



CNC432 Fräsen – Version F700
Stand: Juni 2002
Sander Informationssysteme GmbH, Ziegelstr. 1, D-59439 Holzwickede
Telefon: 02301/12845 Fax: 02301/12835
Internet: www.cncas.de |
Email: info@cncas.de |

Lizenzvertrag |
MAHO CNC432/F700 |
1 NUTZUNGSUND LIZENZVERTRAG
1.Dem Endkunden wird eine nicht ausschließliche Lizenz für die Software gewährt. Das Eigentum und das Urheberrecht gehen nicht auf den Kunden über. Die Lizenz wird zur Nutzung auf nur einem Arbeitsplatz erstellt. Für jeden weiteren Arbeitsplatz ist eine gesonderte Vereinbarung erforderlich.
2.Das lizensierte Programm sowie die Dokumentation darf vom Endkunden weder ganz noch in Auszügen kopiert werden, mit Ausnahme der Herstellung einer Kopie der Software zu Sicherungsund Archivierungszwecken. Dabei hat der Endkunde darauf zu achten, daß alle Eigentumsund Copyrightvermerke, die auf dem Original (Software) vermerkt sind, auch auf der Kopie erscheinen.
3.Die Übertragung von Rechten und Pflichten aus diesem Lizenzvertrag an Dritte ist möglich, wenn
- der Dritte Rechte und Pflichten des Endkunden aus diesem Vertrag übernimmt und vom Endkunden entsprechend Ziffer 2 angefertigte Kopien gleichfalls dem Dritten übergeben oder zerstört werden. Der Endkunde verpflichtet sich, dem Lizenzgeber über die Weitergabe unter Angabe des Namens Kenntnis zu geben. Bei der Übertragung der Rechte an Dritte sind eventuelle Exportbedingungen zu beachten. Für Fehlverhalten des Endkunden übernimmt der Lizenzgeber keine Haftung.
4.Der Endkunde darf an der lizensierten Software keine Änderungen vornehmen oder durch Dritte vornehmen lassen.
5.Der Endkunde verpflichtet sich sicherzustellen, daß Mitarbeiter, die Zugang zu der lizensierten Version haben, alle Schutzund Sorgfaltspflichten aus diesem Vertrag einhalten.
6.Die Schutzund Urheberrechte an der lizensierten Software liegen bei dem Autor.
7.Dem Endkunden ist bekannt, daß nach dem heutigen Stand der Technik Fehler in den Programmen und in der dazugehörigen Dokumentation nicht ausgeschlossen sind. Bei innerhalb von 30 Tagen ab Übergabe an den Endkunden geltend gemachten Abweichungen der Programme von der Programmbeschreibung hat der Kunde das Recht, die fehlerhafte an seinen Lieferanten zurückzusenden, und die Lieferung einer neuen Programmversion zu verlangen. Für diese Nachlieferungen gelten die üblichen Fristen des 326, BGB (Mängelrügen)
7.1Solange der Lizenzgeber seinen Verpflichtungen zur Behebung der Mängel nachkommt, hat der Benutzer kein Recht, Herabsetzung der Vergütung oder Rückgängigmachung des Vertrages zu verlangen, sofern nicht ein
Fehlschlagen der Nachbesserung vorliegt.
7.2Von einem Fehlschlagen der Nachbesserung ist erst auszugehen, wenn
dem Lieferanten hinreichende Gelegenheit zur Nachbesserung oder Ersatzlieferung eingeräumt wurde, ohne daß der gewünschte Erfolg erzielt wurde, wenn die Nachbesserung oder Ersatzlieferung unmöglich ist, wenn sie vom Lieferanten verweigert oder unzumutbar verzögert wird, wenn begründete Zweifel hinsichtlich der Erfolgsaussichten bestehen oder wenn eine Unzumutbarkeit aus sonstigen Gründen vorliegt.
8. Der Benutzer ist verpflichtet, die gelieferte Software auf offensichtliche Mängel, die einem durchschnittlichen Kunden ohne weiteres auffallen, zu untersuchen. Offensichtliche Mängel, insbesondere das Fehlen von Datenträgern oder Handbüchern sowie erhebliche, leicht sichtbare Beschädigungen des Datenträgers, sind beim Lizenzgeber innerhalb von zwei Wochen nach Lieferung schriftlich zu rügen.
8.1 Mängel, die nicht offensichtlich sind, müssen innerhalb von zwei Wochen nach dem Erkennen durch den Benutzer gerügt werden.
8.2. Bei Verletzung der Untersuchungsund Rügepflicht gilt die Software in Ansehung des betreffenden Mangels als genehmigt.
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Lizenzvertrag |
MAHO CNC432/F700 |
9.Der Benutzer wird den Lizenzgeber unverzüglich und kostenlos mit allen Informationen versorgen, die zur Erbringung von Leistungen durch den Lieferanten erforderlich sind. Insbesondere sind dem Lieferanten alle notwendigen Testdaten und Maschinenzeiten zur Verfügung zu stellen.
Der Benutzer trägt den Mehraufwand, der dem Lieferanten dadurch entsteht, daß Arbeiten infolge unrichtiger oder unberechtigter Angaben des Benutzers wiederholt werden müssen.
10.Der Lizenzgeber behält sich vor, dem Endkunden auf Anforderung jeweils die neueste Version der lizensierten Software zu liefern. Der Lizenzgeber behält sich vor, für diese neueste Version Verwaltungsgebühren in Rechnung zu stellen. Der Endkunde hat das Recht, die Annahme solcher Sendungen zu verweigern.
11.Änderungen dieses Vertrages sind nur mit schriftlichem Einverständnis beider Parteien zulässig.
12.Der Lizenzgeber sichert bei fehlerhaft gelieferten Originaldisketten (Kopieroder Materialfehler) die Zusendung neuer Originaldisketten zu. Die Garantiezeit beträgt 90 Tage ab Erstauslieferung an den Endkunden. Sobald der Endkunde einen solchen Fehler bemerkt, teilt er dies dem Lizenzgeber mit. Die Zusendung der neuen Disketten erfolgt innerhalb 14 Tagen nach Bekanntwerden des Fehlers.
13.Weder Lizenzgeber noch Eigentümer der Software haften für Schäden, die vom Endkunden oder einem Dritten durch die Nutzung der Software verursacht werden.
14.Diese Vereinbarung tritt dann in Kraft, wenn der Endkunde die lizensierte Software erhält. Der Lizenzgeber behält sich für den Fall, daß der Endkunde seinen Verpflichtungen aus diesem Vertrag nicht nachkommt, weitere Schritte vor.
Insbesondere behält sich der Lizenzgeber das Eigentum an gelieferten Sachen bis zur vollständigen Zahlung des Kaufpreises und Erfüllung sämtlicher aus der Geschäftsverbindung mit dem Benutzer zustehender Forderungen vor.
15. Sollten einzelne oder mehrere Bestimmungen dieses Vertrages unwirksam sein oder werden, wird die Wirksamkeit des Vertrages davon nicht berührt. Die unwirksame(n) Bestimmung(en) ist(sind) in dem Sinne umzudeuten, daß der damit beabsichtigte Zweck in rechtlich zulässiger Weise erreicht wird.
Holzwickede, im Juni 2004
Hinweise zu Markierungen am Seitenrand:
Beispiele / Erläuterungen
Wichtige Hinweise / Nützliche Tips
Bitte lesen !!
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede

Inhaltsverzeichnis |
MAHO CNC432/F700 |
2 INHALTSVERZEICHNIS
Kapitel 1: Nutzungsund Lizenzvertrag
Kapitel 2: Inhaltsverzeichnis
Kapitel 3: Installation
Lieferumfang
Hardwarevoraussetzungen
Installation der Hardware
Installation der Software
Tastatur-Anpassung
Start der Software
Sprachwahl
Probleme beim Start der Software
Kapitel 4: Einführung
Leistungsumfang
Modifikationen im Vergleich zur Originalsteuerung
Tastaturüberblick
Wichtige Tastenfunktionen
Bildschirmaufbau
Menüführung
Bedienerunterstützung
Kapitel 5: Bedienungsübersicht
Allgemeines
Aktives Programm simulieren
Nicht aktives Programm simulieren
Kapitel 6: Programmierung
Allgemeines
Programm-Eingabe
Programmeröffnung
Editierung
Programmierung mit Unterstützung
Programmierung mit Menüs
Grafische Unterstützung
Editierung von Unterprogrammen
Kommentareingabe
Kapitel 7: Programm-Handhabung
Suchroutinen
Programmierbare Textmakros
Programme ändern
Programm-Blöcke ändern
Programm-Sätze ändern
Programm-Wörter ändern
Datei-Verwaltung
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede

Inhaltsverzeichnis |
MAHO CNC432/F700 |
Kapitel 8: Werkzeuge
Werkzeugdaten
Werkzeugnummer suchen
Eingeben und Ändern von Werkzeugdaten
Werkzeugform und Farbanwahl für die Grafik
Kapitel 9: Grafische Simulation
Allgemeines
Einstellung Darstellungsfenster / Rohteil
Grafik-Testläufe
Simulation des Programmbeispiels
Kapitel 10: Datenübertragung / Drucken
Allgemeines
Einund Auslesen von Programmen
Einund Auslesen anderer Daten
Plotten
Kapitel 11: Konturtaschen-Fräszyklus
Allgemeines
Programm-Aufbau
Erlläuterung der Funktionen
Kapitel 12: Fehlertexte
Systemfehler
Achsenfehler
Spindelfehler
Handradfehler
Programmierfehler
Speicherfehler
Bedienungsfehler
Dateneinund –auslesefehler
Schnittstellenfehler
Grafikfehler
Kapitel 13: G-Funktionen / Konstanten
G-Funktionen
Konstanten
Kapitel 14: Tipps & Tricks
Drucker-Definitionen
Verwendung von XMS-Speicher
Anpassung der Software
Anpassung der Simulationsparameter
Konformitätserklärung
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Einführung |
MAHO CNC432/F700 |
3 INSTALLATION
Lieferumfang
Software:
Programmdisketten ( 3,5") mit Beispiel-Programmen und
Installationsdateien
Hardware:
1 Original-Tastatur-Tableau inklusive der dazugehörigen Auflage
Teachware
diese Bedienungsanleitung
Hardwarevoraussetzungen (mindestens)
MS DOS-Rechner, 640 KB Speicher
mindestens Enhanced Graphics Adapter (EGA-Karte mit 256 KB Speicher), Festplatte,
2 serielle Schnittstellen zur Datenübertragung und zum Anschluß der Tastatur, 1 parallele Schnittstellen (Drucken)
Die Software ist auch unter Windows lauffähig.
Installation der Hardware
Das zum Lieferumfang gehörende Tastatur-Tableau wird an eine im Rechner befindliche serielle Schnittstelle angesteckt.
Bevor Sie die Tastatur anschließen, sollten Sie sich diesen Abschnitt sorgfältig durchlesen.
Schalten Sie -bevor Sie die Tastatur an die Schnittstelle in Ihrem Rechner anstecken, das Gerät sicherheitshalber aus. Stecken Sie das mitgelieferte Kabel auf eine freie serielle Schnittstelle. Benutzen Sie hier -falls notwendigeinen Adapter (9/25-polig). Sie können diesen kostenlos bei uns anfordern.
Damit ist nun das CNC432-Tableau an den Rechner angeschlossen und betriebsbereit. Die Tastatur muß nicht wieder vom Rechner entfernt werden. Bei der vorliegenden Tastatur handelt es sich um eine Multifunktions-Tastatur, die -je nach verwendeter Tastaturauflagesowohl mit Drehals auch mit der Fräs-Schulungssoftware verwendet werden kann.
Das Auswechseln der eigentlichen Tastatur-Auflage erfolgt durch einfaches Abnehmen der durch Magneten an der Tastatur festgehaltenen Auflage. Beachten Sie bitte, daß Magnete eine starke Anziehungskraft haben. Magnete weisen erhebliche Anzugsund Abstoßkräfte auf. Vermeiden Sie beim Abheben der Auflagefolien die Gefahr von Quetschungen.
Magnetfelder können Datenträger löschen. Legen Sie daher Disketten nie auf die Magnetstreifen der Tastatur.
Haben Sie nur ein Software-Paket -in diesem Fall die Fräs-Software- entfällt das Wechseln der Auflage. Dies ist nur erforderlich, wenn Sie mehrere Software-Pakete einsetzen, also auch mehrere Auflagen haben.
Installation der Software
Starten Sie Ihren Rechner mit der Festplatte (ohne Diskette) und warten Sie, bis er sich mit C> meldet und legen Sie die Installations-Diskette in das Diskettenlaufwerk A: oder B: ein. Starten Sie das Installationsprogramm mit dem Aufruf
A:INSTALL |
oder B:INSTALL |
|
|
|
Seite 1 |
©2004, Sander Informationssysteme GmbH, Holzwickede
Einführung |
MAHO CNC432/F700 |
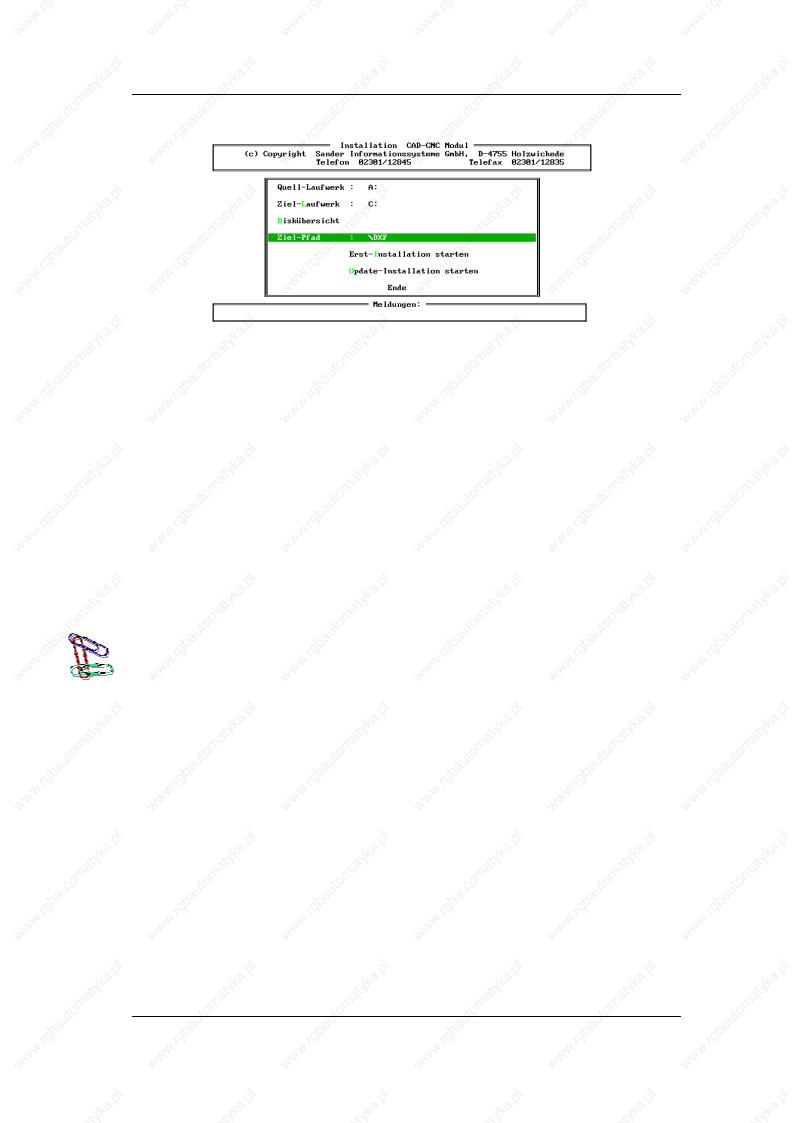
Im dann erscheinenden Installationsmenü stellen Sie die gewünschten Angaben durch Umschalten mit den Cursor-Tasten (rauf/runter) ein.
Im Installationsmenü ist das Quell-Laufwerk mit A: bereits richtig eingestellt, wenn Sie die Installation von Laufwerk A: gestartet haben. Bei Starten der Installation von Laufwerk B: ist als Quell-Laufwerk bereits B: eingetragen. In diesem Abschnitt können/brauchen keine Änderungen vorgenommen (zu) werden.
Gehen Sie zuerst mit dem Cursor auf die Zeile für die Einstellung des Ziel-Laufwerks, wenn Sie die Standardvorgabe von C: ändern wollen. Betätigen Sie die Taste <RETURN>, um die Eingabeberechtigung für die Eingabe eines neuen Laufwerkes zu erhalten. Geben Sie hier den Laufwerksbuchstaben des Laufwerkes an, auf dem Sie das Programm installieren möchten. Es sind die Angaben von C bis Z zulässig, soweit diese Festplatten auf Ihrem Rechner tatsächlich existieren.
Gehen Sie noch eine Zeile tiefer zur Wahl des Ziel-Pfades.
In der nun farbig hinterlegten Zeile steht der Pfad "\m700" als Standardvorgabe.
Wollen Sie das Programm in dieses Verzeichnis kopieren, brauchen Sie in dieser Zeile keine Änderungen vorzunehmen.
Möchten Sie die Software in ein anderes als das vorgegebene Verzeichnis kopieren, gehen Sie wie folgt vor:
Betätigen Sie an dieser Stelle -wie in der letzten Bildschirmzeile angezeigtdie Taste <RETURN>- erscheint unterhalb der Zeile für die Standardvorgabe eine andersfarbig hinterlegte Zeile, in die Sie nun den Namen des gewünschten Pfades (=Verzeichnis, in das die Dateien kopiert werden sollen) eintragen können. Wenn Sie sofort einen Buchstaben eingeben, wird der standardmäßig eingestellte Pfad überschrieben.
Nach Eingabe eines neuen Namens bzw. Ergänzung des bestehenden Namens, betätigen Sie die Taste <RETURN> und der neue Pfad wird in die Zeile " Ziel-Pfad" übernommen. Haben Sie alle Daten in der gewünschten Weise geändert, bestätigen Sie jetzt den Menüpunkt "ErstInstallation starten".
Das Programm wird dann auf der angegebenen Festplatte (standardmäßig C:) das eingestellte Unterverzeichnis (wenn nicht geändert: \m700) anlegen, die Dateien werden von der Diskette in das Verzeichnis kopiert und nach Beendigung der Installation stehen Sie direkt im angewählten Verzeichnis.
Wollen Sie die Installation nicht ausführen, bestätigen Sie den Menüpunkt ENDE oder drücken an beliebiger Stelle im Menü die ESC-Taste.
Tastatur-Anpassung
Als Tastatur-System wird zur Zeit ein Multifunktionspult ausgeliefert, das über die serielle Schnittstelle betrieben wird. Die unter diesem Punkt noch zusätzlich anzuwählende "alte" Tastatur (parallele Schnittstelle) haben wir aus Kompatibilitätsgründen zur Anpassung noch mit beibehalten, die Anpassung wird aber im folgenden nicht mehr beschrieben.
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede

Einführung |
MAHO CNC432/F700 |
Damit die Tastatur mit der Software ordnungsgemäß zusammenarbeiten kann, gehen Sie wie folgt vor:
1.Starten Sie das Check-Programm . Schalten Sie dazu in das Hauptverzeichnis der MAHO-Software (m700). Dort befindet sich das Programm „check.exe“.
2.Wählen Sie den Menüpunkt "Tastatur" an.
Hier wählen Sie bitte den richtigen Tastaturtyp (seriell) aus.
Auf dem Bildschirm erhalten Sie eine Anzeige der in Ihrem Rechner eingebauten Schnittstellen. Wählen Sie nun die Schnittstelle, an der die Tastatur angeschlossen ist (Anwahl mit den Ziffern 1 -4), und bestätigen Sie die Wahl mit "Enter".
Bei der seriellen Tastatur -dem Multifunktionspulterscheint nach Anwahl der Schnittstelle ein Kreisel, der sich - wenn an der angewählten Schnittstelle ein Gerät vorhanden istbe- wegt.
VORSICHT:
An dieser Stelle kann vom Check-Programm nicht entschieden werden, ob an der seriellen Schnittstelle eine Tastatur oder eventuell auch eine Maus angeschlossen
ist. Sind beide Geräte angeschlossen, kann erst im nächsten Schritt der Anpassung sichergestellt werden, ob die Auswahl der Schnittstelle korrekt war.
Bei erfolgreichem Testlauf erscheint auf dem Bildschirm dann die Meldung: An der Schnittstelle xxx wurde eine xxx-Tastatur erkannt.
Weiter mit <ENTER>
War der Testlauf nicht erfolgreich erscheint die Meldung:
An der Schnittstelle xxx wurde keine Tastatur erkannt.
Erscheint auf dem Bildschirm diese Meldung, beenden Sie diesen Testabschnitt mit der Taste <ESC> und wählen Sie eine andere Schnittstelle an.
Führen Sie diesen Testabschnitt so lange durch, bis der Test erfolgreich war. Betätigen Sie dann die Taste <ENTER>, und Sie gelangen in den nächsten Testabschnitt. Helfen Ihnen die dort genannten Punkte nicht weiter, wenden Sie sich bitte an Ihren Händler.
Sie gelangen danach in die Teststufe, in der Sie die einzelnen Tastenfunktionen der Tastatur prüfen können. Wollen Sie den Test beenden, drücken Sie entweder die Taste <ESC> oder <ENTER>. Damit ist die Tastatur angepaßt. Die Speicherung der Werte in die korrekten Dateien erfolgt beim Beenden des Check-Programmes (Menüpunkt ENDE).
Start der Software
Nach Beendigung der Installation stehen Sie wieder in dem Verzeichnis, von dem aus Sie das Installationsprogramm aufgerufen haben. Möchten Sie nun das Programm starten, geben Sie das Kommando
m700
ein, danach läuft die Software automatisch hoch.
Achten Sie bitte darauf, daß dieses Start-Batch (m700.bat) dann nicht mehr korrekt funktioniert, wenn Sie die Software in einem anderen als dem Standardpfad installiert haben.
Damit Sie die Datei ändern können, haben wir hier das "Ausliefer-Batch" aufgelistet mit dem Hinweis, welche Zeile geändert werden muß. Diese Änderung kann mit einem normalen Texteditor erfolgen.
cd \m700 |
schaltet in das Standardverzeichnis, statt "m700" das bei der |
|
Installtion gewählte Verzeichnis angeben ! |
start |
ruft die Software auf und muß nicht geändert werden. |
|
|
|
Seite 3 |
©2004, Sander Informationssysteme GmbH, Holzwickede

Einführung |
MAHO CNC432/F700 |
Sprachwahl
Als Sprachen sind zur Zeit in der Software die deutsche, englische und französische Sprache implementiert. Nach dem Aufruf startet die Software automatisch in deutscher Sprache. Soll die Sprache umgeschaltet werden, betätigen Sie die Taste <CONST MEM.>
Im Konstantenmemory kann die Sprache -genau wie an der Steuerung selbstmit der Konstante N5 umgeschaltet werden. Dabei bedeuten:
C0 (deutsch)
C1 (englisch)
C2 (französisch)
Im Gegensatz zur Steuerung ist das Konstantenmemory der Steuerung jederzeit editierbar.
Probleme beim Start der Software ? (DOS-Version)
Läuft die Software nach der Installation nicht sofort hoch, können folgende Fehlerquellen vorliegen.
Die Software läuft nicht hoch und steht wieder in dem Hauptverzeichnis (c:, d: oder e:). Sie haben zu wenig Platz im Hauptspeicher. Die Software benötigt mindestens 570K freien Hauptspeicherplatz.
Um zu überprüfen, wieviel Speicherplatz Ihnen zur Verfügung steht, geben Sie das Kommando chkdsk ein.
Nach Ablauf dieses Programmes erscheint auf dem Bildschirm folgende Meldung:
xxxxxxxxxxx bytes total diskspace xxxxxxxxxxx bytes in xx directories xxxxxxxxxxx bytes in xxx user files xxxxxxxxxxx bytes available on disk
xxxxxx bytes total (Hauptspeicher gesamt) xxxxxx bytes free (freier Hauptspeicher)
Für das Starten der MAHO-Software ist die in der letzten Zeile stehende Zahl (freier Hauptspeicher) wichtig.
Hier müssen Ihnen mindestens 570.000 bytes zur Verfügung stehen.
Ist dies nicht der Fall, kontrollieren Sie im Hauptverzeichnis bitte die Datei "config.sys". Darin enthaltene Angaben wie "buffers=" oder "files=" könnten zu groß sein und damit die Hauptspeicher-Kapazität verringern. Ebenso können Treiber (für Maus o.ä.), die in der Datei "config.sys" oder "autoexec.bat" geladen werden, die Hauptspeicher-Kapazität verringern.
Gegebenenfalls sollten Sie diese Dateien mit einem Texteditor ändern.
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede
Bedienungsübersicht |
MAHO CNC432/F700 |
4 EINFÜHRUNG
Leistungsumfang
Dieser Abschnitt der Bedienungsanleitung zeigt in einer kurzen Übersicht, in welchen Teilen die Software "MAHO CNC432" von der Originalsteuerung abweicht.
Aufgenommen sind sowohl die Punkte, die über die Originalsteuerung hinausgehen, aber auch die Inhalte, die die Software nicht leistet.
Modifikationen im Vergleich zur Originalsteuerung
- Grafik
Die Darstellung der G18-Ebene erfolgt in der Software -anders als an der Maschineum 90 Grad gedreht..
Die Farbe in der Strichgrafik ist für die G0-Bewegungen geändert worden, sie erscheint in der Software als rote gestrichelte Linie, an der Steuerung als grün gestrichelte Linie.
- Konstantenmemory
In der Software wird kein Unterschied zwischen den Betriebsarten OPER-MC und EDIT-MC gemacht. Die Maschinenkonstanten können immer editiert werden.
- Sondertasten
Hierbei handelt es sich um Tasten, die für die PC-Software für Sonderfunktionen verwendet werden, dagegen an der Original-Steuerung ausschließlich zur Bedienung der Maschine benötigt werden.
im rechten unteren Quadranten der Tastatur
Diese Taste zeigt das Inhaltsverzeichnis des "Trans"-Directory. Dieses Directory dient zur Übertragung von einzelnen Programmen, die in das Programm-Memory der eingelesen werden können oder von dort aus in das Transport-Verzeichnis kopiert werden können.
im linken unteren Quadranten der Tastatur
Diese Taste beendet die Software nach einem Lauf mit Abspeichern aller Daten.
Was die Software mehr kann
- Trans-Directory
Hinter diesem Begriff verbirgt sich ein Verzeichnis, in das / aus dem Sie Daten in fremde Software-Pakete/ in die MAHO-Software transportieren können.
-Kommentareingabe
Die Kommentareingabe erfolgt in diesem Fall über die PC-Tastatur. Eine detaillierte Beschreibung, wie Kommentare eingegeben werden können, finden Sie in Kapitel "Programme ändern" dieser Anleitung.
Alle Programme können sowohl als Listing, aber auch als Zeichnung gedruckt werden (siehe Kapitel "Drucken/Daten übertragen").
Neben der Ausgabe der Programme auf einen grafikfähigen Matrixdrucker, können die Zeichnungen auch auf einen Plotter ausgegeben werden (siehe Kapitel "Drucken/Daten übertragen" ).
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Bedienungsübersicht MAHO CNC432/F700
- Grafik
In der grafischen Simulation ist es möglich, nach dem 1. Durchlauf des Programmes einen zweiten Start zur Simulation ohne Fräserradiuskorrektur durchzuführen.
Was die Software nicht kann
-Die Funktion "reset axis" ist nicht implementiert.
-Das Anfangsbild "Referenzpunkt anfahren" ist ohne Funktion. Die Achsen werden hier nur 'pro forma' gesetzt.
-Der Testlauf 3 ist nicht implementiert.
-Ebenso sind die Funktionen Teach-In, Playback und die Messzyklen nicht implementiert, da sie für die Simulation nicht relevant sind.
Tastaturüberblick
Dieses Bild zeigt ein getreues Abbild der MAHO CNC432-Steuerungstastatur. Die Bedienung der Software erfolgt über eine solche Nachbildung.
Wichtige Tastenfunktionen
Im folgenden die Erklärung einiger Tasten, die in der Software immer wieder benötigt werden:
Softkey-Tasten, die je nach Status der Software eine unterschiedliche Bedeutung haben. Die Bedeutung der Tasten wird in der letzten Bildschirmzeile durch eine Funktionsleiste angezeigt:
Beispiel:
Die jeweils anwählbare Funktion ist invers dargestellt.
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede

Bedienungsübersicht |
MAHO CNC432/F700 |
Die Cursortasten rauf/runter bewegen den Anzeigecursor im Programm auf den Vorgängerund Nachfolgesatz.
Die Cursortasten rechts/links bewegen den Anzeigecursor in der Menüleiste hin und her
übernimmt Eingaben aus dem Eingabefeld in den aktuellen Satz
übernimmt Eingaben aus dem aktuell editierten Satz in das Programmlisting
löscht fehlerhafte Eingabe im Eingabefeld
beginnt die Simulation
unterbricht die Simulation an jeder beliebigen Stelle
- |
linke Seite des Tableausbeendet die Software |
Bildschirmaufbau
Zeile 1:
In dieser Zeile wird der Status der Software angezeigt, die jeweils aktuelle Betriebsart ist eingeblendet. Anhand dieser Angaben wird ersichtlich, welche Möglichkeiten der Weiterarbeit gegeben sind.
Zeile 2:
zeigt das aktive Programm an, das bei entsprechender Anwahl simuliert werden kann.
Zeile 4:
zeigt den aktuellen Editorinhalt an. Das kann neben einem Hauptprogramm auch ein Unterprogramm (Macro), der Werkzeugspeicher , der Konstantenspeicher .... sein.
Zeile 6 bis Zeile 16:
zeigen das Listing des jeweils angewählten Speichers, also entweder ein Programmlisting oder das Listing von Werkzeugspeicher ... .
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede

Bedienungsübersicht |
MAHO CNC432/F700 |
Zeile 18: |
|
zeigt unter MENU-G die Liste der eingestellten modalen G-Funktionen, deren Einstellung nur Gültigkeit hat, wenn die Programmeingabe unter MENU-G erfolgt.
Zeile 19:
zeigt, wenn angewählt, über die Funktionstaste F2 die Hilfstexte zu den einzelnen Adressen und G-Funktionen (MENU-G).
Zeile 20:
das Satzmenü mit allen für die jeweilige G-Funktion gültigen Adressen (Status FREE-G) oder das erweiterte Satzmenü (Status MENU-G).
Zeile 21:
zeigt an, welcher Satz aus dem Programmlisting gerade editiert werden kann. Bei der Editierung werden die neu eingegebenen oder geänderten Adressen zunächst
in diesen Satz eingetragen, erst durch die Bestätigung durch die Taste "STORE" dann in das Listing in den Zeilen 6 bis 16 übernommen.
Zeile 24:
zeigt an, welche Funktionen mit den Softkeys F1 bis F5 angewählt werden können. Jedem Softkey ist ein Feld zugeordnet. Ist eine Taste nicht belegt, wird dies durch '-------' angezeigt (siehe Abb. weiter oben).
Menüführung
Die MAHO-Steuerung wird an vielen Stellen mit Menüs geführt, deren Bedeutung an dieser Stelle nicht detailliert erläutert werden soll.
Hier werden alle Menüs aufgelistet, die in der PC-Software verwendet werden, erst im weiteren Text werden sie nach Bedarf erläutert, mit Bezug auf die hier angegebenen 'Titel' der einzelnen Menüs.
PROGRAM MENU
1 Edit Macro
2 Edit Points
3 Edit Parameters
4 Edit Stored Zero Offsets
6 Edit Graphic Parameters
MANUAL MENU
1 Block Search
2 Reference Point Search
3 Reset Axis
7 Diagnostic
SINGLE/AUTO MENU |
|
|
1 |
Testrun Menu |
|
3 |
Cycle Endcontour 2,5D Wire Plot |
|
4 |
2D Wire Plot |
|
5 |
2,5D Wire Plot |
|
6 |
3D Wire Plot |
|
7 |
Simulation |
|
9 |
Exit submode |
|
DATA IN/OUT MENU |
(als Software-Erweiterung) |
|
4 |
Lesen von Diskette |
|
5 |
Schreiben auf Diskette |
|
6 |
Drucken (Parallel-Ausgang) |
|
7 |
Datenaustauschpfad |
|
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede

Bedienungsübersicht |
MAHO CNC432/F700 |
Die Steuerung verfügt noch über weitere Menüs, die in der PC-Software allerdings nicht benutzt werden und daher nicht implementiert sind.
Bedienerunterstützung
Die Steuerung hat unter der Funktion MENU-G eine Bedienerführung eingebaut, die den Programmierenden sowohl durch Hilfstexte als auch an vielen Stellen durch Hilfsbilder unterstützt. Einschaltzustand der Steuerung ist die Programmierung ohne die Bedienerunterstützung (FREE-G). Schon hier ist jeder G-Funktion ein eigenes Satzmenü zugeordnet.
Die Bedienerführung (MENU-G) stellt dann zusätzlich für jede G-Funktion noch ein in vielen Fällen erweitertes Satzmenü zur Verfügung, das dem Bediener die Editierung erleichtert.
Zum Einschalten der Bedienerführung betätigen Sie die Taste
->MENU-G
Ist die Bedienerunterstützung eingeschaltet , erscheinen neben dem erweiterten Satzmenü über der Satzmenüleiste auch Hilfstexte in der jeweils angewählten Sprache (siehe Abbildung des Bildschirms), die die Bedeutungen der einzelnen Adressen nennen.
Zur Bedienerunterstützung gehört dann noch eine zweite -immer zur Verfügung stehende Hilfe: die Hilfsbilder, die zu den einzelnen Funktionen oder Zyklen angewählt werden können. Ob solche Bilder zu einzelnen Funktionen existieren oder nicht, wird in der Menüleiste (Bildschirmzeile 24) angezeigt, wenn die Funktion HELP angewählt wurde:
Sobald der Text PICTURES als Belegung in der Softkeyleiste erscheint, kann mit Betätigen der entsprechenden Taste (F2) ein Hilfsbild angewählt werden.
Für das Beispiel G83 erscheint folgendes Bild:
Ist das Hilfsbild angewählt, kann der aktuelle Satz mit Vorlage dieses Bildes editiert werden (Programmieren unter der Unterstützungsgrafik). Nach Abspeichern des Satz mit "STORE" schaltet die Software automatisch zurück in den 'normalen' Editor.
Bei verschiedenen G-Funktionsbildern erscheint unterhalb des Bildes eine Numerierung:
PICT 0
Dies kennzeichnet, daß zu dieser Funktion mehrere Bilder zur Verfügung stehen. Durch wiederholtes Betätigen der Taste F2 (PICTURES) können dann auch die weiteren Bilder für die Unterstützungsgrafik aufgerufen werden.
Seite 5
©2004, Sander Informationssysteme GmbH, Holzwickede

Programmierung |
MAHO CNC432/F700 |
5 BEDIENUNGSÜBERSICHT
Allgemeines
Dieser Abschnitt ist ein kurzer Einstieg in die Handhabung der MAHO CNC432-Software für die F700-Steuerung. Es werden hier keine Details der Programmierung erklärt, Ziel dieses Kapitels ist es, ein Programm, das sich auf der Festplatte befindet, direkt zu simulieren.
Dazu sind folgende Bedienerschritte notwendig:
Nach dem Starten läuft die Software zunächst in den POWER-UP CHECK. Diese Funktion wird in der Software an dieser Stelle nur durch ein Bild simuliert, die Steuerung überprüft das System:
Erscheint dieses Bild, ist die Taste MANUAL (F3) zu betätigen, um die Referenzpunkte anfahren zu können:
Hier müssen alle 4 Adressen ( X, Y, Z und B) mit der Taste "ENTER" bestätigt werden. Danach betätigen Sie -genau wie es an der Steuerung auch sein müßtedie Taste
In der PC-Software werden die Adressen danach weggeblendet1, Sie können mit der Taste "PROG MEM" in das Programm-Memory schalten, in dem sich das zuletzt aktivierte Programm auf dem Bildschirm befindet (im Beispiel unten das Teileprogramm N9029):
Für die folgenden Schritte zur Simulation wird unterschieden zwischen
a)Simulation des aktiven Programmes
b)Simulation eines anderen Programmes
1An der Steuerung fährt das Werkzeug nach Betätigen der Start-Taste den einmal vermessenen Referenzpunkt an
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede

Programmierung |
MAHO CNC432/F700 |
Aktives Programm simulieren
Das sich aktiv im Arbeitsspeicher befindliche Programm (N9029) soll nun simuliert werden:
Betätigen Sie nacheinander die Tasten
oder |
(Einzel-/ Folgesatz) |
Auf dem Bildschirm erscheint das 'SINGLE/AUTO MENU' zur Auswahl des Testlaufmodus (siehe auch Kapitel "Simulation" dieser Anleitung). Wählen Sie
5Anwahl 2,5 D Strichgrafik
Damit das Programm nun grafisch simuliert werden kann, müssen Sie noch die Taste START
betätigen. Danach beginnt die Simulation.
Nach der Simulation schalten Sie mit der Taste "PROG MEM" zurück in den Editor.
Nicht aktives Programm simulieren
Simuliert werden können nur Programme, die aktiv im Arbeitsspeicher der Steuerung / PCSoftware sind. Um nun ein Programm zu simulieren, das sich zwar
im Programmspeicher, nicht aber im direkten Arbeitsspeicher befindet, muß das zu simulierende Programm zunächst aktiviert werden:
Gehen Sie dazu folgendermaßen vor:
Auf dem Bildschirm erscheint die Liste aller zur Verfügung stehenden Programme (siehe Abb.).
Wählen Sie nun mit den Tasten
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede

Programmierung |
MAHO CNC432/F700 |
das Programm aus, das simuliert werden soll (hier : N9070) und aktivieren Sie es mit der Taste
Die Software springt zurück in das Programm-Memory. Um das Programm nun zu simulieren, gehen Sie vor wie unter Punkt 5.1 beschrieben.
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede

Programmierung |
MAHO CNC432/F700 |
6 PROGRAMMIERUNG
Allgemeines
Die CNC432/F700 benutzt als Eingabemöglichkeit die Adress-Schreibweise, d. h. jedes Programmwort eines Satzes besteht aus einem Adress-Buchstaben (z.B. X) und einer mehrstelligen Zahl (z. B. 100).
Führende Nullen bei der Adresseingabe können weggelassen werden, ebenso nachstelllige Nullen nach dem Dezimalpunkt:
X100.000 kann geschrieben werden
X100
Das erste Wort eines Satzes muß immer die Satznummer 'N' sein. Dabei darf jede Satznummer innerhalb eines Programmes immer nur einmal verwendet werden, die Reihenfolge ist jedoch beliebig.
Nach Anlegen eines Programmes wird die erste Satznummer direkt angezeigt, die Editierung der Programme kann sofort mit der G-Funktion begonnen werden. Nach Beendigung eines Satzes wird die nächstfolgende Satznummer von der Steuerung automatisch erzeugt: Auf Satz N123 folgt automatisch N124. Die Programm-Nummer kann maximal 7-stellig sein (bis 9999999). Im Gegensatz zu der V500-Steuerungs-Software verkraftet die F700-Steuerung auch die Eingabe von Programm-Nummern < 9000 und Satznummern >9000.
Als Teile-Programme bezeichnet man sowohl Hauptprogramme als auch Unterprogramme. Hauptund Unterprogramme unterscheiden sich lediglich in Ihrer Speicherkennzeichnung: Hauptprogramme (PM) werden im Hauptprogrammspeicher, Unterprogramme (MM) werden im Unterprogrammspeicher eingegeben und von der Software/Steuerung auch jeweils dort verwaltet.
Dabei bedeuten:
PM Programm-Memory
MM Makro-Memory
Im Editor erscheint diese Kennung jeweils in der 2.Bildschirmzeile vor der eigentlichen Pro- gramm-Nummer.
Programm-Eingabe
Da die Eingabe von Hauptund Unterprogrammen identisch ist, wird in dieser Anleitung nur in einem kurzen Abschnitt (Kap. 6.3) auf die Eröffnung und das Aufrufen von Unterprogrammen eingegangen.
Bei der Eingabe von Hauptoder Unterprogrammen ist zunächst einmal auf den Status der Betriebsart (Bildschirmzeile 1) zu achten.
Editiert werden kann in der PC-Software in den Betriebsarten
MANUAL MAN.OPER.
SINGLE oder AUTO
GRAPHIC
Bitte beachten:
In der Betriebsart 'N-SEARCH' kann nicht editiert werden.
Im nächsten Abschnitt wird nun zuerst die Eröffnung eines neuen Hauptprogrammes beschrieben. Als Beispielprogramm wurde das Programm 'N9992' gewählt. Das Listing dazu finden Sie auf Seite 6 - 3.
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede

Programmierung |
MAHO CNC432/F700 |
Programmeröffnung
Ein Hauptprogramm kann nur im ID-DIR eröffnet werden. Um in die Programmübersicht zu schalten, betätigen Sie als erstes die Taste
F5
Die Software zeigt nun das Verzeichnis aller Hauptprogramme, die im Programmspeicher gespeichert sind.
Das Editierfeld in der Satzmenü-Zeile steht schon auf 'N', damit kann die Programm-Num- mer sofort eingegeben werden.
Bestätigen Sie nun diese Eingabe mit den Tasten
Das Programm ist eröffnet (siehe nächste Abbildung) und kann editiert werden, wie im nächsten Abschnitt beschrieben:
Editierung
Die Editierung erfolgt über die Adressleiste (Satzmenü-Zeile), indem die einzugebende Adresse mit den Cursortasten
angewählt wird. Dann können die Zahlenwerte über den Nummernblock eingegeben werden. Jede Programmwort-Eingabe muß mit der Taste 'ENTER' beendet werden. Damit wird das editierte Wort in die aktuell zu editierende Zeile (Bildschirmzeile 22) übernommen.
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede

Programmierung MAHO CNC432/F700
Erst durch Betätigen der Taste 'STORE' wird die gesamte Zeile in das Programm-Listing (Bildschirmzeilen 6 - 16) übernommen. Geben Sie das nun folgende Programm ein:
N9992
N1 G18
N2 S630 T1 (T1 = 10mm Durchmesser) M67
N3 G54
N4 G98 X-20 Y-20 Z-22.5 I170 J30 K170
N5 G99 X-10 Y-20 Z-12.5 I150 J20 K150 N6 G0 X-17 Y7 Z125 M3
N7 G1 F100
N8 G43
N9 G41
N10 G1 Y-7
N11 G1 X0 Z50 Y-7
N12 G2 X20.836 Z21.434 R30
N13 G1 X85.418 Z0.717
N14 G2 X99.642 Z26.491 R15
N15 G1 X58.821 Z60.743
N16 G3 X69.106 Z89 R16
N17 G1 X114
N18 G2 X130 Z105 R16
N19 G1 X113.218 Z125
N20 G1 X34.641
N21 G1 X-10 Z35
N22 G40
N23 G0 X0 Y50 Z0
N24 G53
N25 M30
Mit Hilfe dieses Beispielprogrammes soll anhand der ersten Sätze die Vorgehensweise bei der Editierung gezeigt werden:
Voraussetzung:
Das Programm ist eröffnet und der Bildschirm zeigt den Aufbau wie in Abb. 2 dieses Kapitels. Geben Sie nun ein:
Eingeben, Bestätigen der Adresse G, beenden des
Satzes
13x |
das Editierfeld zeigt die Adresse S |
Eingeben des Wertes für S
Eintragen der Adresse T; aktuell jetzt: Adresse M
Eintragen der Adresse M
Beenden des Satzes und Übernahme in das Listing
Die neue Satznummer wird automatisch generiert. Die aktuelle Editierzeile zeigt also 'N2', das aktuelle Editierfeld zeigt G. Als nächstes kann also der Zahlenwert für G aus N2 des Programmlistings eingetragen werden:
Eingabe G-Funktion (Nullpunktverschiebung)
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Programmierung |
MAHO CNC432/F700 |
Beenden des 3. Satzes
Der 4. Satz wird automatisch eröffnet.
Tragen Sie nun alle weiteren Sätze dieses Programmes ein.
Für die Editierung stellt die F700-Steuerung/-Software zusätzliche Hilfen zur Verfügung:
Programmierung mit Unterstützung
Programmierung mit Menüs
Grafische Unterstützung
Programmierung mit Unterstützung
Die Programmierunterstützung kann bei der Eingabe von Programmen über den Softkey F2 eingeschaltet werden.
In Bildschirmzeile 18 werden die zur Zeit aktuellen modalen G-Funktionen angezeigt. Die oben gezeigte Anzeige ist standardmäßig voreingestellt. Eine Änderung der Anzeige findet in dem Moment statt, wo ein Programm unter der MENU-G-Unterstützung eingegeben wird.
Bildschirmzeile 19 zeigt die Bedeutung der jeweiligen Adresse, auf der sich der Cursor aktuell befindet.
In Bildschirmzeile 20 steht die Satzmenüleiste der angewählten G-Funktion. Diese Satzmenüleiste ist abhängig von der angewählten Funktion. Sind innerhalb der Funktion indizierte Adressen (B1) zugelassen, so werden diese auch als getrennte Adressen mit in das Satzmenü aufgenommen. In der Eingabezeile wird bei angewählter Indexadresse B1= angezeigt und der Wert kann direkt eingegeben werden.
Die Umschaltung zwischen MENU-G und FREE-G ist jederzeit möglich. Sie erfolgt über die Softkey-Taste F2.
Programmierung mit Menüs
Bei dieser zweiten Art der Editierunterstützung sind die G-Funktionen in Menüs untergliedert. Sie werden mit den entsprechenden Zifferntasten angewählt.
Die Anwahl dieser Funktions-Menüs erfolgt über die Softkey-Taste F1 (HELP).
In der dann erscheinenden Softkey-Leiste kann mit F3 (G-LIST) das Menü der G-Funktionen aufgerufen werden:
Diese Übersicht gliedert die G-Funktionen auf, die Anwahl einzelner G-Funktionen erfolgt über
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede

Programmierung |
MAHO CNC432/F700 |
Wahl der Gruppe (Zifferntasten 1-9, als Beispiel hier 1):
Anhand dieser Übersicht kann die entsprechende G-Funktion dann in den aktuell zu editierenden Satz eingegeben werden.
Eine Eingabe von Adressen ist in jedem Stadium der Unterstützung möglich. Der Rücksprung in den "normalen" Editor erfolgt erst nach mit Übernahme des Satzes in das Programmlisting.
Grafische Unterstützung
Die grafische Unterstützung, die Hilfe über Bilder, ist jederzeit anwählbar. Sie kann sowohl unter FREE-G als auch unter MENU-G über den Softkey F1 (HELP) und dann F2 (PICTURES) aufgerufen werden.
Dann werden die entsprechenden Bilder zu den G-Funktionen angezeigt.
Eine Anwahl ist aber nur dann möglich, wenn der Softkey F2 belegt (weiß hinterlegt) ist. Ist dies nicht der Fall, existiert zu der angewählten G-Funktion kein Unterstützungsbild.
Existieren zu einer G-Funktion mehrere Unterstützungsbilder, so wird dies dadurch angezeigt, daß die einzelnen Bilder numeriert sind. Mit der Taste F5 (RETURN) gelangen Sie wieder in den vorherigen Eingabestatus.
HINWEIS:
Nach Eingabe des kompletten Programmes kann die grafische Simulation gestartet werden (siehe Kapitel 9 dieser Anleitung).
HINWEIS:
Erst in der grafischen Simulation kann die Ausführbarkeit der CNC-Programme überprüft werden. Treten in der Simulation Fehler auf, so müssen diese innerhalb des Editors korrigiert werden.
Wie Programme im Einzelnen korrigiert werden können, entnehmen Sie bitte dem Kapitel 9 dieser Anleitung.
Editierung von Unterprogrammen
Für die Editierung von Unterprogrammen gelten die gleichen Voraussetzungen wie für die Editierung von Hauptprogrammen.
Seite 5
©2004, Sander Informationssysteme GmbH, Holzwickede

Programmierung |
MAHO CNC432/F700 |
Ein Unterschied besteht nur im Eröffnen/Aufrufen eines Unterprogrammes: Da die Unterprogramme im Unterprogrammspeicher abgelegt sind, und auch dort editiert werden müssen, gehen Sie folgendermaßen vor:
Mit anstehender Anzeige "MANUAL MAN.OPER." oder "SINGLE" oder "AUTO" in Bildschirmzeile 1 betätigen Sie zuerst die Tasten
PROGMEM MENU
Damit befinden Sie sich im Programm-Menü, aus dem Sie nun den Speicher anwählen können, in dem Sie editieren möchten, hier :
1 EDIT MACRO (Unterprogrammspeicher)
Auf dem Bildschirm erscheint die Programm-Nummern-Liste des Unterprogrammspeichers. Über den Nummernblock geben Sie nun die Nummer des Unterprogrammes ein, das Sie eröffnen möchten und bestätigen die Nummer mit ENTER und STORE. Sie erhalten auf dem Bildschirm dann eine 'leere' Editorseite.
Die weitere Eingabe erfolgt wie die Eingabe von Hauptprogrammen.
Für den Aufruf eines Unterprogrammes gehen Sie in die Liste der Unterprogramme (siehe oben), wählen dann mit dem Cursor das Programm aus, das Sie editieren möchten und bestätigen die Wahl dann mit der Taste
SEARCH
Das Unterprogramm wird in den Arbeitsspeicher geladen, und kann dort editiert werden.
Kommentareingabe
In der Software ist die Eingabe von Kommentaren auf zwei unterschiedliche Arten zulässig: steuerungskonform über EDITFUN
über die PC-Tastatur
Steuerungskonforme Eingabe von Kommentaren
Die Eingabe von Kommentaren in steuerungskonformer Art ist nur in der Betriebsart MANUAL MAN.OPER möglich.
Über den Softkey F4 (EDITFUN) kann die Funktion für die Kommentareingabe erreicht werden. Nach Betätigen von F4 erhalten Sie eine neue Funktionsleiste mit folgender Belegung:
Stellen Sie sich nun mit den Cursor-Tasten "RAUF/RUNTER" auf den Satz, in den der Kommentar eingegeben werden soll.
Für das in diesem Kapitel weiter vorn stehende Beispiel:
In Satz N2 soll hinter der Adresse T der Kommentar "(10 mm Durchm.)" eingegeben werden.
Stellen Sie zuerst den Cursor auf den Satz N2.
Seite 6
©2004, Sander Informationssysteme GmbH, Holzwickede
Programmierung |
MAHO CNC432/F700 |
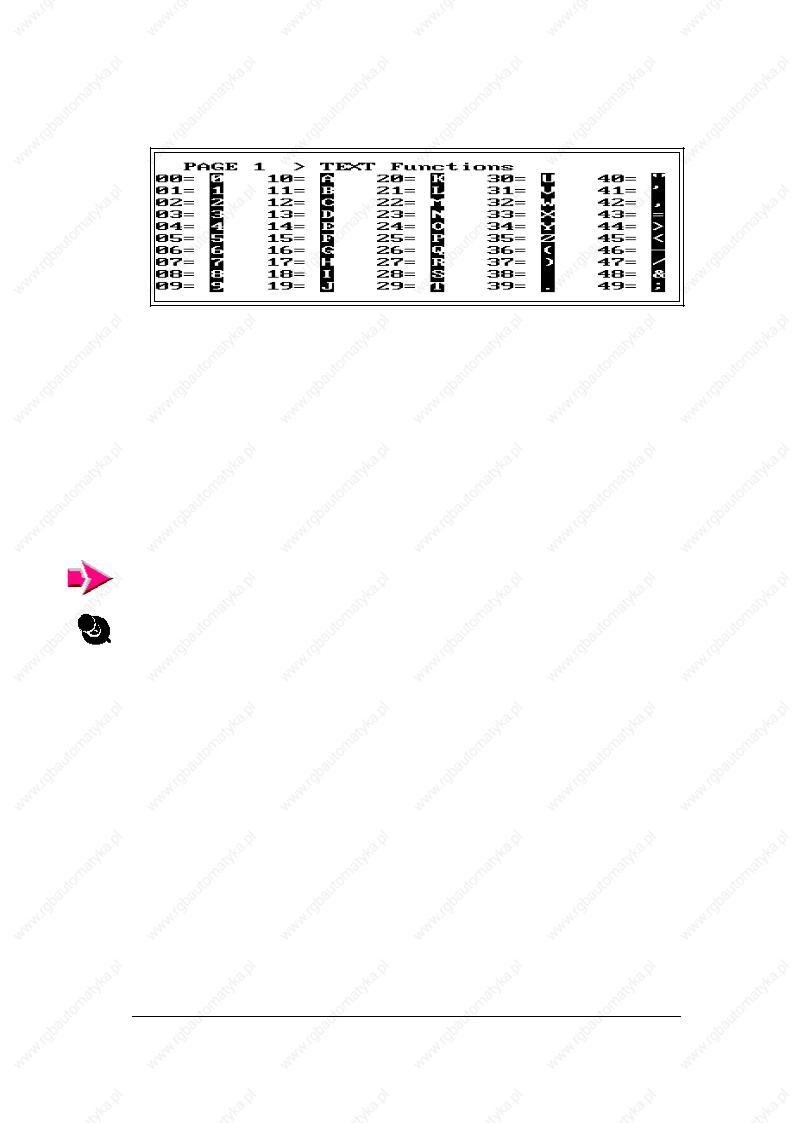
Betätigen Sie dann den Softkey F4 (ED-LINE). Auf dem Bildschirm erscheint dann der Ein- gabe-Editor "Text Functions":
Die oben gezeigte Abbildung zeigt nur einen Teil des gesamten Bildschirmes.
Unterhalb dieser Textfunktionen finden Sie -wie gewohntdie Editierzeile. Hinter dieser Zeile befindet sich im aktuellen Status der Software ein weißer Cursor, der durch die Cursortasten "RECHTS/LINKS" im Satz hin und her bewegt werden kann.
Stellen Sie diesen Cursor nun an die Stelle im Satz, an der der Kommentar eingefügt werden soll. Für das oben angegebene Beispiel: Der Cursor soll hinter der Adresse T1 stehen.
Nun kann der Kommentar eingegeben werden: Dazu wählen Sie hintereinander die beiden Ziffern über das Ziffernfeld an, die vor dem aktuellen Zeichen stehen:
Um als erstes Zeichen die "(" zu erzeugen, drücken Sie also: 36. An der Stelle des Cursors erscheint nun : ( .
Alle weiteren Zeichen des Kommentartextes können auf diese Weise eingegeben werden.
Beachten Sie:
DIE KOMMENTAREINGABE MUSS MIT "(" BEGINNEN UND MIT ")" BEENDET WERDEN.
Ein fehlerhaft eingegebenes Zeichen kann innerhalb der Textfunktionen mit dem Softkey F2 (löscht das Zeichen vor dem Cursor) zurückgenommen werden.
Haben Sie das letzte Zeichen des Kommentares -also: )- eingegeben, betätigen Sie einmal den Softkey F5 (RETURN), sie stehen wieder im "normalen" Editor, dann übernehmen Sie den editierten Satz mit STORE in das Listing.
Auf diese Weise können Sie an jeder beliebigen Stelle im Programm einen Kommentar über das MAHO-Tableau eingeben.
Innerhalb der Textfunktionen haben Sie die Möglichkeit mit der Taste F3 seitenweise durch die zur Verfügung stehenden Funktionen zu schalten:
Seite 1: Textfunktionen (Großbuchstaben)
Seite 2: Textfunktionen (Kleinbuchstaben)
Die ab Seite 3 zur Verfügung stehenden Funktionen Seite 3: Mathematische Funktionen
Seite 4: Programmierbare Makros
Seite 5: Programmierbare Makros
sind auf vergleichbare Weise zu editieren (siehe dazu: Kapitel 7.2).
Kommentareingabe über PC-Tastatur
Bei dieser Art der Kommentareingabe erfolgt die Editierung nur zum Teil über das MAHOTableau. Die Eingabe des eigentlichen Kommentartextes erfolgt über die PC-Tastatur.
Seite 7
©2004, Sander Informationssysteme GmbH, Holzwickede

Programmierung |
MAHO CNC432/F700 |
HINWEIS :
Der Kommentar an jeder beliebigen Stelle im Programm gesetzt werden. Die eingegebenen Kommentare bleiben auch bei der Übertragung zur Maschine erhalten. Sie werden von der Steuerung verstanden und bei der Abarbeitung des Programmes überlesen.
Um nun den Kommentar aus dem Beispielprogramm eingeben zu können, gehen Sie folgendermaßen vor:
Stellen Sie sich mit dem Cursor "RECHTS/LINKS" auf die Adresse im Satz, hinter die der Kommentar eingefügt werden soll.
Betätigen Sie dann die Taste "OPER"
Auf dem Bildschirm erscheint dann im oberen Drittel die Anleitung für das weitere Vorgehen:
"KOMMENTAREINGABE ÜBER ALPHA-TASTATUR ACHTUNG: KEINE KLAMMERN (,) EINGEBEN !! ENDE MIT <RETURN> (ALPHA-TASTATUR)
UND ANSCHLIESSEND STORE (MAHO-TASTATUR)"
Geben Sie also nun direkt den Kommentartext aus dem Beispiel ein: 10mm Durchmesser
Während Sie diesen Kommentar schreiben, wird der Text, den Sie eingeben, in roter Schrift unter der Anleitung angezeigt. Korrekturen sind während dieser Phase möglich. Buchstaben können durch die Taste
<- |
(rechts oben neben der Ziffernreihe PC-Tastatur) |
gelöscht werden. |
|
Danach können die neuen Zeichen eingegeben werden.
Betätigen Sie nach der Eingabe zunächst die <RETURN>-Taste auf Ihrer PC-Tastatur, und dann die Taste
STORE des MAHO-Tableaus.
Der Kommentar erscheint hinter der angewählten Adresse im Programmlisting.
Seite 8
©2004, Sander Informationssysteme GmbH, Holzwickede
 Loading...
Loading...