

Page 1

Sprievodca
smarT.NC
iTNC 530
Softvér NC
340 490-06, 606 420-01
340 491-06, 606 421-01
340 492-06
340 493-06
340 494-06
Slovensky (sk)
7/2010
Page 2

Page 3
Sprievodca smarT.NC
... je pomôcka k programovaniu pre prevádzkový režim
smarT.NC iTNC 530 v skrátenom znení. Úplný návod na
programovanie a obsluhu iTNC 530 nájdete v príručke
používateľa.
Symboly v sprievodcovi
Dôležité informácie sú v sprievodcovi znázornené
nasledujúcimi symbolmi:
Dôležité upozornenie!
Stroj a TNC musia byť výrobcom stroja pripravené
pre popísanú funkciu!
Varovanie: Pri nedodržaní hrozí nebezpečenstvo
pre obsluhu alebo pre stroj!
Ovládanie Číslo softvéru NC
iTNC 530 340 490-06
iTNC 530 s HSCI 606 420-01
iTNC 530, verzia pre export 340 491-06
iTNC 530, Export-Verzia s HSCI 606 421-01
iTNC 530 s Windows XP 340 492-06
iTNC 530 s Windows XP, verzia
pre export
iTNC 530 programovacie miesto 340 494-06
340 493-06
Sprievodca smarT.NC
3
Page 4
Obsah
Sprievodca smarT.NC ................................................................................................................................................ 3
Rýchle spustenie, rýchly vstup ................................................................................................................................... 5
Základy ....................................................................................................................................................................... 16
Definícia procesov obrábania ..................................................................................................................................... 45
Definícia polôh obrábania ........................................................................................................................................... 149
Definícia obrysov ........................................................................................................................................................ 172
Spracovanie súborov DXF (voliteľný softvér) ............................................................................................................. 182
Grafické testovanie a priebeh programu UNIT ........................................................................................................... 208
4
Page 5
Rýchle spustenie, rýchly vstup
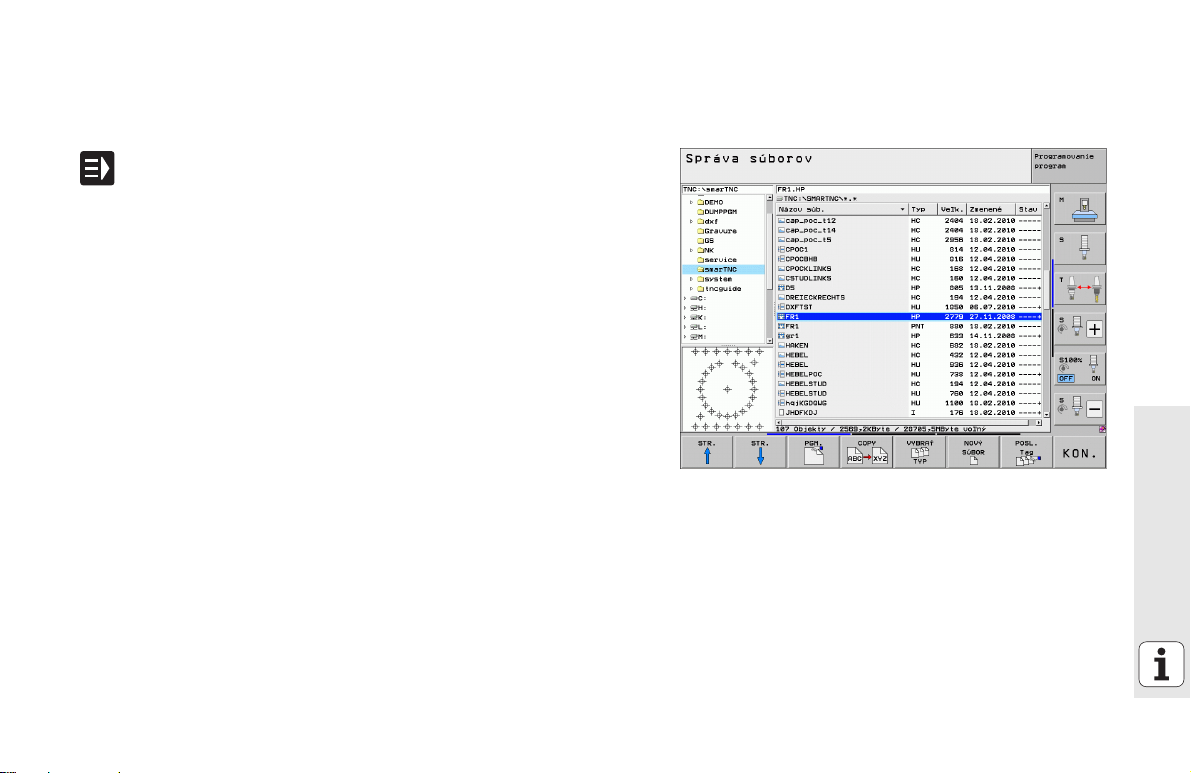
Prvá voľba nového prevádzkového režimu a vytvorenie nového programu
U Voľba prevádzkového režimu smarT.NC: TNC sa
nachádza v správe súborov (pozri obrázok vpravo). Ak
sa TNC nenachádza v správe súborov: Stlačte tlačidlo
PGM MGT
U Na otvorenie nového programu obrábania stlačte
softvérové tlačidlo NOVÝ SÚBOR: smarT.NC zobrazí
prekrývacie okno
U Zadajte názov súboru typu .HU, potvrďte stlačením
klávesu ENT
U Stlačte softvérové tlačidlo MM (resp. PALCE) alebo
tlačidlo MM (resp. PALCE): smarT.NC otvorí program
.HU v zvolenej jednotke miery a automaticky vloží
formulár hlavičky programu. Tento formulár obsahuje
okrem definície neobrobeného polotovaru aj
najdôležitejšie prednastavenia, ktoré platia pre celý
zvyšok programu
U Prevezmite štandardné hodnoty a uložte formulár
hlavičky programu: Stlačte kláves KONIEC: Teraz
môžete definovať jednotlivé kroky obrábania
Rýchle spustenie, rýchly vstup
5
Page 6
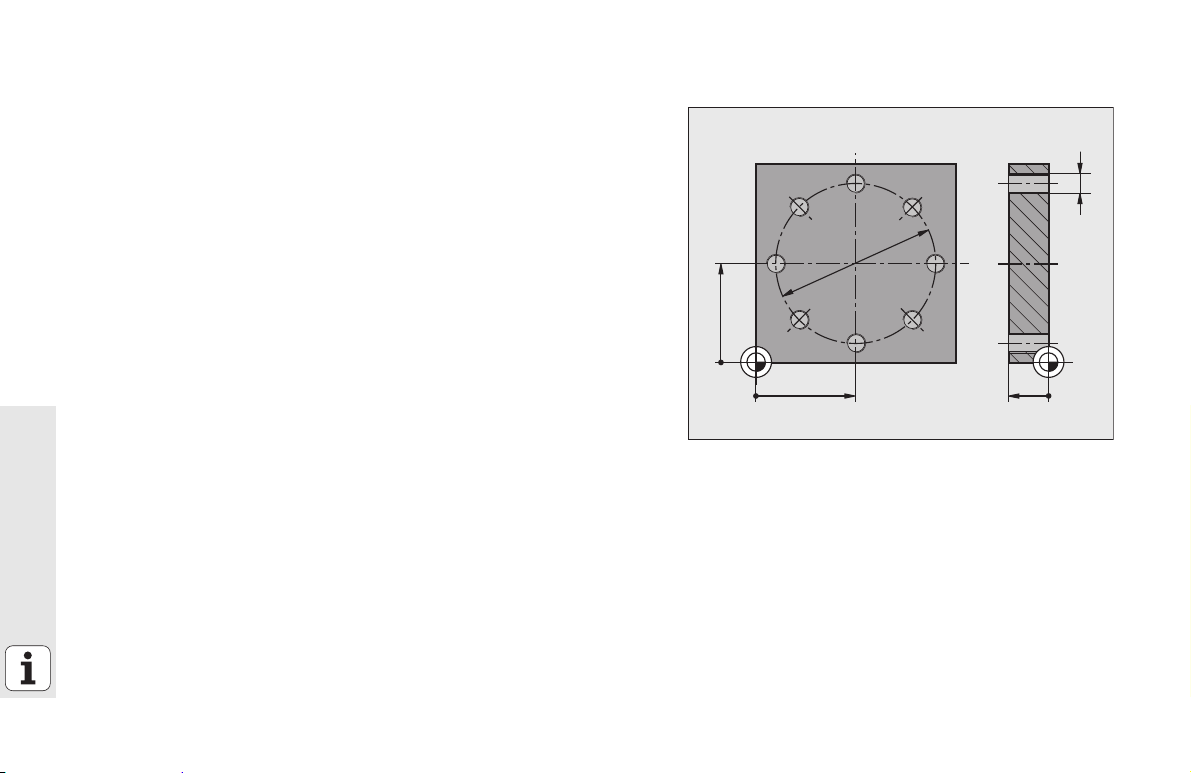
Cvičenie 1: Jednoduché vŕtanie v smarT.NC
50
50
20
M6
¬80
0
0
0
Úloha
Centrovanie rozstupovej kružnice, vŕtanie a rezanie vnútorného závitu.
Predpoklady
V tabuľke nástrojov TOOL.T musia byť definované nasledujúce nástroje:
NC strediaci vrták, priemer 10 mm,
vrták, priemer 5 mm,
závitník M6.
Rýchle spustenie, rýchly vstup
6
Page 7
Definovanie centrovania
U Vložte krok obrábania: Stlačte softvérové tlačidlo VLOŽIŤ
U Vložte obrábanie
U Vložte obrábanie dier: TNC zobrazí lištu softvérových
tlačidiel s dostupnými obrábaniami dier
U Zvoľte centrovanie: TNC zobrazí prehľadný formulár na
definovanie kompletného centrovaného obrábania
U Určite nástroj: Stlačte softvérové tlačidlo VYBRAŤ, TNC
zobrazí v prekrývacom okne obsah tabuľky nástrojov
TOOL.T
U Klávesmi so šípkami presuňte svetlé pole na NC strediaci
vrták a klávesom ENT ho prevezmite do formulára.
Alternatívne môžete číslo nástroja vložiť aj priamo, vstup
potvrďte klávesom ENT
U Vložte otáčky vretena, vstup potvrďte klávesom ENT
U Vložte centrovací posuv, vstup potvrďte klávesom ENT
U Softvérovým tlačidlom prepnite do vloženia hĺbky, vstup
potvrďte klávesom ENT. Vložte požadovanú hĺbku.
U Prepínacím tlačidlom bežca vyberte detailný formulár
Poloha
U Prepnite do definície rozstupovej kružnice. Vložte
potrebné parametre rozstupovej kružnice, vstup vždy
potvrďte klávesom ENT
U Formulár uložte klávesom KONIEC. Centrované
obrábanie je úplne nadefinované
Rýchle spustenie, rýchly vstup
7
Page 8
Definovanie vŕtania
Polohy vŕtania nemusíte definovať ešte raz. TNC použije
automaticky posledné definované polohy, teda pre
Rýchle spustenie, rýchly vstup
centrované obrábanie.
U Vyberte vŕtanie: Stlačte softvérové tlačidlo JEDNOTKA
205, TNC zobrazí formulár pre vŕtanie
U Určite nástroj: Stlačte softvérové tlačidlo VYBRAŤ, TNC
zobrazí v prekrývacom okne obsah tabuľky nástrojov
TOOL.T
U Klávesmi so šípkami presuňte svetlé pole na vrták a
klávesom ENT ho prevezmite do formulára
U Vložte otáčky vretena, vstup potvrďte klávesom ENT
U Vložte posuv pri vŕtaní, vstup potvrďte klávesom ENT
U Vložte hĺbku vŕtania, vstup potvrďte klávesom ENT
U Vložte hĺbku prísunu, formulár uložte klávesom KONIEC
8
Page 9
Definovanie rezania vnútorného závitu
U Softvérovým tlačidlom BACK prejdite o úroveň vyššie
U Vložte rezanie vnútorného závitu: Stlačte softvérové
tlačidlo ZÁVIT, TNC zobrazí lištu softvérových tlačidiel s
dostupnými rezaniami vnútorného závitu
U Vyberte rezanie vnútorného závitu bez vyrovnávacieho
skľučovadla: Stlačte softvérové tlačidlo JEDNOTKA 209,
TNC zobrazí formulár pre rezanie vnútorného závitu
U Určite nástroj: Stlačte softvérové tlačidlo VYBRAŤ, TNC
zobrazí v prekrývacom okne obsah tabuľky nástrojov
TOOL.T
U Klávesmi so šípkami presuňte svetlé pole na závitník a
klávesom ENT ho prevezmite do formulára
U Vložte otáčky vretena, vstup potvrďte klávesom ENT
U Vložte hĺbku závitu, vstup potvrďte klávesom ENT
U Vložte stúpanie závitu, formulár uložte klávesom
KONIEC
Polohy vŕtania nemusíte definovať ešte raz. TNC použije
automaticky posledné definované polohy pre centrované
obrábanie.
Rýchle spustenie, rýchly vstup
9
Page 10

Testovanie programu
U Tlačidlom smarT.NC vyberte vstupnú lištu softvérových
U Vyberte podradený prevádzkový režim Testovanie
U Spustite testovanie programu, TNC simuluje vami
U Po ukončení programu vyberte tlačidlom smarT.NC
Spracovanie programu
U Tlačidlom smarT.NC vyberte vstupnú lištu softvérových
Rýchle spustenie, rýchly vstup
U Vyberte podradený prevádzkový režim Spracovať
U Spustite chod programu, TNC vykoná vami definované
U Po ukončení programu vyberte tlačidlom smarT.NC
tlačidiel (funkcia Home)
programu
definované obrábania
vstupnú lištu softvérových tlačidiel (funkcia Home)
tlačidiel (funkcia Home)
obrábania
vstupnú lištu softvérových tlačidiel (funkcia Home)
10
Page 11
Cvičenie 2: Jednoduché frézovanie v smarT.NC
50
50
15
¬80
20
0
0
0
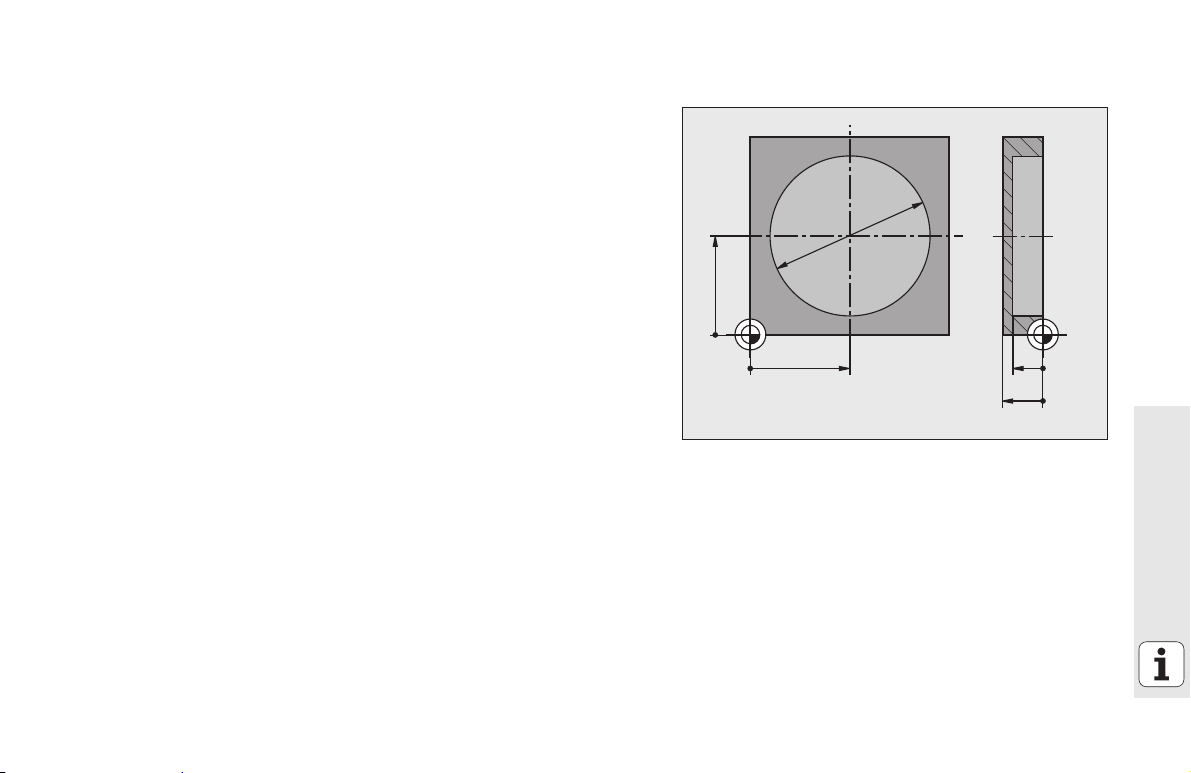
Úloha
Hrubovanie a obrábanie načisto kruhového výrezu jedným nástrojom.
Predpoklady
V tabuľke nástrojov TOOL.T musí byť definovaný nasledujúci nástroj:
stopková fréza, priemer 10 mm
Rýchle spustenie, rýchly vstup
11
Page 12
Definovanie kruhového výrezu
U Vložte krok obrábania: Stlačte softvérové tlačidlo VLOŽIŤ
U Vložte obrábanie
U Vložte obrábanie výrezu: Stlačte softvérové tlačidlo
VÝREZY/ČAPY, TNC zobrazí lištu softvérových tlačidiel
s dostupnými frézovaniami
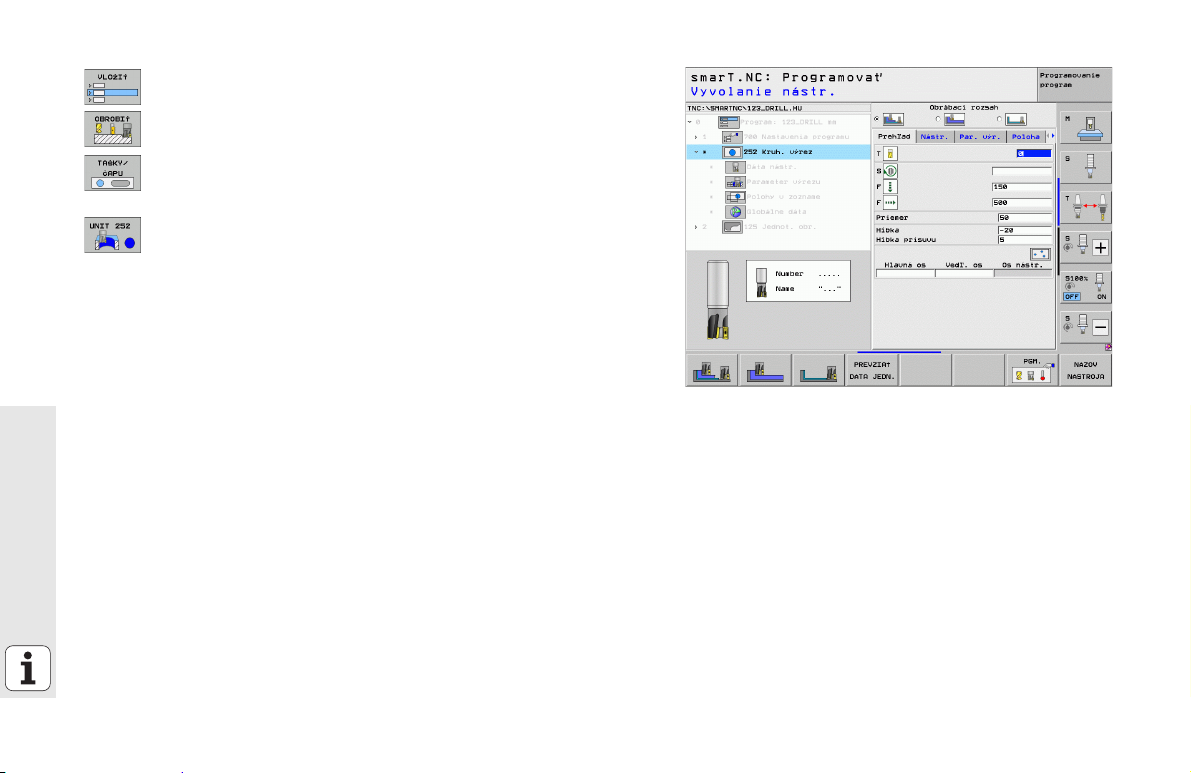
U Vyberte kruhový výrez: Stlačte softvérové tlačidlo
JEDNOTKA 252, TNC zobrazí formulár pre obrábanie
kruhového výrezu. Rozsah obrábania je nastavený na
hrubovanie a obrábanie načisto
U Určite nástroj: Stlačte softvérové tlačidlo VYBRAŤ, TNC
zobrazí v prekrývacom okne obsah tabuľky nástrojov
TOOL.T
Rýchle spustenie, rýchly vstup
U Klávesmi so šípkami presuňte svetlé pole na stopkovú
frézu a klávesom ENT ju prevezmite do formulára
U Vložte otáčky vretena, vstup potvrďte klávesom ENT
U Vložte posuv zanorenia, vstup potvrďte klávesom ENT
U Vložte posuv pri frézovaní, vstup potvrďte klávesom ENT
U Vložte priemer kruhového výrezu, vstup potvrďte
klávesom ENT
U Vložte hĺbku, hĺbku prísunu a prídavok na dokončenie
strany, vstup potvrďte klávesom ENT
U Vložte súradnice stredového bodu kruhového výrezu v
osi X a Y, každý vstup potvrďte klávesom ENT
U Formulár uložte klávesom KONIEC. Obrábanie
kruhového výrezu je definované úplne
U Vytvorený program otestujte a spracujte podľa vyššie
uvedeného popisu
12
Page 13
Cvičenie 3: Frézovanie obrysu v smarT.NC
10 80 90
10
0
0
70
90
6x45°
1
2
R8
3
4
5
6
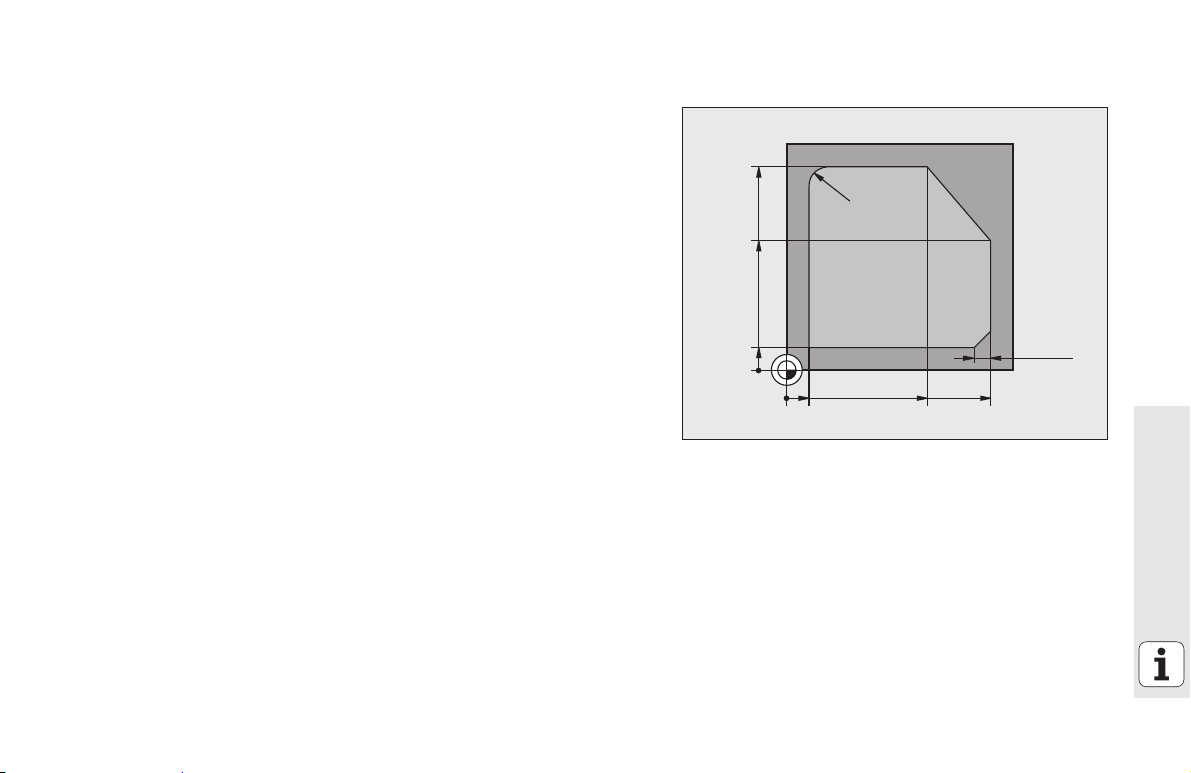
Úloha
Hrubovanie a obrábanie načisto obrysu jedným nástrojom.
Predpoklady
V tabuľke nástrojov TOOL.T musí byť definovaný nasledujúci nástroj:
stopková fréza, priemer 22 mm
Rýchle spustenie, rýchly vstup
13
Page 14
Definovanie obrábania obrysu
U Vložte krok obrábania: Stlačte softvérové tlačidlo VLOŽIŤ
U Vložte obrábanie
U Vložte obrábanie výrezu: Stlačte softvérové tlačidlo
OBRYS-PGM, TNC zobrazí lištu softvérových tlačidiel s
dostupnými obrábaniami obrysu
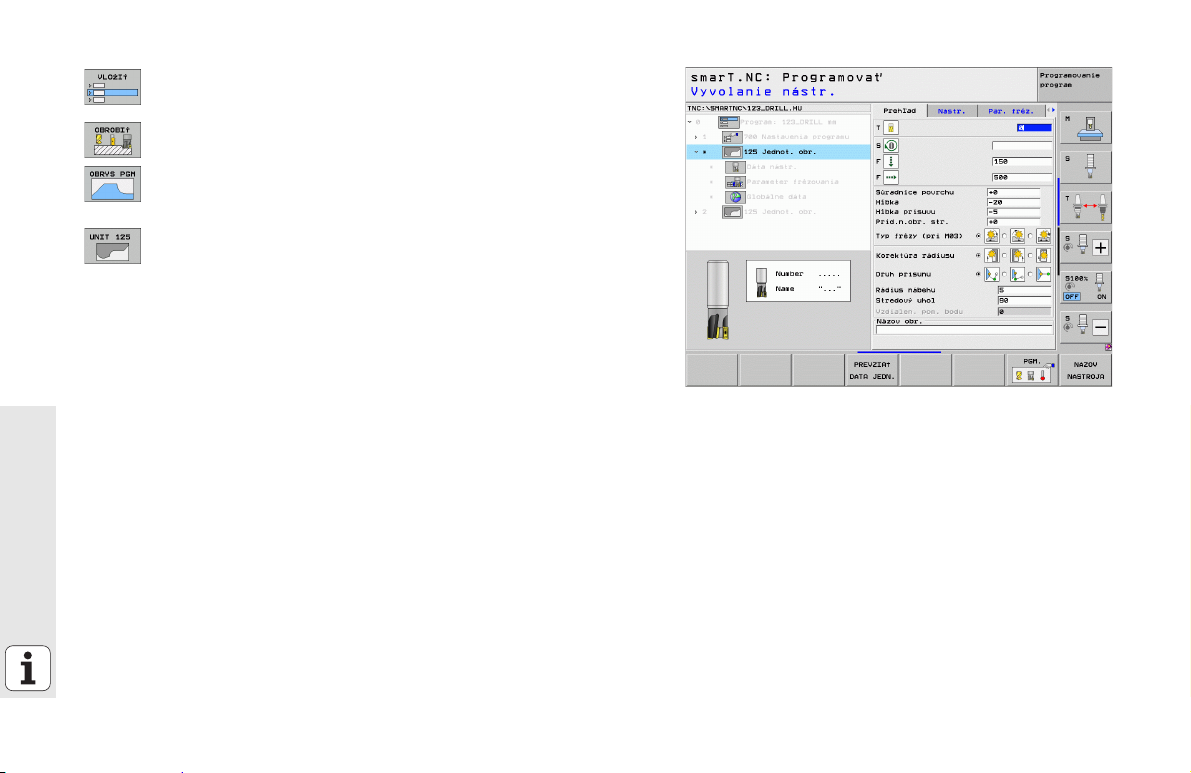
U Vyberte obrábanie priebehu obrysu: Stlačte softvérové
tlačidlo JEDNOTKA 125, TNC zobrazí formulár pre
obrábanie obrysu.
U Určite nástroj: Stlačte softvérové tlačidlo VYBRAŤ, TNC
zobrazí v prekrývacom okne obsah tabuľky nástrojov
TOOL.T
Rýchle spustenie, rýchly vstup
U Klávesmi so šípkami presuňte svetlé pole na stopkovú
frézu a klávesom ENT ju prevezmite do formulára
U Vložte otáčky vretena, vstup potvrďte klávesom ENT
U Vložte posuv zanorenia, vstup potvrďte klávesom ENT
U Vložte posuv pri frézovaní, vstup potvrďte klávesom ENT
U Vložte súradnice hornej hrany obrobku, hĺbku, hĺbku
prísunu a prídavok na dokončenie strany, vstup potvrďte
klávesom ENT
U Softvérovým tlačidlom vyberte druh frézovania, korekciu
polomeru a druh prísunu, vstup potvrďte klávesom ENT
U Vložte parametre nábehu, vstup potvrďte klávesom ENT
14
Page 15
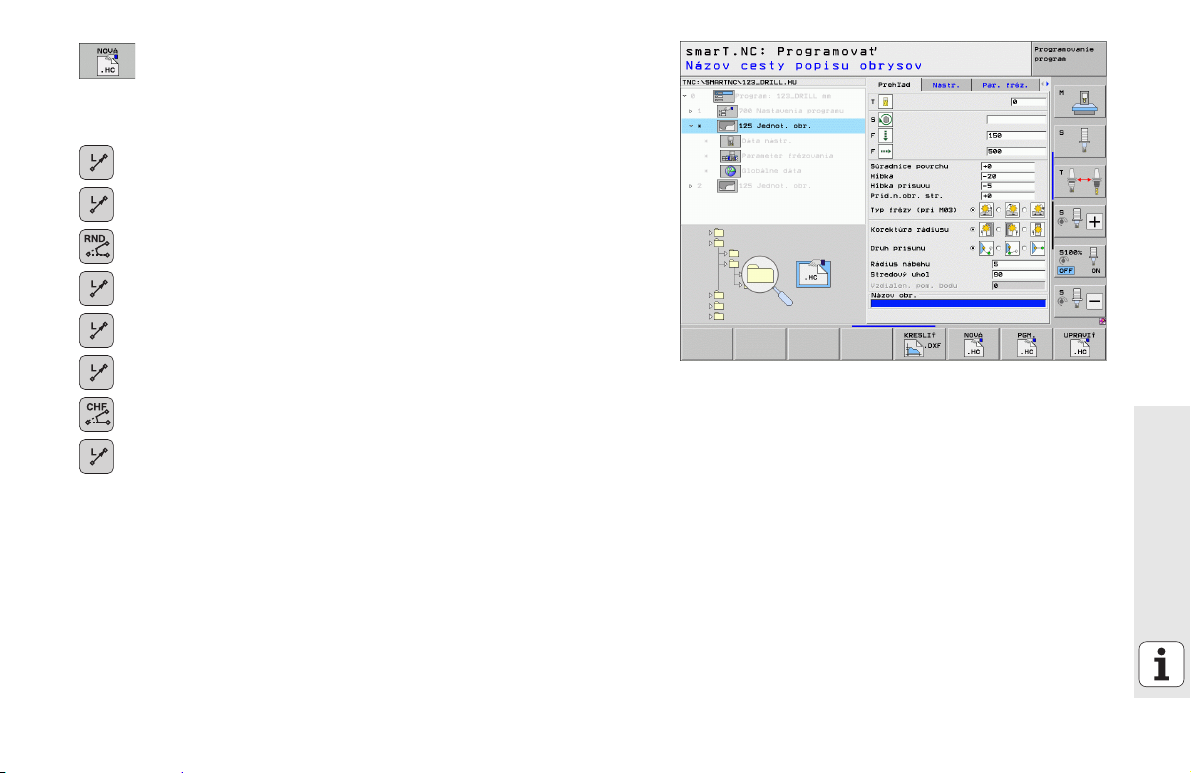
U Vstupné pole Názov obrysu je aktívne. Vytvorte nový
program obrysu: smarT.NC zobrazí prekrývacie okno na
vloženie názvu obrysu. Vložte názov obrysu, vstup
potvrďte klávesom ENT, smarT.NC sa teraz nachádza v
režime programovania obrysu
U Klávesom L definujte počiatočný bod obrysu na osi X a Y:
X = 10, Y = 10, vstup uložte klávesom KONIEC
U Klávesom L nabehnite do bodu 2: X = 90, vstup uložte
klávesom KONIEC
U Klávesom RND definujte polomer zaoblenia 8 mm, vstup
uložte klávesom KONIEC
U Klávesom L nabehnite do bodu 3: Y = 80, vstup uložte
klávesom KONIEC
U Klávesom L nabehnite do bodu 4: X = 90, Y = 70, vstup
uložte klávesom KONIEC
U Klávesom L nabehnite do bodu 5: Y = 10, vstup uložte
klávesom KONIEC
U Klávesom CHF definujte skosenie 6 mm, vstup uložte
klávesom KONIEC
U Klávesom L nabehnite do koncového bodu 6: X = 10,
vstup uložte klávesom KONIEC
U Program obrysu uložte klávesom KONIEC: smarT.NC sa
teraz znovu nachádza vo formulári na definovanie
obrábania obrysu
U Celé obrábanie obrysu uložte klávesom KONIEC.
Obrábanie obrysu je úplne definované
U Vytvorený program otestujte a spracujte podľa vyššie
uvedeného popisu
Rýchle spustenie, rýchly vstup
15
Page 16
Základy
Úvod do smarT.NC
Pomocou smarT.NC zhotovíte jednoduchým spôsobom v oddelených
krokoch obrábania (jednotkách) štruktúrované dialógové programy v
nekódovanom texte, ktoré môžete spracovať aj s editorom nekódovaných
textov. Údaje, zmenené v editore nekódovaných textov, uvidíte
samostatne aj v znázornení formuláru, nakoľko smarT.NC vždy používa
„normálny“ dialógový program s nekódovaným textom ako jedinú
databázu údajov.
Prehľadné vstupné formuláre v pravej polovici obrazovky uľahčujú
definíciu potrebných obrábacích parametrov, ktoré sú dodatočne graficky
zobrazené v pomocnom obrázku (ľavá spodná polovica obrazovky).
Prehľadné zobrazenie programu cez stromovú štruktúru (ľavá horná
polovica displeja) pomáha získať rýchly prehľad o krokoch aktuálneho
Základy
obrábacieho programu.
smarT.NC je samostatným univerzálnym druhom prevádzky, ktorý
môžete používať alternatívne k známemu dialógovému programovaniu v
nekódovanom texte. Akonáhle ste definovali niektorý krok obrábania,
môžete tento graficky otestovať a/alebo spustiť v novom druhu
prevádzky.
Paralelné programovanie
Programy smarT.NC môžete vytvárať alebo editovať aj v prípade, ak TNC
práve spracúva program. Prepnite jednoducho prevádzkový režim do
Uložiť/Editovať program a otvorte v ňom požadovaný program smarT.NC.
Ak chcete program smarT.NC spracovať pomocou editora nekódovaných
textov, vyberte v správcovi súborov funkciu OTVORIŤ POMOCOU a
následne NEKÓDOVANÝ TEXT.
16
Page 17
Programy/súbory
Programy, tabuľky a texty TNC ukladá do súborov. Popis súboru
pozostáva z dvoch prvkov:
PROG20 .HU
Názov súboru Typ súboru
smarT.NC používa prevažne tri typy súborov:
Programy Unit (typ súboru .HU)
Programy Unit sú dialógové programy v nekódovanom texte, ktoré
obsahujú dva dodatočné štruktúrne prvky: Začiatok (UNIT XXX) a
koniec (END OF UNIT XXX) kroku obrábania.
Popisy obrysov (súbor typu .HC)
Popisy obrysov sú dialógové programy v nekódovanom texte, ktoré
smú obsahovať výlučne dráhové funkcie, ktorými sa musí popísať
obrys v rovine obrábania: Sú to prvky L, C s CC, CT, CR, RND, CHF a
prvky voľného programovania obrysov FK FPOL, FL, FLT, FC a FCT
Tabuľky bodov (typ súboru .HP)
Do tabuliek bodov ukladá smarT.NC obrábacie polohy, ktoré ste
definovali pomocou výkonného generátora vzorov
smarT.NC ukladá štandardne všetky súbory do adresára
TNC:\smarTNC. Môžete si však vybrať aj ľubovoľný iný
adresár.
Súbory v TNC Typ
Programy
vo formáte HEIDENHAIN
vo formáte DIN/ISO
Súbory smarT.NC
Štruktúrované programy Unit
Popisy obrysov
Tabuľky bodov pre polohy obrábania
Tabuľky pre
nástroje,
menič nástrojov,
palety,
nulové body,
predvoľby (vzťažné body),
rezné parametre,
rezné materiály, materiály.
Texty ako
ASCII súbory
Súbory pomoci
Výkresové údaje ako
súbory DXF .DXF
.H
.I
.HU
.HC
.HP
.T
.TCH
.P
.D
.PR
.CDT
.TAB
.A
.CHM
Základy
17
Page 18

Prvá voľba nového druhu prevádzky
U Voľba prevádzkového režimu smarT.NC: TNC sa
nachádza v správe súborov
U Smerovými klávesmi a tlačidlom ENT zvoľte niektorý z
možných programov príkladu, alebo
U Na otvorenie nového programu obrábania stlačte
softvérové tlačidlo NOVÝ SÚBOR: smarT.NC zobrazí
prekrývacie okno
U Zadajte názov súboru typu .HU, potvrďte stlačením
klávesu
U Stlačte softvérové tlačidlo MM (resp. PALCE) alebo
tlačidlo MM (resp. PALCE): smarT.NC otvorí program
.HU v zvolenej jednotke miery a automaticky vloží
formulár hlavičky programu
Základy
U Údaje formuláru hlavičky programu sa musia nutne
zadať, nakoľko platia globálne pre kompletný program
obrábania. Prednastavené hodnoty sú stanovené
interne. V prípade potreby zmeňte údaje a uložte
tlačidlom KONIEC
U Pre definovanie krokov obrábania zvoľte želaný krok
obrábania softvérovým tlačidlom EDITOVAŤ
18
Page 19
Správa súborov v smarT.NC
Ako bolo predtým spomenuté, smarT.NC rozlišuje tri typy súborov,
programy Unit (.HU), popisy obrysov (.HC) a tabuľky bodov (.HP). Tieto
tri typy súborov sa dajú zvoliť a editovať cez správu súborov v druhu
prevádzky smarT.NC Editovať popisy obrysov a tabuľky bodov je možné
aj vtedy, keď práve definujete nejakú jednotku obrábania.
Okrem toho môžete v rámci smarT.NC otvoriť aj súbory DXF, aby sa z
nich extrahovali popisy obrysov (súbory .HC) a polohy obrábania
(súbory .HP) - (voliteľný softvér).
Správa súborov sa v smarT.NC dá ovládať bez obmedzení aj pomocou
myši. Predovšetkým môžete meniť myšou veľkosť okien v správe
súborov. Na tento účel kliknite na vodorovnú, resp. zvislú deliacu čiaru a
presuňte ju pri stlačenom tlačidle myši do požadovanej polohy.
Základy
19
Page 20
Vyvolanie správy súborov
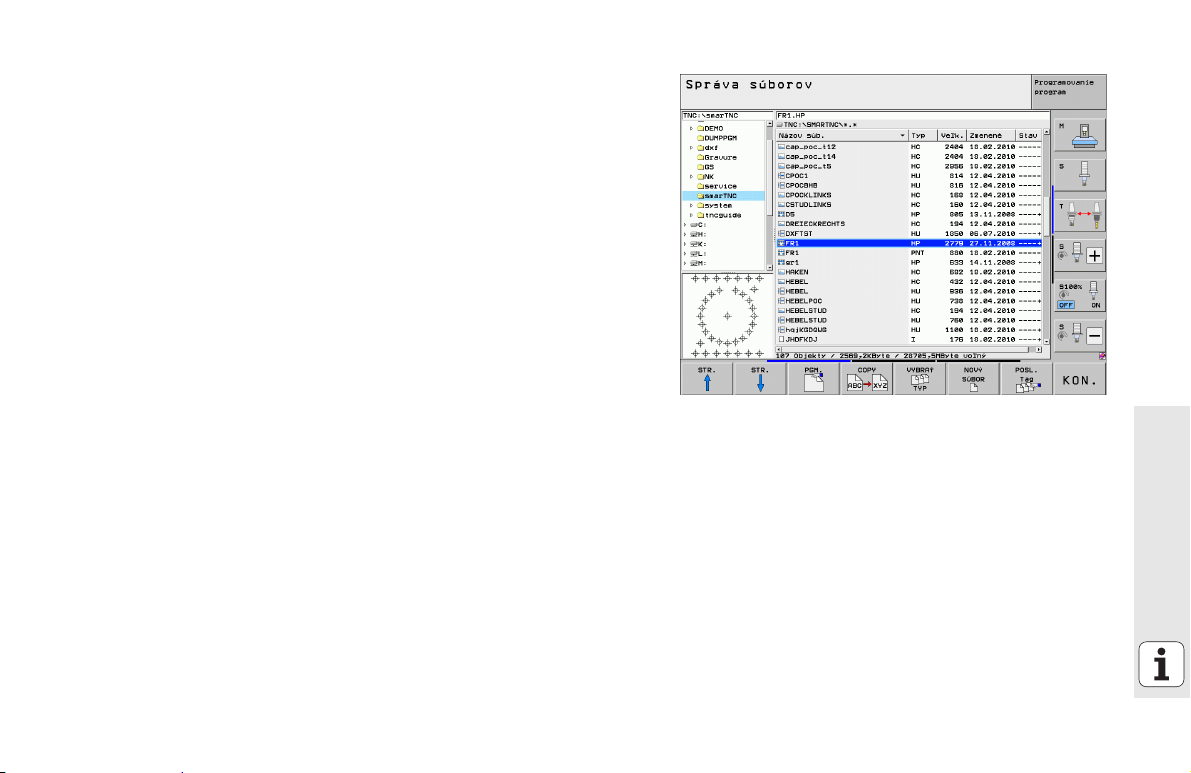
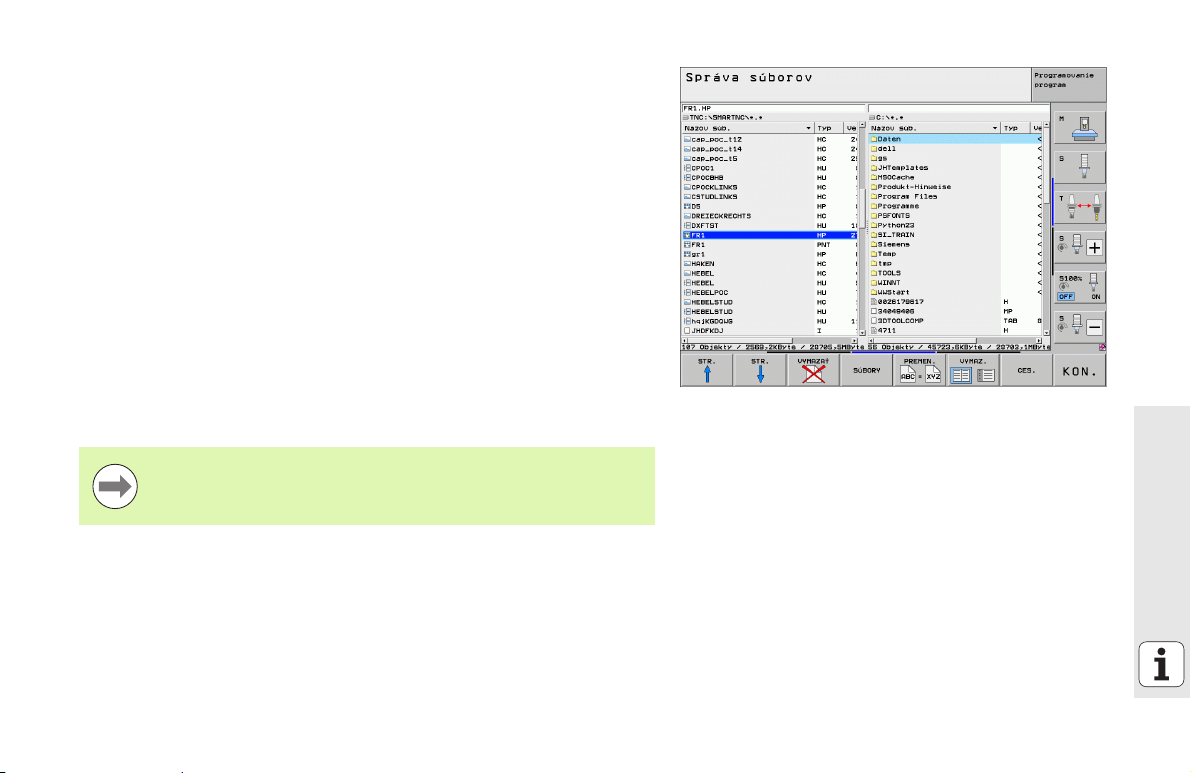
U Výber správy súborov: Stlačte kláves PGM MGT: TNC zobrazí okno na
správu súborov (obrázok vpravo prezentuje základné nastavenie).
Ak TNC zobrazí iné rozloženie obrazovky, stlačte softvérové tlačidlo
OKNO na druhej lište softvérových tlačidiel)
Ľavé, horné okno zobrazuje dostupné jednotky a adresáre. Tieto jednotky
označujú zariadenia, ktoré umožňujú ukladanie alebo prenos dát. Pod
pojmom jednotka sa chápe pevný disk TNC, sieťou prepojené adresáre
alebo zariadenia USB. Adresár je vždy označený symbolom fascikla
(vľavo) a názvom adresára (vpravo vedľa). Podadresáre sú odsadené
smerom doprava. Ak sa pred symbolom adresára nachádza trojuholník
orientovaný doprava, obsahuje adresár ešte ďalšie podadresáre, ktoré sa
dajú zobraziť klávesom šípka doprava.
Ľavé, spodné okno zobrazuje náhľad príslušného obsahu súboru, ak je
svetlé pole nastavené na súbore .HP alebo .HC.
Základy
20
Page 21
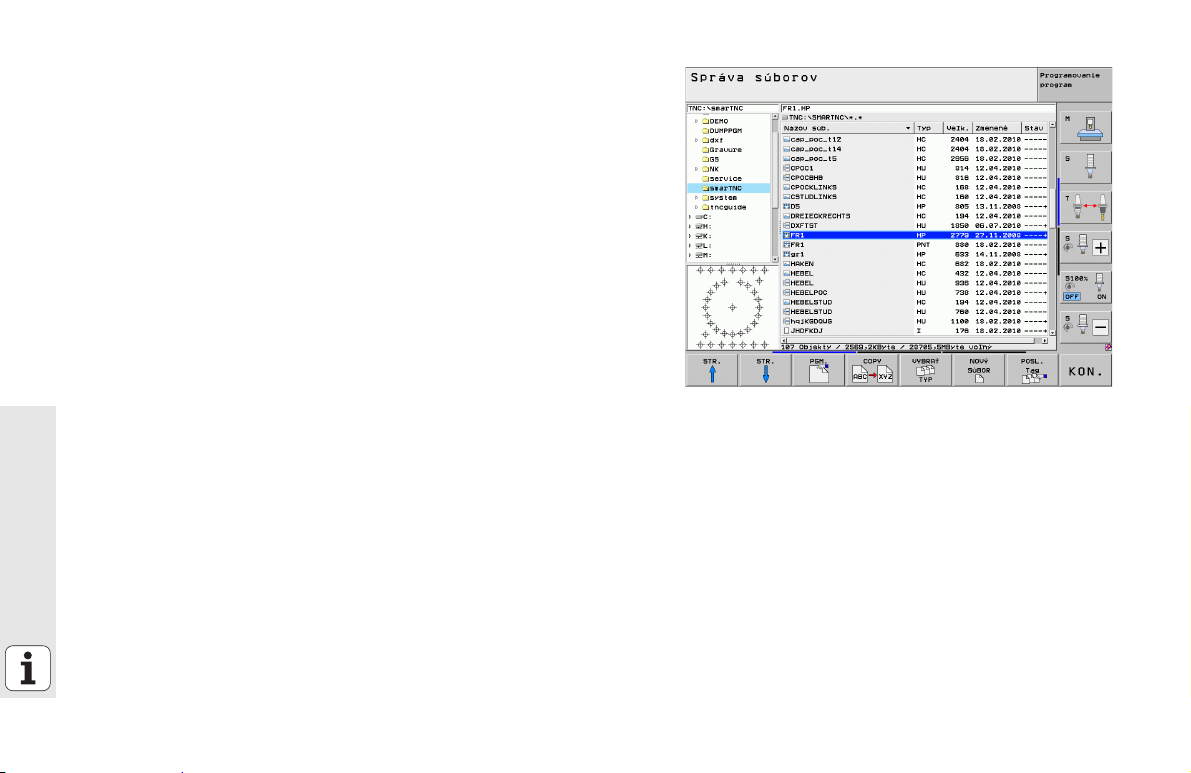
Pravé široké okno zobrazuje všetky súbory , ktoré sú uložené vo
vybranom adresári. Pre každý súbor je zobrazených niekoľko informácií,
ktoré sú rozpísané v tabuľke dole.
Zobrazenie Význam
Názov súboru Názov s maximálne 25 znakmi
Typ Typ súboru
Veľkosť Veľkosť súboru v bajtoch
Zmenené Dátum a čas poslednej zmeny
Stav Vlastnosť súboru:
E: Program je vybraný v režime Uložiť/Editovať
program
S: Program je vybraný v režime Test programu
M: Program je vybraný v režime Vykonávanie
programu
P: Súbor je chránený proti vymazaniu a zmene
(Protected)
+: Existujú závislé súbory (súbor členenia, súbor
na použitie nástroja)
Základy
21
Page 22
Výber jednotiek, adresárov a súborov
Vyvolanie správy súborov
Použite smerové klávesy alebo softvérové tlačidlá, aby ste presunuli
svetlé pole na požadované miesto na obrazovke:
Presúva svetlé pole z pravého do ľavého okna a naopak
Presúva svetlé pole v okne nahor a nadol
Základy
Presúva svetlé pole v okne po stránkach nahor a nadol
22
Page 23
Krok 1: Výber jednotky
Označte (vyberte) jednotku v ľavom okne:
Výber jednotky: Stlačte softvérové tlačidlo VÝBER,
alebo
Stlačte tlačidlo ENT
Krok 2: Výber adresára
Vyznačenie adresára v ľavom okne: Pravé okno zobrazí automaticky
všetky súbory v adresári, ktorý je označený (svetlým poľom).
Základy
23
Page 24
Krok 3: Výber súboru
Stlačte softvérové tlačidlo ZVOLIŤ TYP
Stlačte softvérové tlačidlo požadovaného typu súboru,
alebo
na zobrazenie všetkých súborov: Stlačte softvérové
tlačidlo ZOBRAZIŤ VŠETKY, alebo
Základy
Označte (vyberte) súbor v pravom okne:
Stlačte softvérové tlačidlo VÝBER, alebo
Stlačte kláves ENT: TNC otvorí vybraný súbor
Ak vložíte názov klávesnicou, TNC umiestni svetlé pole na
vložené čísla, takže súbor nájdete ľahko.
24
Page 25
Vytvoriť nový adresár
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Klávesom so šípkou doľava vyberte adresárový strom
U Vyberte jednotku TNC:\, ak chcete vytvoriť nový hlavný adresár, alebo
vyberte existujúci adresár, v ktorom chcete vytvoriť nový podadresár
U Vložte názov adresára, potvrďte klávesom ENT: smarT.NC zobrazí
prekrývacie okno na potvrdenie názvu adresára
U Potvrďte klávesom ENT alebo tlačidlom Áno. Na prerušenie procesu:
Stlačte kláves ESC alebo tlačidlo Nie
Nový adresár môžete otvoriť aj softvérové tlačidlo NOVÝ
ADRESÁR. Do prekrývacieho okna vložte následne názov
adresára a potvrďte klávesom ENT.
Otvoriť nový súbor
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Zvoľte typ nového súboru tak, ako bolo predtým popísané
U Vložte názov súboru bez typu súboru, potvrďte klávesom ENT
U Stlačte softvérové tlačidlo MM (resp. PALCE) alebo tlačidlo MM
(resp. PALCE): smarT.NC otvorí súbor v zvolenej jednotke miery.
Na prerušenie procesu: Stlačte kláves ESC alebo tlačidlo Storno
Nový súbor môžete otvoriť aj softvérovým tlačidlom NOVÝ
SÚBOR. Do prekrývacieho okna vložte následne názov
súboru a potvrďte klávesom ENT.
Základy
25
Page 26

Kopírovanie súboru do rovnakého adresára
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Smerovými klávesmi posúvajte svetlé políčko na ten súbor, ktorý
chcete kopírovať
U Stlačte softvérové tlačidlo KOPÍROVAŤ: smarT.NC zobrazí
prekrývacie okno
U Vložte názov cieľového súboru bez typu súboru, potvrďte klávesom
ENT alebo tlačidlom OK: smarT.NC nakopíruje obsah vybraného
súboru do nového súboru rovnakého typu. Na prerušenie procesu:
Stlačte kláves ESC alebo tlačidlo Storno
U Ak chcete súbor nakopírovať do iného adresára: Stlačte softvérové
tlačidlo na výber cesty, v prekrývacom okne vyberte požadovaný
adresár a potvrďte klávesom ENT alebo tlačidlom OK
Základy
26
Page 27
Kopírovanie súboru do iného adresára
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Smerovými klávesmi posúvajte svetlé políčko na ten súbor, ktorý
chcete kopírovať
U Vyberte druhú lištu softvérových tlačidiel, stlačte softvérové tlačidlo
OKNO, čím dosiahnete rozdelenie obrazovky TNC
U Klávesom so šípkou doľava presúvajte svetlé pole v ľavom okne
U Stlačte softvérové tlačidlo CESTA: smarT.NC zobrazí prekrývacie okno
U V prekrývacom okne vyberte adresár, do ktorého chcete súbor
nakopírovať, potvrďte klávesom ENT alebo tlačidlom OK
U Klávesom so šípkou doprava presúvajte svetlé pole v pravom okne
U Stlačte softvérové tlačidlo KOPÍROVAŤ: smarT.NC zobrazí
prekrývacie okno
U V prípade potreby vložte nový názov cieľového súboru bez typu súboru,
potvrďte klávesom ENT alebo tlačidlom OK: smarT.NC nakopíruje
obsah vybraného súboru do nového súboru rovnakého typu. Na
prerušenie procesu: Stlačte kláves ESC alebo tlačidlo Storno
Ak chcete kopírovať viac súborov, môžete tlačidlom myši
vyznačiť ďalšie súbory. Stlačte v tomto prípade kláves CTRL
a následne kliknite na požadovaný súbor.
Základy
27
Page 28

Zmazať súbor
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Smerovými klávesmi posúvajte svetlé políčko na ten súbor, ktorý
chcete vymazať
U Vyberte druhú lištu softvérových tlačidiel
U Stlačte softvérové tlačidlo VYMAZAŤ: smarT.NC zobrazí prekrývacie
okno
U Na vymazanie vybraného súboru: Stlačte kláves ENT alebo tlačidlo
áno. Na prerušenie vymazávania: Stlačte kláves ESC alebo tlačidlo
Storno
Premenovať súbor
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Smerovými klávesmi posúvajte svetlé políčko na ten súbor, ktorý
chcete premenovať
Základy
U Vyberte druhú lištu softvérových tlačidiel
U Stlačte softvérové tlačidlo PREMEN.: smarT.NC zobrazí prekrývacie
okno
U Vložte nový názov súboru, potvrďte klávesom ENT alebo tlačidlom OK.
Na prerušenie procesu: Stlačte kláves ESC alebo tlačidlo Storno
28
Page 29

Ochrana súboru/zrušenie ochrany súboru
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Smerovými klávesmi presuňte svetlé pole na súbor, ktorý chcete
chrániť, resp. ktorého ochranu chcete zrušiť
U Vyberte tretiu lištu softvérových tlačidiel
U Stlačte softvérové tlačidlo VYMAZAŤ: smarT.NC zobrazí prekrývacie
okno
U Stlačte softvérové tlačidlo PRÍD. FUNK.
U Na ochranu vybraného súboru: Stlačte softvérové tlačidlo CHRÁNIŤ,
na zrušenie ochrany súboru: Stlačte softvérové tlačidlo NECHR.
Voľba niektorého z posledných 15 zvolených súborov
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Stlačte softvérové tlačidlo POSLEDNÉ SÚBORY: smarT.NC zobrazí
posledných 15 súborov, ktoré ste vybrali v režime smarT.NC
U Smerovými klávesmi posúvajte svetlé políčko na ten súbor, ktorý
chcete zvoliť
U Prevziať vybraný súbor: Stlačte kláves ENT
Základy
29
Page 30

Aktualizácia adresárov
Ak sa pohybujete na externom dátovom nosiči, môže byť potrebná
aktualizácia adresárového stromu:
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Klávesom so šípkou doľava vyberte adresárový strom
U Stlačte softvérové tlačidlo AKT. STROM: TNC aktualizuje adresárový
strom
Triediť súbory
Funkcie na triedenie súborov vykonáte kliknutím myšou. Triediť môžete
vzostupne a zostupne podľa názvu súborov, veľkosti súborov, dátumu
zmeny a stavu súborov:
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Kliknite myšou do hlavičky stĺpca, podľa ktorého sa más triedenie
Základy
vykonať: Trojuholník v hlavičke stĺpca signalizuje postupnosť triedenia,
opakovaným kliknutím do rovnakej hlavičky stĺpca sa postupnosť
triedenia obráti
30
Page 31

Úprava správy súborov
Menu na úpravu môžete otvoriť buď kliknutím myšou na názov cesty
alebo softvérovým tlačidlom:
U Výber správy súborov: Stlačte tlačidlo PGM MGT
U Vyberte tretiu lištu softvérových tlačidiel
U Stlačte softvérové tlačidlo PRÍD. FUNK.
U Stlačte softvérové tlačidlo MOŽNOSTI: TNC zobrazí menu na úpravu
správy súborov
U Smerovými klávesmi posúvajte svetlé pole na požadované nastavenie
U Medzerníkom aktivujte/deaktivujte požadované nastavenie
V správe súborov môžete vykonať nasledujúce úpravy:
Záložky
Pomocou záložiek môžete spravovať vaše obľúbené adresáre. Môžete
pripojiť alebo vymazať aktívny adresár alebo vymazať všetky záložky.
Všetky vami pripojené adresáre sa zobrazia v zozname záložiek a dajú
sa teda vyberať veľmi rýchlo
Náhľad
V bode menu Náhľad definujete, ktoré informácie má TNC zobrazovať
v okne súborov
Formát dátumu
V bode menu Formát dátumu definujete, v akom formáte má TNC
zobrazovať dátum v stĺpci Zmenené
Nastavenia
Ak sa kurzor nachádza v strome adresárov: Určite, či má TNC po
stlačení tlačidla so šípkou doprava zmeniť okno, alebo či má TNC príp.
otvoriť existujúce podadresáre
Základy
31
Page 32

Navigovanie v smarT.NC
Pri vývoji smarT.NC sa dbalo nato, aby ovládacie tlačidlá (ENT, DEL,
KONIEC, ...), známe z dialógu v nekódovanom texte, boli čo najviac
identicky použiteľné aj v novom druhu prevádzky. Tlačidlá majú
nasledovné funkcie:
32
Funkcia, keď je aktívne zobrazenie Treeview
(ľavá strana obrazovky)
Aktivujte formulár pre zadanie údajov, príp. prevedenie
zmeny
Ukončiť editáciu: smarT.NC vyvolá automaticky správu
súborov
Základy
Vymazanie zvolených krokov obrábania (kompletná
jednotka)
Umiestnite svetlé pole na ďalší/predchádzajúci krok
opracovania
Zobraziť symboly detailových formulárov v Treeview, ak
bude pred symbolom Treeview zobrazená doprava
smerujúca šípka alebo prepnúť do formulára, ak je
Treeview už otvorené
Skryť symboly pre detailové formuláre v Treeview, ak sa
pred symbolom Treeview zobrazí nadol smerujúca šípka
Tlačidlo
Page 33

Funkcia, keď je aktívne zobrazenie Treeview
(ľavá strana obrazovky)
Listovať po stránkach nahor
Listovať po stránkach nadol
Skok na začiatok súboru
Kurzor na koniec súboru
Tlačidlo
Funkcia, keď je formulár (pravá strana obrazovky)
aktívny
Zvoľte nasledujúce zadávacie pole
Ukončenie editácie formulára: smarT.NC uloží všetky
zmenené údaje
Prerušenie editácie formulára: smarT.NC neuloží
zmenené údaje
Polohujte svetlé pole na ďalšie/predchádzajúce zadávacie
pole/zadávací prvok
Umiestnite kurzor do aktívneho vstupného poľa, aby ste
mohli zmeniť čiastkové hodnoty alebo, ak je aktívny box
možností: Vyberte nasledujúcu/predchádzajúcu možnosť
Tlačidlo
Základy
33
Page 34

Funkcia, keď je formulár (pravá strana obrazovky)
aktívny
Vráťte zadanú číselnú hodnotu na 0
Kompletne vymažte obsah aktívneho zadávacieho poľa
Okrem toho sú na klávesnicovej jednotke TE 530 B k dispozícii tri nové
tlačidlá, ktorými môžete v rámci formulára navigovať ešte rýchlejšie:
Tlačidlo
34
Funkcia, keď je formulár (pravá strana obrazovky)
aktívny
Zvoľte nasledujúci podformulár
Základy
Zvoľte prvý zadávací parameter v nasledujúcom ráme
Zvoľte prvý zadávací parameter v predchádzajúcom ráme
Tlačidlo
Page 35

Ak editujete obrys, môžete kurzor polohovať aj pomocou oranžových
osových tlačidiel, takže zadávanie súradníc je identické s dialógovým
zadaním v nekódovanom texte. Taktiež môžete prevádzať prepínanie
Absolútne/Inkrementálne alebo prepínania medzi kartézskym a polárnym
programovaním súradníc pomocou príslušných tlačidiel dialógu v
nekódovanom texte.
Funkcia, keď je formulár (pravá strana obrazovky)
aktívny
Zvoľte zadávacie pole pre os X
Zvoľte zadávacie pole pre os Y
Zvoľte zadávacie pole pre os Z
Prepínanie zadávania inkrementálneho/v absolútnych
hodnotách
Prepínanie zadávania kartézskych/polárnych súradníc
Tlačidlo
Základy
35
Page 36

Rozdelenie obrazovky pri editovaní
1
1
2
1
3
1
4
1
4.114.214.314.4
1
5
1
1
2
131
4
1
4.5
1
5
Obrazovka pri editovaní v smarT.NC závisí od typu súboru, ktorý ste
práve zvolili pre editovanie.
Editovanie programov Unit
1 Hlavička: Text prevádzkového režimu, chybové hlásenia
2 Aktívny druh prevádzky v pozadí
3 Stromová štruktúra (Treeview), v ktorej sa definované jednotky
obrábania zobrazujú štruktúrovane
4 Okno formulára s príslušnými vstupnými parametrami: V závislosti
od vybraného kroku obrábania môže byť k dispozícii až päť
formulárov:
4.1: Prehľadný formulár
Základy
Vkladanie parametrov v prehľadnom formulári stačí na vykonanie
príslušného kroku obrábania so základnou funkčnosťou. Údaje
prehľadného formulára sú výťahom najdôležitejších údajov, ktoré
je možné zadať aj do formulárov detailov
4.2: Detailný formulár nástroja
Vloženie dodatočných, špecifických údajov nástroja
4.3: Detailný formulár voliteľných parametrov
Vloženie dodatočných, voliteľných parametrov obrábania
4.4: Detailný formulár polôh
Vloženie dodatočných polôh obrábania
4.5: Detailný formulár globálnych údajov
Zoznam účinných globálnych údajov
5 Okno pomocných obrázkov, v ktorom je graficky zobrazený aktuálne
aktívny zadávací parameter formulára
36
Page 37

Editovanie polôh obrábania
1
1
2
1314151
6
1 Hlavička: Text prevádzkového režimu, chybové hlásenia
2 Aktívny druh prevádzky v pozadí
3 Stromová štruktúra (Treeview), v ktorej sa definované vzory
opracovania zobrazia štruktúrovane
4 Formulárové okno s príslušnými zadávacími parametrami
5 Okno pomocných obrázkov, v ktorom je graficky zobrazený aktuálne
aktívny zadávací parameter
6 Grafické okno, v ktorom sa programované polohy obrábania
okamžite zobrazia po uložení formulára
Základy
37
Page 38

Editovanie obrysov
1
1
2
1
3
1
4
1
4.1
1
4.214.3
151
6
1 Hlavička: Text prevádzkového režimu, chybové hlásenia
2 Aktívny druh prevádzky v pozadí
3 Stromová štruktúra (Treeview), v ktorej sa príslušné prvky obrysu
zobrazujú štruktúrovane
4 Okno formulára s príslušnými vstupnými parametrami: Pri
programovaní - FK sú k dispozícii až štyri formuláre:
4.1: Prehľadný formulár
Obsahuje najviac používané možnosti vstupov
4.2: Detailný formulár 1
Obsahuje možnosti vstupov pre pomocné body (FL/FLT), resp. pre
kruhové údaje (FC/FCT)
4.3: Detailný formulár 2
Základy
Obsahuje možnosti vstupov pre relatívne vzťahy (FL/FLT), resp.
pre pomocné body (FC/FCT)
4.4: Detailný formulár 3
Je k dispozícii len pri FC/FCT, obsahuje možnosti vstupov pre
relatívne vzťahy
5 Okno pomocných obrázkov, v ktorom je graficky zobrazený aktuálne
aktívny zadávací parameter
6 Grafické okno, v ktorom sa programované obrysy okamžite zobrazia
po uložení formulára
38
Page 39

Zobrazenie súborov DXF
1
1
2
131
4
1 Hlavička: Text prevádzkového režimu, chybové hlásenia
2 Aktívny druh prevádzky v pozadí
3 Vrstvy obsiahnuté v súbore DXF alebo už vybrané prvky obrysu,
resp. vybrané polohy
4 Výkresové okno, v ktorom smarT.NC zobrazí obsah súboru DXF
Základy
39
Page 40

Ovládanie myšou
Obzvlášť jednoduché je aj ovládanie myšou Rešpektujte nasledovné
zvláštnosti:
Okrem funkcií myši, ktoré sú známe zo systému Windows, môžete
pomocou myši ovládať aj softvérové tlačidlá smarT.NC
Ak sú k dispozícii viaceré lišty softvérových tlačidiel (zobrazenie pásom
priamo nad softvérovými tlačidlami), môžete kliknutím na niektorý z
pásov aktivovať želanú lištu
Zobrazenie detailných formulárov v Treeview: Kliknite na vodorovne
ležiaci trojuholník, na vypnutie kliknite na zvisle ležiaci trojuholník
Umožnenie zmeny hodnôt vo formulári: Kliknite v ľubovoľnom
vstupnom poli alebo na niektorú možnosť, smarT.NC potom
automaticky prejde do režimu editovania.
Opakované opustenie formulára (ukončenie režimu editovania):
Základy
Kliknite na ľubovoľné miesto v Treeview, smarT.NC potom zobrazí
otázku, či sa majú zmeny vo formulári uložiť alebo nie
Ak prechádzate myšou nad ľubovoľným prvkom, smarT.NC zobrazí
bublinkovú nápovedu. Text s tipom obsahuje krátke informácie k
príslušnej funkcii prvku
40
Page 41

Kopírovanie jednotiek
Jednotlivé jednotky obrábania skopírujete celkom jednoducho pomocou
klávesových skratiek známych z Windows:
CTRL+C pre kopírovanie jednotky
CTRL+X pre vystrihnutie jednotky
CTRL+V pre vloženie jednotky za aktuálne aktívnu jednotku
Ak chcete kopírovať súčasne viacero jednotiek, postupujte nasledovne:
U Prepnite lištu softvérových tlačidiel do najvyššej roviny
U Smerovými klávesmi alebo kliknutím zvoľte prvú
jednotku, ktorá sa má kopírovať
U Aktivujte funkciu Označovanie
U Smerovými klávesmi alebo softvérovým tlačidlom
OZNAČ. NASLED. BLOKU zvoľte všetky jednotky, ktoré
sa majú kopírovať
U Označený blok skopírujte do medzipamäte (funguje aj
pomocou CTRL+C)
U Smerovými klávesmi alebo softvérovým tlačidlom zvoľte
jednotku, za ktorú chcete vložiť skopírovaný blok
U Vložte blok z medzipamäte (funguje aj pomocou
CTRL+V)
Základy
41
Page 42

Editácia tabuľky nástrojov
Bezprostredne po výbere prevádzkového režimu smarT.NC môžete
editovať tabuľku nástrojov TOOL.T. TNC zobrazí parametre nástrojov
rozdelené do formulárov, navigácia v tabuľke nástrojov je identická ako
navigácia v smarT.NC (pozrite „Navigovanie v smarT.NC” na strane 32).
Parametre nástrojov sú členené do nasledujúcich skupín:
Bežec Prehľad:
Zhrnutie najčastejšie používaných parametrov nástrojov, ako sú názov,
dĺžka alebo polomer nástroja
Bežec Dod. param.:
Dodatočné parametre nástrojov dôležité na špeciálne použitie
Bežec Dod. param.:
Správa sesterských nástrojov a ďalšie dodatočné parametre nástrojov
Bežec Sním. syst.:
Základy
Údaje pre 3D snímacie systémy a stolové snímacie systémy
Bežec PLC:
Údaje potrebné na úpravu vášho stroja vzhľadom na TNC, ktoré
definuje váš výrobca stroja
Bežec CDT:
Údaje na automatický výpočet rezných parametrov
42
Page 43

Rešpektujte aj detailný popis parametrov nástrojov v príručke
používateľa Dialóg nekódovaného textu.
Typom nástroja určíte, aký symbol zobrazí TNC v Treeview.
Dodatočne zobrazí TNC v Treeview aj vložený názov
nástroja.
Parametre nástroja deaktivované parametrami stroja
smarT.NC v príslušnom bežcovi nezobrazuje. Príp. potom nie
je viditeľný jeden alebo viaceré bežce.
Funkcia MOD
Funkciami MOD môžete zvoliť ďalšie zobrazenia a možnosti zadania.
Výber funkcií MOD
U Stlačte tlačidlo MOD: TNC zobrazí možnosti nastavenia
v režime prevádzky smarT.NC
Zmena nastavení
U Zvoľte funkciu MOD v zobrazenom menu pomocou tlačidiel so šípkami
Pre zmenu nastavenia sú k dispozícii v závislosti od zvolenej funkcie tri
možnosti:
Priamo zadať príslušnú hodnotu, napr. pri určení obmedzenia oblasti
posuvu
Zmeniť nastavenie stlačením tlačidla ENT, napr. pri určení zadania
programu
Základy
43
Page 44

Zmeniť nastavenie cez okienko výberu. Ak je k dispozícii viac možností
nastavenia, môžete stlačením tlačidla GOTO aktivovať okienko, v
ktorom budú všetky možnosti nastavenia viditeľné naraz. Zvoľte želané
nastavenie priamo stlačením príslušného číselného tlačidla (vľavo od
dvojitého bodu) alebo tlačidlom so šípkou a následným potvrdením
tlačidlom ENT. Ak nechcete nastavenie zmeniť, zatvorte okienko
tlačidlom KONIEC
Zatvoriť funkcie MOD
U Ukončiť funkciu MOD: Stlačte softvérové tlačidlo KONIEC alebo tlačidlo
KONIEC
Základy
44
Page 45

Definícia procesov obrábania
111
213
Základy
Obrábanie v smarT.NC definujte zásadne ako kroky obrábania
(jednotky), ktoré spravidla pozostávajú z viacerých dialógových blokov v
nekódovanom texte. Dialógové bloky v nekódovanom texte vytvára
smarT.NC automaticky na pozadí niektorého súboru .HU (HU: program
HEIDENHAIN Unit), ktorý vyzerá ako normálny program v nekódovanom
texte.
Samotné obrábanie sa prevedie spravidla v cykle, nezávislom od TNC,
ktorého parameter určíte cez zadávacie pole formulára.
Krok obrábania môžete definovať už niekoľkými zadaniami v prehľadnom
formulári 1 (pozri obr. vpravo hore). smarT.NC potom prevedie obrábanie
so základnou funkčnosťou. Pre umožnenie zadávania ďalších údajov
obrábania sú k dispozícii detailné formuláre 2. Zadávacie hodnoty v
detailných formulároch sa automaticky synchronizujú so zadávacími
údajmi prehľadného formulára, netreba ich teda zadávať dvojmo.
K dispozícii sú nasledujúce detailné formuláre:
Detailný formulár nástroja (3)
V detailnom formulári nástroja môžete vkladať ďalšie údaje špecifické
pre nástroj, napr. hodnoty delta pre dĺžku a polomer alebo prídavné
funkcie M
Definícia procesov obrábania
45
Page 46

Detailný formulár voliteľných parametrov (4)
141
5
V detailnom formulári voliteľných parametrov môžete definovať ďalšie
parametre obrábania, ktoré nie sú uvedené v prehľadnom formulári,
napr. odberové množstvá pri vŕtaní alebo polohy výrezov pri frézovaní
Detailný formulár polôh (5)
V detailnom formulári polôh môžete definovať ďalšie polohy obrábania,
ak nepostačujú tri miesta obrábania prehľadného formulára. Ak
definujete polohy obrábania v bodových súboroch, obsahuje detailný
formulár polôh takisto ako prehľadný formulár len názov súboru
príslušného bodového súboru (pozrite „Definícia polôh obrábania” na
strane 149)
Definícia procesov obrábania
46
Page 47

Detailný formulár globálnych údajov (6)
1
6
V detailnom formulári globálnych údajov sú uvedené globálne účinné
parametre obrábania definované v záhlaví programu. V prípade
potreby môžete tieto parametre lokálne zmeniť pre príslušnú jednotku.
Definícia procesov obrábania
47
Page 48

Nastavenia programu
Po otvorení nového programu Unit smarT.NC automaticky vloží
Nastavenia programu Unit 700.
Nastavenia programu Unit 700 musia byť k dispozícii nutne
v každom programe, v opačnom prípade smarT.NC nie je
schopný tento program spracovať.
V nastaveniach programu musia byť definované nasledujúce údaje:
Definícia polotovaru pre určenie roviny obrábania pre grafickú
simuláciu,
možnosti pre výber vzťažného bodu obrobku a tabuľka nulových bodov,
ktorú treba použiť,
globálne údaje platné pre kompletný program. Globálne údaje
Definícia procesov obrábania
smarT.NC automaticky obsadzuje vopred nastavenými hodnotami a
dajú sa kedykoľvek zmeniť
Pamätajte na to, že dodatočné zmeny nastavenia programu
majú účinok na celkový program obrábania, a tým môžu
zásadne zmeniť priebeh obrábania.
48
Page 49

Globálne údaje
Globálne údaje sa rozdeľujú do šiestich skupín:
Všeobecne platné globálne údaje,
globálne údaje platné výlučne pre obrábanie otvorov,
globálne údaje určujúce proces polohovania,
globálne údaje platné výlučne pre frézovacie práce s cyklami výrezov,
globálne údaje platné výlučne pre frézovacie práce s cyklami obrysov,
globálne údaje platné výlučne pre snímacie funkcie.
Ako bolo už skôr spomenuté, globálne údaje platia pre kompletný
program obrábania. Samozrejme môžete v prípade potreby zmeniť
globálne údaje pre každý krok obrábania:
U Na tento účel prejdite do detailného formulára Globálne údaje kroku
obrábania: Vo formulári zobrazí smarT.NC parametre platné pre
príslušný krok obrábania s práve aktívnou hodnotou. Na pravej strane
zeleného zadávacieho poľa je G ako označenie, že príslušná hodnota
je globálne platná
U Zvoľte globálny parameter, ktorý chcete zmeniť
U Zadajte novú hodnotu a potvrďte tlačidlom ENTER, smarT.NC zmení
zafarbenie zadávacieho poľa na červené
U Na pravej strane červeného zadávacieho poľa sa objaví L ako
označenie lokálne účinnej hodnoty
Definícia procesov obrábania
49
Page 50

Definícia procesov obrábania
Zmena globálneho parametra cez detailný formulár Globálne
údaje spôsobí iba lokálnu, pre príslušný krok obrábania
platnú zmenu parametra. Zadávacie pole lokálne zmeneného
parametra zobrazí smarT.NC s červeným pozadím. Vpravo
od zadávacieho poľa je L ako označenie lokálnej hodnoty.
Softvérovým tlačidlom ZADANIE ŠTANDARDNEJ
HODNOTY môžete hodnotu globálneho parametra z hlavičky
programu znovu nahrať, a tým aktivovať. Zadávacie pole
globálneho parametra, ktorého hodnota z hlavičky programu
je účinná, zobrazí smarT.NC so zeleným pozadím. Vpravo od
zadávacieho poľa je G ako označenie globálnej hodnoty.
50
Page 51

Všeobecne platné globálne údaje
U Bezpečnostná vzdialenosť: Vzdialenosť medzi čelnou plochou
nástroja a povrchom obrobku pri automatickom nábehu štartovacej
polohy cyklu v osi nástroja
U 2. bezpečnostná vzdialenosť: Poloha, do ktorej smarT.NC polohuje
nástroj na konci kroku obrábania. V tejto výške sa začne ďalšia poloha
obrábania v rovine obrábania
U F polohovanie: Posuv, ktorým smarT.NC presúva nástroj v rámci cyklu
U F vrátenie: Posuv, ktorým smarT.NC vracia nástroj späť
Globálne údaje pre reakcie pri polohovaní
U Reakcie pri polohovaní: Návrat v osi nástroja na konci kroku
obrábania: Návrat späť na 2. bezpečnostnú vzdialenosť alebo do
polohy na začiatku jednotky
Definícia procesov obrábania
51
Page 52

Globálne údaje pre obrábanie otvorov
U Návrat Zlomenie triesky: Hodnota, o ktorú smarT.NC stiahne nástroj
späť pri zlomení triesky
U Čas zotrvania dole: Čas v sekundách, ktorý nástroj zotrvá na dne
otvoru
U Čas zotrvania hore: Čas v sekundách, ktorý nástroj zotrvá v
bezpečnej vzdialenosti
Globálne údaje pre frézovanie s cyklami výrezov
U Faktor prekrytia: Polomer nástroja x faktor prekrytia uvádza bočný
prísuv
U Druh frézovania: Súsledné/nesúsledné:
U Druh zanorenia: Zanorenie v tvare helixu, kývavo alebo kolmo do
materiálu
Definícia procesov obrábania
52
Page 53

Globálne údaje pre frézovanie s cyklami obrysu
U Bezpečnostná vzdialenosť: Vzdialenosť medzi čelnou plochou
nástroja a povrchom obrobku pri automatickom nábehu štartovacej
polohy cyklu v osi nástroja
U Bezpečná výška: Absolútna výška, v ktorej nemôže dôjsť k žiadnej
kolízii s obrobkom (pre medzipolohovanie a návrat späť na konci cyklu)
U Faktor prekrytia: Polomer nástroja x faktor prekrytia uvádza bočný
prísuv
U Druh frézovania: Súsledné/nesúsledné:
Globálne údaje pre snímacie funkcie
U Bezpečnostná vzdialenosť: Vzdialenosť medzi snímacím hrotom a
povrchom obrobku pri automatickom nábehu do snímacej polohy
U Bezpečná výška: Súradnice v osi snímacieho systému, v ktorej
smarT.NC posúva snímací systém medzi meranými bodmi, pokiaľ je
aktivovaná možnosť Posuv na bezpečnú výšku
U Posuv na bezpečnú výšku: Zvoľte či sa má smarT.NC má presunúť
medzi meranými bodmi na bezpečnú vzdialenosť alebo na bezpečnú
výšku
Definícia procesov obrábania
53
Page 54

Výber nástrojov
Akonáhle je niektoré vstupné pole na výber nástroja aktívne, môžete
softvérovým tlačidlom NÁZOV NÁSTROJA vybrať, či chcete vložiť číslo
nástroja alebo názov nástroja.
Okrem toho môžete softvérovým tlačidlom VYBRAŤ zobraziť okno, cez
ktoré môžete zvoliť nástroj definovaný v tabuľke nástrojov TOOL.T.
smarT.NC potom automaticky zapíše číslo nástroja príp. názov
zvoleného nástroja do príslušného vstupného poľa.
V prípade potreby môžete zobrazené údaje nástroja aj editovať:
U Smerovými klávesmi zvoľte riadok a potom stĺpec hodnoty, ktorú
chcete editovať: Editovateľné pole je vyznačené svetlomodrým rámom
U Nastavte softvérové tlačidlo EDITOVAŤ na ZAP., zadajte želanú
hodnotu a potvrďte tlačidlom ENT
U V prípade potreby zvoľte ďalšie stĺpce a znovu preveďte predtým
Definícia procesov obrábania
popísaný spôsob konania
54
Page 55

Prepínanie otáčky/rezná rýchlosť
Akonáhle bude niektoré zadávacie pole aktívne pre definíciu počtu otáčok
vretena, môžete zvoliť či chcete zadať počet otáčok v ot./min, alebo
rýchlosť rezu v m/min [príp. palce/min].
Na vloženie reznej rýchlosti
U Stlačte softvérové tlačidlo VC: TNC prepne vstupné pole
Na prepnutie z reznej rýchlosti na otáčky
U Stlačte kláves NO ENT: TNC vymaže vstup pre reznú rýchlosť
U Na vloženie otáčok: Smerovými klávesmi prejdite kurzorom späť do
vstupného poľa
Prepnutie F/FZ/FU/FMAX
Akonáhle bude aktívne niektoré vstupné pole na definíciu posuvu,
môžete zvoliť či chcete vložiť posuv v mm/min (F), v ot/min (FU) alebo v
mm/zub (FZ). Ktoré alternatívy posuvu sú dovolené, závisí od
príslušného spracovania. Pri niektorých vstupných poliach je dovolený aj
vstup FMAX (rýchloposuv).
Na vloženie alternatívy posuvu
U Stlačte softvérové tlačidlo F, FZ, FU alebo FMAX
Definícia procesov obrábania
55
Page 56

Prevzatie parametrov z predchádzajúcej, analogickej jednotky
Po otvorení novej jednotky môžete softvérovým tlačidlom PREVZIAŤ
PARAM. JEDNOTKY prevziať dáta predtým definovanej, analogickej
jednotky. smarT.NC potom prevezme všetky hodnoty definované v tejto
jednotke a zapíše ich do aktívnej jednotky.
Predovšetkým pri frézovacích jednotkách môžete týmto spôsobom
jednoducho definovať hrubovania/obrábania načisto tým, že v
nasledujúcej jednotke upravíte po prevzatí parametrov len prídavok a v
prípade potreby aj nástroj.
smarT.NC prehľadá najskôr program smarT vzostupne na
existenciu analogickej jednotky:
Definícia procesov obrábania
Ak by smarT.NC nenašiel po začiatok programu žiadnu
príslušnú jednotku, spustí prehľadávanie od konca
programu až po aktuálny blok.
Ak smarT.NC nenájde v celom programe žiadnu príslušnú
jednotku, zobrazí ovládanie chybové hlásenie.
56
Page 57

Dostupné kroky obrábania (jednotky)
Po výbere prevádzkového režimu smarT.NC vyberte softvérovým
tlačidlom EDITOVAŤ dostupné kroky obrábania. Kroky obrábania sú
rozdelené do nasledujúcich hlavných skupín:
Hlavná skupina
OBRÁBAŤ:
Vŕtanie, obrábanie závitu, frézovanie
SNÍMAŤ:
Snímacie funkcie pre 3D snímací systém
PREPOČÍTAŤ:
Funkcie pre prepočet súradníc
ŠPECIÁLNE FUNKCIE:
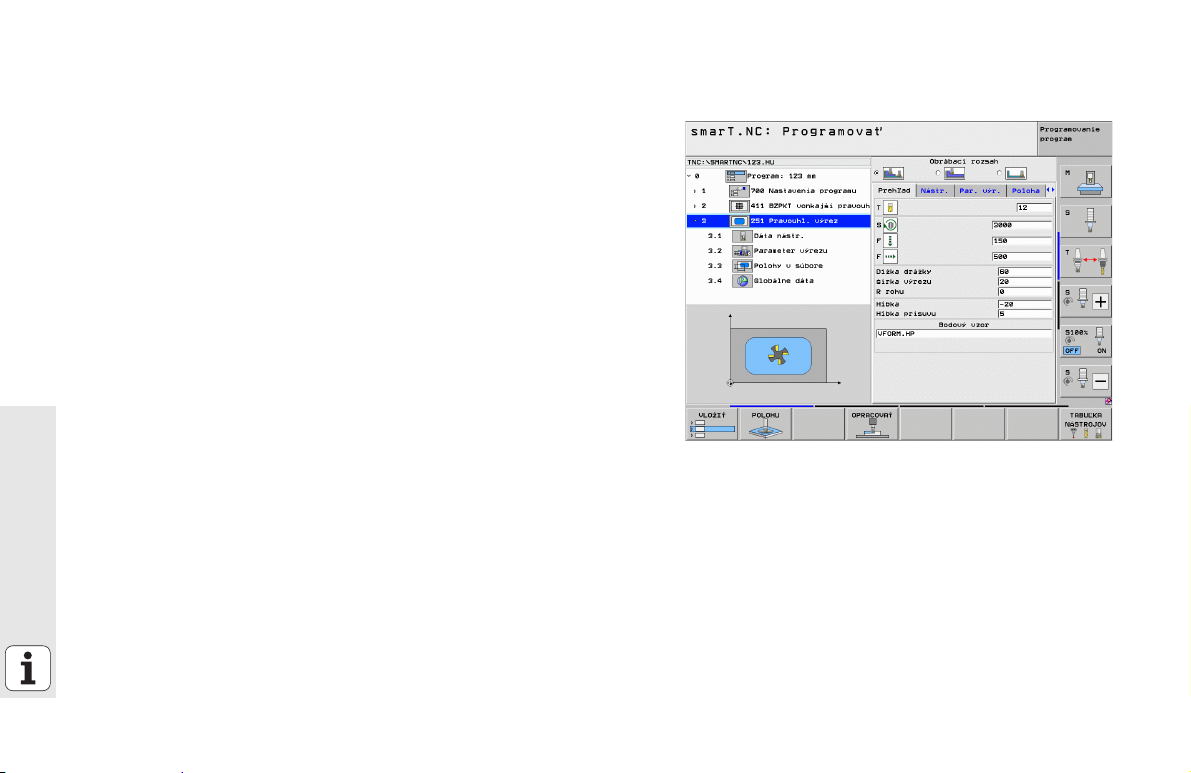
Vyvolanie programu, polohovacia
jednotka, jednotka s funkciami M,
jednotka s nekódovaným textom,
jednotka konca programu
Softvérové tlačidlá OBRYS-PGM a POLOHY na tretej lište
softvérových tlačidiel spustia programovanie obrysu, príp.
generátor vzoru.
Softvérové
tlačidlo
Strana
Strana 58
Strana 126
Strana 135
Definícia procesov obrábania
Strana 143
57
Page 58

Hlavná skupina Obrábanie
V hlavnej skupine Obrábanie zvoľte nasledujúce skupiny obrábania:
Skupina obrábania
VŔTAŤ:
Centrovať, vŕtať, vystružiť, vysústružiť,
spätne zapustiť
ZÁVIT:
Rezanie vnútorného závitu s alebo bez
vyrovnávacieho skľučovadla, frézovanie
závitu
VÝREZY/ČAPY:
Dlabacie frézovanie, pravouhlý výrez,
Definícia procesov obrábania
kruhový výrez, drážka, kruhová drážka
OBRYS-PGM:
Spracovať programy obrysov: Priebeh
obrysu, hrubovať výrez obrysu, dohrubovať
a dokončiť
PLOCHY:
Rovinné frézovanie
Softvérové
tlačidlo
Strana
Strana 59
Strana 72
Strana 87
Strana 103
Strana 122
58
Page 59

Obrábacia skupina Vŕtanie
V obrábacej skupine Vŕtanie sú k dispozícii nasledujúce jednotky pre
obrábanie otvorov vŕtaním:
Jednotka
Jednotka 240 Centrovať Strana 60
Jednotka 205 Vŕtať Strana 62
Jednotka 201 Vystruhovať Strana 64
Jednotka 202 Vysústružiť Strana 66
Jednotka 204 Spätne zapustiť Strana 68
Jednotka 241 Jednobritovo vŕtať Strana 70
Softvérové
tlačidlo
Strana
Definícia procesov obrábania
59
Page 60

Jednotka 240 Centrovať
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Centrovací posuv [mm/min] alebo FU [mm/ot]
U Výber Hĺbka/priemer: Výber, či sa má centrovať na priemer alebo
hĺbku.
U Priemer: Centrovací priemer. Je potrebný vstup T-ANGLE v TOOL.T
U Hĺbka: Centrovacia hĺbka
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
Definícia procesov obrábania
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Žiadne
60
Page 61

Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Čas zotrvania dole
U Posuv pri pojazde medzi polohami obrábania
Definícia procesov obrábania
61
Page 62

Jednotka 205 Vŕtať
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Vŕtací posuv [mm/min] alebo FU [mm/ot]
U Hĺbka: Hĺbka vŕtania
U Hĺbka prísuvu: Rozmer, o ktorý bude nástroj vždy pristavený pred
vysunutím z otvoru
U Hĺbka Zlom. triesky: Prísuv, po ktorom smarT.NC vykoná lámanie
triesky
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
Definícia procesov obrábania
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
62
Page 63

Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Hĺbka Zlom. triesky: Prísuv, po ktorom smarT.NC vykoná lámanie
triesky
U Redukčná hodnota: Hodnota, o ktorú smarT.NC zníži hĺbku prísuvu
U Min. prísun: Po vložení redukčnej hodnoty: Obmedzenie na minimálny
prísun
U Predst. vzd.: Bezpečnostná vzdialenosť hore pri spätnom polohovaní
po lámaní triesky
U Predb. vzd. zastavenia dole: Bezpečnostná vzdialenosť dole pri
spätnom polohovaní po lámaní triesky
U Bod spust. prísuvu: Prehĺbený spúšťací bod vo vzťahu k súradniciam
povrchu pri hrubovaných otvoroch
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Spätný posuv pri zlomení triesky
U Čas zotrvania dole
U Posuv pri pojazde medzi polohami obrábania
Definícia procesov obrábania
63
Page 64

Jednotka 201 Vystruhovať
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Vystruhovací posuv [mm/min] alebo FU [mm/U]
U Hĺbka: Hĺbka vystruhovania
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
Definícia procesov obrábania
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
64
Page 65

Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Žiadne.
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Posuv pre stiahnutie späť
U Čas zotrvania dole
U Posuv pri pojazde medzi polohami obrábania
Definícia procesov obrábania
65
Page 66

Jednotka 202 Vysústružiť
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Vŕtací posuv [mm/min] alebo FU [mm/ot]
U Hĺbka: Hĺbka vysústruženia
U Smer voľ. pos.: Smer, v ktorom smarT.NC voľne posúva nástroj na
dne otvoru
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
Definícia procesov obrábania
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
66
Page 67

Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Uhol vretena: Uhol, na ktorý smarT.NC polohuje nástroj pred voľným
pohybom
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Posuv pre stiahnutie späť
U Čas zotrvania dole
U Posuv pri pojazde medzi polohami obrábania
Definícia procesov obrábania
67
Page 68

Jednotka 204 Spätne zapustiť
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Vŕtací posuv [mm/min] alebo FU [mm/ot]
U Hĺbka zapustenia: Hĺbka zapustenia
U Hrúbka materiálu: Hrúbka obrobku
U Rozmer excentra: Rozmer excentra vŕtacej tyče
U Výška ostrí: Vzdialenosť spodnej hrany vŕtacej tyče a hlavnej reznej
hrany
U Smer voľ. pos.: Smer, v ktorom má smarT.NC presadiť nástroj o
rozmer excentra
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Definícia procesov obrábania
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
68
Page 69

Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Uhol vretena: Uhol, na ktorý smarT.NC polohuje nástroj pred
zanorením a pred vysunutím z otvoru
U Doba zotrvania: Doba zotrvania na dne zapustenia
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Polohovať posuv
U Posuv pri pojazde medzi polohami obrábania
Definícia procesov obrábania
69
Page 70

Jednotka 241 Jednobritovo vŕtať
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] pri vŕtaní
U F: Vŕtací posuv [mm/min] alebo FU [mm/ot]
U Hĺbka: Hĺbka vŕtania
U Počiatočný bod prís.: Počiatočný bod vlastného obrábania vŕtaním.
TNC nabehne prostredníctvom Polohovacieho posuvu z
bezpečnostnej vzdialenosti na hlbší začiatočný bod
U Smer ot. zasúvania/vysúvania: Smer otáčania vretena pri zasúvaní
do otvoru a pri vysúvaní z otvoru
U Otáčky zasúvania: Počet otáčok nástroja pri zasúvaní do otvoru a pri
vysúvaní z otvoru
U Chladiaci prostriedok ZAP: M?: Prídavná funkcia M pre zapnutie
Definícia procesov obrábania
chladiaceho prostriedku. TNC zapne chladiaci prostriedok, keď nástroj
stojí v otvore na prehĺbenom počiatočnom bode
U Chladiaci prostriedok VYP: M?: Prídavná funkcia M pre vypnutie
chladiaceho prostriedku. TNC vypne chladiaci prostriedok, keď je
nástroj v hĺbke vŕtania
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
70
Page 71

Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Hĺbka oneskorenia: Súradnice osi vretena, na ktorom sa má nástroj
zdržať. Funkcia nie je aktívna pri zadaní od 0
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Polohovať posuv
U Čas zotrvania dole
U Posuv pre stiahnutie späť
U Posuv pri pojazde medzi polohami obrábania
Definícia procesov obrábania
71
Page 72

Skupina obrábania Závit
V skupine obrábania Závit sú k dispozícii nasledujúce jednotky na
obrábanie závitov:
Jednotka
Jednotka 206 Rezanie vnútorného závitu s
vyrovnávacím skľučovadlom
Jednotka 209 Rezanie vnútorného závitu
bez vyrovnávacieho skľučovadla (aj so
zlomením triesky)
Jednotka 262 Frézovanie závitu Strana 77
Softvérové
tlačidlo
Definícia procesov obrábania
Jednotka 263 Frézovanie zapustených
závitov
Jednotka 264 Frézovanie závitových otvorov Strana 81
Jednotka 265 Helixové frézovanie
závitových otvorov
Jednotka 267 Frézovanie vonkajších závitov Strana 85
Strana
Strana 73
Strana 75
Strana 79
Strana 83
72
Page 73

Jednotka 206 Rezanie vnútorného závitu s vyrovnávacím
skľučovadlom
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Vŕtací posuv: Vypočítať z S x stúpanie závitu p
U Hĺbka závitu: Hĺbka závitu
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Definícia procesov obrábania
73
Page 74

Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Žiadne.
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Čas zotrvania dole
U Posuv pri pojazde medzi polohami obrábania
Definícia procesov obrábania
74
Page 75

Jednotka 209 Rezanie vnútorného závitu bez vyrovnávacieho
skľučovadla
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U Hĺbka závitu: Hĺbka závitu
U Stúpanie závitu: Stúpanie závitu
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Definícia procesov obrábania
75
Page 76

Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Hĺbka zlom. tr.: Prísuv, po ktorom má nasledovať zlomenie triesky
U Uhol vretena: Uhol, na ktorý má smarT.NC polohovať nástroj pred
rezaním závitu: Tým v prípade potreby dorezanie závitu
U Faktor pre S pri spätnom posuve Q403: Faktor, o ktorý TNC zvýši
otáčky vretena - a teda aj spätný posuv - pri vysúvaní z otvoru
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Spätný posuv pri zlomení triesky
76
Definícia procesov obrábania
U Posuv pri pojazde medzi polohami obrábania
Page 77

Jednotka 262 Frézovanie závitu
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv pri frézovaní
U Priemer: Menovitý priemer závitu
U Stúpanie závitu: Stúpanie závitu
U Hĺbka: Hĺbka závitu
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Definícia procesov obrábania
77
Page 78

Ďalšie parametre v detailovom formulári Parameter vŕtania:
U Pridať chody: Počet závitových chodov na presadenie nástroja
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Polohovací posuv
U Posuv pri pojazde medzi polohami obrábania
U Súsledné frézovanie alebo
U nesúsledné frézovania
Definícia procesov obrábania
78
Page 79

Jednotka 263 Frézovanie zapustených závitov
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv pri frézovaní
U F: Zapúšťací posuv [mm/min] alebo FU [mm/ot]
U Priemer: Menovitý priemer závitu
U Stúpanie závitu: Stúpanie závitu
U Hĺbka: Hĺbka závitu
U Hĺbka zapustenia: Vzdialenosť medzi povrchom obrobku a hrotom
nástroja pri zapúšťaní
U Vzdialenosť Stena: Vzdialenosť medzi reznou hranou nástroja a
stenou otvoru
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Definícia procesov obrábania
79
Page 80

Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Hĺbka zapustenia čelne: Hĺbka zapustenia pri čelnom zapúšťaní
U Presadenie čelne: Vzdialenosť o ktorú TNC presadí stred nástroja z
otvoru pri čelnom zapúšťaní
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Polohovací posuv
U Posuv pri pojazde medzi polohami obrábania
U Súsledné frézovanie alebo
Definícia procesov obrábania
U nesúsledné frézovanie
80
Page 81

Jednotka 264 Frézovanie závitových otvorov
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv pri frézovaní
U F: Vŕtací posuv [mm/min] alebo FU [mm/ot]
U Priemer: Menovitý priemer závitu
U Stúpanie závitu: Stúpanie závitu
U Hĺbka: Hĺbka závitu
U Hĺbka vŕtania: Hĺbka vŕtania
U Hĺbka záberu vŕtania
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Definícia procesov obrábania
81
Page 82

Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Hĺbka Zlom. triesky: Prísuv, po ktorom má smarT.TNC vykonať pri
vŕtaní lámanie triesky
U Predst. vzd. hore: Bezpečnostná vzdialenosť, keď TNC posúva
nástroj po zlomení triesky znovu na aktuálnu hĺbku prísuvu
U Hĺbka zapustenia čelne: Hĺbka zapustenia pri čelnom zapúšťaní
U Presadenie čelne: Vzdialenosť, o ktorú TNC presadí stred nástroja zo
stredu otvoru
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
82
Definícia procesov obrábania
U Polohovací posuv
U Spätný posuv pri zlomení triesky
U Posuv pri pojazde medzi polohami obrábania
U Súsledné frézovanie alebo
U nesúsledné frézovanie
Page 83

Jednotka 265 Helixové frézovanie závitových otvorov
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv pri frézovaní
U F: Zapúšťací posuv [mm/min] alebo FU [mm/ot]
U Priemer: Menovitý priemer závitu
U Stúpanie závitu: Stúpanie závitu
U Hĺbka: Hĺbka závitu
U Zapúšťanie: Výber, či sa má zapúšťať pred alebo po frézovaní závitu
U Hĺbka zapustenia čelne: Hĺbka zapustenia pri čelnom zapúšťaní
U Presadenie čelne: Vzdialenosť, o ktorú TNC presadí stred nástroja zo
stredu otvoru
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Definícia procesov obrábania
83
Page 84

Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Žiadne.
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Polohovací posuv
U Posuv pri pojazde medzi polohami obrábania
Definícia procesov obrábania
84
Page 85

Jednotka 267 Frézovanie závitu
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv pri frézovaní
U F: Zapúšťací posuv [mm/min] alebo FU [mm/ot]
U Priemer: Menovitý priemer závitu
U Stúpanie závitu: Stúpanie závitu
U Hĺbka: Hĺbka závitu
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Definícia procesov obrábania
85
Page 86

Ďalšie parametre v detailnom formulári Parametre vŕtania:
U Pridať chody: Počet závitových chodov na presadenie nástroja
U Hĺbka zapustenia čelne: Hĺbka zapustenia pri čelnom zapúšťaní
U Presadenie čelne: Vzdialenosť, o ktorú TNC presadí stred nástroja zo
stredu čapu
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Polohovací posuv
U Posuv pri pojazde medzi polohami obrábania
86
Definícia procesov obrábania
U Súsledné frézovanie alebo
U nesúsledné frézovanie
Page 87

Skupina obrábania Výrezy/čapy
V skupine obrábania Výrezy/čapy sú k dispozícii nasledujúce jednotky na
frézovanie jednoduchých výrezov, čapov a drážok:
Jednotka
Jednotka 251 Pravouhlý výrez Strana 88
Jednotka 252 Kruhový výrez Strana 90
Jednotka 253 Drážka Strana 92
Jednotka 254 Kruhová drážka Strana 94
Jednotka 256 Pravouhlý čap Strana 97
Jednotka 257 Kruhový čap Strana 99
Jednotka 208 Dlabacie frézovanie Strana 101
Softvérové
tlačidlo
Strana
Definícia procesov obrábania
87
Page 88

Jednotka 251 Pravouhlý výrez
Parametre vo formulári Prehľad:
U Rozsah obrábania: Hrubovanie a dokončenie, len hrubovanie alebo
len dokončenie vyberte softvérovým tlačidlom
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv prísuvu do hĺbky [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U F: Posuv pri frézovaní [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U Dĺžka výrezu: Dĺžka výrezu v hlavnej osi
U Šírka výrezu: Šírka výrezu vo vedľajšej osi
U Polomer rohu: Ak nie je vložené, nastaví smarT.NC polomer rohu
rovnajúci sa polomeru nástroja
U Hĺbka: Konečná hĺbka výrezu
Definícia procesov obrábania
U Hĺbka prísuvu: Rozmer, o ktorý sa má nástroj vždy prisunúť do záberu
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U DR2: Polomer delta 2 (polomer rohu) pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
88
Page 89

Ďalšie parametre v detailnom formulári Parametre výrezu:
U Prídavok na boku: Prídavok na dokončenie steny
U Prídavok na hĺbku: Prídavok na dokončenie hĺbky
U Prísuv Dokončovanie: Prísuv na dokončenie steny Ak nie je vložené,
potom dokončovanie s 1 prísuvom
U F Dokončenie: Posuv na dokončenie [mm/min], FU [mm/ot] alebo
FZ [mm/zub]
U Poloha natočenia: Uhol, o ktorý sa celý výrez natočí
U Poloha výrezu: Poloha výrezu vzhľadom na naprogramovanú polohu
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Faktor prekrytia
U Posuv pri pojazde medzi polohami obrábania
U Súsledné frézovanie alebo
U nesúsledné frézovanie
U Ponorenie v helixovom tvare alebo
U kývavé ponorenie alebo
U kolmé ponorenie
Definícia procesov obrábania
89
Page 90

Jednotka 252 Kruhový výrez
Parametre vo formulári Prehľad:
U Rozsah obrábania: Hrubovanie a dokončenie, len hrubovanie alebo
len dokončenie vyberte softvérovým tlačidlom
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv prísuvu do hĺbky [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U F: Posuv pri frézovaní [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U Priemer: Priemer hotovej časti kruhového výrezu
U Hĺbka: Konečná hĺbka výrezu
U Hĺbka prísuvu: Rozmer, o ktorý sa má nástroj vždy prisunúť do záberu
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
Definícia procesov obrábania
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U DR2: Polomer delta 2 (polomer rohu) pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
90
Page 91

Ďalšie parametre v detailnom formulári Parametre výrezu:
U Prídavok na boku: Prídavok na dokončenie steny
U Prídavok na hĺbku: Prídavok na dokončenie hĺbky
U Prísuv Dokončovanie: Prísuv na dokončenie steny Ak nie je vložené,
potom dokončovanie s 1 prísuvom
U F Dokončenie: Posuv na dokončenie [mm/min], FU [mm/ot] alebo
FZ [mm/zub]
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Faktor prekrytia
U Posuv pri pojazde medzi polohami obrábania
U Súsledné frézovanie alebo
U nesúsledné frézovanie
U Ponorenie v helixovom tvare alebo
U kolmé ponorenie
Definícia procesov obrábania
91
Page 92

Jednotka 253 Drážka
Parametre vo formulári Prehľad:
U Rozsah obrábania: Hrubovanie a dokončenie, len hrubovanie alebo
len dokončenie vyberte softvérovým tlačidlom
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv prísuvu do hĺbky [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U F: Posuv pri frézovaní [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U Dĺžka drážky: Dĺžka drážky v hlavnej osi
U Šírka drážky: Šírka drážky vo vedľajšej osi
U Hĺbka: Konečná hĺbka drážky
U Hĺbka prísuvu: Rozmer, o ktorý sa má nástroj vždy prisunúť do záberu
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Definícia procesov obrábania
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U DR2: Polomer delta 2 (polomer rohu) pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
92
Page 93

Ďalšie parametre v detailnom formulári Parametre výrezu:
U Prídavok na boku: Prídavok na dokončenie steny
U Prídavok na hĺbku: Prídavok na dokončenie hĺbky
U Prísuv Dokončovanie: Prísuv na dokončenie steny Ak nie je vložené,
potom dokončovanie s 1 prísuvom
U F Dokončenie: Posuv na dokončenie [mm/min], FU [mm/ot] alebo
FZ [mm/zub]
U Poloha natočenia: Uhol, o ktorý sa celý výrez natočí
U Poloha drážky: Poloha drážky vzhľadom na naprogramovanú polohu
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Posuv pri pojazde medzi polohami obrábania
U Súsledné frézovanie alebo
U nesúsledné frézovanie
U Ponorenie v helixovom tvare alebo
U Kývavé ponorenie alebo
U kolmé ponorenie
Definícia procesov obrábania
93
Page 94

Jednotka 254 Kruhová drážka
Parametre vo formulári Prehľad:
U Rozsah obrábania: Hrubovanie a dokončenie, len hrubovanie alebo
len dokončenie vyberte softvérovým tlačidlom
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv prísuvu do hĺbky [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U F: Posuv pri frézovaní [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U Stred 1. osi: Stred rozstupovej kružnice Hlavná os
U Stred 2. osi: Stred rozstupovej kružnice Vedľajšia os
U Priemer rozstupovej kružnice
U Spúšťací uhol: Polárny uhol bodu spustenia
U Uhol roztvorenia
Definícia procesov obrábania
U Šírka drážky
U Hĺbka: Konečná hĺbka drážky
U Hĺbka prísuvu: Rozmer, o ktorý sa má nástroj vždy prisunúť do záberu
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
94
Page 95

Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U DR2: Polomer delta 2 (polomer rohu) pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Definícia procesov obrábania
95
Page 96

Ďalšie parametre v detailnom formulári Parametre výrezu:
U Prídavok na boku: Prídavok na dokončenie steny
U Prídavok na hĺbku: Prídavok na dokončenie hĺbky
U Prísuv Dokončovanie: Prísuv na dokončenie steny Ak nie je vložené,
potom dokončovanie s 1 prísuvom
U F Dokončenie: Posuv na dokončenie [mm/min], FU [mm/ot] alebo
FZ [mm/zub]
U Uhlový krok: Uhol, o ktorý sa ďalej pootočí celá drážka
U Počet obrábaní: Počet obrábaní na rozstupovej kružnici
U Poloha drážky: Poloha drážky vzhľadom na naprogramovanú polohu
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
Definícia procesov obrábania
U 2. Bezpečnostná vzdialenosť
U Posuv pri pojazde medzi polohami obrábania
U Súsledné frézovanie alebo
U nesúsledné frézovanie
U Ponorenie v helixovom tvare alebo
U Kývavé ponorenie alebo
U kolmé ponorenie
96
Page 97

Jednotka 256 Pravouhlý čap
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv prísuvu do hĺbky [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U F: Posuv pri frézovaní [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U Dĺžka čapu: Dĺžka čapu v hlavnej osi
U Dĺžka polotovaru: Dĺžka polotovaru v hlavnej osi
U Šírka čapu: Šírka čapu vo vedľajšej osi
U Šírka polotovaru: Šírka polotovaru v hlavnej osi
U Polomer rohu: Polomer rohu čapu
U Hĺbka: Konečná hĺbka čapu
U Hĺbka prísuvu: Rozmer, o ktorý sa má nástroj vždy prisunúť do záberu
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U DR2: Polomer delta 2 (polomer rohu) pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Definícia procesov obrábania
97
Page 98

Ďalšie parametre v detailnom formulári Parametre čapu:
U Prídavok na boku: Prídavok na dokončenie steny
U Poloha natočenia: Uhol, o ktorý sa celý čap natočí
U Poloha čapu: Poloha čapu vzhľadom na naprogramovanú polohu
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Faktor prekrytia
U Posuv pri pojazde medzi polohami obrábania
98
Definícia procesov obrábania
U Súsledné frézovanie alebo
U nesúsledné frézovanie
Page 99

Jednotka 257 Kruhový čap
Parametre vo formulári Prehľad:
U T: Číslo alebo názov nástroja (prepínateľné softvérovým tlačidlom)
U S: Otáčky vretena [ot/min] alebo rezná rýchlosť [m/min]
U F: Posuv prísuvu do hĺbky [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U F: Posuv pri frézovaní [mm/min], FU [mm/ot] alebo FZ [mm/zub]
U Priemer hotovej časti: Priemer hotovej časti kruhového čapu
U Priemer polotovaru: Priemer polotovaru kruhového čapu
U Hĺbka: Konečná hĺbka čapu
U Hĺbka prísuvu: Rozmer, o ktorý sa má nástroj vždy prisunúť do záberu
U Polohy obrábania (pozrite „Definícia polôh obrábania” na strane 149)
Ďalšie parametre v detailnom formulári Tool:
U DL: Dĺžka delta pre nástroj T
U DR: Polomer delta pre nástroj T
U DR2: Polomer delta 2 (polomer rohu) pre nástroj T
U Funkcia M: Ľubovoľné prídavné funkcie M
U Vreteno: Smer otáčania vretena. smarT.NC nastaví štandardne M3
U Predvoľba nástr.: V prípade potreby vložiť číslo nasledujúceho
nástroja pre urýchlenie výmeny nástroja (závisí od stroja)
Definícia procesov obrábania
99
Page 100

Ďalšie parametre v detailnom formulári Parametre výrezu: K
U Prídavok na boku: Prídavok na dokončenie steny
Globálne účinné parametre v detailnom formulári Globálne údaje:
U Bezpečnostná vzdialenosť
U 2. Bezpečnostná vzdialenosť
U Faktor prekrytia
U Posuv pri pojazde medzi polohami obrábania
U Súsledné frézovanie alebo
U nesúsledné frézovanie
Definícia procesov obrábania
100
 Loading...
Loading...