

FANUC Series 0i-MODEL C, Series 0i Mate-MODEL C MAINTENANCE MANUAL [fr]

-
M
-
M
*
*
FANUC Series 0
FANUC Series 0 Mate
ODEL C
MANUEL D'ENTRETIEN
ODEL C
B-64115FR/01
Ȧ T oute reproduction de ce manuel sous quelque forme que ce soit est
interdite.
Ȧ T outes les caractéristiques techniques et conceptions peuvent être
modifiées sans préavis.
Ce manuel décrit le plus grand nombre possible de variations
d’utilisation de l’équipement. Il ne peut répertorier toutes les
combinaisons de caractéristiques, options et commandes qui ne
doivent être essayées. Si une combinaison particulière d’opérations
n’est pas décrite, elle ne doit pas être tentée.
PRÉCAUTIONS DE SÉCURITÉ
Cette section décrit les précautions de sécurité relatives à l’utilisation des unités CNC. Il est essentiel que les
utilisateurs observent ces précautions pour assurer un fonctionnement sûr des machines équipées d’une
commande numérique (toutes les descriptions contenues dans cette section supposent cette configuration).
La maintenance des commandes numériques implique quelques dangers. Elle doit être effectuée uniquement par
un technicien qualifié.
Les utilisateurs doivent aussi observer les précautions de sécurité relatives à la machine, telles qu’elles sont
présentées dans le manuel fourni par le fabricant de la machine-outil.
A vant de contrôler le fonctionnement de la machine, l’opérateur doit d’abord se familiariser avec les instructions
des manuels fournis par le fabricant et FANUC.
Sommaire
1. DÉFINITION DES AVERTISSEMENTS, PRÉCAUTIONS ET REMARQUES s–2. . .
2. AVERTISSEMENTS, PRÉCAUTIONS ET REMARQUES RELATIFS AU
CONTRÔLE DU FONCTIONNEMENT s–3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. AVERTISSEMENTS ET REMARQUES RELATIFS AU REMPLACEMENT s–5. . . . .
4. AVERTISSEMENTS ET REMARQUES RELATIFS AUX PARAMETRES s–6. . . . . . .
5. AVERTISSEMENTS RELATIFS À LA MAINTENANCE QUOTIDIENNE s–7. . . . . . . .
s–1
1
PRECAUTIONS DE SECURITE
B–641 15FR/01
DÉFINITION DES AVERTISSEMENTS, PRÉCAUTIONS ET REMARQUES
Ce manuel inclut des précautions de sécurité pour protéger le personnel de maintenance (dénommé
ci–après l’utilisateur) et empêcher tout dégât éventuel sur la machine. Les précautions sont classées
en Avertissements et en Précautions, selon leur rapport avec la sécurité. Des informations
supplémentaires sont également fournies sous forme de Remarques. Il est recommandé de lire
soigneusement les Avertissements, les Précautions et les Remarques avant d’utiliser la machine.
AVERTISSEMENT
Signale un risque de blessure pour l’utilisateur ou d’endommagement de l’équipement si la
procédure approuvée n’est pas respectée.
PRÉCAUTION
Signale un risque d’endommagement de l’équipement si la procédure approuvée n’est pas respectée.
REMARQUE
Est utilisée pour fournir des informations supplémentaires, autres que celles contenues dans
Avertissement et Précaution.
Lire soigneusement ce manuel et le conserver dans un endroit sûr.
s–2
B–64115FR/01
2
PRECAUTIONS DE SECURITE
A VERTISSEMENTS, PRÉCAUTIONS ET REMARQUES RELATIFS AU CONTRÔLE DU FONCTIONNEMENT
AVERTISSEMENT
1.
Contrôle du fonctionnement de la machine avec le capot ôté.
(1) Les vêtements de l’utilisateur peuvent se coincer dans la broche ou d’autres composants
et entraîner des blessures corporelles. Pour éviter cela, il est conseillé de se tenir éloigné
de la machine lors du contrôle du fonctionnement.
(2) Un fonctionnement à vide est recommandé lors de ce contrôle. Si une pièce de fabrication
est montée sur la machine, un mauvais fonctionnement peut entraîner la chute de la pièce
ou la destruction de la pointe de l’outil, avec une possible projection de fragments à travers
la zone. Ceci présente un risque important de blessure. Il est par conséquent recommandé
de se placer dans un endroit sûr lors du contrôle du fonctionnement.
2.
Contrôle du fonctionnement de la machine avec la porte de l’armoire électrique ouverte.
(1) L’armoire électrique présente une section haute tension (signalée par le symbole
jamais toucher cette section. Elle présente en effet un risque important d’électrocution.
Avant de commencer le contrôle du fonctionnement de la machine, vérifier que le capot
est installé sur la section haute tension. Si cette section doit être contrôlée, il est important
de noter que le contact avec une borne présente un risque élevé d’électrocution.
(2) À l’intérieur de l’armoire électrique, des unités internes présentent des coins et des saillies
potentiellement dangereux. Une attention particulière est recommandée en cas
d’intervention à l’intérieur de l’armoire électrique.
3.
Ne jamais commencer l’usinage d’une pièce sans vérifier au préalable le fonctionnement de la
machine. Avant de commencer une production, s’assurer que la machine fonctionne
correctement en effectuant un cycle d’essai, en utilisant par exemple la fonction bloc par bloc,
correction d’avance ou verrouillage machine, ou en faisant fonctionner la machine sans outil ni
pièce. Si le fonctionnement correct de la machine n’est pas préalablement contrôlé, cela peut
entraîner un comportement imprévu de la machine, pouvant provoquer des dommages à la pièce
et/ou à la machine elle–même, ou blesser l’utilisateur.
4.
Avant d’utiliser la machine, bien vérifier les données entrées.
L’utilisation de la machine avec des données incorrectes peut entraîner un comportement
imprévu de la machine, pouvant provoquer des dommages à la pièce et/ou à la machine
elle–même, ou blesser l’utilisateur.
). Ne
s–3
PRECAUTIONS DE SECURITE
B–641 15FR/01
AVERTISSEMENT
5.
S’assurer que la vitesse d’avance spécifiée correspond bien à l’opération envisagée.
Généralement, il existe pour chaque machine une vitesse d’avance maximum permise. La
vitesse d’avance appropriée varie en fonction de l’opération envisagée. Se référer au manuel
fourni avec la machine pour déterminer la vitesse d’avance maximum permise. Si une machine
ne fonctionne pas à la vitesse correcte, cela peut entraîner un comportement imprévu de la
machine et provoquer des dommages à la pièce et/ou à la machine elle–même, ou blesser
l’utilisateur.
6.
Dans le cas d’utilisation d’une fonction de compensation d’outil, bien vérifier la direction et la
valeur de la compensation.
L’utilisation de la machine avec des données incorrectes peut entraîner un comportement
imprévu de la machine, pouvant provoquer des dommages à la pièce et/ou à la machine
elle–même, ou blesser l’utilisateur.
s–4
B–64115FR/01
3
PRECAUTIONS DE SECURITE
AVERTISSEMENTS ET REMARQUES RELATIFS AU REMPLACEMENT
AVERTISSEMENT
1.
Toujours mettre la commande numérique et l’armoire électrique hors tension. Si seule la
commande numérique est mise hors tension, il est possible que la section de service continue
d’être alimentée. Cela peut entraîner un risque d’endommagement d’une unité lors de son
remplacement, et d’électrocution.
2.
Si une unité lourde doit être remplacée, l’opération doit être effectuée par deux personnes. Une
seule personne ne suffit pas car l’unité de rechange peut glisser et tomber, et provoquer des
blessures.
3.
Après la mise hors tension, il est possible qu’une certaine tension subsiste au niveau de
l’amplificateur et de l’amplificateur de broche pendant un certain moment. Un risque
d’électrocution est donc possible même lorsque l’amplificateur est mis hors tension. Patienter
au moins vingt minutes après la mise sous tension afin de permettre à ces tensions résiduelles
de se dissiper.
4.
Lors du remplacement d’une unité, s’assurer que la nouvelle unité possède le même paramétrage
et les mêmes réglages que l’ancienne. (Pour plus de détails, se reporter au manuel fourni avec
la machine). Sinon, un mouvement imprévisible de la machine peut endommager la pièce ou
la machine elle–même, et présenter un risque de blessure.
s–5
4
PRECAUTIONS DE SECURITE
B–641 15FR/01
AVERTISSEMENTS ET REMARQUES RELATIFS AUX PARAMÈTRES
AVERTISSEMENT
1.
Lors de l’usinage d’une pièce pour la première fois après la modification d’un paramètre, fermer
le capot de la machine. Ne jamais utiliser la fonction d’utilisation automatique immédiatement
après une telle modification. Vérifier plutôt le fonctionnement normal de la machine en utilisant
les fonctions bloc par bloc, correction d’avance et verrouillage machine, ou en faisant
fonctionner la machine sans outil ni pièce. Si le fonctionnement correct de la machine n’est pas
préalablement contrôlé, cela peut entraîner un comportement imprévu de la machine, pouvant
provoquer des dommages à la pièce et/ou à la machine elle–même, ou blesser l’utilisateur.
2.
Les paramètres de la CNC et du PMC sont réglés sur leurs valeurs optimales ; une modification
n’est pas nécessaire en général. Si pour une raison quelconque un paramètre doit être modifié,
l’utilisateur doit d’abord s’assurer qu’il a parfaitement compris la fonction de ce paramètre avant
d’essayer de le modifier. Si un paramètre n’est pas correctement défini, cela peut entraîner un
comportement imprévu de la machine, pouvant provoquer des dommages à la pièce et/ou à la
machine elle–même, ou blesser l’utilisateur.
s–6
B–64115FR/01
5
1.
PRECAUTIONS DE SECURITE
AVERTISSEMENTS RELATIFS À LA MAINTENANCE QUOTIDIENNE
AVERTISSEMENT
Remplacement des piles de sauvegarde mémoire
Lors du remplacement des piles de sauvegarde mémoire, laisser la machine (CNC) sous tension
et effectuer un arrêt d’urgence de la machine. Comme cette intervention s’effectue avec le
système sous tension et l’armoire ouverte, seul un personnel ayant reçu une formation de sécurité
et de maintenance approuvée est habilité à le faire.
Lors du remplacement des piles, ne pas toucher les circuits à haute tension (signalés par le
symbole
Le contact des circuits à haute tension présente en effet un risque important d’électrocution.
et protégés par un couvercle isolant).
REMARQUE
La CNC utilise des piles pour sauvegarder le contenu de sa mémoire, car il doit conserver des
données telles que les programmes, les valeurs de correction et les paramètres même lorsqu’elle est
hors tension.
Si la tension des piles chute, une alarme de tension faible s’affiche sur le pupitre opérateur de la
machine ou sur l’écran CRT.
Si une alarme de tension de pile faible s’affiche, remplacer les piles dans un délai d’une semaine.
Sinon, le contenu de la mémoire de la CNC sera perdu.
Pour le remplacement des piles, voir la procédure décrite à la Section 2.10 de ce manuel.
s–7
PRECAUTIONS DE SECURITE
B–641 15FR/01
AVERTISSEMENT
2.
Remplacement de la pile du codeur d’impulsions absolues
Lors du remplacement des piles de sauvegarde mémoire, laisser la machine (CNC) sous tension
et effectuer un arrêt d’urgence de la machine. Comme cette intervention s’effectue avec le
système sous tension et l’armoire ouverte, seul un personnel ayant reçu une formation de sécurité
et de maintenance approuvée est habilité à le faire.
Lors du remplacement des piles, ne pas toucher les circuits à haute tension (signalés par le
symbole
Le contact des circuits à haute tension présente en effet un risque important d’électrocution.
et protégés par un couvercle isolant).
REMARQUE
Le codeur d’impulsions absolues utilise des piles pour sauvegarder sa position absolue.
Si la tension des piles chute, une alarme de tension faible s’affiche sur le pupitre opérateur de la
machine ou sur l’écran CRT/IMD.
Si une alarme de tension de pile faible s’affiche, remplacer les piles dans un délai d’une semaine.
Sinon, les données de positions absolues contenues dans le codeur d’impulsions seront perdues.
Pour le remplacement des piles, voir la procédure décrite dans le Manuel de maintenance des
servomoteurs Série αι (B–65285FR).
s–8
B–64115FR/01
3.
PRECAUTIONS DE SECURITE
AVERTISSEMENT
Remplacement des fusibles
Avant de remplacer un fusible fondu, il est nécessaire d’identifier et d’éliminer la cause du
problème.
Ainsi, seul un personnel ayant reçu une formation de sécurité et de maintenance approuvée est
habilité à effectuer une telle opération.
Lors du remplacement d’un fusible avec ouverture de l’armoire, ne pas toucher les circuits à haute
tension (signalés par le symbole
Le contact des circuits à haute tension présente en effet un risque important d’électrocution.
et protégés par un couvercle isolant).
s–9


B–64115FR/01
PREFACE
PREFACE
Description de
ce manuel
1. Affichage et opérations de maintenance
Ce chapitre décrit les éléments de maintenance affichés à l’écran. Une
liste de toutes les opérations gérées est également donnée à la fin de ce
chapitre.
2. Matériel
Ce chapitre établit le listing et la configuration des éléments matériels, et
indique le mode de remplacement des cartes CI.
3.Entrée/sortie des données
Ce chapitre décrit les entrées/sorties des données, y compris les
programmes, les paramètres et les données de compensation d’outil, ainsi
que les procédures d’entrée/sortie relatives aux données
conversationnelles.
4.Interface entre la CNC et le PMC
Ce chapitre décrit les spécifications du PMC, la configuration du système
et les signaux utilisés par le PMC.
5. Servo numérique
Ce chapitre décrit l’écran de mise au point du servo, ainsi que la procédure
de réglage du retour à la position de référence.
6.Broches AC
Ce chapitre décrit les points de contrôle de l’amplificateur de broche ainsi
que l’écran d’ajustage de broche.
7.Dépannage
Ce chapitre décrit les procédures à suivre en cas de problème.
Annexe
A. Liste des alarmes
B. Liste des pièces de maintenance
C. Système d’amorçage
D. Maintenance d’une CNC ouverte (amorçage et IPL)
E. Procédure/documents de démarrage du FSSB
F. Notation des touches IMD
Ce manuel ne fournit pas de liste de paramètres. Si nécessaire,
référez–vous au MANUEL DES PARAMETRES fourni séparément.
p–1
PREFACE
Série 0 Mate
B–64115FR/01
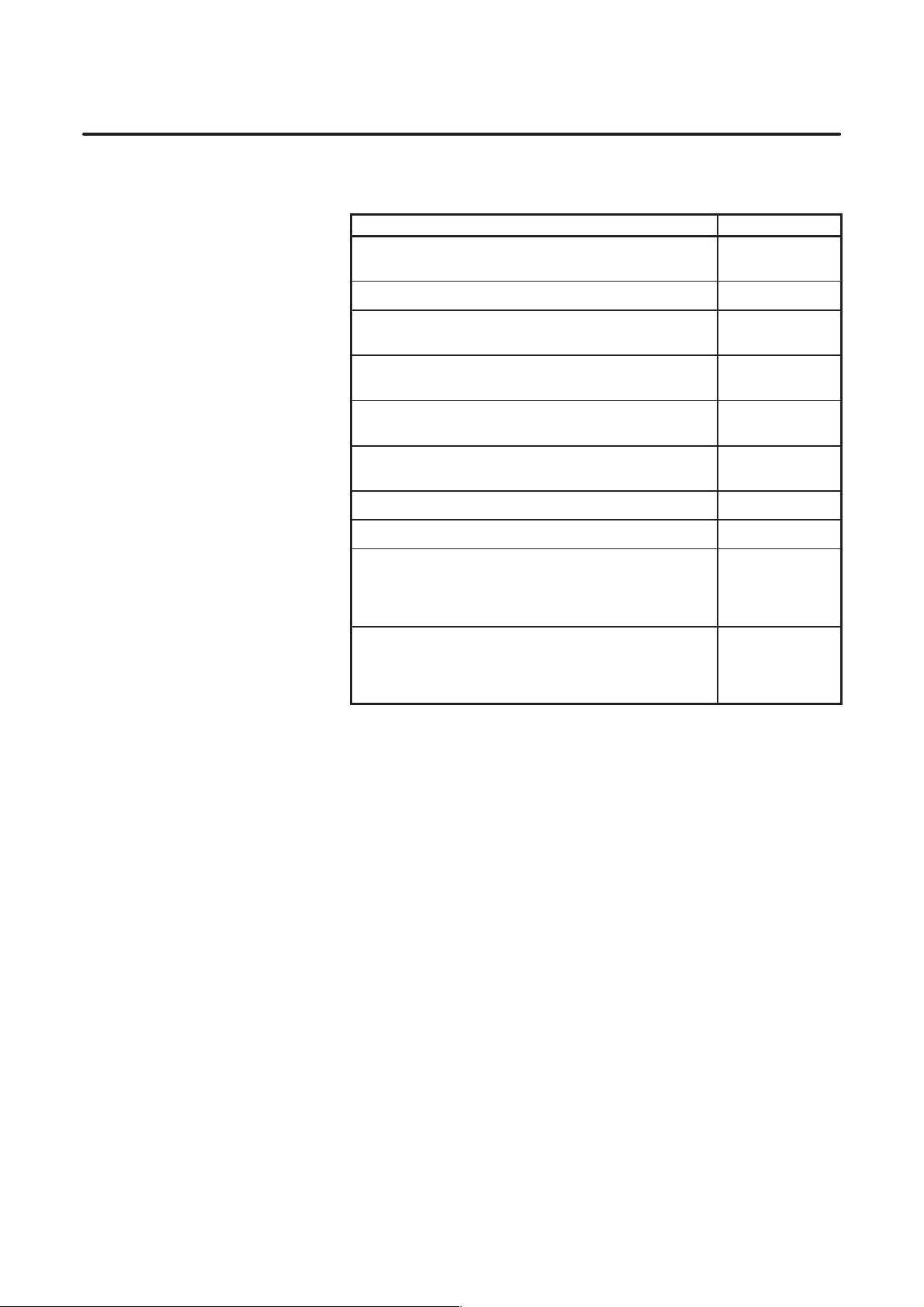
Modèles concernés
Types de produits décrits dans ce manuel et leurs abréviations :
Désignation modèle Abréviation
FANUC Série 0i–TC 0i–TC
FANUC Série 0i–MC 0i–MC
FANUC Série 0i–PC 0i–PC
FANUC Série 0i Mate–TC 0i–Mate TC
FANUC Série 0i Mate–MC 0i–Mate MC
Série 0i
REMARQUE
Certaines des fonctions décrites dans ce manuel peuvent
ne pas s’appliquer à certains modèles.
Pour de plus amples informations, consulter le manuel
DESCRIPTIONS (B–64112EN).
i
Manuels associés aux
Séries 0i–C/0i Mate–C
Le tableau suivant présente une liste des manuels associés aux Séries
0i–C, 0i Mate–C.
Un astérisque (*) indique le présent manuel.
Nom du manuel Référence
FANUC Series 0i–MODEL C/0i Mate–MODEL C
DESCRIPTIONS
FANUC Series 0i–MODEL C/0i Mate–MODEL C
CONNECTION MANUAL (HARDWARE)
FANUC Series 0i–MODEL C/0i Mate–MODEL C
CONNECTION MANUAL (FUNCTION)
FANUC Series 0i–PC
CONNECTION MANUAL (FUNCTION)
FANUC Series 0i–TC OPERATOR’S MANUAL B–64114FR
FANUC Series 0i–MC OPERATOR’S MANUAL B–64124FR
FANUC Series 0i Mate–TC OPERATOR’S MANUAL B–64134FR
FANUC Series 0i Mate–MC OPERATOR’S MANUAL B–64144FR
FANUC Series 0i–PC OPERATOR’S MANUAL B–64154EN
B–64112EN
B–64113EN
B–64113EN–1
B–64153EN
FANUC Series 0i–MODEL C/0i Mate–MODEL C
MAINTENANCE MANUAL
FANUC Series 0i–MODEL C/0i Mate–MODEL C
PARAMETER MANUAL
FANUC Series 0i–PC PARAMETER MANUAL B–64160EN
B–64115FR *
B–64120EN
p–2
B–64115FR/01
PREFACE
Nom du manuel Référence
MANUEL DE PROGRAMMATION
Macro Compiler/Macro Executor
PROGRAMMING MANUAL
FANUC MACRO COMPILER (For Personal Computer)
PROGRAMMING MANUAL
PMC
PMC Ladder Language PROGRAMMING MANUAL B–61863E
PMC C Language PROGRAMMING MANUA B–61863E–1
Réseau
PROFIBUS–DP Board OPERATOR’S MANUAL B–62924EN
Ethernet Board/DA TA SER VER Board
OPERATOR’S MANUAL
AST Ethernet Board/FAST DATA SERVER
OPERATOR’S MANUAL
DeviceNet Board OPERATOR’S MANUAL B–63404EN
CNC ouverte
FANUC OPEN CNC OPERATOR’S MANUAL
Basic Operation Package 1 (For Windows 95/NT)
B–61803E–1
B–66102E
B–63354EN
B–63644EN
B–62994EN
FANUC OPEN CNC OPERATOR’S MANUAL
(DNC Operation Management Package)
B–63214EN
p–3
PREFACE
B–64115FR/01
Manuels associés aux
SERVOMOTEURS
Séries αis/αi/βis
Le tableau suivant répertorie les manuels associés aux
SERVOMOTEURS Séries αis/αi/βis
Nom du manuel Référence
FANUC AC SERVO MOTOR αis/αi series
DESCRIPTIONS
FANUC AC SERVO MOTOR βis series DESCRIPTIONS B–65302EN
FANUC AC SERVO MOTOR αis/αi/βis series
PARAMETER MANUAL
FANUC AC SPINDLE MOTOR αi series
DESCRIPTIONS
FANUC AC SPINDLE MOTOR βi series
DESCRIPTIONS
FANUC AC SPINDLE MOTOR αi/βis series
PARAMETER MANUAL
FANUC SERVO AMPLIFIER αi series DESCRIPTIONS B–65282EN
FANUC SERVO AMPLIFIER β series DESCRIPTIONS B–65322EN
FANUC AC SERVO MOTOR αis/αi series,
FANUC AC SPINDLE MOTOR αi series,
FANUC SERVO AMPLIFIER αi series
MAINTENANCE MANUAL
B–65262EN
B–65270EN
B–65272EN
B–65312EN
B–65280EN
B–65285FR
FANUC AC SERVO MOTOR βs series,
FANUC AC SPINDLE MOTOR β series,
FANUC SERVO AMPLIFIER β series
MAINTENANCE MANUAL
B–65325EN
p–4

B–641 15FR/01
Table des matières
PRECAUTIONS DE SECURITE s–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PREFACE p–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. AFFICHAGE ET OPERATION 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 TOUCHES DE FONCTION ET TOUCHES PROGRAMMABLES 2. . . . . . . . . . . . . . . . . . . . . . . . .
1.1.1 Touches programmables 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 ECRAN AFFICHE IMMEDIATEMENT APRES LA MISE SOUS TENSION 26. . . . . . . . . . . . . . . . .
1.2.1 Affichage de la configuration des logements 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.2 Ecran de définition 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.3 Ecran de configuration du logiciel 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 ECRAN DE CONFIGURATION DU SYSTEME 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Méthode d’affichage 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.2 Configuration des cartes à circuits imprimés 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.3 Ecran de configuration du logiciel 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.4 Ecran de configuration du module 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.5 Ecran d’informations ID (écran d’informations de servo ai/de broche ai) 30. . . . . . . . . . . . . . . . . . . . . .
1.4 ECRAN HISTORIQUE DES ALARMES 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Ecran historique des alarmes 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1.1 Généralités 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1.2 Description de l’écran 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1.3 Remise à zéro de l’historique des alarmes 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1.4 Visualisation des alarmes 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Historique des alarmes système 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2.1 Généralités 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2.2 Ecran de l’historique des alarmes système (écran de liste d’historique) 32. . . . . . . . . . . . . . . .
1.4.2.3 Ecran de l’historique des alarmes système (écran de détail) 34. . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2.4 Paramètre 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 ENREGISTREMENT DES MESSAGES OPERATEUR EXTERNES 38. . . . . . . . . . . . . . . . . . . . . . . .
1.5.1 Description de l’écran 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.2 Effacement de l’enregistrement des messages opérateur externes 38. . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.3 Paramètre 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.4 Remarque 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6 HISTORIQUE DES OPERATIONS 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6.1 Définition des paramètres 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6.2 Description de l’écran 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6.3 Définition des signaux d’entrée et de sortie à enregistrer dans l’historique des opérations 49. . . . . . . . .
1.6.4 Entrée et sortie des données de l’historique des opérations 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6.5 Remarque 59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7 FONCTION D’AIDE 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7.1 Généralités 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7.2 Méthode d’affichage 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.8 ECRAN DES DIAGNOSTICS 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.8.1 Affichage de l’écran des diagnostics 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.8.2 Informations affichées 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.9 VISUALISATION DE L’ETAT DE LA CNC 86. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.10 FONCTION DE COURBE DIAGNOSTIC 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.10.1 Définition des paramètres 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.10.2 Ecran des paramètres de courbe diagnostic 89. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.10.3 Graphique des données des courbes diagnostics 93. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.10.4 Echantillonnage de données pour la courbe diagnostic du type mémorisation 95. . . . . . . . . . . . . . . . . . .
c–1

T ABLE DES MATIERES
1.10.5 Enregistrement des données de courbe diagnostic (option mémorisation) 97. . . . . . . . . . . . . . . . . . . . . .
1.10.6 Remarques 101. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.11 MONITEUR D’EXPLOITATION 102. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.11.1 Méthode d’affichage 102. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.11.2 Paramètres 103. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.12 LISTE DES OPERATIONS 104. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.13 ECRAN D’AVERTISSEMENT D’UN CHANGEMENT D’OPTION 116. . . . . . . . . . . . . . . . . . . . . . . .
1.14 ECRAN D’AVERTISSEMENT DU REMPLACEMENT DU SYSTEME D’EXPLOITATION
(ERREUR DE CONTROLE DE L’ETIQUETTE SYSTEME) 118. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.15 ECRAN DES INFORMATIONS DE MAINTENANCE 119. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.15.1 Affichage et fonctionnement de l’écran 119. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.15.2 Entrées/sorties des informations de maintenance 122. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.16 ECRAN DE DEFINITION DES COULEURS (LCD COULEUR 8,4”) 123. . . . . . . . . . . . . . . . . . . . . . .
1.16.1 Description de l’écran 125. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.16.2 Définition des couleurs 125. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.16.3 Paramètres 127. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.16.4 Remarques 128. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.17 REGLAGE DU CONTRASTE 129. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.18 GESTIONNAIRE CNC POWER MATE 130. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.18.1 Paramètre 130. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.18.2 Description de l’écran 131. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.18.3 Entrées/sorties de paramètres 137. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.18.4 Remarque 139. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19 ECRANS DE MAINTENANCE PERIODIQUE 140. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.1 Description generale 140. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.2 Affichage et définition de l’écran 140. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.3 Affichage et définition de l’écran d’état 141. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.4 Affichage et définition de l’écran de paramétrage 146. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.5 Entrée/sortie des données enregistrées 148. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.6 Tableau des codes des caractères à deux octets FANUC 150. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B–641 15FR/01
2. MATERIEL 156. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 CONFIGURATION DU MATERIEL 157. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 DESCRIPTION SCHEMATIQUE DU MATERIEL 158. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 DIAGRAMMES DES CONNEXIONS TOTALES 160. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 CONFIGURATION DE CONNECTEURS ET DE CARTES A CIRCUITS IMPRIMES 163. . . . . . . . .
2.4.1 Carte principale 163. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.2 Cartes à circuits imprimés de convertisseur et unités de connecteurs 169. . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.3 Carte DNC2 171. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.4 Carte de serveur de données rapide 173. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.5 Carte d’interface HSSB 177. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.6 Carte PROFIBUS 180. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.7 Carte Ethernet rapide 182. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.8 Carte DeviceNet 186. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.9 Carte d’E/S pour Série 0i 188. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 UNITES ET CARTES A CIRCUITS IMPRIMES 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.1 Unités de base 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.2 Unités LCD/IMD 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.3 Cartes à circuits imprimés 190. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.4 E/S 191. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.5 Autres unités 191. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6 REMPLACEMENT DE LA CARTE PRINCIPALE 192. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–2

B–641 15FR/01
2.7 MONTAGE ET DEMONTAGE DES PUCES ELECTRONIQUES 194. . . . . . . . . . . . . . . . . . . . . . . . . .
2.8 MONTAGE ET DEMONTAGE DES MODULES DIMM 197. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.9 REMPLACEMENT DU FUSIBLE DE L’UNITE DE COMMANDE 199. . . . . . . . . . . . . . . . . . . . . . . .
2.10 REMPLACEMENT DE LA PILE 200. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.11 REMPLACEMENT DES MOTEURS DE VENTILATEUR 206. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.12 REMPLACEMENT DU DISPOSITIF DE RETROECLAIRAGE LCD 207. . . . . . . . . . . . . . . . . . . . . . .
2.13 AFFICHAGE A CRISTAUX LIQUIDES (LCD) 214. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.14 REGLAGE E/S DISTRIBUEES 215. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.15 REMPLACEMENT DES FUSIBLES SUR DIFFERENTES UNITES 217. . . . . . . . . . . . . . . . . . . . . . .
2.16 EXIGENCES ENVIRONNEMENTALES A L’EXTERIEUR DE L’UNITE DE COMMANDE 220. . .
2.17 MESURES CONTRE LE BRUIT 221. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
T ABLE DES MATIERES
2.7.1 Démontage d’une puce électronique 195. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7.2 Montage d’une puce électronique 196. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.8.1 Démontage d’un module DIMM 198. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.8.2 Montage d’un module DIMM 198. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.10.1 Pile pour codeurs d’impulsions absolues indépendants (6VDC) 204. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.10.2 Pile pour codeur d’impulsions absolues intégré au moteur (6VDC) 205. . . . . . . . . . . . . . . . . . . . . . . . . . .
2.17.1 Séparation des lignes de signaux 221. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.17.2 Mise à la terre 223. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.17.3 Connexion de la borne de mise à la terre de l’unité de commande 224. . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.17.4 Dispositif antiparasite 225. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.17.5 Bridage et blindage du câble 226. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. ENTREE ET SORTIE DES DONNEES 229. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 DEFINITION DES PARAMETRES D’ENTREES/SORTIES 230. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 ENTREES/SORTIES DES DONNEES 232. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.1 Confirmation des paramètres nécessaires à la sortie des données 232. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.2 Sorties des paramètres CNC 233. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.3 Sorties des paramètres PMC 234. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.4 Sorties des valeurs de compensation des erreurs de pas 234. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.5 Sorties des valeurs des variables de macros personnalisées 235. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.6 Sorties des valeurs de compensation des outils 235. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.7 Sorties des programmes pièce 235. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.8 Entrées des paramètres CNC 236. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.9 Entrées des paramètres PMC 237. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.10 Entrées des valeurs de compensation des erreurs de pas 238. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.11 Entrées des valeurs des variables de macros personnalisées 238. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.12 Entrées des valeurs de compensation des outils 239. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.13 Entrées des programmes pièces 239. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 ENTREES/SOR TIES DE DONNEES SUR L’ECRAN ALL I/O 241. . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.1 Définition des paramètres correspondant aux entrées/sorties 242. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.2 Entrée et sortie de programmes 244. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.3 Entrée et sortie de paramètres 248. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.4 Entrée et sortie des données de correction 249. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.5 Sortie des variables communes de macros personnalisées 250. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.6 Entrée et sortie de fichiers sur disquette 251. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 ENTREES/SOR TIES DE DONNEES AVEC CARTE MEMOIRE 256. . . . . . . . . . . . . . . . . . . . . . . . . . .
4. INTERFACE ENTRE LA CNC ET LE PMC 267. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 DESCRIPTION GENERALE DE L’INTERFACE 268. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–3

T ABLE DES MATIERES
4.2 SPECIFICATIONS DU PMC 269. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.1 Spécifications 269. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.2 Adresses 270. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.3 Zone de réserve du système pour le relais interne 271. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.4 Période d’exécution du PMC 274. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.5 Liste des noms des spécifications de module E/S 276. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 ECRAN PMC (PMC–SA1) 279. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.1 Procédure de sélection du menu PMC à l’aide des touches programmables 279. . . . . . . . . . . . . . . . . . . .
4.3.2 Affichage dynamique de programme séquentiel 280. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3 Affichage de l’écran de diagnostic PMC 286. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3.1 Titre de l’écran (TITLE) 286. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3.2 Ecran d’état (STATUS) 287. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3.3 Ecran des alarmes (ALARM) 288. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3.4 Ecran de trace (TRACE) 288. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4 Paramètre PMC 290. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.1 Entrée de paramètres PMC à partir du pupitre IMD 290. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.2 Ecran de temporisateur (TIMER) 290. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.3 Ecran de compteur (COUNTER) 291. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.4 Ecran relais de maintien (KEEPRL) 291. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.5 Ecran de table de données (DATA) 294. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.6 Ecran de définition 296. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.5 Entrée/sortie de données PMC 297. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.5.1 Démarrage du programmeur PMC de type intégré 297. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.5.2 Méthode d’entrée/sortie 297. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.5.3 Fonction de copie (COPY) 298. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.6 Paramètres système 299. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.7 Ecran de réglage du moniteur en ligne 300. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4 ECRAN PMC (PMC–SB7) 303. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.1 Procédure de sélection du menu PMC à l’aide des touches programmables 303. . . . . . . . . . . . . . . . . . . .
4.4.2 Affichage dynamique de programmes séquentiels 304. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.2.1 Ecran d’affichage du schéma à contacts 305. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.2.2 Ecran moniteur de sélection 307. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.2.3 Ecran d’édition de schéma à contacts 308. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.2.4 Ecran d’édition de réseau 310. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3 Affichage de l’écran de diagnostic PMC 313. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3.1 Ecran de titre 313. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3.2 Ecran d’état 314. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3.3 Ecran d’alarme 314. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3.4 Fonction de trace 315. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3.5 Ecran de contrôle de connexion I/O link 319. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4 Paramètres PMC 319. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.1 Méthode d’entrée/de sortie de paramètres 319. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.2 Ecran HORLOGE 320. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.3 Ecran COMPTEUR 321. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.4 Ecran RELAIS DE MAINTIEN 322. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.5 Ecran table de données 325. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.6 Ecrans de définition 327. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.5 Entrée/sortie des données PMC 330. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.5.1 Démarrage du programmeur intégré 330. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B–641 15FR/01
c–4

B–641 15FR/01
4.4.5.2 Méthode d’entrée/sortie 331. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.6 Paramètres système 332. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.7 Ecran de réglage du moniteur en ligne 334. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
T ABLE DES MATIERES
4.5 LISTE DES SIGNAUX PAR MODE 336. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6 LISTE DES SIGNAUX D’ENTREE/SORTIE 338. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.7 LISTE DES ADRESSES 354. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. REGLAGE DE PARAMETRES FOCAS1/ETHERNET 381. . . . . . . . . . . . . . . . . . . . . . .
6. SERVO NUMERIQUE 384. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 DEFINITION INITIALE DES PARAMETRES DU SERVO 385. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 ECRAN D’AJUSTAGE DU SERVO 395. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2.1 Définition de paramètre 395. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2.2 Affichage de l’écran d’ajustage du servo 395. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 REGLAGE DE LA POSITION DE REFERENCE (METHODE DITE DE
« TOC D’ENTRAINEMENT ») 398. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3.1 Généralités 398. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 REGLAGE DE LA POSITION DE REFERENCE SANS BUTEE 401. . . . . . . . . . . . . . . . . . . . . . . . . .
6.4.1 Généralités 401. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4.2 Mode opératoire 401. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4.3 Paramètres correspondants 402. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 INTERFACE D’A VERTISSEMENT SERVO AI 403. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 ECRAN DES INFORMATIONS SERVO AI 405. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7. BROCHE C.A. (INTERFACE SERIE) 409. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 BROCHE C.A. (INTERFACE SERIE) 410. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.1 Schéma de commande de broche 410. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.1.1 Méthode A de changement de réducteur sur centre d’usinage 412. . . . . . . . . . . . . . . . . . . . . . . .
7.1.1.2 Méthode B de changement de réducteur sur centre d’usinage (PRM 3705#2=1) 412. . . . . . . . .
7.1.1.3 Série T 412. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2 Ecran de définition et de réglage de la broche 413. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2.1 Méthode d’affichage 413. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2.2 Ecran de définition de la broche 413. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2.3 Ecran de réglage de la broche 414. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2.4 Ecran de contrôle de la broche 416. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2.5 Correspondance entre le mode de fonctionnement et les paramètres sur l’écran de réglage
7.1.3 Définition automatique des paramètres par défaut 421. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.4 Interface d’avertissement destinée à la broche ai 422. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.5 Messages d’état d’erreur de la broche ai 424. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.6 Ecran des informations de la broche ai 425. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 BROCHE C.A. (INTERFACE ANALOGIQUE) 430. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.1 Description de la commande de la broche 430. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.1.1 Schéma fonctionnel 431. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.1.2 Calcul de la tension analogique S et des paramètres correspondants 432. . . . . . . . . . . . . . . . . . .
7.2.1.3 Réglage de la tension analogique S (convertisseur numérique/analogique) 434. . . . . . . . . . . . . .
de la broche 418. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8. DEPANNAGE 436. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 ACTION CORRECTIVE EN CAS DE PANNE 438. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.1 Recherche des circonstances de la panne 438. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 AUCUNE OPERATION MANUELLE NI AUTOMATIQUE NE PEUT ETRE EXECUTEE 440. . . . .
c–5

T ABLE DES MATIERES
8.3 FONCTIONNEMENT EN MODE JOG IMPOSSIBLE 444. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 FONCTIONNEMENT PAR MANIVELLE IMPOSSIBLE 448. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 FONCTIONNEMENT EN MODE AUTOMATIQUE IMPOSSIBLE 453. . . . . . . . . . . . . . . . . . . . . . . .
8.6 DESACTIVATION DU SIGNAL DE LA LED DE DEMARRAGE DE CYCLE 461. . . . . . . . . . . . . . .
8.7 AUCUN AFFICHAGE SUR LE LCD A LA MISE SOUS TENSION 464. . . . . . . . . . . . . . . . . . . . . . . .
8.8 L’ENTREE/SORTIE SUR DES DISPOSITIFS D’E/S NE PEUT ETRE EXECUTEE
CORRECTEMENT 466. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.9 ENTREE DE DONNEES A UNE ADRESSE IMPREVUE SUR UNE UNITE D’E/S DU PANNEAU
DE CONNEXIONS 468. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.10 P AS DE SORTIE DE DONNEES A UN MODULE D’EXTENSION SUR UNE UNITE
D’E/S DU PANNEAU DE CONNEXIONS 469. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.11 ALARMES 85 A 87 (ALARMES DE L ’INTERFACE LECTEUR/PERFORATEUR) 470. . . . . . . . . . .
8.12 ALARME 90 (RETOUR A LA POSITION DE REFERENCE NORMAL) 474. . . . . . . . . . . . . . . . . . . .
8.13 ALARME 300 (DEMANDE DE RETOUR A LA POSITION DE REFERENCE) 476. . . . . . . . . . . . . .
8.14 ALARME 401 (V READY OFF) 477. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.15 ALARME 404 (V READY ON) 479. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.16 ALARME 462 (ECHEC LORS DE L ’ENVOI DE DONNEES CNC) ALARME 463
(ECHEC LORS DE L’ENVOI DE DONNEES ESCLAVE) 480. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.17 ALARME 417 (DEFAILLANCE DU SYSTEME SERVO NUMERIQUE) 481. . . . . . . . . . . . . . . . . . . .
8.18 ALARME 700 (SURCHAUFFE : UNITE CONTROLE) 482. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.19 ALARME 701 (SURCHAUFFE : MOTEUR DU VENTILATEUR) 483. . . . . . . . . . . . . . . . . . . . . . . . .
8.20 ALARME 704 (ALARME DE DETECTION DE FLUCTUATIONS DE LA VITESSE
DE LA BROCHE) 484. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.21 ALARME 749 (ERREUR DE COMMUNICATION DE LA BROCHE SERIE) 485. . . . . . . . . . . . . . . .
8.22 ALARME 750 (DEMARRAGE IMPOSSIBLE DE LA LIAISON DE LA BROCHE SERIE) 486. . . . .
8.23 ALARME 5134 (FSSB: OUVERT PRET EXPIRATION TEMPS IMPARTI)
ALARME 5135 (FSSB: MODE D’ERREUR)
ALARME 5137 (FSSB: ERREUR DE CONFIGURATION)
ALARME 5197 (FSSB: TIME OUT D’OUVERTURE)
ALARME 5198 (FSSB: DONNEES D’IDENTIFICATION NON LUES) 488. . . . . . . . . . . . . . . . . . . . .
8.24 ALARME 5136 (FSSB: NOMBRE D’AMPLIFICATEURS INSUFFISANT) 490. . . . . . . . . . . . . . . . . .
8.25 ALARME 900 (ERREUR DE P ARITE DE LA ROM) 491. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.26 ALARMES 912 A 919 (ERREUR DE P ARITE DRAM) 492. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.27 ALARMES 920 (ALARMES SERVO) 493. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.28 ALARME 926 (ALARME FSSB) 494. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.29 ALARME 930 (INTERRUPTION UC) 497. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.30 ALARME 935 (ERREUR ECC SRAM) 498. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.31 ALARME 950 (ALARME DU SYSTEME PMC) 500. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.32 ALARME 951 (ALARME SURVEILLANCE PMC) 503. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.33 ALARME 972 (ALARME NMI SUR UNE CARTE OPTIONNELLE) (SERIE 0I–C,
UNIQUEMENT) 504. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.34 ALARME 973 (ALARME NMI DE CAUSE INCONNUE) 505. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.35 ALARME 974 (ERREUR BUS F DISTANT) 506. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.36 ALARME 975 (ERREUR BUS) 507. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.37 ALARME 976 (ERREUR BUS LOCAL) 508. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.38 ALARMES SERVO 509. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.39 ALARMES SPC 513. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.40 ALARMES DE BROCHE SERIE 514. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B–641 15FR/01
c–6

B–641 15FR/01
T ABLE DES MATIERES
ANNEXE
A. LISTE DES ALARMES 517. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.1 LISTE DES CODES D’ALARMES (CNC) 518. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.2 LISTE DES ALARMES (PMC) 561. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.3 LISTE DES ALARMES (BROCHE SERIE) 590. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.4 CODES D’ERREUR (BROCHE SERIE) 604. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. NOMENCLATURE DETAILLEE DES PIECES DE MAINTENANCE 607. . . . . . . . . . .
C. SYSTEME D’AMORCAGE 608. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.1 DESCRIPTION GENERALE 609. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.1.1 Démarrage du système d’amorçage 609. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.1.2 Fichiers système et fichiers utilisateur 610. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2 DESCRIPTION DE L’ECRAN ET PROCEDURE D’UTILISATION 611. . . . . . . . . . . . . . . . . . . . . . . .
C.2.1 Ecran de chargement des données système 612. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.2 Ecran de vérification des données système 614. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.3 Ecran d’effacement des données système 616. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.4 Ecran d’enregistrement des données système 617. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.5 Ecran de sauvegarde des données SRAM 619. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.6 Ecran d’effacement des fichiers d’une carte memoire 622. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.7 Fonction de formatage des cartes memoire 623. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.8 Fonction de chargement du système de base 624. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.3 MESSAGES D’ERREUR ET INTERVENTIONS 626. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D. MAINTENANCE DE CNC OUVERTE (AMORÇAGE ET IPL) 629. . . . . . . . . . . . . . . .
D.1 DESCRIPTION GENERALE 630. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.2 MODIFICATION DES SEQUENCES DE DEMARRAGE (PAS VALABLE POUR
LA SERIE 0I MATE) 631. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3 DESCRIPTIF DES TYPES D’ECRANS 632. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.1 Ecran d’amorçage 632. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.1.1 Traitement des données système 633. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.1.2 Opérations en mémoire SRAM 634. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.1.3 Traitement des fichiers 635. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.2 Ecran IPL 636. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.2.1 Fonctions exécutables sur écran IPL 637. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.4 AUTRES ECRANS 639. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.4.1 Ecran des alarmes de la CNC 639. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.4.2 Ecran de visualisation d’état 640. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.4.3 Ecran de paramétrage des options 641. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E. PROCEDURE/DOCUMENTS DE DEMARRAGE FSBB 642. . . . . . . . . . . . . . . . . . . . .
E.1 DESCRIPTION GENERALE 643. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.2 ESCLAVE 644. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.3 P ARAMETRAGE AUT OMATIQUE 645. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.3.1 [Paramètrage par échantillonnage 1] Configuration générale (boucle semi–fermée) 647. . . . . . . . . . . . . .
E.3.2 [Paramètrage par échantillonnage 2] Configuration générale (boucle semi–fermée) 648. . . . . . . . . . . . . .
E.3.3 [Paramétrage par échantillonnage 3] Si l’axe C est un axe Cs 650. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.4 PARAMETRAGE MANUEL 2 652. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.5 PARAMETRAGE MANUEL 1 658. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–7

T ABLE DES MATIERES
E.6 ALARMES 659. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.7 ACTIONS PREVENTIVES AU DEMARRAGE 665. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.8 AFFICHAGE DES DONNEES FSSB 667. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.8.1 Ecran de paramétrage des amplificateurs 667. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.8.2 Ecran de paramétrage des axes 669. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.8.3 Ecran de maintenance des amplificateurs 670. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F. NOTATION DES TOUCHES IMD 672. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B–641 15FR/01
c–8

B–64115FR/01
1
1. AFFICHAGE ET OPERA TIONS
AFFICHAGE ET OPERATIONS
Ce chapitre explique comment afficher les différents écrans au moyen des
touches de fonction. Les écrans utilisés pour la maintenance s’affichent.
1.1 TOUCHES DE FONCTION ET
TOUCHES PROGRAMMABLES 2. . . . . . . . . . . . . . . . .
1.2 ECRAN AFFICHE IMMEDIATEMENT APRES
LA MISE SOUS TENSION 26. . . . . . . . . . . . . . . . . . . . .
1.3 ECRAN DE CONFIGURATION DU SYSTEME 28. . . .
1.4 ECRAN HISTORIQUE DES ALARMES 31. . . . . . . . . .
1.5 ENREGISTREMENT DES MESSAGES
OPERATEUR EXTERNES 38. . . . . . . . . . . . . . . . . . . . . .
1.6 HISTORIQUE DES OPERATIONS 40. . . . . . . . . . . . . . .
1.7 FONCTION D’AIDE 60. . . . . . . . . . . . . . . . . . . . . . . . . . .
1.8 ECRAN DES DIAGNOSTICS 63. . . . . . . . . . . . . . . . . . .
1.9 VISUALISATION DE L’ETAT DE LA CNC 86. . . . . . . .
1.10 FONCTION DE COURBE DIAGNOSTIC 88. . . . . . . . .
1.11 MONITEUR D’EXPLOITATION 102. . . . . . . . . . . . . . . .
1.12 LISTE DES OPERATIONS 104. . . . . . . . . . . . . . . . . . . . .
1.13 ECRAN D’AVERTISSEMENT D’UN
CHANGEMENT D’OPTION 116. . . . . . . . . . . . . . . . . . .
1.14 ECRAN D’AVERTISSEMENT DU
REMPLACEMENT DU SYSTEME
D’EXPLOITATION (ERREUR DE CONTROLE
DE L’ETIQUETTE SYSTEME) 118. . . . . . . . . . . . . . . . .
1.15 ECRAN DES INFORMATIONS DE
MAINTENANCE 119. . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.16 ECRAN DE DEFINITION DES COULEURS
(LCD COULEUR 8,4”) 123. . . . . . . . . . . . . . . . . . . . . . . .
1.17 REGLAGE DU CONTRASTE 129. . . . . . . . . . . . . . . . . .
1.18 GESTIONNAIRE CNC POWER MATE 130. . . . . . . . . .
1.19 ECRANS DE MAINTENANCE PERIODIQUE 140. . . .
1
1. AFFICHAGE ET OPERA TIONS
B–641 15FR/01
1.1
TOUCHES DE FONCTION ET TOUCHES PROGRAMMABLES
1.1.1
Touches
programmables
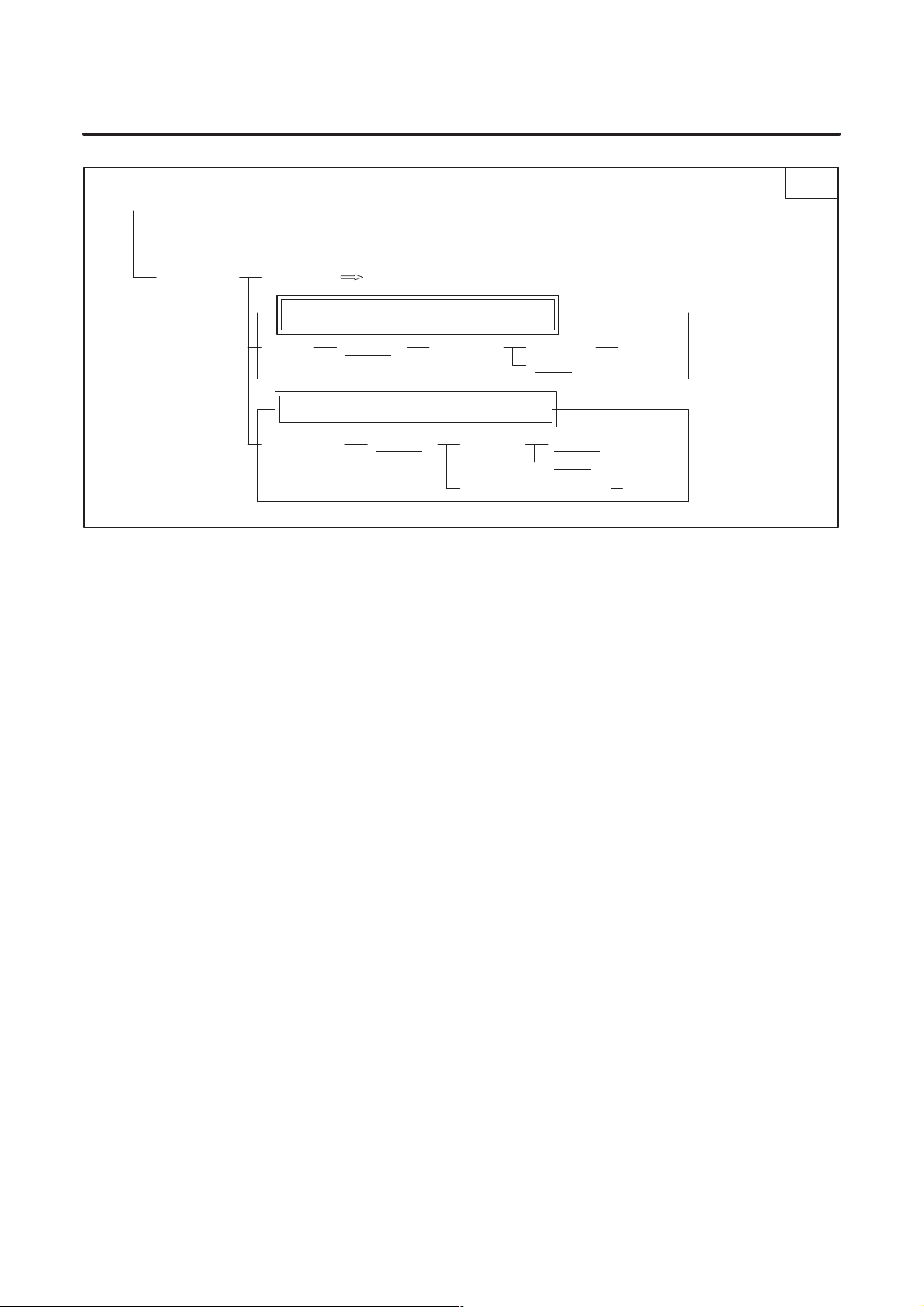
Les pages suivantes contiennent une description des opérations et écrans
correspondant à chaque touche de fonction.
Pour visualiser une page d’écran plus détaillée, appuyez sur une touche
de fonction, puis sur une touche programmable. Les touches
programmables sont aussi utilisées pour les fonctionnement réels.
Le tableau suivant montre comment change l’affichage des touches
programmables en appuyant sur chaque touche de fonction.
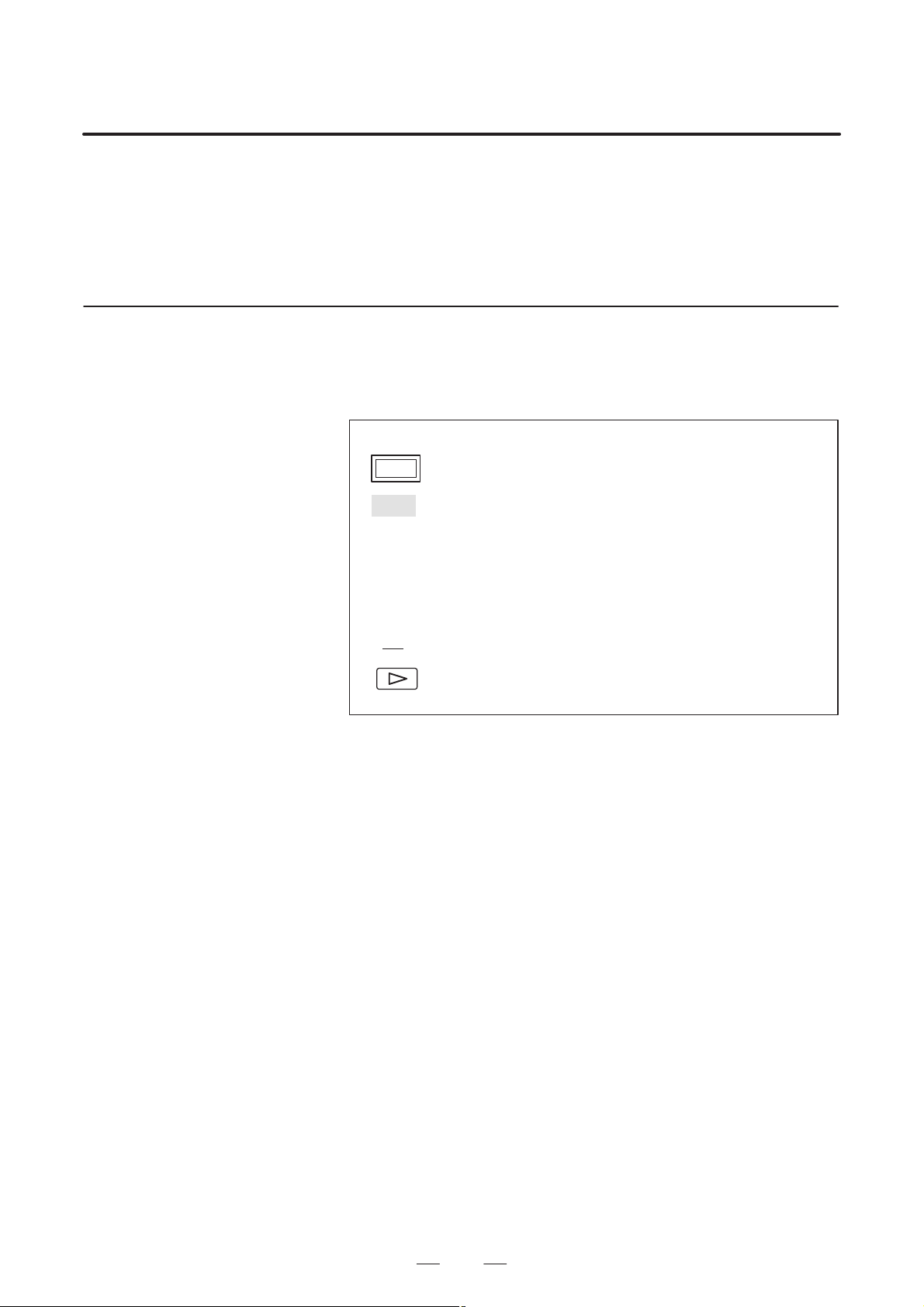
Les symboles utilisés dans les figures ci–après ont la signification suivante :
: Indique des écrans
: Indique une page d’écran pouvant être visualisée en
: Indique une touche programmable (*2)
: Indique une entrée depuis le pupitre IMD.
appuyant sur une touche de fonction (*1)
: Indique la touche de menu Suivant (touche
(ou en surbrillance).
programmable la plus à droite) (*3).
: Indique une touche programmables affichée en vert
*1 Appuyez sur les touches de fonction pour permuter entre les écrans les
plus souvent utilisés.
*2 Certaines touches programmables n’apparaissent pas, en fonction de la
configuration des options.
*3 Dans certains cas, la touche de menu Suivant n’apparaît pas lorsqu’une
unité d’affichage à 12 touches programmables est utilisée.
2
B–64115FR/01
1. AFFICHAGE ET OPERA TIONS
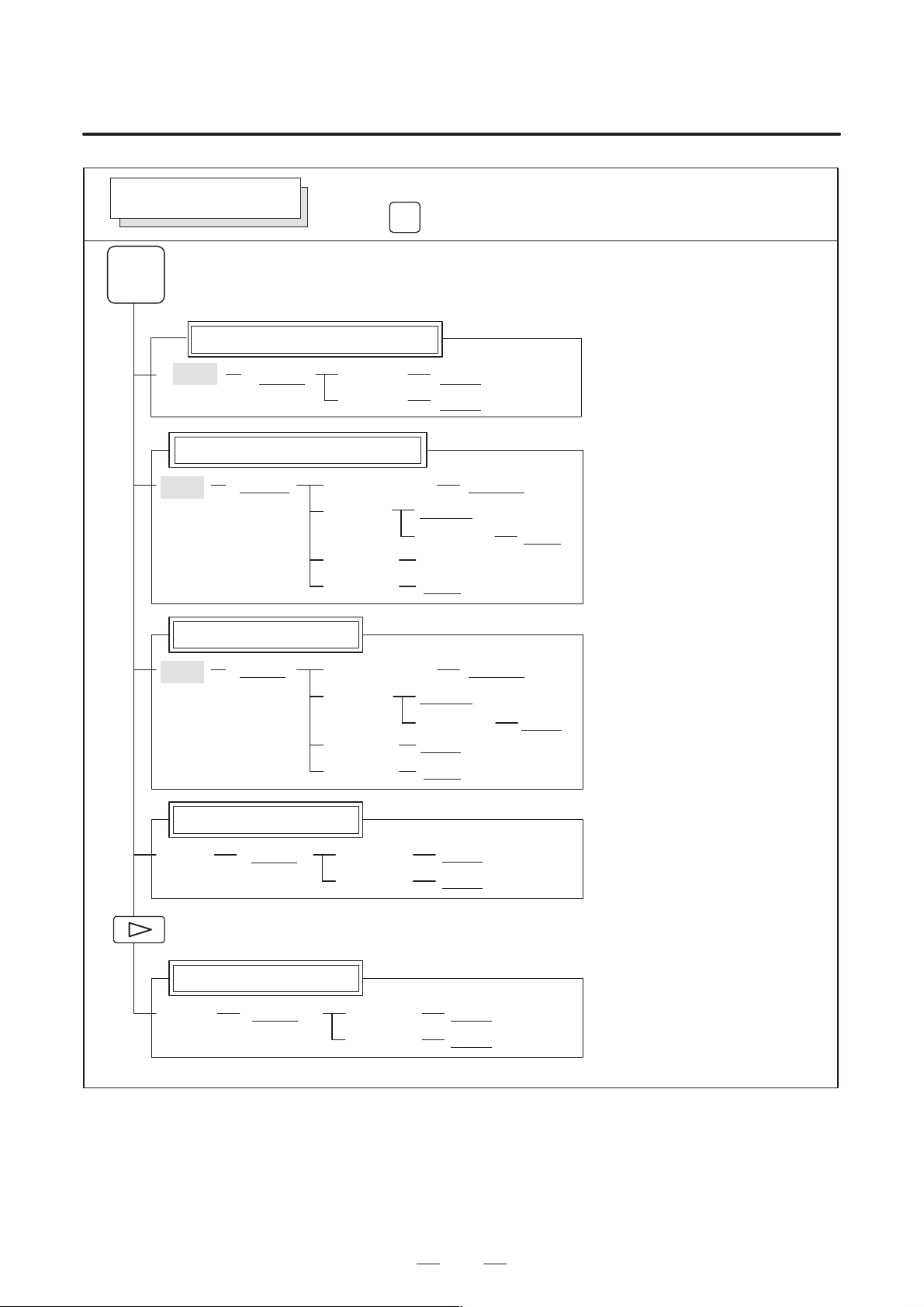
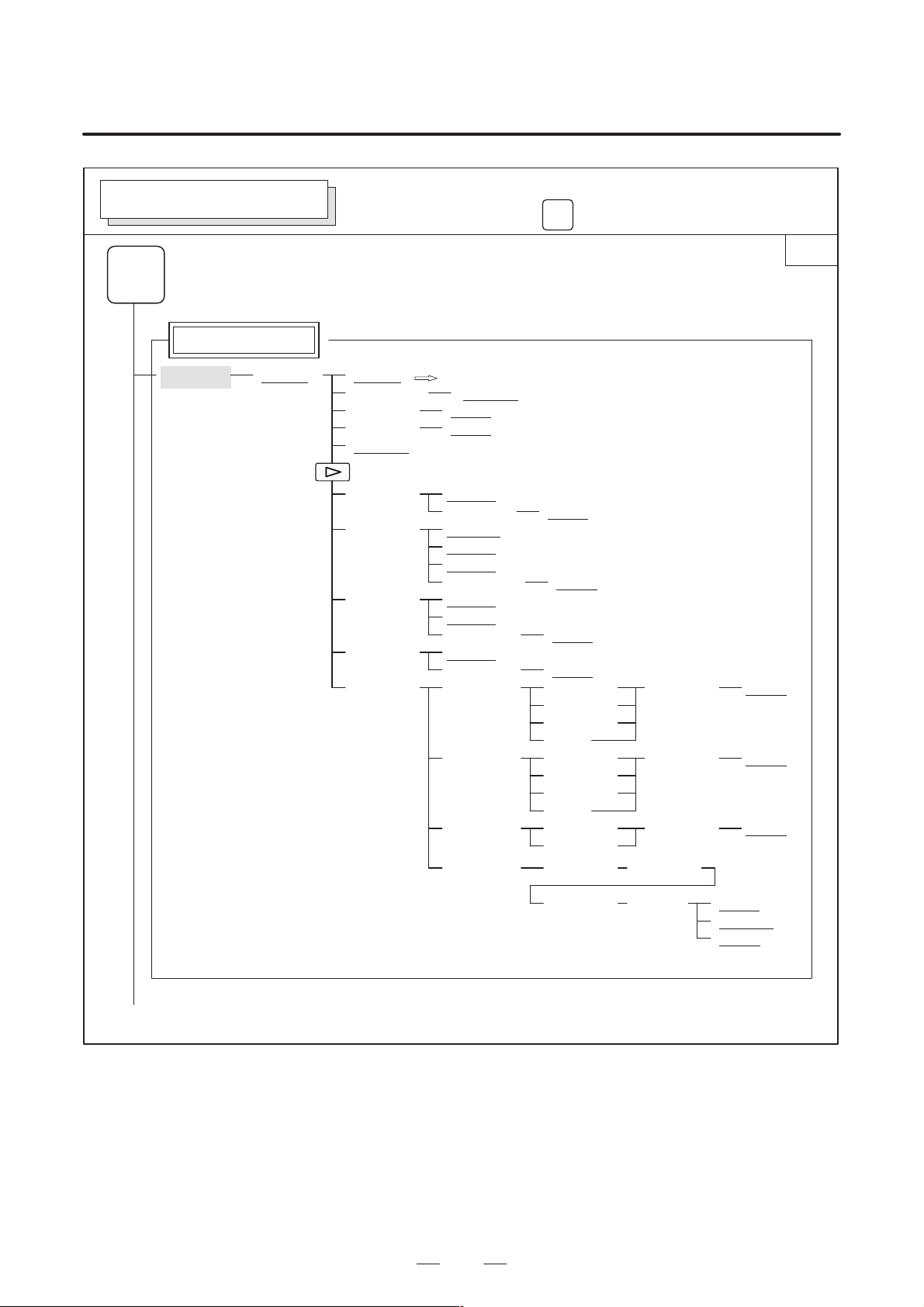
ECRAN DES POSITIONS
POS
Affichage des coordonnées absolues
[ABSOLU]
Affichage des coordonnées relatives
[RELATI]
Visualisation pos. courante
[(OPRT)]
[(OPRT)]
Basculement des touches programmables par la touche de
fonction
[M.FLRP] [EXEC]
[RUNPRE] [EXEC]
(Axe ou numéro)
ORIGIN
[M.FLRP]
[RUNPRE]
POS
[TOU AX]
[Nom de l’axe]
[EXEC]
[EXEC]
[PREREG]
[EXEC]
[TOUT]
[(OPRT)]
Interruption par manivelle
[MANI]
Ecran de contrôle
[MONI]
[(OPRT)]
[(OPRT)]
(Axe ou numéro)
ORIGIN
[M.FLRP] [EXEC]
[RUNPRE] [EXEC]
[M.FLRP]
[RUNPRE] [EXEC]
[M.FLRP]
[RUNPRE] [EXEC]
[TOU AX]
[Nom de l’axe] [EXEC]
[EXEC]
[EXEC]
[PREREG]
3
1. AFFICHAGE ET OPERA TIONS
B–641 15FR/01
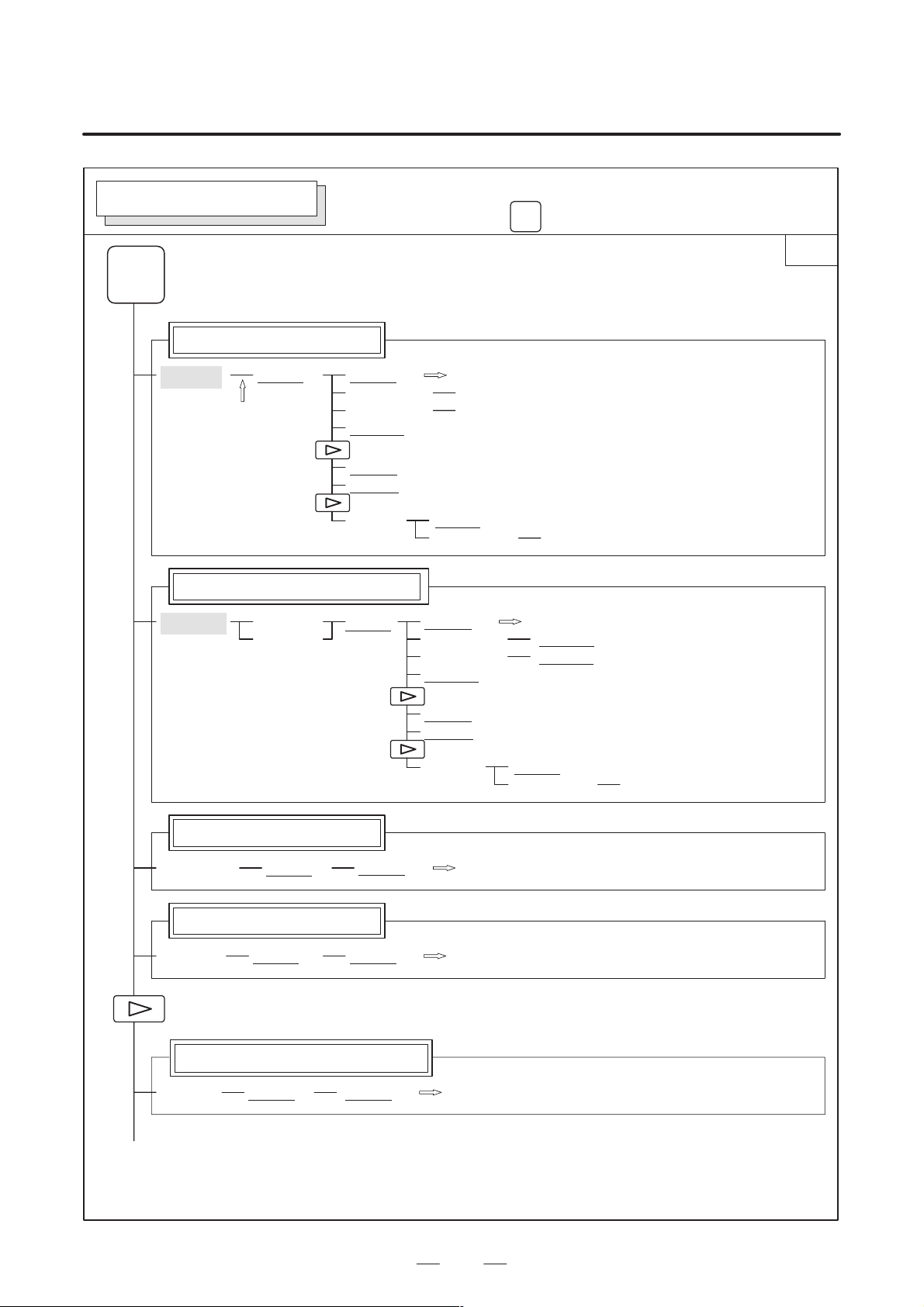
ECRAN DES PROGRAMMES
PROG
Ecran d’affichage du programme
[PRGRM]
Ecran de vérification des programmes
[VERIF]
[(OPRT)]
[ABSOLU]
[RELATI]
Basculement des touches programmables par
la touche de fonction en mode MEM
[PREPO
[Numéro O]
[Numéro N]
[R BOBIN]
[TYPE P
[TYPE Q]
[RECH F]
[(OPRT)]
]
]
Voir « Lorsque la touche programmable [PREPO] est actionnée »
[RECH O]
[RECH N]
[ANNUL]
(Numéro N)
[PREPO
[Numéro O]
[Numéro N]
[R BOBIN]
PROG
[EXEC]
Voir « Lorsque la touche programmable
]
[PREPO] est actionnée »
[RECH O]
[RECH N]
1/2
Ecran d’affichage du bloc en cours
Ecran d’affichage du bloc suivant
[(OPRT)]
Ecran d’affichage de reprise de programme
[(OPRT)]
(2)(Suite page suivante)
[(OPRT)]
[PREPO
[PREPO
[PREPO
][SUIVNT]
][RSTR]
[TYPE P]
[TYPE Q]
[RECH F]
][ACTUEL]
Voir « Lorsque la touche programmable [PREPO]
est actionnée »
Voir « Lorsque la touche programmable [PREPO]
est actionnée »
Voir « Lorsque la touche programmable [PREPO]
est actionnée »
[ANNUL]
(Numéro N)
[EXEC]
4
B–64115FR/01
1. AFFICHAGE ET OPERA TIONS
(2)
[FL.SDL] [PRGRM]
Retour à (1) (Affichage du programme)
Ecran d’affichage du répertoire des fichiers
[(OPRT)][DIR] [SELECT]
Ecran d’affichage des opérations programmées
[SCHDUL] [REPOS] [ANNUL]
[(OPRT)]
(Données programmées)
(No. fichier)
[EXEC]
[EXEC
]
2/2
[F SET]
[ENTREE]
5
1. AFFICHAGE ET OPERA TIONS
B–641 15FR/01
ECRAN DES PROGRAMMES
PROG
Affichage du programme
[PRGRM]
[(OPRT)]
Basculement des touches programmables
par la touche de fonction en mode EDIT
Voir « Lorsque la touche programmable [PREPO]
est actionnée »
[PREPO
(Numéro O)
(Adresse) [SRH↓]
(Adresse) [SRH↑]
[R BOBIN]
[RECH F] [ANNUL]
[LIRE] [CHAINE]
[PERFO] [ARRET]
[EFFACE] [ANNUL]
[EX–EDT] [COPIE] [CRSR∼]
]
[RECH O]
(Numéro N) [EXEC]
[ARRET]
[ANNUL]
(Numéro O)
[ANNUL]
(Numéro O)
(Numéro N)
[DEPLAC] [CRSR∼]
[INSER] [∼CRSR]
[CHANGE] (Adresse) [AVANT]
PROG
(Le curseur se rend à la fin du programme.)
[EXEC]
[EXEC]
[EXEC]
(Numéro O) [EXEC]
[∼CRSR]
[∼FOND]
[TOUT]
(Numéro O) [EXEC]
[∼CRSR]
[∼FOND]
[TOUT]
(Numéro O) [EXEC]
[∼FOND]
1/2
(1)(Suite page suivante)
(Adresse)
[APRES] [SAUT]
[1–EXEC]
[EXEC]
6
 Loading...
Loading...