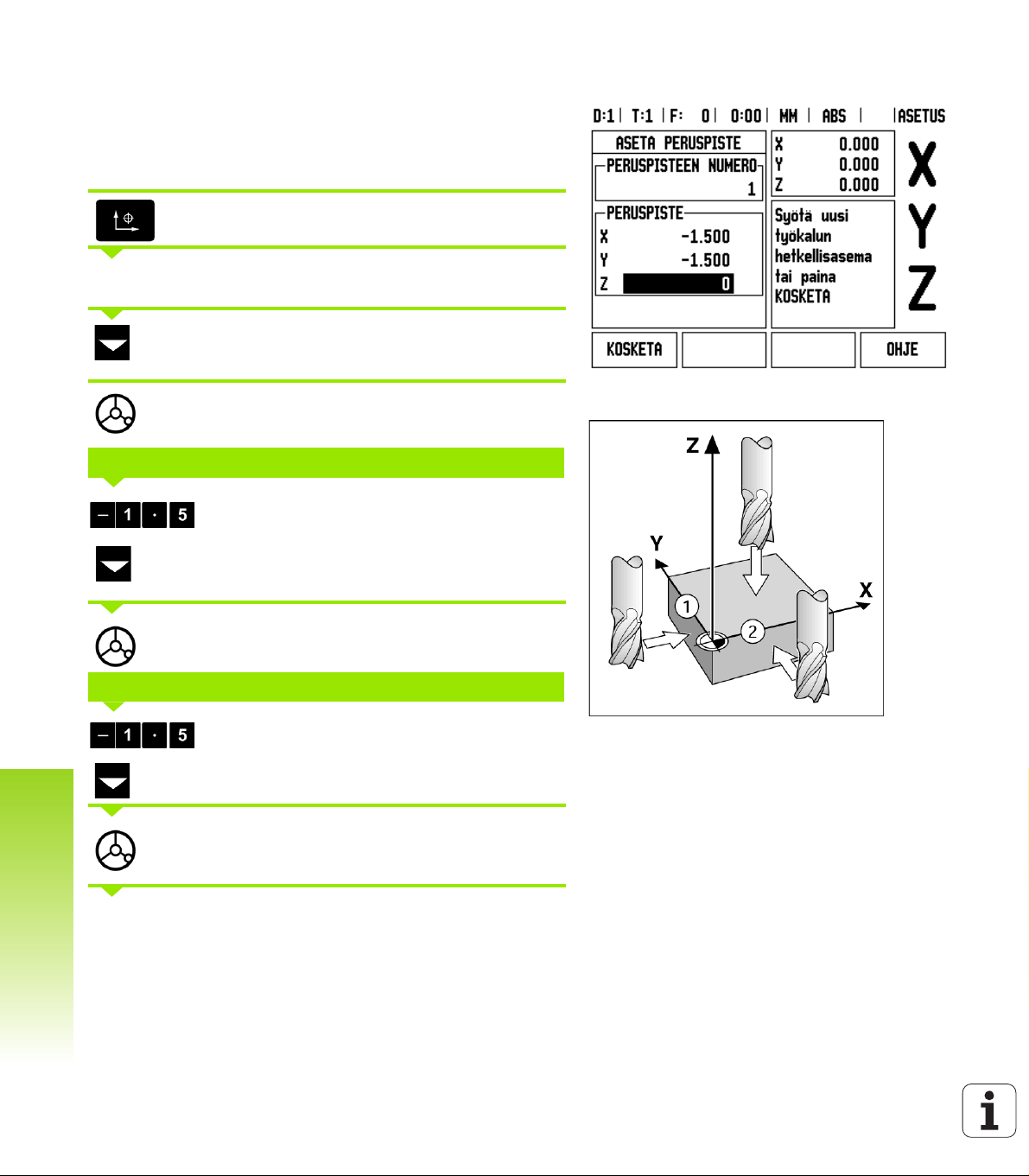
Esimerkki: Työkappaleen peruspisteen asettaminen ilman
kosketustoimintoa. Katso Kuva I.27 & Kuva I.28.
Työkalun halkaisija: D = 3 mm
Akselijärjestys tässä esimerkissä: X - Y - Z
Valmistelu: Aseta sen hetkinen työkalu työkaluksi, jota käytetään
peruspisteen asetukseen
Paina toimintonäppäintä PERUSPISTE.
Kursori on kentässä PERUSPISTEEN NUMERO.
Syötä peruspisteen numero ja paina näppäintä NUOLI
ALAS siirtyäksesi X-akselin kenttään.
I – 3 Jyrsintäkohtaiset toimenpiteet
Kosketa työkappaleen reunaan 1.
PERUSPISTEEN ASETUS X
Syötä sisään työkalun keskipisteen asema
(X = – 1.5 mm) ja
paina näppäintä NUOLI ALAS siirtyäksesi edelleen Yakselille.
Kosketa työkappaleen reunaan 2.
PERUSPISTEEN ASETUS Y
Syötä sisään työkalun keskipisteen asema
(Y = – 1.5 mm) ja
paina näppäintä NUOLI ALAS.
Kosketa työkappaleen pintaan.
Kuva I.27ASETA PERUSPISTE -lomake
Kuva I.28
36 I Käyttöohjeet
Page 37

PERUSPISTEEN ASETUS Z = + 0
Syötä sisään työkalun kärjen asema (Z = 0 mm)
peruspisteen Z-koordinaattiarvon tallentamiseksi
muistiin. Paina ENTER.
Kosketus työkalun avulla
Työkalun käyttäminen peruspisteiden asetukseen ND 522/523 näyttölaitteen mittaustoimintoja käyttäen. Katso Kuva I.29 & Kuva I.30.
Valmistelu: Aseta sen hetkinen työkalu työkaluksi, jota käytetään
peruspisteen asetukseen
Esimerkki: Kosketa työkappaleen reunaan ja aseta se
peruspisteeksi
Perusakseli: X = 0 mm
Työkalun halkaisija D = 3 mm
Paina PERUSPISTE.
I – 3 Jyrsintäkohtaiset toimenpiteet
Kuva I.29 Peruspisteen asettaminen reunan avulla
Paina näppäintä NUOLI ALAS, kun X-AKSELI-kenttä
aktivoituu.
Paina ohjelmanäppäintä KOSKETA.
Paina ohjelmanäppäintä REUNA.
Kuva I.30
ND 522/523 37
Page 38

KOSKETUS X-AKSELILLA
Kosketa työkappaleen reunaan.
Tallenna reunan asema painamalla ohjelmanäppäintä
MERKKAA . Ohjelmanäppäin MERKKAA on käytännöllinen,
kun työkalutiedot määritetään koskettamalla
työkappaleeseen ilman kosketusanturin
takaisinkytkentätoimintoa. Välttääksesi aseman arvon
menettämisen työkalun peräytyksen johdosta paina
ohjelmanäppäintä MERKKAA arvon tallentamiseksi sinä
aikana, kun työkalu koskettaa työkappaleen reunaan.
Kosketetun reunan asemamäärityksessä
huomioidaan käytettävän työkalun (T:1, 2...) halkaisija
ja työkalun viimeisin liikesuunta ennen
ohjelmanäppäimen MERKKAA painamista.
Peruuta kosketuspää irti työkappaleesta.
I – 3 Jyrsintäkohtaiset toimenpiteet
SYÖTÄ ARVO X
Syötä reunan koordinaatti
ja
paina ENTER.
38 I Käyttöohjeet
Page 39

Esiasetus
Esiasetustoiminnon avulla käyttäjä voi määritellä asetusaseman
(tavoiteasema, nimellisasema) seuraavaa liikettä varten. Kun uusi
asetusasema on syötetty, näyttö vaihtuu inkrementaalitavalle ja
ilmoittaa etäisyyttä hetkellisasemasta asetusasemaan. Nyt käyttäjän
tarvitsee vain liikuttaa pöytää, kunnes näyttö tulee nollaan, jolloin
akseli on asetusasemassa. Asetusaseman informaatio syötetään joko
absoluuttisena arvona hetkellisestä peruspisteestä tai
inkrementaalisena liikkeenä hetkellisasemasta.
Esiasetuksen avulla käyttäjä voi myös määritellä, kumpi työkalun sivu
koneistaa asetusasemassa. Ohjelmanäppäin R+/- lomakkeessa
Esiasetus määrittelee korjauksen, joka on voimassa liikkeen aikana.
R+ ilmoittaa, että hetkellisen työkalun keskiviiva on suuremmassa
positiivisessa aseman arvossa kuin työkalun reuna. R+ ilmoittaa, että
työkalun keskiviiva on suuremmassa negatiivisessa aseman arvossa
kuin työkalun reuna. Korjausten R+/- käytössä inkrementaalinen arvo
säätyy automaattisesti huomioiden työkalun halkaisijan. Katso Kuva
I.31
Absoluuttisen etäisyyden esiasetus
Esimerkki: Olakkeen jyrsintä siirtämällä näyttöarvot nollaan
käyttämällä absoluuttiasemaa
Koordinaatit syötetään absoluuttimittoina; peruspisteenä on
työkappaleen nollapiste. Katso Kuva I.32 & Kuva I.33.
Nurkka
1: X = 0 mm / Y = 20 mm
Nurkka
2: X = 30 mm / Y = 20 mm
Nurkka
3: X = 30 mm / Y = 50 mm
4: X = 60 mm / Y = 50 mm
Nurkka
Kuva I.31 Työkalun sädekorjaus
I – 3 Jyrsintäkohtaiset toimenpiteet
Jos haluat kutsua viimeksi syötetyn esiasetuksen tietylle
akselille, paina akselinäppäintä.
Kuva I.32 Yhden työkierron esiasetus
ND 522/523 39
Page 40

Valmistelu:
U Valitse työkalu asianmukaisilla työkalutiedoilla.
U Esipaikoita työkalu sopivaan kohtaan (kuten X = Y = -20 mm).
U Siirrä työkalu jyrsintäsyvyyteen.
Paina ohjelmanäppäintä ASETUS/NOLLAUS niin, että
vaihdat asetustavalle.
Paina Y-akselin näppäintä.
ASETUSASEMAN ARVO
Syötä asetusaseman arvo nurkkapistettä 1:
Y = 20 mm varten ja
valitse työkalun sädekorjaus R + ohjelmanäppäimellä
R+/-. Paina, kunnes R+
vieressä.
Paina ENTER.
näkyy akselin lomakkeen
I – 3 Jyrsintäkohtaiset toimenpiteet
Siirrä Y-akselia, kunnes näyttöarvo on nolla. Graafisen
paikoitusavun neliö on nyt kahden kolmiomerkin
keskellä.
Kuva I.33
Paina X-akselin näppäintä.
40 I Käyttöohjeet
Page 41

ASETUSASEMAN ARVO
Syötä asetusaseman arvo nurkkapistettä 2:
X = +30 mm varten ja
valitse työkalun sädekorjaus R - ohjelmanäppäimellä
R+/-. Paina, kunnes Rvieressä.
Paina ENTER.
Siirrä X-akselia, kunnes näyttöarvo on nolla. Graafisen
paikoitusavun neliö on nyt kahden kolmiomerkin
keskellä.
Paina Y-akselin näppäintä.
näkyy akselin lomakkeen
I – 3 Jyrsintäkohtaiset toimenpiteet
ND 522/523 41
Page 42

I – 3 Jyrsintäkohtaiset toimenpiteet
ASETUSASEMAN ARVO
Syötä asetusaseman arvo nurkkapistettä 3:
Y = +50 mm varten ja
valitse työkalun sädekorjaus R + ohjelmanäppäimellä
R+/- ja paina, kunnes R+
vieressä.
Paina ENTER.
Siirrä Y-akselia, kunnes näyttöarvo on nolla. Graafisen
paikoitusavun neliö on nyt kahden kolmiomerkin
keskellä.
Paina X-akselin näppäintä.
ASETUSASEMAN ARVO
Syötä asetusaseman arvo nurkkapistettä 4:
X = +60 mm varten ja
näkyy akselilomakkeen
valitse työkalun sädekorjaus R+ ja paina
ohjelmanäppäintä ENTER.
Siirrä X-akselia, kunnes näyttöarvo on nolla. Graafisen
paikoitusavun neliö on nyt kahden kolmiomerkin
keskellä.
42 I Käyttöohjeet
Page 43

Inkrementaalisen etäisyyden esiasetus
Esimerkki: Poraus siirtämällä näyttöarvo nollaan
inkrementaalisen paikoituksen avulla
Syötä sisään koordinaatit inkrementaalimittoina. Seuraavaksi esitetään
näitä arvoja ja (näytöllä) ne merkitään osoitekirjaimen I jälkeen.
Peruspiste on työkappaleen nollapiste. Katso Kuva I.34 & Kuva I.35.
Reikä 1 kohdassa: X = 20 mm / Y = 20 mm
Etäisyys reiästä 2 reikään 1: XI = 30 mm / YI = 30 mm
Reiän syvyys: Z = –12 mm
Käyttötapa: INKREMENTAALINEN
Paina ohjelmanäppäintä ASETUS/NOLLAUS niin, että
vaihdat asetustavalle.
Paina X-akselin näppäintä.
- ASETUSASEMAN ARVO -
Syötä asetusaseman arvo reiälle 1: X = 20 mm
varmistaaksesi, että työkalun sädekompensaatio on
voimassa.
Paina näppäintä NUOLI ALAS .
ASETUSASEMAN ARVO
Syötä asetusaseman arvo reiälle 1: Y = 20 mm.
Varmista, että työkalun sädekompensaatio on esillä.
Paina näppäintä NUOLI ALAS.
ASETUSASEMAN ARVO
Syötä sisään asetusaseman arvo reiän syvyyttä
varten: Z = –12 mm. Paina ENTER.
Poraa reikä 1: Siirrä X-, Y- ja Z-akselia, kunnes
näyttöarvo on nolla. Graafisen paikoitusavun neliö on
nyt kahden kolmiomerkin keskellä.
Peräytä pora.
Kuva I.34 Porausesimerkki
I – 3 Jyrsintäkohtaiset toimenpiteet
Paina X-akselin näppäintä.
ND 522/523 43
Page 44

ASETUSASEMAN ARVO
Syötä asetusaseman arvo reikää 2: X = 30 mm varten
ja
merkitse sisäänsyöttöarvosi inkrementaalimitaksi,
paina ohjelmanäppäintä I .
Paina ENTER.
Paina Y-akselin näppäintä.
ASETUSASEMAN ARVO
I – 3 Jyrsintäkohtaiset toimenpiteet
Syötä asetusaseman arvo reikää 2: Y = 30 mm varten
ja
merkitse sisäänsyöttöarvosi inkrementaalimitaksi,
paina ohjelmanäppäintä I.
Paina ENTER.
Siirrä X- ja Z-akselia, kunnes näyttöarvo on nolla.
Graafisen paikoitusavun neliö on nyt kahden
kolmiomerkin keskellä.
Paina Z-akselin näppäintä.
ASETUSASEMAN ARVO
Paina ENTER (käyttää viimeksi määriteltyä esiasetusta).
Poraa reikä 2: Siirrä Z-akselia, kunnes näyttöarvo on
nolla. Graafisen paikoitusavun neliö on nyt kahden
kolmiomerkin keskellä. Peräytä pora.
Kuva I.35Porausesimerkki
44 I Käyttöohjeet
Page 45

RPM-laskin
RPM-laskinta käytetään määrittämään sopiva pyörintänopeus (tai
kehälastuamisnopeus) määritellyn työkalun halkaisijan perusteella
(sorvauskäytössä). Katso Kuva I.36. Kuvan arvot ovat ainoastaan
esimerkkejä. Kysy eri työkalujen karanopeusalueet työstökoneesi
valmistajalta.
U Paina LASKIN.
U Paina ohjelmanäppäintä RPM avataksesi RPM LASKIN -lomakkeen.
U RPM-laskin vaatii työkalun halkaisijan. Käytä numeronäppäimiä
halkaisijan arvon sisäänsyöttämiseksi. Halkaisijan arvon
oletusarvona on hetkellisen työkalun halkaisija. Jos virran
päälläoloaikana ei ole vielä syötetty lainkaan arvoa, oletusarvo on 0.
U Jos vaatimuksena on kehänopeuden arvo, syötä se
numeronäppäinten avulla. Kun kehänopeuden arvo syötetään, siitä
lasketaan vastaava pyörintänopeus (RPM).
Kun kursori on LASTUAMISNOPEUS-kentässä, käytettävissä on myös
on-line-ohjeiden ohjelmanäppäin. Taulukosta voidaan katsoa
suositeltavat lastuamisnopeudet kulloinkin koneistettavalle
materiaalille.
U Paina ohjelmanäppäintä YKSIKÖT näyttääksesi yksiköt tuumina tai
millimetreinä.
U RPM-LASKIN -lomake suljetaan painamalla C -näppäintä.
Kuva I.36 RPM-LASKIN -lomake
I – 3 Jyrsintäkohtaiset toimenpiteet
ND 522/523 45
Page 46

Ympyrämäiset ja lineaariset kuviot (Jyrsintä)
Tässä kappaleessa esitellään reikäkuvion toiminnot ympyrämäisille ja
suoraviivaisille reikäkuvioille.
Paina toimintonäppäintä YMPYRÄKUVIO tai SUORAKUVIO valitaksesi
haluamasi reikäkuvion ja syötä sisään tarvittavat tiedot. Nämä tiedot
voidaan yleensä saada suoraan työkappaleen piirustuksesta (esim.
reiän syvyys, rekien lukumäärä , jne.).
Reikäkuvioiden toiminnoissa ND 522/523 laskee sen jälkeen kaikkien
reikien asemat ja näyttää kuviota graafisesti näytöllä.
Grafiikka mahdollistaa reikäkuvion tarkastamisen ennen koneistuksen
aloittamista. Se on myös hyödyllinen valittaessa reiät suoraan,
toteutettaessa reiät erikseen ja hypättäessä reikien yli.
Toiminnot ja jyrsintäkuviot
Toiminto Ohjelmanäppäin
Paina tätä nähdäksesi hetkellisen kuvion
reikien sijoittelun.
Paina siirtyäksesi edelliseen reikään.
Paina edetäksesi manuaalisesti seuraavaan
I – 3 Jyrsintäkohtaiset toimenpiteet
reikään.
Paina tätä käyttääksesi olemassa olevaa
asemaa.
Paina päättääksesi porauksen.
Reikäympyrä
Tarvittavat tiedot:
Kuvion tyyppi (täysi tai segmentti)
Reikiä (lukumäärä)
Keskipiste (reikäympyrän keskipiste kuvion tasossa)
Säde (määrittelee reikäympyrän säteen)
Lähtökulma (kuvion 1. reiän kulma) – Lähtökulma on nollakulman
referenssiakselin ja ensimmäisen reiän välinen kulma (lisätietoja
varten katso "Kulmaperusakseli" sivulla 14).
Askelkulma (valinnainen: tämä tarvitaan vain, jos luodaan ympyrä
segmentti.) - Askelkulma on reikien välinen kulma.
Syvyys (porauksen asetussyvyys työkaluakselilla)
ND 522/523 laskee reikien koordinaatit, joihin sinun tulee siirtyä
yksinkertaisesti ajamalla näyttöarvot nollaan.
46 I Käyttöohjeet
Page 47

Esimerkki: Syötä tiedot ja toteuta ympyräkuvio. (Katso Kuva I.37,
Kuva I.38 & Kuva I.39.)
Reikiä (lkm): 4
Keskipisteen koordinaatit: X = 10 mm / Y = 15 mm
Reikäympyrän säde: 5 mm
Aloituskulma: (X-akselin ja ensimmäisen reiän aseman välinen kulma):
25°
Reiän syvyys: Z = -5mm
1. vaihe: Syötä tiedot
Paina toimintonäppäintä YMPYRÄKUVIO.
KUVION TYYPPI
Syötä sisään ympyräkuvion tyyppi (täysi). Kursori
seuraavaan kenttään.
REIKIÄ
Kuva I.37 Ympyräkuvio-lomakkeen alku
Syötä reikien lukumäärä (4).
YMPYRÄN KESKIPISTE
Syötä ympyrän keskipisteen koordinaatit X ja Y.
Esimerkki: (X = 10), (Y = 15) tai paina MERKKAA
asettaaksesi hetkellisaseman koordinaatit. Kursori
seuraavaan kenttään.
SÄDE
Syötä sisään ympyräkuvion säde (5).
LÄHTÖKULMA
Syötä sisään lähtökulma (25°).
ASKELKULMA
Syötä askelkulma (90°) (tätä voi muuttaa vain
syötettäessä “segmenttiä”).
I – 3 Jyrsintäkohtaiset toimenpiteet
Kuva I.38 Ympyräkuvio-lomakkeen sivu 2
Kuva I.39 Ympyräkuvion grafiikan kuvaus
ND 522/523 47
Page 48

SYVYYS
2. vaihe: Pora
Syötä syvyys mikäli tarpeen. Reiän syvyys on
valinnainen ja voidaan jättää tyhjäksi.
Paina ENTER.
Painettaessa ohjelmanäppäintä NÄYTÄ näytölle vaihtuu
kuvion erilaisia kuvauksia (grafiikka, loppumatka ja
absoluutti).
Siirry reikään:
Siirrä X- ja Z-akselia, kunnes näyttöarvo on nolla.
Poraus:
Toteuta liike ajamalla työkaluakselin näyttöarvo
nollaan.
I – 3 Jyrsintäkohtaiset toimenpiteet
Porauksen jälkeen peruuta pora työkaluakselilla.
Paina ohjelmanäppäintä SEURAAVA REIKÄ.
Jatka poraamalla loput reiät samalla tavalla.
Kun koko kuvio on valmis, paina ohjelmanäppäintä
LOPETA.
48 I Käyttöohjeet
Page 49

Reikäsuora
Tarvittavat tiedot:
Suoran kuvion tyyppi (asetelma tai kehikko)
Ensimmäinen reikä (kuvion 1. reikä)
Reikiä rivillä (reikien lukumäärä kuvion kullakin rivillä)
Reikäväli (reikien välinen etäisyys tai siirtymä rivillä)
Kulma (kuvion kulma-asema tai kiertoasema)
Syvyys (porauksen asetussyvyys työkaluakselilla)
Rivien lukumäärä (rivien lukumäärä kuviossa)
Riviväli (kuvion rivien välinenn etäisyys)
I – 3 Jyrsintäkohtaiset toimenpiteet
ND 522/523 49
Page 50

Esimerkki: Syötä tiedot ja toteuta suorakuvio. (Katso Kuva I.40,
Kuva I.41 & Kuva I.42).
Kuvion tyyppi: Asetelma
Ensimmäisen reiän X-koordinaatti: X = 20 mm
Ensimmäisen reiän Y-koordinaatti: Y = 15 mm
Reikien lukumäärä rivillä: 4
Reikäväli: 10 mm
Kääntökulma: 18°
Reiän syvyys: -2
Rivien lukumäärä: 3
Riviväli: 12 mm
1. vaihe: Syötä tiedot
Paina toimintonäppäintä SUORAKUVIO.
KUVION TYYPPI
Kuva I.40Suorakuvion esimerkki
I – 3 Jyrsintäkohtaiset toimenpiteet
Syötä sisään kuvion tyyppi (Asetelma). Kursori
seuraavaan kenttään.
ENSIMMÄISEN REIÄN X JA Y
Syötä X- ja Y-koordinaatit (X = 20), (Y = 15). Kursori
seuraavaan kenttään.
REIKIÄ RIVILLÄ
Syötä reikien lukumäärä rivillä (4). Siirrä kursori
seuraavaan kenttään.
REIKÄVÄLI
Syötä reikäväli (10).
KULMA
Syötä sisään kääntökulma (18°).
Kuva I.41Suorakuvio-lomake
Kuva I.42Suorakuvion grafiikan kuvaus
50 I Käyttöohjeet
Page 51

SYVYYS
RIVIEN LUKUMÄÄRÄ
RIVIVÄLI
2. vaihe: Pora
Syötä syvyys mikäli tarpeen (-2). Reiän syvyys on
valinnainen ja voidaan jättää tyhjäksi.
Syötä rivien lukumäärä (3).
Syötä rivien välinen etäisyys,
paina ENTER.
Paina ohjelmanäppäintä NÄYTÄ nähdäksesi grafiikan.
Siirry reikään:
Siirrä X- ja Z-akselia, kunnes näyttöarvo on nolla.
Poraus:
Toteuta liike ajamalla työkaluakselin näyttöarvo
nollaan.
Porauksen jälkeen peruuta pora työkaluakselilla.
Paina ohjelmanäppäintä SEURAAVA REIKÄ.
Jatka poraamalla loput reiät samalla tavalla.
Kun koko kuvio on valmis, paina ohjelmanäppäintä
LOPETA.
I – 3 Jyrsintäkohtaiset toimenpiteet
ND 522/523 51
Page 52

Viisto & kaareva jyrsintä
Tässä kappaleessa esitellään viiston ja kaarevan jyrsinnän
ominaispiirteet.
Kun painat toimintonäppäintä VIISTO JYRSINTÄ tai KAAREVA JYRSINTÄ,
näytölle tulee siihen liittyvä sisäänsyöttölomake. Nämä ominaisuudet
mahdollistavat tasaisen diagonaalisen pinnan koneistamisen (viisto
jyrsintä) ja kaarevan pinnan jyrsinnän (kaareva jyrsintä) käyttämällä
manuaalista konetta.
Viiston ja kaarevan jyrsinnän toiminnot.
Toiminto Ohjelmanäppäin
Paina tätä valitaksesi tason.
Paina tätä käyttääksesi olemassa olevaa
asemaa.
Paina palataksesi edelliseen vaiheeseen.
Paina siirtyäksesi seuraavaan vaiheeseen.
I – 3 Jyrsintäkohtaiset toimenpiteet
Viisto jyrsintä
Sisäänsyöttölomake: Katso Kuva I.43 ja Kuva I.44.
VIISTON JYRSINNÄN lomaketta käytetään jyrsittävän tasaisen pinnan
määrittelemiseen. Paina VIISTO JYRSINTÄ -toimintonäppäintä
lomakkeen avaamiseksi.
Taso - Valitse taso painamalla TASO-ohjelmanäppäintä. Hetkellinen
valinta näkyy ohjelmanäppäimen ja tasokentän kohdalla.
Viestiruudussa oleva grafiikka auttaa oikean tason valitsemisessa.
Alkupiste: Syötä alkupisteen koordinaatit tai paina MERKKAA
asettaaksesi hetkellisaseman koordinaatit.
Loppupiste: Syötä loppupisteen koordinaatit tai paina MERKKAA
asettaaksesi hetkellisaseman koordinaatit.
Askel: Syötä askelmitta. Jyrsinnässä tämä on kunkin lastun välinen
etäisyys tai askeleen pituus muotoviivan suunnassa.
Askelmitta on valinnainen. Jos arvo on nolla, käyttäjä
päättää ajon aikana, kuinka suuri askel kulloinkin otetaan.
Paina ENTER suorittaaksesi pintajyrsinnän toimenpiteen. Paina C
poistuaksesi lomakkeesta ilman toteutusta. Asetukset pidetään,
kunnes virta kytketään pois päältä.
52 I Käyttöohjeet
Page 53

Toteutus
Toteuta jyrsintä avaamalla viiston jyrsinnän sisäänsyöttölomake ja
painamalla ENTER-näppäintä. Näyttö vaihtuu inkrementaalisen
asemanäytön tavalle.
Aluksi asema näyttää hetkellistä inkrementaalista liikematkaa
alkupisteestä. Siirry alkupisteeseen ja ota pistolastu tai
ensimmäinen lastu pinnan poikki. Paina Seuraava lastu ohjelmanäppäintä jatkaaksesi muodon seuraavaan vaiheeseen.
Kun painat SEURAAVA LASTU,, inkrementaalinen näyttö esittää
etäisyyttä seuraavasta askeleesta muotoviivaa pitkin.
Jos askelmittaa ei ole valittu, inkrementaalinen näyttö esittää aina
etäisyyttä lähimmästä pisteestä viivalle. Seurataksesi muotoa siirrä
kahta akselia lyhyin askelin pitämällä asemat (X,Y) mahdollisimman
lähellä arvoa 0.
Tasopinnan jyrsinnässä on kolme mahdollista näyttökuvausta:
inkrementaalinen asema, muoto ja absoluuttinen asema. Paina
NÄYTÄ-ohjelmanäppäintä vaihtaaksesi käytettävissä olevien
näyttösivujen kesken.
Muotokuvaus näyttää työkalun asemaa jyrsintäpinnan suhteen. Kun
työkalua esittävä risti on pintaa esittävällä viivalla, työkalu on
asemassa. Työkalun ristisymboli pysyy kiinteänä grafiikan keskellä.
Kun pöytää liikutetaan, tasopinnan viiva liikkuu.
Paina LOPETA-ohjelmanäppäintä päättääksesi jyrsintätoimenpiteet.
Työkalun sädekorjausta käytetään hetkellisen työkalun
säteestä riippuen. Jos tason valinta käsittää
työkaluakselin, työkalun kärjeksi oletetaan pallopää.
I – 3 Jyrsintäkohtaiset toimenpiteet
Työkalukorjauksen suunta (R+ tai R-) määräytyy työkalun
aseman perusteella. Käyttäjän on lähestyttävä
muotopintaa oikeasta suunnasta, jotta työkalun
kompensointi toteutuisi oikein.
ND 522/523 53
Page 54

Esimerkki: Paina Viisto jyrsintä -toimintonäppäintä lomakkeen
avaamiseksi: (Katso Kuva I.43).
Taso: XY (3 valittavaa vaihtoehtoa - XY, YZ, & XZ) Valitse sopiva taso.
Aloituspiste: Syötä tiedot tai paina MERKKAA-ohjelmanäppäintä
1. vaihe: Syötä tiedot
Paina TASO-ohjelmanäppäintä valitaksesi
jyrsintätason.
Paina NUOLI ALAS-toimintonäppäintä.
LÄHTÖPISTE
Syötä ensimmäisen akselin lähtöpisteen koordinaatit
tai paina MERKKAA asettaaksesi hetkellisaseman
koordinaatin.
Paina NUOLI ALAS -näppäintä
Syötä toisen akselin lähtöpisteen koordinaatit tai
paina MERKKAA asettaaksesi hetkellisaseman
koordinaatin.
Kuva I.43Sisäänsyöttölomake: Taso
I – 3 Jyrsintäkohtaiset toimenpiteet
SEURAAVAN TIEDON SYÖTTÖ
Paina NUOLI ALAS-toimintonäppäintä
LOPPUPISTE
Syötä ensimmäisen akselin loppupisteen
koordinaatit tai paina MERKKAA asettaaksesi
hetkellisaseman koordinaatin.
Paina NUOLI ALAS -näppäintä
Syötä toisen akselin loppupisteen koordinaatit tai
paina MERKKAA asettaaksesi hetkellisaseman
koordinaatin.
SEURAAVAN TIEDON SYÖTTÖ
Paina NUOLI ALAS-toimintonäppäintä
ASKELMITTA
Syötä askelmitta. Askelmitta on valinnainen. Jos
arvo on nolla, käyttäjä päättää ajon aikana, kuinka
suuri askel kulloinkin otetaan.
Paina ENTER ajaaksesi ohjelman tai LOPPU-
ohjelmanäppäintä lopettaaksesi.
Kuva I.44Sisäänsyöttölomake: Loppupiste
54 I Käyttöohjeet
Page 55

Kaarijyrsintä
Sisäänsyöttölomake: Katso Kuva I.45, Kuva I.46 ja Kuva I.47.
Kaarevan jyrsinnän lomaketta käytetään jyrsittävän kaarevan pinnan
määrittelemiseen. Paina KAAREVA JYRSINTÄ-toimintonäppäintä
lomakkeen avaamiseksi.
Tason valinta: Valitse taso painamalla TASO-ohjelmanäppäintä.
Hetkellinen valinta näkyy ohjelmanäppäimen ja tasokentän kohdalla.
Viestiruudussa oleva grafiikka auttaa oikean tason valitsemisessa.
Keskipiste: Syötä kaaren keskipisteen koordinaatit.
Alkupiste: Syötä alkupisteen koordinaatit.
Loppupiste: Syötä loppupisteen koordinaatit
Askel: Syötä askelmitta. Jyrsinnässä tämä on kunkin lastun tai
askeleen välinen etäisyys muotokaaren suunnassa.
Askelmitta on valinnainen. Jos arvo on nolla, käyttäjä
päättää ajon aikana, kuinka suuri askel kulloinkin otetaan.
Paina ENTER tai AJA toteuttaaksesi jyrsintätoimenpiteen. Paina C
poistuaksesi lomakkeesta ilman toteutusta. Asetukset pidetään,
kunnes virta kytketään pois päältä.
Toteutus
Toteuta jyrsintä avaamalla syöttölomake ja painamalla AJA-
ohjelmanäppäintä tai ENTER-näppäintä. Näyttö vaihtuu
inkrementaalisen asemanäytön tavalle.
Aluksi asema näyttää hetkellistä inkrementaalista etäisyyttä
alkupisteestä. Siirry alkupisteeseen ja ota pistolastu tai
ensimmäinen lastu pinnan poikki. Paina SEURAAVA LASTU ohjelmanäppäintä jatkaaksesi muodon seuraavaan vaiheeseen.
Kun painat SEURAAVA LASTU, inkrementaalinen näyttö esittää
etäisyyttä seuraavasta lastusta muotokaarta pitkin.
Jos askelmittaa ei ole valittu, inkrementaalinen näyttö esittää aina
etäisyyttä lähimmästä pisteestä kaarelle. Seurataksesi muotoa siirrä
kahta akselia lyhyin askelin pitämällä asemat (X,Y) mahdollisimman
lähellä arvoa 0.
Tasopinnan jyrsinnässä on kolme mahdollista näyttökuvausta:
inkrementaalinen asema, muoto ja absoluuttinen asema. Paina
NÄYTÄ-ohjelmanäppäintä vaihtaaksesi käytettävissä olevien
näyttösivujen kesken.
I – 3 Jyrsintäkohtaiset toimenpiteet
ND 522/523 55
Page 56

Muotokuvaus näyttää työkalun asemaa jyrsintäpinnan suhteen. Kun
työkalua esittävä risti on pintaa esittävällä viivalla, työkalu on
asemassa. Työkalun ristisymboli pysyy kiinteänä grafiikan keskellä.
Kun pöytää liikutetaan, tasopinnan viiva liikkuu.
Paina LOPETA-ohjelmanäppäintä päättääksesi jyrsintätoimenpiteet.
Työkalun sädekorjausta käytetään hetkellisen työkalun
säteestä riippuen. Jos tason valinta käsittää
työkaluakselin, työkalun kärjeksi oletetaan pallopää.
Työkalukorjauksen suunta (R+ tai R-) määräytyy työkalun
aseman perusteella. Käyttäjän on lähestyttävä
muotopintaa oikeasta suunnasta, jotta työkalun
kompensointi toteutuisi oikein.
I – 3 Jyrsintäkohtaiset toimenpiteet
56 I Käyttöohjeet
Page 57

Esimerkki: Paina Viisto jyrsintä -toimintonäppäintä lomakkeen
avaamiseksi: (Katso Kuva I.45), (Kuva I.46), ja (Kuva I.47).
Taso: XY (3 valittavaa vaihtoehtoa - XY, YZ, & XZ) Valitse sopiva taso.
Keskipiste: Syötä tiedot tai paina Merkkaa-ohjelmanäppäintä
1. vaihe: Syötä tiedot
Paina TASO-ohjelmanäppäintä valitaksesi
jyrsintätason.
Paina NUOLI ALAS-toimintonäppäintä.
KESKIPISTE
Syötä keskipisteen koordinaatit tai paina MERKKAA
asettaaksesi hetkellisaseman koordinaatin.
Paina NUOLI ALAS -näppäintä
SEURAAVAN TIEDON SYÖTTÖ
Paina NUOLI ALAS-toimintonäppäintä
ALKU- JA LOPPUPISTE
Syötä akselin alkupisteen XY-koordinaatit tai paina
MERKKAA asettaaksesi hetkellisaseman koordinaatin.
Syötä akselin loppupisteen koordinaatit tai paina
MERKKAA.
Paina NUOLI ALAS -näppäintä
SEURAAVAN TIEDON SYÖTTÖ
Paina NUOLI ALAS-toimintonäppäintä
ASKELMITTA
Syötä askelmitta. Askelmitta on valinnainen. Jos
arvo on nolla, käyttäjä päättää ajon aikana, kuinka
suuri askel kulloinkin otetaan.
Paina ENTER ajaaksesi ohjelman tai LOPPU-
ohjelmanäppäintä lopettaaksesi.
Kuva I.45 Sisäänsyöttölomake: Kaari
I – 3 Jyrsintäkohtaiset toimenpiteet
Kuva I.46 Sisäänsyöttölomake: Alkupiste
Kuva I.47 Sisäänsyöttölomake: Loppupiste
ND 522/523 57
Page 58

I – 4 Sorvauskohtaiset toimenpiteet
Ø
Tässä kappaleessa esitellään ne käyttötoimenpiteet ja näppäinten
toiminnot, jotka koskevat vain sorvauskäyttöä. Sellaiset
näppäintoiminnot, jotka ovat samat riippumatta siitä, onko ND 522/523
konfiguroitu jyrsintää vai sorvausta varten, on esitelty aiemmin tässä
käsikirjassa (katso Sivu 17).
Näppäinten toiminnot yksityiskohtaisesti
Sorvauskohtaiset näyttökuvakkeet
Toiminto Näyttökuvake
Tätä käytetään ilmoittamaan, että näytettävä
arvo on halkaisijan arvo. Jos mitään kuvaketta ei
näytetä, se tarkoittaa esitetyn arvon olevan
säteen arvo.
Työkalu-toimintonäppäin
ND 522/523 voi tallentaa mittakorjaukset enintään 16 työkalua varten.
Kun vaihdat työkappaletta tai perustat uuden peruspisteen, kaikki
työkalut referoidaan automaattisesti uuden peruspisteen suhteen.
Ennen kuin voit käyttää työkalua, sinun täytyy syöttää sisään sen
I – 4 Sorvauskohtaiset toimenpiteet
korjausarvo (lastuavan särmän asema). Työkalukorjaukset voidaan
asettaa käyttämällä toimintoja TYÖKALU/ASETA tai MERKKAA/
ASETA.
Jos olet mitannut työkalusi työkalun esiasetuslaitteella, korjaukset
voidaan syöttää suoraan sisään. Katso Kuva I.48.
Pääsy työkalutaulukon valikolle:
Paina TYÖKALU -toimintonäppäintä.
Kursori sijoittuu oletusarvoisesti
TYÖKALUTAULUKKO-kenttään.
TYÖKALUTAULUKKO
Siirrä kursori haluamasi työkalun kohdalle. Paina
ENTER.
58 I Käyttöohjeet
Kuva I.48Työkalutaulukko sorvauksessa
Page 59

Työkalutaulukon käyttö
Esimerkki: Korjausarvojen syöttäminen työkalutauukkoon
Työkalukorjausten asettaminen käyttämällä toimintoa TYÖKALU/ASETA
Toimintoa TYÖKALU/ASETA voidaan käyttää työkalun korjausarvon
asettamiseen työkalun avulla, kun työkappaleen halkaisija tunnetaan.
Katso Kuva I.49
Kosketa tunnettuun halkaisijaan X-akselilla
Paina toimintonäppäintä TOOL. Aktivoi haluamasi
työkalu.
Paina näppäintä ENTER.
Valitse X-akselin näppäin.
I – 4 Sorvauskohtaiset toimenpiteet
Syötä sisään työkalun kärjen asema, esimerkiksi
X=Ø 20 mm.
Muista varmistaa, että ND 522/523 on halkaisijan
näyttötavalla (Ø), mikäli syötät sisään halkaisijan
arvon.
Kosketa työkappaleen pintaan työkalulla.
Paikoita kursori Z-akselin kohdalle
Aseta työkalun kärjen paikoitusnäyttö nollaan, Z=0.
Paina ENTER.
Kuva I.49
ND 522/523 59
Page 60

Työkalukorjauksen asettaminen käyttämällä MERKKAA/ASETAtoimintoa
MERKKAA/ASETA-toimintoa voidaan käyttää työkalun korjausarvon
asettamiseen, kun työkalu on kuormituksen alaisena eikä
työkappaleen halkaisijaa tunneta. Katso Kuva I.50.
MERKKAA/ASETA-toiminto on hyödyllinen, kun työkalutiedot
määritetään koskettamalla työkappaleeseen. Jotta paikoitusarvoa ei
hukattaisi, kun työkalu peräytetään työkappaleen mittauksen
yhteydessä, se voidaan tallentaa muistiin painamalla MERKKAA.
Toiminnon MERKKAA/ASETA käyttäminen:
Paina toimintonäppäintä TOOL. Valitse haluamasi
työkalu ja paina näppäintä ENTER .
I – 4 Sorvauskohtaiset toimenpiteet
Valitse X-akselin näppäin.
Sorvaa halkaisija X-akselilla.
Paina ohjelmanäppäintä MERKKAA työkalun edelleen
ottaessa lastua.
Peräytä työkalu hetkellisasemasta.
Kytke kara pois päältä ja mittaa työkappaleen
halkaisija.
Syötä sisään mitattu halkaisija tai säde, esim. 15 mm
ja paina ENTER.
Muista varmistaa, että ND 522/523 on halkaisijan
näyttötavalla (Ø), mikäli syötät sisään halkaisijan
arvon.
Kuva I.50Työkalukorjauksen asettaminen
Kuva I.51TYÖKALU/ASETA-lomake
60 I Käyttöohjeet
Page 61

Peruspiste-toimintonäppäin
Katso "Peruspiste-toimintonäppäin" sivulla 35 perusinformaatiota
varten. Peruspisteiden asetukset määrittelevät akseliasemien ja
näyttöarvojen väliset yhteydet. Useimmissa sorveissa on vain yksi Xakselin peruspiste, istukan keskiviiva, mutta joskus voi olla hyödyllistä
määritellä lisää peruspisteitä Z-akselille. Taulukko voi sisältää enintään
10 peruspistettä. Helpoin tapa asettaa peruspisteitä on koskettaa
työkappaleeseen tunnetussa halkaisijan arvossa tai asemassa, jonka
jälkeen tämä mitta syötetään arvoksi, jota tulee näyttää.
Esimerkki: Työkappaleen peruspisteen asetus. Katso Kuva I.52 & Kuva
I.53.
Akselijärjestys tässä esimerkissä: X - Z
Valmistelu:
Kutsu työkalutiedot valitsemalla se työkalu, jota käytät
työkappaleeseen kosketuksessa.
Paina toimintonäppäintä PERUSPISTE.
Kursori on kentässä PERUSPISTEEN NUMERO.
Syötä peruspisteen numero ja paina näppäintä NUOLI
ALAS siirtyäksesi X-akselin kenttään.
Kosketa työkappaleeseen pisteessä 1.
I – 4 Sorvauskohtaiset toimenpiteet
Kuva I.52 Työkappaleen peruspisteen asetus
Kuva I.53
ND 522/523 61
Page 62

I – 4 Sorvauskohtaiset toimenpiteet
PERUSPISTEEN ASETUS X
Syötä työkappaleen halkaisija tässä pisteessä.
Muista varmistaa, että ND 522/523 on halkaisijan
näyttötavalla (Ø), mikäli syötät sisään halkaisijan
arvon.
Paina näppäintä NUOLI ALAS siirtyäksesi edelleen Zakselille.
Kosketa työkappaleeseen pisteessä 2.
PERUSPISTEEN ASETUS Z
Syötä sisään työkalun kärjen asema (Z = 0 mm)
peruspisteen Z-koordinaattiarvon tallentamiseksi
muistiin.
Paina ENTER.
62 I Käyttöohjeet
Page 63

Peruspisteiden asettaminen käyttämällä MERKKAA/ASETAtoimintoa
MERKKAA/ASETA-toiminto on hyödyllinen peruspisteen asetuksessa,
kun työkalu on kuormituksen alainen eikä työkappaleen halkaisijaa
tunneta. Katso Kuva I.54 & Kuva I.55
Toiminnon MERKKAA/ASETA käyttäminen:
Paina toimintonäppäintä PERUSPISTE.
Kursori on kentässä PERUSPISTEEN NUMERO.
Syötä peruspisteen numero ja paina näppäintä NUOLI
ALAS siirtyäksesi X-akselin kenttään.
Sorvaa halkaisija X-akselilla.
Paina ohjelmanäppäintä MERKKAA työkalun edelleen
ottaessa lastua.
Kuva I.54
Peräytä työkalu hetkellisasemasta.
Kytke kara pois päältä ja mittaa työkappaleen
halkaisija.
Syötä sisään mitattu halkaisija tai säde, esim. 15 mm
ja paina ENTER.
Muista varmistaa, että ND 522/523 on halkaisijan
näyttötavalla (Ø), mikäli syötät sisään halkaisijan
arvon.
I – 4 Sorvauskohtaiset toimenpiteet
Kuva I.55 Peruspisteen asettaminen käyttämällä
MERKKAA/ASETA-toimintoa
ND 522/523 63
Page 64

Kartiolaskin-toimintonäppäin
Voit laskea kartioita joko syöttämällä mitat tulosteesta tai koskettamalla kartiomaiseen työkappaleeseen työkalulla tai mittakellolla.
Käytä kartiolaskinta kartiokulman laskentaan. Katso Kuva I.56 ja Kuva
I.57.
Sisäänsyöttöarvot:
Kartiosuhteen laskemista varten tarvitaan seuraavat tiedot:
Kartion säteen muuttuminen
Kartion pituus
Kartiolaskennassa vaadittavat tiedot käytettäessä kumpaakin
halkaisijaa (D1, D2) ja pituutta:
Lähtöhalkaisija
Loppuhalkaisija
Kartion pituus
Paina toimintonäppäintäLASKIN.
Huomaa, että ohjelmanäppäimen valinta on vaihtunut
ja sisältää nyt kartiolaskenta toiminnon.
Kuva I.56Kartiolaskimen lomake - Halkaisija 1
I – 4 Sorvauskohtaiset toimenpiteet
D1/D2 PITUUS
KARTIOSUHDE
Laskeaksesi kartiokulman kahdella halkaisijalla ja
niiden välisellä pituudella paina KARTIO: D1/D2/L -
ohjelmanäppäintä.
Ensimmäinen kartiopiste, HALKAISIJA 1,
vaihtoehtoisesti syötä piste käyttämällä
numeronäppäimiä ja paina ENTER tai kosketa työkalua
yhteen pisteeseen ja paina MERKKAA.
Toista tämä kentässä HALKAISIJA 2.
Kun käytät näppäintä MERKKAA, kartiokulma
lasketaan automaattisesti.
Kun syötät tiedot numeerisesti, syötä ne kenttään
PITUUS ja paina ENTER. Kartiokulma ilmestyy kenttään
KULMA
Laskeaksesi kulman käyttämällä apuna halkaisijan ja
pituuden suhdetta paina ohjelmanäppäintä KARTIO:
SUHDE.
Syötä numeronäppäinten avulla arvot kenttiin
SYÖTTÖ 1 ja SYÖTTÖ 2. Paina ENTER jokaisen
valinnan jälkeen.
Laskettu suhde ja kulma ilmestyvät vastaaviin
kenttiin.
Kuva I.57Kartiolaskimen lomake - Halkaisija 2
64 I Käyttöohjeet
Page 65

Esiasetus
Esiasetustoiminnon vaikutus on esitetty aiemmin tässä käsikirjassa
(Katso "Esiasetus" sivulla 39). Näillä sivuilla esitetyt tiedot ja esimerkit
perustuvat jyrsintäsovellukseen. Esitysten perusteet ovat samat
sorvauksessa lukuunottamatta kahta poikkeusta; työkalun
halkaisijakorjaukset (R+/-) ja säde/halkaisija-sisäänsyötöt.
Työkalun halkaisijakorjausta ei käytetä lainkaan sorvaustyökaluissa,
joten toiminto ei vaikuta sorvauksen esiasetusten yhteydessä.
Sorvauksessa sisäänsyötöt voivat olla joko säteen arvoja tai halkaisijan
arvoja. On tärkeätä varmistaa, että esiasetuksissa syötettävät yksiköt
ovat sopusoinnussa kulloinkin näytettävien yksiköiden kanssa.
Halkaisijan arvoa näytetään symbolilla Ø. Näytön tilaa voidaan vaihtaa
ohjelmanäppäimellä R
R
(Säde/halkaisija) -ohjelmanäppäin
X
Yleensä sorvauskappaleen piirustuksessa annetaan halkaisijan arvot.
ND 522/523 voi näyttää joko säteen tai halkaisijan arvoa. Kun
ilmoitetaan halkaisijaa, halkaisijan symboli (Ø) näkyy aseman arvon
vieressä. Katso Kuva I.58.
Esimerkki: Sädenäyttö, asema 1 X = 20 mm
Halkaisijanäyttö, asema 1 X = Ø 40 mm
(ks. alla).
X
Paina ohjelmanäppäintä RX vaihtaaksesi säteen
näytöltä halkaisijan näytölle.
I – 4 Sorvauskohtaiset toimenpiteet
Kuva I.58 Työkappale säde/halkaisija-näyttöä varten
ND 522/523 65
Page 66

Vektorointi-toimintonäppäin
Vektorikäytön avulla pilkotaan yhdysakseli poikittais- ja
pituusakseleiksi. Katso Kuva I.59.Jos olet sorvaamassa esim. kierrettä,
vektorikäytön avulla voit nähdä kierteen halkaisijan arvon Xakselinäytöllä, vaikka olisitkin liikuttamassa työkalua yhdysakselin
käsipyörällä. Vektorikäytön ollessa voimassa voit esiasettaa haluamasi
säteen tai halkaisijan arvon X-akselissa niin, että voit tehdä
”koneistuksen nollaan”.
Vektorikäytössä yläluistin (yhdysakselin) koodaaja on
määriteltävä alanäyttöakseliin. Akseliliikkeen
poikittaissyöttökomponentti näytetään tällöin
ylänäyttöakselissa. Akseliliikkeen
pituussyöttökomponentti näytetään tällöin
keskinäyttöakselissa.
Paina toimintonäppäintä VEKTOROINTI.
Paina ohjelmanäppäintä PÄÄLLE vektorikäytön valtuuttamiseksi.
Siirry nuolinäppäimellä Kulma-kenttään syöttääksesi pituusluistin ja
yläluistin väliseksi kulmaksi 0° tarkoittaen, että yläluisti liikkuu
yhdensuuntaisesti pituusluistin kanssa. Paina ENTER.
I – 4 Sorvauskohtaiset toimenpiteet
Kuva I.59Vektorikäyttö
66 I Käyttöohjeet
Page 67

Z-kytkin (vain sorvauksessa)
ND 522/523:n sorvaussovellus mahdollistaa nopean menettelytavan,
jolla akseliasema Z
Näyttö voidaan kytkeä jommalle kummalle tavalle Z tai Z
I.60.
Z-kytkennän valtuutus
Z
- ja Z-akselin kytkemiseksi ja tuloksen näyttämiseksi Z0-näytöllä paina
0
ja pidä alhaalla Z
näytetään Z
0
Z0- ja Z-akselin kytkemiseksi ja tuloksen näyttämiseksi Z-näytöllä paina
ja pidä alhaalla Z-näppäintä noin 2 sekuntia. Z-asemien summaa
näytetään Z0-näytöllä ja Z-näyttö tyhjenee. Kytkentä säilyy
virtakatkostenkin yli.
Sisääntulojen Z
Kun asema on kytketty, molempien antureiden referenssimerkkien on
löydyttävä aiemman nollapisteen kutsumista varten.
ja Z kytketään kolmen akselin järjestelmään.
0
-näppäintä noin 2 sekuntia. Z-asemien summaa
0
. Katso Kuva
0
-näytöllä ja Z-näyttö tyhjenee. Katso Kuva I.61.
tai Z siirto päivittää kytketyn Z-aseman.
0
Kuva I.60 Normaalinäytön lomake
I – 4 Sorvauskohtaiset toimenpiteet
Z-kytkennän peruutus
Peruuttaaksesi Z-kytkennän paina tyhjänä olevan näytön
akselinäppäintä. Yksittäiset näyttöasemat Z
ja Z palautetaan.
0
Kuva I.61 Z-kytkennän valtuutus
ND 522/523 67
Page 68

Page 69

Tekniset tiedot
Page 70

II – 1 Asennus ja sähkökytkennät
Toimituksen sisältö
ND 522/523 -näyttöyksikkö
Virtaliitin
Pikareferenssiopas
Kallistus/kääntöalusta
Tarvikkeet
Kiinnitysalusta
Sekalaiset kiinnitysvarsien kokoonpanot
ND 522/523 -näyttöyksikkö
Asennuspaikka
Sijoita laite hyvin tuuletettuun paikkaan, jossa se on helposti ulottovilla
normaalikäytön aikana.
II – 1 Asennus ja sähkökytkennät
Asennus
ND 522/523 kiinnitetään alapuolelta kiinnitysvarteen lukituskahvan
avulla. DRO-kiinnitystarvikkeisiin kuuluu täydellinen kääntö/
kallistusvarsi: Katso "ND 522/523 Kädensija Tuotenumero 618025-01"
sivulla 89.
Sähköliitäntä
Laitteessa ei ole huollettavia osia. Siksi ND 522/523 näyttölaitetta ei tarvitse koskaan avata.
Virtajohto ei saa olla yli 3 metriä pitkä.
Yhdistä suojamaa laitteen takapaneelissa olevaan
suojajohtimen liitäntään. Tämä liitäntää ei saa koskaan
irrottaa.
Älä kytke tai irrota mitään liitäntöjä, kun laitteen virta on
päällä. Seurauksena voi olla sisäisiä komponenttivaurioita.
Käytä vain alkuperäisiä vaihtosulakkeita.
70 II Tekniset tiedot
Page 71

Sähkötekniset vaatimukset:
Jännite 100 - 240 Vac
Teho 25 VA maks.
Taajuus 50/60 Hz
Sulake 500 mA/250 Vac, 5 mm x 20 mm, Slo-Blo (piiri ja
Ympäristö
Suojaus (EN 60529) IP 40 takapaneeli
IP 54 etupaneeli
Käyttölämpötila 0° … 45°C (32° … 113°F)
Säilytyslämpötila -20° … 70°C (-4° … 158°F)
Mekaaninen paino 2.6 kg (5.8 lb.)
neutraali sulakkeilla)
Virtaliittimen johto (katso Kuva II.1)
Jännitteiset johtimet: L ja N
Maa:
Virtakaapelin minimihalkaisija: 0.75 mm
Suojamaadoitus (maakytkentä)
Takapaneelin maajohtimen liitäntä on yhdistettävä koneen
rungon tähtipisteseen.
Liitäntäjohtimen minimipoikkileikkaus: 6 mm2, katso Kuva
II.2.
Ehkäisevä ylläpito
Ehkäiseviä ylläpitotehtäviä ei tarvita: Puhdista laite pyyhkimällä
kevyesti kuivalla ja nukkaantumattomalla kankaalla.
2
.
Kuva II.1 Virtaliitin
II – 1 Asennus ja sähkökytkennät
Kuva II.2 Maajohtimen liitäntä takapaneelissa
ND 522/523 71
Page 72
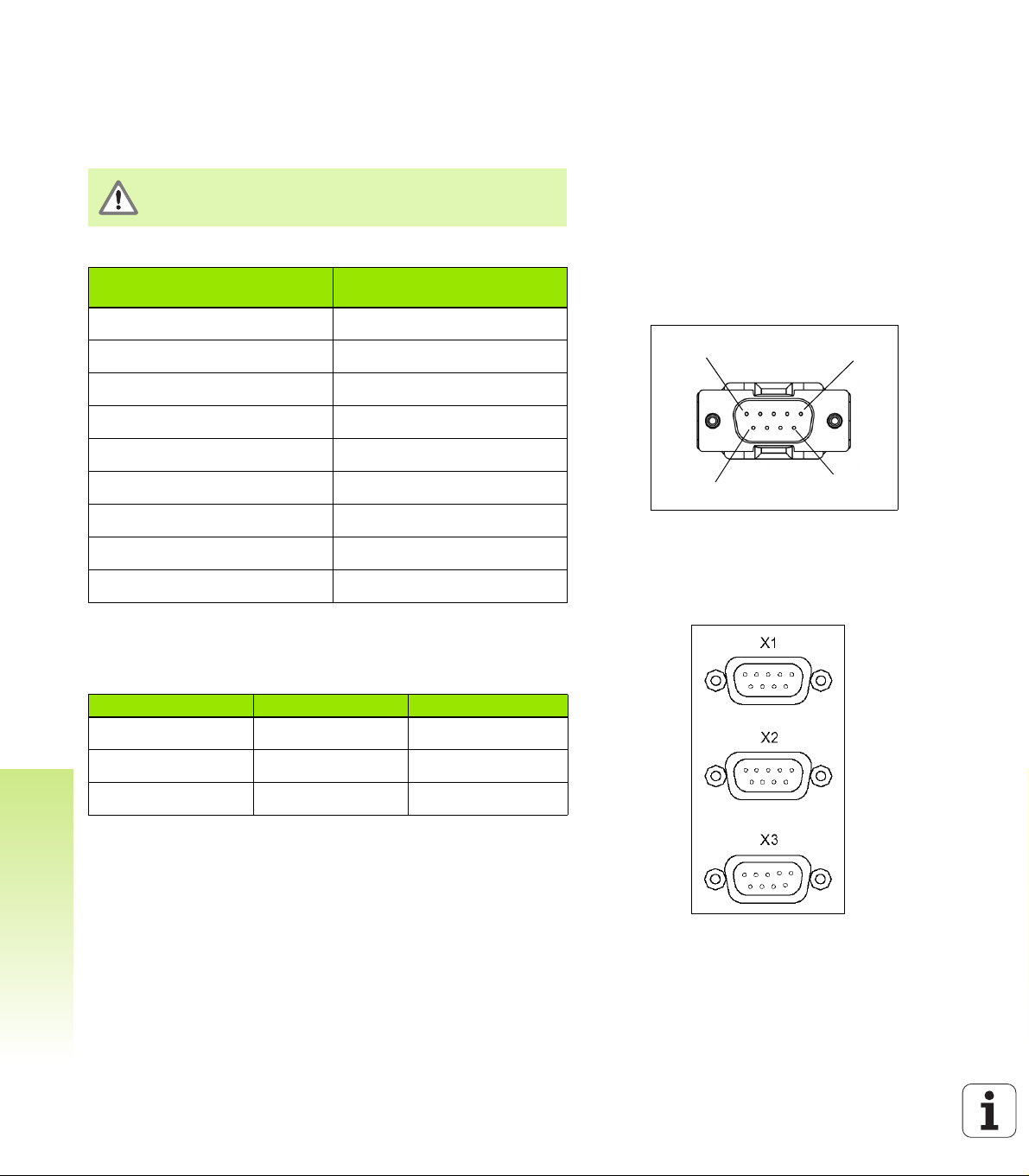
Koodaajien liitäntä
1
5
9
6
ND 522/523 -näyttölaitetta voidaan käyttää HEIDENHAININ lineaari- ja
kulma-antureiden kanssa, jotka mahdollistavat digitaalisia TTLtasosignaaleja.
Liitäntäkaapelin pituus ei saa olla yli 30 m (100 ft.).
Älä kytke tai irrota mitään liitäntöjä, kun laitteen virta on
päällä.
Pinnien sijoittelu koodaajan sisääntuloja varten.
D-apuliitin
Signaali
9-pinninen
1N/C
2U
a1
3
4U
a2
5 £
II – 1 Asennus ja sähkökytkennät
6 0 V (U
7 + V (U
)
n
)
P
8 §
9U
a0
Käyttäjä voi asettaa minkä tahansa koodaajan sisääntulon mille
tahansa akselille.
Oletusarvoinen konfiguraatio:
Anturin sisääntulo Jyrsintä Sorvaus
X1 X X
X2 Y Z
X3 Z Z
Kuva II.3 9-pinninen pistoliitin X1 - X3 anturin
signaalin sisääntuloa varten ND 522/523 näyttölaitteen takapaneelissa.
0
Kuva II.4 Anturin sisääntulot ND 522/523 -
näyttölaitteen takana.
72 II Tekniset tiedot
Page 73

II – 2 Järjestelmän asetus
Järjestelmän asetuksen parametrit
Järjestelmäasetuksiin päästään painamalla ohjelmanäppäintä ASETUS,
joka antaa esiin ohjelmanäppäimen JÄRJESTELMÄASETUS. Katso Kuva
II.5
Järjestelmäasetusten parametrit perustetaan alkuasennuksen
yhteydessä, eikä niitä yleensä sen jälkeen muuteta. Tästä johtuen
järjestelmäasetusten parametrit on suojattu salasanan avulla: (95148).
Näppäile nämä numerot näppäimistön kautta ja paina sen jälkeen
ENTER.
Anturin asetus
MITTALAITTEEN ASETUS –lomaketta käytetään asettamaan
mittalaitteen resoluutio, tyyppi (pituus tai kulma), laskentasuunta ja
referenssimerkin tyyppi. Katso Kuva II.6.
U Kun järjestelmäasetusten sivu avataan, kursori siirtyy
oletusarvoisesti ANTURIN ASETUS -kenttään. Paina ENTER. Tämä avaa
mittalaitteen mahdollisten sisääntulojen listan.
U Sijoita kursori haluamasi anturin kohdalle ja paina ENTER.
U Kun kursori on kentässä ANTURIN TYYPPI, valitse anturin tyyppi
painamalla ohjelmanäppäintä LINEAARI/PYÖRINTÄ .
U Kun käytät lineaariantureita, sijoita kursori EROTTELUTARKKUUS–
kenttään ja valitse mittalaitteen erottelutarkkuus
ohjelmanäppäimellä KARKEAMPI tai HIENOMPI yksikössä µm (10, 5, 2,
1, 0.5) tai näppäile suoraan erottelutarkkuus. Kun käytät
pyörintäantureita, syötä viivojen lukumäärä yhtä kierrosta kohti.
U Kun REFERENSSIMERKKI-kenttä on aktivoituna, voi vaihtaa
referenssisignaalin asetuksia ohjelmanäppäimellä REF MERKKI: jos
mittalaitteessa ei ole lainkaan referenssisignaalia, valitse EI OLE, jos
on yksi referenssimerkki, valitse YKSI tai jos mittalaitteessa on
välimatkakoodatut referenssimerkit, valitse KOODATTU.
U Koodattuilla referenssimerkeillä paina ohjelmanäppäintä ETÄISYYS
valitaksesi jonkin arvoista 500, 1000 tai 2000 (LB 382C).
U Valitse LASKENTASUUNTA-kentässä laskentasuunta painamalla
ohjelmanäppäintä POSIT. tai NEGAT. Jos anturin laskentasuunta on
sama kuin käyttäjän laskentasuunta, valitse POSITIIVINEN. Jos
suunnat eivät täsmää, valitse NEGATIIVINEN.
U Valitse VIRHEVALVONTA-kentän asetuksella PÄÄLLÄ tai POIS,
valvooko ja näyttääkö järjestelmä mittalaitteen virheitä. Kun
virheilmoitus annetaan, paina C-näppäintä poistaaksesi ilmoituksen.
II – 2 Järjestelmän asetus
Kuva II.5 Järjestelmäasetusten sivu
Kuva II.6 Anturin asetus -lomake
ND 522/523 73
Page 74

Näytön konfiguraatio
Lomakkeessa NÄYTÖN KONFIGURAATIO käyttäjä määrittää, mitkä
akselit näytetään ja missä järjestyksessä.
Se
U Siirrä kursori haluamasi valinnan kohdalle ja paina ENTER.
U Paina ohjelmanäppäintä PÄÄLLE/POIS kytkeäksesi näytön päälle tai
pois. Paina nuolinäppäintä VASEN tai OIKEA valitaksesi haluamasi
akselitunnuksen.
U Aktivoi kenttä SIS.TULO.
U Paina 1, 2 tai 3 valitaksesi anturin sisääntulon numeron (X1, X2 tai
X3).
U Aktivoi kenttä NÄYTÖN EROTTELU. Paina ohjelmanäppäimiä
KARKEAMPI tai HIENOMPI valitaksesi näytön erottelutarkkuuden.
U Kulma-antureita varten valitse KULMAN NÄYTTÖ -kenttä. Paina
KULMA-ohjelmanäppäintä valitaksesi kulmanäytön formaatin.
Kytkin
II – 2 Järjestelmän asetus
U Paina laitteen takana olevaa anturin sisääntuloliitäntää vastaavaa
numeronäppäintä. Paina ohjelmanäppäintä + tai - kytkeäksesi toisen
sisääntulon ensimmäiseen. Sisäänsyötetyt numerot näytetään
akselitunnuksen vieressä ja ne ilmoittavat, että asema on
kytkentäasema (ts. “2 + 3”). Katso Kuva II.8.
Virheen korjaus
Mittauslaitteen mittaama lastuavan työkalun liikepituus voi joissakin
tapauksissa poiketa todellisesta työkalun liikkeestä. Tämän virheen
syynä voi olla kuularuuvin nousuvirhe tai akseleiden taipuminen tai
kallistuminen. Virhe voi olla joko lineaarinen tai ei-lineaarinen. Voit
määrittää näiden virheiden esiintymisen ja suuruuden joko
sauvatulkkien avulla tai referenssimittausjärjestelmällä, esim.
HEIDENHAININ referenssimittausjärjestelmä VM101. Virheen
analyysin perusteella voidaan määrittää, minkä muotoista
kompensaatiota tarvitaan, lineaarista vai ei-lineaarista.
ND 522/523 mahdollistaa näiden virheiden korjaamisen ja kukin akseli
voidaan ohjelmoida erikseen sopivalla korjausmäärällä.
Virheen korjaus on mahdollista vain
pituusmittausjärjestelmissä.
74 II Tekniset tiedot
Page 75

Lineaarinen virheen korjaus
Lineaarisen virheen korjauksen laskemiseen
käytetään tätä kaavaa:
Korjauskerroin LEC =
jossa S = mitattu pituus referenssi-
tarkistusmitalla
M =mitattu pituus akselin laitteella
Esimerkki
Jos käyttämäsi tarkistusmitan pituus on 500 mm
ja mitattu pituus X--akselilla on 499.95, niin
korjauskerroin X--akselille on 100 miljoonasosaa
(ppm).
LEC =
LEC = 100 ppm
(pyöristetty lähimpään
kokonaislukuun)
()
S – M
M
x 106 ppm
()
500 – 499.95
499.95
x 106 ppm
Lineaarista virheen korjausta voidaan käyttää, jos vertailun tulos
referenssitarkistusmittaan nähden osoittaa lineaarista poikkeamaa
koko mittauspituudella. Tässä tapauksessa virhe voidaan
kompensoida laskemalla yksi korjauskerroin. Katso Kuva II.7 & Kuva
II.8
U Kun anturin virheinformaatio on määritetty, se syötetään suoraan
sisään. Paina ohjelmanäppäintä TYYPPI valitaksesi LINEAARISEN
korjaustavan.
U Syötä korjauskerroin miljoonasosina (ppm) ja paina näppäintäENTER.
Ei-lineaarinen virheen korjaus
Ei-lineaarista virheen korjausta käytetään, jos vertailun tulokset
referenssitarkistusmittaan osoittavat vaihtuvaa tai heilahtelevaa
poikkeamaa. Tarvittavat korjausarvot lasketaan ja syötetään
taulukkoon. ND 522/523 mahdollistaa 200 pistettä per akseli. Kahden
vierekkäisen korjauspisteen välinen sisäänsyötettävä virheen arvo
lasketaan lineaarisen interpolaation avulla.
II – 2 Järjestelmän asetus
Kuva II.7 Lineaarinen virheen korjaus, laskentakaava
Ei-lineaarinen virheen korjaus on mahdollinen vain
sellaisilla asteikoilla, joissa on referenssimerkit. Kun eilineaarinen virheen korjaus on määritelty, virheen korjausta
ei käytetä, ennenkuin referenssimerkkien yli on ajettu.
Ei-lineaarisen virheenkorjaustaulukon aloittaminen
U Valitse ei-lineaarinen painamalla ohjelmanäppäintä TYYPPI.
U Aloittaaksesi uuden virheenkorjaustaulukon paina ensin
ohjelmanäppäintä MUOKKAA TAULUKKO. Paina ENTER.
U Kaikki korjauspisteet (… 200) sijoitetaan tasavälein lähtöpisteestä
alkaen. Syötä korjauspisteiden välinen etäisyys. Paina näppäintä
NUOLI ALAS.
U Syötä pöydän lähtöpiste. Lähtöpiste mitataan asteikon
referenssipisteestä. Jos tätä etäisyyttä ei tunneta, voit siirtää akselin
lähtöpisteen asemaan ja painaa ohjelmanäppäintä OPETA ASEMA.
Paina ENTER.
ND 522/523 75
Kuva II.8 Lineaarisen virheen korjauksen lomake
Page 76

Korjaustaulukon konfigurointi
U Paina ohjelmanäppäintä MUOKKAA TAULUKKOA nähdäksesi taulukkoon
tehdyt sisäänsyötöt.
U Käytä nuolinäppäintä YLÖS tai ALAS tai numeronäppäimiä siirtääksesi
kursorin lisättävään tai muutettavaan korjauspisteeseen. Paina
ENTER.
U Syötä tässä pisteessä tunnettu virhe. Paina ENTER.
U Kun olet tehnyt korjaukset, paina C-näppäintä ja palaa VIRHEEN
KORJAUS-lomakkeeseen.
Grafiikan lukeminen
Virheenkorjaustaulukkoa voidaan tarkastella taulukko- tai
grafiikkamuodossa. Grafiikka esittää muuntovirheen käyrää
mittausarvon suhteen. Graafisen esityksen asteikko on kiinteä. Kun
kursoria liikutetaan lomakkeen läpi, pisteen sijaintia graafisessa
esityksessä esitetään pystysuoralla viivalla.
Korjaustaulukon katselu
II – 2 Järjestelmän asetus
U Paina ohjelmanäppäintä MUOKKAA TAULUKKOA.
U Vaihda taulukkomuodosta graafiseen esitysmuotoon painamalla
ohjelmanäppäintä NÄYTÄ.
U Paina nuolinäppäintä YLÖS tai ALAS tai numeronäppäimiä siirtääksesi
kursoria taulukon sisällä.
Virheenkorjaustaulukon tiedot voidaan tallentaa PC:lle tai ladata sieltä
USB-portin kautta.
Hetkellisen korjaustaulukon lähettäminen
U Paina ohjelmanäppäintä MUOKKAA TAULUKKOA
U Paina ohjelmanäppäintä VASTAANOTA/LÄHETÄ.
U Paina ohjelmanäppäintä LÄHETÄ TAULUKKO.
Uuden korjaustaulukon vastaanottaminen
U Paina ohjelmanäppäintä MUOKKAA TAULUKKOA.
U Paina ohjelmanäppäintä VASTAANOTA/LÄHETÄ.
U Paina ohjelmanäppäintä VASTAANOTA TAULUKKO.
76 II Tekniset tiedot
Page 77

Välyksen kompensaatio
Kun käytetään johtoruuvilla varustettua kulma-anturia, pöydän
pyörintäsuunnan vaihto saattaa aiheuttaa virheen, jota näytetään
johtoruuvin mekanismista aiheutuvana virheenä. Tätä poikkeamaa
kutsutaan välykseksi. Virhe voidaan kompensoida syöttämällä sisään
johtoruuvin välyksen määrä välyksen kompensaatiotoimintoon. Katso
Kuva II.9.
Jos pyörivä anturi on pöydän edellä (näytettävä arvo suurempi kuin
pöydän todellinen asema), virhettä kutsutaan positiiviseksi välykseksi
ja arvo syötetään virheen positiivisena lukuarvona.
Ei välyksen kompensaatiota on 0.000.
Kuva II.9 Välyksen kompensaation lomake
II – 2 Järjestelmän asetus
ND 522/523 77
Page 78

Laiteasetukset
LAITEASETUKSET on parametri, jossa käyttäjä määrittelee näytön
käyttäjäsovelluksen. Vaihtoehtoina ovat jyrsintä ja sorvaus. Katso Kuva
II.10
Ohjelmanäppäin TEHDASASETUS on yksi LAITEASETUKSET -lomakkeen
vaihtoehdoista. Kun sitä painetaan, konfiguraatioparametrit
uudelleenasettuvat tehdasasetuksen mukaisiin oletusarvoihin
(perustuen joko jyrsintään tai sorvaukseen). Käyttäjää pyydetään
painamaan joko KYLLÄ parametrien asettamiseksi tehdasasetuksen
mukaisiin oletusarvoihin tai EI vastikään tehtyjen asetusten
peruuttamiseksi ja palaamiseksi edellisen valikon näytölle.
Kenttä AKSELEIDEN MÄÄRÄ asettaa tarvittavien akseleiden
lukumäärän. Näytölle tulee akseleiden ohjelmanäppäimet, joilla voit
valita 2
tai 3 akselia.
II – 2 Järjestelmän asetus
Diagnostiikka
DIAGNOSTIIKKA-lomakkeessa voidaan testata näppäimistö ja näyttö.
Katso Kuva II.11
Näppäimistön testaus
Näppäimistön näyttökuvasta voidaan nähdä, kun kytkintä painetaan ja
se vapautetaan.
U Paina vuorollaan jokaista näppäintä ja ohjelmanäppäintä testin
suorittamiseksi. Kunkin näppäimen kohdalle ilmestyy piste, kun sitä
painetaan, mikä tarkoittaa sen toimivan normaalisti.
U Paina C-näppäintä kaksi kertaa poistuaksesi näppäintestistä.
Näyttötesti
U Testaa näyttö painamalla ENTER-näppäintä niin, että näyttö vaihtuu
kokonaan mustaksi, kokonaan valkoiseksi ja takaisin normaaliksi.
Kuva II.10 LAITEASETUKSET-lomake
Kuva II.11 DIAGNOSTIIKKA-lomake
78 II Tekniset tiedot
Page 79

II – 3 Koodaajan parametrit
Seuraavissa taulukoissa esitetään koodaajien lista. Näissä taulukoissa
esitetään kaikki käyttöparametrit, jotka on asetettava koodaajia ja
mittausarvon näyttöjä varten. Useimmat parametriasetukset löytyvät
mittalaitteen (koodaajan) käsikirjasta.
Esimerkkiasetukset HEIDENHAININ lineaariantureille
Mittalaite Erottelutarkkuus Referenssimerkit
LS 328C
LS 628C
5µm Yksi/1000
LB 382 ja
IBV 101
LB 382C ja
IBV 101
LS 378C
LS 678C
Esimerkkiasetukset HEIDENHAININ kulma-antureille
Kulmaanturit
ROD 420 50 ... 5000 1.8° ... 64.8
ROD 426 50 ... 10000 1.8° ... 32.4
ROD 1020 250 ... 3600 .36° ... 90
ROD 1070 1000 ... 3600 32.4 ... 9
ERN 120 1000 ... 5000 324 ... 64.8
ERN 420 250 ... 5000 .36° ... 64.8
1µm Yksi
1µm Yksi/2000
1µm Yksi/1000
Viivaluku Erottelutarkkuus Referens-
kaarisekuntia
kaarisekuntia
kaarisekuntia
kaarisekuntia
kaarisekuntia
kaarisekuntia
II – 3 Koodaajan parametrit
simerkki
Yksi
Yksi
Yksi
Yksi
Yksi
Yksi
ERN 1020 250 ... 3600 .36° ... 90
kaarisekuntia
ERN 1070 1000 ... 3600 32.4 ... 9
kaarisekuntia
ND 522/523 79
Yksi
Yksi
Page 80

Esimerkkiasetukset HEIDENHAININ kulma-antureille
II – 3 Koodaajan parametrit
Kulmaanturit
ROD 225 9000 tai 10000 36 ... 18
ROD 275 18000 3.6 ... 1.8
Viivaluku Erottelutarkkuus Referenss
kaarisekuntia
kaarisekuntia
imerkki
Yksi
Yksi
80 II Tekniset tiedot
Page 81

II – 4 Dataliitäntä
ND 522/523 -näyttölaitteen dataliitäntä käsittää USB-portin. USB-portit
tukevat kumpaakin kaksisuuntaista dataliikennettä mahdollistaen sekä
tietojen lähettämisen ulkoiseen laitteeseen että vastaanottamisen
ulkoiselta laitteelta.
ND 522/523 -näyttölaitteesta sarjaportin tai rinnakkaisportin avulla
ulkoiseen laitteeseen lähetettäviä tietoja ovat:
Työn asetuksen ja järjestelmäkonfiguraation parametrit
Ei-lineaarisen virheen korjauksen taulukot
ND 522/523 -näyttölaitteeseen ulkoisesta laitteesta vastaanotettavia
tietoja ovat:
Etäohjauskäskyt ulkoisesta laitteesta
Työn asetuksen ja järjestelmäkonfiguraation parametrit
Ei-lineaarisen virheen korjauksen taulukot
Tässä kappaleessa esitellään kaikki se, mitä sinun tarvitsee tietää
dataliitännän asetuksista:
II – 4 Dataliitäntä
ND 522/523 81
Page 82

USB Port (tyyppi “B”)
USB-portti sijaitsee laitteen takapaneelissa ( & ). Tähän porttiin voidaan
kytkeä seuraavat laitteet:
Henkilökohtainen tietokone sarjaliitännällä
Tiedonsiirtoa tukevissa toimenpiteissä on käytettävissä
ohjelmanäppäimet VASTAANOTA/LÄHETÄ.
ND 522/523 -näyttölaitteen ja henkilökohtaisen tietokoneen välistä
tietojen lähettämistä ja vastaanottamista varten PC:ssä tulee olla
pääteyhteysohjelmisto, esim. TNC Remo. (TNC Remo on saatavissa
ilmaisversiona osoitteessa: http://filebase.heidenhain.de/doku/
II – 4 Dataliitäntä
english/serv_0.htm. Kysy lisätietoja Heidenhain-edustajaltasi.) Tämä
ohjelmisto käsittelee sarjakaapelilinkin kautta lähetettävät tai
vastaanotettavat tiedot. Kaikki ND 522/523:n ja PC:n välillä siirrettävät
tiedot ovat ASCII-tekstiformaatissa.
Tietojen lähettäminen ND 522/523 -näyttölaitteesta PC:lle edellyttää,
että PC on ensin asetettu valmiustilaan tietojen vastaanottamista ja
tiedostoon tallentamista varten. Aseta pääteyhteysohjelma
yhteensopivaksi vastaanottamaan ASCII-tekstitietoja COM-portista
PC:llä olevaan tiedostoon. Kun PC on valmis tietojen vastaanottamista
varten, käynnistä tiedonsiirto painamalla ND 522/523 -näyttölaitteen
ohjelmanäppäintä VASTAANOTA/LÄHETÄ. Valitse LÄHETÄ.
Tietojen lähettäminen tietokoneelta ND 522/523 -näyttölaitteeseen
edellyttää, että ND 522/523 on ensin asetettu valmiustilaan tietojen
vastaanottamista varten. Paina ND 522/523 -näyttölaitteen
ohjelmanäppäintä VASTAANOTA/LÄHETÄ. Valitse VASTAANOTA. Sen
jälkeen kun ND 522/523 on valmis, aseta PC:n pääteyhteysohjelma
lähettämään haluttu tiedosto ASCII-tekstiformaatissa.
Dataformaatti
Tiedot siirretään seuraavassa järjestyksessä:
ND 522/523 ei tue sellaisia yhteysprotokollia kuten Kermin
tai Xmodem.
Ulkoisen toimenpiteet USB-portin kautta
Voit käyttää näyttölaitetta USB-portin dataliitännän kautta ulkoisen
laitteen avulla. Käytettävissä ovat seuraavat komennot:
Formaatti
<ESC>TXXXX<CR> Näppäintä painetaan
Komentojen järjestys Toiminto
<ESC>T9000<CR> Näppäin ‘0’
<ESC>T9001<CR> Näppäin ‘1’
<ESC>T9002<CR> Näppäin ‘2’
<ESC>T9003<CR> Näppäin ‘3’
<ESC>T9004<CR> Näppäin ‘4’
<ESC>T9005<CR> Näppäin ‘5’
82 II Tekniset tiedot
Page 83

Komentojen järjestys Toiminto
<ESC>T9006<CR> Näppäin ‘6’
<ESC>T9007<CR> Näppäin ‘7’
<ESC>T9008<CR> Näppäin ‘8’
<ESC>T9009<CR> Näppäin ‘9’
<ESC>T9010<CR> Näppäin ‘CE’ tai ‘CL’
<ESC>T9011<CR> Näppäin ‘.’
<ESC>T9012<CR> Näppäin ‘ENTER’
<ESC>T9013<CR> Näppäin ‘X’
<ESC>T9014<CR> Näppäin ‘Y’/’Z’/’Z
<ESC>T9015<CR> Näppäin ‘Z’
<ESC>T9016<CR> Näppäin ‘Ohjelmanäppäin 1’
<ESC>T9017<CR> Näppäin ‘Ohjelmanäppäin 2’
<ESC>T9018<CR> Näppäin ‘Ohjelmanäppäin 3’
<ESC>T9019<CR> Näppäin ‘Ohjelmanäppäin 4’
<ESC>T9020<CR> Näppäin ‘Kursori vasemmalle’
<ESC>T9021<CR> Näppäin ‘Kursori oikealle’
<ESC>T9022<CR> Näppäin ‘Kursori ylös’
<ESC>T9023<CR> Näppäin ‘Kursori alas’
<ESC>T9024<CR> Näppäin ‘+’
<ESC>T9025<CR> Näppäin ‘-’
<ESC>T9026<CR> Näppäin ‘x’
<ESC>T9027<CR> Näppäin ‘/’
<ESC>T9028<CR> Näppäin ‘Neliöjuuri’
<ESC>T9029<CR> Näppäin ‘Pi’
<ESC>T9030<CR> Näppäin ‘INC/ABS’
<ESC>T9031<CR> Näppäin ‘1/2’
<ESC>T9032<CR> Näppäin ‘Lask’
<ESC>T9033<CR> Näppäin ‘Perispiste’
<ESC>T9034<CR> Näppäin ‘Työkalu’
<ESC>T9035<CR> Näppäin ‘Reikäympyrä’
<ESC>T9036<CR> Näppäin ‘Reikäsuora’
<ESC>T9037<CR> Näppäin ‘Viisto jyrsintä’/
’Vektorointi’
<ESC>T9038<CR> Näpåäin ‘Kaarijyrsintä/Kartiolaskin’
’
0
II – 4 Dataliitäntä
ND 522/523 83
Page 84

II – 5 Mittausarvon tulostus
Merkkien tulostuksen esimerkkejä dataliitännässä
Jos sinulla on PC, voit poimita arvot ND 522/523 -näyttölaitteesta.
Kaikissa kolmessa esimerkissä mittausarvon tulostus käynnistetään
käskyllä Ctrl B (lähetetään USB-liitännän kautta). Ctrl B lähettää
hetkelliset näyttöarvot joko inkrementaali- tai absoluuttitavalla riippuen
siitä, kumpi kyseisellä hetkellä on näkyvissä.
Esimerkki 1: Lineaariakseli sädenäytöllä X = + 41.29 mm
X
=+ 4 1 . 2 9 R <CR> <LF>
123456789 10
1 Koordinaattiakseli
II – 5 Mittausarvon tulostus
2 Yhtäläisyysmerkki
3 +/– etumerkki
4 2 ... 7 merkkipaikkaa desimaalipisteen edellä
5 Desimaalipiste
6 1 ... 6 merkkipaikkaa desimaalipisteen jälkeen
7 Yksikkö: välilyönti millimetreille, “ tuumille
8 Absoluuttinen näyttö:
R sädettä varten, D halkaisijaa varten
Loppumatkan näyttö:
r sädettä varten, d halkaisijaa varten
9 Rivin palautus
10 Tyhjä rivi (Rivinvaihto)
84 II Tekniset tiedot
Page 85

Esimerkki 2: Kiertoakseli asteiden desimaalinäytöllä
C = + 1260.0000°
C
=+ 1 2 6 0 . 0 0 0 0 W <CR> <LF>
123 4 5 6 78 9 10
1 Koordinaattiakseli
2 Yhtäläisyysmerkki
3 +/– etumerkki
4 4 ... 8 merkkipaikkaa desimaalipisteen edellä
5 Desimaalipiste
6 0 ... 4 merkkipaikkaa desimaalipisteen jälkeen
7 Välilyönti
8 W kulmalle (loppumatkan näyttö: w)
9 Rivin palautus
10 Tyhjä rivi (Rivinvaihto)
Esimerkki 3: Kiertoakselin näyttö asteina/minuutteina/
sekunteina C = + 360° 23' 45'' '
C =+3 6 0 : 2 3 : 4 5 W <CR> <LF>
123 4 5678910 11 12
II – 5 Mittausarvon tulostus
1 Koordinaattiakseli
2 Yhtäläisyysmerkki
3 +/– etumerkki
4 3 … 8 merkkipaikkaa asteille
5 Pilkku
6 0 … 2 merkkipaikkaa minuuteille
7 Pilkku
8 0 … 2 merkkipaikkaa sekunteille
9 Välilyönti
10 W kulmalle (loppumatkan näyttö: w)
11 Rivin palautus
12 Tyhjä rivi (Rivinvaihto)
ND 522/523 85
Page 86

II – 6 Erittelyt jyrsintää varten
ND 522/523 tiedot
Akselit 2 tai 3 akselia alueella A - Z, 0-9
II – 6 Erittelyt jyrsintää varten
Koodaajan sisääntulot Digitaaliset TTL -signaalitaso; sisääntulotaajuus maks. 100 kHz
inkrementaalisille HEIDENHAININ mittalaitteille
Näyttöaskel Lineaariakselit: 1 mm … 0.1 µm
Kiertoakselit: 1° to 0.0001° (00°00’01”)
Näyttö Mustavalkonäyttö paikoitusarvoja, dialogin ja sisäänsyötön näyttöä,
grafiikkatoimintoja ja graafista paikoitusapua varten
Tilan näyttö:
Käyttötapa, REF, tuuma/mm, mittakerroin, syöttöarvo, aikalaskin
Peruspisteen numero
Työkalun numero
Työkalukorjaus R–, R+
Toiminnot REF-referenssimerkin arviointi välimatkakoodatuille tai yksittäisille
referenssimerkeille
Loppumatkatapa, nimellisaseman sisäänsyöttö (absoluuttinen tai
inkrementaalinen)
Mittakerroin
OHJE: Käyttöohjeet näytöllä
INFO: Laskin, lastuamistietojen laskin, käyttäjä- ja käyttöparametrit
10 peruspistettä ja 16 työkalua
Työkalun sädekorjaus
Aseman laskenta reikäympyröitä ja lineaarisia reikäkuvioita varten
Virheen korjaus Lineaarinen ja ei-lineaarinen, enintään 200 mittauspistettä
Välyksen kompensaatio Pyörivät koodaajat kuularuuvikäytöllä
Dataliitäntä USB (B-tyyppinen liitin) 115 200 baudia
Ohjelmien, mittausarvojen ja parametrien tulostusta varten;
Parametrien ja etäohjausnäppäinten sisääntuloa varten
Tarvikkeet Kiinnitysalusta
Yleiskiinnitysvarsien tarvikesarjat
Päävirransyöttö 100 V … 240 V; 50 Hz … 60 Hz; virrankulutus 25 VA maks.
Käyttölämpötila 0°C ... 45°C (32 °F … 113 °F)
Varastointilämpötila -20°C ... 70°C (-4°F … 158°F)
Suojausaste (EN 60529) IP 40 (IP 54 etupaneeli)
Paino 2.6 kg
86 II Tekniset tiedot
Page 87

II – 7 Erittelyt sorvausta varten
ND 522/523 tiedot
Akselit 2 tai 3 akselia alueella A ... Z, Z0, 0-9
Koodaajan sisääntulot Digitaaliset TTL -signaalitaso; sisääntulotaajuus maks. 100 kHz HEIDENHAININ
inkrementaalisia antureita varten
Näyttöaskel Lineaariakselit: 1 mm … 0.1 µm
Kiertoakselit: 1° to 0.0001° (00°00’01”)
Näyttö Mustavalkonäyttö paikoitusarvoja, dialogin ja sisäänsyötön näyttöä,
grafiikkatoimintoja ja graafista paikoitusapua varten
Tilan näyttö:
työkalun numero, käyttötapa, REF, tuuma/mm, mittakerroin, syöttöarvo,
halkaisijanäyttö Ø, aikalaskin, peruspiste
Toiminnot REF-referenssimerkin arviointi välimatkakoodatuille tai yksittäisille
referenssimerkeille
Loppumatkatapa, nimellisaseman sisäänsyöttö (absoluuttinen tai
inkrementaalinen)
Mittakerroin
OHJE: Käyttöohjeet näytöllä
INFO: Laskin, kartiolaskin, käyttäjä- ja käyttöparametrit
10 peruspiste, 16 työkalua
Työkaluaseman jäädytys peruutusta varten
Välyksen kompensaatio Pyörivät koodaajat kuularuuvikäytöllä
Virheen korjaus Lineaarinen ja ei-lineaarinen, enintään 200 mittauspistettä
Dataliitäntä USB (B-tyyppinen liitin) 115 200 baudia
Ohjelmien, mittausarvojen ja parametrien tulostusta varten;
Parametrien, etäohjausnäppäinten ja -käskyjen sisääntuloa varten
II – 7 Erittelyt sorvausta varten
Tarvikkeet Kiinnitysalusta
Yleiskiinnitysvarsien tarvikesarjat
Päävirransyöttö 100 V … 240 V; 50 Hz … 60 Hz; virrankulutus 25 VA maks.
Käyttölämpötila 0°C ... 45°C (32 °F … 113 °F)
Varastointilämpötila -20°C ... 70°C (-4°F … 158°F)
Suojausaste (EN 60529) IP 40 (IP 54 etupaneeli)
Paino 2.6 kg
ND 522/523 87
Page 88

II – 8 Mitat
Kuva edestä ja mitat
Mitat mm/tuumaa
Kuva alta ja mitat
Kuva takaa
II – 8 Mitat
88 II Tekniset tiedot
Page 89

II – 9 Tarvikkeet
Kiinnityspultti
Näytön kiinnitysvarsien
lisävarusteet (ei sisälly)
Lukkomutteri
Kallistus/kääntökiinnike
Kädensija
Tarvikkeiden tuotenumerot
Tuotenumero Ta r v i k k e e t
532522-01 ND 522, paketoitu
532523-01 ND 523, paketoitu
625491-01 Kiinnitysalusta ND 522/523, paketoitu
ND 522/523 Kädensija Tuotenumero 618025-01
DRO-kiinnitys varrella (viitteellinen tieto)
II – 9 Tarvikkeet
DRO-kiinnitysalustassa on urat, jotka estävät
lukkomuttern kääntymisen. Asenna kaikki komponentit
etukäteen valmiiksi kiinnitysvarteen. Loksauta DRO sen
jälkeen paikalleen kiinnikkeeseen. Lukitse DRO paikalleen
kiristämällä kädensija.
ND 522/523 89
Page 90

DRO-kiinnitys varrella (viitteellinen tieto)
Käsilukituspultti
Lukkomutteri
(sisältyy DROtoimitukseen)
Kallistus/
kääntökiinnike
(sisältyy DROtoimitukseen)
DRO-kiinnitysalusta
lisävarusteena (ei sisälly)
II – 9 Tarvikkeet
DRO-kiinnitysalusta asennetaan yleensä koneeseen
tasaiselle pinnalle. Kiinnitystarvikkeet asennetaan DROnäyttöön yleensä samaan tapaan kuin kädensija (joka
sisältyy DRO-toimitukseen.
90 II Tekniset tiedot
Page 91

SYMBOLE
1/2-ohjelmanäppäin ... 29
A
Absoluuttinen peruspiste ... 12
Absoluuttisen etäisyyden
esiasetus ... 39
Absoluuttiset koordinaatit ... 13
Absoluuttiset työkappaleen
asemat ... 13
Aikalaskin (asetus) ... 25
Akselitunnukset ... 16
Anturin asetus ... 73
Asennuspaikka ... 70
Asetus ... 23
Asetus/Nollaus-ohjelmanäppäin ... 28
ASETUS-ohjelmanäppäin ... 23
C
C-näppäin (poisto) ... 18
D
Dataliitäntä ... 81
Diagnostiikka ... 78
E
Ehkäisevä ylläpito ... 71
EI REF -ohjelmanäppäin ... 21
Ei-lineaarinen virheen korjaus ... 75
Enter-näppäin ... 18
Erittelyt jyrsintää varten ... 86
Erittelyt sorvausta varten ... 87
Esiaseta-ohjelmanäppäin
(Sorvaus) ... 65
Esiasetus ... 39
I
Inkrementaalisen etäisyyden
esiasetus ... 43
Inkrementaaliset koordinaatit ... 13
Inkrementaaliset työkappaleen
asemat ... 13
J
Järjestelmän asetuksen
parametrit ... 73
Jyrsintäkohtaiset toimenpiteet ja
ohjelmanäppäintoiminnot
yksityiskohtaisesti ... 31
K
Kaarijyrsintä ... 55
Kädensija ... 89
Kahden kosketusreunan välinen
keskiviiva peruspisteeksi ... 37
Kartiolaskin ... 64
Käyttötavat ... 18
Kieli (asetus) ... 26
Kiinnitysvarren asennusohjeet ... 89
Kiinteät referenssimerkit ... 15
Konsolin säätö ... 26
Koodaajan parametrit ... 79
Koodaajien liitäntä ... 72
Kulmaperusakseli ... 14
Kuviot (Jyrsintä) ... 46
L
Laiteasetukset ... 67, 78
Laskin-ohjelmanäppäin ... 30
Liitäntäkaapeli ... 72
Lineaarinen virheen korjaus ... 75
O
Ohjeen näyttö ... 19
Ohjelmanäppäin MITÄTÖI REF ... 22
Ohjelmanäppäinten tunnukset ... 16
Opaste ... 20
P
Paikoituksen perusteet ... 12
Paikoitusaseman anturit ... 14
Paikoitusaseman takaisinkytkentä ... 14
Peilikuvaus ... 24
Peruspisteen asettaminen ilman
kosketustoimintoa ... 33, 36, 61
Peruspisteet ... 12
Peruspiste-ohjelmanäppäin ... 35
Peruspiste-ohjelmanäppäin
(Sorvaus) ... 61
Pystynuolinäppäimet ... 18
R
REF ... 14
Referenssimerkin määritys ... 21
Referenssimerkit ... 15
yliajo ... 21
Referenssisymbolit ... 16
Reikäsuora ... 49, 52
Reikäympyrä ... 46
S
Säde/halkaisija-näyttö ... 65
Sähköliitäntä ... 70
Sähkötekniset vaatimukset: ... 71
Suojamaadoitus (maakytkentä) ... 71
Index
G
Graafinen paikoitusapu ... 19
Graafinen paikoitusapu (asetus) ... 25
H
Hakemiston ohjelmanäppäin ... 19
Halkaisija-akselit (sorvaus) ... 24
ND 522/523 91
M
Mitat ... 88
Mittakerroin ... 24
Mittausarvon tulostus ... 84
Mittayksiköt, asetus ... 23
N
Näppäimistö, käytä ... 18
Näytön konfiguraatio ... 74
Näytön layout ... 16
Näyttöalue ... 16
Page 92

T
Tarvikkeet ... 89
Tietojen sisäänsyötön lomakkeet ... 20
Tilapalkki ... 16
Index
Tilapalkki (asetus) ... 25
Todellisasema/Loppumatka-
ohjelmanäppäin ... 18
Toiminto VALTUUTA/MITÄTÖI
REF ... 22
Toimituksen sisältö ... 70
TUUMA/MM-ohjelmanäppäin ... 23
Työkalukutsu ... 35
Työkalun asetus, sorvaus ... 59
Työkalu-ohjelmanäppäin ... 32
Työkalu-ohjelmanäppäin (Sorvaus) ... 58
Työkalutaulukon käyttö ... 33
Työkalutaulukon käyttö (Sorvaus) ... 59
Työn asetus -valikko ... 23
Työn asetusten parametrit ... 23
Työskentely ilman referenssimerkin
määritystä ... 21
V
Vaakanuolinäppäimet ... 18
Välimatkakoodatut
referenssimerkit ... 15
VALTUUTA REF -ohjelmanäppäin ... 21
Välyksen kompensaatio ... 77
Vastaanota/Lähetä (asetus) ... 26, 31
Vektorikäyttö ... 66
Virheen korjaus ... 74
Virheilmoitukset ... 20
Virta päälle ... 21
Y
Yleinen navigointi ... 18
Yleiskäytön ohjelmanäppäinten
toimintojen yleiskuvaus ... 17, 27
Yleiskäytön ohjelmanäppäintoimintojen
yksityiskohtainen kuvaus ... 28
Ympäristölliset ominaisuudet ... 71
Z
Z-kytkin ... 67
92
Page 93

DR. JOHANNES HEIDENHAIN GmbH
Dr.-Johannes-Heidenhain-Straße 5
83301 Traunreut, Germany
{ +49 8669 31-0
| +49 8669 5061
E-mail: info@heidenhain.de
www.heidenhain.de
606 084-F2 · Ver02 · PDF · 2/2011
 Loading...
Loading...