

Page 1

Gebruikershandboek
ND 522/523
Nederlands (nl)
2/2011
Page 2
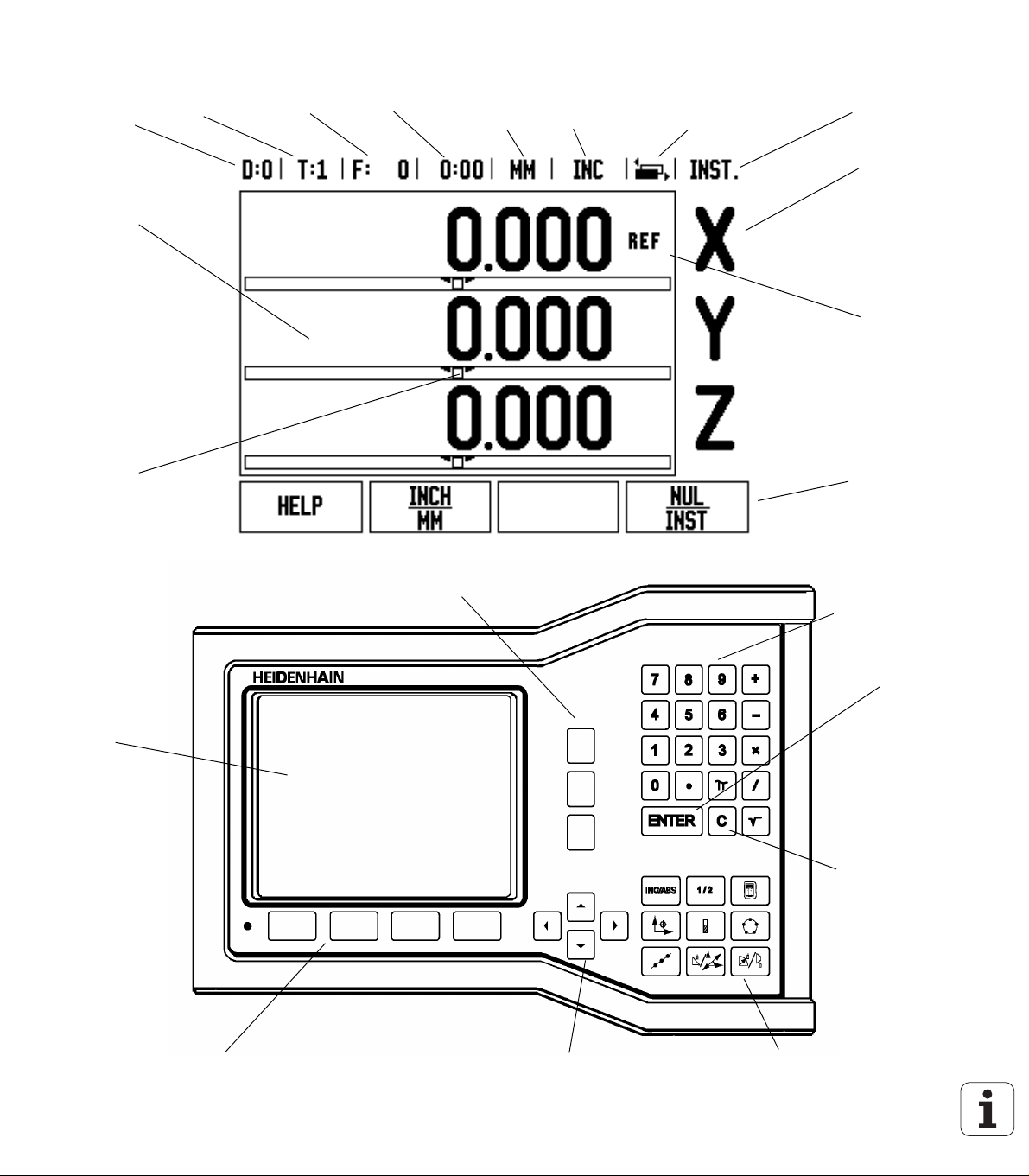
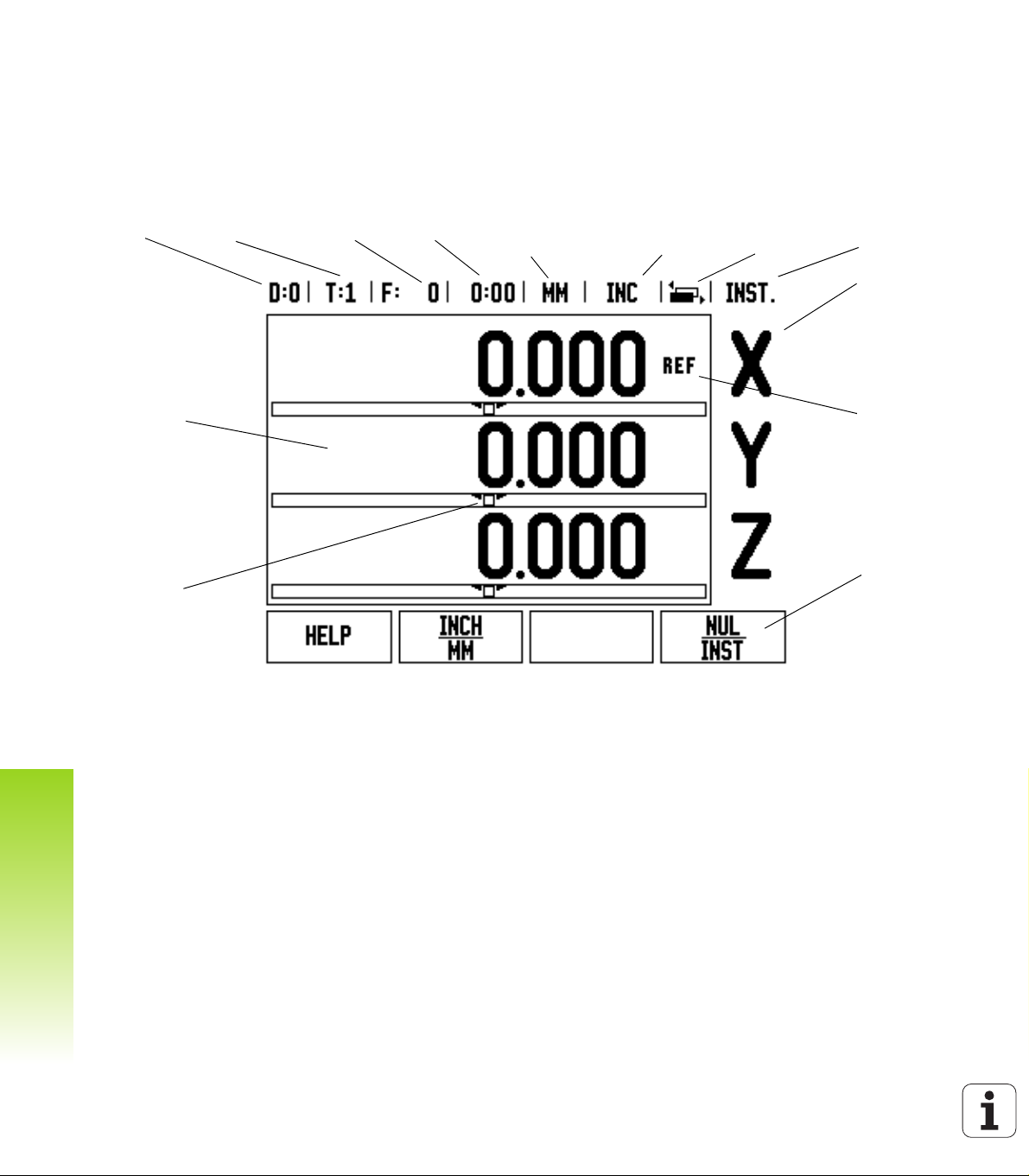
Scherm van de ND 522/523
Statusbalkpictogrammen
Nulpunt Gereedschap Aanzetsnel-
heid
Display-
gedeelte
Grafische
positioneer-
hulp
3 astoetsen om de X-, Y- en Z-as te kiezen
Stopwatch Maateenheid Werk-
standen
Paginaaanduiding
Instellen/nul
Aslabel
Ref-symbool
Softkeyfuncties
Numerieke
invoertoetsen
Displaygedeelte
Softkeys - reeks toetsen onderaan het scherm
van ND 522 - 523 waarvan de functies variëren
aan de hand van de overeenkomstige velden die
hierboven op het scherm worden weergegeven.
Pijltoetsen omhoog/
omlaag - ook te gebruiken
voor afstelling van het
schermcontrast
ENTER-toets
Wistoets
Toetsfuncties
Page 3

Achteraanzicht van de ND 522/523
Aan/uit-knop
USB-poort (type "B")
Aspoorten
(getoond wordt de ND 523 met
3 assen)
Netvoedingsingang
Veiligheidsaarding (massa)
Page 4

Page 5
Inleiding
Softwareversie
De softwareversie wordt bij de eerste inschakeling op het scherm
getoond.
In dit gebruikershandboek worden de functies van de
ND 522/523 beschreven zowel voor de toepassing frezen
als draaien. Bewerkingsinformatie is ondergebracht in
drie hoofdstukken: Algemene bediening, Specifieke
freesbewerkingen en Specifieke draaibewerkingen.
ND 522 / 523
Leverbare assen voor DRO.
De DRO’s van de ND zijn leverbaar in een uitvoering met
twee assen (ND 522) en drie assen (ND 523). De
afbeeldingen en omschrijvingen van functietoetsen zijn in
dit handboek gebaseerd op de DRO van de ND 523.
Pictogrammen bij opmerkingen
Links naast iedere opmerking staat een pictogram om de operator
duidelijk te maken welk type opmerking het hier betreft en/of de
mogelijke ernst ervan.
Algemene informatie
bijv. over het gedrag van de ND 523.
Waarschuwing – raadpleeg meegeleverde documenten
bijv. wanneer een speciaal gereedschap is vereist voor
een functie.
Gevaar - risico van elektrische schok
bijv. bij het openen van een behuizing.
ND 522/523 Fonts
In het onderstaande overzicht ziet u hoe de verschillende variabelen
(softkeys, toetsen, invoerschermen en invoerschermvelden) in de
tekst van dit handboek worden weergegeven:
Softkeys - softkey INSTELLEN
Toetsen - ENTER-toets
Invoerschermen - invoerschermen HOEK
Invoerschermvelden - RADIUS
Gegevens in velden - AAN
ND 522/523 5
, UIT
Page 6

Page 7

I Bedieningsinstructies ..... 11
I – 1 Grondbeginselen van het positioneren ..... 12
Nulpunten ..... 12
Actuele positie, nominale positie en restweg ..... 12
Absolute werkstukposities ..... 13
Incrementele werkstukposities ..... 13
Hoekreferentie-as ..... 14
Positie-encoders ..... 14
Referentiemerken van encoder ..... 15
I – 2 Algemene bediening van de ND 522/523 ..... 16
Schermindeling ..... 16
Algemene bediening - Overzicht van toetsfuncties ..... 17
Algemeen navigeren ..... 18
Werkstanden ..... 18
Grafische positioneerhulp ..... 19
Help-scherm ..... 19
Invoerschermen ..... 20
Berichten in het instructievakje ..... 20
Foutmeldingen ..... 20
Inschakeling ..... 21
Evaluatie van referentiemerken ..... 21
Functie VRIJGAVE/UITSCHAKELEN REF ..... 22
Instellen ..... 23
Parameters voor Bewerking instellen ..... 23
Eenheden ..... 23
Schaalfactor ..... 24
Spiegelen ..... 24
Diameter assen ..... 24
Grafische positioneerhulp ..... 25
Instellingen van de statusbalk ..... 25
Stopwatch ..... 25
Console-instelling ..... 26
Taal ..... 26
Import/export ..... 26
DRO-bedieningsscherm - Overzicht van softkeyfuncties ..... 27
Algemene bediening - Toetsfuncties in detail ..... 28
Softkey Instellen/nul ..... 28
1/2 -toets ..... 29
Toets Calc ..... 30
ND 522/523 7
Page 8

I – 3 Specifieke freesbewerkingen ..... 31
Toetsfuncties in detail ..... 31
Gereedschapstoets ..... 31
Import/export ..... 31
Functie Gereedschapsradiuscorrectie ..... 32
Symbool voor het lengteverschil ΔL ..... 32
Gereedschapsgegevens invoeren (Fig. I.25) ..... 33
Gebruik van de gereedschapstabel ..... 34
Gereedschapstabel oproepen ..... 36
Gereedschap oproepen ..... 36
Nulpunttoets ..... 36
Tasten met een gereedschap ..... 38
Voorinstellen ..... 40
Incrementele weg voorinstellen ..... 44
Toerentalcalculator ..... 46
Gatencirkels en gatenreeksen (frezen) ..... 47
Functies voor freespatronen ..... 47
Gatencirkel ..... 47
Gatenreeks ..... 50
Schuin- en boogfrezen ..... 53
Functies voor schuin- en boogfrezen. ..... 53
Schuinfrezen ..... 53
Uitvoering ..... 54
Boogfrezen ..... 56
I – 4 Specifieke draaibewerkingen ..... 59
Toetsfuncties in detail ..... 59
Symbolen op display bij Draaien ..... 59
Gereedschapstoets ..... 59
Menu Gereedschapstabel openen: ..... 59
Gebruik van de gereedschapstabel ..... 60
Gereedschapscorrecties instellen met GEREEDSCHAP/INSTELLEN ..... 60
Gereedschapscorrectie instellen met de functie NOTEREN/INSTELLEN ..... 61
Nulpunttoets ..... 62
Voorbereiding: ..... 62
Nulpunten instellen met de functie NOTEREN/INSTELLEN ..... 64
Toets Conuscalculator ..... 65
Voorinstellen ..... 66
Softkey R
(radius/diameter) ..... 66
X
Toets Vectoring ..... 67
Z-koppeling (alleen draaibewerkingen) ..... 68
Z-koppeling inschakelen ..... 68
Z-koppeling uitschakelen ..... 68
8
Page 9
II Technische informatie ..... 69
II – 1 Installatie en elektrische aansluiting ..... 70
Geleverde onderdelen ..... 70
Accessoires ..... 70
Display-eenheid ND 522/523 ..... 70
Montageplaats ..... 70
Installatie ..... 70
Elektrische aansluiting ..... 70
Elektrische eisen ..... 71
Omgevingscondities ..... 71
Aansluiten van voedingsconnector (zie Fig. II.1) ..... 71
Preventief onderhoud ..... 71
Aansluiten van encoders ..... 72
Penbezetting voor encoder-ingangen. ..... 72
II – 2 Systeeminstellingen ..... 73
Parameters voor systeeminstellingen ..... 73
Encoderinstellingen ..... 73
Display configureren ..... 74
Koppeling ..... 74
Foutcorrectie ..... 74
Lineaire foutcorrectie ..... 75
Niet-lineaire foutcorrectie ..... 75
Correctietabel configureren ..... 76
Grafiek lezen ..... 76
Correctietabel bekijken ..... 76
Huidige correctietabel exporteren ..... 76
Een nieuwe correctietabel importeren ..... 76
Spelingscorrectie ..... 77
Tellerinstellingen ..... 78
Diagnose ..... 78
Toetsenbordtest ..... 78
Displaytest ..... 78
II – 3 Encoderparameters ..... 79
Voorbeeld van instellingen voor HEIDENHAIN lineaire encoders ..... 79
Voorbeeld van instellingen voor HEIDENHAIN roterende encoders ..... 79
Voorbeeld van instellingen voor HEIDENHAIN hoekencoders ..... 79
II – 4 Data-interface ..... 80
USB-poort (type "B") ..... 81
Externe bediening via USB-poort ..... 81
ND 522/523 9
Page 10

II – 5 Uitvoer van meetwaarden ..... 83
II – 6 Specificaties voor frezen ..... 85
II – 7 Specificaties voor draaien ..... 86
II – 8 Afmetingen ..... 87
II – 9 Accessoires ..... 88
ID-nummers van accessoires ..... 88
Hendel ND 522/523
ID-nr. 618025-01 ..... 88
10
Page 11
Bedieningsinstructies
ND 522/523 11
Page 12
I – 1 Grondbeginselen van het
positioneren
Nulpunten
De werkstuktekening geeft een bepaald punt op het werkstuk
(meestal een hoek) aan als het absolute nulpunt en eventueel een of
meer andere punten als relatieve nulpunten.
De procedure voor het bepalen van het nulpunt legt deze punten vast
als de oorsprong van de absolute of relatieve coördinatenstelsels. Het
werkstuk, dat is uitgelijnd ten opzichte van de machine-assen, wordt
verplaatst naar een bepaalde positie ten opzichte van het gereedschap
en de in het display getoonde waarde wordt op nul gezet, of eventueel
op een bepaalde andere relevante waarde (bijv. om de
gereedschapsradius te compenseren).
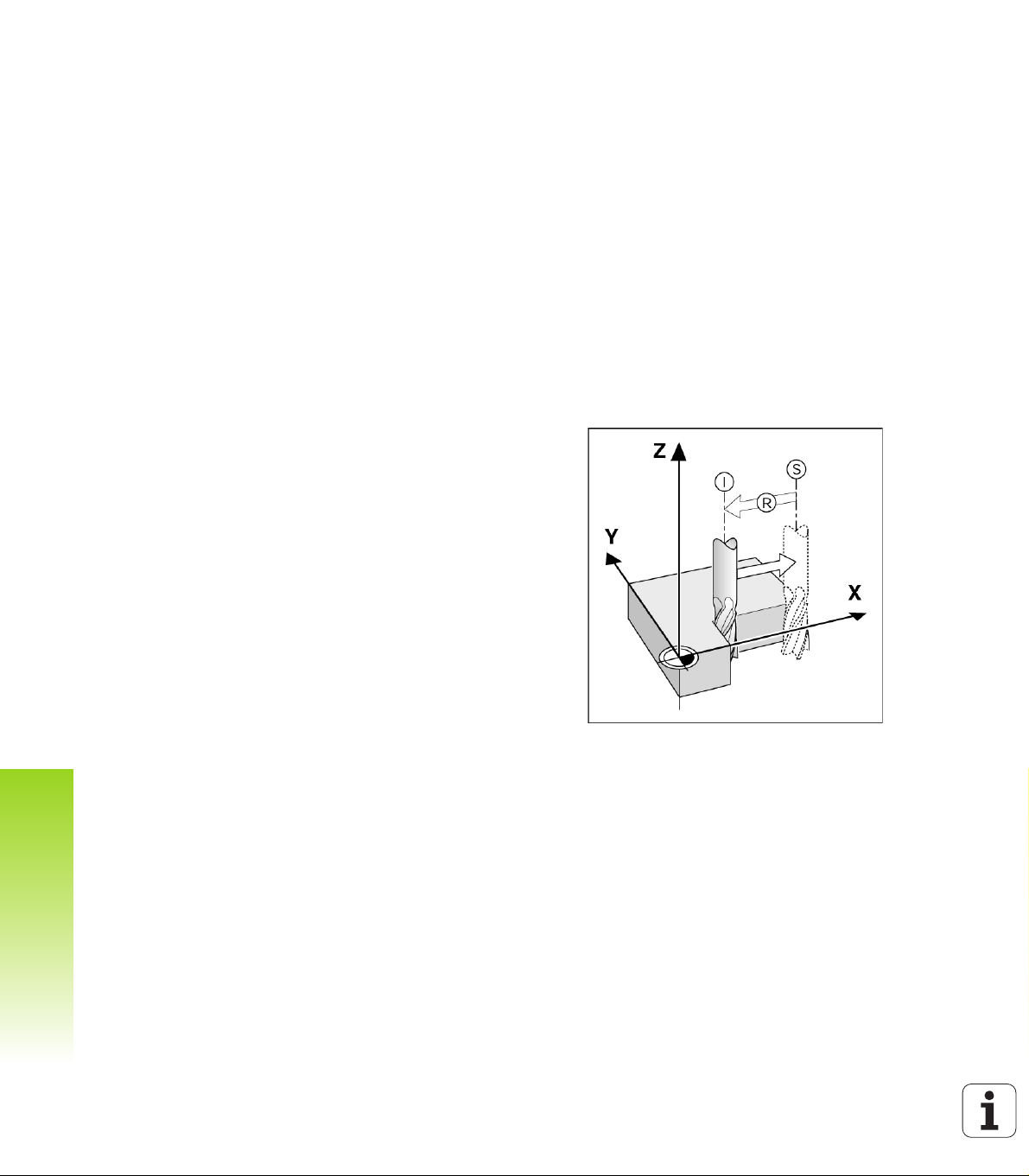
Actuele positie, nominale positie en restweg
De positie waar het gereedschap zich op een bepaald moment
bevindt, wordt de actuele positie genoemd en de positie waarnaar
het gereedschap moet worden verplaatst, wordt de nominale positie
genoemd. De afstand tussen de nominale positie en de actuele positie
wordt de restweg (Incrementeel) genoemd. Zie Fig. I.1
I – 1 Grondbeginselen van het positioneren
Fig. I.1 Nominale positie S, actuele positie I en
12 I Bedieningsinstructies
restweg R
Page 13
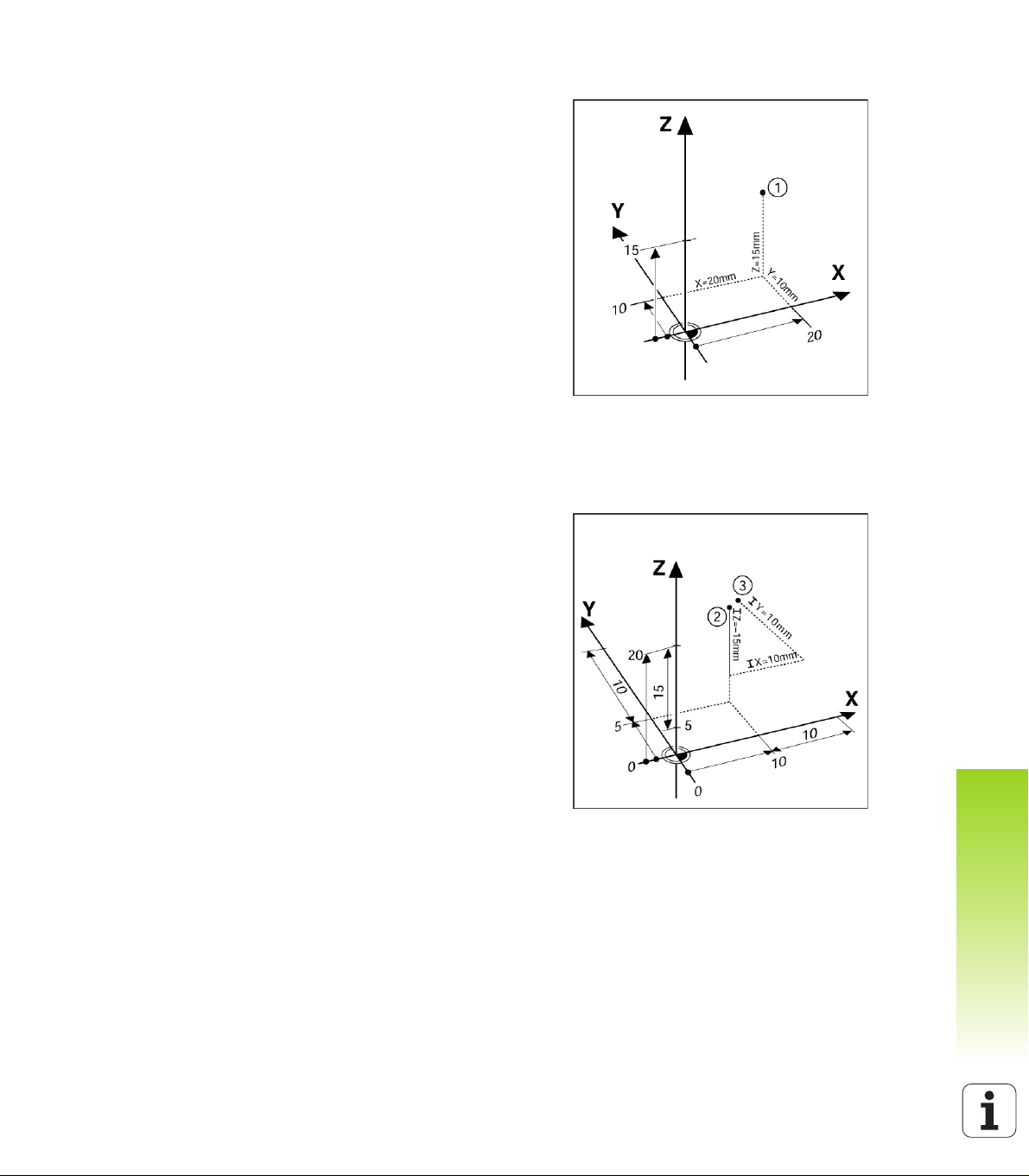
Absolute werkstukposities
Iedere positie op het werkstuk is op unieke wijze bepaald door zijn
absolute coördinaten. Zie Fig. I.2.
Voorbeeld: absolute coördinaten van positie 1:
X = 20 mm
Y = 10 mm
Z = 15 mm
Wanneer u een werkstuk boort of freest volgens een
werkstuktekening met absolute coördinaten, verplaatst u het
gereedschap volgens de waarde van de coördinaten.
Incrementele werkstukposities
Een positie kan ook worden aangegeven in relatie tot de vorige
nominale positie. In dit geval is het relatieve nulpunt altijd de laatste
nominale positie. Dergelijke coördinaten worden incrementele
coördinaten (increment = toename) genoemd. Zij worden ook wel
incrementele of kettingmaten genoemd (omdat de posities
gedefinieerd worden als een keten van maten). Incrementele
coördinaten worden aangeduid door het voorvoegsel I.
Voorbeeld: incrementele coördinaten van positie 3 aangegeven ten
opzichte van positie 2. Zie Fig. I.3
.
Absolute coördinaten van positie 2:
X = 10 mm
Y = 5 mm
Z = 20 mm
Incrementele coördinaten van positie 3:
IX = 10 mm
IY = 10 mm
IZ = –15 mm
Wanneer u een werkstuk boort of freest volgens een
werkstuktekening met incrementele coördinaten, verplaatst u het
gereedschap volgens de waarde van de coördinaten.
Fig. I.2 Definitie van positie 1 door absolute
coördinaten
I – 1 Grondbeginselen van het positioneren
Fig. I.3 Definitie van positie 3 door incrementele
coördinaten
ND 522/523 13
Page 14
Hoekreferentie-as
De hoekreferentie-as is de 0-graden-positie. Deze wordt gedefinieerd
als een van de twee assen in het rotatievlak. In de onderstaande tabel
vindt u de hoekreferentie, waarbij de hoekpositie voor de drie
mogelijke rotatievlakken nul bedraagt.
Voor hoekposities zijn de volgende referentie-assen gedefinieerd:
Vlak Hoekreferentie-as
XY +X
YZ +Y
ZX +Z
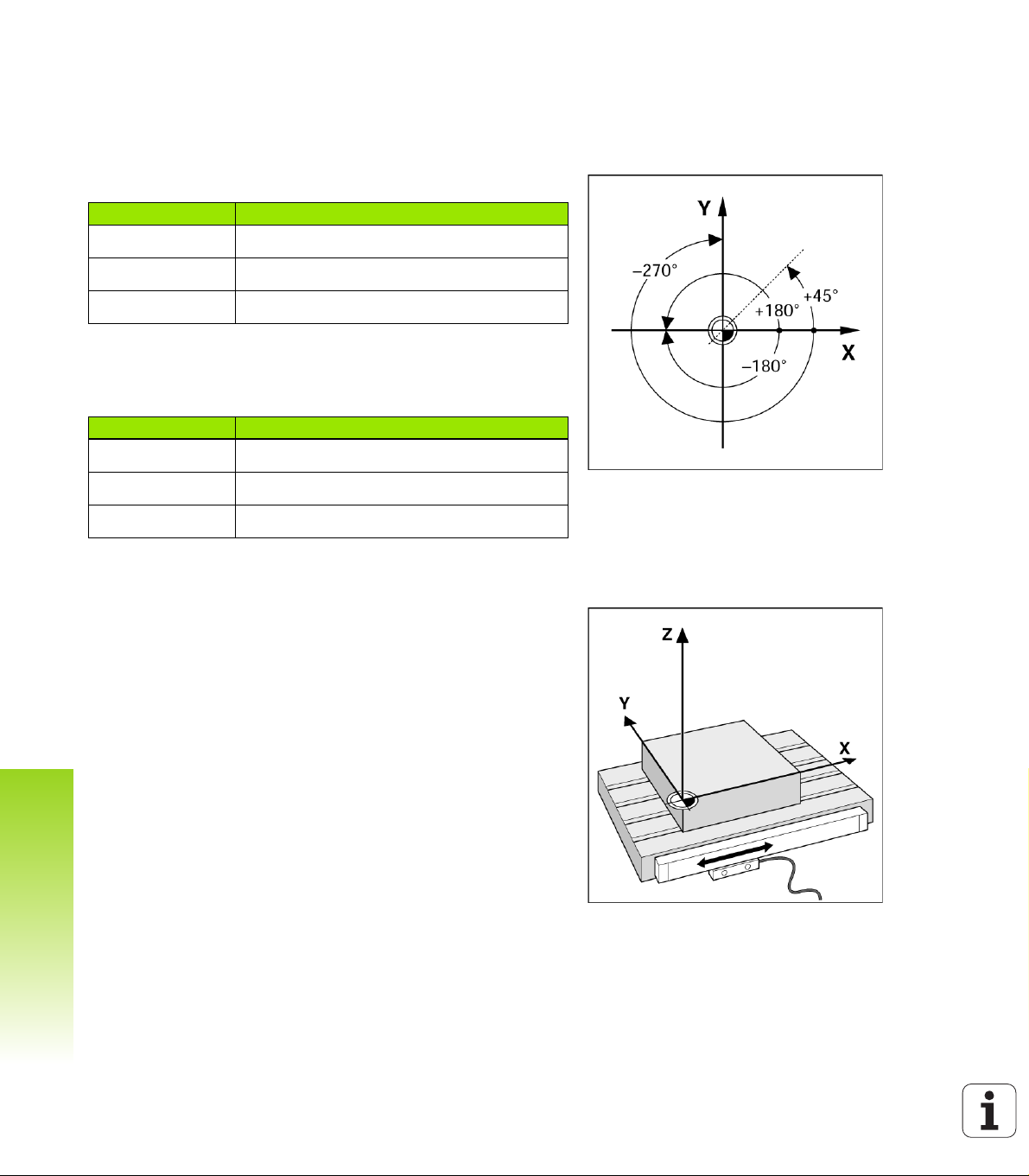
De positieve rotatierichting is linksom voor een bewerkingsvlak in de
negatieve gereedschapsas-richting gezien. Zie Fig. I.4.
Voorbeeld: hoek in het bewerkingsvlak X/Y
Hoek Correspondeert met de...
+ 45° ... deellijn tussen +X en +Y
+/– 180° ... negatieve X-as
- 270° ... positieve Y-as
Positie-encoders
De positie-encoders met terugkoppeling zetten de bewegingen van
I – 1 Grondbeginselen van het positioneren
de machine-assen om in elektrische signalen. De ND 522/523
evalueert deze signalen voortdurend en berekent de actuele posities
van de machine-assen, die als een getal op het scherm worden
getoond. Zie Fig. I.5.
Bij een stroomonderbreking zal de berekende positie niet langer
overeenstemmen met de actuele positie. Wanneer de
stroomvoorziening is hersteld, kunt u deze samenhang opnieuw tot
stand brengen met behulp van de referentiemerken op de positieencoders en de referentiemerk-evaluatiefunctie van de ND 522/523
(REF).
Fig. I.4 Hoek en hoekreferentie-as, bijv. in het X/Y-
vlak
Fig. I.5 Lineaire positie-encoder, hier voor de X-as
14 I Bedieningsinstructies
Page 15
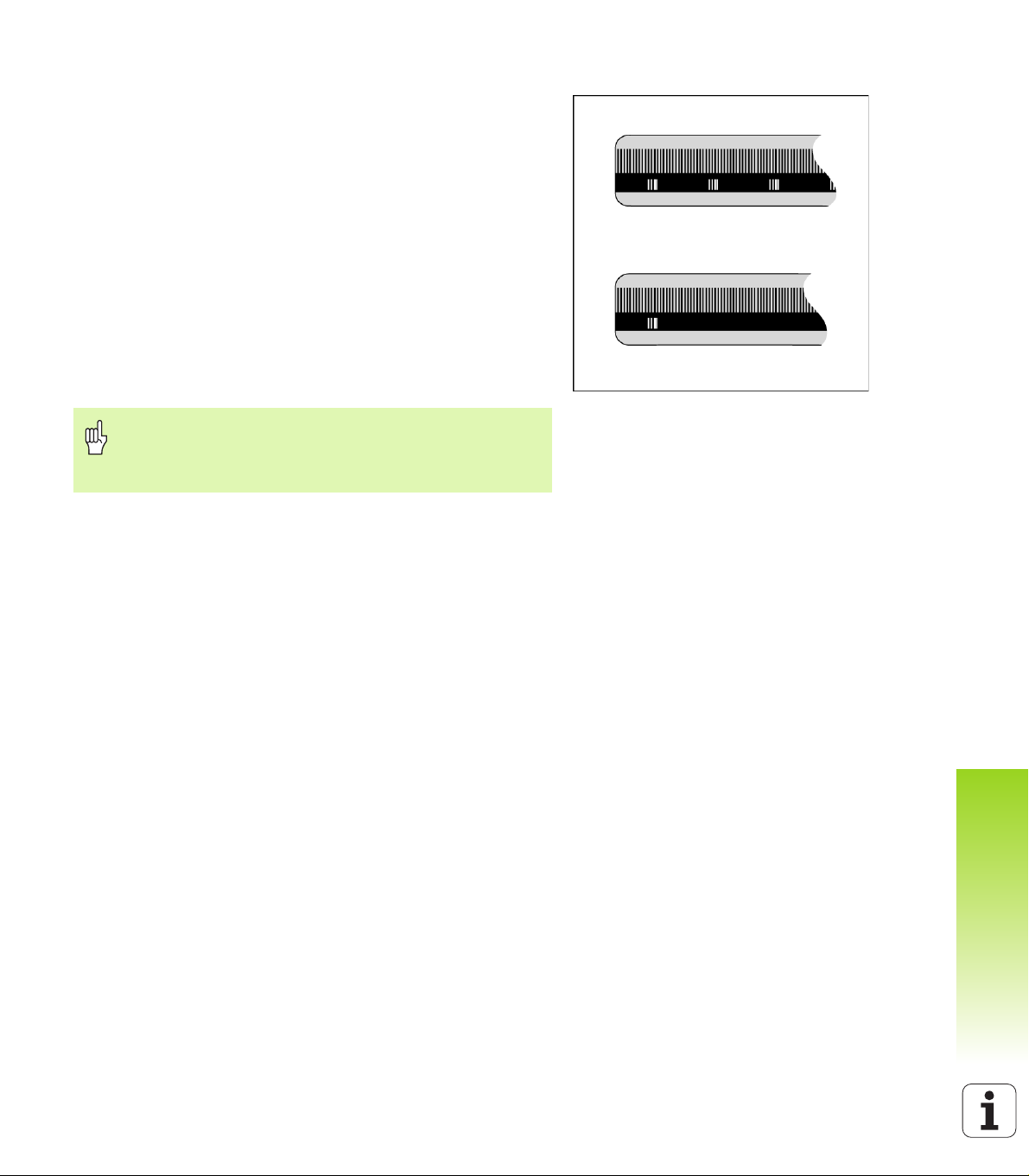
Referentiemerken van encoder
Encoders hebben normaal een of meer referentiemerken (zie Fig. I.6)
die de referentiemerk-evaluatiefunctie van de ND 522/523 gebruikt
om nulposities te herstellen na stroomuitval. Er zijn twee hoofdopties
beschikbaar voor referentiemerken; vaste en afstandsgecodeerde.
Bij encoders met afstandsgecodeerde referentiemerken zijn de
merken gescheiden door een specifiek coderingspatroon, waardoor
de ND 522/523 twee paar referentiemerken over de lengte van de
encoder kan gebruiken om de vorige nulpunten te herstellen. Deze
configuratie houdt in dat de operator, willekeurig langs de encoder,
slechts een zeer korte afstand hoeft af te leggen, om de nulpunten te
herstellen wanneer de ND 522/523 weer wordt ingeschakeld.
Encoders met vaste referentiemerken beschikken over een of meer
merken met vaste intervallen. Om de nulpunten correct te herstellen,
moet tijdens de referentiemerk-evaluatieprocedure exact hetzelfde
referentiemerk worden gebruikt als het referentiemerk dat is gebruikt
toen het nulpunt de eerste keer werd bepaald.
De vastgelegde nulpunten kunnen niet direct na een
stroomonderbreking worden hersteld als de
referentiemerken niet zijn gepasseerd voordat de
nulpunten werden vastgelegd.
Fig. I.6 Lineaire schaalverdeling: met
afstandsgecodeerde referentiemerken
(bovenste afbeelding) en met één
referentiemerk (onderste afbeelding)
ND 522/523 15
I – 1 Grondbeginselen van het positioneren
Page 16
I – 2 Algemene bediening van de
Statusbalkpictogrammen
Nulpunt Gereed-
schap
Aanzetsnelheid
Stopwatch Maateen-
heid
Werkstanden Pagina-
aanduiding
Instellen/nul
Aslabels
Displaygedeelte
Ref-symbool
Grafische
positioneerhulp (alleen
in
werkstand
Restweg)
Softkeylabels
ND 522/523
Schermindeling
I – 2 Algemene bediening van de ND 522/523
De ND 522/523-uitlezingen beschikken over toepassingsspecifieke
functies, waarmee u een optimale productiviteit met uw
handbediende bewerkingsmachines kunt realiseren.
Statusbalk - Hierin worden het huidige nulpunt, het gereedschap,
de aanzetsnelheid, stopwatchtijd, maateenheid, status restweg
(incrementeel) of feitelijke waarde (absoluut), de pagina-aanduiding,
en instellen/nul weergegeven. Zie Bewerking instellen voor meer
informatie over het instellen van de statusbalkparameters.
Displaygedeelte - Toont de huidige positie van iedere as. Hierin
worden bovendien invoerschermen, velden, instructievakjes,
foutmeldingen en helponderwerpen weergegeven.
Aslabels - Hiermee wordt de as voor de bijbehorende astoets
aangegeven.
Ref-symbool - Geeft de huidige status van het referentiemerk aan.
Softkeylabels - Geven de diverse frees- of draaifuncties aan.
16 I Bedieningsinstructies
Page 17
Algemene bediening - Overzicht van toetsfuncties
Hieronder vindt u een lijst met toetsen die zich op het frontpaneel van
de uitlezing bevinden, en een omschrijving van de functies.
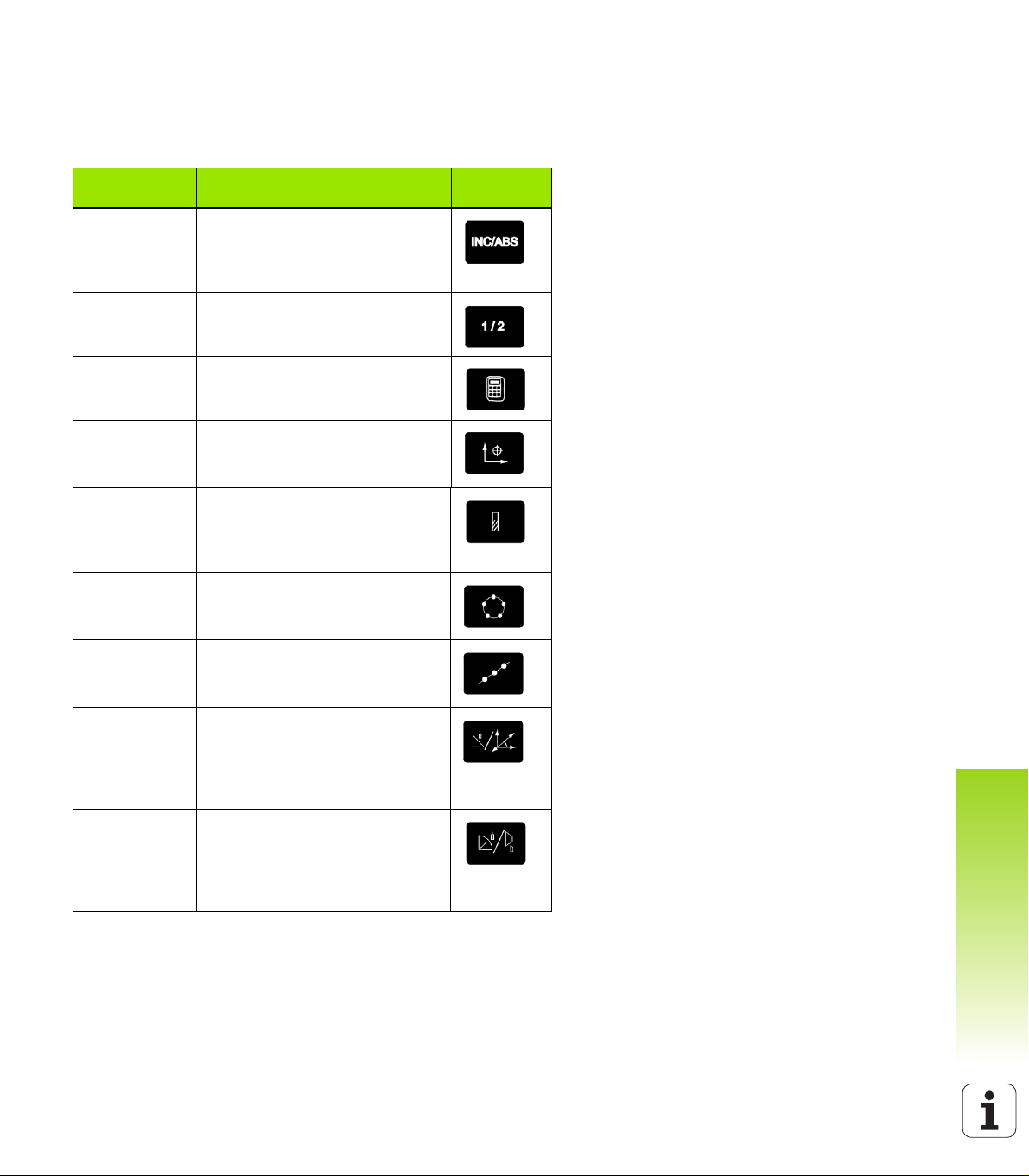
To e t s e n pagina 1
INCREMENTEEL/
ABSOLUUT
1/2 (ALLEEN
FREESFUNCTIE)
CALC Opent de calculatorfuncties.
NULPUNT Opent het invoerscherm
GEREEDSCHAP Opent de
GATENCIRKEL Opent het invoerscherm
GATENREEKS Opent het invoerscherm
Toetsfunctie To e t s -
Schakelt het display om tussen
Restweg (Incrementeel) en
Feitelijke waarde (Absoluut).
(Pagina 18)
Hiermee wordt de huidige positie
door twee gedeeld. (Pagina 29)
(Pagina 30)
NULPUNT om het nulpunt voor
iedere as in te stellen. (Pagina 36)
GEREEDSCHAPSTABEL. (Pagina
31 voor frezen. Pagina 59 voor
draaien)
GATENCIRKEL Berekent de
gatposities (Pagina 47) voor frezen
GATENREEKS. Berekent de
gatposities (Pagina 50) voor frezen
pictogram
I – 2 Algemene bediening van de ND 522/523
SCHUINFREZEN,
OF VECTORING
BOOGFREZEN,
OF CONUS
BEREKENEN
ND 522/523 17
Opent het invoerscherm
SCHUINFREZEN (Pagina 53) voor
frezen, of het invoerscherm
VECTORING (Pagina 67) voor
draaien
Opent de invoerschermen
BOOGFREZEN (Pagina 56) voor
frezen, of het invoerscherm
CONUS BEREKENEN (Pagina 65)
voor draaien
Page 18
Algemeen navigeren
Gebruik het numerieke toetsenbord om numerieke waarden in elk
veld in te voeren.
Met de toets ENTER bevestigt u de ingevoerde gegevens in een veld
en keert u terug naar het vorige scherm.
Druk op de C-toets om alle ingevoerde gegevens en foutmeldingen
te wissen, of terug te keren naar het vorige scherm.
SOFTKEYlabels geven de diverse frees- of draaifuncties aan. Deze
functies worden geselecteerd door op de overeenkomstige softkey
direct onder het softkeylabel te drukken. Er zijn 2 pagina's met
softkeyfuncties die kunnen worden geselecteerd. Hiertoe hebt u
toegang via de LINKER-/RECHTERPIJLtoetsen.
Met de LINKER-/RECHTERPIJLtoetsen navigeert u door pagina 1 en 2
van de lijst met functies die via een softkey kunnen worden
geselecteerd. De huidige pagina licht op in de statusbalk bovenaan
het scherm.
Navigeer met de pijltoetsen OMHOOG/OMLAAG tussen de velden in een
invoerscherm en de keuzelijsten in een menu. De cursor keert terug
naar de bovenste positie in het menu wanneer hij het einde van het
menu heeft bereikt.
Werkstanden
De ND 522/523 heeft twee werkstanden: Restweg (INCREMENTEEL) en
Feitelijke waarde (ABSOLUUT). Met de functie Restweg (die in dit
handboek als incrementeel wordt aangeduid) kunt u nominale
posities benaderen door te verplaatsen totdat de nulwaarde wordt
weergegeven. Wanneer u in de werkstand Incrementeel werkt, kunt
u nominale coördinaten als incrementele of absolute maten invoeren.
I – 2 Algemene bediening van de ND 522/523
Met de functie Feitelijke waarde (die in dit handboek als absoluut
wordt aangeduid) wordt altijd de huidige actuele positie van het
gereedschap ten opzichte van het actieve nulpunt. weergegeven. In
deze werkstand worden alle bewegingen uitgevoerd door verplaatsing
totdat de weergegeven waarde overeenkomt met de gewenste
nominale positie.
In de werkstand Absoluut, als de ND 522/523 is geconfigureerd voor
een freesbewerking, zijn alleen de lengtecorrecties van het
gereedschap actief. Zowel de radius- als de lengtecorrecties worden
in de werkstand Restweg gebruikt om de "restweg" te berekenen die
nodig is om de gewenste nominale positie ten opzichte van de kant
van het snijgereedschap te bereiken.
Als de ND 522/523 is geconfigureerd voor een draaibank, worden alle
gereedschapscorrecties zowel in de werkstand Incrementeel als
Absoluut toegepast.
Druk op de toets INCREMENTEEL/ABSOLUUT (Zie Fig. I.7) om tussen deze
twee werkstanden te schakelen. Gebruik de LINKER-/
RECHTERPIJLtoetsen als u softkeyfuncties wilt bekijken in de
werkstand Incrementeel of Absoluut.
Bij draaibewerkingen kunt u bij een systeem met 3 assen de Z aspositie snel koppelen. Zie "Z-koppeling inschakelen" op pagina 68.
Fig. I.7 Toets Restweg (INCREMENTEEL) / Feitelijke
waarde (ABSOLUUT)
18 I Bedieningsinstructies
Page 19

Grafische positioneerhulp
Wanneer u verplaatst totdat de nulwaarde (in de modus Incrementeel)
wordt weergegeven, toont de ND 522/523 een grafische
positioneerhulp. Zie Fig. I.8.
De ND 522/523 toont de grafische positioneerhulp in een smal kader
onder de huidige actieve as. Twee driehoekige merktekens in het
midden van het kader geven de nominale positie aan die u wilt
bereiken.
Een vierkantje is het symbool voor de asslede. Er verschijnt een pijl in
het vierkantje om de richting aan te duiden waarin de as zich
verplaatst. U kunt gemakkelijk zien of de as zich naar een nominale
positie toe of zich juist daarvandaan verplaatst. Let erop dat het
vierkantje zich pas begint verplaatsen als de asslede zich in de buurt
van de nominale positie bevindt. Voor het instellen van de grafische
positioneerhulp, Zie "Grafische positioneerhulp" op pagina 25 onder
Bewerking instellen.
Help-scherm
De geïntegreerde bedieningsinstructies kunnen altijd worden
geraadpleegd voor informatie en hulp. Zie Fig. I.9
Bedieningsinstructies oproepen:
U Druk op de softkey HELP.
U Er wordt informatie over de huidige bewerking weergegeven.
U Gebruik de pijltoetsen OMHOOG/OMLAAG als de informatie is verspreid
over meer dan één schermpagina.
Informatie over een ander onderwerp bekijken:
U Druk op de softkey LIJST VAN ONDERWERPEN.
U Druk op de pijltoetsen OMHOOG/OMLAAG om binnen de index te
navigeren.
U Druk op de toets ENTER om het gewenste item te selecteren.
Bedieningsinstructies verlaten:
U Druk op de C-toets.
Fig. I.8 Grafische positioneerhulp in gebruik (zie
pijlen)
I – 2 Algemene bediening van de ND 522/523
Fig. I.9 Lijst van onderwerpen in de HELP-modus
ND 522/523 19
Page 20
Invoerschermen
De vereiste gegevens voor diverse bedieningsfuncties en
instellingsparameters worden ingevoerd via een invoerscherm. Deze
invoerschermen worden weergegeven na selectie van functies die
extra informatie vereisen. Elk invoerscherm heeft specifieke velden
voor het invoeren van de vereiste gegevens.
Wijzigingen worden pas actief nadat u ze hebt bevestigd met de
ENTER-toets. Als u de wijzigingen niet wilt opslaan, drukt u op de Ctoets om terug te keren naar het vorige scherm zonder de wijzigingen
op te slaan.
Berichten in het instructievakje
Als een menu of invoerscherm is geopend, wordt rechts hiervan
tevens een instructievakje weergegeven. In dit instructievakje staat
informatie voor de operator over wat de gekozen functie doet en hij
vindt er instructies voor de beschikbare opties. Zie Fig. I.10
Fig. I.10 Voorbeeld van invoerscherm en
instructievakje
I – 2 Algemene bediening van de ND 522/523
Foutmeldingen
Indien er een fout optreedt terwijl u met de ND 522/523 werkt,
verschijnt er een melding op het display en wordt de oorzaak van de
fout verklaard.
Foutmelding wissen:
U Druk op de C-toets.
20 I Bedieningsinstructies
Page 21
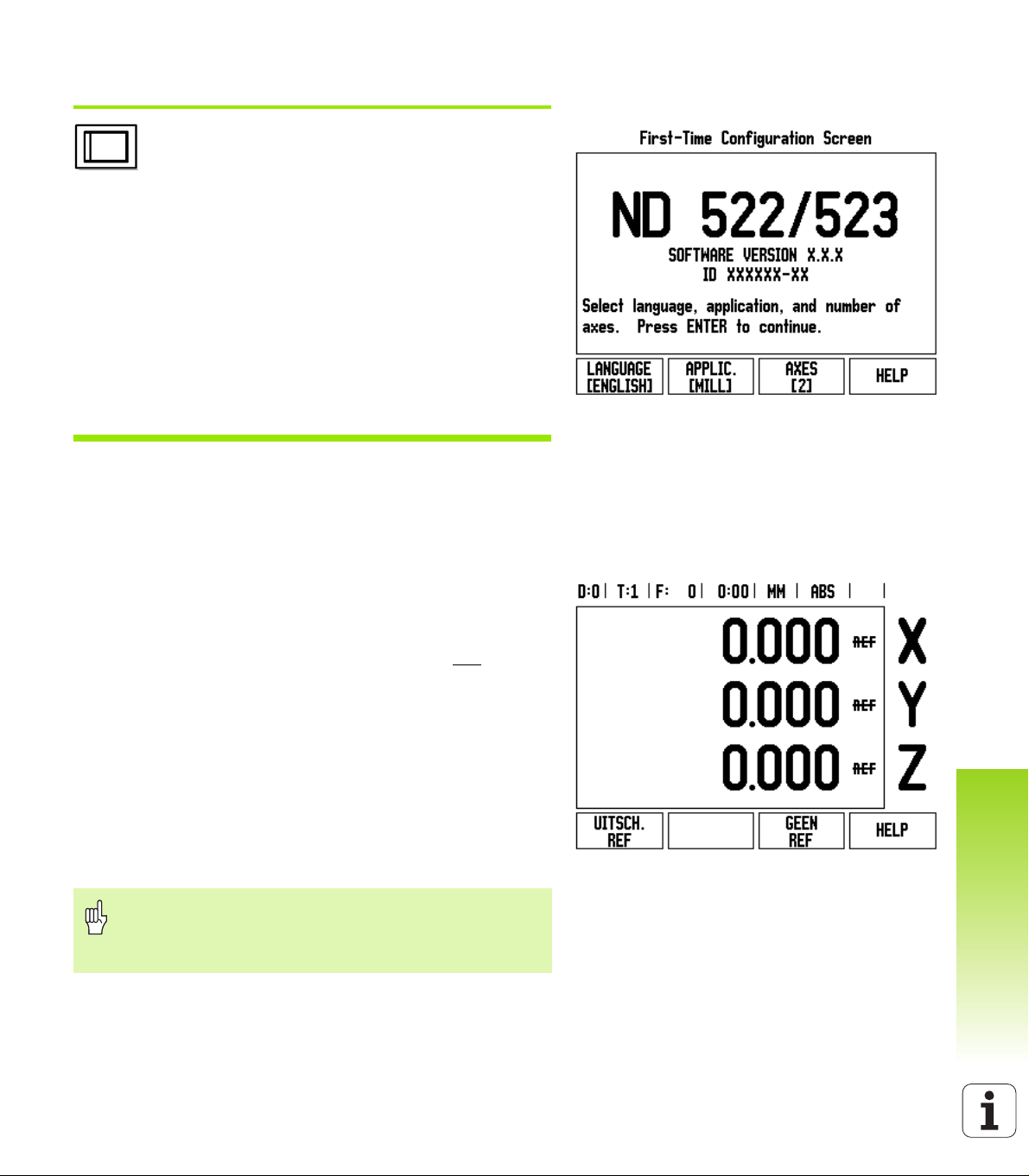
Inschakeling
Stroom inschakelen (aan de achterzijde). Het
beginscherm verschijnt. Zie Fig. I.11 (Dit scherm
verschijnt alleen de eerste keer dat de eenheid wordt
opgestart. Het kan zijn dat de volgende stappen al zijn
uitgevoerd door het installatieprogramma.)
Selecteer de gewenste taal door op de softkey TAAL
te drukken.
Kies uw toepassing, d.w.z. FREZEN of DRAAIEN. Met
de softkey TOEP. [FREZEN/DRAAIEN] schakelt u
tussen deze twee instellingen.
Selecteer vervolgens het aantal benodigde assen.
Sluit af door op de ENTER-toets te drukken.
Indien gewenst, kunt u later de toepassing wijzigen
bij Systeeminstellingen onder Tellerinstellingen.
Uw ND 522/523 is nu gereed voor bedrijf en staat in de werkstand
Absoluut. Naast iedere actieve as knippert het symbool "REF” De
evaluatie van referentiemerken is nu gereed.
Evaluatie van referentiemerken
Fig. I.11 Beginscherm
Met de functie van de ND 522/523 voor evaluatie van de
referentiemerken wordt automatisch de relatie hersteld tussen de
assledeposities en de weergegeven waarden die u het laatst hebt
gedefinieerd door het instellen van het nulpunt.
Als de as-encoder referentiemerken heeft, knippert de REF
Zie Fig. I.12. Na het passeren van de referentiemerken knippert de
indicatie niet langer en wordt een niet-knipperende REF getoond.
Werken zonder evaluatie van referentiemerken
U kunt de ND 522/523 ook gebruiken zonder de referentiemerken te
passeren. Druk op de softkey GEEN REF om de procedure voor
evaluatie van referentiemerken te verlaten en door te gaan.
U kunt ook later nog referentiemerken passeren, wanneer nulpunten
moeten worden vastgelegd die later na een stroomonderbreking
kunnen worden hersteld. Druk op de softkey VRIJGAVE REF om de
procedure voor evaluatie van referentiemerken te activeren.
Indien een encoder zonder referentiemerken wordt
ingesteld, wordt de REF-indicatie niet weergegeven.
Ingestelde nulpunten van een as gaan verloren zodra de
stroom wordt uitgeschakeld.
-indicatie.
I – 2 Algemene bediening van de ND 522/523
Fig. I.12 Scherm voor het vastleggen van
referentiemerken
ND 522/523 21
Page 22
Functie VRIJGAVE/UITSCHAKELEN REF
Met de schakelsoftkey VRIJGAVE/UITSCHAKELEN, die beschikbaar is
tijdens de referentiemerk-evaluatieprocedure, kan de operator een
specifiek referentiemerk op een encoder selecteren. Dit is belangrijk
bij gebruik van encoders met vaste referentiemerken. Wanneer op de
softkey UITSCHAKELEN REF wordt gedrukt, wordt de
evaluatieprocedure onderbroken. Alle referentiemerken die zijn
gepasseerd tijdens verplaatsing van de encoder, worden genegeerd.
Wanneer vervolgens op de softkey VRIJGAVE REF wordt gedrukt,
wordt de evaluatieprocedure weer geactiveerd en wordt het volgende
gepasseerde referentiemerk geselecteerd.
Zodra de referentiemerken voor alle gewenste assen zijn vastgesteld,
drukt u op de softkey GEEN REF om de procedure te beëindigen. U
hoeft niet de referentiemerken van alle encoders te passeren, maar
alleen de merken die u nodig hebt. Indien alle referentiemerken zijn
gevonden, keert de ND 522/523 automatisch terug naar het DROscherm.
Als u de referentiemerken niet passeert, slaat de ND 522/
523 de nulpunten niet op. Dit betekent dat de relatie
tussen de assledeposities en de weergegeven waarden
na een stroomonderbreking (uitschakeling) niet kan
worden hersteld.
Dagelijks inschakelen: stroom inschakelen en op een
willekeurige toets drukken.
I – 2 Algemene bediening van de ND 522/523
- ALTERNATIEVE METHODE -
- ALTERNATIEVE METHODE -
Passeer de referentiemerken (in een willekeurige
volgorde).
Druk op de softkey UITSCHAKELEN REF en passeer de
referentiemerken.
Verplaats de encoder naar het gewenste vaste
referentiemerk. Druk op de softkey VRIJGAVE REF en
passeer het referentiemerk.
Passeer de referentiemerken niet en druk op de
softkey GEEN REF. Opmerking: in dit geval gaat de
relatie tussen assledepositie en weergegeven
waarde na een stroomonderbreking verloren.
22 I Bedieningsinstructies
Page 23
Instellen
De ND 522/523 biedt twee categorieën voor het instellen van
bewerkingsparameters. Deze categorieën zijn: Bewerking instellen en
Systeeminstellingen. De parameters voor Bewerking instellen worden
gebruikt om de specifieke bewerkingseisen voor elke bewerking in te
stellen. Systeeminstellingen wordt gebruikt om de encoder- en
uitlezingsparameters te bepalen.
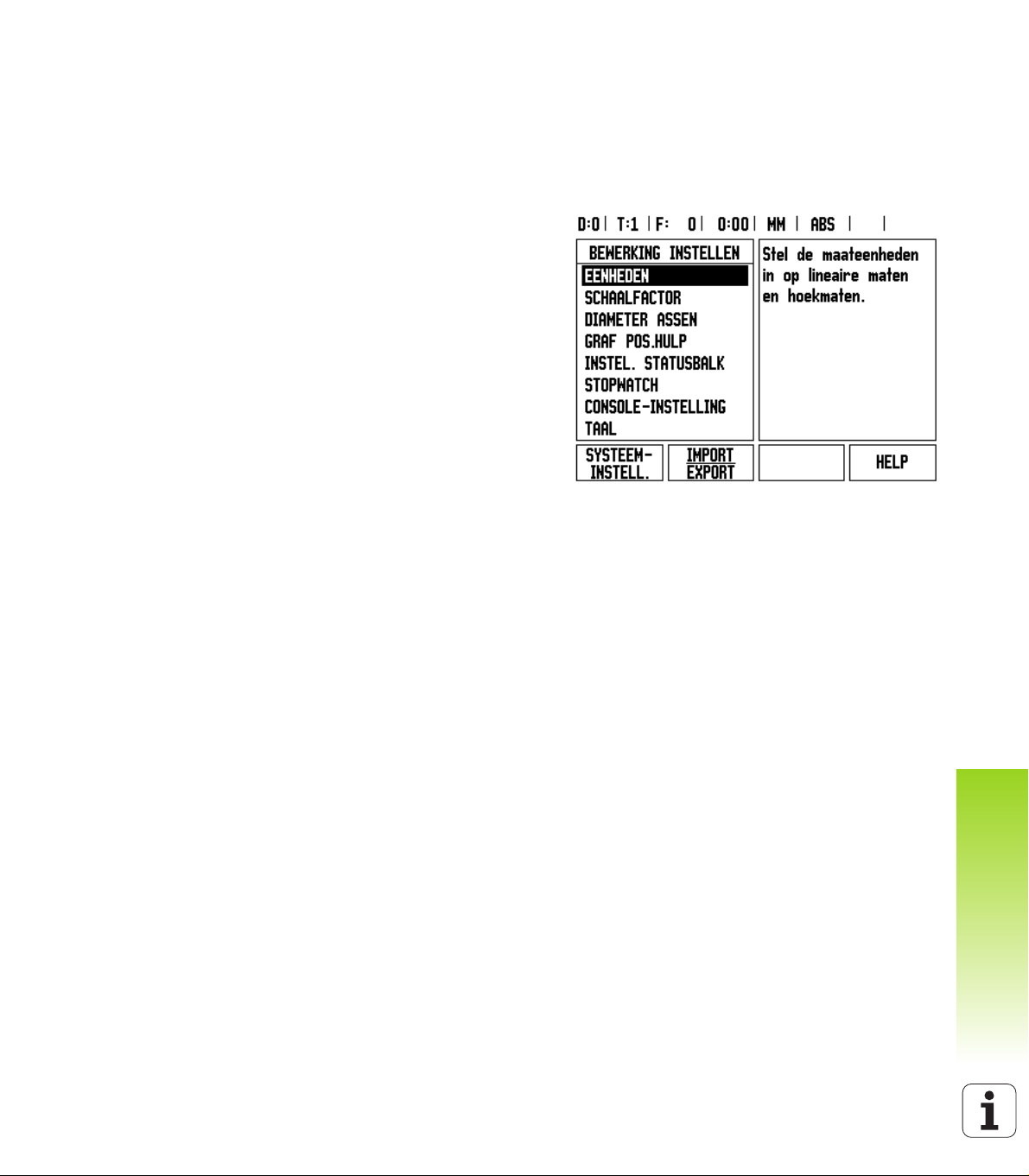
Het menu Bewerking instellen wordt geopend door op de softkey
INSTELLEN te drukken. Zie Fig. I.13. In het menu Bewerking instellen
hebt u de volgende softkeys tot uw beschikking:
SYSTEEMINSTELLINGEN
Druk op deze softkey om de parameters voor de
systeeminstellingen te openen. Zie "Parameters voor
systeeminstellingen" op pagina 73.
IMPORT/EXPORT
Druk op deze softkey voor het importeren of exporteren van de
bewerkingsparameters. Zie "Import/export" op pagina 26.
HELP
Hiermee opent u een online-helpscherm.
Parameters voor Bewerking instellen
Fig. I.13 Scherm Bewerking instellen voor frezen
Als u de parameters voor Bewerking instellen wilt bekijken of wijzigen,
gebruikt u de pijltoetsen OMHOOG/OMLAAG om de gewenste parameters
te markeren en drukt u op de ENTER-toets.
Eenheden
Het invoerscherm EENHEDEN gebruikt u om de gewenste weergave
van eenheden en indelingen te specificeren. Het systeem start met
deze instellingen op.
U Inch/MM - Maten worden weergegeven en ingevoerd in de
eenheden die in het veld LINEAIR zijn geselecteerd. Kies inch of
millimeter door op de softkey INCH/MM te drukken U kunt de
maateenheid ook selecteren door op de softkey INCH/MM te drukken
in de werkstand Incrementeel of Absoluut.
U Decimale graden, Radialen of Graden/Minuten/Seconden (GMS) - In
het veld HOEK kunt u opgeven hoe hoeken in invoerschermen
moeten worden weergegeven en ingevoerd. Selecteer DECIMALE
GRADEN, RADIALEN of GMS met behulp van de softkey.
ND 522/523 23
I – 2 Algemene bediening van de ND 522/523
Page 24
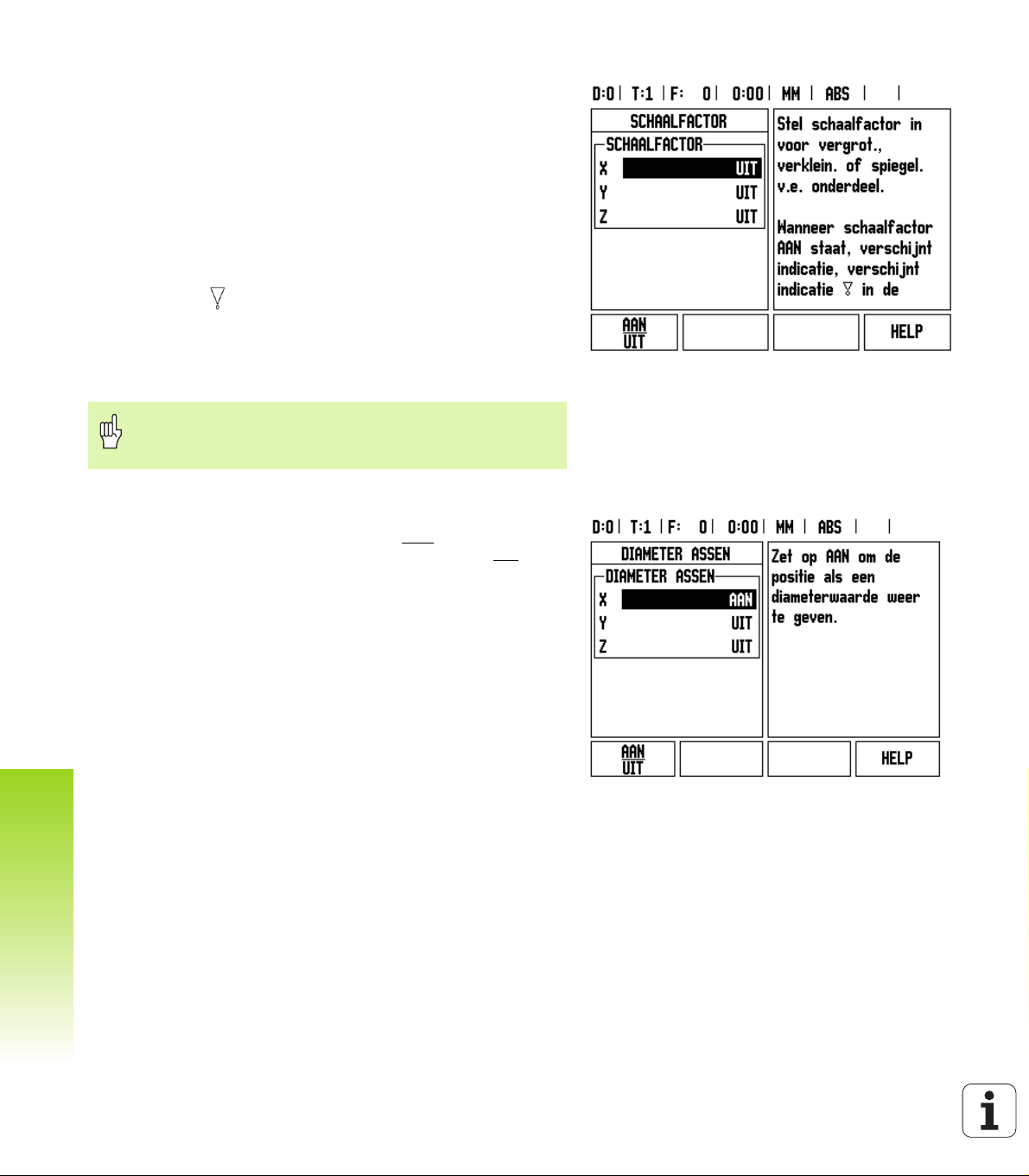
Schaalfactor
Met de schaalfactor kunnen de afmetingen van het onderdeel worden
vergroot of verkleind. Alle verplaatsingen van de encoder worden met
de schaalfactor vermenigvuldigd. Bij schaalfactor 1,0 wordt een
onderdeel gemaakt met exact dezelfde maten als op de tekening. Zie
Fig. I.14.
U Met de numerieke toetsen kan een waarde groter dan nul worden
ingevoerd. Het bereik loopt van 0,1000 tot 10,000. Er kan ook een
negatieve waarde worden ingevoerd.
U De instellingen voor de schaalfactor blijven behouden na het
uitschakelen.
U Wanneer de schaalfactor een andere waarde heeft dan 1, wordt het
schaalsymbool in de asweergave getoond.
U U kunt de softkey AAN/UIT gebruiken om de huidige schaalfactoren
uit te schakelen.
Spiegelen
Bij een schaalfactor -1,00 ontstaat een spiegelbeeld van
het onderdeel. U kunt een onderdeel gelijktijdig spiegelen
en de schaal ervan vergroten of verkleinen.
Diameter assen
Kies Diameter assen om te bepalen welke assen kunnen worden
weergegeven in radius- of diameterwaarden. AAN geeft aan dat de
aspositie wordt weergegeven als een diameterwaarde. Bij UIT
functie Radius/diameter niet van toepassing. Zie Fig. I.15. Voor
draaibewerkingen zie "Softkey RX (radius/diameter)" op pagina 66 voor
de functie Radius/diameter.
U Ga met de cursor naar DIAMETER ASSEN en druk op ENTER.
I – 2 Algemene bediening van de ND 522/523
U De cursor staat nu in het veld X. Druk, afhankelijk van de gewenste
parameter voor de desbetreffende as, op de softkey AAN/UIT om de
functie in of uit te schakelen.
U Druk op ENTER.
Fig. I.14 Schaalfactor
is de
Fig. I.15 Invoerscherm Diameter assen
24 I Bedieningsinstructies
Page 25

Grafische positioneerhulp
Het invoerscherm GRAFISCHE POSITIONEERHULP wordt gebruikt
voor het configureren van de staafgrafiek onder de asweergave in de
werkstand Incrementeel. Elke as heeft zijn eigen bereik. Zie Fig. I.16.
U Druk op de softkey AAN/UIT om de grafische positioneerhulp in te
schakelen, of begin gewoon met het invoeren van waarden met de
numerieke toetsen. Het actuele positiekader begint te bewegen als
de positie binnen bereik is.
Instellingen van de statusbalk
De statusbalk is een balk bovenaan het scherm die uit verschillende
segmenten bestaat. In deze balk worden het huidige nulpunt, het
gereedschap, de aanzetsnelheid, de stopwatch en de paginaaanduiding weergegeven.
U Druk op de softkey AAN/UIT voor elke instelling die u wilt laten
weergeven.
Stopwatch
De stopwatch geeft de uren (h), minuten (m) en seconden (s) weer. Hij
werkt als een normale stopwatch, d.w.z. hij meet de verstreken tijd.
(De stopwatch begint te lopen vanaf 0:00:00).
Het veld Verstreken tijd geeft de totale tijd vanaf ieder interval weer.
U Druk op de softkey START/STOP. In het statusveld wordt de indicatie
LOOPT
weergegeven. Druk opnieuw op de softkey om de tijd stop
te zetten.
U Druk op TERUGZETTEN om de verstreken tijd terug te zetten. Door dit
terugzetten stopt de stopwatch.
Fig. I.16 Grafische positioneerhulp
Wanneer u in de werkstand op de decimaaltoets drukt,
wordt de klok ook gestopt en gestart. Wanneer u op de
toets Nul drukt, wordt de klok teruggezet.
ND 522/523 25
I – 2 Algemene bediening van de ND 522/523
Page 26

Console-instelling
Het contrast van het LCD kan in elke werkstand worden ingesteld met
de softkeys in dit invoerscherm, of met behulp van de pijltoetsen
omhoog/omlaag op het toetsenbord. Het kan zijn dat het contrast
moet worden aangepast vanwege gewijzigde omgevingsverlichting
en voorkeur van de operator. Dit invoerscherm wordt ook gebruikt om
in te stellen na welke inactieve periode de screensaver geactiveerd
moet worden. De screensaver-instelling is de tijd gedurende welke
het systeem niet actief is voordat het LCD naar de screensavermodus
schakelt. De niet-actieve periode kan worden ingesteld tussen 30 en
120 minuten. De screensaver kan worden gedeactiveerd tijdens de
inschakeltijd.
Taal
De ND 522/523 ondersteunt meerdere talen. Taalkeuze wijzigen:
U Druk op de softkey TAAL totdat de gewenste taalkeuze op de softkey
en het invoerscherm verschijnt.
U Druk op ENTER om uw keuze te bevestigen.
Import/export
Informatie over bewerkingsparameters kan via de USB-poort (Zie
"USB-poort (type "B")" op pagina 81) worden geïmporteerd of
geëxporteerd.
U Druk op de softkey IMPORT/EXPORT in het scherm Instellingen.
U Druk op IMPORT op de bewerkingsparameters vanaf een pc te laden.
U Druk op EXPORT om de huidige bewerkingsparameters naar een pc
te uploaden.
U Druk op de C-toets om de functie te verlaten.
I – 2 Algemene bediening van de ND 522/523
26 I Bedieningsinstructies
Page 27
DRO-bedieningsscherm - Overzicht van
Paginaaanduiding
softkeyfuncties
In het bedieningsscherm kunt u uit twee pagina's met softkeyfuncties
selecteren. Navigeer met de LINKER-/RECHTERPIJLtoetsen door iedere
pagina. De pagina-aanduiding in de statusbalk toont de paginaoriëntatie. De donkere pagina is de pagina waarop u zich nu bevindt.
Voor iedere toets is er een referentiepagina met extra informatie.
Fig. I.17
Zie
Softkeypagina 1
HELP Opent de helpinstructies op het
INCH/MM Schakelt tussen de eenheden inch
RADIUS/
DIAMETER
INSTELLEN/NUL Schakelt tussen de functies
Softkeypagina 2
INSTELLEN Opent het menu Bewerking
VRIJGAVE REF Druk hierop wanneer u een
Softkeyfunctie Softkey-
scherm. (Pagina 19)
en millimeter. (Pagina 23)
Schakelt tussen radius- en
diameterweergave. Deze functie
geldt alleen voor Draaien. (Pagina
66)
Instellen en Nul. Wordt gebruikt
met afzonderlijke astoetsen.
(Pagina 28)
Softkeyfunctie Softkey-
instellen. U kunt dan de softkey
Systeeminstellingen gebruiken.
(Pagina 23)
referentiemerk wilt identificeren.
(Pagina 21)
symbool
Fig. I.17 Pagina-aanduiding en indicatie Instellen/Nul
symbool
I – 2 Algemene bediening van de ND 522/523
ND 522/523 27
Page 28
Algemene bediening - Toetsfuncties in detail
Indicatie Instellen/nul
In deze paragraaf worden de softkeyfuncties behandeld die hetzelfde
zijn, ongeacht of de ND 522/523 is geconfigureerd voor Frezen of
Draaien.
Softkey Instellen/nul
De softkey INSTELLEN/NUL bepaalt wat er gebeurt wanneer een
astoets wordt ingedrukt. Dit is een schakeltoets waarmee wordt
geschakeld tussen Instellen en Nul. De huidige status wordt in de
statusbalk weergegeven. Zie Fig. I.18
Wanneer de status INSTELLEN is, en de ND 522/523 zich in de
werkstand Absoluut bevindt, wordt bij het selecteren van een astoets
het invoerscherm NULPUNT voor de geselecteerde as geopend. Als
de ND 522/523 in de werkstand Incrementeel staat, wordt er een
invoerscherm VOORINST.ELLEN geopend.
Wanneer de status NUL is, en de ND 522/523 zich in de werkstand
Absoluut bevindt, wordt bij het selecteren van een astoets het nulpunt
voor die as op de huidige positie op nul gezet. In de werkstand
Incrementeel wordt de huidige incrementele waarde op nul ingesteld.
I – 2 Algemene bediening van de ND 522/523
Als de ND 522/523 in de werkstand Absoluut staat en de
status van INSTELLEN/NUL nul is, wordt door het indrukken
van een willekeurige astoets het huidige nulpunt op nul
teruggezet op de huidige positie van die as.
Fig. I.18 Pagina-aanduiding en indicatie Instellen/Nul
28 I Bedieningsinstructies
Page 29

1/2 -toets
De 1/2-toets wordt gebruikt om de halve afstand (of het middelpunt)
tussen twee plaatsen langs een geselecteerde as van een werkstuk
te vinden. Deze functie kan zowel in de werkstand Incrementeel als
Absoluut worden uitgevoerd. Zie Fig. I.19
In de werkstand Absoluut worden bij deze functie de
nulpuntposities gewijzigd.
Voorbeeld: middelpunt bepalen langs een geselecteerde as
Maat X: X = 100 mm
Middelpunt: 50 mm
GA NAAR 1E PUNT
Verplaats het gereedschap naar het eerste punt.
De softkey INSTELLEN/NUL moet op Nul zijn ingesteld.
AS OP NUL EN GA NAAR 2E PUNT
Selecteer de toets voor de X-as en
ga naar het tweede punt.
Fig. I.19 Voorbeeld voor het bepalen van het
middelpunt
DRUK OP 1/2 EN GA NAAR NUL
Druk op de 1/2-toets, druk daarna op de toets voor de
X-as en verplaats tot u nul bereikt. Dit is de plaats van
het middelpunt.
ND 522/523 29
I – 2 Algemene bediening van de ND 522/523
Page 30

Toets Calc
De calculator van de ND 522/523 kan allerlei berekeningen uitvoeren,
van eenvoudige rekenkundige berekeningen tot ingewikkelde
trigonometrische en toerentalberekeningen
Druk op de toets CALC om de softkeys STANDAARD/TRIG en TOERENTAL
te kunnen gebruiken. Zie Fig. I.20 & Fig. I.21.
Wanneer u meer dan één berekening per numeriek veld
moet invoeren, zal de calculator eerst vermenigvuldigen
en delen en pas daarna gaan optellen en aftrekken. Stel
bijvoorbeeld dat u de som van 3 + 1 ÷ 8 moet berekenen,
dan wordt eerst 1 door 8 gedeeld en wordt daar 3 bij
opgeteld om tot de uitkomst 3,125 te komen.
Trigonometrische functies omvatten alle trigonometrische
operatoren, evenals functies voor het berekenen van kwadraten en
vierkantswortels. Voor berekening van de SIN, COS of TAN van een
hoek, voert u eerst de hoek in en drukt u daarna op de desbetreffende
softkey.
De hoekwaarden worden uitgedrukt in de werkelijk
gekozen hoekmaat van graden of radialen.
Fig. I.20 Calculator-softkeys
I – 2 Algemene bediening van de ND 522/523
Fig. I.21 Functiesoftkeys Standaard/trig
30 I Bedieningsinstructies
Page 31

I – 3 Specifieke freesbewerkingen
In deze paragraaf worden alleen bewerkingen en softkeyfuncties
behandeld die specifiek voor het frezen zijn. Softkeyfuncties die
hetzelfde zijn, ongeacht of de ND 522/523 is geconfigureerd voor
frezen of draaien, worden beschreven vanaf Pagina 17.
Toetsfuncties in detail
Gereedschapstoets
Met deze toets wordt de gereedschapstabel geopend en hebt u
toegang tot het invoerscherm GEREEDSCHAP om
gereedschapsparameters in te voeren. De ND 522/523 kan in de
gereedschapstabel maximaal 16 gereedschappen opslaan. Zie Fig.
I.22
I – 3 Specifieke freesbewerkingen
Fig. I.22 Gereedschapstabel voor frezen
Import/export
Gegevens uit gereedschapstabellen kunnen via de seriële poort
worden geïmporteerd of geëxporteerd.
U De softkeys IMPORT en EXPORT zijn ook beschikbaar in het
scherm Gereedschapstabel.
U Druk op IMPORT om een gereedschapstabel vanaf een pc te laden.
U Druk op EXPORT om de gereedschapstabel naar een pc te
uploaden.
U Druk op de C-toets om de functie te verlaten.
ND 522/523 31
Page 32

Functie Gereedschapsradiuscorrectie
De ND 522/523 beschikt over een functie voor
gereedschapsradiuscorrectie. Hiermee kunt u werkstukmaten direct
vanaf de tekening invoeren. De weergegeven waarde voor
Incrementeel wordt dan automatisch verlengd (R+) of verkort (R-) met
de waarde van de gereedschapsradius. Zie Fig. I.23. (voor meer
informatie zie "Voorinstellen" op pagina 40)
Gereedschapslengte
De lengtecorrectie kan worden ingevoerd als bekende waarde of de
correctie kan automatisch worden bepaald door de ND 522/523. Meer
informatie vindt u in het onderstaande voorbeeld van het gebruik van
de gereedschapstabel bij de softkey LENGTE LEREN.
U hebt de volgende softkeys tot uw beschikking in het invoerscherm
GEREEDSCHAPSTABEL of in het aparte invoerscherm voor
gereedschapsgegevens:
Functie Softkey
Met deze toets kan de operator kiezen op
welke as alle gereedschapslengtecorrecties
van invloed zijn. De diameterwaarden van het
gereedschap worden vervolgens gebruikt voor
de correctie van de beide overige assen.
I – 3 Specifieke freesbewerkingen
Druk hierop om de
gereedschapscorrectielengte automatisch in te
voeren. Alleen beschikbaar in het veld
LENGTE.
Fig. I.23 Gereedschapsradiuscorrectie
Hiermee wordt het invoerscherm
GEREEDSCHAPSTYPEN voor selectie
geopend. Alleen beschikbaar in het veld TYPE.
Symbool voor het lengteverschil ΔL
Als het gereedschap langer is dan het referentiegereedschap:
ΔL > 0 (+)
Als het gereedschap korter is dan het referentiegereedschap:
ΔL < 0 (–)
De gereedschapslengte is het verschil in lengte ΔL tussen
het gereedschap en het referentiegereedschap. Het
referentiegereedschap wordt in Fig. I.24 aangegeven met
T1.
Het lengteverschil wordt aangegeven met het symbool "Δ".
Fig. I.24 Gereedschapslengte en -diameter
32 I Bedieningsinstructies
Page 33

Gereedschapsgegevens invoeren (Fig. I.25)
U Kies de toets GEREEDSCHAP
U Ga met de cursor naar het gewenste gereedschap en druk op ENTER.
Het invoerscherm GEREEDSCHAPSOMSCHRIJVING verschijnt.
U Voer de gereedschapsdiameter in.
U Voer de gereedschapslengte in of druk op LENGTE LEREN.
U Voer gereedschapseenheden in.
U Voer het gereedschapstype in en druk op ENTER om terug te keren
naar de gereedschapstabel. Druk op C om de functie te verlaten.
I – 3 Specifieke freesbewerkingen
ND 522/523 33
Page 34

Gebruik van de gereedschapstabel
Voorbeeld: werkstuknulpunt instellen zonder tastfunctie. Zie Fig.
I.25
Gereedschapsdiameter 2,00
Gereedschapslengte: 20,000
Gereedschapseenheid: mm
Gereedschapstype: vlakfrees
Met de ND 522/523 kan ook de correctielengte worden
bepaald. Zie alternatief voorbeeld hieronder.
Druk op de toets GEREEDSCHAP.
De cursor gaat standaard naar het invoerscherm
GEREEDSCHAPSTABEL.
GEREEDSCHAPSTABEL
I – 3 Specifieke freesbewerkingen
Plaats de cursor op het gereedschap dat u wilt
definiëren of voer het gereedschapsnummer in. Druk
op ENTER.
GEREEDSCHAPSDIAMETER
Voer de gereedschapsdiameter (2) in en ga met de
cursor naar het veld LENGTE.
Druk op de pijltoets OMLAAG.
GEREEDSCHAPSLENGTE
Voer de gereedschapslengte in (bijv. 20 mm) en ga
met de cursor naar het veld EENHEDEN.
Fig. I.25 Invoer van gereedschapslengte en -
diameter
34 I Bedieningsinstructies
Page 35

- ALTERNATIEVE METHODE -
U kunt ook een correctie laten bepalen door de
ND 522/523. Bij deze methode moet u met de punt
van elk gereedschap een gemeenschappelijk
referentievlak aanraken. De ND 522/523 kan dan het
verschil in lengte van elk gereedschap bepalen.
Verplaats het gereedschap totdat de punt het
referentievlak raakt.
Druk op de softkey LENGTE LEREN. De ND 522/523 zal
dan een correctie ten opzichte van dit oppervlak
berekenen.
Herhaal deze procedure voor elk volgend
gereedschap met gebruikmaking van hetzelfde
referentievlak.
Alleen de gereedschappen waarvoor hetzelfde
referentievlak is ingesteld, mogen worden verwisseld
zonder dat het nulpunt opnieuw hoeft te worden
ingesteld.
Als de gereedschapstabel al gereedschappen bevat
waarvan de lengte is ingesteld, moet het referentievlak
eerst met behulp van een van deze gereedschappen
worden bepaald. Anders kunt u niet schakelen tussen de
nieuwe en reeds aanwezige gereedschappen zonder het
nulpunt opnieuw in te stellen. Voordat u de nieuwe
gereedschappen toevoegt, moet u een van de
gereedschappen uit de gereedschapstabel kiezen. Raak
met het gereedschap een referentievlak aan en stel het
nulpunt in op 0.
I – 3 Specifieke freesbewerkingen
GEREEDSCHAPSEENHEID
U Voer de GEREEDSCHAPSEENHEID (inch/mm) in en
U ga met de cursor naar het veld
GEREEDSCHAPSTYPE.
GEREEDSCHAPSTYPE
U Druk op de softkey GEREEDSCHAPSTYPEN. Selecteer
uit de lijst met gereedschappen en druk op ENTER.
(Zie Fig. I.26)
ND 522/523 35
Fig. I.26 Veld GEREEDSCHAPSTYPE
Page 36

Gereedschapstabel oproepen
Voordat u begint met de bewerking, selecteert u het te gebruiken
gereedschap uit de gereedschapstabel. De ND 522/523 houdt dan
rekening met de opgeslagen gereedschapsgegevens wanneer u met
gereedschapscorrectie werkt.
Gereedschap oproepen
Druk op de toets GEREEDSCHAP.
GEREEDSCHAPSNUMMER
Scroll met de pijltoetsen OMHOOG/OMLAAG door de
selectie van gereedschappen (1-16). Markeer het
gewenste gereedschap.
Controleer of het juiste gereedschap is opgeroepen
en druk op de C-toets om de functie te verlaten.
Nulpunttoets
Nulpunten bepalen de relatie tussen de asposities en de weergegeven
I – 3 Specifieke freesbewerkingen
waarden.
Nulpunten kunnen het gemakkelijkst worden ingesteld met de
tastfunctie van de ND 522/523, wanneer u het werkstuk met een
gereedschapskant tast.
U kunt natuurlijk ook op de conventionele manier nulpunten instellen,
door de kanten van het werkstuk één voor één aan te raken met een
gereedschap en de gereedschapsposities handmatig als nulpunten in
te voeren (zie voorbeelden op de volgende pagina).
In de nulpunttabel kunnen maximaal 10 nulpunten worden
opgenomen. U hoeft dan meestal de asverplaatsing niet te berekenen
wanneer u werkt met ingewikkelde werkstuktekeningen met
meerdere nulpunten.
36 I Bedieningsinstructies
Page 37

Voorbeeld: werkstuknulpunt instellen zonder tastfunctie. Zie Fig.
I.27 & Fig. I.28.
Gereedschapsdiameter: D = 3 mm
Asvolgorde in dit voorbeeld: X - Y - Z
Voorbereiding: stel het actieve gereedschap in op het gereedschap dat
wordt gebruikt voor het instellen van het nulpunt
Druk op de toets NULPUNT.
De cursor staat nu in het veld NULPUNTNUMMER.
Voer het nulpuntnummer in en druk op de pijltoets
OMLAAG om naar het veld X-as te gaan.
Raak het werkstuk aan bij kant 1.
INSTELLEN VAN NULPUNT X
Voer de positie van het gereedschapsmiddelpunt (X =
– 1,5 mm) in en
druk op de pijltoets OMLAAG om verder te gaan naar de
Y-as.
Raak het werkstuk aan bij kant 2.
INSTELLEN VAN NULPUNT Y
Voer de positie van het gereedschapsmiddelpunt
(Y = – 1,5 mm) in en
druk op de pijltoets OMLAAG.
Raak het werkstukoppervlak aan.
Fig. I.27 Invoerscherm NULPUNT INSTELLEN
I – 3 Specifieke freesbewerkingen
Fig. I.28
INSTELLEN VAN NULPUNT Z = + 0
Voer de positie van de gereedschapspunt (Z = 0 mm)
in voor de Z-coördinaat van het nulpunt. Druk op
ENTER.
ND 522/523 37
Page 38

Tasten met een gereedschap
Voor het instellen van nulpunten met een gereedschap kunt u
gebruikmaken van de tastfuncties van de ND 522/523. Zie Fig. I.29 &
Fig. I.30.
Voorbereiding: stel het actieve gereedschap in op het gereedschap dat
wordt gebruikt voor het instellen van het nulpunt.
Voorbeeld: werkstukkant tasten en kant als nulpunt instellen
Nulpunt as: X = 0 mm
Gereedschapsdiameter D = 3 mm
Druk op NULPUNT.
Fig. I.29 Nulpunt instellen met een kantentaster
I – 3 Specifieke freesbewerkingen
Druk op de pijltoets OMLAAG totdat het veld van de XAS oplicht
Druk op de softkey TASTEN .
Druk op de softkey KANT.
Fig. I.30
38 I Bedieningsinstructies
Page 39

TASTEN IN X
Raak de werkstukkant aan.
Sla de positie van de kant op door te drukken op de
softkey NOTEREN. De softkey NOTEREN is handig bij het
bepalen van gereedschapsgegevens door het
werkstuk aan te raken als er geen kantentaster met
positieterugkoppeling beschikbaar is. Om te
voorkomen dat de positiewaarde bij het terugtrekken
van het gereedschap verloren gaat, drukt u op de
softkey NOTEREN om de waarde op te slaan terwijl het
gereedschap de werkstukkant raakt. Bij de plaats
voor de aangeraakte kant wordt rekening gehouden
met de diameter van het gebruikte gereedschap (T:1,
2...) en de laatste richting waarin het gereedschap
is verplaatst voordat op de softkey NOTEREN is
gedrukt.
Trek het gereedschap van het werkstuk terug.
VOER WAARDE IN VOOR X
Voer coördinaat van de kant in
en
druk op ENTER.
I – 3 Specifieke freesbewerkingen
ND 522/523 39
Page 40

Voorinstellen
Met de functie Voorinstellen kan de operator de nominale (doel)positie
voor de volgende beweging aangeven. Zodra de nieuwe nominale
positie is ingevoerd, zal de weergave overschakelen naar de
werkstand Incrementeel en de afstand tussen de huidige positie en de
nominale positie weergeven. De operator hoeft nu alleen de tafel te
verplaatsen totdat de weergave op nul staat om de vereiste nominale
positie te bereiken. De informatie voor de plaats van de nominale
positie kan worden ingevoerd als een absolute verplaatsing vanaf het
huidige nulpunt of als een incrementele verplaatsing vanaf de huidige
nominale positie.
Met de functie Voorinstellen kan de operator ook aangeven met welke
kant van het gereedschap de bewerking in de nominale positie wordt
uitgevoerd. De softkey R+/- in het invoerscherm Voorinstellen bepaalt
de actieve verstelling tijdens de beweging. R+ geeft aan dat de
middellijn van het huidige gereedschap in een meer positieve richting
staat dan de kant van het gereedschap. R- geeft aan dat de middellijn
in een meer negatieve richting staat dan de kant van het huidige
gereedschap. Het gebruik van R+/- correcties past automatisch de
incrementele waarde aan, rekening houdend met de diameter van het
gereedschap. Zie Fig. I.31
Absolute weg voorinstellen
Voorbeeld: een kraag frezen door te verplaatsen tot de
I – 3 Specifieke freesbewerkingen
nulwaarde wordt weergegeven, met behulp van de absolute
positie.
De coördinaten worden als absolute maten ingevoerd; het nulpunt is
het werkstuknulpunt. Zie Fig. I.32 & Fig. I.33.
Hoek
1: X = 0 mm / Y = 20 mm
Hoek
2: X = 30 mm / Y = 20 mm
3: X = 30 mm / Y = 50 mm
Hoek
Hoek
4: X = 60 mm / Y = 50 mm
Fig. I.31 Gereedschapsradiuscorrectie
Als u de laatst ingevoerde voorinstelwaarde van een
bepaalde as wilt oproepen, drukt u op de astoets.
Fig. I.32 Eén cyclus voorinstellen
40 I Bedieningsinstructies
Page 41

Voorbereiding:
U Selecteer het gereedschap met de juiste gereedschapsgegevens.
U Voorpositioneer het gereedschap op een geschikte positie (bijv. X =
Y = -20 mm).
U Verplaats het gereedschap naar freesdiepte.
Kies met de softkey INSTELLEN/NUL de werkstand
Instellen.
Druk op de toets voor de Y-as.
WAARDE VAN DE NOMINALE POSITIE
Voer de waarde van de nominale positie in voor
hoekpunt 1: Y = 20 mm en
selecteer gereedschapsradiuscorrectie R + met de
softkey R+/-. Blijf drukken totdat R+
invoerscherm voor de as wordt weergegeven.
Druk op ENTER.
Verplaats de Y-as totdat de weergegeven waarde nul
is. Het vierkant in de grafische positioneerhulp is nu
gecentreerd tussen de twee driehoekige merken.
Druk op de toets voor de X-as
naast het
Fig. I.33
I – 3 Specifieke freesbewerkingen
ND 522/523 41
Page 42

I – 3 Specifieke freesbewerkingen
WAARDE VAN DE NOMINALE POSITIE
Voer de waarde van de nominale positie in voor
hoekpunt 2: X = +30 mm,
selecteer gereedschapsradiuscorrectie R – met de
softkey R+/-. Druk twee keer totdat Rinvoerscherm voor de as wordt weergegeven.
Druk op ENTER.
Verplaats de X-as totdat de weergegeven waarde nul
is. Het vierkant in de grafische positioneerhulp is nu
gecentreerd tussen de twee driehoekige merken.
Druk op de toets voor de Y-as
naast het
42 I Bedieningsinstructies
Page 43

WAARDE VAN DE NOMINALE POSITIE
Voer de waarde van de nominale positie in voor
hoekpunt 3: Y = +50 mm,
selecteer gereedschapsradiuscorrectie R + met de
softkey R+/- en blijf drukken totdat R+
invoerscherm voor de as wordt weergegeven.
Druk op ENTER.
Verplaats de Y-as totdat de weergegeven waarde nul
is. Het vierkant in de grafische positioneerhulp is nu
gecentreerd tussen de twee driehoekige merken.
Druk op de toets voor de X-as
naast het
WAARDE VAN DE NOMINALE POSITIE
Voer de waarde van de nominale positie in voor
hoekpunt 4: X = +60 mm,
selecteer gereedschapsradiuscorrectie R + en druk
op ENTER.
Verplaats de X-as totdat de weergegeven waarde nul
is. Het vierkant in de grafische positioneerhulp is nu
gecentreerd tussen de twee driehoekige merken.
I – 3 Specifieke freesbewerkingen
ND 522/523 43
Page 44

Incrementele weg voorinstellen
Voorbeeld: boren door te verplaatsen totdat de nulwaarde wordt
weergegeven, met incrementeel positioneren
Voer de coördinaten in incrementele maten in. Deze worden hieronder
(en op het scherm) voorafgegaan door een I. Het nulpunt is het
werkstuknulpunt. Zie Fig. I.34 & Fig. I.35.
Gat 1 bij: X = 20 mm / Y = 20 mm
Afstand tussen gat 2 en gat 1: XI = 30 mm / YI = 30 mm
Gatdiepte: Z = –12 mm
Werkstand: INCREMENTEEL
Kies met de softkey INSTELLEN/NUL de werkstand
Instellen.
Druk op de toets voor de X-as.
I – 3 Specifieke freesbewerkingen
- WAARDE VAN DE NOMINALE POSITIE -
Voer de waarde van de nominale positie in voor gat 1:
X = 20 mm en zorg ervoor dat de
gereedschapsradiuscorrectie niet actief is.
Druk op de pijltoets OMLAAG.
WAARDE VAN DE NOMINALE POSITIE
Voer de waarde van de nominale positie in voor gat 1:
Y = 20 mm. Zorg ervoor dat er geen
gereedschapsradiuscorrectie wordt weergegeven.
Druk op de pijltoets OMLAAG.
WAARDE VAN DE NOMINALE POSITIE
Voer de waarde van de nominale positie in voor de
gatdiepte:
Z = –12 mm. Druk op ENTER.
Boor gat 1: verplaats de X-, Y- en Z-as tot de
weergegeven waarde nul is. Het vierkant in de
grafische positioneerhulp is nu gecentreerd tussen de
twee driehoekige merken.
Fig. I.34 Boorvoorbeeld
Trek de boor terug.
Druk op de toets voor de X-as
44 I Bedieningsinstructies
Page 45

WAARDE VAN DE NOMINALE POSITIE
Voer de waarde van de nominale positie in voor gat 2:
X = 30 mm,
markeer uw invoer als incrementele maat en druk op
de softkey I.
Druk op ENTER.
Druk op de toets voor de Y-as.
WAARDE VAN DE NOMINALE POSITIE
Voer de waarde van de nominale positie in voor gat 2:
Y = 30 mm,
markeer uw invoer als incrementele maat en druk op
de softkey I.
Druk op ENTER.
Verplaats de X- en Y-as totdat de weergegeven
waarde nul is. Het vierkant in de grafische
positioneerhulp is nu gecentreerd tussen de twee
driehoekige merken.
Druk op de toets voor de Z-as.
WAARDE VAN DE NOMINALE POSITIE
Druk op ENTER (de laatst ingevoerde voorinstelwaarde
wordt gebruikt).
Fig. I.35 Boorvoorbeeld
I – 3 Specifieke freesbewerkingen
Boor gat 2: verplaats de Z-as tot de weergegeven
waarde nul is. Het vierkant in de grafische
positioneerhulp is nu gecentreerd tussen de twee
driehoekige merken. Trek de boor terug.
ND 522/523 45
Page 46

Toerentalcalculator
De toerentalcalculator wordt gebruikt om het toerental (of de
snijsnelheid) in te stellen op basis van een opgegeven
gereedschapdiameter (onderdeel, voor draaibewerkingen). Zie Fig.
I.36. de in deze figuur getoonde voorbeelden dienen slechts als
voorbeeld. Raadpleeg de handleiding van de gereedschapsfabrikant
om de spiltoerentalbereiken per gereedschap te controleren.
U Druk op CALC.
U Druk op de softkey TOERENTAL om het invoerscherm
TOERENTALCALCULATOR te openen.
U De toerentalcalculator heeft een gereedschapsdiameter nodig. Voer
een diameterwaarde in met de numerieke toetsen. De
diameterwaarde gaat standaard naar de huidige
gereedschapsdiameter. Indien er gedurende deze inschakeltijd
geen laatste waarde is ingevoerd, is de standaardwaarde 0.
U Als een snijsnelheidswaarde is vereist, voert u de waarde in met de
numerieke toetsen. Wanneer er een snijsnelheidswaarde wordt
ingevoerd, zal het daaraan gerelateerde toerental worden berekend.
Wanneer de cursor zich in het veld SNIJSNELHEID bevindt, verschijnt
er een softkey voor het openen van de online help. In de tabel vindt u
de aanbevolen snijsnelheden voor het te bewerken materiaal.
U Druk op de softkey EENHEDEN om de eenheden in inches of
I – 3 Specifieke freesbewerkingen
millimeters weer te geven.
U U sluit het invoerscherm TOERENTALCALCULATOR door op de C-
toets te drukken.
Fig. I.36 Invoerscherm Toerentalcalculator
46 I Bedieningsinstructies
Page 47

Gatencirkels en gatenreeksen (frezen)
In dit hoofdstuk worden de functies voor gatencirkels en
gatenreeksen beschreven.
Druk op de toetsen GATENCIRKEL of GATENREEKS om de gewenste
functie te selecteren en de benodigde gegevens in te voeren. Deze
gegevens kunt u meestal vinden in de werkstuktekening (bijv.
gatdiepte, aantal gaten, etc.).
Bij gatenpatronen berekent de ND 522/523 dan de posities van alle
gaten. Het patroon wordt grafisch op het scherm weergegeven.
Met Grafische weergave bekijken kunt u het gatenpatroon
controleren, voordat u de bewerking start. Dit is ook handig voor: het
direct selecteren van gaten, het afzonderlijk boren van gaten en het
overslaan van gaten.
Functies voor freespatronen
Functie Softkey
Druk hierop om de indeling van het huidige
patroon te bekijken.
Druk hierop om naar het vorige gat te gaan.
Druk hierop om handmatig te verplaatsen naar
het volgende gat.
I – 3 Specifieke freesbewerkingen
Druk hierop om de bestaande positie te
gebruiken.
Druk hierop om het boren te beëindigen.
Gatencirkel
Benodigde informatie:
Patroontype (volledig of segment)
(Aantal) gaten
Middelpunt (middelpunt van gatencirkel in patroonvlak)
Radius (legt de radius van de gatencirkel vast)
Starthoek (hoek van het 1e gat in het patroon) - De starthoek is de
hoek tussen de hoekreferentie-as en het eerste gat ( voor meer
informatie zie "Hoekreferentie-as" op pagina 14).
Hoekstap (optioneel: dit geldt alleen bij het maken van een cirkel
segment.) - De hoekstap is de hoek tussen gaten.
Diepte (de doeldiepte voor boren in de gereedschapsas)
ND 522/523 berekent de coördinaten van de gaten, die u dan
verplaatst door eenvoudig te verplaatsen totdat de nulwaarde wordt
weergegeven.
ND 522/523 47
Page 48

Voorbeeld:gegevens invoeren en een gatencirkel maken. (Zie Fig.
I.37, Fig. I.38 & Fig. I.39.)
Gaten (aantal): 4
Coördinaten van het middelpunt: X = 10 mm / Y = 15 mm
Boutcirkelradius: 5 mm
Starthoek: (hoek tussen X-as en eerste gat): 25°
Gatdiepte: Z = -5mm
1e stap: gegevens invoeren
Druk op de toets GATENCIRKEL.
PATROONTYPE
I – 3 Specifieke freesbewerkingen
Voer het type gatencirkel in (volledige cirkel). Ga met
de cursor naar het volgende veld.
GATEN
Voer het aantal gaten (4) in.
CIRKELMIDDELPUNT
Voer de X- en Y-coördinaten van het cirkelmiddelpunt
in.
Voorbeeld: (X = 10), (Y = 15) of druk op NOTEREN om
de coördinaat op de huidige positie in te stellen. Ga
met de cursor naar het volgende veld.
RADIUS
Voer de radius van de gatencirkel (5) in.
STARHOEK
Voer de starthoek (25°) in.
Fig. I.37 Openingsinvoerscherm Gatencirkel
Fig. I.38 Pagina 2 van invoerscherm Gatencirkel
HOEKSTAP
Voer de hoekstap (90°) in (deze kan alleen worden
gewijzigd bij het invoeren van een "segment").
Fig. I.39 Grafische weergave van gatencirkel
48 I Bedieningsinstructies
Page 49

DIEPTE
2e stap: boren
Voer, indien nodig, de diepte in. De diepte van het
boorgat is optioneel; het veld mag leeg gelaten
worden.
Druk op ENTER.
Wanneer u op de softkey WEERGAVE drukt, wordt
geschakeld tussen de drie weergaven van het
patroon (Grafische weergave, DTG en Absoluut).
Verplaatsen naar gat:
verplaats de X- en Y-as totdat de weergegeven
waarde nul is.
Boren:
positioneer zo dat de nulwaarde wordt weergegeven
in de gereedschapsas.
Na het boren de boor terugtrekken in de
gereedschapsas.
I – 3 Specifieke freesbewerkingen
Druk op de softkey VOLGENDE GAT.
Boor de overige gaten op dezelfde wijze.
Wanneer het patroon volledig is, drukt u op de softkey
EINDE.
ND 522/523 49
Page 50

Gatenreeks
Benodigde informatie:
Gatenreeks (matrix of kader)
Eerste gat (1e gat van het patroon)
Gaten per rij (aantal gaten in elke rij van het patroon)
Afstand tussen gaten (de afstand of verstelling tussen elk gat in de
rij)
Hoek (de rotatiehoek van het patroon)
Diepte (de doeldiepte voor boren in de gereedschapsas)
Aantal rijen (aantal rijen in het patroon)
Afstand tussen rijen (de afstand tussen elke rij in het patroon)
I – 3 Specifieke freesbewerkingen
50 I Bedieningsinstructies
Page 51

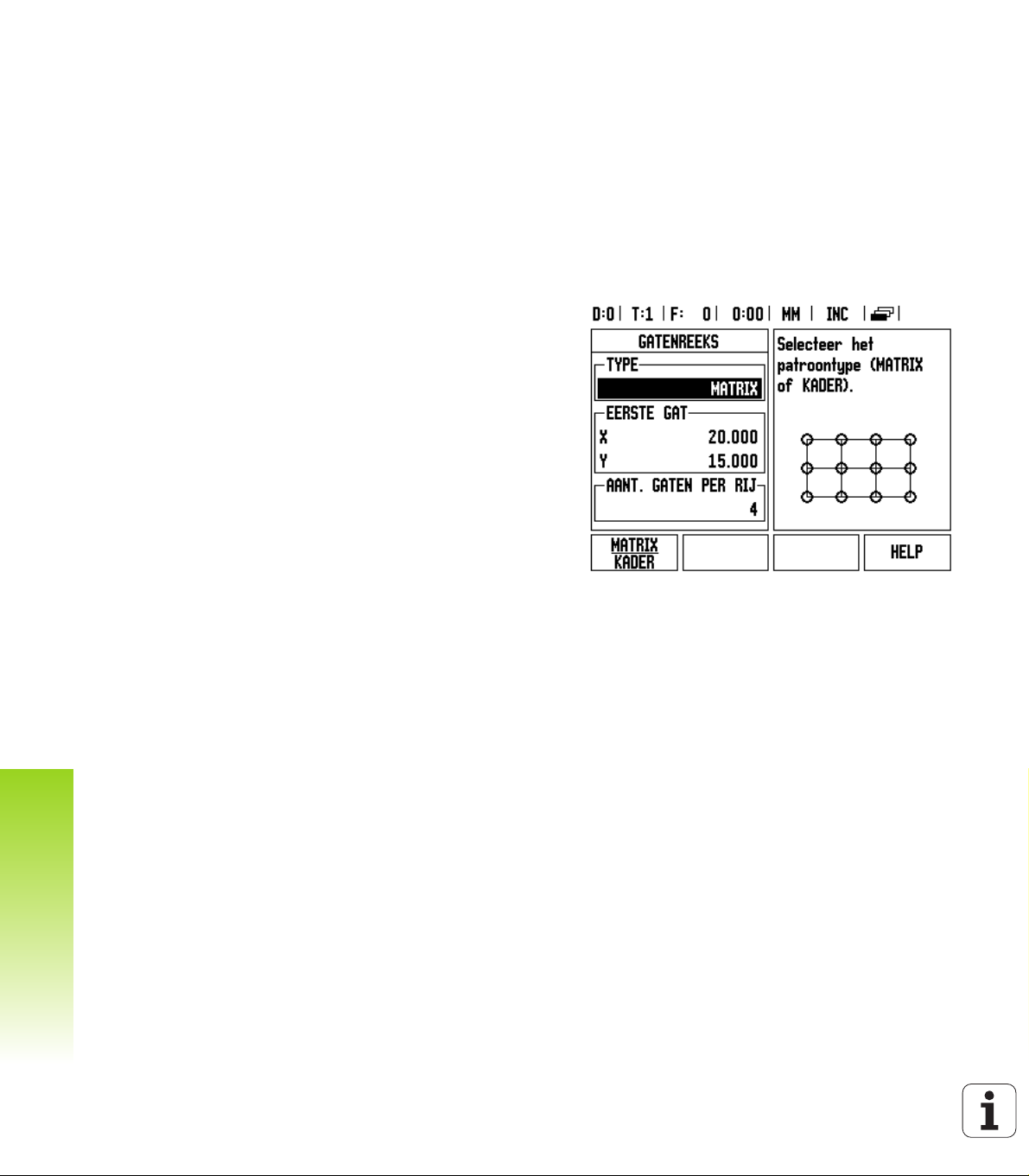
Voorbeeld: gegevens invoeren en een gatenreeks maken. (Zie
Fig. I.40, Fig. I.41 & Fig. I.42).
Patroontype: matrix
Eerste X-coördinaat van gat: X = 20 mm
Eerste Y-coördinaat van gat: Y = 15 mm
Aantal gaten per rij: 4
Afstand tussen gaten: 10 mm
Kantelhoek: 18°
Gatdiepte: -2
Aantal rijen: 3
Afstand tussen rijen: 12 mm
1e stap: gegevens invoeren
Druk op de toets GATENREEKS.
Fig. I.40 Voorbeeld van gatenreeks
PATROONTYPE
Patroontype invoeren (matrix). Ga met de cursor naar
het volgende veld.
EERSTE GAT X EN Y
Voer de X- en Y-coördinaten in (X = 20), (Y = 15). Ga
met de cursor naar het volgende veld.
GATEN PER RIJ
Voer het aantal gaten per rij (4) in. Ga met de cursor
naar het volgende veld.
AFSTAND TUSSEN GATEN
Voer de afstand tussen de gaten (10) in.
HOEK
Voer de kantelhoek (18°) in.
I – 3 Specifieke freesbewerkingen
Fig. I.41 Invoerscherm Gatenreeks
Fig. I.42 Grafische weergave van gatenreeks
ND 522/523 51
Page 52

I – 3 Specifieke freesbewerkingen
DIEPTE
Voer, indien nodig, de diepte (-2) in. De diepte van het
boorgat is optioneel; het veld mag leeg gelaten
worden.
AANTAL RIJEN
Voer het aantal rijen (3) in.
AFSTAND TUSSEN RIJEN
Voer de afstand tussen de rijen in.
druk op ENTER.
Druk op de softkey WEERGAVE om de grafische
weergave te bekijken.
2e stap: boren
Verplaatsen naar gat:
verplaats de X- en Y-as totdat de weergegeven
waarde nul is.
Boren:
positioneer zo dat de nulwaarde wordt weergegeven
in de gereedschapsas.
Na het boren de boor terugtrekken in de
gereedschapsas.
Druk op de softkey VOLGENDE GAT.
Boor de overige gaten op dezelfde wijze.
Wanneer het patroon volledig is, drukt u op de softkey
EINDE.
52 I Bedieningsinstructies
Page 53

Schuin- en boogfrezen
In dit hoofdstuk worden de functies beschreven voor schuin- en
boogfrezen.
Door op de toets SCHUINFREZEN of de toets BOOGFREZEN te drukken,
wordt het bijbehorende invoerscherm geopend. Met deze functies
kan een plat diagonaal vlak (schuinfrezen) of een afgerond vlak
(boogfrezen) met een handmachine worden bewerkt.
Functies voor schuin- en boogfrezen.
Functie Softkey
Druk hierop om een vlak te selecteren.
Druk hierop om de freesbewerking uit te
voeren.
Druk hierop om de bestaande positie te
gebruiken.
Druk hierop om terug te keren naar de vorige
stap.
Druk hierop om naar de volgende stap te gaan.
I – 3 Specifieke freesbewerkingen
Schuinfrezen
Invoerscherm: Zie Fig. I.43, enFig. I.44.
In het invoerscherm SCHUINFREZEN kunt u het te frezen platte vlak
opgeven. Druk op de toets SCHUINFREZEN om het invoerscherm te
openen
Vlak - Selecteer het vlak door op de softkey VLAK te drukken. De
huidige selectie wordt op de softkey getoond en in het vlakveld. De
grafische weergave in het instructievakje is een hulpmiddel bij de
selectie van het juiste vlak.
Startpunt: voer de coördinaten van het startpunt in of druk op
NOTEREN om de coördinaat op de huidige positie in te stellen.
Eindpunt: voer de coördinaten van het eindpunt in of druk op
NOTEREN om de coördinaat op de huidige positie in te stellen.
Stap: voer de stapgrootte in. Bij frezen is dit de afstand tussen elke
bewerking of elke stap langs de lijn.
De stapgrootte is optioneel. Indien de waarde nul
bedraagt, bepaalt de operator de stapgrootte tijdens de
bewerkingstijd.
Druk op ENTER om de vlakfreesbewerking uit te voeren.
Druk op C om het invoerscherm te verlaten zonder de bewerking uit te
voeren. De instellingen blijven behouden totdat de stroom wordt
uitgeschakeld.
ND 522/523 53
Page 54

Uitvoering
Voer de freesbewerking uit door het scherm voor schuinfrezen te
openen en op de ENTER-toets te drukken. Het scherm schakelt over
naar de incrementele DRO-weergave.
De DRO toont eerst de huidige incrementele verplaatsingsafstand
vanaf het startpunt. Ga naar het startpunt en voer een
insteekfreesbewerking of voer de eerste bewerking over het
oppervlak uit. Druk op de softkey Volgende bewerking om verder te
gaan met de volgende stap langs de contour.
Nadat op VOLGENDE BEWERKING is gedrukt, toont de incrementele
weergave de afstand van de volgende stap langs de contour van de
lijn.
Indien er geen stapgrootte is opgegeven, toont de incrementele
weergave altijd de afstand tot het dichtstbijzijnde punt op de lijn.
Verplaats de beide assen in kleine stapjes om de contour te kunnen
volgen, en zorg ervoor dat de (X, Y) posities zo dicht mogelijk bij 0
blijven.
Bij het uitvoeren van een vlakfreesbewerking zijn er drie weergaven
beschikbaar: incrementele DRO, contour en absolute DRO. Druk op
de softkey WEERGAVE om door de beschikbare schermen te
schakelen.
De contourweergave toont de positie van het gereedschap ten
I – 3 Specifieke freesbewerkingen
opzichte van het freesoppervlak. Wanneer het positiekruis waarmee
het gereedschap wordt aangeduid, zich op de lijn bevindt waarmee
het oppervlak wordt aangegeven, is het gereedschap in positie. Het
positiekruis van het gereedschap blijft vast in het midden van de
grafische weergave. Wanneer de tafel wordt bewogen, beweegt de
lijn van het oppervlak.
Druk op de softkey EINDE om de freesbewerking te verlaten.
Gereedschapsradiuscorrectie wordt toegepast op basis
van de radius van het huidige gereedschap. Als de
vlakselectie betrekking heeft op de gereedschapsas,
wordt aangenomen dat de gereedschapspunt een
kogeleinde heeft.
De richting van de gereedschapscorrectie (R+ of R-) wordt
toegepast op basis van de gereedschapspositie. Voor een
correcte gereedschapscorrectie moet de operator het
contourvlak vanuit de juiste richting benaderen.
54 I Bedieningsinstructies
Page 55

Voorbeeld: druk op de toets Schuinfrezen om het invoerscherm
te openen: (Zie Fig. I.43).
Vlak: XY (er zijn 3 opties - XY, YZ en XZ) Selecteer het gewenste vlak.
Startpunt: voer gegevens in of druk op de softkey NOTEREN
1e stap: gegevens invoeren
Druk op de softkey VLAK om het te frezen vlak te
selecteren.
Druk op de pijltoets OMLAAG.
STARTPUNT
Voer de coördinaten van het startpunt van de eerste
as in of druk op NOTEREN om de coördinaat op de
huidige positie in te stellen.
Druk op de pijltoets OMLAAG
Voer de coördinaten van het startpunt van de
tweede as in of druk op NOTEREN om de coördinaat op
de huidige positie in te stellen
VOLGENDE GEGEVENSINVOER
Druk op de pijltoets OMLAAG
EINDPUNT
Voer de coördinaten van het eindpunt van de eerste
as in of druk op NOTEREN om de coördinaat op de
huidige positie in te stellen.
Druk op de pijltoets OMLAAG
Voer de coördinaten van het eindpunt van de tweede
as in of druk op NOTEREN om de coördinaat op de
huidige positie in te stellen
VOLGENDE GEGEVENSINVOER
Druk op de pijltoets OMLAAG
Fig. I.43 Invoerscherm: Vlak
I – 3 Specifieke freesbewerkingen
Fig. I.44 Invoerscherm: Eindpunt
ND 522/523 55
Page 56

STAPGROOTTE
Voer de stapgrootte in. De stapgrootte is optioneel.
Indien de waarde nul bedraagt, bepaalt de operator
tijdens de bewerkingstijd de stapgrootte tussen elke
bewerking.
druk op ENTER om het programma uit te voeren, of op
de softkey EINDE om het scherm te verlaten.
Boogfrezen
Invoerscherm: Zie Fig. I.45, Fig. I.46 en Fig. I.47
In het invoerscherm Boogfrezen kunt u een te frezen gebogen vlak
opgeven. Druk op de toets BOOGFREZEN om het invoerscherm te
openen.
Vlakselectie: selecteer het vlak door op de softkey VLAK te drukken.
De huidige selectie wordt op de softkey getoond en in het vlakveld.
De grafische weergave in het instructievakje is een hulpmiddel bij
de selectie van het juiste vlak.
Middelpunt: voer de coördinaten van het middelpunt van de boog
I – 3 Specifieke freesbewerkingen
in.
Startpunt: voer de coördinaten van het startpunt in.
Eindpunt: voer de coördinaten van het eindpunt in
Stap: voer de stapgrootte in. Bij frezen is dit de afstand langs de
omtrek van de boog tussen elke bewerking of stap langs de contour
van de boog.
De stapgrootte is optioneel. Indien de waarde nul
bedraagt, bepaalt de operator de stapgrootte tijdens de
bewerkingstijd.
Druk op ENTER of UITVOEREN om de freesbewerking uit te voeren. Druk
op C om het invoerscherm te verlaten zonder de bewerking uit te
voeren. De instellingen blijven behouden totdat de stroom wordt
uitgeschakeld.
Uitvoering
Voer de freesbewerking uit door het invoerscherm te openen en op
de softkey UITVOEREN of de ENTER-toets te drukken. Het scherm
schakelt over naar de incrementele DRO-weergave.
De DRO toont eerst de huidige incrementele afstand vanaf het
startpunt. Ga naar het startpunt en voer een insteekfreesbewerking
of voer de eerste bewerking over het oppervlak uit. Druk op de
softkey VOLGENDE BEWERKING om verder te gaan met de volgende
stap langs de contour.
Nadat op VOLGENDE BEWERKING is gedrukt, toont de incrementele
weergave de afstand van de volgende stap langs de contour van de
boog.
56 I Bedieningsinstructies
Page 57

Indien er geen stapgrootte is opgegeven, toont de incrementele
weergave altijd de afstand tot het dichtstbijzijnde punt op de boog.
Verplaats de beide assen in kleine stapjes om de contour te kunnen
volgen, en zorg ervoor dat de (X, Y) posities zo dicht mogelijk bij 0
blijven.
Bij het uitvoeren van een vlakfreesbewerking zijn er drie weergaven
beschikbaar: incrementele DRO, contour en absolute DRO. Druk op
de softkey WEERGAVE om door de beschikbare schermen te
schakelen.
De contourweergave toont de positie van het gereedschap ten
opzichte van het freesoppervlak. Wanneer het positiekruis waarmee
het gereedschap wordt aangeduid, zich op de lijn bevindt waarmee
het oppervlak wordt aangegeven, is het gereedschap in positie. Het
positiekruis van het gereedschap blijft vast in het midden van de
grafische weergave. Wanneer de tafel wordt bewogen, beweegt de
lijn van het oppervlak.
Druk op de softkey EINDE om de freesbewerking te verlaten.
Gereedschapsradiuscorrectie wordt toegepast op basis
van de radius van het huidige gereedschap. Als de
vlakselectie betrekking heeft op de gereedschapsas,
wordt aangenomen dat de gereedschapspunt een
kogeleinde heeft.
De richting van de gereedschapscorrectie (R+ of R-) wordt
toegepast op basis van de gereedschapspositie. Voor een
correcte gereedschapscorrectie moet de operator het
contourvlak vanuit de juiste richting benaderen.
I – 3 Specifieke freesbewerkingen
ND 522/523 57
Page 58

Voorbeeld: druk op de toets Boogfrezen om het invoerscherm te
openen: (Zie Fig. I.45), (Fig. I.46), en (Fig. I.47).
Vlak: XY (er zijn 3 opties - XY, YZ en XZ) Selecteer het gewenste vlak.
Middelpunt: voer gegevens in of druk op de softkey Noteren
1e stap: gegevens invoeren
Druk op de softkey VLAK om het te frezen vlak te
selecteren.
Druk op de pijltoets OMLAAG.
MIDDELPUNT
I – 3 Specifieke freesbewerkingen
Voer de coördinaten van het middelpunt in of druk op
NOTEREN om de coördinaat op de huidige positie in te
stellen.
Druk op de pijltoets OMLAAG
VOLGENDE GEGEVENSINVOER
Druk op de pijltoets OMLAAG
START- EN EINDPUNT
Voer de XY-coördinaten van het startpunt van de as
in of druk op NOTEREN om de coördinaat op de huidige
positie in te stellen. Voer de coördinaten van het
eindpunt van de as in of druk op NOTEREN.
Druk op de pijltoets OMLAAG
VOLGENDE GEGEVENSINVOER
Druk op de pijltoets OMLAAG
STAPGROOTTE
Voer de stapgrootte in. De stapgrootte is optioneel.
Indien de waarde nul bedraagt, bepaalt de operator
tijdens de bewerkingstijd de stapgrootte tussen elke
bewerking.
Fig. I.45 Invoerscherm: Boog
Fig. I.46 Invoerscherm: Startpunt
druk op ENTER om het programma uit te voeren, of op
de softkey EINDE om het scherm te verlaten.
Fig. I.47 Invoerscherm: Eindpunt
58 I Bedieningsinstructies
Page 59

I – 4 Specifieke draaibewerkingen
Ø
In deze paragraaf worden alleen bewerkingen en toetsfuncties
behandeld die specifiek voor het draaien zijn. Toetsfuncties die
hetzelfde zijn, ongeacht of de ND 522/523 is geconfigureerd voor
frezen of draaien, worden beschreven vanaf Pagina 17.
Toetsfuncties in detail
Symbolen op display bij Draaien
Functie Symbool op
display
Dit symbool wordt gebruikt om aan te geven
dat de weergegeven waarde een
diameterwaarde is. Is er geen symbool
zichtbaar, dan wordt een radiuswaarde
weergegeven.
Gereedschapstoets
De ND 522/523 kan de verstellingsmaten voor maximaal 16
gereedschappen opslaan. Wanneer u een werkstuk wijzigt en een
nieuw nulpunt vastlegt, krijgen alle gereedschappen automatisch een
referentiewaarde vanuit het nieuwe nulpunt.
Voordat u een gereedschap kunt gebruiken, moet u de correctie ervan
(de snijkantpositie) invoeren. Gereedschapscorrecties kunnen worden
ingesteld met de functies GEREEDSCHAP/INSTELLEN of NOTEREN/
INSTELLEN.
Als u uw gereedschap hebt gemeten met een voorinsteller, kunnen de
correcties direct worden ingevoerd. Zie Fig. I.48.
I – 4 Specifieke draaibewerkingen
Menu Gereedschapstabel openen:
Druk op de toets GEREEDSCHAP .
De cursor gaat standaard naar het veld
GEREEDSCHAPSTABEL.
GEREEDSCHAPSTABEL
Scroll naar het gereedschap dat u wilt vastleggen.
Druk op ENTER.
ND 522/523 59
Fig. I.48 Gereedschapstabel voor draaien
Page 60

Gebruik van de gereedschapstabel
Voorbeeld: correcties in gereedschapstabel invoeren
Gereedschapscorrecties instellen met GEREEDSCHAP/ INSTELLEN
Met de functie GEREEDSCHAP/INSTELLEN kunt u met een
gereedschap een gereedschapscorrectie instellen, wanneer de
diameter van het werkstuk bekend is. Zie Fig. I.49
Raak de bekende diameter in de X-as aan.
Druk op de toets GEREEDSCHAP. Scroll naar het
bekende gereedschap.
Druk op de ENTER-toets.
I – 4 Specifieke draaibewerkingen
Selecteer de astoets (X).
Voer de positie van de gereedschapspunt in,
bijvoorbeeld X=Ø 20 mm.
Zorg ervoor dat de ND 522/523 in de
diameterweergavemodus (Ø) staat als u een
diameterwaarde invoert.
Raak het werkstukvlak met het gereedschap aan.
Ga met de cursor naar de Z-as.
Stel de positie-uitlezing voor de gereedschapspunt in
op nul, Z=0. Druk op ENTER.
Fig. I.49
60 I Bedieningsinstructies
Page 61

Gereedschapscorrectie instellen met de functie NOTEREN/ INSTELLEN
De functie NOTEREN/INSTELLEN kan worden gebruikt voor het
instellen van een gereedschapscorrectie wanneer een gereedschap
belast is en de diameter van het werkstuk niet bekend is. Zie Fig. I.50.
De functie NOTEREN/INSTELLEN is handig voor het bepalen van de
gereedschapsgegevens door middel van het aanraken van het
werkstuk. Om te voorkomen dat de positiewaarde verloren gaat
wanneer het gereedschap wordt teruggetrokken voor het meten van
het werkstuk, kan deze waarde worden opgeslagen door te drukken
op NOTEREN.
Functie NOTEREN/INSTELLEN gebruiken:
Druk op de toets GEREEDSCHAP. Selecteer het
gewenste gereedschap en druk op de ENTER -toets.
Selecteer de toets voor de X-as.
Fig. I.50 Gereedschapscorrectie instellen
Draai een diameter op de X-as.
Druk op de softkey NOTEREN terwijl het gereedschap
nog snijdt.
Trek het gereedschap terug uit de huidige positie.
Schakel de spil uit en meet de diameter van het
werkstuk.
Voer de gemeten diameter of radius in, bijv. 15 mm,
en druk op ENTER.
Zorg ervoor dat de ND 522/523 in de
diameterweergavemodus (Ø) staat als u een
diameterwaarde invoert.
I – 4 Specifieke draaibewerkingen
Fig. I.51 Invoerscherm GEREEDSCHAP/INSTELLEN
ND 522/523 61
Page 62

Nulpunttoets
Zie "Nulpunttoets" op pagina 36 voor basisinformatie. Nulpunten
bepalen de relatie tussen de asposities en de weergegeven waarden.
Voor de meeste draaibewerkingen is er slechts één nulpunt voor de Xas, het middelpunt van de klauwplaat, maar het kan handig zijn om
extra nulpunten te definiëren voor de Z-as. In de tabel kunnen
maximaal 10 nulpunten worden opgenomen. Nulpunten kunnen het
gemakkelijkst worden ingesteld door een werkstuk bij een bekende
diameter of positie aan te raken, en vervolgens die maat in te voeren
als de waarde die op het display moet worden weergegeven.
Voorbeeld: werkstuknulpunt invoeren. Zie Fig. I.52 & Fig. I.53.
Asvolgorde in dit voorbeeld: X - Z
Voorbereiding:
Roep de gereedschapsgegevens op door het gereedschap te
selecteren dat u gebruikt voor het aanraken van het werkstuk.
Druk op de toets NULPUNT.
De cursor staat nu in het veld NULPUNTNUMMER.
I – 4 Specifieke draaibewerkingen
Voer het nulpuntnummer in en druk op de pijltoets
OMLAAG om naar het veld X-AS te gaan.
Raak het werkstuk aan bij punt 1.
Fig. I.52 Werkstuknulpunt invoeren
Fig. I.53
62 I Bedieningsinstructies
Page 63

INSTELLEN VAN NULPUNT X
Voer de diameter van het werkstuk op dat punt in.
Zorg ervoor dat de ND 522/523 in de
diameterweergavemodus (Ø) staat als u een
diameterwaarde invoert.
Druk op de pijltoets OMLAAG om verder te gaan naar de
Z-as.
Raak het werkstukvlak aan bij punt 2.
INSTELLEN VAN NULPUNT Z
Voer de positie van de gereedschapspunt (Z = 0 mm)
in voor de Z-coördinaat van het nulpunt.
Druk op ENTER.
I – 4 Specifieke draaibewerkingen
ND 522/523 63
Page 64

Nulpunten instellen met de functie NOTEREN/INSTELLEN
De functie NOTEREN/INSTELLEN is handig voor het instellen van een
nulpunt wanneer een gereedschap belast is en de diameter van het
werkstuk niet bekend is. Zie Fig. I.54 & Fig. I.55
Functie NOTEREN/INSTELLEN gebruiken:
Druk op de toets NULPUNT.
De cursor staat nu in het veld NULPUNTNUMMER.
Voer het nulpuntnummer in en druk op de pijltoets
OMLAAG om naar het veld X-AS te gaan.
Draai een diameter op de X-as.
Druk op de softkey NOTEREN terwijl het gereedschap
nog snijdt.
I – 4 Specifieke draaibewerkingen
Trek het gereedschap terug uit de huidige positie.
Fig. I.54
Schakel de spil uit en meet de diameter van het
werkstuk.
Voer de gemeten diameter in, bijv. 15 mm, en druk op
ENTER.
Zorg ervoor dat de ND 522/523 in de
diameterweergavemodus (Ø) staat als u een
diameterwaarde invoert.
Fig. I.55 Nulpunt instellen met de functie NOTEREN/
INSTELLEN
64 I Bedieningsinstructies
Page 65

Toets Conuscalculator
U kunt conussen berekenen door de maten vanaf een tekening over
te nemen of door een kegelvorming werkstuk met een gereedschap
of indicator aan te raken.
Gebruik de conuscalculator voor het berekenen van de conushoek. Zie
Fig. I.56 en Fig. I.57.
Invoeren van waarden:
De conusverhouding wordt berekend op basis van:
wijziging van de radius van de conus
lengte van de conus
Voor conusberekeningen waarbij zowel diameters (D1, D2) als lengte
worden gebruikt, zijn de volgende gegevens nodig:
begindiameter
einddiameter
lengte van de conus
Druk op de toets CALC.
Fig. I.56 Invoerscherm Conuscalculator - Diameter 1
LENGTE D1/D2
U ziet dat de softkeyselectie is gewijzigd en nu ook de
conuscalculatorfuncties omvat.
Voor het berekenen van de conushoek op basis van
twee diameters en de afstand hiertussen drukt u op
de softkeys CONUS: D1/D2/L.
Voer voor het eerste conuspunt, DIAMETER 1, met
de numerieke toetsen een punt in en druk op ENTER,
of raak met het gereedschap één punt aan en druk op
NOTEREN.
Herhaal dit voor het veld DIAMETER 2.
Bij gebruik van de toets NOTEREN wordt de
conushoek automatisch berekend.
Wanneer de gegevens worden ingevoerd met de
numerieke toetsen, voert u de gegevens in het veld
LENGTE in en drukt u op ENTER. De conushoek wordt
in het veld HOEK weergegeven
I – 4 Specifieke draaibewerkingen
Fig. I.57 Invoerscherm Conuscalculator - Diameter 2
ND 522/523 65
Page 66

CONUSVERHOUDING
Voor het berekenen van de hoeken op basis van de
verhouding tussen diameterwijziging en lengte, drukt
u op de softkey CONUS: VERH..
Voer met de numerieke toetsen de gegevens in de
velden INVOER 1 en INVOER 2 in. Druk na elke
selectie op ENTER.
De berekende verhouding en de hoek verschijnen in
de desbetreffende velden.
Voorinstellen
De functie Voorinstellen is eerder in dit handboek behandeld (Zie
"Voorinstellen" op pagina 40). De toelichting en de voorbeelden op die
pagina's zijn gebaseerd op freesbewerkingen. De grondbeginselen
voor deze toelichting zijn identiek voor draaibewerkingen, op twee
uitzonderingen na; correcties van gereedschapsdiameters (R+/-), en
invoer van radius t.o.v. diameter.
Correcties van gereedschapsdiametercorrecties zijn niet van
toepassing op draaigereedschappen. Deze functie is daarom niet
beschikbaar bij het voorinstellen voor draaibewerkingen.
I – 4 Specifieke draaibewerkingen
Bij het uitvoeren van draaibewerkingen kunnen invoerwaarden zowel
radius- als diameterwaarden zijn. Het is belangrijk ervoor te zorgen dat
de door u ingevoerde voorinstellingsgegevens overeenstemmen met
de huidige status van de weergave. Een diameterwaarde wordt
aangeduid met het symbool Ø. De status van de weergave kan
worden gewijzigd met behulp van de softkey R
(zie hieronder).
X
Softkey R
Op tekeningen voor draaidelen staan doorgaans de diametermaten
aangeven. De ND 522/523 kan de radius of diameter voor u
weergeven. Wanneer de diameter wordt weergegeven, verschijnt het
diametersymbool (Ø) naast de positiewaarde. Zie Fig. I.58.
Voorbeeld: Radiusweergave, positie 1 X = 20 mm
66 I Bedieningsinstructies
(radius/diameter)
X
Diameterweergave, positie 1 X = Ø 40 mm
Druk op de softkey RX om tussen de radiusweergave
en de diameterweergave te schakelen.
Fig. I.58 Werkstuk voor weergave van radius/
diameter
Page 67

Toets Vectoring
Bij "vectoring" wordt de beweging van de samengestelde as
opgedeeld in dwarsaanzet of lengteassen. Zie Fig. I.59. Bij
schroefdraaddraaien kunt u met "vectoring" bijvoorbeeld de diameter
van de schroefdraad in het display van de X-as bekijken, zelfs als u het
snijgereedschap met het handwiel van de samengestelde as
verplaatst. Als Vectoring is ingeschakeld, kan de gewenste radius of
diameter in de X-as worden vooringesteld. U kunt dan "tot nul
bewerken".
Wanneer u Vectoring gebruikt, moet de encoder van de
(samengestelde) as van de bovenste slede worden
toegewezen aan de onderste weergegeven as. Het
dwarsaanzetgedeelte van de asbeweging wordt dan in de
bovenste weergegeven as getoond. Het langsgedeelte
van de asbeweging wordt dan in de in het midden
weergegeven as getoond.
Druk op de toets VECTORING.
Druk op de toets AAN om de functie Vectoring in te schakelen.
Ga met de pijltoets omlaag naar het veld Hoek om voor de hoek tussen
de langsslede en de bovenste slede 0° in te voeren. Dit geeft aan dat
de bovenste slede zich evenwijdig aan de langsslede verplaatst. Druk
op ENTER.
Fig. I.59 Vectoring
I – 4 Specifieke draaibewerkingen
ND 522/523 67
Page 68

Z-koppeling (alleen draaibewerkingen)
Bij draaibewerkingen met de ND 522/523 kunt u bij een systeem met
3 assen de positie van de Z
zowel in de Z- als Z
-uitlezing worden gekoppeld. Zie Fig. I.60.
0
Z-koppeling inschakelen
- en Z-as snel koppelen. De uitlezing kan
0
Fig. I.60 Invoerscherm Normale weergave
Om de Z
uitlezing, drukt u op de Z
- en Z-as te koppelen en het resultaat te tonen in de Z0-
0
-toets en houdt u deze gedurende ca.
0
2 seconden ingedrukt. De som van de Z-posities wordt weergegeven
in de Z0-uitlezing en de Z-uitlezing wordt leeggemaakt. Zie Fig. I.61.
Om de Z0- en Z-as te koppelen en het resultaat te tonen in de Zuitlezing, drukt u op de Z-toets en houdt u deze gedurende ca.
2 seconden ingedrukt. De som van de Z-posities wordt weergegeven
in de Z-uitlezing en de Z
-uitlezing wordt leeggemaakt. De koppeling
0
blijft behouden na het uitschakelen van het systeem.
Bij verplaatsing van de Z
- of Z-invoer wordt de gekoppelde Z-positie
0
bijgewerkt.
Wanneer een positie is gekoppeld, moet het referentiemerk voor
beide encoders worden gevonden om het vorige nulpunt op te
roepen.
Z-koppeling uitschakelen
Om de Z-koppeling uit te schakelen, drukt u op de astoets van de lege
uitlezing. De afzonderlijke posities van de Z
- en Z-uitlezing worden
0
hersteld.
Fig. I.61 Z-koppeling inschakelen
Page 69

Technische informatie
Page 70

II – 1 Installatie en elektrische
aansluiting
Geleverde onderdelen
Display-eenheid ND 522/523
Voedingsconnector
Gebruikershandboek
Kantelsteunset
Accessoires
Montageframe
Diverse montagearm-onderdelen
Display-eenheid ND 522/523
Montageplaats
Monteer de eenheid in een goed geventileerde ruimte zodat zij
gemakkelijk toegankelijk is tijdens normaal bedrijf.
Installatie
De ND 522/523 wordt aan de onderzijde met een vergrendelhendel op
een montagearm bevestigd. De DRO-montage-eenheid wordt
geleverd met een kantelsteunset: Zie "Hendel ND 522/523 ID-nr.
618025-01" op pagina 88.
II – 1 Installatie en elektrische aansluiting
Elektrische aansluiting
De eenheid bevat geen onderdelen die onderhoud vergen.
Daarom mag de ND 522/523 nooit worden geopend.
Het netsnoer mag niet langer dan 3 meter zijn.
Sluit een beveiligingsaardleiding aan op de aardingsklem
aan de achterkant van de eenheid. Deze verbinding mag
nooit worden verbroken.
Terwijl de eenheid onder spanning staat, mogen geen
elektrische leidingen worden aangesloten of
losgekoppeld. Anders kunnen interne componenten
worden beschadigd.
Gebruik uitsluitend originele zekeringen als vervanging.
70 II Technische informatie
Page 71

Elektrische eisen
Spanning 100 - 240 V AC
Vermogen 25 VA max.
Frequentie 50/60 Hz
Zekering 500 mA/250 V AC, 5 mm x 20 mm, traag (hoofdzekering
Omgevingscondities
Beveiliging (EN 60529) achterpaneel IP 40
frontpaneel IP 54
Bedrijfstemperatuur 0° tot 45°C
Opslagtemperatuur -20° tot 70°C
Mechanisch gewicht 2,6 kg
en neutraalzekering)
Aansluiten van voedingsconnector (zie Fig. II.1)
Spanningvoerende draden: L en N
Aarde:
Minimumdiameter van voedingskabel: 0,75 mm
Veiligheidsaarding (massa)
De aardingsklem moet op het achterpaneel worden
aangesloten op het sterpunt van de machine-aardleiding.
Minimumdwarsdoorsnede van de verbindingskabel:
2
6mm
, zie Fig. II.2.
Preventief onderhoud
Er is geen speciaal preventief onderhoud nodig. Wrijf zachtjes met een
droge, pluisvrije doek om te reinigen.
2
.
Fig. II.1 Voedingsconnector
II – 1 Installatie en elektrische aansluiting
Fig. II.2 De aardingsklem op het achterpaneel.
ND 522/523 71
Page 72

Aansluiten van encoders
1
5
9
6
De ND 522/523 kan worden gebruikt met de lineaire en roterende
HEIDENHAIN-encoders die digitale TTL-niveau-signalen leveren.
De verbindingskabel mag niet langer zijn dan 30 m.
Terwijl de eenheid onder spanning staat, mogen geen
elektrische leidingen worden aangesloten of
losgekoppeld.
Penbezetting voor encoder-ingangen.
Sub-D-stekker
Signaal
9-polig
1N/C
2U
a1
3
4U
a2
5 £
6 0 V (U
7 + V (U
)
n
)
P
8 §
II – 1 Installatie en elektrische aansluiting
9U
a0
De operator kan elke encoder-ingang toewijzen aan een van de assen.
Standaardconfiguratie:
Encoder-ingang Frezen Draaien
X1 X X
X2 Y Z
0
X3 Z Z
Fig. II.3 9-polige header X1 - X3 aansluitpen voor
encodersignaalingang op het achterpaneel
van de ND 522/523.
Fig. II.4 Encoder-ingangen op achterpaneel van de
ND 522/523.
72 II Technische informatie
Page 73

II – 2 Systeeminstellingen
Parameters voor systeeminstellingen
De systeeminstellingen kunnen worden geopend door op de softkey
INSTELLINGEN te drukken, waarna de softkey SYSTEEMINSTELLINGEN
verschijnt. Zie Fig. II.5
Parameters voor systeeminstellingen worden gedurende de eerste
installatie vastgesteld en zullen hoogstwaarschijnlijk niet vaak
wijzigen. Daarom zijn de parameters voor systeeminstellingen
beveiligd met een wachtwoord: (95148). Voer deze cijfers in met
behulp van het numerieke toetsenbord en druk vervolgens op ENTER.
Encoderinstellingen
Met ENCODERINSTELLINGEN kunt u de resolutie van de encoder en
het type (lineair of roterend), de telrichting en het type referentiemerk
bepalen. Zie Fig. II.6.
U De cursor gaat standaard naar het veld ENCODERINSTELLINGEN bij het
openen van Systeeminstellingen. Druk op ENTER. Er wordt dan een
lijst met beschikbare encoder-ingangen geopend.
U Scroll naar de encoder die u wilt wijzigen en druk op ENTER.
U De cursor staat in het veld ENCODERTYPE. Selecteer het
encodertype door op de softkey LINEAIR/ROTEREND te drukken.
U Voor lineaire encoders gaat u met de cursor naar het veld
RESOLUTIE en kiest u met de softkeys GROVER of FIJNER de
resolutie van de encoder in µm (10, 5, 2, 1, 0.5), of typt u de juiste
resolutie in. Voer bij roterende encoders het aantal lijnen per
omwenteling in.
U Geef in het veld REFERENTIEMERK door te schakelen met de
softkey REF.MERK met GEEN aan dat de encoder geen referentiemerk
heeft, met EEN dat hij één referentiemerk heeft, of met de softkey
GECODEERD voor encoders met afstandsgecodeerd referentiesignaal.
U Druk voor gecodeerde referentiemerken op de softkey AFSTAND
om 500, 1000 of 5000 (LB 382C) te selecteren.
U Selecteer in het veld TELRICHTING de telrichting door te drukken op
de softkey POSITIEF of NEGATIEF. Kies POSITIEF wanneer de
telrichting van de encoder gelijk is aan de telrichting van de
gebruiker. Kies NEGATIEF wanneer de richtingen verschillen.
U In het veld FOUTBEWAKING kiest u of het systeem encoderfouten
moet bewaken en weergeven door AAN ofUIT te kiezen. Wanneer
een foutmelding verschijnt, verwijder deze dan door de C-toets in te
drukken.
II – 2 Systeeminstellingen
Fig. II.5 Installatiescherm
Fig. II.6 Invoerscherm Encoderinstellingen
ND 522/523 73
Page 74

Display configureren
Met het invoerscherm DISPLAY CONFIGUREREN bepaalt de operator
welke assen worden weergegeven en in welke volgorde.
Se
U Scroll naar de gewenste uitlezing en druk op ENTER.
U Druk op de softkey AAN/UIT om de uitlezing in of uit te schakelen.
Druk op de LINKER- of RECHTERPIJLtoets om het aslabel te kiezen.
U Scroll naar het veld INGANG.
U Druk op 1, 2 of 3 om het ingangsnummer van de encoder (X1, X2 of
X3) te selecteren.
U Scroll naar het veld DISPLAYRESOLUTIE. Druk op de softkey
GROVER of FIJNER voor de gewenste displayresolutie.
U Scroll bij roterende encoders naar het veld HOEKWEERGAVE. Druk
op de softkey HOEK om het formaat voor de hoekweergave te
selecteren.
Koppeling
II – 2 Systeeminstellingen
U Druk op de numerieke toetsen voor de encoder-ingang aan de
achterzijde van de unit. Druk op de softkey + of - om een tweede
ingang te koppelen aan de eerste. De ingangsnummers worden
naast het aslabel weergegeven, om aan te geven dat er sprake is
van een gekoppelde positie (d.w.z. "2 + 3"). Zie Fig. II.8.
Foutcorrectie
De door een encoder gemeten afstand die een snijgereedschap aflegt,
kan in bepaalde gevallen verschillen van de werkelijk afgelegde
afstand. Deze afwijking kan optreden als gevolg van een steekfout van
de kogelomloopspil of het doorbuigen en hellen van assen. Deze fout
kan lineair of niet-lineair zijn. U kunt deze fouten vaststellen met
behulp van een referentiemeetsysteem, bijv. VM 101 van
HEIDENHAIN of met eindmaten. Aan de hand van een analyse van de
fout kan worden bepaald welke vorm van correctie vereist is: lineair of
niet-lineair.
Met de ND 522/523 kunnen deze fouten worden gecorrigeerd en kan
elke as afzonderlijk worden geprogrammeerd met de juiste correctie.
Foutcorrectie is alleen beschikbaar wanneer lineaire
encoders worden gebruikt.
74 II Technische informatie
Page 75

Lineaire foutcorrectie
Gebruik de volgende formule voor het berekenen
van de lineaire foutcorrectie:
Correctiefactor LEC =
waarin S = gemeten lengte met referentie-
standaard
M =gemeten lengte met apparaat op de as
Voorbeeld
Als de lengte van de door u gebruikte
standaardmaat 500 mm bedraagt en de gemeten
lengte langs de X-as 499,95 is, dan bedraagt de
LEC voor de X-as 100 ppm (parts per million).
LEC =
LEC = 100 ppm
(afgerond op het naaste gehele
getal)
()
S – M
M
x 106 ppm
()
500 – 499.95
499.95
x 106 ppm
Er kan een lineaire foutcorrectie worden toegepast, wanneer de
vergelijking met een referentiestandaard een lineaire afwijking over de
gehele meetlengte aangeeft. In dit geval kan de fout worden
gecorrigeerd door een enkelvoudige correctiefactor te berekenen. Zie
Fig. II.7 & Fig. II.8
U U kunt de foutinformatie van de encoder direct invoeren, wanneer
deze bekend is. Druk op de softkey TYPE om LINEAIRE correctie te
selecteren.
U Voer de correctiefactor in ppm (parts per million) in en druk op de
ENTER-toets.
Niet-lineaire foutcorrectie
Er kan een niet-lineaire foutcorrectie worden toegepast, wanneer de
resultaten van de vergelijking met een referentiestandaard een
afwisselende of schommelende afwijking laten zien. De vereiste
correctiewaarden worden berekend en in een tabel ingevoerd. De ND
522/523 ondersteunt maximaal 200 punten per as. De foutwaarde
tussen twee op elkaar volgende correctiepunten wordt berekend op
basis van lineaire interpolatie.
II – 2 Systeeminstellingen
Fig. II.7 Lineaire foutcorrectie, berekeningsformule
De niet-lineaire foutcorrectie is alleen beschikbaar voor
schalen met referentiemerken. Als de niet-lineaire
foutcorrectie is gedefinieerd, wordt de foutcorrectie pas
toegepast wanneer de referentiemerken zijn gepasseerd.
Beginnen met een niet-lineaire foutcorrectietabel
U Selecteer Niet-lineair door op de softkey TYPE te drukken.
U Om te beginnen met een nieuwe foutcorrectietabel, drukt u eerst
op de softkey TABEL BEWERKEN. Druk op ENTER.
U Alle correctiepunten (max. 200) bevinden zich op gelijke afstand van
het startpunt. Voer de afstand tussen elk van de correctiepunten in.
Druk op de pijltoets OMLAAG.
U Voer het startpunt van de tabel in. Het startpunt wordt gemeten
vanaf het referentiepunt van de schaal. Wanneer deze afstand
onbekend is, kunt u de positie van het startpunt verplaatsen en drukt
u op POSITIE LEREN. Druk op ENTER.
ND 522/523 75
Fig. II.8 Invoerscherm Lineaire foutcorrectie
Page 76

Correctietabel configureren
U Druk op de softkey TABEL BEWERKEN om de tabelgegevens te
bekijken.
U Gebruik de pijltoets OMHOOG of OMLAAG of de numerieke toetsen om
de cursor te verplaatsen naar het toe te voegen of te wijzigen
correctiepunt. Druk op ENTER.
U Voer de bekende fout in die op dit punt aanwezig is. Druk op ENTER.
U Wanneer dit gebeurd is, drukt u op de C-toets om de tabel te
verlaten en terug te keren naar het invoerscherm
FOUTCORRECTIE.
Grafiek lezen
De foutcorrectietabel kan in tabelvorm of grafisch worden
weergegeven. De grafische weergave toont een curve van een
interpretatiefout afgezet tegen de meetwaarde. De grafische
weergave heeft een vaste schaal. Wanneer de cursor binnen het
invoerscherm wordt verplaatst, wordt de plaats van het punt op de
grafische weergave aangeduid met een verticale lijn.
II – 2 Systeeminstellingen
Correctietabel bekijken
U Druk op de softkey TABEL BEWERKEN.
U Druk op de softkey WEERGAVE om tussen de tabel en grafieken
schakelen.
U Gebruik de pijltoets OMHOOG of OMLAAG of de numerieke toetsen om
de cursor binnen de tabel te verplaatsen.
De gegevens van de foutcorrectietabel kunnen via de USB-poort
worden opgeslagen in of worden geladen uit een pc.
Huidige correctietabel exporteren
U Druk op de softkey TABEL BEWERKEN
U Druk op de softkey IMPORT/EXPORT.
U Druk op de softkey TABEL EXPORTEREN.
Een nieuwe correctietabel importeren
U Druk op de softkey TABEL BEWERKEN.
U Druk op de softkey IMPORT/EXPORT.
U Druk op de softkey TABEL IMPORTEREN.
76 II Technische informatie
Page 77

Spelingscorrectie
Bij gebruik van een roterende encoder met een kogelomloopspil kan
een wijziging van de richting van de tafel een fout in de weergegeven
positie veroorzaken als gevolg van vrije ruimte binnen de
kogelomloopspileenheid. Deze vrije ruimte wordt speling genoemd.
Deze fout kan worden gecorrigeerd door de speling in de
kogelomloopspil in te voeren in de functie Spelingscorrectie. Zie Fig.
II.9.
Als de roterende encoder zich vóór de tafel bevindt (weergegeven
waarde is groter dan de werkelijke positie van de tafel), wordt dit
positieve speling genoemd. De ingevoerde waarde moet de positieve
waarde van de speling zijn.
Geen spelingscorrectie is 0,000.
Fig. II.9 Invoerscherm Spelingscorrectie
II – 2 Systeeminstellingen
ND 522/523 77
Page 78

Tellerinstellingen
Het invoerscherm TELLERINSTELLINGEN is de parameter waarmee
u de toepassing voor de uitlezing bepaalt. U kunt kiezen uit de
toepassingen Frezen of Draaien. Zie Fig. II.10
Een softkey STANDAARDCONFIGURATIE verschijnt in de keuzeopties
TELLERINSTELLINGEN. Wanneer hierop wordt gedrukt, worden de
configuratieparameters (gebaseerd op frezen of draaien) teruggezet
naar de standaardconfiguratie. De operator wordt gevraagd op JA te
drukken om de parameters in te stellen op de standaardwaarden, of
op NEE om te annuleren en terug te keren naar het vorige
menuscherm.
In het veld AANTAL ASSEN wordt het aantal benodigde assen
ingesteld. Er verschijnt een as-softkey waarmee gekozen kan worden
tussen 2
of 3 assen.
II – 2 Systeeminstellingen
Diagnose
Het invoerscherm DIAGNOSE biedt toegang tot het testen van het
toetsenbord en display. Zie Fig. II.11
Toetsenbordtest
Een afbeelding van het toetsenbord geeft aan wanneer u een toets
indrukt en loslaat.
U Druk op elke toets en softkey die u wilt testen. Wanneer u op een
toets drukt, wordt deze met een punt weergegeven. De punt laat
zien dat de toets goed werkt.
U Druk tweemaal op de C-toets als u de toetsenbordtest wilt verlaten.
Displaytest
U Als u het display wilt testen, drukt u op de ENTER-toets om het
display op volledig zwart, volledig wit, en weer op normaal in te
stellen.
Fig. II.10 Invoerscherm TELLERINSTELLINGEN
Fig. II.11 Invoerscherm DIAGNOSE
78 II Technische informatie
Page 79

II – 3 Encoderparameters
In de volgende tabellen wordt een gedeeltelijk overzicht van de
encoders getoond. Deze tabellen beschrijven alle
bewerkingsparameters die voor de encoders moeten worden
ingesteld. De meeste ingevoerde gegevens kunnen worden
gevonden in de bedieningsinstructies voor uw encoder.
Voorbeeld van instellingen voor HEIDENHAIN lineaire encoders
Encoder Resolutie Referentiemerken
LS 328C
LS 628C
5 µm Een/1000
LB 382 met
IBV 101
LB 382C met
IBV 101
LS 378C
LS 678C
Voorbeeld van instellingen voor HEIDENHAIN roterende encoders
Roterende
encoders
ROD 420 50 tot 5000 1,8° tot 64,8
ROD 426 50 tot 10000 1,8° tot 32.4
ROD 1020 250 tot 3600 ,36° tot 90 boogsec. een
ROD 1070 1000 tot 3600 32,4 tot 9 boogsec. een
ERN 120 1000 tot 5000 324 tot 64,8 boogsc. een
ERN 420 250 tot 5000 ,36° tot 64,8
ERN 1020 250 tot 3600 ,36° tot 90 boogsec. een
1 µm Een
1 µm Een/2000
1 µm Een/1000
Lijntelling Resolutie Referen-
tiemerk
een
boogsec.
een
boogsec.
een
boogsec.
II – 3 Encoderparameters
ERN 1070 1000 tot 3600 32,4 tot 9 boogsc. een
Voorbeeld van instellingen voor HEIDENHAIN hoekencoders
Hoekencoders
ROD 225 9000 of 10000 36 tot 18 boogsc. een
ROD 275 18000 3,6 tot 1,8 boogsc. een
ND 522/523 79
Lijntelling Resolutie Referen-
tiemerk
Page 80

II – 4 Data-interface
De data-interface van de ND 522/523 omvat de USB-poort. De USBpoort ondersteunt zowel datacommunicatie in twee richtingen, zodat
gegevens kunnen worden geëxporteerd naar of geïmporteerd uit een
extern apparaat, als externe bediening via de data-interface.
Gegevens die vanuit de ND 522/523 naar een extern serieel apparaat
kunnen worden geëxporteerd, omvatten:
Parameters voor bewerkings- en systeemconfiguratie
Niet-lineaire foutcorrectietabellen
Gegevens die vanaf een extern apparaat in de ND 522/523
II – 4 Data-interface
geïmporteerd kunnen worden, zijn o.a.:
Opdrachten via afstandsbedieningstoetsen vanuit een extern
apparaat
Parameters voor bewerkings- en systeemconfiguratie
Niet-lineaire foutcorrectietabellen
In dit hoofdstuk leert u wat u moeten weten over het instellen van de
data-interface:
80 II Technische informatie
Page 81

USB-poort (type "B")
De USB-poort bevindt zich op het achterpaneel. Op deze poort kan het
volgende apparaat worden aangesloten:
pc met seriële data-interface
Voor bewerkingen die datatransmissie ondersteunen, is een softkey
IMPORT/EXPORT beschikbaar.
Voor het uitwisselen van gegevens tussen de ND 522/523 en een pc,
moet de pc voorzien zijn van software voor terminalcommunicatie,
zoals TNC Remo. (TNC Remo is gratis beschikbaar op: http://
filebase.heidenhain.de/doku/english/serv_0.htm. Neem voor meer
informatie contact op met uw Heidenhain-leverancier.) Deze software
verwerkt de gegevens die worden verzonden of ontvangen via de
seriële kabelverbinding. Alle tussen de ND522/523 en de pc uitgewisselde
gegevens zijn in ASCII-tekstformaat.
Om gegevens te kunnen exporteren van de ND 522/523 naar een pc,
moet de pc eerst gereedgemaakt worden om de gegevens te kunnen
ontvangen en opslaan in een bestand. Stel het programma voor
terminalcommunicatie in om ASCII-tekstgegevens via de COM-poort
in een bestand op de pc vast te leggen. Wanneer de pc gereed is voor
het ontvangen van gegevens, start u het verzenden van de gegevens
door te drukken op de softkey IMPORT/EXPORT van de ND 522/523. Kies
EXPORT.
Om gegevens vanuit een pc te importeren in de ND 522/523, moet de
ND 522/523 eerst gereedgemaakt worden voor ontvangst van de
gegevens. Druk op de softkey IMPORT/EXPORT van de ND 522/523.
Kies IMPORT. Stel het programma voor terminalcommunicatie op de pc
in op het verzenden van het gewenste bestand in ASCII-tekstformaat,
zodra de ND 522/523 gereed is.
Gegevensindeling
Gegevens worden in de volgende volgorde verzonden:
II – 4 Data-interface
De ND 522/523 ondersteunt geen
communicatieprotocollen zoals Kermit of Xmodem.
Externe bediening via USB-poort
U kunt met behulp van een extern apparaat via de data-interface van
de USB-poort de display-eenheid bedienen. De volgende
toetscommando's zijn beschikbaar:
Indeling
<ESC>TXXXX<CR> Toets wordt ingedrukt
Volgorde van commando's Functie
<ESC>T9000<CR> Toets ‘0’
<ESC>T9001<CR> Toets ‘1’
<ESC>T9002<CR> Toets ‘2’
<ESC>T9003<CR> Toets ‘3’
<ESC>T9004<CR> Toets ‘4’
ND 522/523 81
Page 82

II – 4 Data-interface
Volgorde van commando's Functie
<ESC>T9005<CR> Toets ‘5’
<ESC>T9006<CR> Toets ‘6’
<ESC>T9007<CR> Toets ‘7’
<ESC>T9008<CR> Toets ‘8’
<ESC>T9009<CR> Toets ‘9’
<ESC>T9010<CR> Toets ‘CE’ of ‘CL’
<ESC>T9011<CR> Toets ‘.’
<ESC>T9012<CR> ‘ENTER’-toets
<ESC>T9013<CR> Toets ‘X’
<ESC>T9014<CR> Toets ‘Y’/’Z’/’Z
<ESC>T9015<CR> Toets ‘Z’
<ESC>T9016<CR> Toets ‘Softkey 1’
<ESC>T9017<CR> Toets ‘Softkey 2’
<ESC>T9018<CR> Toets ‘Softkey 3’
<ESC>T9019<CR> Toets ‘Softkey 4’
<ESC>T9020<CR> Toets ‘Cursor links’
<ESC>T9021<CR> Toets ‘Cursor rechts’
<ESC>T9022<CR> Toets ‘Cursor omhoog’
<ESC>T9023<CR> Toets ‘Cursor omlaag’
<ESC>T9024<CR> Toets ‘+’
<ESC>T9025<CR> Toets ‘-’
<ESC>T9026<CR> Toets ‘x’
<ESC>T9027<CR> Toets ‘/’
<ESC>T9028<CR> Toets ‘Vierkantswortel’
<ESC>T9029<CR> Toets ‘Pi’
<ESC>T9030<CR> Toets ‘INC/ABS’
<ESC>T9031<CR> Toets ‘1/2’
<ESC>T9032<CR> Toets ‘Calc’
<ESC>T9033<CR> Toets ‘Nulpunt’
<ESC>T9034<CR> Key ‘Gereedschap’
<ESC>T9035<CR> Toets ‘Gatencirkel’
<ESC>T9036<CR> Toets ‘Gatenreeks’
<ESC>T9037<CR> Toets ‘Schuinfrezen’/’Vectoring’
<ESC>T9038<CR> Toets ‘Boogfrezen/Conus
berekenen’
’
0
82 II Technische informatie
Page 83

II – 5 Uitvoer van meetwaarden
Voorbeelden van tekenuitvoer bij de data-interface
Wanneer u over een pc beschikt, kunt u waarden opvragen uit de
ND 522/523. In alle drie voorbeelden wordt de uitvoer van
meetwaarden gestart met Ctrl B523 (verzonden via de USB-interface).
Ctrl B verzendt de actuele waarden in de werkstand Incrementeel of
Absoluut, naargelang welke van beide op dat moment zichtbaar is.
Voorbeeld 1: lineaire as met radiusweergave X = + 41,29 mm
X
=+ 4 1 . 2 9 R <CR> <LF>
123 4 5 6 78 9 10
1 Coördinaatas
2 Isgelijkteken
3 plus- of minteken
4 2 tot 7 plaatsen voor het decimaalteken
5 Decimaalteken
6 1 tot 6 plaatsen na het decimaalteken
7 Eenheid: spatie voor mm, " voor inches
8 Weergave absoluut:
R voor radius, D voor diameter
Weergave van feitelijke waarde:
r voor radius, d voor diameter
9 Harde return
10 Witregel (nieuwe regel)
II – 5 Uitvoer van meetwaarden
ND 522/523 83
Page 84

Voorbeeld 2: roterende as met decimale gradenweergave
C = + 1260,0000°
C
=+ 1 2 6 0 . 0 0 0 0 W <CR> <LF>
123456789 10
1 Coördinaatas
2 Isgelijkteken
3 plus- of minteken
4 4 tot 8 plaatsen voor het decimaalteken
5 Decimaalteken
6 0 tot 4 plaatsen na het decimaalteken
7 Spatie
8 W voor hoek (bij weergave van restweg: w)
9 Harde return
10 Witregel (nieuwe regel)
II – 5 Uitvoer van meetwaarden
Voorbeeld 3: roterende as met weergave van graden/minuten/
seconden C = + 360° 23' 45'' '
C =+ 3 6 0 : 2 3 : 4 5 W <CR> <LF>
123 4 5 6 7 8 910 11 12
1 Coördinaatas
2 Isgelijkteken
3 plus- of minteken
4 Graden, 3 tot 8 posities
5 Dubbele punt
6 Minuten, 0 tot 2 posities
7 Dubbele punt
8Seconden, 0 tot 2 posities
9 Spatie
10 W voor hoek (bij weergave van restweg: w)
11 Harde return
12 Witregel (nieuwe regel)
84 II Technische informatie
Page 85

II – 6 Specificaties voor frezen
ND 522/523 Gegevens
Assen 2 of 3 assen van A - Z, 0-9
Encoder-ingangen Digitale TTL-signaalniveaus, ingangsfrequentie max. 100 kHz
voor incrementele HEIDENHAIN-encoders
Weergavestap Lineaire assen: 1 mm tot 0,1 µm
Roterende assen: 1° tot 0,0001° (00°00’01”)
Display Monochroom display voor positiewaarden, dialoog- en invoerdisplay, grafische
functies, grafische positioneerhulp
Statusweergave:
Werkstand, REF, inch/mm, schaalfactor, aanzetsnelheid, stopwatch
Nulpuntnummer
Gereedschapsnummer
Gereedschapscorrectie R–, R+
Functies REF referentiemerk-evaluatie voor afstandsgecodeerde of enkelvoudige
referentiemerken
Restwegwerkstand, nominale positie-invoer (Incrementeel of Absoluut)
Schaalfactor
HELP: bedieningsinstructies op het scherm
INFO: calculator, snijgegevenscalculator, gebruikers- en
bewerkingsparameters
10 nulpunten en 16 gereedschappen
Gereedschapsradiuscorrectie
Berekening van posities voor boutgatcirkels en gatenreeksen
Foutcorrectie Lineair en niet-lineair, max. 200 meetpunten
II – 6 Specificaties voor frezen
Spelingscorrectie Roterende-encodertoepassingen met kogelomloopspillen
Data-interface USB (connectortype B) 115 200 baud
Voor uitvoer van gemeten waarden en parameters;
Voor invoer van parameters, en afstandsbedieningstoetsen
Accessoires Montageframe
Set universele montagearm
Netvoedingsingang 100 V tot 240 V; 50 Hz tot 60 Hz; opgenomen vermogen 25 VA max.
Bedrijfstemperatuur 0°C tot 45°C
Opslagtemperatuur -20°C tot 70°C
Beschermingsklasse (EN 60529) IP 40 (IP 54 frontpaneel)
Gewicht 2,6 kg
ND 522/523 85
Page 86

II – 7 Specificaties voor draaien
ND 522/523 Gegevens
Assen 2 of 3 assen van A tot Z, Z0, 0-9
II – 7 Specificaties voor draaien
Encoder-ingangen Digitale TTL-signaalniveaus, ingangsfrequentie max. 100 kHz voor incrementele
HEIDENHAIN-encoders
Weergavestap Lineaire assen: 1 mm tot 0,1 µm
Roterende assen: 1° tot 0,0001° (00°00’01”)
Display Monochroom display voor positiewaarden, dialoog- en invoerdisplay, grafische
functies, grafische positioneerhulp
Statusweergave:
gereedschapsnummer, werkstand, REF, inch/mm, schaalfactor,
aanzetsnelheid,
diameterweergave Ø, stopwatch, nulpunt
Functies REF referentiemerk-evaluatie voor afstandsgecodeerde of enkelvoudige
referentiemerken
Restwegwerkstand, nominale positie-invoer (Incrementeel of Absoluut)
Schaalfactor
HELP: bedieningsinstructies op het scherm
INFO: calculator, conuscalculator, gebruikers- en bewerkingsparameters
10 nulpunten, 16 gereedschappen
Gereedschapspositie bevriezen voor terugdraaien
Spelingscorrectie Roterende-encodertoepassingen met kogelomloopspillen
Foutcorrectie Lineair en niet-lineair, max. 200 meetpunten
Data-interface USB (connectortype B) 115 200 baud
Voor uitvoer van gemeten waarden en parameters;
Voor invoer van parameters, afstandsbedieningstoetsen en commando's
Accessoires Montageframe
Set universele montagearm
Netvoedingsingang 100 V tot 240 V; 50 Hz tot 60 Hz; opgenomen vermogen 25 VA max.
Bedrijfstemperatuur 0°C tot 45°C
Opslagtemperatuur -20°C tot 70°C
Beschermingsklasse (EN 60529) IP 40 (IP 54 frontpaneel)
Gewicht 2,6 kg
86 II Technische informatie
Page 87

II – 8 Afmetingen
Vooraanzicht met afmetingen
Afmetingen mm/inches
Achteraanzicht met afmetingen
Achteraanzicht
II – 8 Afmetingen
ND 522/523 87
Page 88

II – 9 Accessoires
Montagebout
Opties voor montagearm
uitlezing (niet meegeleverd)
Borgmoer
Klem voor kantelsteun
Hendel
ID-nummers van accessoires
ID-nummer Accessoires
532522-01 Pkgd, ND 522
532523-01 Pkgd, ND 523
II – 9 Accessoires
625491-01 Pkgd, montageframe ND 522/523
Hendel ND 522/523 ID-nr. 618025-01
DRO-montage met arm (referentie-informatie)
Het DRO-montageframe is voorzien van een sleuf om de
voorkomen dat de borgmoer draait. Monteer eerst alle
componenten op de montagearm. Schuif de DRO dan op
de klem. Zet de DRO vast in de juiste positie door de
hendel vast te draaien.
88 II Technische informatie
Page 89

DRO-montage met arm (referentie-informatie)
Handborgbout
Borgmoer
(meegeleverd met DRO
Klem voor kantelsteun
(meegeleverd met DRO)
DRO-montageframeoptie (niet meegeleverd)
II – 9 Accessoires
Het DRO-montageframe wordt meestal op een plat vlak
op de machine bevestigd. De onderdelen van de
montageset worden op dezelfde manier op de DRO
bevestigd als de hendel (die bij de DRO wordt
meegeleverd).
ND 522/523 89
Page 90

Page 91

SYMBOLE
1/2-softkey ... 29
A
Aansluiten van encoders ... 72
Absolute coördinaten ... 13
Absolute weg voorinstellen ... 40
Absolute werkstukposities ... 13
Absoluut nulpunt ... 12
Accessoires ... 88
Afmetingen ... 87
Afstandsgecodeerde
referentiemerken ... 15
Algemeen navigeren ... 18
Algemene bediening - Overzicht van
softkeyfuncties ... 17, 27
Algemene bediening - Softkeyfuncties
in detail ... 28
Aslabels ... 16
B
Boogfrezen ... 56
C
Console-instelling ... 26
Conuscalculator ... 65
C-toets (Clear) ... 18
D
Data-interface ... 80
Diagnose ... 78
Diameter assen (Draaien) ... 24
Display configureren ... 74
Displaygedeelte ... 16
E
Elektrische aansluiting ... 70
Elektrische eisen ... 71
Encoderinstellingen ... 73
Encoderparameters ... 79
Evaluatie van referentiemerken ... 21
F
Foutcorrectie ... 74
Foutmeldingen ... 20
Functie Vrijgave/uitschakelen ref ... 22
G
Gatencirkel ... 47
Gatencirkels/gatenreeksen
(frezen) ... 47
Gatenreeks ... 50, 53
Gebruik van de
gereedschapstabel ... 34
Gebruik van de gereedschapstabel
(Draaien) ... 60
Geleverde onderdelen ... 70
Gereedschap instellen, draaien ... 60
Gereedschap oproepen ... 36
Gereedschapssoftkey ... 32
Gereedschapssoftkey (Draaien) ... 59
Grafische positioneerhulp ... 19
Grafische positioneerhulp
(instellen) ... 25
Grondbeginselen van het
positioneren ... 12
H
Help-scherm ... 19
Hendel ... 88
Hoekreferentie-as ... 14
I
Import/export (instelling) ... 26, 31
Incrementele coördinaten ... 13
Incrementele weg voorinstellen ... 44
Incrementele werkstukposities ... 13
Inschakeling ... 21
Instellen ... 23
Instructievakje ... 20
Invoerschermen ... 20
L
Lineaire foutcorrectie ... 75
Linker-/rechterpijltoetsen ... 18
M
Maateenheden, instellen ... 23
Menu Bewerking instellen ... 23
Middellijn tussen twee getaste kanten
als nulpunt ... 38
Montage-instructies voor
montagearm ... 88
Montageplaats ... 70
N
Niet-lineaire foutcorrectie ... 75
Nulpunt instellen zonder
tastfunctie ... 34, 37, 62
Nulpunten ... 12
Nulpuntsoftkey ... 36
Nulpuntsoftkey (Draaien) ... 62
O
Omgevingscondities ... 71
P
Parameters voor Bewerking
instellen ... 23
Parameters voor
systeeminstellingen ... 73
Pijltoetsen omhoog/omlaag ... 18
Positie-encoders ... 14
Positieterugkoppeling ... 14
Preventief onderhoud ... 71
R
Radius-/diameterweergave ... 66
REF ... 14
Referentiemerken ... 15
passeren ... 21
Ref-symbool ... 16
S
Schaalfactor ... 24
Schermindeling ... 16
Softkey Calc ... 30
Softkey Feitelijke waarde/
Restweg ... 18
Softkey Geen ref ... 21
Softkey INCH/MM ... 23
Softkey Index ... 19
Softkey INSTELLEN ... 23
Softkey Instellen/nul ... 28
Softkey Uitschakelen ref ... 22
Softkey Voorinstellen (Draaien) ... 66
Softkey Vrijgave ref ... 21
Softkeylabels ... 16
Spec. voor draaien ... 86
Spec. voor frezen ... 85
Specifieke freesbewerkingen en
softkeyfuncties in detail ... 31
Spelingscorrectie ... 77
Spiegelen ... 24
Statusbalk ... 16
Statusbalk (instelling) ... 25
Stopwatch (instelling) ... 25
Index
ND 522/523 91
Page 92

T
Taal (instelling) ... 26
Tellerinstellingen ... 68, 78
Toetenbord, gebruik ... 18
Index
Toets ENTER ... 18
U
Uitvoer van meetwaarden ... 83
V
Vaste referentiemerken ... 15
Vectoring ... 67
Veiligheidsaarding (massa) ... 71
Verbindingskabel ... 72
Voorinstelwaarde ... 40
W
Werken zonder evaluatie van
referentiemerken ... 21
Werkstanden ... 18
Z
Z-koppeling ... 68
92
Page 93

DR. JOHANNES HEIDENHAIN GmbH
Dr.-Johannes-Heidenhain-Straße 5
83301 Traunreut, Germany
{ +49 8669 31-0
| +49 8669 5061
E-mail: info@heidenhain.de
www.heidenhain.de
606 084-72 · Ver02 · PDF · 2/2011
 Loading...
Loading...