

Page 1

Lietotāja rokasgrāmata
DIN/ISO
programmēšana
iTNC 530
Programmatūra NC
606 420-01
606 421-01
Latviski (lv)
1/2011
Page 2

TNC vadības elementi
1
50
0
50
100
F %
1
50
0
50
100
S %
Vadības elementi ekrānā
Tau sti ņš Funkcija
Izvēlēties ekrāna izkārtojumu
Pārslēgt ekrānu no mašīnas darba režīma
uz programmēšanas režīmu vai otrādi
Programmtaustiņi: izvēlēties funkciju
ekrānā
Pārslēgt programmtaustiņu rindas
Programmu/datņu pārvalde, TNC funkcijas
Taus tiņš Funkcija
Atlasīt un dzēst programmas/datnes,
ārēja datu pārsūtīšana
Definēt programmas izsaukumu,
izvēlēties nulles punktu tabulas un
punktu tabulas
Izvēlēties MOD funkciju
Parādīt NC kļūdas paziņojumu
palīgtekstus, izsaukt TNCgidu
Alpha klaviatūra
Tau sti ņš Funkcija
Datņu nosaukumi, komentāri
DIN/ISO programmēšana
Mašīnas darba režīmi
Tau sti ņš Funkcija
Manuālais režīms
Elektroniskais rokrats
smarT.NC
Pozicionēšana ar manuālo ievadi
Programmas izpilde pa atsevišķam
ierakstam
Programmas izpilde ierakstu secībā
Programmēšanas režīmi
Tau sti ņš Funkcija
Programmas saglabāšana/rediģēšana
Parādīt visus esošos kļūdas paziņojumus
Parādīt kalkulatoru
Navigācijas taustiņi
Taus tiņš Funkcija
Pārvietot izgaismoto lauku
Tieši izvēlēties ierakstus, ciklus un
parametru funkcijas
Padeves un vārpstas apgriezienu skaita potenciometrs
Padeve Vārpstas apgriezienu skaits
Cikli, apakšprogrammas un programmas daļu atkārtojumi
Taus tiņš Funkcija
Definēt skenēšanas sistēmas ciklus
Definēt un izsaukt ciklus
Programmas pārbaude
Ievadīt un izsaukt apakšprogrammas un
programmas daļu atkārtojumus
Ievadīt programmā tās apturēšanu
Page 3
Instrumentu dati
Tau sti ņš Funkcija
Programmā definēt instrumentu datus
Koordinātu asu un ciparu ievade, rediģēšana
Taus tiņš Funkcija
Izvēlēties koordinātu asis vai
ievadīt programmā
Izsaukt instrumentu datus
Ieprogrammēt kustības pa trajektoriju
Tau sti ņš Funkcija
Pievirzīties kontūrai/atvirzīties no
kontūras
Brīvā kontūru programmēšana FK
Ta is n e
Riņķa līnijas centrs/polāro koordinātu
pols
Riņķa līnijas trajektorija ap riņķa līnijas
centru
Riņķa līnijas trajektorija ar rādiusu
Riņķa līnijas trajektorija ar tangenciālo
savienojumu
Fāze/stūru noapaļošana
Cipari
Nomainīt decimāldaļas
atdalītāju/algebrisko zīmi
Polāro koordinātu ievade/ Inkrementālās
vērtības
Q parametru programmēšana/
Q-parametru statuss
Pārņemt no kalkulatora faktisko pozīciju,
vērtības
Ignorēt dialoga jautājumus un izdzēst
vārdus
Pabeigt ievadi un turpināt dialogu
Noslēgt ierakstu, pabeigt ievadi
Atiestatīt skaitlisko vērtību ievadi vai
izdzēst TNC kļūdas paziņojumu
Pabeigt dialogu, izdzēst programmas
daļu
Speciālās funkcijas/smarT.NC
Tau sti ņš Funkcija
Parādīt speciālās funkcijas
smarT.NC: izvēlēties nākamo cilni
formulārā
smarT.NC: izvēlēties pirmo ievades
lauku iepriekšējā/nākamajā rāmī
Page 4

Page 5
Par šo rokasgrāmatu
Tālāk Jūs varēsiet aplūkot šajā rokasgrāmatā izmantoto norādes
simbolu sarakstu
Šis simbols norāda, ka attiecībā uz aprakstīto funkciju ir
jāievēro īpaši norādījumi.
Šis simbols norāda, ka, izmantojot aprakstīto funkciju,
pastāv viens vai vairāki no sekojošiem apdraudējumiem:
Bīstamība sagatavei
Bīstamība patronai
Bīstamība instrumentam
Bīstamība iekārtai
Bīstamība lietotājam
Šis simbols Jums norāda, ka Jūsu iekārtas ražotājam
jāpielāgo aprakstītā funkcija. Tādējādi aprakstītā funkcija
var atšķirīgi iedarboties atkarībā no iekārtas.
Šis simbols norāda, ka funkcijas detalizētu aprakstu
atradīsit citā lietotāja rokasgrāmatā.
Par šo rokasgrāmatu
Nepieciešamas izmaiņas vai ir konstatēta kļūda?
Mēs pastāvīgi cenšamies uzlabot mūsu dokumentāciju. Palīdziet
mums un paziņojiet savas veicamo izmaiņu vēlmes, nosūtot tas uz
šādu E-pasta adresi: tnc-userdoc@heidenhain.de.
HEIDENHAIN iTNC 530 5
Page 6
TNC tips, programmatūra un funkcijas
Šajā rokasgrāmatā aprakstītas funkcijas, kuras ir pieejamas TNC,
sākot ar tālāk norādītajiem NC programmatūras numuriem.
TNC tips NC programmatūras Nr.
iTNC 530, HSCI un HeROS 5 606 420-01
iTNC 530 E, HSCI un HeROS 5 606 421-01
Burts E norāda uz TNC eksporta versiju. TNC eksporta versijām ir
šāds ierobežojums:
Taišņu kustības vienlaicīgi līdz 4 asīm
HSCI (HEIDENHAIN Serial Controller Interface) apzīmē TNC vadības
sistēmu jauno aparatūras platformu.
HeROS 5 apzīmē uz HSCI balstīto TNC vadības sistēmu jauno
operētājsistēmu
Iekārtas ražotājs izmantojamās TNC funkcijas ar mašīnas
parametriem pielāgo attiecīgajai iekārtai. Tādēļ šajā rokasgrāmatā ir
aprakstītas arī funkcijas, kuras nav pieejamas visās TNC.
TNC funkcijas, kas nav pieejamas visās mašīnās, ir, piemēram, šādas:
Instrumenta pārmērīšana ar TT
TNC tips, programmatūra un funkcijas
Lai iepazītos ar reālo mašīnas funkciju apjomu, sazinieties ar mašīnas
ražotāju.
Daudzi mašīnu ražotāji un HEIDENHAIN piedāvā TNC
programmēšanas kursus. Lai labāk iepazītos ar TNC funkcijām,
iesakām piedalīties šādos kursos.
Lietotāja rokasgrāmata "Ciklu programmēšana":
Visas ciklu funkcijas (skenēšanas sistēmu cikli un
apstrādes cikli) ir aprakstītas atsevišķā lietotāja
rokasgrāmatā. Ja jums vajadzīga šī rokasgrāmata, lūdzu
sazinieties ar HEIDENHAIN. Kods: 670 388-xx
smarT.NC lietošanas dokumentācija:
smarT.NC režīms ir aprakstīts atsevišķā rokasgrāmatā. Ja
jums ir vajadzīga šī rokasgrāmata, lūdzu, sazinieties ar
HEIDENHAIN. Kods: 533 191-xx.
6
Page 7
Programmatūras opcijas
iTNC 530 pieejamas dažādas programmatūras opcijas, kuras varat
aktivizēt Jūs vai Jūsu mašīnas ražotājs. Katru opciju var aktivizēt
atsevišķi, un tajās ir iekļautas šādas funkcijas:
Programmatūras opcija 1
Cilindra apvalka interpolācija (cikls 27, 28, 29 un 39)
Padeve mm/min apaļajām asīm: M116
Apstrādes plaknes sasvēršana (19. cikls, funkcija PLANE un
programmtaustiņš 3D-ROT manuālajā darba režīmā)
Riņķa līnija 3 asīs sasvērtā apstrādes plaknē
Programmatūras opcija 2
3,6 ms vietā ir ieraksta apstrādes laiks 0,5 ms
5 asu interpolācija
Splaina interpolācija
3D apstrāde:
M114: iekārtas ģeometrijas automātiskā korekcija, strādājot ar
sagāžamām asīm
M128: instrumenta smailes pozīcijas saglabāšana, pozicionējot
sagāžamās asis (TCPM)
FUNCTION TCPM: instrumenta smailes pozīcijas saglabāšana,
pozicionējot sagāžamās asis (TCPM), ar iespēju iestatīt
iedarbības veidu
M144: mašīnas kinemātikas ievērošana FAKT/NOM ieraksta
beigu pozīcijās
Papildu parametri Galapstrāde/rupjapstrāde un Griešanās asu
pielaide 32. cikl
LN ieraksti (3D korekcija)
ā (G62)
TNC tips, programmatūra un funkcijas
Programmatūras opcija "DCM sadursme" Apraksts
Mašīnas ražotāja definēto zonu kontroles
funkcija, kas ļauj izvairīties no sadursmēm.
Programmatūras opcija "DXF pārveidotājs"
Kontūru un apstrādes pozīciju ekstrahēšana
no DXF datnēm (formāts R12).
HEIDENHAIN iTNC 530 7
325. lpp.
Apraksts
216. lpp.
Page 8

Programmatūras opcija "Dialoga papildu
valoda"
Slovēņu, slovāku, norvēģu, latviešu, igauņu,
korejiešu, turku, rumāņu un lietuviešu dialoga
valodu aktivizēšanas funkcija.
Apraksts
574. lpp.
Programmatūras opcija "Globālie programmas iestatījumi"
Funkcija koordinātu transformāciju
pārklāšanai apstrādes darba režīmos,
virzīšana ar rokrata pārklāšanu virtuālās ass
virzienā.
Programmatūras opcija "AFC" Apraksts
Sērijveida produkcijas adaptīvās padeves
regulēšanas funkcija, kas paredzēta
griešanas nosacījumu optimizēšanai.
Programmatūras opcija "KinematicsOpt" Apraksts
Skenēšanas cikli mašīnas precizitātes
pārbaudei un optimizēšanai.
TNC tips, programmatūra un funkcijas
Programmatūras opcija "3D-ToolComp" Apraksts
No sazobes leņķa atkarīga 3D instrumenta
rādiusa korekcija LN ierakstos.
Apraksts
343. lpp.
354. lpp.
Lietotāja
rokasgrāmata
"Cikli"
354. lpp.
8
Page 9
Attīstības līmenis (jaunināšanas funkcijas)
Izmantojot jaunināšanas funkcijas, t.s. Feature Content Level (angl.
attīstības līmenis), papildus programmatūras opcijām tiek pārvaldīta
nozīmīga TNC programmatūras izstrādes attīstība. Ja savai iekārtai
TNC saņemat atjauninātu programmatūru, jums nav pieejamas FCL
pakļautās funkcijas.
Saņemot jaunu mašīnu, jūsu rīcībā bez papildu maksas
nonāk visas jauninājuma funkcijas.
Jauninājuma funkcijas rokasgrāmatā apzīmētas ar FCL n, kur n
apzīmē attīstības līmeņa kārtas numuru.
Iegādājoties maksas kodu, FCL funkcijas var aktivizēt uz ilgāku laiku.
Šim nolūkam, lūdzu, sazinieties ar mašīnas ražotāju vai HEIDENHAIN.
FCL 4 funkcijas Apraksts
Aizsargtelpas grafiskais attēlojums
aktivizētas sadursmju kontroles DCM
režīmā
329. lpp.
Rokrata pārklājums apstādinātā stāvoklī
aktivizētas sadursmju kontroles DCM
režīmā
Pamatgriešana 3D režīmā (stiprinājuma
kompensācija)
FCL 3 funkcijas Apraksts
Skenēšanas sistēmas cikls
trīsdimensiju skenēšanai
Skenēšanas sistēmas cikli automātiskai
atsauces punkta noteikšanai rievas
centrā/tilta centrā
Padeves samazināšana, apstrādājot
kontūriedobes, kad instruments atrodas
pilnīgā sazobē
PLANE funkcija: ass leņķa ievade 394. lpp.
Lietošanas dokumentācija kā
kontekstuāla palīgsistēma
smarT.NC: smarT.NC programmēšana
vienlaikus ar apstrādi
328. lpp.
Mašīnas lietošanas
rokasgrāmata
Lietotāja rokasgrāmata
"Cikli"
Lietotāja rokasgrāmata
"Cikli"
Lietotāja rokasgrāmata
"Cikli"
144. lpp.
106. lpp.
TNC tips, programmatūra un funkcijas
HEIDENHAIN iTNC 530 9
Page 10

FCL 3 funkcijas Apraksts
smarT.NC: kontūriedobe uz punktu
šablona
smarT.NC vednis
smarT.NC: kontūrprogrammu
priekšskatījums datņu pārvaldniekā
smarT.NC: pozicionēšanas stratēģija
punktu apstrādē
FCL 2 funkcijas Apraksts
3D līniju grafiks 136. lpp.
Virtuālā instrumenta ass 495. lpp.
Blokveida ierīču USB atbalsts (atmiņas
kartes, cietie diski, CD-ROM diskdziņi)
Iespēja ar kontūras formulu katrai
apakškontūrai piešķirt atšķirīgu dziļumu
Skenēšanas sistēmas cikls skenēšanas
sistēmas parametru vispārīgai
iestatīšanai
smarT.NC: grafiski atbalstīta ieraksta
pievade
TNC tips, programmatūra un funkcijas
smarT.NC: koordinātu transformācijas smarT.NC vednis
smarT.NC: PLANE funkcija smarT.NC vednis
smarT.NC vednis
smarT.NC vednis
116. lpp.
Lietotāja rokasgrāmata
"Cikli"
Lietotāja rokasgrāmata
"Skenēšanas sistēmas
cikli"
smarT.NC vednis
Paredzētā izmantošanas vieta
TNC atbilst A klasei atbilstoši EN 55022 un ir paredzēta galvenokārt
izmantošanai rūpniecībā.
Tiesiskā norāde
Šajā produktā ir izmantota atklātā pirmkoda programmatūra.
Papildinformāciju skatiet vadības sistēmas sadaļā
U Saglabāšanas/rediģēšanas režīms
U MOD funkcija
U Programmtaustiņš TIESISKĀS NORĀDES
10
Page 11
Jaunās funkcijas 606 42x-01 attiecībā pret iepriekšējām versijām 340 49x-05
Papildus ir iespējama ārēji izveidotu datņu atvēršana un rediģēšana
(sk. "Papildrīki ārēju datņu tipu pārvaldīšanai" 119. lpp.)
Uzdevumu joslā ir jaunas funkcijas (sk. "Uzdevumu josla" 78. lpp.)
Paplašinātas funkcijas, konfigurējot Ethernet saskarni (sk. "TNC
konfigurēšana" 545. lpp.)
Funkcionālās drošības FS paplašinājumi (opcija):
Vispārīgi par funkcionālo drošību FS (sk. "Vispārēja informācija"
451. lpp.)
Jēdziena skaidrojums (sk. "Jēdzienu skaidrojumi" 452. lpp.)
Asu pozīciju pārbaude (sk. "Asu pozīciju pārbaude" 453. lpp.)
Padeves ierobežošanas aktivizēšana (sk. "Padeves
ierobežošanas aktivizēšana" 455. lpp.)
Paplašinātas vispārīgās statusa indikā
drošību (sk. "Papildu statusa indikācijas" 455. lpp.)
Tiek atbalstīti jaunie rokrati HR 510, HR 520 un HR 550 FS (sk.
"Pārvietošana ar elektroniskajiem rokratiem" 439. lpp.)
Jauna programmatūras opcija 3D-ToolComp: No sazobes leņķa
atkarīga 3D instrumenta rādiusa korekcija ierakstos ar virsmas
normāles vektoriem (LN ierakstos)
3D līniju grafiks tagad ir iespējams arī pilnekrāna režīmā (sk. "3D
līniju grafiks (FCL 2 funkcija)" 136. lpp.)
Lai izvēlētos datnes, dažādās FC funkcijās un palešu tabulas skatā
tagad ir pieejams arī datņu izvēles dialogs (sk. "Jebkuras
programmas kā apakšprogrammas izsaukšana" 238. lpp.)
DCM: stiprinājuma stāvokļu nodrošināšana un atjaunošana
DCM: formulārs, izveidojot pārbaudes programmu, tagad satur arī
ikonas un palīgtekstus (sk. "Pārbaudīt iemērītās patronas poz
336. lpp.)
DCM, FixtureWizard: skenēšanas punkti un skenēšanas secība tiek
attēloti precīzāk
DCM, FixtureWizard: apzīmējumus, skenēšanas punktus un
pēcmērīšanas punktus var parādīt un paslēpt (sk. "Darbs ar
FixtureWizard" 333. lpp.)
DCM, FixtureWizard: patronas un uzstādīšanas punktus tagad var
izvēlēties arī ar peli
DCM: tagad ir pieejama bibliotēka ar standarta patronām (sk.
"Patronu modeļi" 332. lpp.)
DCM: instrumentu turētāju pārvalde (sk. "Instrumentu turētāju
pārvalde (programmatūras opcija DCM)" 340. lpp.)
Darba režīmā "Programmas pārbaude" tagad apstrādes plakni var
definēt manuāli (sk. "Sagāztas apstrādes plaknes iestatīšana
programmas pārbaudei" 520. lpp.)
Iekārtās bez griešanās asīs esošām mērierīcēm ar M114 var noteikt
griešanās asu koordinātas, lai definētu virtuālo asu virzienu VT (sk.
"Virtuālā ass VT" 353. lpp.)
cijas TNC ar funkcionālo
īciju"
Jaunās funkcijas 606 42x-01 attiecībā pret iepriekšējām versijām 340 49x-05
HEIDENHAIN iTNC 530 11
Page 12

Manuālajā režīmā tagad ir pieejams arī režīms RW-3D pozīcijas
parādīšanai (sk. "Pozīciju indikāciju izvēle" 556. lpp.)
Paplašināta instrumentu tabula TOOL.T (sk. "Instrumentu tabula:
instrumentu standarta dati" 155. lpp.):
Jauna aile DR2TABLE korekciju tabulas definēšanai no sazobes
leņķa atkarīgai instrumenta rādiusa korekcijai
Jauna aile LAST_USE, kurā TNC ieraksta pēdējā instrumenta
izsaukuma datumu un laiku
Q parametru programmēšana: virknes parametrus QS tagad var
izmantot arī lēcienu adresēs nosacītu lēcienu gadījumā,
apakšprogrammās vai programmu daļu atkārtojumos (sk.
"Apakšprogrammas izsaukšana" 236. lpp., sk. "Programmas daļas
atkārtojuma izsaukšana" 237. lpp. un sk. "Izvēļu "Ja/tad"
ieprogrammēšana" 262. lpp.)
Instrumentu izmantojuma sarakstu izveidošanu programmas
izpildes darba režīmā var konfigurēt formulārā (sk. "Iestatījumi
instrumentu izmantojuma pārbaudei" 173. lpp.)
To, kā norit instrumentu dzēšana no instrumentu tabulas, tagad var
ietekmēt arī ar mašīnas parametru 7263 (sk. "Instrumentu tabulas
rediģēšana" 161. lpp.)
PLANE funkcijas pozicionēšanas režīmā TURN tagad var definēt
drošības augstumu, kādā atvirza instrumentu pirms tā sasvēršanas
instrumenta ass virzienā (sk. "Automātiskā sasvēršana:
MOVE/TURN/STAY (ievade ir obligāta)" 396. lpp.)
Paplašinātājā instrumentu pārvaldē tagad ir pieejamas šādas
papildu funkcijas (sk. "Instrumentu pārvalde (programmatūras
opcija)" 176. lpp.):
Ailes ar speciālajām funkcijām tagad ir arī rediģējamas
No instrumentu datu formulāra skata tagad pēc izvēles var iziet,
izmainītās vērtības vai nu saglabājot, vai nesaglabājot
Tabulas skatā tagad ir pieejama meklēšanas funkcija
Uzrādītie instrumenti tagad tiek pareizi attēloti arī formulāra skatā
Instrumentu secības sarakstā tagad ir pieejama vēl cita detalizēta
informācija
Instrumentu magazīnas piepildīšanas un iztukšošanas saraksts
tagad ir atverams un aizverams ar "Drag and Drop"
Ailes tabulas skatā var pārbīdīt vienkārši ar "Drag and Drop"
Darba režīmā MDI tagad ir pieejamas arī dažas speciālās funkcijas
(taustiņš SPEC FCT) (sk. "Vienkāršu apstrāžu programmēšana un
izpilde" 498. lpp.)
Ir pieejams jauns manuālais skenēšanas cikls, ar kuru nepareizu
sagataves novietojumu var izl
"Sagataves noregulēšana ar 2 punktiem" 478. lpp.)
Pieejams jauns skenēšanas sistēmas cikls skenēšanas sistēmas
kalibrēšanai ar kalibrēšanas lodi (skatīt lietotāja rokasgrāmatu "Ciklu
programmēšana")
īdzināt, pagriežot apaļo galdu (sk.
Jaunās funkcijas 606 42x-01 attiecībā pret iepriekšējām versijām 340 49x-05
12
Page 13

KinematicsOpt: labāks atbalsts sazobē esošu asu pozicionēšanai
(skatīt lietotāja rokasgrāmatu "Ciklu programmēšana")
KinematicsOpt: ir ieviests papildu parametrs griešanās ass
brīvkustības noteikšanai (skatīt lietotāja rokasgrāmatu "Ciklu
programmēšana")
Jauns apstrādes cikls 275 "Trohoidāla rievu frēzēšana" (skatīt
lietotāja rokasgrāmatu "Ciklu programmēšana")
241. ciklā vienmalas urbšanai tagad var definēt arī uzturēšanās
dziļumu (skatīt lietotāja rokasgrāmatu "Ciklu programmēšana")
39. ciklā CILINDRA APVALKA KONTŪRA tagad var iestatīt
pievirzīšanas un atvirzīšanas veidu (skatīt lietotāja rokasgrāmatu
"Ciklu programmēšana")
HEIDENHAIN iTNC 530 13
Jaunās funkcijas 606 42x-01 attiecībā pret iepriekšējām versijām 340 49x-05
Page 14
Izmainītās funkcijas 606 42x-01 attiecībā pret iepriekšējām versijām 340 49x-05
Skenēšanas sistēmas garuma un rādiusa kalibrēšanas izvēlnēs
340 49x-05
tagad tiek parādīti arī aktīvā instrumenta numurs un nosaukums (ja
kalibrēšanas datus paredzēts izmantot no instrumentu tabulas,
MP7411 = 1, sk. "Vairāku kalibrēšanas datu ierakstu pārvalde" 472.
lpp.)
PLANE funkcija, veicot sagāšanu, režīmā "Atlikušais ceļš" tagad
parāda reālo pārvietojuma leņķi līdz mērķa pozīcijai (sk. "Pozīcijas
rādījums" 381. lpp.)
Izmainīta pievirzīšanas kustība, veicot malas nolīdzināšanu ar 24.
ciklu (DIN/ISO: G124) (skatīt lietotāja rokasgrāmatu "Ciklu
programmēšana")
Izmainītās funkcijas 606 42x-01 attiecībā pret iepriekšējām versijām
14
Page 15

Satura rādītājs
Pirmie soļi ar iTNC 530
1
Ievads
2
Programmēšana: pamati, datņu pārvalde
3
Programmēšana: programmēšanas
palīdzība
4
Programmēšana: instrumenti
5
Programmēšana: kontūru
programmēšana
6
Programmēšana: papildfunkcijas
7
Programmēšana: datu pārņemšana no
DXF datnēm
8
Programmēšana: apakšprogrammas un
programmas daļu atkārtojumi
9
Programmēšana: Q parametri
10
Programmēšana: papildfunkcijas
11
Programmēšana: speciālās funkcijas
12
Programmēšana: daudzasu apstrāde
13
Programmēšana: palešu pārvalde
14
Pozicionēšana ar manuālo ievadi
15
Programmas pārbaude un programmas
izpilde
16
MOD funkcijas
17
Tabulas un pārskati
18
HEIDENHAIN iTNC 530 15
Page 16

Page 17

1 Pirmie soļi ar iTNC 530 ..... 39
1.1 Pārskats ..... 40
1.2 Mašīnas ieslēgšana ..... 41
Strāvas pārtraukuma apstiprināšana un pievirzīšana atsauces punktiem ..... 41
1.3 Pirmās daļas programmēšana ..... 42
Pareizā režīma izvēle ..... 42
Svarīgākie TNC vadības elementi ..... 42
Jaunas programmas atvēršana/datņu pārvalde ..... 43
Sagataves definēšana ..... 44
Programmas uzbūve ..... 45
Vienkāršas kontūras programmēšana ..... 46
Cikla programmas izveidošana ..... 48
1.4 Pirmās daļas grafiska pārbaude ..... 50
Pareizā režīma izvēle ..... 50
Instrumentu tabulas izvēle programmas pārbaudei ..... 50
Pārbaudāmās programmas izvēle ..... 51
Ekrāna sadalījuma un skatījuma izvēle ..... 51
Programmas pārbaudes sākšana ..... 52
1.5 Instrumentu iestatīšana ..... 53
Pareizā režīma izvēle ..... 53
Instrumentu sagatavošana un pārmērīšana ..... 53
Instrumentu tabula TOOL.T ..... 53
Vietu tabula TOOL_P.TCH ..... 54
1.6 Sagataves iestatīšana ..... 55
Pareizā režīma izvēle ..... 55
Sagataves nostiprināšana ..... 55
Sagatavju noregulēšana ar 3D skenēšanas sistēmu ..... 56
Atsauces punkta noteikšana ar 3D skenēšanas sistēmu ..... 57
1.7 Pirmās programmas izpilde ..... 58
Pareizā režīma izvēle ..... 58
Apstrādājamās programmas izvēle ..... 58
Programmas palaišana ..... 58
HEIDENHAIN iTNC 530 17
Page 18

2 Ievads ..... 59
2.1 iTNC 530 ..... 60
Programmēšana: HEIDENHAIN atklātā teksta dialogs, smarT.NC un DIN/ISO ..... 60
Savietojamība ..... 60
2.2 Ekrāns un vadības panelis ..... 61
Ekrāns ..... 61
Ekrāna sadalījuma noteikšana ..... 62
Vadības panelis ..... 63
2.3 Režīmi ..... 64
Manuālais režīms un elektroniskā rokrata režīms ..... 64
Pozicionēšana ar manuālo ievadi ..... 64
Programmas saglabāšana/rediģēšana ..... 65
Programmas pārbaude ..... 65
Programmas izpilde ierakstu secībā un pa atsevišķiem ierakstiem ..... 66
2.4 Statusa indikācijas ..... 67
"Vispārējā" statusa indikācija ..... 67
Statusa papildu indikācijas ..... 69
2.5 Window-Manager ..... 77
Uzdevumu josla ..... 78
2.6 Piederumi: HEIDENHAIN trīsdimensiju skenēšanas sistēmas un elektroniskie rokrati ..... 79
Trīsdimensiju skenēšanas sistēmas ..... 79
Elektroniskie rokrati HR ..... 80
18
Page 19
3 Programmēšana: pamati, datņu pārvalde ..... 81
3.1 Pamati ..... 82
Trajektoriju mērierīces un atskaites atzīmes ..... 82
Atsauces sistēma ..... 82
Atsauces punkts frēzmašīnām ..... 83
Polārās koordinātas ..... 84
Sagataves absolūtās un inkrementālās pozīcijas ..... 85
Atsauces punkta izvēle ..... 86
3.2 Programmu atvēršana un ievadīšana ..... 87
NC programmas uzbūve DIN/ISO-formātā ..... 87
Definējiet priekšsagatavi: G30/G31 ..... 87
Jaunas apstrādes programmas izveide ..... 88
Instrumenta kustību programmēšana DIN/ISO ..... 90
Faktisko pozīciju pārņemšana ..... 91
Programmas rediģēšana ..... 92
TNC meklēšanas funkcija ..... 96
3.3 Datņu pārvalde: pamati ..... 98
Datnes ..... 98
Ārēji izveidotu datņu parādīšana TNC ..... 100
Datu dublēšana ..... 100
3.4 Darbs ar datņu pārvaldi ..... 101
Mapes ..... 101
š ..... 101
Ceļ
Pārskats: datņu pārvaldes funkcijas ..... 102
Datņu pārvaldes izsaukšana ..... 103
Diskdziņu, mapju un datņu izvēle ..... 104
Jaunas mapes izveide (iespējama tikai diskdzinī TNC:\) ..... 107
Jaunas datnes izveide (iespējama tikai diskdzinī TNC:\) ..... 107
Atsevišķas datnes kopēšana ..... 108
Datnes kopēšana citā mapē ..... 109
Tabulas kopēšana ..... 110
Mapes kopēšana ..... 111
Izvēlieties vienu no pēdējām izvēlētām datnēm ..... 111
Datnes dzēšana ..... 112
Mapes dzēšana ..... 112
Datņu marķēšana ..... 113
Datnes pārdēvēšana ..... 115
Papildfunkcijas ..... 116
Darbs ar klaviatūras saīsnēm ..... 118
Papildrīki ārēju datņu tipu pārvald
Datu pārsūtīšana uz/no ārēja datu nesēja ..... 124
TNC pieslēgšana pie tīkla ..... 126
Pie TNC pievienotas USB ierīces (FCL 2 funkcija) ..... 127
īšanai ..... 119
HEIDENHAIN iTNC 530 19
Page 20

4 Programmēšana: programmēšanas palīdzība ..... 129
4.1 Komentāru pievienošana ..... 130
Pielietojums ..... 130
Komentārs programmas ievades laikā ..... 130
Komentāra pievienošana vēlāk ..... 130
Komentārs atsevišķā ierakstā ..... 130
Komentāra rediģēšanas funkcijas ..... 131
4.2 Programmu sadalīšana ..... 132
Definīcija, izmantošanas iespējas ..... 132
Dalījuma loga parādīšana/pāreja aktīvajā logā ..... 132
Dalījuma ieraksta ievietošana programmas logā (pa kreisi) ..... 132
Ierakstu izvēle dalījuma logā ..... 132
4.3 Kalkulators ..... 133
Lietošana ..... 133
4.4 Programmēšanas grafiks ..... 134
Programmēšanas grafika rādīšana/nerādīšana ..... 134
Programmēšanas grafika izveide pastāvošai programmai ..... 134
Ierakstu numuru parādīšana un paslēpšana ..... 135
Grafika dzēšana ..... 135
Izgriezuma palielināšana vai samazināšana ..... 135
4.5 3D lī
4.6 Tūlītēja palīdzība NC kļūdas paziņojumu gadījumā ..... 139
4.7 Visu esošo kļūdas paziņojumu saraksts ..... 140
4.8 Kontekstuāla palīdzības sistēma TNCguide (FCL3 funkcija) ..... 144
niju grafiks (FCL 2 funkcija) ..... 136
Pielietojums ..... 136
3D līniju grafika funkcijas ..... 136
NC ierakstu izcelšana grafikā, iezīmējot tos citā krāsā ..... 138
Ierakstu numuru parādīšana un paslēpšana ..... 138
Grafika dzēšana ..... 138
Kļūdas paziņojumu parādīšana ..... 139
Palīdzības parādīšana ..... 139
Funkcija ..... 140
Kļūdu saraksta parādīšana ..... 140
Loga saturs ..... 141
Palīdzības sistēmas TNCguide izsaukšana ..... 142
Apkopes failu izveide ..... 143
Pielietojums ..... 144
Darbs ar TNCguide ..... 145
Aktuālo palīdz
ības datņu lejupielāde ..... 149
20
Page 21
5 Programmēšana: instrumenti ..... 151
5.1 Instrumentu ievades ..... 152
Padeve F ..... 152
Vārpstas apgriezienu skaits S ..... 152
5.2 Instrumenta dati ..... 153
Instrumenta korekcijas priekšnoteikums ..... 153
Instrumenta numurs, instrumenta nosaukums ..... 153
Instrumenta garums L ..... 153
Instrumenta rādiuss R ..... 153
Garumu un rādiusu delta vērtības ..... 154
Instrumentu datu ievadīšana programmā ..... 154
Instrumentu datu ievadīšana tabulā ..... 155
Instrumenta turētāja kinemātika ..... 164
Atsevišķu instrumentu datu pārrakstīšana no ārēja datora ..... 165
Instrumentu mainītāja vietu tabula ..... 166
Instrumenta datu izsaukšana ..... 169
Instrumenta nomaiņa ..... 171
Instrumenta izmantojuma pārbaude ..... 173
Instrumentu pārvalde (programmatūras opcija) ..... 176
5.3 Instrumenta korekcija ..... 180
Ievads ..... 180
Instrumenta garuma korekcija ..... 180
Instrumenta rādiusa korekcija ..... 181
HEIDENHAIN iTNC 530 21
Page 22

6 Programmēšana: kontūru programmēšana ..... 185
6.1 Instrumenta kustības ..... 186
Trajektoriju funkcijas ..... 186
Papildfunkcijas M ..... 186
Apakšprogrammas un programmas daļu atkārtojumi ..... 186
Programmēšana ar Q parametriem ..... 186
6.2 Trajektoriju funkciju pamati ..... 187
Instrumenta kustību programmēšana apstrādei ..... 187
6.3 Pievirzīšana kontūrai un atvirzīšana no tās ..... 189
Sākumpunkts un beigu punkts ..... 189
Pievirzīšana un atvirzīšana tangenciāli ..... 191
6.4 Kustības pa trajektoriju - taisnleņķa koordinātas ..... 193
Trajektoriju funkciju pārskats ..... 193
Taisne ātrgaitā G00
Taisne ar padevi G01 F ..... 194
Fāzes pievienošana starp divām taisnēm ..... 195
Stūru noapaļošana G25 ..... 196
Apļa viduspunkts I, J ..... 197
Riņķa līnijas trajektorija C ap apļa viduspunktu CC ..... 198
Apļa trajektorija G02/G03/G05 ar noteiktu rādiusu ..... 199
Apļa trajektorija G06 ar tangenciālu pieslēgumu ..... 201
6.5 Kustības pa trajektoriju - polārās koordinātas ..... 206
rskats ..... 206
Pā
Polāro koordinātu sākums: pols I, J ..... 207
Taisne ātrgaitā G10
Taisne ar padevi G11 F ..... 207
Apļa trajektorija G12/G13/G15 ap polu I, J ..... 208
Apļa trajektorija G16 ar tangenciālu savienojumu ..... 209
Spirālveida līnija (spirāle) ..... 210
22
Page 23

7 Programmēšana: datu pārņemšana no DXF datnēm ..... 215
7.1 DXF datņu apstrāde (programmatūras opcija) ..... 216
Pielietojums ..... 216
DXF datnes atvēršana ..... 217
Pamatiestatījumi ..... 218
Slāņa iestatīšana ..... 220
Atsauces punkta noteikšana ..... 221
Kontūras izvēle un saglabāšana ..... 223
Apstrādes pozīciju izvēle un saglabāšana ..... 226
Tālummaiņas funkcija ..... 232
HEIDENHAIN iTNC 530 23
Page 24

8 Programmēšana: apakšprogrammas un programmas daļu atkārtojumi ..... 233
8.1 Apakšprogrammu un programmas daļu atkārtojumu marķēšana ..... 234
Iezīme ..... 234
8.2 Apakšprogrammas ..... 235
Darba norise ..... 235
Programmēšanas norādījumi ..... 235
Apakšprogrammas programmēšana ..... 235
Apakšprogrammas izsaukšana ..... 236
8.3 Programmas daļu atkārtojumi ..... 237
Iezīme G98 ..... 237
Darba norise ..... 237
Programmēšanas norādījumi ..... 237
Programmas daļas atkārtojumu programmēšana ..... 237
Programmas daļas atkārtojuma izsaukšana ..... 237
8.4 Jebkura programma kā apakšprogramma ..... 238
Darba norise ..... 238
Programmēšanas norādījumi ..... 238
Jebkuras programmas kā apakšprogrammas izsaukšana ..... 238
8.5 Ligzdošanas ..... 240
Ligzdošanas veidi ..... 240
Ligzdošanas dziļums ..... 240
Apakšprogramma apakšprogrammā ..... 241
Programmas daļu atkārtojumu atkārtošana ..... 242
Apakšprogrammas atkārtošana ..... 243
8.6 Programmēšanas piemēri ..... 244
24
Page 25

9 Programmēšana: Q-parametri ..... 251
9.1 Princips un funkciju pārskats ..... 252
Norādījumi programmēšanai ..... 254
Q parametru funkciju izsaukšana ..... 255
9.2 Daļu grupas — Q parametri skaitlisko vērtību vietā ..... 256
Pielietojums ..... 256
9.3 Kontūru apraksts ar matemātiskām funkcijām ..... 257
Pielietojums ..... 257
Pārskats ..... 257
Aritmētisko pamatdarbību programmēšana ..... 258
9.4 Leņķa funkcijas (trigonometrija) ..... 259
Definīcijas ..... 259
Leņķa funkciju programmēšana ..... 260
9.5 Izvēles "Ja/tad" ar Q parametriem ..... 261
Pielietojums ..... 261
Obligātais lēciens ..... 261
Izvēļu "Ja/tad" ieprogrammēšana ..... 262
9.6 Q parametru pārbaude un izmainīšana ..... 263
Rīcība ..... 263
9.7 Papildfunkcijas ..... 264
Pārskats ..... 264
D14: ERROR: kļūdas paziņojuma izvade ..... 265
D15 PRINT: Teksta vai Q parametru vērtību izvade ..... 269
D19 PLC: vērtību nodošana PLC ..... 269
9.8 Tieša formulas ievade ..... 270
Formulas ievade ..... 270
Aritmētiskie likumi ..... 272
Ievades piemē
9.9 Virknes parametri ..... 274
Virknes apstrādes funkcijas ..... 274
Virknes parametru piešķire ..... 275
Virknes parametru savienošana ..... 276
Skaitliskas vērtības pārveidošana virknes parametrā ..... 277
Virknes daļas kopēšana no virknes parametra ..... 278
Sistēmas datu kopēšana virknes parametrā ..... 279
Virknes parametra pārveidošana skaitliskā vērtībā ..... 281
Virknes parametra pārbaude ..... 282
Virknes parametra garuma noteikšana ..... 283
Alfabētiskās secības salīdzināšana ..... 284
rs ..... 273
HEIDENHAIN iTNC 530 25
Page 26

9.10 Aizņemtie Q parametri ..... 285
Vērtības no PLC: no Q100 līdz Q107 ..... 285
WMAT ieraksts: QS100 ..... 285
Aktīvais instrumenta rādiuss: Q108 ..... 285
Instrumenta ass: Q109 ..... 286
Vārpstas stāvoklis: Q110 ..... 286
Apgāde ar dzesēšanas šķidrumu: Q111 ..... 286
Pārklāšanās koeficients: Q112 ..... 286
Izmēru dati programmā: Q113 ..... 287
Instrumenta garums: Q114 ..... 287
Pēcskenēšanas koordinātas programmas izpildes laikā ..... 287
Faktiskās/nominālās vērtības novirze, veicot automātisko instrumentu pārmērīšanu ar TT 130 ..... 288
Apstrādes plaknes sasvēršana ar sagataves leņķiem: TNC aprēķinātās griešanās asu koordinātas ..... 288
Skenēšanas ciklu mērījumu rezultāti (skatiet arī skenēšanas sistēmas ciklu lietot
9.11 Programmēšanas piemēri ..... 291
āja rokasgrāmatu) ..... 289
26
Page 27

10 Programmēšana: papild-funkcijas ..... 297
10.1 Papildfunkciju M un STOP ievade ..... 298
Pamati ..... 298
10.2 Papildfunkcijas programmas izpildes kontrolei, vārpstas un dzesēšanas šķidruma padeves vadīšanai ..... 299
Pārskats ..... 299
10.3 Papildfunkcijas saistībā ar koordinātu datiem ..... 300
Ar iekārtu saistītu koordinātu programmēšana: M91/M92 ..... 300
Pēdējā noteiktā atsauces punkta aktivizēšana: M104 ..... 302
Pievirzīšanās pozīcijām nesasvērtā koordinātu sistēmā sasvērtas apstrādes plaknes gadījumā: M130 ..... 302
10.4 Trajektorijas attiecību papildfunkcijas ..... 303
Stūru noslīpēšana: M90 ..... 303
Definētās noapaļojuma riņķa līnijas ievietošana starp taišņu posmiem: M112 ..... 303
Punktu ignorēšana, apstrādājot nekoriģētus taišņ
Mazu kontūras posmu apstrāde: M97 ..... 305
Atvērtu kontūras stūru pilnīga apstrāde: M98 ..... 307
Padeves koeficients nolaišanas kustībām: M103 ..... 308
Padeve milimetros/vārpstas apgriezienu skaits: M136 ..... 309
Padeves ātrums riņķa līniju lokiem: M109/M110/M111 ..... 310
Iepriekšējs kontūras ar rādiusa korekciju aprēķins (LOOK AHEAD): M120 ..... 311
Rokrata pozicionēšanas pārklājums programmas izpildes laikā: M118 ..... 313
Atvirzīšanās no kontūras instrumenta asu virzienā: M140 ..... 314
Skenēšanas sistēmas kontroles atcelšana: M141 ..... 315
Modālās programmas informācijas dzēšana: M142 ..... 316
Pamatgriešanās dzēšana: M143 ..... 316
Instrumenta automātiska pacelšana no kontūras, apstājoties NC: M148 ..... 317
Gala slēdža paziņojuma atcelšana: M150 ..... 318
10.5 Griešanas lāzeriekārtu papildfunkcijas ..... 319
Princips ..... 319
Ieprogrammētā sprieguma tieša par
Spriegums kā posma funkcija: M201 ..... 319
Spriegums kā ātruma funkcija: M202 ..... 320
Parādīt spriegumu kā laika funkciju (no laika atkarīgā rampa): M203 ..... 320
Parādīt spriegumu kā laika funkciju (no laika atkarīgais impulss): M204 ..... 320
ādīšana: M200 ..... 319
u ierakstus: M124 ..... 304
HEIDENHAIN iTNC 530 27
Page 28

11 Programmēšana: speciālās funkcijas ..... 321
11.1 Pārskats speciālās funkcijas ..... 322
Speciālo funkciju SPEC FCT galvenā izvēlne ..... 322
Programmas noklusējuma iestatījumu izvēlne ..... 323
Kontūru un punktu apstrādes funkciju izvēlne ..... 323
Dažādu DIN/ISO funkciju definēšanas izvēlne ..... 324
11.2 Dinamiskā sadursmju kontrole (programmatūras opcija) ..... 325
Funkcija ..... 325
Sadursmju kontrole manuālajos režīmos ..... 327
Sadursmju kontrole automātiskajā režīmā ..... 328
Aizsargtelpas grafiskais attēlojums (FCL4 funkcija) ..... 329
Sadursmju kontrole programmas pārbaudes režīmā ..... 330
11.3 Patronas kontrole (programmatūras opcija DCM) ..... 331
Pamatprincipi ..... 331
Patronu modeļi ..... 332
Patronu parametru noteikšana: FixtureWizard ..... 332
Novietojiet patronu uz iekārtas ..... 334
Patronas izmainīšana ..... 335
Dzēst patronu ..... 335
Pārbaudīt iemērītās patronas pozīciju ..... 336
Spriegotāju pārvalde ..... 338
11.4 Instrumentu turē
Pamatprincipi ..... 340
Instrumentu turētāju modeļi ..... 340
Instrumentu turētāju parametru noteikšana: ToolHolderWizard ..... 341
Instrumentu turētāja dzēšana ..... 342
11.5 Globālie programmas iestatījumi (programmatūras opcija) ..... 343
Pielietojums ..... 343
Tehniskie priekšnoteikumi ..... 345
Funkcijas aktivizēšana/deaktivizēšana ..... 346
Pamatgriešanās ..... 348
Asu maiņa ..... 349
Pārklāts spoguļattēls ..... 350
Papildu aditīva nulles punkta nobīde ..... 350
Asu bloķēšana ..... 351
Pārklāta griešanās ..... 351
Padeves korekcija ..... 351
Rokrata pārklājums ..... 352
tāju pārvalde (programmatūras opcija DCM) ..... 340
28
Page 29

11.6 Adaptīvā padeves regulēšana AFC (programmatūras opcija) ..... 354
Pielietojums ..... 354
AFC pamatiestatījumu definēšana ..... 356
Programmēšanas griezuma veikšana ..... 358
AFC aktivizēšana/deaktivizēšana ..... 361
Protokola datne ..... 362
Instrumenta salūšanas/instrumenta nodiluma kontrole ..... 364
Vārpstas slodzes kontrole ..... 364
11.7 Teksta datņu izveidošana ..... 365
Pielietojums ..... 365
Teksta datnes atvēršana un aizvēršana ..... 365
Tekstu rediģēšana ..... 366
Zīmju, vārdu un rindu dzēšana un ievietošana atpakaļ ..... 367
Teksta bloku apstrāde ..... 368
Teksta fragmentu meklēšana ..... 369
11.8 Darbs ar griešanas datu tabulām ..... 370
Norādījums ..... 370
Izmantošanas iespējas ..... 370
Sagataves materiālu tabula ..... 371
Instrumentu asmeņu materiālu tabula ..... 372
Griešanas datu tabula ..... 372
Instrumentu tabulas obligātie dati ..... 373
Darbības principi, strādājot ar automātisko apgriezienu/padeves aprēķināšanu ..... 374
Datu pārsūtīšana no griešanas datu tabulām ..... 375
Konfigurācijas datne TNC.SYS ..... 375
HEIDENHAIN iTNC 530 29
Page 30
12 Programmēšana: daudzasu apstrāde ..... 377
12.1 Funkcijas daudzasu apstrādei ..... 378
12.2 PLANE funkcija: apstrādes plaknes sagāšana (programmatūras opcija 1) ..... 379
Ievads ..... 379
PLANE funkcijas definēšana ..... 381
Pozīcijas rādījums ..... 381
PLANE funkcijas atiestatīšana ..... 382
Apstrādes plaknes definēšana ar telpisko leņķi: PLANE SPATIAL ..... 383
Plaknes definēšana ar projekcijas leņķi: PLANE PROJECTED ..... 385
Apstrādes plaknes definēšana ar Eilera leņķi: PLANE EULER ..... 387
Apstrādes plaknes definēšana ar diviem vektoriem: PLANE VECTOR ..... 389
Apstrādes plaknes definēšana ar trīs punktiem: PLANE POINTS ..... 391
Apstrādes plaknes definēšana ar atsevišķu inkrementālu telpisko leņķi: PLANE RELATIVE ..... 393
Apstrādes plaknes definēšana ar asu leņķiem: PLANE AXIAL (FCL 3 funkcija) ..... 394
PLANE funkcijas pozicionēšanas attiecības noteikšana ..... 396
12.3 Slīpā frēzēšana sagāztā plaknē ..... 401
Funkcija ..... 401
Slīpā frēz
12.4 Griešanās asu papildfunkcijas ..... 402
Padeve mm/min griešanās asīm A, B, C: M116 (programmatūras opcija 1) ..... 402
Griešanās asu virzīšana optimizēti ceļam: M126 ..... 403
Griešanās ass rādījuma samazināšana līdz vērtībai, kas nepārsniedz 360°: M94 ..... 404
Mašīnas ģeometrijas automātiska korekcija, strādājot ar sagāžamām asīm: M114 (programmatūras
opcija 2) ..... 405
Instrumenta smailes pozīcijas saglabāšana, pozicionējot sagāžamās asis (TCPM): M128 (programmatūras
opcija 2) ..... 406
Precīza apstāšanās stūros ar netangenciālām pārejām: M134 ..... 409
Sagāžamo asu izvēle: M138 ..... 409
Mašīnas kinem
12.5 Peripheral Milling: 3D rādiusa korekcija ar instrumenta orientēšanu ..... 411
Pielietojums ..... 411
ēšana virzot griešanās asi inkrementāli ..... 401
ātikas ievērošana FAKT/NOM pozīcijās ieraksta beigās: M144 (programmatūras opcija 2) ..... 410
30
Page 31
13 Programmēšana: palešu pārvalde ..... 413
13.1 Palešu pārvalde ..... 414
Pielietojums ..... 414
Palešu tabulas izvēle ..... 416
Palešu datnes aizvēršana ..... 416
Palešu atsauces punktu pārvalde ar palešu iestatījumu tabulu ..... 417
Palešu datnes apstrāde ..... 419
13.2 Palešu pārvalde ar apstrādi, kas orientēta uz instrumentu ..... 420
Pielietojums ..... 420
Palešu datnes izvēle ..... 425
Palešu datnes izveide ar ievades formulāru ..... 425
Uz instrumentu orientētās apstrādes norise ..... 430
Palešu datnes aizvēršana ..... 431
Palešu datnes apstrāde ..... 431
HEIDENHAIN iTNC 530 31
Page 32

14 Manuālais režīms un ierīkošana ..... 433
14.1 Ieslēgšana, izslēgšana ..... 434
Ieslēgšana ..... 434
Izslēgšana ..... 436
14.2 Mašīnas asu virzīšana ..... 437
Norādījums ..... 437
Asu virzīšana ar ārējiem virziena taustiņiem ..... 437
Pakāpeniska pozicionēšana ..... 438
Pārvietošana ar elektroniskajiem rokratiem ..... 439
14.3 Apgriezienu skaits S, padeve F un papildfunkcija M ..... 449
Pielietojums ..... 449
Vērtību ievadīšana ..... 449
Vārpstas apgriezienu skaita un padeves maiņa ..... 450
14.4 Funkcionālā drošība FS (opcija) ..... 451
Vispārēja informācija ..... 451
Jēdzienu skaidrojumi ..... 452
Asu pozīciju pārbaude ..... 453
Atļauto padeves un apgriezienu skaita vērtību pārskats ..... 454
Padeves ierobežošanas aktivizēšana ..... 455
Papildu statusa indikācijas ..... 455
14.5 Atsauces punkta noteikšana bez 3D skenēšanas sistēmas ..... 456
Norādījums ..... 456
Sagatavošana ..... 456
Atsauces punkta noteikšana ar asu taustiņiem ..... 457
Atsauces punktu pārvalde ar iestatījumu tabulu ..... 458
14.6 3D skenēšanas sistēma ..... 465
Pārskats ..... 465
Skenēšanas sistēmas cikla izvēle ..... 465
Mērīšanas vērtību protokolēšana no skenēšanas sistēmas cikliem ..... 466
Skenēšanas sistēmas ciklu mērījumu vērtību ierakstīšana nulles punktu tabulā ..... 467
Skenēšanas sistēmas ciklu mērījumu vērtību ierakstīšana iestatījumu tabulā ..... 468
Mērījumu vērtību saglabāšana palešu iestatījumu tabulā ..... 469
14.7 3D skenēšanas sistēmas kalibrēšana ..... 470
Ievads ..... 470
Efektīvā
Spēkā esošā rādiusa kalibrēšana un skenēšanas sistēmas centra novirzes izlīdzināšana ..... 471
Kalibrēšanas vērtību uzrādīšana ..... 472
Vairāku kalibrēšanas datu ierakstu pārvalde ..... 472
14.8 Sagataves nepareiza novietojuma kompensēšana ar 3D skenēšanas sistēmu ..... 473
Ievads ..... 473
Pamatgriešanās noteikšana ar 2 punktiem ..... 475
Pamatgriešanās noteikšana ar 2 urbumiem/tapām ..... 477
Sagataves noregulēšana ar 2 punktiem ..... 478
garuma kalibrēšana ..... 470
32
Page 33

14.9 Atsauces punkta noteikšana ar 3D skenēšanas sistēmu ..... 479
Pārskats ..... 479
Atsauces punkta noteikšana jebkurā asī ..... 480
Stūris kā atsauces punkts – pārņemt punktus, kas noskenēti pamatgriešanās noteikšanai ..... 481
Stūris kā atsauces punkts – nepārņemt punktus, kas noskenēti pamatgriešanās noteikšanai ..... 481
Apļa viduspunkts kā atsauces punkts ..... 482
Vidējās ass noteikšana par atsauces punktu ..... 484
Atsauces punktu noteikšana ar urbumiem/apaļām tapām ..... 485
Sagatavju pārmērīšana ar 3D skenēšanas sistēmu ..... 486
Skenēšanas funkciju izmantošana ar mehāniskajiem taustiem vai mērītājiem ..... 489
14.10 Apstrādes plaknes sagāšana (programmatūras opcija 1) ..... 490
Pielietojums, darba norise ..... 490
Pievirzīšanās atskaites punktiem, ja asis ir sasvērtas ..... 492
Atsauces punkta noteikšana sagāztā sistēmā ..... 492
Atsauces punkta noteikšana mašīnām ar apaļo darbgaldu ..... 493
Atsauces punkta noteikšana mašīnām ar galvas nomaiņas sistēmām ..... 493
Pozīciju indikācija sagāztā sistēmā ..... 493
Ierobežojumi, sagāžot apstrādes plakni ..... 493
Manuālās sagāšanas aktivizēšana ..... 494
Aktuālās instrumentu ass virziena kā aktīvā apstrādes virziena noteikšana (FCL 2 funkcija) ..... 495
HEIDENHAIN iTNC 530 33
Page 34

15 Pozicionēšana ar manuālo ievadi ..... 497
15.1 Vienkāršu apstrāžu programmēšana un izpilde ..... 498
Pozicionēšanas ar manuālo ievadi izmantošana ..... 498
Programmu saglabāšana vai dzēšana no $MDI ..... 501
34
Page 35

16 Programmas pārbaude un programmas izpilde ..... 503
16.1 Grafiskie attēli ..... 504
Pielietojums ..... 504
Pārskats: skatījumi ..... 506
Skatījums no augšas ..... 506
Attēlojums 3 plaknēs ..... 507
Trīsdimensiju attēlojums ..... 508
Izgriezuma palielināšana ..... 511
Grafiskās simulācijas atkārtošana ..... 512
Instrumenta parādīšana ..... 512
Apstrādes laika noteikšana; ..... 513
16.2 Programmas rādījumu funkcijas ..... 514
Pārskats ..... 514
16.3 Programmas pārbaude ..... 515
Pielietojums ..... 515
16.4 Programmas izpilde ..... 521
Pielietojums ..... 521
Apstrādes programmas izpilde ..... 522
Apstrādes pārtraukšana ..... 523
Mašīnas asu virzīšana pārtraukuma laikā ..... 525
Programmas izpildes atsākšana pēc pārtraukuma ..... 526
Atgriešanās jebkurā vietā programmā (ieraksta pievade) ..... 527
Atkārtota pievirzīšana kontūrai ..... 530
16.5 Automātiskais programmas starts ..... 531
Pielietojums ..... 531
16.6 Ierakstu izlaišana ..... 532
Pielietojums ..... 532
īmes "/" dzēšana ..... 532
Z
16.7 Programmas izpildes apturēšana pēc izvēles ..... 533
Pielietojums ..... 533
HEIDENHAIN iTNC 530 35
Page 36

17 MOD funkcijas ..... 535
17.1 MOD funkcijas izvēle ..... 536
MOD funkciju izvēle ..... 536
Iestatījumu maiņa ..... 536
MOD funkciju aizvēršana ..... 536
MOD funkciju pārskats ..... 537
17.2 Programmatūras numuri ..... 538
Pielietojums ..... 538
17.3 Koda numura ievadīšana ..... 539
Pielietojums ..... 539
17.4 Servisa pakotņu lejupielāde ..... 540
Pielietojums ..... 540
17.5 Datu saskarnes izveide ..... 541
Pielietojums ..... 541
RS-232 saskarnes ierīkošana ..... 541
RS-422 saskarnes ierīkošana ..... 541
Ārējās ierīces REŽĪMA izvēle ..... 541
BODU ĀTRUMA iestatīšana ..... 541
Piešķire ..... 542
Datu pārsūtīšanas programmatūra ..... 543
17.6 Ethernet saskarne ..... 545
Ievads ..... 545
Savienojuma iespējas ..... 545
TNC konfigurēšana ..... 545
17.7 PGM MGT konfigurēšana ..... 551
Pielietojums ..... 551
Iestatījuma PGM MGT mainīšana ..... 551
Atkarīgās datnes ..... 552
17.8 Mašīnas specifiskie lietotāja parametri ..... 553
Pielietojums ..... 553
17.9 Sagataves attēlošana darba telpā ..... 554
Pielietojums ..... 554
Visa attē
17.10 Pozīciju indikāciju izvēle ..... 556
Pielietojums ..... 556
17.11 Mērīšanas sistēmas izvēle ..... 557
Pielietojums ..... 557
17.12 Programmēšanas valodas izvēle $MDI ..... 558
Pielietojums ..... 558
17.13 Ass izvēle G01 ieraksta ģenerēšanai ..... 559
Pielietojums ..... 559
la pagriešana ..... 555
36
Page 37

17.14 Pārvietošanās zonas ierobežojumu ievade, nulles punkta rādījums ..... 560
Pielietojums ..... 560
Darbs bez pārvietošanās zonas ierobežojuma ..... 560
Maksimālās pārvietošanās zonas aprēķināšana un ievadīšana ..... 560
Atsauces punkta rādījums ..... 561
17.15 PALĪDZĪBAS datņu parādīšana ..... 562
Pielietojums ..... 562
PALĪDZĪBAS DATŅU izvēle ..... 562
17.16 Darbības laiku parādīšana ..... 563
Pielietojums ..... 563
17.17 Datu nesēju pārbaude ..... 564
Pielietojums ..... 564
Veikt datu nesēja pārbaudi ..... 564
17.18 Sistēmas laika iestatīšana ..... 565
Pielietojums ..... 565
Iestatījumu veikšana ..... 565
17.19 Telepakalpojums ..... 566
Pielietojums ..... 566
Telepakalpojuma izsaukšana/pabeigšana ..... 566
17.20 Ārējā piekļuve ..... 567
Pielietojums ..... 567
17.21 Tālvadības rokrata HR 550 FS konfigur
Pielietojums ..... 569
Rokrata piešķire noteiktam rokrata turētājam ..... 569
Radiosakaru kanāla iestatīšana ..... 570
Pārraides jaudas iestatīšana ..... 571
Statistika ..... 571
ēšana ..... 569
HEIDENHAIN iTNC 530 37
Page 38

18 Tabulas un pārskati ..... 573
18.1 Vispārējie lietotājaparametri ..... 574
Mašīnas parametru ievades iespējas ..... 574
Vispārējo lietotāja parametru izvēle ..... 574
Vispārīgo lietotāja parametru saraksts ..... 575
18.2 Datu portu spraudsavienojumu kontaktu sadalījums un savienojuma kabeļi ..... 590
Ports V.24/RS-232-C HEIDEHAIN ierīcēm ..... 590
Ārējas ierīces ..... 591
Ports V.11/RS-422 ..... 592
Ethernet porta RJ45 ligzda ..... 592
18.3 Tehniskā informācija ..... 593
18.4 Atmiņas bufera baterijas nomaiņa ..... 602
38
Page 39

Pirmie soļi ar iTNC 530
Page 40

1.1 Pārskats
Šī nodaļa palīdzēs iesācējiem darbā ar TNC ātri apgūt svarīgāko TNC
apkalpes secību. Tuvāku informāciju par attiecīgo tēmu Jūs atradīsiet
atbilstošajā norādītajā aprakstā.
Šajā nodaļā tiek aprakstītas sekojošās tēmas:
Mašīnas ieslēgšana
1.1 Pārskats
Pirmās daļas programmēšana
Pirmās daļas grafiska pārbaude
Instrumentu iestatīšana
Sagataves iestatīšana
Pirmās programmas izpilde
40 Pirmie soļi ar iTNC 530
Page 41
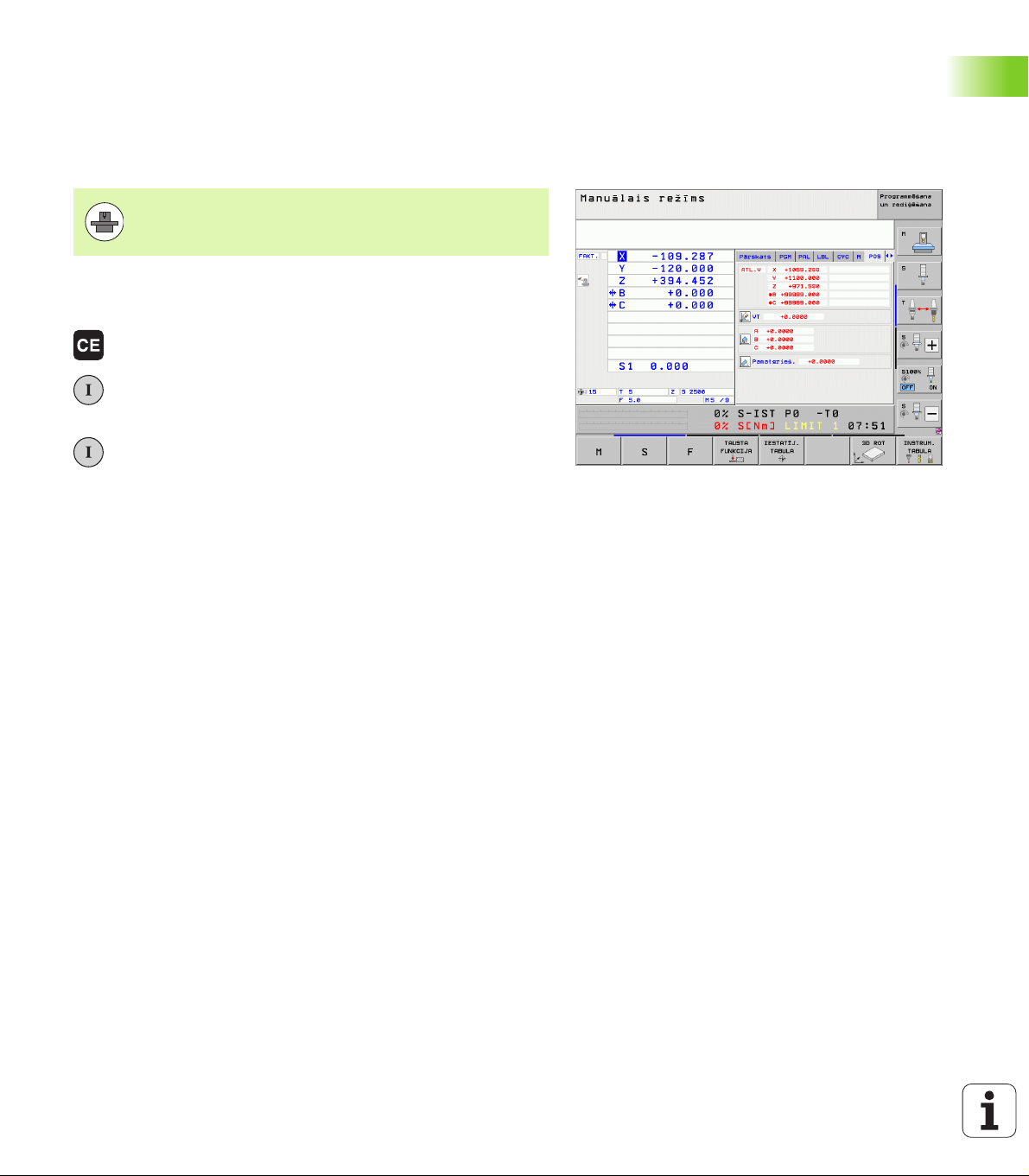
1.2 Mašīnas ieslēgšana
Strāvas pārtraukuma apstiprināšana un pievirzīšana atsauces punktiem
Ieslēgšana un pievirzīšana atsauces punktiem ir no
mašīnas atkarīgas funkcijas. Ņemiet vērā arī mašīnas
rokasgrāmatu.
U Ieslēdziet TNC un mašīnas apgādes spriegumu: TNC palaiž
sistēmu. Šis process var ilgt vairākas minūtes. Pēc tam TNC ekrāna
galvenē parāda strāvas pārtraukuma dialogu
U Nospiediet taustiņu CE: TNC pārveido PLC
programmu
U Ieslēdziet vadības spriegumu: TNC pārbauda avārijas
izslēgšanās funkciju un pāriet režīmā "Pievirzīšana
atsauces punktam"
U Pārvirziet atsauces punktiem noteiktajā secībā: katrai
asij nospiediet ārējo taustiņu STARTS. Ja Jūsu
mašīnai ir absolūtās garuma un leņķu mērierīces,
pievirzīšana atsauces punktiem nav nepieciešama
Tagad TNC ir gatava darbībai un atrodas manuālajā režīmā.
Sīkāka informācija par šo tēmu
Pievirzīšana atsauces punktiem: Sk. "Ieslēgšana" 434. lpp.
Darba režīmi: Sk. "Programmas saglabāšana/rediģēšana" 65. lpp.
1.2 Mašīnas ieslēgšana
HEIDENHAIN iTNC 530 41
Page 42

1.3 Pirmās daļas programmēšana
Pareizā režīma izvēle
Programmu izveidi iespējams veikt tikai Saglabāšanas/Rediģēšanas
režīmā:
U Nospiediet darba režīmu taustiņu: TNC pāriet uz
darba režīmu Saglabāšana/Rediģēšana
Sīkāka informācija par šo tēmu
Darba režīmi: Sk. "Programmas saglabāšana/rediģēšana" 65. lpp.
Svarīgākie TNC vadības elementi
Dialoga vadības funkcijas Taus tiņš
Apstiprināt ievadi un aktivizēt nākamo dialoga
jautājumu
Ignorēt dialoga vaicājumu
1.3 Pirmās daļas programmēšana
Pabeigt dialogu priekšlaicīgi
Pabeigt dialogu, izdzēst ievadītās vērtības
Funkcijas taustiņi ekrānā, ar kuriem iespējams
izvēlēties funkciju atkarībā no aktīvā darba
stāvokļa
Sīkāka informācija par šo tēmu
Programmu izveidošana un mainīšana: Sk. "Programmas
rediģēšana" 92. lpp.
Taustiņu pārskats: Sk. "TNC vadības elementi" 2. lpp.
42 Pirmie soļi ar iTNC 530
Page 43

Jaunas programmas atvēršana/datņu pārvalde
U Nospiediet taustiņu PGM MGT: TNC atver datņu
pārvaldi. TNC datņu pārvalde ir veidota līdzīgi kā
datņu pārvalde personālajā datorā ar Windows
Explorer. Ar datņu pārvaldi iespējams pārvaldīt
datnes TNC cietajā diskā
U Ar bultiņu taustiņiem izvēlieties mapi, kurā vēlaties
atvērt jaunu datni
U Ievadiet datnes nosaukumu ar paplašinājumu .I: TNC
tad automātiski atver programmu un vaicā pēc jaunās
programmas mērvienības. Ievērojiet uz datņu
nosaukumos izmantojamajām speciālajām zīmēm
attiecināmos ierobežojumus (sk. "Datņu nosaukumi"
99. lpp.)
U Izvēlieties mērvienību: nospiediet programmtaustiņu
MM vai INCH: TNC automātiski sāks sagataves
definēšanu (sk. "Sagataves definēšana" 44. lpp.)
TNC pirmo un pēdējo programmas ierakstu izveido automātiski. Šos
ierakstus pēc tam nebūs iespējams mainīt.
Sīkāka informācija par šo tēmu
Datņu pārvade: Sk. "Darbs ar datņu pārvaldi" 101. lpp.
Jaunas programmas izveidošana: Sk. "Programmu atvēršana un
ievadīšana" 87. lpp.
1.3 Pirmās daļas programmēšana
HEIDENHAIN iTNC 530 43
Page 44

Sagataves definēšana
Y
X
Z
MAX
MIN
-40
100
100
0
0
Pēc tam, kad ir atvērta jauna programma, TNC uzreiz sāk dialogu
sagataves definīcijas ievadīšanai. Kā sagatave vienmēr jādefinē
kvadrs, ievadot MIN un MAX punktu, attiecinot to uz izvēlēto atsauces
punktu.
Pēc tam, kad ir atvērta jauna programma, TNC automātiski ievada
sagataves definīciju un vaicā pēc nepieciešamajiem sagataves
datiem:
U Vārpstas ass Z - plakne XY ?: ievadiet aktīvo vārpstas asi. G17 ir
saglabāts kā iepriekšējais iestatījums, pārņemiet to ar taustiņu ENT
U Koordinātas?: ievadiet mazāko sagataves X koordinātu attiecībā
pret atsauces punktu, piem., 0, apstipriniet ar taustiņu ENT
U Koordinātas?: ievadiet mazāko sagataves Y koordinātu attiecībā
pret atsauces punktu, piem., 0, apstipriniet ar taustiņu ENT
U Koordinātas?: ievadiet mazāko sagataves Z koordinātu attiecībā
pret atsauces punktu, piem., -40, apstipriniet ar taustiņu ENT
U Koordinātas?: ievadiet lielāko sagataves X koordinātu attiecībā pret
atsauces punktu, piem., 100, apstipriniet ar taustiņu ENT
U Koordinātas?: ievadiet lielāko sagataves Y koordinātu attiecībā pret
atsauces punktu, piem., 100, apstipriniet ar taustiņu ENT
U Koordinātas?: ievadiet lielāko sagataves Z koordinātu attiecībā pret
1.3 Pirmās daļas programmēšana
atsauces punktu, piem., 0, apstipriniet ar taustiņu ENT
NC ierakstu piemēri
%JAUNS G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 X+100 Z+0 *
N99999999 %JAUNS G71 *
Sīkāka informācija par šo tēmu
Sagataves definēšana: (sk. 88. lpp.)
44 Pirmie soļi ar iTNC 530
Page 45

Programmas uzbūve
Apstrādes programmām jābūt veidotām iespējami līdzīgi. Tas uzlabo
pārskatu, samazina programmēšanai nepieciešamo laiku un
samazina kļūmju avotus.
Ieteicamā programmas uzbūve vienkāršai, standarta kontūru
apstrādei
1 Izsauciet instrumentu: definējiet instrumenta asi
2 Izvirziet instrumentu
3 Sākotnējo pozicionēšanu veiciet apstrādes plaknē kontūras
sākumpunkta tuvumā
4 Pozicionējiet instrumentu asī virs sagataves vai uzreiz dziļumā,
nepieciešamības gadījumā ieslēdziet vārpstu/dzesēšanas
šķidruma padevi
5 Pievirziet kontūrai
6 Apstrādājiet kontūru
7 Atvirziet no kont
8 Izvirziet instrumentu, pabeidziet programmu
Sīkāka informācija par šo tēmu:
Kontūru programmēšana: Sk. "Instrumenta kustības" 186. lpp.
ūras
Piemērs: Programmas uzbūve kontūru
programmēšanā
%BSPCONT G71 *
N10G30G71X...Y...Z...*
N20 G31 X... Y... Z... *
N30T5G17S5000*
N40 G00 G40 G90 Z+250 *
N50X...Y...*
N60 G01 Z+10 F3000 M13 *
N70X...Y...RLF500*
...
N160 G40 ... X... Y... F3000 M9 *
N170 G00 Z+250 M2 *
N99999999 BSPCONT G71 *
1.3 Pirmās daļas programmēšana
Ieteicamā programmas uzbūve vienkāršām ciklu programmām
1 Izsauciet instrumentu: definējiet instrumenta asi
2 Izvirziet instrumentu
3 Definējiet apstrādes ciklu
4 Definējiet apstrādes pozīciju
5 Izsauciet ciklu, ieslēdziet vārpstu/dzesēšanas šķidruma padevi
6 Izvirziet instrumentu, pabeidziet programmu
Sīkāka informācija par šo tēmu:
Ciklu programmēšana: skatiet lietotāja rokasgrāmatu "Cikli"
Piemērs: Programmas uzbūve ciklu
programmēšanā
%BSBCYC G71 *
N10G30G71X...Y...Z...*
N20 G31 X... Y... Z... *
N30T5G17S5000*
N40 G00 G40 G90 Z+250 *
N50 G200... *
N60X...Y...*
N70G79M13*
N80 G00 Z+250 M2 *
N99999999 BSBCYC G71 *
HEIDENHAIN iTNC 530 45
Page 46

Vienkāršas kontūras programmēšana
X
Y
9
5
95
5
10
10
20
20
1
4
2
3
0
0
26
Attēlā pa labi atainoto kontūru nepieciešams vienreiz apstrādāt ar frēzi
5mm dziļumā. Priekšsagataves definīcija jau ir izveidota. Pēc tam, kad
ar funkcijas taustiņu ir atvēries dialogs, ievadiet visus TNC vaicātos
datus ekrāna galvenē.
U Izsauciet instrumentu: ievadiet instrumenta datus.
Apstipriniet ievadi ar taustiņu ENT, neaizmirstiet
instrumenta asi
U Izvirziet instrumentu: nospiediet oranžo ass taustiņu Z,
lai to aktivizētu instrumentu asī, un ievadiet
pievirzāmās pozīcijas vērtību, piem., 250. Apstipriniet
ar taustiņu ENT
U Rādiusa korekc.: RL/RR/bez korekc? apstipriniet ar
taustiņu ENT: neaktivizējiet rādiusa korekciju
U Papildfunkcija M? apstipriniet ar taustiņu END: TNC
saglabā ievadīto pārvietojuma ierakstu
U Pozicionējiet instrumentu apstrādes plaknē:
nospiediet oranžo asu taustiņu X un ievadiet
pievirzāmās pozīcijas vērtību, piem., -20
1.3 Pirmās daļas programmēšana
U Nospiediet oranžo asu taustiņu Y un ievadiet
pievirzāmās pozīcijas vērtību, piem., -20. Apstipriniet
ar taustiņu ENT
U Rādiusa korekc.: RL/RR/bez korekc? apstipriniet ar
taustiņu ENT: neaktivizējiet rādiusa korekciju
U Papildfunkcija M? apstipriniet ar taustiņu END: TNC
saglabā ievadīto pārvietojuma ierakstu
U Pārvietojiet instrumentu dziļumā: nospiediet oranžo
asu taustiņu un ievadiet pievirzāmās pozīcijas vērtību,
piem., -5. Apstipriniet ar taustiņu ENT
U Rādiusa korekc.: RL/RR/bez korekc? apstipriniet ar
taustiņu ENT: neaktivizējiet rādiusa korekciju
U Padeve F=? Ievadiet pozicionēšanas padevi, piem.,
3000 mm/min, apstipriniet ar taustiņu ENT
U Papildfunkcija M? Ieslēdziet vārpstu un dzesēšanas
šķidruma padevi, piem., M13, apstipriniet ar taustiņu
END: TNC saglabā ievadīto pārvietojuma ierakstu
U Pievirziet kontūrai: definējiet ievirzīšanas loka
noapaļojuma rādiusu
U Apstrādājiet kontūru, pievirziet kontūras punktam 2:
pietiek ar mainīgās informācijas ievadi, tātad ievadiet
vienīgi Y koordinātu 95 un ievadi saglabājiet ar
taustiņu END
U Pievirziet kontūras punktam 3: ievadiet X koordinātu
U Definējiet fāzi kontūras punktā 3: ievadiet fāzes
95 un ievadi saglabājiet ar taustiņu END
platumu 10 mm, saglabājiet ar taustiņu END
46 Pirmie soļi ar iTNC 530
Page 47

U Pievirziet kontūras punktam 4: ievadiet Y koordinātu 5
27
0
un ievadi saglabājiet ar taustiņu END
U Definējiet fāzi kontūras punktā 4: ievadiet fāzes
platumu 20 mm, saglabājiet ar taustiņu END
U Pievirziet kontūras punktam 1: ievadiet X koordinātu 5
un ievadi saglabājiet ar taustiņu END
U Atvirziet no kontūras: definējiet atvirzīšanas loka
noapaļojuma rādiusu
U Izvirziet instrumentu: nospiediet oranžo ass taustiņu Z,
lai to aktivizētu instrumentu asī, un ievadiet
pievirzāmās pozīcijas vērtību, piem., 250. Apstipriniet
ar taustiņu ENT
U Rādiusa korekc.: RL/RR/bez korekc? apstipriniet ar
taustiņu ENT: neaktivizējiet rādiusa korekciju
U Papildfunkcija M? Ievadīt M2 programmas
noslēgumam, apstiprināt ar taustiņu END: TNC
saglabā ievadīto procesa ierakstu
Sīkāka informācija par šo tēmu
Pilnīgs piemērs ar NC ierakstiem: Sk. "Piemērs: Dekarta
koordinātu taišņu kustība un fāzes" 202. lpp.
Jaunas programmas izveidošana: Sk. "Programmu atvēršana un
ievadīšana" 87. lpp.
Pievirzīšana kontūrām/atvirzīšana no kontūrām: Sk. "Pievirzīšana
kontūrai un atvirzīšana no tās" 189. lpp.
Kontūru programmēšana: Sk. "Trajektoriju funkciju pārskats" 193.
lpp.
Instrumenta rādiusa korekcija: Sk. "Instrumenta rādiusa korekcija"
181. lpp.
Papildfunkcijas M: Sk. "Papildfunkcijas programmas izpildes
kontrolei, vārpstas un dzesēšanas šķidruma padeves vadī
šanai"
299. lpp.
1.3 Pirmās daļas programmēšana
HEIDENHAIN iTNC 530 47
Page 48

Cikla programmas izveidošana
X
Y
20
10
100
100
10
90
9080
0
0
0
0
Attēlā pa labi atainotie urbumi (20 mm dziļums) jāizveido standarta
urbšanas ciklā. Sagataves definīcija jau ir izveidota.
U Izsauciet instrumentu: ievadiet instrumenta datus.
Apstipriniet ievadi ar taustiņu ENT, neaizmirstiet
instrumenta asi
U Izvirziet instrumentu: nospiediet oranžo ass taustiņu Z,
lai to aktivizētu instrumentu asī, un ievadiet
pievirzāmās pozīcijas vērtību, piem., 250. Apstipriniet
ar taustiņu ENT
U Rādiusa korekc.: RL/RR/bez korekc? apstipriniet ar
taustiņu ENT: neaktivizējiet rādiusa korekciju
U Papildfunkcija M? apstipriniet ar taustiņu END: TNC
saglabā ievadīto pārvietojuma ierakstu
U izsauciet ciklu izvēlni
U Atveriet urbšanas ciklu sarakstu
U Izvēlēties standarta urbšanas ciklu 200: TNC sāk
dialogu cikla definēšanai. Ievadiet visus TNC
1.3 Pirmās daļas programmēšana
pieprasītos parametrus soli pa solim, un katru ievadi
apstipriniet ar taustiņu ENT. TNC labajā ekrānā
papildus parāda grafisku attēlu, kurā attēlots
attiecīgais cikla parametrs
U Pievirziet pirmajai urbšanas pozīcijai: ievadiet
urbšanas pozīcijas koordinātas, ieslēdziet
dzesēšanas šķidruma padevi un vārpstu, izsauciet
ciklu ar M99
U Pievirziet pārējām urbšanas pozīcijām: ievadiet
attiecīgās urbšanas pozīcijas koordinātas, izsauciet
ciklu ar M99
U Izvirziet instrumentu: nospiediet oranžo ass taustiņu Z,
lai to aktivizētu instrumentu asī, un ievadiet
pievirzāmās pozīcijas vērtību, piem., 250. Apstipriniet
ar taustiņu ENT
U Rādiusa korekc.: RL/RR/bez korekc? apstipriniet ar
taustiņu ENT: neaktivizējiet rādiusa korekciju
U Papildfunkcija M? Programmas beigās ievadiet M2,
apstipriniet ar taustiņu END: TNC saglabā ievadīto
pārvietojuma ierakstu
48 Pirmie soļi ar iTNC 530
Page 49

NC ierakstu piemēri
%C200 G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N30 T5 G17 S4500 *
N40 G00 G40 G90 Z+250 *
N50 G200 URBŠANA
Q200=2 ;DROŠĪBAS ATTĀL.
Q201=-20 ;DZIĻUMS
Q206=250 ;F PIELIKŠ. DZIĻ.
Q202=5 ;PIELIKŠANAS DZIĻUMS
Q210=0 ;AIZT. LAIKS AUGŠĀ
Q203=-10 ;VIRSMAS KOORD.
Q204=20 ;2. DROŠ. ATTĀL.
Q211=0.2 ;AIZTURES LAIKS LEJĀ
N60X+10Y+10M13M99*
N70X+10Y+90M99*
N80X+90Y+10M99*
N90X+90Y+90M99*
N100 G00 Z+250 M2 *
N99999999 %C200 G71 *
Sagataves definīcija
Instrumenta izsaukums
Instrumenta izvirzīšana
Cikla definēšana
Vārpstas/dzesēšanas šķidruma padeves
ieslēgšana, cikla izsaukšana
Cikla izsaukšana
Cikla izsaukšana
Cikla izsaukšana
Instrumenta izvirzīšana, programmas beigas
1.3 Pirmās daļas programmēšana
Sīkāka informācija par šo tēmu
Jaunas programmas izveidošana: Sk. "Programmu atvēršana un
ievadīšana" 87. lpp.
Ciklu programmēšana: skatiet lietotāja rokasgrāmatu "Cikli"
HEIDENHAIN iTNC 530 49
Page 50

1.4 Pirmās daļas grafiska pārbaude
Pareizā režīma izvēle
Programmas pārbaudi iespējams veikt tikai programmas pārbaudes
režīmā:
U Nospiediet darba režīmu taustiņu: TNC pāriet uz
darba režīmu Programmas pārbaude
Sīkāka informācija par šo tēmu
TNC darba režīmi: Sk. "Režīmi" 64. lpp.
Programmas pārbaude: Sk. "Programmas pārbaude" 515. lpp.
Instrumentu tabulas izvēle programmas pārbaudei
Šo soli var veikt tikai tad, ja programmas pārbaudes režīmā vēl nav
aktivizēta neviena instrumentu tabula.
U Nospiediet taustiņu PGM MGT: TNC atver datņu
pārvaldi
U Nospiediet programmtaustiņu IZVĒLĒTIES TIPU:
1.4 Pirmās daļas grafiska pārbaude
TNC parāda programmtaustiņu izvēlni norādāmā
datņu tipa izvēlei
U Nospiediet programmtaustiņu PARĀDĪT VISU: TNC
labajā logā parāda visas saglabātās datnes
U Pārvietojiet izgaismoto lauku pa kreisi uz mapēm
U Pārvietojiet izgaismot lauku uz mapi TNC:\
U Pārvietojiet izgaismoto lauku pa labi uz datnēm
U Pārvietojiet izgaismoto lauku uz datni TOOL.T (aktīvā
instrumentu tabula), pārņemiet ar taustiņu ENT:
TOOL.T iegūst statusu S un ir aktīva programmas
pārbaudei
U Nospiediet taustiņu END: izejiet no datņu pārvaldes
Sīkāka informācija par šo tēmu
Instrumentu pārvalde: Sk. "Instrumentu datu ievadīšana tabulā" 155.
lpp.
Programmas pārbaude: Sk. "Programmas pārbaude" 515. lpp.
50 Pirmie soļi ar iTNC 530
Page 51

Pārbaudāmās programmas izvēle
U Nospiediet taustiņu PGM MGT: TNC atver datņu
pārvaldi
U Nospiediet programmtaustiņu PĒDĒJĀS DATNES:
TNC atver uznirstošo logu ar pēdējām izvēlētajām
datnēm
U Ar bultiņu taustiņiem uzvēlieties programmu, kuru
vēlaties pārbaudīt, pārņemiet ar taustiņu ENT
Sīkāka informācija par šo tēmu
Programmas izvēle: Sk. "Darbs ar datņu pārvaldi" 101. lpp.
Ekrāna sadalījuma un skatījuma izvēle
U Nospiediet taustiņu ekrāna sadalījuma izvēlei: TNC
parāda programmtaustiņu rindu ar visām pieejamām
alternatīvām
U Nospiediet programmtaustiņu PROGRAMMA +
GRAFIKS: TNC ekrāna kreisajā pusē parāda
programmu, labajā ekrāna pusē - sagatavi
U Ar programmtaustiņu izvēlieties vēlamo skatījumu
U Parādīt skatījumu no augšas
U Parādīt attēlojumu 3 plaknēs
1.4 Pirmās daļas grafiska pārbaude
U Parādīt trīsdimensiju attēlojumu
Sīkāka informācija par šo tēmu
Grafiskās funkcijas: Sk. "Grafiskie attēli" 504. lpp.
Programmas pārbaudes veikšana: Sk. "Programmas pārbaude"
515. lpp.
HEIDENHAIN iTNC 530 51
Page 52

Programmas pārbaudes sākšana
U Nospiediet programmtaustiņu RESET + START: TNC
simulē aktīvo programmu līdz ieprogrammētajam
pārtraukumam vai līdz programmas beigām
U Kamēr notiek simulācija, ar programmtaustiņiem
iespējams mainīt skatījumus
U Nospiediet programmtaustiņu STOP: TNC pārtrauc
programmas pārbaudi
U Nospiediet programmtaustiņu START: TNC turpina
programmas pārbaudi pēc pārtraukuma
Sīkāka informācija par šo tēmu
Programmas pārbaudes veikšana: Sk. "Programmas pārbaude"
515. lpp.
Grafiskās funkcijas: Sk. "Grafiskie attēli" 504. lpp.
Pārbaudes ātruma iestatīšana: Sk. "Programmas pārbaudes ātruma
iestatīšana" 505. lpp.
1.4 Pirmās daļas grafiska pārbaude
52 Pirmie soļi ar iTNC 530
Page 53

1.5 Instrumentu iestatīšana
Pareizā režīma izvēle
Instrumentus iestata režīmā Manuālais režīms:
U Nospiediet darba režīmu taustiņu: TNC pāriet uz
darba režīmu Manuālais režīms
Sīkāka informācija par šo tēmu
TNC darba režīmi: Sk. "Režīmi" 64. lpp.
Instrumentu sagatavošana un pārmērīšana
U Nospriegojiet nepieciešamos instrumentus attiecīgajā spīļpatronā
U Mērot ar ārēju instrumentu regulēšanas ierīci: izmēriet instrumentus,
atzīmējiet garumu un rādiusu vai nosūtiet datus ar pārraides
programmu uzreiz mašīnai
U Mērot mašīnā: ievietojiet instrumentus instrumentu mainītājā (sk.
54. lpp.)
Instrumentu tabula TOOL.T
Saglabājiet tādus instrumentu datus kā garums un rādiuss instrumentu
tabulā TOOL.T (saglabāta cietajā diskā zem TNC:\), tāpat arī citu
instrumentus raksturojošu informāciju, kura nepieciešama TNC
dažādu funkciju izpildei.
Lai ievadītu instrumentu tabulā TOOL.T instrumentu datus, rīkojieties
šādi:
U Instrumentu tabulas parādīšana: TNC parāda
instrumentu tabulu tabulas veidā
U Instrumentu tabulas mainīšana: programmtaustiņu
REDIĢĒT iestatiet uz IESL.
U Izvēlieties instrumenta numuru, kuru vēlaties mainīt,
ar bultiņu taustiņiem uz leju vai uz augšu
U Izvēlieties instrumenta datus, kurus vēlaties mainīt, ar
bultiņu taustiņiem pa labi vai pa kreisi
U Iziešana no instrumentu tabulas: nospiediet taustiņu
END
1.5 Instrumentu iestatīšana
Sīkāka informācija par šo tēmu
TNC darba režīmi: Sk. "Režīmi" 64. lpp.
Darbs ar instrumentu tabulu: Sk. "Instrumentu datu ievadīšana
tabulā" 155. lpp.
HEIDENHAIN iTNC 530 53
Page 54

Vietu tabula TOOL_P.TCH
Šīs vietu tabulas funkcijas veids ir atkarīgs no mašīnas.
Ņemiet vērā arī mašīnas rokasgrāmatu.
Vietu tabulā TOOL_P.TCH (saglabāta cietajā diskā zem TNC:\)
nosakiet, ar kādiem instrumentiem tiks aprīkota Jūsu instrumentu
magazīna.
Lai ievadītu datus vietu tabulā TOOL_P.TCH, rīkojieties šādi:
U Instrumentu tabulas parādīšana: TNC parāda
instrumentu tabulu tabulas veidā
U Vietu tabulas parādīšana: TNC parāda vietu tabulu
tabulas veidā
U Vietu tabulas mainīšana: programmtaustiņu
1.5 Instrumentu iestatīšana
Sīkāka informācija par šo tēmu
TNC darba režīmi: Sk. "Režīmi" 64. lpp.
Darbs ar vietu tabulu: Sk. "Instrumentu mainītāja vietu tabula" 166.
lpp.
REDIĢĒT iestatiet uz IESL.
U Izvēlēties vietas numuru, kuru vēlaties mainīt, ar
bultiņu taustiņiem uz leju vai uz augšu
U Izvēlieties datus, kurus vēlaties mainīt, ar bultiņu
taustiņiem pa labi vai pa kreisi
U Iziešana no vietu tabulas: nospiediet taustiņu END
54 Pirmie soļi ar iTNC 530
Page 55

1.6 Sagataves iestatīšana
Pareizā režīma izvēle
Sagataves iestata darba režīmā Manuālais režīms vai El. rokrats
U Nospiediet darba režīmu taustiņu: TNC pāriet uz
darba režīmu Manuālais režīms
Sīkāka informācija par šo tēmu
Manuālais režīms: Sk. "Mašīnas asu virzīšana" 437. lpp.
Sagataves nostiprināšana
Nostipriniet sagatavi ar nospriegošanas aprīkojumu uz mašīnas galda.
Ja Jūsu mašīnai ir trīsdimensiju skenēšanas sistēma, nav
nepieciešama sagataves noregulēšana paralēli asīm.
Ja Jūsu mašīnai nav trīsdimensiju skenēšanas sistēmas, sagatave
noregulējama tā, lai tā būtu nostiprināta paralēli mašīnas asīm.
1.6 Sagataves iestatīšana
HEIDENHAIN iTNC 530 55
Page 56

Sagatavju noregulēšana ar 3D skenēšanas sistēmu
U 3D (trīsdimensiju) skenēšanas sistēmu uzstādīšana: darba režīmā
MDI (MDI = Manual Data Input) izpildiet ierakstu TOOL CALL ar
instrumentu ass norādi un noslēgumā atkal izvēlieties režīmu
Manuālais režīms (MDI režīmā iespējams veikt jebkurus NC
ierakstus neatkarīgi vienu no otra)
U Izsauciet skenēšanas funkciju: TNC
programmtaustiņu rindā parāda pieejamās funkcijas
U Izmēriet pamatgriešanos: TNC parāda
pamatgriešanās izvēlni. Pamatgriešanās
aprēķināšanai noskenējiet divus taisnes punktus uz
sagataves
U Pozicionējiet skenēšanas sistēmu ar ass virziena
taustiņiem pirmā skenēšanas punkta tuvumā
1.6 Sagataves iestatīšana
U Ar programmtaustiņu izvēlieties skenēšanas virzienu
U Nospiediet NC-Start: skenēšanas sistēma pārvietojas
definētajā virzienā, līdz tā skar sagatavi, un pēc tam
automātiski virzās atpakaļ uz sākumpunktu
U Pozicionējiet skenēšanas sistēmu ar ass virziena
taustiņiem otrā skenēšanas punkta tuvumā
U Nospiediet NC-Start: skenēšanas sistēma pārvietojas
definētajā virzienā, līdz tā skar sagatavi, un pēc tam
automātiski virzās atpakaļ uz sākumpunktu
U Visbeidzot TNC parādīs noteikto pamatgriešanos
U Izejiet no izvēlnes ar taustiņu END, apstipriniet
jautājumu par pamatgriešanās pārņemšanu
iestatījumu tabulā ar taustiņu NO ENT (nepārņemt)
Sīkāka informācija par šo tēmu
Darba režīms MDI: Sk. "Vienkāršu apstrāžu programmēšana un
izpilde" 498. lpp.
Sagataves pareiza novietošana: Sk. "Sagataves nepareiza
novietojuma kompensēšana ar 3D skenēšanas sistēmu" 473. lpp.
56 Pirmie soļi ar iTNC 530
Page 57

Atsauces punkta noteikšana ar 3D skenēšanas sistēmu
U 3D (trīsdimensiju) skenēšanas sistēmas uzstādīšana: darba režīmā
MDI izpildiet ierakstu TOOL CALL ar instrumentu ass norādi un
noslēgumā atkal izvēlieties režīmu Manuālais režīms
U Izsauciet skenēšanas funkciju: TNC
programmtaustiņu rindā parāda pieejamās funkcijas
U Nosakiet atsauces punktu, piem., sagataves stūrī:
TNC vaicās, vai Jūs vēlaties pārņemt skenēšanas
punktus no iepriekš noteiktās pamatgriešanās.
Nospiediet taustiņu ENT, lai pārņemtu punktus
U Pozicionējiet skenēšanas sistēmu pirmā skenēšanas
punkta tuvumā sagataves stūrī, kurš nav noskenēts
pamatgriešanai
U Ar programmtaustiņu izvēlieties skenēšanas virzienu
U Nospiediet NC-Start: skenēšanas sistēma pārvietojas
definētajā virzienā, līdz tā skar sagatavi, un pēc tam
automātiski virzās atpakaļ uz sākumpunktu
U Pozicionējiet skenēšanas sistēmu ar ass virziena
taustiņiem otrā skenēšanas punkta tuvumā
U Nospiediet NC-Start: skenēšanas sistēma pārvietojas
definētajā virzienā, līdz tā skar sagatavi, un pēc tam
automātiski virzās atpakaļ uz sākumpunktu
U Visbeidzot TNC parādīs noteiktā stūra punkta
koordinātas
U Ievadiet 0: nospiediet programmtaustiņu NOTEIKT
ATSAUCES PUNKTU
U Izejiet no izvēlnes ar taustiņu END
1.6 Sagataves iestatīšana
Sīkāka informācija par šo tēmu
Atsauces punktu noteikšana: Sk. "Atsauces punkta noteikšana ar
3D skenēšanas sistēmu" 479. lpp.
HEIDENHAIN iTNC 530 57
Page 58

1.7 Pirmās programmas izpilde
Pareizā režīma izvēle
Programmu Jūs varat izpildīt vai nu režīmā "Programmas izpilde pa
atsevišķam ierakstam" vai "Programmas izpilde ierakstu secībā":
U Nospiediet darba režīmu taustiņu: TNC pāriet uz
darba režīmu Programmas izpilde pa atsevišķam
ierakstam, TNC izpilda programmu ierakstu pēc
ieraksta. Katrs ieraksts jāapstiprina ar taustiņu NCStart
U Nospiediet darba režīmu taustiņu: TNC pāriet uz
darba režīmu Programmas izpilde ierakstu secībā,
TNC programmu pēc NC-starta izpilda līdz
programmas pārtraukšanai vai līdz tās beigām
Sīkāka informācija par šo tēmu
TNC darba režīmi: Sk. "Režīmi" 64. lpp.
Programmu izpilde: Sk. "Programmas izpilde" 521. lpp.
1.7 Pirmās programmas izpilde
Apstrādājamās programmas izvēle
U Nospiediet taustiņu PGM MGT: TNC atver datņu
pārvaldi
U Nospiediet programmtaustiņu PĒDĒJĀS DATNES:
TNC atver uznirstošo logu ar pēdējām izvēlētajām
datnēm
U Nepieciešamības gadījumā ar bultiņu taustiņiem
izvēlieties programmu, kuru vēlaties izpildīt,
pārņemiet ar taustiņu ENT
Sīkāka informācija par šo tēmu
Datņu pārvade: Sk. "Darbs ar datņu pārvaldi" 101. lpp.
Programmas palaišana
U Nospiediet taustiņu NS-Start: TNC izpilda aktīvo
programmu
Sīkāka informācija par šo tēmu
Programmu izpilde: Sk. "Programmas izpilde" 521. lpp.
58 Pirmie soļi ar iTNC 530
Page 59

Ievads
Page 60

2.1 iTNC 530
HEIDENHAIN TNC ir darbnīcām piemērotas trajektorijas vadības
sistēmas, ar kurām tradicionālos frēzēšanas un urbšanas darbus var
ieprogrammēt konkrētajai mašīnai viegli saprotamā atklātā teksta
dialogā. Tās konstruētas lietošanai frēzēs, urbjmašīnās un apstrādes
iekārtās. iTNC 530 var vadīt līdz pat 12 asīm. Papildus programmējot,
var iestatīt vārpstas leņķa pozīciju.
2.1 iTNC 530
Integrētajā cietajā diskā var saglabāt neierobežotu skaitu programmu,
arī ārēji izveidotu. Ar kalkulatoru iespējams izdarīt ātrus aprēķinus.
Vadības panelis un ekr
varētu piekļūt ātri un vienkārši.
Programmēšana: HEIDENHAIN atklātā teksta dialogs, smarT.NC un DIN/ISO
Ērtajā HEIDENHAIN atklātā teksta dialogā programmu izveidot ir ļoti
vienkārši. Programmas ievades laikā programmēšanas grafikā tiek
parādīti atsevišķi apstrādes posmi. Ja nav pieejams NC piemērots
rasējums, var lietot brīvo kontūru programmēšanu FK. Sagataves
apstrādes grafiskā simulācija iespējama gan programmas pārbaudes,
gan izpildes laikā.
TNC iesācējiem režīms smarT.NC piedāvā ērtu iespēju ātri un bez
īpašas apmācības izveidot strukturētas atklātā teksta dialoga
programmas. smarT.NC pieejama atsevišķa lietošanas
dokumentācija.
TNC var programmēt arī pēc DIN/ISO vai DNC režīmā.
Programmu var ievadīt un izmēģināt arī vienlaikus ar citā programmā
notiekošo sagataves apstrādi.
āns ir izveidots pārskatāmi, lai visām funkcijām
Savietojamība
TNC var izpildīt apstrādes programmas, kas izveidotas HEIDENHAIN
trajektorijas vadības sistēmās, sākot ar TNC 150 B. Ja iepriekšējās
TNC programmās ir iekļauti ražotāja cikli, iTNC 530 jāveic
pielāgošana, izmantojot datorprogrammatūru CycleDesign. Lūdzu,
sazinieties ar jūsu mašīnas ražotāju vai ar HEIDENHAIN.
60 Ievads
Page 61

2.2 Ekrāns un vadības panelis
1
3
1
1
4
4
5
1
6
7
8
2
1
9
1
3
4
4
5
1
6
7
8
2
1
1
7
Ekrāns
TNC tiek piegādāta ar 15 collu krāsainu plakano ekrānu BF 250. Kā
alternatīva ir pieejams 19 collu krāsainais plakanais ekrāns BF 260.
1 Galvene
Ja ieslēgta TNC, ekrāna galvenē redzami izvēlētie režīmi: pa
kreisi — mašīnas režīmi, pa labi — programmēšanas režīmi.
Lielākajā galvenes laukā redzams režīms, kurā ekrāns ieslēgts —
tajā parādās dialoga vaicājumi un ziņojumu teksti (izņēmums: ja
TNC parāda tikai grafiku).
2 Programmtaustiņi
Apakšējā rindā TNC parāda pārējās programmtaustiņu rindas
funkcijas. Šīs funkcijas izvēlieties ar zem tās esošajiem taustiņiem.
Šaurā josla tieši virs programmtaustiņiem parāda
programmtaustiņu rindu skaitu, kuru var izvēlēties ar ārpus
izvietotajiem melnajiem bultiņu taustiņiem. Aktīvā
programmtaustiņu rinda tiek attēlota kā gaišāka josla.
15 collu ekrānā ir 8 programmtaustiņi, 19 collu ekrānā - 10
programmtaustiņi.
3 Izvēles programmtaustiņi
4 Programmtaustiņu rindu pārslēgšana
5 Ekrāna sadalījuma noteikšana
6 Ekrāna pārslēgšanas taustiņš mašīnas darbības un
programmēšanas režīmiem
7 Iekārtas ražotāja programmtaustiņu izvēles taustiņi.
15 collu ekrānā ir 6 programmtaustiņi, 19 collu ekrānā - 8
programmtaustiņi.
8 Iek
ārtas ražotāja programmtaustiņu rindu pārslēgšana
9 USB pieslēgums
ē
2.2 Ekrāns un vadības panelis
HEIDENHAIN iTNC 530 61
Page 62

Ekrāna sadalījuma noteikšana
Lietotājs pats izvēlas ekrāna izkārtojumu: šādi TNC displejā,
piemēram, programmēšanas/rediģēšanas režīmā, programmu var
parādīt kreisajā logā, kamēr labajā logā vienlaikus ir redzams,
piemēram, programmēšanas grafiks. Citā gadījumā labajā logā var
parādīt arī programmas sadalījumu vai tikai programmu vienā lielā
logā. Tas, kādi logi TNC tiek parādīti, ir atkarīgs no lietotāja izvēlētā
režīma.
Ekrāna sadalījuma noteikšana:
Nospiediet ekrāna pārslēgšanas taustiņu:
programmtaustiņu rinda parāda iespējamos ekrāna
sadalījumus, sk. "Režīmi" 64. lpp.
Ar programmtaustiņu izvēlieties ekrāna sadalījumu.
2.2 Ekrāns un vadības panelis
62 Ievads
Page 63
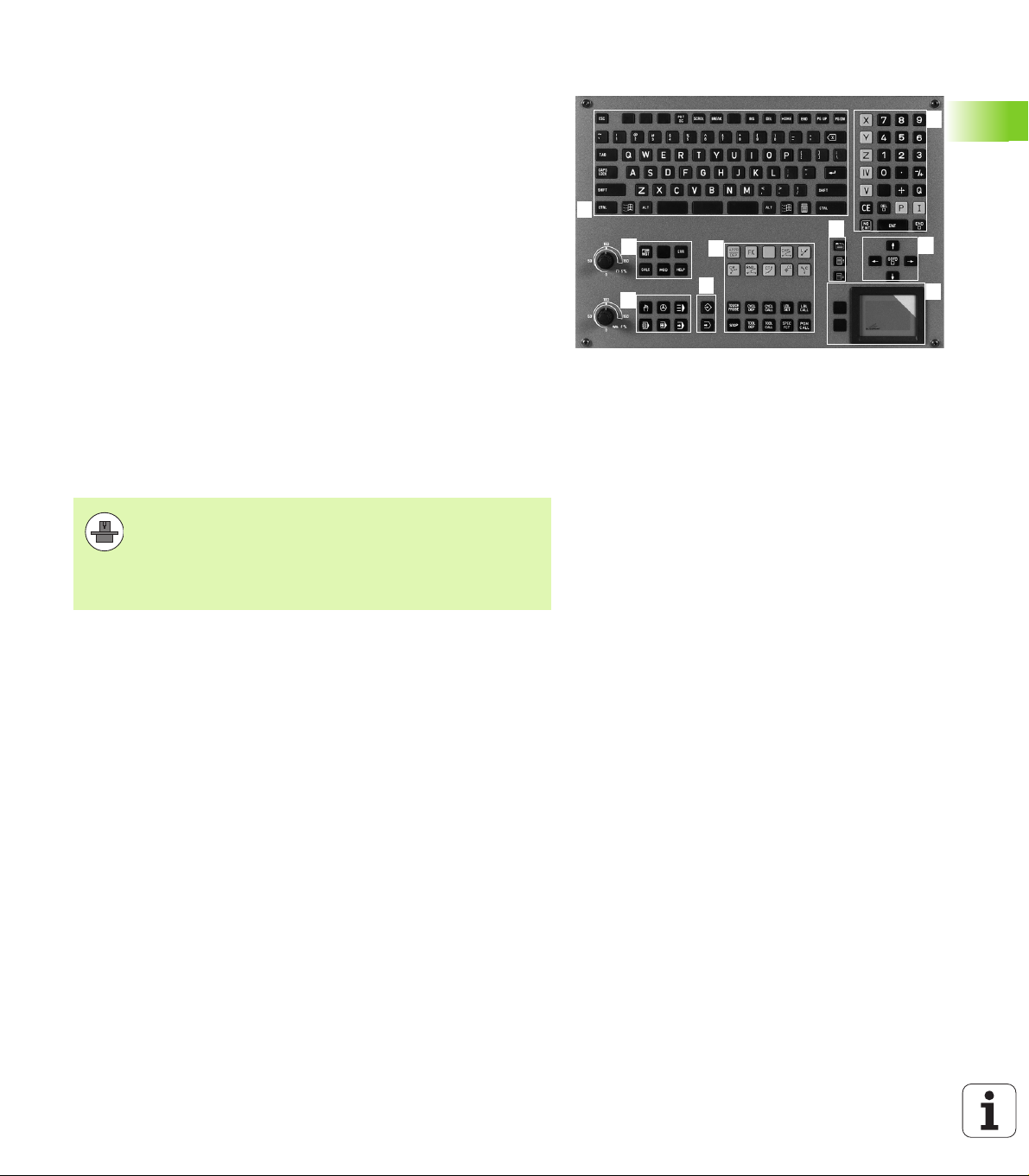
Vadības panelis
1
2
3
5
1
4
6
77
1
79
8
TNC aprīkots ar vadības paneli TE 530. Attēlā parādīti vadības paneļa
TE 530 vadības elementi:
1 Alpha klaviatūra teksta, datņu nosaukumu ievadei un DIN/ISO
programmēšanai.
Divprocesoru versija: papildtaustiņi Windows lietošanai
2 Datņu pārvalde
Kalkulators
MOD funkcija
HELP funkcija
3 Programmēšanas režīmi
4 Mašīnas darba režīmi
5 Programmēšanas dialogu atvēršana
6 Bultiņu taustiņi un lēciena komanda GOTO
7 Skaitļu ievade un asu izvēle
8 Skārienpaliktnis: tikai divprocesoru versijas, programmtaustiņu un
smarT.NC lietošanai
9 smarT.NC navigācijas taustiņi
Atsevišķu taustiņu funkcijas apkopotas uz pirmā vāka.
Daži mašīnu ražotāji neizmanto HEIDENHAIN standarta
vadības paneli. Šādos gadījumos skatiet mašīnas
rokasgrāmatu.
Ārējie taustiņi, piemēram, NC-START vai NC-STOP,
aprakstīti arī mašīnas lietošanas rokasgrāmatā.
2.2 Ekrāns un vadības panelis
HEIDENHAIN iTNC 530 63
Page 64

2.3 Režīmi
Manuālais režīms un elektroniskā rokrata režīms
Mašīnas iestatīšana jāveic manuālajā režīmā. Šajā režīmā mašīnas
asis var pozicionēt manuāli vai pakāpeniski, kā arī noteikt atsauces
2.3 Režīmi
punktus un sasvērt apstrādes plakni.
Rokrata režīms nodrošina iespēju manuāli virzīt mašīnas asis,
izmantojot elektronisko rokratu HR.
Programmtaustiņi ekrāna sadalīšanai (izvēlieties kā aprakstīts
iepriekš)
Logs
Pozīcijas
Pa kreisi: pozīcijas, pa labi: statusa indikācija
Pa kreisi: pozīcijas, pa labi: aktīvie sadursmes
objekti (FCL4 funkcija)
Programmtaustiņš
Pozicionēšana ar manuālo ievadi
Šajā režīmā var ieprogrammēt vienkāršas virzīšanas kustības, kas
vajadzīgas, piemēram, plakanfrēzēšanai vai pozicionēšanai.
Ekrāna sadalīšanas programmtaustiņi
Logs
Programma
Pa kreisi: programma, pa labi: statusa indikācija
Pa kreisi: programma, pa labi: aktīvie sadursmes
objekti (FCL4 funkcija). Ja ir izvēlēts šis
skatījums, TNC norāda par sadursmi, iekrāsojot
grafika loga apmali sarkanu.
Programmtaustiņš
64 Ievads
Page 65

Programmas saglabāšana/rediģēšana
Šajā režīmā varat izveidot apstrādes programmas. Brīvo kontūru
programmēšana, dažādie cikli un Q parametru funkcijas piedāvā
dažāda veida atbalstu un papildinājumus programmēšanas procesam.
Atkarībā no lietotāja izvēles ieprogrammētās trajektorijas tiek
parādītas programmēšanas grafikā vai 3D līniju grafikā (FCL 2
funkcija).
Ekrāna sadalīšanas programmtaustiņi
2.3 Režīmi
Logs
Programma
Pa kreisi: programma, pa labi: programmas
sadalījums
Pa kreisi: programma, pa labi: programmēšanas
grafiks
Pa kreisi: programma, pa labi: 3D līniju grafiks
3D līniju grafiks
Programmtaustiņš
Programmas pārbaude
Programmas pārbaudes režīmā TNC simulē programmas un
programmu daļas, lai, piemēram, atrastu programmā ģeometriskas
nesaderības, trūkstošas vai nepareizas ievades un darba telpas
defektus. Simulāciju grafiski atbalsta dažādi skatījumi.
Savienojumā ar programmatūras opciju DCM (dinamiskā sadursmes
pārraudzība), iespējams veikt arī programmas sadursmes kontroli
TNC šajā procesā, tāpat kā programmas darbības laikā, ņem vērā
visas mašīnas ražotāja definētās fiksētās detaļas un nomērītās
patronas.
Ekrāna sadalīšanas programmtaustiņi: sk. "Programmas izpilde
ierakstu secībā un pa atsevišķiem ierakstiem" 66. lpp..
HEIDENHAIN iTNC 530 65
Page 66

Programmas izpilde ierakstu secībā un pa atsevišķiem ierakstiem
Ja notiek programmas izpilde ierakstu secībā, TNC izpilda programmu
līdz programmas beigām vai līdz manuālam jeb ieprogrammētajam
pārtraukumam. Pēc pārtraukuma programmas izpildi var atsākt.
2.3 Režīmi
Izpildot programmu pa atsevišķam ierakstam, katru ierakstu aktivizē
atsevišķi ar ārējo START taustiņu.
Ekrāna sadalīšanas programmtaustiņi
Logs
Programma
Pa kreisi: programma, pa labi: programmas
sadalījums
Pa kreisi: programma, pa labi: statuss
Pa kreisi: programma, pa labi: grafiks
Grafiks
Pa kreisi: programma, pa labi: aktīvie sadursmes
objekti (FCL4 funkcija). Ja ir izvēlēts šis
skatījums, TNC norāda par sadursmi, iekrāsojot
grafika loga apmali sarkanu.
Aktīvais sadursmes objekts (FCL4 funkcija). Ja ir
izvēlēts šis skatījums, TNC norāda par sadursmi,
iekrāsojot grafika loga apmali sarkanu.
Programmtaustiņi ekrāna sadalīšanai palešu tabulās
Logs
Palešu tabula
Programmtaustiņš
Programmtaustiņš
Pa kreisi: programma, pa labi: palešu tabula
Pa kreisi: palešu tabula, pa labi: statuss
Pa kreisi: palešu tabula, pa labi: grafiks
66 Ievads
Page 67

2.4 Statusa indikācijas
FAKT
X Y Z
"Vispārējā" statusa indikācija
Vispārējā statusa indikācija ekrāna apakšējā daļā informē par mašīnas
attiecīgā brīža stāvokli. Tā automātiski parādās režīmos
Programmas izpilde atsevišķam ierakstam un pilnā secībā, ja par
rādījumu nav izvēlēts "Grafiks", un
pozicionējot ar manuālo ievadi.
Manuālajā režīmā un elektroniskā rokrata režīmā statusa indikācija
tiek parādīta lielajā logā.
Statusa indikācijas informācija
Simbols Nozīme
Attiecīgā brīža pozīcijas faktiskās vai nominālās
koordinātas
Mašīnas asis; palīgasis TNC parāda ar maziem
burtiem. Parādīto asu secību un skaitu nosaka
mašīnas ražotājs. Ievērojiet mašīnas lietošanas
rokasgrāmatā sniegtos norādījumus
Padeves rādījums collās atbilst faktiskās vērtības
desmitajai daļai. Apgriezienu skaits S, padeve F un
faktiskā papildfunkcija M
Sākta programmas izpilde.
Ass ir iespīlēta.
Asi var virzīt ar rokratu.
Asis virza, ņemot vērā pamatrotāciju.
Asis virza sasvērtā apstrādes plaknē.
2.4 Statusa indikācijas
Aktīva funkcija M128 vai FUNCTION TCPM
HEIDENHAIN iTNC 530 67
Page 68

Simbols Nozīme
2.4 Statusa indikācijas
Aktīva funkcija Dinamiskā sadursmes kontrole
DCM
Aktīva funkcija Adaptīvā padeves regulēšana AFC
(programmatūras opcija)
Aktivizēts viens vai vairāki vispārīgie programmas
iestatījumi (programmatūras opcija)
Aktīvā atsauces punkta numurs no iestatījumu
tabulas. Ja atsauces punkts noteikts manuāli, TNC
aiz simbola parāda tekstu MAN.
68 Ievads
Page 69

Statusa papildu indikācijas
Papildus statusa indikācijas sniedz detalizētu informāciju par
programmas izpildi. Tās var izsaukt jebkurā režīmā, izņemot
programmēšanas/rediģēšanas režīmu.
Papildus statusa indikāciju ieslēgšana
Izsauciet ekrāna sadalījuma programmtaustiņu rindu.
Izvēlieties ekrāna attēlu ar papildu statusa indikāciju:
TNC labajā ekrāna pusē parāda statusa formulāru
Pārskats
Papildu statusa indikāciju izvēle
Pārslēdziet programmtaustiņu rindu, līdz parādās
STATUSA prorgrammtaustiņi.
Izvēlieties papildus statusa indikāciju ar
programmtaustiņu, piemēram, pozīcijas un
koordinātas vai
2.4 Statusa indikācijas
Izvēlieties vēlamo skatījumu ar pārslēgšanas
programmtaustiņiem
Turpmāk aprakstītas pieejamās statusa indikācijas, kurus jūs varat
izvēlēties ar programmtaustiņiem vai pārslēgšanas
programmtaustiņiem.
Ievērojiet, ka daļa no turpmāk aprakstītās statusa
informācijas pieejama tikai tad, ja jūsu TNC aktivizēta
atbilstošā programmatūras opcija.
HEIDENHAIN iTNC 530 69
Page 70

Pārskats
Pēc TNC ieslēgšanas iekārta parāda statusa formulāru Pārskats, ja ir
izvēlēts ekrāna sadalījums PROGRAMMA+STATUSS (vai
POZĪCIJA+STATUSS). Pārskata formulārs ietver svarīgākās statusa
informācijas kopsavilkumu, ko sadalītā veidā var redzēt arī attiecīgajos
detaļu formulāros.
Programmtaustiņš
2.4 Statusa indikācijas
Vispārēja programmas informācija (cilne PGM)
Programmtaustiņš
Nav tiešas
izvēles
Nozīme
Pozīcijas rādījums līdz 5 asīm
Instrumenta informācija
Aktīvās M funkcijas
Aktīvās koordinātu transformācijas
Aktīvā apakšprogramma
Aktīvais programmas daļas atkārtojums
Ar PGM CALL izsaukta programma
Faktiskais apstrādes laiks
Aktīvās pamatprogrammas nosaukums
Nozīme
Aktīvās pamatprogrammas nosaukums
Riņķa līnijas centrs CC (pols)
Aiztures laika skaitītājs
Apstrādes laiks, ja programma pilnībā simulēta
Programmas pārbaudes režīmā.
Faktiskais apstrādes laiks, %
Faktiskais pulksteņa laiks
Aktuālā padeve pa trajektoriju
Izsauktās programmas
70 Ievads
Page 71

Vispārējā palešu informācija (cilne PAL)
Programmtaustiņš
Nav
iespējama
tieša izvēle
Programmas daļas atkārtojums/apakšprogrammas (cilne LBL)
Programmtaustiņš
Nav
iespējama
tieša izvēle
Informācija par standarta cikliem (cilne CYC)
Programmtaustiņš
Nav
iespējama
tieša izvēle
Nozīme
Aktīvā palešu iestatījuma numurs
Nozīme
Aktīvie programmas daļas atkārtojumi ar ieraksta
numuru, iezīmes numuru un ieprogrammēto/vēl
izpildāmo atkārtojumu skaitu
Aktīvie apakšprogrammu numuri ar ieraksta
numuru, kurā izsaukta apakšprogramma, un
iezīmes numuru, kas izsaukts
Nozīme
Aktīvais apstrādes cikls
cikla aktīvās vērtībasG62 Pielaide
2.4 Statusa indikācijas
HEIDENHAIN iTNC 530 71
Page 72

Aktīvās papildfunkcijas M (cilne M)
Programmtaustiņš
Nav
iespējama
tieša izvēle
2.4 Statusa indikācijas
Nozīme
Aktīvo M funkciju saraksts ar noteiktu nozīmi
Aktīvo L funkciju saraksts, ko piemērojis mašīnas
ražotājs
72 Ievads
Page 73

Pozīcijas un koordinātas (cilne POS)
Programmtaustiņš
Informācija par instrumentiem (cilne TOOL)
Programmtaustiņš
Nozīme
Pozīcijas rādījuma veids, piemēram, faktiskā
pozīcija
Virtuālā asu virziena VT pievirzīšanas vērtība (tikai
programmatūras opcijā "Vispārīgie programmas
iestatījumi")
Apstrādes plaknes svārstību leņķis
Pamatgriešanās leņķis
Nozīme
Rādījums T: instrumenta numurs un nosaukums
Rādījums RT: aizvietotājinstrumenta numurs un
nosaukums
Instrumenta ass
Instrumenta garums un rādiusi
Virsizmēri (delta vērtības) no instrumentu tabulas
(TAB) un no TOOL CALL (PGM)
2.4 Statusa indikācijas
Kalpošanas laiks, maksimālais kalpošanas laiks
(TIME 1) un maksimālais kalpošanas laiks TOOL
CALL (TIME 2)
Aktīvā instrumenta un (nākamā)
aizvietotājinstrumenta rādījums
HEIDENHAIN iTNC 530 73
Page 74

Instrumentu pārmērīšana (cilne TT)
TNC parāda cilni TT tikai tad, ja šī funkcija aktivizēta šai
mašīnai.
Programmtaustiņš
Nav iespējama
tieša izvēle
2.4 Statusa indikācijas
Koordinātu pārrēķini (cilne TRANS)
Programmtaustiņš
Nozīme
Mērāmā instrumenta numurs
Rādījums, vai tiek mērīts Instrumenta rādiuss vai
garums
Atsevišķa asmens pārmērīšanas MIN. un MAKS.
vērtība un rezultāts mērījumam ar rotējošo
instrumentu (DYN)
Instrumenta asmens numurs ar atbilstošo
mērījuma vērtību. Zvaigznīte aiz mērījuma
vērtības norāda, ka ir pārsniegta instrumentu
tabulā dotā pielaide. TNC parāda maksimāli 24
asmeņu mērījumu vērtības.
Nozīme
Aktīvās nulles punktu tabulas nosaukums
Aktīvais nulles punkta numurs (#), komentārs no
aktīvā nulles punkta numura aktīvās rindas (DOC)
no ciklaG53
Aktīvā nulles punkta nobīde ( ciklsG54); TNC
parāda aktīvo nulles punkta nobīdi ne vairāk kā 8
asīs
Spoguļattēla asis ( ciklsG28)
Aktīvā pamatgriešanās
Aktīvais griešanās leņķis ( ciklsG73)
Aktīvais mēroga koeficients/mēroga koeficienti (
ciklsG72); TNC parāda aktīvo mēroga koeficientu
ne vairāk kā 6 asīs
Centriskā paplašinājuma viduspunkts
skatiet skenēšanas sistēmas ciklu lietotāja rokasgrāmatu par
koordinātu pārrēķinu.
74 Ievads
Page 75

Vispārīgie programmas iestatījumi 1 (cilne GPS1,
programmatūras opcija)
TNC parāda cilni tikai tad, ja šī funkcija šai mašīnai ir
aktivizēta.
Programmtaustiņš
Nav iespējama
tieša izvēle
Vispārīgie programmas iestatījumi 2 (cilne GPS2,
programmatūras opcijas)
TNC parāda cilni tikai tad, ja šī funkcija jūsu iekārtā ir
aktivizēta.
Programmtaustiņš
Nav iespējama
tieša izvēle
Nozīme
Mainītās asis
Pārklātā nulles punkta nobīde
Pārklātais spoguļattēls
Nozīme
Slēgtas asis
Pārklāta pamatgriešanās
Pārklāta rotācija
Aktīvais padeves koeficients
2.4 Statusa indikācijas
HEIDENHAIN iTNC 530 75
Page 76

Adaptīvā padeves regulēšana AFC (cilne AFC, programmatūras
opcija)
TNC parāda cilni AFC tikai tad, ja šī funkcija mašīnai ir
aktivizēta.
Programmtaustiņš
Nav iespējama
tieša izvēle
2.4 Statusa indikācijas
Nozīme
Aktīvais režīms, kurā izmanto adaptīvo padeves
regulēšanu
Aktīvais instruments (numurs un nosaukums)
Griezuma numurs
Padeves potenciometra aktuālais koeficients, %
Faktiskā vārpstas slodze, %
Vārpstas atsauces slodze
Vārpstas šī brīža apgriezienu skaits
Faktiskā apgriezienu skaita novirze
Faktiskais apstrādes laiks
Līniju diagramma, kurā tiek parādīta faktiskā
vārpstas slodze un TNC vadītā padeves
kontroles vērtība.
76 Ievads
Page 77
2.5 Window-Manager
Window-Manager (logu pārvaldnieka) funkciju apjomu un
darbības veidu ir noteicis mašīnas ražotājs. Skatiet
mašīnas lietošanas rokasgrāmatu!
TNC ir pieejams Window-Manager Xfce. Xfce ir standarta
lietojumprogramma uz UNIX balstītām operētājsistēmām, ar kuru var
pārvaldīt grafisko lietotāja saskarni. Izmantojot Window-Manager, var
lietot šādas funkcijas:
Uzdevumu josla pārslēgšanai no vienas lietojumprogrammas
(lietotāja saskarnes) uz citu.
Papildu darbvirsma, kurā var palaist mašīnas ražotāja īpašās
lietojumprogrammas.
NC programmatūras lietojumprogrammu un mašīnas ražotāja
lietojumprogrammu fokusēšana.
Izlecošajiem logiem (Pop-Up) var izmainīt lielumu un pozīciju.
Izlecošos logus var arī aizvērt, atjaunot un samazināt.
TNC uzrāda ekrāna kreisajā augšmalā zvaigzni, ja logu
pārvaldnieka izmantošana vai pats logu pārvaldnieks ir
izraisījis kļūmi Šajā gadījumā nomainiet logu pārvaldnieku
un novērsiet problēmu. Skatiet mašīnas lietošanas
rokasgrāmatu.
2.5 Window-Manager
HEIDENHAIN iTNC 530 77
Page 78

Uzdevumu josla
Uzdevumu joslā ar peli var izvēlēties dažādas darba izpildes iespējas.
iTNC piedāvā šādas darba izpildes iespējas:
Darba izpildes iespēja 1: aktīvais mašīnas darba režīms
Darba izpildes iespēja 2: aktīvais programmēšanas darba režīms
Darba izpildes iespēja 3: iekārtas ražotāja lietojumprogrammas
(pieejamas kā opcija)
Bez tam uzdevumu joslā iespējams izvēlēties arī citas
lietojumprogrammas, kuras ir palaistas paralēli TNC (piem., pārslēgt
uz PDF skatītājs vai TNCguide).
Ar zaļo HEIDENHAIN simbolu, uzklikšķinot uz tā ar peli, var atvērt
izvēlni, kurā var iegūt informāciju, veikt iestatījumus vai palaist
2.5 Window-Manager
lietojumprogrammas. Ir pieejamas šādas funkcijas:
About Xfce: informācija par Window-Manager Xfce
About HeROS: informācija par TNC operētājsistēmu
NC Control: TNC programmatūras palaišana un apturēšana. Atļauta
tikai diagnostikas nolūkos
Web Browser: Mozilla Firefox palaišana
Diagnostics: drīkst izmantot tikai autorizēti speciālisti diagnostikas
programmu palaišanai
Settings: dažādu iestatījumu konfigurācija
Date/Time: datuma un laika iestatīšana
Language: sistēmas dialogu valodas iestatīšana. Starta laikā TNC
šo iestatījumu pārraksta ar mašīnas parametra 7230 valodas
iestatījumu
Network: tīkla iestatīšana
Reset WM-Conf: Window-Manager pamatiestatījumu
atjaunošana. Ja nepieciešams, atjauno tos iestatījumus, kurus
veicis jūsu iekārtas ražotājs
Screensaver: ekrānsaudz
varianti
Shares: tīkla savienojumu konfigurēšana
Tools: var piekļūt tikai autorizēti lietotāji. Zem "Tools" pieejamās
lietojumprogrammas var palaist uzreiz, TNC datņu pārvaldē
izvēloties attiecīgo datnes tipu (sk. "Papildrīki ārēju datņu tipu
pārvaldīšanai" 119. lpp.)
ētāja iestatījumi, ir pieejami dažādi
78 Ievads
Page 79
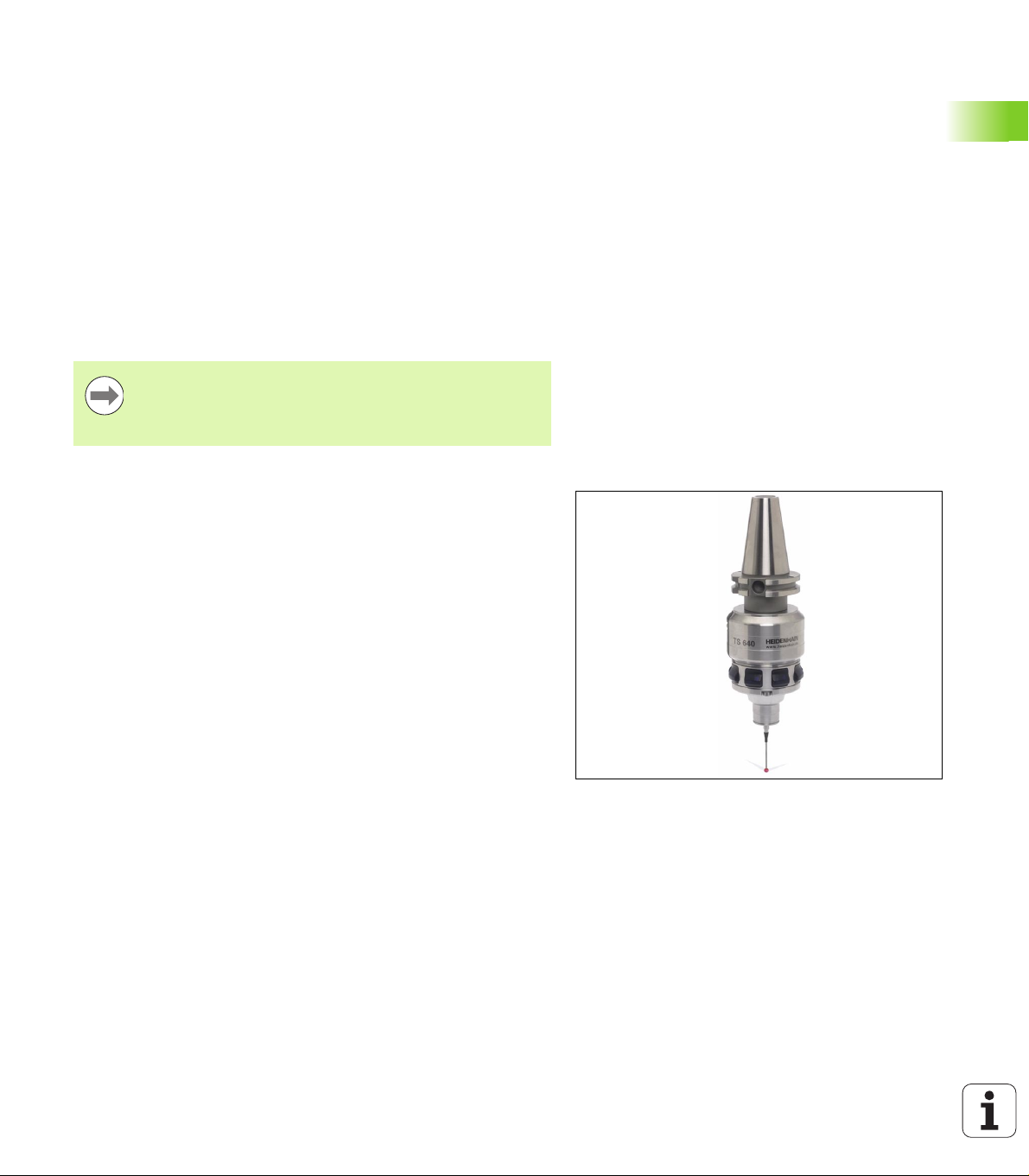
2.6 Piederumi: HEIDENHAIN trīsdimensiju skenēšanas sistēmas un elektroniskie rokrati
Trīsdimensiju skenēšanas sistēmas
Ar dažādām HEIDENHAIN trīsdimensiju skenēšanas sistēmām var:
automātiski noregulēt sagataves;
ātri un precīzi noteikt atsauces punktus;
veikt sagataves mērījumus programmas izpildes laikā;
pārmērīt un pārbaudīt instrumentus.
Visas skenēšanas sistēmas funkcijas aprakstītas
atsevišķā ciklu lietotāja rokasgrāmatā. Ja jums vajadzīga
šī rokasgrāmata, lūdzu sazinieties ar HEIDENHAIN. Kods:
670 388-xx.
Pārslēdzamās skenēšanas sistēmas TS 220, TS 640 un TS 440
Šīs skenēšanas sistēmas ir īpaši piemērotas automātiskai sagataves
novietošanai, atsauces punkta noteikšanai un sagataves mērīšanai.
TS 220 padod komutācijas signālus pa kabeli un turklāt ir ekonomiski
izdevīga alternatīva, ja rodas nepieciešamība izveidot digitālu sistēmu.
Īpaši mašīnām ar instrumentu mainītā
sistēma TS 640 (skatiet attēlu) un nelielā TS 440, kas pārraida
komutācijas signālus bezvadu režīmā, izmantojot infrasarkano staru
saiti.
Darbības princips: HEIDENHAIN komutējošo skenēšanas sistēmu
nedilstošais optiskais slēdzis reģistrē tausta irbuļa novirzi. Ģenerētais
signāls izraisa skenēšanas sistēmas pašreizējās pozīcijas vērtības
saglabāšanu iekārtas atmiņā.
ju ir piemērota skenēšanas
elektroniskie rokrati
HEIDENHAIN iTNC 530 79
2.6 Piederumi: HEIDENHAIN trīsdimensiju skenēšanas sistēmas un
Page 80
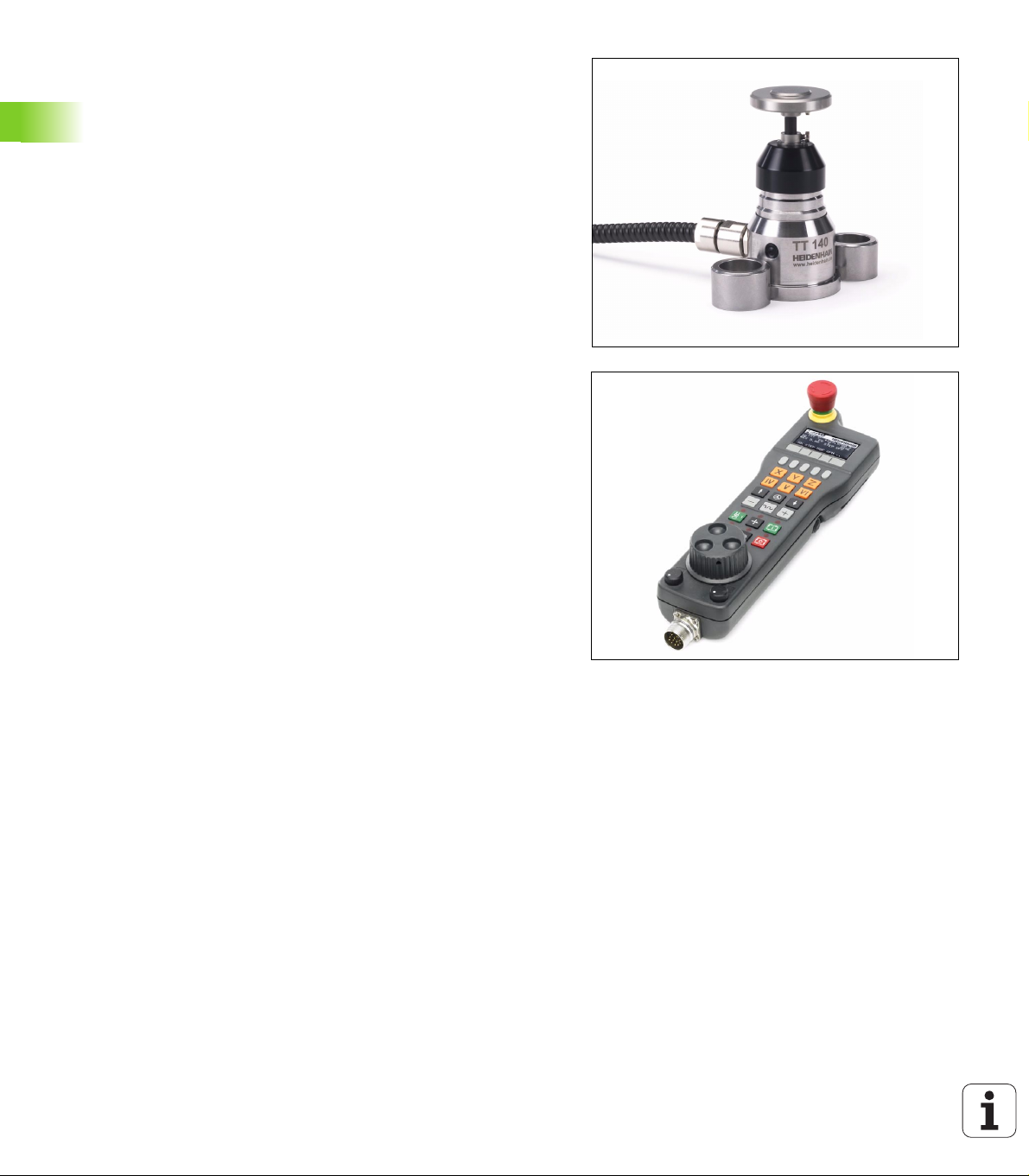
Instrumenta pārmērīšanai paredzētā instrumenta skenēšanas
sistēma TT 140
TT 140 ir pārslēdzama trīsdimensiju skenēšanas sistēma instrumentu
pārmērīšanai un pārbaudei. TNC piedāvā 3 ciklus, ar kuriem var
aprēķināt instrumenta rādiusu un garumu ar rotējošu vai nerotējošu
vārpstu. Robustā konstrukcija un speciālā aizsardzība padara TT 140
izturīgu pret dzesēšanas šķidruma un skaidu radītajiem bojājumiem.
Slēgumsignālu veido ar nedilstošu, augstas drošības optisko slēdzi.
Elektroniskie rokrati HR
Elektroniskie rokrati vienkāršo precīzu manuālās ass slīdošo detaļu
virzīšanu. Pagriežot rokratu var izvēlēties plaša diapazona virzīšanas
trajektoriju. Līdzās iebūvētajiem rokratiem HR 130 un HR 150,
elektroniskie rokrati
HEIDENHAIN piedāvā arī portatīvos rokratus HR 510 un HR 520.
Detalizētu HR 520 aprakstu lasiet 14. nodaļā (sk. "Pārvietošana ar
elektroniskajiem rokratiem" 439. lpp.)
2.6 Piederumi: HEIDENHAIN trīsdimensiju skenēšanas sistēmas un
80 Ievads
Page 81

Programmēšana: pamati, datņu pārvalde
Page 82

3.1 Pamati
Y
X
Z
X (Z,Y)
X
MP
Y
X
Z
Trajektoriju mērierīces un atskaites atzīmes
Uz mašīnas asīm atrodas trajektoriju mērierīces, kas nosaka mašīnas
darbgalda vai instrumenta pozīcijas. Uz lineārajām asīm parasti ir
3.1 Pamati
uzmontētas garuma mērierīces, bet uz apaļajiem darbgaldiem un
šarnīrasīm — leņķu mērierīces.
Ja kāda mašīnas ass kustas, tai pakārtotā mērierīce dod elektrisku
signālu, pēc kura TNC aprēķina precīzu mašīnas ass faktisko pozīciju.
Strāvas padeves pārtraukuma gadījumā piešķire starp mašīnas sliežu
pozīciju un aprēķināto faktisko pozīciju pazūd. Lai šo piešķiri varētu
atjaunot, inkrementālajām trajektoriju mērier
Šķērsojot atskaites atzīmi, TNC saņem signālu, kas iezīmē fiksētu
mašīnas atsauces punktu. Tādējādi TNC atjauno faktiskās pozīcijas
piešķiri aktuālajai mašīnas pozīcijai. Garuma mērierīcēm ar kodētām
distances atskaites atzīmēm mašīnas asis jāpavirza maksimāli par
20 mm, leņķu mērierīcēm — maksimāli par 20°.
Absolūtās mērierīces pēc ieslēgšanas pārsūta uz vadības sistēmu
absolūto pozīcijas vērtību. Tādējādi uzriez pēc ieslēgšanas, nevirzot
mašīnas asis, atkal ir atjaunota piešķire starp faktisko pozīciju un
mašīnas sliežu pozīciju.
Atsauces sistēma
Ar atsauces sistēmu precīzi nosaka pozīcijas plaknē vai telpā.
Pozīcijas dati vienmēr attiecas uz noteiktu punktu, un to apraksta
koordinātas.
Taisnleņķa sistēmā (Dekarta koordinātu sistēmā) trīs virzieni ir noteikti
kā X, Y un Z asis. Asis atrodas perpendikulāri viena otrai un krustojas
punktā, kas ir nulles punkts. Koordināta norāda attālumu līdz nulles
punktam kādā no šiem virzieniem. Tādējādi pozīciju plaknē iespējams
apzīmēt ar divām koordinātām un telpā ar trīs koordinātām.
Koordinātas, kas attiecas uz nulles punktu, sauc par absolūtajām
koordinātām. Relatīvā
(atsauces punktu) koordinātu sistēmā. Relatīvās koordinātu vērtības
sauc arī par inkrementālajām koordinātu vērtībām.
s koordinātas attiecas uz jebkuru citu pozīciju
īcēm ir atskaites atzīmes.
82 Programmēšana: pamati, datņu pārvalde
Page 83

Atsauces punkts frēzmašīnām
+X
+Y
+Z
+X
+Z
+Y
W+
C+
B+
V+
A+
U+
Y
X
Z
Apstrādājot sagatavi uz frēzmašīnas, galvenokārt izmantojiet
taisnleņķa koordinātu sistēmu. Attēls pa labi parāda, kā taisnleņķa
koordinātu sistēma pakārtota mašīnas asīm. Labās rokas trīs pirkstu
nosacījums kalpo par atgādinājumu: ja vidējais pirksts no sagataves
uz instrumentu norāda instrumenta ass virzienā, tas rāda Z+ virzienā,
īkšķis rāda X+ virzienā un rādītājpirksts Y+ virzienā.
iTNC 530 kopumā var vadīt maksimāli 9 asis. Papildus galvenajām
asīm X, Y un Z paralēli darbojas papildasis U, V un W. Rotācijas asis
apzīmē ar A, B un C. Attēls lejā pa labi parā
asu piešķiri galvenajām asīm.
da papildasu jeb rotācijas
3.1 Pamati
HEIDENHAIN iTNC 530 83
Page 84

Polārās koordinātas
X
Y
0°
30
10
CC
R
H
H
R
R
H
X
Z
Y
X
Z
Y
X
Z
Y
I
J
K
K
J
I
Ja tehnoloģiskais rasējums veikts ar taisnleņķa mērījumiem, arī
apstrādes programmu izveidojiet ar taisnleņķa koordinātām.
Sagatavēs ar riņķa līniju lokiem vai leņķu datiem pozīcijas bieži vien
var noteikt vienkāršāk, izmantojot polārās koordinātes.
Pretēji taisnleņķa koordinātām X, Y un Z polārās koordinātas apraksta
3.1 Pamati
tikai pozīcijas plaknē. Polāro koordinātu nulles punkts ir polā CC (CC =
circle centre; angl. — riņķa līnijas centrs). Pozīcija plaknē tādējādi ir
precīzi noteikta ar:
Polāro koordinātu rādiusu: attālums no pola CC līdz pozī
Polāro koordinātu leņķi: leņķis starp leņķa atsauces asi un posmu,
kas savieno polu CC ar pozīciju
Pola un leņķa atsauces ass noteikšana
Polu nosakiet ar divām koordinātām taisnleņķa koordinātu sistēmā
vienā no trīs plaknēm. Tādējādi precīzi tiek piešķirta arī leņķa atsauces
ass polāro koordinātu leņķim H.
Pola koordinātas (plakne) Leņķa atsauces ass
X/Y +X
Y/Z +Y
Z/X +Z
cijai
84 Programmēšana: pamati, datņu pārvalde
Page 85

Sagataves absolūtās un inkrementālās pozīcijas
X
Y
2
1
3
10 30 50
10
20
30
X
Y
20
10 10
20
10
10
5
4
6
X
Y
0°
30
10
CC
R
H
G91+H
R
R
G91+H
G91+R
Sagataves absolūtās pozīcijas
Ja kādas pozīcijas koordinātas attiecas uz koordinātu nulles punktu
(sākums), tās sauc par absolūtajām koordinātām. Katra pozīcija uz
sagataves precīzi noteikta ar tās absolūtajām koordinātām.
1. piemērs: Urbumi ar absolūtajām koordinātām:
Urbums 1 Urbums 2 Urbums 3
X = 10 mm X = 30 mm X = 50 mm
Y = 10 mm Y = 20 mm Y = 30 mm
Sagataves Inkrementālās pozīcijas
Inkrementālās koordinātas attiecas uz pēdējo ieprogrammēto
instrumenta pozīciju, kas kalpo par relatīvo (iedomāto) nulles punktu.
Inkrementālās koordinātas programmas izveides laikā norāda izmēru
starp pēdējo un tai sekojošo nomin
instrumentam. Tādēļ to sauc arī par ķēdes izmēra lielumu.
Inkrementālo izmēru apzīmē ar funkciju G91 funkciju pirms ass
apzīmējuma.
2. piemērs: Urbumi ar inkrementālām koordinātām
Urbuma absolūtās koordinātas 4
X = 10 mm
Y = 10 mm
Urbums 5, attiecībā uz 4 Urbums 6, attiecībā uz 5
G91 X = 20 mm G91 X = 20 mm
G91 Y = 10 mm G91 Y = 10 mm
ālo pozīciju, par kādu jāvirzās
3.1 Pamati
Absolūtās un inkrementālās polārās koordinātas
Absolūtās koordinātas vienmēr attiecas uz polu un leņķa atsauces asi.
Inkrementālās koordinātas vienmēr attiecas uz instrumenta pēdējo
ieprogrammēto pozīciju.
HEIDENHAIN iTNC 530 85
Page 86

Atsauces punkta izvēle
Y
X
Z
MAX
MIN
X
Y
325
320
0
450 900
950
150
-150
750
0
300
±
0,1
21
3 4
7
6
5
Sagataves rasējums paredz, ka noteikts sagataves formas elements ir
absolūtais atsauces punkts (nulles punkts), paraksti sagataves stūris.
Nosakot atsauces punktu, noregulējiet sagatavi vispirms atbilstoši
mašīnas asīm un nostādiet katras ass instrumentu zināmā pozīcijā
pret sagatavi. Šai pozīcijai iestatiet TNC indikāciju vai nu uz nulli vai uz
3.1 Pamati
noteiktu pozīcijas vērtību. Tādējādi jūs sagatavi pakārtosiet atsauces
sistēmai, kas ir spēkā TNC indikācijā vai jūsu apstrādes programmā.
Ja sagataves rasējums paredz relatīvus atsauces punktus, tad
vienkārši izmantojiet koordinātu pārrēķinu ciklus (skatīt lietotāja
rokasgrāmatu "Ciklu programmēšana", nodaļu "Koordinātu pārrēķina
cikli").
Ja sagataves rasējums nav nom
atsauces punktu kādu pozīciju vai sagataves stūri, no kura var
iespējami viegli aprēķināt pārējo sagataves pozīciju izmērus.
Īpaši ērti atsauces punktus var noteikt ar trīsdimensiju skenēšanas
sistēmu, ko piedāvā HEIDENHAIN. Skatiet skenēšanas sistēmas ciklu
lietotāja rokasgrāmatas nodaļu "Atsauces punkta noteikšana ar
trīsdimensiju skenēšanas sistēmu".
Piemērs
Sagataves skice parāda urbumus (no 1 līdz 4), kuru izmēri attiecas
uz absolūto atsauces punktu ar koordinātām X=0 Y=0. Urbumi (no 5
līdz 7) attiecas uz relatīvo atsauces punktu ar absolūtajām
koordinātā
nulles punktu var uz laiku pārvietot pozīcijā X=450, Y=750, lai urbumus
(no 5 līdz 7) varētu ieprogrammēt bez papildu aprēķiniem.
m X=450 Y=750. Ar ciklu NULLES PUNKTA NOBĪDE
ērīts atbilstoši NC, izvēlieties kā
86 Programmēšana: pamati, datņu pārvalde
Page 87

3.2 Programmu atvēršana un
N10 G00 G40 X+10 Y+5 F100 M3
Ieraksta numurs
Trajektorijas
funkcija
Vārdi
Ieraksts
ievadīšana
NC programmas uzbūve DIN/ISO-formātā
Apstrādes programma sastāv no vairākiem programmas ierakstiem.
Attēls pa labi parāda ieraksta elementus.
TNC automātiski numurē apstrādes programmas ierakstus atkarībā no
MP7220. MP7220 definē ierakstu numuru intervālu.
Pirmais programmas ieraksts ir apzīmēts ar %, programmas
nosaukumu un spēkā esošo mērvienību.
Tālākie ieraksti satur informāciju par:
priekšsagatavi
instrumentu izsaukumiem
izvirzīšanos drošības pozīcijā
padevi un apgriezienu skaitu
trajektoriju kustībām, cikliem un citām funkcijām
Pēdējais programmas ieraksts ir apzīmēts ar N99999999, programmas
nosaukumu un spēkā esošo mērvienību.
Uzmanību! Sadursmes risks!
HEIDENHAIN iesaka vienmēr pēc instrumenta izsaukuma
izvirzīties drošības pozīcijā, no kuras TNC bez sadursmes
var ieņemt pozīciju apstrādei!
3.2 Programmu atvēršana un ievadīšana
Definējiet priekšsagatavi: G30/G31
Uzreiz pēc jaunas programmas izveides definējiet kvadra formas
neapstrādātu sagatavi. Lai pēc tam definētu priekšsagatavi, nospiediet
taustiņu SPEC FCT un pēc tam programmtaustiņu BLK FORM. Šī
definīcija TNC nepieciešama grafiskajām simulācijām. Kvadra malas
drīkst būt maks. 100 000 mm garas un tām jābūt paralēlām ar X,Y un
Z asīm. Šo priekšsagatavi definē tās divi stūru punkti:
MIN punkts G30: kvadra mazākā X,Y un Z koordināta; ievadiet
absolūtās vērtības
MAX punkts G31: kvadra lielākā X,Y un Z koordināta; ievadiet
absolūtās vai inkrementālās vērtības
Priekšsagataves definīcija ir nepieciešama tikai tad, ja
programmu vēlaties pārbaudīt grafiski!
HEIDENHAIN iTNC 530 87
Page 88

Jaunas apstrādes programmas izveide
Apstrādes programmu vienmēr ievadiet darba režīmā Programmas
saglabāšana/rediģēšana. Programmas atvēršanas piemērs:
Izvēlieties režīmu Programmēšana/rediģēšana
Izsauciet datņu pārvaldi: nospiediet taustiņu
PGM MGT
Izvēlieties mapi, kurā vēlaties saglabāt jauno programmu:
DATNES NOSAUKUMS = ALT.H
Ievadiet jaunu programmas nosaukumu, apstipriniet
ar taustiņu ENT
Izvēlieties mērvienību: nospiediet programmtaustiņu
MM vai INCH. TNC pāriet uz programmas logu un
atver dialogu BLK-FORM (priekšsagataves)
definēšanai
PARALĒL Ā VĀRPSTAS ASS X/Y/Z?
3.2 Programmu atvēršana un ievadīšana
Ievadiet vārpstas asi, piemēram, Z
DEF BLK-FORM: MIN PUNKTS?
Pēc kārtas ievadiet MIN punkta X-, Y- un Z
koordinātas un ikreiz apstipriniet ar taustiņu ENT
DEF BLK-FORM: MAKS. PUNKTS?
Pēc kārtas ievadiet MAX punkta X-, Y- un Z
koordinātes un ikreiz apstipriniet ar taustiņu ENT
88 Programmēšana: pamati, datņu pārvalde
Page 89

Piemērs: BLK-FORM indikācija NC programmā
%JAUNA G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N99999999 %JAUNA G71 *
TNC pirmo un pēdējo programmas ierakstu izveido automātiski.
Ja nevēlaties ieprogrammēt sagataves definīciju, tad
Vārpstas ass paralēla X/Y/Z gadījumā pārtrauciet dialogu
ar taustiņu DEL!
TNC grafisko attēlu var parādīt tikai tad, ja īsākā mala ir
vismaz 50 µm un garākā mala maksimāli 99 999,999 mm
gara.
Programmas sākums, nosaukums, mērvienība
Vārpstas ass, MIN punkta koordinātas
MAX punkta koordinātas
Programmas beigas, nosaukums, mērvienība
3.2 Programmu atvēršana un ievadīšana
HEIDENHAIN iTNC 530 89
Page 90

Instrumenta kustību programmēšana DIN/ISO
12040
Lai ieprogrammētu ierakstu, izvēlieties DIN/ISO funkciju taustiņu
Alpha klaviatūrā. Varat izmantot arī pelēkos trajektorijas funkciju
taustiņus, lai saņemtu attiecīgo G kodu.
Ņemiet vērā, ka ir aktīva lielo burtu rakstība.
Pozicionēšanas ieraksta piemērs
Atveriet ierakstu
KOORDINĀTAS?
Ievadiet X ass mērķa koordinātu
Ievadiet Y ass koordinātu, ar taustiņu ENT pārejiet pie
nākamā jautājuma
FRĒZES VIDUSPUNKTA TRAJEKTORIJA
Virzīšana bez instrumenta rādiusa korekcijas:
3.2 Programmu atvēršana un ievadīšana
apstipriniet ar taustiņu ENT vai
Virzīšana pa kreisi vai pa labi no ieprogrammētās
kontūras: ar programmtaustiņu izvēlieties G41 vai
G42
PADEVE F=?
Padeve šai trajektorijas kustībai 100 mm/min, ar
taustiņu ENT pārejiet pie nākamā jautājuma
PAPILDFUNKCIJA M?
Papildfunkcija M3 „Vārpsta ieslēgta“, ar taustiņu ENT
TNC pabeidz šo dialogu
Programmas logs rāda rindu:
N30 G01 G40 X+10 Y+5 F100 M3 *
90 Programmēšana: pamati, datņu pārvalde
Page 91

Faktisko pozīciju pārņemšana
TNC dod iespēju pārņemt programmā instrumenta aktuālo pozīciju,
piemēram, ja
ieprogrammē procesa ierakstus,
ieprogrammē ciklus,
definē instrumentus ar G99
Lai pārņemtu pareizās pozīciju vērtības, rīkojieties šādi:
U Pozicionējiet ievades lauku tajā vietā vienā ierakstā, kurā vēlaties
pārņemt pozīciju
U Izvēlieties faktiskās pozīcijas pārņemšanas funkciju:
TNC programmtaustiņu rindā parāda asis, kuru
pozīcijas jūs varat pārņemt
U Izvēlieties asi: TNC ieraksta izvēlētās ass aktuālo
pozīciju aktīvajā ievades laukā
TNC instrumenta viduspunkta koordinātas apstrādes
plaknē pārņem vienmēr, arī tad, ja ir aktīva instrumenta
rādiusa korekcija.
TNC instrumenta asī vienmēr pārņem instrumenta smailes
koordinātu, tātad vienmēr ņem vērā aktīvo instrumenta
garuma korekciju.
TNC ass izvēles programmtaustiņu rindu saglabā
aktivizētu līdz brīdim, kad to atkal izslēgsiet, vēlreiz
nospiežot taustiņu "Pārņemt faktisko pozīciju". Šī darbība
ir spēkā arī tad, ja pašreizējais ieraksts tiek saglabāts un,
nospiežot trajektoriju funkcijas taustiņu, tiek sākts jauns
ieraksts. Ja izvēlaties ieraksta elementu, kurā, izmantojot
programmtaustiņu, j
(piemēram, rādiusa korekcija), TNC arī aizver asu izvēles
programmtaustiņu rindu.
Funkcija "Pārņemt faktisko pozīciju" nav atļauta, kad ir
aktivizēta funkcija "Sasvērt apstrādes plakni".
āizvēlas ievades alternatīva
3.2 Programmu atvēršana un ievadīšana
HEIDENHAIN iTNC 530 91
Page 92

Programmas rediģēšana
Programmu var rediģēt tikai tad, ja to tieši tajā brīdī kāds
no mašīnas režīmiem netiek apstrādāts ar TNC. TNC gan
pieļauj kursora novietošanu ierakstā, taču ar kļūdas
paziņojumu nepieļauj izmaiņu saglabāšanu.
Kamēr veidojat vai izmaināt apstrādes programmu, ar bultiņu
taustiņiem vai ar programmtaustiņiem programmā var izvēlēties
jebkuru rindu un atsevišķus ieraksta vārdus:
Funkcija
Pārlapot lapas uz augšu
Pārlapot lapas uz leju
Pārlēkt uz programmas sākumu
Pārlēkt uz programmas beigām
Izmainīt aktuālā ieraksta pozīciju ekrānā. Līdz
ar to var parādīt vairākus programmas
ierakstus, kas ieprogrammēti pirms aktuālā
3.2 Programmu atvēršana un ievadīšana
ieraksta
Izmainīt aktuālā ieraksta pozīciju ekrānā. Līdz
ar to var parādīt vairākus programmas
ierakstus, kas ieprogrammēti aiz aktuālā
ieraksta
Pārlēkt no ieraksta uz ierakstu
Izvēlēties atsevišķus vārdus ierakstā
Programmtaustiņš/taustiņi
Izvēlēties konkrētu ierakstu: nospiediet
taustiņu GOTO, izvēlieties vajadzīgo ieraksta
numuru, apstipriniet ar taustiņu ENT. Vai:
ievadiet ierakstu numuru intervālu un ievadīto
rindu skaitu, nospiežot programmtaustiņu N
RINDAS pārejiet uz augšu vai uz leju
92 Programmēšana: pamati, datņu pārvalde
Page 93
Funkcija
Iestatīt izvēlēta vārda vērtību uz nulli
Izdzēst nepareizu vērtību
Izdzēst kļūdas paziņojumu (nemirgojošu)
Izdzēst izvēlētu vārdu
Izdzēst izvēlētu ierakstu
Izdzēst ciklus un programmu daļas
Pievienot ierakstu, kurš pēdējais rediģēts vai
izdzēsts
Ierakstu pievienošana jebkurā vietā
U Izvēlieties ierakstu, aiz kura vēlaties pievienot jaunu ierakstu, un
atveriet dialogu
Vārdu izmainīšana un pievienošana
U Izvēlieties ierakstā vārdu un pārrakstiet to ar jaunu vērtību. Kamēr
jūs izvēlaties vārdu, pieejams atklātā teksta dialogs
U Beigt izmaiņas: nospiediet taustiņu END
Ja vēlaties pievienot vārdu, darbojieties ar bultiņu taustiņiem (pa labi
vai pa kreisi), līdz parādās nepieciešamais dialogs, un ievadiet
vajadzīgo vērtību.
Programmtaustiņš/taustiņš
3.2 Programmu atvēršana un ievadīšana
HEIDENHAIN iTNC 530 93
Page 94
Vienādu vārdu meklēšana dažādos ierakstos
Šai funkcijai programmtaustiņu AUTOM. IEZĪMĒŠ. iestatiet uz IZSL.
Izvēlieties ierakstā vārdu: spiediet bultiņu taustiņus tik
bieži, kamēr marķēts vajadzīgais vārds
Izvēlēties ierakstu ar bultiņu taustiņiem
Marķējums tikko izvēlētajā ierakstā atrodas uz tā paša vārda, kurš bija
pirmajā izvēlētajā ierakstā.
Ja meklēšana sākta ļoti garās programmās, TNC parāda
norises rādījuma logu. Tādējādi jūs varat arī pārtraukt
meklēšanu ar programmtaustiņu.
Jebkāda teksta atrašana
U Izvēlieties meklēšanas funkciju: nospiediet programmtaustiņu
MEKLĒT. TNC parāda dialogu Meklēt tekstu:
U Ievadiet meklējamo tekstu
U Meklējiet tekstu: nospiediet programmtaustiņu IZPILDĪT
3.2 Programmu atvēršana un ievadīšana
94 Programmēšana: pamati, datņu pārvalde
Page 95

Programmas daļu marķēšana, kopēšana, dzēšana un
pievienošana
Lai veiktu programmas daļu kopēšanu tajā pašā NC programmā vai
citā NC programmā, TNC piedāvā sekojošas funkcijas: skatiet tabulu
turpinājumā.
Lai kopētu programmas daļas, rīkojieties šādi:
U Izvēlieties programmtaustiņu rindu ar marķēšanas funkcijām
U Izvēlieties pirmo (pēdējo) kopējamās programmas daļas ierakstu
U Marķējiet pirmo (pēdējo) ierakstu: nospiediet programmtaustiņu
BLOKA MARĶĒŠANA. TNC iezīmē pirmo ieraksta numura daļu
izgaismotā laukā un izgaismo programmtaustiņu PĀRTRAUKT
MARĶĒŠANU
U Pārvietojiet izgaismoto lauku uz pēdējo (pirmo) programmas daļas
ierakstu, ko vēlaties kopēt vai dzēst. TNC attēlo visus marķētos
ierakstus citā krāsā. Marķēšanas funkciju var beigt jebkurā laikā,
nospiežot programmtaustiņu PĀRTRAUKT MARĶĒŠANU
U Kopējiet marķēto programmas daļu: nospiediet programmtaustiņu
BLOKA KOPĒŠANA, dzēsiet marķēto programmas daļu: nospiediet
programmtaustiņu BLOKA DZĒŠANA. TNC saglabā marķēto bloku
U Ar bultiņu taustiņiem izvēlieties ierakstu, aiz kura vēlaties pievienot
kopēto (izdzēsto) programmas daļu
Lai pievienotu kopēto programmas daļu citā programmā,
izvēlieties attiecīgo programmu ar datņu pārvaldi un
marķējiet tajā ierakstu, aiz kura vēlaties ievietot
programmas daļu.
U Pievienojiet saglabātu programmas daļu: nospiediet
programmtaustiņu BLOKA PIEVIENOŠANA
U Pabeidziet marķēšanas funkciju: nospiediet programmtaustiņu
PĀRTRAUKT MARĶĒŠANU
3.2 Programmu atvēršana un ievadīšana
Funkcija
Programmtaustiņš
Ieslēgt marķēšanas funkciju
Izslēgt marķēšanas funkciju
Dzēst marķēto bloku
Pievienot atmiņā saglabāto bloku
Kopēt marķēto bloku
HEIDENHAIN iTNC 530 95
Page 96

TNC meklēšanas funkcija
+40
Ar TNC meklēšanas funkciju var meklēt jebkādus tekstus programmas
ietvaros un nepieciešamības gadījumā aizvietot arī ar jaunu tekstu.
Vajadzīgo tekstu meklēšana
U Vajadzības gadījumā izvēlieties ierakstu, kurā saglabāts
meklējamais vārds
U Izvēlieties meklēšanas funkciju: TNC izgaismo
meklēšanas logu un programmtaustiņu rindā
pieejamās meklēšanas funkcijas (skatiet meklēšanas
funkciju tabulu)
U Ievadiet meklējamo tekstu, ievērojiet lielo/mazo burtu
rakstību
U Sagatavojieties meklēšanai: TNC programmtaustiņu
rindā parāda pieejamās meklēšanas funkcijas (skatiet
meklēšanas iespēju tabulu)
U Vajadzības gadījumā mainiet meklēšanas iespējas
U Sāciet meklēšanu: TNC pārlec uz nākamo ierakstu,
kurā saglabāts meklētais teksts
U Atkārtojiet meklēšanu: TNC pārlec uz nākamo
ierakstu, kurā saglabāts meklētais teksts
U Pabeidziet meklēšanas funkciju
3.2 Programmu atvēršana un ievadīšana
Meklēšana funkcijas
Uznirstošā loga atvēršana, kurā attēloti pēdējie
meklēšanas elementi. Meklēšanas elementu var
izvēlēties ar bultiņu taustiņiem un pārņemt ar
taustiņu ENT
Uznirstošā loga atvēršana, kurā saglabāti aktuālā
ieraksta iespējamie meklēšanas elementi.
Meklēšanas elementu var izvēlēties ar bultiņu
taustiņiem un pārņemt ar taustiņu ENT
Uznirstošā loga atvēršana, kurā attēlota
svarīgāko NC funkciju izvēle. Meklēšanas
elementu var izvēlēties ar bultiņu taustiņiem un
pārņemt ar taustiņu ENT
Meklēšanas/aizvietošanas funkcijas aktivizēšana
Programmtaustiņš
96 Programmēšana: pamati, datņu pārvalde
Page 97

Meklēšanas iespējas
Programmtaustiņš
Noteikt meklēšanas virzienu
Noteikt meklēšanas beigas: Ar iestatījumu
PILNĪBĀ meklēšana notiek no viena aktuālā
ieraksta līdz nākamajam
Sākt jaunu meklēšanu
Jebkādu tekstu meklēšana/aizvietošana
Meklēšanas/aizvietošanas funkcija nav iespējama, ja
programma ir aizsargāta,
programmu tieši tobrīd apstrādā TNC
Attiecībā uz funkciju AIZVIETOT VISU jāraugās, lai
nejauši neaizvietotu teksta daļas, kurām jāpaliek bez
izmaiņām. Aizvietotie teksti nav atjaunojami.
U Vajadzības gadījumā izvēlieties ierakstu, kurā saglabāts
meklējamais vārds
U Izvēlieties meklēšanas funkciju: TNC izgaismo
meklēšanas logu un parāda programmtaustiņu rindā
pieejamās meklēšanas funkcijas
U Aktivizējiet aizvietošanu: TNC uznirstošajā logā
parāda papildu ievades iespēju tekstam, ko paredzēts
ievietot
U Ievadiet meklējamo tekstu, ievērojiet lielo/mazo burtu
rakstību, apstipriniet ar taustiņu ENT
U Ievadiet tekstu, ko paredzēts ievietot, ievērojiet
lielo/mazo burtu rakstību
U Sagatavojieties meklēšanai: programmtaustiņu rindā
TNC parāda pieejamās meklēšanas funkcijas (skatiet
meklēšanas iespēju tabulu)
U Ja nepieciešams, izmainiet meklēšanas iespējas
3.2 Programmu atvēršana un ievadīšana
U Sāciet meklēšanu: TNC pārlec uz nākamo meklēto
tekstu
U Lai aizvietotu tekstu un pēc tam pārietu pie nākamā
meklēšanas rezultāta: nospiediet programmtaustiņu
AIZVIETOT, vai lai tekstu aizvietotu visās atrastajās
vietās: nospiediet programmtaustiņu AIZVIETOT
VISU, vai lai neaizvietotu tekstu un pārietu pie
nākamā meklēšanas rezultāta: nospiediet
programmtaustiņu NEAIZVIETOT.
U Pabeidziet meklēšanas funkciju
HEIDENHAIN iTNC 530 97
Page 98

3.3 Datņu pārvalde: pamati
Datnes
Datnes TNC Tips
Programmas
HEIDENHAIN formātā
DIN/ISO formātā
smarT.NC datnes
Strukturēta vienību programma
Kontūru apraksti
Punktu tabulas apstrādes pozīcijām
Tabulas
instrumentiem
instrumentu mainītājiem
paletēm
3.3 Datņu pārvalde: pamati
nulles punktiem
punktiem
iestatījumiem
griešanas datiem
asmeņu datiem, sagatavēm
atkarīgajiem datiem (piemēram, dalījuma
punktiem)
Teksti kā
ASCII datnes
palīdzības datnes
.H
.I
.HU
.HC
.HP
.T
.TCH
.P
.D
.PNT
.PR
.CDT
.TAB
.DEP
.A
.CHM
Rasējuma dati kā
ASCII datnes .DXF
Pārējās datnes
Patronas maketiem
Parametrētām patronām
atkarīgajiem datiem (piemē
punktiem)
Kad jūs TNC ievadāt apstrādes programmu, vispirms dodiet šai
programmai nosaukumu. TNC saglabā programmu cietajā diskā kā
datni ar tādu pašu nosaukumu. Arī tekstus un tabulas TNC saglabā kā
datnes.
Lai jūs ātri varētu atrast un pārvaldīt datnes, TNC ir speciāls logs datņu
pārvaldei. Tajā jūs varat izsaukt, kopēt, pārdēvēt un izdzēst
visdažādākās datnes.
Ar TNC iespējams pārvaldīt jebkādu datu apjomu, taču minimums ir
21 gigabaiti. Cietā diska ietilpība ir atkarīga no galvenā datora, kurš ir
iebūvēts iekārtā. Viena NC programma drīkst būt maksimāli
98 Programmēšana: pamati, datņu pārvalde
ram, dalījuma
.CFT
.CFX
.DEP
2 GB.
Page 99

Datņu nosaukumi
Programmām, tabulām un tekstiem TNC pievieno paplašinājumu, ko
no datnes nosaukuma atdala ar punktu. Šis paplašinājums apzīmē
datnes tipu.
PROG20 .H
Datnes nosaukums Datnes tips
Datnes nosaukuma garums nedrīkst pārsniegt 25 zīmes, citādi TNC
vairs neparāda visu programmas nosaukumu. Sekojošas zīmes datņu
nosaukumos nav atļautas:
. ! “ ’ ( ) * + / ; < = > ? [ ] ^ ` { | } ~
Arī rakstzīmes ar platumu (HEX 20) un izdzēšanas zīmes
(HEX 7F) nedrīkst tikt izmantotas datņu nosaukumos.
Maksimāli atļautais datņu nosaukumu garums ir tāds, lai
netiktu pārsniegts maksimāli pieļaujamais ceļa garums,
kas ir 83 zīmes (sk. "Ceļš" 101. lpp.).
3.3 Datņu pārvalde: pamati
HEIDENHAIN iTNC 530 99
Page 100

Ārēji izveidotu datņu parādīšana TNC
TNC ir instalēti daži papildrīki, ar kuriem var parādīt turpmākajā tabulā
minētās datnes un tās arī daļēji rediģēt.
Datņu veidi Tips
PDF datnes
Excel tabulas
Interneta datnes
pdf
xls
csv
html
Teksta datnes txt
Grafiskās datnes bmp
ini
gif
jpg
png
3.3 Datņu pārvalde: pamati
Papildinformācija par minēto tipu datņu parādīšanu un rediģēšanu: Sk.
"Papildrīki ārēju datņu tipu pārvaldīšanai" 119. lpp.
Datu dublēšana
HEIDENHAIN iesaka uz TNC izveidotās jaunās programmas un
datnes ar regulāriem intervāliem saglabāt datorā.
Ar bezmaksas datu pārsūtīšanas TNCremo NT HEIDENHAIN piedāvā
vienkāršu iespēju, kā izveidot TNC saglabāto datu dublējumus.
Papildus ir nepieciešams datu nesējs, kurā ir saglabāti visi ar mašīnu
saistītie dati (PLC programma, mašīnas parametri utt.).
Nepieciešamības gadījumā par šo jautājumu sazinieties ar mašīnas
ražotāju.
Ja jūs vēlaties dublēt visas uz cietā diska esošās datnes
(> 2 gigabaiti), tas prasīs vairākas stundas. Tādēļ pēc
iespējas atlieciet dublēšanu uz nakts stundām.
Laiku pa laikam izdzēsiet nevajadzīgās datnes, lai TNC
cietajā diskā vienmēr būtu pietiekami daudz brīvas vietas
sistēmas datnēm (piemēram, instrumentu tabulām).
Cietajiem diskiem atkarībā no ekspluatācijas
nosacījumiem (piemēram, vibrāciju iedarbība) pēc 3–5
gadiem jārēķinās ar palielinātu kļūmju īpatsvaru.
HEIDENHAIN tādēļ iesaka cieto disku pēc 3 - 5 gadiem
pārbaudīt.
100 Programmēšana: pamati, datņu pārvalde
 Loading...
Loading...