

Page 1

Instrukcja obsługi dla
operatora
DIN/ISOprogramowaniu
iTNC 530
NC software
606 420-01
606 421-01
Język polski (pl)
12/2010
Page 2
Elementy obsługi TNC
1
50
0
50
100
F %
1
50
0
50
100
S %
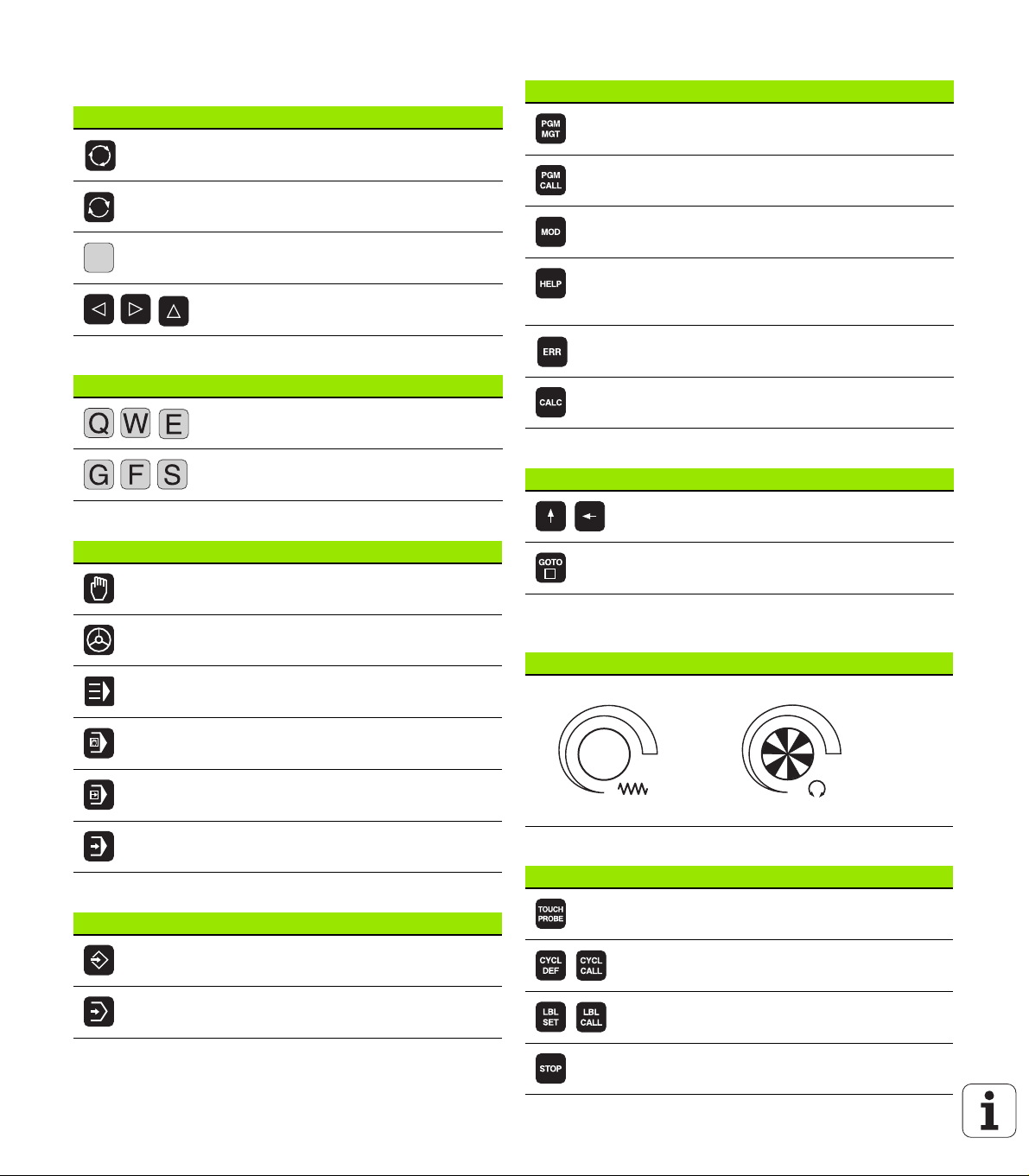
Elementy obsługi na ekranie
Klawisz Funkcja
Wybór podziału ekranu
Wybrać ekran pomiędzy trybem pracy
maszyny i programowania
Softkeys: wybrać funkcję na ekranie
Softkey-paski przełączyć
Zarządzać programami/plikami, funkcje TNC
Klawisz Funkcja
Wybór programów/plików i usuwanie,
zewnętrzne przesyłanie danych
Definiowanie wywołania programu,
wybór tabeli punktów zerowych i punktów
Wybór funkcji MOD
Wyświetlić teksty pomocnicze przy NCkomunikatach o błędach, wywołanie
TNCquide
Klawiatura alfanumeryczna
Klawisz Funkcja
Nazwa pliku, komentarze
DIN/ISO-programowanie
Tryby pracy maszyny
Klawisz Funkcja
Tryb manualny
elektroniczne kółko ręczne
smarT.NC
Pozycjonowanie z ręcznym
wprowadzeniem danych
Przebieg programu pojedyńczymi
wierszami
Przebieg programu sekwencją wierszy
Tryby pracy programowania
Klawisz Funkcja
Program wprowadzić do pamięci/edycja
Wyświetlanie wszystkich aktualnych
komunikatów o błędach
Wyświetlanie kalkulatora
Klawisze nawigacyjne
Klawisz Funkcja
Przesunięcie jasnego tła
Bezpośredni wybór wierszy, cykli i funkcji
parametrów
Potencjometr override dla posuwu i prędkości obrotowej wrzeciona
Posuw Prędkość obrotowa wrzeciona
Cykle, podprogramy i powtórzenia części programu
Klawisz Funkcja
Definiowanie cykli sondy pomiarowej
Definiowanie i wywoływanie cykli
Test programu
Wprowadzanie i wywoływanie
podprogramów i części programu
Wprowadzenie rozkazu zatrzymania do
danego programu
Page 3
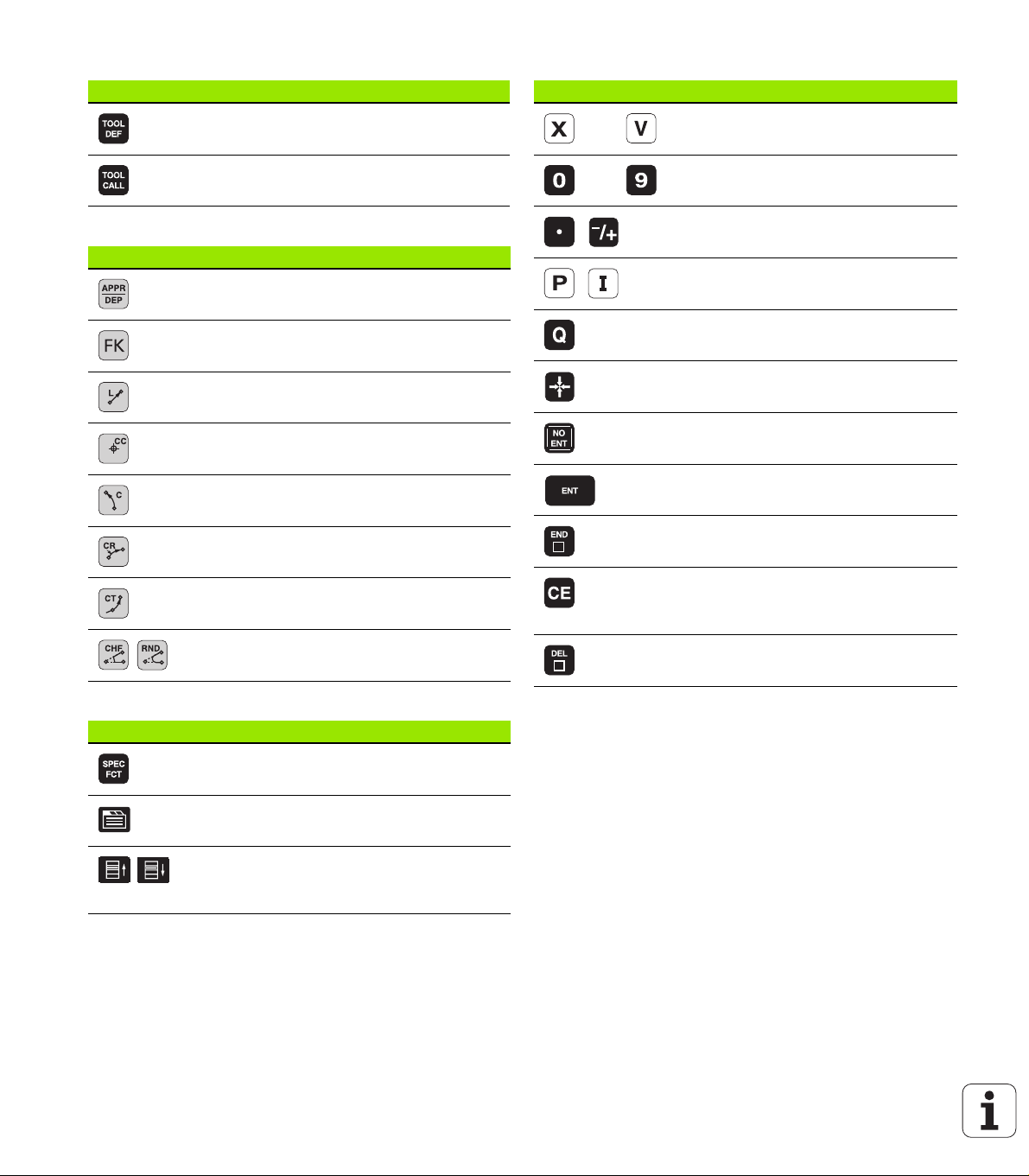
Dane o narzędziach
Klawisz Funkcja
Definiowanie danych narzędzia w
programie
Wprowadzenie osi współrzędnych i cyfr, edycja
Klawisz Funkcja
Wybór osi współrzędnych lub
wprowadzić do programu
Wywołanie danych narzędzia
Programowanie ruchu kształtowego
Klawisz Funkcja
Dosunięcie narzędzia do
konturu/odsunięcie
Programowanie dowolnego konturu FK
Prosta
Środek okręgu/biegun dla
współrzędnych biegunowych
Tor k ołowy wokół środka okręgu
Tor k ołowy z promieniem
Tor k ołowy z przejściem tangencjalnym
Fazka/zaokrąglanie naroży
Cyfry
Punkt dziesiętny/odwrócenie znaku
liczby
Wprowadzenie współrzędnych
biegunowych/wartości inkrementalnych
Programowanie parametrów Q / Q-stan
parametrów
Pozycja rzeczywista, przejęcie wartości
z kalkulatora
Pominięcie pytania trybu dialogowego i
skasowanie słów
Zakończenie wprowadzania danych i
kontynuowanie dialogu
Zamknięcie wiersza, zakończenie
wprowadzenia
Zresetowanie wprowadzonych wartości
liczbowych lub usuwanie komunikatów o
błędach TNC
Przerwanie trybu dialogowego,
usuwanie części programu
Funkcje specjalne/smarT.NC
Klawisz Funkcja
Wyświetlenie funkcji specjalnych
smarT.NC: wybór następnego suwaka w
formularzu
smarT.NC: pierwsze pole wprowadzenia
w poprzednich/następnych ramkach
wybrać
Page 4
Page 5

O niniejszej instrukcji
Poniżej znajduje się lista używanych w tej instrukcji symboli
wskazówek
Ten symbol wskazuje, iż w przypadku opisanej funkcji
należy uwzględniać szczególne wskazówki.
Ten symbol wskazuje, iż przy używaniu opisanej funkcji
może powstać jedno lub kilka następujących zagrożeń:
niebezpieczeństwo dla obrabianego przedmiotu
niebezpieczeństwo dla mocowadła
niebezpieczeństwo dla narzędzia
niebezpieczeństwo dla maszyny
niebezpieczeństwo dla operatora
Ten symbol pokazuje, iż opisana funkcja musi zostać
dostosowana przez producenta maszyn. Opisana funkcja
może w związku z tym działać różnie, w zależności od
maszyny.
Ten symbol wskazuje, iż szczegółowy opis funkcji znajduje
suę w innej instrukcji obsługi.
O niniejszej instrukcji
Wymagane są zmiany lub stwierdzono błąd?
Nieprzerwanie staramy się ulepszać naszą dokumentację. Proszę
pomóc nam przy tym i komunikować sugestie dotyczące zmian pod
następującym adresem mailowym: tnc-userdoc@heidenhain.de.
HEIDENHAIN iTNC 530 5
Page 6
Typ TNC, software i funkcje
Niniejsza instrukcja obsługi opisuje funkcje, które dostępne są w
urządzeniach TNC, poczynając od następujących numerów NCoprogramowania.
Typ TNC NC-software-Nr
iTNC 530, HSCI oraz HeROS 5 606 420-01
iTNC 530 E, HSCI oraz HeROS 5 606 421-01
Litera oznaczenia E odznacza wersję eksportową TNC. Dla wersji
eksportowych TNC obowiązuje następujące ograniczenie:
Przesunięcia prostoliniowe jednocześnie do 4 osi włącznie
HSCI (HEIDENHAIN Serial Controller Interface) odznacza nową
platformę hardware sterowań TNC.
HeROS 5 odznacza nowy system operacyjny bazująych na HSCI
Typ TNC, software i funkcje
sterowań TNC.
Producent maszyn dopasowuje zakres eksploatacyjnej wydajności
TNC przy pomocy parametrów technicznych do danej maszyny.
Dlatego też opisane są w tym podręczniku obsługi funkcje, które nie są
w dyspozycji na każdej TNC.
Funkcje TNC, które nie znajdują się w dyspozycji na wszystkich
maszynach to na przykład:
pomiar narzędzia przy pomocy TT
Proszę skontaktować się z producentem maszyn aby poznać
rzeczywisty zakres funkcji maszyny.
Wielu producentów maszyn i firma HEIDENHAIN oferują kursy
programowania dla urządzeń
jest szczególnie polecany, aby móc intensywnie zapoznać się z
funkcjami TNC.
TNC. Udział w takiego rodzaju kursach
Instrukcja obsługi dla operatora Programowanie cykli:
Wszystkie funkcje cykli (cykle układu impulsowego i cykle
obróbki) są opisane w oddzielnej instrukcji obsługi. W
koniecznym przypadku proszę zwrócić się do firmy
HEIDENHAIN, dla uzyskania tej instrukcji. ID: 670 388-xx
Dokumentacja dla użytkownika smarT.NC:
Tryb pracy smarT.NC opisany jest w oddzielnej instrukcji
pod nazwą Lotse (Przewodnik). W razie konieczności
proszę zwrócić się do firmy HEIDENHAIN, dla uzyskania tej
instrukcji obsługi. ID: 533 191-xx.
6
Page 7

Opcje software
iTNC 530 dysponuje różnymi opcjami software, które mogą zostać
aktywowane przez operatora lub przez producenta maszyn. Każda
opcja musi zostać aktywowana oddzielnie i zawiera przestawione
poniżej funkcje:
Opcja software 1
Interpolacja powierzchni bocznej cylindra (cykle 27, 28, 29 i 39)
Posuw w mm/min dla osi obrotu: M116
Nachylenie płaszczyzny obróbki (cykl 19, PLANE-funkcja i softkey
3D-ROT w trybie pracy sterowania ręcznego)
Okrąg w 3 osiach przy nachylonej płaszczyźnie obróbki
Opcja software 2
Czas przetwarzania wiersza 0.5 ms zamiast 3.6 ms
Interpolacja w 5 osiach
Spline-interpolacja
3D-obróbka:
M114: Automatyczna korekcja geometrii maszyny przy pracy z
osiami nachylenia
M128: Zachowanie pozycji ostrza narzędzia przy pozycjonowaniu
osi wahań (TCPM)
FUNCTION TCPM: Zachowanie pozycji wierzchołka ostrza
narzędzia przy pozycjonowaniu osi wahań (TCPM) z możliwością
nastawienia sposobu działania
M144: Uwzględnienie kinematyki maszyny na pozycjach
RZECZ/ZAD przy końcu wiersza
Dodatkowe parametry Obróbka wykańczająca/zgrubna i
Tolerancja dla osi obrotu w cyklu 32 (G62)
LN-wiersze (3D-korekcja)
Typ TNC, software i funkcje
Opcja software DCM kolizja Opis
Funkcja; przy pomocy której zostają
monitorowane zdefiniowane przez
producenta maszyn obszary, dla unikania
kolizji.
Opcja software DXF-konwerter Opis
Ekstrakcja konturów i pozycji obróbki z plików
DXF (format R12).
HEIDENHAIN iTNC 530 7
Strona 329
Strona 220
Page 8
Opcja software dodatkowy język
dialogowy
Funkcja dla aktywowania języków
dialogowych: słoweńskiego, słowackiego,
norweskiego, łotewskiego, estońskiego,
koreańskiego, tureckiego, rumuńskiego,
litewskiego.
Opis
Strona 576
Opcja software globalne nastawienia
programowe
Funkcja dla przesyłania transformacji
współrzędnych do trybów pracy
odpracowywania programu, przełączenie na
przemieszczenie kółkiem obrotowym w
wirtualnym kierunku osi.
Opcja software AFC Opis
Typ TNC, software i funkcje
Funkcja adaptacyjnego regulowania posuwu
dla optymalizacji warunków skrawania przy
produkcji seryjnej.
Software-Option KinematicsOpt Opis
Cykle sondy pomiarowej dla kontrolowania i
optymalizacji dokładności maszyny.
Opcja software 3D-ToolComp Opis
Działająca w zależności od kąta wejścia
korekcja promienia narzędzia 3D w LN-
wierszach.
Opis
Strona 347
Strona 358
Instrukcja obsługi
dla operatora,
Cykle
Strona 358
8
Page 9

Stopień modyfikacji (upgrade-funkcje)
Oprócz opcji software znaczące modyfikacje oprogramowania TNC
zostają zarządzane poprzez funkcje upgrade, czyli tak zwany Feature
Content Level (angl. pojęcie dla stopnia rozwoju funkcjonalności).
Funkcje, podlegające FCL; nie znajdują się w dyspozycji operatora,
jeżeli dokonuje się tylko modyfikacji software na TNC.
Jeżeli zostaje wprowadzana do eksploatacji nowa
maszyna, to do dyspozycji operatora znajdują się wówczas
wszystkie funkcje upgrade bez dodatkowych kosztów
zakupu tych funkcji.
Funkcje upgrade oznaczone są w instrukcji poprzez FCL n , przy czym
n oznacza aktualny numer wersji modyfikacji.
Można przy pomocy zakupowanego kodu na stałe aktywować funkcje
FCL. W tym celu proszę nawiązać kontakt z producentem maszyn lub
z firmą HEIDENHAIN.
FCL 4-funkcje Opis
Graficzne przedstawienie przestrzeni
ochronnej przy aktywnym
monitorowaniu kolizji DCM
Dołączenie funkcji kółka w stanie
zatrzymania przy aktywnym
monitorowaniu DCM
3D-obrót od podstawy (kompensacja
mocowania)
FCL 3-funkcje Opis
Cykl układu pomiarowego dla pomiaru 3DInstrukcja obsługi dla
Cykle układu pomiarowego dla
automatycznego wyznaczania punktu
bazowego środek rowka/środek mostka
Redukowanie posuwu przy obróbce
kieszeni konturu, jeśli narzędzie
znajduje się w pełnym dosuwie
PLANE-funkcja: zapis kąta osi Strona 398
Dokumentacja dla operatora jako
system pomocy zależny od aktualnego
kontekstu
Strona 333
Strona 332
Instrukcja obsługi
maszyny
operatora, Cykle
Instrukcja obsługi dla
operatora, Cykle
Instrukcja obsługi dla
operatora, Cykle
Strona 146
Typ TNC, software i funkcje
smarT.NC: programowanie smarT.NC
równolegle z obróbką
smarT.NC: kieszeń konturu na
szablonie punktowym
HEIDENHAIN iTNC 530 9
Strona 107
Lotse (przewodnik)
smarT.NC
Page 10
FCL 3-funkcje Opis
smarT.NC: przegląd programów
konturu w menedżerze plików
Lotse (przewodnik)
smarT.NC
smarT.NC: strategia pozycjonowania
przy obróbce punktowej
FCL 2-funkcje Opis
3D-grafika liniowa Strona 138
Wirtualna oś narzędzia Strona 498
Wspomaganie USB urządzeń tzw.
blokowych (sticków pamięci, dysków
twardych, napędów CD-ROM)
Możliwość przypisywania dla każdego
podkonturu w formule konturu różnych
głębokości
Typ TNC, software i funkcje
Cykle sondy pomiarowej dla globalnego
nastawienia parametrów sondy
pomiarowej
smarT.NC: start programu z dowolnego
wiersza wspomagany graficznie
smarT.NC: przekształcenie
współrzędnych
smarT.NC: funkcja PLANE Lotse (przewodnik)
Lotse (przewodnik)
smarT.NC
Strona 117
Instrukcja obsługi dla
operatora, Cykle
Instrukcja obsługi Cykle
sondy impulsowej
Lotse (przewodnik)
smarT.NC
Lotse (przewodnik)
smarT.NC
smarT.NC
Przewidziane miejsce eksploatacji
TNC odpowiada klasie A zgodnie z europejską normą EN 55022 i jest
przewidziane do eksploatacji szczególnie w centrach przemysłowych.
Wskazówka dotycząca przepisów prawnych
Niniejszy produkt dysponuje Open Source Software. Dalsze
informacje znajdują się w sterowaniu pod
U Tryb pracy Program zapisać do pamięci/edycja
U MOD-funkcja
U Softkey WSKAZÓWKI DOTYCZĄCE PRZEPISÓW PRAWNYCH
10
Page 11
Nowe funkcje 606 42x-01 w odniesieniu do wersji poprzednich 340 49x-05
Otwieranie i edycja zapisanych zewnętrznie plików jest nowe (patrz
„Dodatkowe narzędzia dla zarządzania zewnętrznymi typami
plików” na stronie 120)
Nowe funkcje na pasku zadań (patrz „Pasek zadań” na stronie 78)
Rozszerzone funkcje dla konfigurowania interfejsu Ethernet (patrz
„Konfigurowanie TNC” na stronie 547)
Rozszerzenie dla Funkcjonalnego Bezpieczeństwa FS (opcja):
Ogólne informacje do Funkcjonalnego Bezpieczeństwa FS (patrz
„Informacje ogólne” na stronie 456)
Objaśnienie pojęć (patrz „Objaśnienie pojęć” na stronie 457)
Sprawdzanie pozycji osi (patrz „Sprawdzanie pozycji osi” na
stronie 458)
Aktywowanie ograniczenia posuwu (patrz „Aktywowanie
ograniczenia posuwu” na stronie 460)
Rozszerzenia w ogólnych wskazaniach stanu na TNC z
funkcjonalnym bezpieczeństwem (patrz „Dodatkowe wskazania
stanu” na stronie 460)
Nowe kółka ręczne HR 510, HR 520 i HR 550 FS są obsługiwane
(patrz „Przemieszczenie przy pomocy elektronicznego kółka
ręcznego” na stronie 444)
Nowa opcja software 3D-ToolComp: zależna od kąta wejścia
korekcja promienia narzędzia 3D w wierszach z wektorami
normalnymi powierzchni (LN-wiersze)
Grafika liniowa 3D obecnie także możliwa w trybie full-screen (patrz
„3D-grafika liniowa (FCL2-funkcja)” na stronie 138)
Dla wyboru plików w różnych funkcjach NC oraz w widoku tabeli
palet dostępny jest obecnie dialog wyboru pliku (patrz „Wywołać
dowolny program jako podprogram” na stronie 241)
DCM: zachowanie i odtwarzanie sytuacji zamocowania
DCM: formularz przy zapisywaniu programu sprawdzającego
zawiera teraz także ikony i teksty (patrz „Sprawdzenie pozycji
zmierzonego mocowadła” na stronie 340)
DCM, FixtureWizard: punkty próbkowania i kolejność próbkowania
są teraz bardziej jednoznacznie przedstawione
DCM, FixtureWizard: oznaczenia, punkty próbkowania i punkty
dodatkowych pomiarów mogą być wyświetlane bądź wygaszane
(patrz „Obsługa FixtureWizard” na stronie 337)
DCM, FixtureWizard: mocowadła i punkty zawieszenia można
wybierać teraz także kliknięciem klawisza myszy
DCM: dostępne jest biblioteka standardowych mocowadeł (patrz
„Szablony mocowadeł” na stronie 336)
DCM: administrowanie suportem narzędziowym (patrz
„Administrowanie suportami narzędziowymi (opcja software DCM)”
na stronie 344)
Nowe funkcje 606 42x-01 w odniesieniu do wersji poprzednich 340 49x-05
HEIDENHAIN iTNC 530 11
Page 12

W trybie pracy Test programu można definiować teraz płaszczyznę
obróbki manualnie (patrz „Nastawienie nachylonej płaszczyzny
obróbki dla testu programu” na stronie 522)
Na maszynach bez układów pomiarowych na osiach obrotu można
poprzez M114 określić współrzędne osi obrotu dla definiowania
wirtualnego kierunku osi VT (patrz „Wirtualna oś VT” na stronie 357)
W trybie manualnym dostępny jest także tryb RW-3D dla wskazania
pozycji (patrz „Wybór wskazania położenia” na stronie 558)
Rozszerzenia w tabeli narzędzi TOOL.T (patrz „Tabela narzędzi:
standardowe dane narzędzi” na stronie 157):
Nowa kolumna DR2TABLE do definiowania tabeli korekcji dla
zależnej od kąta wejścia korekcji promienia narzędzia
Nowa kolumna LAST_USE, w której TNC zapisuje datę i godzinę
ostatniego wywołania narzędzia
Programowanie parametrów Q: parametry stringu QS można
wykorzystywać teraz także dla adresów skoku w przypadku
uwarunkowanych skoków, podprogramów oraz powtórzeń części
programu (patrz „Wywołanie podprogramu”, strona 239, patrz
„Wywołać powtórzen
„Programowanie jeśli/to-decyzji”, strona 264)
Generowanie listy użycia narzędzi w trybach pracy odpracowywania
może być konfigurowane przy pomocy formularza (patrz
„Nastawienai dla kontroli eksploatacji narzędzia” na stronie 175)
Zachowanie systemu przy usuwaniu narzędzi z tabeli narzędzi może
być zmieniane także poprzez parametr maszynowy 7263 (patrz
„Edycja tabeli narzędzi” na stronie 163)
W trybie pozycjonowania TURN funkcji PLANE można definiować
bezpieczną wysokość, na którą narzędzie może być odsuwane w
kierunku osi narzędzia przed wykonaniem operacji (patrz
„Automatyczne wysuwanie: MOVE/TURN/STAY (zapis konieczny)”
na stronie 400)
W rozszerzonym administratorze narzędzi dostępne są następujące
dodatkowe funkcje (patrz „Administrowanie narzędziami (opcja
software)” na stronie 178):
Kolumny z funkcjami specjalnymi są obecnie także edytowalne
Widok formularza danych narzędzia można teraz do wyboru
zamykać z zachowaniem lub bez zachowywania zmienionych
wartości
W wido
Indeksowane narzędzia zostają przedstawione w widoku na
Na liście kolejności narzędzi dostępne są dalsze szczegółowe
Lista zapełniania i opróżniania magazynu narzędziowego może
Kolumny można przesuwać w tabeli przy pomocy funkcji
W trybie pracy MDI dostępne są również funkcje specjalne (klawisz
SPEC FCT) (patrz „Proste zabiegi obróbkowe programować i
Nowe funkcje 606 42x-01 w odniesieniu do wersji poprzednich 340 49x-05
odpracować” na stronie 500)
ku tabeli dostępna jest funkcja szukania
formularz we właściwy sposób
informacje
być opracowywana przy pomocy funkcji przeciągania i
upuszczania
przeciągania i upuszczania (D&D)
ie części programu”, strona 240 i patrz
12
Page 13
Dostępny jest także cykl próbkowania, przy pomocy którego można
wyrównywać ukośne położenie obrabianego przedmiotu poprzez
obrót stołu (patrz „Ustawienie przedmiotu poprzez 2 punkty” na
stronie 483)
Nowy cykl układu pomiarowego dla kalibrowania układu
pomiarowego na kulce kalibrującej (patrz instrukcja obsługi
Programowanie cykli)
KinematicsOpt: lepsze wspomaganie pozycjonowania osi z
połączeniem wieloząbkowym płaskim (patrz instrukcja obsługi
Programowanie cykli)
KinematicsOpt: został wprowadzony dodatkowy parametr dla
określania luzu osi obrotu (patrz instrukcja obsługi Programowanie
cykli)
Nowy cykl obróbki 275 dla trochoidalnego frezowania rowków (patrz
instrukcja obsługi Programowanie cykli)
W cyklu 241 dla wiercenia działowego można obecnie definiować
także głębokość zatrzymania (patrz instrukcja obsługi
Programowanie cykli)
Zachowanie przy najeździe i odjeździe cyklu 39 POW.BOCZNA
CYLINDRA KONTUR jest obecnie nastawialne (patrz instrukcja
obsługi Programowanie cykli)
HEIDENHAIN iTNC 530 13
Nowe funkcje 606 42x-01 w odniesieniu do wersji poprzednich 340 49x-05
Page 14

Zmienione funkcje 606 42x-01 w odniesieniu do poprzednich wersji 340 49x-06
W menu kalibrowania dla długości i promienia sondy zostają
340 49x-06
wyświetlane także numer i nazwa aktywnego narzędzia (jeśli mają
być wykorzystywane dane kalibrowania z tabeli narzędzi, MP7411 =
1, patrz „Zarządzanie kilkoma blokami danych kalibrowania”,
strona 477)
Funkcja PLANE pokazuje teraz w trybie Dystans do pokonania
pozostały rzeczywiście do przemieszczenia kąt do pozycji docelowej
(patrz „Wskazanie położenia” na stronie 385)
Zachowanie przy najeździe podczas obróbki na gotowo boku przy
pomocy cyklu 24 (DIN/ISO: G124) zmieniono (patrz instrukcja
obsługi Programowanie cykli)
Zmienione funkcje 606 42x-01 w odniesieniu do poprzednich wersji
14
Page 15
Treść
Pierwsze kroki z iTNC 530
1
Wprowadzenie
2
Programowanie: podstawy,zarządzanie
plikami
3
Programowanie: pomoce dla
programowania
4
Programowanie: narzędzia
5
Programowanie: programowanie
konturów
6
Programowanie: funkcje dodatkowe
7
Programowanie: przejmowanie danych z
plików DXF
8
Programowanie: podprogramy i
powtórzenia części programów
9
Programowanie: parametry Q
10
Programowanie: funkcje dodatkowe
11
Programowanie: funkcje specjalne
12
Programowanie: obróbka wieloosiowa
13
Programowanie: zarządzanie paletami
14
Pozycjonowanie z ręcznym
wprowadzeniem danych
15
Test programu i przebieg programu
16
MOD-funkcje
17
Tabele i przeglądy ważniejszych
informacji
18
HEIDENHAIN iTNC 530 15
Page 16

Page 17

1 Pierwsze kroki z iTNC 530 ..... 39
1.1 Przegląd ..... 40
1.2 Włączenie maszyny ..... 41
Pokwitowanie przerwy w zasilaniu i najazd punktów referencyjnych ..... 41
1.3 Programowanie pierwszego przedmiotu ..... 42
Wybór właściwego trybu pracy ..... 42
Najważniejsze elementy obsługi TNC ..... 42
Otwarcie nowego programu/menedżer plików ..... 43
Definiowanie półwyrobu ..... 44
Struktura programu ..... 45
Programowanie prostego konturu ..... 46
Wytwarzanie programów cyklicznych ..... 48
1.4 Testowanie graficzne pierwszego przedmiotu ..... 50
Wybór właściwego trybu pracy ..... 50
Wybrać tabelę narzędzi dla testu programu ..... 50
Wybrać program, który chcemy przetestować ..... 51
Wybrać podział ekranu i widok ..... 51
Start testu programu ..... 52
1.5 Nastawienie narzędzi ..... 53
Wybór właściwego trybu pracy ..... 53
Przygotowanie i pomiar narzędzi ..... 53
Tabela narzędzi TOOL.T ..... 53
Tabela miejsca TOOL_P.TCH ..... 54
1.6 Nastawienie przedmiotu ..... 55
Wybór właściwego trybu pracy ..... 55
Zamocować przedmiot.....55
Ustawienie przedmiotu przy pomocy układu pomiarowego 3D ..... 56
Określenie punktu odniesienia za pomocą układu 3D ..... 57
1.7 Odpracowanie pierwszego przedmiotu ..... 58
Wybór właściwego trybu pracy ..... 58
Wybrać program, który chcemy odpracować ..... 58
Start programu ..... 58
HEIDENHAIN iTNC 530 17
Page 18

2 Wprowadzenie ..... 59
2.1 iTNC 530 ..... 60
Programowanie: dialog tekstem otwartym firmy HEIDENHAIN, smarT.NC i DIN/ISO ..... 60
Kompatybilność ..... 60
2.2 Ekran i pulpit sterowniczy ..... 61
Ekran ..... 61
Określenie podziału ekranu ..... 62
Pulpit sterowniczy ..... 63
2.3 Tryby pracy ..... 64
Sterowanie ręczne i El. kółko ręczne ..... 64
Pozycjonowanie z ręcznym wprowadzeniem danych ..... 64
Programowanie/edycja ..... 65
Test programu ..... 65
Przebieg programu sekwencją wierszy lub przebieg programu pojedyńczymi wierszami ..... 66
2.4 Wyświetlacze stanu ..... 67
„Ogólny“ wyświetlacz stanu ..... 67
Dodatkowe wyświetlacze stanu ..... 69
2.5 Menedżer okien (Window-Manager) ..... 77
Pasek zadań ..... 78
2.6 Osprzęt: trójwymiarowe układy impulsowe i elektroniczne kółka ręczne firmy HEIDENHAIN ..... 79
3D-sondy pomiarowe ..... 79
Elektroniczne kółka ręczne typu HR ..... 80
18
Page 19

3 Programowanie: podstawy, zarządzanie plikami ..... 81
3.1 Podstawy ..... 82
Przetworniki położenia i znaczniki referencyjne ..... 82
Układ odniesienia ..... 82
Układ odniesienia na frezarkach ..... 83
Współrzędne biegunowe ..... 84
Absolutne i przyrostowe pozycje obrabianego przedmiotu ..... 85
Wybór punktu odniesienia ..... 86
3.2 Otwieranie i zapis programów ..... 87
Struktura programu NC DIN/ISO-format ..... 87
Definiowanie półwyrobu: G30/G31 ..... 87
Otworzenie nowego programu obróbki ..... 88
Programowanie przemieszczeń narzędzia w DIN/ISO ..... 90
Przejęcie pozycji rzeczywistych ..... 91
Edycja programu ..... 92
Funkcja szukania TNC ..... 96
3.3 Zarządzanie plikami: podstawy ..... 98
Pliki ..... 98
Wyświetlanie utworzonych zewnętrznie plików na TNC ..... 100
Zabezpieczanie danych ..... 100
3.4 Praca z zarządzaniem plikami ..... 102
Foldery ..... 102
Ścieżki ..... 102
Przegląd: funkcje rozszerzonego zarządzania plikami ..... 103
Wywołanie zarządzania plikami ..... 104
Wybierać napędy, foldery i pliki ..... 105
Założenie nowego foldera (tylko na dysku TNC:\ możliwe) ..... 108
Założenie nowego pliku (tylko na dysku TNC:\ możliwe) ..... 108
Kopiować pojedyńczy plik ..... 109
Plik skopiować do innego katalogu ..... 110
Kopiowanie tabeli ..... 111
Kopiować folder ..... 112
Wybrać jeden z ostatnio wybieranych plików ..... 112
Plik skasować ..... 113
Usuwanie foldera ..... 113
Pliki zaznaczyć ..... 114
Zmiana nazwy pliku ..... 116
Funkcje dodatkowe ..... 117
Praca z shortcuts ..... 119
Dodatkowe narzędzia dla zarządzania zewnętrznymi typami plików ..... 120
Przesyłanie danych do/od zewnętrznego nośnika danych ..... 125
TNC w sieci ..... 127
USB-urządzenia w TNC (FCL 2-funkcja) ..... 128
HEIDENHAIN iTNC 530 19
Page 20

4 Programowanie: pomoce dla programowania ..... 131
4.1 Wprowadzanie komentarzy ..... 132
Zastosowanie ..... 132
Komentarz w czasie wprowadzania programu ..... 132
Wstawić później komentarz ..... 132
Komentarz w jego własnym bloku ..... 132
Funkcje przy edycji komentarza ..... 133
4.2 Segmentować programy ..... 134
Definicja, możliwości zastosowania ..... 134
Ukazać okno segmentowania/aktywne okno zmienić ..... 134
Zdanie segmentowania wstawić do okna programu (po lewej stronie) ..... 134
Wybierać bloki w oknie segmentowania ..... 134
4.3 Kalkulator ..... 135
Obsługa ..... 135
4.4 Grafika programowania ..... 136
Grafikę programowania prowadzić współbieżnie/nie prowadzić ..... 136
Utworzenie grafiki programowania dla istniejącego programu ..... 136
Wyświetlanie i wygaszanie numerów wierszy ..... 137
Usunęcie grafiki ..... 137
Powiększenie wycinka lub jego pomniejszenie ..... 137
4.5 3D-grafika liniowa (FCL2-funkcja) ..... 138
Zastosowanie ..... 138
Funkcje grafiki liniowej 3D ..... 138
Wyodrębnianie wierszy NC kolorem w grafice ..... 140
Wyświetlanie i wygaszanie numerów wierszy ..... 140
Usunęcie grafiki ..... 140
4.6 Bezpośrednia pomoc przy NC-komunikatach o błędach ..... 141
Wyświetlić komunikaty o błędach ..... 141
Wyświetlić pomoc ..... 141
4.7 Lista wszystkich aktualnych komunikatów o błędach ..... 142
Funkcja ..... 142
Wyświetlić listę błędów ..... 142
Zawarto
Wyzywanie systemu pomocy TNCquide ..... 144
Tworzenie plików serwisowych ..... 145
4.8 System pomocy kontekstowej TNCguide (FCL3-funkcja) ..... 146
Zastosowanie ..... 146
Praca z TNCguide ..... 147
Pobieranie aktualnych plików pomocy ..... 151
ść okna ..... 143
20
Page 21
5 Programowanie: narzędzia ..... 153
5.1 Wprowadzenie informacji dotyczących narzędzi ..... 154
Posuw F ..... 154
Prędkość obrotowa wrzeciona S ..... 154
5.2 Dane o narzędziach ..... 155
Warunki dla przeprowadzenia korekcji narzędzia ..... 155
Numer narzędzia, nazwa narzędzia ..... 155
Długość narzędzia L ..... 155
Promień narzędzia R ..... 155
Wartości delta dla długości i promieni ..... 156
Wprowadzenie danych o narzędziu do programu ..... 156
Wprowadzenie danych o narzędziach do tabeli ..... 157
Kinematyka suportu narzędziowego ..... 166
Nadpisywanie pojedyńczych danych narzędzi z zewnętrznego PC-ta ..... 167
Tabela miejsca dla urządzenia wymiany narzędzi ..... 168
Wywoływanie danych narzędzia ..... 171
Zmiana narzędzia ..... 173
Sprawdzanie użycia narzędzi ..... 175
Administrowanie narzędziami (opcja software) ..... 178
5.3 Korekcja narzędzia ..... 183
Wstęp ..... 183
Korekcja długości narzędzia ..... 183
Korekcja promienia narzędzia ..... 184
HEIDENHAIN iTNC 530 21
Page 22

6 Programowanie: programowanie konturów ..... 189
6.1 Przemieszczenia narzędzia ..... 190
Funkcje toru kształtowego ..... 190
Funkcje dodatkowe M ..... 190
Podprogramy i powtórzenia części programu ..... 190
Programowanie z parametrami Q ..... 190
6.2 Podstawy o funkcjach toru kształtowego ..... 191
Programować ruch narzędzia dla obróbki ..... 191
6.3 Dosunięcie narzędzia do konturu i odsunięcie ..... 194
Punkt startu i punkt końcowy ..... 194
Tangencjalny dosuw i odjazd ..... 196
6.4 Ruchy po torze– współrzędne prostokątne ..... 198
Przegląd funkcji toru kształtowego ..... 198
Prosta na biegu szybkim G00
Prosta z posuwem G01 F ..... 199
Fazkę umieścić pomiędzy dwoma prostymi ..... 200
Zaokrąglanie naroży G25 ..... 201
Punkt środkowy okręgu I, J ..... 202
Tor kołowy C wokół punktu środkowego koła CC ..... 203
Tor kołowy G02/G03/G05 z określonym promieniem ..... 204
Tor kołowy G06 z tangencjalnym przyleganiem ..... 206
6.5 Ruchy po torze kształtowym– współrzędne biegunowe ..... 211
Przegląd ..... 211
Początek współrzędnych biegunowych: biegun I, J ..... 212
Prosta na biegu szybkim G10
Prosta z posuwem G11 F ..... 212
Tor kołowy G12/G13/G15 wokó
Tor kołowy G16 z tangencjalnym przejściem ..... 214
Linia śrubowa (Helix) ..... 215
ł bieguna I, J ..... 213
22
Page 23
7 Programowanie: przejmowanie danych z plików DXF ..... 219
7.1 Przetwarzanie danych DXF (opcja software) ..... 220
Zastosowanie ..... 220
Otwarcie pliku DXF ..... 221
Ustawienia podstawowe ..... 222
Nastawienie warstwy ..... 224
Określenie punktu odniesienia ..... 225
Wybór i zapis do pamięci konturu ..... 227
Wybór i zapis do pamięci pozycji obróbkowych ..... 230
Funkcja zoom ..... 236
HEIDENHAIN iTNC 530 23
Page 24
8 Programowanie: podprogramy i powtórzenia części programów ..... 237
8.1 Oznaczenie podprogramów i powtórzeń części programu ..... 238
Label ..... 238
8.2 Podprogramy ..... 239
Sposób pracy ..... 239
Wskazówki dotyczące programowania ..... 239
Programowanie podprogramu ..... 239
Wywołanie podprogramu ..... 239
8.3 Powtórzenia części programu ..... 240
Label G98 ..... 240
Sposób pracy ..... 240
Wskazówki dotyczące programowania ..... 240
Programowanie powtórzenia części programu ..... 240
Wywołać powtórzenie części programu ..... 240
8.4 Dowolny program jako podprogram ..... 241
Sposób pracy ..... 241
Wskazówki dotyczące programowania ..... 241
Wywołać dowolny program jako podprogram ..... 241
8.5 Pakietowania ..... 243
Rodzaje pakietowania ..... 243
Zakres pakietowania ..... 243
Podprogram w podprogramie ..... 244
Powtarzać powtórzenia części programu ..... 245
Powtórzyć podprogram ..... 246
8.6 Przykłady programowania ..... 247
24
Page 25
9 Programowanie: Q-parametry ..... 253
9.1 Zasada i przegląd funkcji ..... 254
Wskazówki dotyczące programowania ..... 256
Wywołanie funkcji Q-parametrów ..... 257
9.2 Rodziny części – Q-parametry zamiast wartości liczbowych ..... 258
Zastosowanie ..... 258
9.3 Opisywanie konturów przy pomocy funkcji matematycznych ..... 259
Zastosowanie ..... 259
Przegląd ..... 259
Programowanie podstawowych działań arytmetycznych ..... 260
9.4 Funkcje trygonometryczne (trygonometria) ..... 261
Definicje ..... 261
Programowanie funkcji trygonometrycznych ..... 262
9.5 Jeśli/to-decyzje z Q-parametrami ..... 263
Zastosowanie ..... 263
Bezwarunkowe skoki ..... 263
Programowanie jeśli/to-decyzji ..... 264
9.6 Kontrolowanie i zmiana Q-parametrów ..... 265
Sposób postępowania ..... 265
9.7 Funkcje dodatkowe ..... 266
Przegląd ..... 266
D14: ERROR: wydawanie komunikatu o błędach ..... 267
D15 PRINT: wydawanie tekstów lub wartości parametrów Q ..... 271
D19 PLC: przekazać wartości do PLC ..... 272
9.8 Wprowadzanie wzorów bezpośrednio ..... 273
Wprowadzenie wzoru ..... 273
Zasady obliczania ..... 275
Przykład wprowadzenia ..... 276
9.9 Parametry łańcucha znaków ..... 277
Funkcje przetwarzania łańcucha znaków ..... 277
Przyporządkowanie parametrów tekstu ..... 278
Połączenie parametrów stringu w łańcuch ..... 279
Przekształcanie numerycznej wartości na parametr stringu ..... 280
Kopiowanie podstringu z parametru stringu ..... 281
Kopiowanie danych systemowych do parametru stringu ..... 282
Przekształcenie parametru stringu na wartość numeryczną ..... 284
Sprawdzanie parametru łańcucha znaków ..... 285
Określenie długości parametra stringu ..... 286
Porównywanie alfabetycznej kolejności ..... 287
HEIDENHAIN iTNC 530 25
Page 26
9.10 Prealokowane Q-parametry ..... 288
Wartości z PLC: Q100 do Q107 ..... 288
WMAT-wiersz: QS100 ..... 288
Aktywny promień narzędzia: Q108 ..... 288
Oś narzędzi: Q109 ..... 289
Stan wrzeciona: Q110 ..... 289
Dostarczanie chłodziwa: Q111 ..... 289
Współczynnik nakładania się: Q112 ..... 289
Dane wymiarowe w programie: Q113 ..... 290
Długość narzędzia: Q114 ..... 290
Współrzędne po pomiarze sondą w czasie przebiegu programu ..... 290
Odchylenie wartości rzeczywistej od wartości zadanej przy automatycznym pomiarze narzędzia przy pomocy TT
130 ..... 291
Pochylenie płaszczyzny obróbki przy pomocy kątów przedmiotu: obliczone przez TNC współrzędne dla osi
obrotu ..... 291
Wyniki pomiaru cykli sondy pomiarowej (patrz także instrukcja obsługi Cykle sondy pomiarowej) ..... 292
9.11 Przykłady programowania ..... 294
26
Page 27
10 Programowanie: funkcje dodatkowe ..... 301
10.1 Wprowadzenie funkcji dodatkowych M i STOP ..... 302
Podstawy ..... 302
10.2 Funkcje dodatkowe dla kontroli przebiegu programu, wrzeciona i chłodziwa ..... 303
Przegląd ..... 303
10.3 Funkcje dodatkowe dla podania danych o współrzędnych ..... 304
Zaprogramować współrzędne w odniesieniu do maszyny: M91/92 ..... 304
Aktywować ostatnio wyznaczony punkt odniesienia: M104 ..... 306
Najechać pozycje w nie pochylonym układzie współrzędnych przy nachylonej płaszczyźnie obróbki:
M130 ..... 306
10.4 Funkcje dodatkowe dla zachowania się narzędzi na torze kształtowym ..... 307
Szlifowanie naroży: M90 ..... 307
Włączyć zdefiniowane półkola pomiędzy odcinkami prostymi: M112 ..... 307
Nie uwzględniać punktów przy odpracowaniu nie skorygowanych wierszy prostych: M124 ..... 308
Obróbka niewielkich stopni konturu: M97 ..... 309
Otwarte naroża konturu kompletnie obrabiać: M98 ..... 311
Współczynnik posuwu dla ruchów zanurzeniowych: M103 ..... 312
Posuw w milimetrach/wrzeciono-obrót: M136 ..... 313
Prędkość posuwowa przy łukach kołowych: M109/M110/M111 ..... 314
Obliczanie wstępne konturu ze skorygowanym promieniem (LOOK AHEAD): M120 ..... 315
Włączenie pozycjonowania kołem ręcznym w czasie przebiegu programu: M118 ..... 317
Odsunięcie od konturu w kierunku osi narzędzia: M140 ..... 318
Anulować nadzór sondy impulsowej: M141 ..... 319
ąć modalne informacje o programie: M142 ..... 320
Usun
Skasowanie obrotu: M143 ..... 320
W przypadku NC-stop odsunąć narzędzie automatycznie od konturu: M148 ..... 321
Wygaszanie komunikatów wyłącznika końcowego: M150 ..... 322
10.5 Funkcje dodatkowe dla laserowych maszyn do cięcia ..... 323
Zasada ..... 323
Zaprogramowane napięcie wydać bezpośrednio: M200 ..... 323
Napięcie jako funkcja odcinka: M201 ..... 323
Napięcie jako funkcja prędkości: M202 ..... 324
Napięcie wydawać jako funkcję czasu (zależna od czasu rampa): M203 ..... 324
Napięcie wydawać jako funkcję czasu (zależny od czasu impuls): M204 ..... 324
HEIDENHAIN iTNC 530 27
Page 28

11 Programowanie: funkcje specjalne ..... 325
11.1 Przegląd funkcji specjalnych ..... 326
Menu główne, funkcje specjalne SPEC FCT ..... 326
Menu Zadane parametry programowe ..... 327
Menu Funkcje dla obróbki konturu i punktów ..... 327
Menu różnych funkcji DIN/ISOdefiniować. ..... 328
11.2 Dynamiczne monitorowanie kolizji (opcja software) ..... 329
Funkcja ..... 329
Monitorowanie kolizji w ręcznych trybach pracy ..... 331
Monitorowanie kolizji w trybie automatyki ..... 332
Graficzne przedstawienie strefy ochronnej (funkcja FCL4) ..... 333
Monitorowanie kolizji w trybie pracy Test programu ..... 334
11.3 Monitorowanie mocowadeł (opcja software DCM) ..... 335
Podstawy ..... 335
Szablony mocowadeł ..... 336
Parametryzowanie mocowadeł: FixtureWizard ..... 336
Plasowanie mocowadeł na maszynie ..... 338
Zmiana mocowadła ..... 339
Usuwanie mocowadła ..... 339
Sprawdzenie pozycji zmierzonego mocowadła ..... 340
Administrowanie mocowadłami ..... 342
11.4 Administrowanie suportami narzędziowymi (opcja software DCM) ..... 344
Podstawy ..... 344
Szablony suportów narzędziowych ..... 344
Parametryzowanie suportu narzędziowego: ToolHolderWizard ..... 345
Usuwanie suportu narzędziowego ..... 346
11.5 Globalne nastawieniaprogramowe (opcja software) ..... 347
Zastosowanie ..... 347
Warunki techniczne ..... 349
Funkcję aktywować/dezaktywować ..... 350
Obrót podstawowy ..... 352
Zamiana osi ..... 353
Nałożone odbicie lustrzane ..... 354
Dodatkowe, addytywne przesunięcie punktu zerowego ..... 354
Blokowanie osi ..... 355
Nałożony obrót ..... 355
Narzuc. zmiany posuwu ..... 355
Dołączenie kółka ręcznego ..... 356
28
Page 29
11.6 Adaptacyjne regulowanie posuwu AFC (opcja software) ..... 358
Zastosowanie ..... 358
Definiowanie nastawień podstawowych AFC ..... 360
Przeprowadzenie przejścia próbnego skrawania ..... 362
AFC aktywować/dezaktywować ..... 365
Plik protokołu ..... 366
Nadzorowanie złamania/zużycia narzędzia ..... 368
Nadzorowanie obciążenia wrzeciona ..... 368
11.7 Tworzenie plików tekstowych ..... 369
Zastosowanie ..... 369
Plik tekstowy: otwierać i opuszczać ..... 369
Edytować teksty ..... 370
Znaki, słowa i wiersze wymazaći znowu wstawić ..... 371
Opracowywanie bloków tekstów ..... 372
Odnajdywanie części tekstu ..... 373
11.8 Praca z tabelami danych o obróbce ..... 374
Wskazówka ..... 374
Możliwości zastosowania ..... 374
Tabela dla materiałów obrabianych przedmiotów ..... 375
Tabela dla materiałów obrabianych przedmiotów ..... 376
Tabela dla danych obróbki (skrawania) ..... 376
Niezbędne informacje w tabeli narzędzi ..... 377
Sposób postępowania przy pracy z automatycznym obliczeniem prędkości obrotowej/posuwu ..... 378
Przesyłanie danych z tabeli danych skrawania ..... 379
Plik konfiguracyjny TNC.SYS ..... 379
HEIDENHAIN iTNC 530 29
Page 30

12 Programowanie: obróbka wieloosiowa ..... 381
12.1 Funkcje dla obróbki wieloosiowej ..... 382
12.2 Funkcja PLANE: nachylenie płaszczyzny obróbki (opcja software 1) ..... 383
Wstęp ..... 383
Funkcję PLANE zdefiniować ..... 385
Wskazanie położenia ..... 385
PLANE-funkcję resetować ..... 386
Zdefiniowanie płaszczyzny obróbki poprzez kąt przestrzenny: PLANE SPATIAL ..... 387
Zdefiniowanie płaszczyzny obróbki poprzez kąt projekcyjny: PLANE PROJECTED ..... 389
Zdefiniowanie płaszczyzny obróbki poprzez kąt Eulera: PLANE EULER ..... 391
Definiowanie płaszczyzny obróbki poprzez dwa wektory: PLANE VECTOR ..... 393
Definiowanie płaszczyzny obróbki poprzez trzy punkty: PLANE POINTS ..... 395
Definiowanie płaszczyzny obróbki poprzez pojedyńczy, inkrementalny kąt przestrzenny:
PLANE RELATIVE ..... 397
Płaszczyzna obróbki poprzez kąt osi: PLANE AXIAL (FCL 3-funkcja) ..... 398
Określić zachowanie przy pozycjonowaniu funkcji PLANE ..... 400
12.3 Frezowanie nachylonym narzędziem na pochylonej płaszczyźnie ..... 405
Funkcja ..... 405
Frezowanie nachylonym narzędziem poprzez przyrostowe przemieszenie osi obrotu ..... 405
12.4 Funkcje dodatkowe dla osi obrotowych ..... 406
Posuw w mm/min na osiach obrotu A, B, C: M116 (opcja software 1) ..... 406
Przemieszczenie osi obrotu ze zoptymalizowanym torem: M126 ..... 407
Wyświetlacz osi obrotu zredukować do wartości poniżej 360°: M94 ..... 408
Automatyczna korekcja geometrii maszyny przy pracy z osiami pochylenia: M114 (opcja software 2) ..... 409
Zachować pozycję ostrza narzędzia przy pozycjonowaniu osi wahań
Zatrzymanie dokładnościowe na narożach bez przylegających stycznie przejść: M134 ..... 414
Wybór osi nachylenia: M138 ..... 414
Uwzględnienie kinematyki maszyny na pozycjach RZECZ/ZAD przy końcu wiersza: M144 (opcja
software 2) ..... 415
12.5 Peripheral Milling: 3D-korekcja promienia z ustawieniem narzędzia ..... 416
Zastosowanie ..... 416
(TCPM*): M128 (opcja software 2) ..... 410
30
Page 31

13 Programowanie: zarządzanie paletami ..... 417
13.1 Zarządzanie paletami ..... 418
Zastosowanie ..... 418
Wybrać tabele palet ..... 420
Opuścić plik palet ..... 420
Zarządzanie punktem odniesienia palet przy pomocy tabeli preset ..... 421
Odpracowanie pliku palet ..... 423
13.2 Praca z paletami przy zorientowanej na narzędzia obróbce ..... 424
Zastosowanie ..... 424
Wybrać plik palet ..... 429
Przygotować plik palet z formularzem wprowadzenia ..... 429
Przebieg operacji obróbkowych zorientowanych na narzędzie ..... 434
Opuścić plik palet ..... 435
Odpracowanie pliku palet ..... 435
HEIDENHAIN iTNC 530 31
Page 32

14 Obsługa ręczna i nastawienie ..... 437
14.1 Włączenie, wyłączenie ..... 438
Włączenie ..... 438
Wyłączenie ..... 441
14.2 Przesunięcie osi maszyny ..... 442
Wskazówka ..... 442
Przesunęcie osi przy pomocy zewnętrznego przycisku kierunkowego ..... 442
Pozycjonowanie krok po kroku ..... 443
Przemieszczenie przy pomocy elektronicznego kółka ręcznego ..... 444
14.3 Prędkość obrotowa wrzeciona S, posuw F i funkcja dodatkowa M ..... 454
Zastosowanie ..... 454
Wprowadzenie wartości ..... 454
Zmiana prędkości obrotowej i posuwu ..... 455
14.4 Funkcjonalne Bezpieczeństwo FS (opcja) ..... 456
Informacje ogólne ..... 456
Objaśnienie pojęć ..... 457
Sprawdzanie pozycji osi ..... 458
Przegląd możliwych posuwów i prędkości obrotowych ..... 459
Aktywowanie ograniczenia posuwu ..... 460
Dodatkowe wskazania stanu ..... 460
14.5 Wyznaczenie punktu odniesienia bez 3D-sondy impulsowej ..... 461
Wskazówka ..... 461
Przygotowanie ..... 461
Wyznaczanie punktu bazowego przy pomocy klawiszy osiowych ..... 462
Zarządzanie punktem odniesienia przy pomocy tabeli preset ..... 463
14.6 Zastosowanie 3D-sondy pomiarowej ..... 470
Przegląd ..... 470
Wybór cyklu sondy pomiarowej ..... 470
Protokołowanie wartości pomiaru z cykli sondy pomiarowej ..... 471
Zapis wartości pomiaru z cykli sondy pomiarowej do tabeli punktów zerowych ..... 472
Zapis wartości pomiaru z cykli sondy pomiarowej do Preset-tabeli ..... 473
Zapis wartości pomiarowych do pamięci w tabeli preset ..... 474
14.7 Kalibrowanie sondy 3D ..... 475
Wstęp ..... 475
Kalibrowanie długości ..... 475
Kalibrować
Wyświetlanie wartości kalibrowania ..... 477
Zarządzanie kilkoma blokami danych kalibrowania ..... 477
14.8 Kompensowanie ukośnego położenia przedmiotu przy pomocy układu pomiarowego 3D ..... 478
Wstęp ..... 478
Obrót od podstawy poprzez 2 punkty ..... 480
Obrót podstawowy przez 2 odwierty/czopy ..... 482
Ustawienie przedmiotu poprzez 2 punkty ..... 483
promień i wyrównać przesunięcie współosiowości sondy pomiarowej ..... 476
32
Page 33

14.9 Określenie punktu odniesienia za pomocą układu 3D ..... 484
Przegląd ..... 484
Wyznaczanie punktu bazowego w dowolnej osi ..... 484
Naroże jako punkt odniesienia – nie przejmować punktów, które zostały wypróbkowane dla obrotu
podstawowego ..... 485
Naroże jako punkt odniesienia – nie przejmować punktów, które zostały wypróbkowane dla obrotu
podstawowego ..... 485
Punkt środkowy okręgu jako punkt bazowy ..... 486
Oś środkowa jako punkt odniesienia ..... 487
Wyznaczenie punktu odniesienia przez odwierty/czopy okrągłe ..... 488
Pomiar przedmiotów przy pomocy 3D-sondy pomiarowej ..... 489
Wykorzystywanie funkcji próbkowania wraz z mechanicznymi sondami lub zegarami pomiarowymi ..... 492
14.10 Nachylić płaszczyznę obróbki (opcja software 1) ..... 493
Zastosowanie, sposób pracy ..... 493
Dosunięcie narzędzia do punktów odniesienia przy pochylonych osiach ..... 495
Wyznaczyć punkt odniesienia w układzie pochylonym ..... 495
Wyznaczenie punktu odniesienia w maszynach z okrągłym stołem obrotowym ..... 495
Wyznaczanie punktu odniesienia na maszynach z systemem zmiany głowicy ..... 496
Wyświetlenie położenia w układzie pochylonym ..... 496
Ograniczenia przy nachylaniu płaszczyzny obróbki ..... 496
Aktywować manualne nachylenie ..... 497
Wyznaczenie aktualnego kierunku osi narzędzia jako aktywnego kierunku obróbki (funkcja FCL2) ..... 498
HEIDENHAIN iTNC 530 33
Page 34

15 Pozycjonowanie z ręcznym wprowadzeniem danych ..... 499
15.1 Proste zabiegi obróbkowe programować i odpracować ..... 500
Zastosować pozycjonowanie z ręcznym wprowadzaniem danych ..... 500
Programy z $MDI zabezpieczać lub wymazywać ..... 503
34
Page 35

16 Test programu i przebieg programu ..... 505
16.1 Grafiki ..... 506
Zastosowanie ..... 506
Przegląd: Perspektywy prezentacji ..... 508
Widok z góry ..... 508
Przedstawienie w 3 płaszczyznach ..... 509
3D-prezentacja ..... 510
Powiększenie wycinka ..... 513
Powtarzanie symulacji graficznej ..... 514
Wyświetlanie narzędzia na ekranie ..... 514
Określenie czasu obróbki ..... 515
16.2 Funkcje dla wyświetlania programu ..... 516
Przegląd ..... 516
16.3 Test programu ..... 517
Zastosowanie ..... 517
16.4 Przebieg programu ..... 523
Zastosowanie ..... 523
Wykonać program obróbki ..... 524
Przerwanie obróbki ..... 525
Przesunięcie osi maszyny w czasie przerwania obróbki ..... 527
Kontynuowanie programu po jego przerwaniu ..... 528
Dowolne wejście do programu (start programu z dowolnego wiersza) ..... 529
Ponowne dosunięcie narzędzia do konturu ..... 532
16.5 Automatyczne uruchomienie programu ..... 533
Zastosowanie ..... 533
16.6 Wiersze pominąć ..... 534
Zastosowanie ..... 534
Usuwanie „/”-znaku ..... 534
16.7 Zatrzymanie przebiegu programu do wyboru operatora ..... 535
Zastosowanie ..... 535
HEIDENHAIN iTNC 530 35
Page 36

17 MOD-funkcje ..... 537
17.1 Wybór funkcji MOD ..... 538
Wybór funkcji MOD ..... 538
Zmienić nastawienia ..... 538
MOD-funkcje opuścić ..... 538
Przegląd funkcji MOD ..... 539
17.2 Numery software ..... 540
Zastosowanie ..... 540
17.3 Wprowadzenie liczby kodu ..... 541
Zastosowanie ..... 541
17.4 Wczytanie pakietu serwisowego ..... 542
Zastosowanie ..... 542
17.5 Przygotowanie interfejsów danych ..... 543
Zastosowanie ..... 543
Nastawienie interfejsu RS-232 ..... 543
Nastawienie interfejsu RS-422 ..... 543
Wybrać TRYB PRACY zewnętrznego urządzenia ..... 543
Ustawić SZYBKOŚĆ TRANSMISJI ..... 543
Przyporządkowanie ..... 544
Software dla transmisji danych ..... 545
17.6 Ethernet-interfejs ..... 547
Wprowadzenie ..... 547
Możliwości podłączenia ..... 547
Konfigurowanie TNC ..... 547
17.7 PGM MGT konfigurować ..... 553
Zastosowanie ..... 553
Zmienić nastawienie PGM MGT: ..... 553
Zależne pliki ..... 554
17.8 Specyficzne dla danej maszyny parametry użytkownika ..... 555
Zastosowanie ..... 555
17.9 Przedstawienie części nieobrobionej w przestrzeni roboczej ..... 556
Zastosowanie ..... 556
Obrócenie całej prezentacji konstrukcji ..... 557
17.10 Wybór wskazania położenia ..... 558
Zastosowanie ..... 558
17.11 Wybór systemu miar ..... 559
Zastosowanie ..... 559
17.12 Wybrać język programowania dla $MDI ..... 560
Zastosowanie ..... 560
17.13 Wybór osi dla generowania G01-wiersza ..... 561
Zastosowanie ..... 561
36
Page 37

17.14 Wprowadzić ograniczenie obszaru przemieszczania, wskazanie punktu zerowego ..... 562
Zastosowanie ..... 562
Praca bez ograniczenia obszaru przemieszczania ..... 562
Określić maksymalny obszar przemieszczania i wprowadzić ..... 563
Wskazanie punktów odniesienia ..... 563
17.15 Wyświetlić pliki POMOC ..... 564
Zastosowanie ..... 564
Wybór PLIKÓW POMOC ..... 564
17.16 Wyświetlanie czasu roboczego ..... 565
Zastosowanie ..... 565
17.17 Sprawdzanie nośnika danych ..... 566
Zastosowanie ..... 566
Przeprowadzenie sprawdzania nośnika danych ..... 566
17.18 Nastawienie czasu systemowego ..... 567
Zastosowanie ..... 567
Wykonanie nastawienia ..... 567
17.19 Teleserwis ..... 568
Zastosowanie ..... 568
Teleserwis wywołać/zakończyć ..... 568
17.20 Zewnętrzny dostęp ..... 569
Zastosowanie ..... 569
17.21 Kółko na sygnale radiowym HR 550 FS konfigurować ..... 571
Zastosowanie ..... 571
Przypisanie kółka do określonego uchwytu kółka ..... 571
Nastawienie kanału sygnału radiowego ..... 572
Nastawić moc nadawania ..... 573
Statystyka ..... 573
HEIDENHAIN iTNC 530 37
Page 38

18 Tabele i przeglądy ważniejszych informacji ..... 575
18.1 Ogólne parametryużytkownika ..... 576
Możliwości wprowadzenia danych dla parametrów maszynowych ..... 576
Wybrać ogólne parametry użytkownika ..... 576
Lista ogólnych parametrów użytkownika ..... 577
18.2 Obłożenie złącz i kabel instalacyjny dla interfejsów danych ..... 593
Interfejs V.24/RS-232-C HEIDENHAIN-urządzenia ..... 593
Urządzenia zewnętrzne (obce) ..... 594
Interfejs V.11/RS-422 ..... 595
Ethernet-interfejs RJ45-gniazdo ..... 595
18.3 Informacja techniczna ..... 596
18.4 Zmiana baterii bufora ..... 605
38
Page 39

Pierwsze kroki z iTNC 530
Page 40

1.1 Przegląd
Ten rozdział ma pomóc nowicjuszom w pracy z TNC przy szybkim
opanowaniu najważniejszych aspektów obsługi TNC. Bliższe
informacje na odpowiedni temat znajdują się w przynależnym opisie,
do którego istnieją odsyłacze.
Następujące tematy omówione są w tym rozdziale:
1.1 Przegląd
Włączenie maszyny
Programowanie pierwszego przedmiotu
Testowanie graficzne pierwszego przedmiotu
Nastawienie narzędzi
Nastawienie przedmiotu
Odpracowanie pierwszego przedmiotu
40 Pierwsze kroki z iTNC 530
Page 41

1.2 Włączenie maszyny
Pokwitowanie przerwy w zasilaniu i najazd punktów referencyjnych
Włączenie i najechanie punktów referencyjnych są
funkcjami, których wypełnienie zależy od rodzaju
maszyny. Proszę zwrócić uwagę na podręcznik obsługi
maszyny.
U Włączyć napięcie zasilające TNC i maszyny: TNC włącza system
operacyjny. Ta operacja może potrwać kilka minut Następnie TNC
pokazuje w nagłówku ekranu dialog Przerwa w zasilaniu
U Nacisnąć klawisz CE: TNC konwersuje program
PLC
U Włączenie zasilania sterowania: TNC sprawdza
funkcjonowanie wyłączenia awaryjnego i przechodzi
do trybu Najazd punktu referencyjnego
U Przejechać punkty referencyjne w zadanej kolejności:
dla każdej osi nacisnąć zewnętrzny klawisz START.
Jeśli na maszynie podłączone są przetworniki
długości i kąta, to najazd punktów referencyjnych
może być pominięty
TNC jest gotowe do pracy i znajduje się w trybie pracy Obsługa ręczna.
1.2 Włączenie maszyny
Szczegółowe informacje na ten temat
Najazd punktów referencyjnych: Patrz „Włączenie”, strona 438
Tryby pracy:Patrz „Programowanie/edycja”, strona 65
HEIDENHAIN iTNC 530 41
Page 42

1.3 Programowanie pierwszego
przedmiotu
Wybór właściwego trybu pracy
Zapisu programów można dokonywać wyłącznie w trybie pracy
Programowanie/Edycja:
U Nacisnąć klawisz trybów pracy: TNC przechodzi do
trybu pracy Programowanie/Edycja
Szczegółowe informacje na ten temat
Tryby pracy: Patrz „Programowanie/edycja”, strona 65
Najważniejsze elementy obsługi TNC
Funkcje dla prowadzenia dialogu Klawisz
Potwierdzić zapis i aktywować następne pytanie
dialogu
Pominięcie pytania dialogu
Zakończenie przedwczesne dialogu
Przerwanie trybu dialogowego, odrzucenie
zapisu
1.3 Programowanie pierwszego przedmiotu
Softkeys na ekranie, przy pomocy których można
wybrać funkcję, w zależności od aktywnego
stanu eksploatacji
Szczegółowe informacje na ten temat
Zapis programów i dokonywanie zmian: Patrz „Edycja programu”,
strona 92
Przegląd klawiszy: Patrz „Elementy obsługi TNC”, strona 2
42 Pierwsze kroki z iTNC 530
Page 43

Otwarcie nowego programu/menedżer plików
U Klawisz PGM MGT nacisnąć: TNC otwiera menedżera
plików. Menedżer plików TNC ma podobną strukturę
jak menedżer plików na PC z Windows Explorer. Przy
pomocy menedżera plików administruje się danymi
na dysku twardym TNC
U Proszę otworzyć klawiszami ze strzałką folder, w
którym chcemy otworzyć nowy plik
U Zapisać nazwę pliku z rozszerzeniem .I : TNC otwiera
wówczas automatycznie program i zapytuje o
jednostkę miary nowego programu Proszę
uwzględnić ograniczenia odnośnie znaków
szczególnych w nazwie pliku (patrz „Nazwy plików” na
stronie 99)
U Wybrać jednostkę miary: softkey MM lub INCH
nacisnąć: TNC uruchamia automatycznie definicję
półwyrobu (patrz „Definiowanie półwyrobu” na
stronie 44)
TNC wytwarza pierwszy i ostatni wiersz programu automatycznie. Te
wiersze nie mogą być więcej zmieniane.
Szczegółowe informacje na ten temat
Zarządzanie plikami: Patrz „Praca z zarządzaniem plikami”,
strona 102
Utworzenie nowego programu: Patrz „Otwieranie i zapis
programów”, strona 87
HEIDENHAIN iTNC 530 43
1.3 Programowanie pierwszego przedmiotu
Page 44

Definiowanie półwyrobu
Y
X
Z
MAX
MIN
-40
100
100
0
0
Po otwarciu nowego programu, TNC rozpoczyna dialog dla zapisu
definicji półwyrobu. Jako półwyrób definiujemy zawsze
prostopadłościan poprzez podanie punktu MIN i MAX, odpowiednio do
wybranego punktu odniesienia.
Po otwarciu nowego programu, TNC rozpoczyna automatycznie
definicję półwyrobu i zapytuje o konieczne dane półwyrobu:
U Oś wrzeciona Z - płaszczyzna XY?: zapisać aktywną oś wrzeciona.
G17 jest ustawieniem wstępnym, klawiszem ENT przejąć
U współrzędne?: zapisać najmniejszą współrzędną X półwyrobu
odniesioną do punktu bazowego, np. 0 klawiszem ENT potwierdzić
U współrzędne?: zapisać najmniejszą współrzędną Y półwyrobu
odniesioną do punktu bazowego, np. 0 klawiszem ENT potwierdzić
U współrzędne?: zapisać najmniejszą współrzędną Z półwyrobu
odniesioną do punktu bazowego, np. -40 klawiszem ENT
potwierdzić
U współrzędne?: zapisać największą współrzędną X półwyrobu
odniesioną do punktu bazowego, np. 100 klawiszem ENT
potwierdzić
U współrzędne?: zapisać największą współrzędną Y półwyrobu
odniesioną do punktu bazowego, np. 100 klawiszem ENT
potwierdzić
U współrzędne?: zapisać największą współrzędną Z półwyrobu
odniesioną do punktu bazowego, np. 0 klawiszem ENT potwierdzić
NC-wiersze przykładowe
%NOWY G71 *
1.3 Programowanie pierwszego przedmiotu
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NEU G71 *
Szczegółowe informacje na ten temat
Zdefiniowanie obrabianego przedmiotu: (patrz strona 88)
44 Pierwsze kroki z iTNC 530
Page 45

Struktura programu
Programy obróbki powinny mieć możliwie podobną strukturę. To
zwiększa ich przejrzystość, przyśpiesza programowanie i redukuje
ewentualne błędy.
Zalecana struktura programu przy prostych, konwencjonalnych
obróbkach konturu
1 Wywołanie narzędzia, definiowanie osi narzędzia
2 Wyjście narzędzia z materiału
3 Wypozycjonować wstępnie na płaszczyźnie obróbki w pobliżu
punktu startu konturu
4 W osi narzędzia wypozycjonować wstępnie nad przedmiotuem lub
zaraz na głębokość, w razie konieczności włączyć
wrzeciono/chłodziwo
5 Najazd konturu
6 Obróbka konturu
7 Opuszczenie konturu
8 Wyjście narzędzia z materiału, zakończenie programu
Szczegółowe informacje na ten temat:
Programowanie konturu: Patrz „Przemieszczenia narzędzia”,
strona 190
Przykład: Struktura programu, programowanie
konturu
%BSPCONT G71 *
N10G30G71X...Y...Z...*
N20 G31 X... Y... Z... *
N30T5G17S5000*
N40 G00 G40 G90 Z+250 *
N50X...Y...*
N60 G01 Z+10 F3000 M13 *
N70X...Y...RLF500*
...
N160 G40 ... X... Y... F3000 M9 *
N170 G00 Z+250 M2 *
N99999999 BSPCONT G71 *
Zalecana struktura programu przy prostych programach z
cyklami
1 Wywoł
2 Wyjście narzędzia z materiału
3 Definiowanie cyklu obróbki
4 Najazd pozycji obróbki
5 Wywołanie cyklu, włączenie wrzeciona/chłodziwa
6 Wyjście narzędzia z materiału, zakończenie programu
Szczegółowe informacje na ten temat:
Programowanie cykli: patrz Instrukcja obsługi dla operatora Cykle
anie narzędzia, definiowanie osi narzędzia
Przykład: Struktura programu przy
programowaniu cykli
%BSBCYC G71 *
N10G30G71X...Y...Z...*
N20 G31 X... Y... Z... *
N30T5G17S5000*
N40 G00 G40 G90 Z+250 *
N50 G200... *
N60X...Y...*
N70G79M13*
N80 G00 Z+250 M2 *
N99999999 BSBCYC G71 *
1.3 Programowanie pierwszego przedmiotu
HEIDENHAIN iTNC 530 45
Page 46

Programowanie prostego konturu
X
Y
9
5
95
5
10
10
20
20
1
4
2
3
0
0
26
Przedstawiony na ilustracji po prawej stronie kontur ma być einmal
frezowany na głębokość 5 mm. Definicja półwyrobu została już
wykonana. Po otwarciu dialogu klawiszem funkcyjnym, zapisujemy
wszystkie odpytywane przez TNC w nagłówku ekranu dane.
U Wywołanie narzędzia: proszę zapisa ć dane narzędzia.
Potwierdzamy każde wprowadzenie klawiszem ENT,
nie należy zapominać o osi narzędzia
U Wyjście narzędzia z materiału: nacisnąć
pomarańczowy klawisz Z, aby wyjść z materiału na
osi narzędzia i zapisać wartość dla najeżdżanej
pozycji, np.250. Klawiszem ENT potwierdzić
U Kor. promienia.: RL/RR/bez korek.? klawiszem ENT
potwierdzić: nie aktywować korekcji promienia
U Dodatkowa funkcja M? klawiszem END potwierdzić:
TNC zapisuje do pamięci wprowadzony wiersz
przemieszczenia
U Wypozycjonować narzędzie na płaszczyźnie obróbki:
nacisnąć pomarańczowy klawisz X i zapisać wartość
dla najeżdżanej pozycji, np. -20
U Nacisnąć pomarańczowy klawisz osiowy Y i zapisać
wartość dla najeżdżanej pozycji, np. -20. Klawiszem
ENT potwierdzić
U Kor.prom.: RL/RR/bez korek.? klawiszem ENT
potwierdzić: nie aktywować korekcji promienia
U Dodatkowa funkcja M? klawiszem END potwierdzić:
1.3 Programowanie pierwszego przedmiotu
TNC zapisuje do pamięci wprowadzony wiersz
przemieszczenia
U Przemieszczenie narzędzia na głębokość: nacisnąć
pomarańczowy klawisz osiowy Y i zapisać wartość
dla najeżdżanej pozycji, np. -5. Klawiszem ENT
potwierdzić
U Kor.prom.: RL/RR/bez korek.? klawiszem ENT
potwierdzić: nie aktywować korekcji promienia
U Posuw F=? Zapisać posuw pozycjonowania, np.
3000 mm/min, klawiszem ENT potwierdzić
U Funkcja dodatkowa M ? Włączyć wrzeciono i
chłodziwo, np. M13, klawiszem END potwierdzić:
TNC zapisuje wprowadzony wiersz przemieszczenia
U Najazd konturu: promień zaokrąglenia okręgu
wejściowego zdefiniować
U Obrabiać kontur, punkt konturu 2 najechać:
dostateczny jest zapis zmieniających się informacji, to
znaczy zapisać tylko współrzędną Y 95 i klawiszem
END zapisać wprowadzone dane
U Punkt konturu 3 najechać: współrzędną X 95 zapisać i
klawiszem END zachować dane
46 Pierwsze kroki z iTNC 530
Page 47

U Zdefiniować fazkę w punkcie konturu 3 : zapisać
27
0
szerokość fazki 10 mm, klawiszem END zachować
U Punkt konturu 4 najechać: współrzędną Y 5 zapisać i
klawiszem END zachować dane
U Zdefiniować fazkę w punkcie konturu 4 : zapisać
szerokość fazki 20 mm, klawiszem END zachować
U Punkt konturu 1 najechać: współrzędną X 5 zapisać i
klawiszem END zachować dane
U Opuścić kontur: promień zaokrąglenia okręgu
wyjściowego zdefiniować
U Wyjście narzędzia z materiału: nacisnąć
pomarańczowy klawisz Z, aby wyjść z materiału na
osi narzędzia i zapisać wartość dla najeżdżanej
pozycji, np.250. Klawiszem ENT potwierdzić
U Kor.prom.: RL/RR/bez korek.? klawiszem ENT
potwierdzić: nie aktywować korekcji promienia
U Funkcja dodatkowa M ? M2 dla końca programu
zapisać, klawiszem END potwierdzić: TNC zapisuje
wprowadzony wiersz przemieszczenia
Szczegółowe informacje na ten temat
Kompletny przykład z wierszami NC: Patrz „Przykład: ruch po
prostej i fazki w systemie kartezjańskim”, strona 207
Utworzenie nowego programu: Patrz „Otwieranie i zapis
programów”, strona 87
Najazd konturu/odjazd od konturu: Patrz „Dosunięcie narzędzia do
konturu i odsunięcie”, strona 194
Programowanie konturów: Patrz „Przegląd funkcji toru
kształtowego”, strona 198
Korekcja promienia narzędzia: Patrz „Korekcja promienia
narzędzia”, strona 184
Funkcje dodatkowe M: Patrz „Funkcje dodatkowe dla kontroli
przebiegu programu, wrzeciona i chłodziwa”, strona 303
1.3 Programowanie pierwszego przedmiotu
HEIDENHAIN iTNC 530 47
Page 48

Wytwarzanie programów cyklicznych
X
Y
20
10
100
100
10
90
9080
0
000
Pokazane na ilustracji po prawej stronie odwierty (głębokość 20 mm)
mają być wytwarzane przy pomocy standardowego cyklu wiercenia.
Definicja półwyrobu została już wykonana.
U Wywołanie narzędzia: proszę zapisa ć dane narzędzia.
Potwierdzamy każde wprowadzenie klawiszem ENT,
proszę nie zapominać o osi narzędzia
U Wyjście narzędzia z materiału: nacisnąć
pomarańczowy klawisz Z, aby wyjść z materiału na
osi narzędzia i zapisać wartość dla najeżdżanej
pozycji, np.250. Klawiszem ENT potwierdzić
U Kor. promienia.: RL/RR/bez korek.? klawiszem ENT
potwierdzić: nie aktywować korekcji promienia
U Dodatkowa funkcja M? klawiszem END potwierdzić:
TNC zapisuje do pamięci wprowadzony wiersz
przemieszczenia
U Wywołanie menu cyklu
U Wyświetlić cykle wiercenia
U Wybrać standardowy cykl wiercenia 200: TNC
uruchamia dialog dla definiowania cyklu. Proszę
wprowadzić żądane przez TNC parametry krok po
kroku, wprowadzanie danych klawiszem ENT
potwierdzić. TNC pokazuje po prawej stronie ekranu
dodatkowo grafikę, w której przedstawiony jest
odpowiedni parametr cyklu
1.3 Programowanie pierwszego przedmiotu
U Najechać pierwszą pozycję wiercenia: współrzędne
pozycji wiercenia zapisać, włączyć chłodziwo i
wrzeciono, cykl z M99 wywołać
U Najechać dalszą pozycję wiercenia: współrzędne
danej pozycji wiercenia zapisać, włączyć chłodziwo i
wrzeciono, cykl z M99 wywołać
U Wyjście narzędzia z materiału: nacisnąć
pomarańczowy klawisz Z, aby wyjść z materiału na
osi narzędzia i zapisać wartość dla najeżdżanej
pozycji, np.250. Klawiszem ENT potwierdzić
U Kor.prom.: RL/RR/bez korek.? klawiszem ENT
potwierdzić: nie aktywować korekcji promienia
U Funkcja dodatkowa M ? M2 dla końca programu
zapisać, klawiszem END potwierdzić: TNC zapisuje
wprowadzony wiersz przemieszczenia
48 Pierwsze kroki z iTNC 530
Page 49

NC-wiersze przykładowe
%C200 G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N30 T5 G17 S4500 *
N40 G00 G40 G90 Z+250 *
N50 G200 WIERCENIE
Q200=2 ;ODSTĘP BEZPIECZEŃSTWA
Q201=-20 ;GŁĘBOKOŚĆ
Q206=250 ;F GŁĘBOKOŚĆ WCIĘCIA
Q202=5 ;GŁĘBOKOŚĆ WCIĘCIA
Q210=0 ;CZAS WYJŚCIA U GÓRY
Q203=-10 ;WSPÓŁ.POWIERZ.
Q204=20 ;2. BEZP.ODLEGŁ.
Q211=0.2 ;CZAS ZATRZYMANIA U DOŁU
N60X+10Y+10M13M99*
N70X+10Y+90M99*
N80X+90Y+10M99*
N90X+90Y+90M99*
N100 G00 Z+250 M2 *
N99999999 %C200 G71 *
Szczegółowe informacje na ten temat
Utworzenie nowego programu: Patrz „Otwieranie i zapis
programów”, strona 87
Programowanie cykli: patrz Instrukcja obsługi dla operatora Cykle
Definicja części nieobrobionej
Wywołanie narzędzia
Wyjście narzędzia z materiału
Definiowanie cyklu
Włączyć wrzeciono i chłodziwo, wywołać cykl
Wywołać cykl
Wywołać cykl
Wywołać cykl
Przemieścić narzędzie poza materiałem, koniec
programu
1.3 Programowanie pierwszego przedmiotu
HEIDENHAIN iTNC 530 49
Page 50

1.4 Testowanie graficzne
pierwszego przedmiotu
Wybór właściwego trybu pracy
Testowania programów można dokonywać wyłącznie w trybie pracy
Test programu:
U Nacisnąć klawisz trybów pracy: TNC przechodzi do
trybu pracy Test programu
Szczegółowe informacje na ten temat
Tryby pracy TNC: Patrz „Tryby pracy”, strona 64
Testowanie programów: Patrz „Test programu”, strona 517
Wybrać tabelę narzędzi dla testu programu
Ten krok należy wykonać tylko, jeśli w trybie pracy Test programu nie
aktywowano jeszcze tabeli narzędzi.
U Klawisz PGM MGT nacisnąć: TNC otwiera menedżera
plików
U Softkey TYP WYBRAĆ nacisnąć: TNC pokazuje menu
softkey dla wyboru wyświetlanego typu pliku
U Softkey POKAZ WSZYSTKIE nacisnąć: TNC
pokazuje wszystkie zachowane pliki w prawym oknie
U Przesunąć jasne pole w lewo na foldery
U Przesunąć jasne pole na folder TNC:\
U Przesunąć jasne pole w prawo na pliki
1.4 Testowanie graficzne pierwszego przedmiotu
Szczegółowe informacje na ten temat
Zarządzanie narzędziami: Patrz „Wprowadzenie danych o
narzędziach do tabeli”, strona 157
Testowanie programów: Patrz „Test programu”, strona 517
50 Pierwsze kroki z iTNC 530
U Przesunąć jasne pole na plik TOOL.T (aktywna tabela
narzędzi), klawiszem ENT przejąć: TOOL.T otrzymuje
status S i jest tym samym aktywny dla testu programu
U Klawisz END nacisnąć: opuścić menedżera plików
Page 51

Wybrać program, który chcemy przetestować
U Klawisz PGM MGT nacisnąć: TNC otwiera menedżera
plików
U Softkey OSTATNIE PLIKI nacisnąć: TNC otwiera okno
wywoływane z ostatnio wybieranymi plikami
U Klawiszami ze strzałką wybrać program, który chcemy
przetestować, klawiszem ENT przejąć
Szczegółowe informacje na ten temat
Wybrać program: Patrz „Praca z zarządzaniem plikami”, strona 102
Wybrać podział ekranu i widok
U Nacisnąć klawisz dla wyboru podziału ekranu: TNC
ukazuje na pasku softkey znajdujące się w dyspozycji
alternatywy
U Softkey PROGRAM + GRAFIKA nacisnąć: TNC
pokazuje na lewej połowie ekranu program, na prawej
połowie ekranu półwyrób
U Wybrać przy pomocy softkey wymagany widok
U Wyświetlić widok z góry
U Przedstawienie w 3 płaszczyznach
U 3D-prezentacja
Szczegółowe informacje na ten temat
Funkcje grafiki: Patrz „Grafiki”, strona 506
Przeprowadzenie testu programu: Patrz „Test programu”,
strona 517
1.4 Testowanie graficzne pierwszego przedmiotu
HEIDENHAIN iTNC 530 51
Page 52

Start testu programu
U Softkey RESET + START nacisnąć: TNC symuluje
aktywny program, do zaprogramowanego przerwania
lub do końca programu
U Podczas przebiegu symulacji można przejść do
innego widoku za pomocą softkey
U Softkey STOP nacisnąć: TNC przerywa test
programu
U Softkey START nacisnąć: TNC kontynuje test
programu po przerwie
Szczegółowe informacje na ten temat
Przeprowadzenie testu programu: Patrz „Test programu”,
strona 517
Funkcje grafiki: Patrz „Grafiki”, strona 506
Nastawienie prędkości testowej: Patrz „Szybkość testu programu
nastawić”, strona 507
1.4 Testowanie graficzne pierwszego przedmiotu
52 Pierwsze kroki z iTNC 530
Page 53

1.5 Nastawienie narzędzi
Wybór właściwego trybu pracy
Narzędzia nastawiamy w trybie pracy Obsługa ręczna :
U Nacisnąć klawisz trybów pracy: TNC przechodzi do
trybu pracy Obsługa ręczna
Szczegółowe informacje na ten temat
Tryby pracy TNC: Patrz „Tryby pracy”, strona 64
Przygotowanie i pomiar narzędzi
U Wymagane narzędzia zamocować w odpowiednim uchwycie
U Przy pomiarze zewnętrznym urządzeniem nastawczym dla
narzędzi: zmierzyć narzędzia, zanotować długość i promień lub
przesłać bezpośrednio przy pomocy programu do maszyny
U Przy pomiarze na maszynie: narzędzia zamocować w zmieniaczu
narzędzi (patrz strona 54)
Tabela narzędzi TOOL.T
W tabeli narzędzi TOOL.T (zapisana do pamięci pod TNC:\)
zachowujemy dane o narzędziach jak długość i promień ale także inne
specyficzne informacje o narzędziach, konieczne dla TNC w celu
wykonania różnych funkcji.
Aby zapisać dane narzędzi do tabeli narzędzi TOOL.T, należy
wykonać to w następujący sposób:
U Wyświetlić tabelę narzędzi: TNC pokazuje tabelę
narzędzi w formie konwencjonalnej tabeli
U Zmiana w tabeli narzędzi: softkey EDYCJA ustawić na
ON
U Przy pomocy klawiszy ze strzałką w dół lub w górę
wybrać numer narzędzia, który chcemy zmienić
U Przy pomocy klawiszy ze strzałką w prawo lub w lewo
wybrać dane narzędzi, które chcemy zmienić
U Opuszczenie tabeli narzędzi: klawisz END nacisnąć
1.5 Nastawienie narzędzi
Szczegółowe informacje na ten temat
Tryby pracy TNC: Patrz „Tryby pracy”, strona 64
Praca z tabelą narzędzi: Patrz „Wprowadzenie danych o
narzędziach do tabeli”, strona 157
HEIDENHAIN iTNC 530 53
Page 54

Tabela miejsca TOOL_P.TCH
Sposób funkcjonowania tabeli miejsca jest niezależny od
maszyny. Proszę zwrócić uwagę na podręcznik obsługi
maszyny.
W tabeli miejsca TOOL_P.TCH (zapisana stale w TNC:\) określamy,
jakie narzędzia znajdują się w magazynie narzędzi.
Aby zapisać dane do tabeli miejsca TOOL.T_P.TCH , należy wykonać
to w następujący sposób:
U Wyświetlić tabelę narzędzi: TNC pokazuje tabelę
narzędzi w formie konwencjonalnej tabeli
U Wyświetlić tabelę miejsca: TNC pokazuje tabelę
miejsca w formie konwencjonalnej tabeli
1.5 Nastawienie narzędzi
Szczegółowe informacje na ten temat
Tryby pracy TNC: Patrz „Tryby pracy”, strona 64
Praca z tabelą miejsca: Patrz „Tabela miejsca dla urządzenia
wymiany narzędzi”, strona 168
U Zmiana w tabeli miejsca: softkey EDYCJA ustawić na
ON
U Przy pomocy klawiszy ze strzałką w dół lub w górę
wybrać numer miejsca, który chcemy zmienić
U Przy pomocy klawiszy ze strzałką w prawo lub w lewo
wybrać dane, które chcemy zmienić
U Opuszczenie tabeli miejsca: klawisz END nacisnąć
54 Pierwsze kroki z iTNC 530
Page 55

1.6 Nastawienie przedmiotu
Wybór właściwego trybu pracy
Przedmioty nastawiamy w trybie pracy Obsługa ręczna lub El. kółko
obrotowe
U Nacisnąć klawisz trybów pracy: TNC przechodzi do
trybu pracy Obsługa ręczna
Szczegółowe informacje na ten temat
Tryb obsługi ręcznej: Patrz „Przesunięcie osi maszyny”, strona 442
Zamocować przedmiot
Zamocować przedmiot za pomocą uchwytu na stole maszynowym.
Jeśli do dyspozycji na maszynie znajduje się układ pomiarowy 3D, to
może zostać pominięte równoległe do osi ustawienie przedmiotu.
Jeśli brak układu pomiarowego 3D, to należy tak ustawić przedmiot,
aby był zamocowany równolegle do osi maszyny.
1.6 Nastawienie przedmiotu
HEIDENHAIN iTNC 530 55
Page 56

Ustawienie przedmiotu przy pomocy układu pomiarowego 3D
U 3D-układ pomiarowy zamocować: w trybie pracy MDI (MDI = Manual
Data Input) wykonać TOOL CALL-wiersz z podaniem osi narzędzia
i następnie wybrać ponownie tryb pracy Obsługa ręczna (w trybie
pracy MDI odpracowywać dowolne wiersze NC, niezależnie od
siebie, pojedyńczo)
U Wybrać funkcje próbkowania: TNC ukazuje na pasku
Softkey znajdujące się w dyspozycji funkcje
U Pomiar obrotu od podstawy: TNC wyświetla menu
obrotu od podstawy. Dla określenia obrotu od
podstawy wypróbkować dwa punkty na prostej na
przedmiocie
U Wypozycjonować układ pomiaroy przy pomocy
klawiszy kierunkowych osi w pobliże pierwszego
punktu próbkowania
1.6 Nastawienie przedmiotu
U Wybrać przy pomocy softkey kierunek próbkowania
U Nacisnąć NC-start: układ pomiarowy przejeżdża w
zdefiniowanym kierunku, aż dotknie przedmiotu a
następnie automatycznie powraca ponownie do
punktu startu
U Wypozycjonować układ pomiaroy przy pomocy
klawiszy kierunkowych osi w pobliże drugiego punktu
próbkowania
U Nacisnąć NC-start: układ pomiarowy przejeżdża w
zdefiniowanym kierunku, aż dotknie przedmiotu a
następnie automatycznie powraca ponownie do
punktu startu
U Następnie TNC wyświetla określony obrót od
podstawy
U Menu opuścić klawiszem END, potwierdzić pytanie o
przejęcie obrotu od podstawy w tabeli preset
klawiszem NO ENT (nie przejmować)
Szczegółowe informacje na ten temat
Tryb pracy MDI: Patrz „Proste zabiegi obróbkowe programować i
odpracować”, strona 500
Ustawienie przedmiotu: Patrz „Kompensowanie ukośnego
położenia przedmiotu przy pomocy układu pomiarowego 3D”,
strona 478
56 Pierwsze kroki z iTNC 530
Page 57

Określenie punktu odniesienia za pomocą układu 3D
U 3D-układ pomiarowy zamontować: w trybie pracy MDI wykonać
TOOL CALL-wiersz z podaniem osi narzędzia a następnie
ponownie wybrać tryb pracy Obsługa ręczna
U Wybrać funkcje próbkowania: TNC ukazuje na pasku
Softkey znajdujące się w dyspozycji funkcje
U Wyznaczyć punkt odniesienia np. w narożu
przedmiotu: TNC zapytuje, czy chcemy przejąć
punkty próbkowania z uprzednio określonego obrotu
od podstawy. Klawisz ENT nacisnąć, aby przejąć
punkty
U Pozycjonować sondę pomiarową w pobliżu
pierwszego punktu próbkowania na krawędzi
obrabianego przedmiotu, która nie została
wypróbkowana dla obrotu podstawowego
U Wybrać przy pomocy softkey kierunek próbkowania
U Nacisnąć NC-start: układ pomiarowy przejeżdża w
zdefiniowanym kierunku, aż dotknie przedmiotu a
następnie automatycznie powraca ponownie do
punktu startu
U Wypozycjonować układ pomiaroy przy pomocy
klawiszy kierunkowych osi w pobliże drugiego punktu
próbkowania
U Nacisnąć NC-start: układ pomiarowy przejeżdża w
zdefiniowanym kierunku, aż dotknie przedmiotu a
następnie automatycznie powraca ponownie do
punktu startu
U Następnie TNC wyświetla współrzędne określonego
punktu narożnego
U 0 wyznaczyć: SOFTKEY WYZNACZYĆ PKT
ODNIES. nacisnąć
U Menu klawiszem END opuścić
1.6 Nastawienie przedmiotu
Szczegółowe informacje na ten temat
Wyznaczenie punktów odniesienia: Patrz „Określenie punktu
odniesienia za pomocą układu 3D”, strona 484
HEIDENHAIN iTNC 530 57
Page 58

1.7 Odpracowanie pierwszego
przedmiotu
Wybór właściwego trybu pracy
Programy można odpracowywać albo w trybie przebiegu programu
pojedyńczymi wierszami (półautomatycznie) lub w trybie przebiegu
sekwencją wierszy (automatycznie):
U Nacisnąć klawisz trybów pracy: TNC przechodzi do
trybu pracy Przebieg programu pojed. wierszami, TNC
odpracowuje program wiersz za wierszem. Każdy
wiersz należy potwierdzić klawiszem NC-start
U Nacisnąć klawisz trybów pracy: TNC przechodzi do
trybu pracy Przebieg programu automatycznie, TNC
odpracowuje program po NC-start do przerwania
programu lub do końca programu
Szczegółowe informacje na ten temat
Tryby pracy TNC: Patrz „Tryby pracy”, strona 64
Odpracowywanie programów: Patrz „Przebieg programu”,
strona 523
Wybrać program, który chcemy odpracować
U Klawisz PGM MGT nacisnąć: TNC otwiera menedżera
plików
1.7 Odpracowanie pierwszego przedmiotu
U Softkey OSTATNIE PLIKI nacisnąć: TNC otwiera okno
wywoływane z ostatnio wybieranymi plikami
U W razie konieczności klawiszami ze strzałką wybrać
program, który chcemy odpracować, klawiszem ENT
przejąć
Szczegółowe informacje na ten temat
Zarządzanie plikami: Patrz „Praca z zarządzaniem plikami”,
strona 102
Start programu
U Nacisnąć klawisz NC-start: TNC odpracowuje aktywny
program
Szczegółowe informacje na ten temat
Odpracowywanie programów: Patrz „Przebieg programu”,
strona 523
58 Pierwsze kroki z iTNC 530
Page 59

Wprowadzenie
Page 60

2.1 iTNC 530
Urządzenia TNC firmy HEIDENHAIN to dostosowane do pracy w
warsztacie sterowania numeryczne kształtowe, przy pomocy których
można zaprogramować zwykłe rodzaje obróbki frezowaniem lub
wierceniem, bezpośrednio na maszynie, w łatwo zrozumiałym dialogu
tekstem otwartym. Są one wypracowane dla wdrożenia na frezarkach
i wiertarkach, a także w centrach obróbki. iTNC 530 może sterować 12
2.1 iTNC 530
osiami włącznie Dodatkowo można nastawić przy programowaniu
położenie kątowe wrzeciona.
Na zintegrowanym dysku twardym operator może wprowadzać
dowolną liczbę programów, także jeżeli zostałe one utworzone poza
sterowaniem. Dla szybkich obliczeń można wywołać w każdej chwili
kalkulator.
Pult obsługi i wyświetlenie na ekranie są zestawione poglądowo, w ten
sposób operator może szybko i w nieskomplikowany sposób
posługiwać się poszczególnymi funkcjami.
Programowanie: dialog tekstem otwartym firmy HEIDENHAIN, smarT.NC i DIN/ISO
Szczególnie proste jest zestawienie programu w wygodnym dla
użytkownika dialogu tekstem otwartym firmy HEIDENHAIN. Grafika
programowania przedstawia pojedyńcze etapy obróbki w czasie
wprowadzania programu. Dodatkowo, wspomagającym elementem
jest Programowanie Swobodnego Konturu FK, jeśli nie ma do
dyspozycji odpowiedniego dla NC rysunku technicznego. Graficzna
symulacja obróbki przedmiotu jest możliwa zarówno w czasie
przeprowadzenia testu programu jak i w czasie przebiegu programu.
Nowicjuszom w dziedzinie TNC tryb pracy smarT.NC oferuje
szczególnie komfortową możliwość, zapisywania strukturyzowanych
programów w dialogu tekstem otwartym, szybko i bez dużych
nakładów szkoleniowych. Dla smarT.NC znajduje się oddzielna
dokumentacja dla operatora do dyspozycji.
Dodatkowo można urządzenia TNC programować zgodnie z DIN/ISO
lub w trybie DNC.
W tym trybie można wprowadzić program i dokonać testu, w czasie
kiedy inny program wypełnia właśnie obróbkę przedmiotu.
Kompatybilność
TNC może odpracowywać programy obróbki, utworzone na
HEIDENHAIN-sterowaniach od TNC 150 B poczynając. Jeśli starsze
programy TNC zawierają cykle producenta, to należy dokonać
dopasowania przez iTNC 530 przy pomocy programu CycleDesign dla
PC. Proszę skontaktować się z producentem maszyn lub z
HEIDENHAIN.
60 Wprowadzenie
Page 61

2.2 Ekran i pulpit sterowniczy
1
3
1
1
4
4
5
1
6
7
8
2
1
9
1
3
4
4
5
1
6
7
8
2
1
1
7
Ekran
TNC zostaje dostarczane z 15-calowym monitorem płaskim BF 250.
Alternatywnie do dyspozycji znajduje się także 19-calowy monitor
płaski BF 260.
1 Pagina górna
Przy włączonym TNC monitor wyświetla w paginie górnej wybrane
rodzaje pracy: po lewej rodzaje pracy maszynyn i po prawej
rodzaje pracy programowania. W większym polu paginy górnej
wyświetlony jest rodzaj pracy, na który monitor jest przełączony:
tam też pojawiają się pytania dialogowe i teksty komunikatów
(wyjątek: kiedy TNC pokazuje tylko grafikę).
2 Softkeys
W paginie dolnej TNC wyświetla dalsze funkcje na pasku z
softkey. Te funkcje wybierane są leżącymi poniżej klawiszami. Dla
orientacji pokazują wąskie belki bezpośrednio nad paskiem z
softkey liczbę pasków softkey, które można wybrać przy pomocy
leżących na zewnątrz przycisków ze strzałką. Aktywny pasek
softkey jest przedstawiony w postaci jaśniejszej belki.
W przypadku ekranu 15-calowego do dyspozycji znajduje się 8
softkeys, przy 19-calowym jest to 10 softkeys.
3 Softkey-klawisze wybiorcze
4 Softkey-paski przełączyć
5 Ustalenie podziału ekranu
6 Przycisk przełączenia ekranu na rodzaj pracy maszyny i rodzaj
programowania
7 Klawisze wyboru dla softkeys zainstalowanych przez producenta
maszyn.
W przypadku ekranu 15-calowego do dyspozycji znajduje się 6
softkeys, przy 19-calowym 8 softkeys.
8 Przełą
9 Port USB
czanie pasków softkey dla softkeys zainstalowanych przez
producenta maszyn
2.2 Ekran i pulpit sterowniczy
HEIDENHAIN iTNC 530 61
Page 62

Określenie podziału ekranu
Użytkownik wybiera podział ekranu: w ten sposób TNC może np. w
rodzaju pracy Program wprowadzić do pamięci/edycja wyświetlić
program w lewym oknie, podczas gdy np. prawe okno jednocześnie
przedstawia grafikę programowania. Alternatywnie można wyświetlić
w prawym oknie także segmentowanie programu albo wyświetlić
wyłącznie program w jednym dużym oknie. Jakie okna może
wyświetlić TNC, zależy od wybranego rodzaju pracy.
Określenie podziału ekranu:
Nacisnąć klawisz przełączenia ekranu: pasek softkey
pokazuje możliwe sposoby podziału ekranu, patrz
„Tryby pracy”, strona 64
Wybrać podział ekranu przy pomocy softkey
2.2 Ekran i pulpit sterowniczy
62 Wprowadzenie
Page 63

Pulpit sterowniczy
1
2
3
5
1
4
6
77
1
79
8
TNC zostaje dostarczane z pulpitem obsługi TE 530. Ilustracja ukazuje
elementy obsługi pulpitu sterowania TE 530:
1 Klawiatura alfanumeryczna dla wprowadzania tekstów, nazw
plików i DIN/ISO-programowania
Wersja dwuprocesorowa: dodatkowe klawisze dla obsługi
Windows
2 Zarządzanie plikami
Kalkulator
MOD-funkcja
Funkcja HELP (POMOC)
3 Tryby pracy programowania
4 Tryby pracy maszyny
5 Otwarcie dialogów programowania
6 Klawisze ze strzałką i instrukcja skoku GOTO
7 Wprowadzenie liczb i wybór osi
8 Touchpad: tylko dla obsługi wersji z dwoma procesorami, softkeys
i smarT.NC
9 Klawisze nawigacji smarT.NC
Funkcje pojedyńczych klawiszy są przedstawione na pierwszej
rozkładanej stronie (okładka).
Niektórzy producenci maszyn nie używają standardowego
pulpitu obsługi HEIDENHAIN. Proszę uwzględnić
informacje zawarte w instrukcji obsługi maszyny.
Klawisze zewnętrzne, jak np. NC-START lub NC-STOP
opisane są w podręczniku obsługi maszyny.
2.2 Ekran i pulpit sterowniczy
HEIDENHAIN iTNC 530 63
Page 64

2.3 Tryby pracy
Sterowanie ręczne i El. kółko ręczne
Ustawianie maszyn następuje w trybie obsługi ręcznej. Przy tym
rodzaju pracy można ustalić położenie osi maszyny ręcznie lub krok po
kroku, ustalić punkty odniesienia i nachylić płaszczyznę obróbki.
Tryb pracy Elektr. kółko ręczne wspomaga ręczne przesunięcie osi
maszyny przy pomocy elektronicznego kółka ręcznego HR.
2.3 Tryby pracy
Softkeys dla podziału monitora (wybierać jak to opisano uprzednio)
Okno Softkey
Pozycje
Po lewej stronie: pozycje, po prawej stronie:
wyświetlenie stanu obróbki
Po lewej stronie: pozycje, po prawej stronie:
aktywne objekty kolizji (funkcja FCL4)
Pozycjonowanie z ręcznym wprowadzeniem danych
W tym trybie pracy można programować proste ruchy
przemieszczenia, np. dla frezowania płaszczyzny lub pozycjonowania
wstępnego.
Softkeys dla podziału ekranu
Okno Softkey
Program
Po lewej stronie: program, po prawej stronie:
wyświetlacz stanu
Po lewej stronie: program, po prawej stronie:
aktywne objekty kolizji (funkcja FCL4) Jeśli
wybiera się ten widok, to TNC pokazuje sytuację
kolizji poprzez wyświetlenie czerwonej ramki
okna grafiki.
64 Wprowadzenie
Page 65

Programowanie/edycja
Programy obróbki zostają zapisywane w tym trybie pracy.
Wielostronne wspomaganie i uzupełnienie przy programowaniu
oferuje Programowanie Dowolnego Konturu, rozmaite cykle i funkcje
Q-parametrów. Na żądanie operatora grafika programowa lub grafika
liniowa 3D (funkcja FCL 2) ukazuje zaprogramowane drogi
przemieszczenia.
Softkeys dla podziału ekranu
Okno Softkey
Program
Po lewej stronie: program, po prawej stronie:
segmentowanie programu
Po lewej stronie: program, po prawej stronie:
grafika programowa
Po lewej stronie: program, po prawej stronie: 3Dgrafika liniowa
3D-grafika liniowa
Test programu
TNC symuluje programy lub części programu w trybie pracy Test
programu, aby np. wyszukać geometryczne niezgodności, brakujące
lub błędne dane w programie i naruszenia przestrzeni roboczej.
Symulacja jest wspomagana graficznie z różnymi możliwościami
poglądu.
W połączeniu z opcją software DCM (dynamiczne monitorowanie
kolizji) można sprawdzać możliwość zaistnienia kolizji w programie.
TNC uwzględnia przy tym, jak przy przebiegu programu, wszystkie
zdefiniowane przez producenta maszyn stałe zespoły i wymierzone
mocowadła.
Softkeys dla podziału ekranu: patrz „Przebieg programu sekwencją
wierszy lub przebieg programu pojedyńczymi wierszami”, strona 66.
2.3 Tryby pracy
HEIDENHAIN iTNC 530 65
Page 66

Przebieg programu sekwencją wierszy lub przebieg programu pojedyńczymi wierszami
W przebiegu programu sekwencją wierszy TNC wykonuje program do
końca lub do wprowadzonego manualnie lub zaprogramowanego
polecenia przerwania pracy. Po przerwie można kontynuować
przebieg programu.
W przebiegu programu pojedyńczymi wierszami należy rozpocząć
wykonanie każdego wiersza przy pomocy zewnętrznego klawisza
START oddzielnie.
2.3 Tryby pracy
Softkeys dla podziału ekranu
Okno Softkey
Program
Po lewej stronie: program, po prawej stronie:
segmentowanie programu
Po lewej stronie: program, po prawej stronie: stan
Po lewej stronie: program, po prawej stronie:
grafika
Grafika
Po lewej stronie: program, po prawej stronie:
aktywne objekty kolizji (funkcja FCL4) Jeśli
wybiera się ten widok, to TNC pokazuje sytuację
kolizji poprzez wyświetlenie czerwonej ramki
okna grafiki.
Aktywne objekty kolizji (funkcja FCL4). Jeśli
wybiera się ten widok, to TNC pokazuje sytuację
kolizji poprzez wyświetlenie czerwonej ramki
okna grafiki.
Softkeys dla podziału ekranu przy tabelach palet
Okno Softkey
Tabela palet
Po lewej: program, po prawej: tabela palet
Po lewej: tabela palet, po prawej: stan
Po lewej: tabela palet, po prawej: grafika
66 Wprowadzenie
Page 67

2.4 Wyświetlacze stanu
RZECZ.
X Y Z
F S M
„Ogólny“ wyświetlacz stanu
Ogólny wyświetlacz stanu w dolnej części ekranu informuje o
aktualnym stanie maszyny. Pojawia się on automatycznie w trybach
pracy
Przebieg programu pojedyńczymi wierszami i Przebieg programu
sekwencją wierszy, tak długo aż nie zostanie wybrana dla
wyświetlacza wyłącznie „Grafika“ i przy
pozycjonowaniu z ręcznym wprowadzeniem danych.
W rodzajach pracy Obsługa ręczna i El. kółko ręczne pojawia się
wyświetlacz stanu w dużym oknie.
Informacje przekazywane przez wyświetlacz stanu
Symbol Znaczenie
rzeczywiste lub zadane współrzędne aktualnego
położenia
osie maszyny; TNC wyświetla osie pomocnicze przy
pomocy małych liter. Kolejność i liczbę
wyświetlanych osi określa producent maszyn.
Proszę zwrócić uwagę na informacje zawarte w
podręczniku obsługi maszyny
Wyświetlony posuw w calach odpowiada jednej
dziesiątej rzeczywistej wartości. Prędkość obrotowa
S, posuw F i działająca funkcja dodatkowa M
2.4 Wyświetlacze stanu
Przebieg programu jest rozpoczęty
Oś jest zablokowana
Oś może zostać przesunięta przy pomocy kółka
ręcznego
Osie zostają przemieszczone przy uwzględnieniu
obrotu
Osie zostają przemieszczone przy nachylonej
powierzchni obróbki
Funkcja M128 lub FUNCTION TCPM jest aktywna
HEIDENHAIN iTNC 530 67
Page 68

Symbol Znaczenie
2.4 Wyświetlacze stanu
Funkcja Dynamiczne monitorowanie kolizji (angl.
DCM) jest aktywna
Funkcja Adaptacyjne regulowanie posuwu AFC
jest aktywna (opcja software)
Jedno lub kilka globalnych nastawień programowych
jest aktywnych (opcja software)
Numer aktywnego punktu odniesienia z tabeli preset.
Jeśli punkt odniesienia został wyznaczony
manualnie, to TNC ukazuje za symbolem tekst MAN
68 Wprowadzenie
Page 69

Dodatkowe wyświetlacze stanu
Te dodatkowe wyświetlacze statusu przekazują dokładną informację o
przebiegu programu. Można je wywołać we wszystkich trybach pracy,
z wyjątkiem Program wprowadzić do pamięci/edycja.
Włączenie dodatkowych wyświetlaczy stanu
Wywołanie paska softkey dla podziału ekranu
Wybór przedstawienia na ekranie z dodatkowym
wyświetlaczem stanu: TNC pokazuje na prawej
połowie ekranu formularz stanu Przegląd .
Wybór dodatkowego wskazania statusu
Przełączyć pasek softkey, aż pojawią się softkeys
STATUS (STAN)
Wybrać bezpośrednio przy pomocy softkey
dodatkowe wskazanie statusu, np. pozycje i
współrzędne lub
2.4 Wyświetlacze stanu
wybrać żądany widok naciskając softkeys
przełączania
Poniżej opisane są znajdujące się do dyspozycji wskazania statusu,
które można wybierać bezpośrednio z softkey lub poprzez softkeys
przełączania.
Proszę uwzględnić, iż niektóre z poniżej opisanych
informacji o stanie znajdują się tylko wtedy do dyspozycji,
jeśli przynależna opcja software w TNC została
aktywowana.
HEIDENHAIN iTNC 530 69
Page 70

Przegląd
Formularz statusu Przegląd TNC wyświetla po włączeniu TNC, jeśli
wybrano podział ekranu PROGRAM+STATUS (lub POZYCJA +
STATUS). Formularz poglądowy zawiera streszczone najważniejsze
informacje o stanie, które można znaleźć w odpowiednich
formularzach szczegółowych.
Softkey Znaczenie
Wskazanie położenia w 5 osiach włącznie
Informacje o narzędziach
Aktywne M-funkcje
Aktywne transformacje wpółrzędnych
2.4 Wyświetlacze stanu
Ogólna informacja o programie (suwak PGM)
Softkey Znaczenie
Bezpośredni
wybór
niemożliwy
Aktywny podprogram
Aktywne powtórzenie części programu
Z PGM CALL wywołany program
Aktualny czas obróbki
Nazwa aktywnego programu głównego
Nazwa aktywnego programu głównego
Srodek okręgu CC (biegun)
Licznik czasu przerwy
Czas obróbki, jeśli program był symulowany w
trybie pracy Test programu kompletnie
Aktualny czas obróbki w %
Aktualny czas
Aktualny posuw na trajektorii
Wywołane programy
70 Wprowadzenie
Page 71

Ogólna informacja o paletach (suwak PAL)
Softkey Znaczenie
Bezpośredni
wybór
niemożliwy
Powtórzenia części programu/podprogramy (suwak LBL)
Softkey Znaczenie
Bezpośredni
wybór
niemożliwy
Numer aktywnego presetu palety
Aktywne powtórzenia części programu z
numerem wiersza, numer znacznika (Label) i
liczba zaprogramowanych/pozostałych jeszcze
do wykonania powtórzeń
Aktywne numery podprogramu z numerem
wiersza, w którym podprogram został wywołany i
numer Label, który został wywołany
Informacje o cyklach standardowych (suwak CYC)
Softkey Znaczenie
Bezpośredni
wybór
niemożliwy
Aktywny cykl obróbki
Aktywne wartości cyklu G62 tolerancja
2.4 Wyświetlacze stanu
HEIDENHAIN iTNC 530 71
Page 72

Aktywne funkcje dodatkowe M (suwak M)
Softkey Znaczenie
Bezpośredni
wybór
niemożliwy
Lista aktywnych funkcji M z określonym
znaczeniem
Lista aktywnych funkcji M, które zostają
dopasowywane przez producenta maszyn
2.4 Wyświetlacze stanu
72 Wprowadzenie
Page 73

Pozycje i współrzędne (suwak POS)
Softkey Znaczenie
Rodzaj wskazania położenia, np.pozycja rzeczywista
Przemieszczona w wirtualnym kierunku osi VT
wartość (tylko dla opcji software Globalne nastawienia
programowe)
Kąt nachylenia płaszczyzny obróbki
Kąt obrotu od podstawy
Informacje o narzędziach (suwak TOOL)
Softkey Znaczenie
Wskazanie T: numer i nazwa narzędzia
Wskazanie RT: numer i nazwa narzędzia
siostrzanego
Oś narzędzia
Długość i promienie narzędzia
Naddatki (wartości delta) z tabeli narzędzi (TAB) i z
TOOL CALL (PGM)
Okres trwałości, maksymalny okres trwałości (TIME 1)
i maksymalny okres trwałości przy TOOL CALL
(TIME 2)
Wyświetlenie pracującego narzędzia i (następnego)
narzędzia zamiennego
2.4 Wyświetlacze stanu
HEIDENHAIN iTNC 530 73
Page 74

Pomiar narzędzia (suwak TT)
TNC ukazuje tylko wówczas suwak TT, jeśli funkcja ta jest
aktywna na obrabiarce.
Softkey Znaczenie
Bezpośredni
wybór
niemożliwy
2.4 Wyświetlacze stanu
Przekształcenia współrzędnych (suwak TRANS)
Softkey Znaczenie
Numer mierzonego narzędzia
Wskazanie, czy dokonywany jest pomiar
promienia czy długości narzędzia
MIN- i MAX-wartość pomiaru ostrzy pojedyńczych
i wynik pomiaru przy obracającym się narzędziu
(DYN)
Numer ostrza narzędzia wraz z przynależną do
niego wartością pomiaru. Gwiazdka za zmierzoną
wartością wskazuje, iż została przekroczona
granica tolerancji z tabeli narzędzi. TNC pokazuje
wartości pomiarowe maksymalnie 24 ostrzy.
Nazwa aktywnej tabeli punktów zerowych
Aktywny numer punktu zerowego (#), komentarz z
aktywnego wiersza aktywnego numeru punktu
zerowego (DOC) z cyklu G53
Aktywne przesunięcie punktu zerowego (cykl
G54); TNC wyświetla aktywne przesunięcie
punktu zerowego w 8 osiach łącznie
Odbite lustrzanie osie (cykl G28)
Aktywny obrót podstawowy
Aktywny kąt obrotu (cykl G73)
Aktywny współczynnik skalowania /
współczynniki skalowania (cykle G72); TNC
wyświetla aktywny współczynnik wymiarowy w
łącznie 6 osiach
Środek wydłużenia osiowego
Patrz instrukcja obsługi, rozdział Cykle, cykle dla przeliczania
współrzędnych.
74 Wprowadzenie
Page 75

Globalne nastawienia programowe 1 (suwak GPS1, opcja
software)
TNC ukazuje tylko wówczas ten suwak, jeśli funkcja ta jest
aktywna na obrabiarce.
Softkey Znaczenie
Bezpośredni
wybór
niemożliwy
Globalne nastawienia programowe 2 (suwak GPS2, opcja
software)
TNC ukazuje tylko wówczas ten suwak, jeśli funkcja ta jest
aktywna na obrabiarce.
Softkey Znaczenie
Bezpośredni
wybór
niemożliwy
Zamienione osie
Nałożone przesunięcie punktu zerowego
Nałożone odbicie lustrzane
Zablokowane osie
2.4 Wyświetlacze stanu
Nałożony obrót podstawowy
Nałożona rotacja
Aktywny współczynnik posuwu
HEIDENHAIN iTNC 530 75
Page 76

Adaptacyjne regulowanie posuwu AFC (suwak AFC, opcja
software)
TNC ukazuje tylko wówczas suwak AFC , jeśli funkcja ta
jest aktywna na obrabiarce.
Softkey Znaczenie
Bezpośredni
wybór
niemożliwy
2.4 Wyświetlacze stanu
Aktywny tryb, w którym wykorzystywane jest
adaptacyjne regulowanie posuwu
Aktywne narzędzie (numer i nazwa narzędzia)
Numer przejścia skrawającego
Aktualny współczynnik potencjometru posuwu
w%
Aktualne obciążenie wrzeciona w %
Referencyjne obciążenie wrzeciona
Aktualne obroty wrzeciona
Aktualne odchylenie prędkości obrotowej
Aktualny czas obróbki
Diagram liniowy, na którym zostaje wyświetlane
aktualne obciążenie wrzeciona i zadawana przez
TNC wartość naregulowanego posuwu
76 Wprowadzenie
Page 77

2.5 Menedżer okien (WindowManager)
Producent maszyn określa zakres funkcjonowania i
zachowanie Menedżera okien (Window-Manager). Proszę
uwzględnić informacje zawarte w podręczniku obsługi
maszyny!
Na TNC znajduje się do dyspozycji Window-Menedżer Xfce. Xfce jest
standardową aplikacją bazujących na UNIX systemach operacyjnych,
przy pomocy której można konfigurować graficzny interfejs
użytkownika. Przy pomocy Window-Manager możliwe są następujące
funkcje:
Pasek zadań dla przełączania pomiędzy różnymi aplikacjami
(powierzchniami).
Zarządzanie dodatkową planszą ekranu, na której mogą przebiegać
specjalne aplikacje producenta maszyn.
Sterowanie fokusem pomiędzy aplikacjami software NC i
aplikacjami producenta maszyn.
Wywoływane okna (pop-up window) mogą zostać zmieniane co do
wielkości i pozycji. Zamykanie, odtwarzanie lub minimalizowanie
wywoływanego okna jest również możliwe.
TNC wyświetla na ekranie z lewej stronie symbol gwiazdki,
jeśli aplikacja menedżera Windows lub sam menedżer
Window spowodował błąd. Należy przejść w tym
przypadku do menedżera Window i usunąć ten problem, w
razie konieczności posłużyć się instrukcją obsługi
maszyny.
2.5 Menedżer okien (Window-Manager)
HEIDENHAIN iTNC 530 77
Page 78

Pasek zadań
Na pasku zadań wybieramy myszką różne strefy robocze. iTNC
oddaje do dyspozycji następujące strefy robocze:
Strefa robocza 1: aktywny tryb pracy maszyny
Strefa robocza 2: aktywny tryb pracy programowania
Strefa robocza 3: aplikacja producenta maszyn (dostępna
opcjonalnie)
Oprócz tego można na pasku zadań wybierać także inne aplikacje,
uruchamiane równelgle z TNC (np. przełączać na PDF obserwator
lub TNCguide).
Poprzez zielony symbol HEIDENHAIN otwieramy kliknięciem myszy
menu, w którym można uzyskiwać różne informacje, dokonywać
nastawień lub uruchamiać aplikacje. Następujące funkcje znajdują się
do dyspozycji:
About Xfce: informacje do menedżera Window Xfce
About HeROS: informacje do systemu operacyjnego TNC
NC Control: uruchamianie i zatrzymywanie oprogramowania TNC.
Dozwolone tylko w celach diagnostycznych
Web Browser: uruchamianie Mozilla Firefox
Diagnostics: korzystanie dozwolone tylko dla autoryzowanego
personelu fachowego dla startu aplikacji diagnostycznych
Settings: konfigurowanie różnych ustawień
Date/Time: nastawienie daty i godziny
2.5 Menedżer okien (Window-Manager)
Language: nastawienie języka dla dialogów systemowych. TNC
nadpisuje te nastawienia przy starcie z ustawieniem j
parametru maszynowego 7230
Network: nastawienia sieciowe
Reset WM-Conf: odtworzenie ustawienia standardowego
menedżera Windows. Resetuje w razie konieczności auch te
ustawienia, które przeprowadził producent maszyn
Screensaver: ustawienia dla wygaszacza ekranu, dostępne są
różne
Shares: konfigurowanie połączeń sieciowych
Tools: zwolnione tylko dla autoryzowanych użytkowników. Dostępne
pod Tools aplikacje można bezpośrednio uruchamiać poprzez
wybór przynależnego typu pliku w menedżerze plików TNC (patrz
„Dodatkowe narzędzia dla zarządzania zewnętrznymi typami
plików” na stronie 120)
ęzyka
78 Wprowadzenie
Page 79

2.6 Osprzęt: trójwymiarowe układy impulsowe i elektroniczne kółka ręczne firmy HEIDENHAIN
3D-sondy pomiarowe
Przy pomocy różnych 3D-sond pomiarowych impulsowych firmy
HEIDENHAIN można:
automatycznie wyregulować obrabiane części
szybko i dokładnie wyznaczyć punkty odniesienia
przeprowadzić pomiary obrabianej części w czasie przebiegu
programu
dokonywać pomiaru i sprawdzenia narzędzi
Wszystkie funkcje układu impulsowego są opisane w
oddzielnej instrukcji obsługi. W koniecznym przypadku
proszę zwrócić się do firmy HEIDENHAIN, dla uzyskania
tej instrukcji. ID: 670 388-xx.
Sondy pomiarowe impulsowe TS 220, TS 640 i TS 440
Tego rodzaju sondy impulsowe są szczególnie przydatne do
automatycznego wyregulowania obrabianej części, ustalania punktu
odniesienia, dla pomiarów obrabianego przedmiotu. TS 220 przewodzi
sygnały łączeniowe przez kabel i jest przy tym korzystną alternatywą,
jeżeli muszą Państwo czasami dokonywać digitalizacji.
Specjalnie dla maszyn ze zmieniaczem narzędzi przeznaczone są
sondy impulsowe TS 640 (patrz ilustracja) i niewielka TS 440, które
przesyłają sygnały na promieniach podczerwonych bezkablowo.
Zasada funkcjonowania: w impulsowych układach firmy HEIDENHAIN
nie zużywający się optyczny przełącznik rejestruje wychylenie
trzpienia stykowego. Powstały w ten sposób sygnał powoduje
wprowadzenie do pamięci rzeczywistego położenia aktualnej pozycji
sondy pomiarowej.
firmy HEIDENHAIN
HEIDENHAIN iTNC 530 79
2.6 Osprzęt: trójwymiarowe układy impulsowe i elektroniczne kółka ręczne
Page 80

Sonda impulsowa narzędziowa TT 140 dla pomiaru narzędzi
TT 140 jest przełączającą 3D-sondą impulsową dla pomiaru i kontroli
narzędzi. TNC ma 3 cykle do dyspozycji, z pomocą których można
ustalić promień i długość narzędzia przy nieruchomym lub
obracającym się wrzecionie. Szczególnie solidne wykonanie i wysoki
stopień zabezpieczenia uodporniają TT 140 na chłodziwo i wióry.
Sygnał przełączenia powstaje przy pomocy nie zużywającego się
optycznego przełącznika, który wyróżnia się wysokim stopniem
niezawodności.
Elektroniczne kółka ręczne typu HR
Elektroniczne kółka ręczne upraszczają precyzyjne ręczne
firmy HEIDENHAIN
przesunięcie sań osiowych. Odcinek przesunięcia na jeden obrót kółka
ręcznego jest wybieralny w obszernym zakresie. Oprócz
wmontowywanych kółek obrotowych HR130 i HR 150 firma
HEIDENHAIN oferuje przenośne ręczne kółka obrotowe HR 510 i
HR 520. Szczegółowy opis kółka HR 520 znajduje się w rozdziale 14
(patrz „Przemieszczenie przy pomocy elektronicznego kółka
ręcznego” na stronie 444)
2.6 Osprzęt: trójwymiarowe układy impulsowe i elektroniczne kółka ręczne
80 Wprowadzenie
Page 81

Programowanie: podstawy, zarządzanie plikami
Page 82

3.1 Podstawy
Y
X
Z
X (Z,Y)
X
MP
Y
X
Z
Przetworniki położenia i znaczniki referencyjne
Przy osiach maszyny znajdują się przetworniki położenia, które
rejestrują pozycje stołu obrabiarki a także narzędzia. Na osiach
liniowych zamontowane są z reguły przetworniki liniowe, na stołach
obrotowych i osiach nachylnych przetworniki kątowe.
3.1 Podstawy
Jeśli któraś z osi maszyny się przesuwa, odpowiedni układ pomiarowy
położenia wydaje sygnał elektryczny, na podstawie którego TNC
oblicza dokładną pozycję rzeczywistą osi maszyny.
W wypadku przerwy w dopływie prądu rozpada się zaszeregowanie
między położeniem suportu i obliczoną pozycją rzeczywistą. Dla
odtworzenia tego przyporządkowania, przetworniki dysponują
znacznikami referencyjnymi. Przy przejechaniu punktu referencyjnego
TNC otrzymuje sygnał, który odznacza stały punkt bazowy maszyny.
W ten sposób TNC może wznowić zaszeregowanie położenia
rzeczywistego i położenia suportu obrabiarki. W przypadku
przyrządów pomiaru po
zakodowanych odstępach, należy osie maszyny przemieścić o
maksymalnie 20 mm, w przypadku przyrządów pomiaru kąta o
maksymalnie 20°.
W przypadku absolutnych przyrządów pomiarowych po włączeniu
zostaje przesłana do sterowania absolutna wartość położenia. W ten
sposób, bez przemieszczenia osi maszyny, zostanie bezpośrednio po
włączeniu odtworzone przyporządkowanie pozycji rzeczywistej i
położenia sań maszyny.
łożenia ze znacznikami referencyjnymi o
Układ odniesienia
Przy pomocy układu odniesienia ustala się jednoznacznie położenie
na płaszczyźnie lub w przestrzeni. Podanie jakiejś pozycji odnosi się
zawsze do ustalonego punktu i jest opisane za pomocą
współrzędnych.
W prostokątnym układzie współrzędnych (układzie kartezjańskim) trzy
kierunki są określone jako osie X, Y i Z. Osie leżą prostopadle do
siebie i przecinają się w jednym punkcie, w punkcie zerowym.
Współrzędna określa odległość do punktu zerowego w jednym z tych
kierunków. W ten sposób można opisać położenie na płaszczyźnie
przy pomocy dwóch współrzędnych i przy pomocy trzech
współrzędnych w przestrzeni.
Współrzędne, które odnoszą się do punktu zerowego, określa się jako
współrz
dowolnego innego położenia (punktu odniesienia) w układzie
współrzędnych. Wartości współrzędnych względnych określa się
także jako inkrementalne (przyrostowe) wartości współrzędnych.
82 Programowanie: podstawy, zarządzanie plikami
ędne bezwzględne. Współrzędne względne odnoszą się do
Page 83

Układ odniesienia na frezarkach
+X
+Y
+Z
+X
+Z
+Y
W+
C+
B+
V+
A+
U+
Y
X
Z
Przy obróbce przedmiotu na frezarce operator posługuje się,
generalnie rzecz biorąc, prostokątnym układem współrzędnych.
Ilustracja po prawej stronie pokazuje, w jaki sposób
przyporządkowany jest prostokątny układ współrzędnych do osi
maszyny. Reguła trzech palców prawej ręki służy jako pomoc
pamięciowa: Jeśli palec środkowy pokazuje w kierunku osi narzędzi od
przedmiotu do narzędzia, to wskazuje on kierunek Z+, kciuk wskazuje
kierunek X+ a palec wskazujący kierunek Y+.
iTNC 530 może sterować 9 osiami łącznie. Oprócz osi głównych X, Y
i Z istnieją równolegle przebiegające osie pomocnicze U, V i W. Osie
obrotu zostają oznaczane poprzez A, B i C. Rysunek po prawej stronie
u dołu przedstawia przyporządkowanie osi pomocniczych oraz osi
obrotu w stosunku do osi głównych.
3.1 Podstawy
HEIDENHAIN iTNC 530 83
Page 84

Współrzędne biegunowe
X
Y
0°
30
10
CC
R
H
H
R
R
H
X
Z
Y
X
Z
Y
X
Z
Y
I
J
K
K
J
I
Jeżeli rysunek wykonawczy jest wymiarowany prostokątnie, proszę
napisać program obróbki także ze współrzędnymi prostokątnymi. W
przypadku przedmiotów z łukami kołowymi lub przy podawaniu
wielkości kątów, łatwiejsze jest ustalenie położenia przy pomocy
współrzędnych biegunowych.
W przeciwieństwie do współrzędnych prostokątnych X,Y i Z,
współrzędne biegunowe opisują tylko położenie na jednej
3.1 Podstawy
płaszczyźnie. Współrzędne biegunowe mają swój punkt zerowy na
biegunie CC (CC = circle centre; angl. środek koła). Pozycja w jednej
płaszczyźnie jest jednoznacznie określona przez:
Promień współrzędnych biegunowych: odległość bieguna CC od
danego położenia
K
ąt współrzędnych biegunowych: kąt pomiędzy osią odniesienia
kąta i odcinkiem łączącym biegun CC z daną pozycją.
Określenie bieguna i osi odniesienia kąta
Biegun określa się przy pomocy dwóch współrzędnych w
prostokątnym układzie współrzędnych na jednej z trzech płaszczyzn.
Tym samym jest także jednoznacznie zaszeregowana oś odniesienia
kąta dla kąta współrzędnych biegunowych H .
Współrzędne bieguna
(płaszczyzna)
X/Y +X
Y/Z +Y
Z/X +Z
84 Programowanie: podstawy, zarządzanie plikami
Oś bazowa kąta
Page 85

Absolutne i przyrostowe pozycje obrabianego
X
Y
2
1
3
10 30 50
10
20
30
X
Y
20
10 10
20
10
10
5
4
6
X
Y
0°
30
10
CC
R
H
G91+H
R
R
G91+H
G91+R
przedmiotu
Absolutne pozycje obrabianego przedmiotu
Jeśli współrzędne danej pozycji odnoszą się do punktu zerowego
współrzędnych (początku), określa się je jako współrzędne
bezwzględne. Każda pozycja na obrabianym przedmiocie jest
jednoznacznie ustalona przy pomocy jej współrzędnych
bezwzględnych.
Przykład 1: odwierty ze współrzędnymi absolutnymi:
Odwiert 1 Odwiert 2 Odwiert 3
X = 10 mm X = 30 mm X = 50 mm
Y = 10 mm Y = 20 mm Y = 30 mm
Przyrostowe pozycje obrabianego przedmiotu
Współrzędne przyrostowe odnoszą się do ostatnio zaprogramowanej
pozycji narzędzia, która to pozycja służy jako względny (urojony) punkt
zerowy. W ten sposób współrzędne względne podają przy zestawieniu
programu wymiar pomiędzy ostatnim i następującym po nim zadanym
położeniem, o który ma zostać przesunięte narzędzie. Dlatego określa
się go także jako wymiar skł
Wymiar inkrementalny odznaczamy poprzez funkcja G91 przed
oznaczeniem osi.
Przykład 2: odwierty ze współrzędnymi przyrostowymi
Bezwzględne współrzędne odwiertu 4
X = 10 mm
Y = 10 mm
Odwiert 5, odniesiony do 4 Odwiert 6, odniesiony do 5
G91 X = 20 mm G91 X = 20 mm
G91 Y = 10 mm G91 Y = 10 mm
adowy łańcucha wymiarowego.
3.1 Podstawy
Absolutne i przyrostowe współrzędne biegunowe
Współrzędne absolutne odnoszą się zawsze do bieguna i osi
odniesienia kąta.
Współrzędne przyrostowe odnoszą się zawsze do ostatnio
zaprogramowanej pozycji narzędzia.
HEIDENHAIN iTNC 530 85
Page 86

Wybór punktu odniesienia
Y
X
Z
MAX
MIN
X
Y
325
320
0
450 900
950
150
-150
750
0
300
±
0,1
21
3 4
7
6
5
Rysunek obrabianego przedmiotu zadaje określony element formy
obrabianego przedmiotu jako bezwzględny punkt odniesienia (punkt
zerowy), przeważnie jest to naroże przedmiotu. Przy wyznaczaniu
punktu odniesienia należy najpierw wyrównać przedmiot z osiami
maszyny i umieścić narzędzie dla każdej osi w odpowiednie położenie
w stosunku do przedmiotu. Przy tym położeniu należy ustawić
wyświetlacz TNC albo na zero albo na zadaną wartość położenia. W
ten sposób przyporządkowuje się obrabiany przedmiot układowi
3.1 Podstawy
odniesienia, który obowiązuje dla wskazania TNC lub dla programu
obróbki.
Jeśli rysunek obrabianego przedmiotu określa względne punkty
odniesienia, to proszę wykorzystać po prostu cykle dla przeliczania
współrzędnych (patrz instrukcja obsługi Programowanie cykli, cykle
dla przeliczania współrzędnych).
Jeżeli rysunek wykonawczy przedmiotu nie jest wymiarowany
odpowiednio dla NC, proszę wybrać jedną pozycję lub naroże
przedmiotu jako punkt odniesienia, z którego mo
wymiary do pozostałych punktów przedmiotu.
Szczególnie wygodnie wyznacza się punkty odniesienia przy pomocy
trójwymiarowego układu impulsowego firmy HEIDENHAIN. Patrz
instrukcja obsługi Cykle sondy impulsowej „Wyznaczanie punktów
odniesienia przy pomocy 3D-sondy impulsowej“.
Przykład
Szkic obrabianego przedmiotu ukazuje odwierty (1 do 4), których
wymiary odnoszą się do bezwzględnego punktu odniesienia o
współrzędnych X=0 Y=0. Odwierty (5 bis 7) odnoszą się do
względnego punktu odniesienia o współrzędnych bezwzględnych
X=450 Y=750. Przy pomocy cyklu PRZESUNIECIE PUNKTU
ZEROWEGO można przejściowo przesunąć punkt zerowy na pozycję
X=450, Y=750, aby zaprogramować odwierty (5 do 7) bez dalszych
obliczeń.
żna łatwo ustalić
86 Programowanie: podstawy, zarządzanie plikami
Page 87

3.2 Otwieranie i zapis programów
N10 G00 G40 X+10 Y+5 F100 M3
Numer wiersza
funkcja toru
kształtowego
słowa
Wiersz
Struktura programu NC DIN/ISO-format
Program obróbki składa się z wielu wierszy danych programu.
Ilustracja po prawej stronie pokazuje elementy pojedyńczego wiersza.
TNC numeruje bloki programu obróbki automatycznie, w zależności od
MP7220. MP7220 definiuje długość kroku przy numerowaniu wierszy.
Pierwszy wiersz programu jest oznaczony przez %, nazwę programu
i obowiązującą jednostkę miary.
Następujące po nim wiersze zawierają informacje o:
obrabianym przedmiocie
Wywołania narzędzi
najazd na bezpieczną pozycję
posuwy i prędkości obrotowe
ruchy kształtowe, cykle i inne funkcje
Ostatni wiersz programu oznaczony jest przy pomocy N99999999,
nazwy programu i obowiązującej jednostki miary.
Uwaga niebezpieczeństwo kolizji!
Firma HEIDENHAIN zaleca, zasadniczo wykonywać
najazd na bezpieczną pozycję po wywołaniu narzędzia, z
której to TNC może pozycjonować bezkolizyjnie dla
obróbki!
Definiowanie półwyrobu: G30/G31
Bezpośrednio po otwarciu nowego programu proszę zdefiniować nie
obrobiony przedmiot w kształcie prostopadłościanu. Aby zdefiniować
półwyrób, proszę nacisnąć klawisz SPEC FCT a następnie softkey
BLK FORM. TNC potrzebna jest ta definicja dla symulacji graficznych.
Boki prostopadłościanu mogę być maksymalnie 100 000 mm długie i
leżą równolegle do osi X,Y i Z. Półwyrób jest określony poprzez swoje
dwa punkty narożne:
MIN-punkt G30: najmniejsza współrzędna X, Y i Z
prostopadłościanu; proszę wprowadzić wartości bezwzględne
MAX-punkt G31: największa x,y i z współrzędna prostopadłościanu;
proszę wprowadzić wartości bezwzględne lub inkrementalne
Definicja półwyrobu (przedmiotu nieobrobionego) jest
tylko wtedy konieczna, kiedy chcemy przetestować
graficznie program!
3.2 Otwieranie i zapis programów
HEIDENHAIN iTNC 530 87
Page 88

Otworzenie nowego programu obróbki
Program obróbki proszę wprowadzać zawsze w trybie pracy
Programowanie/edycja . Przykład otwarcia programu:
Tryb pracy Programowanie/edycja wybrać
Wywołać zarządzanie plikami: klawisz PGM MGT
nacisnąć
Proszę wybrać folder, w którym ma zostać zapisany ten nowy
program:
NAZWA PLIKU = ALT.H
Wprowadzić nową nazwę programu, potwierdzić przy
pomocy klawisza ENT .
3.2 Otwieranie i zapis programów
OŚ WRZECIONA RÓWNOLEGŁA X/Y/Z ?
DEF BLK-FORM: MIN-PUNKT ?
DEF BLK-FORM: MAX-PUNKT?
Wybrać jednostkę miary: softkey MM lub CALE
nacisnąć. TNC przechodzi do okna programu i
otwiera dialog dla definicji BLK-FORM (półwyrób)
Zapisać oś wrzeciona, np. Z
Po kolei wprowadzić X, Y i Z współrzędne MIN-punktu
i za każdym razem klawiszem ENT potwierdzić
Po kolei wprowadzić X, Y i Z współrzędne MAXpunktu i za każdym razem klawiszem ENT
potwierdzić
88 Programowanie: podstawy, zarządzanie plikami
Page 89

Przykład: wyświetlenie BLK-formy w NC-programie
%NEU G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NEU G71 *
TNC wytwarza pierwszy i ostatni wiersz programu automatycznie.
Jeżeli nie chcemy programować definicji półwyrobu, to
przerywamy dialog przy oś wrzeciona równoległa do X/Y/Z
przy pomocy klawisza DEL!
TNC może ukazać grafikę, jeśli najkrótszy bok ma
przynajmniej 50 µm i najdłuższy maksymalnie
99 999,999 mm.
początek programu, nazwa, jednostka miary
oś wrzeciona, współrzędne MIN-punktu
współrzędne MAX-punktu
koniec programu, nazwa, jednostka miary
3.2 Otwieranie i zapis programów
HEIDENHAIN iTNC 530 89
Page 90

Programowanie przemieszczeń narzędzia w
12040
DIN/ISO
Aby zaprogramować wiersz, proszę wybrać klawisz funkcyjny DIN/ISO
na klawiaturze. Można używać także szarych klawiszych funkcyjnych
toru, aby otrzymać odpowiedni G-kod.
Proszę zwrócić uwagę, aby aktywna była pisownia dużą
literą.
Przykład wiersza pozycjonowania
Otworzyć wiersz
WSPÓŁRZĘDNE?
Wprowadzić współrzędne docelowe dla osi X
3.2 Otwieranie i zapis programów
TOR PUNKTU ŚRODKOWEGO FREZA
POSUW F=?
FUNKCJA DODATKOWA M ?
Okno programu pokazuje wiersz:
Wprowadzić współrzędną docelową dla osi Y, przy
pomocy klawisza ENT do następnego pytania
Przemieszczenie bez korekcji promienia narzędzia:
potwierdzić klawiszem ENT, lub
Dokonać przemieszczenia na lewo lub na prawo od
zaprogramowanego konturu: wybrać G41 lub G42 z
softkey
Posuw dla tego ruchu kształtowego 100 mm/min, przy
pomocy klawisza ENT do następnego pytania
Funkcja dodatkowa M3 „Włączyć wrzeciono“,
klawiszem ENT TNC kończy ten dialog
N30 G01 G40 X+10 Y+5 F100 M3 *
90 Programowanie: podstawy, zarządzanie plikami
Page 91

Przejęcie pozycji rzeczywistych
TNC umożliwia przejęcie aktualnej pozycji narzędzia do programu, np.
jeśli
operator programuje wiersze przemieszczenia
Programowanie cykli
Narzędzia z G99 definiować
Aby przejąć właściwe wartości położenia, należy:
U Pozycjonować pole wprowadzenia w tym miejscu w wierszu, w
którym chcemy przejąć daną pozycję
U Wybór funkcji dla przejęcia aktualnej pozycji: TNC
ukazuje w pasku softkey te osie, których pozycje
może operator przejąć
U Wybór osi: TNC zapisuje aktualną pozycję wybranej
osi do aktywnego pola wprowadzenia
TNC przejmuje na płaszczyźnie obróbki zawsze te
współrzędne punktu środkowego narzędzia, także jeśli
korekcja promienia narzędzia jest aktywna.
TNC przejmuje w osi narzędzia zawsze współrzędną
ostrza narzędzia, to znaczy uwzględnia zawsze aktywną
korekcję długości narzędzia.
TNC pozostawia pasek softkey dla wyboru osi tak długo
aktywnym, aż zostanie on wyłączony ponownym
naciśnięciem klawisza "przejęcie pozycji rzeczywistej". To
obowiązuje także wówczas, jeśli zapisuje się aktualny
wiersz i przy pomocy klawisza funkcyjnego toru otwiera
nowy wiersz. Jeśli wybieramy element wiersza, a
mianowicie wybierając przy pomocy softkey alternatywny
zapis (np. korekcję promienia), to TNC zamyka wówczas
również pasek z softkey dla wyboru osi.
Funkcja "Przejęcie pozycji rzeczywistej" jest dozwolona
tylko, jeśli funkcja Nachylenie płaszczyzny obróbki jest
aktywna.
3.2 Otwieranie i zapis programów
HEIDENHAIN iTNC 530 91
Page 92

Edycja programu
Operator może dokonywać tylko wtedy edycji programu,
jeśli nie zostaje on właśnie odpracowywany przez TNC w
jedynym z trybów pracy maszyny. TNC pozwala
wprawdzie na wejście kursorem do wiersza, nie
dopuszcza jednakże do zapisu w pamięci dokonywanych
zmian komunikatem o błędach.
W czasie, kiedy program obróbki zostaje zapisywany lub zmieniany,
można wybierać przy pomocy klawiszy ze strzałką lub przy pomocy
softkeys każdy wiersz w programie i pojedyńcze słowa wiersza:
Funkcja Softkey/klawisze
Przekartkowywać w górę
Przekartkowywać w dół
Skok do początku programu
3.2 Otwieranie i zapis programów
Skok do końca programu
Zmiana pozycji aktualnego wiersza na
ekranie. Tym samym można wyświetlić więcej
wierszy programu, zaprogramowanych przed
aktualnym wierszem
Zmiana pozycji aktualnego wiersza na
ekranie. Tym samym można wyświetlić więcej
wierszy programu, zaprogramowanych za
aktualnym wierszem
Przejście od wiersza do wiersza
Wybierać pojedyńcze słowa w wierszu
Wybór określonego wiersza: klawisz GOTO
nacisnąć, zapisać żądany numer wiersza,
klawiszem ENT potwierdzić. Albo: zapisać
krok numerów wierszy i liczbę
wprowadzonych wierszy poprzez naciśnięcie
na softkey N WIERSZY przeskoczyć w górę
lub w dół
92 Programowanie: podstawy, zarządzanie plikami
Page 93

Funkcja Softkey/klawisz
Wartość wybranego słowa ustawić na zero
Wymazać błędną wartość
Wymazać komunikat o błędach (nie migający)
Wymazać wybrane słowo
Usunąć wybrany wiersz
Usunąć cykle i części programu
Wstawić wiersz, który został ostatnio
edytowany lub wymazany
Wstawianie wierszy w dowolnym miejscu
U Proszę wybrać wiersz, za którym chce się włączyć nowy blok i
otworzyć dialog
Zmieniać i włączać słowa
U Proszę wybrać w wierszu dane słowo i nadpisać je nowym pojęciem.
W czasie, kiedy wybierano słowo, znajduje się w dyspozycji dialog
tekstem otwartym
U Zakończyć dokonywanie zmian: klawisz END nacisnąć
Jeśli chcemy wstawić słowo, proszę nacisnąć klawisze ze strzałką (na
prawo lub na lewo), aż ukaże się żądany dialog i proszę wprowadzić
następnie żądane pojęcie.
3.2 Otwieranie i zapis programów
HEIDENHAIN iTNC 530 93
Page 94

Szukanie identycznych słów w różnych wierszach programu
Dla tej funkcji softkey AUT. RYSOWANIE na OFF przełączyć.
Wybrać określone słowo w bloku: Przyciski ze
strzałką tak często naciskać, aż żądane słowo
zostanie zaznaczone
Wybór wiersza przy pomocy klawiszy ze strzałką
Zaznaczenie znajduje się w nowo wybranym wierszu na tym samym
słowie, jak w ostatnio wybranym wierszu.
Jeśli uruchomiono szukanie w bardzo długich programach,
to TNC wyświetla okno ze wskazaniem postępu.
Dodatkowo można przerwać szukanie poprzez softkey.
Znajdowanie dowolnego tekstu
U Wybrać funkcję szukania: nacisnąć softkey SZUKAJ . TNC ukazuje
dialog Szukaj tekstu:
3.2 Otwieranie i zapis programów
U Wprowadzić poszukiwany tekst
U Szukanie tekstu: softkey WYKONAC nacisnąć
94 Programowanie: podstawy, zarządzanie plikami
Page 95

Części programu zaznaczyć, kopiować, usuwać i wstawiać
Aby móc kopiować części programu w danym NC-programie lub do
innego NC-programu, TNC oddaje do dyspozycji następujące funkcje:
patrz tabela u dołu
Aby kopiować części programu proszę postąpić w następujący
sposób:
U Wybrać pasek z softkeys z funkcjami zaznaczania
U Wybrać pierwszy (ostatni) wiersz części programu, którą chcemy
kopiować
U Zaznaczyć pierwszy (ostatni) wiersz: softkey BLOK ZAZNACZ
nacisnąć. TNC podświetla jasnym tłem pierwsze miejsce numeru
wiersza i wyświetla softkey ZAZNACZANIE PRZERWAĆ.
U Proszę przesunąć jasne tło na ostatni (pierwszy) blok tej części
programu, którą chce się kopiować lub skasować. TNC prezentuje
wszystkie zaznaczone wiersze w innym kolorze. Funkcje
zaznaczania można w każdej chwili zakończyć, a mianowicie
naciśnięciem softkey ZAZNACZANIE PRZERWAĆ .
U Kopiowanie zaznaczonej części programu: nacisnąć softkey BLOK
KOPIOWAC, usunąć zaznaczoną część programu: nacisnąć
softkey USUNAC BLOK . TNC zapamiętuje zaznaczony blok
U Proszę wybrać przy pomocy przycisków ze strzałką ten wiersz, za
którym chcemy włączyć skopiowaną (usuniętą) część programu
Aby skopiowaną część programu włączyć do innego
programu, proszę wybrać odpowiedni program przez
zarządzanie plikami i zaznaczyć tam ten wiersz, za którym
chcemy włączyć.
3.2 Otwieranie i zapis programów
U Wstawić zapisaną do pamięci część programu: softkey WSTAWIC
BLOK nacisnąć
U Zakończyć funkcję zaznaczania: softkey PRZERWAĆ
ZAZNACZANIE nacisnąć
Funkcja Softkey
Włączenie funkcji zaznaczania
Wyłączenie funkcji zaznaczania
Usuwanie zaznaczonego bloku
Wstawić znajdujący się w pamięci blok
Kopiowanie zaznaczonego bloku
HEIDENHAIN iTNC 530 95
Page 96

Funkcja szukania TNC
+40
Przy pomocy funkcji szukania TNC można szukać dowolnych tekstów
w obrębie programu i w razie potrzeby zamieniać je nowym tekstem.
Szukanie dowolnych tekstów
U Wybrać wiersz, w którym zapamiętane jest szukane słowo
U Wybór funkcji szukania: TNC wyświetla okno szukania
i ukazuje w pasku softkey znajdujące się do
dyspozycji funkcje szukania (patrz tabela funkcja
szukania)
U Wprowadzić szukany tekst, zwrócić uwagę na
pisownię dużą/małą literą
U Aktywowanie operacji szukania: TNC ukazuje w pasku
softkey znajdujące się w dyspozycji opcje szukania
(patrz tabela opcje szukania)
U W razie konieczności zmienić opcje szukania
U Start operacji szukania: TNC przechodzi do
następnego wiersza, w którym zapamiętany jest
poszukiwany tekst
3.2 Otwieranie i zapis programów
U Powtórzenie operacji szukania: TNC przechodzi do
następnego wiersza, w którym zapamiętany jest
poszukiwany tekst
U Zakończyć funkcję szukania
Funkcje szukania Softkey
Wyświetlić okno, w którym ostatnie elementy
szukania zostają wyświetlane. Przez klawisz ze
strzałką element wybieralny, klawiszem ENT
przejąć
Wyświetlić okno, w którym znajdują się możliwe
elementy szukania aktualnego wiersza. Przez
klawisz ze strzałką element wybieralny,
klawiszem ENT przejąć
Wyświetlić okno, w którym ukazane są
najważniejsze NC-funkcje. Przez klawisz ze
strzałką element wybieralny, klawiszem ENT
przejąć
Aktywować funkcję szukać/zamienić
96 Programowanie: podstawy, zarządzanie plikami
Page 97

Opcje szukania Softkey
Określić kierunek szukania
Określić koniec szukania: nastawienie
KOMPLETNIE szuka od aktualnego wiersza do
aktualnego wiersza
Rozpocząć nowe szukanie
Szukanie/zamienianie dowolnych tekstów
Funkcja Szukanie/zamiana nie jest możliwa, jeśli
program jest zabezpieczony
jeżeli program zostaje właśnie odpracowywany przez
TNC
W przypadku funkcji WSZYSTKIE ZAMIENIC zwrócić
uwagę, aby nie zamienić przypadkowo części tekstu,
które mają pozostać niezmienione. Zamienione teksty są
nieodwracalnie stracone.
U Wybrać wiersz, w którym zapamiętane jest szukane słowo
U Wybór funkcji szukania: TNC wyświetla okno szukania
i ukazuje w pasku softkey znajdujące się do
dyspozycji funkcje szukania
U Aktywowanie zamiany: TNC ukazuje w oknie
dodatkowe możliwości wprowadzenia dla tekstu,
który ma być użyty
U Wprowadzić szukany tekst, zwrócić uwagę na
pisownię dużą/małą literą, klawiszem ENT
potwierdzić
U Wprowadzić tekst, który ma być użyty, zwrócić uwagę
na pisownię dużą/małą literą
U Aktywowanie operacji szukania: TNC ukazuje w pasku
softkey znajdujące się w dyspozycji opcje szukania
(patrz tabela opcje szukania)
U W razie konieczności zmienić opcje szukania
3.2 Otwieranie i zapis programów
U Start operacji szukania: TNC przechodzi do
następnego poszukiwanego tekstu
U Aby zamienić tekst a następnie przejść do następnego
znalezionego miejsca: softkey ZAMIENIĆ nacisnąć
lub w celu zamiany wszystkich znalezionych tekstów:
softkey ZAMIENIĆ WSZYSTKIE nacisnąć albo nie
zamieniać tekstu i przejść do następnego
znalezionego miejsca: softkey NIE ZAMIENIAĆ
nacisnąć
U Zakończyć funkcję szukania
HEIDENHAIN iTNC 530 97
Page 98

3.3 Zarządzanie plikami: podstawy
Pliki
Pliki w TNC Typ
Programy
w formacie firmy HEIDENHAIN
w formacie DIN/ISO
pliki smarT.NC
Strukturyzowane unit-programy
opisy konturu
tabele punktów dla pozycji obróbki
Tabele dla
narzędzi
zmieniacza narzędzi
palet
punktów zerowych
Punkty
presets
danych skrawania
materiałów narzędzi skrawających,
materiałów produkcyjnych
3.3 Zarządzanie plikami: podstawy
zależnych danych (np. punkty segmentacji)
Teksty jako
ASCII-pliki
pliki pomocy
.H
.I
.HU
.HC
.HP
.T
.TCH
.P
.D
.PNT
.PR
.CDT
.TAB
.DEP
.A
.CHM
dane rysunku technicznego jako
ASCII-pliki .DXF
Inne pliki
Szablony mocowadeł
Parametryzowane mocowadła
zależnych danych (np. punkty segmentacji)
Jeżeli zostaje wprowadzony do TNC program obróbki, proszę najpierw
dać temu programowi nazwę. TNC zapamiętuje ten program na dysku
twardym jako plik o tej samej nazwie. Także teksty i tabele TNC
zapamiętuje jako pliki.
Aby można było szybko znajdować pliki i nimi zarządzać, TNC
dysponuje specjalnym oknem do zarządzania plikami. W tym oknie
można wywołać różne pliki, kopiować je, zmieniać ich nazwę i
wymazywać.
Przy pomocy TNC operator może zarządzać prawie dowolną liczbą
plików, przynajmniej jednakże 21 GByte. Wielkość dysku twardego
zależy od głównego komputera, zaimplementowanego w maszynie.
Pojedyńczy program NC może być wielkości maksymalnie 2 GByte.
98 Programowanie: podstawy, zarządzanie plikami
.CFT
.CFX
.DEP
Page 99

Nazwy plików
Dla programów, tabeli i tekstów dołącza TNC rozszerzenie, które jest
oddzielone punktem od nazwy pliku. To rozszerzenie wyróżnia i tym
samym oznacza typ pliku.
PROG20 .H
Nazwa pliku Typ pliku
Długość nazwy pliku nie powinna przekraczać 25 znaków, w
przeciwnym razie TNC nie wyświetla pełnej nazwy programu.
Następujące znaki są niedozwolone w nazwie pliku:
. ! “ ’ ( ) * + / ; < = > ? [ ] ^ ` { | } ~
Oprócz tego nie należy używać znaku spacji (HEX 20)
oraz znaku Delete (HEX 7F) w nazwie pliku.
Maksymalnie dozwolona długość nazwy pliku może
zawierać tylko tyle znaków, aby nie została przekroczona
maksymalnie dozwolona długość ścieżki, wynosząca 83
znaków (patrz „Ścieżki” na stronie 102).
3.3 Zarządzanie plikami: podstawy
HEIDENHAIN iTNC 530 99
Page 100

Wyświetlanie utworzonych zewnętrznie plików na TNC
W TNC zainstalowanych jest kilka dodatkowych narzędzi, przy
pomocy których można przedstawione w poniższej tabeli pliki
wyświetlać jak i edytować.
Rodzaje plików Ty p
Pliki PDF
tabele Excel
pliki internetowe
pdf
xls
csv
html
Pliki tekstowe txt
Pliki grafiki bmp
Dalsze informacje dla wyświetlania i edycji przedstawionych typów
plików: Patrz “Dodatkowe narzędzia dla zarządzania zewnętrznymi
3.3 Zarządzanie plikami: podstawy
typami plików” na stronie 120.
ini
gif
jpg
png
Zabezpieczanie danych
Zabezpieczanie danych Firma HEIDENHAIN poleca, zestawione na
TNC programy i pliki zabezpieczać w PC w regularnych odstępach
czasu.
Z nieodpłatnym software dla transmiji danych TNCremo NT firma
HEIDENHAIN oddaje do dyspozycji prostą możliwość, wykonywania
kopii (backups) znajdujących się w pamięci TNC danych.
Następnie konieczny jest nośnik danych, na której są zabezpieczone
wszystkie specyficzne dla maszyny dane (PLC-program, parametry
maszyny itd.) W koniecznym przypadku proszę zwrócić się do
producenta maszyn.
100 Programowanie: podstawy, zarządzanie plikami
 Loading...
Loading...