


de |
Originalbetriebsanleitung - Arbeitsplattenschablone |
6 |
en |
Original operating instructions – worktop template |
10 |
fr |
Notice d'utilisation originale - gabarit modulable |
13 |
es |
Manual de instrucciones original - plantilla de trabajo |
17 |
it |
Manuale originale - dima per piani di lavoro |
21 |
nl |
Oorspronkelijke gebruiksaanwijzing - werkplaatsjabloon |
25 |
sv |
Originalbruksanvisning – bänkskivsschablon |
29 |
fi |
Alkuperäiset käyttöohjeet - työstöalusta |
32 |
da |
Original driftsvejledning - arbejdspladeskabelon |
35 |
nb |
Original bruksanvisning - benkeplatejigg |
38 |
pt |
Manual de instruções original - Molde para bancada |
41 |
|
|
|
ru
cs
pl
lv
lt
sl
sk
Оригинальное руководство по эксплуатации — шаблон для кухонных |
45 |
|
столешниц |
||
|
||
Originální návod k obsluze – šablona na spoje pracovních desek |
49 |
|
Oryginalna instrukcja obsługi - Szablon do blatów kuchennych |
|
|
53 |
||
Oriģinālā lietošanas pamācība - darba plāksnes šablons |
|
|
57 |
||
Originali naudojimo instrukcija – Stalviršių jungimo šablonas |
|
|
61 |
||
Originalna navodila za uporabo – šablona za delovne plošče |
|
|
65 |
||
Originálny návod na použitie – šablóna pre pracovnú dosku |
|
|
69 |
||
|
|
APS 900/2
Festool GmbH |
|
|
Wertstraße 20 |
|
|
D-73240 Wendlingen |
|
|
+49 |
(0)7024/804-0 |
|
+49 |
(0)7024/804-20608 |
|
www.festool.com |
719743_A / 2018-10-16 |
|
1-2 |
|
1 |
|
|
|
|
|
1-3 |
1-1 |
|
|
1-6 |
|
|
1-5 |
|
|
|
|
1-4 |
SZ-D 8,0 |
KR-D 30,0 |
|
|
|
OF 1400 / OF 2200 |
|
2x |
|
HW-D14 |
|
|
NL: PL+5 |
FS-HZ |
Cleantec CT |
|
|
2 |
2-1 |
|
2-2 |
|
|
2-3 |
|
|
2-4 |
|
2-5 |
|
|
|
|
|
3 |
3-1 |
3-2 |
|
3-3 |
3-4 |
|
4-1 |
|
|
4 |
|
|
|
|
|
|
4-2 |
4-3 |
4-4 |
|
|
|
|
4-1 |
|
|
|
|
|
600/650
mm
600/650
mm
5 |
a |
|
|
|
|
b |
|
|
|
5-1 |
6A |
6-2 |
6B |
6-4 |
|
6-1 |
|
|
|
|
6-3 |
|
|
|
|
6-5 |

6C |
6-6 |
6-7 |
6D |
|
|
6-8 |
|
|
|
6-8 |
|
|
|
c |
|
7 |
7-1 |
|
|
|
|
|
|
|
|
7-4 |
|
|
|
7-2 |
|
|
|
7-3 |
|
|
|
7-4 |
|
Deutsch |
|
|
|
|
|
|
|
|
||
|
Inhaltsverzeichnis |
|
* |
Im Lieferumfang der |
Festool |
Oberfräse |
||||
1 |
Symbole....................................................... |
6 |
|
OF 1400 oder OF 2200 enthalten. |
|
|||||
2 |
Geräteelemente/Lieferumfang |
6 |
|
|
|
|
|
|
|
|
|
3 |
Sicherheitshinweise |
|
|||||||
3 |
Sicherheitshinweise.................................... |
6 |
|
|
||||||
|
|
|
||||||||
4 |
Bestimmungsgemäße Verwendung........... |
6 |
|
|
WARNUNG! Lesen Sie alle Sicherheits |
|||||
5 |
Technische Daten........................................ |
6 |
|
|
hinweise und Anweisungen. Versäumnis |
|||||
6 |
Aufbau/Inbetriebnahme.............................. |
7 |
|
se bei der Einhaltung der Sicherheitshinweise |
||||||
7 Arbeiten mit der Arbeitsplattenschablo |
7 |
|
und Anweisungen können elektrischen Schlag, |
|||||||
8 |
ne................................................................. |
|
Brand und/oder schwere Verletzungen verursa |
|||||||
Plattenverbinder fräsen.............................. |
8 |
|
chen. |
|
|
|
|
|||
9 |
Wartung und Reinigung.............................. |
8 |
|
Bewahren Sie alle Sicherheitshinweise und |
||||||
10 Zubehör....................................................... |
8 |
|
Anweisungen für die Zukunft auf. |
|
||||||
11 Umwelt........................................................ |
9 |
|
– Verwenden Sie ein geeignetes Absaugmo |
|||||||
|
|
|
|
|
|
bil, um die anfallenden Stäube aufoder |
||||
1 |
|
Symbole |
|
|
|
|||||
|
|
|
|
abzusaugen. |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
Warnung vor allgemeiner Gefahr |
|
|
– Beachten Sie alle Sicherheitshinweise und |
|||||
|
|
|
|
|
Anweisungen in der Betriebsanleitung des |
|||||
|
|
Betriebsanleitung, Sicherheitshinweise |
|
|
von Ihnen verwendeten Absaugmobils. |
|||||
|
|
|
– Beachten Sie alle Sicherheitshinweise und |
|||||||
|
|
lesen! |
|
|
|
Anweisungen in der Betriebsanleitung der |
||||
|
|
Atemschutz tragen! |
|
|
|
von Ihnen verwendeten Oberfräse. |
||||
|
|
|
|
– Fixieren Sie die Arbeitsplatte mit Festool |
||||||
|
|
|
|
|
|
Hebelzwingen (Zubehör). |
|
|
||
|
|
Tipp, Hinweis |
|
|
– Befestigen Sie die Arbeitsplattenschablone |
|||||
|
|
|
|
|
|
mit Festool Hebelzwingen (Zubehör) auf |
||||
|
|
Handlungsanweisung |
|
|
|
der Arbeitsplatte. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
Nicht in den Hausmüll geben. |
|
4 |
Bestimmungsgemäße |
|
||||
|
|
|
|
|
Verwendung |
|
|
|
||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Mit der Arbeitsplattenschablone und einer Fes |
|||||
2 |
|
Geräteelemente/ |
|
tool Oberfräse, z.B. OF 1400 oder OF 2200, kön |
||||||
|
|
Lieferumfang |
|
|
nen 90°-Eckverbindungen bei Arbeitsplatten |
|||||
|
|
|
|
|
schnell und einfach hergestellt werden. |
|||||
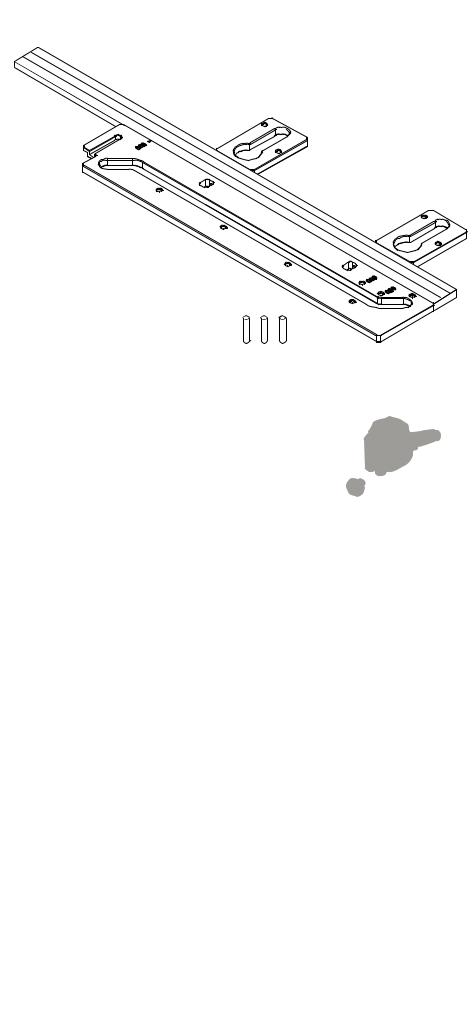
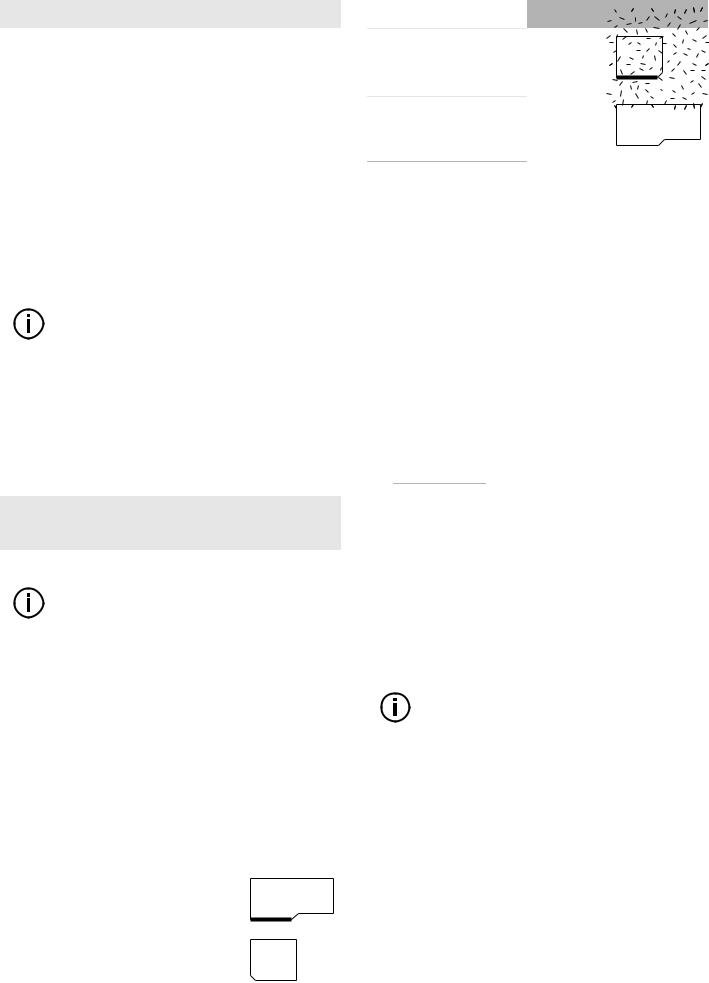
[1-1] |
Frässchablone |
|
||||||||
|
|
Die Arbeitsplattenschablone ist standardmäßig |
||||||||
[1-2] |
Aluminiumprofil MFS-VP 1000 |
|
|
für |
Arbeitsplatten |
mit den |
Tiefen |
600 mm, |
||
|
|
650 mm oder 900 mm ausgelegt. |
|
|||||||
[1-3] |
2 x Plattenverbinderschablonen |
|
|
|
||||||
|
|
Zusätzlich können |
handelsübliche Plattenver |
|||||||
[1-4] |
3 x Bolzen |
|
bindungsbeschläge |
mit |
der |
Arbeitsplatten |
||||
[1-5] 4 x Nutensteine und Schrauben |
|
schablone gefräst werden. Verwendbar sind |
||||||||
|
|
Plattenverbindungsbeschläge |
in den Größen |
|||||||
[1-6] |
Schraubendreher |
|
|
65 mm und 150 mm. |
|
|
|
|||
Zusätzlich benötigte Ausstattung |
|
|
|
Bei nicht bestimmungsgemäßem Ge |
||||||
– Festool Hebelzwingen FS-HZ 160 |
|
|
|
brauch haftet der Benutzer. |
|
|||||
– Festool Oberfräse OF 1400 oder OF 2200 |
|
|
|
|
|
|
|
|
||
|
|
5 |
Technische Daten |
|
|
|||||
– Festool Kopierring KR-D 30,0* |
|
|
|
|
||||||
– Festool Spannzange SZ-D 8,0* |
|
|
|
|
|
|
|
|
||
|
|
Arbeitsplattenschablone APS 900/2 |
|
|||||||
– |
Festool Hartmetalloder Wendeplatten- |
|
|
|
||||||
|
Nutfräser HW S8 D 14/20 |
|
|
Abmessungen Arbeits |
1000 x 380 x 16 mm |
|||||
|
|
Minimale Nutzlänge des Nutfrä |
|
plattenschablone |
|
|
|
|
||
|
|
|
Gewicht |
|
|
|
6,6 kg |
|||
|
|
sers = Arbeitsplattenstärke |
+ |
|
|
|
|
|||
|
|
5 mm |
|
|
|
|
|
|
|
|
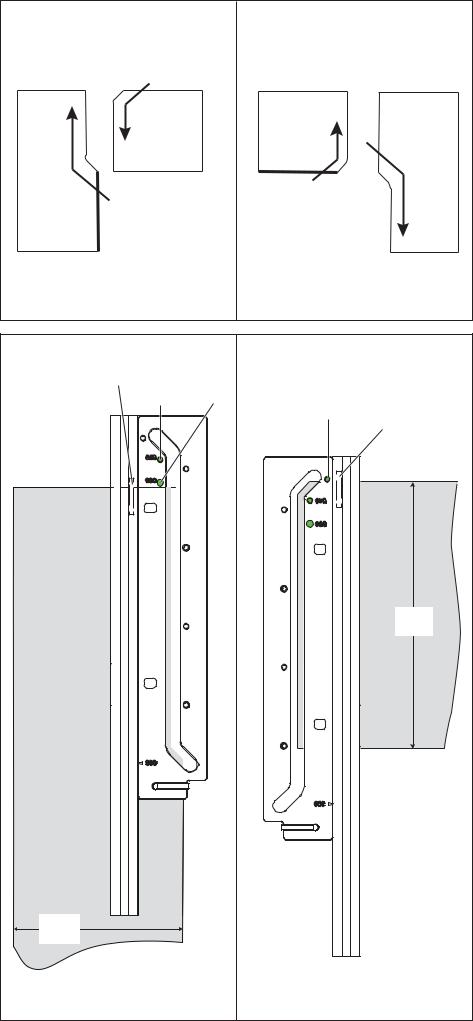
6Aufbau/Inbetriebnahme
6.1Montage
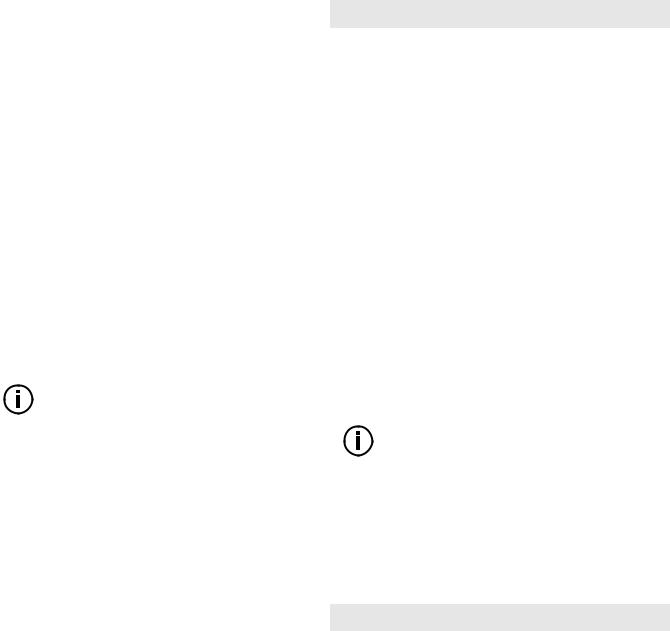
Die Arbeitsplattenschablone entsprechend Bild 2 montieren.
Das Aluminiumprofil [2-1] dient als Führungsund Spannprofil für die Frässchablone [2-5] und die Plattenverbinderschablonen [2-2].
►Nutensteine in das Aluminiumprofil [2-1] einführen [2-3].
►Befestigungsschrauben [2-4] an der Fräs schablone [2-5] und an den Plattenverbin derschablonen [2-2] mit dem mitgelieferten Schraubendreher [1-6] festdrehen.
6.2Oberfräse einrichten
Beachten Sie die Bedienungsanlei tung der Oberfräse.
►Nutfräser in die Oberfräse einbauen.
►Kopierring befestigen.
►Am Revolveranschlag drei gleichmäßige Frästiefen einstellen.
►Absaugschlauch anschliessen.
►Drehzahlstufe 6 an der Oberfräse einstel len.
7Arbeiten mit der
Arbeitsplattenschablone
7.1Arbeitsplattenanordnung
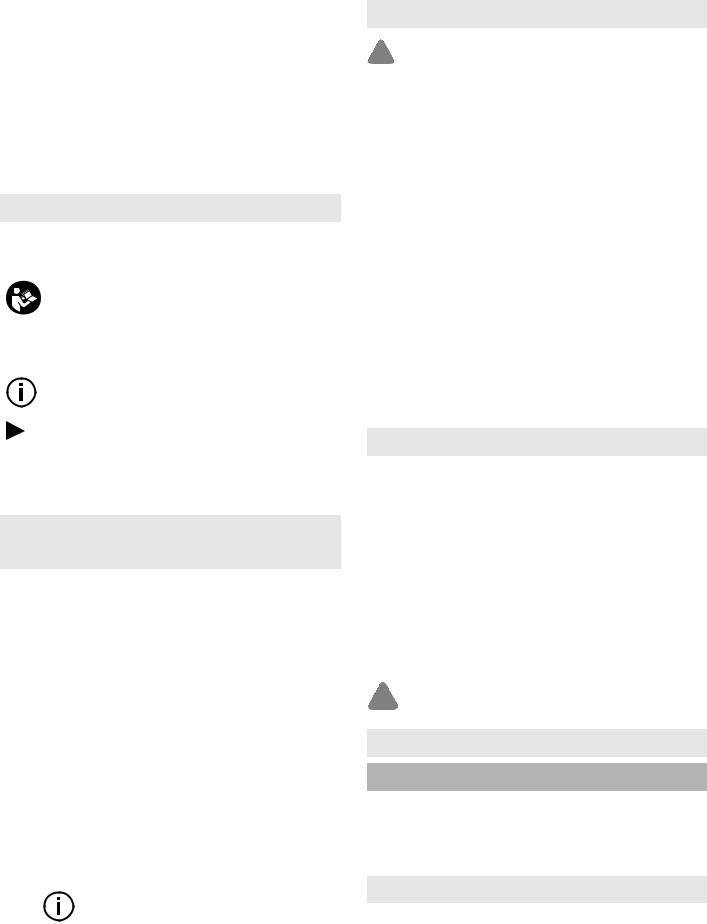
Zum Erstellen einer optimalen, aus rissfreien Verbindung ist es wichtig, die Drehrichtung des Fräsers zu be rücksichtigen. Sonst kommt es durch die austretende Schneide an der Ar beitsplattenkante zu Ausrissen an der sichbaren Radiuskante. Daher müs sen bei einer Eckverbindung die Ar beitsplatten von der Dekorund von der Unterseite bearbeitet werden.
Um ein Ausreißen der Kante zu vermeiden, sind die einzelnen Arbeitsplatten wie folgt zu bear beiten:
Arbeitsplatte |
Arbeitsfläche |
Linke Längsplatte |
Dekor |
[3-1] |
oben |
|
|
Linke Stirnseite der |
zum Be |
Querplatte |
arbeiten |
[3-2] |
drehen |
|
Deutsch |
Arbeitsplatte |
Arbeitsfläche |
Rechte Stirnseite |
Dekor |
der Querplatte |
oben |
[3-3] |
|
Rechte Längsplatte |
zum Be |
[3-4] |
arbeiten |
|
drehen |
7.2Arbeitsplattenschablone positionieren
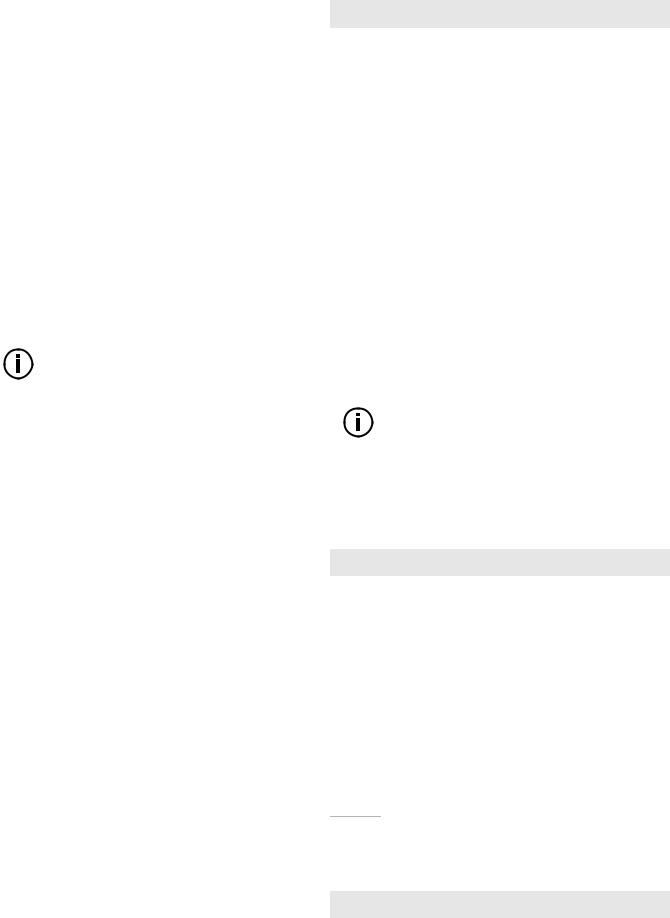
Entsprechend der einzelnen Fräsungen wird die Arbeitsplattenschablone mit den Bolzen auf der Arbeitsplatte ausgerichtet.
►Einen Bolzen entsprechend der Arbeitsplat tentiefe in die dafür vorgesehenen Bohrun gen einstecken.
Tiefe |
Bohrungsmarkierung |
|
600 mm |
Längsplatte |
[4-3] |
|
Querplatte |
[4-4] |
650 mm |
Längsplatte |
[4-2] |
|
Querplatte |
[4-4] |
900 mm |
s. Kap. 7.4 |
|
►Arbeitsplattenschablone mit zwei Bolzen auf Anschlag auf die zu fräsende Seite der Arbeitsplatte (s. Kap. 7.1 ) setzen.
►Frässchablone und Aluminiumprofil auf der Arbeitsplatte mit Hebelzwingen [4-1] fest spannen.
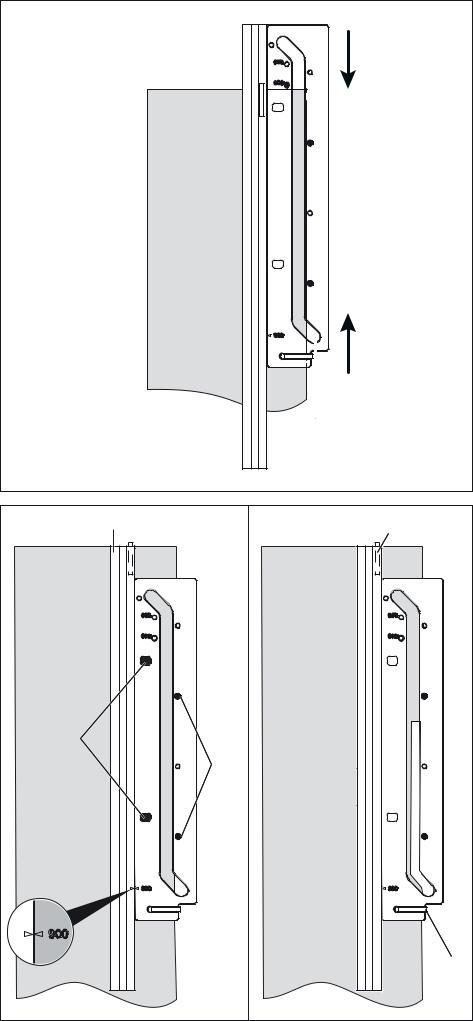
7.3Fräsvorgang
Die Arbeitsplatte wird in zwei Fräsgängen vor gefräst. Anschließend ist ein Schlichtgang über die gesamte Arbeitsplattendicke zu fräsen.
Immer zuerst den Auslauf der Verbin dung bearbeiten und anschließend die Längsseiten. Somit wird sicherge stellt, dass die Innenecke aussrissfrei ist.
Innenecke vorbereiten
►Oberfräse in den Auslauf der Führungs nut [5-1] der Frässchablone einsetzen.
►Oberfräse außerhalb der Arbeitsplatte auf maximale Frästiefe einstellen.
►Den Auslauf der Führungsnut vorsichtig ca. 5 mm mit maximaler Frästiefe einfräsen.
►Oberfräse entlang der Führungsnut aus der Arbeitsplatte führen.
7
Deutsch
1. Fräsgang
►Frästiefe der Oberfräse außerhalb der Ar beitsplatte auf 1/3 der Arbeitsplattendicke einstellen.
►Entlang der Längsseite der Führungsnut in Fräsrichtung (a) fräsen.
2. Fräsgang
►Frästiefe der Oberfräse außerhalb der Ar beitsplatte auf 2/3 der Arbeitsplattendicke einstellen.
►Entlang der Längsseite der Führungsnut in Fräsrichtung (a) fräsen.
Schlichtgang
►Frästiefe der Oberfräse außerhalb der Ar beitsplatte auf maximale Frästiefe einstel len.
►Entlang der Längsseite der Führungsnut in
Fräsrichtung (b) mit maximaler Frästiefe fräsen.
Gehen Sie beim Gegenstück analog vor.
7.4Arbeitsplattentiefe 900 mm
Arbeitsplatten mit einer Tiefe von 900 mm wer den in zwei Arbeitsschritten bearbeitet.
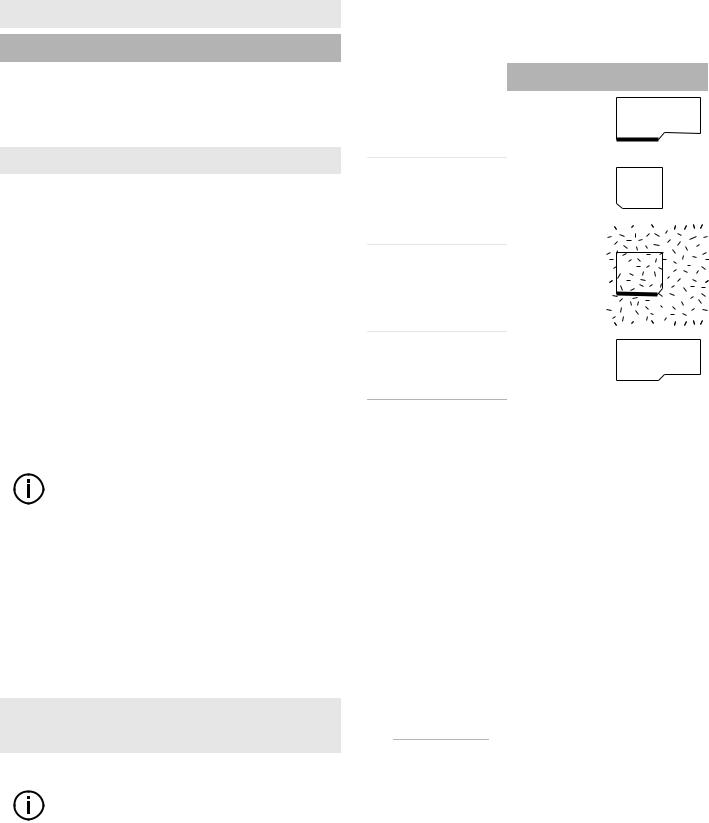
►Frässchablone am Aluminiumprofil ver schieben bis die Kerbe des Aluminiumpro fils auf die Markierung 900 der Frässchab lone zeigt, siehe Bild 6A Lupe.
Beliebige andere Arbeitsplatten tiefen sind ebenfalls möglich. Hierfür die Frässchablone ent sprechend der gewünschten Ar beitsplattentiefe verschieben.
►Befestigungsschrauben zwischen Alumini umprofil und Frässchablone festdre hen [6-1].
►Arbeitsplattenschablone mit den Bolzen an der vorderen Kante ausrichten [6-3]. Alu miniumprofil bündig an der rechten Kante der Arbeitsplatte ausrichten [6-2].
►Hebelzwingen [6-4] + [6-5] befestigen .
►Arbeitsplatte bis zur ungefähren Mitte der Führungsnut fräsen (s. Kapitel 7.3 ).
Erster Teil der Arbeitsplatte ist gefräst. (Bild
6B)
►Befestigungsschrauben lösen [6-1] und He belzwinge an der Frässchablone [6-5] öff nen.
►Frässchablone verschieben (c) bis sich der Auslauf [6-7] außerhalb der Arbeitsplatte befindet und ein Bolzen [6-6] eingesteckt werden kann.
►Befestigungsschrauben festdrehen [6-1].
►Arbeitsplattenschablone mit den Bol zen [6-8] ausrichten und die Hebelzwin ge [6-5] an der Frässchablone befestigen.
►Zweiten Teil der 900 mm tiefen Arbeitsplat te fräsen.
Zweiter Teil der Arbeitsplatte ist gefräst. (Bild
6D)
Gehen Sie beim Gegenstück analog vor.
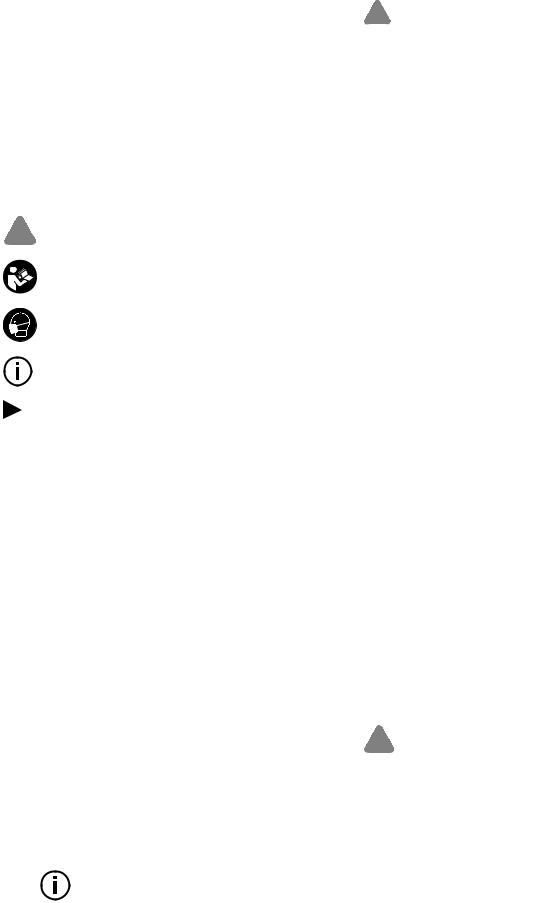
8Plattenverbinder fräsen
Die Aussparungen für die Eckund Plattenver bindungen werden auf den Unterseiten der Ar beitsplatten gefräst.
►Die Arbeitsplattenschablone mit Hilfe der Bolzen ausrichten (bei 65 mm-Plattenver bindern die inneren Bohrungen [7-2], bei 150 mm-Plattenverbindern die äußeren Bohrungen [7-3]) und mit Hebelzwingen befestigen.
►Durch Lösen der Feststellschrauben [7-4] lassen sich die Plattenverbinderschablonen auf den gewünschte Abstand auf dem Alu miniumprofil verschieben.
►Oberfräse montieren (s. Kap. 6.2 )
►Oberfräse positionieren und gewünschte Frästiefe (mindestens die Hälfte der Ar beitsplatte) einstellen.
►In mehreren Durchgängen die Ausfräsun gen im Uhrzeigersinn an beiden Arbeits platten auf die eingestellte Tiefe ausfräsen.
Zum Positionieren des Abstandes der Ausfräsungen, wird die Bohrung in der Frässchablone [7-1] verwendet. Durch das Umdrehen der Arbeitsplat tenschablone bei gleicher Einstellung der Bolzen und Plattenverbinder schablonen, wird eine fluchtende Ausfräsung an beiden Arbeitsplatten gewährleistet.
9Wartung und Reinigung
Arbeitsplattenschablone reinigen
►Reinigen Sie die Arbeitsplattenschablone mit einem feuchten Tuch.
|
|
|
10 |
Zubehör |
|
|
|
|
Ersatzteile APS 900/2 |
Artikel- |
|
|
|
nummer |
[1-3] |
Plattenverbinderschablonen |
493 318 |
[1-4] |
Bolzen |
493 095 |
[1-6] |
Schraubendreher |
466 356 |
8

Deutsch
Die Bestellnummern für Zubehör und Filter fin den Sie in Ihrem Festool Katalog oder im Inter net unter "www.festool.de".
11 Umwelt
Gerät nicht in den Hausmüll werfen!
Geräte, Zubehör und Verpackungen ei ner umweltgerechten Wiederverwertung zuführen. Geltende nationale Vorschriften be
achten.
Informationen zur REACh: www.festool.com/ reach
9
English |
|
|
|
Contents |
|
1 |
Symbols..................................................... |
10 |
2 |
Parts of the device/scope of delivery........ |
10 |
3 |
Safety instructions.................................... |
10 |
4 |
Intended use.............................................. |
10 |
5 |
Technical data........................................... |
10 |
6 |
Set-up/start-up......................................... |
10 |
7 |
Working with the worktop template......... |
11 |
8 |
Routing panel joints.................................. |
12 |
9 |
Maintenance and cleaning........................ |
12 |
10 |
Accessories............................................... |
12 |
11 |
Environment.............................................. |
12 |
1Symbols
 Warning of general danger
Warning of general danger
Read the operating instructions and
safety instructions.
 Wear breathing protection.
Wear breathing protection.
Tip, advice
Handling instruction
Do not dispose of with domestic waste.
2Parts of the device/scope of delivery
[1-1] Routing template
[1-2] MFS-VP 1000 aluminium profile [1-3] 2 x panel joint templates [1-4] 3 x bolts
[1-5] 4 x slot nuts and screws [1-6] Screwdriver
Additional equipment required
–Festool FS-HZ 160 lever clamps
–Festool OF 1400 or OF 2200 router
–Festool KR-D 30.0 copying ring*
–Festool SZ-D 8.0 collet*
–Festool HW S8 D 14/20 carbide or reversi ble blade groove cutter
Minimum useful length of the groove cutter = worktop thick ness + 5 mm
–Festool CT series mobile dust extractor
* Items included with the Festool OF 1400 or OF 2200 router.
3Safety instructions
WARNING! Read and observe all infor mation and safety instructions. Failure to
observe the information and safety instructions may lead to electric shocks, fires and/or seri ous injuries.
Keep all safety information and instructions for future reference.
–Use a suitable mobile dust extractor to ex tract the dust which is created.
–Observe all safety instructions and other instructions in the operating manual for the mobile dust extractor you are using.
–Observe all safety instructions and other instructions in the operating manual for the router you are using.
–Secure the worktop using Festool lever clamps (accessories).
–Secure the worktop template to the work top using Festool lever clamps (accesso ries).
4Intended use
By using the worktop template and a Festool router, e.g. the OF 1400 or OF 2200, 90° corner joints for worktops can be made quickly and easily.
The worktop template is designed as standard for worktops with a depth of 600 mm, 650 mm or 900 mm.
Standard commercially available panel joint fix tures can also be routed using the worktop template. Two sizes of panel joint fixtures may be used: 65 mm and 150 mm.
The user is liable for improper or non-in tended use.
5Technical data
APS 900/2 worktop template
Worktop template di |
1000 x 380 x 16 mm |
mensions |
|
|
|
Weight |
6.6 kg |
6Set-up/start-up
6.1Installation
Attach the worktop template according to fig ure 2.
10
The aluminium profile [2-1] is used as a guide profile and clamping profile for the routing template [2-5] and the panel joint tem plates [2-2].
►Insert the slot nuts into the aluminium pro file [2-1] [2-3].
►Tighten the retaining screws [2-4] on the routing template [2-5] and on the panel joint templates [2-2] using the screwdriver [1-6] provided.
6.2Setting up the router
Observe the operating instructions for the router.
►Fit the groove cutter into the router.
►Attach the copying ring.
►Set three uniform routing depths on the tur ret stop.
►Connect the extractor hose.
►Set the router speed to 6.
7Working with the worktop
template
7.1Worktop arrangement
To make optimal, splinter-free joints, it is important to pay attention to the router direction of rotation. Other wise, splinters will be produced on the visible radius edge by the blade on the worktop edge. For this reason, the worktops must be machined on both the decor side and the underside when being joined.
To prevent splintering on the edges, the individ ual worktops must be machined as follows:
Worktop |
Work surface |
|
Left longitudinal |
Top decor |
|
panel |
|
|
[3-1] |
|
|
Left front side of |
Turn |
for |
transverse panel |
processing |
|
[3-2] |
|
|
Right front side of |
Top decor |
|
transverse panel |
|
|
[3-3] |
|
|
Right longitudinal |
Turn |
for |
panel |
processing |
|
[3-4] |
|
|
English
7.2Positioning the worktop template
The worktop template is aligned with the bolts on the worktop according to the individual mill ing grooves.
►Insert a bolt in the holes provided for this purpose, according to the worktop depth.
Depth |
Hole marking |
|
600 mm |
Longitudinal panel |
[4-3] |
|
Transverse panel |
[4-4] |
650 mm |
Longitudinal panel |
[4-2] |
|
Transverse panel |
[4-4] |
900 mm See chapter 7.4
►Use two bolts to place the worktop template on the stop on the side of the worktop to be routed (see chapter 7.1 ).
►Secure the routing template and aluminium profile on the worktop using lever
clamps [4-1].
7.3Routing procedure
The worktop is routed in two routing steps. Af ter this, the entire thickness of the worktop is routed in a planing step.
Always rout the slot for the joint first and then the long edges. This pre vents splintering on the internal cor ner.
Preparing the inner corner
►Insert the router into the slot for the guide slot [5-1] on the routing template.
►Keeping the router away from the worktop, set the router to the maximum routing depth.
►Carefully rout the slot for the guide slot to approx. 5 mm at the maximum routing depth.
►Guide the router along the guide slot and out of the worktop.
Routing for the first time
►Keeping the router away from the worktop, adjust the routing depth for the router to
1/3 of the thickness of the worktop.
►Rout along the long edge of the guide slot in the routing direction (a).
Routing for a second time
►Keeping the router away from the worktop, adjust the routing depth for the router to
2/3 of the thickness of the worktop.
►Rout along the long edge of the guide slot in the routing direction (a).
11
English
Planing
►Keeping the router away from the worktop, set the routing depth to the maximum rout ing depth.
►Start routing along the long edge of the guide slot in the routing direction (b) at the
maximum routing depth.
Proceed in the same way as with the counter part.
7.4Worktop depth 900 mm
Worktops with a depth of 900 mm are machined in two steps.
►Adjust the routing template on the alumini um profile until the groove on the alumini um profile aligns with the 900 mark on the routing template, see magnification of fig ure 6A.
It is possible to machine worktops of any other depth. To do so, move the routing template so that it corresponds to the chosen work top depth.
►Tighten the retaining screws between the aluminium profile and routing tem plate [6-1].
►Align the worktop template with the bolts on the front edge [6-3]. Align the aluminium profile so that it is flush with the right-hand edge of the worktop [6-2].
►Secure the lever clamps [6-4] + [6-5].
►Rout the worktop approximately up to the centre of the guide slot (see chapter 7.3 ).
The first part of the worktop is routed.(fig.6B)
►Loosen the retaining screws [6-1] and open the lever clamps on the routing tem plate [6-5].
►Move the routing template (c) until the slot [6-7] is positioned off the worktop and a bolt [6-6] can be inserted.
►Tighten the retaining screws [6-1].
►Align the worktop template with the bolts [6-8] and secure the lever clamps [6-5] on the routing template.
►Rout the second part of the 900 mm-deep worktop.
The second part of the worktop is routed. (fig.
6D)
Proceed in the same way as with the counter part.
8Routing panel joints
The recesses for the corner joints and panel joints are routed on the underside of the work top.
►Align the worktop template using the bolts (using the inner holes for 65 mm panel joints [7-2], or using the outer holes for 150 mm panel joints [7-3]) and secure it us ing lever clamps.
►The locking screws [7-4] can be loosened in order to move the panel joint templates to the required distance on the aluminium profile.
►Fit the router (see chapter 6.2 )
►Position the router and set the required routing depth (at least half of the worktop thickness).
►Rout the cut-outs in a clockwise direction on both worktops to the set depth. This should be done in multiple operations.
Use the hole in the routing tem plate [7-1] to position the cut-outs at the correct distance. Turn the work top template without adjusting the bolts and panel joint templates to guarantee correct alignment on both worktops.
9Maintenance and cleaning
Cleaning the worktop template
►Clean the worktop template with a damp cloth.
|
|
|
10 |
Accessories |
|
|
|
|
APS 900/2 spare parts |
Item |
|
|
|
number |
[1-3] |
Panel joint templates |
493 318 |
[1-4] |
Bolts |
493 095 |
[1-6] |
Screwdriver |
466 356 |
The PO numbers of the accessories and filters can be found in the Festool catalogue or on the Internet at "www.festool.com".
11 Environment
Do not dispose of the device in the household waste! Recycle devices, ac cessories and packaging. Observe appli
cable national regulations.
Information on REACH: www.festool.com/reach
12
|
Sommaire |
|
1 |
Symboles................................................... |
13 |
2 |
Éléments de l'appareil/éléments four |
|
|
nis.............................................................. |
13 |
3 |
Consignes de sécurité............................... |
13 |
4 |
Utilisation conforme.................................. |
13 |
5 |
Caractéristiques techniques..................... |
14 |
6 |
Montage/mise en service.......................... |
14 |
7 |
Utilisation du gabarit modulable.............. |
14 |
8 |
Fraisage des pièces d'assemblage de pan |
|
|
neaux......................................................... |
15 |
9 |
Entretien et nettoyage............................... |
16 |
10 |
Accessoires............................................... |
16 |
11 |
Environnement.......................................... |
16 |
1Symboles
 Avertit d'un danger général
Avertit d'un danger général
Lire le mode d'emploi et les consignes
de sécurité !
 Porter une protection respiratoire !
Porter une protection respiratoire !
Conseil, information
Instruction
Ne pas jeter avec les ordures ménagè res.
2Éléments de l'appareil/ éléments fournis
[1-1] Gabarit de fraisage
[1-2] Profilé en aluminium MFS-VP 1000
[1-3] 2 gabarits pour pièces d'assemblage de panneaux
[1-4] 3 goujons
[1-5] 4 languettes écrous et vis [1-6] Tournevis
Équipement supplémentaire nécessaire
–Serre-joints à levier FS-HZ 160
–Défonceuse Festool OF 1400 ou OF 2200
–Bague de copiage Festool KR-D 30,0*
–Pince de serrage Festool SZ-D 8,0*
–Fraise à rainurer Festool avec plaquettes carbure ou réversibles HW S8 D 14/20
Français
Longueur utile minimale de la fraise à rainurer = épaisseur du plan de travail + 5 mm
–Aspirateur Festool de la série CT
* Compris dans la livraison standard de la dé fonceuse Festool OF 1400 ou OF 2200.
3Consignes de sécurité
AVERTISSEMENT Veuillez lire toutes les consignes de sécurité et instructions. Le non-respect des consignes de sécurité et des instructions peut provoquer une décharge élec trique, un incendie et/ou des blessures graves.
Conserver toutes les consignes de sécurité et instructions afin de pouvoir les consulter ulté rieurement.
–Utilisez un aspirateur adapté afin d'aspirer les poussières dégagées.
–Veuillez tenir compte de toutes les consi gnes de sécurité et instructions de la notice d'utilisation se référant à l'aspirateur.
–Respecter toutes les consignes de sécurité et instructions de la notice d'utilisation cor respondant à la défonceuse utilisée.
–Fixer le plan de travail avec des serrejoints à levier Festool (accessoires).
–Fixer le gabarit modulable sur le plan de travail avec des serre-joints à levier Fes tool (accessoires).
4Utilisation conforme
Le gabarit modulable et une défonceuse Fes tool, par ex. OF 1400 ou OF 2200, permettent de réaliser facilement et rapidement des assem blages à 90° sur des plans de travail.
En version standard, le gabarit modulable est conçu pour des plans de travail d'une profon deur de 600 mm, 650 mm ou 900 mm.
En outre, le gabarit modulable permet de pro céder au fraisage des ferrures d'assemblage de panneaux courantes. Il est possible d'utiliser des ferrures d'assemblage de panneaux de 65 mm et 150 mm.
L'utilisateur est responsable des dom mages provoqués par une utilisation non
conforme.
13
Français
5Caractéristiques techniques
Gabarit modulable APS 900/2
Dimensions du gabarit |
1000 x 380 x 16 mm |
modulable |
|
Poids |
6,6 kg |
6Montage/mise en service
6.1Montage
Monter le gabarit modulable comme décrit dans la figure 2.
Le profilé en aluminium [2-1] sert de profilé de guidage et de serrage pour le gabarit de fraisa ge [2-5] et les gabarits pour pièces d'assem blage de panneaux [2-2].
►Introduire [2-3] les languettes écrous dans le profilé en aluminium [2-1].
►Serrer les vis de fixation [2-4] du gabarit de fraisage [2-5] et des gabarits pour pièces d'assemblage de panneaux [2-2] au moyen du tournevis [1-6] fourni.
6.2Réglage de la défonceuse
Respecter les consignes fournies dans la notice d'utilisation de la dé fonceuse.
►Installer la fraise à rainurer dans la défon ceuse.
►Fixer la bague de copiage.
►Régler trois profondeurs de fraisage unifor mes sur la butée revolver.
►Raccorder le tuyau d'aspiration.
►Régler la défonceuse sur le niveau de vites se 6.
7Utilisation du gabarit
modulable
7.1Disposition des plans de travail
Pour réaliser un assemblage optimal sans arrachement, il est important de tenir compte du sens de rotation de la fraise. Sinon, il est impossible d'éviter un arrachement sur l'arête de rayon visible en raison de la sortie de l'arête de coupe au niveau du bord du plan de travail. Dans le cas des assembla ges en angle, il est donc nécessaire de fraiser les plans de travail par le dessus et par le dessous.
Afin d'éviter un arrachement sur les bords, frai ser les différents plans de travail comme indi qué ci-dessous :
Plan de travail |
Surface de travail |
|
Panneau longitu |
Dessus |
en |
dinal gauche |
haut |
|
[3-1] |
|
|
Face avant gau |
Tourner |
|
che du panneau |
pour le frai |
|
transversal |
sage |
|
[3-2] |
|
|
Face avant droite |
Dessus |
en |
du panneau |
haut |
|
transversal |
|
|
[3-3] |
|
|
Panneau longitu |
Tourner |
|
dinal droit |
pour le frai |
|
[3-4] |
sage |
|
7.2Positionnement du gabarit modulable
Le gabarit modulable doit être positionné sur le plan de travail au moyen des goujons, de ma nière adaptée aux différents fraisages à effec tuer.
►En fonction de la profondeur du plan de tra vail, insérer un goujon dans les orifices pré vus à cette fin.
Profondeur |
Marquage de l'orifice |
|
600 mm |
Panneau longitudinal |
[4-3] |
|
Panneau transversal |
[4-4] |
650 mm |
Panneau longitudinal |
[4-2] |
|
Panneau transversal |
[4-4] |
900 mm |
Cf. chap. 7.4 |
|
►Au moyen de deux goujons, installer le ga barit modulable en butée sur le côté à frai ser du plan de travail (cf. chap. 7.1 ).
►Serrer le gabarit de fraisage et le profilé en aluminium sur le plan de travail au moyen des serre-joints à levier [4-1].
7.3Fraisage
Le plan de travail doit être fraisé en deux pas ses de fraisage. Ensuite, effectuer une passe de finition en fraisant sur toute l'épaisseur du plan de travail.
14
Toujours réaliser l'extrémité de l'as semblage avant les côtés longitudi naux. Ceci permet d'exclure tout ris que d'arrachement sur l'angle intér ieur.
Préparer l'angle intérieur
►Placer la défonceuse sur l'extrémité de la rainure de guidage [5-1] du gabarit de frai sage.
►Régler la défonceuse hors du plan de travail sur la profondeur de fraisage maximale.
►Fraiser avec précaution sur env. 5 mm l'ex trémité de la rainure de guidage à la pro fondeur de fraisage maximale.
►Retirer la défonceuse du plan de travail le long de la rainure de guidage.
1ère passe de fraisage
►Régler la profondeur de fraisage de la dé fonceuse hors du plan de travail sur 1/3 de l'épaisseur du plan de travail.
►Fraiser le long du côté longitudinal de la rainure de guidage, dans le sens de fraisa ge (a).
2e passe de fraisage
►Régler la profondeur de fraisage de la dé fonceuse hors du plan de travail sur 2/3 de l'épaisseur du plan de travail.
►Fraiser le long du côté longitudinal de la rainure de guidage, dans le sens de fraisa ge (a).
Vitesse de finition
►Régler la défonceuse hors du plan de travail sur la profondeur de fraisage maximale.
►Fraiser le long du côté longitudinal de la rainure de guidage, dans le sens de fraisa
ge (b), à la profondeur de fraisage maxima le.
Procédez de la même manière pour la contrepièce.
7.4Plans de travail d'une profondeur de 900 mm
Le fraisage des plans de travail d'une profon deur de 900 mm s'effectue en deux étapes.
►Déplacer le gabarit de fraisage sur le profilé en aluminium jusqu'à ce que l'encoche du profilé pointe vers le marquage 900 du ga barit ; voir gros plan de la figure 6A.
Français
Toutes les autres profondeurs de plan de travail sont également possibles. Pour cela, déplacer le gabarit de fraisage en fonction de la profondeur de plan de travail souhaitée.
►Serrer les vis de fixation entre le profilé en aluminium et le gabarit de fraisage [6-1].
►Au moyen des goujons, ajuster la position du gabarit modulable au niveau du bord avant [6-3]. Aligner le profilé en aluminium sur le bord droit du plan de travail [6-2].
►Fixer les serre-joints à levier [6-4] + [6-5].
►Fraiser le plan de travail à peu près jus qu'au centre de la rainure de guidage (cf. chapitre 7.3 ).
Le fraisage de la première partie du plan de travail est terminé.(figure 6B)
►Desserrer les vis de fixation [6-1] et ouvrir le serre-joint à levier du gabarit de fraisa ge [6-5].
►Déplacer le gabarit de fraisage (c) jusqu'à ce que l'extrémité [6-7] se trouve hors du plan de travail et qu'un goujon [6-6] puisse être inséré.
►Serrer les vis de fixation [6-1].
►Au moyen des goujons [6-8], ajuster la po sition du gabarit modulable et fixer les ser re-joints à levier [6-5] sur le gabarit de frai sage.
►Fraiser la seconde partie du plan de travail d'une profondeur de 900 mm.
Le fraisage de la seconde partie du plan de tra vail est terminé.(figure 6D)
Procédez de la même manière pour la contrepièce.
8Fraisage des pièces
d'assemblage de panneaux
Les évidements pour les raccords d'angle et les pièces d'assemblage de panneaux doivent être fraisés sur le dessous des plans de travail.
►Au moyen des goujons, ajuster la position du gabarit modulable (les orifices intér ieurs [7-2] pour les pièces d'assemblage de panneaux de 65 mm et les orifices exté rieurs [7-3] pour les pièces d'assemblage de panneaux de 150 mm).
►En desserrant les vis de blocage [7-4], il est possible de déplacer les gabarits pour piè ces d'assemblage de panneaux sur le profi lé en aluminium de manière à obtenir l'écart souhaité.
15

Français
►Monter la défonceuse (cf. chap. 6.2 )
►Positionner la défonceuse et régler la pro fondeur de fraisage souhaitée (au moins la moitié du plan de travail).
►Réaliser en plusieurs passes dans le sens horaire les fraisages sur les deux plans de travail, à la profondeur réglée.
Pour régler l'écartement des fraisa ges, utiliser l'orifice du gabarit de fraisage [7-1]. Pour assurer l'aligne ment des fraisages des deux plans de travail, retourner le gabarit modula ble et régler en même temps les gou jons et les gabarits pour pièces d'as semblage de panneaux.
9Entretien et nettoyage
Nettoyage du gabarit modulable
►Nettoyer le gabarit modulable avec un chif fon humide.
|
|
|
10 |
Accessoires |
|
|
|
|
Pièces détachées APS 900/2 |
Référen |
|
|
|
ce |
[1-3] Gabarits pour pièces d'as |
493 318 |
|
|
semblage de panneaux |
|
[1-4] |
Goujons |
493 095 |
[1-6] |
Tournevis |
466 356 |
Vous trouverez les références des accessoires et des filtres dans votre catalogue Festool ou sur Internet, à l'adresse « www.festool.fr ».
11 Environnement
Ne pas jeter l'appareil avec les ordures ménagères ! Veiller à un recyclage éco logique de l'appareil, des accessoires et des emballages. Respecter les règlements na
tionaux en vigueur.
Informations à propos de REACh : www.fes tool.com/reach
16
|
Índice de contenidos |
|
1 |
Símbolos.................................................... |
17 |
2 |
Elementos de la herramienta/dotación de |
|
|
suministro................................................. |
17 |
3 |
Indicaciones de seguridad........................ |
17 |
4 |
Uso conforme a lo previsto....................... |
17 |
5 |
Datos técnicos........................................... |
18 |
6 |
Estructura/puesta en servicio.................. |
18 |
7 |
Trabajar con la plantilla de trabajo........... |
18 |
8 |
Fresar uniones de planchas..................... |
19 |
9 |
Mantenimiento y limpieza......................... |
19 |
10 |
Accesorios................................................. |
20 |
11 |
Medioambiente.......................................... |
20 |
1Símbolos
 Aviso de peligro general
Aviso de peligro general
Leer el manual de instrucciones y las
 indicaciones de seguridad
indicaciones de seguridad  Utilizar protección respiratoria
Utilizar protección respiratoria
Consejo, indicación
Guía de procedimiento
No depositar en la basura doméstica.
2Elementos de la herramienta/dotación de suministro
[1-1] Plantilla para fresar
[1-2] Perfil de aluminio MFS-VP 1000 [1-3] 2 x plantillas para uniones de planchas [1-4] 3 x pernos
[1-5] 4 x lengüetas insertadas y tornillos [1-6] Destornillador
Equipamiento adicional necesario
–Mordazas de palanca Festool FS-HZ 160
–Fresadora Festool OF 1400 o OF 2200
–Anillo copiador Festool KR-D 30,0*
–Pinza Festool SZ-D 8,0*
–Fresa de ranurar de metal duro o placa re versible HW S8 D 14/20
Español
Longitud útil mínima de la fresa de ranuras = grosor de base de trabajo + 5 mm
–Aspirador multiuso Festool de la serie CT
* Incl. en la dotación de suministro de la fresa dora Festool OF 1400 o OF 2200.
3Indicaciones de seguridad
ADVERTENCIA. Leer y observar todas las indicaciones de seguridad. Si no se cum plen debidamente las indicaciones de seguridad y las instrucciones, puede producirse una des carga eléctrica, quemaduras o lesiones graves.
Guardar todas las indicaciones de seguridad e instrucciones para que sirvan de futura refe rencia.
–Utilice un aspirador multiuso apropiado pa ra aspirar el polvo generado.
–Observe todas las normas de seguridad y las indicaciones contenidas en el manual de instrucciones de su sistema móvil de as piración.
–Tenga en cuenta todas las indicaciones de seguridad y las instrucciones del manual de instrucciones de la fresadora que utili ce.
–Fije la plantilla de trabajo con mordazas de palanca Festool (accesorios).
–Fije la plantilla de trabajo con mordazas de palanca Festool (accesorios) en la base de trabajo.
4Uso conforme a lo previsto
Con la plantilla de trabajo y una fresadora Fes tool, p. ej. OF 1400 o OF 2200, pueden fabricar se juntas de 90° en bases de trabajo de manera sencilla y rápida.
La plantilla de trabajo está diseñada de serie para bases de trabajo con profundidades de 600 mm, 650 mm o 900 mm.
Adicionalmente, con la plantilla de trabajo tam bién pueden fresarse herrajes de unión conven cionales para tableros. Pueden utilizarse he rrajes de unión de tableros de los tamaños 65 mm y 150 mm.
El usuario será responsable de cualquier utilización indebida.
17
Español |
|
|
|
|
|
5 |
Datos técnicos |
|
|
|
|
Plantilla de trabajo APS 900/2 |
|
|
Dimensiones de la plantilla de |
1000 x 380 x |
|
trabajo |
16 mm |
|
Peso |
|
6,6 kg |
6Estructura/puesta en servicio
6.1Montaje
Montar la plantilla de trabajo de acuerdo con la imagen 2.
El perfil de aluminio [2-1] sirve como perfil de guiado y de sujeción para la plantilla para fre sar [2-5] y las plantillas de uniones de planchas
[2-2].
►Introducir las lengüetas insertadas en el perfil de aluminio [2-1][2-3].
►Apretar los tornillos de fijación [2-4] de la plantilla para fresar [2-5] y de las plantillas para uniones de planchas [2-2] con el des tornillador [1-6] incluido.
6.2Ajuste de la fresadora
Tenga en cuenta el manual de ins trucciones de la fresadora.
►Montar la fresa de ranuras en la fresadora.
►Fijar el anillo copiador.
►Ajustar tres profundidades de fresado uni formes en el tope revólver.
►Conectar el tubo flexible de aspiración.
►Ajustar la velocidad 6 en la fresadora.
7Trabajar con la plantilla de
trabajo
7.1Disposición de la encimera
A fin de obtener un ensamblaje ópti mo y sin desgarros es importante te ner en cuenta el sentido de giro de la fresa. De lo contrario, pueden produ cirse desgarros en el borde visible del radio como consecuencia del filo sa liente del canto de la base de trabajo. Por tanto, en caso de ensamblaje an gular, las bases de trabajo deben pro cesarse por el lado de decoración y por el lado inferior.
Para evitar que el canto se desgarre, las dife rentes bases de trabajo deben tratarse como se indica a continuación:
Base de trabajo |
Superficie de trabajo |
|
Base longitudinal |
Decoración |
|
izquierda |
arriba |
|
[3-1] |
|
|
Lado frontal iz |
girar |
para |
quierdo de la |
procesar |
|
plancha transver |
|
|
sal |
|
|
[3-2] |
|
|
Lado frontal dere |
Decoración |
|
cho de la plancha |
arriba |
|
transversal |
|
|
[3-3] |
|
|
Plancha longitudi |
girar |
para |
nal derecha |
procesar |
|
[3-4] |
|
|
7.2Posicionamiento de la plantilla de trabajo
La plantilla de trabajo se alinea con los pernos de la base de trabajo en función de los diferen tes fresados.
►Introducir un perno acorde con la profundi dad de la base de trabajo en los orificios previstos para ello.
Profundidad |
Marcado de orificio |
|
600 mm |
Plancha longitudinal |
[4-3] |
|
Plancha transversal |
[4-4] |
650 mm |
Plancha longitudinal |
[4-2] |
|
Plancha transversal |
[4-4] |
900 mm |
ver cap. 7.4 |
|
►Colocar la plantilla de trabajo con dos per nos haciendo tope con el lado a fresar de la base de trabajo (ver cap. 7.1 ).
►Fijar la plantilla para fresar y el perfil de aluminio sobre la base de trabajo con mor dazas de palanca [4-1].
7.3Proceso de fresado
La plantilla de trabajo se fresa previamente en dos pasadas de fresado. A continuación, debe realizarse una pasada de desbaste por todo el grosor de la base de trabajo.
Primero, mecanizar siempre la salida de la unión y después los lados longi tudinales. Así se asegura de que la escuadra interior no sufre desgarros.
18
Español
Preparación de escuadra interior
►Colocar la fresadora en la salida de la ranu ra guía [5-1] de la plantilla para fresar.
►Ajustar la fresadora fuera de la base de tra bajo a la profundidad de fresado máxima.
►Comenzar a fresar la salida de la ranura guía con cuidado, aprox. 5 mm, con profun didad máxima.
►Guiar la fresadora por la ranura guía afuera de la base de trabajo.
1.ª operación de fresado
►Ajustar la profundidad de fresado de la su perficie de fuera de la base de trabajo a un
1/3 del grosor de la base de trabajo.
►Fresar a lo largo del lado longitudinal de la ranura guía, en dirección de fresado (a).
2.ª operación de fresado
►Ajustar la profundidad de fresado de la su perficie de fuera de la base de trabajo a 2/3
►Fresar la base de trabajo aprox. hasta la mitad de la ranura guía (ver capítulo 7.3 ).
La primera parte de la base de trabajo está fre sada.(imagen 6B)
►Soltar los tornillos de fijación [6-1] y abrir las mordazas de palanca de la plantilla para fresar [6-5].
►Mover la plantilla para fresar (c) hasta que la salida [6-7] quede fuera de la base de trabajo y pueda insertarse un perno [6-6].
►Apretar los tornillos de fijación [6-1].
►Alinear la plantilla de trabajo con los per nos [6-8] y fijar la mordaza de palanca [6-5] en la plantilla para fresar.
►Fresar la segunda parte de la base de tra bajo de 900 mm de profundidad.
La segunda parte de la base de trabajo está fre sada.(imagen 6D)
Proceda de forma análoga con la contrapieza.
►Fresar a lo largo del lado longitudinal de la 8 Fresar uniones de planchas ranura guía, en dirección de fresado (a). Las entalladuras para las uniones angulares ydel grosor de la base de trabajo.
Pasada de desbastado
►Ajustar la profundidad de fresado de la fre sadora fuera de la base de trabajo a la pro fundidad máxima de fresado.
►Fresar a lo largo del lado longitudinal de la ranura guía en dirección de fresado (b) con
profundidad máxima.
Proceda de forma análoga con la contrapieza.
7.4Profundidad de la base de trabajo 900 mm
Las bases de trabajo con una profundidad de 900 mm se mecanizan en dos pasos de trabajo.
►Mover la plantilla de fresar por el perfil de aluminio hasta que la muestra del perfil de aluminio apunte a la marca 900 de la planti lla de fresar, ver la imagen 6A Lupa.
Puede emplearse cualquier pro fundidad de base de trabajo que se desee. Para ello, mover la plantilla de fresar a la profundi dad de base de trabajo deseada.
►Apretar los tornillos de fijación entre el per fil de aluminio y la plantilla para fre
sar [6-1].
►Alinear la plantilla de trabajo en el borde delantero con los pernos [6-3]. Alinear el perfil de aluminio que quede a ras con el borde derecho de la base de trabajo [6-2].
►Fijar las mordazas de palanca [6-4] + [6-5].
de planchas se fresan en los lados inferiores de las bases de trabajo.
►Alinear la plantilla de trabajo con ayuda de los pernos (en las uniones de planchas de 65 mm, los orificios interiores [7-2], en uniones de planchas de 150 mm los orificios exteriores [7-3]) y fijarla con las mordazas de palanca.
►Si se aflojan los tornillos de retención [7-4], las plantillas de las uniones de planchas pueden moverse sobre el perfil de aluminio a la distancia deseada.
►Montar la fresadora (ver cap. 6.2 )
►Posicionar la fresadora y ajustar la profun didad de fresado deseada (como mínimo, la mitad de la base de trabajo).
►En varias pasadas, fresar las ranuras fresa das en sentido horario en ambas bases de trabajo según la profundidad ajustada.
Para posicionar la distancia de las ra nuras fresadas se utiliza el orificio de la plantilla de fresar [7-1]. Al girar la plantilla de trabajo manteniendo el mismo ajuste de los pernos y de las plantillas de las uniones de planchas se garantiza que las ranuras fresadas de ambas bases de trabajo queden alineadas.
9Mantenimiento y limpieza
Limpieza de la plantilla de trabajo
19

Español
►Limpie la plantilla de trabajo con un paño húmedo.
|
|
|
10 |
Accesorios |
|
|
|
|
Piezas de repuesto APS 900/2 |
Referen |
|
|
|
cia |
[1-3] Plantillas de uniones de |
493 318 |
|
|
planchas |
|
[1-4] |
Pernos |
493 095 |
[1-6] |
Destornillador |
466 356 |
Los números de pedido de los accesorios y los filtros figuran en el catálogo Festool o en la di rección de Internet "www.festool.es".
11 Medioambiente
No desechar la herramienta con la ba sura doméstica. Reciclar las herramien tas, los accesorios y los embalajes de
forma respetuosa con el medio ambiente. Res petar las disposiciones nacionales vigentes.
Información sobre REACh: www.festool.com/ reach
20
|
Sommario |
|
1 |
Simboli....................................................... |
21 |
2 |
Elementi dell'apparecchio/Fornitura stan |
|
|
dard........................................................... |
21 |
3 |
Avvertenze per la sicurezza...................... |
21 |
4 |
Utilizzo conforme...................................... |
21 |
5 |
Dati tecnici................................................. |
22 |
6 |
Montaggio/Messa in funzione................... |
22 |
7 |
Lavorazione con la dima per piani di lavo |
|
|
ro............................................................... |
22 |
8 |
Fresatura di giunzioni di piani.................. |
23 |
9 |
Manutenzione e pulizia............................. |
24 |
10 |
Accessori................................................... |
24 |
11 |
Ambiente................................................... |
24 |
1Simboli
 Avvertenza di pericolo generico
Avvertenza di pericolo generico
Leggere le istruzioni d'uso e le avver
tenze di sicurezza.
Indossare un dispositivo di protezione delle vie respiratorie.
Consiglio, avvertenza
Indicazione operativa
Non smaltire tra i rifiuti domestici.
2Elementi dell'apparecchio/ Fornitura standard
[1-1] Multidima di fresatura
[1-2] Profilo di alluminio MFS-VP 1000 [1-3] 2 x dime per giunzioni dei piani [1-4] 3 x perni
[1-5] 4 x dadi per cave a T e viti [1-6] Cacciavite
Ulteriore attrezzatura necessaria
–Morsetti con bloccaggio a leva Festool FSHZ 160
–Fresatrice Festool OF 1400 o OF 2200
–Anello a copiare Festool KR-D 30,0*
–Pinza di bloccaggio Festool SZ-D 8,0*
–Fresa al widia o per scanalare Festool HW S8 D 14/20
Italiano
Lunghezza utile minima della fre sa per scanalature = spessore piano di lavoro + 5 mm
–Unità mobile di aspirazione Festool della serie CT
* In dotazione alla fresatrice Festool OF 1400 o OF 2200.
3Avvertenze per la sicurezza
AVVERTENZA! Leggere tutte le avverten ze per la sicurezza e le indicazioni. Even tuali errori nell'osservanza delle avvertenze di sicurezza e delle istruzioni d'uso possono pro
vocare scosse elettriche, incendi e/o gravi le sioni.
Conservare tutte le avvertenze di sicurezza e le istruzioni d'uso per riferimenti futuri.
–Utilizzare un'idonea unità mobile di aspira zione per rimuovere o aspirare la polvere prodotta.
–Osservare tutte le avvertenze di sicurezza e le istruzioni contenute nel manuale dell'u nità mobile di aspirazione utilizzata.
–Osservare tutte le avvertenze di sicurezza e le istruzioni contenute nel manuale della fresatrice utilizzata.
–Fissare il piano di lavoro mediante morsetti con bloccaggio a leva Festool (accessori).
–Fissare la dima per piani di lavoro al piano di lavoro mediante morsetti con bloccaggio a leva Festool (accessori).
4Utilizzo conforme
Con la dima per piani di lavoro e una fresatrice Festool, ad es. OF 1400 o OF 2200, è possibile realizzare giunzioni angolari di piani di lavoro per cucina a 90°, in modo rapido e semplice.
Di serie, la dima per piani di lavoro è concepita per piani di lavoro con profondità di 600 mm, 650 mm o 900 mm.
Inoltre, con la dima per piani di lavoro si posso no fresare gli alloggiamenti della più comune ferramenta di giunzione per piani di lavoro. Si può utilizzare ferramenta di giunzione per piani di lavoro da 65 mm e 150 mm.
Il proprietario risponde dei danni in caso di uso non appropriato dell'attrezzo.
21
Italiano
5Dati tecnici
Dima di fresatura per piani di lavoro
APS 900/2
Dimensioni dima per |
1000 x 380 x 16 mm |
piani di lavoro |
|
|
|
Peso |
6,6 kg |
6Montaggio/Messa in funzione
6.1Montaggio
Montare la dima per piani di lavoro come in fi gura 2.
Il profilo di alluminio [2-1] serve da profilo di guida e di serraggio per la dima multipla di fre satura [2-5] e le dime per giunzioni dei pia ni [2-2].
►Introdurre i dadi per cave a T [2-3] nel pro filo di alluminio [2-1].
►Serrare le viti di fissaggio [2-4] alla dima multipla di fresatura [2-5] e alle dime per giunzioni dei piani [2-2] utilizzando il cac ciavite in dotazione [1-6].
6.2Allestimento fresatrice
Seguire le istruzioni per l’uso della fresatrice.
►Montare la fresa per scanalature nella fre satrice.
►Fissare l'anello a copiare.
►Regolare tre profondità di fresatura unifor mi sul riscontro rotativo.
►Collegare il tubo flessibile per aspirazione.
►Regolare il numero di giri sul livello 6 sulla fresatrice verticale.
7Lavorazione con la dima per
piani di lavoro
7.1Disposizione dei piani di lavoro
Per realizzare una congiunzione otti male e senza schegge, è importante tenere conto della direzione di rota zione della fresa. Se non si tiene con to di questo fattore si rischia di provo care strappi sugli spigoli a vista del raggio dovuti alla fuoriuscita del ta gliente. Pertanto, per le giunzioni an golari occorre lavorare i piani di lavo ro dalla parte della decorazione e an che dalla parte inferiore.
Per evitare di strappare il bordo, i singoli piani di lavoro devono essere lavorati come segue:
Piastra di lavoro |
Superficie di lavoro |
Piano longitudinale |
Decorazio |
sinistro |
ne sopra |
[3-1] |
|
Ruotare il lato |
per la la |
frontale sinistro |
vorazione |
del piano trasver |
|
sale |
|
[3-2] |
|
Ruotare il lato |
Decorazio |
frontale destro del |
ne sopra |
piano trasversale |
|
[3-3] |
|
Piano longitudinale |
per la la |
destro |
vorazione |
[3-4] |
|
7.2Posizionamento dima per piani di lavoro
A seconda delle singole fresature, la dima per piani di lavoro viene allineata al piano di lavoro mediante i perni.
►Inserire un perno corrispondente alla pro fondità del piano di lavoro in ogni foro predi sposto.
Profondità |
Contrassegno foro |
|
600 mm |
Piano longitudinale |
[4-3] |
|
Piano trasversale |
[4-4] |
650 mm |
Piano longitudinale |
[4-2] |
|
Piano trasversale |
[4-4] |
900 mm vedere Cap. 7.4
►Con due perni applicare la dima per piani di lavoro sulla battuta presente sul lato da fre sare del piano di lavoro (vedere Cap. 7.1 ).
►Serrare la dima multipla di fresatura utiliz zando morsetti con bloccaggio a leva [4-1].
7.3Fresatura
Il piano di lavoro viene prefresato in due pas saggi. Successivamente si deve effettuare un passaggio di finitura sull'intero spessore del piano di lavoro.
Lavorare sempre prima l'estremità della giunzione, poi i lati longitudinali. Ciò garantisce che l'angolo interno sia privo di strappi.
22
 Loading...
Loading...