

Page 1

简要指南
smarT.NC
iTNC 530
NC 软件版本号
340 490-06, 606 420-01
340 491-06, 606 421-01
340 492-06
340 493-06
340 494-06
中文 (zh-CN)
9/2010
Page 2

Page 3
smarT.NC 简要指南
... 是 iTNC 530 系统 smarT.NC 操作模式的简要编程指南。 有
关 iTNC 530 的详细编程和操作信息,参见其 《用户手册》。
《简要指南》中的符号
《简要指南》中的有些符号代表特定信息:
重要提示!
要使用该功能,机床制造商必须对 TNC 系统和机床
进行特别设置!
警告: 对用户或机床有危险!
数控系统 NC 软件版本号
iTNC 530 340 490-06
iTNC 530 带 HSCI 606 420-01
iTNC 530,出口版 340 491-06
iTNC 530,出口版带 HSCI 606 421-01
运行 Windows XP 的 iTNC 530 340 492-06
运行 Windows XP 的 iTNC 530,
出口版
iTNC 530 编程站 340 494-06
340 493-06
smarT.NC 简要指南
3
Page 4

目录
smarT.NC 简要指南 ..................................................................................................................................................... 3
入门指南 ...................................................................................................................................................................... 5
基础知识 ...................................................................................................................................................................... 16
定义加工操作 ............................................................................................................................................................... 45
定义加工位置 ............................................................................................................................................................... 144
定义轮廓 ...................................................................................................................................................................... 167
处理 DXF 文件 (软件选装)........................................................................................................................................ 177
图形测试和运行单元程序 ............................................................................................................................................. 202
4
Page 5
入门指南
第一次使用时,选择新操作模式并创建一个新程序
U 选择 smarT.NC 操作模式: TNC 显示文件管理器(右图)。 如
果 TNC 未显示文件管理器: 按下 PGM MGT 键
U 如需编写一个新加工程序,按下 NEW FILE(新文件)软键。
smarT.NC 打开一个弹出窗口。
U 输入扩展名为 “.HU” 的文件名并用 “ENT” 键确认
U 用 “MM” (毫米)(或 “INCH” (英寸))软键或屏幕按
钮确认。 smarT.NC 用所选尺寸单位自动创建一个 “.HU”
程序并自动插入程序头窗体。 该窗体除用于定义工件毛坯
外,还有适用于全程序的最重要的设置信息。
U 选择标准值并保存程序头窗体: 按下 END (结束)键: 现在
可以开始定义加工步骤了。
入门指南
5
Page 6
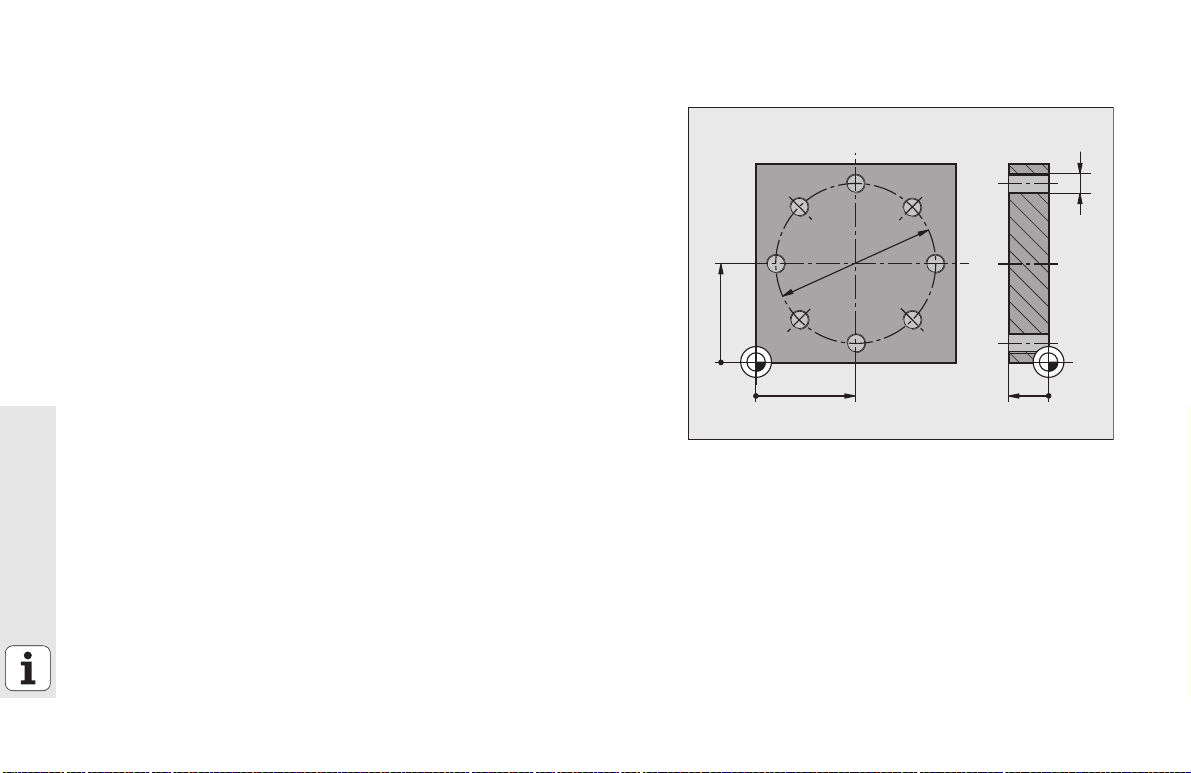
练习 1: 用 smarT.NC 编写简单钻孔加工
50
50
20
M6
¬80
0
0
0
任务
螺栓孔圆的定心,钻孔和攻丝
前提条件
必须在刀具表 “TOOL.T” 中定义以下刀具:
NC 定心钻,直径 10 mm
钻头,直径 5 mm
丝锥 M6
入门指南
6
Page 7

定义定心钻
U 输入加工步骤: 按下 INSERT (插入)软键
U 插入一个加工步骤
U 插入钻孔加工: TNC 显示钻孔加工可用功能的软键行
U 选择定心钻: TNC 显示定义整个定心钻加工的概要窗体
U 指定刀具: 按下 SELECT (选择)软键,TNC 在弹出窗口中
显示刀具表 “TOOL.T” 的内容
U 用光标键将高亮条移至NC 定心钻位置,并用ENT键使其进入
窗体中。 也可以直接输入刀具号,再用 ENT 键确认
U 输入主轴转速并用 ENT 键确认
U 输入定心钻进给速率并用 ENT 键确认
U 用软键切换至深度输入项并用 ENT 键确认。 输入所需深度
U 用按键选择 Position (位置)明细窗体,切换选项卡
U 切换至螺栓孔圆定义。 输入所需螺栓孔圆数据并用 ENT 键确
认各输入值
U 用 END 键保存窗体信息。 完成定心钻加工步骤定义
入门指南
7
Page 8

定义钻孔
入门指南
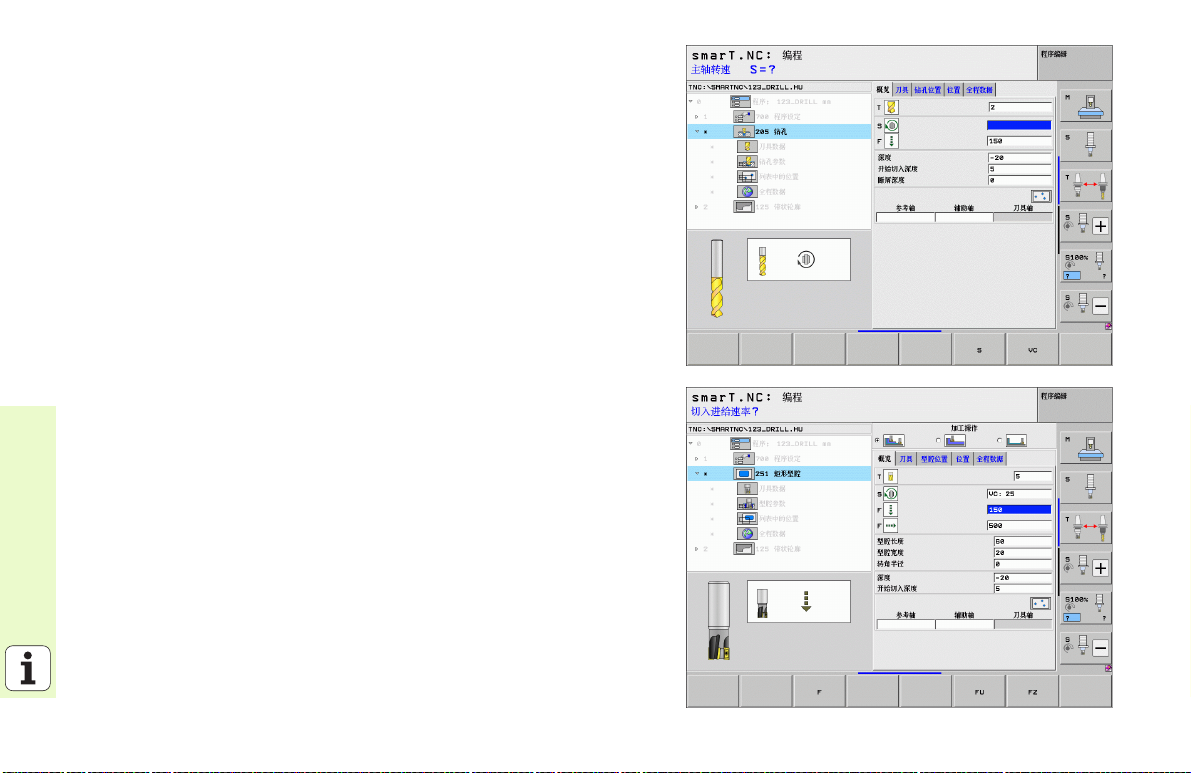
U 选择钻孔: 按下 UNIT 205(单元 205)软键使 TNC 显示钻孔
加工窗体
U 指定刀具: 按下 SELECT (选择)软键,TNC 在弹出窗口中
显示刀具表 “TOOL.T” 的内容
U 用光标键将高亮条移至NC 钻孔位置,并用ENT键使其进入窗
体中
U 输入主轴转速并用 ENT 键确认
U 输入钻孔进给速率并用 ENT 键确认
U 输入钻孔深度并用 ENT 键确认
U 输入进给深度,并用 END 键保存窗体。
不需要再次定义钻孔位置。 TNC 自动用已定义的位置,也就
是用为定心钻加工定义的位置。
8
Page 9
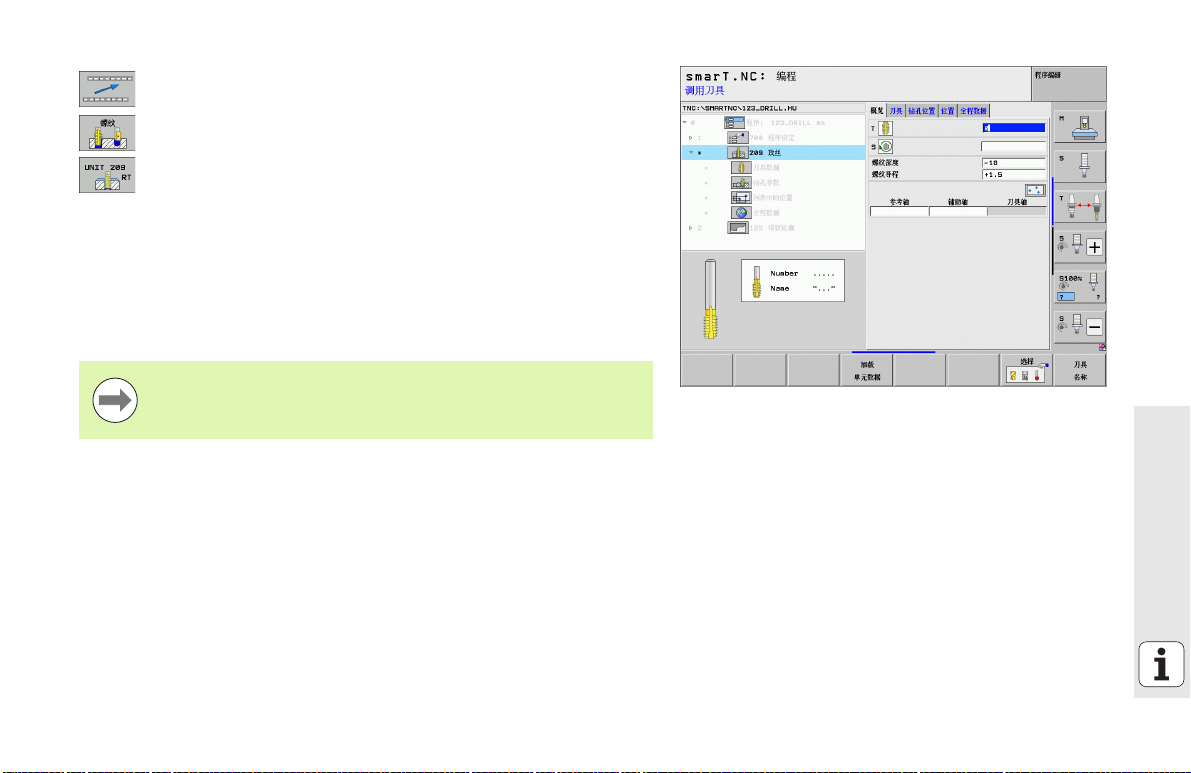
定义攻丝
U 用 “BACK” (后退)软键至上一级
U 插入攻丝加工: 按下 THREAD (螺纹)软键,TNC 显示攻丝
加工可用功能的软键行。
U 选择刚性攻丝: 按下 UNIT 209(单元 209)软键使 TNC 显示
攻丝加工窗体
U 指定刀具: 按下 SELECT (选择)软键,TNC 在弹出窗口中
显示刀具表 “TOOL.T” 的内容
U 用光标键将高亮条移至攻丝位置,并用 ENT 键使其进入窗体
中。
U 输入主轴转速并用 ENT 键确认
U 输入螺纹深度并用 ENT 键确认
U 输入螺纹螺距,并用 END 键保存窗体信息。
不需要再次定义钻孔位置。TNC 自动用已定义的位置,也就
是用为定心钻加工定义的位置。
入门指南
9
Page 10

测试运行
运行程序
入门指南
U 用 smarT.NC 键选择最初软键行 (主页功能 )
U 选择 “ 测试运行 ” 子操作模式
U 启动测试运行: TNC 模拟定义的加工步骤
U 程序结束后,用 smarT.NC 键选择最初软键行 (主页功能 )
U 用 smarT.NC 键选择最初软键行 (主页功能 )
U 选择 “ 程序运行 ” 子操作模式
U 启动程序运行: TNC 运行定义的加工步骤
U 程序结束后,用 smarT.NC 键选择最初软键行 (主页功能 )
10
Page 11

练习 2: 用 smarT.NC 编写简单铣削加工程序
50
50
15
¬80
20
0
0
0
任务
用一把刀粗铣和精铣圆弧型腔
前提条件
必须在刀具表 “TOOL.T” 中定义以下刀具:
端铣刀,直径 10 mm
入门指南
11
Page 12

定义圆弧型腔
入门指南
U 输入加工步骤: 按下 INSERT (插入)软键
U 插入一个加工步骤
U 插入型腔加工: 按下 POCKETS/STUDS(型腔 / 凸台)软键,
TNC 显示可用铣削加工功能的软键行。
U 选择圆弧型腔: 按下 UNIT 252(单元 252)软键。 TNC 显示
圆弧型腔加工窗体。 将加工操作设置为粗铣和精铣。
U 指定刀具: 按下 SELECT (选择)软键,TNC 在弹出窗口中
显示刀具表 “TOOL.T” 的内容
U 用光标键将高亮条移至端铣刀位置,并用 ENT 键使其进入窗
体中。
U 输入主轴转速并用 ENT 键确认
U 输入切入进给速率并用 ENT 键确认
U 输入铣削进给速率并用 ENT 键确认
U 输入圆弧型腔直径并用 ENT 键确认
U 输入深度,进给深度和侧边精铣余量,分别用 ENT 键确认
U 输入圆弧型腔的 X 和 Y 轴圆心坐标,分别用 ENT 键确认
U 用 END 键保存窗体信息。 完成圆弧型腔加工步骤定义
U 测试和运行以上新创建的程序
12
Page 13

练习 3: 用 smarT.NC 进行轮廓铣削
10 80 90
10
0
0
70
90
6x45°
1
2
R8
3
4
5
6
任务
用一把刀粗铣和精铣轮廓
前提条件
必须在刀具表 “TOOL.T” 中定义以下刀具:
端铣刀,直径 22 mm
入门指南
13
Page 14

定义轮廓加工
入门指南
U 输入加工步骤: 按下 INSERT (插入)软键
U 插入一个加工步骤
U 插入轮廓加工: 按下 CONTR. PGM(轮廓程序)软键,TNC
显示可用轮廓加工功能的软键行。
U 选择轮廓链加工: 按下 UNIT 125(单元 125)软键。 TNC 显
示轮廓加工窗体
U 指定刀具: 按下 SELECT (选择)软键,TNC 在弹出窗口中
显示刀具表 “TOOL.T” 的内容
U 用光标键将高亮条移至端铣刀位置,并用 ENT 键使其进入窗
体中。
U 输入主轴转速并用 ENT 键确认
U 输入切入进给速率并用 ENT 键确认
U 输入铣削进给速率并用 ENT 键确认
U 输入工件上沿坐标,深度,进给深度和侧边精铣余量,分别
用 ENT 键确认
U 用软键选择铣削类型,半径补偿和接近类型并分别用 ENT 键
确认
U 输入接近参数并分别用 ENT 键确认
14
Page 15
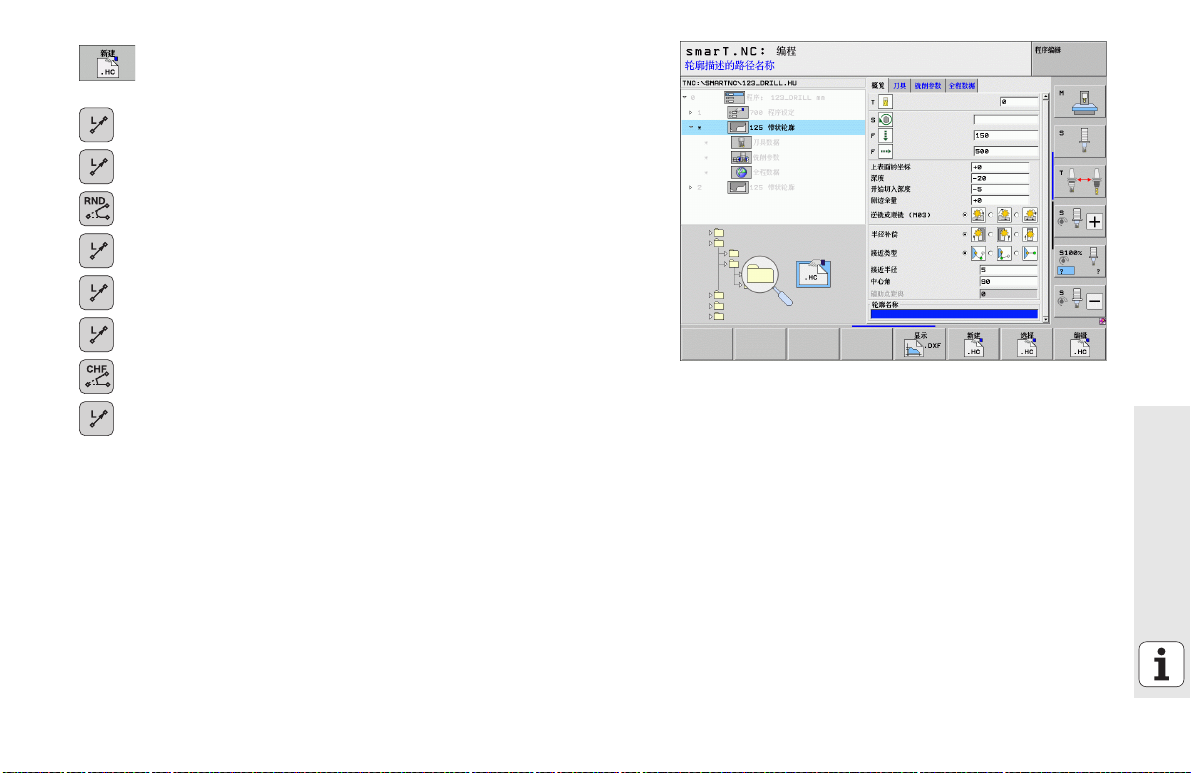
U 输入字段 Contour name (轮廓名)为有效状态。 创建新轮
廓程序: smarT.NC 弹出输入轮廓名的窗口。 输入轮廓名并
用 ENT 键确认。 smarT.NC 现在进入轮廓编程模式
U 用L键定义轮廓的X 轴和 Y 轴起点: X=10,Y=10,用END键保
存
U 用 L 键定义接近点 2: X=90,用 END 键保存
U 用 RND 键定义 8 mm 的倒圆半径,并用 END 键保存
U 用 L 键定义接近点 3: Y=80,用 END 键保存
U 用 L 键定义接近点 4: X=90,Y=70,用 END 键保存
U 用 L 键定义接近点 5: Y=10,用 END 键保存
U 用 CHF 键定义 6 mm 的倒角,并用 END 键保存
U 用 L 键定义接近终点 6: X=10,用 END 键保存
U 用END键保存轮廓加工程序: smarT.NC再次显示轮廓加工定
义窗体
U 用 END 键保存全部轮廓加工信息。 完成轮廓加工步骤定义
U 测试和运行以上新创建的程序
入门指南
15
Page 16
基础知识
smarT.NC 简介
smarT.NC 操作模式使编程人员可以很容易地用独立的系列加工步骤
(单元)编写结构化的对话格式程序,如果编程人员需要,也可以用对话
格式编辑器编程。 由于 smarT.NC 的底层是对话格式程序,因此编程人员
完全可以用对话格式编辑器修改信息并可将其显示在窗体视图中。
显示屏右侧立即显示易于理解的输入窗体使编程人员可以方便地定义所
需加工参数,这些加工参数还用辅助图形形式显示 (显示屏左下角)。 树
状结构的程序显示布局 (显示屏左上角)可以方便地快速浏览零件程序
的加工步骤的主要信息。
smarT.NC 的独立和通用操作模式为用户提供了对话格式编程语言之外的
另一种选择。 一旦加工步骤完成定义,就可以进行图形测试及 / 或在新操
作模式中运行程序。
基础知识
并行编程
TNC 允许在运行一个程序的同时创建或编辑 smarT.NC 程序。 这只需切
换到 “ 程序编辑 ” 操作模式并打开所需 smarT.NC 程序。
如果想用对话格式编辑器编辑 smarT.NC 程序,用文件管理器的 OPEN
WITH (打开方式)功能,然后按下 CONVERSTL. (对话格式)按钮进
行转换。
16
Page 17

程序 / 文件
TNC 用文件保存程序、表和文本。 文件标识包括两部分:
PROG20 .HU
文件名 文件类型
smarT.NC 主要有三种文件类型:
单元程序 (文件类型为:.HU)
单元程序是对话格式程序,它包括两个附加结构元素: 加工步骤的起点
(UNIT XXX)和终点 (END OF UNIT XXX)。
轮廓描述 (文件类型:.HC)
轮廓描述是对话格式程序。 它只能有描述加工面上轮廓的路径功能。 允
许以下元素: L,CC 的 C,CT,CR,RND,CHF,FK 自由轮廓编程
的 FPOL,FL,FLT,FC 和 FCT 元素
点位表 (文件类型为:.HP)
smarT.NC 用功能强大的阵列生成器将加工位置定义为点位表。
默认情况下,smarT.NC 自动将所有文件保存在
TNC:\smarTNC 目录下。 当然,也可以用任何其它目录进行
保存。
TNC 中的文件 类型
程序
海德汉格式
DIN/ISO 格式
smarT.NC 文件
主程序单元
轮廓描述
加工位置的点位表
有以下表
刀具表
刀盘表
托盘表
原点表
预设点表 (原点)
切削数据表
切削材料表,工件材料表
文本有
文本文件
帮助文件
图纸数据
DXF 文件 .DXF
.H
.I
.HU
.HC
.HP
.T
.TCH
.P
.D
.PR
.CDT
.TAB
.A
.CHM
基础知识
17
Page 18

第一次选择新操作模式
U 选择 smarT.NC 操作模式: TNC 显示文件管理器
U 用箭头键选择一个可用的举例程序,然后按下 “ENTER”
键,或者
U 如需编写一个新加工程序,按下 NEW FILE(新文件)软键。
smarT.NC 打开一个弹出窗口。
U 输入扩展名为 “.HU” 的文件名并用 “ENT” 键确认
U 用 “MM” (毫米)(或 “INCH” (英寸))软键或屏幕按
钮确认。 smarT.NC 用所选尺寸单位自动创建一个 “.HU”
程序并自动插入程序头窗体。
U 程序头窗体中的数据必须提供,因为这些数据对整个加工程
序全局有效。 默认值由系统内部指定。 根据需要可以修改这
些数据,并用 END 键保存
U 为定义加工步骤,按下 EDIT(编辑)软键选择所需加工步骤
基础知识
18
Page 19
smarT.NC 的文件管理功能
如前面的介绍,smarT.NC 有三种不同的文件类型: 单元程序 (.HU),
轮廓描述 (.HC)和点位表 (.HP)。 smarT.NC 操作模式中的文件管理
器中可以选择和编辑这三种类型文件。 如果正在定义加工单元,也可以编
辑轮廓描述和点位表。
也可以在 smarT.NC 中打开 DXF 文件,抽取其轮廓描述 (“.HC” 文
件)和加工位置 (“.HP” 文件)(软件选装)。
smarT.NC 操作模式的文件管理器还全面支持鼠标操作。 甚至可以用鼠标
改变文件管理器窗口大小。 点击水平或垂直分割线,用鼠标将其拖到所需
位置处。
基础知识
19
Page 20

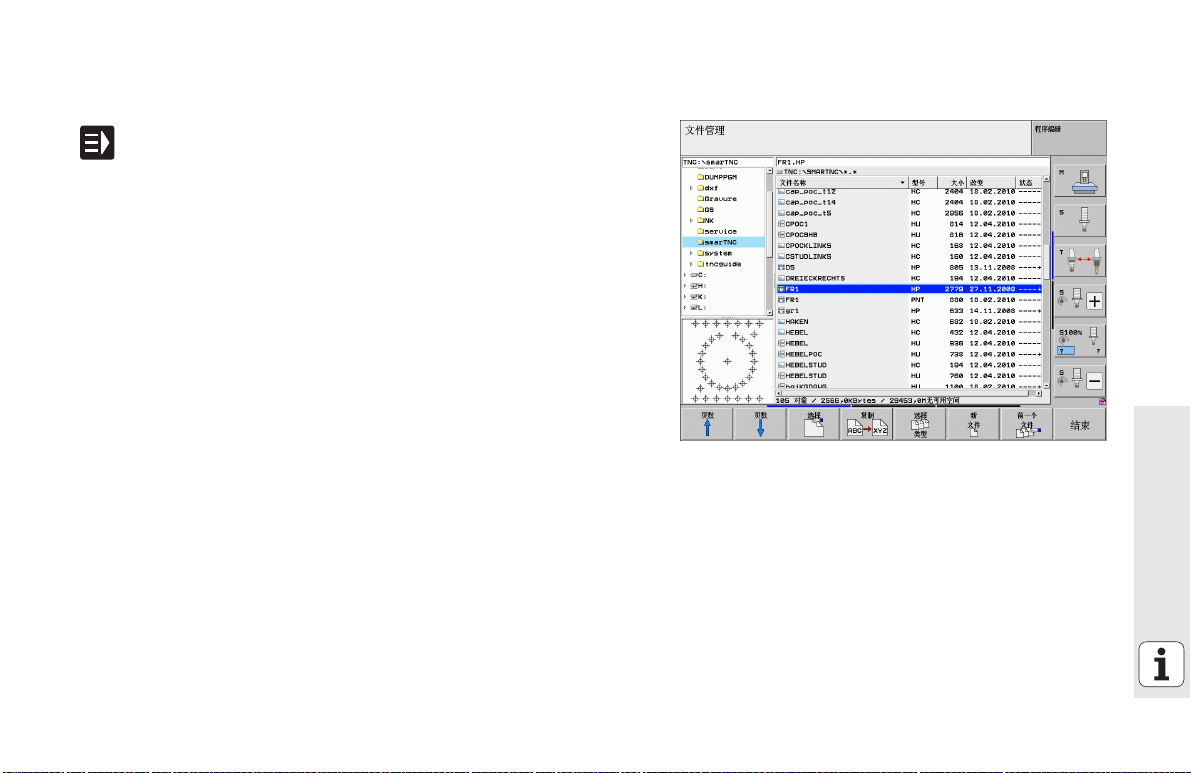
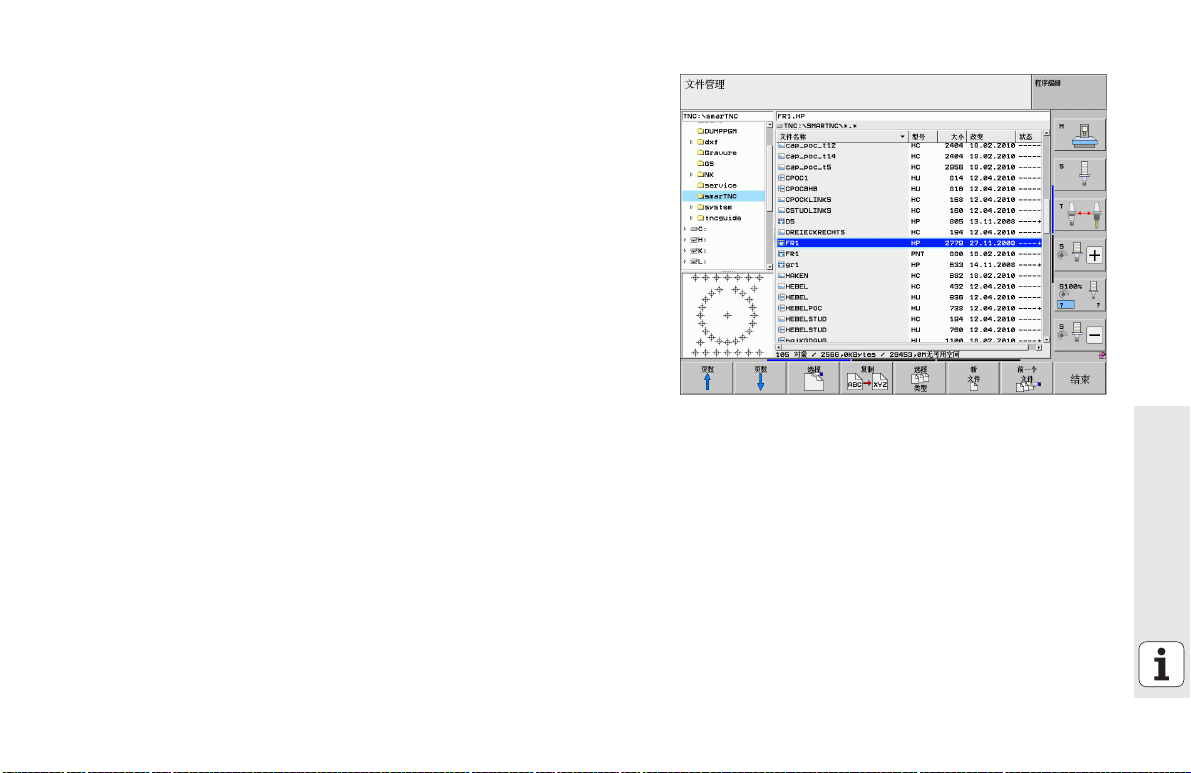
调用文件管理器
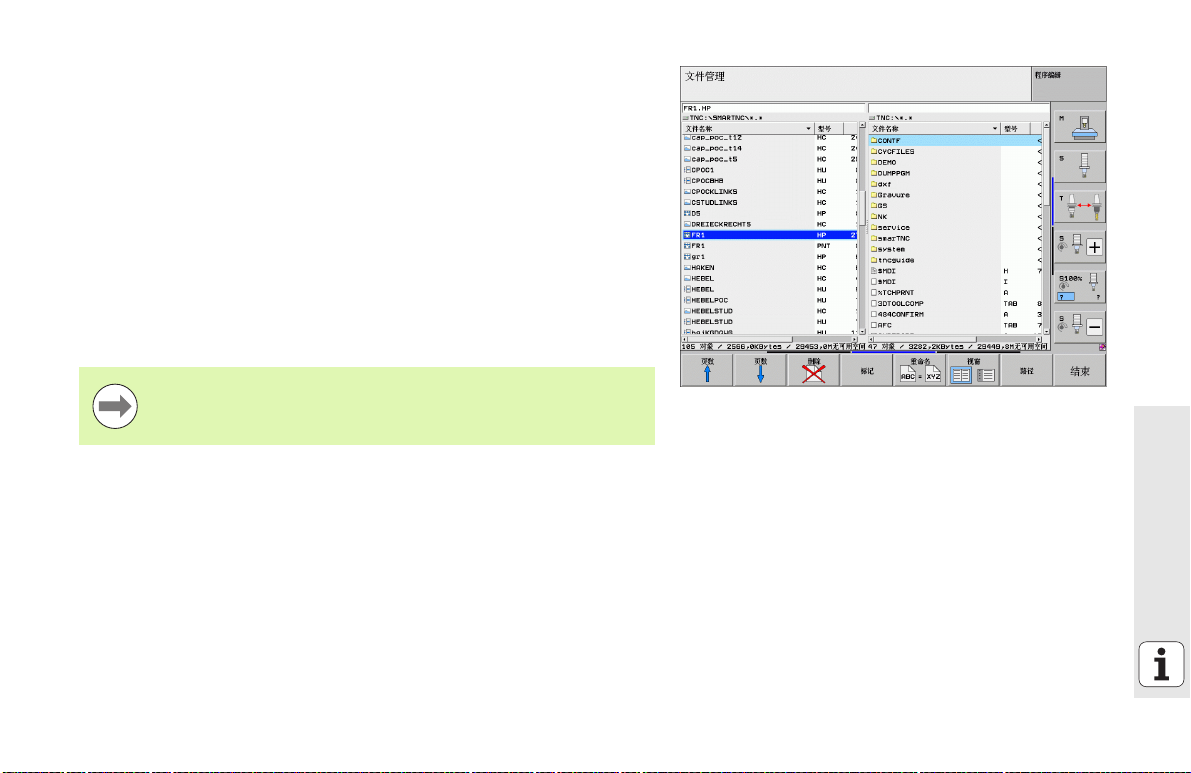
U 为选择文件管理器,按下 “PGM MGT” 键: TNC 显示文件管理器窗口
(右图显示为默认设置)。 如果 TNC 显示不同屏幕布局,按下第二软键
行的 WINDOW (窗口)软键。
左上窗口显示可用的驱动器和目录。 驱动器代表用于保存或传输数据的设
备。 驱动器可以是 TNC 的硬盘、通过网络连接的目录或 USB 设备。 目录
左边总有文件夹符号标志,右边为目录名。 子目录显示在父目录的右下
方。 文件夹符号前部指向右方的三角符号表示还有子目录,可用右箭头键
显示子目录。
如果 “.HP” 或 “.HC” 文件被高亮,左下窗口将显示其文件内容预
览。
基础知识
20
Page 21

右侧宽窗口显示所选目录中的全部文件。 同时还显示每个文件的附加信
息,如下表说明。
显示 含义
文件名 文件名最多 25 个字符
类型 文件类型
大小 以字节为单位的文件大小
修改时间 上次修改日期和时间
状态 文件属性:
E:“ 程序编辑 ” 操作模式中选择的程序。
S:“ 测试运行 ” 操作模式中选择的程序。
M:“ 程序运行 ” 操作模式中选择的程序。
P: 文件写保护,禁止编辑和删除。
+: 有相关文件 (主文件,刀具使用时间文件)
基础知识
21
Page 22

选择驱动器,目录和文件
调用文件管理器
用箭头键或软键,将高亮区移至屏幕中的所需位置处:
在窗口中由左向右移动高亮区,也可以由右向左
在窗口中上下移动高亮区
22
基础知识
将高亮区移至一个窗口中的上一页或下一页
Page 23
步骤 1: 选择驱动器
将高亮区移至左侧窗口中的所需驱动器:
要选择驱动器,按下 SELECT (选择)软键,或者
按下 ENT 键
步骤 2: 选择目录
将高亮区移至左侧窗口中的所需目录,右侧窗口将自动显示高亮目录中
的全部文件
基础知识
23
Page 24
步骤 3: 选择一个文件
按下 SELECT TYPE (选择类型)软键。
按下所需文件类型的软键,或者
按下 SHOW ALL (全部显示)软键显示所有文件,或者
移动高亮区至右侧窗口中的所需文件位置:
基础知识
按下 SELECT (选择)软键,或者
按下 ENT 键: TNC 打开选择的文件
如果用键盘键入文件名,TNC 将同时高亮输入的字符,方便
用户查找文件。
24
Page 25

创建新目录
U 选择文件管理器: 按下 PGM MGT 键
U 用左箭头键选择目录树
U 如果要创建一个新根目录,选择 TNC:\ 驱动器,或选择一个现有目录创
建其子目录
U 输入新目录名并用 ENT 键确认。 smarT.NC 显示弹出窗口以确认新路径
名
U 按下 “ENT” 或 Yes(是)按钮确认。 如需取消操作,按下 “ESC” 键
或 No (否)按钮
也可以用 NEW DIRECTORY (新目录)软键创建新目录。 在
弹出窗口中输入目录名并用 ENT 键确认。
创建新文件
U 选择文件管理器: 按下 PGM MGT 键
U 用上面介绍的方法选择新文件的文件类型
U 输入无扩展名的文件名并用 “ENT” 键确认。
U 用 “MM” (毫米)(或 “INCH” (英寸))软键或屏幕按钮确认。
smarT.NC 用选择的尺寸单位创建文件。 如需取消操作,按下 “ESC”
键或 Cancel (取消)按钮
也可以用 NEW FILE (新文件)软键创建新文件。 在弹出窗
口中输入文件名并用 ENT 键确认。
基础知识
25
Page 26

将文件复制到同目录下
U 选择文件管理器: 按下 PGM MGT 键
U 用箭头键将高亮区移至要复制的文件上。
U 按下 COPY (复制)软键。smarT.NC 打开一个弹出窗口
U 输入无文件类型的目标文件的文件名并用“ENT”键或“确定”按钮确
认。 smarT.NC 将所选文件内容复制到同文件类型的新文件中。 如需取
消操作,按下 “ESC” 键或 Cancel (取消)按钮
U 如需将文件复制到另一个目录中,按下路径选择软键,在弹出窗口中选
择所需目录并用 “ENT” 或 “ 确定 ” 按钮确认。
基础知识
26
Page 27
将文件复制到另一个目录中
U 选择文件管理器: 按下 PGM MGT 键
U 用箭头键将高亮区移至要复制的文件上。
U 选择第二软键行并按下 WINDOW (窗口)软键分割 TNC 显示屏
U 用向左箭头键将高亮区移到左侧窗口中
U 按下 PATH (路径)软键。smarT.NC 打开一个弹出窗口
U 在弹出窗口中,选择要复制文件的目录,并用 “ENT” 键或 OK (确
定)按钮确认
U 用向右箭头键将高亮区移到右侧窗口中
U 按下 COPY (复制)软键。smarT.NC 打开一个弹出窗口
U 根据需要,输入无文件类型的目标文件的文件名并用 “ENT” 键或 OK
(确定)按钮确认。 smarT.NC 将所选文件内容复制到同文件类型的新
文件中。 如需取消操作,按下 “ESC” 键或 Cancel (取消)按钮
如需复制多个文件,用鼠标按钮选择这些文件。 按下
“CTRL” 键并选择所需文件。
基础知识
27
Page 28

删除文件
U 选择文件管理器: 按下 PGM MGT 键
U 用箭头键将高亮区移至要删除的文件上。
U 选择第二软键行。
U 按下 DELETE (删除)软键。smarT.NC 打开一个弹出窗口
U 如需删除所选文件,按下 “ENT” 键或 Yes(是)按钮。 如需取消删除
操作,按下 “ESC” 键或 No (否)按钮
重命名文件
U 选择文件管理器: 按下 PGM MGT 键
U 用箭头键将高亮区移至要重命名的文件上。
U 选择第二软键行。
U 按下 RENAME (重命名)软键: smarT.NC 打开一个弹出窗口
U 输入新文件名并用 “ENT” 键或 OK (确定)按钮确认。 如需取消操
基础知识
作,按下 “ESC” 键或 Cancel (取消)按钮
28
Page 29

保护文件 / 取消文件保护
U 选择文件管理器: 按下 PGM MGT 键
U 用箭头键将高亮条移至需保护的文件上或要取消文件保护的文件上。
U 选择第三软键行
U 按下 DELETE (删除)软键: smarT.NC 打开一个弹出窗口
U 按下 MORE FUNCTIONS (其它功能)软键
U 保护被选文件: 按下 PROTECT (保护)软键。 取消文件保护: 按下
UNPROTECTED (取消保护)软键。
选择最近所选 15 文件中的一个文件
U 选择文件管理器: 按下 PGM MGT 键
U 按下 LAST FILES(最近文件)软键。 smarT.NC 显示 smarT.NC 操作模
式下最近选择的 15 个文件。
U 用箭头键将高亮区移至要选择的文件上。
U 按下 ENT 键选择文件
基础知识
29
Page 30

更新目录
如果正在浏览外部数据介质,可能需要更新目录树:
U 选择文件管理器: 按下 PGM MGT 键
U 用左箭头键选择目录树
U 按下 UPDATE TREE (更新树)软键: TNC 更新目录树
文件排序
用鼠标执行文件排序操作。 可以按文件名,文件类型,文件大小,修改时
间和文件状态用升序或降序排列:
U 选择文件管理器: 按下 PGM MGT 键
U 用鼠标点击用于排序的列表头。 列表头处的三角代表排序顺序。 再次点
击表头将用相反顺序排序
基础知识
30
Page 31
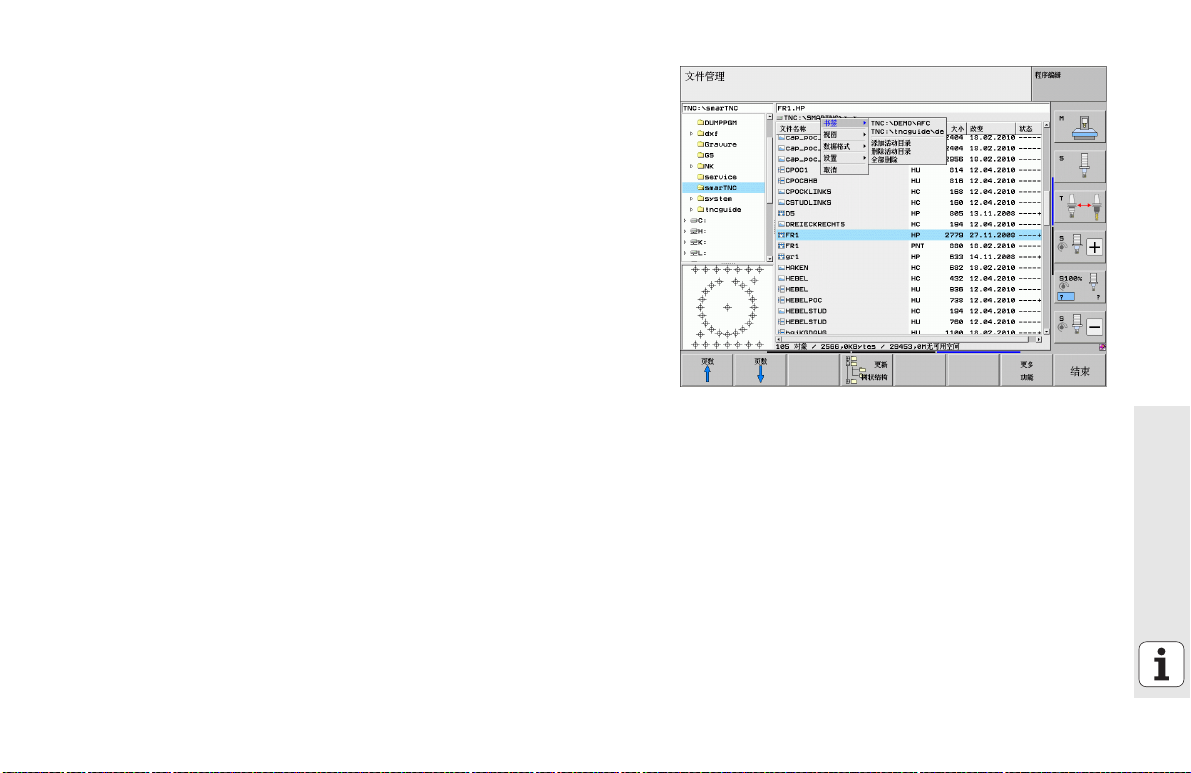
调整文件管理器
如需调整文件管理器,点击路径名或用软键打开菜单:
U 选择文件管理器: 按下 PGM MGT 键
U 选择第三软键行
U 按下 MORE FUNCTIONS (其它功能)软键
U 按下 OPTIONS (选项)软键: TNC 显示调整文件管理器菜单
U 用箭头键将高亮区移至所需设置处
U 用空格键启用或取消所需设置
文件管理器可以进行以下调整:
书签
可以用书签管理常用目录。 可以在列表中增加或删除当前目录或删除全
部书签。 所有添加的目录全部显示在书签列表中,因此可以方便地快速
选择它们
视图
用 “ 视图 ” 菜单可以指定 TNC 文件窗口中显示的信息类型
日期格式
“ 日期 ” 格式菜单用于指定 TNC 在 Changed (修改日期)列中的日
期显示格式
设置
如果光标在目录树中: 指定按下右方向键时 TNC 是切换窗口还是打开
子目录
基础知识
31
Page 32
浏览 smarT.NC
开发 smarT.NC 系统时,我们充分注意到保持新操作模式的功能键用法
尽可能接近对话格式编程语言的功能键 (ENT,DEL,END ...)的用法。
功能键有:
树状视图有效时的功能 (显示屏左侧) 键
激活窗体输入或修改数据
结束编辑: smarT.NC 自动调用文件管理器
删除所选加工步骤 (整个单元)
基础知识
将高亮区移至下个 / 上个加工步骤
如果在树状视图符号前方的三角箭头指向右侧,在树状视
图中显示明细窗体符号,或如果已打开明细视图,切换至
窗体。
如果在树状视图符号前方的三角图标指向下方,在树状视
图中隐藏明细窗体符号。
32
Page 33
树状视图有效时的功能 (显示屏左侧) 键
转到上一页
转到下一页
转到文件起点
转到文件结尾
窗体有效时的功能 (显示屏右侧) 键
选择下个输入字段
结束窗体编辑: smarT.NC 保存全部修改数据
取消窗体编辑: smarT.NC 不保存修改的数据
将高亮区移至下个 / 上个输入字段或元素
将光标移到当前输入字段中修改数值的各部分,或如果选
项框有效: 选择下个 / 上个选项
基础知识
33
Page 34
窗体有效时的功能 (显示屏右侧) 键
复位已输入值为 0
完全删除当前输入字段内容
此外,TE 530 B 键盘上有三个可以快速浏览窗体的新按键:
窗体有效时的功能 (显示屏右侧) 键
选择下个子窗体
选择下个结构中的第 1 个输入参数
基础知识
选择上个结构中的第 1 个输入参数
34
Page 35

编辑轮廓时,也可以用橙色轴向键移动光标使坐标输入与对话格式输入
一致。 也可以用相应的字母键方便的切换绝对尺寸和增量尺寸或直角坐标
和极坐标编程。
窗体有效时的功能 (显示屏右侧) 键
选择 X 轴输入字段
选择 Y 轴输入字段
选择 Z 轴输入字段
切换增量尺寸和绝对尺寸输入
切换直角坐标和极坐标输入
基础知识
35
Page 36

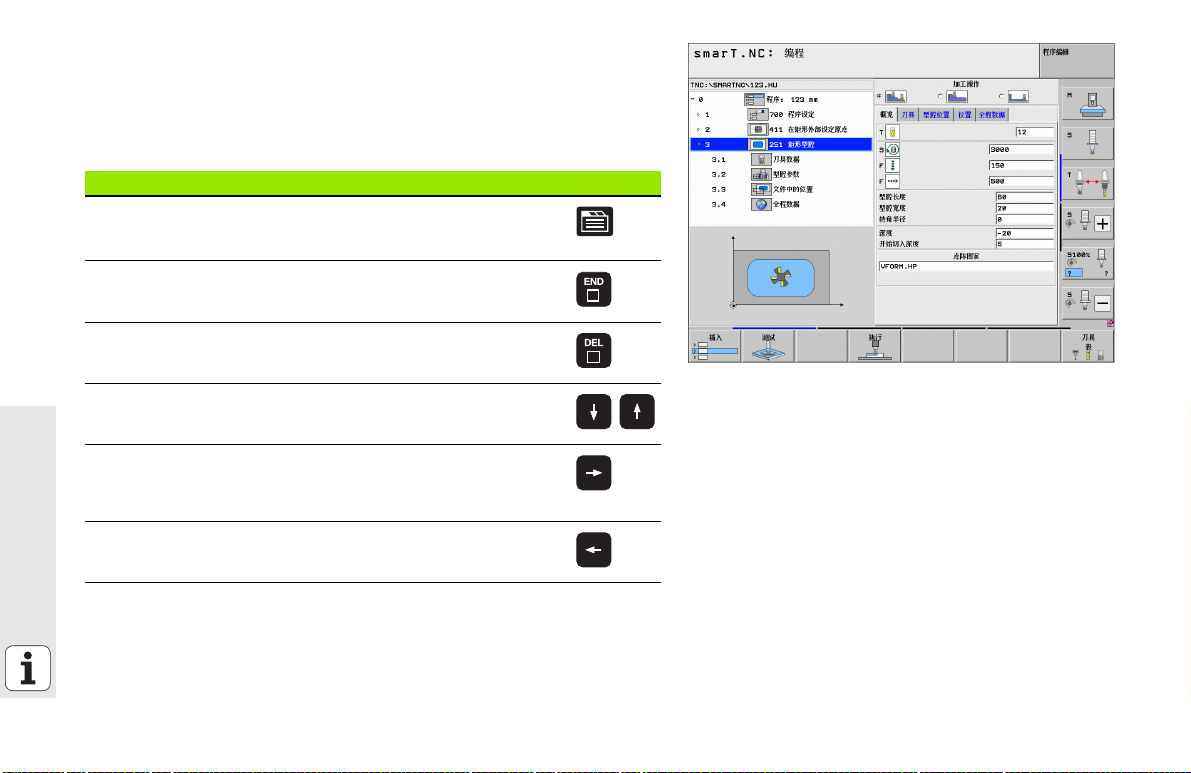
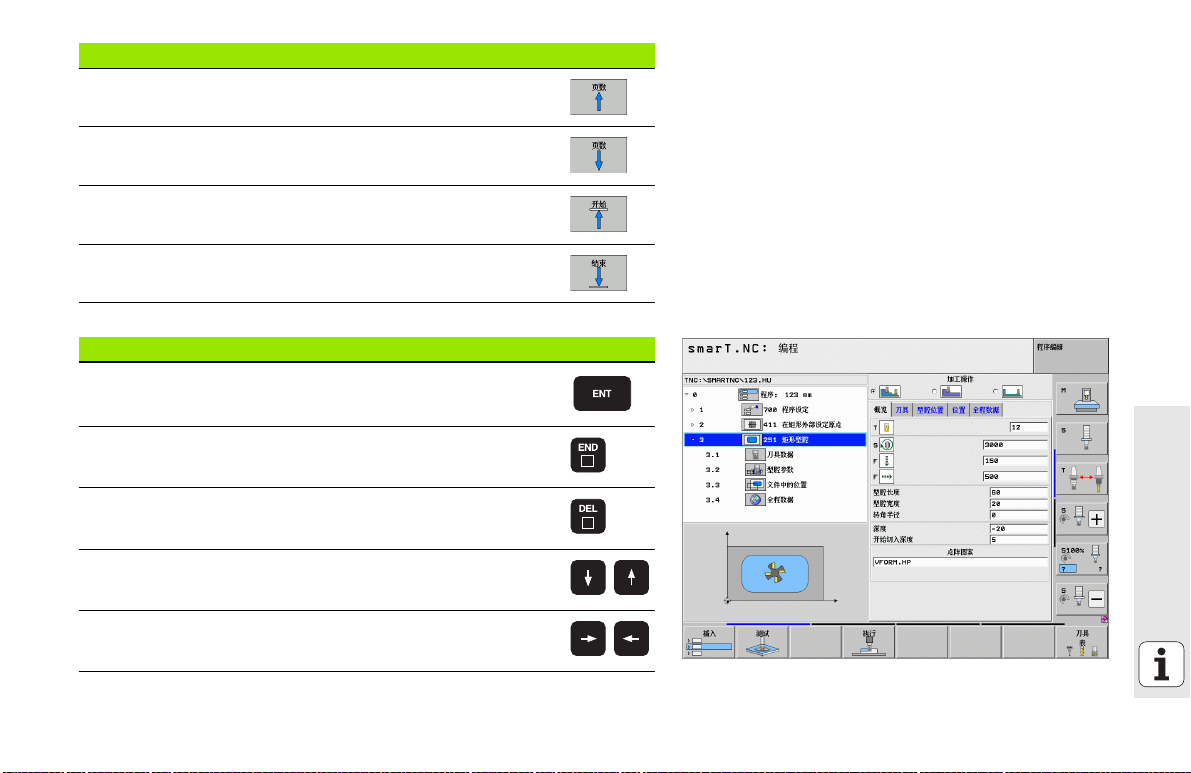
编辑时的屏幕布局
1
1
2
1
3
1
4
1
4.114.214.314.4
1
5
1
1
2
131
4
1
4.5
1
5
在 smarT.NC 操作模式中进行程序编辑时的屏幕布局取决于当前所选编
辑文件的类型。
编辑单元程序
1 标题区: 操作模式名字,出错信息
2 当前后台操作模式
3 树状视图,以层次结构显示定义的加工单元
4 窗体窗口中有多个输入参数。 根据加工步骤的不同,最多可达 5 个
窗体。
4.1: 概要窗体
概要窗体中的输入参数足以执行当前加工步骤的基本功能。 概要
窗体中的数据是最重要数据的一部分,也可以在明细窗体中进行
基础知识
输入。
4.2: 刀具明细窗体
输入其它相关刀具数据
4.3: 可选参数明细窗体
输入其它可选加工参数
4.4: 位置明细窗体
输入其它加工位置
4.5: 全局数据明细窗体
全局有效数据列表
5 辅助图形窗口,显示窗体中当前有效输入参数的图形
36
Page 37

编辑加工位置
1
1
2
131
4
151
6
1 标题区: 操作模式名字,出错信息
2 当前后台操作模式
3 树状视图,以层次结构显示已定义的加工阵列
4 窗体窗口用于输入相应参数
5 辅助图形窗口,显示当前有效的输入参数的图形
6 图形显示窗口,保存窗体后立即显示编程加工位置
基础知识
37
Page 38
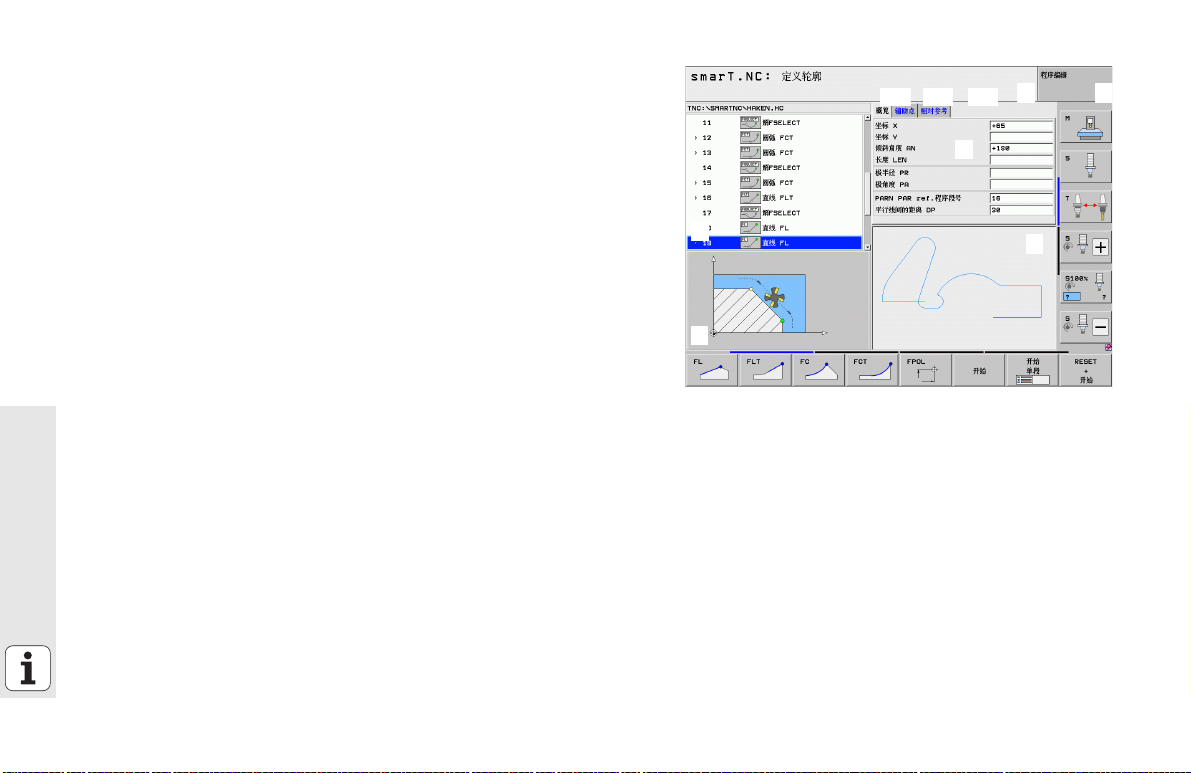
编辑轮廓
1
1
2
1
314
1
4.114.214.3
1
516
1 标题区: 操作模式名字,出错信息
2 当前后台操作模式
3 树状视图,用层次结构显示轮廓元素
4 窗体窗口有多个输入参数。 FK 编程中,最多可有 4 个窗体:
4.1: 概要窗体
包括最常用的可能输入值
4.2: 明细窗体 1
包括辅助点 (FL/FLT)和圆数据 (FC/FCT)的可能输入值
4.3: 明细窗体 2
包括相对原点 (FL/FLT)和辅助点 (FC/FCT)的可能输入值
4.4: 明细窗体 3
基础知识
只适用于 FC/FCT,包括相对原点的可能输入值
5 辅助图形窗口,显示当前有效的输入参数的图形
6 图形窗口,保存窗体后立即显示编程轮廓
38
Page 39

显示 DXF 文件
1
1
2
1
314
1 标题区: 操作模式名字,出错信息
2 当前后台操作模式
3 DXF 文件中的图层或已选择的轮廓元素或位置
4 图形窗口,smarT.NC 显示 DXF 文件内容
基础知识
39
Page 40
鼠标操作
用鼠标也很方便。 请特别注意以下几点:
除 Windows 环境中常用的鼠标功能外,还可以用鼠标点击 smarT.NC 软
键
如有多个软键行 (用软键行上方的直线表示),可以点击相应直线激活
相应行软键行
在树状视图中,点击指向右方的三角图标显示明细窗体,点击指向下方
的三角图标隐藏明细窗体
如需修改窗体中数值,点击任何一个输入字段或选项框,smarT.NC 自
动切换至编辑操作模式
再次退出窗体 (结束编辑模式): 点击树状视图中的任何位置。 然后,
smarT.NC 询问是否保存窗体中的修改信息
如果将鼠标移至窗口元素位置,smarT.NC 显示提示信息。 提示信息包
括该元素相关功能的简要说明
基础知识
40
Page 41

复制单元
可以用常规 Windows 快捷键非常容易地复制各加工单元:
Ctrl+C 为复制单元
Ctrl+X 为剪切单元
Ctrl+V 将把一个单元插在当前单元后
如要同时复制两个或更多单元,进行以下操作:
U 切换到软键行顶层
U 用箭头键或鼠标选择第一个要复制的单元
U 启动标记功能
U 用光标键或 MARK NEXT BLOCK(标记下个程序段)软键选
择全部要复制的单元
U 复制标记的程序段至剪贴板 (作用同 Ctrl+C)
U 用光标键或软键选择被复制程序段的所需插入点前的单元
U 从剪贴板插入程序段 (作用同 Ctrl+V)
基础知识
41
Page 42

刀具表编辑
选择 smarT.NC 操作模式后,可以立即编辑刀具表 “TOOL.T”。 TNC 在
窗体中用层次结构显示刀具数据。 刀具表的浏览方法与 smarT.NC 操作模
式的其它浏览方法相同 (参见第 32 页的 “ 浏览 smarT.NC”)。
刀具数据的层次结构分为以下几类:
概要选项卡:
汇总显示最常用刀具信息,例如刀具名,长度和半径
添加数据选项卡:
特殊应用所需的附加刀具数据
添加数据选项卡:
管理替换刀和其它更多刀具数据
测头选项卡:
3-D 测头数据和刀具测头
基础知识
PLC 选项卡:
连接 TNC 与机床的接口数据,已由机床制造商定义
CDT 选项卡:
自动计算切削数据的数据
42
Page 43
有关刀具数据的详细信息,参见 《对话格式编程用户手册》
中说明。
TNC 也用刀具类型决定树状视图的显示符号。 此外,TNC 还
在树状视图中显示输入的刀具名。
在相应选项卡中,smarT.NC 不显示已被机床参数禁用的刀具
数据。 这时可能有一个或多个选项卡不可见。
基础知识
43
Page 44

MOD 功能
MOD 功能提供更多输入和显示方式。
选择 MOD 功能
U 按下 MOD 键,TNC 显示 smarT.NC 操作模式设置
修改设置
U 用箭头键选择显示菜单中的 MOD 功能。
根据所选功能不同,有三种改变设置方式:
直接输入数字值,例如设置行程极限范围
通过按下 ENT 键改变设置,例如设置程序输入时
通过选择窗口改变设置。如果改变设置的选项不止一个,按下 GOTO 键
在屏幕上显示所有可用的选项。按下相应数字键直接选择所需设置
基础知识
(冒号左边),或用箭头键并用 ENT 键确认。如不想改变设置,再次按
下 END 键将窗口关闭
退出 MOD 功能
U 如需退出 MOD 功能,按下 END 键或 END 软键
44
Page 45

定义加工操作
111
213
基础知识
在 smarT.NC 操作模式中,加工操作基本都被定义为由多个对话格式中
的程序段组成的加工步骤 (单元)。 smarT.NC 自动在后台创建 “.HU”
文件类型的对话格式程序段文件 (HU: HEIDENHAIN Unit program
(海德汉单元程序),它与常规对话格式程序非常相似。
实际加工操作由 TNC 系统的循环功能执行。 通过窗体中的输入字段定义
参数。
在概要窗体中只需少数几项信息就能定义一个加工步骤 1 (右上图)。 然
后,smarT.NC 用基本功能进行加工。 明细窗体 (2)用于输入更多加工
数据。 明细窗体中的输入值自动与概要窗体中输入的信息同步,因此无需
输入两次。 明细窗体有:
刀具明细窗体 (3)
可在刀具明细窗体中输入更多刀具相关数据,例如长度和半径的差值或
M 功能。
定义加工操作
45
Page 46

可选参数明细窗体 (4)
141
5
可选参数明细窗体中定义概要窗体中没有的附加加工参数,例如钻孔减
量值或铣削型腔位置。
位置明细窗体 (5)
如果概要窗体中的三个加工位置不够用,在位置明细窗体中可定义更多
加工位置。如果用点位表定义加工位置,概要窗体和位置明细窗体只显
示点位表文件名 (参见第 144 页的 “ 定义加工位置 ”)
定义加工操作
46
Page 47

全局数据明细窗体 (6)
1
6
程序头处定义的全局有效的加工参数显示在全局数据明细窗体中。 根据
需要,可以局部修改每个单元的这些参数。
定义加工操作
47
Page 48

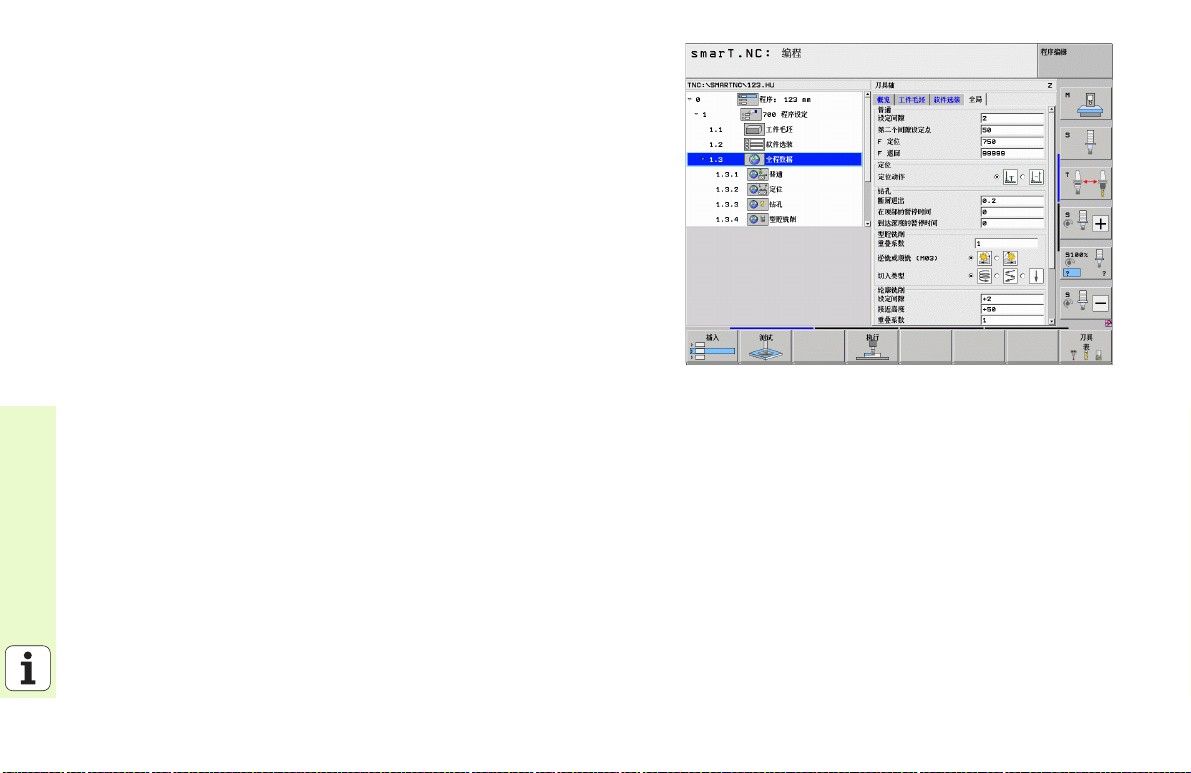
程序设置
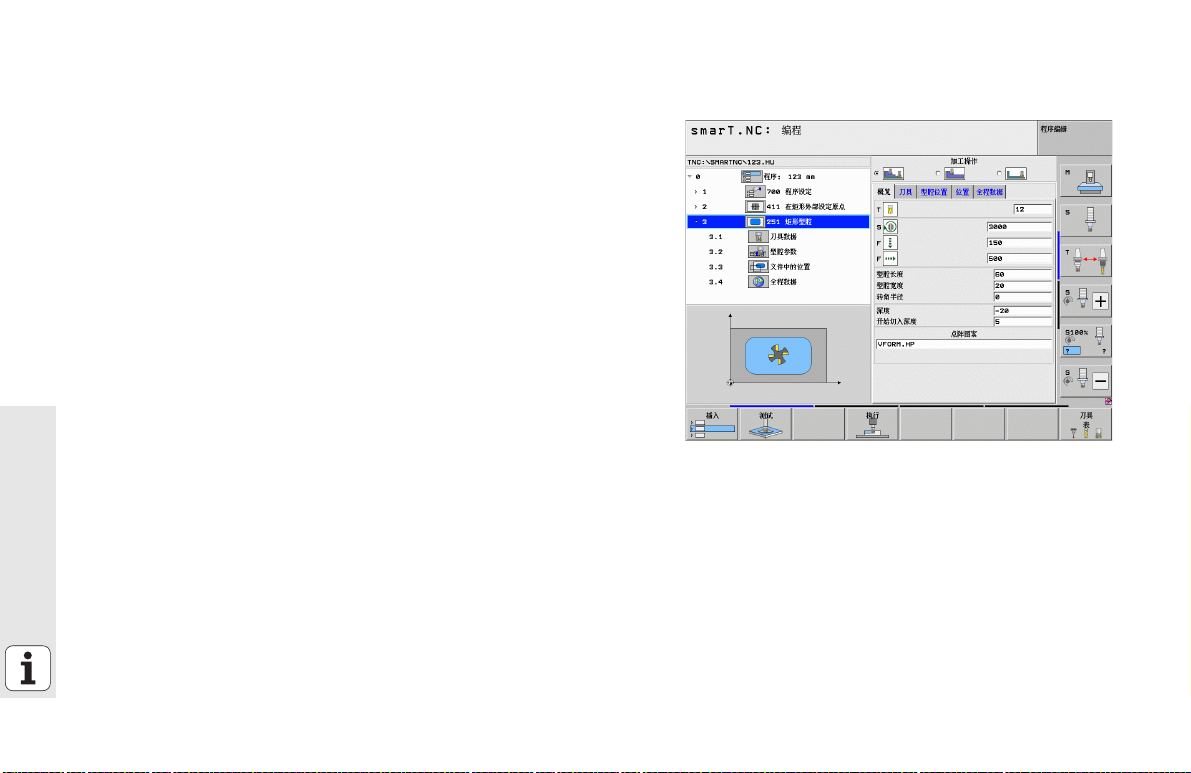
创建新单元程序后,smarT.NC 自动插入 Unit 700 Program Settings
(单元 700 程序设置)。
Unit 700 Program Settings (单元 700 程序设置)必须在
程序中,否则 smarT.NC 不能执行程序。
在程序设置中必须定义以下数据:
工件毛坯定义,用于确定加工面和进行图形模拟显示
可选项,用于选择工件预设点和使用原点表
全局数据,适用于整个程序。 全局数据自动由 smarT.NC 指定默认值。
这些信息允许在任何时间修改
定义加工操作
必须注意事后修改程序设置将影响整个加工程序,因此将明
显改变加工过程。
48
Page 49

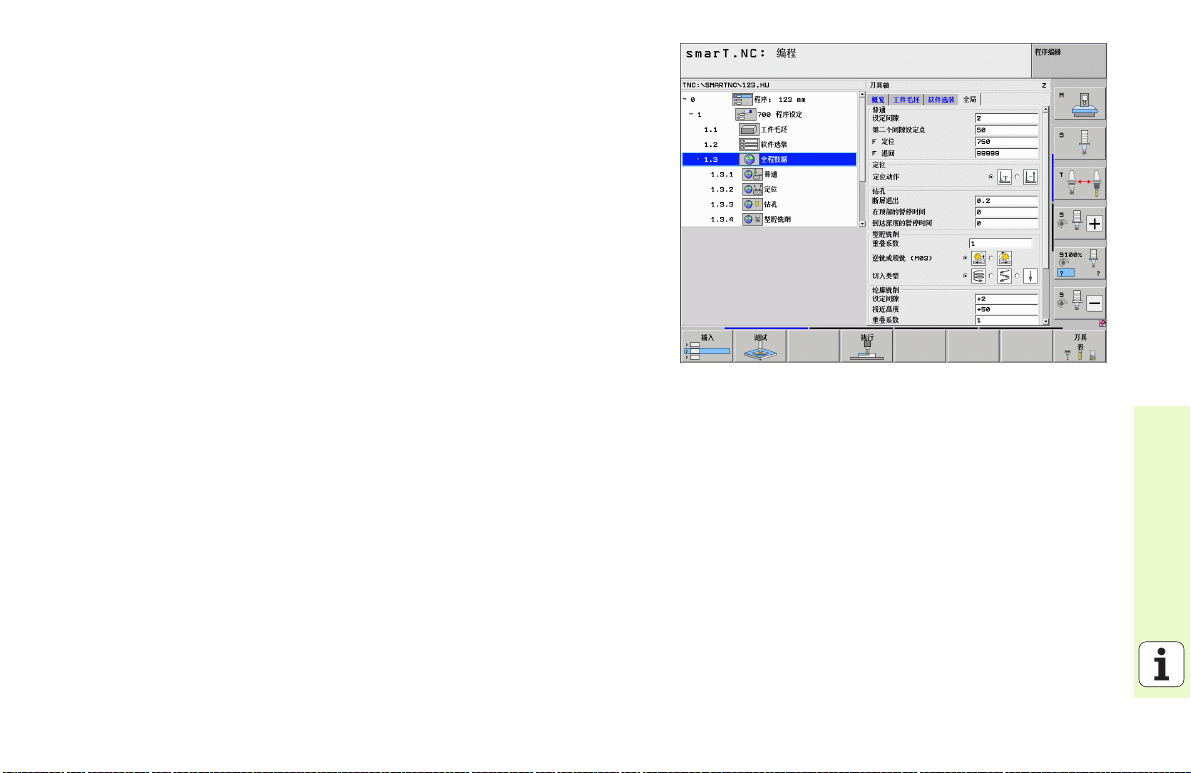
全局数据
全局数据分为六类:
各处全部有效的全局数据
只对镗孔和钻孔加工有效的全局数据
确定定位特性的全局数据
只适用于型腔循环铣削加工的全局数据
只适用于轮廓循环铣削加工的全局数据
只适用于探测功能的全局数据
如前面说明,全局数据适用于整个加工程序。 当然,也可以根据需要在任
何时候修改任何加工步骤的全局数据。
U 切换到加工步骤的全局数据明细窗体: 在该窗体中,smarT.NC 显示对
该加工步骤有效的参数和当前有效值。 绿色输入字段右侧的 G 表示该
值为全局有效
U 选择要修改的全局参数
U 输入新值并用 “ENT” 键确认。 smarT.NC 将输入字段的颜色改为红色
U 红色输入字段右侧的 L 表示该值为局部有效
在全局数据明细窗体中修改全局参数只影响参数局部改变,
只对一个加工步骤有效。 smarT.NC 用红背景色显示局部修改
参数的输入字段。 输入字段右侧的 L 表示该值局部有效。
按下设置标准值软键启动和激活程序头处的全局参数的设置
值。 smarT.NC 将程序头的全局参数输入字段显示为绿背景
色。 输入字段右侧的 G 表示该值为全局有效。
定义加工操作
49
Page 50
各处全部有效的全局数据
U 安全高度: 刀尖与工件表面间距离,用于沿刀具轴在循环起点位置处进
行自动接近运动。
U 第二安全高度:这个位置为 smarT.NC 在加工步骤结束时停放刀具的位
置。 下个加工位置由加工面上的该高度接近
U F定位: smarT.NC 在一个循环内移动刀具的进给速率
U F退刀: smarT.NC 退刀的进给速率
定位特性全局数据
U 定位特性: 加工步骤结束时,沿刀具轴退刀: 退至第二安全高度或单元
起点位置处
定义加工操作
50
Page 51
钻孔加工全局数据
U 断屑退刀速率:smarT.NC 在断屑时的退刀值
U 在孔底的停顿时间: 刀具在孔底的停留时间,以秒为单位
U 在顶部停顿时间: 刀具保持在安全高度处的时间,以秒为单位
型腔循环铣削加工的全局数据
U 行距系数: 刀具半径乘以行距系数等于横向进刀步长
U 顺铣或逆铣: 选择铣削类型
U 切入方式: 切入材料用螺旋线运动,往复运动或垂直运动
定义加工操作
51
Page 52
轮廓循环铣削加工的全局数据
U 安全高度: 刀尖与工件表面间距离,用于沿刀具轴在循环起点位置处进
行自动接近运动。
U 间隔高度: 刀具与工件表面不会发生碰撞的绝对高度 (用于工序中定
位和循环结束时退刀)
U 行距系数: 刀具半径乘以行距系数等于横向进刀步长
U 顺铣或逆铣: 选择铣削类型
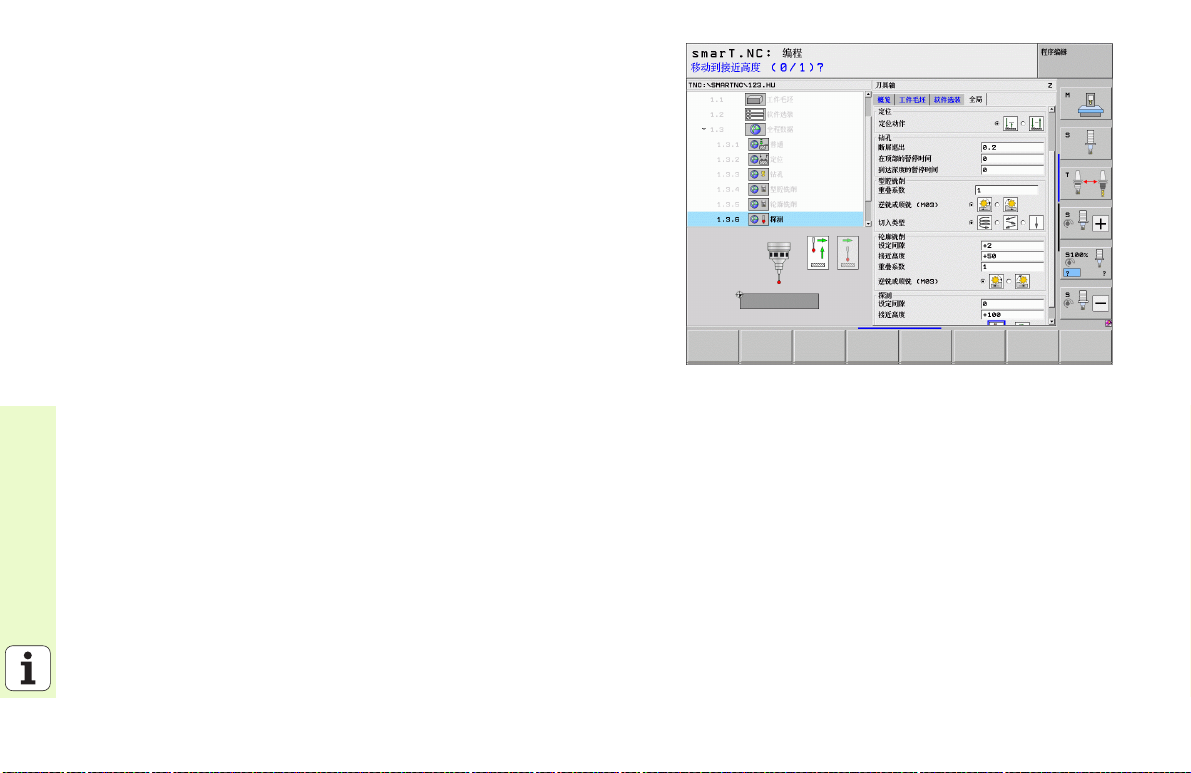
探测功能全局数据
U 安全高度: 探针与工件表面间距离,用于自动接近探测位置
U 间隔高度: 如 果 移到间隔高度选项有效,smarT.NC 沿测头轴在两测量
点间移动测头的坐标
U 移到间隔高度: 选择 smarT.NC 在测量点间使测头移到安全高度还是移
到间隔高度。
定义加工操作
52
Page 53

刀具选择
只要刀具选择的输入字段有效,就可用 TOOL NAME (刀具名)软键选
择输入刀具号还是输入刀具名。
也可以用 SELECT (选择)软键从 “TOOL.T” 刀具表中已定义的刀具
中选择一个刀具。 然后,smarT.NC 自动将所选刀具号或刀具名写入相应
输入字段中。
还可以编辑显示的刀具数据:
U 用箭头选择需编辑值的行,再选择列: 淡蓝背景色代表可编辑字段
U 将 EDIT(编辑)软键设置为 ON(开启),输入所需值并用 “ENT” 键
确认
U 根据需要,选择其它列并重复以上操作
定义加工操作
53
Page 54
RPM/ 切削速度的切换
只要定义主轴转速的输入字段有效,就可以选择速度的显示单位为 RPM
或切削速度 (m/min 或 ipm)。
输入切削速度
U 按下 “VC” 软键: TNC 切换输入字段
将切削速度切换为用 RPM 输入
U 按下 “NO ENT” 键: TNC 删除切削速度输入值
U 输入 RPM: 用箭头键移回到输入字段中
F/FZ/FU/FMAX 的切换
只要定义进给速率的输入字段有效,就可以选择进给速率的显示单位为
mm/min (F),RPM (FU)或 mm/ 刃 (FZ)。 允许的进给速率类型取
决于相应加工操作。 有些输入字段支持 FMAX (快移速度)输入。
定义加工操作
输入进给速率类型
U 按下软键 F,FZ,FU 或 FMAX
54
Page 55
选择类似的已定义单元的数据
选择新单元后,用 SELECT UNIT DATA (选择单元数据)传送一个类似
的已定义单元中的全部数据。 smarT.NC 然后调整该单元的全部定义值并
将其输入到当前单元中。
特别是铣削单元中,这样可以非常方便地定义粗铣 / 精铣加工,例如传送
数据后只修改余量尺寸和根据需要修改新单元中的刀具。
smarT.NC 首先从程序开始位置向当前程序段搜索类似单元。
如果 smarT.NC 搜索到程序头也未找到任何相应单元,将从
程序终点向当前程序段继续搜索。
如果整个程序中都没有找到相应单元,控制系统显示出错
信息。
定义加工操作
55
Page 56

可用加工步骤 (单元)
选择 smarT.NC 操作模式后,用 EDIT (编辑)软键选择可用加工步骤。
加工步骤分为以下几大类:
基本类 软键 页
加工
镗孔,钻孔,螺纹加工,铣削
页57
56
探测
3-D 测头的探测功能
变换
坐标变换功能
特殊功能
定义加工操作
程序调用,定位单元,M 功能单元,
对话单元,程序结束单元
用第三软键行的 CONTR.PGM (轮廓程序)和 POSITIONS
(位置)软键分别启动轮廓编程和阵列生成器。
页 122
页 130
页 138
Page 57
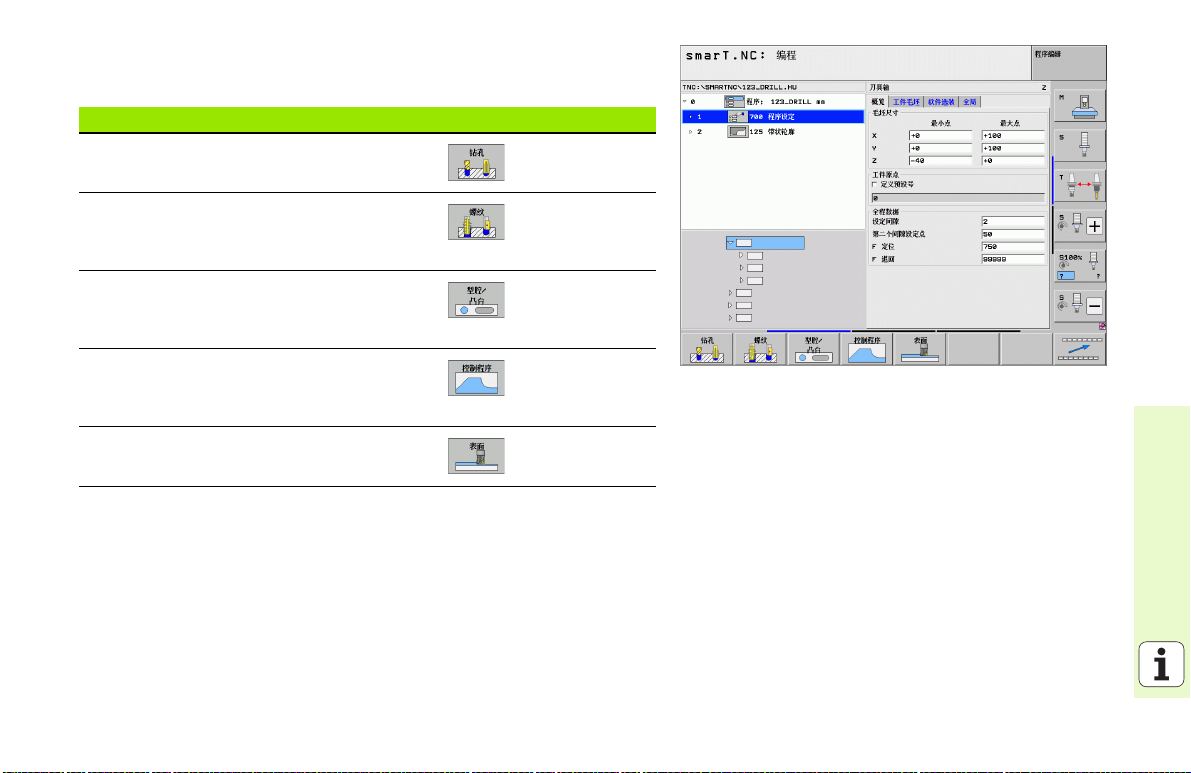
加工基本类
在 “ 加工基本类 ” 中可以选择以下加工类:
加工类 软键 页
钻孔
定中心,钻孔,铰孔,镗孔,反向镗孔
页58
螺纹
用浮动夹头攻丝架攻丝,刚性攻丝,螺纹
铣削
型腔 / 凸台
镗铣,矩形型腔,圆弧型腔,直槽,圆弧
槽
轮廓程序
运行轮廓程序: 轮廓链,轮廓型腔粗铣,
半精铣和精铣
面
端面铣
页71
页86
页 102
页 118
定义加工操作
57
Page 58

钻孔加工类
以下加工单元用于钻孔加工类中的钻孔:
单元 软键 页
单元 240 定心孔加工 页 59
单元 205 钻孔 页 61
单元 201 铰孔 页 63
单元 202 镗孔 页 65
定义加工操作
单元 204 反向镗孔 页 67
单元 241 单刃深孔钻 页 69
58
Page 59
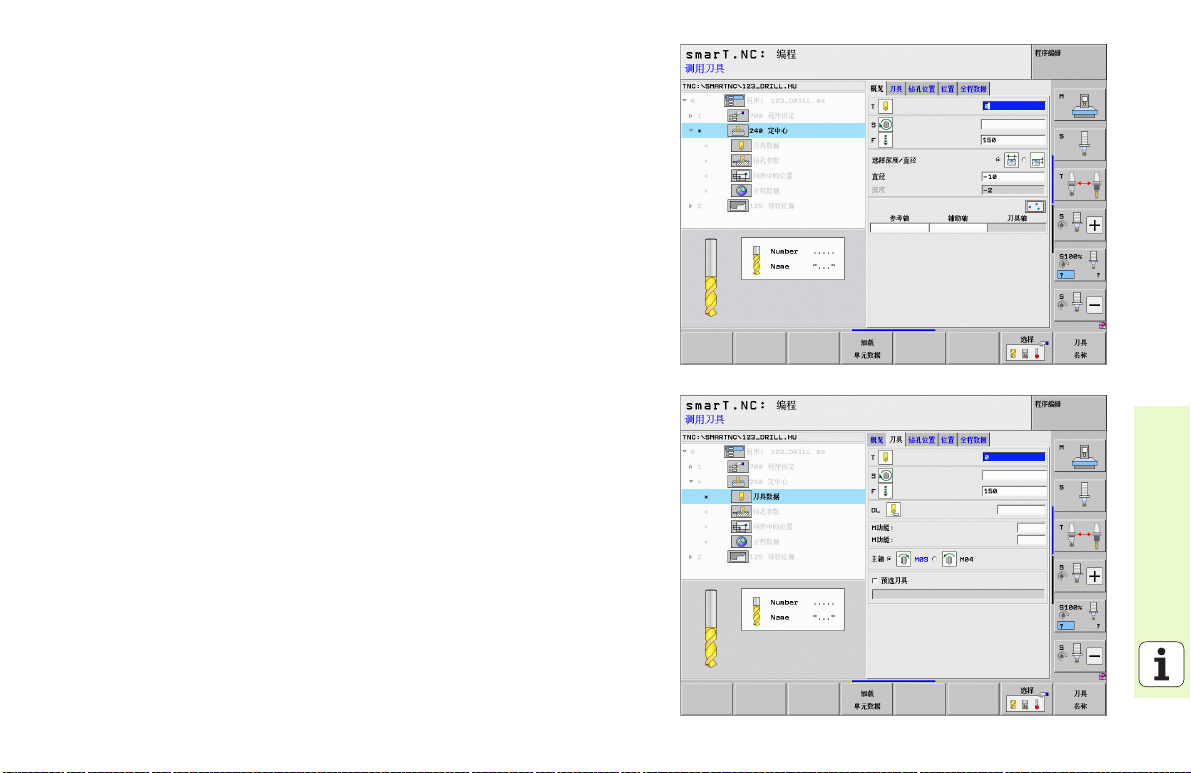
单元 240 定心孔加工
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 定中心进给速率 [mm/min] 或 FU [mm/rev]
U 选择深度 / 直径:选择基于深度还是基于直径进行定心孔加工
U 直径:中心孔直径。 需要输入 “TOOL.T” 刀具表中的 “T-ANGLE”
U 深度: 定心孔深度
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
钻孔参数明细窗体中的其它参数:
U 无
定义加工操作
59
Page 60

全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 在孔底的停顿时间
U 在两加工位置之间运动的进给速率
定义加工操作
60
Page 61

单元 205 钻孔
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 钻孔进给速率 [mm/min] 或 FU [mm/rev]
U 深度: 钻孔深度
U 切入深度: 从孔中退刀前,刀具每次进给的切入尺寸
U 断屑深度: smarT.NC 执行断屑时的深度
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
定义加工操作
61
Page 62

钻孔参数明细窗体中的其它参数:
U 断屑深度: smarT.NC 执行断屑时的深度
U 递减量: smarT.NC 减小切入深度的值
U 最小进给: 如果输入了减小量的话: 最小进给量限制值
U 上预停距离: 断屑后重新定位的上安全高度
U 下预停距离: 断屑后重新定位的下安全高度
U 进给起点: 预加孔时相对表面坐标的下起点位置
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
62
定义加工操作
U 断屑退刀值
U 在孔底的停顿时间
U 在两加工位置之间运动的进给速率
Page 63

单元 201 铰孔
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 铰孔进给速率 [mm/min] 或 FU [mm/rev]
U 深度:铰孔深度
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
定义加工操作
63
Page 64

钻孔参数明细窗体中的其它参数:
U 无
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 退刀速率
U 在孔底的停顿时间
U 在两加工位置之间运动的进给速率
定义加工操作
64
Page 65

单元 202 镗孔
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 钻孔进给速率 [mm/min] 或 FU [mm/rev]
U 深度:镗孔深度
U 退离方向: smarT.NC 将刀具移开反向镗孔底面的方向
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
定义加工操作
65
Page 66

钻孔参数明细窗体中的其它参数:
U 主轴角度:退刀前,smarT.NC 定位刀具的角度
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 退刀速率
U 在孔底的停顿时间
U 在两加工位置之间运动的进给速率
定义加工操作
66
Page 67

单元 204 反向镗孔
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 钻孔进给速率 [mm/min] 或 FU [mm/rev]
U 锪孔深度: 空腔深度
U 材料厚度: 工件厚度
U 偏心距离: 镗杆偏心距
U 刀刃高度: 镗杆底边与主切削刃之间的距离,其值来自刀具数据表
U 退离方向: smarT.NC 移动刀具偏心距离的方向
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
定义加工操作
67
Page 68
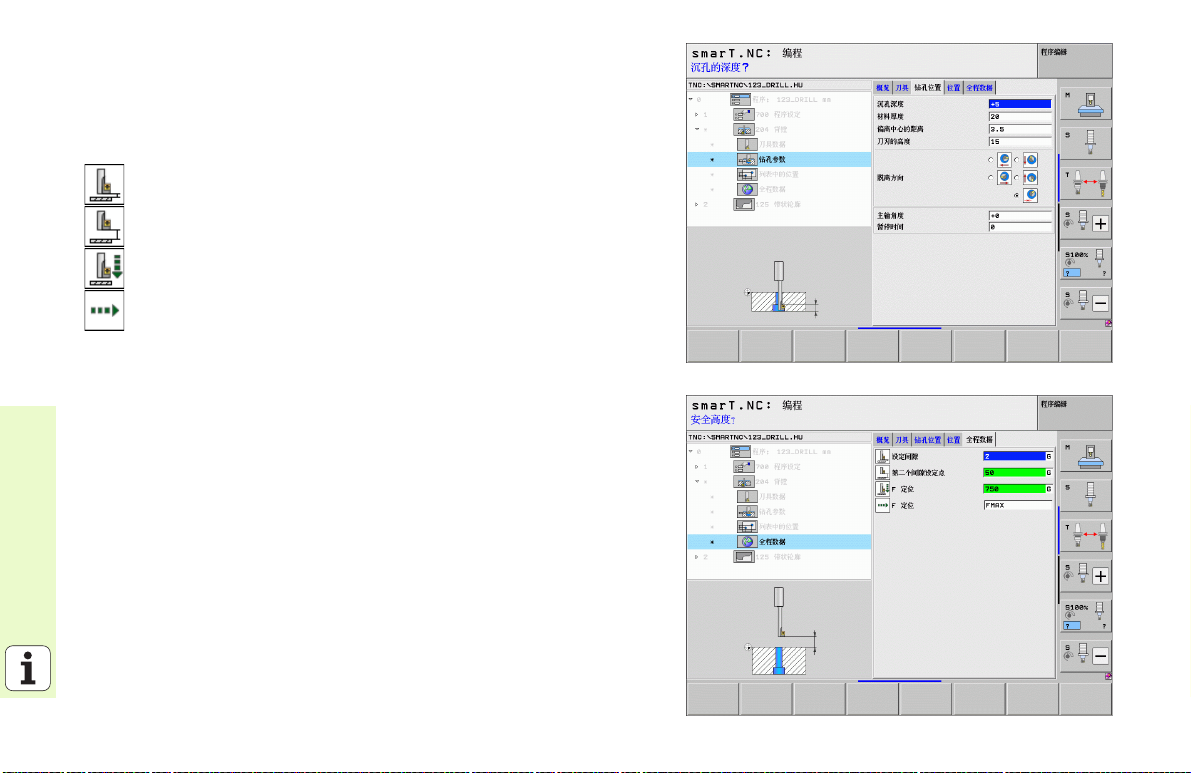
钻孔参数明细窗体中的其它参数:
U 主轴角度: 刀具进入孔或退离镗孔前 smarT.NC 定位刀具的角度
U 停顿时间: 在反向镗孔底面的停顿时间
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 定位进给速率
U 在两加工位置之间运动的进给速率
定义加工操作
68
Page 69

单元 241 单刃深孔钻
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 钻孔时的主轴转速 [rpm]
U F: 钻孔进给速率 [mm/min] 或 FU [mm/rev]
U 深度: 钻孔深度。
U 进给起点: 金属切削起点。 TNC 用预定位进给速率将刀具从安全高度
移至加深的起点
U 进入 / 退出的旋转方法 : 刀具进入或退离孔中的主轴所需旋转方向
U 进入轴速: 刀具进入和退离孔中的旋转速度
U 冷却液开启:M?: 开启冷却液的辅助功能 M。 如果刀具达到孔的加深起
点位置,TNC 将开启冷却液
U 冷却液关闭:M?: 关闭冷却液的辅助功能 M。 如果刀具达到孔深位置,
TNC 关闭冷却液
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
定义加工操作
69
Page 70

刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U M功能: 任何辅助功能 M
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
钻孔参数明细窗体中的其它参数:
U 停顿深度: 沿刀具轴刀具停顿的坐标位置。 如果输入 0,该功能不工作
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
70
定义加工操作
U 定位进给速率
U 在孔底的停顿时间
U 退刀速率
U 在两加工位置之间运动的进给速率
Page 71
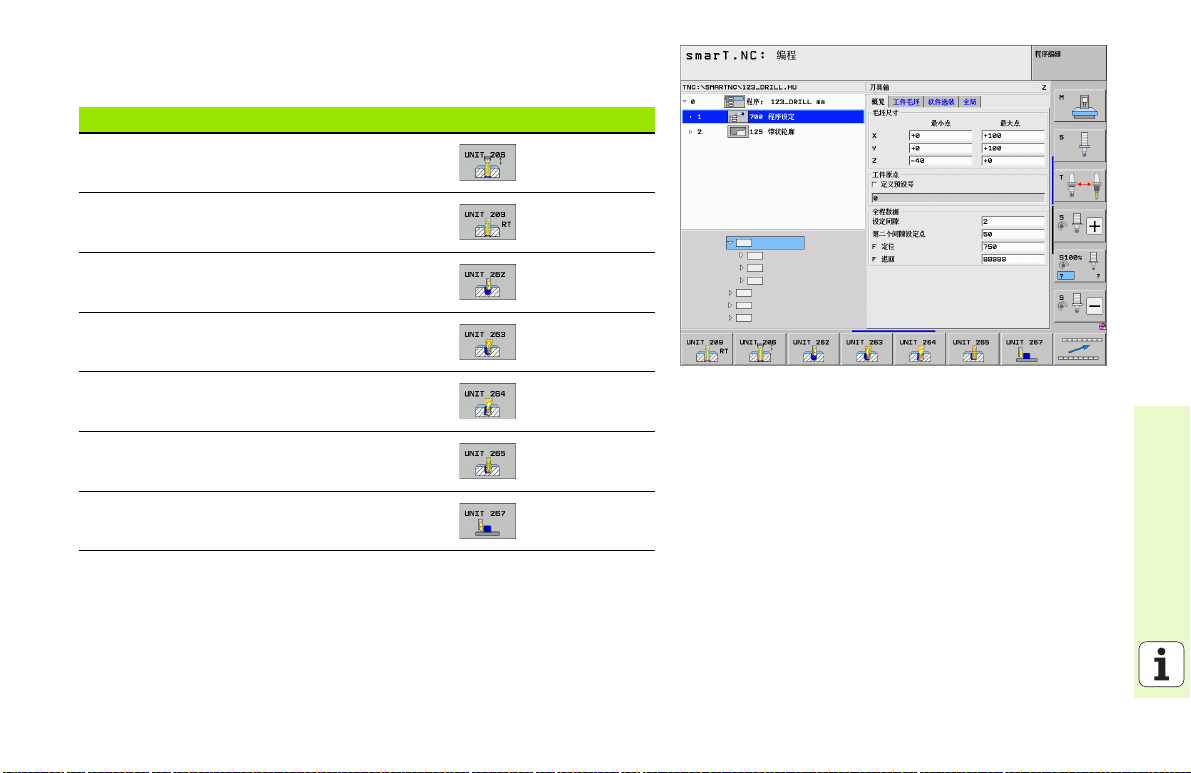
螺纹加工类
以下单元用于螺纹加工类中的螺纹加工:
单元 软键 页
单元 206 用浮动夹头攻丝架攻丝 页 72
单元 209 刚性攻丝 (也用于断屑加工) 页 74
单元 262 螺纹铣削 页 76
单元 263 螺纹铣削 / 锪孔 页 78
单元 264 螺纹钻孔 / 铣削 页 80
单元 265 螺旋线螺纹钻孔 / 铣削 页 82
单元 267 外螺纹铣削 页 84
定义加工操作
71
Page 72

单元 206 用浮动夹头攻丝架攻丝
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 钻孔进给速率: 用 S 乘以螺距 p 计算
U 螺纹深度: 螺纹深度
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
定义加工操作
机床有关)。
72
Page 73
钻孔参数明细窗体中的其它参数:
U 无
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 在孔底的停顿时间
U 在两加工位置之间运动的进给速率
定义加工操作
73
Page 74
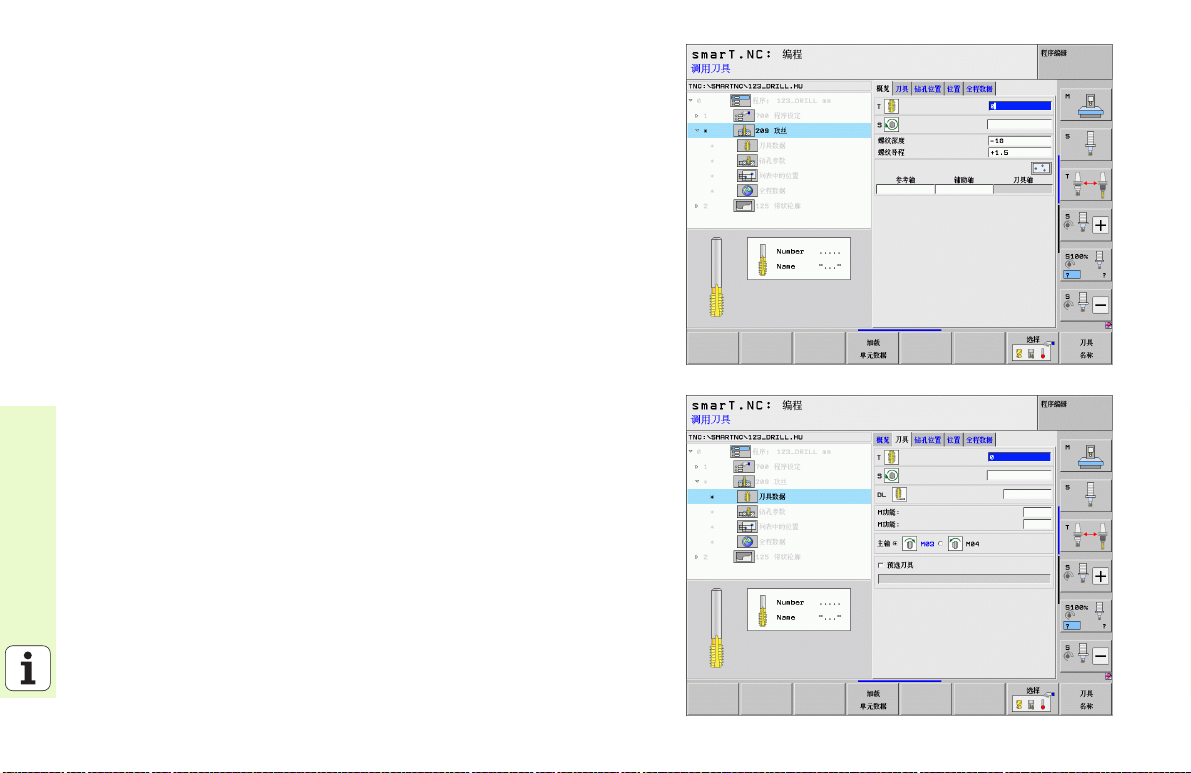
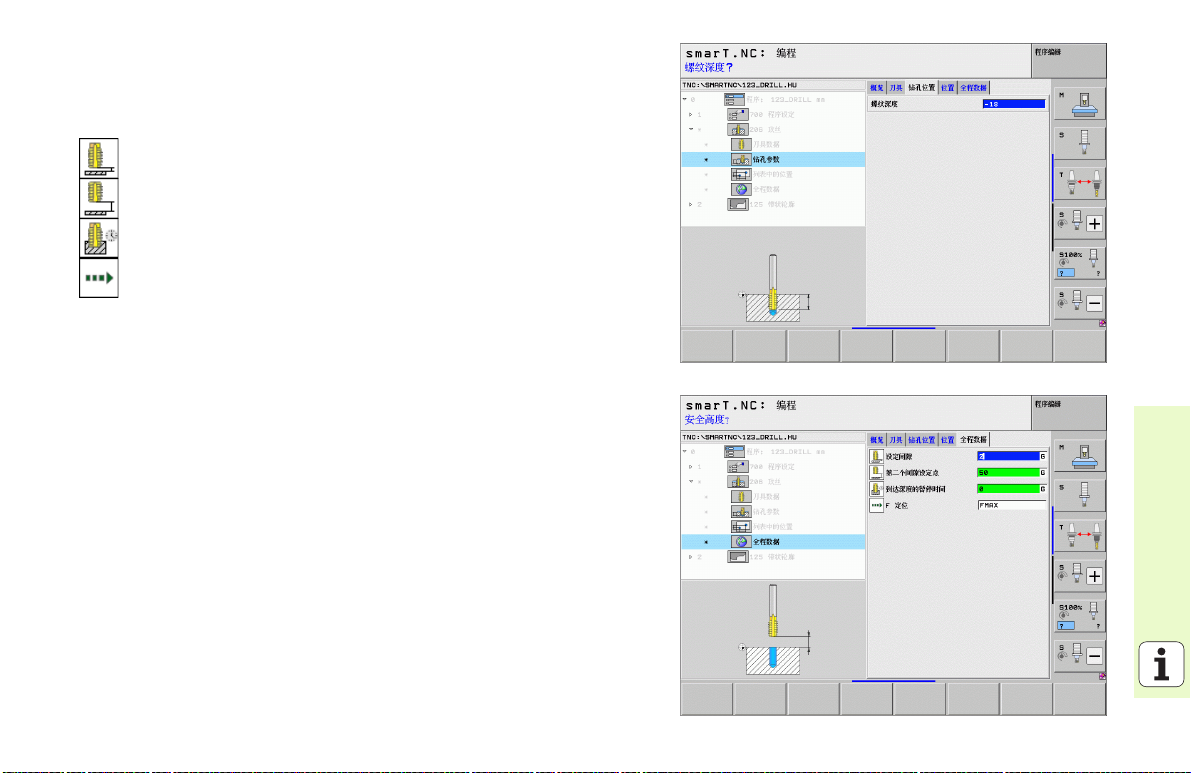
单元 209 刚性攻丝
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U 螺纹深度: 螺纹深度
U 螺纹螺距 : 螺纹的螺距
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
定义加工操作
机床有关)。
74
Page 75
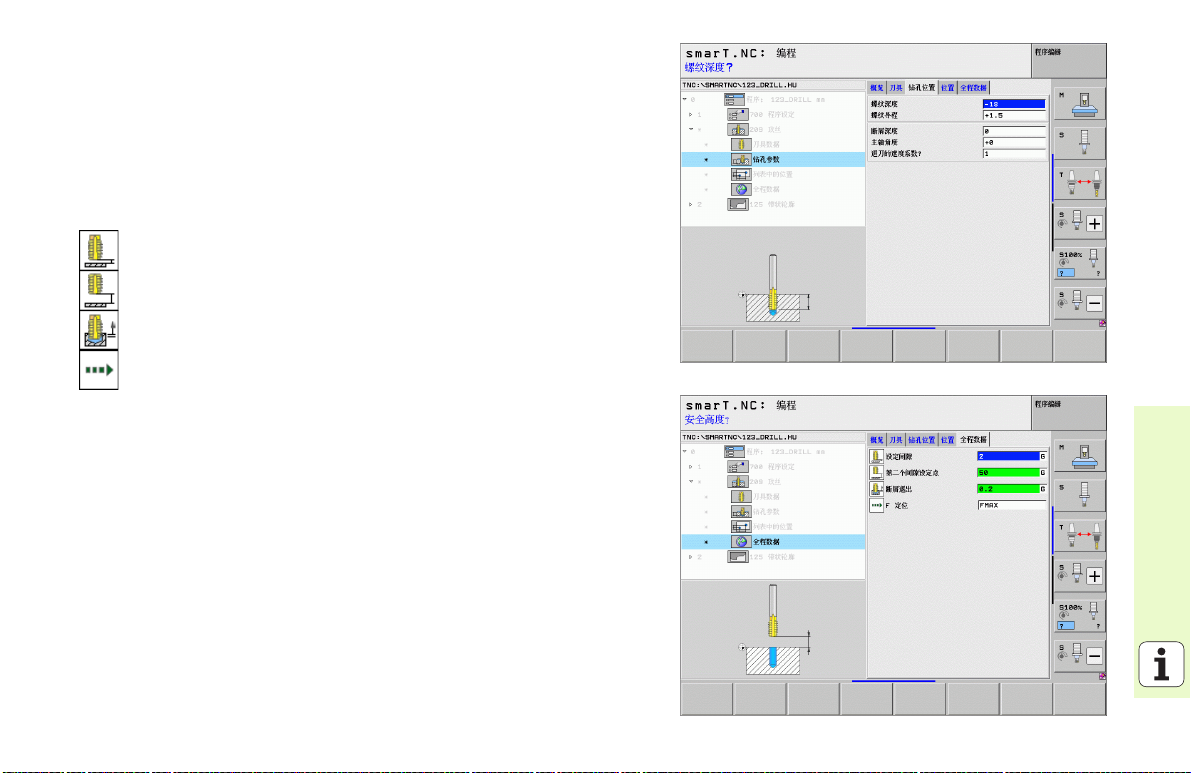
钻孔参数明细窗体中的其它参数:
U 断屑深度: 执行断屑时的深度
U 主轴角度: 切削螺纹前,smarT.NC 定位刀具的角度。 根据需要可以重
新加工螺纹槽
U 退刀的转速 (S)系数 Q403: 它是 TNC 加快主轴转速的系数,因此也
影响刀具退离孔时的退刀速度
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 断屑退刀值
U 在两加工位置之间运动的进给速率
定义加工操作
75
Page 76

单元 262 螺纹铣削
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 铣削进给速率
U 直径: 螺纹名义直径
U 螺纹螺距 : 螺纹的螺距
U 深度: 螺纹深度
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
定义加工操作
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
76
Page 77

钻孔参数明细窗体中的其它参数:
U 每步加工的螺纹扣数: 偏置刀具的螺纹圈数
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 定位进给速率
U 在两加工位置之间运动的进给速率
U 顺铣,或者
U 逆铣
定义加工操作
77
Page 78

单元 263 螺纹铣削 / 锪孔
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 铣削进给速率
U F: 锪孔进给速率 [mm/min] 或 FU [mm/rev]
U 直径: 螺纹名义直径
U 螺纹螺距 : 螺纹的螺距
U 深度: 螺纹深度
U 锪孔深度: 锪孔期间工件上表面和刀尖间的距离
U 距侧边距离: 刀刃与侧壁间的距离
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
定义加工操作
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
78
Page 79

钻孔参数明细窗体中的其它参数:
U 正面深度 : 正面沉孔深度
U 正面偏心距 : 正面锪孔期间,TNC 将刀具中心偏移孔中心的距离
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 定位进给速率
U 在两加工位置之间运动的进给速率
U 顺铣,或者
U 逆铣
定义加工操作
79
Page 80
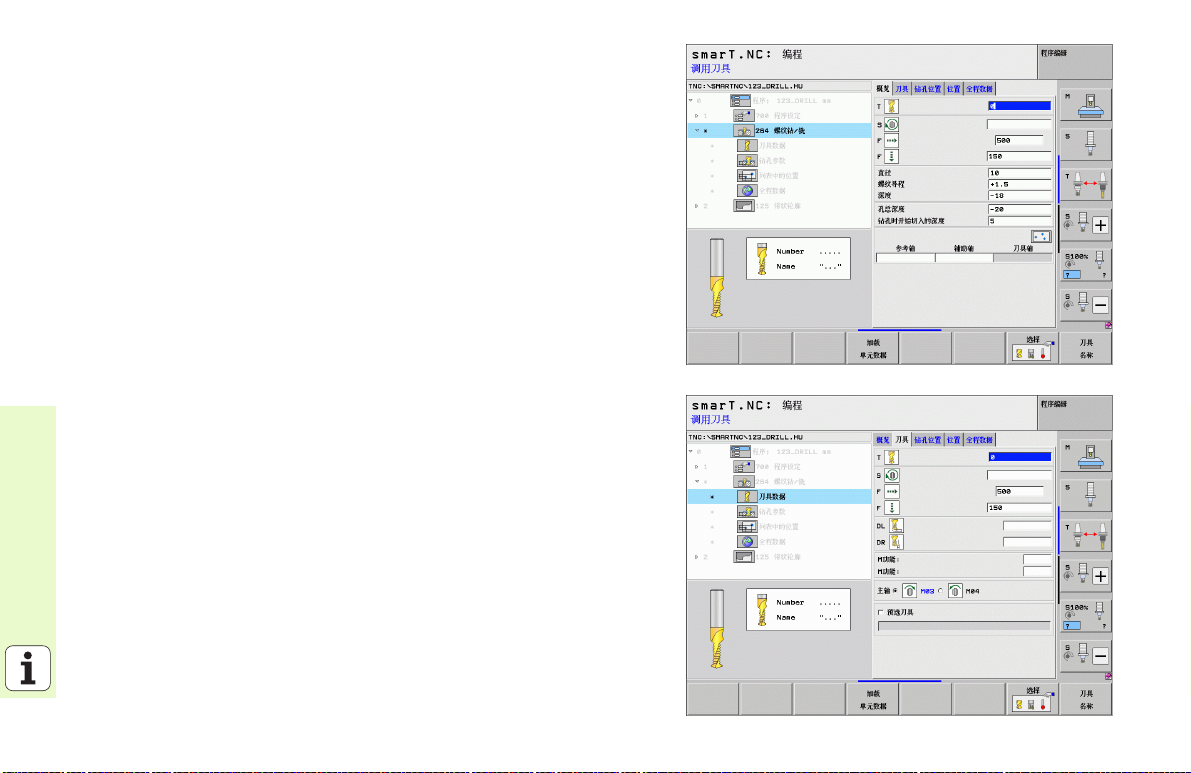
单元 264 螺纹钻孔 / 铣削
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 铣削进给速率
U F: 钻孔进给速率 [mm/min] 或 FU [mm/rev]
U 直径: 螺纹名义直径
U 螺纹螺距 : 螺纹的螺距
U 深度: 螺纹深度
U 孔总深度: 钻孔深度
U 钻孔切入深度
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
定义加工操作
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
80
Page 81

钻孔参数明细窗体中的其它参数:
U 断屑深度: 钻孔期间,TNC 执行断屑时的深度
U 上预停距离: 断屑后,TNC 将刀具退至当前切入深度处的安全高度
U 正面深度 : 正面沉孔深度
U 正面偏心距 : TNC 将刀具中心偏移孔中心的距离
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 定位进给速率
U 断屑退刀值
U 在两加工位置之间运动的进给速率
U 顺铣,或者
U 逆铣
定义加工操作
81
Page 82
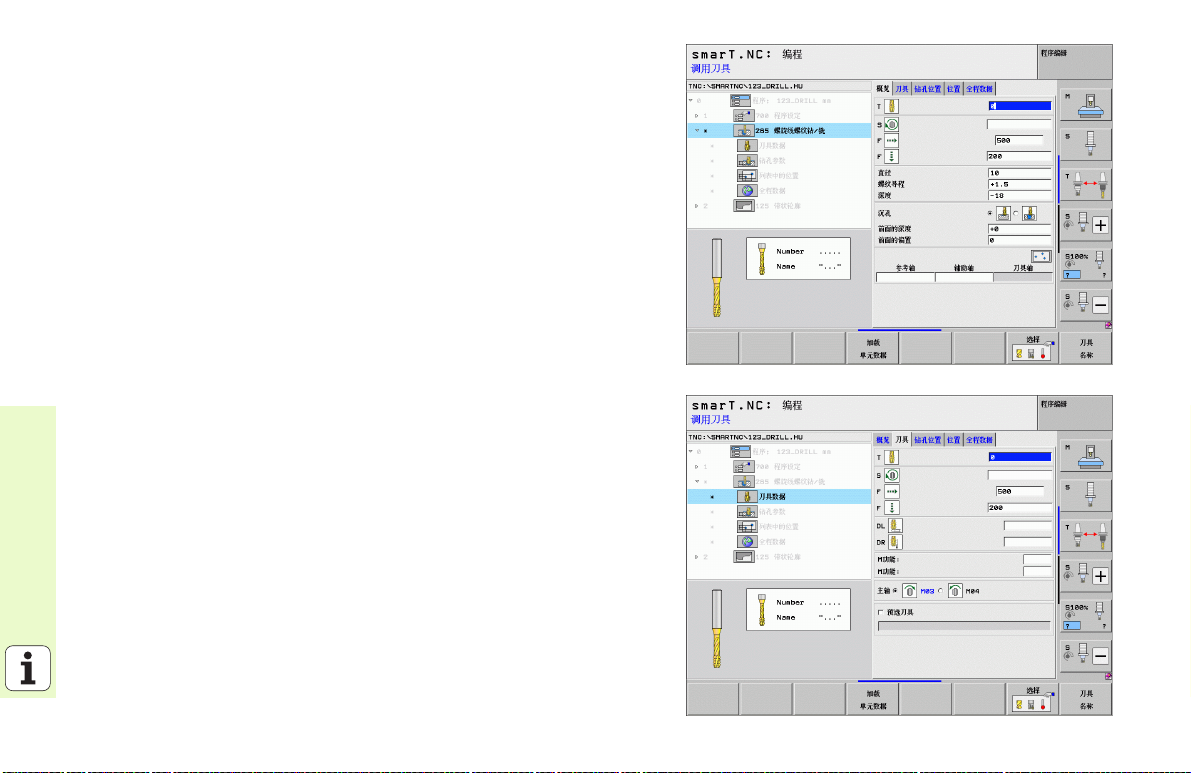
单元 265 螺旋线螺纹钻孔 / 铣削
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 铣削进给速率
U F: 锪孔进给速率 [mm/min] 或 FU [mm/rev]
U 直径: 螺纹名义直径
U 螺纹螺距 : 螺纹的螺距
U 深度: 螺纹深度
U 锪孔: 选择在螺纹铣削前还是螺纹铣削后执行锪孔操作
U 正面深度 : 正面沉孔深度
U 正面偏心距 : TNC 将刀具中心偏移孔中心的距离
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
定义加工操作
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
82
Page 83
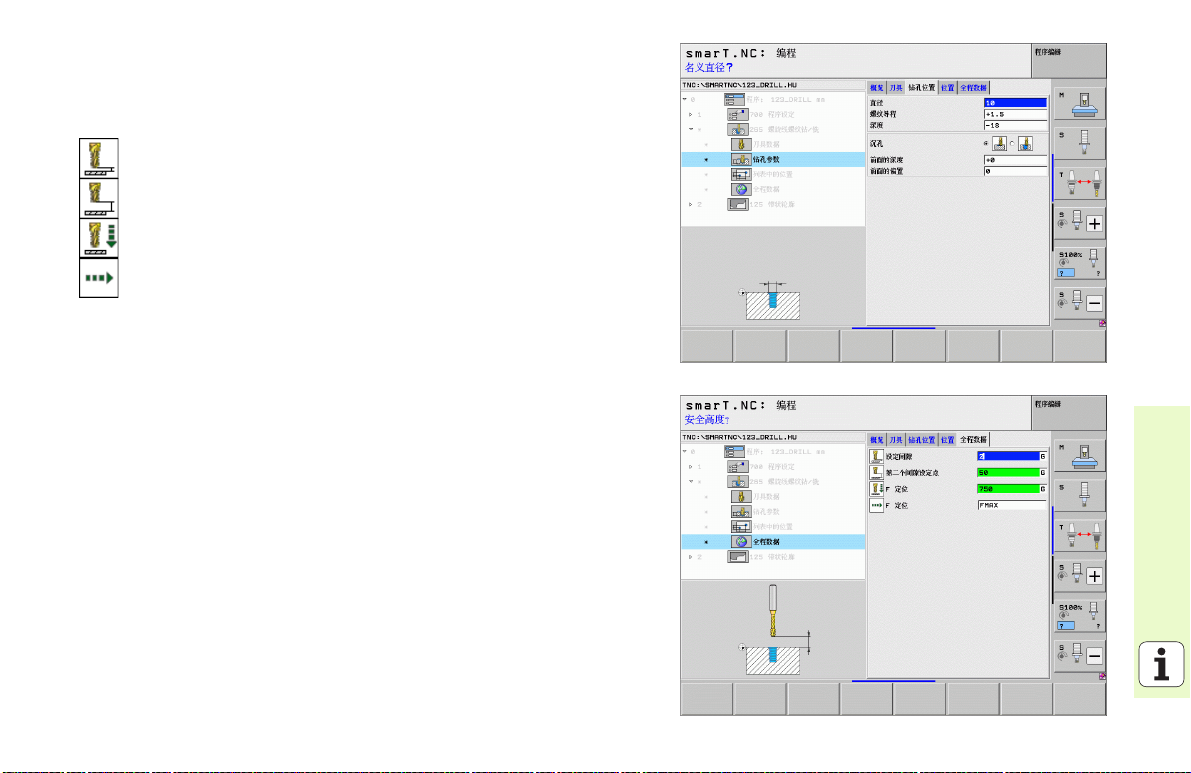
钻孔参数明细窗体中的其它参数:
U 无。
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 定位进给速率
U 在两加工位置之间运动的进给速率
定义加工操作
83
Page 84

单元 267 螺纹铣削
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 铣削进给速率
U F: 锪孔进给速率 [mm/min] 或 FU [mm/rev]
U 直径: 螺纹名义直径
U 螺纹螺距 : 螺纹的螺距
U 深度: 螺纹深度
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
定义加工操作
U DR: 刀具 T 的半径差值
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
84
Page 85
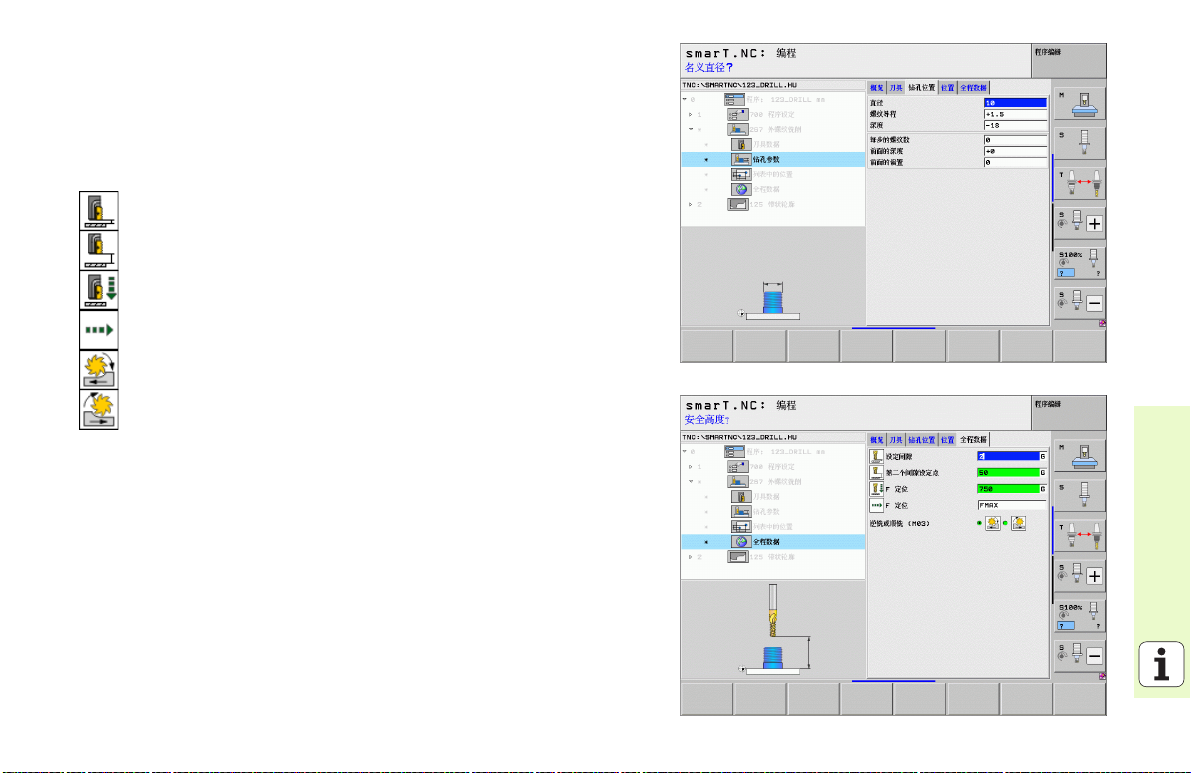
钻孔参数明细窗体中的其它参数:
U 每步加工的螺纹扣数: 偏置刀具的螺纹圈数
U 正面深度 : 正面沉孔深度
U 正面偏心距 : TNC 将刀具中心偏移凸台中心的距离
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 定位进给速率
U 在两加工位置之间运动的进给速率
U 顺铣,或者
U 逆铣
定义加工操作
85
Page 86

型腔 / 凸台加工类
以下单元用于铣削型腔 / 凸台加工类中的简单型腔、凸台和槽:
单元 软键 页
单元 251 矩形型腔 页 87
单元 252 圆弧型腔 页 89
单元 253 直槽 页 91
单元 254 圆弧槽 页 93
定义加工操作
单元 256 矩形凸台 页 96
单元 257 圆弧凸台 页 98
单元 208 镗铣 页 100
86
Page 87

单元 251 矩形型腔
概要窗体中的参数:
U 加工操作: 用软键选择粗铣和精铣或仅粗铣或仅精铣
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 切入进给速率 [mm/min],FU [mm/rev] 或 FZ [mm/ 刃 ]
U F: 铣削进给速率 [mm/min] 或 FU [mm/rev] 或 FZ [mm/ 刃 ]
U 型腔长度: 沿参考轴的型腔长度
U 型腔宽度: 沿辅助轴的型腔宽度
U 角点半径: 如果不输入,smarT.NC 用刀具半径设置角点半径
U 深度: 型腔的最终深度
U 切入深度: 每刀进给量
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
U DR2: 刀具 T 的半径差值 2 (角点半径)
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
定义加工操作
87
Page 88

型腔参数明细窗体中的其它参数:
U 侧面的加工余量: 侧面的精铣余量
U 深度的加工余量: 深度的精铣余量
U 精铣进给量: 精铣侧面的进给量。 如果无输入,一次进给完成精铣。
U 精铣进给速率 F: 精铣进给速率 [mm/min],FU [mm/rev] 或 FZ [mm/ 刃 ]
U 旋转角度: 旋转整个型腔的角度
U 型腔位置: 相对编程位置的型腔位置
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
88
定义加工操作
U 行距系数
U 在两加工位置之间运动的进给速率
U 顺铣,或者
U 逆铣
U 用螺旋线运动切入,或者
U 用往复运动切入,或者
U 垂直切入
Page 89

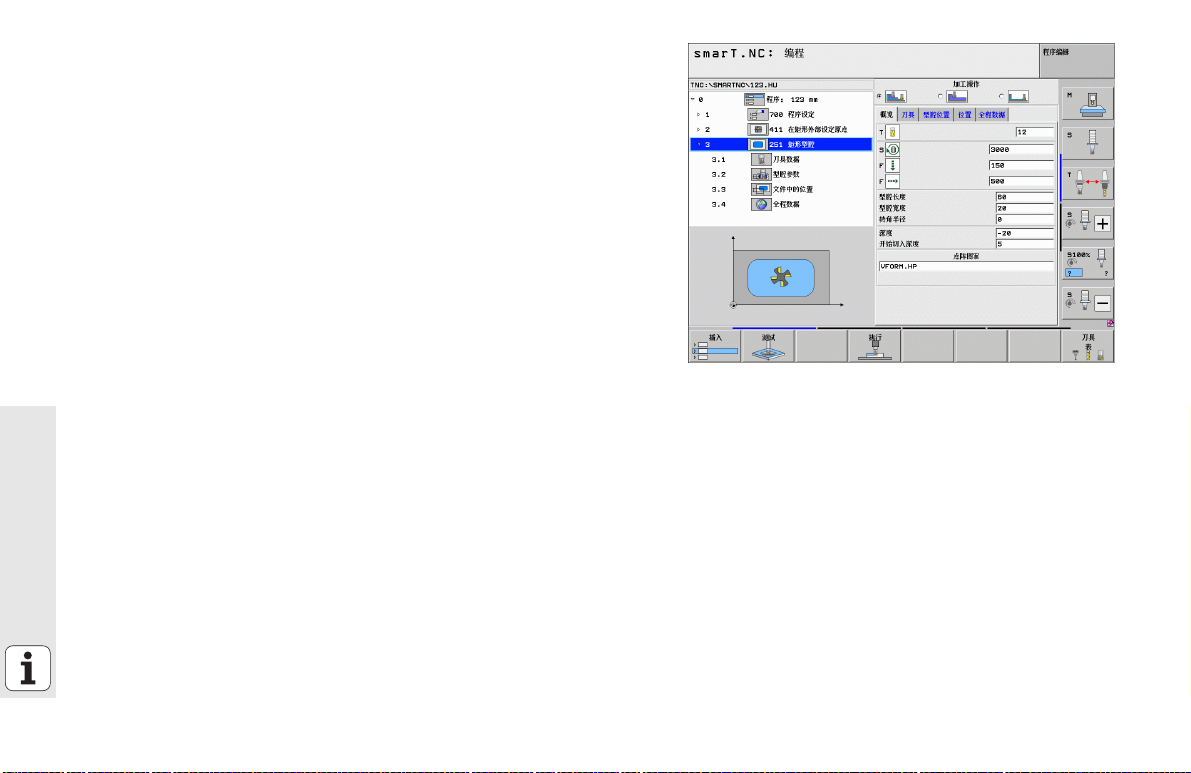
单元 252 圆弧型腔
概要窗体中的参数:
U 加工操作: 用软键选择粗铣和精铣或仅粗铣或仅精铣
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 切入进给速率 [mm/min],FU [mm/rev] 或 FZ [mm/ 刃 ]
U F: 铣削进给速率 [mm/min] 或 FU [mm/rev] 或 FZ [mm/ 刃 ]
U 直径:圆弧型腔的最终直径
U 深度: 型腔的最终深度
U 切入深度: 每刀进给量
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
U DR2: 刀具 T 的半径差值 2 (角点半径)
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
定义加工操作
89
Page 90
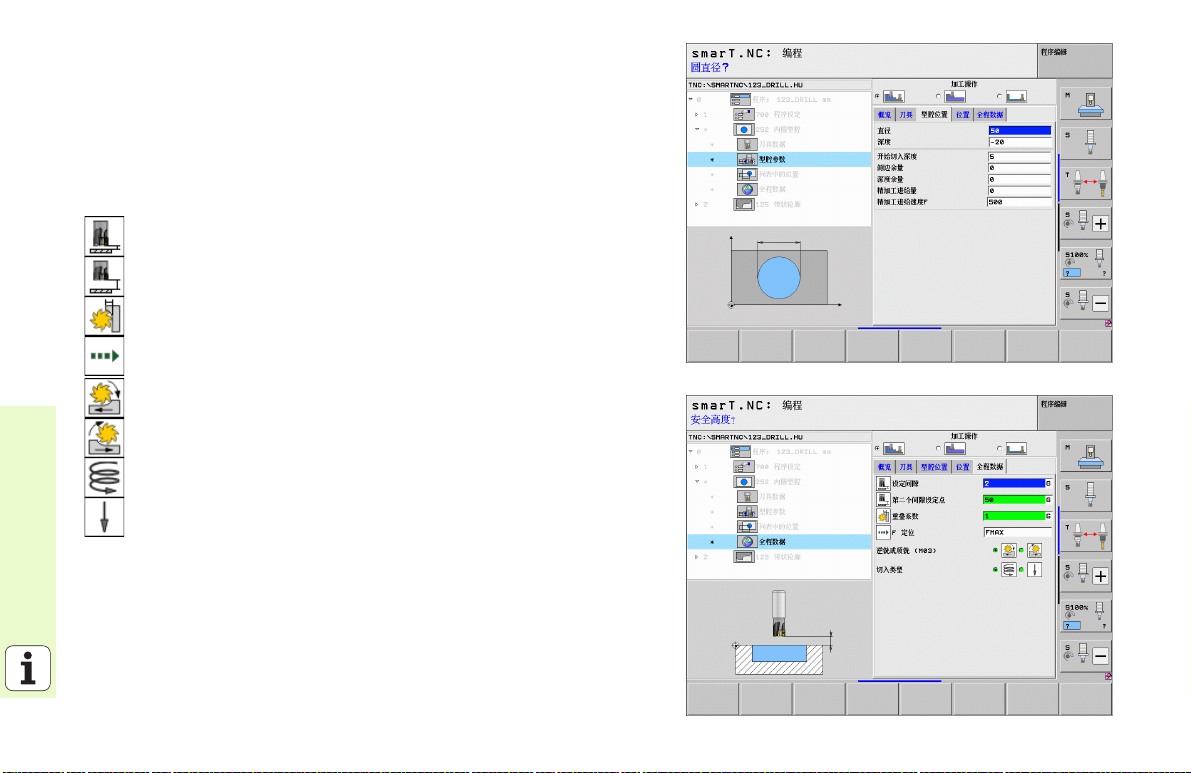
型腔参数明细窗体中的其它参数:
U 侧面的加工余量: 侧面的精铣余量
U 深度的加工余量: 深度的精铣余量
U 精铣进给量: 精铣侧面的进给量。 如果无输入,一次进给完成精铣
U 精铣进给速率 F: 精铣进给速率 [mm/min],FU [mm/rev] 或 FZ [mm/ 刃 ]
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 行距系数
U 在两加工位置之间运动的进给速率
定义加工操作
U 顺铣,或者
U 逆铣
U 用螺旋线运动切入,或者
U 垂直切入
90
Page 91

单元 253 直槽
概要窗体中的参数:
U 加工操作: 用软键选择粗铣和精铣或仅粗铣或仅精铣
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 切入进给速率 [mm/min],FU [mm/rev] 或 FZ [mm/ 刃 ]
U F: 铣削进给速率 [mm/min] 或 FU [mm/rev] 或 FZ [mm/ 刃 ]
U 直槽长度: 沿参考轴的直槽长度
U 槽宽: 沿辅助轴的槽宽
U 深度: 槽的最终深度
U 切入深度: 每刀进给量
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
U DR2: 刀具 T 的半径差值 2 (角点半径)
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
定义加工操作
91
Page 92

型腔参数明细窗体中的其它参数:
U 侧面的加工余量: 侧面的精铣余量
U 深度的加工余量: 深度的精铣余量
U 精铣进给量: 精铣侧面的进给量。 如果无输入,一次进给完成精铣
U 精铣进给速率 F: 精铣进给速率 [mm/min],FU [mm/rev] 或 FZ [mm/ 刃 ]
U 旋转角度: 旋转整个型腔的角度
U 槽位置: 相对编程位置的槽位置
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
92
定义加工操作
U 在两加工位置之间运动的进给速率
U 顺铣,或者
U 逆铣
U 用螺旋线运动切入,或者
U 用往复运动切入,或者
U 垂直切入
Page 93

单元 254 圆弧槽
概要窗体中的参数:
U 加工操作: 用软键选择粗铣和精铣或仅粗铣或仅精铣
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 切入进给速率 [mm/min],FU [mm/rev] 或 FZ [mm/ 刃 ]
U F: 铣削进给速率 [mm/min] 或 FU [mm/rev] 或 FZ [mm/ 刃 ]
U 第 1 轴的中心 : 参考轴的节圆圆心
U 第 2 轴的中心: 辅助轴的节圆圆心
U 节圆直径
U 起始角: 起点的极角
U 角长
U 槽宽
U 深度: 槽的最终深度
U 切入深度: 每刀进给量
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
定义加工操作
93
Page 94

刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
U DR2: 刀具 T 的半径差值 2 (角点半径)
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
定义加工操作
94
Page 95
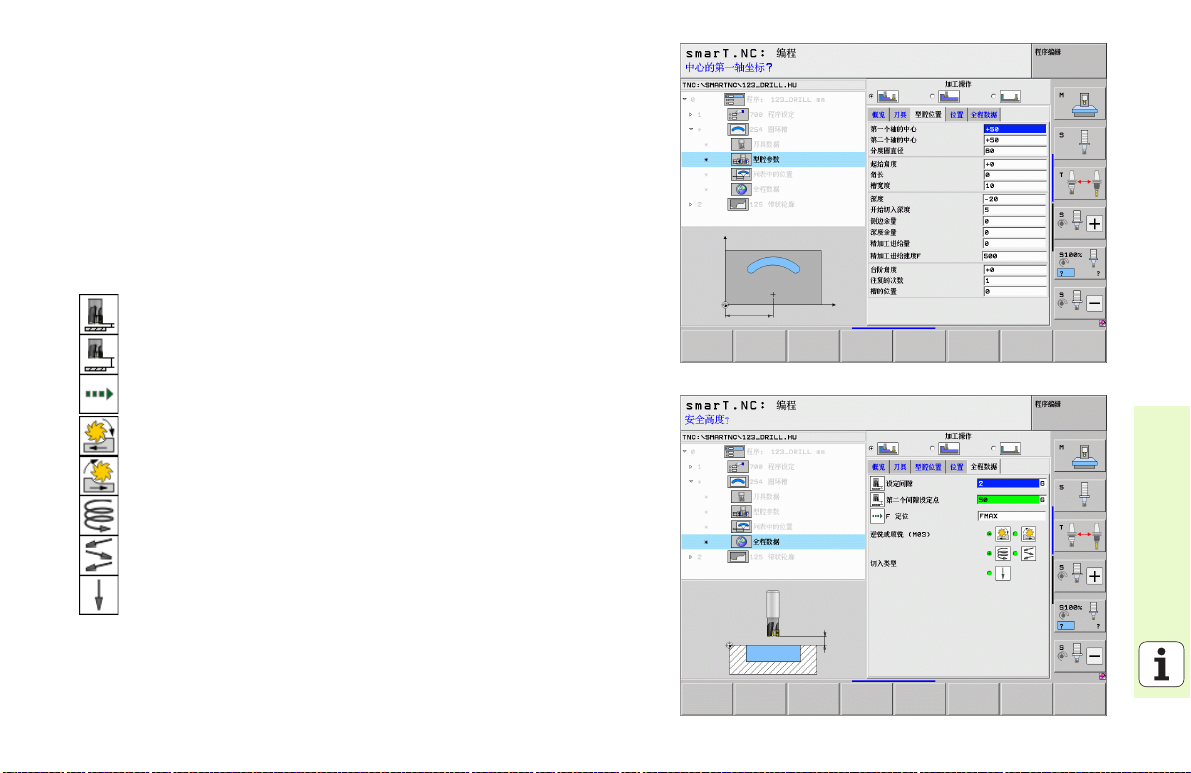
型腔参数明细窗体中的其它参数:
U 侧面的加工余量: 侧面的精铣余量
U 深度的加工余量: 深度的精铣余量
U 精铣进给量: 精铣侧面的进给量。 如果无输入,一次进给完成精铣
U 精铣进给速率 F: 精铣进给速率 [mm/min],FU [mm/rev] 或 FZ [mm/ 刃 ]
U 步距角: 继续旋转整个槽的角度
U 重复次数: 沿节圆的加工次数
U 槽位置: 相对编程位置的槽位置
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 在两加工位置之间运动的进给速率
U 顺铣,或者
U 逆铣
U 用螺旋线运动切入,或者
U 用往复运动切入,或者
U 垂直切入
定义加工操作
95
Page 96

单元 256 矩形凸台
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 切入进给速率 [mm/min],FU [mm/rev] 或 FZ [mm/ 刃 ]
U F: 铣削进给速率 [mm/min] 或 FU [mm/rev] 或 FZ [mm/ 刃 ]
U 凸台长度: 沿参考轴的凸台长度
U 工件毛坯长度 : 沿参考轴的毛坯长度
U 凸台宽度: 沿辅助轴的凸台宽度
U 工件毛坯宽度 : 沿参考轴的毛坯宽度
U 角点半径: 凸台角点半径
U 深度: 凸台的最终深度
U 切入深度: 每刀进给量
定义加工操作
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
U DR2: 刀具 T 的半径差值 2 (角点半径)
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
96
Page 97
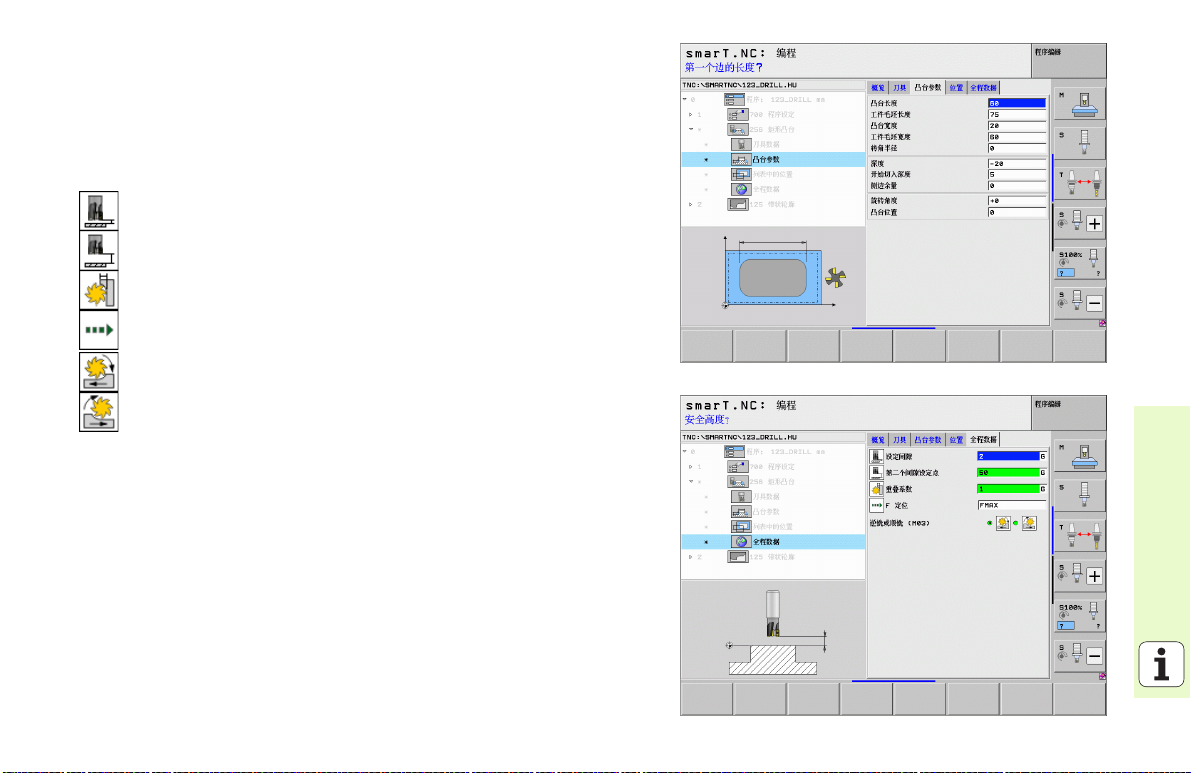
凸台参数明细窗体中的其它参数:
U 侧面的加工余量: 侧面的精铣余量
U 旋转角度: 旋转整个凸台的角度
U 凸台位置: 相对编程位置的凸台位置
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 行距系数
U 在两加工位置之间运动的进给速率
U 顺铣,或者
U 逆铣
定义加工操作
97
Page 98
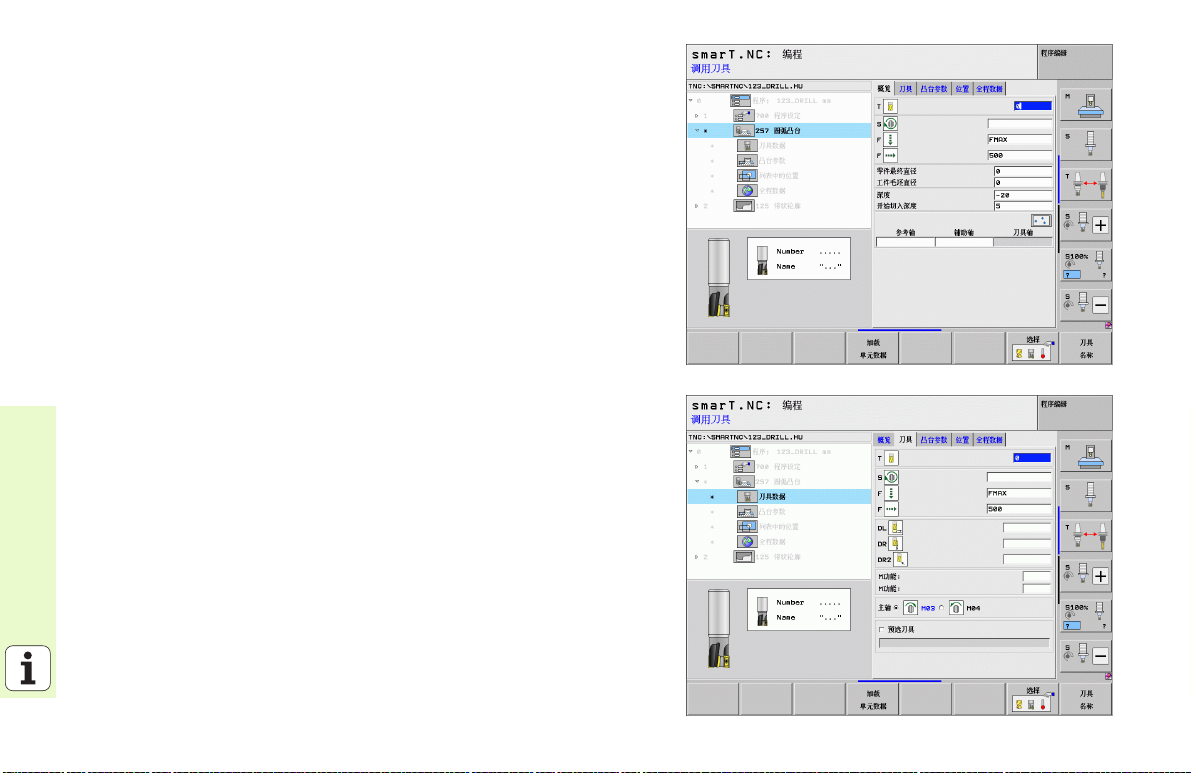
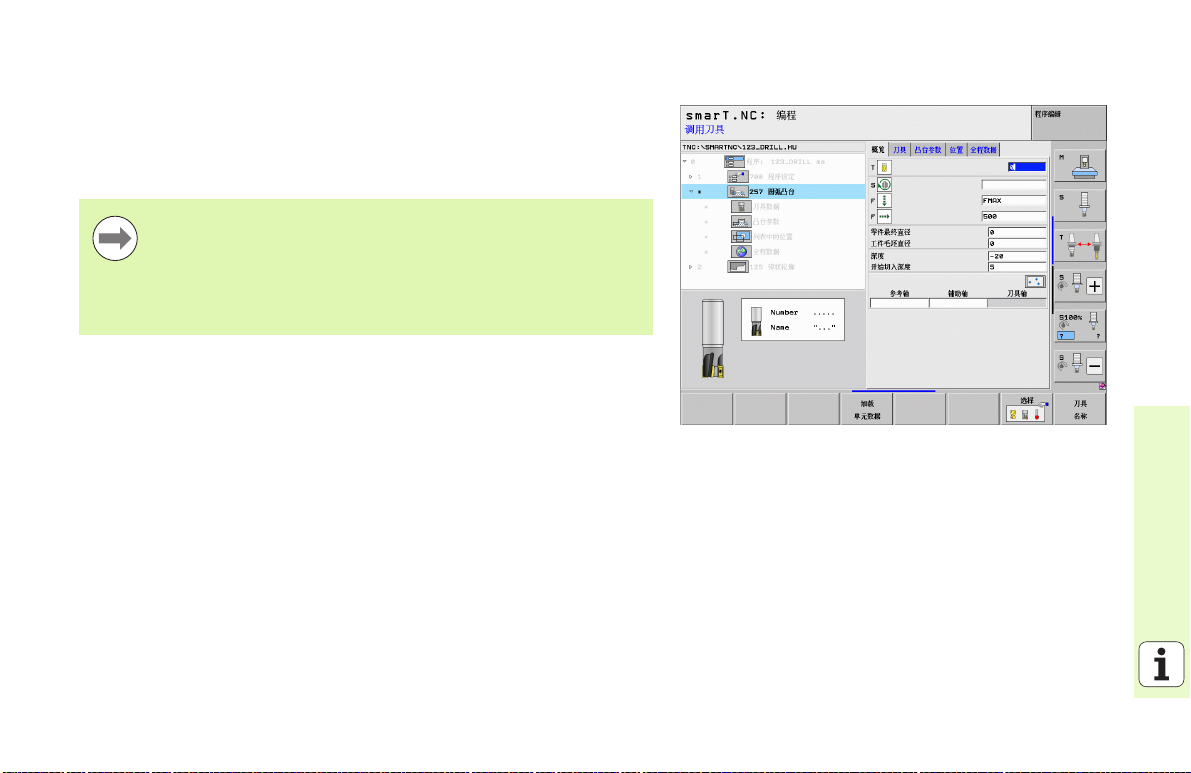
单元 257 圆弧凸台
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 切入进给速率 [mm/min],FU [mm/rev] 或 FZ [mm/ 刃 ]
U F: 铣削进给速率 [mm/min] 或 FU [mm/rev] 或 FZ [mm/ 刃 ]
U 最终直径: 圆弧凸台的最终直径
U 工件毛坯直径 : 圆弧凸台的工件毛坯直径
U 深度: 凸台的最终深度
U 切入深度: 每刀进给量
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
定义加工操作
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
U DR2: 刀具 T 的半径差值 2 (角点半径)
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
98
Page 99

型腔参数明细窗体中的其它参数: K
U 侧面的加工余量: 侧面的精铣余量
全局数据明细窗体中全局有效参数:
U 安全高度
U 第二安全高度
U 行距系数
U 在两加工位置之间运动的进给速率
U 顺铣,或者
U 逆铣
定义加工操作
99
Page 100

单元 208 镗铣
概要窗体中的参数:
U T: 刀具号或刀具名 (用软键切换)
U S: 主轴转速 [rpm] 或切削速度 [m/min 或 ipm]
U F: 铣削进给速率 [mm/min] 或 FU [mm/rev] 或 FZ [mm/ 刃 ]
U 直径: 孔的名义直径
U 深度: 铣削深度
U 切入深度: 刀具一个螺旋运动 (=360 度)的切入深度
U 加工位置 (参见第 144 页的 “ 定义加工位置 ”)
刀具明细窗体中的其它参数:
U DL: 刀具 T 的长度差值
U DR: 刀具 T 的半径差值
定义加工操作
U DR2: 刀具 T 的半径差值 2 (角点半径)
U M功能: 任何辅助功能 M
U 主轴: 主轴旋转方向。smarT.NC 默认设置为 M3
U 刀具预选: 根据需要,这是下次换刀的刀具号,以加快换刀速度 (与
机床有关)。
100
 Loading...
Loading...