

Page 1

Príručka používateľa
DIN/ISO
Programovanie
iTNC 530
Softvér NC
606 420-01
606 421-01
Slovensky (sk)
1/2011
Page 2
Ovládacie prvky TNC
1
50
0
50
100
F %
1
50
0
50
100
S %
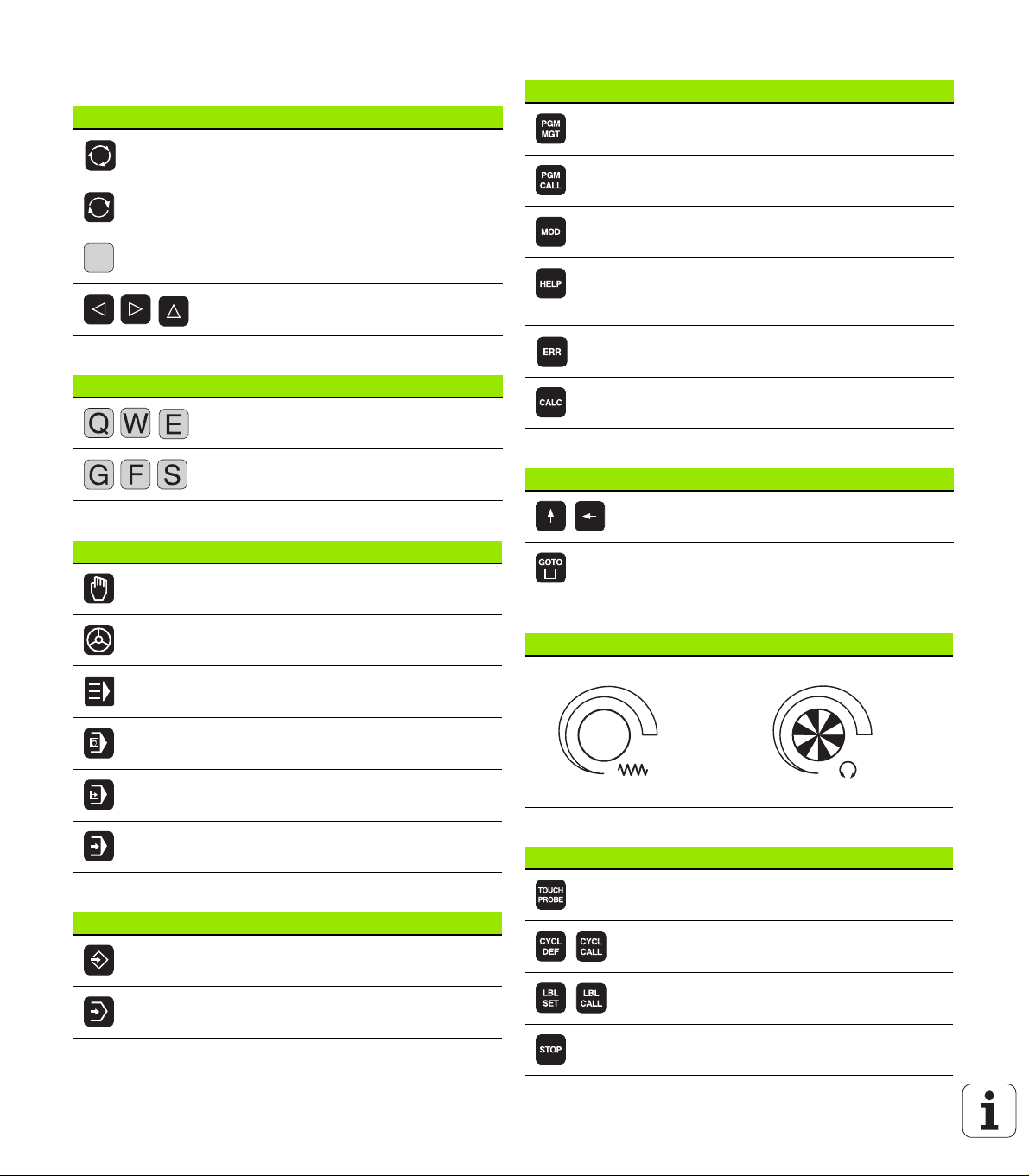
Ovládacie prvky na obrazovke
Tlačidlo Funkcia
Vybrať rozdelenie obrazovky
Prepnúť zobrazenie medzi režimami Stroj
a Programovanie
Softvérové tlačidlá: Vybrať funkciu na
obrazovke
Prepínanie líšt softvérových tlačidiel
Správa programov/súborov, funkcie TNC
Kláves Funkcia
Zvoliť a vymazať programy/súbory,
externý dátový prenos
Definovať vyvolanie programu, vybrať
tabuľky nulových bodov a bodov
Vybrať funkciu MOD
Zobraziť texty pomocníka pri NC
chybových hláseniach, vyvolať
TNCguide
Znaková klávesnica
Kláves Funkcia
Názvy súborov, komentáre
Programovanie DIN/ISO
Prevádzkové režimy stroja
Kláves Funkcia
Ručný režim
Elektronické ručné koliesko
smarT.NC
Polohovanie s ručným zadávaním
Krokovanie programu
Beh programu - plynulý chod
Prevádzkové režimy programovania
Kláves Funkcia
Uložiť/Editovať program
Zobraziť všetky aktuálne chybové
hlásenia
Vyvolať kalkulačku
Navigačné tlačidlá
Kláves Funkcia
Posunúť svetlé pole
Priamy výber blokov, cyklov a funkcií
parametrov
Potenciometer pre posuv a otáčky vretena
Posuv Otáčky vretena
Cykly, podprogramy a opakovania časti programu
Kláves Funkcia
Definovať cykly dotykovej sondy
Definovať a vyvolať cykly
Test programu
Vložiť a vyvolať podprogramy a
opakovania časti programu
Vložiť do programu zastavenie programu
Page 3

Údaje o nástrojoch
Kláves Funkcia
Definovať nástrojové dáta v programe
Vložiť, editovať súradnicové osi a čísla
Kláves Funkcia
Vybrať súradnicové osi, resp.
zadať do programu
Vyvolať nástrojové dáta
Naprogramovanie dráhových pohybov
Kláves Funkcia
Prísuv/odsun na/od obrysu
Voľné programovanie obrysu FK
Priamka
Stred kruhu/pól pre polárne súradnice
Kruhová dráha okolo stredu kruhu
Kruhová dráha s polomerom
Kruhová dráha s tangenciálnym
napojením
Zaobliť hrany/rohy
Čísla
Zmeniť desatinnú bodku/znamienko
Vloženie polárnych súradníc/
prírastkových hodnôt
Programovanie parametrov Q / stav
parametrov Q
Prevziať skutočnú polohu, hodnoty z
kalkulačky
Preskočiť dialóg a vymazať slová
Zatvoriť vstup a pokračovať dialógom
Zatvoriť blok, ukončiť vstup
Zrušiť vložené číselné hodnoty alebo
vymazať chybové hlásenie TNC
Prerušiť dialóg, vymazať časť programu
Špeciálne funkcie/smarT.NC
Kláves Funkcia
Zobraziť špeciálne funkcie
smarT.NC: Vybrať nasledujúci bežec vo
formulári
smarT.NC: Vybrať prvé vstupné pole v
predchádzajúcom/nasledujúcom
rámčeku
Page 4

Page 5

O tejto príručke
V nasledujúcom texte nájdete zoznam symbolov upozornení
používaných v tejto príručke
Tento symbol vám naznačuje, že k popísanej funkcii je
potrebné dodržiavať osobitné upozornenia.
Tento symbol vám naznačuje, že pri používaní popísanej
funkcie vzniká jedno alebo viaceré z nasledujúcich
nebezpečenstiev:
Nebezpečenstvá pre obrobok
Nebezpečenstvá pre upínacie prostriedky
Nebezpečenstvá pre nástroj
Nebezpečenstvá pre stroj
Nebezpečenstvá pre obsluhu
Tento symbol vám naznačuje, že popísaná funkcia musí
byť prispôsobená výrobcom vášho stroja. Popísaná
funkcia môže byť preto na každom stroji odlišná.
Tento symbol vám naznačuje, že detailné popisy funkcie
nájdete v inej príručke používateľa.
Požadovanie zmien alebo odhalenie chybového škriatka?
Ustavične sa pre vás snažíme zlepšovať našu dokumentáciu.
Pomôžte nám s tým a oznámte nám vaše priania zmien na
nasledujúcej e-mailovej adrese: tnc-userdoc@heidenhain.de.
O tejto príručke
HEIDENHAIN iTNC 530 5
Page 6
TNC typ, softvér a funkcie
Táto príručka popisuje funkcie, ktoré sú v TNC k dispozícii od
nasledujúcich čísiel NC softvéru.
TNC typ Č. NC softvéru
iTNC 530, HSCI a HeROS 5 606 420-01
iTNC 530 E, HSCI a HeROS 5 606 421-01
Rozpoznávacie písmeno E označuje exportnú verziu TNC. Pre
exportnú verziu TNC platí nasledujúce obmedzenie:
Pohyby po priamke simultánne až do 4 osí
HSCI (HEIDENHAIN Serial Controller Interface) označuje novú
hardvérovú platformu TNC ovládaní.
HeROS 5 označuje nový operačný systém TNC ovládaní založených
TNC typ, softvér a funkcie
na platforme HSCI.
Výrobca stroja prispôsobí využiteľný rozsah výkonu TNC príslušnému
stroju pomocou strojových parametrov. Preto sú v tejto príručke
popísané aj funkcie, ktoré nie sú k dispozícii na každom TNC.
Funkcie TNC, ktoré nie sú k dispozícii na všetkých strojoch, sú napr.:
Meranie nástroja s TT
Na spoznanie skutočného rozsahu funkcií vášho stroja sa spojte s
výrobcom stroja.
Mnohí výrobcovia strojov a spoločnosť HEIDENHAIN ponúkajú kurzy
na programovanie TNC. Účasť na takýchto kurzoch sa odporúča pre
intenzívne zoznámenie sa s funkciami TNC.
Príručka používateľa „Programovanie cyklu“
Všetky funkcie cyklov (cykly snímacieho systému a
obrábacie cykly) sú popísané v samostatnej príručke
používateľa. Obráťte sa príp. na spoločnosť HEIDENHAIN,
ak budete potrebovať túto príručku používateľa. ID:
670 388-xx
Používateľská dokumentácia smarT.NC:
Prevádzkový režim smarT.NC je popísaný v osobitnom
sprievodcovi. Obráťte sa príp. na spoločnosť HEIDENHAIN,
ak budete potrebovať tohto sprievodcu. ID: 533 191-xx.
6
Page 7
Voliteľný softvér
iTNC 530 obsahuje rôzny voliteľný softvér, ktorý si môžete aktivovať
sami alebo prostredníctvom výrobcu vášho stroja. Každý voliteľný
softvér sa dá uvoľniť osobitne a obsahuje vždy nasledovne uvedené
funkcie:
Voliteľný softvér 1
Interpolácia valcového plášťa (cykly 27, 28, 29 a 39)
Posuv v mm/min pri kruhových osiach: M116
Otáčanie roviny obrábania (cyklus 19, funkcia PLANE a softvérové
tlačidlo 3D-ROT v prevádzkovom režime Ručne)
Kruh v 3 osiach pri pootočenej rovine obrábania
Voliteľný softvér 2
Doba spracovania bloku 0,5 ms namiesto 3,6 ms
5-osová interpolácia
Interpolácia Spline
3D obrábanie:
M114: Automatická oprava strojovej geometrie pri práci s
otočnými osami
M128: Udržať polohu špičky nástroja pri polohovaní otočných osí
(TCPM)
FUNKCIA TCPM: Udržať polohu špičky nástroja pri polohovaní
otočných osí (TCPM) s možnosťou nastavenia spôsobu účinku
M144: Zohľadnenie kinematiky stroja v polohách
SKUTOČNÁ/POŽADOVANÁ na konci bloku
Dodatočný parameter Obráb. načisto/hrubovanie a Tolerancia pre
osi otáčania v cykle 32 (G62)
LN bloky (3D oprava)
TNC typ, softvér a funkcie
Voliteľný softvér DCM Collision Popis
Funkcia, ktorá kontroluje výrobcom stroja
definované oblasti pre zabránenie kolíziám.
Voliteľný softvér Converter DXF Popis
Extrahovať obrysy a obrábacie polohy zo
súborov DXF (formát R12).
HEIDENHAIN iTNC 530 7
Strana 325
Strana 218
Page 8

Voliteľný softvér - prídavný dialógový
jazyk
Funkcia na uvoľnenie dialógových jazykov
slovinčiny, slovenčiny, nórčiny, lotyštiny,
estónčiny, kórejčiny, turečtiny, rumunčiny,
litovčiny.
Popis
Strana 566
Voliteľný softvér Globálne nastavenia
programu
Funkcia na interpoláciu transformácií
súradníc v prevádzkových režimoch na
spracovanie, metóda interpolovaného
ručného kolieska vo virtuálnom smere osi.
Voliteľný softvér AFC Popis
Funkcia adaptívnej regulácie posuvu na
TNC typ, softvér a funkcie
optimalizáciu rezných podmienok pri sériovej
výrobe.
Voliteľný softvér KinematicsOpt Popis
Cykly snímacieho systému na kontrolu a
optimalizáciu presnosti stroja.
Voliteľný softvér 3D-ToolComp Popis
3D korekcia polomeru nástroja v závislosti od
uhla záberu pri LN blokoch.
Popis
Strana 343
Strana 353
Príručka
používateľa Cykly
Strana 353
8
Page 9

Stav vývoja (funkcie upgrade)
Okrem voliteľného softvéru budú ďalšie hlavné vyvinuté softvéry TNC
spravované pomocou funkcií upgrade, tzv. Feature Content Level
(angl. termín pre stav vývoja). Funkcie podliehajúce FCL sú vám k
dispozícii, ak dostanete na váš TNC aktualizáciu softvéru.
Po zaobstaraní nového stroja máte k dispozícii všetky
funkcie upgrade bez nákladov navyše.
Funkcie upgrade sú označené v príručke ako FCL n, pričom n
označuje priebežné číslo stavu vývoja.
Číslom kódu, ktoré si môžete zakúpiť, môžete trvale uvoľniť funkcie
FCL. Okrem toho sa spojte s výrobcom stroja alebo so spoločnosťou
HEIDENHAIN.
Funkcie FCL 4 Popis
Grafické zobrazenie chráneného
priestoru pri aktívnom monitorovaní
kolízií DCM
Strana 329
TNC typ, softvér a funkcie
Interpolácia ručným kolieskom v
zastavenom stave pri aktívnom
monitorovaní kolízií DCM
3D základné otočenie (kompenzácia
upnutia)
Funkcie FCL 3 Popis
Cyklus snímacieho systému na 3D
snímanie
Cykly snímacieho systému na
automatické vloženie vzťažného bodu
stred drážky/stred výstupku
Redukovanie posuvu pri obrábaní
obrysových výrezov, ak je nástroj v
plnom zábere
Funkcia PLANE: Vloženie uhla osi Strana 392
Používateľská dokumentácia ako
kontextovo senzitívny systém
pomocníka
Strana 328
Príručka stroja
Príručka používateľa
Cykly
Príručka používateľa
Cykly
Príručka používateľa
Cykly
Strana 144
HEIDENHAIN iTNC 530 9
Page 10
Funkcie FCL 3 Popis
smarT.NC: Programovanie smarT.NC
súbežne s obrábaním
Strana 106
smarT.NC: Obrysový výrez na raster
bodov
smarT.NC: Prezeranie programov
obrysov v správcovi súborov
smarT.NC: Stratégia polohovania pri
obrábaniach bodov
Funkcie FCL 2 Popis
3D čiarová grafika Strana 136
Virtuálna os nástroja Strana 491
TNC typ, softvér a funkcie
USB podpora blokových prístrojov
(pamäťové kľúče, pevné disky,
mechaniky CD-ROM)
Každej časti obrysu pri vzorci obrysu
môžete priradiť rôzne hĺbky
Cyklus snímacieho systému na globálne
nastavenie parametrov snímacieho
systému
smarT.NC: Graficky podporovaný
predbeh blokov
smarT.NC: Transformácie súradníc Sprievodca smarT.NC
Sprievodca smarT.NC
Sprievodca smarT.NC
Sprievodca smarT.NC
Strana 116
Príručka používateľa
Cykly
Príručka používateľa
Cykly snímacieho
systému
Sprievodca smarT.NC
smarT.NC: Funkcia PLANE Sprievodca smarT.NC
Predpokladané miesto použitia
TNC zodpovedá triede A podľa EN 55022 a je určený hlavne na
prevádzku v priemyselných oblastiach.
Právne upozornenie
Tento výrobok používa softvér Open Source. Ďalšie informácie
nájdete v ovládaní pod
U Prevádzkový režim Uložiť/Editovať
U Funkcia MOD
U Softvérové tlačidlo PRÁVNE UPOZORNENIA
10
Page 11
Nové funkcie 606 42x-01 vzťahujúce sa na predchádzajúce verzie 340 49x-05
Novo pripojené otvorenie a spracovanie externe vytvorených
súborov (pozrite „Prídavné nástroje na správu externých typov
súborov” na strane 119)
Pripojené nové funkcie na lište úloh (pozrite „Lišta úloh” na
strane 78)
Rozšírené funkcie pri konfigurácii ethernetového rozhrania (pozrite
„Konfigurovanie TNC” na strane 539)
Rozšírenia pre funkčnú bezpečnosť FS (možnosť):
Všeobecne k funkčnej bezpečnosti FS (pozrite „Všeobecne” na
strane 450)
Vysvetlenia pojmov (pozrite „Vysvetlenia pojmov” na strane 451)
Kontrola polôh osí (pozrite „Kontrola polôh osí” na strane 452)
Aktivovanie obmedzenia posuvu (pozrite „Aktivovanie
obmedzenia posuvu” na strane 454)
Rozšírenia vo všeobecných zobrazeniach stavu pri TNC s
funkčnou bezpečnosťou (pozrite „Prídavné zobrazenia stavu” na
strane 454)
Sú podporované nové ručné kolieska HR 510, HR 520 a HR 550 FS
(pozrite „Posuv elektronickým ručným kolieskom” na strane 438)
Nová softvérová možnosť 3D-ToolComp: 3D korekcia polomeru
nástroja v závislosti od uhla záberu pri blokoch s plošnými
normálovými vektormi (blokmi LN))
Teraz je možné zobrazenie súradnicovej grafiky 3D aj v režime celej
obrazovky (pozrite „Súradnicová grafika 3D (funkcia FCL 2)” na
strane 136)
Na výber súborov v rôznych NC funkciách a v náhľade tabuľky paliet
je teraz k dispozícii dialóg na výber súboru (pozrite „Vyvolanie
ľubovoľného programu ako podprogramu” na strane 239)
DCM: Zálohovanie a obnovenie upínacích situácií
DCM: Formulár pri vytváraní kontrolného programu obsahuje teraz
aj ikony a texty tipov (pozrite „Kontrola polohy zameraného
upínacieho prostriedku” na strane 336)
DCM, FixtureWizard: Snímacie body a poradie snímania sa
zobrazuje jednoznačnejšie
DCM, FixtureWizard: Je možné zapínanie a vypínanie zobrazenia
označení, snímacích bodov a bodov kontrolného merania (pozrite
„Ovládanie FixtureWizard” na strane 333)
DCM, FixtureWizard: Upínadlá a závesné body môžete teraz
ť ak kliknutím myšou
vybera
DCM: Teraz máte k dispozícii knižnicu so štandardnými upínadlami
(pozrite „Predlohy upínacích prostriedkov” na strane 332)
DCM: Správa nosiča nástrojov (pozrite „Správa nosičov nástrojov
(softvérová možnosť DCM)” na strane 340)
HEIDENHAIN iTNC 530 11
Nové funkcie 606 42x-01 vzťahujúce sa na predchádzajúce verzie 340 49x-05
Page 12
V prevádzkovom režime Test programu môžete teraz definovať
rovinu obrábania ručne (pozrite „Nastavte naklonené roviny
obrábania pre test programu” na strane 515)
Na strojoch bez meracích prístrojov v osiach otáčania umožňuje
funkcia M114 určenie súradníc osi otáčania na definovanie
virtuálneho smeru osi VT (pozrite „Virtuálna os VT” na strane 352)
Ručný režim je teraz k dispozícii aj v režime RW-3D na zobrazenie
polohy (pozrite „Voľba zobrazenia polohy” na strane 550)
Rozšírenia v tabuľke nástrojov TOOL.T(pozrite „Tabuľka nástrojov:
Štandardné nástrojové dáta” na strane 155):
Nový stĺpec DR2TABLE na definovanie tabuľky korektúr pre
korekciu polomeru nástroja v závislosti od uhla záberu
Nový stĺpec LAST_USE, do ktorého TNC zapíše dátum a čas
posledného vyvolania nástroja
Programovanie parametrov Q: Parametre reťazca QS sa teraz dajú
použiť aj pre cieľové adresy pri podmienených skokoch,
podprogramoch alebo opakovaniach častí programov (pozrite
„Vyvolanie podprogramu”, strana 237, pozrite „Vyvolanie
opakovania časti programu”, strana 238 a pozrite „Programovanie
rozhodovania keď/potom”, strana 262)
Vytvorenie súpisov použitia nástrojov v prevádzkových režimoch
spracovania sa dá nakonfigurovať pomocou formulára (pozrite
„Nastavenie pre skúšku použitia nástroja” na strane 173)
Reakcie pri vymazaní nástrojov z tabuľky nástrojov môžete teraz
ovplyvniť pomocou parametra stroja 7263 (pozrite „Editácia tabuliek
nástrojov” na strane 161)
V polohovacom režime TURN funkcie PLANE
definovať bezpečnostnú výšku, na ktorú sa má nástroj vrátiť pred
natočením do smeru osi nástroja (pozrite „Automatické natočenie:
MOVE/TURN/STAY (zadanie je nevyhnutne potrebné)” na
strane 394)
V rozšírenej správe nástrojov sú teraz k dispozícii nasledujúce
prídavné funkcie(pozrite „Správa nástrojov (softvérová možnosť)” na
strane 176):
Súčasne je možné editovanie stĺpcov so špeciálnymi funkciami
Formulárový náhľad údajov nástroja sa teraz dá voliteľne ukončiť
s uložením alebo bez uloženia zmenených hodnôt
V tabuľkovom náhľade je teraz k dispozícii vyhľadávacia funkcia
Indikované nástroje sa teraz zobrazia vo formulárovom náhľade
správne
V zozname poradia nástrojov sú teraz k dispozícii ďalšie detailné
informácie
Naplnenie a vyprázdnenie zoznamu naloženia a vyloženia
zásobníka nástrojov je teraz možné pomocou funkcie ťahaj a pusť
V tabuľkovom náhľade sa stĺpce dajú presúvať jednoducho
funkciou ťahaj a pusť
V prevádzkovom režime MDI je teraz k dispozícii aj niekoľko
špeciálnych funkcií (tlačidlo SPEC FCT) (pozrite „Programovanie a
spracovanie jednoduchých obrábaní” na strane 494)
môžete teraz
Nové funkcie 606 42x-01 vzťahujúce sa na predchádzajúce verzie 340 49x-05
12
Page 13

K dispozícii je nový ručný snímací cyklus, ktorý umožňuje
vyrovnanie šikmých polôh obrobkov otočením kruhového stola
(pozrite „Vyrovnanie obrobku pomocou 2 bodov” na strane 476)
Nový cyklus dotykovej sondy na kalibráciu dotykovej sondy na
kalibračnej guľôčke (pozrite príručku používateľa Programovanie
cyklov)
KinematicsOpt: Lepšia podpora na polohovanie osí interpolovaných
v Hirthovom rastri (pozrite príručku používateľa Programovanie
cyklov)
KinematicsOpt: Bol zavedený prídavný parameter na stanovenie
uvoľnenia osi otáčania (pozrite príručku používateľa Programovanie
cyklov)
Nový obrábací cyklus 275 na trochoidálne frézovanie drážok (pozrite
príručku používateľa Programovanie cyklov)
V cykle 241 na jednobritové vŕtanie sa teraz dá definovať aj hĺbka
zotrvania (pozrite príručku používateľa Programovanie cyklov)
Teraz sa dajú nastaviť reakcie cyklu 39 OBRYS VALCOVÉHO
PLÁŠŤA pri nábehu a odchode (pozrite príručku používateľa
Programovanie cyklov)
HEIDENHAIN iTNC 530 13
Nové funkcie 606 42x-01 vzťahujúce sa na predchádzajúce verzie 340 49x-05
Page 14

Zmenené funkcie 606 42x-01 vzťahujúce sa na predchádzajúce verzie 340 49x-06
V kalibračných menu pre dĺžku a polomer dotykovej sondy sa teraz
340 49x-06
zobrazí aj číslo a názov aktívneho nástroja (ak sa majú použiť
kalibračné údaje z tabuľky nástrojov, MP7411 = 1, pozrite
„Spravovanie viacerých blokov kalibračných údajov”, strana 471)
Funkcia PLANE zobrazuje teraz pri natočení v režime Zostávajúca
dráha uhol, ktorý sa má ešte skutočne prekonať na dosiahnutie
cieľovej polohy (pozrite „Zobrazenie polohy” na strane 379)
Zmenené reakcie nábehu pri obrábaní steny načisto pomocou cyklu
24 (DIN/ISO: G124) (pozrite príručku používateľa Programovanie
cyklov)
Zmenené funkcie 606 42x-01 vzťahujúce sa na predchádzajúce verzie
14
Page 15

Obsah
Prvé kroky s iTNC 530
1
Úvod
2
Programovanie: Základy, správa súborov
3
Programovanie: Programovacie pomôcky
4
Programovanie: Nástroje
5
Programovanie: Programovanie obrysov
6
Programovanie: Prídavné funkcie
7
Programovanie: Prevzatie údajov zo
súborov DXF
8
Programovanie: Podprogramy a
opakovania častí programov
9
Programovanie: Parametre Q
10
Programovanie: Prídavné funkcie
11
Programovanie: Špeciálne funkcie
12
Programovanie: Obrábanie vo viacerých
osiach
13
Programovanie: Správa paliet
14
Polohovanie s ručným zadávaním
15
Test programu a beh programu
16
Funkcie MOD
17
Tab uľky a prehľady
18
HEIDENHAIN iTNC 530 15
Page 16

Page 17

1 Prvé kroky s iTNC 530 ..... 39
1.1 Prehľad ..... 40
1.2 Zapnutie stroja ..... 41
Potvrdenie výpadku prúdu a nábeh do referenčných bodov ..... 41
1.3 Programovanie prvého dielu ..... 42
Zvolenie správneho prevádzkového režimu ..... 42
Najdôležitejšie ovládacie prvky TNC ..... 42
Vytvorenie nového programu/Správa súborov ..... 43
Definícia polovýrobku ..... 44
Štruktúra programu ..... 45
Programovanie jednoduchého obrysu ..... 46
Vytvorenie programu cyklov ..... 48
1.4 Grafické testovanie prvého dielu ..... 50
Zvolenie správneho prevádzkového režimu ..... 50
Voľba tabuľky nástrojov pre Test programu ..... 50
Vyberte program, ktorý chcete testovať ..... 51
Výber rozdelenia obrazovky a náhľadu ..... 51
Spustenie testu programu ..... 52
1.5 Nastavenie nástrojov ..... 53
Zvolenie správneho prevádzkového režimu ..... 53
Príprava a meranie nástrojov ..... 53
Tabuľka nástrojov TOOL.T ..... 53
Tabuľka miest TOOL_P.TCH ..... 54
1.6 Nastavenie obrobku ..... 55
Zvolenie správneho prevádzkového režimu ..... 55
Upnutie obrobku ..... 55
Vyrovnanie nástroja s 3D snímacím systémom ..... 56
Nastavenie vzťažného bodu s 3D snímacím systémom ..... 57
1.7 Spracovanie prvého programu ..... 58
Zvolenie správneho prevádzkového režimu ..... 58
Vyberte program, ktorý chcete odpracovať ..... 58
Spustenie programu ..... 58
HEIDENHAIN iTNC 530 17
Page 18

2 Úvod ..... 59
2.1 iTNC 530 ..... 60
Programovanie: Popisný dialóg HEIDENHAIN, smarT.NC a DIN/ISO ..... 60
Kompatibilita ..... 60
2.2 Obrazovka a ovládací panel ..... 61
Obrazovka ..... 61
Určenie rozdelenia obrazovky ..... 62
Ovládací panel ..... 63
2.3 Prevádzkové režimy ..... 64
Ručná prevádzka a el. ručné koliesko ..... 64
Polohovanie s ručným zadávaním ..... 64
Uložiť/Editovať program ..... 65
Test programu ..... 65
Priebeh programu po blokoch a priebeh programu jednotlivého bloku ..... 66
2.4 Zobrazenia stavu ..... 67
Zobrazenie stavu „Všeobecné“ ..... 67
Prídavné zobrazenia stavu ..... 69
2.5 Správca okien ..... 77
Lišta úloh ..... 78
2.6 Príslušenstvo: Snímacie systémy 3D a elektronické ručné kolieska od spoločnosti HEIDENHAIN ..... 79
Snímacie systémy 3D ..... 79
Elektronické ručné kolieska HR ..... 80
18
Page 19
3 Programovanie: Základy, správa súborov ..... 81
3.1 Základy ..... 82
Meracie zariadenia a referenčné značky ..... 82
Vzťažný systém ..... 82
Vzťažný systém na frézach ..... 83
Polárne súradnice ..... 84
Absolútne a inkrementálne polohy obrobku ..... 85
Výber vzťažného bodu ..... 86
3.2 Vytváranie a vkladanie programov ..... 87
Štruktúra NC programu vo formáte DIN/ISO ..... 87
Definícia polovýrobku: G30/G31 ..... 87
Vytvorenie nového obrábacieho programu ..... 88
Programovanie pohybov nástroja DIN/ISO ..... 90
Prevzatie skutočných polôh ..... 91
Editovanie programu ..... 92
Vyhľadávacia funkcia TNC ..... 96
3.3 Správa súborov: Základy ..... 98
Súbory ..... 98
Zobrazenie externe vytvorených súborov na TNC ..... 100
Zálohovanie dát ..... 100
3.4 Práca so správou súborov ..... 101
Adresáre ..... 101
Cesty ..... 101
Prehľad: Funkcie správy súborov ..... 102
Vyvolať správu súborov ..... 103
Výber jednotiek, adresárov a súborov ..... 104
Vytvorenie nového adresára (možné iba na jednotke TNC:\) ..... 107
Vytvorenie nového súboru (možné iba na jednotke TNC:\) ..... 107
Kopírovanie jednotlivého súboru ..... 108
Kopírovanie súboru do iného adresára ..... 109
Kopírovanie tabuliek ..... 110
Kopírovanie adresára ..... 111
Výber jedného z posledných vybraných súborov ..... 111
Vymazať súbor ..... 112
Vymazanie adresára ..... 112
Označenie súborov ..... 113
Premenovať súbor ..... 115
Prídavné funkcie ..... 116
Práca s klávesovými skratkami ..... 118
Prídavné nástroje na správu externých typov súborov ..... 119
Dátový prenos z/na externý nosič dát ..... 123
TNC v sieti ..... 126
Zariadenia USB na TNC (funkcia FCL 2) ..... 127
HEIDENHAIN iTNC 530 19
Page 20
4 Programovanie: Programovacie pomôcky ..... 129
4.1 Vkladanie komentárov ..... 130
Použitie ..... 130
Komentár počas vkladania programu ..... 130
Dodatočné vloženie komentára ..... 130
Vloženie komentára v samostatnom bloku ..... 130
Funkcie pri editovaní komentárov ..... 131
4.2 Členenie programov ..... 132
Definícia, možnosti používania ..... 132
Zobrazenie okna členenia/zmena aktívneho okna ..... 132
Vloženie členiaceho bloku do okna programu (vľavo) ..... 132
Výber blokov v okne členenia ..... 132
4.3 Kalkulačka ..... 133
Ovládanie ..... 133
4.4 Programovacia grafika ..... 134
Súbežné vykonávanie/nevykonávanie programovacej grafiky ..... 134
Vytvorenie programovacej grafiky pre existujúci program ..... 134
Zobrazenie/skrytie čísel blokov ..... 135
Vymazanie grafiky ..... 135
Zväčšenie alebo zmenšenie výrezu ..... 135
4.5 Súradnicová grafika 3D (funkcia FCL 2) ..... 136
Použitie ..... 136
Funkcie súradnicovej grafiky 3D ..... 136
Farebné zvýraznenie blokov v NC grafike ..... 138
Zobrazenie/skrytie čísel blokov ..... 138
Vymazanie grafiky ..... 138
4.6 Priamy pomocník pri chybových hláseniach NC ..... 139
Zobrazenie chybových hlásení ..... 139
Zobrazenie pomocníka ..... 139
4.7 Zobraziť zoznam všetkých nevybavených chybových hlásení ..... 140
Funkcia ..... 140
Zobraziť zoznam chýb ..... 140
Obsah okna ..... 141
Vyvolanie systému pomocníka TNCguide ..... 142
Vytvorenie servisných súborov ..... 143
4.8 Kontextový systém pomocníka TNCguide (funkcia FCL3) ..... 144
Použitie ..... 144
Práce s TNCguide ..... 145
Stiahnutie aktuálnych súborov pomocníka ..... 149
20
Page 21

5 Programovanie: Nástroje ..... 151
5.1 Vstupy vzťahujúce sa na nástroje ..... 152
Posuv F ..... 152
Otáčky vretena S ..... 152
5.2 Nástrojové dáta ..... 153
Predpoklady pre korekciu nástroja ..... 153
Číslo nástroja, názov nástroja ..... 153
Dĺžka nástroja L ..... 153
Polomer nástroja R ..... 153
Delta hodnoty pre dĺžky a polomery ..... 154
Vkladanie nástrojových dát do programu ..... 154
Vkladanie nástrojových dát do tabuľky ..... 155
Kinematika nosiča nástrojov ..... 164
Prepísanie jednotlivých dát nástroja z externého PC ..... 165
Tabuľka miest pre menič nástrojov ..... 166
Vyvolanie nástrojových dát ..... 169
Výmena nástroja ..... 171
Skúška použitia nástroja ..... 173
Správa nástrojov (softvérová možnosť) ..... 176
5.3 Korekcia nástroja ..... 181
Úvod ..... 181
Dĺžková korekcia nástroja ..... 181
Korekcia polomeru nástroja ..... 182
HEIDENHAIN iTNC 530 21
Page 22

6 Programovanie: Programovanie obrysov ..... 187
6.1 Pohyby nástroja ..... 188
Dráhové funkcie ..... 188
Prídavné funkcie M ..... 188
Podprogramy a opakovanie časti programu ..... 188
Programovanie s parametrami Q ..... 188
6.2 Základné informácie o dráhových funkciách ..... 189
Programovanie pohybu nástroja na obrábanie ..... 189
6.3 Nábeh a odchod od obrysu ..... 192
Začiatočný a konečný bod ..... 192
Tangenciálny nábeh a odchod ..... 194
6.4 Dráhové pohyby – pravouhlé súradnice ..... 196
Prehľad dráhových funkcií ..... 196
Priamka s rýchloposuvom G00
Priamka s posuvom G01 F ..... 197
Vloženie skosenia medzi dve priamky ..... 198
Zaoblenia rohov G25 ..... 199
Stred kruhu I, J ..... 200
Kruhová dráha C okolo stredu kruhu CC ..... 201
Kruhová dráha G02/G03/G05 s definovaným polomerom ..... 202
Kruhová dráha G06 s tangenciálnym napojením ..... 204
6.5 Dráhové pohyby – polárne súradnice ..... 209
Prehľad ..... 209
Počiatok polárnych súradníc: Pól I, J ..... 210
Priamka s rýchloposuvom G10
Priamka s posuvom G11 F ..... 210
Kruhová dráha G12/G13/G15 okolo pólu I, J ..... 211
Kruhová dráha G16 s tangenciálnym napojením ..... 212
Závitnica (Helix) ..... 213
22
Page 23

7 Programovanie: Prevzatie údajov zo súborov DXF ..... 217
7.1 Spracovanie súborov DXF (voliteľný softvér) ..... 218
Použitie ..... 218
Otvorenie súboru DXF ..... 219
Základné nastavenia ..... 220
Nastavenie vrstvy ..... 222
Definovanie vzťažného bodu ..... 223
Zvolenie a uloženie obrysu ..... 225
Vybrať a uložiť polohy obrábania ..... 228
Funkcia priblíženia (Zoom) ..... 234
HEIDENHAIN iTNC 530 23
Page 24

8 Programovanie: Podprogramy a opakovania častí programov ..... 235
8.1 Označenie podprogramu a časti programu ..... 236
Návestie (label) ..... 236
8.2 Podprogramy ..... 237
Spôsob vykonávania ..... 237
Pripomienky pre programovanie ..... 237
Programovanie podprogramu ..... 237
Vyvolanie podprogramu ..... 237
8.3 Opakovanie časti programu ..... 238
Návestie G98 ..... 238
Spôsob vykonávania ..... 238
Pripomienky pre programovanie ..... 238
Programovanie opakovania časti programu ..... 238
Vyvolanie opakovania časti programu ..... 238
8.4 Ľubovoľný program ako podprogram ..... 239
Spôsob vykonávania ..... 239
Pripomienky pre programovanie ..... 239
Vyvolanie ľubovoľného programu ako podprogramu ..... 239
8.5 Vnorenia ..... 241
Druhy vnorení ..... 241
Hĺbka vnorenia ..... 241
Podprogram v podprograme ..... 242
Opakované opakovanie časti programu ..... 243
Opakovanie podprogramu ..... 244
8.6 Príklady programovania ..... 245
24
Page 25

9 Programovanie: Parametre Q ..... 251
9.1 Princíp a prehľad funkcií ..... 252
Pripomienky k programovaniu ..... 254
Vyvolanie parametrických funkcií Q ..... 255
9.2 Skupiny dielov – parametre Q namiesto číselných hodnôt ..... 256
Použitie ..... 256
9.3 Popis obrysov pomocou matematických funkcií ..... 257
Použitie ..... 257
Prehľad ..... 257
Naprogramovanie základných aritmetických operácií ..... 258
9.4 Uhlové funkcie (trigonometria) ..... 259
Definície ..... 259
Programovanie uhlových funkcií ..... 260
9.5 Rozhodovanie keď/potom s parametrami Q ..... 261
Použitie ..... 261
Nepodmienené skoky ..... 261
Programovanie rozhodovania keď/potom ..... 262
9.6 Kontrola a zmena parametrov Q ..... 263
Postup ..... 263
9.7 Prídavné funkcie ..... 264
Prehľad ..... 264
D14: ERROR: Vygenerovanie chybových hlásení ..... 265
D15 PRINT: Výstup textov alebo hodnôt parametrov Q ..... 269
D19 PLC: Prenos hodnôt do PLC ..... 269
9.8 Priame vkladanie vzorcov ..... 270
Vloženie vzorca ..... 270
Výpočtové pravidlá ..... 272
Príklad vstupu ..... 273
9.9 Parametre reťazca ..... 274
Funkcie spracovania reťazcov ..... 274
Priradiť parameter reťazca ..... 275
Združiť parametre reťazca ..... 276
Transformovať číselnú hodnotu na parameter reťazca ..... 277
Kopírovať časť reťazca z parametra reťazca ..... 278
Kopírovať systémové dáta do parametra reťazca ..... 279
Transformovať parameter reťazca na číselnú hodnotu ..... 281
Kontrola parametra reťazca ..... 282
Stanoviť dĺžku parametra reťazca ..... 283
Porovna
ť abecedné poradie ..... 284
HEIDENHAIN iTNC 530 25
Page 26

9.10 Vopred obsadené parametre Q ..... 285
Hodnoty z PLC: Q100 až Q107 ..... 285
Blok WMAT: QS100 ..... 285
Aktívny polomer nástroja: Q108 ..... 285
Os nástroja: Q109 ..... 286
Stav vretena: Q110 ..... 286
Prívod chladiacej kvapaliny: Q111 ..... 286
Faktor prekrytia: Q112 ..... 286
Rozmerové údaje v programe: Q113 ..... 287
Dĺžka nástroja: Q114 ..... 287
Súradnice po snímaní počas chodu programu ..... 287
Odchýlka skutočnej a požadovanej hodnoty pri automatickom premeriavaní nástrojov sondou TT 130 ..... 288
Natáčanie roviny obrábania pomocou uhlov obrobku: Riadením TNC vypočítané súradnice pre osi
otáčania ..... 288
Výsledky merania cyklov snímacieho systému (pozri aj príručku používateľa Cykly snímacieho systému) ..... 289
9.11 Príklady programovania ..... 291
26
Page 27
10 Programovanie: Prídavné funkcie ..... 297
10.1 Zadávanie prídavných funkcií M a STOP ..... 298
Základy ..... 298
10.2 Prídavné funkcie na kontrolu priebehu programu, vretena a chladiacej kvapaliny ..... 299
Prehľad ..... 299
10.3 Prídavné funkcie na zadávanie súradníc ..... 300
Programovanie súradníc vzťahujúcich sa na stroj: M91/M92 ..... 300
Aktivovanie naposledy nastaveného vzťažného bodu: M104 ..... 302
Nábeh do polôh v nenatočenej súradnicovej sústave pri natočenej rovine obrábania: M130 ..... 302
10.4 Prídavné funkcie pre dráhové správanie ..... 303
Zabrúsenie rohov: M90 ..... 303
Vloženie zadefinovanej kružnice zaoblenia medzi priamkové úseky: M112 ..... 303
Nezohľadnenie bodov pri vykonávaní nekorigovaných priamkových blokov: M124 ..... 304
Obrábanie malých obrysových stupňov: M97 ..... 305
Úplné obrobenie rohov otvoreného obrysu: M98 ..... 307
Faktor posuvu pre zanorovacie pohyby: M103 ..... 308
Posuv v milimetroch/otáčka vretena: M136 ..... 309
Rýchlosti posuvu pri kruhových oblúkoch: M109/M110/M111 ..... 310
Vopred vypočítať obrys s korekciou polomeru (LOOK AHEAD): M120 ..... 311
Polohovanie ručným kolieskom počas priebehu programu: M118 ..... 313
Odsun od obrysu v smere osí nástroja: M140 ..... 314
Potlačenie kontroly dotykovou sondou: M141 ..... 315
Vymazanie modálnych programových informácií: M142 ..... 316
Vymazanie základného natočenia: M143 ..... 316
Automatické zdvihnutie nástroja od obrysu pri zastavení Stop NC: M148 ..... 317
Potlačenie hlásení koncového vypínača: M150 ..... 318
10.5 Prídavné funkcie pre laserové rezacie stroje ..... 319
Princíp ..... 319
Priamy výstup naprogramovaného napätia: M200 ..... 319
Napätie ako funkcia dráhy: M201 ..... 319
Napätie ako funkcia rýchlosti: M202 ..... 320
Výstup napätia ako funkcia času (časovo závislá rampa): M203 ..... 320
Výstup napätia ako funkcia času (časovo závislý impulz): M204 ..... 320
HEIDENHAIN iTNC 530 27
Page 28

11 Programovanie: Špeciálne funkcie ..... 321
11.1 Prehľad špeciálnych funkcií ..... 322
Hlavné menu Špeciálne funkcie SPEC FCT ..... 322
Menu Implicitné hodnoty programu ..... 323
Menu Funkcie na spracovanie obrysu a bodov ..... 323
Menu Definovať rôzne funkcie DIN/ISO ..... 324
11.2 Dynamická kontrola kolízie (voliteľný softvér) ..... 325
Funkcia ..... 325
Kontrola kolízie v ručných prevádzkových režimoch ..... 327
Kontrola kolízie v automatickej prevádzke ..... 328
Grafické zobrazenie chráneného priestoru (funkcia FCL4) ..... 329
Kontrola kolízie v prevádzkovom režime Test programu ..... 330
11.3 Kontrola upínacích prostriedkov (voliteľný softvér DCM) ..... 331
Základy ..... 331
Predlohy upínacích prostriedkov ..... 332
Parametrizácia upínacích prostriedkov: FixtureWizard ..... 332
Umiestnenie upínacieho prostriedku na stroji ..... 334
Zmena upínacieho prostriedku ..... 335
Odstránenie upínacieho prostriedku ..... 335
Kontrola polohy zameraného upínacieho prostriedku ..... 336
Správa upínaní ..... 338
11.4 Správa nosičov nástrojov (softvérová možnosť DCM) ..... 340
Základy ..... 340
Predlohy nosičov nástrojov ..... 340
Parametrizácia nosičov nástrojov: ToolHolderWizard ..... 341
Odstránenie nosičov nástrojov ..... 342
11.5 Globálne nastavenia programu (voliteľný softvér) ..... 343
Použitie ..... 343
Technické predpoklady ..... 345
Aktivovať/deaktivovať funkciu ..... 346
Základné natočenie ..... 348
Zameniť osi ..... 348
Interpolované zrkadlenie ..... 349
Dodatočné, doplnkové posunutie nulového bodu ..... 349
Zablokovanie osí ..... 350
Interpolované natočenie ..... 350
Override posuvu ..... 350
Interpolácia ručným kolieskom ..... 351
28
Page 29

11.6 Adaptívna regulácia posuvu AFC (voliteľný softvér) ..... 353
Použitie ..... 353
Definícia základných nastavení AFC ..... 355
Vykonanie výukového rezu ..... 357
Aktivovať/deaktivovať AFC ..... 360
Súbor prevádzkového denníka ..... 361
Monitorovanie zlomenia nástroja/opotrebovania nástroja ..... 363
Monitorovanie zaťaženia vretena ..... 363
11.7 Vytváranie textových súborov ..... 364
Použitie ..... 364
Otvorenie a zatvorenie textových súborov ..... 364
Editovanie textov ..... 365
Vymazávanie a opätovné vkladanie znakov, slov a riadkov ..... 366
Spracovanie textových blokov ..... 367
Vyhľadanie častí textu ..... 368
11.8 Práca s tabuľkami rezných podmienok ..... 369
Upozornenie ..... 369
Možnosti použitia ..... 369
Tabuľka pre materiály obrobkov ..... 370
Tabuľka pre rezné materiály nástroja ..... 371
Tabuľka rezných podmienok ..... 371
Potrebné údaje v tabuľke nástrojov ..... 372
Postup pri práci s automatickým výpočtom otáčok/posuvu ..... 373
Dátový prenos tabuliek rezných podmienok ..... 374
Konfiguračný súbor TNC.SYS ..... 374
HEIDENHAIN iTNC 530 29
Page 30

12 Programovanie: Obrábanie vo viacerých osiach ..... 375
12.1 Funkcie pre obrábanie vo viacerých osiach ..... 376
12.2 Funkcia PLANE: Naklonenie roviny obrábania (voliteľný-softvér 1) ..... 377
Úvod ..... 377
Definovanie funkcie PLANE ..... 379
Zobrazenie polohy ..... 379
Zrušenie funkcie PLANE ..... 380
Definovanie roviny obrábania prostredníctvom priestorového uhla: PLANE SPATIAL ..... 381
Definovanie roviny obrábania prostredníctvom priemetových uhlov: PLANE PROJECTED ..... 383
Definovanie roviny obrábania prostredníctvom Eulerových uhlov: PLANE EULER ..... 385
Definovanie roviny obrábania prostredníctvom dvoch vektorov: PLANE VECTOR ..... 387
Definovanie roviny obrábania prostredníctvom troch bodov: PLANE POINTS ..... 389
Definovanie roviny obrábania jediným inkrementálnym priestorovým uhlom: PLANE RELATIVE ..... 391
Definovanie roviny obrábania prostredníctvom uhla osi: PLANE AXIAL (funkcia FCL 3) ..... 392
Definovanie priebehu polohovania funkciou PLANE ..... 394
12.3 Frézovanie sklonenou frézou v natočenej rovine ..... 399
Funkcia ..... 399
Frézovanie sklonenou frézou inkrementálnym pojazdom po osi otáčania ..... 399
12.4 Prídavné funkcie pre osi otáčania ..... 400
Posuv v mm/min pri osiach otáčania A, B a C: M116 (voliteľný softvér 1) ..... 400
Dráhovo optimalizovaný pojazd po osiach otáčania: M126 ..... 401
Zníženie indikácie osi otáčania na hodnotu nižšiu ako 360°: M94 ..... 402
Automatická korekcia geometrie stroja pri práci s osami natočenia: M114 (voliteľný softvér 2) ..... 403
Zachovať polohu špičky nástroja pri polohovaní osí natáčania (TCPM): M128 (voliteľný softvér 2) ..... 404
Presné zastavenie na rohoch s netangenciálnymi prechodmi: M134 ..... 407
Výber osí natočenia: M138 ..... 407
Zohľadnenie kinematiky stroja v polohách SKUTOČNÁ/POŽADOVANÁ na konci bloku: M144 (voliteľný
softvér 2) ..... 408
12.5 Peripheral Milling: 3D korekcia polomeru s orientáciou nástroja ..... 409
Použitie ..... 409
30
Page 31

13 Programovanie: Správa paliet ..... 411
13.1 Správa paliet ..... 412
Použitie ..... 412
Výber tabuľky paliet ..... 414
Zatvorenie súboru paliet ..... 414
Správa paletového vzťažného bodu s tabuľkou predvoľby palety ..... 415
Spracovať súbor paliet ..... 417
13.2 Režim paliet s obrábaním orientovaným na nástroj ..... 418
Použitie ..... 418
Vybrať súbor paliet ..... 423
Vytvorenie súboru paliet vstupným formulárom ..... 423
Priebeh obrábania orientovaného na nástroje ..... 428
Zatvorenie súboru paliet ..... 429
Spracovať súbor paliet ..... 429
HEIDENHAIN iTNC 530 31
Page 32
14 Ručná prevádzka a nastavenie ..... 431
14.1 Zapnutie, vypnutie ..... 432
Zapnutie ..... 432
Vypnutie ..... 435
14.2 Prechádzanie osí stroja ..... 436
Upozornenie ..... 436
Prechádzanie osí s externými smerovými tlačidlami ..... 436
Krokové polohovanie ..... 437
Posuv elektronickým ručným kolieskom ..... 438
14.3 Otáčky vretena S, posuv F a prídavná funkcia M ..... 448
Použitie ..... 448
Zadávanie hodnôt ..... 448
Zmena otáčok vretena a posuvu ..... 449
14.4 Funkčná bezpečnosť FS (možnosť) ..... 450
Všeobecne ..... 450
Vysvetlenia pojmov ..... 451
Kontrola polôh osí ..... 452
Prehľad povolených posuvov a otáčok ..... 453
Aktivovanie obmedzenia posuvu ..... 454
Prídavné zobrazenia stavu ..... 454
14.5 Zadajte vzťažný bod bez 3D snímacieho systému ..... 455
Upozornenie ..... 455
Príprava ..... 455
Zadanie vzťažného bodu osovými tlačidlami ..... 456
Správa vzťažných bodov pomocou tabuľky Preset ..... 457
14.6 Použitie 3D snímacieho systému ..... 464
Prehľad ..... 464
Voľba cyklu snímacieho systému ..... 464
Protokolovanie nameraných hodnôt z cyklov snímacieho systému ..... 465
Zápis nameraných hodnôt z cyklov dotykovej sondy do tabuľky nulových bodov ..... 466
Zapíšte namerané hodnoty z cyklov dotykovej sondy do tabuľky Preset ..... 467
Uloženie nameraných hodnôt v tabuľke predvoľby palety ..... 468
14.7 Kalibrácia 3D dotykovej sondy ..... 469
Úvod ..... 469
Kalibrovanie účinnej dĺžky ..... 469
Kalibrácia účinného polomeru a vyrovnanie stredového posunutia dotykovej sondy ..... 470
Zobrazenie kalibračných hodnôt ..... 471
Spravovanie viacerých blokov kalibračných údajov ..... 471
14.8 Kompenzácia šikmej polohy obrobku pomocou 3D dotykovej sondy ..... 472
Úvod ..... 472
Stanovenie základného natočenia pomocou 2 bodov ..... 474
Stanovenie základného natočenia pomocou 2 otvorov/výstupkov: ..... 475
Vyrovnanie obrobku pomocou 2 bodov ..... 476
32
Page 33

14.9 Nastavenie vzťažného bodu 3D dotykovou sondou ..... 477
Prehľad ..... 477
Vloženie vzťažného bodu v ľubovoľnej osi ..... 477
Prevziať roh ako vzťažný bod – body, ktoré boli snímané pre základné natočenie ..... 478
Neprevziať roh ako vzťažný bod - body, ktoré boli snímané pre základné natočenie (pozri obr. vpravo) ..... 478
Stred kruhu ako vzťažný bod ..... 479
Stredová os ako vzťažný bod ..... 480
Zadanie vzťažných bodov pomocou otvorov/kruhových čapov ..... 481
Meranie obrobkov 3D- dotykovou sondou ..... 482
Snímacie funkcie používajte s mechanickými snímačmi alebo indikátormi ..... 485
14.10 Natočenie roviny obrábania (voliteľný softvér 1) ..... 486
Použitie, spôsob práce ..... 486
Nabehnutie referenčných bodov po natočených osiach ..... 488
Vloženie vzťažného bodu v pootočenom systéme ..... 488
Vloženie vzťažného bodu pri strojoch s kruhovým stolom ..... 488
Vloženie vzťažného bodu pri strojoch so systémom výmeny hlavy ..... 489
Indikácia polohy v natočenom systéme ..... 489
Obmedzenia pri pootočení roviny obrábania ..... 489
Aktivácia ručného natočenia ..... 490
Uložte aktuálny smer osi nástroja ako aktívny smer obrábania (funkcia FCL 2) ..... 491
HEIDENHAIN iTNC 530 33
Page 34

15 Polohovanie s ručným zadávaním ..... 493
15.1 Programovanie a spracovanie jednoduchých obrábaní ..... 494
Použitie polohovania s ručným zadávaním ..... 494
Uložte alebo vymažte programy s $MDI. ..... 497
34
Page 35

16 Testovanie a vykonávanie programu ..... 499
16.1 Grafické zobrazenie ..... 500
Použitie ..... 500
Prehľad: Pohľady ..... 502
Pôdorys ..... 502
Zobrazenie v 3 rovinách ..... 503
3D-zobrazenie ..... 504
Zväčšenie výrezu ..... 506
Opakovanie grafickej simulácie ..... 507
Zobraziť nástroj ..... 507
Zistenie času obrábania ..... 508
16.2 Funkcie na zobrazenie programu ..... 509
Prehľad ..... 509
16.3 Test programu ..... 510
Použitie ..... 510
16.4 Priebeh programu ..... 516
Použitie ..... 516
Vykonávanie obrábacieho programu ..... 517
Prerušiť obrábanie ..... 518
Presúvanie osí stroja počas prerušenia ..... 520
Pokračovanie vykonávania programu po prerušení ..... 521
Ľubovoľný vstup do programu (predbeh blokov) ..... 522
Opätovný nábeh na obrys ..... 525
16.5 Automatické spustenie programu ..... 526
Použitie ..... 526
16.6 Preskočenie blokov ..... 527
Použitie ..... 527
Mazanie znakov „/“ ..... 527
16.7 Voliteľné zastavenie vykonávania programu ..... 528
Použitie ..... 528
HEIDENHAIN iTNC 530 35
Page 36
17 Funkcie MOD ..... 529
17.1 Vybrať funkciu MOD ..... 530
Výber funkcií MOD ..... 530
Zmena nastavení ..... 530
Zatvoriť funkcie MOD ..... 530
Prehľad funkcií MOD ..... 531
17.2 Čísla softvéru ..... 532
Použitie ..... 532
17.3 Zadanie kľúčového čísla ..... 533
Použitie ..... 533
17.4 Nahrať servisné balíky ..... 534
Použitie ..... 534
17.5 Zriadenie dátových rozhraní ..... 535
Použitie ..... 535
Zriadiť rozhranie RS-232 ..... 535
Zriadiť rozhranie RS-422 ..... 535
Zvoľte PREVÁDZKOVÝ REŽIM externého zariadenia ..... 535
Nastaviť BAUD-RATE ..... 535
Priradenie ..... 536
Softvér na prenos dát ..... 537
17.6 Ethernetové rozhranie ..... 539
Úvod ..... 539
Možnosti pripojenia ..... 539
Konfigurovanie TNC ..... 539
17.7 Konfigurácia PGM MGT ..... 545
Použitie ..... 545
Zmeniť nastavenie PGM MGT ..... 545
Závislé súbory ..... 546
17.8 Parametre používateľa špecifické pre stroj ..... 547
Použitie ..... 547
17.9 Zobraziť polotovar v pracovnom priestore ..... 548
Použitie ..... 548
Otočiť celé zobrazenie ..... 549
17.10 Voľba zobrazenia polohy ..... 550
Použitie ..... 550
17.11 Výber sústavy mier ..... 551
Použitie ..... 551
17.12 Výber jazyku programovania pre $MDI ..... 552
Použitie ..... 552
17.13 Výber osi na generovanie bloku G01 ..... 553
Použitie ..... 553
36
Page 37
17.14 Zadať ohraničenia oblasti posuvu, zobrazenie nulového bodu ..... 554
Použitie ..... 554
Práca bez obmedzenia oblasti posuvu ..... 554
Zistiť a zadať maximálnu oblasť posuvu ..... 554
Zobrazenie vzťažného bodu ..... 555
17.15 Zobraziť súbory POMOCNÍKA ..... 556
Použitie ..... 556
Zvoľte SÚBORY POMOCNÍKA ..... 556
17.16 Zobraziť prevádzkové časy ..... 557
Použitie ..... 557
17.17 Kontrola nosiča údajov ..... 558
Použitie ..... 558
Vykonanie kontroly dátového nosiča ..... 558
17.18 Nastavenie systémového času ..... 559
Použitie ..... 559
Vykonanie nastavenia ..... 559
17.19 Teleservis ..... 560
Použitie ..... 560
Vyvolať/ukončiť Teleservis ..... 560
17.20 Externý prístup ..... 561
Použitie ..... 561
17.21 Konfigurácia bezdrôtového ručného kolieska HR 550 FS ..... 562
Použitie ..... 562
Priradiť ručné koliesko istému držiaku ručného kolieska ..... 562
Nastavenie rádiového kanála ..... 563
Nastavenie vysielacieho výkonu ..... 564
Štatistika ..... 564
HEIDENHAIN iTNC 530 37
Page 38
18 Tabuľky a prehľady ..... 565
18.1 Všeobecné parametre používateľa ..... 566
Možnosti zadávania strojových parametrov ..... 566
Voľba všeobecných parametrov používateľa ..... 566
Zoznam všeobecných parametrov používateľa ..... 567
18.2 Obsadenie konektorov a prípojných káblov pre dátové rozhrania ..... 581
Rozhranie V.24/RS-232-C na prístrojoch HEIDENHAIN ..... 581
Cudzie prístroje ..... 582
Rozhranie V.11/RS-422 ..... 583
Ethernetové rozhranie zásuvka RJ45 ..... 583
18.3 Technické informácie ..... 584
18.4 Výmena záložnej batérie ..... 593
38
Page 39

Prvé kroky s iTNC 530
Page 40

1.1 Prehľad
Táto kapitola má pomôcť začiatočníkom pri práci s TNC, aby rýchlo
spoznali najdôležitejšie postupy obsluhy TNC. Bližšie informácie k
téme nájdete v príslušnom popise, na ktorý je vždy odkázané.
V tejto kapitole sa pojednáva o nasledujúcich témach:
1.1 Prehľad
Zapnutie stroja
Programovanie prvého dielu
Grafické testovanie prvého dielu
Nastavenie nástrojov
Nastavenie obrobku
Spracovanie prvého programu
40 Prvé kroky s iTNC 530
Page 41

1.2 Zapnutie stroja
Potvrdenie výpadku prúdu a nábeh do referenčných bodov
Zapnutie a nábeh referenčných bodov sú funkcie závislé
od stroja. Rešpektujte pri tom aj príručku stroja.
U Zapnite prívod napätia pre TNC a stroj: TNC spustí operačný
systém. Tento proces môže trvať niekoľko minút. TNC potom
zobrazí v hlavičke obrazovky dialógové okno prerušenia prúdu
U Stlačte tlačidlo CE: TNC preloží program PLC
U Zapnite riadiace napätie: TNC preskúša funkciu
núdzového vypnutia a prejde do režimu nábehu do
referenčného bodu
U Prebehnutie referenčných bodov vykonajte v
prednastavenom poradí: Pre každú os stlačte externé
tlačidlo ŠTART. Ak máte na svojom stroji absolútne
meracie zariadenia dĺžok a uhlov, nábeh do
referenčných bodov odpadáva
TNC je teraz pripravené na prevádzku a nachádza sa v prevádzkovom
režime Ručná prevádzka.
1.2 Zapnutie stroja
Detailné informácie k tejto téme
Nábeh do referenčných bodov: Pozrite „Zapnutie”, strana 432
Prevádzkové režimy: Pozrite „Uložiť/Editovať program”, strana 65
HEIDENHAIN iTNC 530 41
Page 42

1.3 Programovanie prvého dielu
Zvolenie správneho prevádzkového režimu
Programy môžete vytvárať výhradne v prevádzkovom režime
Uložiť/Editovať:
U Stlačte tlačidlo prevádzkového režimu: TNC prejde do
prevádzkového režimu Uložiť/Editovať
Detailné informácie k tejto téme
Prevádzkové režimy: Pozrite „Uložiť/Editovať program”, strana 65
Najdôležitejšie ovládacie prvky TNC
Funkcie na vedenie dialógu Tlačidlo
Potvrdenie zadania a aktivovanie nasledujúcej
dialógovej otázky
Preskočenie dialógovej otázky
1.3 Programovanie prvého dielu
Predčasné ukončenie dialógu
Prerušenie dialógu, odmietnutie zadania
Softvérové tlačidlá na obrazovke, s ktorými v
závislosti od aktívneho prevádzkového stavu
volíte funkcie
Detailné informácie k tejto téme
Vytváranie a menenie programov: Pozrite „Editovanie programu”,
strana 92
Prehľad tlačidiel: Pozrite „Ovládacie prvky TNC”, strana 2
42 Prvé kroky s iTNC 530
Page 43

Vytvorenie nového programu/Správa súborov
U Stlačte tlačidlo PGM MGT: TNC otvorí Správu
súborov. Správa súborov TNC je zostavená podobne
ako správa súborov na PC s programom Windows
Explorer. So správou súborov spravujete údaje na
pevnom disku TNC
U Šípkami zvoľte zložku, v ktorej chcete otvoriť nový
súbor
U Zadajte názov súboru s príponou .I: TNC potom
automaticky otvorí program a opýta sa na mernú
jednotku nového programu. Rešpektujte obmedzenia
týkajúce sa špeciálnych znakov v názvoch súborov
(pozrite „Názvy súborov” na strane 99)
U Zvoľte mernú jednotku: Stlačte softvérové tlačidlo MM
alebo INCH: TNC spustí automaticky definíciu
polovýrobku (pozrite „Definícia polovýrobku” na
strane 44)
TNC vytvorí prvý a posledný blok programu automaticky. Tieto bloky
nemôžete dodatočne zmeniť.
Detailné informácie k tejto téme
Správa súborov: Pozrite „Práca so správou súborov”, strana 101
Vytvorenie nového programu: Pozrite „Vytváranie a vkladanie
programov”, strana 87
1.3 Programovanie prvého dielu
HEIDENHAIN iTNC 530 43
Page 44

Definícia polovýrobku
Y
X
Z
MAX
MIN
-40
100
100
0
0
Potom čo ste otvorili nový program, TNC spustí okamžite dialóg na
zadanie definície polovýrobku. Ako polovýrobok definujte vždy kváder
prostredníctvom údaju MIN a MAX bodu, vždy vzťahujúc sa k
zvolenému vzťažnému bodu.
Potom čo ste otvorili nový program, TNC automaticky zavedie definíciu
polovýrobku a opýta sa na potrebné údaje polovýrobku:
U Os vretena Z - rovina XY?: Zadanie aktívnej osi vretena. G17 je
uložené ako prednastavenie, s tlačidlom ENT prevezmite
U Súradnice?: Zadajte najmenšiu súradnicu X polovýrobku vzťahujúcu
sa k vzťažnému bodu, napr. 0, s tlačidlom ENT potvrďte
U Súradnice?: Zadajte najmenšiu súradnicu Y polovýrobku vzťahujúcu
sa k vzťažnému bodu, napr. 0, s tlačidlom ENT potvrďte
U Súradnice?: Zadajte najmenšiu súradnicu Z polovýrobku vzťahujúcu
sa k vzťažnému bodu, napr. -40, s tlačidlom ENT potvrďte
U Súradnice?: Zadajte najväčšiu súradnicu X polovýrobku vzťahujúcu
sa k vzťažnému bodu, napr. 100, s tlačidlom ENT potvrďte
U Súradnice?: Zadajte najväčšiu súradnicu Y polovýrobku vzťahujúcu
sa k vzťažnému bodu, napr. 100, s tlačidlom ENT potvrďte
U Súradnice?: Zadajte najväčšiu súradnicu Z polovýrobku vzťahujúcu
1.3 Programovanie prvého dielu
sa k vzťažnému bodu, napr. 0, s tlačidlom ENT potvrďte: TNC ukončí
dialóg
Príklady blokov NC
%NOVÝ G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NOVÝ G71 *
Detailné informácie k tejto téme
Definícia polovýrobku: (pozrite stranu 88)
44 Prvé kroky s iTNC 530
Page 45

Štruktúra programu
Obrábacie programy by mali byť, podľa možnosti, vždy zostavené
rovnako. Zvyšuje to prehľad, urýchľuje programovanie a redukuje
zdroje chýb.
Odporúčaná štruktúra programu pri jednoduchých, konvenčných
obrábaniach obrysov
1 Vyvolanie nástroja, definícia osi nástroja
2 Voľný pojazd nástroja
3 Predpolohovanie v rovine obrábania do blízkosti začiatočného
bodu obrysu
4 Predpolohovanie v osi nástroja nad obrobok alebo ihneď na hĺbku,
v prípade potreby zapnutie vretena/chladiacej kvapaliny
5 Nábeh na obrys
6 Obrábanie obrysu
7 Opustenie obrysu
8 Voľný pojazd nástroja, ukončenie programu
Detailné informácie k tejto téme:
Programovanie obrysu: Pozrite „Pohyby nástroja”, strana 188
Príklad: Štruktúra programu programovania
obrysu
%BSPCONT G71 *
N10G30G71X...Y...Z...*
N20 G31 X... Y... Z... *
N30T5G17S5000*
N40 G00 G40 G90 Z+250 *
N50X...Y...*
N60 G01 Z+10 F3000 M13 *
N70X...Y...RLF500*
...
N160 G40 ... X... Y... F3000 M9 *
N170 G00 Z+250 M2 *
N99999999 BSPCONT G71 *
1.3 Programovanie prvého dielu
Odporúčaná štruktúra programu pri jednoduchých programoch
cyklov
1 Vyvolanie nástroja, definícia osi nástroja
2 Odsunutie nástroja
3 Definícia obrábacieho cyklu
4 Nábeh do polôh obrábania
5 Vyvolanie cyklu, zapnutie vretena/chladiacej kvapaliny
6 Voľný pojazd nástroja, ukončenie programu
Detailné informácie k tejto téme:
Programovanie cyklu: Pozri príručku používateľa Cykly
Príklad: Štruktúra programu programovania
cyklov
%BSBCYC G71 *
N10G30G71X...Y...Z...*
N20 G31 X... Y... Z... *
N30T5G17S5000*
N40 G00 G40 G90 Z+250 *
N50 G200... *
N60X...Y...*
N70G79M13*
N80 G00 Z+250 M2 *
N99999999 BSBCYC G71 *
HEIDENHAIN iTNC 530 45
Page 46

Programovanie jednoduchého obrysu
X
Y
9
5
95
5
10
10
20
20
1
4
2
3
0
0
26
Obrys zobrazený na obrázku vpravo sa má raz ofrézovať na hĺbku 5
mm. Definíciu polovýrobku ste už vytvorili. Potom čo ste cez funkčné
tlačidlo otvorili dialóg, zadajte v hlavičke obrazovky všetky údaje
vyžadované od TNC.
U Vyvolanie nástroja: Zadajte údaje nástroja. Zadanie
vždy potvrďte s tlačidlom ENT, nezabudnite na os
nástroja
U Odsunutie nástroja: Stlačte oranžové osové tlačidlo Z,
aby ste ho odsunuli v osi nástroja, a zadajte hodnotu
pre polohu, do ktorej sa má nábeh vykonať, napr. 250.
Potvrďte s tlačidlom ENT
U Korekcia polomeru.: RL/RR/žiadna kor.? potvrďte s
tlačidlom ENT: Neaktivovať žiadnu korekciu polomeru
U Prídavná funkcia M? potvrďte s tlačidlom END: TNC
uloží zadaný blok pojazdu
U Prepolohovanie nástroja v rovine obrábania: Stlačte
oranžové osové tlačidlo X a zadajte hodnotu pre
polohu, do ktorej sa má nábeh vykonať, napr. -20
1.3 Programovanie prvého dielu
U Stlačte oranžové osové tlačidlo Y a zadajte hodnotu
pre polohu, do ktorej sa má nábeh vykonať, napr. -20.
Potvrďte s tlačidlom ENT
U Korekcia polomeru.: RL/RR/žiadna kor.? potvrďte s
tlačidlom ENT: Neaktivovať žiadnu korekciu polomeru
U Prídavná funkcia M? potvrďte tlačidlom END: TNC
uloží zadaný blok pojazdu
U Presun nástroja do hĺbky: Stlačte oranžové osové
tlačidlo Y a zadajte hodnotu pre polohu, do ktorej sa
má nábeh vykonať, napr. -5. Potvrďte s tlačidlom ENT
U Korekcia polomeru.: RL/RR/žiadna kor.? potvrďte
tlačidlom ENT: Neaktivovať žiadnu korekciu polomeru
U Posuv F = ? Zadajte polohovací posuv, napr.
3000 mm/min, potvrďte s tlačidlom ENT
U Prídavná funkcia M? Zapnite vreteno a chladiacu
kvapalinu, napr. M13, potvrďte s tlačidlom END: TNC
uloží zadaný blok pojazdu
U Nábeh na obrys: Zadefinujte polomer zaoblenia
zábehového kruhu
U Obrábanie obrysu, nábeh do bodu obrysu 2: Postačí
zadanie meniacich sa informácií, zadajte teda iba
súradnicu Y 95 a s tlačidlom END uložte zadania
U Nábeh do bodu obrysu 3: Zadajte súradnicu X 95 a s
tlačidlom END uložte zadania
46 Prvé kroky s iTNC 530
Page 47

U Definícia skosenia v bode obrysu 3: Zadajte šírku
27
0
skosenia 10 mm, uložte s tlačidlom END
U Nábeh do bodu obrysu 4: Zadajte súradnicu Y 5 a s
tlačidlom END uložte zadania
U Definícia skosenia v bode obrysu 4: Zadajte šírku
skosenia 20 mm, uložte s tlačidlom END
U Nábeh do bodu obrysu 1: Zadajte súradnicu X 5 a s
tlačidlom END uložte zadania
U Opustenie obrysu: Zadefinujte polomer zaoblenia
výjazdového kruhu
U Odsunutie nástroja: Stlačte oranžové osové tlačidlo Z
na odsunutie v osi nástroja a zadajte hodnotu pre
polohu, do ktorej sa má nábeh vykonať, napr. 250.
Potvrďte tlačidlom ENT
U Korekcia polomeru.: RL/RR/žiadna kor.? potvrďte
tlačidlom ENT: Neaktivovať žiadnu korekciu polomeru
U Prídavná funkcia M? Zadajte M2 pre koniec programu,
potvrďte s tlačidlom END: TNC uloží zadaný blok
pojazdu
Detailné informácie k tejto téme
Úplný príklad s blokmi NC: Pozrite „Príklad: Priamkový pohyb a
skosenie kartézsky”, strana 205
Vytvorenie nového programu: Pozrite „Vytváranie a vkladanie
programov”, strana 87
Nábeh na/opustenie obrysu: Pozrite „Nábeh a odchod od obrysu”,
strana 192
Programovanie obrysov: Pozrite „Prehľad dráhových funkcií”,
strana 196
Korekcia polomeru nástroja: Pozrite „Korekcia polomeru nástroja”,
strana 182
Prídavné funkcie M: Pozrite „Prídavné funkcie na kontrolu priebehu
programu, vretena a chladiacej kvapaliny”, strana 299
1.3 Programovanie prvého dielu
HEIDENHAIN iTNC 530 47
Page 48

Vytvorenie programu cyklov
X
Y
20
10
100
100
10
90
9080
000
0
Otvory zobrazené na obrázku vpravo (hĺbka 20 mm) sa majú vyhotoviť
štandardným cyklom vŕtania. Definíciu polovýrobku ste už vytvorili.
U Vyvolanie nástroja: Zadajte údaje nástroja. Zadanie
potvrďte zakaždým s tlačidlom ENT, nezabudnite na
os nástroja
U Odsunutie nástroja: Stlačte oranžové osové tlačidlo Z
na odsunutie v osi nástroja a zadajte hodnotu pre
polohu, do ktorej sa má nábeh vykonať, napr. 250.
Potvrďte tlačidlom ENT
U Korekcia polomeru.: RL/RR/žiadna kor.? potvrďte
tlačidlom ENT: Neaktivovať žiadnu korekciu polomeru
U Prídavná funkcia M? potvrďte tlačidlom END: TNC
uloží zadaný blok pojazdu
U Vyvolanie menu cyklov
U Zobrazenie cyklov vŕtania
U Zvolenie štandardného cyklu vŕtania 200: TNC spustí
1.3 Programovanie prvého dielu
dialóg na definíciu cyklu. Krok za krokom zadajte
parametre požadované od TNC, zadanie zakaždým
potvrďte s tlačidlom ENT. TNC zobrazuje dodatočne
v pravej obrazovke grafiku, v ktorej je zobrazený
príslušný parameter cyklu
U Nábeh do prvej vŕtacej polohy: Zadajte súradnice
vŕtacej polohy, vypnite chladiacu kvapalinu a vreteno,
vyvolajte cyklus s M99
U Nábeh do nasledujúcej vŕtacej polohy: Zadajte
súradnice príslušnej vŕtacej polohy, vyvolajte cyklus s
M99
U Odsunutie nástroja: Stlačte oranžové osové tlačidlo Z
na odsunutie v osi nástroja a zadajte hodnotu pre
polohu, do ktorej sa má nábeh vykonať, napr. 250.
Potvrďte tlačidlom ENT
U Korekcia polomeru.: RL/RR/žiadna kor.? potvrďte
tlačidlom ENT: Neaktivovať žiadnu korekciu polomeru
U Prídavná funkcia M? Zadajte M2 pre koniec programu,
potvrďte tlačidlom END: TNC uloží zadaný blok
pojazdu
48 Prvé kroky s iTNC 530
Page 49
Príklady blokov NC
%C200 G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N30 T5 G17 S4500 *
N40 G00 G40 G90 Z+250 *
N50G200VŔTANIE
Q200=2 ;BEZP. VZDIALENOSŤ
Q201=-20 ;HĹBKA
Q206=250 ;PRÍSUV F DO HL.
Q202=5 ;HĹBKA PRÍSUVU
Q210=0 ;F. ČAS HORE
Q203=-10 ;SÚRAD. POVRCHU
Q204=20 ;2. BEZP. VZDIAL.
Q211=0.2 ;ČAS PRESTOJA DOLE
N60X+10Y+10M13M99*
N70X+10Y+90M99*
N80X+90Y+10M99*
N90X+90Y+90M99*
N100 G00 Z+250 M2 *
N99999999 %C200 G71 *
Definícia neobrobeného polotovaru
Vyvolanie nástroja
Odsunutie nástroja
Definovanie cyklu
Vreteno a chladiaca kvapalina zap., vyvolanie cyklu
Vyvolanie cyklu
Vyvolanie cyklu
Vyvolanie cyklu
Odsunutie nástroja, koniec programu
1.3 Programovanie prvého dielu
Detailné informácie k tejto téme
Vytvorenie nového programu: Pozrite „Vytváranie a vkladanie
programov”, strana 87
Programovanie cyklu: Pozrite príručku používateľa Cykly
HEIDENHAIN iTNC 530 49
Page 50
1.4 Grafické testovanie prvého
dielu
Zvolenie správneho prevádzkového režimu
Programy môžete testovať výhradne v prevádzkovom režime Test
programu:
U Stlačte tlačidlo prevádzkového režimu: TNC prejde do
prevádzkového režimu Test programu
Detailné informácie k tejto téme
Prevádzkové režimy TNC: Pozrite „Prevádzkové režimy”, strana 64
Testovanie programov: Pozrite „Test programu”, strana 510
Voľba tabuľky nástrojov pre Test programu
Tento krok musíte vykonať len vtedy, ak ste ešte v prevádzkovom
režime Test programu neaktivovali žiadnu tabuľku nástrojov.
U Stlačte tlačidlo PGM MGT: TNC otvorí Správu
súborov.
U Stlačte softvérové tlačidlo ZVOLIŤ TYP: TNC zobrazí
1.4 Grafické testovanie prvého dielu
menu softvérových tlačidiel pre výber zobrazovaného
typu súboru
U Stlačte softvérové tlačidlo ZOBRAZIŤ VŠETKY: TNC
zobrazí všetky uložené súbory v pravom okne
U Presunutie svetlého poľa doľava na zložky
U Presunutie svetlého poľa na zložku TNC:\
U Presunutie svetlého poľa doprava na súbory
U Presunutie svetlého poľa na súbor TOOL.T (aktívna
tabuľka nástrojov), prevzatie tlačidlom ENT: TOOL.T
získa status S a tým je aktívny pre Test programu
U Stlačte tlačidlo END: Opustenie správy súborov
Detailné informácie k tejto téme
Správa nástrojov: Pozrite „Vkladanie nástrojových dát do tabuľky”,
strana 155
Testovanie programov: Pozrite „Test programu”, strana 510
50 Prvé kroky s iTNC 530
Page 51
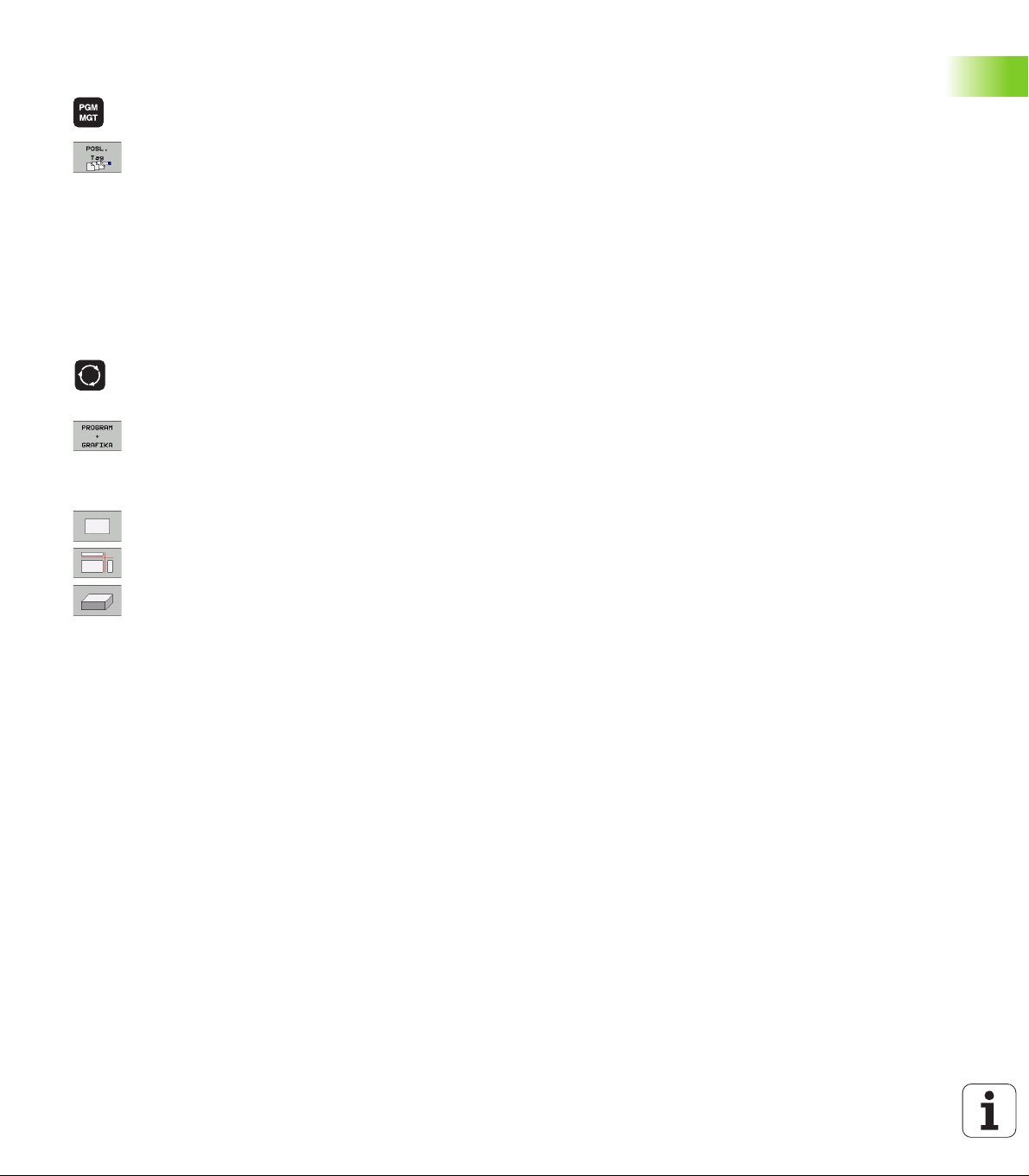
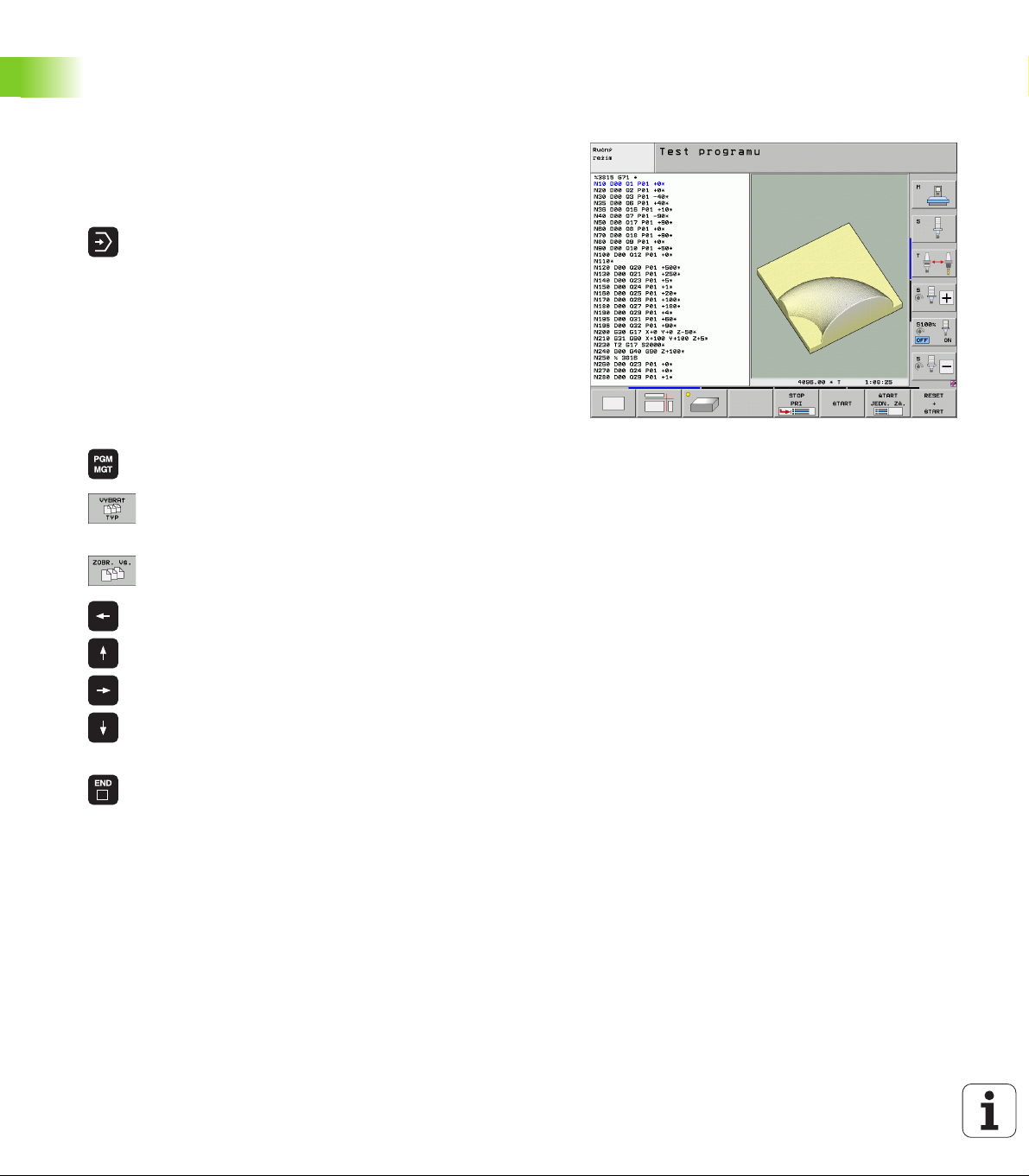
Vyberte program, ktorý chcete testovať
U Stlačte tlačidlo PGM MGT: TNC otvorí Správu
súborov.
U Stlačte softvérové tlačidlo POSLEDNÉ SÚBORY:
TNC otvorí prekrývacie okno s poslednými vybranými
súbormi
U Pomocou tlačidiel so šípkami zvoľte program, ktorý
chcete testovať, tlačidlom ENT prevezmite
Detailné informácie k tejto téme
Výber programu: Pozrite „Práca so správou súborov”, strana 101
Výber rozdelenia obrazovky a náhľadu
U Stlačte tlačidlo k výberu rozdelenia obrazovky: TNC
zobrazí v lište softvérových tlačidiel všetky dostupné
alternatívy
U Stlačte softvérové tlačidlo PROGRAM + GRAFIKA:
TNC zobrazí v ľavej polovici obrazovky program, v
pravej polovici obrazovky polovýrobok
U Softvérovým tlačidlom zvoľte požadovaný náhľad
U Zobrazenie pôdorysu
U Zobrazenie v 3 rovinách
1.4 Grafické testovanie prvého dielu
U Zobrazenie 3D-zobrazenia
Detailné informácie k tejto téme
Grafické funkcie: Pozrite „Grafické zobrazenie”, strana 500
Vykonanie testu programu: Pozrite „Test programu”, strana 510
HEIDENHAIN iTNC 530 51
Page 52

Spustenie testu programu
U Stlačte softvérové tlačidlo RESET + ŠTART: TNC
simuluje aktívny program, až k naprogramovanému
prerušeniu alebo až po koniec programu
U Zatiaľ čo simulácia prebieha, môžete softvérovými
tlačidlami meniť náhľady
U Stlačte softvérové tlačidlo STOP: TNC preruší test
programu
U Stlačte softvérové tlačidlo ŠTART: TNC potom
pokračuje po prerušení v teste programu
Detailné informácie k tejto téme
Vykonanie testu programu: Pozrite „Test programu”, strana 510
Grafické funkcie: Pozrite „Grafické zobrazenie”, strana 500
Nastavenie rýchlosti testu: Pozrite „Nastavenie rýchlosti testu
programu”, strana 501
1.4 Grafické testovanie prvého dielu
52 Prvé kroky s iTNC 530
Page 53

1.5 Nastavenie nástrojov
Zvolenie správneho prevádzkového režimu
Nástroje nastavíte v prevádzkovom režime Ručná prevádzka:
U Stlačte tlačidlo prevádzkového režimu: TNC prejde do
prevádzkového režimu Ručná prevádzka
Detailné informácie k tejto téme
Prevádzkové režimy TNC: Pozrite „Prevádzkové režimy”, strana 64
Príprava a meranie nástrojov
U Potrebné nástroje upnite do príslušného skľučovadla
U Pri meraní s externým prednastavovacím prístrojom nástrojov:
Zmerajte nástroje, poznačte si dĺžku a polomer alebo ich priamo s
prenosovým programom preneste do stroja
U Pri meraní na stroji: Nástroje uložte v meniči nástrojov (pozrite
stranu 54)
Tabuľka nástrojov TOOL.T
V tabuľke nástrojov TOOL.T (pevne uložená pod TNC:\) ukladajte
údaje nástrojov ako dĺžka a polomer, ale aj ďalšie informácie
špecifické pre nástroje, ktoré potrebuje TNC na vykonanie rôznych
funkcií.
Pre zadanie údajov nástrojov do tabuľky nástrojov TOOL.T postupujte
nasledovne:
U Zobrazenie tabuľky nástrojov: TNC zobrazuje tabuľku
nástrojov v tabuľkovom zobrazení
U Zmena tabuľky nástrojov: Softvérové tlačidlo
EDITOVAŤ nastavte na ZAP.
U Pomocou tlačidiel so šípkami nadol alebo nahor
vyberte číslo nástroja, ktorý chcete zmeniť
U Pomocou tlačidiel so šípkami vľavo alebo vpravo
vyberte údaje nástroja, ktoré chcete zmeniť
U Opustenie tabuľky nástrojov: Stlačte tlačidlo KONIEC
1.5 Nastavenie nástrojov
Detailné informácie k tejto téme
Prevádzkové režimy TNC: Pozrite „Prevádzkové režimy”, strana 64
Práca s tabuľkou nástrojov: Pozrite „Vkladanie nástrojových dát do
tabuľky”, strana 155
HEIDENHAIN iTNC 530 53
Page 54

Tabuľka miest TOOL_P.TCH
Spôsob funkcie tabuľky miest je závislý od stroja.
Rešpektujte pri tom aj príručku stroja.
V tabuľke miest TOOL_P.TCH (pevne uložená pod TNC:\) určujete,
ktoré nástroje sú vo vašom zásobníku nástrojov osadené.
Pre zadanie údajov do tabuľky miest TOOL_P.TCH postupujte
nasledovne:
U Zobrazenie tabuľky nástrojov: TNC zobrazuje tabuľku
nástrojov v tabuľkovom zobrazení
U Zobrazenie tabuľky miest: TNC zobrazuje tabuľku
miest v tabuľkovom zobrazení
1.5 Nastavenie nástrojov
Detailné informácie k tejto téme
Prevádzkové režimy TNC: Pozrite „Prevádzkové režimy”, strana 64
Práca s tabuľkou miest: Pozrite „Tabuľka miest pre menič nástrojov”,
strana 166
U Zmena tabuľky miest: Softvérové tlačidlo EDITOVAŤ
nastavte na ZAP.
U Pomocou tlačidiel so šípkami nadol alebo nahor
vyberte číslo miesta, ktoré chcete zmeniť
U Pomocou tlačidiel so šípkami vpravo alebo vľavo
vyberte údaje, ktoré chcete zmeniť
U Opustenie tabuľky miest: Stlačte tlačidlo KONIEC
54 Prvé kroky s iTNC 530
Page 55
1.6 Nastavenie obrobku
Zvolenie správneho prevádzkového režimu
Obrobky nastavíte v prevádzkovom režime Ručná prevádzka alebo
El. ručné koliesko
U Stlačte tlačidlo prevádzkového režimu: TNC prejde do
prevádzkového režimu Ručná prevádzka
Detailné informácie k tejto téme
Ručná prevádzka: Pozrite „Prechádzanie osí stroja”, strana 436
Upnutie obrobku
Upnite obrobok pomocou upínacieho prípravku na stôl stroja. Ak máte
na vašom stroji k dispozícii 3D snímací systém, potom odpadáva
osovo paralelné vyrovnanie obrobku.
Ak nemáte k dispozícii žiadny 3D snímací systém, potom musíte
obrobok vyrovnať tak, aby bol upnutý paralelne k osiam stroja.
1.6 Nastavenie obrobku
HEIDENHAIN iTNC 530 55
Page 56

Vyrovnanie nástroja s 3D snímacím systémom
U Zamenenie 3D snímacieho systému: V prevádzkovom režime MDI
(MDI = Manual Data Input) vykonajte blok TOOL CALL so zadaním
osi nástroja a následne opäť zvoľte prevádzkový režim Ručná
prevádzka (v prevádzkovom režime MDI môžete po blokoch
odpracovať ľubovoľné bloky NC nezávisle od seba)
U Zvolenie snímacích funkcií: TNC zobrazí v lište
softvérových tlačidiel dostupné funkcie
U Meranie základného natočenia: TNC zobrazí menu
základného natočenia. Pre zachytenie základného
natočenia snímajte na obrobku dva body na jednej
priamke
U Snímací systém predpolohujte so smerovými
tlačidlami osí do blízkosti prvého snímacieho bodu
1.6 Nastavenie obrobku
U Softvérovým tlačidlom zvoľte smer snímania
U Stlačte Štart NC: Snímací systém sa presúva
definovaným smerom, kým sa nedotkne obrobku a
následne sa presunie späť na začiatočný bod
U Snímací systém predpolohujte smerovými tlačidlami
osí do blízkosti druhého snímacieho bodu
U Stlačte Štart NC: Dotyková sonda sa presúva
definovaným smerom, kým sa nedotkne obrobku a
následne sa automaticky presunie späť na začiatočný
bod
U TNC následne zobrazí zistené základné natočenie
U Menu opustite tlačidlom KONIEC, otázku o prevzatí
základného natočenia v tabuľke predvolieb potvrďte
tlačidlom NO ENT (neprevziať)
Detailné informácie k tejto téme
Prevádzkový režim MDI: Pozrite „Programovanie a spracovanie
jednoduchých obrábaní”, strana 494
Vyrovnanie obrobku: Pozrite „Kompenzácia šikmej polohy obrobku
pomocou 3D dotykovej sondy”, strana 472
56 Prvé kroky s iTNC 530
Page 57

Nastavenie vzťažného bodu s 3D snímacím systémom
U Zamenenie 3D snímacieho systému: V prevádzkovom režime MDI
vykonajte blok TOOL CALL so zadaním osi nástroja a následne
opäť zvoľte prevádzkový režim Ručná prevádzka
U Zvolenie snímacích funkcií: TNC zobrazí v lište
softvérových tlačidiel dostupné funkcie
U Nastavenie vzťažného bodu napr. na roh obrobku:
TNC sa opýta, či chcete prevziať snímacie body z
predchádzajúceho zaznamenaného základného
natočenia. Stlačte tlačidlo ENT, aby ste prevzali body
U Snímací systém premiestnite do blízkosti prvého
snímacieho bodu na hrane obrobku, ktorá nebola pre
základné natočenie zosnímaná
U Softvérovým tlačidlom zvoľte smer snímania
U Stlačte Štart NC: Dotyková sonda sa presúva
definovaným smerom, kým sa nedotkne obrobku a
následne sa automaticky presunie späť na začiatočný
bod
U Dotykovú sondu predpolohujte smerovými tlačidlami
osí do blízkosti druhého snímacieho bodu
U Stlačte Štart NC: Dotyková sonda sa presúva
definovaným smerom, kým sa nedotkne obrobku a
následne sa automaticky presunie späť na začiatočný
bod
U TNC následne zobrazí súradnice zisteného rohového
bodu
U Nastavenie 0: Stlačte SOFTVÉROVÉ TLAČIDLO
VLOŽIŤ VZŤAŽNÝ BOD
U Menu opustite tlačidlom END
1.6 Nastavenie obrobku
Detailné informácie k tejto téme
Nastavenie vzťažných bodov: Pozrite „Nastavenie vzťažného bodu
3D dotykovou sondou”, strana 477
HEIDENHAIN iTNC 530 57
Page 58

1.7 Spracovanie prvého programu
Zvolenie správneho prevádzkového režimu
Programy môžete odpracovať buď v prevádzkovom režime
Krokovanie programu, alebo v prevádzkovom režime Vykonávanie
programu plynulo:
U Stlačte tlačidlo prevádzkového režimu: TNC prejde do
prevádzkového režimu Krokovanie programu, TNC
odpracuje program blok po bloku. Každý blok musíte
potvrdiť tlačidlom Štart NC
U Stlačte tlačidlo prevádzkového režimu: TNC prejde do
prevádzkového režimu Vykonávanie programu
plynulo, TNC odpracuje program po Štart NC až po
prerušenie programu alebo až do konca
Detailné informácie k tejto téme
Prevádzkové režimy TNC: Pozrite „Prevádzkové režimy”, strana 64
Spracovanie programov: Pozrite „Priebeh programu”, strana 516
Vyberte program, ktorý chcete odpracovať
1.7 Spracovanie prvého programu
U Stlačte tlačidlo PGM MGT: TNC otvorí Správu
súborov.
U Stlačte softvérové tlačidlo POSLEDNÉ SÚBORY:
TNC otvorí prekrývacie okno s poslednými vybranými
súbormi
U V prípade potreby pomocou tlačidiel so šípkami zvoľte
program, ktorý chcete odpracovať, tlačidlom ENT
prevezmite
Detailné informácie k tejto téme
Správa súborov: Pozrite „Práca so správou súborov”, strana 101
Spustenie programu
U Stlačte tlačidlo Štart NC: TNC odpracuje aktívny
program
Detailné informácie k tejto téme
Spracovanie programov: Pozrite „Priebeh programu”, strana 516
58 Prvé kroky s iTNC 530
Page 59
Úvod
Page 60

2.1 iTNC 530
TNC spoločnosti HEIDENHAIN sú určené pre dielenské ovládania
dráh, s ktorými môžete programovať bežné frézovacie a vŕtacie práce
priamo na stroji v ľahko zrozumiteľnom popisnom dialógu. Sú určené
na použitie na frézach a vŕtačkách, ako aj obrábacích centrách.
iTNC 530 môže ovládať až do 12 osí. Okrem toho môžete
programovane nastavovať polohu uhla vretena.
2.1 iTNC 530
Na integrovanom pevnom disku môžete uložiť ľubovoľné množstvo
programov, aj keď boli vytvorené externe. Pre rýchle výpočty sa dá
kedykoľvek vyvolať vrecková kalkulačka.
Ovládací panel a znázornenie obrazovky sú usporiadané prehľadne,
takže môžete všetky funkcie dosiahnuť jednoducho a rýchlo.
Programovanie: Popisný dialóg HEIDENHAIN, smarT.NC a DIN/ISO
Mimoriadne jednoduché je zhotovenie programu v popisnom dialógu
HEIDENHAIN Programovacia grafika znázorňuje jednotlivé kroky
obrábania počas zadávania programu. Tomu ešte napomáha voľné
programovanie obrysu FK, ak nie je k dispozícii žiadny výkres vhodný
pre NC. Grafická simulácia obrábania obrobku je možná nielen počas
skúšky programu, ale aj počas behu programu.
Začiatočníkom v oblasti TNC ponúka prevádzkový režim smarT.NC
mimoriadne pohodlnú možnosť - rýchlo a bez veľkého školenia
vytvárať štruktúrované programy v popisnom dialógu. Pre smarT.NC
je k dispozícii osobitná dokumentácia používateľa.
Okrem toho môžete TNC programovať aj podľa DIN/ISO alebo v
prevádzke DNC.
Program sa dá zadať a vyskúšať aj vtedy, keď iný program práve
vykonáva nejaké obrábanie obrobku.
Kompatibilita
TNC môže spracovávať obrábacie programy, zhotovené na
ovládaniach dráhy spoločnosti HEIDENHAIN od TNC 150 B. Pokiaľ
staré programy TNC obsahujú cykly výrobcu, musí sa zo strany
iTNC 530 vykonať prispôsobenie s PC softvérom CycleDesign. Spojte
sa pri tom s výrobcom stroja alebo so spoločnosťou HEIDENHAIN.
60 Úvod
Page 61

2.2 Obrazovka a ovládací panel
1
3
1
1
4
4
5
1
6
7
8
2
1
9
1
3
4
4
5
1
6
7
8
2
1
1
7
Obrazovka
TNC sa dodáva s 15“ farebnou plochou obrazovkou BF 250.
Alternatívne je k dispozícii aj 19“ farebná plochá obrazovka BF 260.
1 Hlavička
Pri zapnutom TNC zobrazuje obrazovka v hlavičke zvolené
prevádzkové režimy: prevádzkové režimy stroja vľavo a
prevádzkové režimy programu vpravo. Vo väčšom poli hlavičky je
prevádzkový režim, v ktorom je zapnutá obrazovka: tu sa
zobrazujú dialógové otázky a texty hlásení (výnimka: ak TNC
zobrazuje len grafiku).
2 Softvérové tlačidlá
V spodnom riadku TNC zobrazuje ďalšie funkcie na lište
softvérových tlačidiel. Tieto funkcie volíte tlačidlami ležiacimi pod
nimi. Na orientáciu zobrazujú úzke pásy nad lištou softvérových
tlačidiel počet líšt softvérových tlačidiel, ktoré je možné zvoliť
čiernymi tlačidlami so šípkou, ktoré sú usporiadané zvonku.
Aktívna lišta softvérových tlačidiel sa zobrazí ako osvetlený pás.
Pri 15“ obrazovke je k dispozícii 8 softvérových tlačidiel a pri 19“
obrazovke 10 softvérových tlačidiel.
3 Softvérové tlačidlá voľby
4 Prepínanie líšt softvérových tlačidiel
5 Určenie rozdelenia obrazovky
6 Prepínacie tlačidlo obrazovky pre prevádzkové režimy stroja a
programu
7 Softvérové tlačidlá na výber softvérových tlačidiel výrobcu stroja
Pri 15“ obrazovke je k dispozícii 6 softvérových tlačidiel a pri 19“
obrazovke 8 softvérových tlačidiel.
8 Prepínanie líšt softvérových tlačidiel pre softvérové tlačidlá
výrobcu stroja
9 USB pripojenie
2.2 Obrazovka a ovládací panel
HEIDENHAIN iTNC 530 61
Page 62
Určenie rozdelenia obrazovky
Používateľ vyberie rozdelenie obrazovky: TNC tak môže napr. v
prevádzkovom režime Uložiť/Editovať program zobraziť program v
ľavom okienku, kým pravé okienko zobrazuje súčasne napr.
programovaciu grafiku. Alternatívne sa dá v pravom okienku zobraziť
aj členenie programu alebo výlučne program vo veľkom okienku. Ktoré
okienko môže zobraziť TNC, to závisí od zvoleného prevádzkového
režimu.
Určenie rozdelenia obrazovky:
Stlačte tlačidlo na prepnutie obrazovky: Lišta
softvérových tlačidiel zobrazí možné rozdelenia
obrazovky, pozrite „Prevádzkové režimy”, strana 64
Zvoľte rozdelenie obrazovky softvérovým tlačidlom
2.2 Obrazovka a ovládací panel
62 Úvod
Page 63

Ovládací panel
1
2
3
5
1
4
6
77
1
79
8
TNC sa dodáva s ovládacím panelom TE 530. Obrázok ukazuje
ovládacie prvky ovládacieho poľa TE 530:
1 Abecedná klávesnica na zadávanie textu, názvov súborov a
programovanie DIN/ISO.
Verzia s dvoma procesormi: Ďalšie tlačidlá na ovládanie Windows
2 Správa súborov
Vrecková kalkulačka
Funkcia MOD
Funkcia HELP
3 Prevádzkové režimy programovania
4 Prevádzkové režimy stroja
5 Otvorenie programovacieho dialógu
6 Tlačidlá so šípkou a pokyn na skok GOTO
7 Zadanie čísiel a voľba osi
8 Touchpad: Len pre obsluhu dvojprocesorovej verzie, softvérovými
tlačidlami a pomocou smarT.NC
9 Navigačné tlačidlá smarT.NC
Funkcie jednotlivých tlačidiel sú zhrnuté na prvej strane obálky.
Niektorí výrobcovia strojov nepoužívajú štandardný
ovládací panel spoločnosti HEIDENHAIN. V takých
prípadoch rešpektujte príručku stroja.
Externé tlačidlá, ako napr. ŠTART NC alebo STOP NC, sú
taktiež popísané v príručke stroja.
2.2 Obrazovka a ovládací panel
HEIDENHAIN iTNC 530 63
Page 64
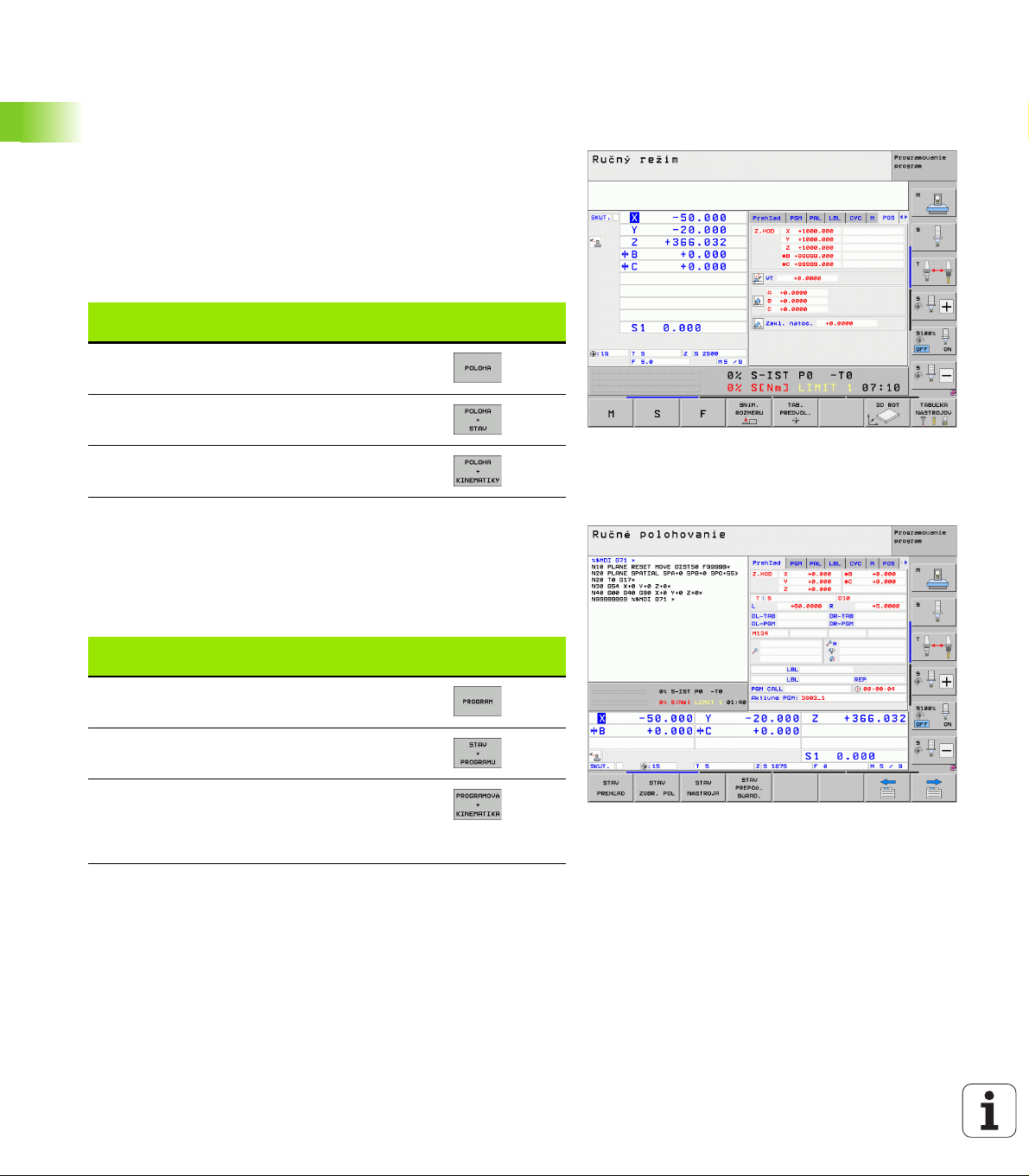
2.3 Prevádzkové režimy
Ručná prevádzka a el. ručné koliesko
Nastavenie stroja prebehne v ručnej prevádzke. V tomto
prevádzkovom režime sa dajú polohovať ručne alebo po krokoch osi
stroja, ukladať vzťažné body a dá sa otáčať rovina obrábania.
Prevádzkový režim el. ručné koliesko podporuje ručný pojazd osí
stroja elektronickým ručným kolieskom HR.
Softvérové tlačidlá na rozdelenie obrazovky (voľba tak, ako bolo
popísané skôr)
Okno
Polohy
2.3 Prevádzkové režimy
Vľavo: Polohy, vpravo: Zobrazenie stavu
Vľavo: Polohy, vpravo: Aktívne kolízne telesá
(funkcia FCL4).
Softvérové
tlačidlo
Polohovanie s ručným zadávaním
V tomto prevádzkovom režime je možné programovať jednoduché
pohyby pojazdu, napr. rovinné vyfrézovanie alebo predpolohovanie.
Softvérové tlačidlá na rozdelenie obrazovky
Okno
Program
Vľavo: Program, vpravo: Zobrazenie stavu
Vľavo: Program, vpravo: Aktívne kolízne telesá
(funkcia FCL4). Ak ste aktivovali toto zobrazenie,
zobrazuje TNC kolíziu červeným olemovaním
grafického okna.
Softvérové
tlačidlo
64 Úvod
Page 65
Uložiť/Editovať program
Vaše obrábacie programy zhotovíte v tomto prevádzkovom režime.
Mnohostrannú podporu a doplnenie pri programovaní ponúkajú: voľné
programovanie obrysu, rôzne cykly a funkcie parametra Q. Na želanie
zobrazí programovacia grafika alebo čiarová grafika 3D (FCL 2
funkcia) programované dráhy pojazdu.
Softvérové tlačidlá na rozdelenie obrazovky
Okno
Program
Vľavo: Program, vpravo: Členenie programu
Vľavo: Program, vpravo: Programovacia grafika
Vľavo: Program, vpravo: 3D čiarová grafika
Súradnicová grafika 3D
Softvérové
tlačidlo
Test programu
TNC simuluje programy a časti programov v prevádzkovom režime
Test programu, napr. na nájdenie geometrických nezrovnalostí,
chýbajúcich alebo nesprávnych údajov v programe a porušení
pracovného priestoru. Simulácia je graficky podporovaná rôznymi
pohľadmi.
V spojení s voliteľným softvérom DCM (dynamická kontrola kolízie),
môžete skontrolovať prípadné kolízie programu. TNC pritom zohľadní,
tak ako pri priebehu programu, všetky výrobcom stroja zadefinované
pevné strojové konštrukčné súčasti a zamerané upínacie prostriedky.
Softvérové tlačidlá na rozdelenie obrazovky: pozrite „Priebeh
programu po blokoch a priebeh programu jednotlivého bloku”,
strana 66.
2.3 Prevádzkové režimy
HEIDENHAIN iTNC 530 65
Page 66
Priebeh programu po blokoch a priebeh programu jednotlivého bloku
V priebehu programu po blokoch vykoná TNC program až do konca
programu alebo k ručnému, príp. naprogramovanému, prerušeniu. Po
prerušení môžete v priebehu programu ďalej pokračovať.
V priebehu programu jednotlivého bloku spustíte každý blok
samostatne externým tlačidlom ŠTART.
Softvérové tlačidlá na rozdelenie obrazovky
Okno
Program
Vľavo: program, vpravo: členenie programu
2.3 Prevádzkové režimy
Vľavo: Program, vpravo: Stav
Vľavo: Program, vpravo: Grafika
Grafika
Vľavo: Program, vpravo: Aktívne kolízne telesá
(funkcia FCL4). Ak ste aktivovali toto zobrazenie,
zobrazuje TNC kolíziu červeným olemovaním
grafického okna.
Aktívne kolízne telesá (funkcia FCL4). Ak ste
aktivovali toto zobrazenie, zobrazuje TNC kolíziu
červeným olemovaním grafického okna.
Softvérové tlačidlá na rozdelenie obrazovky pri tabuľkách paliet
Okno
Tabuľka paliet
Softvérové
tlačidlo
Softvérové
tlačidlo
Vľavo: Program, vpravo: Tabuľka paliet
Vľavo: Tabuľka paliet, vpravo: Stav
Vľavo: Tabuľka paliet, vpravo: Grafika
66 Úvod
Page 67
2.4 Zobrazenia stavu
SKUTOČ.
X Y Z
Zobrazenie stavu „Všeobecné“
Všeobecné zobrazenie stavu v spodnej časti obrazovky vás informuje
o aktuálnom stave stroja. Objaví sa automaticky v prevádzkových
režimoch
Priebeh programu jednotlivého bloku a priebeh programu po
blokoch, pokiaľ nebola pre zobrazenie zvolená výlučne „Grafika“ a
pri
polohovaní s ručným zadávaním.
V prevádzkových režimoch Ručná prevádzka a El. ručné koliesko sa
zobrazenie stavu zobrazí vo veľkom okne.
Informácie zobrazenia stavu
Symbol Význam
Skutočné alebo požadované súradnice aktuálnej
polohy
Osi stroja; pomocné osi zobrazí TNC malými
písmenami. Poradie a počet zobrazených osí stanoví
výrobca stroja. Rešpektujte príručku stroja
Zobrazenie posuvu v palcoch zodpovedá desatine
účinnej hodnoty. Otáčky S, posuv F a účinná
prídavná funkcia M
2.4 Zobrazenia stavu
Beh programu je spustený
Os je zablokovaná
Os sa dá posúvať ručným kolieskom
Osi sa budú posúvať pri zohľadnení základného
natočenia
Osi sa budú posúvať v pootočenej rovine obrábania
Funkcia M128 alebo FUNCTION TCPM je aktívna
HEIDENHAIN iTNC 530 67
Page 68
Symbol Význam
2.4 Zobrazenia stavu
Funkcia Dynamická kontrola kolízie DCM je
aktívna
Funkcia Adaptívna regulácia posuvu AFC je
aktívna (voliteľný softvér)
Je aktívne jedno alebo viacero globálnych nastavení
programu (voliteľný softvér)
Číslo aktívneho vzťažného bodu z tabuľky Preset. Ak
sa vzťažný bod vloží manuálne, TNC zobrazí za
symbolom text MAN
68 Úvod
Page 69
Prídavné zobrazenia stavu
Prídavné zobrazenia stavu uvádzajú detailné informácie o priebehu
programu. Dajú sa vyvolať vo všetkých prevádzkových režimoch s
výnimkou Uložiť/Editovať program.
Zapnite prídavné zobrazenie stavu
Vyvolajte lištu softvérových tlačidiel na rozdelenie
obrazovky
Vyberte zobrazenie na obrazovke s prídavným
zobrazením stavu: TNC zobrazí v pravej polovici
obrazovky stavový formulár Prehľad
Zvoľte prídavné zobrazenia stavu
Prepínajte lištu softvérových tlačidiel, až kým sa
neobjavia softvérové tlačidlá STAVU
Prídavné zobrazenie stavu vyberte priamo
softvérovým tlačidlom, napr. Polohy a Súradnice,
alebo
2.4 Zobrazenia stavu
pomocou prepínacích softvérových tlačidiel vyberte
požadovaný pohľad
Následne sú popísané dostupné prídavné zobrazenia stavu, ktoré
môžete zvoliť priamo softvérovými tlačidlami alebo prepínacími
softvérovými tlačidlami.
Rešpektujte, prosím, že niektoré následne popísané
stavové informácie sú k dispozícii iba v prípade, ak ste na
vašom TNC aktivovali príslušný voliteľný softvér.
HEIDENHAIN iTNC 530 69
Page 70

Prehľad
Stavový formulár Prehľad zobrazí TNC po zapnutí, ak ste zvolili
rozdelenie obrazovky PROGRAM + STAV (resp. POLOHA + STAV).
Prehľadný formulár obsahuje sumarizáciu najdôležitejších informácií o
stave, ktoré nájdete aj rozdelené do príslušných detailných formulárov.
Softvérové
tlačidlo
2.4 Zobrazenia stavu
Všeobecná informácia programu (bežec PGM)
Softvérové
tlačidlo
Nie je možný
žiadny priamy
výber
Význam
Zobrazenie polohy až v 5 osiach
Informácie o nástroji
Aktívne funkcie M
Aktívne transformácie súradníc
Aktívny podprogram
Aktívne opakovanie programovej časti
Program volaný pomocou PGM CALL
Aktuálny čas obrábania
Názov aktívneho hlavného programu
Význam
Názov aktívneho hlavného programu
Stredový bod kruhu CC (Pol)
Počítadlo doby zotrvania
Čas obrábania, ak bol program kompletne
simulovaný v prevádzkovom režime Test
programu
Aktuálny čas obrábania v %
Aktuálny čas
Aktuálny posuv na dráhe
Vyvolané programy
70 Úvod
Page 71
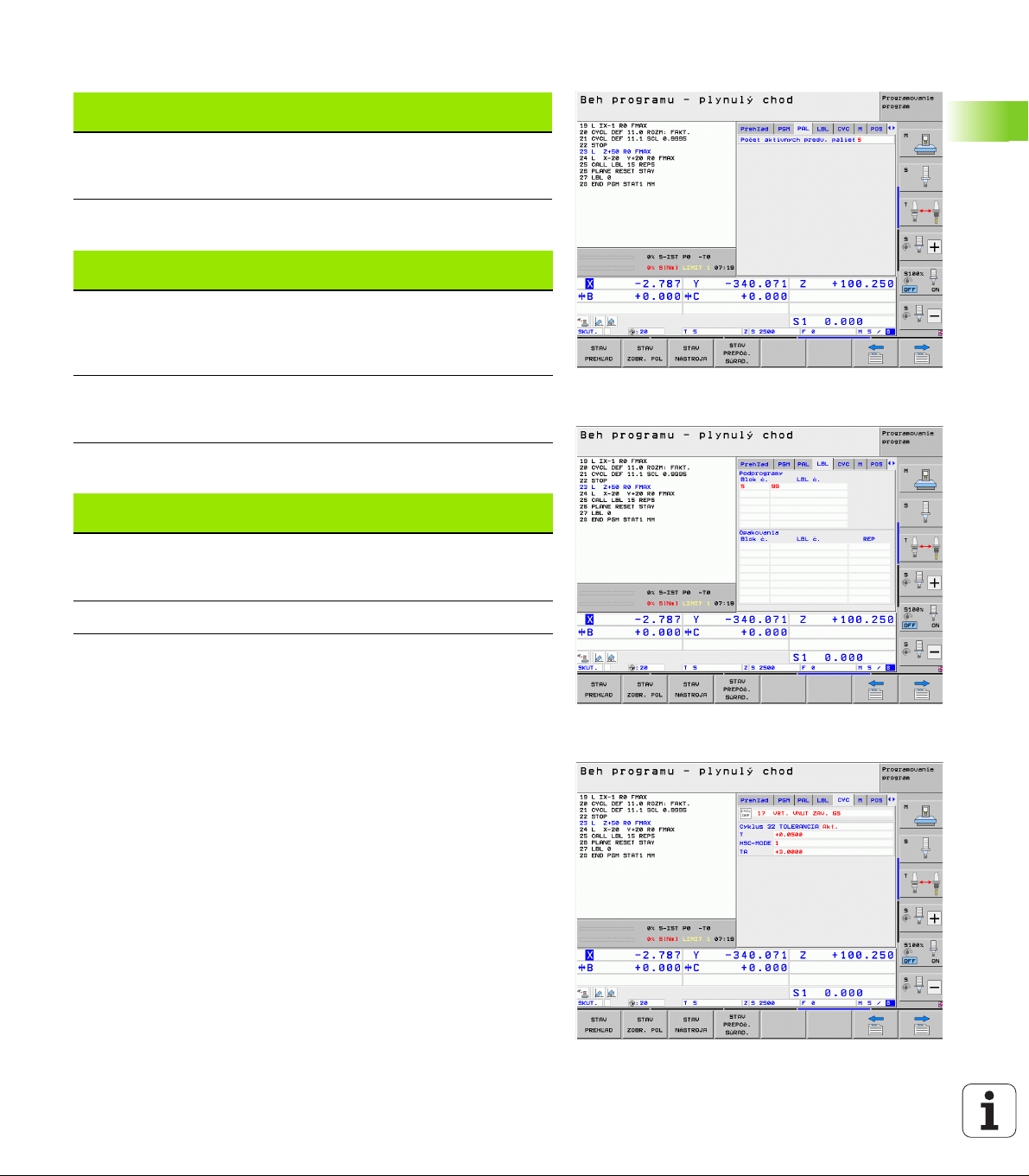
Všeobecná informácia o palete (bežec PAL)
Softvérové
tlačidlo
Nie je možný
žiaden priamy
výber
Opakovanie programovej časti/podprogramy (bežec LBL)
Softvérové
tlačidlo
Nie je možný
žiaden priamy
výber
Informácie o štandardných cykloch (bežec CYC)
Softvérové
tlačidlo
Nie je možný
žiaden priamy
výber
Význam
Číslo aktívnej predvoľby palety
Význam
Aktívne opakovania programovej časti s číslom
bloku, číslom návestia a počtom
naprogramovateľných/ešte vykonateľných
opakovaní
Čísla aktívnych podprogramov s číslom bloku, v
ktorom bol podprogram vyvolaný a číslo návestia,
ktoré bolo vyvolané
Význam
Aktívny cyklus obrábania
2.4 Zobrazenia stavu
Aktívne hodnoty cyklu G62 Tolerancia
HEIDENHAIN iTNC 530 71
Page 72
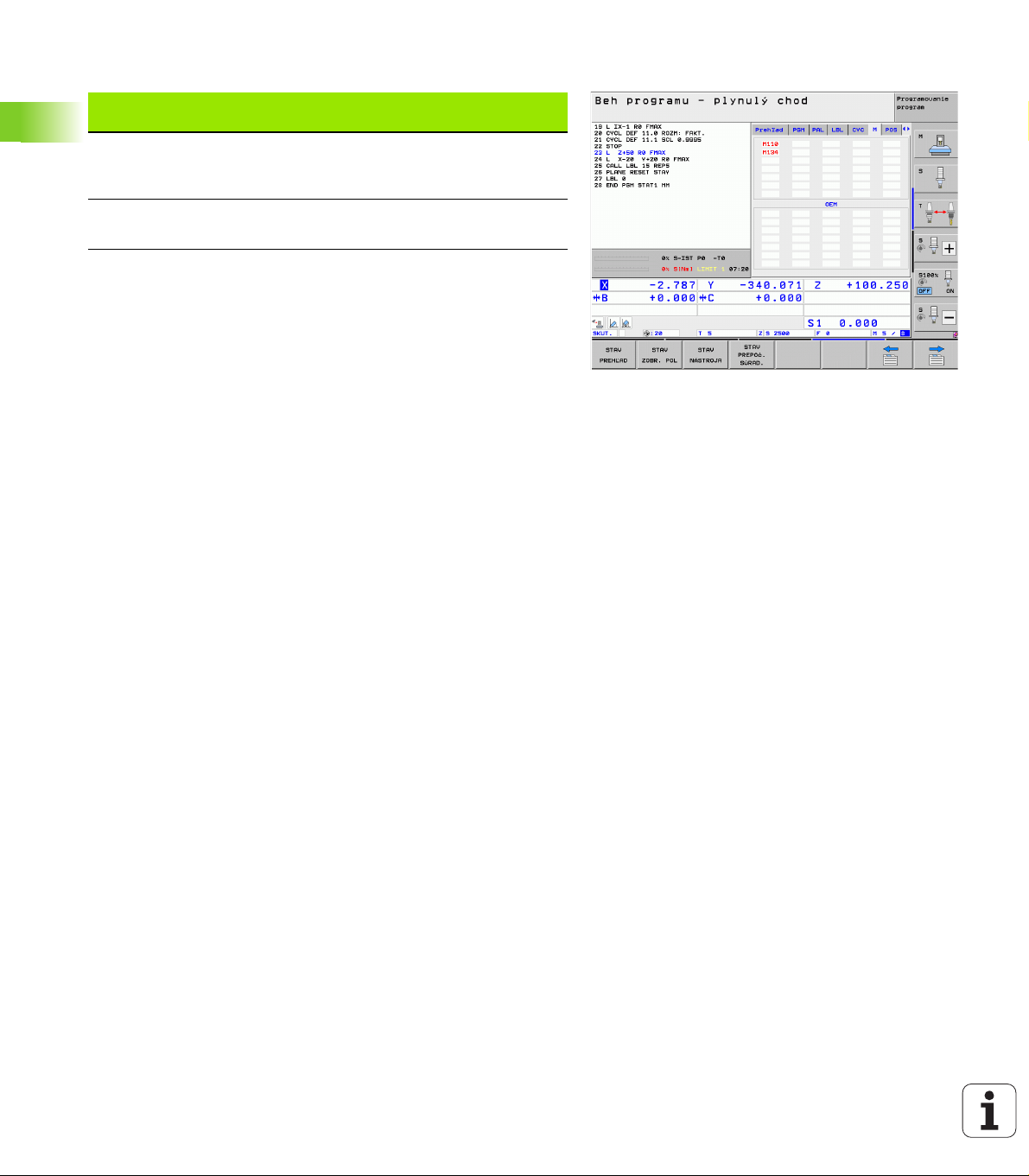
Aktívne prídavné funkcie M (bežec M)
2.4 Zobrazenia stavu
Softvérové
tlačidlo
Nie je možný
žiaden priamy
výber
Význam
Zoznam aktívnych funkcií M s určeným
významom
Zoznam aktívnych funkcií M, ktoré prispôsobí
výrobca vášho stroja
72 Úvod
Page 73
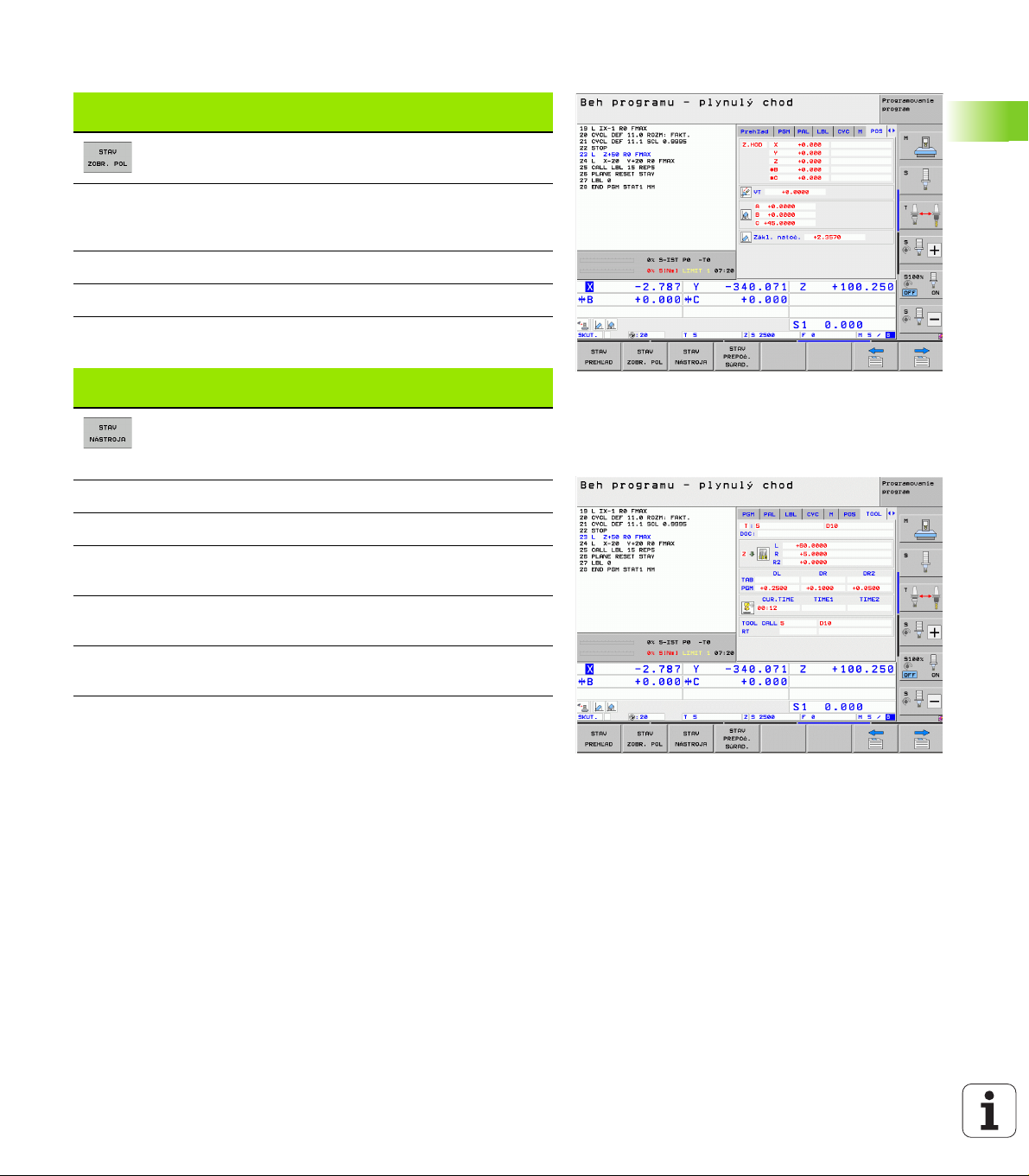
Polohy a súradnice (bežec POS)
Softvérové
tlačidlo
Informácie o nástrojoch (bežec TOOL)
Softvérové
tlačidlo
Význam
Druh zobrazenia polohy, napr. skutočná poloha
Hodnota posunutia vo virtuálnom smere osi VT (len
pri voliteľnom softvére Globálne nastavenia
programu)
Uhol pootočenia pre rovinu obrábania
Uhol zákl. natočenia
Význam
Zobrazenie T: Číslo a názov nástroja
Zobrazenie RT: Číslo a názov sesterského
nástroja
Os nástroja
Dĺžka a polomery nástroja
Prídavky na obrábanie (hodnoty Delta) z tabuľky
nástrojov (TAB) a TOOL CALL (PGM)
2.4 Zobrazenia stavu
Doba prestoja, max. prestoj (TIME 1) a max. prestoj
pri TOOL CALL (TIME 2)
Zobrazenie aktívneho nástroja a (ďalšieho)
sesterského nástroja
HEIDENHAIN iTNC 530 73
Page 74

Zmerať nástroj (bežec TT)
TNC zobrazí bežec TT len v prípade, ak je táto funkcia
aktívna na vašom stroji.
Softvérové
tlačidlo
Nie je možný
žiaden priamy
výber
2.4 Zobrazenia stavu
Prepočty súradníc (bežec TRANS)
Softvérové
tlačidlo
Význam
Číslo nástroja, ktorý sa má zmerať
Zobrazenie, či sa bude merať polomer nástroja
alebo dĺžka nástroja
Meranie MIN. a MAX. hodnoty jednotlivých
rezných hrán a výsledok merania s rotujúcim
nástrojom (DYN)
Číslo reznej hrany nástroja s príslušnou meranou
hodnotou. Hviezdička za nameranou hodnotou
znamená, že bola prekročená tolerancia z tabuľky
nástrojov. TNC zobrazuje namerané hodnoty
max. 24 rezných hrán.
Význam
Názov aktívnej tabuľky nulových bodov
Aktívne číslo nulového bodu (#), komentár z
aktívneho riadku aktívneho čísla nulového bodu
(DOC) z cyklu G53
Aktívne posunutie nulového bodu (cyklus G54);
TNC zobrazí aktívne posunutie nulového bodu až
8 osí
Zrkadlené osi (cyklus G28)
Aktívne základné otočenie
Aktívny uhol natočenia (cyklus G73)
Aktívny faktor mierky/faktory mierky (cykly G72);
TNC zobrazí aktívny faktor mierky v až 6 osiach
Stredový bod centrického natiahnutia
Pozri príručku používateľa Cykly, Cykly na transformáciu súradníc.
74 Úvod
Page 75
Globálne nastavenia programu 1 (bežec GPS1, voliteľný softvér)
TNC zobrazí bežec len v prípade, ak je táto funkcia na
vašom stroji aktívna.
Softvérové
tlačidlo
Nie je možný
žiaden priamy
výber
Globálne nastavenia programu 2 (bežec GPS2, voliteľný softvér)
TNC zobrazí bežec len v prípade, ak je táto funkcia aktívna
na vašom stroji.
Softvérové
tlačidlo
Nie je možný
žiaden priamy
výber
Význam
Zamenené osi
Interpolované posunutie nulového bodu
Interpolované zrkadlenie
Význam
Zablokované osi
Interpolované základné otočenie
Interpolovaná rotácia
Aktívny súčiniteľ posuvu
2.4 Zobrazenia stavu
HEIDENHAIN iTNC 530 75
Page 76
Adaptívna regulácia posuvu AFC (bežec AFC, voliteľný softvér)
TNC zobrazí bežec AFC len v prípade, ak je táto funkcia
na vašom stroji aktívna.
2.4 Zobrazenia stavu
Softvérové
tlačidlo
Nie je možný
žiaden priamy
výber
Význam
Aktívny režim, v ktorom sa prevádzkuje adaptívna
regulácia posuvu
Aktívny nástroj (číslo a názov)
Číslo kroku
Aktuálny súčiniteľ potenciometra posuvu v %
Aktuálne zaťaženie vretena v %
Referenčné zaťaženie vretena
Aktuálne otáčky vretena
Aktuálna odchýlka otáčok
Aktuálny čas obrábania
Čiarový diagram, v ktorom sa zobrazí aktuálne
zaťaženie vretena a hodnota prevýšenia posuvu
prikázaná z TNC.
76 Úvod
Page 77

2.5 Správca okien
Rozsah funkcií a reakcie správcu okien stanoví váš
výrobca stroja. Dodržujte pokyny uvedené v príručke
stroja!
V TNC je k dispozícii správca okien Xfce. Xfce je štandardná aplikácia
pre operačné systémy založené na UNIX-e, ktorá umožňuje
spravovanie grafického používateľského rozhrania. Správca okien
umožňuje nasledujúce funkcie:
Zobrazenie lišty úloh na prepínanie medzi rôznymi aplikáciami
(používateľskými rozhraniami).
Správa prídavného desktopu, na ktorom môžu bežať špeciálne
aplikácie vášho výrobcu stroja.
Riadenie zaostrenia medzi aplikáciami NC softvéru a aplikáciami
výrobcu stroja.
Môžete meniť veľkosť a polohu prekrývacieho okna (vyskakovacie
okno). Súčasne je možné zatvorenie, obnovenie a minimalizácia
prekrývacieho okna.
TNC zobrazí vľavo hore na obrazovke hviezdičku, ak
použitie aplikácie správcu okien, alebo samotný správca
okien spôsobil chybu. V tomto prípade prejdite do správcu
okien a odstráňte problém, príp. dodržujte pokyny
uvedené v príručke stroja.
2.5 Správca okien
HEIDENHAIN iTNC 530 77
Page 78

Lišta úloh
Pomocou lišty úloh môžete myšou vyberať rôzne pracovné oblasti.
TNC poskytne nasledujúce pracovné oblasti:
Pracovná oblasť 1: aktívny prevádzkový režim stroja
Pracovná oblasť 2: aktívny prevádzkový režim programovania
Pracovná oblasť 3: aplikácie výrobcu stroja (dostupná alternatívne)
Okrem toho môžete pomocou lišty úloh vybrať aj iné aplikácie, ktoré
ste spustili paralelne s TNC (napr. prepnutie do prezerača
dokumentov PDF alebo do TNCguide).
Po kliknutí myšou na zelený symbol HEIDENHAIN otvoríte menu,
2.5 Správca okien
ktoré vám poskytne informácie, umožní vykonávať nastavenia alebo
spustiť aplikácie. K dispozícii sú nasledujúce funkcie:
About Xfce: informácie o správcovi okien Xfce
About HeROS: informácie o operačnom systéme TNC
NC Control: spustenie a zastavenie softvéru TNC. Povolený len na
diagnostické účely
Web Browser: spustiť Mozilla Firefox
Diagnostics: použitie len pre autorizovaných odborníkov na
spustenie diagnostických aplikácií
Settings: konfigurácia rôznych nastavení
Date/Time: nastavenie dátumu a času
Language: nastavenie jazyka pre dialógy systému. TNC prepíše
toto nastavenie pri spustení s nastavením jazyka parametra stroja
7230
Network: nastavenie siete
Reset WM-Conf: obnovenie základných nastavení v správcovi
okien. Obnoví aj príp. nastavenia, ktoré vykonal váš výrobca stroja
Screensaver: nastavenia šetriča obrazovky, dostupné sú rôzne
nastavenia
Shares: konfigurácia sieťových spojení
Tools: Povolené len pre autorizovaných používateľov. Aplikácie
dostupné v rámci Tools (nástroje) môžete priamo spustiť výberom
prislúchajúceho typu súboru v správe súborov TNC (pozrite
„Prídavné nástroje na správu externých typov súborov” na
strane 119)
78 Úvod
Page 79

2.6 Príslušenstvo: Snímacie systémy 3D a elektronické ručné kolieska od spoločnosti HEIDENHAIN
Snímacie systémy 3D
S rôznymi snímacími systémami 3D od spoločnosti HEIDENHAIN
môžete:
automaticky narovnať obrobky,
rýchlo a presne uložiť vzťažné body,
vykonávať merania na obrobku počas priebehu programu,
merať a skúšať nástroje.
Všetky funkcie snímacieho systému sú popísané v
príručke používateľa Cykly. Obráťte sa príp. na spoločnosť
HEIDENHAIN, ak budete potrebovať túto používateľskú
príručku. ID: 670,388-xx.
Spínacie snímacie systémy TS 220, TS 640 a TS 440
Tieto snímacie systémy sú vhodné predovšetkým na automatické
vyrovnanie obrobku, vloženie vzťažných bodov, merania na obrobku.
TS 220 prenáša spínacie signály káblom a predstavuje aj alternatívu s
priaznivými nákladmi, ak budete musieť príležitostne digitalizovať.
Špeciálne pre stroje s meničom nástrojov sú vhodné snímacie
systémy TS 640 (pozrite obr.) a menší systém TS 440, ktoré prenášajú
spínacie signály infračerveným spôsobom.
Funkčný princíp: V spínacích snímacích systémoch spoločnosti
HEIDENHAIN registruje optický spínač bez opotrebovania vychýlenia
snímacieho hrotu. Vytvorený signál aktivuje uloženie skutočnej
hodnoty aktuálnej polohy snímacieho systému.
spoločnosti HEIDENHAIN
HEIDENHAIN iTNC 530 79
2.6 Príslušenstvo: Snímacie systémy 3D a elektronické ručné kolieska od
Page 80

Snímací systém nástroja TT 140 na meranie nástroja
TT 140 je spínací snímací systém 3D na meranie a skúšky nástrojov.
TNC má na to k dispozícii 3 cykly, ktorými je možné zisťovať polomer
nástroja a jeho dĺžku pri zastavenom alebo rotujúcom vretene.
Mimoriadne robustný druh konštrukcie a vysoká ochrana robia TT 140
odolným voči chladiacemu prostriedku a trieskam. Spínací signál sa
vytvára optickým spínačom bez opotrebovania, ktorý sa vyznačuje
vysokou spoľahlivosťou.
Elektronické ručné kolieska HR
Elektronické ručné kolieska zjednodušujú presné ručné posúvanie
osových saní. Dráha pojazdu za otáčku ručného kolieska je voliteľná v
širokom rozsahu. Okrem zabudovaných ručných koliesok HR 130 a
HR 150 ponúka spoločnosť HEIDENHAIN aj prenosné ručné kolieska
HR 510 a HR 520. Detailný popis HR 520 nájdete v kapitole 14 (pozrite
„Posuv elektronickým ručným kolieskom” na strane 438)
spoločnosti HEIDENHAIN
2.6 Príslušenstvo: Snímacie systémy 3D a elektronické ručné kolieska od
80 Úvod
Page 81

Programovanie: Základy, správa súborov
Page 82

3.1 Základy
Y
X
Z
X (Z,Y)
X
MP
Y
X
Z
Meracie zariadenia a referenčné značky
Na osiach stroja sa nachádzajú meracie zariadenia, ktoré zisťujú
polohy stola stroja, resp. nástroja. Na lineárnych osiach sú bežne
namontované lineárne meracie systémy, na otočných stoloch a
3.1 Základy
naklápacích osiach rotačné meracie zariadenia.
Ak sa niektorá os stroja pohybuje, generuje príslušný merací systém
elektrický signál, z ktorého TNC vypočíta presnú skutočnú polohu tejto
osi stroja.
Pri výpadku napájania dôjde k strate priradenia medzi polohou saní
stroja a vypočítanou skutočnou polohou. Aby sa toto pradenie opäť
obnovilo, sú inkrementálne meracie systémy vybavené referenčnými
značkami. Pri prebehnutí referenčnej značky dostane TNC signál,
ktorý označuje pevný vzťažný bod stroja. TNC tak môže znovu obnoviť
priradenie skutočnej polohy k aktuálnej polohe saní stroja. Pri
lineárnych meracích systémoch s dištančne kódovanými referenčnými
značkami musíte presunúť osi stroja maximálne o 20 mm, pri
rotačných meracích systémoch maximálne o 20°.
Pri absolútnych meracích systémoch sa po zapnutí prenesie do
riadenia absolútna hodnota polohy. Tým je možné priame priradenie
medzi skutočnou polohou a polohou saní stroja po zapnutí bez
presúvania osí stroja.
Vzťažný systém
Pomocou vzťažného (referenčného) systému jednoznačne určujete
polohy v rovine alebo v priestore. Údaj polohy sa vzťahuje vždy na
určitý definovaný bod a popisuje sa súradnicami.
V pravouhlom systéme (kartézskom systéme) sú definované tri smery
ako osi X, Y a Z. Tieto osi sú navzájom kolmé a pretínajú sa v jednom
bode, nulovom bode (počiatku). Každá súradnica uvádza vzdialenosť
od nulového bodu v niektorom z týchto smerov. Tým sa dá popísať
akákoľvek poloha v rovine dvoma súradnicami a v priestore troma
súradnicami.
Súradnice, ktoré sa vzťahujú na nulový bod (začiatok), sa označujú
ako absolútne súradnice. Relatívne súradnice sa vzťahujú na
ľubovoľnú inú polohu (vzťažný bod) v súradnicovom systéme. Hodnoty
relatívnych súradníc sa označujú aj ako hodnoty inkrementálnych
(prírastkových) súradníc.
82 Programovanie: Základy, správa súborov
Page 83
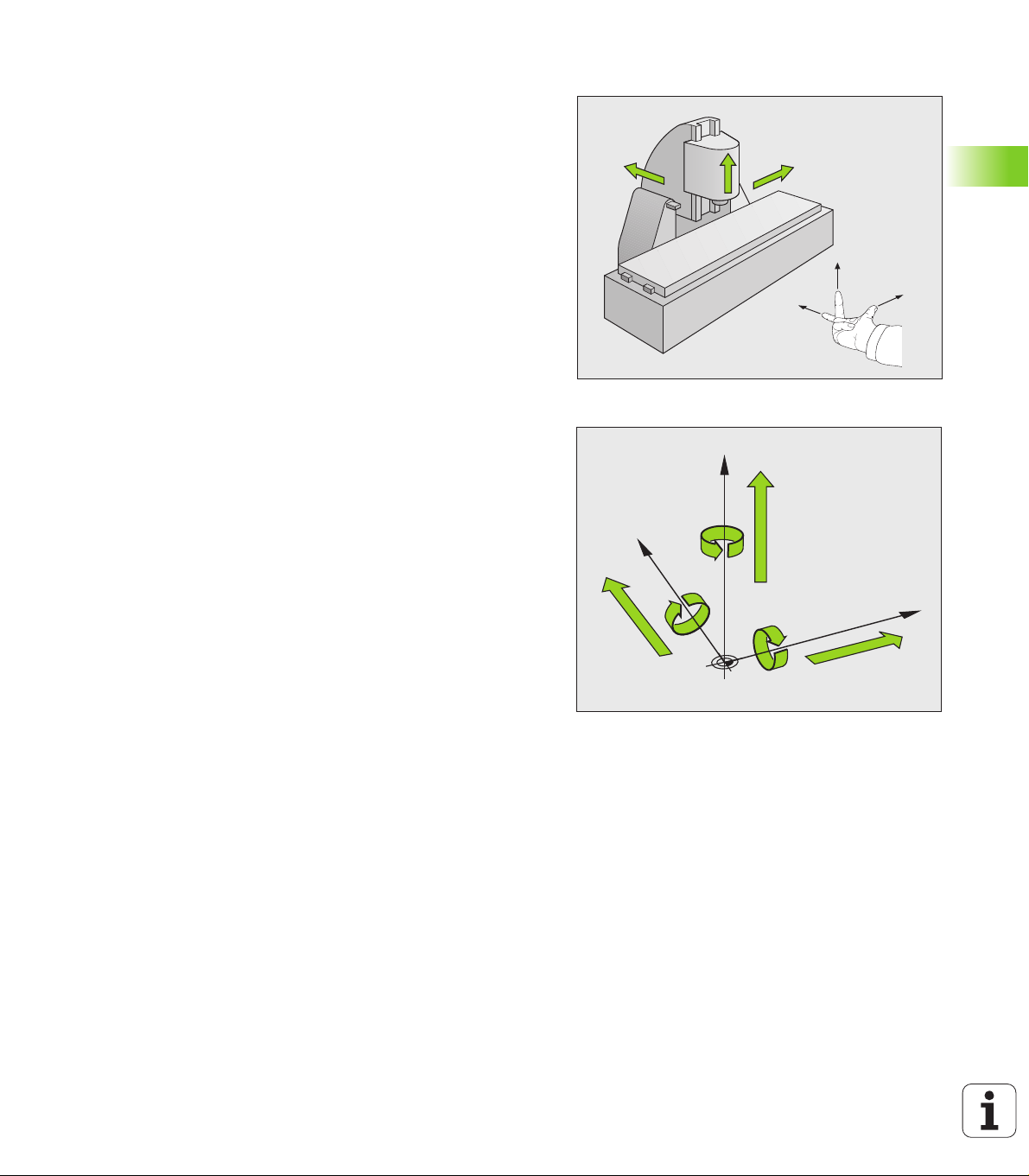
Vzťažný systém na frézach
+X
+Y
+Z
+X
+Z
+Y
W+
C+
B+
V+
A+
U+
Y
X
Z
Pri obrábaní obrobku na fréze sa zvyčajne vzťahujete na pravouhlý
súradnicový systém. Obrázok vpravo ukazuje, ako je pravouhlý
súradnicový systém priradený k osiam stroja. Pravidlo troch prstov
pravej ruky slúži ako mnemotechnická pomôcka: Ak ukazuje
prostredník v smere osi nástroja od obrobku k nástroju, potom ukazuje
v smere Z+, palec v smere X+ a ukazovák v smere Y+.
iTNC 530 môže riadiť celkovo až 9 osí. Okrem hlavných osí X, Y a Z
existujú súbežne prebiehajúce prídavné osi U, V a W. Rotačné osi sa
označujú ako A, B a C. Obrázok vpravo dole ukazuje priradenie
prídavných, resp. rotačných osí k hlavným osiam.
3.1 Základy
HEIDENHAIN iTNC 530 83
Page 84
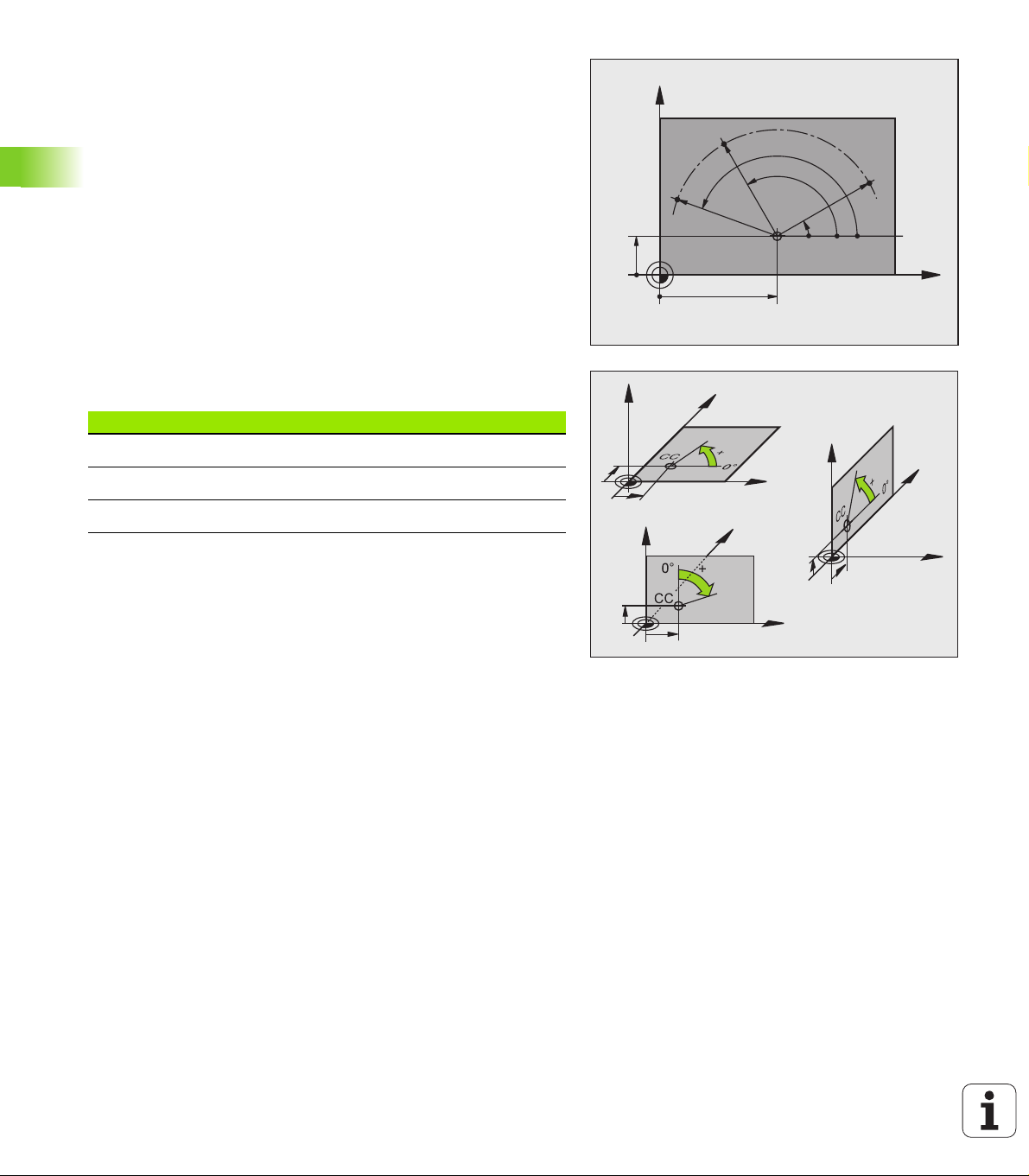
Polárne súradnice
X
Y
0°
30
10
CC
R
H
H
R
R
H
X
Z
Y
X
Z
Y
X
Z
Y
I
J
K
K
J
I
Ak je výrobný výkres okótovaný pravouhlo, vytvoríte program
obrábania taktiež s pravouhlými súradnicami. Pri obrobkoch s
kruhovými oblúkmi alebo pri uhlových údajoch je často jednoduchšie
definovať polohy polárnymi súradnicami.
Na rozdiel od pravouhlých súradníc X, Y a Z popisujú polárne
súradnice polohy iba v jednej rovine. Polárne súradnice majú svoj
3.1 Základy
nulový bod (začiatok) v póle CC (CC = circle centre; angl. stred kruhu).
Poloha v rovine je potom jednoznačne definovaná pomocou:
Polárne súradnice polomeru: Vzdialenosť od pólu CC k danej polohe
Polárne súradnice uhla: Uhol medzi vzťažnou osou uhla a priamkou,
ktorá spája pól CC s danou polohou.
Definovanie pólu a vzťažnej osi uhla
Pól definujete pomocou dvoch súradníc v pravouhlom súradnicovom
systéme v niektorej z troch rovín. Tým je tiež jednoznačne priradená
vzťažná os uhla pre uhol polárnej súradnice H.
Polárne súradnice (rovina) Vzťažná os uhla
X/Y +X
Y/Z +Y
Z/X +Z
84 Programovanie: Základy, správa súborov
Page 85
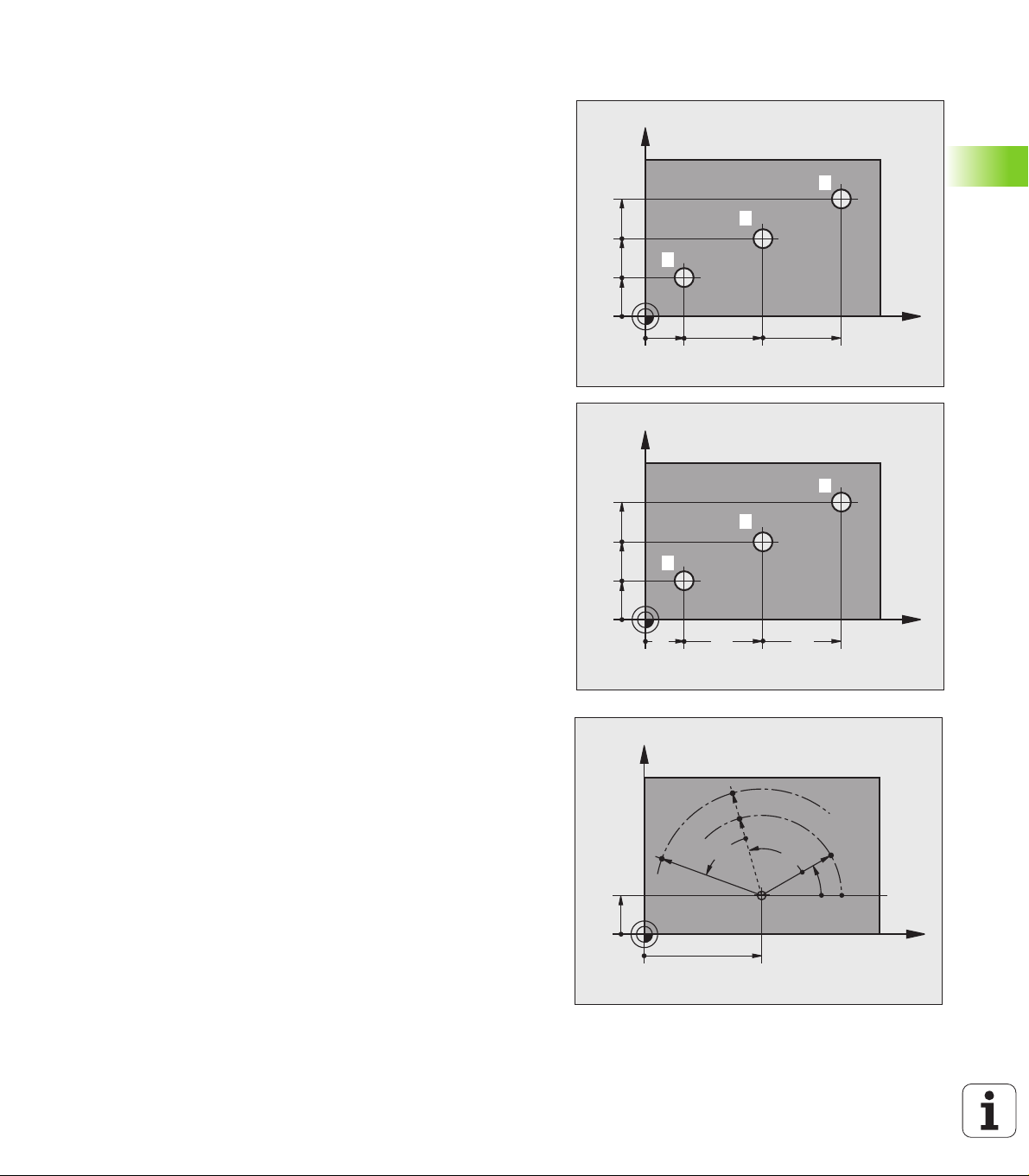
Absolútne a inkrementálne polohy obrobku
X
Y
2
1
3
10 30 50
10
20
30
X
Y
20
10 10
20
10
10
5
4
6
X
Y
0°
30
10
CC
R
H
G91+H
R
R
G91+H
G91+R
Absolútne polohy obrobku
Ak sa vzťahujú súradnice polohy k nulovému bodu súradníc
(počiatku), označujú sa ako absolútne súradnice. Každá poloha na
obrobku je jednoznačne definovaná svojimi absolútnymi súradnicami.
Príklad 1: Diery s absolútnymi súradnicami:
Diera 1 Diera 2 Diera 3
X = 10 mm X = 30 mm X = 50 mm
Y = 10 mm Y = 20 mm Y = 30 mm
Inkrementálne polohy obrobku
Inkrementálne (prírastkové) súradnice sa vzťahujú na poslednú
naprogramovanú polohu nástroja, ktorá slúži ako relatívny (myslený)
nulový bod (počiatok). Prírastkové (inkrementálne) súradnice teda
uvádzajú pri vytváraní programu vzdialenosť medzi poslednou a za
ňou nasledujúcou cieľovou polohou, o ktorú sa má nástroj posunúť.
Preto sa tiež označujú ako reťazové kóty.
Prírastkový rozmer označíte pomocou funkcie G91 pred označením
osi.
Príklad 2: Diery s inkrementálnymi súradnicami
Absolútne súradnice diery 4
X = 10 mm
Y = 10 mm
Diera 5, vzťahujúca sa k 4 Diera 6, vzťahujúca sa k 5
G91 X = 20 mm G91 X = 20 mm
G91 Y = 10 mm G91 Y = 10 mm
3.1 Základy
Absolútne a inkrementálne polárne súradnice
Absolútne súradnice sa vzťahujú vždy k pólu a vzťažnej osi uhla.
Inkrementálne súradnice sa vzťahujú vždy k poslednej
naprogramovanej polohe nástroja.
HEIDENHAIN iTNC 530 85
Page 86

Výber vzťažného bodu
Y
X
Z
MAX
MIN
X
Y
325
320
0
450 900
950
150
-150
750
0
300
±
0,1
21
3 4
7
6
5
Výkres obrobku stanoví určitý tvarový prvok obrobku ako absolútny
vzťažný bod (nulový bod), väčšinou je to roh obrobku. Pri nastavovaní
vzťažného bodu najskôr vyrovnáte obrobok voči osiam stroja a
presuniete nástroj pre každú os do známej polohy k obrobku. Pre túto
polohu nastavíte indikáciu TNC buď na nulu, alebo na určenú hodnotu
polohy. Tým priradíte obrobok k tej vzťažnej sústave, ktorá platí pre
3.1 Základy
indikáciu TNC, resp. pre váš program obrábania.
Ak výkres obrobku definuje relatívne vzťažné body, použite
jednoducho cykly na transformáciu súradníc (pozri príručku
používateľa Programovanie cyklov, Cykly na transformáciu súradníc).
Ak nie je výkres obrobku okótovaný tak, ako je to potrebné pre NC,
potom vyberte ako vzťažný bod niektorú polohu alebo niektorý roh
obrobku, z ktorých sa dajú kóty ostatných polôh obrobku stanoviť čo
najjednoduchšie.
Výnimočne pohodlne nastavíte vzťažné body 3D dotykovou sondou
HEIDENHAIN. Pozri príručku používateľa Cykly snímacieho systému
„Nastavenie vzťažného bodu 3D snímacími sondami“.
Príklad
Náčrt obrobku ukazuje diery (1 až 4), ktorých kótovanie sa vzťahuje na
absolútny vzťažný bod so súradnicami X=0 Y=0. Diery (5 až 7) sa
vzťahujú na relatívny vzťažný bod s absolútnymi súradnicami X=450
Y=750. Cyklom POSUNUTIE NULOVÉHO BODU môžete nulový bod
prechodne posunúť do polohy X=450, Y=750, aby ste mohli
naprogramovať diery (5 až 7) bez ďalších výpočtov.
86 Programovanie: Základy, správa súborov
Page 87

3.2 Vytváranie a vkladanie
N10 G00 G40 X+10 Y+5 F100 M3
Č. bloku
Funkcia dráhy
Slová
Blok
programov
Štruktúra NC programu vo formáte DIN/ISO
Obrábací program sa skladá z radu programových blokov. Obrázok
vpravo znázorňuje prvky bloku.
TNC čísluje bloky obrábacieho programu automaticky, v závislosti od
MP7220. MP7220 definuje rozsah kroku číslovania blokov.
Prvý blok programu je označený pomocou%, názvom programu a
platnou mernou jednotkou.
Nasledujúce bloky obsahujú informácie o:
polovýrobku,
vyvolaniach nástrojov,
nábehu do bezpečnostnej polohy,
posuvoch a otáčkach vretena,
dráhových pohyboch, cykloch a ďalších funkciách.
Posledný blok programu je označený pomocou N99999999, názvom
programu a platnou mernou jednotkou.
Pozor, nebezpečenstvo kolízie!
HEIDENHAIN odporúča, aby ste zásadne nabiehali po
vyvolaní nástroja do bezpečnostnej polohy, odkiaľ môže
TNC polohovať do obrábacej polohy bez kolízie!
3.2 Vytváranie a vkladanie programov
Definícia polovýrobku: G30/G31
Bezprostredne po otvorení nového programu nadefinujte neobrobený
obrobok v tvare kvádra. Na dodatočné definovanie polotovaru stlačte
softvérové tlačidlo SPEC FCT a následne softvérové tlačidlo BLK
FORM. Túto definíciu potrebuje TNC pre grafické simulácie. Strany
kvádra smú byť dlhé maximálne 100 000 mm a ležia rovnobežne s
osami X,Y a Z. Tento polovýrobok je definovaný svojimi dvoma
rohovými bodmi:
MIN. bod G30: Najmenšia súradnica X, Y a Z kvádra; vložte
absolútne hodnoty
MAX. bod G31: Najväčšia súradnica X, Y a Z kvádra; vložte
absolútne alebo prírastkové hodnoty
Definícia neobrobeného polovýrobku je potrebná iba
vtedy, ak chcete program graficky testovať!
HEIDENHAIN iTNC 530 87
Page 88
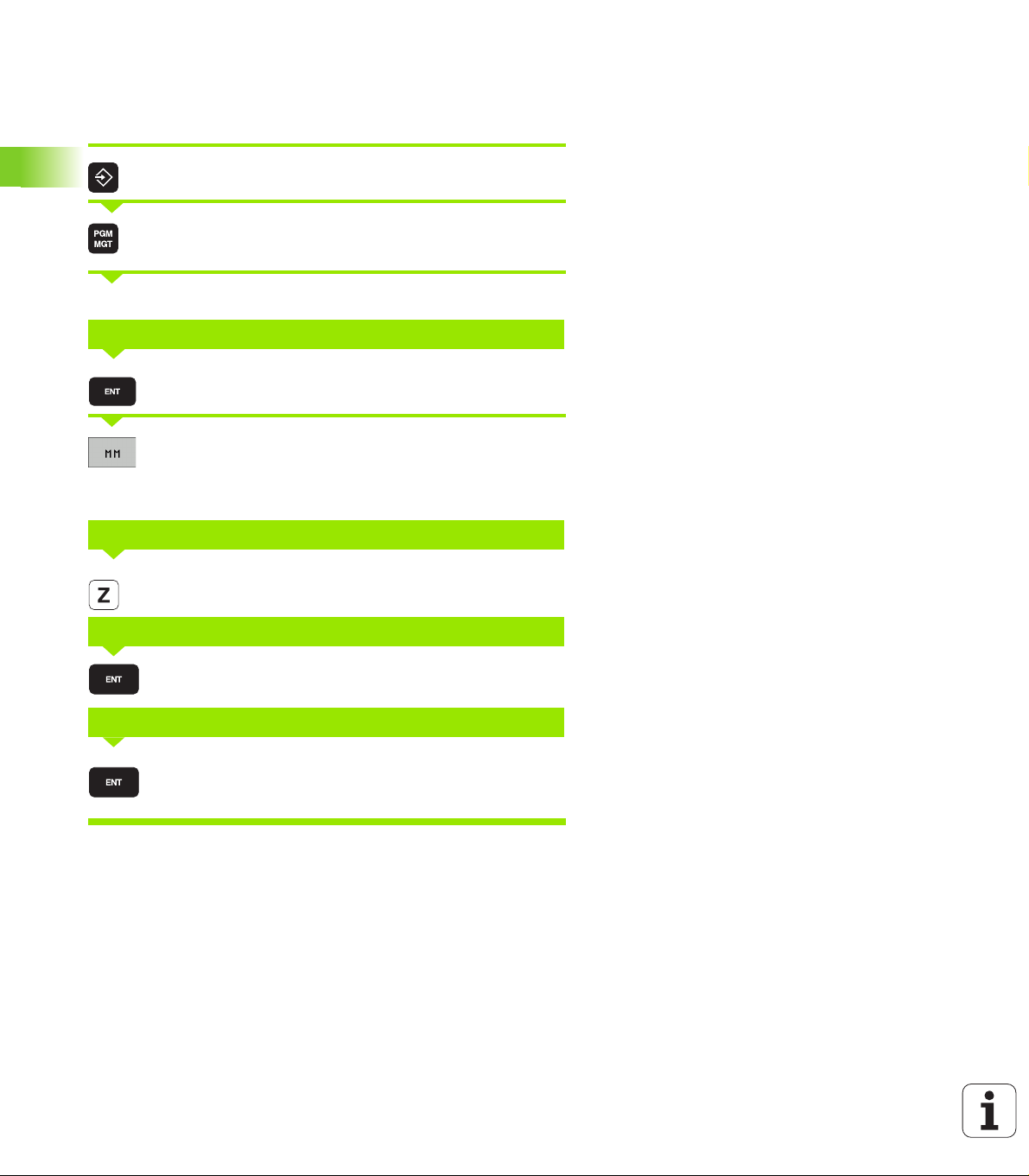
Vytvorenie nového obrábacieho programu
Obrábací program vkladajte vždy v prevádzkovom režime
Uložiť/Editovať program. Príklad otvorenia programu:
Vyberte prevádzkový režim Uložiť/Editovať program
Výber správy súborov: Stlačte tlačidlo PGM MGT
Vyberte adresár, do ktorého chcete nový program uložiť:
NÁZOV SÚBORU = STARY.H
Vložte názov programu a potvrďte ho tlačidlom ENT
Vyberte mernú jednotku: Stlačte softvérové tlačidlo
MM alebo INCH. TNC prejde do okna programu a
spustí dialóg na definovanie BLK-FORM
(polovýrobok)
OS VRETENA PARALELNÁ S X/Y/Z?
3.2 Vytváranie a vkladanie programov
Vložte os vretena, napr. Z
DEF BLK-FORM: MIN-BOD?
Vložte postupne súradnice X, Y a Z MIN-bodu a
každú súradnicu potvrďte klávesom ENT
DEF BLK-FORM: MAX-BOD?
Vložte postupne súradnice X, Y a Z MAX-bodu a
každú súradnicu potvrďte klávesom ENT
88 Programovanie: Základy, správa súborov
Page 89
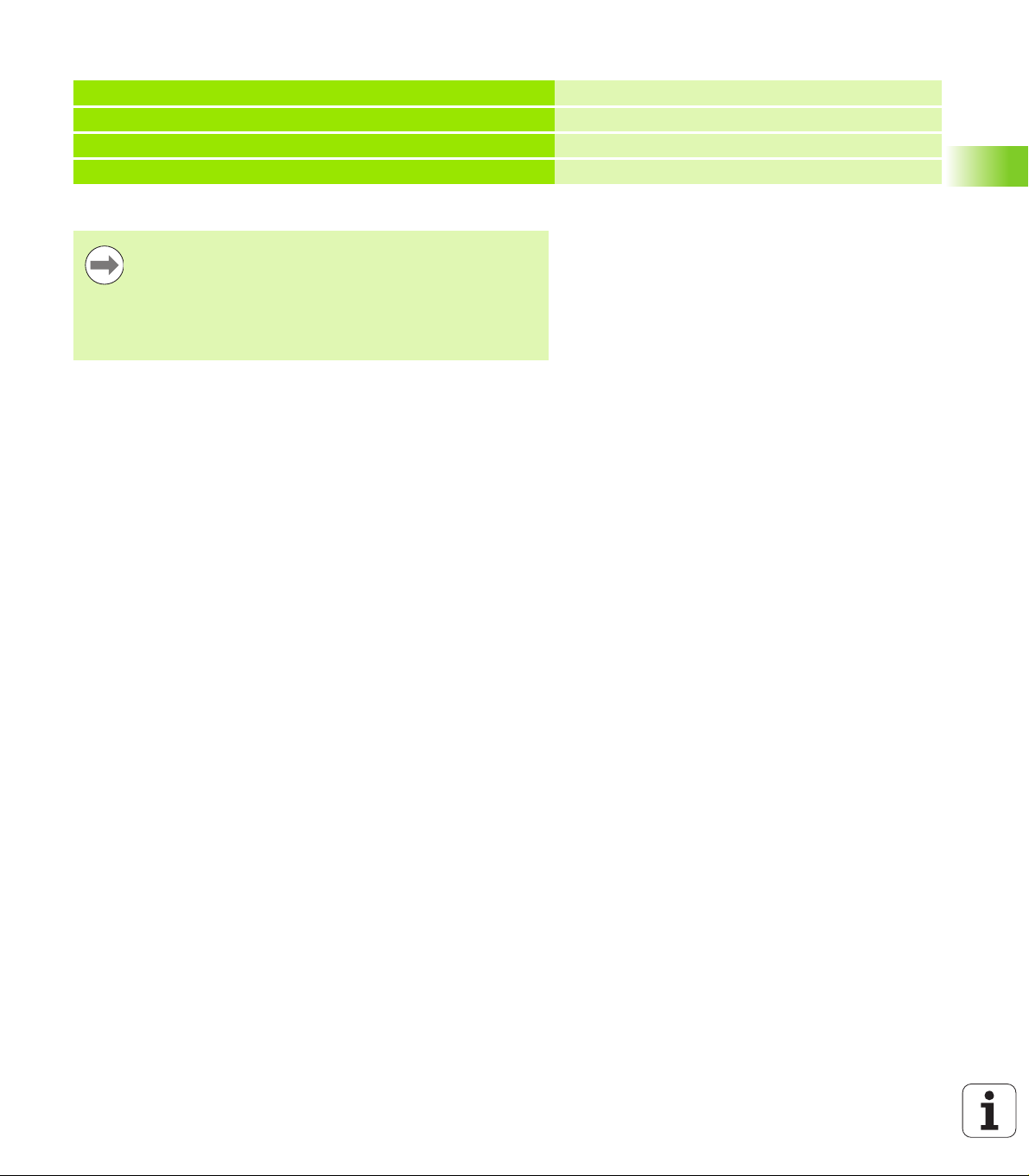
Príklad: Zobrazenie tvaru BLK v NC programe
%NEU G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NEU G71 *
TNC vytvára prvý a posledný blok programu automaticky.
Ak nechcete programovať definíciu polovýrobku, zrušte
dialóg pri Os vretena paralelne X/Y/Z stlačením klávesu
DEL!
TNC môže zobrazovať grafiku iba vtedy, ak je najkratšia
strana minimálne 50 µm a najdlhšia strana maximálne
99 999,999.
Začiatok programu, meno, merná jednotka
Os vretena, súradnice bodu MIN
Súradnice bodu MAX
Koniec programu, meno, merná jednotka
3.2 Vytváranie a vkladanie programov
HEIDENHAIN iTNC 530 89
Page 90

Programovanie pohybov nástroja DIN/ISO
12040
Na programovanie bloku vyberte na abecednej klávesnici niektoré
funkčné tlačidlo DIN/ISO. Na získanie príslušného G kódu môžete
použiť aj sivé tlačidlá pre dráhové funkcie.
Dávajte pozor na to, že sú aktívne veľké písmená.
Príklad polohovacieho bloku
Otvorte blok
SÚRADNICE?
Vložte cieľovú súradnicu pre os X
Vložte cieľovú súradnicu pre os Y, tlačidlom ENT
prejdite na nasledujúcu otázku
DRÁHA STREDU FRÉZY
3.2 Vytváranie a vkladanie programov
Posuv bez korekcie polomeru nástroja: Potvrďte
tlačidlom ENT, alebo
Posuv na obrys naprogramovaný vľavo, resp. vpravo:
zvoľte softvérovým tlačidlom G41, resp. G42
POSUV F=?
Posuv pre tento dráhový pohyb 100 mm/min,
klávesom ENT prejdite na nasledujúcu otázku
PRÍDAVNÁ FUNKCIA M?
Prídavná funkcia M3 „Vreteno zap.“, klávesom ENT
ukončí TNC tento dialóg
Programové okno zobrazí riadok:
N30 G01 G40 X+10 Y+5 F100 M3 *
90 Programovanie: Základy, správa súborov
Page 91

Prevzatie skutočných polôh
TNC umožňuje prevzatie aktuálnej polohy nástroja do programu, ak
napr.:
programujete bloky posuvu,
programujete cykly,
definujete nástroje pomocou G99
Na prevzatie správnych hodnôt polohy postupujte takto:
U Umiestnite vstupné políčko na miesto do bloku, kam chcete polohu
prevziať
U Výber funkcie Prevziať skutočnú polohu: TNC zobrazí
v lište softvérových tlačidiel osi, ktorých polohy
môžete prevziať
U Výber osi: TNC zapíše aktuálnu polohu vybranej osi
do aktívneho vstupného políčka
TNC preberá v rovine obrábania vždy súradnice stredu
nástroja, aj keď je aktívna korekcia polomeru nástroja.
TNC prevezme v osi nástroja vždy súradnicu špičky
nástroja, zohľadňuje teda aktívnu korekciu dĺžky nástroja.
TNC ponechá lištu softvérových tlačidiel na výber osi
aktívnu dovtedy, kým ju nevypnete opakovaným stlačením
tlačidla „Prevziať skutočnú polohu“. Táto reakcia platí aj v
prípade, ak aktuálny blok uložíte a pomocou funkčného
tlačidla dráhy vytvoríte nový blok. Ak vyberiete prvok
bloku, v ktorom musíte vybrať softvérovým tlačidlom
vstupnú alternatívu (napr. korekcia polomeru), TNC taktiež
zatvorí lištu softvérových tlačidiel na výber osi.
Funkcia „Prevziať skutočnú polohu“ nie je povolená, ak je
aktívna funkcia Natočenie roviny obrábania.
3.2 Vytváranie a vkladanie programov
HEIDENHAIN iTNC 530 91
Page 92

Editovanie programu
Program môžete editovať iba v prípade, ak ho práve TNC
nespracúva v prevádzkovom režime stroja. Hoci TNC
umožňuje vloženie kurzora do bloku, znemožní uloženie
zmien chybovým hlásením.
Pri vytváraní alebo zmene obrábacieho programu môžete tlačidlami so
šípkami alebo softvérovými tlačidlami vybrať ľubovoľný riadok v
programe a aj jednotlivé slová v bloku:
Funkcia
Listovať po stránkach nahor
Listovať po stránkach nadol
Skok na začiatok programu
Skok na koniec programu
Zmena polohy aktuálneho bloku na
3.2 Vytváranie a vkladanie programov
obrazovke. Takto môžete zobraziť viac blokov
programov, ktoré sú naprogramované pred
aktuálnym blokom
Zmena polohy aktuálneho bloku na
obrazovke. Takto môžete zobraziť viac blokov
programov, ktoré sú naprogramované za
aktuálnym blokom
Skok z bloku na blok
Výber jednotlivých slov v bloku
Softvérové
tlačidlá/tlačidlá
Výber istého bloku: Stlačte tlačidlo GOTO,
vložte požadované číslo bloku a potvrďte
tlačidlom ENT. Alebo: Vložte krok čísel blokov
a preskočte o počet nastavených riadkov
nahor alebo nadol stlačením softvérového
tlačidla N RIADKY
92 Programovanie: Základy, správa súborov
Page 93

Funkcia
Nastavenie hodnoty vybraného slova na nulu
Vymazanie chybnej hodnoty
Vymazanie chybového hlásenia
(neblikajúceho)
Vymazanie vybraného slova
Vymazanie vybraného bloku
Vymazanie cyklov a častí programu
Vloženie bloku, ktorý ste naposledy editovali,
resp. vymazali
Vloženie blokov na ľubovoľné miesto
U Vyberte blok, za ktorý chcete vložiť nový blok a otvorte dialóg
Softvérové
tlačidlo/tlačidlo
Zmena a vloženie slov
U Vyberte v danom bloku slovo a prepíšte ho novou hodnotou.
Akonáhle ste vybrali slovo, je k dispozícii popisný dialóg
U Ukončenie zmeny: Stlačte tlačidlo KONIEC
Ak chcete vložiť nejaké slovo, stláčajte tlačidlá so šípkami (doprava
alebo doľava), kým sa neobjaví požadovaný dialóg a vložte
požadovanú hodnotu.
3.2 Vytváranie a vkladanie programov
HEIDENHAIN iTNC 530 93
Page 94
Hľadanie rovnakých slov v rôznych blokoch
Pre túto funkciu nastavte softvérové tlačidlo AUTOM. KRESLENIE na
VYP.
Výber slova v bloku: Stláčajte tlačidlo so šípkou
toľkokrát, až sa označí požadované slovo
Výber bloku tlačidlami so šípkami
Označenie sa nachádza v novo vybranom bloku na rovnakom slove
ako v bloku vybranom predtým.
Ak spustíte hľadanie vo veľmi dlhých programoch, TNC
zobrazí okno signalizujúce postup hľadania. Okrem toho
môžete hľadanie prerušiť softvérovým tlačidlom.
Vyhľadanie ľubovoľného textu
U Výber vyhľadávacej funkcie: Stlačte softvérové tlačidlo HĽADAŤ.
TNC zobrazí dialóg Hľadanie textu:
U Vložte hľadaný text
U Vyhľadanie textu: Stlačte softvérové tlačidlo VYKONAŤ
3.2 Vytváranie a vkladanie programov
94 Programovanie: Základy, správa súborov
Page 95

Kopírovanie, označovanie, vymazávanie a vkladanie častí
programu
Aby bolo možné kopírovanie častí programu v rámci jedného NC
programu, resp. do iného NC programu, ponúka TNC nasledujúce
funkcie: Pozri tabuľku nižšie.
Pri kopírovaní častí programu postupujte takto:
U Vyberte lištu softvérových tlačidiel s funkciami na označenie
U Vyberte prvý (posledný) blok časti programu, ktorá sa má kopírovať
U Označte prvý (posledný) blok: Stlačte softvérové tlačidlo OZNAČIŤ
BLOK. TNC zobrazí prvé miesto čísla bloku v svetlom poli a súčasne
zobrazí softvérové tlačidlo OZNAČENIE UKONČIŤ
U Presuňte svetlé pole na posledný (prvý) blok časti programu, ktorú
chcete kopírovať alebo vymazať. TNC zobrazí všetky označené
(vybrané) bloky inou farbou. Funkcie na označenie môžete
kedykoľvek ukončiť stlačením softvérového tlačidla OZNAČENIE
UKONČIŤ
U Kopírovať označenú časť programu: Stlačte softvérové tlačidlo
KOPÍROVAŤ BLOK, vymazať označenú časť programu: Stlačte
softvérové tlačidlo VYMAZAŤ BLOK. TNC uloží označený blok do
pamäte
U Tlačidlami so šípkami vyberte blok, za ktorý chcete kopírovanú
(vymazanú) časť programu vložiť
Na vloženie skopírovanej časti programu do iného
programu vyberte príslušný program v správe súborov a
vyberte v ňom blok, za ktorý chcete vkladať.
3.2 Vytváranie a vkladanie programov
U Vložiť uloženú časť programu: Stlačte softvérové tlačidlo VLOŽIŤ
BLOK
U Ukončenie funkcie na označenie: Stlačte softvérové tlačidlo
OZNAČENIE UKONČIŤ
Funkcia
Softvérové
tlačidlo
Zapnutie funkcie na označovanie (výber)
Vypnutie funkcie na označovanie (výber)
Vymazanie vybraného bloku
Vloženie bloku uloženého v pamäti
Kopírovanie vybraného bloku
HEIDENHAIN iTNC 530 95
Page 96
Vyhľadávacia funkcia TNC
+40
Pomocou vyhľadávacej funkcie TNC môžete vyhľadať akékoľvek texty
v programe a v prípade potreby ich nahrádzať novými textami.
Vyhľadávanie akýchkoľvek textov
U Príp. vyberte blok, v ktorom je uložené hľadané slovo
U Výber vyhľadávacej funkcie: TNC zobrazí okno
vyhľadávania a ukáže vyhľadávacie funkcie, ktoré sú
k dispozícii na lište softvérových tlačidiel (pozri
tabuľku funkcií na hľadanie)
U Vložte hľadaný text, rešpektujte veľké a malé
písmená
U Spustite vyhľadávanie: TNC ukáže na lište
softvérových tlačidiel možnosti vyhľadávania, ktoré sú
k dispozícii (pozri tabuľku možností vyhľadávania)
U Príp. zmeňte možnosti vyhľadávania
U Spustite vyhľadávanie: TNC preskočí do najbližšieho
ďalšieho bloku, v ktorom je uložený hľadaný text
U Zopakujte vyhľadávanie: TNC preskočí do
najbližšieho ďalšieho bloku, v ktorom je uložený
hľadaný text
U Ukončenie vyhľadávania
3.2 Vytváranie a vkladanie programov
Funkcie vyhľadávania
Otvorí sa prekrývajúce okno, v ktorom sa
zobrazujú hľadané prvky. Výber hľadaných
prvkov tlačidlami so šípkami, prevzatie tlačidlom
ENT
Zobrazí sa prekrývajúce okno, v ktorom sú
uložené možné hľadané prvky aktuálneho bloku.
Výber hľadaných prvkov tlačidlami so šípkami,
prevzatie tlačidlom ENT
Otvorí sa prekrývajúce okno, v ktorom sa zobrazí
výber najdôležitejších NC funkcií. Výber
hľadaných prvkov tlačidlami so šípkami,
prevzatie tlačidlom ENT
Aktivovanie funkcie Vyhľadať/Nahradiť
Softvérové
tlačidlo
96 Programovanie: Základy, správa súborov
Page 97
Možnosti vyhľadávania
Softvérové
tlačidlo
Stanovenie smeru vyhľadávania
Stanovte koniec vyhľadávania: Pri nastavení
KOMPLETNÉ sa vyhľadáva od aktuálneho bloku
až po aktuálny blok
Spustenie nového vyhľadávania
Vyhľadanie/Nahradenie ľubovoľných textov
Funkcia Vyhľadanie/Nahradenie nie je možná, ak
je program chránený,
TNC práve vykonáva program.
Pri funkcii NAHRADIŤ VŠETKO dbajte na to, aby ste
omylom nenahradili časti textu, ktoré majú zostať vlastne
bez zmien. Nahradené texty sú nenávratne stratené.
U Príp. vyberte blok, v ktorom je uložené hľadané slovo
U Výber vyhľadávacej funkcie: TNC zobrazí okno
vyhľadávania a ukáže vyhľadávacie funkcie, ktoré sú
k dispozícii na lište softvérových tlačidiel
U Aktivovanie nahradenia: TNC zobrazí v
prekrývajúcom okne dodatočnú možnosť na vloženie
textu, ktorý sa má vložiť ako náhrada
U Vložte hľadaný text, rešpektujte veľké a malé
písmená, potvrďte tlačidlom ENT
U Vložte text, ktorý sa má vložiť, rešpektujte veľké a
malé písmená
U Spustite vyhľadávanie: TNC zobrazí na lište
softvérových tlačidiel možnosti vyhľadávania, ktoré sú
k dispozícii (pozrite tabuľku možností na
vyhľadávanie)
U Prípadne zmeňte možnosti vyhľadávania
3.2 Vytváranie a vkladanie programov
U Spustite vyhľadávanie: TNC preskočí na najbližší
ďalší hľadaný text
U Nahradenie textu a následný skok na nasledujúce
nájdené miesto: Stlačte softvérové tlačidlo
NAHRADIŤ alebo pri nahradení všetkých nájdených
miest v texte: Stlačte softvérové tlačidlo NAHRADIŤ
VŠETKO, alebo ak nebudete chcieť nahradiť text a
budete chcieť preskočiť na nasledujúce nájdené
miesto: Stlačte softvérové tlačidlo NENAHRADIŤ
U Ukončenie vyhľadávania
HEIDENHAIN iTNC 530 97
Page 98

3.3 Správa súborov: Základy
Súbory
Súbory v TNC Typ
Programy
vo formáte HEIDENHAIN
vo formáte DIN/ISO
Súbory smarT.NC
Štruktúrovaný program Unit
Popisy obrysov
Tabuľky bodov pre polohy obrábania
Tabuľky pre
nástroje,
menič nástrojov,
palety,
nulové body,
3.3 Správa súborov: Základy
body
predvoľby
rezné parametre,
rezné materiály, materiály.
závislé dáta (napr. členiace body)
Texty ako
ASCII súbory
Súbory pomocníka
.H
.I
.HU
.HC
.HP
.T
.TCH
.P
.D
.PNT
.PR
.CDT
.TAB
.DEP
.A
.CHM
Výkresové údaje ako
ASCII súbory .DXF
Iné súbory
predlohy upínacích prostriedkov
parametrizované upínacie prostriedky
závislé dáta (napr. členiace body)
Ak vkladáte do TNC program obrábania, dajte tomuto programu
najskôr názov. TNC uloží tento program na pevný disk ako súbor s
rovnakým názvom. Aj texty a tabuľky ukladá TNC ako súbory.
Aby ste dokázali rýchlo vyhľadať a spravovať súbory, má TNC
špeciálne okno pre správu súborov. Umožňuje vyvolanie, kopírovanie,
premenovanie a vymazanie jednotlivých súborov.
Pomocou TNC môžete spravovať takmer ľubovoľný počet súborov,
minimálne však 21 GB. Veľkosť pevného disku závisí od hlavného
počítača, ktorý je zabudovaný do vášho stroja. Jednotlivý NC program
smie byť veľký maximálne 2 GB.
98 Programovanie: Základy, správa súborov
.CFT
.CFX
.DEP
Page 99
Názvy súborov
K programom, tabuľkám a textom pripojí TNC ešte príponu, ktorá je od
názvu súboru oddelená bodkou. Táto prípona označuje typ súboru.
PROG20 .H
Názov súboru Typ súboru
Dĺžka názvu súboru by nemala byť viac ako 25 znakov, pretože inak
TNC nezobrazí celý názov programu. Nasledujúce znaky nie sú v
názvoch súborov prípustné:
. ! “ ’ ( ) * + / ; < = > ? [ ] ^ ` { | } ~
V názvoch súborov nesmiete používať ani medzery (HEX
20) a znak mazania (HEX 7F).
Maximálna prípustná dĺžka názvu súboru smie byť taká, že
nedôjde k prekročeniu maximálnej prípustnej dĺžky cesty
83 znakov (pozrite „Cesty” na strane 101).
3.3 Správa súborov: Základy
HEIDENHAIN iTNC 530 99
Page 100

Zobrazenie externe vytvorených súborov na TNC
V TNC je nainštalovaných niekoľko prídavných nástrojov, ktoré
umožňujú zobrazenie a čiastočne aj spracovanie súborov uvedených
v nasledujúcej tabuľke.
Typy súborov Typ
Súbory PDF
Tabuľky Excel
Internetové súbory
pdf
xls
csv
html
Textové súbory txt
Grafické súbory bmp
3.3 Správa súborov: Základy
Ďalšie informácie o zobrazení a spracovaní uvedených typov súborov:
Pozrite „Prídavné nástroje na správu externých typov súborov” na
strane 119.
ini
gif
jpg
png
Zálohovanie dát
HEIDENHAIN odporúča ukladať (zálohovať) novovytvárané programy
a súbory na TNC v pravidelných intervaloch do PC.
Programom na prenos dát TNCremo NT poskytuje HEIDENHAIN
zadarmo jednoduchú možnosť na vytváranie záloh z dát uložených v
TNC.
Okrem toho potrebujete dátový nosič, na ktorom sú uložené všetky
špecifické dáta stroja (program PLC, parametre stroja atď.). V tomto
smere sa obráťte príp. na svojho výrobcu stroja.
Ak budete chcieť zálohovať všetky súbory uložené na
pevnom disku (> 2 GB) zaberie to niekoľko hodín.
Zálohovanie prípadne preložte do nočných hodín.
Čas od času vymažte nepotrebné súbory, aby mal TNC
dostatok pamäťovej kapacity na pevnom disku pre
systémové súbory (napr. tabuľka nástrojov).
V závislosti od prevádzkových podmienok (napr. pri
zaťažení vibráciami) musíte pri pevných diskoch počítať
po 3 až 5 rokoch so zvýšenou poruchovosťou.
HEIDENHAIN preto odporúča dať skontrolovať pevný disk
po 3 až 5 rokoch.
100 Programovanie: Základy, správa súborov
 Loading...
Loading...