

Page 1

Naudotojo žinynas
DIN/ISO
programavimas
iTNC 530
NC programinė įranga
606 420-01
606 421-01
Lietuviškai (lt)
1/2011
Page 2
TNC valdymo elementai
1
50
0
50
100
F %
1
50
0
50
100
S %
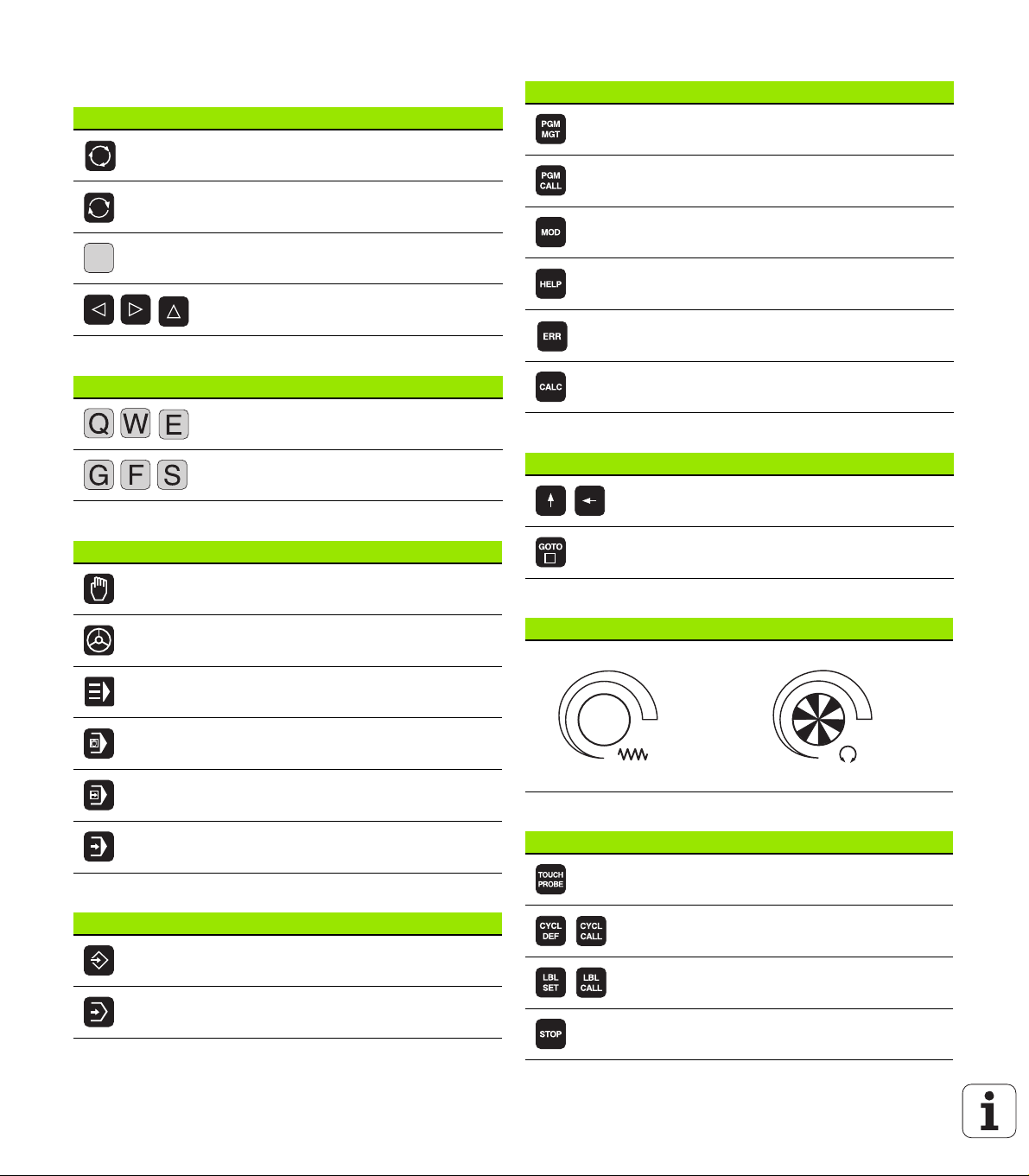
Ekrano valdymo elementai
Mygtukas Funkcija
Ekrano išdėstymo pasirinktis
Ekrane perjungti įrenginio ir
programavimo darbo režimą
Programuojamasis mygtukas: ekrane
pasirinkti funkciją
Programuojamųjų mygtukų juostų
perjungimas
Raidinė klaviatūra
Mygtukas Funkcija
Rinkmenos pavadinimas, komentaras
DIN/ISO programavimas
Įrenginio darbo režimai
Mygtukas Funkcija
Rankinis režimas
Elektroninis smagratis
Programų/rinkmenų valdymas, TNC funkcijos
Mygtukas Funkcija
Programų/rinkmenų pasirinkimas ir
ištrynimas, išorinis duomenų perdavimas
Programos iškvietos apibrėžtis, nulinių
taškų ir taškų lentelių pasirinktis
MOD funkcijos pasirinktis
Rodyti pagalbos tekstus, pasirodžius NC
klaidos pranešimams, TNCguide iškvieta
Visų esamų klaidos pranešimų rodymas
Skaičiuotuvo rodymas
Navigacijos mygtukai
Mygtukas Funkcija
Šviesaus lauko perkėlimas
Sakiniai, ciklų ir parametrų tiesioginė
pasirinktis
Pastūmos ir apsukų skaičiaus potenciometras
Pastūma Suklio apsukų skaičius
smarT.NC
Padėties nustatymas rankine įvestimi
Atskiro sakinio programa
Sakinių sekos programa
Programavimo darbo režimai
Mygtukas Funkcija
Programos išsaugojimas/redagavimas
Programos testavimas
Ciklai, subprogramos ir programos dalies kartojimai
Mygtukas Funkcija
Zondavimo sistemos ciklų apibrėžtis
Ciklų apibrėžtis ir iškvieta
Subprogramų ir programos dalies
kartojimų įvestis ir iškvieta
Programos stabdymo įvestis programoje
Page 3
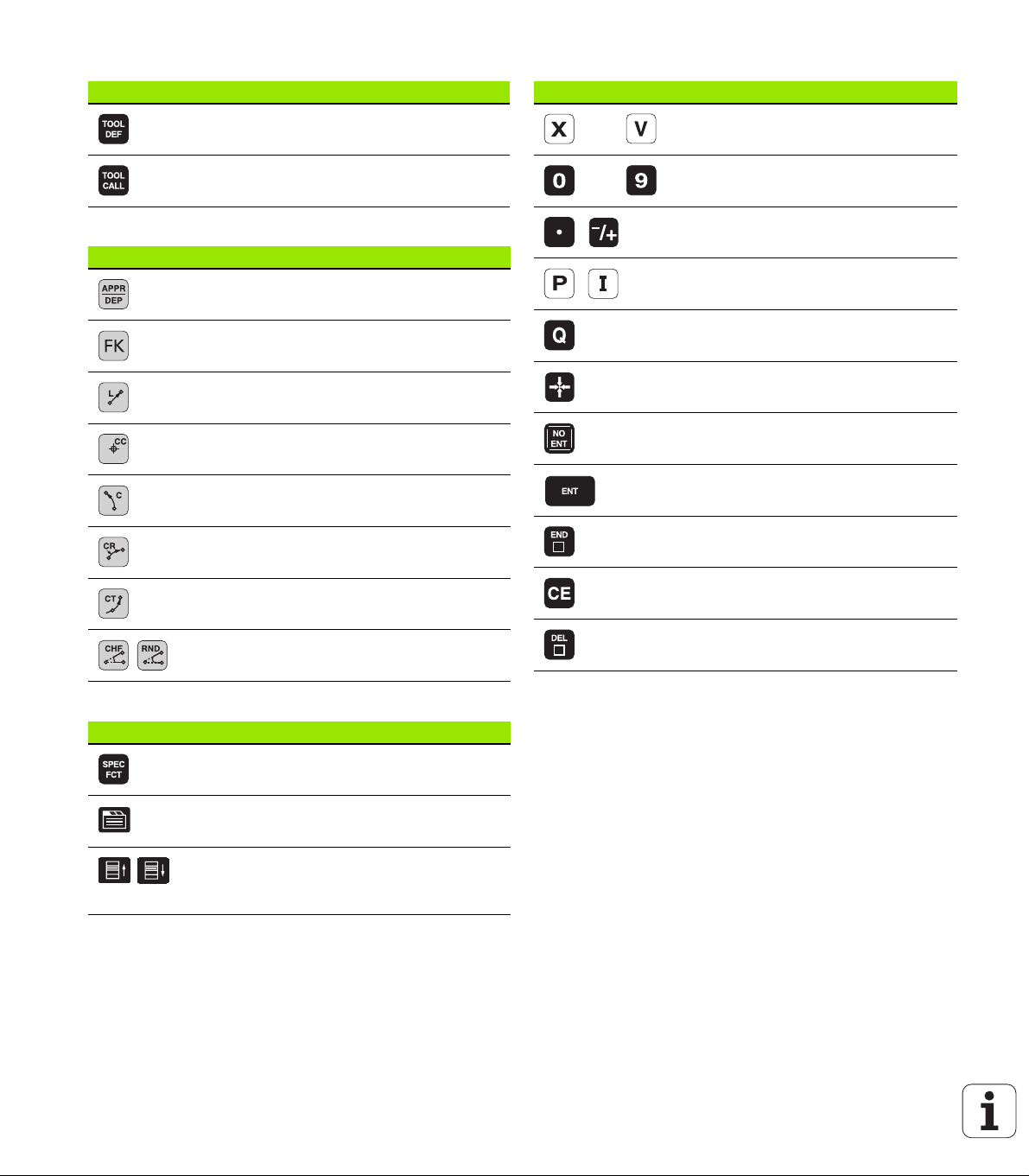
Duomenys apie įrankius
Mygtukas Funkcija
Įrankio duomenų apibrėžtis programoje
Koordinačių ašių ir skaičių įvestis, redagavimas
Mygtukas Funkcija
Koordinačių ašių įvestis arba
įvedimas į programą
Įrankio duomenų iškvieta
Trajektorijos judesių programavimas
Mygtukas Funkcija
Kontūro pritraukimas/palikimas
Laisvas kontūro programavimas FK
Tiesė
Apskritimo centras/polinių koordinačių
polius
Apskritimo tajektorija aplink apskritimo
centrą
Apskritimo trajektorija su spinduliu
Apskritimo trajektorija su liestiniu
prijungimu
Išpjova/kampų apvalinimas
Skaičiai
Dešimtainio taško/priekinio ženklo
keitimas
Polinių koordinačių įvestis / prieauginės
vertės
Q parametro programavimas /
Q-parametro būsena
Esama padėtis, verčių perėmimas iš
skaičiuotuvo
Dialogo klausimų perėjimas ir žodžių
trynimas
Įvesties pabaiga ir dialogo pratęsimas
Sakinio pabaiga, įvesties išjungimas
Skaitinių verčių įvesties atstata arba
TNC klaidos pranešimo ištrynimas
Dialogo nutraukimas, programos dalies
ištrynimas
Specialios funkcijos/smarT.NC
Mygtukas Funkcija
Specialių funkcijų rodymas
smarT.NC: kito skirtuko formoje
pasirinktis
smarT.NC: pirmo įvesties lauko
pasirinktis ankstesniame/tolesniame
rėme
Page 4

Page 5
Apie šį žinyną
Toliau rasite šiame žinyne naudotų nurodomųjų simbolių sąrašą
Šis simbolis parodo, kad atliekant aprašomas funkcijas
būtina atkreipti dėmesį į specialius nurodymus.
Šis simbolis parodo, kad naudojant aprašytas funkcijas
kyla vienas ar keli toliau pateikti pavojai:
pavojus gabalui
pavojus įtempikliui
pavojus įrankiui
pavojus įrenginiui
pavojus operatoriui
Šis simbolis parodo, kad aprašytą funkciją pritaikyti turi
įrenginio gamintojas. Atsižvelgiant į įrenginį, aprašyta
funkcija gali būti atliekama kitaip.
Šis simbolis parodo, kad išsamų funkcijos aprašymą rasite
kitame naudotojo žinyne.
Norėtumėte pakeitimų arba pastebėjote spaudos klaidą?
Mes nuolat stengiamės tobulinti savo dokumentaciją. Padėkite mums
ir praneškite apie norimus pakeitimus, rašykite elektroninio pašto
adresu tnc-userdoc@heidenhain.de.
Apie šį žinyną
HEIDENHAIN iTNC 530 5
Page 6

TNC tipas, programinė įranga ir funkcijos
Šiame žinyne aprašomos funkcijos, kurios TNC naudojamos turint NC
programinę įrangą su šiais numeriais.
TNC tipas NC programinės įrangos Nr.
iTNC 530, HSCI ir HeROS 5 606 420-01
iTNC 530 E, HSCI ir HeROS 5 606 421-01
Kodinė raidė E žymi TNC eksportavimo versiją. TNC eksportavimo
versijoms taikomi šie apribojimai:
Vienalaikis tiesių judėjimas daugiausiai 4 ašyse
HSCI (HEIDENHAIN Serial Controller Interface) žymi naują TNC
valdymo sistemų aparatinės įrangos platformą.
HeROS 5 žymi naują HSCI pagrindu veikiančių TNC valdymo sistemų
operacinę sistemą.
Įrenginio gamintojas, naudodamas įrenginio parametrus, naudojamą
TNC našumą pritaiko atitinkamam įrenginiui. Todėl šiame žinyne
aprašytos ir tos funkcijos, kurios yra ne kiekviename TNC.
TNC funkcijos, kurias galima naudoti visuose įrenginiuose, pavyzdžiui,
yra šios:
įrankio matavimas TT
Susisiekite su įrenginio gamintoju, jei norite sužinoti apie visas
TNC tipas, programinė įranga ir funkcijos
įrenginio atliekamas funkcijas.
6
Page 7
Daugelis įrenginių gamintojų ir HEIDENHAIN siūlo TNC programavimo
kursus. Rekomenduojama dalyvauti šiuose kursuose, kad daugiau
sužinotumėte apie TNC funkcijas.
Naudotojo žinynas „Ciklų programavimas“:
Visos ciklinės funkcijos (zondavimo sistemos ciklai ir
apdorojimo ciklai) yra aprašytos atskirame naudotojo
žinyne. Prireikus naudotojo žinyno kreipkitės į
HEIDENHAIN. Ident. Nr.: 670 388-xx
smarT.NC naudotojo dokumentacija:
smarT.NC darbo režimas yra aprašytas atskiroje
programavimo stoties dokumentacijoje. Prireikus
programavimo stoties, kreipkitės į HEIDENHAIN.
Ident. Nr.: 533 191-xx.
HEIDENHAIN iTNC 530 7
TNC tipas, programinė įranga ir funkcijos
Page 8
Pasirenkama programinė įranga
iTNC 530 galima pasirinkti įvairios programinės įrangos, kurią turi
atblokuoti Jūsų įrenginio gamintojas. Kiekvieną pasirinktį būtina
atblokuoti atskirai, kiekviena atlieka toliau pateiktas funkcijas:
1 pasirenkama programinė įranga
Cilindro gaubto interpoliacija (ciklai 27, 28, 29 ir 39)
Pastūma mm/min. naudojant apvalias ašis: M116
Apdirbimo plokštumos pasukimas (ciklas 19, PLANE funkcija ir
programuojamasis mygtukas 3D-ROT ir rankinis darbo režimas)
Apskritimas 3 ašyse, kai apdirbimo plokštuma pasukta
2 pasirenkama programinė įranga
Sakinio apdorojimo laikas 0,5 ms, vietoje 3,6 ms
5 ašių interpoliacija
Interpoliacija splainais
3D apdorojimas:
M114: automatinė mašinos geometrijos korekcija dirbant su
pasukamomis ašimis
M128: įrankio viršūnės padėties išlaikymas atliekant pasukamų
ašių padėties nustatymą (TCPM)
FUNCTION TCPM: įrankio viršūnės padėties išlaikymas atliekant
TNC tipas, programinė įranga ir funkcijos
pasukamų ašių padėties nustatymą (TCPM) su galimybe
nustatyti poveikį
M144: atsižvelgimas į įrenginio kinematiką
ESAMOSE/NUSTATYTOSIOSE padėtyse sakinio gale
Papildomi parametrai šlichtavimas/pirminis apdirbimas ir
sukamųjų ašių paklaida 32 cikle (G62)
LN sakiniai (3D korekcija)
Pasirenkama programinė įranga –
DCM susidūrimas
Funkcija, kuri kontroliuoja įrenginio gamintojo
nurodytas sritis, kad būtų galima išvengti
susidūrimo.
Pasirenkama programinė įranga –
DXF keitiklis
Kontūrus ir apdirbimo padėtis išskleiskite iš
DXF rinkmenų (formatas R12).
8
Aprašymas
Puslapis 333
Aprašymas
Puslapis 222
Page 9

Pasirenkama programinė įranga –
papildoma dialogo kalba
Funkcija, perjungianti vieną iš šių dialogo
kalbų: slovėnų, slovakų, norvegų, latvių, estų,
korėjiečių, turkų, rumunų, lietuvių.
Aprašymas
Puslapis 580
Pasirenkama programinė įranga –
bendrieji programos nustatymai
Funkcija koordinačių transformacijų sanklotai,
vykdant apdorojimo darbo režimą, smagračiu
atliekama sanklota virtualia ašies kryptimi.
Pasirenkama programinė AFC Aprašymas
Adaptyvaus pastūmos reguliavimo funkcija
pjovimo sąlygoms optimizuoti serijinės
gamybos metu.
Pasirenkama programinė KinematicsOpt Aprašymas
Zondavimo sistemos ciklai įrenginio tikslumui
tikrinti ir optimizuoti.
Pasirenkama programinė įranga
3D-ToolComp
Nuo prieigos kampo priklausanti 3D įrankio
spindulio korekcija LN rinkiniuose.
Aprašymas
Puslapis 351
Puslapis 362
Ciklų naudotojo
žinynas
Aprašymas
Puslapis 362
TNC tipas, programinė įranga ir funkcijos
HEIDENHAIN iTNC 530 9
Page 10
Išvystymo lygis (atnaujinimo funkcijos)
Šalia pasirenkamos programinės įrangos ir toliau tobulinama TNC
programinė įranga, naudojant atnaujinimo funkcijas, taip vadinamąjį
Feature Content Level (angl. funkcijų išvystymo lygio sąvoka). FCL
pavaldžiomis funkcijomis Jūs naudotis negalėsite, jei į TNC gausite
programinės įrangos atnaujinimo versiją.
Jei gaunate naują įrenginį, tai visos atnaujinimo funkcijos
pristatomos be papildomo mokesčio.
Atnaujinimo funkcijos žinyne pažymėtos FCL n, n žymi funkcijos
išvystymo lygio eilės numerį.
Nusipirkę kodo numerį galite visam laikui atblokuoti FCL funkcijas.
Tam susisiekite su savo įrenginio gamintoju arba HEIDENHAIN.
FCL 4 funkcijos Aprašymas
Grafinis apsaugos skyriaus vaizdavimas
esant aktyviai susidūrimo kontrolei DCM
Puslapis 337
Smagračiu atliekama sanklota
sustabdžius ir esant aktyviai susidūrimo
kontrolei DCM
3D pagrindinis sukimas (įtempimo
kompensacija)
FCL 3 funkcijos Aprašymas
TNC tipas, programinė įranga ir funkcijos
Zondavimo sistemos ciklas 3D
zondavimui
Zondavimo sistemos ciklai automatiniam
atskaitos taško nustatymui, centras,
griovelis/centras, briauna
Pastūmos mažinimo funkcija apdirbant
kontūro įdubą, kai įrankis visiškai
įstumtas
PLOKŠTUMOS funkcija: ašies kampo
įvestis
Naudotojo dokumentacija kaip
kontekstinė pagalbos sistema
smarT.NC: smarT.NC programavimas
lygiagrečiai su apdirbimu
smarT.NC: kontūro įduba ant taškų
šablono
Puslapis 336
Įrenginio naudotojo
žinynas
Ciklų naudotojo žinynas
Ciklų naudotojo žinynas
Ciklų naudotojo žinynas
Puslapis 402
Puslapis 146
Puslapis 108
Programavimo stotis su
smarT.NC
10
Page 11
FCL 3 funkcijos Aprašymas
smarT.NC: kontūro programų rodymas
rinkmenų tvarkytuve
Programavimo stotis su
smarT.NC
smarT.NC: padėties nustatymo
strategija apdirbant taškus
FCL 2 funkcijos Aprašymas
3D linijų grafikas Puslapis 138
Virtuali įrankio ašis Puslapis 502
USB palaikymas blokiniuose
prietaisuose (atminties raktai, standieji
diskai, CD-ROM grotuvai)
Galimybė kiekvienai kontūro daliai
priskirti skirtingą gylį kontūro formulėje
Zondavimo sistemos ciklas bendram
zondavimo sistemos parametrų nustatymui
smarT.NC: sakinio paskubos
vaizdavimas grafiku
smarT.NC: koordinačių transformacijos Programavimo stotis su
smarT.NC: PLOKŠTUMOS funkcija Programavimo stotis su
Programavimo stotis su
smarT.NC
Puslapis 118
Ciklų naudotojo žinynas
Naudotojo žinynas
„Zondavimo sistemos ciklai“
Programavimo stotis su
smarT.NC
smarT.NC
smarT.NC
Iš anksto numatyta naudojimo vieta
TNC tipas, programinė įranga ir funkcijos
TNC atitinka A klasę pagal EN 55022 ir iš esmės yra numatytas
naudoti pramonės srityse.
Teisinis nurodymas
Šiame produkte naudojama „Open Source“ programinė įranga.
Daugiau informacijos rasite valdymo sistemoje, skyriuose
U išsaugojimo/redagavimo darbo režimas
U MOD funkcija
U Programuojamasis mygtukas TEISINIAI NURODYMAI
HEIDENHAIN iTNC 530 11
Page 12

Naujos funkcijos 606 42x-01 susijusios su ankstesnėmis versijomis 340 49x-05
Išorėje sukurtų rinkmenų atidarymas ir apdorojimas iš naujo
340 49x-05
(žr. „Papildomi įrankiai išorinių tipų rinkmenoms valdyti” psl. 121)
Naujos funkcijos užduočių juostoje (žr. „Užduočių juosta” psl. 80)
Išplėstinės funkcijos konfigūruojant eterneto sąsają
(žr. „TNC konfigūravimas” psl. 552)
Funkcinės saugos FS (pasirinktis) papildymai:
Bendroji informacija apie funkcinę saugą FS
(žr. „Bendrai” psl. 460)
Sąvokų paaiškinimai (žr. „Sąvokų paaiškinimai” psl. 461)
Ašių padėčių patikrinimas (žr. „Patikr. ašių padėtis” psl. 462)
Pastūmos apribojimo aktyvinimas (žr. „Pastūmos apribojimo
aktyvinimas” psl. 464)
Praplėtimai bendruosiuose būsenos rodmenyse TNC su funkcine
sauga (žr. „Papildomi būsenos rodmenys” psl. 464)
Palaikomi nauji smagračiai HR 510, HR 520 ir HR 550 FS
(žr. „Traukimas elektroniniais smagračiais” psl. 448)
Nauja pasirenkama programinė į
kampo priklausanti 3D įrankio spindulio korekcija rinkiniuose su
plokštumos-normalės vektoriais (LN rinkiniai)
3D linijiniame grafike dabar galimas ir visaekranis režimas
(žr. „3D linijinis grafikas (FCL2 funkcija)” psl. 138)
Rinkmenoms pasirinkti įvairiose NC funkcijose ir padėklų lentelės
vaizde dabar yra rinkmenų parinkties dialogas(žr. „Bet kurios
programos kaip subprogramos iškvieta” psl. 244)
DCM: įveržimo situacijų išsaugojimas ir atkūrimas
DCM: formoje sukuriant patikros programą dabar taip pat yra ikonos
ir patarimo tekstai (žr. „Išmatuoto įtempiklio padėties tikrinimas”
psl. 344)
DCM, FixtureWizard: zondavimo taškai ir zondavimo seka rodoma
aiškiau
DCM, FixtureWizard: galima rodyti arba paslėpti pavadinimus,
zondavimo taškus ir papildomo matavimo taškus (žr. „FixtureWizard
valdymas” psl. 341)
DCM, FixtureWizard: įtempiklius ir įkabinimo taškus dabar galima
pasirinkti spustelėjus pele
DCM: dabar disponuojama biblioteka su standartiniais įtempikliais
(žr. „Siūlomi įtempikliai” psl. 340)
DCM: įrankio laikiklio valdymas (žr. „Įrankių laikiklių valdymo sistema
Naujos funkcijos 606 42x-01 susijusios su ankstesnėmis versijomis
(pasirenkama programinė įranga DCM)” psl. 348)
Režime „Programos testavimas“ dabar galima rankiniu būdu
apibrėžti apdirbimo plokštumą (žr. „Pasuktų apdirbimo plokštumų
programos testavimui nustatymas” psl. 526)
Įrenginiuose be matavimo prietaisų sukamosiose ašyse per M114
galima nustatyti sukamųjų ašių koordinates virtualiai ašies krypčiai
VT apibrėžti (žr. „Virtualioji ašis VT” psl. 361)
ranga 3D-ToolComp: nuo prieigos
12
Page 13

Rankiniame režime dabar yra ir padėties rodmens RW-3D režimas
(žr. „Padėties rodmenų pasirinktis” psl. 563)
Įvestys įrankių lentelėje TOOL.T (žr. „Įrankių lentelė: standartiniai
įrankių duomenys” psl. 158):
Naujas stulpelis DR2TABLE nuo prieigos kampo priklausančios
įrankio spindulio korekcijos lentelei apibrėžti
Naujas stulpelis LAST_USE, į kurį TNC įrašo paskutinės įrankio
iškvietos datą ir laiką
Q parametro programavimas: sekos parametrai QS taip pat gali
naudoti peršokimo adresus peršokimų, paprogramių arba programų
dalių kartojimų atveju (žr. „Subprogramos iškvieta”, psl. 242,
žr. „Programos dalies kartojimo iškvieta”, psl. 243 ir žr. „Jei/tai
sprendimų programavimas”, psl. 268)
Įrankių naudojimo sąrašų sukūrimą apdirbimo darbo režimuose
galima konfigūruoti per formuliarą (žr. „Įrankio naudojimo patikros
nustatymai” psl. 177)
Veiksmus trinant įrankius iš įrankių lentelės dabar galima įtakoti per
įrenginio parametrą 7263 (žr. „Įrankių lentelių redagavimas”
psl. 164)
Padėties nustatymo režime TURN su PLANE funkcija galima
apibrėžti saugų aukštį, į kurį turi būti atgal atitraukiamas įrankis prieš
pasukant įrankio ašies kryptį (žr. „Automatinis pakreipimas:
MOVE/TURN/STAY (būtina įvesti)” psl. 404)
Išplėstinėje įrankių valdymo sistemoje dabar yra tokios papildomos
funkcijos (žr. „Įrankių valdymo sistema (pasirenkama programinė
įranga)” psl. 180):
Stulpelius su specialiomis funkcijomis dabar galima taip pat
redaguoti
Įrankio duomenų formoje dabar pasirinktinai galima užbaigti
pakeistas reikšmes, jas išsaugant arba neišsaugant
Lentelėje dabar yra paieškos funkcija
Indeksuoti įrankiai dabar tiksliai vaizduojami formoje
Įrankių sekos sąraše yra pateikiama kita išsami informacija
Įrankio d
iškeliamas nutempiant
Stulpelius lentelės vaizde galima paprasčiausiai perstumti
nutempiant
Režime MDI dabar yra ir kelios specialios funkcijos (mygtukas SPEC
FCT) (žr. „Paprastų apdirbimų programavimas ir vykdymas”
psl. 504)
Yra naujas rankinis zondavimo ciklas, su kuriuo galima išlyginti
ruošinio nuožulnias padėtis sukant apvalų stalą (žr. „Ruošinio
derinimas pagal 2 taškus:” psl. 487)
Naujas zondavimo sistemos ciklas zondavimo sistemai kalibruoti
kalibravimo rutuliu (žr. naudotojo žinyną „Ciklų programavimas“)
ėtuvės įkėlimo ir iškėlimo sąrašas gali būti įkeliamas ir
340 49x-05
Naujos funkcijos 606 42x-01 susijusios su ankstesnėmis versijomis
HEIDENHAIN iTNC 530 13
Page 14
KinematicsOpt: geresnis palaikymas ašių su galiniais danteliais
padėčiai nustatyt (žr. naudotojo žinyną „Ciklų programavimas“)
KinematicsOpt: buvo įvestas papildomas parametras sukamosios
ašies tarpui nustatyti (žr. naudotojo žinyną „Ciklų programavimas“)
Naujas apdirbimo ciklas 275, trochoidinių griovelių frezavimas
(žr. naudotojo žinyną „Ciklų programavimas“)
Cikle 241 atskiram gręžimui dabar galima apibrėžti ir išlaikymo gylį
340 49x-05
(žr. naudotojo žinyną „Ciklų programavimas“)
Ciklo 39 CILINDRO GAUBTO KONTŪRAS pritraukimo ir atitraukimo
savybės dabar yra reguliuojamos (žr. naudotojo žinyną „Ciklų
programavimas“)
Naujos funkcijos 606 42x-01 susijusios su ankstesnėmis versijomis
14
Page 15

Pakeistos funkcijos 606 42x-01 susijusios su ankstesnėmis versijomis 340 49x-06
Zondavimo sistemos ilgio ir spindulio kalibravimo meniu taip pat
rodomi aktyvaus įrankio numeris ir pavadinimas (jei reikia naudoti
kalibravimo duomenis iš įrankių lentelės, MP7411 = 1, žr. „Kelių
kalibravimo duomenų sakinių valdymas”, psl. 481)
PLANE funkcija pasukant į likusio atstumo režimą dabar rodo
faktiškai dar traukiamą kampą iki eilutės padėties (žr. „Padėties
rodmuo” psl. 389)
Pakeistos šoninio šlichtavimo su ciklu 24 (DIN/ISO: G124)
pritraukimo savybės (žr. naudotojo žinyną „Ciklų programavimas“)
340 49x-06
HEIDENHAIN iTNC 530 15
Pakeistos funkcijos 606 42x-01 susijusios su ankstesnėmis versijomis
Page 16
340 49x-06
Pakeistos funkcijos 606 42x-01 susijusios su ankstesnėmis versijomis
16
Page 17
Turinys
Pirmieji žingsniai su iTNC 530
1
Įvadas
2
Programavimas: pagrindai, rinkmenų
valdymo sistema
3
Programavimas: pagalbinės
programavimo priemonės
4
Programavimas: įrankiai
5
Programavimas: kontūrų programavimas
6
Programavimas: papildomos funkcijos
7
Programavimas: duomenų perėmimas iš
DXF rinkmenų
8
Programavimas: subprogramos ir
programos dalies kartojimai
9
Programavimas: Q parametras
10
Programavimas: papildomos funkcijos
11
Programavimas: specialios funkcijos
12
Programavimas: kelių ašių apdorojimas
13
Programavimas: padėklų valdiklis
14
Padėties nustatymas rankine įvestimi
15
Programos testas ir programos eiga
16
MOD funkcijos
17
Lentelės ir peržiūros
18
HEIDENHAIN iTNC 530 17
Page 18

Page 19
1 Pirmieji žingsniai su iTNC 530 ..... 41
1.1 Peržiūra ..... 42
1.2 Įrenginio įjungimas ..... 43
Energijos tiekimo nutrūkimo patvirtinimas ir atskaitos taškų pritraukimas ..... 43
1.3 Pirmosios dalies programavimas ..... 44
Tinkamo darbo režimo pasirinkimas ..... 44
Svarbiausi TNC valdymo elementai ..... 44
Naujos programos atidarymas/rinkmenų valdymo sistema ..... 45
Ruošinio apibrėžimas ..... 46
Programos struktūra ..... 47
Paprasto kontūro programavimas ..... 48
Ciklų programos sukūrimas ..... 50
1.4 Pirmosios dalies grafinis testavimas ..... 52
Tinkamo darbo režimo pasirinkimas ..... 52
Įrankių lentelės pasirinkimas programos testavimui ..... 52
Programos, kurią norima testuoti, pasirinkimas ..... 53
Ekrano išdėstymo ir vaizdo pasirinkimas ..... 53
Programos testavimo įjungimas ..... 54
1.5 Įrankių derinimas ..... 55
Tinkamo darbo režimo pasirinkimas ..... 55
Įrankių paruošimas ir matavimas ..... 55
Įrankių lentelė TOOL.T ..... 55
Vietų lentelė TOOL_P.TCH ..... 56
1.6 Gabalo derinimas ..... 57
Tinkamo darbo režimo pasirinkimas ..... 57
Gabalo įveržimas ..... 57
Gabalo derinimas naudojant 3D zondavimo sistemą ..... 58
Atskaitos taško nustatymas 3D zondavimo sistema ..... 59
1.7 Pirmosios programos vykdymas ..... 60
Tinkamo darbo režimo pasirinkimas ..... 60
Programos, kurią norima įvykdyti, pasirinkimas ..... 60
Programos paleidimas ..... 60
HEIDENHAIN iTNC 530 19
Page 20

2 Įvadas ..... 61
2.1 iTNC 530 ..... 62
Programavimas: HEIDENHAIN atviro, nekoduoto teksto dialogas, smarT.NC ir DIN/ISO ..... 62
Suderinamumas ..... 62
2.2 Ekranas ir valdymo pultas ..... 63
Ekranas ..... 63
Ekrano išdėstymo nustatymas ..... 64
Valdymo pultas ..... 65
2.3 Darbo režimai ..... 66
Rankinis režimas ir el. smagratis ..... 66
Padėties nustatymas rankine įvestimi ..... 66
Programos išsaugojimas/redagavimas ..... 67
Programos testavimas ..... 67
Sakinių sekos programa ir atskiro sakinio programa ..... 68
2.4 Būsenos rodmenys ..... 69
Būsenos rodmuo „Bendrai“ ..... 69
Papildomi būsenos rodmenys ..... 71
2.5 Langų tvarkytuvas ..... 79
Užduočių juosta ..... 80
2.6 Priedas: 3D zondavimo sistemos ir elektroniniai smagračiai iš HEIDENHAIN ..... 81
3D zondavimo sistemos ..... 81
Elektroniniai smagračiai HR ..... 82
20
Page 21
3 Programavimas: pagrindai, rinkmenų valdymo sistema ..... 83
3.1 Pagrindai ..... 84
Atstumo matavimo prietaisai ir atskaitos žymos ..... 84
Atskaitos sistema ..... 84
Atskaitos sistema frezavimo staklėse ..... 85
Polinės koordinatės ..... 86
Absoliutinės ir prieauginės gabalo padėtys ..... 87
Atskaitos taško pasirinkimas ..... 88
3.2 Programų atidarymas ir įvedimas ..... 89
NC programos sukūrimas DIN/ISO formatu ..... 89
Ruošinio apibrėžtis: G30/G31 ..... 89
Naujos apdirbimo programos atidarymas ..... 90
Įrankio judesių užprogramavimas, DIN/ISO ..... 92
Esamos padėties perėmimas ..... 93
Programos redagavimas ..... 94
TNC paieškos funkcija ..... 98
3.3 Rinkmenų valdymo sistema: pagrindai ..... 100
Rinkmenos ..... 100
Išorėje sukurtų rinkmenų rodymas TNC ..... 102
Duomenų apsauga ..... 102
3.4 Darbas su rinkmenų valdymo sistema ..... 103
Katalogai ..... 103
Maršrutai ..... 103
Peržiūra: rinkmenų valdymo sistemos funkcijos ..... 104
Iškviesti rinkmenų valdymo sistemą ..... 105
Diskai, katalogų ir rinkmenų pasirinkimas ..... 106
Naujo katalogo sukūrimas (galima tik TNC:\ diske) ..... 109
Naujos rinkmenos sukūrimas (galima tik TNC:\ diske) ..... 109
Atskirų rinkmenų kopijavimas ..... 110
Rinkmenos kopijavimas į naują katalogą ..... 111
Lentelės kopijavimas ..... 112
Katalogo kopijavimas ..... 113
Vienos iš paskutinį kartą pasirinktos rinkmenos pasirinkimas ..... 113
Rinkmenos ištrynimas ..... 114
Katalogo ištrynimas ..... 114
Rinkmenų žymėjimas ..... 115
Rinkmenos pervadinimas ..... 117
Papildomos funkcijos ..... 118
Darbas su sparčiaisiais klavišais ..... 120
Papildomi įrankiai išorinių tipų rinkmenoms valdyti ..... 121
Duomenų perkėlimas į/iš išorinės duomenų laikmenos ..... 125
TNC tinkle ..... 127
USB prietaisai TNC (FCL 2 funkcija) ..... 128
HEIDENHAIN iTNC 530 21
Page 22

4 Programavimas: pagalbinės programavimo priemonės ..... 131
4.1 Komentarų įterpimas ..... 132
Naudojimas ..... 132
Komentaras įvedant programą ..... 132
Komentaro įvedimas vėliau ..... 132
Komentaras savame sakinyje ..... 132
Funkcijos redaguojant komentarą ..... 133
4.2 Programų suskirstymas ..... 134
Apibrėžtis, naudojimo galimybės ..... 134
Suskirstymo lango rodymas/aktyvaus lango perjungimas ..... 134
Suskirstymo sakinio įterpimas programos lange (kairėje) ..... 134
Sakinių pasirinkimas suskirstymo lange ..... 134
4.3 Skaičiuotuvas ..... 135
Valdymas ..... 135
4.4 Programavimo grafikas ..... 136
Programavimo grafiko traukimas/netraukimas ..... 136
Programavimo grafiko kūrimas esamai programai ..... 136
Rinkinio numerių rodymas ir paslėpimas ..... 137
Grafiko trynimas ..... 137
Iškarpos padidinimas arba sumažinimas ..... 137
4.5 3D linijinis grafikas
(FCL2 funkcija) ..... 138
Naudojimas ..... 138
3D linijinio grafiko funkcijos ..... 138
NC sakinių žymėjimas kita spalva grafike ..... 140
Rinkinio numerių rodymas ir paslėpimas ..... 140
Grafiko trynimas ..... 140
4.6 Tiesioginė pagalba gavus NC klaidų pranešimų ..... 141
Klaidų pranešimų rodymas ..... 141
Pagalbos rodymas ..... 141
4.7 Visų esamų klaidų pranešimų sąrašas ..... 142
Funkcija ..... 142
Klaidų sąrašo rodymas ..... 142
Lango turinys ..... 143
Pagalbos sistemos TNCguide iškvietimas ..... 144
Serviso rinkmenų suk
4.8 Kontekstinė pagalbos sistema TNCguide (FCL3 funkcija) ..... 146
Naudojimas ..... 146
Darbas su TNCguide ..... 147
Aktualių pagalbos rinkmenų įkeltis ..... 151
ūrimas ..... 145
22
Page 23

5 Programavimas: įrankiai ..... 153
5.1 Su įrankiais susijusios įvestys ..... 154
Pastūma F ..... 154
Suklio apsukų skaičius S? ..... 155
5.2 Įrankio duomenys ..... 156
Įrankio korekcijos sąlygos ..... 156
Įrankio numeris, įrankio pavadinimas ..... 156
Įrankio ilgis L ..... 156
Įrankio spindulys R ..... 156
Delta vertės ilgiams ir spinduliams ..... 157
Įrankio duomenų įvedimas į programą ..... 157
Įrankio duomenų įvedimas į lentelę ..... 158
Įrankio laikiklių kinematika ..... 167
Atskirų įrankio duomenų perrašymas iš išorinio AK ..... 168
Vietų lentelė įrankių keitikliui ..... 169
Įrankio duomenų iškvietimas ..... 172
Įrankio keitimas ..... 174
Įrankio naudojimo patikra ..... 177
Įrankių valdymo sistema (pasirenkama programinė įranga) ..... 180
5.3 Įrankio korekcija ..... 185
Įvadas ..... 185
Įrankio ilgio korekcija ..... 185
Įrankio spindulio korekcija ..... 186
HEIDENHAIN iTNC 530 23
Page 24
6 Programavimas: kontūrų programavimas ..... 191
6.1 Įrankio judesiai ..... 192
Trajektorijos funkcijos ..... 192
Papildomos funkcijos M ..... 192
Subprogramos ir programos dalies kartojimai ..... 192
Programavimas su Q parametrais ..... 192
6.2 Trajektorijos funkcijų pagrindai ..... 193
Įrankio judesio užprogramavimas apdirbimui ..... 193
6.3 Kontūro pritraukimas ir palikimas ..... 196
Pradinis ir galinis taškas ..... 196
Pritraukimas ir nuvedimas liestiniu būdu ..... 198
6.4 Trajektorijos judesiai – stačiakampės koordinatės ..... 200
Trajektorijos funkcijų peržiūra ..... 200
Tiesė greitąja eiga G00
Tiesė su pastūma G01 F ..... 201
Išpjovos tarp dviejų tiesių įterpimas ..... 202
Kampų apvalinimas G25 ..... 203
Apskritimo centras I, J ..... 204
Apskritimo trajektorija C aplink apskritimo centrą CC ..... 205
Apskritimo trajektorija G02/G03/G05 su nustatytu spinduliu ..... 206
Apskritimo trajektorija G06 su liestiniu prijungimu ..... 208
6.5 Trajektorijos judesiai – polinės koordinatės ..... 213
Peržiūra ..... 213
Ankstesnės polinės koordinatės: polius I, J ..... 214
Tiesė greitąja eiga G10
Tiesės su pastūma G11 F ..... 214
Apskritimo trajektorija G12/G13/G15 aplink polių I, J ..... 215
Apskritimo trajektorija G16 su liestiniu prijungimu ..... 216
Sraigtinė linija (spiralė) ..... 217
24
Page 25
7 Programavimas: duomenų perėmimas iš DXF rinkmenų ..... 221
7.1 DXF rinkmenų apdorojimas (pasirenkama programinė įranga) ..... 222
Naudojimas ..... 222
DXF rinkmenų atidarymas ..... 223
Pagrindiniai nustatymai ..... 224
Lygmens nustatymas ..... 226
Atskaitos taško nustatymas ..... 227
Kontūro pasirinkimas ir išsaugojimas ..... 229
Apdirbimo padėčių pasirinkimas ir išsaugojimas ..... 232
Mastelio funkcija ..... 238
HEIDENHAIN iTNC 530 25
Page 26
8 Programavimas: subprogramos ir programos dalies kartojimai ..... 239
8.1 Subprogramos ir programos dalies kartojimai ..... 240
Žyma ..... 240
8.2 Subprogramos ..... 241
Veikimo būdas ..... 241
Programavimo nurodymai ..... 241
Subprogramos programavimas ..... 241
Subprogramos iškvieta ..... 242
8.3 Programos dalies kartojimai ..... 243
Žyma G98 ..... 243
Veikimo būdas ..... 243
Programavimo nurodymai ..... 243
Programos dalies kartojimo užprogramavimas ..... 243
Programos dalies kartojimo iškvieta ..... 243
8.4 Bet kuri programa kaip subprograma ..... 244
Veikimo būdas ..... 244
Programavimo nurodymai ..... 244
Bet kurios programos kaip subprogramos iškvieta ..... 244
8.5 Sluoksniavimai ..... 246
Sluoksniavimo būdai ..... 246
Sluoksniavimo lygis ..... 246
Subprograma subprogramoje ..... 247
Programos dalies kartojimų kartojimas ..... 248
Subprogramos kartojimai ..... 249
8.6 Programavimo pavyzdžiai ..... 250
26
Page 27

9 Programavimas: Q-parametras ..... 257
9.1 Principas ir funkcijų peržiūra ..... 258
Programavimo nurodymai ..... 260
Q parametrų funkcijų iškvieta ..... 261
9.2 Dalių grupės – Q parametrai vietoje skaitinių verčių ..... 262
Naudojimas ..... 262
9.3 Kontūrų aprašymas matematinėmis funkcijomis ..... 263
Naudojimas ..... 263
Peržiūra ..... 263
Pagrindinių aritmetinių veiksmų programavimas ..... 264
9.4 Kampo funkcijos (trigonometrija) ..... 265
Apibrėžtys ..... 265
Kampo funkcijų programavimas ..... 266
9.5 Jei/tai sprendimai su Q parametrais ..... 267
Naudojimas ..... 267
Būtini peršokimai ..... 267
Jei/tai sprendimų programavimas ..... 268
9.6 Q parametro tikrinimas ir keitimas ..... 269
Atliekami veiksmai ..... 269
9.7 Papildomos funkcijos ..... 270
Peržiūra ..... 270
D14: ERROR: perduoti klaidos pranešimą ..... 271
D15 PRINT: perduoti tekstus arba Q parametrų vertes ..... 275
D19 PLC: vertes perduoti PLC ..... 276
9.8 Tiesioginis formulės įvedimas ..... 277
Formulės įvedimas ..... 277
Aritmetinių veiksmų taisyklės ..... 279
Įvesties pavyzdys ..... 280
9.9 Sekos parametrai ..... 281
Sekos apdorojimo funkcijos ..... 281
Sekos parametrų priskirtis ..... 282
Sekos parametrų sujungimas ..... 283
Skaitinės vertės pertvarkymas
Sekos dalies kopijavimas iš sekos parametro ..... 285
Sistemos duomenų kopijavimas į sekos parametrą ..... 286
Sekos parametrų pertvarkymas į skaitines vertes ..... 288
Sekos parametro tikrinimas ..... 289
Sekos parametro ilgio nustatymas ..... 290
Abėcėlinės eilės tvarkos palyginimas ..... 291
į sekos parametrą ..... 284
HEIDENHAIN iTNC 530 27
Page 28

9.10 Parinktas Q parametras ..... 292
Vertės iš PLC: nuo Q100 iki Q107 ..... 292
WMAT sakinys: QS100 ..... 292
Aktyvaus įrankio spindulys: Q108 ..... 292
Įrankio ašis: Q109 ..... 293
Suklio būsena: Q110 ..... 293
Aušinimo priemonės tiekimas: Q111 ..... 293
Sanklotos koeficientas: Q112 ..... 293
Matmenų duomenys programoje: Q113 ..... 294
Įrankio ilgis: Q114 ..... 294
Koordinatė po zondavimo, vykstant programai ..... 294
Esamos-nustatytosios vertės nuokrypis automatiškai matuojant įrankį TT 130 ..... 295
Apdirbimo plokštumos pasukimas su gabalo kampų nustatymu: TNC apskaičiuotos sukamųjų ašių
koordinatės ..... 295
Zondavimo sistemos ciklų matavimo rezultatas (taip pat žr. naudotojo žinyną „Zondavimo sistemos ciklai“) ..... 296
9.11 Programavimo pavyzdžiai ..... 298
28
Page 29
10 Programavimas: papildomos-funkcijos ..... 305
10.1 papildomų M funkcijų ir STOPP įvedimas ..... 306
Pagrindai ..... 306
10.2 Papildomos funkcijos programos eigos kontrolei, sukliui ir aušinimo priemonei ..... 307
Peržiūra ..... 307
10.3 Papildomos funkcijos koordinačių įvestims ..... 308
Su įrenginiu susijusių koordinačių programavimas: M91/M92 ..... 308
Aktyvinkite paskutinį nustatytą atskaitos tašką: M104 ..... 310
Padėties pritraukimas nepasuktoje koordinačių sistemoje esant pasuktai apdirbimo plokštumai: M130 ..... 310
10.4 Papildomos funkcijos trajektorijos veiksmams ..... 311
Kampų šlifavimas: M90 ..... 311
Apibrėžto suapvalinimo apskritimo įterpimas tarp tiesės dalių: M112 ..... 311
Apdirbant neatsižvelgti į nepakoreguotus tiesės sakinius: M124 ..... 312
Apdoroti nedideles kontūro atkarpas: M97 ..... 313
Visiškai apdirbti atvirus kontūro kampus: M98 ..... 315
Pastūmos koeficientas įstūmimo judesiams: M103 ..... 316
Pastūma milimetrais/suklio apsukimas: M136 ..... 317
Pastūmos greitis formuojant apskritimo lankus: M109/M110/M111 ..... 318
Išankstinis kontūro apskaičiavimas su pakoreguotu spinduliu (LOOK AHEAD): M120 ..... 319
Smagračio padėties uždengimas vykstant programai: M118 ..... 321
Atitraukimas nuo kontūro įrankio ašies kryptimi: M140 ..... 322
Zondavimo sistemos kontrolės blokavimas: M141 ..... 323
Trinti modalinę
Trinti pagrindinį sukimą: M143 ..... 324
Įrankio automatinis pakėlimas nuo kontūro sustabdžius NC: M148 ..... 325
Galinio jungiklio pranešimo blokavimas: M150 ..... 326
10.5 Papildomos funkcijos lazerinėms pjovimo staklėms ..... 327
Principas ..... 327
Tiesioginė užprogramuotos įtampos išvestis: M200 ..... 327
Įtampa kaip atkarpos funkcija: M201 ..... 327
Įtampa kaip greičio funkcija: M202 ..... 328
Įtampos kaip laiko funkcijos išvestis (nuo laiko priklausantis didėjimas): M203 ..... 328
Įtampos kaip laiko funkcijos išvestis (nuo laiko priklausantis impulsas): M204 ..... 328
programos informaciją: M142 ..... 324
HEIDENHAIN iTNC 530 29
Page 30

11 Programavimas: specialios funkcijos ..... 329
11.1 Specialiųjų funkcijų peržiūra ..... 330
Specialiųjų funkcijų SPEC FCT pagrindinis meniu ..... 330
Programos duomenų meniu ..... 331
Kontūro ir taškų apdirbimo funkcijų meniu ..... 331
Įvairių DIN/ISO funkcijų meniu ..... 332
11.2 Dinaminė susidūrimo kontrolė (pasirenkama programinė įranga) ..... 333
Funkcija ..... 333
Susidūrimo kontrolė rankiniuose darbo režimuose ..... 335
Susidūrimo kontrolė automatiniame režime ..... 336
Grafinis apsaugos skyriaus vaizdavimas
(FCL4 funkcija) ..... 337
Susidūrimo kontrolė programos testavimo darbo režime ..... 338
11.3 Įtempiklio kontrolė (pasirenkama programinė įranga) ..... 339
Pagrindai ..... 339
Siūlomi įtempikliai ..... 340
Įtempiklio parametrų nustatymas: FixtureWizard ..... 340
Įtempiklių vietos nustatymas įrenginyje ..... 342
Įtempiklio keitimas ..... 343
Įtempiklio pašalinimas ..... 343
Išmatuoto įtempiklio padėties tikrinimas ..... 344
Valdyti laikiklius ..... 346
11.4 Įrankių laikikli
Pagrindai ..... 348
Siūlomi įrankio laikikliai ..... 348
Nustatyti įrankių laikiklių parametrus: ToolHolderWizard ..... 349
Pašalinti įrankių laikiklį ..... 350
11.5 Bendrieji programos nustatymai (pasirenkama programinė įranga) ..... 351
Naudojimas ..... 351
Techninės sąlygos ..... 353
Funkcijos aktyvinimas/deaktyvinimas ..... 354
Pagrindinio sukimo ..... 356
Ašių keitimas ..... 357
Uždengtas atspindėjimas ..... 358
Papildomas, pridedamasis nulinio taško perkėlimas ..... 358
Ašių blokavimas ..... 359
Uždengtas sukimas ..... 359
Pastūmos perrašymas ..... 359
Smagračio padėties uždengimas ..... 360
ų valdymo sistema (pasirenkama programinė įranga DCM) ..... 348
30
Page 31

11.6 Adaptyvusis pastūmos reguliavimas AFC (pasirenkama programinė įranga) ..... 362
Naudojimas ..... 362
AFC pagrindinių nustatymų apibrėžtis ..... 364
Programuojamojo pjūvio vykdymas ..... 366
AFC aktyvinimas/deaktyvinimas ..... 369
Protokolo rinkmena ..... 370
Įrankio lūžio/įrankio nusidėvėjimo kontrolė ..... 372
Suklio apkrovos kontrolė ..... 372
11.7 Tekstinės rinkmenos kūrimas ..... 373
Naudojimas ..... 373
Tekstinės rinkmenos atidarymas ir išjungimas ..... 373
Tekstų redagavimas ..... 374
Ženklų, žodžių ir eilučių trynimas ir įterpimas ..... 375
Teksto blokų apdorojimas ..... 376
Teksto dalių paieška ..... 377
11.8 Darbas su pjūvio duomenų lentelėmis ..... 378
Pastaba ..... 378
Naudojimo galimybės ..... 378
Gabalo medžiagų lentelė ..... 379
Įrankio pjaunamųjų medžiagų lentelė ..... 380
Lentelė pjūvio duomenims ..... 380
Įrankių lentelėje reikalingi duomenys ..... 381
Veiksmai, atliekami dirbant su automatine apsuk
Pjūvio duomenų lentelėse esančių duomenų perdavimas ..... 383
Konfigūracijos rinkmena TNC.SYS ..... 383
ų skaičiaus/pastūmos apskaičiavimo sistema ..... 382
HEIDENHAIN iTNC 530 31
Page 32

12 Programavimas: kelių ašių apdorojimas ..... 385
12.1 Kelių ašių apdorojimo funkcijos ..... 386
12.2 PLANE funkcija: apdirbimo plokštumos pasukimas (pasirenkama programinė-įranga 1) ..... 387
Įvadas ..... 387
PLANE funkcijos apibrėžtis ..... 389
Padėties rodmuo ..... 389
PLANE funkcijos atstata ..... 390
Apdirbimo plokštumos apibrėžtis erdviniu kampu: PLANE SPATIAL ..... 391
Apdirbimo plokštumos apibrėžtis projekcijos kampu: PLANE PROJECTED ..... 393
Apdirbimo plokštumos apibrėžtis Oilerio kampu: PLANE EULER ..... 395
Apdirbimo plokštumos apibrėžtis dviem vektoriais: PLANE VECTOR ..... 397
Apdirbimo plokštumos apibrėžtis trimis taškais: PLANE POINTS ..... 399
Apdirbimo plokštumos apibrėžtis atskiru, prieauginiu erdviniu kampu: PLANE RELATIVE ..... 401
Apdirbimo plokštumos apibrėžtis ašies kampu: PLANE AXIAL (FCL 3 funkcija) ..... 402
PLANE funkcijos padėties veiksmų nustatymas ..... 404
12.3 Kampinis frezavimas pasuktoje plokštumoje ..... 409
Funkcija ..... 409
Kampinis frezavimas prieauginiu būdu traukiant sukamąją ašį ..... 409
12.4 Papildomos funkcijos sukamosioms ašims ..... 410
Pastūma mm/min. sukamosioms ašims A, B, C: M116 (pasirenkama programinė įranga 1) ..... 410
Sukamųjų ašių traukimas optimaliu atstumu: M126 ..... 411
Sukamosios ašies rodmens sumažinimas iki 360°: M94 ..... 412
Automatinė įrenginio geometrijos korekcija dirbant su pasukamomis ašimis: M114 (pasirenkama programinė
įranga 2) ..... 413
Įrankio viršūnės padėties išlaikymas atliekant pasukamų ašių padėties nustatymą (TCPM): M128 (pasirenkama
programin
Tikslus stabdymas kampuose be liestinių perėjimų: M134 ..... 418
Pasukamų ašių pasirinktis: M138 ..... 418
Atsižvelgimas į įrenginio kinematiką ESAMOSE/NUSTATYTOSIOSE padėtyse sakinio gale: M144 (pasirenkama
programinė įranga 2) ..... 419
12.5 Peripheral Milling: 3D spindulio korekcija su įrankio orientavimu ..... 420
Naudojimas ..... 420
ė įranga 2) ..... 414
32
Page 33

13 Programavimas: padėklų valdiklis ..... 421
13.1 Padėklų valdiklis ..... 422
Naudojimas ..... 422
Padėklų lentelės pasirinktis ..... 424
Padėklų lentelės išjungimas ..... 424
Padėklo atskaitos taško valdiklis su padėklų išankstinių pasirinkimų lentele ..... 425
Padėklų lentelės vykdymas ..... 427
13.2 Padėklų režimas su apdirbimu, orientuotu į įrankius ..... 428
Naudojimas ..... 428
Padėklo rinkmenos pasirinkimas ..... 433
Padėklo rinkmenos su įvesties forma paruošimas ..... 433
Į įrankį orientuoto apdirbimo eiga ..... 438
Padėklų lentelės išjungimas ..... 439
Padėklų lentelės vykdymas ..... 439
HEIDENHAIN iTNC 530 33
Page 34

14 Rankinis režimas ir paruošimas ..... 441
14.1 Įjungimas, išjungimas ..... 442
Įjungimas ..... 442
Išjungimas ..... 445
14.2 Įrenginio ašių traukimas ..... 446
Pastaba ..... 446
Ašies traukimas išoriniais krypties mygtukais ..... 446
Padėties nustatymas palaipsniui ..... 447
Traukimas elektroniniais smagračiais ..... 448
14.3 Suklio apsukų skaičius S, pastūma F ir papildoma funkcija M ..... 458
Naudojimas ..... 458
Verčių įvedimas ..... 458
Suklio apsukų skaičiaus ir pastūmos keitimas ..... 459
14.4 Funkcinė sauga FS (pasirinktis) ..... 460
Bendrai ..... 460
Sąvokų paaiškinimai ..... 461
Patikr. ašių padėtis ..... 462
Leidžiamų pastūmų ir apsukų skaičiaus apžvalga ..... 463
Pastūmos apribojimo aktyvinimas ..... 464
Papildomi būsenos rodmenys ..... 464
14.5 Atskaitos taško nustatymas be 3D zondavimo sistemos ..... 465
Pastaba ..... 465
Pasiruošimas ..... 465
Atskaitos taško nustatymas ašies mygtukais ..... 466
Atskaitos taško valdiklis su išankstinių pasirinkimų lentele ..... 467
14.6 3D zondavimo sistemos naudojimas ..... 474
Peržiūra ..... 474
Zondavimo sistemos ciklo pasirinkimas ..... 474
Zondavimo ciklų matavimo verčių įrašymas į protokolus ..... 475
Zondavimo sistemos ciklų matavimo ver
Zondavimo sistemos ciklų matavimo verčių įrašymas į išankstinių pasirinkimų lentelę ..... 477
Matavimo verčių išsaugojimas padėklo išankstinių pasirinkimų lentelėje ..... 478
14.7 3D zondavimo sistemos kalibravimas ..... 479
Įvadas ..... 479
Veiksmingo ilgio kalibravimas ..... 479
Veiksmingo spindulio kalibravimas ir zondavimo sistemos centrinio poslinkio išlyginimas ..... 480
Kalibravimo verčių rodymas ..... 481
Kelių kalibravimo duomenų sakinių valdymas ..... 481
14.8 Gabalo nuožulnios padėties kompensavimas naudojant 3D zondavimo sistemą ..... 482
Įvadas ..... 482
Pagrindinio sukimo ieškojimas pagal 2 taškus: ..... 484
Pagrindinio sukimo ieškojimas pagal 2 angas / kaiščius: ..... 486
Ruošinio derinimas pagal 2 taškus: ..... 487
čių įrašymas į nulinių taškų lentelę ..... 476
34
Page 35

14.9 Atskaitos taško nustatymas 3D zondavimo sistema ..... 488
Peržiūra ..... 488
Atskaitos taško nustatymas bet kurioje ašyje ..... 488
Kampas kaip atskaitos taškas – perimti taškus, kurie buvo zonduoti pagrindiniam sukimui ..... 489
Kampas kaip atskaitos taškas – neperimti taškų, kurie buvo zonduoti pagrindiniam sukimui ..... 489
Apskritimo centras kaip atskaitos taškas ..... 490
Vidurinė ašis kaip atskaitos taškas ..... 491
Atskaitos taškų nustatymas pagal keturias angas/apvalius kaiščius ..... 492
Gabalų matavimas 3D-zondavimo sistema ..... 493
Zondavimo funkcijų su mechaniniais matuokliais arba mikrometrais naudojimas ..... 496
14.10 Apdirbimo plokštumos pasukimas (pasirenkama programinė įranga 1) ..... 497
Naudojimas, veikimo būdas ..... 497
Referencinių taškų pritraukimas esant pasuktoms ašims ..... 499
Atskaitos taško nustatymas pasuktoje sistemoje ..... 499
Atskaitos taško nustatymas įrenginiuose su apvaliais stalais ..... 499
Atskaitos taško nustatymas įrenginiuose su galvučių keitimo sistema ..... 500
Padėties rodmuo pasuktoje sistemoje ..... 500
Apribojimai pasukant apdirbimo plokštumą ..... 500
Rankinio pasukimo aktyvinimas ..... 501
Aktualios įrankio ašies krypties nustatymas kaip aktyvios apdirbimo krypties (FCL 2 funkcija) ..... 502
HEIDENHAIN iTNC 530 35
Page 36

15 Padėties nustatymas rankine įvestimi ..... 503
15.1 Paprastų apdirbimų programavimas ir vykdymas ..... 504
Padėties nustatymo rankine įvestimi naudojimas ..... 504
Programų iš $MDI išsaugojimas ir ištrynimas ..... 507
36
Page 37

16 Programos testavimas ir programos eiga ..... 509
16.1 Grafikai ..... 510
Naudojimas ..... 510
Peržiūra: vaizdai ..... 512
Vaizdas iš viršaus ..... 512
Vaizdavimas 3 lygmenimis ..... 513
3D vaizdavimas ..... 514
Iškarpos padidinimas ..... 517
Grafinio imitavimo kartojimas ..... 518
Įrankio rodymas ..... 518
Apdirbimo laiko nustatymas ..... 519
16.2 Programos rodmens funkcijos ..... 520
Peržiūra ..... 520
16.3 Programos testavimas ..... 521
Naudojimas ..... 521
16.4 Programos eiga ..... 527
Naudojimas ..... 527
Apdirbimo programos vykdymas ..... 528
Apdirbimo nutraukimas ..... 529
Įrenginio ašių traukimas nutraukus ..... 531
Programos eigos tęsimas nutraukus eigą ..... 532
Darbo pradžia nuo bet kurios vietos
(sakinio paskuba) ..... 533
Pakartotinis pritraukimas prie kontūro ..... 536
16.5 Automatinė programos paleistis ..... 537
Naudojimas ..... 537
16.6 Sakinių peršokimas ..... 538
Naudojimas ..... 538
„/“ ženklo ištrynimas ..... 538
16.7 Pasirenkamas programos eigos stabdymas ..... 539
Naudojimas ..... 539
HEIDENHAIN iTNC 530 37
Page 38

17 MOD funkcijos ..... 541
17.1 MOD funkcijos pasirinkimas ..... 542
MOD funkcijos pasirinkimas ..... 542
Nustatymų keitimas ..... 542
MOD funkcijos išjungimas ..... 542
MOD funkcijų peržiūra ..... 543
17.2 Programinės įrangos numeriai ..... 544
Naudojimas ..... 544
17.3 Kodo numerio įvedimas ..... 545
Naudojimas ..... 545
17.4 Techninės priežiūros paketų įkeltis ..... 546
Naudojimas ..... 546
17.5 Duomenų sąsajos paruošimas ..... 547
Naudojimas ..... 547
Paruošti RS-232 sąsają ..... 547
RS-422 sąsajos paruošimas ..... 547
Išorinio prietaiso DARBO REŽIMO pasirinkimas ..... 547
SPARTOS BODAIS nustatymas ..... 547
Priskirtis ..... 548
Duomenų perdavimo programinė įranga ..... 549
17.6 Eterneto sąsaja ..... 551
Įvadas ..... 551
Prijungimo galimybės ..... 551
TNC konfigūravimas ..... 552
17.7 PGM MGT konfigūracija ..... 558
Naudojimas ..... 558
Nustatymo PGM MGT keitimas ..... 558
Susijusios rinkmenos ..... 559
17.8 Su įrenginiu susiję naudotojo parametrai ..... 560
Naudojimas ..... 560
17.9 Ruošinio vaizdavimas darbo erdvėje ..... 561
Naudojimas ..... 561
Sukti visą vaizdą ..... 562
17.10 Padėties rodmenų pasirinktis ..... 563
Naudojimas ..... 563
17.11 Matavimo vienetų sistemos pasirinktis ..... 564
Naudojimas ..... 564
17.12 Programavimo kalbos $MDI pasirinktis ..... 565
Naudojimas ..... 565
17.13 Ašies pasirinkimas G01 sakiniui sukurti ..... 566
Naudojimas ..... 566
38
Page 39

17.14 Poslinkio intervalų apribojimų įvedimas, nulinio taško rodmuo ..... 567
Naudojimas ..... 567
Darbas be poslinkio intervalo apribojimo ..... 567
Didžiausio poslinkio intervalo užfiksavimas ir įvedimas ..... 567
Atskaitos taško rodmuo ..... 568
17.15 PAGALBOS rinkmenų rodymas ..... 569
Naudojimas ..... 569
PAGALBOS RINKMENŲ pasirinktis ..... 569
17.16 Darbo laiko rodymas ..... 570
Naudojimas ..... 570
17.17 Duomenų laikmenos patikra ..... 571
Naudojimas ..... 571
Duomenų laikmenos patikros vykdymas ..... 571
17.18 Sistemos laiko nustatymas ..... 572
Naudojimas ..... 572
Nustatymų perėmimas ..... 572
17.19 Distancinės paslaugos ..... 573
Naudojimas ..... 573
Distancinių paslaugų iškvietimas/išjungimas ..... 573
17.20 Išorinė prieiga ..... 574
Naudojimas ..... 574
17.21 Nuotolinio valdymo smagračio HR 550 FS konfigūravimas ..... 576
Naudojimas ..... 576
Smagračio priskyrimas tam tikram smagračio laikikliui ..... 576
Radijo kanalo nustatymas ..... 577
Siųstuvo galios nustatymas ..... 578
Statistika ..... 578
HEIDENHAIN iTNC 530 39
Page 40

18 Lentelės ir peržiūros ..... 579
18.1 Bendrieji naudotojoparametrai ..... 580
Įrenginio parametrų įvesties galimybės ..... 580
Bendrųjų naudotojo parametrų pasirinkimas ..... 580
Bendrųjų naudotojo parametrų sąrašas ..... 581
18.2 Kištukų priskirtis ir duomenų sąsajų jungiamieji kabeliai ..... 596
Sąsaja V.24/RS-232-C HEIDENHAIN prietaisams ..... 596
Išoriniai prietaisai ..... 597
Sąsają V.11/RS-422 ..... 598
Eterneto sąsajos RJ45 lizdas ..... 598
18.3 Techninė informacija ..... 599
18.4 Keisti akumuliatorinę bateriją ..... 608
Peržiūros lentelės ..... 615
Apdorojimo ciklai ..... 615
Papildomos funkcijos ..... 617
Funkcijų peržiūra DIN/ISO iTNC 530 ..... 619
40
Page 41

Pirmieji žingsniai su iTNC 530
Page 42

1.1 Peržiūra
Šis skyrius padės Jums susipažinti su TNC ir greitai suprasti
svarbiausius TNC valdymo veiksmus. Daugiau informacijos tam tikra
tema rasite atitinkamame aprašyme, į kurį pateikiama nuoroda.
Šiame skyriuje aprašomos tokios temos:
1.1 Peržiūra
Įrenginio įjungimas
Pirmosios dalies programavimas
Pirmosios dalies grafinis testavimas
Įrankių derinimas
Gabalo derinimas
Pirmosios programos vykdymas
42 Pirmieji žingsniai su iTNC 530
Page 43

1.2 Įrenginio įjungimas
Energijos tiekimo nutrūkimo patvirtinimas ir atskaitos taškų pritraukimas
Atskaitos taškų įjungimas ir pritraukimas yra nuo įrenginio
priklausančios funkcijos. Apie tai skaitykite įrenginio
vadove.
U Įjunkite TNC ir įrenginio maitinimo įtampą: TNC paleidžia operacinę
sistemą. Šis procesas gali užtrukti kelias minutes. Po to ekrano
antraštėje TNC parodo energijos tiekimo nutrūkimo dialogą
U Paspauskite CE mygtuką: TNC perduoda PLC
programą
U Įjunkite valdymo įtampą: TNC patikrina avarinio
išjungimo funkciją ir perjungia atskaitos taško
pritraukimo režimą
U Atskaitos taškų pervažiavimas nurodyta eilės tvarka:
kiekvienai ašiai paspauskite išorinį mygtuką START.
Jei prie įrenginio prijungti absoliutiniai ilgio ir kampo
matavimo prietaisai, atskaitos taškai negali būti
pritraukti
TNC dabar parengta eksploatuoti ir jai įjungtas darbo režimas Rankinis
režimas.
1.2 Įrenginio įjungimas
Daugiau informacijos šia tema
Atskaitos taškų pritraukimas: Žr. „Įjungimas”, psl. 442
Darbo režimai: Žr. „Programos išsaugojimas/redagavimas”, psl. 67
HEIDENHAIN iTNC 530 43
Page 44

1.3 Pirmosios dalies
programavimas
Tinkamo darbo režimo pasirinkimas
Programas kurti galite tik pasirinkę išsaugojimo/redagavimo darbo
režimą:
U Paspauskite darbo režimų mygtuką: TNC perjungia
darbo režimą Išsaugojimas/redagavimas
Daugiau informacijos šia tema
Darbo režimai: Žr. „Programos išsaugojimas/redagavimas”, psl. 67
Svarbiausi TNC valdymo elementai
Dialogo valdymo funkcijos Mygtukas
Patvirtinti įvestį ir aktyvinti kitą dialogo klausimą
Peršokti dialogo klausimą
Iš anksto išjungti dialogą
1.3 Pirmosios dalies programavimas
Nutraukti dialogą, atmesti įvestis
Ekrano programuojamieji mygtukai, kuriais
parenkate funkcijas, atsižvelgiant į aktyvią darbo
režimo būklę
Daugiau informacijos šia tema
Programų sudarymas ir keitimas: Žr. „Programos redagavimas”,
psl. 94
Mygtukų peržiūra: Žr. „TNC valdymo elementai”, psl. 2
44 Pirmieji žingsniai su iTNC 530
Page 45

Naujos programos atidarymas/rinkmenų valdymo sistema
U Paspauskite mygtuką PGM MGT: TNC atidaro
rinkmenų valdymo sistemą. TNC rinkmenų valdymo
sistemos struktūra yra panaši į AK su Windows
Explorer rinkmenų valdymo sistemą. Rinkmenų
valdymo sistema leidžia valdyti TNC standžiajame
diske esančius duomenis
U Rodyklių klavišais pasirinkite katalogą, kuriame norite
atidaryti naują rinkmeną
U Įveskite rinkmenos pavadinimą su plėtiniu .I: tada TNC
automatiškai atidarys programą ir paklaus, kokie
matavimo vienetai programoje bus naudojami
Atkreipkite dėmesį apribojimus dėl specialiųjų
simbolių rinkmenos pavadinime (žr. „Rinkmenų
pavadinimai” psl. 101)
U Pasirinkite matavimo vienetus: paspauskite
programuojamąjį mygtuką MM arba INCH: TNC
automatiškai pradeda ruošinio apibrėžtį (žr. „Ruošinio
apibrėžimas” psl. 46)
Pirmąjį ir paskutinįjį programos sakinį TNC sukuria automatiškai.
Rinkinių vėliau pakeisti negalėsite.
Daugiau informacijos šia tema
Rinkmenų valdymo sistema: Žr. „Darbas su rinkmenų valdymo
sistema”, psl. 103
Naujos programos sukūrimas: Žr. „Programų atidarymas
ir įvedimas”, psl. 89
1.3 Pirmosios dalies programavimas
HEIDENHAIN iTNC 530 45
Page 46

Ruošinio apibrėžimas
Y
X
Z
MAX
MIN
-40
100
100
0
0
Atidarius naują programą, TNC nedelsiant paleidžia dialogą, kuriame
reikia įvesti ruošinio apibrėžtį. Ruošinys visada yra stačiakampis
gretasienis, apibrėžiamas įvedant MIN ir MAX taškus, kurie turi būti
susiję su pasirinktu atskaitos tašku.
Atidarius naują programą, TNC automatiškai pradeda ruošinio
apibrėžtį ir užklausia reikalingų ruošinio duomenų:
U Suklio ašis Z - plokštuma XY?: įveskite aktyvią suklio ašį. G17 yra
išankstinis nustatymas, perimkite mygtuku ENT
U Koordinatės?: įveskite mažiausią ruošinio X koordinatę, susijusią su
atskaitos tašku, pvz., 0, patvirtinkite mygtuku ENT
U Koordinatės?: įveskite mažiausią ruošinio Y koordinatę, susijusią su
atskaitos tašku, pvz., 0, patvirtinkite mygtuku ENT
U Koordinatės?: įveskite mažiausią ruošinio Z koordinatę, susijusią su
atskaitos tašku, pvz., -40, patvirtinkite mygtuku ENT
U Koordinatės?: įveskite didžiausią ruošinio X koordinatę, susijusią su
atskaitos tašku, pvz., 100, patvirtinkite mygtuku ENT
U Koordinatės?: įveskite didžiausią ruošinio Y koordinatę, susijusią su
atskaitos tašku, pvz., 100, patvirtinkite mygtuku ENT
U Koordinatės?: įveskite didžiausią ruošinio Z koordinatę, susijusią su
atskaitos tašku, pvz., 0, patvirtinkite mygtuku ENT
NC pavyzdiniai sakiniai
1.3 Pirmosios dalies programavimas
%NAUJAS G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NAUJAS G71 *
Daugiau informacijos šia tema
Ruošinio apibrėžtis: (žr. psl. 90)
46 Pirmieji žingsniai su iTNC 530
Page 47

Programos struktūra
Jei įmanoma, apdirbimo programos turėtų būti kuo panašesnės
struktūros. Gaunama aiškesnė peržiūra, greičiau užprogramuojama ir
šaltinių skaičius būna mažesnis.
Rekomenduojama programos struktūra, pasirinkus paprastą,
standartinį kontūro apdirbimą
1 Iškviesti įrankį, apibrėžti įrankio ašį
2 Atitraukti įrankį
3 Apdirbimo plokštumoje iš anksto nustatyti padėtį netoli kontūro
pradžios taško
4 Iš anksto nustatyti įrankio ašyje virš gabalo arba iš karto
reikiamame gylyje, prireikus įjungti suklį/aušinimo priemonę
5 Pritraukti kontūrą
6 Apdirbti kontūrą
7 Palikti kontūrą
8 Atitraukti įrankį, baigti programą
Daugiau informacijos šia tema:
Kontūro programavimas: Žr. „Įrankio judesiai”, psl. 192
Pavyzdys: Kontūro programavimo programos
struktūra
%BSPCONT G71 *
N10G30G71X...Y...Z...*
N20 G31 X... Y... Z... *
N30T5G17S5000*
N40 G00 G40 G90 Z+250 *
N50X...Y...*
N60 G01 Z+10 F3000 M13 *
N70X...Y...RLF500*
...
N160 G40 ... X... Y... F3000 M9 *
N170 G00 Z+250 M2 *
N99999999 BSPCONT G71 *
1.3 Pirmosios dalies programavimas
Rekomenduojama programos struktūra, pasirinkus paprastas
ciklų programas
1 Iškviesti įrankį, apibrėžti įrankio ašį
2 Atitraukti įrankį
3 Apibrėžti apdirbimo ciklą
4 Pritraukti apdirbimo padėtį
5 Iškviesti ciklą, įjungti suklį/aušinimo priemonę
6 Atitraukti įrankį, baigti programą
Daugiau informacijos šia tema:
Ciklų programavimas: žr. naudotojo žinyną „Ciklai“
Pavyzdys: Ciklų programavimo programos
struktūra
%BSBCYC G71 *
N10G30G71X...Y...Z...*
N20 G31 X... Y... Z... *
N30T5G17S5000*
N40 G00 G40 G90 Z+250 *
N50 G200... *
N60X...Y...*
N70G79M13*
N80 G00 Z+250 M2 *
N99999999 BSBCYC G71 *
HEIDENHAIN iTNC 530 47
Page 48

Paprasto kontūro programavimas
X
Y
9
5
95
5
10
10
20
20
1
4
2
3
0026
Paveiksle dešinėje vaizduojamas kontūras 5 mm gylyje turi būti
frezuojamas vieną kartą. Ruošinio apibrėžtis jau sukurta. Po to, kai
funkciniu mygtuku atidarysite dialogą, įveskite visus duomenis, kurių
TNC klausia ekrano antraštėje.
U Iškvieskite įrankį: įveskite įrankio duomenis. Kiekvieną
vestį patvirtinkite mygtuku ENT, nepamiškite įrankio ašies
į
U Atitraukite įrankį: paspauskite oranžinį ašies mygtuką
Z, kad būtų atitraukta įrankio ašyje, ir įveskite
pritraukiamų padėčių vertę, pvz., 250. Patvirtinkite
mygtuku ENT
U Spindulio korekcija.: RL/RR/korekcijos nėra?
patvirtinkite mygtuku ENT: spindulio korekcijos
neaktyvinkite
U Papildoma funkcija M? patvirtinkite mygtuku END:
TNC išsaugo įvestą patraukimo sakinį
U Įrankį iš anksto nustatykite apdirbimo plokštumoje:
paspauskite oranžinį ašies mygtuką X ir įveskite
pritraukiamos padėties vertę, pvz., -20
U Paspauskite oranžinį ašies mygtuką Y ir įveskite
pritraukiamos padėties vertę, pvz., -20. Patvirtinkite
mygtuku ENT
1.3 Pirmosios dalies programavimas
U Spindulio korekcija: RL/RR/korekcijos nėra?
patvirtinkite mygtuku ENT: spindulio korekcijos
neaktyvinkite
U Papildoma funkcija M? patvirtinkite mygtuku END:
TNC išsaugo įvestą patraukimo sakinį
U Įrankį įveskite į reikiamą gylį: paspauskite oranžinį
ašies mygtuką ir įveskite pritraukiamos padėties
vertę, pvz., -5. Patvirtinkite mygtuku ENT
U Spindulio korekcija: RL/RR/korekcijos nėra?
patvirtinkite mygtuku ENT: spindulio korekcijos
neaktyvinkite
U Pastūma F=? Įveskite padėties nustatymo pastūmą,
pvz., 3000 mm/min., patvirtinkite mygtuku ENT
U Papildoma funkcija M? Įjunkite suklį ir aušinimo
priemonę, pvz., M13, patvirtinkite mygtuku END: TNC
išsaugo įvestą patraukimo sakinį
U Pritraukite kontūrą: apibrėžkite apskritimo
suapvalinimo spindulį
U Apdirbkite kontūrą, pritraukite kontūro tašką 2:
pakanka pasikeitusios informacijos, taigi įveskite tik Y
koordinatę 95 ir mygtuku END išsaugokite įvestis
U Pritraukite kontūro tašką 3: įveskite X koordinatę 95 ir
mygtuku END išsaugokite įvestis
U Apibrėžkite išpjovą prie kontūro taško 3: įveskite 10
mm išpjovos plotį, išsaugokite mygtuku END
48 Pirmieji žingsniai su iTNC 530
Page 49

U Pritraukite kontūro tašką 4: įveskite Y koordinatę 5 ir
27
0
mygtuku END išsaugokite įvestis
U Apibrėžkite išpjovą prie kontūro taško 4: įveskite 20
mm išpjovos plotį, išsaugokite mygtuku END
U Pritraukite kontūro tašką 1: įveskite X koordinatę 5 ir
mygtuku END išsaugokite įvestis
U Uždarykite kontūrą: apibrėžkite ištraukiamo apskritimo
suapvalinimo spindulį
U Atitraukite įrankį: paspauskite oranžinį ašies mygtuką
Z, kad būtų atitraukta įrankio ašyje, ir įveskite
pritraukiamų padėčių vertę, pvz., 250. Patvirtinkite
mygtuku ENT
U Spindulio korekcija: RL/RR/korekcijos nėra?
patvirtinkite mygtuku ENT: spindulio korekcijos
neaktyvinkite
U Papildoma funkcija M? M2 įveskite programos
užbaigimui, patvirtinkite mygtuku END: TNC išsaugo
įvestą patraukimo sakinį
Daugiau informacijos šia tema
Visas pavyzdys su NC rinkiniais: Žr. „Pavyzdys: tiesės judesys ir
stačiakampė išpjova”, psl. 209
Naujos programos sukūrimas: Žr. „Programų atidarymas
ir įvedimas”, psl. 89
Kontūro pritraukimas/uždarymas: Žr. „Kontūro pritraukimas ir
palikimas”, psl. 196
Kontūrų programavimas: Žr. „Trajektorijos funkcijų peržiūra”,
psl. 200
Įrankio spindulio korekcija: Žr. „Įrankio spindulio korekcija”, psl. 186
Papildomos funkcijos M: Žr. „Papildomos funkcijos programos eigos
kontrolei, sukliui ir aušinimo priemonei”, psl. 307
1.3 Pirmosios dalies programavimas
HEIDENHAIN iTNC 530 49
Page 50

Ciklų programos sukūrimas
X
Y
20
10
100
100
10
90
9080
0
0
0
0
Paveiksle dešinėje vaizduojamos angos (gylis 20 mm) turi būti
paruoštos standartinio gręžimo ciklo metu. Ruošinio apibrėžtis jau
sukurta.
U Iškvieskite įrankį: įveskite įrankio duomenis. Kiekvieną
įvestį patvirtinkite mygtuku ENT, nepamiškite įrankio
ašies
U Atitraukite įrankį: paspauskite oranžinį ašies mygtuką
Z, kad būtų atitraukta įrankio ašyje, ir įveskite
pritraukiamų padėčių vertę, pvz., 250. Patvirtinkite
mygtuku ENT
U Spindulio korekcija.: RL/RR/korekcijos nėra?
patvirtinkite mygtuku ENT: spindulio korekcijos
neaktyvinkite
U Papildoma funkcija M? patvirtinkite mygtuku END:
TNC išsaugo įvestą patraukimo sakinį
U Ciklo meniu iškvietimas
U Gręžimo ciklų rodymas
U Pasirinkite standartinį gręžimo ciklą 200: TNC įjungia
dialogą ciklo apibrėžčiai. Vieną po kito įveskite TNC
1.3 Pirmosios dalies programavimas
užklausiamus parametrus, kiekvieną įvestį
patvirtinkite mygtuku ENT. Dešiniajame ekrane TNC
papildomai parodo grafiką, kuriame vaizduojami
atitinkami ciklo parametrai
U Pritraukite pirmąją gręžimo padėtį: įveskite gręžimo
padėties koordinates, įjunkite aušinimo priemonę ir
suklį, ciklą iškvieskite M99
U Pritraukite kitas gręžimo padėtis: įveskite atitinkamos
gręžimo padėties koordinates, ciklą iškvieskite M99
U Atitraukite įrankį: paspauskite oranžinį ašies mygtuką
Z, kad būtų atitraukta įrankio ašyje, ir įveskite
pritraukiamų padėčių vertę, pvz., 250. Patvirtinkite
mygtuku ENT
U Spindulio korekcija: RL/RR/korekcijos nėra?
patvirtinkite mygtuku ENT: spindulio korekcijos
neaktyvinkite
U Papildoma funkcija M? M2 įveskite programos
užbaigimui, patvirtinkite mygtuku END: TNC išsaugo
įvestą patraukimo sakinį
50 Pirmieji žingsniai su iTNC 530
Page 51

NC pavyzdiniai sakiniai
%C200 G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N30 T5 G17 S4500 *
N40 G00 G40 G90 Z+250 *
N50G200GRĘŽIMAS
Q200=2 ;SAUGUS ATSTUM.
Q201=-20 ;GYLIS
Q206=250 ;F STŪM. Į GYLĮ
Q202=5 ;ĮSTŪM. Į GYLĮ
Q210=0 ;L. LAIKAS VIRŠUJE
Q203=-10 ;KOOR. PAVIRŠ.
Q204=20 ;2 S. ATSTUM.
Q211=0.2 ;IŠLAIKYMO TRUKMĖ APAČIOJE
N60X+10Y+10M13M99*
N70X+10Y+90M99*
N80X+90Y+10M99*
N90X+90Y+90M99*
N100 G00 Z+250 M2 *
N99999999 %C200 G71 *
Ruošinio apibrėžtis
Įrankio iškvieta
Įrankio patraukimas
Apibrėžti ciklą
Įjungti suklius ir aušinimo priemonę, iškviesti ciklą
Iškviesti ciklą
Iškviesti ciklą
Iškviesti ciklą
Įrankio patraukimas, programos pabaiga
1.3 Pirmosios dalies programavimas
Daugiau informacijos šia tema
Naujos programos sukūrimas: Žr. „Programų atidarymas
ir įvedimas”, psl. 89
Ciklų programavimas: žr. naudotojo žinyną „Ciklai“
HEIDENHAIN iTNC 530 51
Page 52

1.4 Pirmosios dalies grafinis
testavimas
Tinkamo darbo režimo pasirinkimas
Programas tikrinti galite tik pasirinkę programos testavimo režimą:
U Paspauskite darbo režimų mygtuką: TNC perjungia
darbo režimą Programos testavimas
Daugiau informacijos šia tema
TNC darbo režimai: Žr. „Darbo režimai”, psl. 66
Programos testavimas: Žr. „Programos testavimas”, psl. 521
Įrankių lentelės pasirinkimas programos testavimui
Šį žingsnį pasirinkti turite tik tada, kai programos testavimo darbo
režime dar neaktyvinta įrankių lentelė.
U Paspauskite mygtuką PGM MGT: TNC atidaro
rinkmenų valdymo sistemą
U Paspauskite programuojamąjį mygtuką PASIRINKTI
TIPĄ: TNC rodo programuojamųjų mygtukų meniu,
skirtą rodomam rinkmenos tipui pasirinkti
1.4 Pirmosios dalies grafinis testavimas
U Paspauskite mygtuką RODYTI VISUS: TNC
dešiniajame lange rodo visas išsaugotas rinkmenas
U Šviesų lauką patraukite į kairę, ant katalogų
U Šviesų lauką patraukite ant katalogo TNC:\
U Šviesų lauką patraukite į dešinę, ant rinkmenų
U Šviesų lauką patraukite ant rinkmenos TOOL.T (aktyvi
įrankių lentelė), perimkite mygtuku ENT: TOOL.T
gauna būseną S, todėl aktyvi testuojant programą
U Paspauskite mygtuką END: išjunkite duomenų
valdymo sistemą
Daugiau informacijos šia tema
Įrankių valdymo sistema: Žr. „Įrankio duomenų įvedimas į lentelę”,
psl. 158
Programos testavimas: Žr. „Programos testavimas”, psl. 521
52 Pirmieji žingsniai su iTNC 530
Page 53

Programos, kurią norima testuoti, pasirinkimas
U Paspauskite mygtuką PGM MGT: TNC atidaro
rinkmenų valdymo sistemą
U Paspauskite programuojamąjį mygtuką PASKUTINĖS
RINKMENOS: TNC atidaro iššokantį langą su
paskutinį kartą pasirinktomis rinkmenomis
U Rodyklių klavišais pasirinkite programą, kurią norite
testuoti, perimkite mygtuku ENT
Daugiau informacijos šia tema
Programos pasirinkimas: Žr. „Darbas su rinkmenų valdymo
sistema”, psl. 103
Ekrano išdėstymo ir vaizdo pasirinkimas
U Paspauskite ekrano išdėstymo mygtuką:
programuojamųjų mygtukų juostoje TNC parodo visas
pasirinktinas galimybes
U Paspauskite programuojamąjį mygtuką PROGRAMA
+ GRAFIKAS: kairėje ekrano pusėje TNC rodo
programą, o dešinėje ekrano pusėje – ruošinį
U Programuojamuoju mygtuku pasirinkite norimą vaizdą
U Rodyti vaizdą iš viršaus
U Vaizdavimo 3 lygmenimis rodymas
U 3D vaizdavimo rodymas
Daugiau informacijos šia tema
Grafiko funkcijos: Žr. „Grafikai”, psl. 510
Programos testavimo vykdymas: Žr. „Programos testavimas”,
psl. 521
1.4 Pirmosios dalies grafinis testavimas
HEIDENHAIN iTNC 530 53
Page 54

Programos testavimo įjungimas
U Paspauskite programuojamąjį mygtuką RESET +
START: TNC imituoja aktyvią programą iki
užprogramuoto nutraukimo arba iki programos
pabaigos
U Vykstant imitavimui, programuojamaisiais mygtukais
galite perjungti vaizdus
U Paspauskite programuojamąjį mygtuką STOPP:
TNC nutraukia programos testavimą
U Paspauskite programuojamąjį mygtuką START:
TNC po pertraukos tęsia programos testavimą
Daugiau informacijos šia tema
Programos testavimo vykdymas: Žr. „Programos testavimas”,
psl. 521
Grafiko funkcijos: Žr. „Grafikai”, psl. 510
Testavimo greičio nustatymas: Žr. „Programos testavimo greičio
nustatymas”, psl. 511
1.4 Pirmosios dalies grafinis testavimas
54 Pirmieji žingsniai su iTNC 530
Page 55

1.5 Įrankių derinimas
Tinkamo darbo režimo pasirinkimas
Įrankių derinimą atliksite pasirinkę darbo režimą Rankinis režimas:
U Paspauskite darbo režimų mygtuką: TNC perjungia
darbo režimą Rankinis režimas
Daugiau informacijos šia tema
TNC darbo režimai: Žr. „Darbo režimai”, psl. 66
Įrankių paruošimas ir matavimas
U Reikalingus įrankius įveržkite atitinkamame spaudžiamajame
laikiklyje
U Matuojant išoriniu įrankių-išankstinio nustatymo įtaisu: išmatuokite
įrankį, pasižymėkite ilgį ir spindulį arba tiesiogiai perkelkite į įrenginį,
naudodami perkėlimo programą
U Matuojant įrenginyje: įrankius įstatykite į įrankių keitiklius (žr. psl. 56)
Įrankių lentelė TOOL.T
Įrankių lentelėje TOOL.T (nekeičiamai išsaugota TNC:\) išsaugomi
įrankio duomenys, pavyzdžiui, ilgis ir spindulys, taip pat ir kita su
įrankiu susijusi informacija, kurios TNC prireikia vykdant įvairiausias
funkcijas.
Jei į įrankių lentelę TOOL.T norite įvesti įrankio duomenis, atlikite šiuos
veiksmus:
U Pasirinkite įrankių lentelės rodymą: TNC rodo įrankių
lentelę lentelės formatu
U Pakeiskite įrankių lentelę: programuojamajam
mygtukui REDAGAVIMAS perjunkite ĮJUNGTI
U Rodyklių klavišais norimą įrankio numerį pasirinkite
spausdami žemyn arba aukštyn
U Rodyklių klavišais dešinėn arba kairėn pasirinkite
įrankio duomenis, kuriuos norite pakeisti
U Išjunkite įrankių lentelę: paspauskite mygtuką END
1.5 Įrankių derinimas
Daugiau informacijos šia tema
TNC darbo režimai: Žr. „Darbo režimai”, psl. 66
Darbas su įrankių lentele: Žr. „Įrankio duomenų įvedimas į lentelę”,
psl. 158
HEIDENHAIN iTNC 530 55
Page 56

Vietų lentelė TOOL_P.TCH
Vietų lentelės funkcijų vykdymas priklauso nuo įrenginio.
Apie tai skaitykite įrenginio vadove.
Vietų lentelėje TOOL_P.TCH (nekeičiamai išsaugota TNC:\)
nustatysite, kurie įrankiai kurioje įrankių dėtuvėje turi būti.
Jei į vietų lentelę TOOL_P.TCH norite įvesti duomenis, atlikite šiuos
veiksmus:
U Pasirinkite įrankių lentelės rodymą: TNC rodo įrankių
lentelę lentelės formatu
1.5 Įrankių derinimas
Daugiau informacijos šia tema
TNC darbo režimai: Žr. „Darbo režimai”, psl. 66
Darbas su vietų lentele: Žr. „Vietų lentelė įrankių keitikliui”, psl. 169
U Pasirinkite vietų lentelės rodymą: TNC rodo vietos
lentelę lentelės formatu
U Pakeiskite vietų lentelę: programuojamajam mygtukui
REDAGAVIMAS perjunkite ĮJUNGTI
U Rodyklių klavišais norimą vietos numerį pasirinkite
spausdami žemyn arba aukštyn
U Rodyklių klavišais dešinėn arba kairėn pasirinkite
duomenis, kuriuos norite pakeisti
U Išjunkite vietų lentelę: paspauskite mygtuką END
56 Pirmieji žingsniai su iTNC 530
Page 57

1.6 Gabalo derinimas
Tinkamo darbo režimo pasirinkimas
Gabalų derinimą atliksite pasirinkę darbo režimą Rankinis režimas
arba el. smagratis
U Paspauskite darbo režimų mygtuką: TNC perjungia
darbo režimą Rankinis režimas
Daugiau informacijos šia tema
Rankinis režimas: Žr. „Įrenginio ašių traukimas”, psl. 446
Gabalo įveržimas
Gabalą prie įrenginio stalo priveržkite veržtuvu. Jei Jūsų įrenginyje yra
integruota 3D zondavimo sistema, tai gabalo lygiagrečiai ašiai derinti
nereikia.
Jei 3D zondavimo sistemos nenaudojate, tada gabalą išlygiuoti turite
taip, kad jis būtų priveržtas lygiagrečiai įrenginio ašims.
1.6 Gabalo derinimas
HEIDENHAIN iTNC 530 57
Page 58

Gabalo derinimas naudojant 3D zondavimo sistemą
U Perjunkite 3D zondavimo sistemą: darbo režime MDI (MDI = Manual
Data Input) įvykdykite TOOL CALL sakinį, nurodę įrankio ašį ir tada
pasirinkite darbo režimą Rankinis režimas (MDI darbo režime galite
įvykdyti bet kokius NC sakinius, nepaisant vienas kito)
U Pasirinkite zondavimo funkcijas: TNC
programuojamųjų mygtukų juostoje rodo funkcijas,
kurias galima naudoti
U Išmatuokite pagrindinį sukimą: TNC parodo
pagrindinio sukimo meniu. Pagrindiniam sukimui
užfiksuoti, ant gabalo tiesių pasirinkite du taškus
1.6 Gabalo derinimas
U Zondavimo sistemą ašies krypties mygtukais
nustatykite netoli pirmojo zondavimo taško
U Programuojamuoju mygtuku pasirinkite zondavimo
kryptį
U Paspauskite NC-Start: zondavimo sistema juda
nurodyta kryptimi, kol prisiliečia prie gabalo ir
automatiškai grįžta atgal iki pradžios taško
U Zondavimo sistemą ašies krypties mygtukais
nustatykite netoli antrojo zondavimo taško
U Paspauskite NC-Start: zondavimo sistema juda
nurodyta kryptimi, kol prisiliečia prie gabalo ir
automatiškai grįžta atgal iki pradžios taško
U Po to TNC rodo užfiksuotą pagrindinį sukimą
U Meniu uždarykite mygtuku END, mygtuku NO ENT
patvirtinkite klausimą dėl pagrindinio sukimo
perėmimo į išankstinių pasirinkimų lentelę (neperimti)
Daugiau informacijos šia tema
MDI darbo režimas: Žr. „Paprastų apdirbimų programavimas ir
vykdymas”, psl. 504
Gabalo derinimas: Žr. „Gabalo nuožulnios padėties kompensavimas
naudojant 3D zondavimo sistemą”, psl. 482
58 Pirmieji žingsniai su iTNC 530
Page 59

Atskaitos taško nustatymas 3D zondavimo sistema
U Perjunkite 3D zondavimo sistemą: MDI darbo režime įvykdykite
TOOL CALL sakinį, nurodę įrankio ašį ir vėliau vėl perjunkite darbo
režimą Rankinis režimas
U Pasirinkite zondavimo funkcijas: TNC
programuojamųjų mygtukų juostoje rodo funkcijas,
kurias galima naudoti
U Atskaitos tašką nustatykite, pvz., gabalo kampe: TNC
paklaus, ar zondavimo taškus norite perimti iš
anksčiau užfiksuoto pagrindinio sukimo. Paspauskite
mygtuką ENT, jei norite perimti taškus
U Zondavimo sistemą nustatykite netoli pirmojo
zondavimo taško, ant gabalo briaunos, kuri nebuvo
zonduojama pagrindiniam sukimui
U Programuojamuoju mygtuku pasirinkite zondavimo
kryptį
U Paspauskite NC-Start: zondavimo sistema juda
nurodyta kryptimi, kol prisiliečia prie gabalo ir
automatiškai grįžta atgal iki pradžios taško
U Zondavimo sistemą ašies krypties mygtukais
nustatykite netoli antrojo zondavimo taško
U Paspauskite NC-Start: zondavimo sistema juda
nurodyta kryptimi, kol prisiliečia prie gabalo ir
automatiškai grįžta atgal iki pradžios taško
U Po to TNC parodo užfiksuoto kampo taško
koordinates
U Nustatykite 0: paspauskite ATSK. TAŠKO
NUSTATYMO PROGRAMUOJAMASIS MYGTUKAS
U Meniu išjunkite mygtuku END
1.6 Gabalo derinimas
Daugiau informacijos šia tema
Atskaitos taškų nustatymas: Žr. „Atskaitos taško nustatymas
3D zondavimo sistema”, psl. 488
HEIDENHAIN iTNC 530 59
Page 60

1.7 Pirmosios programos
vykdymas
Tinkamo darbo režimo pasirinkimas
Programas įvykdyti galite pasirinkę atskiro sakinio programos arba
sakinių sekos programos darbo režimą:
U Paspauskite darbo režimų mygtuką: TNC perjungia
darbo režimą Atskiro sakinio programa, TNC vykdo
kiekvieną programos sakinį paeiliui. Kiekvieną sakinį
turite patvirtinti mygtuku NC-Start
U Paspauskite darbo režimų mygtuką: TNC perjungia
darbo režimą Sakinių sekos programa, paspaudus
NC-Start, TNC vykdo programą iki programos
nutraukimo arba iki pabaigos
Daugiau informacijos šia tema
TNC darbo režimai: Žr. „Darbo režimai”, psl. 66
Programų vykdymas: Žr. „Programos eiga”, psl. 527
Programos, kurią norima įvykdyti, pasirinkimas
1.7 Pirmosios programos vykdymas
Daugiau informacijos šia tema
Rinkmenų valdymo sistema: Žr. „Darbas su rinkmenų valdymo
sistema”, psl. 103
U Paspauskite mygtuką PGM MGT: TNC atidaro
rinkmenų valdymo sistemą
U Paspauskite programuojamąjį mygtuką PASKUTINĖS
RINKMENOS: TNC atidaro iššokantį langą su
paskutinį kartą pasirinktomis rinkmenomis
U Prireikus rodyklių klavišais pasirinkite programą, kurią
norite įvykdyti, perimkite mygtuku ENT
Programos paleidimas
U Paspauskite NC-Start mygtuką: TNC įvykdo aktyvią
programą
Daugiau informacijos šia tema
Programų vykdymas: Žr. „Programos eiga”, psl. 527
60 Pirmieji žingsniai su iTNC 530
Page 61

Įvadas
Page 62

2.1 iTNC 530
HEIDENHAIN TNC yra technologinės juostos valdymo sistemos,
kuriomis įprasti frezavimo ir gręžimo darbai užprogramuojami tiesiogiai
įrenginyje, naudojant paprastus atviro, nekoduoto teksto dialogus. Jos
yra skirtos naudoti su frezavimo ir gręžimo staklėmis bei apdirbimo
centrais. iTNC 530 gali valdyti daugiausiai 12 ašių. Papildomai galite
nustatyti užprogramuotą suklių kampo padėtį.
2.1 iTNC 530
Integruotame diske galite išsaugoti bet kokį kiekį programų, net jei jos
buvo sukurtos išoriniais prietaisais. Greitesniam apskaičiavimui bet
kuriuo metu galima iškviesti skaičiuotuvą.
Valdymo pultas ir ekrano vaizdai yra aiškiai suformuoti, todėl visas
funkcijas pasieksite greitai ir paprastai.
Programavimas: HEIDENHAIN atviro, nekoduoto teksto dialogas, smarT.NC ir DIN/ISO
Programas labai lengva sukurti naudojant lengvai valdomą
HEIDENHAIN atviro, nekoduoto teksto dialogą. Programuojant,
programavimo grafike vaizduojami atskiri apdirbimo žingsniai.
Papildomai padeda laisvo kontūro programavimas FK, jei kartais nėra
NC tinkamo brėžinio. Grafiniu gabalo apdirbimo imitavimu galima
naudotis ir testuojant programą, ir vykdant programą.
Pradedantiems dirbti su TNC, smarT.NC darbo režimas siūlo itin puikią
galimybę greitai ir be didelių pastangų sukurti struktūrines atviro,
nekoduoto teksto programas. smarT.NC aprašomas atskiroje
naudotojui skirtoje dokumentacijoje.
TNC papildomai galima užprogramuoti ir pagal DIN/ISO arba
pasirinkus DNC režimą.
Programą testuoti ir įvesti galima ir tada, kai kita programa jau vykdo
gabalo apdirbimą.
Suderinamumas
TNC gali vykdyti apdirbimo programas, kurios HEIDENHAIN juostų
valdymo sistemomis sukurtos naudojant versijas nuo TNC 150 B. Jei
TNC programose yra senesnės versijos gamintojo ciklų, tai iTNC 530
būtina pritaikyti naudojant AK programinę įrangą „CycleDesign“.
Susisiekite su savo įrenginio gamintoju arba HEIDENHAIN.
62 Įvadas
Page 63

2.2 Ekranas ir valdymo pultas
1
3
1
1
4
4
5
1
678
2
1
9
1
3
4
4
5
1
6
7
8
2
1
1
7
Ekranas
TNC pristatomas su 15 colių spalvotu plokščiuoju ekranu BF 250. Kaip
alternatyvą galima pasirinkti 19 colių spalvotą plokščiąjį ekraną
BF 260.
1 Antraštė
Kai TNC įjungtas, ekrano antraštėje rodomi pasirinkti darbo
režimai: įrenginio darbo režimai kairėje, o programavimo darbo
režimai – dešinėje. Didžiausią antraštės plotą užima ekrane
įjungtas darbo režimas: ten pasirodo dialogo klausimai ir
pranešimų tekstai (išimtis: kai TNC rodo tik grafiką).
2 Programuojamieji mygtukai
Apatinėje eilutėje programuojamųjų mygtukų juostoje TNC rodo
kitas funkcijas. Šias funkcijas pasirinksite žemiau esančiais
mygtukais. Kad būtų lengviau orientuotis, virš programuojamųjų
mygtukų juostos esantis siauras stulpelis rodo programuojamųjų
juostų skaičių, kurias galite pasirinkti išorėje išdėstytais juodais
rodyklių klavišais. Aktyvi programuojamųjų mygtukų juosta
pažymima apšviestu stulpeliu.
15 colių ekrane yra 8 programuojamieji mygtukai, o 19 colių ekrane
– 10 programuojamųjų mygtukų.
3 Programuojamieji pasirinkimo mygtukai
4 Programuojamų
5 Ekrano išdėstymo nustatymas
6 Ekrano perjungimo mygtukas, skirtas įrenginio ir programavimo
darbo režimams perjungti
7 Programuojamieji pasirinkimo mygtukai įrenginio gamintojo
programuojamiesiems mygtukams.
15 colių ekrane yra 6 programuojamieji mygtukai, o 19 colių ekrane
– 8 programuojamieji mygtukai.
8 Programuojamųjų mygtukų juostų perjungimas įrenginio gamintojo
programuojamiesiems mygtukams
9 USB jungtis
jų mygtukų juostų perjungimas
2.2 Ekranas ir valdymo pultas
HEIDENHAIN iTNC 530 63
Page 64

Ekrano išdėstymo nustatymas
Naudotojas pasirenka ekrano išdėstymą: tada TNC, pvz., programos
išsaugojimo/redagavimo darbo režime programą rodo kairiajame
lange, o dešiniajame lange tuo metu vaizduoja, pvz., programavimo
grafiką. Dešiniajame lange pasirinktinai gali būti rodoma ir programos
struktūra arba tik programa dideliame lange. TNC rodomi langai
priklauso nuo pasirinkto darbo režimo.
Ekrano išdėstymo nustatymas:
Paspauskite ekrano perjungimo mygtuką:
programuojamųjų mygtukų juostoje rodomi galimi
ekrano išdėstymo variantai, žr. „Darbo režimai”,
psl. 66
Ekrano išdėstymą pasirinkite programuojamuoju
mygtuku
2.2 Ekranas ir valdymo pultas
64 Įvadas
Page 65

Valdymo pultas
1
2
3
5
1
4
6
77179
8
TNC pristatomas su valdymo pultu TE 530. Paveikslėlyje rodomi
valdymo pulto TE 530 valdymo elementai:
1 Raidinė klaviatūra teksto įvestims, rinkmenų pavadinimams ir
DIN/ISO programavimui.
Dviejų procesorių versija: papildomi mygtukai valdyti Windows
2 Rinkmenų valdymo sistema
Skaičiuotuvas
MOD funkcija
HELP (pagalbos) funkcija
3 Programavimo darbo režimai
4 Įrenginio darbo režimai
5 Programavimo dialogų atidarymas
6 Rodyklių klavišai ir peršokimo nurodymas GOTO
7 Skaičių įvestis ir ašies pasirinkimas
8 Lietimui jautrus laukas: tik dviejų procesorių versijai valdyti,
programuojamiesiems mygtukams ir smarT.NC
9 smarT.NC navigacijos mygtukai
Atskirų mygtukų funkcijos trumpai aprašytos pirmajame atverčiamame
puslapyje.
Kai kurie įrenginių gamintojai nenaudoja standartinio
HEIDENHAIN valdymo pulto. Tokiais atvejais atkreipkite
dėmesį į įrenginio vadovą.
Išoriniai mygtukai, pvz., NC-START arba NC-STOPP, taip
pat aprašyti įrenginio vadove.
2.2 Ekranas ir valdymo pultas
HEIDENHAIN iTNC 530 65
Page 66

2.3 Darbo režimai
Rankinis režimas ir el. smagratis
Įrenginio derinimo darbai atliekami įjungus rankinį režimą. Pasirinkus
šį darbo režimą rankiniu būdu arba pakopomis galima nustatyti
įrenginio padėtį, nustatyti atskaitos taškus ir pasukti apdirbimo
plokštumą.
El. smagračio darbo režimas palaiko rankinį įrenginio ašių patraukimą
elektroniniu smagračiu HR.
2.3 Darbo režimai
Programuojamieji mygtukai ekrano išdėstymui (pasirenkama
pagal aukščiau pateiktą aprašymą)
Langas
Padėtys
Kairėje: padėtys, dešinėje: būsenos rodmuo
Kairėje: padėtys, dešinėje: aktyvus susidūrimo
objektas (FCL4 funkcija)
Programuojamasis mygtukas
Padėties nustatymas rankine įvestimi
Šiame darbo režime galima užprogramuoti paprastus manevrus, pvz.,
plokštumos frezavimas arba padėties nustatymas iš anksto.
Programuojamieji mygtukai ekrano išdėstymui
Langas
Programa
Kairėje: programa, dešinėje: būsenos rodmuo
Kairėje: programa, dešinėje: aktyvus susidūrimo
objektas (FCL4 funkcija). Jei pasirinkote šį
vaizdą, TNC susidūrimą pavaizduos raudonu
rėmeliu grafiko lange.
Programuojamasis mygtukas
66 Įvadas
Page 67

Programos išsaugojimas/redagavimas
Apdirbimo programas sukursite šiame darbo režime. Didelę pagalbą ir
papildymus programuojant siūlo laisvo kontūro programavimas,
įvairūs ciklai ir Q parametro funkcijos. Jei pageidaujama,
programavimo grafikas arba 3D linijinis grafikas (FCL 2 funkcija)
parodo užprogramuotus perkėlimo kelius.
Programuojamieji mygtukai ekrano išdėstymui
Langas
Programa
Kairėje: programa, dešinėje: programos
struktūra
Kairėje: programa, dešinėje: programavimo
grafikas
Kairėje: programa, dešinėje: 3D linijinis
grafikas
3D linijų grafikas
Programuojamasis mygtukas
Programos testavimas
Programų testavimo metu TNC imituoja programas ir programos dalis,
kad, pvz., būtų galima nustatyti geometrinius nesuderinamumus,
trūkstamus arba klaidingus duomenis programoje ir darbo erdvės
pažeidimus. Imitavimas įvairiai gali būti pavaizduotas grafiškai.
Kartu naudodami pasirenkamą programinę įrangą DCM (dinaminė
susidūrimo kontrolė), galite patikrinti, ar programoje nebus susidūrimų.
Taip pat, kaip ir vykstant programai, TNC stebi visus įrenginio
gamintojo apibrėžtus stabilius konstrukcinius elementus ir išmatuotus
įtempiklius.
Programuojamieji mygtukai ekrano išdėstymui: žr. „Sakinių sekos
programa ir atskiro sakinio programa”, psl. 68
2.3 Darbo režimai
HEIDENHAIN iTNC 530 67
Page 68

Sakinių sekos programa ir atskiro sakinio programa
Pasirinkus sakinių sekos programą, TNC programą vykdo iki pabaigos
arba iki užprogramuoto nutraukimo ar nutraukimo rankiniu būdu. Po
nutraukimas programos eigą vėl galite atnaujinti.
Atskiro sakinio programoje kiekvieną sakinį atskirai įjungsite starten
išoriniu START mygtuku.
Programuojamieji mygtukai ekrano išdėstymui
Langas
2.3 Darbo režimai
Programa
Kairėje: programa, dešinėje: programos
struktūra
Kairėje: programa, dešinėje: būsena
Kairėje: programa, dešinėje: grafikas
Grafikas
Kairėje: programa, dešinėje: aktyvus
susidūrimo objektas (FCL4 funkcija). Jei
pasirinkote šį vaizdą, TNC susidūrimą
pavaizduos raudonu rėmeliu grafiko lange.
Aktyvus susidūrimo objektas (FCL4 funkcija).
Jei pasirinkote šį vaizdą, TNC susidūrimą
pavaizduos raudonu rėmeliu grafiko lange.
Programuojamieji mygtukai ekrano išdėstymui naudojant
padėklų lenteles
Programuojamasis mygtukas
Langas
Padėklų lentelė
Kairėje: programa, dešinėje: padėklų lentelė
Kairėje: padėklų lentelė, dešinėje: būsena
Kairėje: padėklų lentelė, dešinėje: grafikas
68 Įvadas
Programuojamasis mygtukas
Page 69

2.4 Būsenos rodmenys
ESAM
X Y Z
F S M
Būsenos rodmuo „Bendrai“
Bendrasis būsenos rodmuo apatinėje ekrano srityje informuoja apie
esamą įrenginio būklę. Jis automatiškai pasirodo darbo režimuose
atskiro sakinio programa ir sakinių sekos programa, kol
nepasirenkamas vaizdas „Grafikas“, ir darbo režime
padėties nustatymas rankine įvestimi.
Rankiniame režime ir el. smagračio režime būsenos rodmuo pasirodo
didžiajame lange.
Būsenos rodmenų informacija
Simbolis Reikšmė
Esamos arba nustatytosios aktualios padėties
koordinatės
Įrenginio ašys; pagalbines ašis TNC rodo
mažosiomis raidėmis. Rodomų ašių eilės tvarką ir
skaičių nustato įrenginio gamintojas. Atkreipkite
dėmesį į įrenginio žinyną
Pastūmos coliais rodmuo atitinka dešimtąją dalį
veiksmingosios vertės. Apsukų skaičius S, pastūma
F ir veiksmingoji papildoma funkcija M
Programos eiga paleista
Ašis prispausta
Ašį galima patraukti smagračiu
Ašys traukiamos atsižvelgiant į pagrindinį sukimą
Ašys traukiamos į pasuktą apdirbimo plokštumą
2.4 Būsenos rodmenys
Funkcija M128 arba FUNCTION TCPM aktyvi
Funkcija Dinaminė susidūrimo kontrolė DCM
aktyvi
Funkcija Adaptyvusis pastūmos reguliavimas
AFC aktyvi (pasirenkama programinė įranga)
HEIDENHAIN iTNC 530 69
Page 70

Simbolis Reikšmė
Vienas arba keli bendrieji parametrų nustatymai yra
aktyvūs (pasirenkama programinė įranga)
Aktyvaus atskaitos taško numeris ir išankstinių
pasirinkimų lentelės. Jei atskaitos taškas buvo
nustatytas rankiniu būdu, už simbolio TNC rodo
tekstą MAN
2.4 Būsenos rodmenys
70 Įvadas
Page 71

Papildomi būsenos rodmenys
Papildomame būsenos rodmenyje pateikiama išsamios informacijos
apie programos eigą. Jį galima iškviesti bet kuriame darbo režime,
išimtis – darbo režimas „Programos išsaugojimas/redagavimas“.
Papildomo būsenos rodmens įjungimas
Iškvieskite programuojamųjų mygtukų juostą ekrano
išdėstymui
Pasirinkite ekrano vaizdavimą su papildomu būsenos
rodmeniu: dešinėje ekrano pusėje TNC parodo
būsenos formą Peržiūra
Papildomų būsenos rodmenų pasirinkimas
Perjunkite programuojamųjų mygtukų juostą, kol
pasirodys BŪSENOS programuojamieji mygtukai
Papildomą būsenos rodmenį pasirinkite tiesiogiai
programuojamuoju mygtuku, pvz., padėtys ir
koordinatės, arba
2.4 Būsenos rodmenys
Norimą vaizdą pasirinkite perjungimo
programuojamuoju mygtuku
Toliau aprašomi naudojami būsenos rodmenys, kuriuose tiesiogiai
galite pasirinkti programuojamaisiais mygtukais arba perjungimo
programuojamuoju mygtuku.
Prašome atkreipti dėmesį, kad kai kuri toliau aprašyta
informacija naudojama tik tada, kai Jūsų TNC atblokuota
priklausanti pasirenkama programinė įranga.
HEIDENHAIN iTNC 530 71
Page 72

Peržiūra
Būsenos formą Peržiūra TNC rodo po TNC įjungimo, jei pasirinkote
ekrano išdėstymą PROGRAMA+BŪSENA (arba PADĖTIS+
BŪSENA). Peržiūros formoje trumpai pateikiama svarbiausia būsenos
informacija, kurią atskirai galite rasti atitinkamose išsamiose formose.
Programuojamasis mygtukas
2.4 Būsenos rodmenys
Bendroji programos informacija (skirtukas PGM)
Programuojamasis mygtukas
Tiesioginė
pasirinktis
negalima
Reikšmė
Padėtis rodmuo daugiausiai 5 ašyse
Įrankio informacija
Aktyvios M funkcijos
Aktyvios koordinačių transformacijos
Aktyvi subprograma
Aktyvus programos dalies kartojimas
PGM CALL iškviesta programa
Aktualus apdirbimo laikas
Aktyvios pagrindinės programos pavadinimas
Reikšmė
Aktyvios pagrindinės programos pavadinimas
Apskritimo centras CC (polius)
Išlaikymo trukmės skaitiklis
Apdirbimo laikas, jei darbo režime Programos
testavimas programa buvo imituota iki galo
Aktualus apdirbimo laikas, %
Aktualus paros laikas:
Aktuali juostos pastūma
Iškviestos programos
72 Įvadas
Page 73

Bendroji padėklų informacija (skirtukas PAL)
Programuojamasis mygtukas
Tiesioginė
pasirinktis negalima
Programos dalies kartojimas/subprogramos (skirtukas LBL)
Programuojamasis mygtukas
Tiesioginė
pasirinktis negalima
Informacija apie standartinius ciklus (skirtukas CYC)
Programuojamasis mygtukas
Tiesioginė
pasirinktis negalima
Reikšmė
Aktyvaus padėklų išankstinio pasirinkimo
numeris
Reikšmė
Aktyvūs programos dalies kartojimai su sakinio
numeriu, žymos numeris ir užprogramuotų/dar
vykdomų kartojimų skaičius
Aktyvūs subprogramos numeriai su sakinio
numeriu, kuriame buvo iškviesta
subprograma ir iškviestas žymos numeris
Reikšmė
Aktyvus apdirbimo ciklas
Aktyvios paklaidų ciklo G62 vertės
2.4 Būsenos rodmenys
HEIDENHAIN iTNC 530 73
Page 74

Aktyvios papildomos funkcijos M (skirtukas M)
Programuojamasis mygtukas
Tiesioginė
pasirinktis negalima
2.4 Būsenos rodmenys
Reikšmė
Aktyvių M funkcijų su nustatyta reikšme
sąrašas
Aktyvių M funkcijų, pritaikytų įrenginio
gamintojo, sąrašas
74 Įvadas
Page 75

Padėtys ir koordinatės (skirtukas POS)
Programuojamasis mygtukas
Informacija apie įrankius (skirtukas TOOL)
Programuojamasis mygtukas
Reikšmė
Padėties rodmens tipas, pvz., esama padėtis
Virtualiosios ašies kryptimi VT patraukta vertė
(tik naudojant pasirenkamą programinę įrangą
„Bendrieji programos nustatymai“)
Pasukimo kampas apdirbimo plokštumai
Pagrindinio sukimo kampas
Reikšmė
Rodmuo T: įrankio numeris ir pavadinimas
Rodmuo RT: atsarginio įrankio numeris ir
pavadinimas
Įrankio ašis
Įrankio ilgiai ir spinduliai
Matmenys (Delta vertės) iš įrankių lentelės
(TAB) ir TOOL CALL (PGM)
2.4 Būsenos rodmenys
Neveika, ilgiausia neveika (TIME 1) ir ilgiausia
neveika TOOL CALL (TIME 2)
Aktyvaus įrankio ir (kito) atsarginio įrankio
rodmuo
HEIDENHAIN iTNC 530 75
Page 76

Įrankio matavimas (skirtukas TT)
TNC skirtuką TT rodo tik tada, kai ši funkcija aktyvinta Jūsų
įrenginyje.
Programuojamasis mygtukas
Tiesioginė
pasirinktis
negalima
2.4 Būsenos rodmenys
Koordinačių perskaičiavimas (skirtukas TRANS)
Programuojamasis mygtukas
Reikšmė
Numeris įrankio, kuris bus matuojamas
Rodoma, kas bus matuojama – įrankio
spindulys ar ilgis
MIN ir MAX vertė atskirų ašmenų matavimui ir
matavimo rezultatas su besisukančiu įrankiu
(DYN)
Įrankio ašmens numeris su priklausančia
matavimo verte. Žvaigždutė už matavimo
vertės parodo, kad viršyta įrankio lentelėje
nurodyta paklaida. TNC rodo maks. 24
ašmenų matavimo vertes.
Reikšmė
Aktyvios nulinio taško lentelės pavadinimas
Aktyvaus nulinio taško numeris (#),
komentaras iš aktyvaus taško numerio (DOC)
aktyvios eilutės, iš ciklo G53
Aktyvus nulinio taško perkėlimas (ciklas G54);
TNC parodo aktyvų nulinio taško perkėlimą
daugiausiai 8 ašyse
Atspindėtos ašys (ciklas G28)
Aktyvus pagrindinis sukimas
Aktyvus sukimo kampas (ciklas G73)
Aktyvus matavimo koeficientas / matavimo
koeficientai (ciklai G72); TNC parodo aktyvius
matavimo koeficientus daugiausiai 6 ašyse
Centrinio tiesinimo centras
Žr. naudotojo žinyną „Ciklai“, ciklai koordinatėms perskaičiuoti.
76 Įvadas
Page 77

Bendrieji programos nustatymai 1 (skirtukas GPS1, pasirenkama
programinė įranga)
TNC skirtuką rodo tik tada, kai ši funkcija aktyvinta Jūsų
įrenginyje.
Programuojamasis mygtukas
Tiesioginė
pasirinktis negalima
Bendrieji programos nustatymai 2 (skirtukas GPS2, pasirenkama
programinė įranga)
TNC skirtuką rodo tik tada, kai ši funkcija aktyvinta Jūsų
įrenginyje.
Programuojamasis mygtukas
Tiesioginė
pasirinktis negalima
Reikšmė
Sukeistos ašys
Uždengtas nulinio taško perkėlimas
Uždengtas atspindys
Reikšmė
Užblokuotos ašys
Uždengtas pagrindinis sukimas
Uždengtas sukimasis
Aktyvus pastūmos koeficientas
2.4 Būsenos rodmenys
HEIDENHAIN iTNC 530 77
Page 78

Adaptyvusis pastūmos reguliavimas AFC
(skirtukas AFC, pasirenkama programinė įranga)
TNC skirtuką AFC rodo tik tada, kai ši funkcija aktyvinta
Jūsų įrenginyje.
Programuojamasis mygtukas
Tiesioginė
pasirinktis negalima
Reikšmė
Aktyvus režimas, kuriame naudojamas
adaptyvusis pastūmos reguliavimas
Aktyvus įrankis (numeris ir pavadinimas)
Pjūvio numeris
2.4 Būsenos rodmenys
Aktualus pastūmos potenciometro
koeficientas,%
Aktuali suklio apkrova, %
Suklio atskaitinė apkrova
Aktualus suklio apsukų skaičius
Aktualus apsukų skaičiaus nuokrypis
Aktualus apdirbimo laikas
Linijinė diagrama, kurioje rodoma aktuali
suklio apkrova ir TNC paskirta pastūmos
atšaukimo vertė
78 Įvadas
Page 79

2.5 Langų tvarkytuvas
Jūsų įrenginio gamintojas nustato langų tvarkytuvo
atliekamas funkcijas ir elgesį. Atkreipkite dėmesį į įrenginio
vadovą!
TNC galima naudotis langų tvarkytuvu „Xfce“. „Xfce“ yra standartinė
taikomoji programa, skirta UNIX pagrindu sukurtoms operacinėms
sistemoms, kurią naudojant galima valdyti grafinę naudotojo terpę.
Langų tvarkytuvas leidžia atlikti šias funkcijas:
Užduočių juosta, leidžianti perjungti įvairias taikomąsias programas
(naudotojo terpė).
Papildomas darbalaukio, kuriame gali būti vykdomos specialiosios
įrenginio gamintojo taikomosios programos, valdymas.
Akcento valdymas tarp NC programinės įrangos ir įrenginio
gamintojo taikomųjų programų.
Galite keisti iššokančio lango („Pop-Up“ langai) dydį ir padėtį. Taip
pat galima uždaryti, atkurti ir sumažinti iššokantį langą.
TNC ekrano kairėje viršuje parodo žvaigždutę, kai
pasireiškia langų tvarkytuvo taikomosios programos arba
paties langų tvarkytuvo klaida. Tokiu atveju perjunkite
langų tvarkytuvą ir pašalinkite problemą, prireikus
skaitykite įrenginio vadovą.
2.5 Langų tvarkytuvas
HEIDENHAIN iTNC 530 79
Page 80

Užduočių juosta
Per užduočių juostą pele pasirinkite įvairias darbo sritis. iTNC leidžia
naudotis šiomis darbo sritimis:
1-a darbo sritis: aktyvus įrenginio darbo režimas
2-a darbo sritis: aktyvus programavimo darbo režimas
3-ia darbo sritis: įrenginio gamintojo taikomosios programos
(pasirinktinai)
Be to, per užduočių juostą Jūs taip pat galite pasirinkti kitas
taikomąsias programas, kurias paleidote kartu su TNC (pvz., perjungti
įPDF Betrachter arba TNCguide).
Spragtelėję pele žalią ant HEIDENHAIN simbolio atidarysite meniu,
per kurį galėsite gauti informacijos, atlikti nustatymus arba paleisti
taikomąsias programas. Galima naudotis šiomis funkcijomis:
2.5 Langų tvarkytuvas
About Xfce: informacija apie „Window“ tvarkytuvą „Xfce“
About HeROS: informacija apie TNC operacinę sistemą
NC Control: TNC programinės įrangos paleidimas ir stabdymas.
Leidžiama tik diagnostikos tikslams
Web Browser: „Mozilla Firefox“ paleidimas
Diagnostics: naudoti gali tik įgalioti specialistai diagnostikos
taikomosioms programoms paleisti
Settings: įvairių nustatymų konfigūravimas
Date/Time: datos ir laiko nustatymas
Language: sistemos dialogų kalbos nustatymas. TNC perrašo š
nustatymą paleidžiant su įrenginio parametro 7230 kalbos
nustatymu
Network: tinklo nustatymai
Reset WM-Conf: „Windows“ tvarkytuvo pagrindinių nustatymų
atkūrimas. Jei reikia, sugrąžinami ir nustatymai, kuriuos atliko
Jūsų įrenginio gamintojas
Screensaver: ekrano užsklandos nustatymai, galima pasirinkti iš
įvairių variantų
Shares: tinklo jungčių konfigūravimas
Tools: leidžiama naudoti tik įgaliotam naudotojui. „Tools“ esančias
taikomąsias programas galima paleisti tiesiogiai, pasirinkus
priklausantį rinkmenos tipą TNC rinkmenų valdymo sistemoje(žr.
„Papildomi įrankiai išorinių tipų rinkmenoms valdyti” psl. 121)
į
80 Įvadas
Page 81

2.6 Priedas: 3D zondavimo sistemos ir elektroniniai smagračiai iš HEIDENHAIN
3D zondavimo sistemos
Naudodami įvairias HEIDENHAIN 3D sistemas, galite:
automatiškai atlikti gabalų derinimą
greitai ir tiksliai nustatyti atskaitos taškus
programai vykstant atlikti gabalo matavimus
išmatuoti ir patikrinti įrankius
Visos zondavimo sistemos funkcijos yra aprašytos
naudotojo žinyne „Ciklai“. Prireikus naudotojo žinyno
kreipkitės į HEIDENHAIN. Ident. Nr.: 670 388-xx.
Prijungiamos zondavimo sistemos TS 220, TS 640 ir TS 440
Šios zondavimo sistemos puikiai tinka automatiniam gabalo derinimui,
atskaitos taško nustatymui ir gabalo matavimui. TS 220 perjungimo
signalus perduoda laidu, be to, tai yra pigi galimybė, jei reikėtų atlikti
skaitmeninį keitimą.
Specialiai įrenginiams su įrankių keitikliais pritaikytos zondavimo
sistemos TS 640 (žr. paveikslėlį) ir mažesnė sistema TS 440, kurios
perjungimo signalus perduoda belaidžiu būdu infraraudonaisiais
spinduliais.
Veikimo principas: prie prijungtos HEIDENHAIN zondavimo sistemos
nenusidėvintis optinis jungiklis priregistruoja matavimo liestuko
nuokrypį. Sukurtas signalas paskatina išsaugoti aktualios zondavimo
sistemos padėties esamą vertę.
HEIDENHAIN
HEIDENHAIN iTNC 530 81
2.6 Priedas: 3D zondavimo sistemos ir elektroniniai smagračiai iš
Page 82

Įrankio zondavimo sistema TT 140 įrankiui matuoti
TT 140 yra prijungiama 3D zondavimo sistema, skirta įrankiams
matuoti ir tikrinti. TNC tam pateikia 3 ciklus, kuriuos atliekant galima
nustatyti įrankio spindulį ir ilgį, kai suklys nejuda arba sukasi. Dėl itin
tvirtos konstrukcijos ir aukštos apsaugos rūšies TT 140 yra nejautrios
aušinimo skysčiui ir skiedroms. Perjungimo signalas sukuriamas
nenusidėvinčiu optiniu jungikliu, kuris yra itin patikimas.
Elektroniniai smagračiai HR
HEIDENHAIN
Elektroniniai smagračiai supaprastina tikslų rankinį ašies pavaros
traukimą. Galima pasirinkti labai plačią perstūmimo kelio per vieną
smagračio apsisukimo sritį. HEIDENHAIN siūlo ne tik įmontuojamus
smagračius HR 130 ir HR 150, bet ir nešiojamus smagračius HR 510
ir HR 520. Išsamų HR 520 aprašymą rasite 14 (žr. „Traukimas
elektroniniais smagračiais” psl. 448) skyriuje
2.6 Priedas: 3D zondavimo sistemos ir elektroniniai smagračiai iš
82 Įvadas
Page 83

Programavimas: pagrindai, rinkmenų valdymo sistema
Page 84

3.1 Pagrindai
Y
X
Z
X (Z,Y)
X
MP
Y
X
Z
Atstumo matavimo prietaisai ir atskaitos žymos
Prie įrenginio ašių yra atstumo matavimo prietaisai, kurie užfiksuoja
įrenginio arba įrankio padėtis. Prie linijinių ašių dažniausiai sumontuoti
ilgio matavimo prietaisai, o prie apvalių stalų ir pasukamų ašių – kampo
matavimo prietaisai.
3.1 Pagrindai
Jei įrenginio ašis juda, jai priklausantis atstumo matavimo prietaisas
sukuria elektrinį signalą, pagal kurį TNC apskaičiuoja tikslią įrenginio
ašies padėtį.
Nutrūkus srovės tiekimui išsitrins įrenginio pavažos ir apskaičiuotos
esamos padėties priskyrimas. Kad būtų galima atkurti šį priskyrimą,
prieauginiuose atstumo matavimo prietaisuose yra atskaitos žymos.
Pervažiavus atskaitos žymą TNC perduodamas signalas, nurodantis
stabilų įrenginio atskaitos tašką. Taip TNC gali vėl atkurti aktualios
įrenginio padėties esamą padėtį. Naudojant ilgio matavimo prietaisus
su užkoduotomis atstumo atskaitos žymomis įrenginio ašys turi būti
patrauktos daugiausiai 20 mm, o naudojant kampo matavimo
prietaisus – daugiausiai 20°.
Naudojant absoliutinius matavimo prietaisus, įjungus, valdymo
prietaisui perduodama absoliutinė padėties vertė. Todėl iš karto po
įjungimo, nepatraukus įrenginio ašių galima atkurti priskyrimą tarp
esamos padėties ir įrenginio pavažų padėties.
Atskaitos sistema
Atskaitos programa vienareikšmiškai nustatysite padėtis plokštumoje
arba erdvėje. Vienos padėties duomenys visada susiję su nustatytu
tašku ir aprašomi koordinatėmis.
Keturkampėje sistemoje (stačiakampė sistema) trys ašys X, Y ir Z yra
nustatytos kaip trys kryptys. Visos ašys yra vertikaliai viena kitai ir jos
susikerta vienam, nuliniame taške. Koordinatė nurodo atstumą iki
nulinio taško viena iš šių krypčių. Taip vieną padėtį plokštumoje galima
aprašyti dviem koordinatėmis, o erdvėje – trim koordinatėmis.
Su nuliniu tašku susijusios koordinatės yra vadinamos absoliutinėmis
koordinatėmis. Santykinės koordinatės yra susijusios su bet kuria kita
padėtimi (atskaitos tašku) koordinačių sistemoje. Santykinių
koordinačių vertės dar vadinamos ir koordinačių prieaugio vertėmis.
84 Programavimas: pagrindai, rinkmenų valdymo sistema
Page 85

Atskaitos sistema frezavimo staklėse
+X
+Y
+Z
+X
+Z
+Y
W+
C+
B+
V+
A+
U+
Y
X
Z
Gabalą apdirbant frezavimo staklėmis reikia remtis stačiakampe
koordinačių sistema. Dešinėje esančiame paveiksle parodyta, kaip
stačiakampė koordinačių sistema yra priskirta įrenginio ašims.
Dešinės rankos trijų pirštų taisyklė taikoma tam, kad būtų lengviau
prisiminti: jei vidurinis pirštas nukreipiamas įrankio ašies kryptimi nuo
gabalo link įrankio, tada jis rodo Z+ kryptimi, nykštys parodo X+ kryptį,
o rodomasis pirštas – Y+.
iTNC 530 iš viso gali valdyti maks. 9 ašis. Šalia pagrindinių ašių X, Y ir
Z yra lygiagrečiai einančios papildomos ašys U, V ir W. Sukamosios
ašys žymimos A, B ir C raidėmis. Dešinėje apačioje esantis paveikslas
rodo papildomų ir sukamųjų ašių priskyrimą pagrindinėms ašims.
3.1 Pagrindai
HEIDENHAIN iTNC 530 85
Page 86

Polinės koordinatės
X
Y
0°
30
10
CC
R
H
H
R
R
H
X
Z
Y
X
Z
Y
X
Z
Y
I
J
K
K
J
I
Jei gamybos brėžinys yra nubraižytas stačiakampyje, apdirbimo
programą taip pat kurkite naudodami stačiakampes koordinates.
Naudojant gabalus su apskritimo lankais arba turint kampo duomenis
taip yra paprasčiau nustatyti polines koordinates.
Priešingai nei stačiakampės koordinatės X, Y ir Z, polinės koordinatės
apibrėžia tik plokštumoje esančias padėtis. Polinių koordinačių nulinis
taškas yra poliuje CC (CC = circle centre, angl. apskritimo centras).
3.1 Pagrindai
Padėtis plokštumoje vienareikšmiškai nustatoma:
polinių koordinačių spinduliu: atstumas nuo poliaus CC iki padėties
polinių koordinačių kampu: kampas tarp kampinės atskaitos ašies ir
atkarpos, polių CC sujungiančios su padėtimi
Poliaus ir kampo atskaitos ašies nustatymas
Vienoje iš trijų plokštumų polių nustatysite dviem koordinatėmis
stačiakampėje koordinačių sistemoje. Tada kampo atskaitos ašis
aiškiai bus priskirta polinių koordinačių kampui H.
Polinės koordinatės (plokštuma) Kampo atskaitos ašis
X/Y +X
Y/Z +Y
Z/X +Z
86 Programavimas: pagrindai, rinkmenų valdymo sistema
Page 87

Absoliutinės ir prieauginės gabalo padėtys
X
Y
2
1
3
10 30 50
10
20
30
X
Y
20
10 10
20
10
10
5
4
6
X
Y
0°
30
10
CC
R
H
G91+H
R
R
G91+H
G91+R
Absoliutinės gabalo padėtys
Jei vienos padėties koordinatės yra susijusios su koordinačių nuliniu
tašku (šaltinis), jos pažymimos kaip absoliutinės koordinatės.
Kiekviena padėtis ant gabalo aiškiai nustatyta jos absoliutinėmis
koordinatėmis.
1 pavyzdys: angos su absoliutinėmis koordinatėmis:
Anga 1 Anga 2 Anga 3
X = 10 mm X = 30 mm X = 50 mm
Y = 10 mm Y = 20 mm Y = 30 mm
Prieauginės gabalo padėtys
Prieauginės koordinatės yra susijusios su paskutinį kartą
užprogramuota įrankio padėtimi, naudojama kaip santykinis
(tariamasis) nulinis taškas. Kuriant programą prieauginės koordinatės
nurodo matmenį tarp paskutinės ir tolesnės nustatytosios padėties,
kuriuo turi būti patrauktas įrankis. Todėl šis matmuo dar vadinamas
sudedamuoju matmeniu.
Prieauginį matmenį prieš ašies pavadinimą pažymėkite G91 funkcija.
2 pavyzdys: angos su prieauginėmis koordinatėmis
Absoliutinės angos 4 koordinatės
X = 10 mm
Y = 10 mm
Anga 5, susijusi su 4 Anga 6, susijusi su 5
G91 X = 20 mm G91 X = 20 mm
G91 Y = 10 mm G91 Y = 10 mm
3.1 Pagrindai
Absoliutinė
s ir prieauginės polinės koordinatės
Absoliutinės koordinatės visada yra susijusios su poliumi ir kampo
atskaitos ašimi.
Prieauginės koordinatės visada yra susijusios su paskutinį kartą
užprogramuota įrankio padėtimi.
HEIDENHAIN iTNC 530 87
Page 88

Atskaitos taško pasirinkimas
Y
X
Z
MAX
MIN
X
Y
325
320
0
450 900
950
150
-150
750
0
300
±
0,1
21
3 4
7
6
5
Gabalo brėžinys atitinkamą gabalo formos elementą apibrėžia kaip
absoliutinį atskaitos tašką (nulinį tašką), dažniausiai gabalo kampą.
Nustatydami atskaitos tašką, gabalą visada išlygiuokite pagal įrenginio
ašis ir kiekvienai ašiai įrankį kiekvienai ašiai pagal gabalą nustatykite į
žinomą padėtį. Šiai padėčiai TNC rodmenį nustatykite ties nuliu arba
nustatykite nurodytą padėties vertę. Taip gabalą priskirsite atskaitos
sistemai, kuri taikoma TNC rodmeniui arba Jūsų apdirbimo programai.
3.1 Pagrindai
Jei gabalo brėžinyje yra santykinių atskaitos taškų, tada paprasčiausiai
naudokite koordinačių perskaičiavimo ciklą (žr. naudotojo žinyną
„Ciklų programavimas“, „Koordinačių perskaičiavimo ciklai“).
Jei gabalo brėžinio matmenys netinka NC, tada padėtį arba gabalo
kampą pasirinkite kaip atskaitos tašką
apskaičiuoti likusias gabalo padėtis.
Atskaitos taškus itin patogu nustatyti HEIDENHAIN 3D zondavimo
sistema. Žr. naudotojo žinyną „Zondavimo sistemos ciklai“, skyrių
„Atskaitos taško nustatymas 3D zondavimo sistemomis“.
Pavyzdys
Gabalo eskize rodomos angos (nuo 1 iki 4), kurių matmenys susiję su
absoliutiniu atskaitos tašku su koordinatėmis X=0 Y=0. Angos (nuo 5
iki 7) yra susijusios su santykiniu atskaitos tašku su absoliutinėmis
koordinatėmis X=450 Y=750. Naudodami ciklą NULINIO TAŠKO
PERSTŪMIMAS, nulinį tašką laikinai galite perstumti į padėtį X=450,
Y=750, kad angas (nuo 5 iki 7) būtų galima užprogramuoti be
apskaičiavimo.
, pagal kurį būtų lengviausia
88 Programavimas: pagrindai, rinkmenų valdymo sistema
Page 89

3.2 Programų atidarymas
N10 G00 G40 X+10 Y+5 F100 M3
Sakinio numeris
Trajektorijos funkcija
Žodžiai
Sakinys
ir įvedimas
NC programos sukūrimas DIN/ISO formatu
Apdirbimo programa susideda iš programos sakinių. Paveiksle
dešinėje rodomi sakinio elementai.
TNC apdirbimo programos sakinius sunumeruoja automatiškai,
atsižvelgdama į MP7220. MP7220 apibrėžia sakinio numerio žingsnio
dydį.
Pirmasis programos sakinys prasideda %, programos pavadinimu ir
taikomais matavimo vienetais.
Tolesniuose sakiniuose pateikiama tokia informacija:
ruošinys
įrankio iškvietos
saugios padėties pritraukimas
pastūmos ir apsukų skaičiai
trajektorijos judesiai, ciklai ir kitos funkcijos
Paskutinis programos sakinys baigiasi N99999999, programos
pavadinimu ir taikomais matavimo vienetais.
Dėmesio – susidūrimo pavojus!
HEIDENHAIN rekomenduoja po įrankio iškvietos pritraukti
saugią padėtį, iš kurios TNC gali nustatyti į apdirbimo
padėtį be susidūrimo!
Ruošinio apibrėžtis: G30/G31
Atidarę naują programą, apibrėžkite stačiakampį, neapdirbtą gabalą.
Jei ruošinį norite apibrėžti vėliau, paspauskite mygtuką SPEC FCT, o
po to – programuojamąjį mygtuką BLK FORM. Šios apibrėžties TNC
reikės grafiniams imitavimams. Didžiausias stačiakampio sienų ilgis
gali būti 100 000 mm, jos turi būti lygiagrečiai ašims X, Y ir Z. Šis
ruošinys yra nustatytas dviem kampiniais taškais:
MIN taškas G30: mažiausia stačiakampio X, Y ir Z koordinatė;
įveskite absoliutinę vertę
MAX taškas G31: didžiausia stačiakampio X, Y ir Z koordinatė;
įveskite absoliutinę ir prieauginę vertę
Ruošinio apibrėžtis reikalinga tada, jei programą norite
testuoti grafiškai!
3.2 Programų atidarymas ir įvedimas
HEIDENHAIN iTNC 530 89
Page 90

Naujos apdirbimo programos atidarymas
Apdirbimo programa visada įvedama pasirinkus darbo režimą
Programos išsaugojimas/redagavimas. Programos atidarymo pavyzdys:
Pasirinkite darbo režimą Programos
išsaugojimas/redagavimas
Iškvieskite rinkmenų valdymo sistemą: paspauskite
mygtuką PGM MGT
Pasirinkite katalogą, kuriame norite išsaugoti naują programą:
RINKMENOS PAVADINIMAS = ALT.H
Įveskite naują programos pavadinimą, patvirtinkite
mygtuku ENT
Pasirinkite matavimo vienetus: paspauskite
programuojamąjį mygtuką MM arba INCH. TNC
3.2 Programų atidarymas ir įvedimas
perjungia programos langą ir atidaro dialogą BLK-
FORM apibrėžčiai (ruošinys)
SUKLIO AŠIS X/Y/Z LYGIAGREČIAI?
Įveskite suklio ašį, pvz., Z
DEF BLK-FORM: MIN TAŠKAS?
Vieną po kitos įveskite MIN taško koordinates X, Y ir
Z, kiekvieną patvirtinkite mygtuku ENT
DEF BLK-FORM: MAX TAŠKAS?
Vieną po kitos įveskite MAX taško koordinates X, Y ir
Z, kiekvieną patvirtinkite mygtuku ENT
90 Programavimas: pagrindai, rinkmenų valdymo sistema
Page 91

Pavyzdys: BLK-Form rodymas NC programoje
%NAUJAS G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NAUJAS G71 *
Pirmąjį ir paskutinįjį programos sakinį TNC sukuria automatiškai.
Jei nenorite užprogramuoti ruošinio apibrėžties, mygtuku
DEL dialogą nutraukite ties Suklio ašis X/Y/Z lygiagrečiai!
TNC grafiką sukurti gali tik tada, kai trumpiausias šonas
yra mažiausiai 50 µm, o ilgiausias šonas – daugiausiai
99 999,999 mm.
Programos pradžia, pavadinimas, matavimo vienetai
Suklio ašis, MIN taško koordinatės
MAX taško koordinatės
Programos pabaiga, pavadinimas, matavimo vienetai
3.2 Programų atidarymas ir įvedimas
HEIDENHAIN iTNC 530 91
Page 92

Įrankio judesių užprogramavimas, DIN/ISO
1
20
40
Jei norite užprogramuoti sakinį, raidinėje klaviatūroje paspauskite
funkcinį mygtuką DIN/ISO. Jei norite gauti atitinkamą G kodą, galite
naudoti ir pilkus trajektorijos funkcinius mygtukus.
Atkreipkite dėmesį, kad aktyvi didžiųjų raidžių rašymo
funkcija.
Padėties nustatymo sakinio pavyzdys
Atidarykite sakinį
KOORDINATĖS?
Įveskite X ašies tikslo koordinatę
Įveskite Y ašies tikslo koordinatę, mygtuku ENT
perjunkite kitą klausimą
FREZOS TRAJEKTORIJOS CENTRAS
3.2 Programų atidarymas ir įvedimas
Traukti be įrankio spindulio korekcijos: patvirtinkite
mygtuku ENT arba
Kairėje bei dešinėje traukti užprogramuotą kontūrą:
G41 arba G42 pasirinkite programuojamuoju mygtuku
PASTŪMA F=?
Šiam judesiui trajektorija pastūma 100 mm/min.,
mygtuku ENT perjunkite kitą klausimą
PAPILDOMA FUNKCIJA M?
Papildoma funkcija M3 „Suklys įj.“, paspaudus
mygtuką ENT TNC išjungia šį dialogą
Programos lange rodoma eilutė:
N30 G01 G40 X+10 Y+5 F100 M3 *
92 Programavimas: pagrindai, rinkmenų valdymo sistema
Page 93

Esamos padėties perėmimas
TNC suteikia galimybę esamą įrankio padėtį perimti į programą, pvz.,
užprogramuojant patraukimo sakinį
programuojant ciklus
Įrankius apibrėžkite G99
Norėdami perimti teisingas padėties vertes, atlikite šiuos veiksmus:
U Įvesties lauką sakinyje nustatykite toje vietoje, į kurią norite perimti
padėtį
U Pasirinkite esamos padėties perėmimo funkciją: TNC
programuojamųjų mygtukų juostoje rodo ašis, kurių
padėtis galite perimti
U Pasirinkite ašis: TNC į aktyvų įvesties lauką įrašo
esamą pasirinktos ašies padėtį
Apdirbimo plokštumoje TNC visada perima įrankio centro
koordinates, net tuo atveju, jei aktyvi įrankio spindulio
korekciją.
Įrankio ašyje TNC visada perima įrankio viršūnės
koordinates, taigi visada atsižvelgia į aktyvią įrankio ilgio
korekciją.
Programuojamųjų mygtukų juostą ašims pasirinkti TNC
laiko įjungtą tol, kol ją išjungsite dar kartą paspaudę
mygtuką „Esamos padėties perėmimas“. Šie veiksmai
atliekami ir tada, kai norite išsaugoti esamą sakinį ir
trajektorijos funkciniais mygtukais atidarote naują sakinį.
Jei pasirenkate sakinio elementą, kuriame
programuojamuoju mygtuku turite pasirinkti įvesties
galimybę (pvz., spindulio korekcija), tada TNC taip pat
uždaro programuojamųjų mygtukų juostą ašims pasirinkti.
Funkcijos „Esamos padėties perėmimas“ naudoti
negalima, jei aktyvi apdirbimo plokštumos pasukimo
funkcija.
3.2 Programų atidarymas ir įvedimas
HEIDENHAIN iTNC 530 93
Page 94

Programos redagavimas
Programą redaguoti galite tik tada, jei tuo metu įrenginio
darbo režimas nenaudojamas TNC. Nors TNC ir leidžia
žymeklį pastatyti sakinyje, tačiau neleidžia išsaugoti
pakeitimų ir perduoda klaidos pranešimą.
Kurdami arba keisdami apdirbimo programą, rodyklių klavišais arba
programuojamaisiais mygtukais programoje galite pasirinkti kiekvieną
eilutę ir atskirus sakinio žodžius:
Programuoja-
Funkcija
Vienu puslapiu aukštyn
Vienu puslapiu žemyn
Peršokti į programos pradžią
Peršokti į programos pabaigą
3.2 Programų atidarymas ir įvedimas
Esamo sakinio padėties ekrane keitimas. Taip
galite pamatyti daugiau programos sakinių,
užprogramuotų prieš aktualų sakinį
masis mygtukas/ klavišai
Esamo sakinio padėties ekrane keitimas. Taip
galite pamatyti daugiau programos sakinių,
užprogramuotų už aktualaus sakinio
Peršokti nuo sakinio prie sakinio
Sakinyje pasirinkti atskirus žodžius
Pasirinkti atitinkamą sakinį: paspauskite
mygtuką GOTO, įveskite norimo sakinio
numerį, patvirtinkite mygtuku ENT. Arba:
įveskite sakinio numerio žingsnį ir įvestą
eilučių skaičių viršun arba žemyn peršokite
paspaudę programuojamąjį mygtuką N
EILUČIŲ
94 Programavimas: pagrindai, rinkmenų valdymo sistema
Page 95

Programuojama-
Funkcija
Nustatyti nulinę pasirinkto žodžio vertę
Ištrinti klaidingą vertę
Ištrinti klaidos pranešimą (neblyksi)
Ištrinti pasirinktą vertę
Ištrinti pasirinktą sakinį
Ištrinti ciklus ir programos dalis
Įterpti paskutinį redaguotą arba ištrintą sakinį
Sakinių įterpimas norimoje vietoje
U Pasirinkite sakinį, už kurio norite įterpti naują sakinį, ir atidarykite
dialogą
sis mygtukas/
klavišas
3.2 Programų atidarymas ir įvedimas
Žodžių keitimas ir įterpimas
U Sakinyje pasirinkite žodį ir vietoje jo parašykite naują žodį.
Pasirenkant žodį galima naudotis atviro, nekoduoto teksto dialogu
U Išjunkite pakeitimą: paspauskite mygtuką END
Jei norite įterpti žodį, spauskite rodyklių klavišą (dešinėn arba kairėn),
kol pasirodys norimas dialogas ir įveskite norimą vertę.
HEIDENHAIN iTNC 530 95
Page 96

Vienodų žodžių ieškojimas įvairiuose sakiniuose
Šiai funkcijai programuojamąjį mygtuką AUTOM. BRAIŽYMAS
nustatykite ties IŠJUNGTA.
Pasirinkite žodį sakinyje: rodyklių klavišus spauskite
tol, kol bus pažymėtas norimas žodis
Sakinio pasirinkimas rodyklių klavišais
Žymėjimas yra pasirinktame naujame sakinyje ant to paties žodžio,
kaip ir anksčiau pasirinktame sakinyje.
Jei paiešką įjungsite ilgose programose, TNC parodys
langą su progreso rodmeniu. Programuojamuoju mygtuku
papildomai galėsite nutraukti paiešką.
Bet kokio teksto paieška
U Pasirinkite paieškos funkciją: paspauskite programuojamąjį
mygtuką IEŠKOTI. TNC rodo dialogą Ieškoma teksto:
U Ieškomo teksto įvedimas
U Ieškokite teksto: paspauskite programuojamąjį mygtuką VYKDYTI
3.2 Programų atidarymas ir įvedimas
96 Programavimas: pagrindai, rinkmenų valdymo sistema
Page 97

Programos dalių žymėjimas, kopijavimas, ištrynimas ir įterpimas
Jei programos dalis norite nukopijuoti NC programoje arba į kitą NC
programą, TNC pasiūlys šias funkcijas: Žiūrėkite lentelę apačioje.
Norėdami nukopijuoti programos dalis, atlikite šiuos veiksmus:
U Pasirinkite programuojamųjų mygtukų juostą su žymėjimo
funkcijomis
U Pasirinkite pirmąjį (paskutinįjį) kopijuojamos programos dalies sakinį
U Pažymėkite pirmąjį (paskutinįjį) sakinį: paspauskite
programuojamąjį mygtuką ŽYMĖTI BLOKĄ. TNC šviesiai pažymi
pirmą sakinio numerio vietą ir pateikia programuojamąjį mygtuką
NUTRAUKTI ŽYMĖJIMĄ
U Šviesų lauką patraukite ant paskutinio (pirmojo) programos dalies
sakinio, kurį norite nukopijuoti arba ištrinti. Visus pažymėtus sakinius
TNC pavaizduoja kita spalva. Žymėjimo funkciją bet kuriuo metu
galite išjungti paspaudę programuojamąjį mygtuką NUTRAUKTI
ŽYMĖJIMĄ
U Nukopijuokite pažymėtą programos dalį: paspauskite
programuojamąjį mygtuką KOPIJUOTI BLOKĄ, ištrinkite pažymėtą
programos dalį: paspauskite programuojamąjį mygtuką IŠTRINTI
BLOKĄ. TNC išsaugo pažymėtą bloką
U Rodyklių klavišais pasirinkite sakinį, už kurio turi būti įterpta
nukopijuota (ištrinta) programos dalis
Jei nukopijuotą programos dalį norite įterpti į kitą
programą, naudodami rinkmenų valdymo sistemą
pasirinkite atitinkamą programą ir ten pažymėkite sakinį,
už kurio norite įterpti.
U Įterpkite išsaugotą programos dalį: paspauskite programuojamąjį
mygtuką ĮTERPTI BLOKĄ
U Išjunkite žymėjimo funkciją: paspauskite programuojamąjį mygtuką
NUTRAUKTI ŽYMĖJIMĄ
Funkcija
Programuojamasis mygtukas
Įjungti žymėjimo funkciją
Išjungti žymėjimo funkciją
Ištrinti pažymėtą bloką
Įterpti atmintyje esantį bloką
Kopijuoti pažymėtą bloką
3.2 Programų atidarymas ir įvedimas
HEIDENHAIN iTNC 530 97
Page 98

TNC paieškos funkcija
+40
Naudodami TNC paieškos funkciją, programoje galite ieškoti bet kokio
teksto ir prireikus jį pakeisti nauju tekstu.
Bet kokio teksto paieška
U Prireikus pasirinkite sakinį, kuriame yra išsaugotas ieškomas žodis
U Pasirinkite paieškos funkciją: TNC parodo paieškos
langą ir programuojamųjų mygtukų juostoje pateikia
pasirenkamas paieškos funkcijas (žr. paieškos
funkcijų lentelę)
U Įveskite ieškomą tekstą, atkreipkite dėmesį į
didžiųjų/mažųjų raidžių rašybą
U Pradėkite paieškos procesą: TNC programuojamųjų
mygtukų juostoje parodo naudojamas paieškos
pasirinktis (žr. paieškos pasirinkčių lentelę)
U Prireikus pakeiskite paieškos pasirinktis
U Paleiskite paieškos procesą: TNC peršoka prie
tolesnio sakinio, kuriame išsaugotas ieškomas
tekstas
U Pakartokite paieškos procesą: TNC peršoka prie
tolesnio sakinio, kuriame išsaugotas ieškomas
3.2 Programų atidarymas ir įvedimas
tekstas
U Išjunkite paieškos funkciją
Paieškos funkcijos
Programuojamasis mygtukas
Rodyti iššokantį langą, kuriame pateikiami
paskutiniai paieškos elementai. Paieškos
elementą pasirinkite rodyklių klavišu,
patvirtinkite ENT mygtuku
Rodyti iššokantį langą, kuriame gali būti
išsaugoti galimi aktualaus sakinio paieškos
elementai. Paieškos elementą pasirinkite
rodyklių klavišu, patvirtinkite ENT mygtuku
Rodyti iššokantį langą, kuriame pateikiamos
svarbiausios NC funkcijos. Paieškos
elementą pasirinkite rodyklių klavišu,
patvirtinkite ENT mygtuku
Aktyvinti paieškos/pakeitimo funkciją
98 Programavimas: pagrindai, rinkmenų valdymo sistema
Page 99

Paieškos pasirinktys
Programuojamasis mygtukas
Nustatyti paieškos kryptį
Nustatykite paieškos pabaigą: nustatymas
VISAS atlieka paiešką nuo aktualaus sakinio
ir kito aktualaus sakinio
Pradėti naują paiešką
Bet kokio teksto paieška/pakeitimas
Paieškos/pakeitimo funkcijos negalima naudoti, jei
programa apsaugota
programą jau apdoroja TNC
Naudodami funkciją KEISTI VISKĄ, atkreipkite dėmesį,
kad nepakeistumėte teksto dalių, kurių keisti negalima.
Pakeistų tekstų grąžinti nebegalėsite.
U Prireikus pasirinkite sakinį, kuriame yra išsaugotas ieškomas žodis
U Pasirinkite paieškos funkciją: TNC parodo paieškos
langą ir programuojamųjų mygtukų juostoje pateikia
pasirenkamas paieškos funkcijas
U Aktyvinkite pakeitimą: TNC iššokančiame lange rodo
papildomą įvesties galimybę tekstui, kuris turi būti
įrašytas
U Įveskite ieškomą tekstą, atkreipkite dėmesį į
didžiųjų/mažųjų raidžių rašybą, patvirtinkite mygtuku
ENT
U Įveskite tekstą, kuris turi būti įrašytas, atkreipkite
dėmesį į didžiųjų/mažųjų raidžių rašybą
U Pradėkite paieškos procesą: TNC programuojamųjų
mygtukų juostoje parodo naudojamas paieškos
pasirinktis (žr. paieškos pasirinkčių lentelę)
U Prireikus pakeiskite paieškos pasirinktis
3.2 Programų atidarymas ir įvedimas
U Paleiskite paieškos procesą: TNC peršoka ant
tolesnio ieškomo teksto
U Jei norite pakeisti tekstą ir tada peršokti prie kitos
rastos vietos: paspauskite programuojamąjį mygtuką
PAKEISTI arba, jei norite pakeisti visas rastas teksto
vietas: paspauskite programuojamąjį mygtuką
PAKEISTI VISKĄ, arba, jei norite pakeisti tekstą ir
peršokti į kitą rastą vietą: paspauskite
programuojamąjį mygtuką NEKEISTI
U Išjunkite paieškos funkciją
HEIDENHAIN iTNC 530 99
Page 100

3.3 Rinkmenų valdymo sistema:
pagrindai
Rinkmenos
TNC esančios rinkmenos Tipas
Programos
HEIDENHAIN formatu
DIN/ISO formatu
.H
.I
smarT.NC rinkmenos
Struktūrinė blokų programa
Kontūrų aprašymai
Taškų lentelės apdirbimo padėtims
Lentelės
įrankiams
įrankio keitikliams
padėklams
nuliniams taškams
Taškai
išankstiniams pasirinkimams
pjūvio duomenims
pjaunamoms medžiagoms, medžiagoms
Priklausantys duomenys
(pvz., eilutės elementai)
Tekstai, kaip
ASCII rinkmenos
3.3 Rinkmenų valdymo sistema: pagrindai
pagalbos rinkmenos
Brėžinių duomenys
ASCII rinkmenos .DXF
Kiti duomenys
Siūlomi įtempikliai
Įtempikliai su parametrais
Priklausantys duomenys
(pvz., eilutės elementai)
.HU
.HC
.HP
.T
.TCH
.P
.D
.PNT
.PR
.CDT
.TAB
.DEP
.A
.CHM
.CFT
.CFX
.DEP
Jei apdirbimo programą įvesite į TNC, tai iš pradžių nurodykite šios
programos pavadinimą. TNC programą standžiajame diske išsaugo
kaip rinkmeną tuo pačiu pavadinimu. Tekstus ir lenteles TNC taip pat
išsaugo kaip rinkmenas.
Kad galėtumėte greitai surasti rinkmenas ir jas valdyti, TNC yra
specialus rinkmenų valdymo langas. Čia galite iškviesti, kopijuoti,
pervadinti ir ištrinti įvairias rinkmenas.
Naudodami TNC galite valdyti beveik visas rinkmenas, tačiau
mažiausias jų dydis turi būti 21 gigabaitai. Standžiojo disko dydis
priklauso nuo pagrindinio kompiuterio, kuris yra sumontuotas Jūsų
įrenginyje. Vienos atskiros NC programos maks. dydis gali būti 2
gigabaitai.
100 Programavimas: pagrindai, rinkmenų valdymo sistema
 Loading...
Loading...