

Page 1

Průvodce
smarT.NC
iTNC 530
NC-software
340 490-06, 606 420-01
340 491-06, 606 421-01
340 492-06
340 493-06
340 494-06
Česky (cs)
7/2010
Page 2

Page 3

Průvodce pro smarT.NC
... je pomůcka programátora pro provozní režim smarT.NC
řídicího systému iTNC 530, ve zkráceném podání. Úplný návod
na programování a obsluhu iTNC 530 naleznete v Příručce pro
uživatele.
Symboly používané v Průvodci
Důležité informace jsou v Průvodci označeny následujícími
symboly:
Důležitý pokyn!
Stroj a TNC musí být pro popsané funkce
připraveny výrobcem stroje!
Varování: v případě nedodržení vzniká pro obsluhu
nebo stroj nebezpečí!
Řídicí systém NC-software číslo
iTNC 530 340 490-06
iTNC 530 s HSCI 606 420-01
iTNC 530, exportní verze 340 491-06
iTNC 530, exportní verze s HSCI 606 421-01
iTNC 530 pod Windows XP 340 492-06
iTNC 530 pod Windows XP,
exportní verze
Programovací pracoviště
iTNC 530
340 493-06
340 494-06
Průvodce pro smarT.NC
3
Page 4

Obsah
Průvodce pro smarT.NC ............................................................................................................................................. 3
Rychlý start, rychlý nástup .......................................................................................................................................... 5
Základy ....................................................................................................................................................................... 16
Definice obrábění ....................................................................................................................................................... 45
Definice obráběcích pozic .......................................................................................................................................... 149
Definování obrysů ...................................................................................................................................................... 172
Zpracování souborů DXF (volitelný software) ............................................................................................................ 182
Grafické testování a zpracování programů UNIT ....................................................................................................... 207
4
Page 5
Rychlý start, rychlý nástup
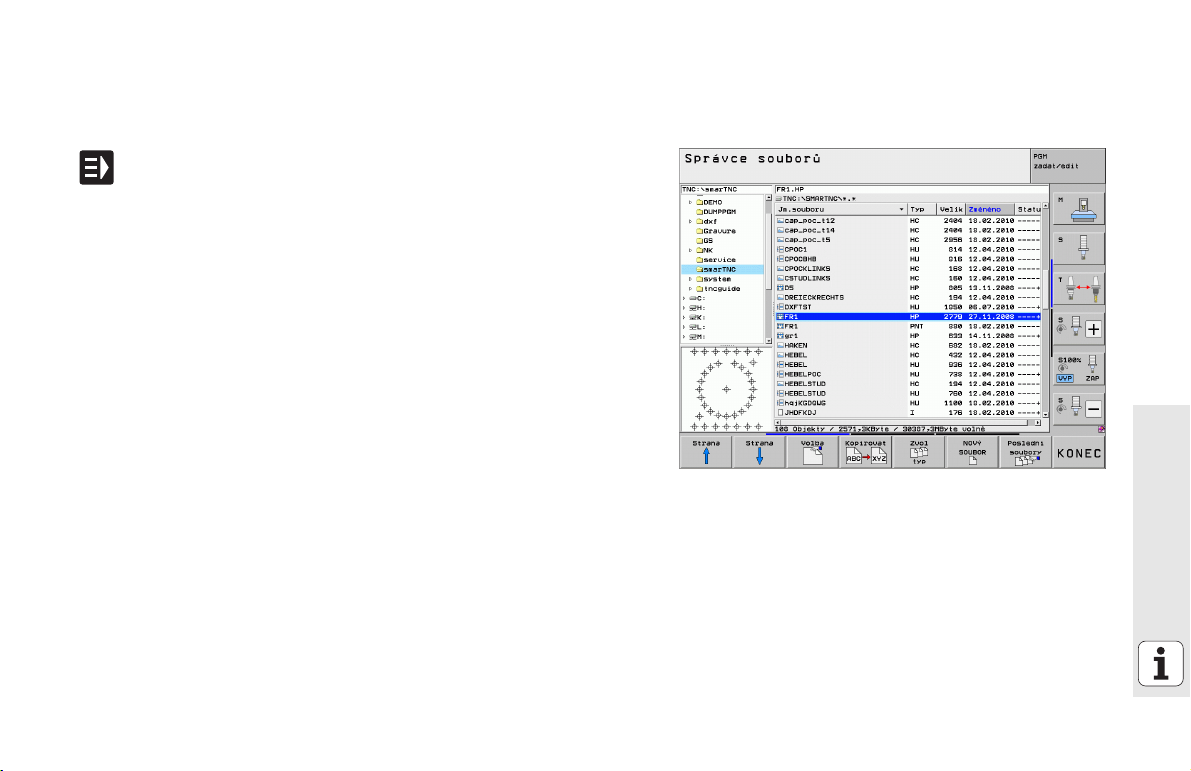
Poprvé navolte nový provozní režim a vytvořte nový program
U Zvolte provozní režim smarT.NC: TNC se nachází ve správě
souborů (viz obrázek vpravo). Není-li TNC ve správě
souborů: stiskněte klávesu PGM MGT
U Pro otevření nového obráběcího programu stiskněte
softtlačítko NOVÝ SOUBOR: smarT.NC ukáže pomocné
okno
U Zadejte název souboru s typem .HU, klávesou ENT jej
potvrďte
U Stiskněte softtlačítko MM (popř. PALCE) nebo stiskněte
tlačítko MM (popř. PALCE): smarT.NC otevře program .HU
ve zvolených měrových jednotkách a automaticky vloží
formulář záhlaví programu. Tento formulář obsahuje vedle
definice polotovaru také nejdůležitější předvolby, které platí
pro celý zbytek programu
U Převzetí standardních hodnot a uložení formuláře záhlaví
programu: stiskněte klávesu END (KONEC): nyní můžete
definovat kroky obrábění
Rychlý start, rychlý nástup
5
Page 6
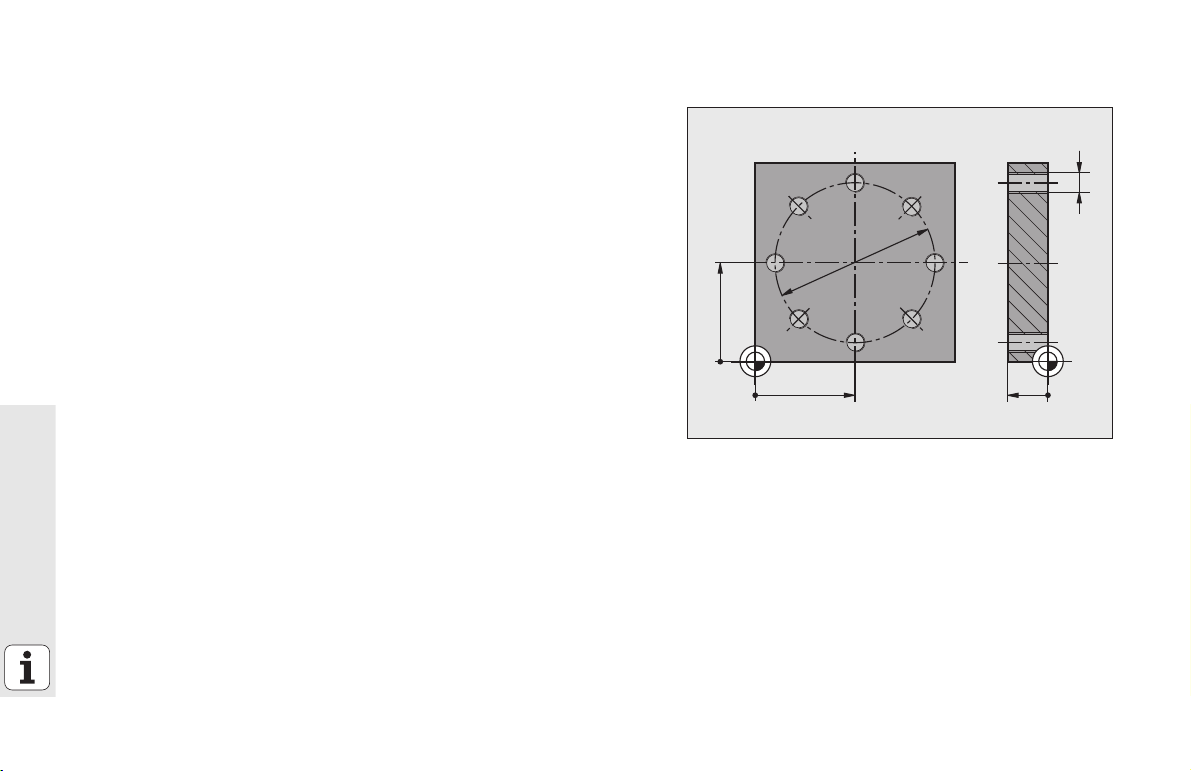
Cvičení 1: Jednoduché vrtání ve smarT.NC
50
50
20
M6
¬80
0
0
0
Úloha
Centrování roztečné kružnice, vrtání a řezání vnitřního závitu.
Předpoklady
V tabulce nástrojů TOOL.T musí být definovány následující nástroje:
NC-navrtávák, průměr 10 mm
Vrták, průměr 5 mm
Závitník M6
Rychlý start, rychlý nástup
6
Page 7

Určení centrování
U Vložte úsek obrábění: stiskněte sofftlačítko VLOŽIT
U Vložte obrábění
U Vložení vrtání: TNC ukazuje lištu softtlačítek s dostupným
vrtáním
U Zvolte centrování: TNC ukáže přehledový formulář pro
definici kompletního středicího obrábění
U Definování nástroje: stiskněte sofftlačítko ZVOLIT, TNC
zobrazí v pomocném okně obsah tabulky nástrojů TOOL.T
U Světlé pole posunujte směrovými tlačítky na NC-navrtávák a
klávesou ENT ho přeberte do formuláře. Alternativně
můžete číslo nástroje zadat také přímo a potvrďte ho
klávesou ENT
U Zadejte otáčky vřetena, potvrďte je klávesou ENT
U Zadejte rychlost posuvu centrování, potvrďte ji klávesou ENT
U Softtlačítkem přepněte na zadání hloubky, klávesou ENT ji
potvrďte. Zadejte zvolenou hloubku
U Přepínací klávesou záložek zvolte detailní formulář Poloha
U Přepněte na definici roztečné kružnice. Zadejte požadovaná
data roztečné kružnice a potvrďte je vždy klávesou ENT.
U Uložte formulář klávesou END. Centrování je plně
definováno.
Rychlý start, rychlý nástup
7
Page 8
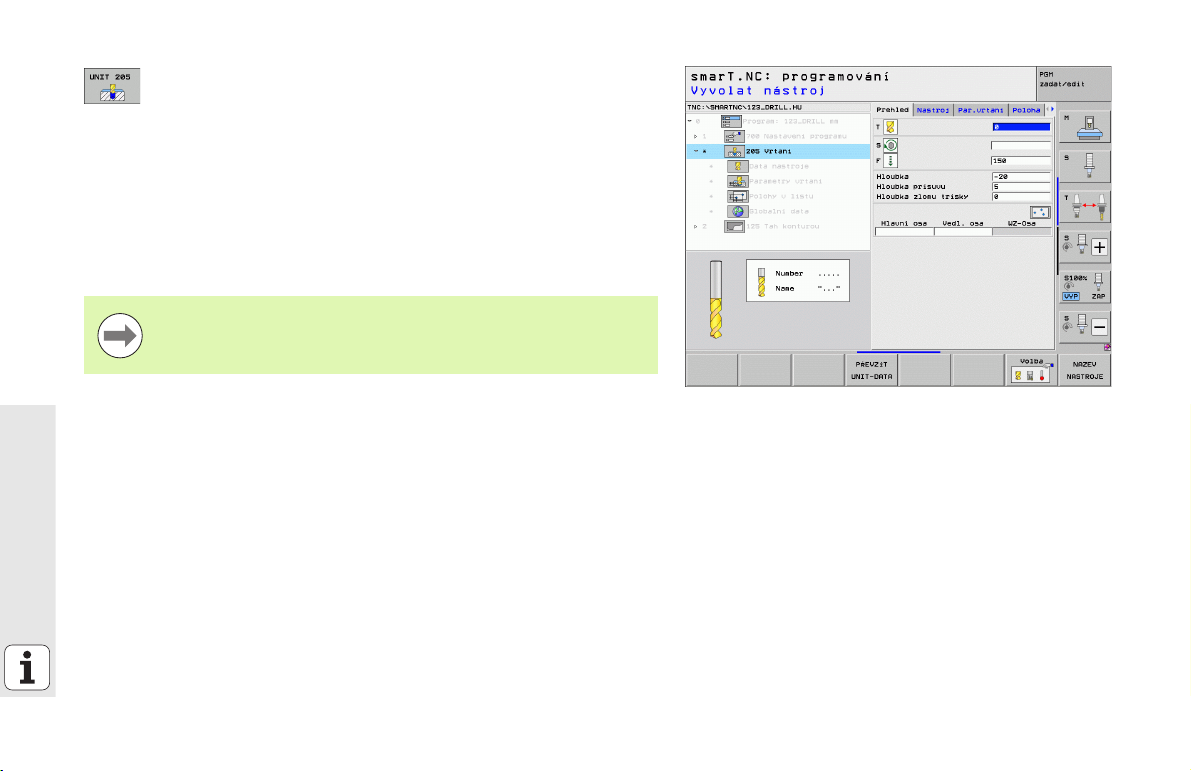
Definování vrtání
Rychlý start, rychlý nástup
U Zvolte vrtání: stiskněte softtlačítko UNIT 205, TNC zobrazí
formulář pro vrtání
U Definování nástroje: stiskněte sofftlačítko ZVOLIT, TNC
zobrazí v pomocném okně obsah tabulky nástrojů TOOL.T
U Světlé pole posunujte směrovými tlačítky na vrták a klávesou
ENT ho převezměte do formuláře
U Zadejte otáčky vřetena, potvrďte je klávesou ENT
U Zadejte rychlost posuvu při vrtání, potvrďte ji klávesou ENT
U Zadejte hloubku vrtání, potvrďte ji klávesou ENT
U Zadejte hloubku přísuvu, formulář uložte klávesou END
Polohy vrtání není nutno definovat znovu. TNC použije
automaticky naposledy definované polohy (tedy polohy pro
středicí obrábění).
8
Page 9

Definování vrtání závitu
U Softtlačítkem BACK o úroveň nahoru
U Vložte řezání závitu: stiskněte softtlačítko ZÁVITY, TNC
ukazuje lištu softtlačítek s dostupným vrtáním závitu
U Zvolte řezání vnitřních závitů bez vyrovnávací hlavy:
stiskněte softtlačítko UNIT 209, TNC zobrazí formulář pro
definování vrtání závitu
U Definování nástroje: stiskněte sofftlačítko ZVOLIT, TNC
zobrazí v pomocném okně obsah tabulky nástrojů TOOL.T
U Světlé pole posunujte směrovými tlačítky na vrták závitů a
klávesou ENT ho převezměte do formuláře
U Zadejte otáčky vřetena, potvrďte je klávesou ENT
U Zadejte hloubku závitu, potvrďte ji klávesou ENT
U Zadejte stoupání závitu, formulář uložte klávesou END
Polohy vrtání není nutno definovat znovu. TNC použije
automaticky naposledy definované polohy (tedy polohy pro
středicí obrábění).
Rychlý start, rychlý nástup
9
Page 10

Testování programu
U Tlačítkem smarT.NC zvolte vstupní softwarovou lištu (funkce
Home)
U Zvolte další úroveň režimu Test programu
U Spusťte test programu, TNC simuluje vámi definované
obrábění.
U Po konci programu zvolte tlačítkem smarT.NC vstupní
softwarovou lištu (Home funkce)
Proveďte program
U Tlačítkem smarT.NC zvolte vstupní softwarovou lištu (funkce
Home)
10
Rychlý start, rychlý nástup
U Zvolte další úroveň režimu Zpracování
U Spusťte běh programu, TNC provede vámi definované
obrábění
U Po ukončení programu zvolte tlačítkem smarT.NC vstupní
lištu softtlačítek (funkce Home)
Page 11
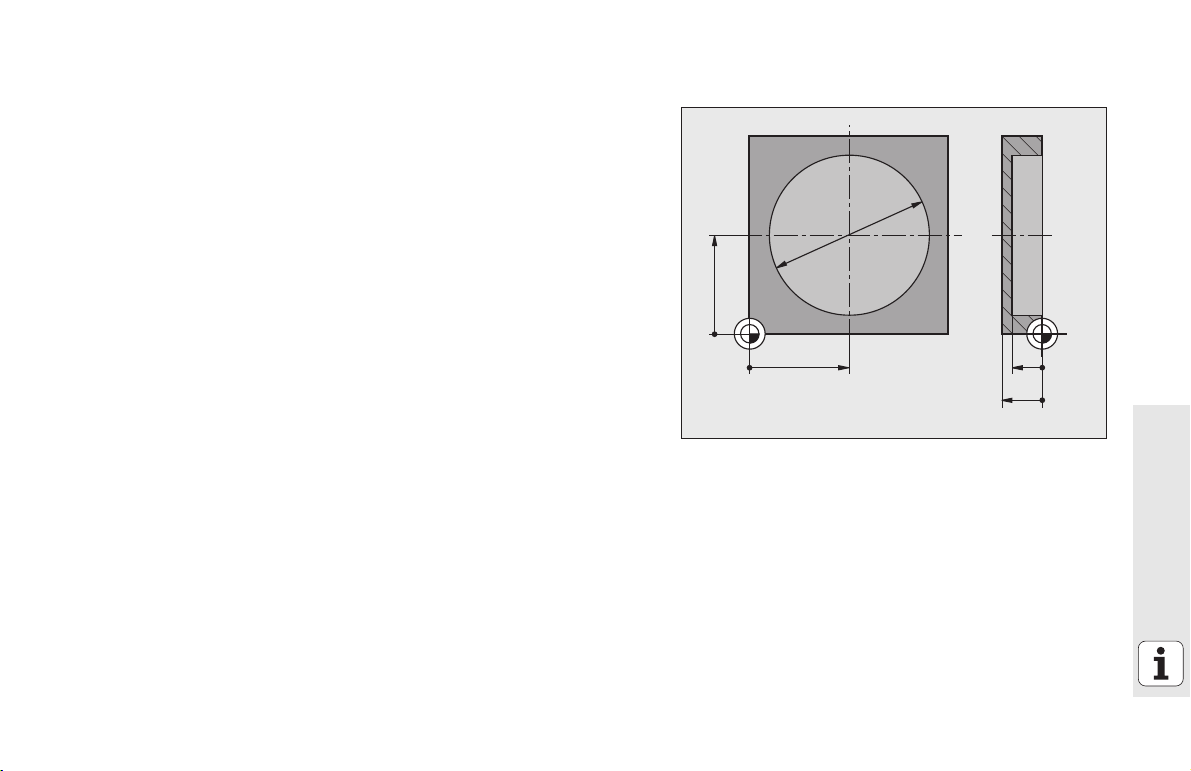
Cvičení 2: Jednoduché frézování ve smarT.NC
50
50
15
¬80
20
0
0
0
Úloha
Obrábění kruhové kapsy nástrojem nahrubo a načisto.
Předpoklady
V tabulce nástrojů TOOL.T musí být definován následující nástroj:
Stopková fréza, průměr 10 mm
Rychlý start, rychlý nástup
11
Page 12

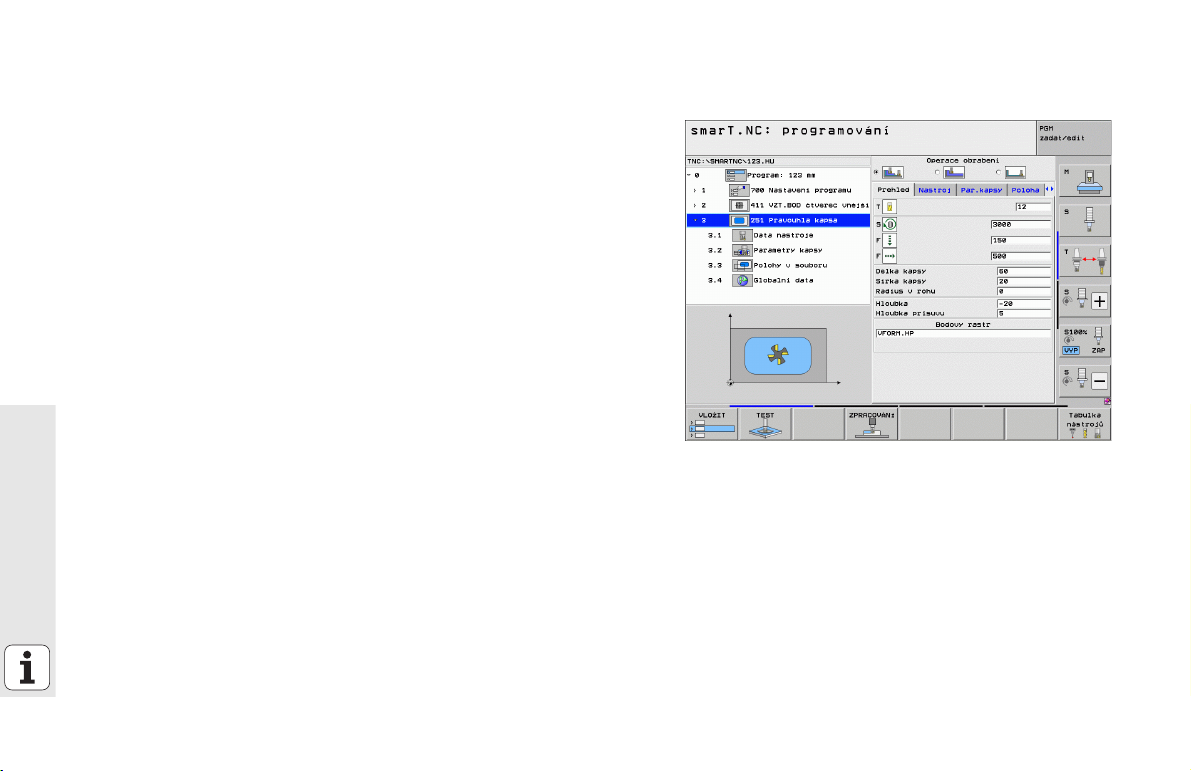
Definice kruhové kapsy
U Vložte úsek obrábění: stiskněte sofftlačítko VLOŽIT
U Vložte obrábění
U Vložení obrábění kapsy: stiskněte softtlačítko KAPSY /
ČEPY, TNC ukáže lištu softtlačítek s dostupným frézováním
U Zvolte kruhovou kapsu: stiskněte softklávesu UNIT 252, TNC
zobrazí formulář pro obrábění kruhové kapsy. Rozsah
obrábění stojí na hrubování a dokončování
U Definování nástroje: stiskněte sofftlačítko ZVOLIT, TNC
zobrazí v pomocném okně obsah tabulky nástrojů TOOL.T
U Světlé pole posunujte směrovými tlačítky na stopkovou frézu
a klávesou ENT ji převezměte do formuláře
U Zadejte otáčky vřetena, potvrďte je klávesou ENT
Rychlý start, rychlý nástup
U Zadejte rychlost posuvu zanoření, potvrďte ji klávesou ENT
U Zadejte rychlost posuvu frézování, potvrďte ji klávesou ENT
U Zadejte průměr kruhové kapsy, potvrďte ho klávesou ENT
U Zadejte hloubku, hloubku přísuvu a přídavek načisto a vždy
potvrďte klávesou ENT
U Zadejte souřadnice středu kruhové kapsy v X a Y, vždy je
potvrďte klávesou ENT
U Uložte formulář klávesou END. Obrábění kruhové kapsy je
plně definováno.
U Vytvořený program otestujte tak, jak bylo popsáno, a
zpracujte
12
Page 13
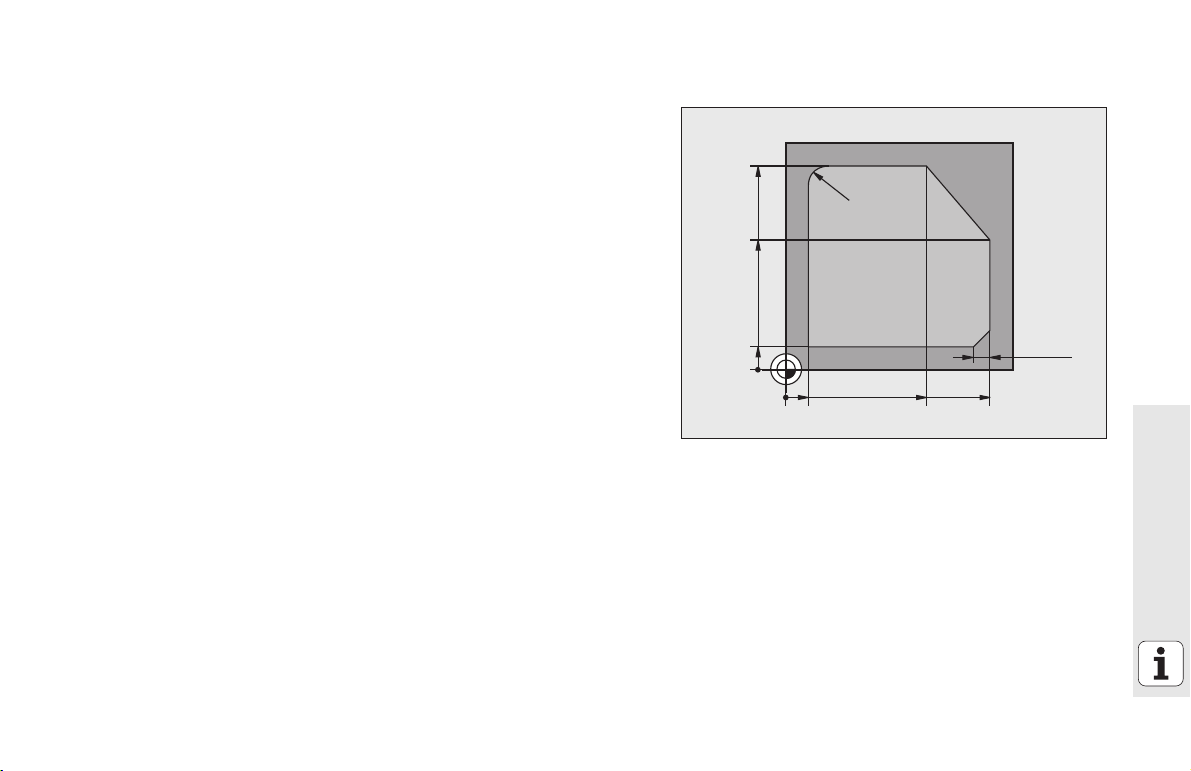
Cvičení 3: Frézování obrysu ve smarT.NC
10 80 90
10
0
0
70
90
6x45°
1
2
R8
3
4
5
6
Úloha
Obrábění obrysu nástrojem nahrubo a načisto.
Předpoklady
V tabulce nástrojů TOOL.T musí být definován následující nástroj:
Stopková fréza, průměr 22 mm
Rychlý start, rychlý nástup
13
Page 14
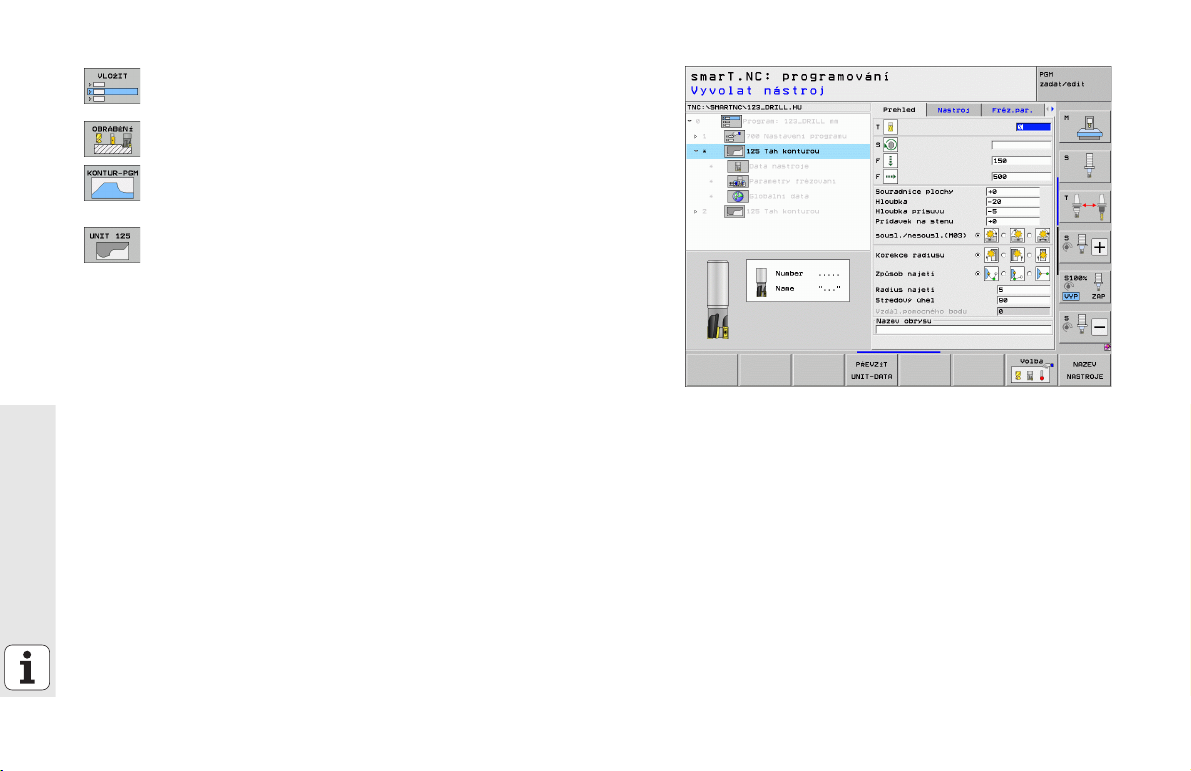
Definování obrábění obrysu
U Vložte úsek obrábění: stiskněte softklávesu VLOŽIT
U Vložte obrábění
U Vložte obrábění obrysu: stiskněte softtlačítko OBRYS PGM,
TNC ukazuje lištu softtlačítek s dostupným obráběním
obrysu
U Zvolte obrábění úseku obrysu: stiskněte softtlačítko
UNIT 125, TNC zobrazí formulář pro obrábění obrysu.
U Definování nástroje: stiskněte sofftlačítko ZVOLIT, TNC
zobrazí v pomocném okně obsah tabulky nástrojů TOOL.T
U Světlé pole posunujte směrovými tlačítky na stopkovou frézu
a klávesou ENT ji převezměte do formuláře
Rychlý start, rychlý nástup
U Zadejte otáčky vřetena, potvrďte je klávesou ENT
U Zadejte rychlost posuvu zanoření, potvrďte ji klávesou ENT
U Zadejte rychlost posuvu frézování, potvrďte ji klávesou ENT
U Zadejte souřadnice horní hrany obrobku, hloubku, hloubku
přísuvu a přídavek načisto, vždy potvrďte klávesou ENT
U Softtlačítkem zvolte druh frézování, korekci rádiusu a typ
nájezdu, vždy potvrďte klávesou ENT
U Zadejte parametry nájezdu, potvrďte je klávesou ENT
14
Page 15
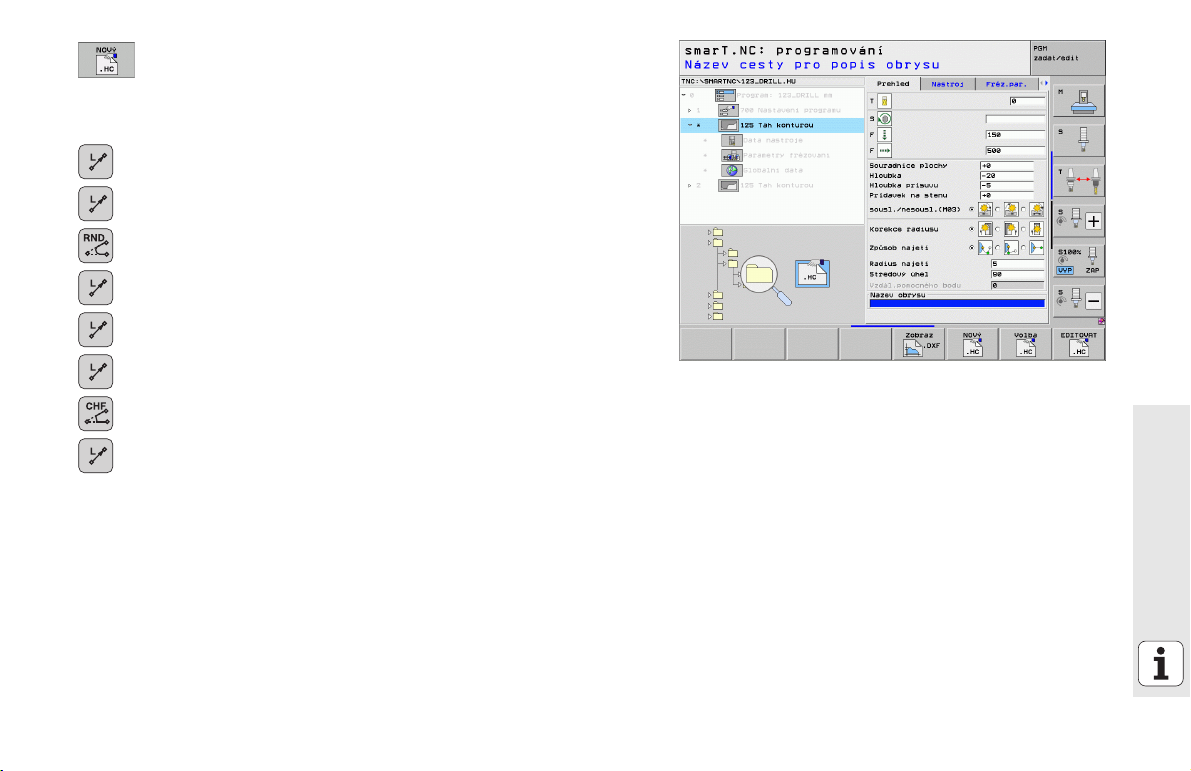
U Zadávací políčko Název obrysu je aktivní. Příprava nového
obrysového programu: smarT.NC ukáže pomocné okno pro
zadání názvu obrysu. Zadejte název obrysu, klávesou ENT
ho potvrďte, smarT.NC je nyní v režimu Programování
obrysu.
U Klávesou L definujte bod startu obrysu v X a Y: X=10, Y=10,
uložte klávesou END
U Klávesou L najeďte bod 2: X=90, uložte klávesou END
U Klávesou RND definujte poloměr zaoblení 8 mm, klávesou
END ho uložte
U Klávesou L najeďte bod 3: X=80, uložte klávesou END
U Klávesou L najeďte bod 4: X=90, Y=70, uložte klávesou END
U Klávesou L najeďte bod 5: X=10, uložte klávesou END
U Klávesou CHF definujte zkosení 6 mm, klávesou END ho
uložte
U Klávesou L najeďte koncový bod 6: X=10, uložte klávesou
END
U Obrysový program uložte klávesou END: smarT.NC se nyní
nachází opět ve formuláři pro definici obrábění obrysu
U Uložte celé zpracování obrysu klávesou END. Obrábění
obrysu je plně definováno.
U Vytvořený program otestujte tak, jak bylo popsáno, a
zpracujte
Rychlý start, rychlý nástup
15
Page 16
Základy
Úvod do smarT.NC
Pomocí smarT.NC připravíte programy v popisném dialogu jednoduchým
způsobem v oddělených obráběcích krocích (Units – jednotkách), které
můžete upravovat také pomocí editoru popisných dialogů. Údaje, které
upravíte v editoru popisných dialogů, také samozřejmě vidíte na
zobrazeném formuláři, protože smarT.NC vždy používá „normální“
program v popisném dialogu jako jedinou datovou základnu.
Přehledné zadávací formuláře v pravé polovině obrazovky usnadňují
definování potřebných obráběcích parametrů, které jsou navíc graficky
znázorněné na pomocném obrázku (levá spodní část obrazovky).
Strukturální zobrazení programu ve stromové formě (levá horní polovina
obrazovky) pomáhá získat rychlý přehled o obráběcích krocích v daném
obráběcím programu.
Základy
smarT.NC je separátní univerzální provozní režim, který můžete používat
namísto známého programování v popisném dialogu. Jakmile jste
definovali nějaký obráběcí krok, tak jej můžete v novém provozním
režimu graficky testovat a/nebo zpracovávat.
Paralelní programování
Programy smarT.NC můžete také připravovat nebo upravovat, zatímco
TNC zpracovává jiný program. Prostě přejdete do provozního režimu
PROGRAM ZADAT / EDITOVAT a tam otevřete požadovaný program
smarT.NC.
Přejete-li si upravovat program smarT.NC pomocí editoru popisných
dialogů, tak ve správě souborů zvolte funkci OTEV
DIALOGY.
ŘÍT S a poté POPISNÉ
16
Page 17
Programy/Soubory
Programy, tabulky a texty ukládá TNC do souborů. Označení souboru se
skládá ze dvou částí:
PROG20 .HU
Název souboru Typ souboru
smarT.NC používá převážně tři typy souborů:
Jednotkové programy (typ souboru .HU)
Jednotkové programy jsou programy v popisném dialogu, které
obsahují dva dodatečné strukturní prvky: začátek (UNIT XXX) a konec
(END OF UNIT XXX) jednoho obráběcího kroku
Popisy obrysů (typ souboru .HC)
Popisy obrysů jsou programy v popisném dialogu, které smí obsahovat
pouze dráhové funkce, s nimiž se musí popsat obrys v obráběcí rovině:
to jsou prvky L, C s CC, CT, CR, RND, CHF a prvky volného
programování obrysů FK FPOL, FL, FLT, FC a FCT
Tabulky bodů (typ souboru .HP)
V tabulkách bodů ukládá smarT.NC obráběcí pozice, které jste
definovali pomocí výkonného generátoru vzorů.
smarT.NC ukládá standardně všechny soubory do adresáře
TNC:\smarTNC. Můžete ale zvolit jakýkoliv jiný adresář.
Soubory v TNC Typ
Programy
ve formátu HEIDENHAIN
ve formátu DIN/ISO
Soubory smarT.NC
Strukturované jednotkové programy
(Unit-programy)
Popisy obrysů
Tabulky bodů pro obráběcí pozice
Tabulky pro
Nástroje
Výměníky nástrojů
Palety
Nulové body
Předvolby (vztažné body)
Řezné podmínky
Řezné materiály, materiály obrobku
Texty jako
Soubory ASCII
Soubory nápovědy
Data výkresů jako
soubory DXF .DXF
.H
.I
.HU
.HC
.HP
.T
.TCH
.P
.D
.PR
.CDT
.TAB
.A
.CHM
Základy
17
Page 18

První volba nového provozního režimu
U Zvolte provozní režim smarT.NC: TNC se nachází ve
správě souborů.
U Zvolte některý z existujících příkladových programů
směrovými klávesami a klávesou ENT, nebo
U Pro otevření nového obráběcího programu stiskněte
softtlačítko NOVÝ SOUBOR : smarT.NC ukáže
pomocné okno
U Zadejte název souboru typu .HU, klávesou ENT ho
potvrďte
U Stiskněte softtlačítko MM (popř. PALCE) nebo stiskněte
tlačítko MM (popř. PALCE): smarT.NC otevře program
.HU ve zvolených měrových jednotkách a automaticky
vloží formulář záhlaví programu
Základy
U Údaje do formuláře záhlaví programu se musí nutně
zadat, jelikož platí globálně pro celý obráběcí program.
Standardní hodnoty jsou stanoveny interně. Údaje
změňte podle potřeby a uložte je klávesou END.
U Přejete-li si definovat obráběcí kroky, zvolte požadovaný
krok obrábění softtlačítkem EDITOVAT.
18
Page 19

Správa programů ve smarT.NC
Jak již bylo uvedeno, rozlišuje smarT.NC tři typy souborů – jednotkové
programy (Unit – .HU), popis obrysů (.HC) a tabulky bodů (.HP). Tyto tři
typy souborů lze zvolit a editovat pomocí správy programů v provozním
režimu smarT.NC. Editace popisů obrysů a tabulek bodů je možná i
tehdy, když právě definujete obráběcí jednotku.
Navíc můžete v rámci smarT.NC také otevřít soubory DXF, aby se z nich
extrahoval popis obrysů (soubory .HC) a obráběcí pozice (soubory .HP)
(volitelný software).
Správa programů ve smarT.NC je také plně ovladatelná myší. Zejména
můžete měnit myší velikosti oken v rámci správy souborů. Klepněte na
horizontální, popř. vertikální oddělovací přímky a posuňte je se stlačeným
tlačítkem na myši do požadované polohy.
Základy
19
Page 20
Vyvolání správy souborů
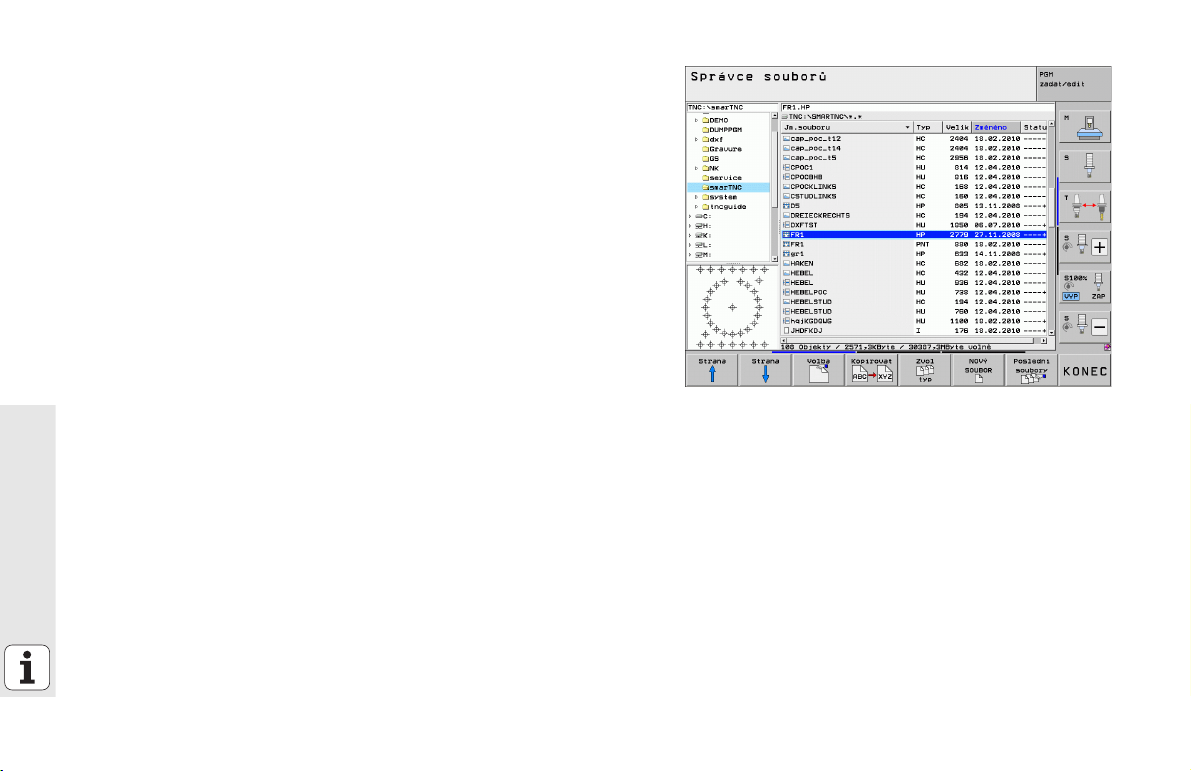
U Zvolte správu souborů: stiskněte klávesu PGM MGT: TNC otevře okno
pro správu souborů (obrázek vpravo ukazuje základní nastavení).
Zobrazí-li TNC jiné rozdělení obrazovky, stiskněte softtlačítko OKNO v
druhé liště softtlačítek).
Levé, horní okno ukazuje dostupné jednotky a adresáře. Tyto jednotky
označují zařízení, kam lze data ukládat nebo přenášet. Jednotka je pevný
disk TNC, adresáře připojené přes síť nebo zařízení USB. Adresář je vždy
označen symbolem pořadače (vlevo) a jménem adresáře (vedle vpravo).
Podadresáře jsou odsazeny směrem doprava. Nachází-li se před
symbolem pořadače trojúhelníček ukazující vpravo, tak jsou tam ještě
další podadresáře, které můžete zobrazit směrovou klávesou se šipkou
vpravo.
Levé spodní okno ukazuje náhled obsahu daného souboru, pokud stojí
prosvětlené políčko na souboru typu .HP nebo .HC.
Základy
20
Page 21

Pravé, široké okno ukazuje všechny soubory, které jsou uložené ve
zvoleném adresáři. Ke každému souboru je zobrazeno několik informací,
které jsou rozepsány v tabulce dole.
Indikace Význam
Název souboru Jméno s maximálně 25 znaky
Typ Typ souboru
Velikost Velikost souboru v bytech (bajtech)
Změněno Datum a čas poslední změny
stav Vlastnost souboru:
E: Program je navolen v provozním režimu
Program Zadat/Editovat
S: Program je navolen v provozním režimu Test
Programu
M: Program je navolen v některém provozním
režimu provádění programu
P: Soubor je chráněn proti smazání a změně
(protected)
+: Existují další závislé soubory (členící soubor,
soubor o použití nástrojů)
Základy
21
Page 22
Volba jednotek, adresářů a souborů
Vyvolání správy souborů
Používejte směrové klávesy (klávesy se šipkami) nebo softtlačítka,
abyste přesunuli světlý proužek na požadované místo na obrazovce:
Přesouvá světlý proužek z pravého okna do levého a
naopak
Přesouvá světlý proužek v okně nahoru a dolů
Základy
Přesouvá světlý proužek v okně po stránkách nahoru a
dolů
22
Page 23

1. krok: volba jednotky
Jednotku označte (vyberte) v levém okně:
Volba jednotky: stiskněte softtlačítko ZVOLIT, nebo
stiskněte klávesu ENT
2. krok: Zvolit adresář
Označte (vyberte) adresář v levém okně: pravé okno zobrazí automaticky
všechny soubory v tom adresáři, který je označen (světlým proužkem).
Základy
23
Page 24

3. krok: volba souboru
Stiskněte softtlačítko ZVOLIT TYP
Stiskněte softtlačítko požadovaného typu souboru, nebo
K zobrazení všech souborů: stiskněte softtlačítko
UKÁZAT VŠE, nebo
Označte (vyberte) soubor v pravém okně:
Základy
stiskněte softtlačítko ZVOLIT, nebo
stiskněte klávesu ENT: TNC otevře zvolený soubor
Pokud zadáváte název psaním na klávesnici, tak TNC
synchronizuje světlé políčko na zadaná čísla, takže můžete
soubor snadno nalézt.
24
Page 25
Vytvoření nového adresáře
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Směrovou klávesou doleva zvolte adresář
U Jednotku TNC:\ volte, pokud si přejete založit nový hlavní adresář nebo
zvolte existující adresář, v němž chcete založit nový podadresář
U Zadejte nový název adresáře, potvrďte ho klávesou ENT: smarT.NC
ukáže pomocné okno k potvrzení nového názvu adresáře
U Klávesou ENT nebo tlačítkem Ano zadání potvrďte. Přejete-li si postup
přerušit: stiskněte klávesu ESC nebo tlačítko Ne.
Nový adresář můžete také otevřít softtlačítkem NOVÝ
ADRESÁŘ. Zadejte název adresáře v pomocné okně a
potvrďte ho klávesou ENT.
Otevřít nový soubor
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Zvolte typ nového soubor, jak již bylo popsáno
U Zadejte název souboru bez typu a klávesou ENT ho potvrďte
U Stiskněte softtlačítko MM (popř. PALCE) nebo stiskněte tlačítko MM
(popř. PALCE): smarT.NC otevře soubor ve zvolených měrových
jednotkách. Přejete-li si postup přerušit: stiskněte klávesu ESC nebo
tlačítko Přerušit.
Nový soubor můžete také otevřít softtlačítkem NOVÝ
SOUBOR. Zadejte název souboru v pomocném okně a
potvrďte ho klávesou ENT.
Základy
25
Page 26

Kopírování souboru do stejného adresáře
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Přesuňte světlé políčko směrovými klávesami se šipkami na soubor,
který si přejete kopírovat.
U Stiskněte softtlačítko KOPÍROVÁNÍ: smarT.NC ukáže pomocné okno
U Zadejte název cílového souboru bez typu souboru a potvrďte ho
klávesou ENT nebo tlačítkem OK: smarT.NC zkopíruje obsah
zvoleného souboru do nového souboru stejného typu. Přejete-li si
postup přerušit: stiskněte klávesu ESC nebo tlačítko Přerušit.
U Přejete-li si soubor kopírovat do jiného adresáře: stiskněte softtlačítko
pro výběr cesty, v pomocném okně zvolte požadovaný adresář a
klávesou ENT nebo tlačítkem OK výběr potvrďte.
Základy
26
Page 27

Kopírování souboru do jiného adresáře
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Přesuňte světlé políčko směrovými klávesami na soubor, který si
přejete kopírovat.
U Zvolte druhou lištu softtlačítek a k rozdělení obrazovky TNC stiskněte
softtlačítko OKNO
U Směrovou klávesou vlevo posuňte světlé políčko do levého okna
U Stiskněte softtlačítko CESTA: smarT.NC ukáže pomocné okno
U V pomocné okně zvolte adresář, do něhož si přejete soubor kopírovat
a stiskněte klávesu ENT nebo tlačítko OK
U Směrovou klávesou vpravo posuňte světlé políčko do pravého okna
U Stiskněte softtlačítko KOPÍROVÁNÍ: smarT.NC ukáže pomocné okno
U Je-li to potřeba, zadejte název cílového souboru bez typu souboru a
potvrďte ho klávesou ENT nebo tlačítkem OK: smarT.NC zkopíruje
obsah zvoleného souboru do nového souboru stejného typu. Přejete-li
si postup přerušit: stiskněte klávesu ESC nebo tlačítko Přerušit.
Přejete-li si kopírovat několik souborů, tak můžete další
soubory vybrat (označit) tlačítkem myši. K tomu stiskněte
klávesu CTRL a poté klepněte na požadovaný soubor.
Základy
27
Page 28

Smazání souboru
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Přesuňte světlé políčko směrovými klávesami se šipkami na soubor,
který si přejete vymazat.
U Zvolte druhou lištu softtlačítek
U Stiskněte softtlačítko VYMAZAT: smarT.NC ukáže pomocné okno
U Aby se zvolený soubor vymazal: stiskněte klávesu ENT nebo tlačítko
Ano. Pro přerušení vymazání: stiskněte klávesu ESC nebo tlačítko Ne.
Přejmenování souboru
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Přesuňte světlé políčko směrovými klávesami se šipkami na soubor,
který si přejete přejmenovat.
U Zvolte druhou lištu softtlačítek.
Základy
U Stiskněte softtlačítko PŘEJMENOVAT: smarT.NC ukáže pomocné
okno
U Zadejte nový název souboru, klávesou ENT nebo tlačítkem OK ho
potvrďte. Přejete-li si postup přerušit: stiskněte klávesu ESC nebo
tlačítko Přerušit.
28
Page 29

Ochrana souboru / zrušení ochrany souboru
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Přesuňte světlé políčko směrovými tlačítky na soubor, který si přejete
chránit, resp. jehož ochranu si přejete zrušit.
U Zvolte třetí lištu softtlačítek
U Stiskněte softklávesu VYMAZAT: smarT.NC ukáže pomocné okno
U Stiskněte softtlačítko PŘÍDAVNÉ FUNKCE
U Aby se zvolený soubor chránil: stiskněte softtlačítko CHRÁNIT, aby se
ochrana souboru zrušila: stiskněte softtlačítko NECHRÁNIT
Volba některého z posledních 15 navolených souborů
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Stiskněte softtlačítko POSLEDNÍ SOUBORY: smarT.NC ukáže
posledních 15 souborů, které jste zvolili v provozním režimu smarT.NC.
U Přesuňte světlé políčko směrovými klávesami se šipkami na soubor,
který si přejete zvolit.
U Převzetí zvoleného souboru: stiskněte klávesu ENT
Základy
29
Page 30

Aktualizace adresářů
Pokud se pohybujete na externím datovém nosiči, tak může byt potřebná
aktualizace adresářové struktury:
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Směrovou klávesou doleva zvolte adresář.
U Stiskněte softtlačítko AKTUALIZOVAT ADRESÁŘE TNC provede nové
načtení adresářů
Třídění souborů
Funkce třídění souborů můžete provádět klepnutím myší. Můžete třídit
podle názvu souboru, jeho typu, velikosti a data změny či stavu; a to
vzestupně nebo sestupně:
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Myší klepněte na záhlaví sloupce, podle kterého si přejete třídění
Základy
provádět: Trojúhelníček v záhlaví sloupce ukazuje posloupnost třídění,
nové klepnutí na stejné záhlaví pořadí třídění otočí
30
Page 31

Úprava správy souborů
Nabídku úprav můžete otevřít buďto kliknutím myší na název cesty , či
softtlačítkem:
U Zvolte správu souborů: stiskněte klávesu PGM MGT.
U Zvolte třetí lištu softtlačítek.
U Stiskněte softklávesu PŘÍDAVNÉ FUNKCE .
U Stiskněte softtlačítko OPCE: TNC zobrazí nabídku přizpůsobení správy
souborů
U Směrovými klávesami přesuňte světlé políčko na požadované
nastavení
U Prázdnou klávesou zapněte/vypněte požadované nastavení
Ve správě souborů můžete provádět následující úpravy:
Záložky
Záložkami spravujete vaše oblíbené adresáře. Aktivní adresář můžete
přidat nebo vymazat, nebo všechny záložky smazat. Všechny vámi
přidané adresáře se objevují v seznamu záložek a lze je tak rychle
nalézt.
Náhled
V bodu nabídky Náhled stanovíte, které informace má TNC v datovém
okně zobrazovat.
Formáty dat
V bodě nabídky Formáty dat definujete, v jaké formátu mát TNC
ukazovat datum ve sloupci Změněno
Nastavení
Když kurzor stojí v adresářové struktuře: určení, zda má TNC při stisku
pravé směrové klávesy změnit okno, nebo zda má TNC případně
rozvinout aktuální podadresář
Základy
31
Page 32

Navigace ve smarT.NC
Při vývoji smarT.NC bylo dbáno na to, aby ovládací klávesy známé již z
popisných dialogů (ENT, DEL, END, ...) byly i novém provozním režimu
pokud možno nadále použitelné. Klávesy mají následující funkce:
32
Funkce při aktivním Treeview (adresářový strom)
(levá strana obrazovky)
Aktivovat formulář pro zadávání nebo změnu údajů
Ukončení editace: smarT.NC automaticky vyvolá správu
programů
Vymazat zvolený krok obrábění (kompletní jednotku)
Základy
Polohovat světlé políčko na další/předchozí obráběcí krok
Zobrazit symboly podrobných formulářů v Treeview
(adresářovém stromu), když je zobrazena před symbolem
Treeviewšipka doprava, nebo přejít do formuláře, pokud
je Treeview již rozbalený.
Potlačit symboly podrobných formulářů, pokud je
zobrazena před symbolem Treeview šipka směrem dolů.
Klávesa
Page 33

Funkce při aktivním Treeview (adresářový strom)
(levá strana obrazovky)
Listovat po stránkách nahoru
Listovat po stránkách dolů
Skok na začátek souboru
Skok na konec souboru
Klávesa
Funkce při aktivním formuláři (pravá strana
obrazovky)
Zvolit další zadávací políčko
Ukončit úpravy formuláře: smarT.NC uloží všechny
změněné údaje.
Přerušit úpravy formuláře: smarT.NC neuloží změněné
údaje.
Polohovat světlé políčko na další/předchozí zadávací
políčko/zadávací prvek.
Umístit kurzor do aktivního zadávacího políčka, aby se
mohly změnit jednotlivé části hodnoty, nebo pokud je
aktivní box opcí: zvolit další/předchozí opci.
Klávesa
Základy
33
Page 34

Funkce při aktivním formuláři (pravá strana
obrazovky)
Právě zadanou hodnotu čísla vynulovat
Kompletně vymazat obsah aktivního zadávacího políčka
Dále jsou na klávesnici TE 530 B k dispozici tři nové klávesy, s nimiž se
můžete v rámci formulářů pohybovat ještě rychleji:
Klávesa
34
Funkce při aktivním formuláři (pravá strana
obrazovky)
Zvolit další formulář na nižší úrovni
Základy
Zvolit první zadávaný parametr v dalším rámečku
Zvolit první zadávaný parametr v předchozím rámečku
Klávesa
Page 35

Během úpravy obrysů můžete kurzor polohovat také pomocí oranžových
osových kláves, takže zadávání souřadnic je stejné jako při zadávání v
popisném dialogu. Rovněž můžete provádět přepínání mezi absolutním /
přírůstkovým programováním nebo mezi kartézským systémem a
polárními souřadnicemi příslušnými klávesami popisného dialogu.
Funkce při aktivním formuláři (pravá strana
obrazovky)
Volba zadávacího políčka pro osu X
Volba zadávacího políčka pro osu Y
Volba zadávacího políčka pro osu Z
Přepínání přírůstkového / absolutního zadávání
Přepínání zadávání v kartézském systému / v polárních
souřadnicích
Klávesa
Základy
35
Page 36

Rozdělení obrazovky při editaci
1
1
2
1
314
1
4.1
1
4.214.314.4
151
1
2
1
314
1
4.5
1
5
Obrazovka při editaci závisí ve smarT.NC na typu souboru, který jste
právě zvolili ke zpracování.
Editace jednotkových programů
1 Záhlaví: text provozního režimu, chybová hlášení
2 Provozní režim aktivního pozadí
3 Stromová struktura (Treeview), v níž se zobrazuje struktura
definovaných obráběcích jednotek.
4 Okno formuláře s příslušnými zadávacími parametry: v závislosti na
zvoleném obráběcím kroku může být k dispozici až pět formulářů:
4.1: Přehledový formulář
Zadání parametrů do přehledového formuláře stačí k tomu, aby se
Základy
provedl příslušný obráběcí krok se základní funkčností. Údaje
přehledového formuláře jsou výběrem nejdůležitějších údajů,
které se zadávají také do podrobných formulářů.
4.2: Podrobný formulář nástroje
Zadání dodatečných specifických údajů pro nástroj.
4.3: Podrobný formulář volitelných parametrů
Zadání dodatečných, volitelných parametrů obrábění.
4.4: Podrobný formulář pozic
Zadání dodatečných obráběcích pozic
4.5: Podrobný formulář Globální data
Seznam účinných globálních dat.
5 Okno s pomocným obrázkem, kde se graficky zobrazuje vždy právě
aktivní zadávaný parametr ve formuláři.
36
Page 37

Editace obráběcích pozic
1
1
2
1314151
6
1 Záhlaví: text provozního režimu, chybová hlášení
2 Provozní režim aktivního pozadí
3 Stromová struktura (Treeview), v níž se zobrazuje struktura
definovaných obráběcích vzorů.
4 Okno formuláře s příslušnými zadávacími parametry
5 Okno s pomocným obrázkem, kde se graficky zobrazuje vždy právě
aktivní zadávaný parametr.
6 Grafické okno, kde se okamžitě po uložení formuláře zobrazí
naprogramované obráběcí pozice.
Základy
37
Page 38

Editování obrysů
1
1
2
1
314
1
4.1
1
4.214.3
151
6
1 Záhlaví: text provozního režimu, chybová hlášení
2 Provozní režim aktivního pozadí
3 Stromová struktura (Treeview), v níž se zobrazuje struktura
definovaných obrysových prvků.
4 Okno formuláře s příslušnými zadávacími parametry: u volného
programování obrysů- jsou k dispozici až čtyři formuláře:
4.1: Přehledový formulář
Obsahuje nejčastěji používané možnosti zadávání.
4.2: Podrobný formulář 1
Obsahuje možnosti zadávání pro pomocné body (FL/FLT), popř.
údaje pro kruh (FC/FCT).
4.3: Podrobný formulář 2
Základy
Obsahuje možnosti zadávání pro relativní vztahy (FL/FLT), popř.
pro pomocné body (FC/FCT).
4.4: Podrobný formulář 3
Je k dispozici pouze při FC/FCT, obsahuje možnosti zadávání pro
relativní vztahy.
5 Okno s pomocným obrázkem, kde se graficky zobrazuje vždy právě
aktivní zadávaný parametr.
6 Grafické okno, kde se okamžitě po uložení formuláře zobrazí
naprogramované obrysy.
38
Page 39

Zobrazit soubory DXF
1
1
2
1
3
1
4
1 Záhlaví: text provozního režimu, chybová hlášení
2 Provozní režim aktivního pozadí
3 Vrstvy obsažené v souboru DXF nebo již vybrané prvky obrysu,
popř. vybrané pozice
4 Výkresové okno, kde smarT.NC ukáže obsah souboru DXF
Základy
39
Page 40

Ovládání myší
Také ovládání myší je zvláště jednoduché. Dbejte prosím na následující
zvláštnosti:
Mimo funkcí myši známých z Windows můžete klepnutím myší ovládat
také softtlačítka smarT.NC.
Pokud je k dispozici několik lišt softtlačítek (indikace proužky přímo nad
softtlačítky), tak můžete klepnutím na nějaký proužek požadovanou
lištu aktivovat.
Pro zobrazení podrobných formulářů v Treeview: klepněte na
vodorovný trojúhelník, pro jeho vypnutí klepněte na svislý trojúhelník.
Pro změnu hodnot ve formuláři: klepněte na libovolné zadávací políčko,
nebo na opční box, smarT.NC pak automaticky přejde do editačního
režimu.
Pro opuštění formuláře (ukončení editačního režimu): klepněte na
Základy
libovolné místo v Treeview, smarT.NC zobrazí dotaz zda se mají
změny ve formuláři uložit či nikoliv.
Když myší přejíždíte nad libovolným prvkem, ukazuje smarT.NC
textovou nápovědu. Text obsahuje krátkou informaci o funkci daného
prvku.
40
Page 41

Kopírování jednotek (Units)
Jednotlivé obráběcí jednotky kopírujete zcela jednoduše zkrácenými
příkazy, které jsou známé z Windows:
CTRL+C, pro kopírování jednotky
CTRL+X, pro vyjmutí jednotky
CTRL+V, pro vložení jednotky za právě aktivní jednotku
Přejete-li si současně kopírovat více jednotek (Units), tak postupujte
takto:
U Přepněte na lištu softtlačítek v nejvyšší úrovni
U Klávesami se šipkami nebo klepnutím myši zvolte první
jednotku ke kopírování
U Aktivujte funkci Označit
U Klávesami se šipkami nebo softtlačítkem OZNAČIT
DALŠÍ BLOK zvolte všechny jednotky ke kopírování.
U Označený blok zkopírujte do schránky (funguje také s
CTRL+C).
U Klávesami se šipkami nebo softtlačítkem zvolte jednotku,
za kterou si přejete kopírovaný blok vložit.
U Vložit blok ze schránky (funguje také s CTRL+V).
Základy
41
Page 42

Editace tabulky nástrojů
Okamžitě po volbě provozního režimu smarT.NC můžete editovat tabulku
nástrojů TOOL.T. TNC zobrazuje rozčleněná data nástrojů ve
formulářích, navigace v tabulce nástrojů je stejná jako navigace ve
smarT.NC (viz “Navigace ve smarT.NC” na stran? 32).
Data nástrojů se dělí do těchto skupin:
Karta Přehled:
shrnutí nejčastěji používaných dat nástrojů jako je název nástroje, jeho
délka nebo rádius
Karta Dodatečná data:
dodatečná data nástrojů, která jsou důležitá pro speciální aplikace
Karta Dodatečná data:
správa sesterských nástrojů a další dodatečná data nástrojů
Karta Dotyková sonda:
Základy
data pro snímací systémy 3D a stolní dotykové sondy
Karta PLC:
data, která jsou potřebná pro přizpůsobení vašeho stroje k TNC, a jsou
definovaná od vašeho výrobce stroje
Karta CDT:
data pro automatický výpočet řezných podmínek
42
Page 43

Respektujte také podrobný popis dat nástrojů v Příručce pro
uživatele popisného dialogu.
Pomocí typu nástroje stanovíte, který symbol zobrazí TNC v
Treeview. Navíc TNC ukáže v Treeview také zadaný název
nástroje.
Data nástroje, která jsou vypnuta pomocí strojního
parametru, smarT.NC na příslušné kartě neukazuje.
Případně pak není jedna či více karet viditelných.
Základy
43
Page 44

MOD-funkce
Pomocí MOD-funkcí můžete volit dodatečná zobrazení a možnosti
zadávání.
Volba MOD-funkcí
U Stiskněte klávesu MOD: TNC ukáže možnosti nastavení
v provozním režimu smarT.NC.
Změna nastavení
U Zvolte MOD-funkci v zobrazené nabídce směrovými klávesami
Pro změnu nastavení jsou k dispozici – v závislosti na zvolené funkci – tři
možnosti:
Přímé zadání číselné hodnoty, například při definici omezení rozsahu
pojezdu
Změna nastavení stisknutím klávesy ENT, například při definici zadání
Základy
programu
Změna nastavení přes okno volby. Je-li k dispozici více možností
nastavení, pak můžete stisknutím klávesy GOTO zobrazit okno, ve
kterém jsou současně viditelné všechny možnosti nastavení. Zvolte
požadované nastavení přímo stisknutím číslicové klávesy (vlevo od
dvojtečky) nebo směrové klávesy a následným potvrzením klávesou
ENT. Nechcete-li nastavení měnit, uzavřete okno klávesou END.
Opuštění MOD-funkcí
U Ukončení MOD-funkce: stiskněte softklávesu KONEC nebo klávesu
END
44
Page 45

Definice obrábění
11121
3
Základy
Ve smarT.NC definujete obrábění zásadně jako obráběcí kroky (Units –
Jednotky), které se zpravidla skládají z více bloků s popisnými dialogy.
Bloky s popisnými dialogy vytváří smarT.NC automaticky v pozadí v
souboru .HU (HU: HEIDENHAIN Unit-Programm – Jednotkový program),
který vypadá jako normální program s popisným dialogem.
Vlastní obrábění se zpravidla provede disponibilním cyklem TNC, jehož
parametry jsou od vás stanovené v zadávacích políčkách formulářů.
Jeden obráběcí krok můžete definovat již pouhými několika zadáními do
přehledového formuláře 1 (viz obrázek vpravo nahoře). smarT.NC pak
provede obrábění se základními funkcemi. Aby se dala zadávat
dodatečná data pro obrábění, tak jsou k dispozici podrobné formuláře 2.
Zadávané hodnoty v podrobných formulářích se automaticky
synchronizují s přehledovým formulářem, takže se nemusí zadávat
dvakrát. K dispozici jsou následující podrobné formuláře:
Podrobný formulář nástroje (3)
V podrobném formuláři pro nástroj můžete zadat dodatečné údaje
specifické pro daný nástroj, např. delta-hodnoty pro délku a rádius nebo
přídavné funkce M.
Definice obrábění
45
Page 46

Podrobný formulář opčních parametrů (4)
141
5
V podrobném formuláři opčních parametrů můžete definovat
dodatečné obráběcí parametry, které nejsou v přehledovém formuláři
uvedené, např. velikost úběru při vrtání nebo polohy kapes při
frézování.
Podrobný formulář pozic (5)
V podrobném formuláři pozic můžete definovat dodatečné obráběcí
pozice, pokud nestačí tři obráběcí místa v přehledovém formuláři. Když
definujete obráběcí pozice v souborech bodů, obsahuje podrobný
formulář pozic stejně jako přehledový formulář pouze názvy souborů
příslušných souborů bodů. (viz „Definice obráb?cích pozic” na stran?
149)
Definice obrábění
46
Page 47

Podrobný formulář globálních dat (6)
1
6
V podrobném formuláři globálních dat jsou uvedeny globálně účinné
obráběcí parametry, které jsou definované v záhlaví programu. V
případě potřeby můžete tyto parametry pro každou Jednotku lokálně
změnit.
Definice obrábění
47
Page 48

Nastavení programu
Po otevření programu nové jednotky, vloží smarT.NC automaticky
Nastavení programu jednotka 700 (Unit 700 ProgrammEinstellungen) .
Nastavení programu jednotka 700 musí být nutně v
každém programu, jinak tento program nemůže být ve
smarT.NC zpracován.
V nastavení programu musí být definované následující údaje:
Definice polotovaru pro stanovení roviny obrábění a pro grafickou
simulaci.
Opce pro volbu vztažného bodu nástroje a použité tabulky nulových
bodů.
Definice obrábění
Globální data, která platí pro celý program. Globální data jsou od
smarT.NC automaticky předvolena se standardními hodnotami a
mohou se kdykoliv změnit.
Uvědomte si, že dodatečné změny nastavení programu mají
účinek na celý program obrábění a tak mohou výrazně změnit
průběh obrábění.
48
Page 49

Globální data
Globální data jsou rozdělena do šesti skupin:
Obecně platná globální data
Globální data, která platí výlučně pro vrtání
Globální data, která určují způsob polohování
Globální data, která platí výlučně pro obrábění frézováním pomocí
kapsových cyklů.
Globální data, která platí výlučně pro obrábění frézováním pomocí
obrysových cyklů.
Globální data, která platí výlučně pro funkce dotykové sondy
Jak již bylo zmíněno, platí globální data pro celý obráběcí program.
Samozřejmě můžete v případě potřeby změnit globální data pro každý
obráběcí krok:
U K tomu přejděte do podrobného formuláře Globální data obráběcího
kroku: ve formuláři ukazuje smarT.NC parametry platné vždy pro daný
obráběcí krok s právě aktivní hodnotou. Na pravé straně zeleného
zadávacího políčka stojí znak G jako označení, že příslušná hodnota je
globálně platná.
U Zvolte globální parametr, který chcete změnit.
U Zadejte novou hodnotu a klávesou ENTER potvrďte, smarT.NC změní
barvu zadávacího políčka na červenou.
U Na pravé straně červeného zadávacího políčka stojí nyní L jako
označení pro místně platnou hodnotu.
Definice obrábění
49
Page 50

Definice obrábění
Změna globálního parametru přes podrobný formulář
Globální data ovlivní pouze místní, pro daný obráběcí krok
platnou změnu parametru. Zadávací políčko místně
změněného parametru ukazuje smarT.NC s červeným
pozadím. Vpravo vedle zadávacího políčka stojí L jako
označení pro lokální hodnotu.
Softtlačítkem NASTAVIT STANDARDNÍ HODNOTU můžete
zase nahrát hodnotu globálního parametru ze záhlaví
programu a tak ho aktivovat. Zadávací políčko globálního
parametru, jehož hodnota působí ze záhlaví programu,
ukazuje smarT.NC se zeleným pozadím. Vpravo vedle
zadávacího políčka stojí G jako označení pro globální
hodnotu.
50
Page 51

Obecně platná globální data
U Bezpečná vzdálenost: vzdálenost mezi čelem nástroje a povrchem
obrobku při automatickém najíždění startovní pozice cyklu v ose
nástroje.
U 2. bezpečná vzdálenost: pozice, na kterou smarT.NC polohuje nástroj
na konci obráběcího kroku. Na této výšce se najede příští obráběcí
pozice v rovině obrábění.
U F polohování: posuv, s nímž pojíždí smarT.NC nástrojem v rámci
jednoho cyklu.
U F odjetí: posuv, s nímž smarT.NC odjíždí nástrojem zpátky.
Globální data pro způsob polohování
U Způsob polohování: odjetí ve směru osy nástroje na konci obráběcího
kroku: odjezd na 2. bezpečnou vzdálenost nebo na pozici na začátku
jednotky.
Definice obrábění
51
Page 52

Globální data pro vrtání
U Zpětný pohyb při přerušení třísky: hodnota, o níž smarT.NC odtáhne
nástroj zpět při přerušení třísky
U Časová prodleva dole: doba po kterou nástroj setrvá na dně díry,
uvedená v sekundách
U Časová prodleva nahoře: doba v sekundách, po kterou nástroj setrvá
v bezpečné vzdálenosti
Globální data pro frézování s kapsovými cykly
U Koeficient překrytí: rádius nástroje x koeficient překrytí udává boční
přísuv
U Druh frézování: sousledný chod / nesousledný chod
U Způsob zanoření zanořit se šroubovitě, kývavě nebo kolmo do
materiálu
Definice obrábění
52
Page 53

Globální data pro frézování s obrysovými cykly
U Bezpečná vzdálenost: vzdálenost mezi čelem nástroje a povrchem
obrobku při automatickém najíždění startovní pozice cyklu v ose
nástroje.
U Bezpečná výška: absolutní výška, v níž nemůže dojít ke kolizi s
obrobkem (pro mezipolohování a návrat na konci cyklu).
U Koeficient překrytí: rádius nástroje x koeficient překrytí udává boční
přísuv
U Druh frézování: sousledný chod / nesousledný chod
Globální data pro funkce dotykové sondy
U Bezpečná vzdálenost: vzdálenost mezi snímacím hrotem a povrchem
obrobku při automatickém najíždění snímací pozice.
U Bezpečná výška: souřadnice v ose snímací sondy, na které pojíždí
smarT.NC snímací sondou mezi měřicími body, pokud je aktivní opce
Jezdit na bezpečnou výšku.
U Jezdit v bezpečné výšce: zvolte, zda smarT.NC má pojíždět mezi
měřicími body v bezpečné vzdálenosti nebo v bezpečné výšce.
Definice obrábění
53
Page 54

Výběr nástroje
Jakmile je aktivní zadávací políčko pro výběr nástroje, můžete
softtlačítkem NÁZEV NÁSTROJE zvolit, zda chcete zadávat číslo
nástroje nebo název nástroje.
Navíc můžete softtlačítkem ZVOLIT zobrazit okno, v němž můžete zvolit
nástroj definovaný v tabulce nástrojů TOOL.T. smarT.NC pak
automaticky zapíše číslo, popř. název zvoleného nástroje do příslušného
zadávacího políčka.
V případě potřeby můžete zobrazená nástrojová data také upravovat:
U směrovými klávesami zvolte řádek a pak sloupec upravované hodnoty:
světle modrý rámeček označuje upravitelné políčko
U Nastavte softtlačítko EDITOVAT na ZAP, zadejte požadovanou
hodnotu a potvrďte ji klávesou ENT
U Podle potřeby zvolte další sloupečky a znovu proveďte předtím
Definice obrábění
popsaný postup.
54
Page 55

Přepínání otáček/řezné rychlosti
Jakmile je aktivní zadávací políčku pro definici otáček vřetena, můžete
zvolit zda chcete zadávat otáčky v ot/min nebo řeznou rychlost v m/min
[popř. v palcích/min] .
K zadání řezné rychlosti
U Stiskněte softtlačítko VC: TNC přepne zadávací políčko
Pro přepnutí z řezné rychlosti na zadávání otáček
U Stiskněte klávesu NO ENT: TNC vymaže zadání řezné rychlosti
U Pro zadání otáček: přejeďte směrovou klávesou zpět do zadávacího
políčka
Přepnutí F/FZ/FU/FMAX
Jakmile je aktivní zadávací políčko pro definici posuvu, tak můžete zvolit
zda si přejete zadávat posuv v mm/min (F), v ot/min (FU) nebo v mm/zub
(FZ). To, které alternativy posuvů jsou povolené, závisí na daném druhu
obrábění. V některých zadávacích políčkách je povolené také zadávání
FMAX (rychloposuv).
K zadání alternativy posuvu
U Stiskněte softtlačítko F, FZ, FU nebo FMAX
Definice obrábění
55
Page 56

Převzetí souboru z předchozí UNIT stejného typu
Poté, co jste otevřeli novou programovou UNIT, můžete softtlačítkem
PŘEVZÍT UNIT DATA převzít všechna data dříve definované programové
UNIT stejného typu. smarT.NC poté převezme všechny hodnoty
definované v této jednotce a zanese je do aktivní UNIT.
Zvláště u frézovacích Unit můžete tímto způsobem definovat jednoduše
obrábění nahrubo / načisto, tím že u následné UNIT po převzetí dat
zkorigujete pouze přídavek a pokud to je potřeba také nástroj.
smarT.NC prohledá smarT-program nejdříve nahoru - hledá
UNIT stejného druhu:
Pokud směrem k začátku programu žádnou odpovídající
UNIT nenalezne, začne hledat od konce programu k
aktuálnímu bloku.
Definice obrábění
Pokud smarT.NC nenalezne v celém programu
odpovídající UNIT, zobrazí řízení chybové hlášení.
56
Page 57

Disponibilní obráběcí kroky (jednotky)
Po zvolení provozního režimu smarT.NC zvolte softtlačítkem EDITOVAT
disponibilní obráběcí kroky. Obráběcí kroky jsou rozděleny do
následujících hlavních skupin:
Hlavní skupiny Softtlačítko Strana
OBRÁBĚNÍ:
vrtání, obrábění závitů, frézování
Strana 58
SNÍMÁNÍ:
snímací funkce pro snímací systém 3D
PŘEPOČET:
funkce pro transformaci (přepočet)
souřadnic
SPECIÁLNÍ FUNKCE:
Vyvolání programu, polohovací
Unit, Unit M-funkcí, Unit
popisného dialogu, Unit konce
programu
Softtlačítka OBRYSOVÝ PROGRAM a POZICE ve třetí liště
softtlačítek spouští programování obrysů, popř. generátor
vzorů.
Strana 126
Strana 135
Definice obrábění
Strana 143
57
Page 58

Hlavní skupina Obrábění
V hlavní skupině Obrábění zvolte následující skupiny obrábění:
Skupina obrábění Softtlačítko Strana
VRTÁNÍ:
středění, vrtání, vystružování,
vysoustružení, zpětné zahlubování
Strana 59
58
ZÁVITY:
vrtání závitu s vyrovnávací hlavou a
bez ní, frézování závitů
KAPSY/OSTRŮVKY:
vrtací frézování, pravoúhlá kapsa,
kruhová kapsa, drážka, kulatá drážka
Definice obrábění
OBRYSOVÝ PROGRAM:
zpracování obrysových programů:
hrubovat úsek obrysu, obrysovou
kapsu, dohrubovat a obrobit načisto
PLOCHY:
frézování na čele
Strana 72
Strana 87
Strana 103
Strana 122
Page 59

Obráběcí skupina vrtání
V obráběcí skupině vrtání jsou k dispozici následující jednotky pro vrtání:
Jednotka (Unit) Softtlačítko Strana
Jednotka 240 Středění Strana 60
Jednotka 205 Vrtání Strana 62
Jednotka 201 Vystružování Strana 64
Jednotka 202 Vyvrtávání Strana 66
Jednotka 204 Zpětné zahlubování Strana 68
Jednotka 241 Vrtání jednoho osazení Strana 70
Definice obrábění
59
Page 60

Jednotka 240 Středění
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min]
U F: posuv středění [mm/min] nebo FU [mm/ot]
U Volba hloubka/průměr: volba, zda se má středit na hloubku nebo na
průměr.
U Průměr: průměr středicího důlku. Zadání T-ANGLE (úhlu nástroje) v
TOOL.T je nutné
U Hloubka: hloubka středění
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
Definice obrábění
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Žádný
60
Page 61

Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Časová prodleva dole
U Posuv při pojíždění mezi obráběcími pozicemi.
Definice obrábění
61
Page 62

Jednotka 205 Vrtání
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min]
U F: vrtací posuv [mm/min] nebo FU [mm/ot]
U Hloubka: hloubka díry
U Hloubka přísuvu: míra, o kterou se nástroj před výjezdem z otvoru
vždy přisune.
U Hloubka lomu třísky: přísuv, po němž smarT.NC provede odlomení
třísky.
U Obráběcí pozice(viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
Definice obrábění
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
62
Page 63

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Hloubka lomu třísky: přísuv, po němž smarT.NC provede odlomení
třísky.
U Redukční hodnota: hodnota, o kterou smarT.NC zmenší hloubku
přísuvu
U Minimální přísuv: při zadání velikosti úběru: ohraničení minimálního
přísuvu.
U Představná vzdálenost nahoře: bezpečná vzdálenost nahoře při
zpětném polohování po lomu třísky.
U Představná vzdálenost dole: bezpečná vzdálenost dole při zpětném
polohování po lomu třísky.
U Startovní bod přísuvu: prohloubený startovní bod vztažený na
souřadnice povrchu u předvrtaných otvorů.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Velikost odjetí při lomu třísky
U Časová prodleva dole
U Posuv při pojíždění mezi obráběcími pozicemi.
Definice obrábění
63
Page 64

Jednotka 201 Vystružování
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: posuv vystružování [mm/min] nebo FU [mm/ot]
U Hloubka: hloubka vystružování
U Obráběcí pozice(viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
Definice obrábění
urychlení výměny nástroje (závisí na stroji).
64
Page 65

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Žádné.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Posuv pro vyjetí
U Časová prodleva dole
U Posuv při pojíždění mezi obráběcími pozicemi.
Definice obrábění
65
Page 66

Jednotka 202 Vyvrtávání
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: vrtací posuv [mm/min] nebo FU [mm/ot]
U Hloubka: hloubka vysoustružování.
U Směr odjetí: směr, kterým smarT.NC odjíždí nástrojem ze dna otvoru.
U Obráběcí pozice(viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
Definice obrábění
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
66
Page 67

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Úhel vřetena: úhel, na nějž smarT.NC napolohuje nástroj před odjetím.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Posuv pro vyjetí
U Časová prodleva dole
U Posuv při pojíždění mezi obráběcími pozicemi.
Definice obrábění
67
Page 68

Jednotka 204 Zpětné zahlubování
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: vrtací posuv [mm/min] nebo FU [mm/ot]
U Hloubka zahloubení: hloubka zahlubování
U Tloušťka materiálu: tloušťka obrobku
U Excentricita: výstřednost (míra vyosení) vyvrtávací tyče
U Výška břitu: vzdálenost mezi spodní hranou vrtací tyče a hlavním
ostřím
U Směr odjetí: směr, ve kterém má smarT.NC přesadit nástroj o míru
vyosení
U Obráběcí pozice(viz „Definice obráb?cích pozic” na stran? 149)
Definice obrábění
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
68
Page 69

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Úhel vřetena: úhel, na nějž smarT.NC napolohuje nástroj před
zanořením a před vyjetím z díry
U Časová prodleva: prodlení na dně zahloubení
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Posuv polohování
U Posuv při pojíždění mezi obráběcími pozicemi.
Definice obrábění
69
Page 70

Jednotka 241 Vrtání jednoho osazení
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: Otáčky vřetena v [ot/min] při vrtání
U F: vrtací posuv [mm/min] nebo FU [mm/ot]
U Hloubka: Hloubka díry
U Výchozí bod přísuvu: výchozí bod vlastního vrtání. TNC přejede
Posuvem pro předpolohování z bezpečné vzdálenosti do hlubšího
výchozího bodu
U Směr otáčení na vjezdu / výjezdu: směr požadovaného otáčení
vřetena při vjezdu do otvoru a při vyjíždění
U Otáčky zajíždění: otáčky, s nimiž se má nástroj otáčet při vjezdu do
otvoru a při vyjíždění
U ZAP chladicí kapaliny: M?: přídavná M-funkce pro zapnutí chladicí
Definice obrábění
kapaliny. TNC zapíná chladicí kapalinu tehdy, když nástroj stojí v
otvoru na prohloubeném bodu startu
U VYP chladicí kapaliny: M?: přídavná M-funkce pro vypnutí chladicí
kapaliny. TNC vypíná chladicí kapalinu tehdy, když nástroj stojí v otvoru
na hloubce vrtání.
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
70
Page 71

Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Úroveň prodlevy: souřadnice osy vřetena, kde se má nástroj zastavit.
Funkce není při zadání 0 aktivní
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Posuv polohování
U Časová prodleva dole
U Posuv pro vyjetí
U Posuv při pojíždění mezi obráběcími pozicemi.
Definice obrábění
71
Page 72

Skupina obrábění Závity
V obráběcí skupině Závity jsou k dispozici následující jednotky pro
obrábění závitů:
Jednotka (Unit) Softtlačítko Strana
Unit 206 Vrtání závitu s vyrovnávací
hlavou
Strana 73
72
Unit 209 Vrtání závitů bez vyrovnávací
hlavy (také s lomem třísky)
Unit 262 Frézování závitů Strana 77
Unit 263 Frézování závitů se
zahloubením
Definice obrábění
Unit 264 Vrtací frézování závitů Strana 81
Unit 265 Vrtací frézování závitů Helix Strana 83
Unit 267 Frézování vnějších závitů Strana 85
Strana 75
Strana 79
Page 73

Unit 206 Vrtání závitu s vyrovnávací hlavou
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: vrtací posuv: počítá se S x stoupání závitu p
U Hloubka závitu: hloubka závitu
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Definice obrábění
73
Page 74

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Žádné.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Časová prodleva dole
U Posuv při pojíždění mezi obráběcími pozicemi.
Definice obrábění
74
Page 75

Unit 209 Vrtání závitu bez vyrovnávací hlavy
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U Hloubka závitu: hloubka závitu.
U Stoupání závitu: stoupání závitu
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Definice obrábění
75
Page 76

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Hloubka lomu třísky: přísuv, po kterém se má provést lom třísky.
U Úhel vřetena: úhel, na nějž má smarT.NC napolohovat nástroj před
operací řezání závitu: tak lze závity v případě potřeby doříznout.
U Koeficient pro S při odjezdu Q403: koeficient, kterým zvyšuje TNC
otáčky vřetena – a tím i posuv odjíždění – při výjezdu z otvoru.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Velikost odjetí při lomu třísky
76
Definice obrábění
U Posuv při pojíždění mezi obráběcími pozicemi.
Page 77

Jednotka 262 Frézování závitů
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: frézovací posuv
U Průměr: jmenovitý průměr závitu
U Stoupání závitu: stoupání závitu.
U Hloubka: Hloubka závitu
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Definice obrábění
77
Page 78

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Přesazované chody: počet chodů závitu, o něž se má nástroj přesadit.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Polohovací posuv
U Posuv při pojíždění mezi obráběcími pozicemi.
U Sousledné frézování, nebo
U Nesousledné frézování
Definice obrábění
78
Page 79

Jednotka 263 Frézování závitů se zahloubením
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: Frézovací posuv
U F: posuv zahlubování [mm/min] nebo FU [mm/ot]
U Průměr: jmenovitý průměr závitu
U Stoupání závitu: stoupání závitu.
U Hloubka: Hloubka závitu
U Hloubka zahloubení: vzdálenost mezi povrchem obrobku a špičkou
nástroje při zahlubování
U Boční vzdálenost: vzdálenost mezi břitem nástroje a stěnou díry
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Definice obrábění
79
Page 80

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Čelní hloubka zahloubení: hloubka zahloubení u čelního
zahlubování.
U Přesazení na čele: vzdálenost, o níž smarT.NC přesadí střed nástroje
ze středu díry při čelním zahlubování.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Polohovací posuv
U Posuv při pojíždění mezi obráběcími pozicemi.
80
Definice obrábění
U Sousledné frézování, nebo
U Nesousledné frézování
Page 81

Jednotka 264 Vrtací frézování závitů
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: Frézovací posuv
U F: vrtací posuv [mm/min] nebo FU [mm/ot]
U Průměr: jmenovitý průměr závitu
U Stoupání závitu: stoupání závitu.
U Hloubka: Hloubka závitu
U Hloubka otvoru: hloubka díry
U Hloubka přísuvu vrtání
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Definice obrábění
81
Page 82

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Hloubka lomu třísky: přísuv, po němž má TNC provést lom třísky při
vrtání.
U Představná vzdálenost nahoře: bezpečná vzdálenost, když jede TNC
nástrojem po lomu třísky zase na aktuální hloubku přísuvu.
U Čelní hloubka zahloubení: hloubka zahloubení u čelního
zahlubování.
U Přesazení na čele: vzdálenost, o níž TNC přesadí střed nástroje ze
středu díry
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
Definice obrábění
U Polohovací posuv
U Velikost odjetí při lomu třísky
U Posuv při pojíždění mezi obráběcími pozicemi.
U Sousledné frézování, nebo
U Nesousledné frézování
82
Page 83

Jednotka 265 Vrtací frézování závitů Helix
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: Frézovací posuv
U F: posuv zahlubování [mm/min] nebo FU [mm/ot]
U Průměr: jmenovitý průměr závitu
U Stoupání závitu: stoupání závitu.
U Hloubka: Hloubka závitu
U Postup zahloubení: volba, zda se má zahloubit před frézováním
závitu, nebo až po něm
U Čelní hloubka zahloubení: hloubka zahloubení u čelního
zahlubování.
U Přesazení na čele: vzdálenost, o níž TNC přesadí střed nástroje ze
středu díry
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Definice obrábění
83
Page 84

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Žádné.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Polohovací posuv
U Posuv při pojíždění mezi obráběcími pozicemi.
Definice obrábění
84
Page 85

Unit 267 Frézování závitů
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: Frézovací posuv
U F: posuv zahlubování [mm/min] nebo FU [mm/ot]
U Průměr: jmenovitý průměr závitu
U Stoupání závitu: stoupání závitu.
U Hloubka: Hloubka závitu
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Definice obrábění
85
Page 86

Dodatečné parametry v podrobném formuláři Vrtací parametry:
U Přesazované chody: počet chodů závitu, o něž se má nástroj přesadit.
U Čelní hloubka zahloubení: hloubka zahloubení u čelního
zahlubování.
U Přesazení na čele: vzdálenost, o níž TNC přesadí střed nástroje ze
středu čepu.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Polohovací posuv
86
Definice obrábění
U Posuv při pojíždění mezi obráběcími pozicemi.
U Sousledné frézování, nebo
U Nesousledné frézování
Page 87

Skupina obrábění Kapsy/ostrůvky
Ve skupině obrábění Kapsy/čepy jsou k dispozici následující Units pro
frézování jednoduchých kapes, čepů a drážek:
Jednotka (Unit) Softtlačítko Strana
Unit 251 Pravoúhlá kapsa Strana 88
Unit 252 Kruhová kapsa Strana 90
Unit 253 Drážka Strana 92
Unit 254 Kulatá drážka Strana 94
Unit 256 Pravoúhlý čep Strana 97
Unit 257 Kruhový čep Strana 99
Unit 208 Vrtací frézování Strana 101
Definice obrábění
87
Page 88

Unit 251 Pravoúhlá kapsa
Parametry ve formuláři Přehled:
U Způsob obrábění: softtlačítkem zvolte hrubování a načisto, pouze
hrubování nebo pouze načisto
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: posuv přísuvu do hloubky [mm/min], FU [mm/ot] nebo FZ [mm/zub]
U F: frézovací posuv [mm/min], FU [mm/ot] nebo FZ [mm/zub]
U Délka kapsy: délka kapsy ve směru hlavní osy
U Šířka kapsy: šířka kapsy ve vedlejší ose
U Rohový rádius: není-li zadán, nastaví smarT.NC rádius rohu kapsy
rovný rádiusu nástroje
U Hloubka: konečná hloubka kapsy.
Definice obrábění
U Hloubka přísuvu: rozměr, o který se nástroj pokaždé přisune
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U DR2: delta rádiusu 2 (rohový rádius) pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
88
Page 89

Dodatečné parametry v podrobném formuláři Parametry kapsy:
U Přídavek strany: přídavek na dokončení stěny
U Přídavek hloubky: přídavek na dokončení hloubky
U Přísuv obrábění načisto: přísuv pro obrábění stěny načisto. Není-li
zadán, pak se obrábí načisto s 1 přísuvem
U F Dokončování: posuv obrábění načisto [mm/min], FU [mm/ot] nebo
FZ [mm/zub]
U Natočení: úhel, o který se celá kapsa natočí.
U Poloha kapsy: poloha kapsy vztažená k naprogramované pozici.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Koeficient překrytí
U Posuv při pojíždění mezi obráběcími pozicemi.
U Sousledné frézování, nebo
U Nesousledné frézování
U Zanořování po šroubovici, nebo
U Zanořování kývavě, nebo
U Kolmé zanořování.
Definice obrábění
89
Page 90

Jednotka 252 Kruhová kapsa
Parametry ve formuláři Přehled:
U Způsob obrábění: softtlačítkem zvolte hrubování a načisto, pouze
hrubování nebo pouze načisto
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: posuv přísuvu do hloubky [mm/min], FU [mm/ot] nebo FZ [mm/zub]
U F: frézovací posuv [mm/min], FU [mm/ot] nebo FZ [mm/zub]
U Průměr: průměr hotové části kruhové kapsy
U Hloubka: konečná hloubka kapsy.
U Hloubka přísuvu: rozměr, o který se nástroj pokaždé přisune
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
Definice obrábění
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U DR2: delta rádiusu 2 (rohový rádius) pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
90
Page 91

Dodatečné parametry v podrobném formuláři Parametry kapsy:
U Přídavek strany: přídavek na dokončení stěny
U Přídavek hloubky: přídavek na dokončení hloubky
U Přísuv obrábění načisto: přísuv pro obrábění stěny načisto. Není-li
zadán, pak se obrábí načisto s 1 přísuvem
U F Dokončování: posuv obrábění načisto [mm/min], FU [mm/ot] nebo
FZ [mm/zub]
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Koeficient překrytí
U Posuv při pojíždění mezi obráběcími pozicemi.
U Sousledné frézování, nebo
U Nesousledné frézování
U Zanořování po šroubovici, nebo
U Kolmé zanořování.
Definice obrábění
91
Page 92

Unit 253 Drážka
Parametry ve formuláři Přehled:
U Způsob obrábění: softtlačítkem zvolte hrubování a načisto, pouze
hrubování nebo pouze načisto
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: posuv přísuvu do hloubky [mm/min], FU [mm/ot] nebo FZ [mm/zub].
U F: frézovací posuv [mm/min], FU [mm/ot] nebo FZ [mm/zub].
U Délka drážky: délka drážky ve směru hlavní osy
U Šířka drážky: šířka drážky ve vedlejší ose
U Hloubka: konečná hloubka drážky
U Hloubka přísuvu: rozměr, o který se nástroj pokaždé přisune.
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Definice obrábění
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U DR2: delta rádiusu 2 (rohový rádius) pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
92
Page 93

Dodatečné parametry v podrobném formuláři Parametry kapsy:
U Přídavek strany: přídavek na dokončení stěny.
U Přídavek hloubky: přídavek na dokončení hloubky.
U Přísuv obrábění načisto: přísuv pro obrábění stěny načisto. Není-li
zadán, pak se obrábí načisto s 1 přísuvem
U F Dokončování: posuv obrábění načisto [mm/min], FU [mm/ot] nebo
FZ [mm/zub]
U Natočení: úhel, o který se celá kapsa natočí.
U Poloha drážky: poloha drážky vztažená k naprogramované pozici.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Posuv při pojíždění mezi obráběcími pozicemi.
U Sousledné frézování, nebo
U Nesousledné frézování
U Zanořování po šroubovici, nebo
U Zanořování kývavě, nebo
U Kolmé zanořování.
Definice obrábění
93
Page 94

Jednotka 254 Kulatá drážka
Parametry ve formuláři Přehled:
U Způsob obrábění: softtlačítkem zvolte hrubování a načisto, pouze
hrubování nebo pouze načisto
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: posuv přísuvu do hloubky [mm/min], FU [mm/ot] nebo FZ [mm/zub].
U F: frézovací posuv [mm/min], FU [mm/ot] nebo FZ [mm/zub].
U Střed 1. osy: střed roztečné kružnice v hlavní ose
U Střed 2. osy: střed roztečné kružnice ve vedlejší ose
U Průměr roztečné kružnice
U Výchozí úhel: polární úhel výchozího bodu
U Úhel otevření
Definice obrábění
U Šířka drážky
U Hloubka: konečná hloubka drážky.
U Hloubka přísuvu: rozměr, o který se nástroj pokaždé přisune.
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
94
Page 95

Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U DR2: delta rádiusu 2 (rohový rádius) pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Definice obrábění
95
Page 96

Dodatečné parametry v podrobném formuláři Parametry kapsy:
U Přídavek strany: přídavek na dokončení stěny.
U Přídavek hloubky: přídavek na dokončení hloubky.
U Přísuv obrábění načisto: přísuv pro obrábění stěny načisto. Není-li
zadán, pak se obrábí načisto s 1 přísuvem
U F Dokončování: posuv obrábění načisto [mm/min], FU [mm/ot] nebo
FZ [mm/zub]
U Úhlová rozteč: úhel, o který se celá drážka dále natočí.
U Počet obráběcích operací: počet obráběcích operací na roztečné
kružnici.
U Poloha drážky: poloha drážky vztažená k naprogramované pozici.
Globálně účinné parametry podrobného formuláře Globální data:
Definice obrábění
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Posuv při pojíždění mezi obráběcími pozicemi.
U Sousledné frézování, nebo
U Nesousledné frézování
U Zanořování po šroubovici, nebo
U Zanořování kývavě, nebo
96
U Kolmé zanořování.
Page 97

Jednotka 256 Pravoúhlý čep
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: posuv přísuvu do hloubky [mm/min], FU [mm/ot] nebo FZ [mm/zub].
U F: frézovací posuv [mm/min], FU [mm/ot] nebo FZ [mm/zub].
U Délka čepu: délka čepu ve směru hlavní osy
U Délka polotovaru: délka polotovaru ve směru hlavní osy
U Šířka čepu: šířka čepu ve vedlejší ose
U Šířka polotovaru: šířka polotovaru ve směru hlavní osy
U Rohový rádius: rádius v rohu čepu
U Hloubka: konečná hloubka čepu
U Hloubka přísuvu: rozměr, o který se nástroj pokaždé přisune.
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U DR2: delta rádiusu 2 (rohový rádius) pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Definice obrábění
97
Page 98

Dodatečné parametry v podrobném formuláři Parametry čepu:
U Přídavek strany: přídavek na dokončení stěny
U Natočení: úhel, o nějž se celý čep natočí
U Poloha čepu: poloha čepu vztažená k naprogramované pozici
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Koeficient překrytí
U Posuv při pojíždění mezi obráběcími pozicemi.
98
Definice obrábění
U Sousledné frézování, nebo
U Nesousledné frézování
Page 99

Jednotka 257 Kruhový čep
Parametry ve formuláři Přehled:
U T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U F: posuv přísuvu do hloubky [mm/min], FU [mm/ot] nebo FZ [mm/zub].
U F: frézovací posuv [mm/min], FU [mm/ot] nebo FZ [mm/zub].
U Průměr hotového dílce: průměr hotového dílce s kruhovým čepem
U Průměr polotovaru: průměr polotovaru s kruhovým čepem
U Hloubka: konečná hloubka čepu.
U Hloubka přísuvu: rozměr, o který se nástroj pokaždé přisune.
U Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U DL: delta délky pro nástroj T.
U DR: delta rádiusu pro nástroj T.
U DR2: delta rádiusu 2 (rohový rádius) pro nástroj T.
U M-funkce: libovolné přídavné funkce M.
U Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).
Definice obrábění
99
Page 100

Dodatečné parametry v podrobném formuláři Parametry kapsy: K
U Přídavek strany: přídavek na dokončení stěny.
Globálně účinné parametry podrobného formuláře Globální data:
U Bezpečná vzdálenost
U 2. bezpečná vzdálenost
U Koeficient překrytí
U Posuv při pojíždění mezi obráběcími pozicemi.
U Sousledné frézování, nebo
U Nesousledné frézování
Definice obrábění
100
 Loading...
Loading...