

Page 1

*
FANUC Series 0 Mate-TC
MANUEL DE L'UTILISATEUR
B-64134FR/01
Page 2
Ȧ T oute reproduction de ce manuel sous quelque forme que ce soit est
interdite.
Ȧ T outes les caractéristiques techniques et conceptions peuvent être
modifiées sans préavis.
Ce manuel décrit le plus grand nombre possible de variations
d’utilisation de l’équipement. Il ne peut répertorier toutes les
combinaisons de caractéristiques, options et commandes qui ne
doivent être essayées. Si une combinaison particulière d’opérations
n’est pas décrite, elle ne doit pas être tentée.
Page 3
PRECAUTIONS DE SECURITE
Cette section décrit les précautions de sécurité relatives à l’utilisation d’unités CNC. Il est essentiel que les
utilisateurs observent ces précautions pour assurer un fonctionnement sûr des machines équipées d’une
commande numérique (toutes les descriptions contenues dans cette section supposent cette configuration). Il faut
noter que certaines précautions correspondent à des fonctions spécifiques et peuvent, par conséquent, ne pas
s’appliquer à certaines unités CNC.
Les utilisateurs doivent aussi observer les précautions de sécurité relatives à la machine, telles qu’elles sont
décrites dans le manuel fourni par le fabricant de la machine–outil. A vant de tenter de faire fonctionner la machine
ou créer un programme de contrôle du fonctionnement de la machine, l’opérateur doit d’abord se familiariser avec
le contenu de ce manuel et des autres manuels correspondants fournis par le constructeur de la machine–outil.
Sommaire
1. DEFINITION DES AVERTISSEMENTS, PRECAUTIONS ET REMARQUES s–2. . .
2. AVERTISSEMENTS ET PRECAUTIONS GENERAUX s–3. . . . . . . . . . . . . . . . . . . . . .
3. AVERTISSEMENTS ET PRECAUTIONS RELATIFS A LA PROGRAMMATION s–5.
4. AVERTISSEMENTS ET PRECAUTIONS RELATIFS A LA MANIPULATION s–7. . . .
5. AVERTISSEMENTS RELATIFS A LA MAINTENANCE QUOTIDIENNE s–9. . . . . . . .
s–1
Page 4
1
AVERTISSEMENT
PRECAUTIONS DE SECURITE
B–64134FR/01
DEFINITION DES A VERTISSEMENTS, PRECAUTIONS ET REMARQUES
Ce manuel inclut des précautions de sécurité destinées à protéger l’utilisateur et à éviter tout dégât
éventuel sur la machine. Les précautions sont classées en Avertissements et en Précautions, selon
leur rapport avec la sécurité. Des informations supplémentaires sont également fournies sous forme
de Notes. Il est recommandé de lire soigneusement les A vertissements, les Précautions et les Notes
avant d’utiliser la machine.
Signale un risque de blessure pour l’utilisateur ou d’endommagement de l’équipement si la
procédure approuvée n’est pas respectée.
PRECAUTION
Signale un risque d’endommagement de l’équipement si la procédure approuvée n’est pas respectée.
REMARQUE
Est utilisée pour fournir des informations supplémentaires, autres que celles contenues dans
Avertissement et Précaution.
Lire soigneusement ce manuel et le conserver dans un endroit sûr.
s–2
Page 5
B–64134FR/01
2
AVERTISSEMENT
PRECAUTIONS DE SECURITE
AVERTISSEMENTS ET PRECAUTIONS GENERAUX
1.
Ne jamais commencer l’usinage d’une pièce sans vérifier au préalable le fonctionnement de la
machine. Avant de commencer une production, s’assurer que la machine fonctionne
correctement en effectuant un cycle d’essai, en utilisant par exemple la fonction bloc par bloc,
correction d’avance ou verrouillage machine, ou en faisant fonctionner la machine sans outil ni
pièce. Si le fonctionnement correct de la machine n’est pas préalablement contrôlé, cela peut
entraîner un comportement imprévu de la machine, pouvant provoquer des dommages à la pièce
et/ou à la machine elle–même, ou blesser l’utilisateur.
2.
Avant d’utiliser la machine, bien vérifier les données entrées.
L’utilisation de la machine avec des données incorrectes peut entraîner un comportement
imprévu de la machine, pouvant provoquer des dommages à la pièce et/ou à la machine
elle–même, ou blesser l’utilisateur.
3.
S’assurer que la vitesse d’avance spécifiée correspond bien à l’opération envisagée.
Généralement, il existe pour chaque machine une vitesse d’avance maximum permise. La
vitesse d’avance appropriée varie en fonction de l’opération envisagée. Se référer au manuel
fourni avec la machine pour déterminer la vitesse d’avance maximum permise. Si une machine
ne fonctionne pas à la vitesse correcte, cela peut entraîner un comportement imprévu de la
machine et provoquer des dommages à la pièce et/ou à la machine elle–même, ou blesser
l’utilisateur.
4.
Dans le cas d’utilisation d’une fonction de compensation d’outil, bien vérifier la direction et la
valeur de la compensation.
L’utilisation de la machine avec des données incorrectes peut entraîner un comportement
imprévu de la machine, pouvant provoquer des dommages à la pièce et/ou à la machine
elle–même, ou blesser l’utilisateur.
5.
Les paramètres de la CNC et du PMC sont préréglés en usine. Habituellement, il n’est pas
nécessaire de les modifier. Toutefois, s’il est indispensable de changer un paramètre,
assurez–vous que vous comprenez parfaitement la fonction du paramètre avant de le modifier .
Une erreur de définition de paramètre peut entraîner un comportement imprévu de la machine,
pouvant provoquer des dommages à la pièce et/ou à la machine elle–même, ou blesser
l’utilisateur.
6.
N’actionnez aucune des touches du pupitre IMD lors de la mise sous tension tant que l’affichage
de position ou l’écran d’alarme ne sont pas apparus sur l’unité CNC.
Certaines des touches du pupitre IMD sont réservées à la maintenance ou à d’autres opérations
spéciales. L ’actionnement de l’une de ces touches peut placer l’unité CNC dans un état différent
de l’état normal. La mise en route de la machine dans cet état peut provoquer un comportement
imprévu.
7.
Le manuel de l’opérateur et celui de programmation fournis avec l’unité CNC contiennent une
description générale des fonctions de la machine, y compris certaines fonctions optionnelles.
Noter que les fonctions optionnelles varieront d’un modèle de machine à l’autre. Ainsi, certaines
fonctions décrites dans les manuels peuvent ne pas être disponibles pour un modèle particulier.
Vérifier les caractéristiques de la machine en cas de doute.
s–3
Page 6

PRECAUTIONS DE SECURITE
B–64134FR/01
AVERTISSEMENT
8.
Certaines fonctions peuvent avoir été implémentées sur demande du fabricant de la
machine–outil. Lors de l’utilisation de telles fonctions, se référer au manuel fourni par le
constructeur de la machine–outil pour les détails concernant leur utilisation et les précautions
relatives.
REMARQUE
Les programmes, les paramètres et les variables macro sont stockés dans des mémoires non volatiles
de l’unité CNC. Habituellement, elles sont maintenues, même lorsque l’alimentation est coupée.
Il peut arriver que ces données soient effacées par inadvertance ou qu’il soit nécessaire de les effacer
au cours d’une récupération après une erreur.
Pour se protéger contre une telle éventualité et assurer une restauration rapide des données effacées,
faites des sauvegardes de toutes les données vitales et gardez la copie de sauvegarde en lieu sûr.
s–4
Page 7
B–64134FR/01
3
AVERTISSEMENT
1.
PRECAUTIONS DE SECURITE
AVERTISSEMENTS ET PRECAUTIONS RELATIFS A LA PROGRAMMATION
Cette section couvre les précautions de sécurité principales relatives à la programmation. Avant
d’entreprendre la programmation, lisez attentivement ce manuel de l’opérateur afin d’être tout à fait
familiarisé avec son contenu.
Réglage du système de coordonnées
Si un système de coordonnées est incorrectement défini, la machine peut fonctionner de façon
imprévue, le programme exécutant une commande de mouvement différente.
Un fonctionnement non prévu peut détériorer l’outil, la machine elle–même, la pièce ou même
causer des blessures à l’utilisateur.
2.
Positionnement par interpolation non linéaire
Dans le cas d’un positionnement par interpolation non linéaire (positionnement au moyen d’un
mouvement non linéaire entre les points de départ et d’arrivée), la trajectoire de l’outil doit être
scrupuleusement vérifiée avant d’effectuer la programmation.
Un positionnement entraîne un déplacement rapide. Si l’outil entre en collision avec la pièce, cela
peut endommager l’outil, la machine elle–même, la pièce ou blesser l’utilisateur.
3.
Fonction utilisant un axe de rotation
Lors de la programmation d’une interpolation en coordonnées polaires ou d’une commande
perpendiculaire, faites particulièrement attention à la vitesse de l’axe de rotation. Une
programmation incorrecte peut donner lieu à une vitesse très élevée de l’axe de rotation ; la force
centrifuge résultante peut alors provoquer le desserrage des mors du mandrin sur la pièce si
celle–ci n’est pas bien fixée.
Un tel accident risque d’endommager l’outil, la machine elle–même, la pièce ou de blesser
l’utilisateur.
4.
Conversion système en pouces/système métrique
La commutation entre les systèmes en pouces et métrique ne convertit pas les unités de mesure
des données telles que la correction du point d’origine pièce, les paramètres et la position
actuelle. Par conséquent, avant de mettre la machine en route, déterminez quelles unités de
mesure vont être utilisées. Entreprendre l’exécution d’une opération avec des données invalides
spécifiées peut endommager l’outil, la machine elle–même, la pièce ou blesser l’utilisateur.
5.
Contrôle de la vitesse de surface constante
Lorsqu’un axe soumis au contrôle de vitesse de surface constante approche l’origine du système
de coordonnées pièce, la vitesse de broche peut devenir excessivement élevée. Aussi, il est
nécessaire de programmer une vitesse maximale permise. Une programmation incorrecte de cette
vitesse maximale permise peut endommager l’outil, la machine elle–même, la pièce ou blesser
l’utilisateur.
s–5
Page 8
PRECAUTIONS DE SECURITE
AVERTISSEMENT
6.
Vérification de la course
Après la mise sous tension, effectuez un retour manuel à la position de référence, comme exigé.
La vérification de la course n’est pas possible tant que le retour manuel à la position de référence
n’a pas été effectué. Notez que lorsque la vérification de la course est désactivée, une alarme n’est
pas émise, même si la limite de course est dépassée, ce qui peut endommager l’outil, la machine
elle–même, la pièce ou blesser l’opérateur.
7.
Mode absolu/incrémental
Si un programme, créé avec des valeurs absolues, est exécuté en mode incrémental, ou vice versa,
la machine peut se comporter de façon imprévue.
8.
Sélection du plan
Si un plan incorrect est spécifié pour l’interpolation circulaire, l’interpolation hélicoïdale ou un
cycle fixe, la machine peut se comporter de façon imprévue. Pour plus de détails, reportez-vous
aux descriptions de chaque fonction.
B–64134FR/01
9.
Fonction de compensation
Si une commande basée sur le système de coordonnées machine ou une commande de retour à
la position de référence est émise en mode de fonction de compensation, la compensation est
temporairement annulée, entraînant un comportement imprévisible de la machine.
Par conséquent, avant d’émettre une des commandes ci–dessus, il faut toujours annuler le mode
de fonction de compensation.
s–6
Page 9
B–64134FR/01
4
AVERTISSEMENT
1.
PRECAUTIONS DE SECURITE
AVERTISSEMENTS ET PRECAUTIONS RELATIFS A LA MANIPULATION
Cette section présente les précautions de sécurité relatives à la manipulation des machines–outils.
Avant d’utiliser la machine, lisez attentivement ce manuel de l’opérateur ainsi que le manuel de
programmation afin d’être tout à fait familiarisé avec leur contenu.
Mode de fonctionnement manuel
Lors de la manipulation manuelle de la machine, déterminez la position actuelle de l’outil et de
la pièce et assurez–vous que l’axe de déplacement, la direction et la vitesse d’avance ont été
spécifiés correctement. Une utilisation incorrecte de la machine peut endommager l’outil, la
machine elle–même, la pièce ou blesser l’opérateur.
2.
Retour manuel à la position de référence
Après la mise sous tension, effectuez un retour manuel à la position de référence, comme exigé.
Si la machine est utilisée sans qu’un retour manuel à la position de référence ne soit
préalablement effectué, elle peut se comporter de façon imprévue. La vérification de la course
n’est pas possible tant que le retour manuel à la position de référence n’a pas été effectué.
Un fonctionnement imprévu de la machine peut endommager l’outil, la machine elle–même, la
pièce ou blesser l’utilisateur.
3.
Avance manuelle par manivelle
En mode d’avance manuelle par manivelle, la rotation de la manivelle par application d’un
facteur d’échelle élevé, tel que 100, provoque le déplacement rapide de l’outil et de la table. Une
mauvaise manipulation peut endommager l’outil et/ou la machine ou blesser l’utilisateur.
4.
Correction désactivée
Si la correction est désactivée (conformément à la programmation d’une variable de macro)
pendant un filetage ou tout autre taraudage, il n’est pas possible de prévoir la vitesse, ce qui peut
endommager l’outil, la machine elle–même, la pièce ou blesser l’utilisateur.
5.
Opération de préréglage/origine
Ne procédez jamais à une opération de préréglage/origine lorsque la machine est en
fonctionnement sous le contrôle d’un programme. La machine risque en effet de se comporter
de façon imprévisible, ce qui peut endommager l’outil, la machine elle–même, la pièce ou blesser
l’utilisateur.
s–7
Page 10
PRECAUTIONS DE SECURITE
AVERTISSEMENT
6.
Décalage du système de coordonnées pièce
L’intervention manuelle, le verrouillage machine ou l’image miroir peut décaler le système de
coordonnées pièce. Prenez soin de bien vérifier le système de coordonnées avant d’utiliser la
machine sous le contrôle d’un programme.
Si la machine est utilisée sous le contrôle d’un programme sans qu’aucune tolérance ne soit
prévue pour le possible décalage du système de coordonnées pièce, elle peut se comporter de
façon imprévisible, endommageant éventuellement l’outil, la machine elle–même ainsi que la
pièce, ou blessant l’opérateur.
7.
Pupitre logiciel opérateur et boutons de menu
L ’utilisationconjointe du pupitre logiciel opérateur et des boutons de menu avec le pupitre IMD,
permet de programmer des opérations qui ne sont pas prises en charge par le pupitre opérateur
de la machine, comme le changement de mode, le changement des valeurs de correction et les
commandes d’avance en mode Jog.
Notez, toutefois, que si vous actionnez par inadvertance les touches du pupitre IMD, la machine
peut se comporter de façon imprévisible, ce qui peut endommager l’outil, la machine elle–même,
la pièce ou blesser l’utilisateur.
B–64134FR/01
8.
Intervention manuelle
Si une intervention manuelle est effectuée pendant le fonctionnement programmé de la machine,
le trajet de l’outil peut varier lorsque la machine est remise en route. Par conséquent, avant de
remettre la machine en route après une intervention manuelle, vérifiez les réglages des boutons
absolus manuels, des paramètres et du mode de commande absolu/incrémental.
9.
Suspension d’avance, correction et mode bloc par bloc
Les fonctions de suspension d’avance, de correction de vitesse d’avance et de mode bloc par bloc
peuvent être désactivées en utilisant la variable système de macro personnalisée nº 3004. Faites
attention en manipulant la machine dans ce cas.
10.
Cycle à vide
Habituellement, un cycle à vide est utilisé pour vérifier le fonctionnement de la machine. Pendant
un cycle à vide, la machine fonctionne à la vitesse à vide, qui est différente de la vitesse d’avance
programmée correspondante. Notez bien que la vitesse à vide peut être parfois supérieure à la
vitesse d’avance programmée.
11.
Compensation de rayon d’outil en mode IMD
Faites bien attention au trajet d’outil spécifié par une commande en mode MDI, car la
compensation du rayon de bec d’outil n’est pas appliquée. Lorsque vous entrez une commande
à partir du pupitre IMD pour interrompre une opération automatique en mode compensation du
rayon de bec d’outil, faites particulièrement attention au trajet de l’outil lorsque vous revenez au
mode de fonctionnement automatique. Pour plus de détails, consultez les descriptions de chaque
fonction.
12.
Edition de programme
Si la machine est arrêtée et qu’ensuite le programme d’usinage soit édité (modification, insertion
ou suppression), la machine peut se comporter de façon imprévue si l’usinage est repris sous le
contrôle de ce programme. Dans tous les cas, ne modifiez, n’insérez ou ne supprimez jamais des
commandes d’un programme d’usinage en cours d’utilisation.
s–8
Page 11
B–64134FR/01
5
AVERTISSEMENT
1.
PRECAUTIONS DE SECURITE
AVERTISSEMENTS RELATIFS A LA MAINTENANCE QUOTIDIENNE
Remplacement des piles de sauvegarde mémoire
Lors du remplacement des piles de sauvegarde mémoire, laisser la machine (CNC) sous tension
et effectuer un arrêt d’urgence de la machine. Comme cette intervention s’effectue avec le
système sous tension et l’armoire ouverte, seul un personnel ayant reçu une formation de sécurité
et de maintenance approuvée est habilité à le faire.
Lors du remplacement des piles, ne pas toucher les circuits à haute tension (signalés par le
symbole
Le contact des circuits à haute tension présente en effet un risque important d’électrocution.
et protégés par un couvercle isolant).
REMARQUE
La CNC utilise des piles pour sauvegarder le contenu de sa mémoire, car elle doit conserver des
données telles que les programmes, les valeurs de correction et les paramètres même lorsqu’elle est
hors tension.
Si la tension des piles chute, une alarme de tension faible s’affiche sur le pupitre opérateur de la
machine ou sur l’écran.
Si une alarme de tension de pile faible s’affiche, remplacez les piles dans un délai d’une semaine.
Sinon, le contenu de la mémoire de la CNC sera perdu.
Pour plus d’informations sur la procédure de remplacement des piles, consulter la section
“Maintenance” du manuel de l’opérateur.
s–9
Page 12
PRECAUTIONS DE SECURITE
B–64134FR/01
AVERTISSEMENT
2.
Remplacement de la pile du codeur d’impulsions absolues
Lors du remplacement des piles de protection de mémoire, laisser la machine (CNC) sous tension
et effectuer un arrêt d’urgence de la machine. Comme cette intervention s’effectue avec le
système sous tension et l’armoire ouverte, seul un personnel ayant reçu une formation de sécurité
et de maintenance approuvée est habilité à le faire.
Lors du remplacement des piles, ne pas toucher les circuits à haute tension (signalés par le
symbole
Le contact des circuits à haute tension présente en effet un risque important d’électrocution.
et protégés par un couvercle isolant).
REMARQUE
Le codeur d’impulsions absolues utilise des piles pour sauvegarder sa position absolue.
Si la tension des piles chute, une alarme de tension faible s’affiche sur le pupitre opérateur de la
machine ou sur l’écran.
Si une alarme de tension de pile faible s’affiche, remplacer les piles dans un délai d’une semaine.
Sinon, les données de positions absolues contenues dans le codeur d’impulsions seront perdues.
Pour le remplacement des piles, voir la procédure décrite dans le Manuel de maintenance des
servomoteurs FANUC Série αi (B–65285FR).
s–10
Page 13
B–64134FR/01
AVERTISSEMENT
3.
PRECAUTIONS DE SECURITE
Remplacement des fusibles
Pour certains appareils, le chapitre relatif à la maintenance quotidienne contenu dans le manuel
de l’opérateur ou le manuel de programmation explique la procédure de remplacement des
fusibles.
Avant de remplacer un fusible fondu, il est nécessaire d’identifier et d’éliminer la cause du
problème.
Ainsi, seul un personnel ayant reçu une formation de sécurité et de maintenance approuvée est
habilité à effectuer une telle opération.
Lors du remplacement d’un fusible avec ouverture de l’armoire, ne pas toucher les circuits à haute
tension (signalés par le symbole
et protégés par un couvercle isolant).
Le contact des circuits à haute tension présente en effet un risque important d’électrocution.
s–11
Page 14

Page 15

B–64134FR/01
Table des matières
PRECAUTIONS DE SECURITE s–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
I. GENERALITES
1. GENERALITES 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 PROCEDURE GENERALE D’UTILISATION D’UNE MACHINE–OUTIL À
COMMANDE NUMÉRIQUE 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 NOTES CONCERNANT LA LECTURE DE CE MANUEL 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 NOTES CONCERNANT DIVERS TYPES DE DONNEES 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
II. PROGRAMMATION 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. GENERALITES 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 DEPLACEMENT DE L’OUTIL SUIVANT LE PROFIL DE LA PIECE – INTERPOLATION 12. . . .
1.2 AVANCE – FONCTION D’AVANCE 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 DESSIN DE LA PIECE ET DEPLACEMENT DE L’OUTIL 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Position de référence (position spécifique à la machine) 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.2 Système de coordonnées du dessin de la pièce et système de coordonnées spécifié par la CNC –
1.3.3 Comment spécifier les dimensions de commande de déplacement de l’outil –
1.4 VITESSE DE COUPE –FONCTION DE VITESSE DE BROCHE 21. . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 SELECTION DE L’OUTIL UTILISE POUR DIVERS USINAGES – FONCTION OUTIL 22. . . . . .
1.6 COMMANDE DE FONCTIONNEMENT DE LA MACHINE – FONCTION AUXILIAIRE 22. . . . .
1.7 CONFIGURATION DES PROGRAMMES 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.8 FONCTION DE COMPENSATION 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.9 PLAGE DE DEPLACEMENT DE L’OUTIL – COURSE 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Système de coordonnées 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Commandes absolues et incrémentales 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. AXES COMMANDES 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 AXES COMMANDES 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 NOMS DES AXES 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 SYSTEME D’INCREMENT 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 COURSES MAXIMALES 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. FONCTION PREPARATOIRE (FONCTION G) 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4. FONCTIONS D’INTERPOLATION 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 POSITIONNEMENT (G00) 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 INTERPOLATION LINEAIRE (G01) 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 INTERPOLATION CIRCULAIRE (G02, G03) 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4 INTERPOLATION EN COORDONNEES POLAIRES (G12.1, G13.1) 44. . . . . . . . . . . . . . . . . . . . . .
4.5 INTERPOLATION CYLINDRIQUE (G07.1) 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6 FILETAGE A PAS CONSTANT (G32) 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.7 FILET AGE CONTINU 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.8 FILET AGE MULTIPLE 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.9 FONCTION DE SAUT (G31) 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–1
Page 16

Table des matières
B–64134FR/01
4.10 SAUT MUL TIPLE (G31) 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.11 SAUT DE LIMITE DE COUPLE (G31 P99) 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. FONCTIONS D’AVANCE 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 GENERALITES 64. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 DEPLACEMENT RAPIDE 65. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 AVANCE DE COUPE 66. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 TEMPORISATION (G04) 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6. POSITION DE REFERENCE 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 RETOUR A LA POSITION DE REFERENCE 70. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7. SYSTEME DE COORDONNEES 73. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 SYSTEME DE COORDONNEES MACHINE 74. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 SYSTEME DE COORDONNEES PIECE 75. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.1 Définition d’un système de coordonnées pièce 75. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.2 Sélection d’un système de coordonnées pièce 77. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.3 Modification du système de coordonnées pièce 78. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.4 Préréglage du système de coordonnées pièce (G92.1) 80. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.5 Décalage du système de coordonnées pièce 82. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 SYSTEME DE COORDONNEES LOCAL 83. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 SELECTION DU PLAN 85. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8. VALEUR DE COORDONNEES ET DIMENSIONS 86. . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 PROGRAMMATION ABSOLUE ET INCREMENTALE (G90, G91) 87. . . . . . . . . . . . . . . . . . . . . . . .
8.2 CONVERSION POUCES/METRIQUE (G20,G21) 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 PROGRAMMATION DU POINT DECIMAL 89. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 PROGRAMMATION DU DIAMETRE ET DU RAYON 90. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9. FONCTION DE VITESSE DE BROCHE 91. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 SPECIFICATION DE LA VITESSE DE LA BROCHE PAR UN CODE 92. . . . . . . . . . . . . . . . . . . . . .
9.2 SPECIFICATION DE LA VITESSE DE BROCHE DIRECTEMENT
(COMMANDE S À 5 CHIFFRES) 92. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 CONTROLE DE VITESSE DE SURFACE CONSTANTE (G96, G97) 93. . . . . . . . . . . . . . . . . . . . . . .
9.4 FONCTION DE POSITIONNEMENT DE BROCHE 97. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4.1 Orientation de la broche 97. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4.2 Positionnement de la broche 97. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4.3 Annulation du positionnement de la broche 99. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.FONCTION OUTIL (FONCTION T) 100. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1 SELECTION DE L’OUTIL 101. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2 GESTION DE LA DUREE DE VIE DES OUTILS 102. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2.1 Programme des données de durée de vie des outils 102. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2.2 Comptage de la durée de vie des outils 105. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2.3 Spécification d’un groupe d’outils dans un programme d’usinage 106. . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–2
Page 17
B–64134FR/01
Table des matières
11.FONCTION AUXILIAIRE 107. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1 FONCTION AUXILIAIRE (FONCTION M) 108. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2 COMMANDES M MULTIPLES DANS UN BLOC UNIQUE 109. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.3 FONCTIONS AUXILIAIRES SECONDAIRES (CODES B) 110. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.CONFIGURATION DES PROGRAMMES 111. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.1 COMPOSANTS DU PROGRAMME AUTRES QUE LES SECTIONS 113. . . . . . . . . . . . . . . . . . . . . .
12.2 CONFIGURATION DE SECTIONS DE PROGRAMME 116. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.3 SOUS–PROGRAMME (M98, M99) 122. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.FONCTIONS SIMPLIFIANT LA PROGRAMMATION 125. . . . . . . . . . . . . . . . . . . . . . .
13.1 CYCLE FIXE (G90, G92, G94) 126. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.1.1 Cycle d’usinage de diamètre extérieur/ intérieur (G90) 126. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.1.2 Cycle de filetage (G92) 128. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.1.3 Cycle de tournage de surface transversale (G94) 131. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.1.4 Comment utiliser les cycles fixes (G90, G92, G94) 134. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2 CYCLE REPETITIF MULTIPLE (G70–G76) 136. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2.1 Enlèvement des copeaux lors du tournage (G71) 136. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2.2 Enlèvement de copeaux en usinage transversal (G72) 138. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2.3 Répétition de modèle (G73) 139. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2.4 Cycle de finition (G70) 140. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2.5 Cycle de perçage transversal avec débourrage (G74) 143. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2.6 Cycle de perçage du diamètre extérieur / diamètre intérieur (G75) 144. . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2.7 Cycle de filetage multiple (G76) 145. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2.8 Remarques sur le cycle répétitif multiple (G70 – G76) 149. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.3 CYCLE FIXE DE PERÇAGE (G80–G89) 150. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.3.1 Cycle de perçage frontal (G83) / Cycle de perçage latéral (G87) 154. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.3.2 Cycle de taraudage frontal (G84) / Cycle de taraudage latéral (G88) 157. . . . . . . . . . . . . . . . . . . . . . . . . .
13.3.3 Cycle d’alésage frontal (G85) / Cycle d’alésage latéral (G89) 159. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.3.4 Annulation du cycle fixe de perçage (G80) 160. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.3.5 Précautions à prendre par l’opérateur 161. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.4 CHANFREINAGE ET RAYON DE BEC 162. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.5 PROGRAMMATION DIRECTE DES COTES DES SCHEMAS 165. . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.6 TARAUDAGE RIGIDE 170. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.6.1 Cycle de taraudage rigide frontal (G84) / Cycle de taraudage rigide latéral (G88) 171. . . . . . . . . . . . . . .
13.6.2 Annulation du taraudage rigide (G80) 173. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.FONCTIONS DE COMPENSATION 174. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.1 CORRECTION D’OUTIL 175. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.1.1 Correction de la géométrie de l’outil et correction de l’usure de l’outil 175. . . . . . . . . . . . . . . . . . . . . . . .
14.1.2 Code T de correction d’outil 176. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.1.3 Sélection de l’outil 176. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.1.4 Numéro de correction 177. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.1.5 Correction 177. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.1.6 Codes G53, G28 et G30 en cas d’application du décalage de position d’outil 180. . . . . . . . . . . . . . . . . . .
14.2 CONDITIONS GENERALES DE COMPENSATION DU RAYON DU NEZ DE L’OUTIL 183. . . . . .
14.2.1 Nez de l’outil imaginaire 183. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.2.2 Sens de déplacement du nez de l’outil imaginaire 185. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.2.3 Numéro de correction et valeur de correction 186. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.2.4 Position de la pièce et commande de déplacement 188. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.2.5 Remarques sur la correction du rayon du nez de l’outil 193. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–3
Page 18

Table des matières
B–64134FR/01
14.3 DETAILS DE COMPENSATION DU RAYON DU NEZ DE L’OUTIL 196. . . . . . . . . . . . . . . . . . . . . .
14.3.1 Généralités 196. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.2 Déplacement de l’outil en démarrage (Start–up) 198. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.3 Déplacement de l’outil en mode correction 200. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.4 Déplacement de l’outil en annulation du mode correction 213. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.5 Vérification d’interférence 216. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.6 Surusinage par compensation du rayon du nez de l’outil 221. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.7 Correction en chanfreinage et arcs angulaires 222. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.8 Commande d’entrée à partir du pupitre IMD 224. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.9 Précautions générales pour les opérations de correction 225. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.10 Codes G53, G28 et G30 en mode compensation de rayon de pointe d’outil 226. . . . . . . . . . . . . . . . . . . .
14.4 VALEURS DE COMPENSATION DE L’OUTIL, NOMBRE DE VALEURS DE
COMPENSATION ET ENTREE DES VALEURS A PARTIR DU PROGRAMME (G10) 235. . . . . . . .
14.4.1 Compensation d’outil et nombre de valeurs de compensation d’outil 235. . . . . . . . . . . . . . . . . . . . . . . . .
14.4.2 Changement de valeur de correction d’outil (Entrée de données programmables) (G10) 236. . . . . . . . . .
15.MACRO PERSONNALISEE 237. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.1 V ARIABLES 238. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.2 VARIABLES SYSTEME 242. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.3 OPERATIONS ARITHMETIQUES ET LOGIQUES 249. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.4 MACRO–INSTRUCTIONS ET INSTRUCTIONS CN 254. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.5 BRANCHEMENT ET REPETITION 255. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.5.1 Branchement inconditionnel (instruction GOTO) 255. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.5.2 Branchement conditionnel (instruction IF) 256. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.5.3 Répétition (instruction While) 257. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.6 APPEL DE MACRO 260. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.6.1 Appel simple (G65) 261. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.6.2 Appel modal (G66) 265. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.6.3 Appel de macros à l’aide d’un code G 267. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.6.4 Appel de macros à l’aide d’un code M 268. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.6.5 Appel de sous– programme à l’aide d’un code M 269. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.6.6 Appels de sous–programme à l’aide d’un code T 270. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.6.7 Exemple de programme 271. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.7 TRAITEMENT DES MACRO–INSTRUCTIONS 273. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.8 ENREGISTREMENT DES PROGRAMMES DE MACROS PERSONNALISEES 275. . . . . . . . . . . . .
15.9 RESTRICTIONS 276. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.10 COMMANDES DE SORTIES EXTERIEURES 278. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.11 MACRO PERSONNALISEE DE TYPE INTERRUPTION 282. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.11.1 Méthode de spécification 283. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.11.2 Détails des fonctions 284. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16.ENTREE DES PARAMETRES PROGRAMMABLES (G10) 292. . . . . . . . . . . . . . . . . .
17.FONCTIONNEMENT EN MODE MEMOIRE AVEC LE FORMAT DE
BANDE SÉRIES 10/11 295. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.1 ADRESSES ET PLAGE DE VALEURS SPECIFIABLES POUR LE FORMAT DE BANDE
SÉRIES 10/11 296. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.2 FILETAGE A PAS CONSTANT 297. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.3 APPEL DE SOUS–PROGRAMME 298. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.4 CYCLE FIXE 299. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.5 CYCLE DE TOURNAGE FIXE REPETITIF MULTIPLE 300. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–4
Page 19

B–64134FR/01
Table des matières
17.6 FORMATS DES CYCLES FIXES DE PERÇAGE 302. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18.FONCTIONS DE COMMANDE D’AXES 306. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18.1 FONCTION MODULO 360 DEGRES POUR AXE ROTATIF 307. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.FONCTION ENTREE DES DONNEES DE PROFIL 308. . . . . . . . . . . . . . . . . . . . . . . . .
19.1 AFFICHAGE DU MENU DU PROFIL 309. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.2 AFFICHAGE DES DONNEES DU PROFIL 313. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.3 CARACTERES ET CODES A UTILISER POUR LA FONCTION ENTREE DES DONNEES
DE PROFIL 317. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
III. FONCTIONNEMENT
1. GENERALITES 321. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 FONCTIONNEMENT MANUEL 322. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 DEPLACEMENT DE L’OUTIL PAR PROGRAMMATION – FONCTIONNEMENT
AUTOMATIQUE 324. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 FONCTIONNEMENT AUTOMATIQUE 325. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 TEST D’UN PROGRAMME 327. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Contrôle du fonctionnement de la machine 327. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Comment visualiser le changement d’affichage de position sans faire fonctionner la machine 328. . . . . .
1.5 EDITION D’UN PROGRAMME PIECE 329. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6 AFFICHAGE ET DEFINITION DES DONNEES 330. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7 AFFICHAGE 333. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7.1 Affichage du programme 333. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7.2 Affichage de la position actuelle 334. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7.3 Visualisation des alarmes 334. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7.4 Affichage du nombre de pièces et du temps de fonctionnement 335. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7.5 Affichage graphique (voir chapitre III–12) 335. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.8 ENTREE/SOR TIE DES DONNEES 336. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. DISPOSITIFS MATERIELS D’EXPLOITATION 337. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 UNITE D’AFFICHAGE ET DE DEFINITION 338. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Pupitre LCD/IMD 7.2, monochrome (type horizontal) 339. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Pupitre LCD/IMD 7.2, monochrome (type vertical) 340. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Emplacement des touches IMD 341. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.4 Emplacement des touches IMD (pupitre LCD/IMD type vertical) 342. . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 DESCRIPTION DU CLAVIER 343. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 TOUCHES DE FONCTION ET TOUCHES PROGRAMMABLES 345. . . . . . . . . . . . . . . . . . . . . . . . .
2.3.1 Fonctionnement général des écrans 345. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.2 Touches de fonction 346. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.3 Touches programmables 347. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.4 Saisie clavier et mémoire tampon du clavier 363. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.5 Messages d’avertissement 364. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 DISPOSITIFS D’E/S EXTERNES 365. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.1 Handy File de FANUC 367. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 MISE SOUS/ HORS TENSION 368. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.1 Mise sous tension 368. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.2 Ecran affiché à la mise sous tension 369. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.3 Mise hors tension (OFF) 370. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–5
Page 20

Table des matières
B–64134FR/01
3. FONCTIONNEMENT MANUEL 371. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 RETOUR MANUEL A LA POSITION DE REFERENCE 372. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 AVANCE EN MODE JOG 374. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 AVANCE INCREMENTALE 376. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 AVANCE MANUELLE PAR MANIVELLE 377. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5 ACTIVATION/DESACTIVATION DU MODE MANUEL ABSOLU 380. . . . . . . . . . . . . . . . . . . . . . . .
4. FONCTIONNEMENT AUTOMATIQUE 385. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 FONCTIONNEMENT EN MODE MEMOIRE 386. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 FONCTIONNEMENT EN MODE MDI 389. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 MODE DNC 392. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4 REDEMARRAGE DU PROGRAMME 394. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.5 FONCTION PLANIFICATION 402. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6 FONCTION D’APPEL DE SOUS– PROGRAMME (M198) 407. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.7 INTERRUPTION MANUELLE PAR MANIVELLE 409. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.8 IMAGE MIROIR 412. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.9 INTERVENTION MANUELLE ET RETOUR 414. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.10 FONCTIONNEMENT EN MODE DNC AVEC CARTE MEMOIRE 416. . . . . . . . . . . . . . . . . . . . . . . .
4.10.1 Programmation 416. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.10.2 Opérations 417. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.10.2.1 Opération DNC 417. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.10.2.2 Appel de sous–programme (M198) 418. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.10.3 Restrictions et remarques 419. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.10.4 Paramètre 419. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.10.5 Procédure de fixation de la carte mémoire 419. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. TEST DE FONCTIONNEMENT 421. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 VERROUILLAGE MACHINE ET VERROUILLAGE DES FONCTIONS AUXILIAIRES 422. . . . . .
5.2 CORRECTION DE VITESSE D’AVANCE 424. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 CORRECTION DU DEPLACEMENT RAPIDE 425. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 CYCLE A VIDE 426. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 MODE BLOC PAR BLOC 427. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6. FONCTIONS DE SECURITE 430. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 ARRET D’URGENCE 431. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 DEPASSEMENT DE FIN DE COURSE 432. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 VERIFICATION DE COURSE ENREGISTREE 433. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 BARRIERES DE MANDRIN ET DE CONTRE–POUPEE 437. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 VERIFICATION DE LA LIMITE DE COURSE AVANT D’EFFECTUER UN DEPLACEMENT 445.
7. FONCTIONS D’ALARME ET D’AUTO–DIAGNOSTIC 448. . . . . . . . . . . . . . . . . . . . . .
7.1 AFFICHAGE DES ALARMES 449. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 ECRAN DE L’HISTORIQUE DES ALARMES 451. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 CONTROLE SUR ECRAN D’AUTO– DIAGNOSTIC 452. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–6
Page 21

B–64134FR/01
Table des matières
8. ENTREE/SORTIE DE DONNEES 455. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 FICHIERS 456. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 RECHERCHE DE FICHIER 458. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 SUPPRESSION DE FICHIER 460. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 ENTREE/SOR TIE DE PROGRAMME 461. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4.1 Entrée de programme 461. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4.2 Sortie d’un programme 464. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 ENTREE ET SORTIE DES DONNEES DE CORRECTION 466. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5.1 Entrée des données de correction 466. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5.2 Sortie des données de correction 467. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 ENTREE ET SORTIE DE PARAMETRES ET DES DONNEES DE COMPENSATION
DES ERREURS DE PAS 468. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.1 Entrée des paramètres 468. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.2 Sortie des paramètres 469. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.3 Entrée des données de compensation des erreurs de pas 470. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.4 Sortie des données de compensation des erreurs de pas 471. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.7 ENTREE/SOR TIE DES VARIABLES COMMUNES DE MACROS PERSONNALISEES 472. . . . . . .
8.7.1 Entrée des variables communes de macros personnalisées 472. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.7.2 Sortie des variables communes de macros personnalisées 473. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.8 AFFICHAGE DU REPERTOIRE D’UNE DISQUETTE 474. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.8.1 Affichage du répertoire 475. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.8.2 Lecture de fichiers 478. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.8.3 Sortie de programmes 479. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.8.4 Suppression de fichiers 480. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.9 SOR TIE D’UNE LISTE DE PROGRAMMES CORRESPONDANT A UN GROUPE SPECIFIE 482. .
8.10 ENTREES/SORTIES DE DONNEES SUR L’ECRAN ALL IO 483. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.10.1 Définition des paramètres correspondant aux entrées/sorties 484. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.10.2 Entrée et sortie de programmes 485. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.10.3 Entrée et sortie de paramètres 489. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.10.4 Entrée et sortie des données de correction 491. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.10.5 Sortie de variables communes des macros personnalisées 493. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.10.6 Entrée et sortie de fichiers sur disquette 494. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.11 ENTREE/SORTIE DE DONNEES A L’AIDE D’UNE CARTE MEMOIRE 499. . . . . . . . . . . . . . . . . . .
9. EDITION DE PROGRAMMES 511. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 INSERTION, MODIFICATION ET SUPPRESSION D’UN MOT 512. . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Recherche de mot 514. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Positionnement du curseur au début du programme 516. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.3 Insertion d’un mot 517. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.4 Modification d’un mot 518. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.5 Suppression d’un mot 519. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 SUPPRESSION DE BLOCS 520. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.1 Suppression d’un bloc 520. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.2 Suppression de plusieurs blocs 521. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 RECHERCHE DU NUMERO DE PROGRAMME 523. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 RECHERCHE DE NUMERO DE SEQUENCE 524. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 SUPPRESSION DE PROGRAMMES 526. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5.1 Suppression d’un programme 526. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5.2 Suppression de tous les programmes 526. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5.3 Suppression de plusieurs programmes en spécifiant une plage 527. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 FONCTION D’EDITION ETENDUE DES PROGRAMMES PIECES 528. . . . . . . . . . . . . . . . . . . . . . .
c–7
Page 22

Table des matières
9.6.1 Copie d’un programme entier 529. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6.2 Copie d’une partie de programme 530. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6.3 Déplacement d’une partie d’un programme 531. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6.4 Fusion de programmes 532. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6.5 Informations supplémentaires sur la copie, le déplacement et la fusion 533. . . . . . . . . . . . . . . . . . . . . . . .
9.6.6 Remplacement des mots et des adresses 535. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B–64134FR/01
9.7 EDITION DE MACROS PERSONNALISEES 537. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 EDITION EN ARRIERE–PLAN 538. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 FONCTION MOT DE PASSE 539. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.CREATION DE PROGRAMMES 541. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1 CREATION DE PROGRAMMES A L’AIDE DU PUPITRE MDI 542. . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2 INSERTION AUTOMATIQUE DES NUMEROS DE SEQUENCE 543. . . . . . . . . . . . . . . . . . . . . . . . .
10.3 CREATION DE PROGRAMMES EN MODE APPRENTISSAGE (LECTURE) 545. . . . . . . . . . . . . . .
10.4 PROGRAMMATION CONVERSATIONNELLE AVEC FONCTION GRAPHIQUE 548. . . . . . . . . . .
11.DEFINITION ET VISUALISATION DES DONNEES 552. . . . . . . . . . . . . . . . . . . . . . . . .
11.1 ECRANS AFFICHES A L’AIDE DE LA TOUCHE DE FONCTION@POS 561. . . . . . . . . . . . . . . . . .
11.1.1 Affichage de la position dans le système de coordonnées de pièce 561. . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1.2 Affichage de la position dans le système de coordonnées relatives 562. . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1.3 Affichage de la position totale 564. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1.4 Définition preálable du système de coordonnées pièce 565. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1.5 Affichage de la vitesse d’avance réelle 566. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1.6 Affichage du temps de fonctionnement et du comptage de pièces 568. . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1.7 Affichage du contrôle de fonctionnement 569. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2 ECRANS, AFFICHES A L’AIDE DE LA TOUCHE DE FONCTION (EN MODE MEMOIRE
OU MDI) 571. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2.1 Affichage du contenu du programme 572. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2.2 Ecran d’affichage du bloc en cours 573. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2.3 Ecran d’affichage du bloc suivant 574. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2.4 Ecran de vérification du programme 575. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2.5 Ecran des programmes du mode MDI 576. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.3 ECRANS, AFFICHES A L’AIDE DE LA TOUCHE DE FONCTION @PROG (EN MODE EDIT) 577
11.3.1 Affichage de la mémoire utilisée et de la liste des programmes 578. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.3.2 Affichage de la liste des programmes d’un groupe spécifié 581. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4 ECRANS AFFICHES A L’AIDE DE LA TOUCHE DE FONCTION 584. . . . . . . . . . . . . . . . . . . . . . . .
11.4.1 Définition et affichage de la valeur de correction de l’outil 585. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.2 Entrée directe des valeurs de correction outil 588. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.3 Saisie directe de la valeur de correction d’outil mesurée B 590. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.4 Introduction de la valeur de correction dans le compteur 592. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.5 Définition de la valeur de décalage du système de coordonnées de la pièce 593. . . . . . . . . . . . . . . . . . . .
11.4.6 Affichage et saisie des données de paramétrage 595. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.7 Comparaison des numéros de séquence et arrêt 598. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.8 Affichage et définition du temps de fonctionnement, du comptage de pièces et de l’heure 600. . . . . . . . .
11.4.9 Affichage et définition de la valeur de décalage d’origine pièce 602. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.10 Entrée directe des décalages d’origine pièce mesurées 603. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.11 Affichage et définition des variables communes de macro personnalisée 605. . . . . . . . . . . . . . . . . . . . . .
11.4.12 Affichage des données de profils et du menu de profils 606. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.13 Affichage et définition du pupitre de commande du logiciel 608. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.14 Affichage et définition des données de gestion de durée de vie des outils 610. . . . . . . . . . . . . . . . . . . . . .
11.5 ECRANS AFFICHES A L’AIDE DE LA TOUCHE DE FONCTION @SYS 613. . . . . . . . . . . . . . . . . .
11.5.1 Affichage et définition des paramètres 614. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.5.2 Affichage et définition des données de compensation des erreurs de pas 616. . . . . . . . . . . . . . . . . . . . . . .
c–8
Page 23

B–64134FR/01
Table des matières
11.6 AFFICHAGE DU NUMERO DE PROGRAMME, DU NUMERO DE SEQUENCE, DE L ’ETAT
ET DES MESSAGES D’AVERTISSEMENT DE LA DEFINITION DES DONNEES
OU DE L’OPERATION D’ENTREE/SORTIE 619. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.6.1 Affichage des numéros de programme et de séquence 619. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.6.2 Affichage de l’état et des messages d’avertissement de la définition des données ou de l’opération
d’entrée/sortie 620. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.7 ECRANS AFFICHES A L’AIDE DE LA TOUCHE DE FONCTION 622. . . . . . . . . . . . . . . . . . . . . . . .
11.7.1 Affichage de l’historique des messages opérateur externes 622. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.8 EFFACEMENT DE L’ECRAN 624. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.8.1 Effacement de l’écran CRT 624. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.8.2 Effacement automatique de l’écran d’affichage 625. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.FONCTION GRAPHIQUE 626. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.1 AFFICHAGE GRAPHIQUE 627. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.2 GRAPHIQUE DYNAMIQUE 632. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.FONCTION D’AIDE 634. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.CAPTURE D’ECRAN 639. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
IV. MANUAL GUIDE 0i
1. MANUAL GUIDE 0i 645. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 PRESENTATION GENERALE 646. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 INTRODUCTION 647. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 OPERATIONS DE CREATION DE PROGRAMME 648. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Démarrage 648. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.2 Démarrage 649. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.3 Création d’un nouveau programme pièce 650. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.4 Assistance du processus 652. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.5 Aide code G 654. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.6 Aide code M 657. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 USINAGE CYCLES FIXES 659. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Fonctionnement 660. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Données pour chaque cycle fixe 662. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 PROGRAMMATION DE CONT OURNAGE 669. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.1 Opérations de la programmation de contournage 670. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.2 Détail des données de formes de contournage 679. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.3 Détail du calcul de contournage 681. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.4 Calcul auxiliaire détaillé 692. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.5 Autres 702. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6 PARAMÈTRE 704. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7 ALARMES 711. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
V. MAINTENANCE
1. METHODE DE REMPLACEMENT DES PILES 715. . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 PILE DE SAUVEGARDE MEMOIRE (3 VCC) 716. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 PILE DES CODEURS SEPARES D’IMPULSIONS ABSOLUES (6 VCC) 720. . . . . . . . . . . . . . . . . . .
1.3 PILE DU CODEUR D’IMPULSIONS ABSOLUES INTEGRE DANS LE MOTEUR (6 VCC) 721. . .
c–9
Page 24

Table des matières
ANNEXE
A. LISTE DES CODES DES CARACTERES 725. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. LISTE DES FONCTIONS ET FORMAT DE BANDE 728. . . . . . . . . . . . . . . . . . . . . . . .
C. PLAGE DES VALEURS PROGRAMMABLES 732. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D. NOMOGRAMMES 735. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.1 LONGUEUR DE FILETAGE INCORRECTE 736. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.2 CALCUL SIMPLE DE LA LONGUEUR DE FILETAGE INCORRECTE 738. . . . . . . . . . . . . . . . . . . .
D.3 COURSE DE L’OUTIL A L’ANGLE 740. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.4 ERREUR DE SENS DU RAYON DANS L’USINAGE CIRCULAIRE 743. . . . . . . . . . . . . . . . . . . . . . .
E. ETAT LORS DE LA MISE SOUS TENSION, DE L’EFFACEMENT ET
DE LA REINITIALISATION 744. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F. TABLEAU DE CORRESPONDANCE CODES–CARACTERES 746. . . . . . . . . . . . . .
B–64134FR/01
G. LISTE DES ALARMES 747. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–10
Page 25

I. GENERALITES
Page 26

Page 27
B–64134FR/01
GENERALITES
1
Présentation du manuel
GENERALITES
Ce manuel comporte les parties suivantes :
I GENERALITES
Cette partie présente l’organisation des chapitres, les modèles
applicables, les manuels associés, ainsi que des remarques relatives à
la lecture du manuel.
II. PROGRAMMATION Description de chaque fonction : Format
utilisé pour programmer les fonctions dans le langage CN,
caractéristiques et restrictions.
III. FONCTIONNEMENT
Cette partie présente le fonctionnement manuel et automatique d’une
machine, les procédures d’entrée et de sortie des données, ainsi que les
procédures d’édition de programmes.
IV. MANUAL GUIDE 0i
Cette partie décrit le logiciel MANUAL GUIDE 0i.
V. MAINTENANCE
Cette partie décrit les procédures de remplacement des piles.
ANNEXE
Enumération des codes de bande, plages des données valides et codes
d’erreur.
1. GENERALITES
Certaines fonctions décrites dans ce manuel peuvent ne pas s’appliquer
à certains produits. Pour plus de détails, reportez–vous au manuel
DESCRIPTIONS (B–64112EN).
Ce manuel ne décrit pas en détail les paramètres. Pour plus de détails sur
les paramètres mentionnés dans ce manuel, reportez–vous au manuel des
paramètres (B–64112EN).
Ce manuel décrit toutes les fonctions optionnelles. Consultez le manuel
fourni par le fabricant de la machine–outil pour savoir quelles sont les
options intégrées à votre système.
Types de produits décrits dans ce manuel et leurs abréviations :
Nom du produit Abréviation
Series 0i Mate–TC FANUC 0i Mate–TC Series 0i Mate
3
Page 28
1. GENERALITES
GENERALITES
B–64134FR/01
Symboles spéciaux
_
I
P
D
D ;
Manuels associés aux
séries 0i–C/0i Mate–C
Ce manuel utilise les symboles suivants :
Indique une combinaison d’axes telle que X__Y__Z (utilisé en
PROGRAMMATION).
Indique la fin d’un bloc. Il correspond en fait à LF du code ISO ou à CR
du code EIA.
Le tableau suivant répertorie les manuels associés aux séries 0i–C et
0i Mate–C. Un astérisque (*) indique le présent manuel.
Nom du manuel Référence
DESCRIPTIONS B–64112EN
CONNECTION MANUAL (HARDWARE) B–64113EN
CONNECTION MANUAL (FUNCTION) B–64113EN–1
Series 0i–TC OPERATOR’S MANUAL B–64114FR
Series 0i–MC OPERATOR’S MANUAL B–64124FR
Series 0i Mate–TC OPERATOR’S MANUAL B–64134FR *
Series 0i Mate–MC OPERATOR’S MANUAL B–64144FR
Manuels associés aux
servomoteurs série β
MAINTENANCE MANUAL B–64115FR
PARAMETER MANUAL B–64120EN
Le tableau suivant répertorie les manuels associés aux servomoteurs série
i
s
βis.
Nom du manuel Référence
FANUC AC SERVO MOTOR βis series DESCRIPTIONS B–65302EN
FANUC AC SERVO MOTOR αis/αi/βis series
PARAMETER MANUAL
FANUC AC SPINDLE MOTOR βi series DESCRIPTIONS B–65312EN
FANUC AC SPINDLE MOTOR αi/βi series
PARAMETER MANUAL
FANUC SERVO AMPLIFIER βi series DESCRIPTIONS B–65322EN
FANUC AC SERVO MOTOR βi series
FANUC AC SPINDLE MOTOR βi series
FANUC SERVO AMPLIFIER βi series
MAINTENANCE MANUAL
B–65270EN
B–65280EN
B–65325EN
4
Page 29
B–64134FR/01
Gamme d’usinage
GENERALITES
1. GENERALITES
1.1
PROCEDURE GENERALE D’UTILISATION D’UNE MACHINE–OUTIL À COMMANDE NUMÉRIQUE
Lorsque vous usinez la pièce à l’aide de la machine–outil à commande
numérique, préparez tout d’abord le programme, puis utilisez la machine
à commande numérique avec ce programme.
1) Tout d’abord, préparez le programme à partir d’un dessin de pièce afin
d’utiliser la machine–outil à commande numérique.
La façon de préparer le programme est décrite au chapitre II.
PROGRAMMATION
2) Le programme sera chargé dans le système CNC. Montez ensuite les
pièces et outils sur la machine, et utilisez les outils conformément aux
tâches programmées. Enfin, procédez réellement à l’usinage.
La façon d’utiliser le système CNC est décrite au chapitre III,
UTILISATION
Dessin
de la
pièce
CHAPITRE II PROGRAMMATION CHAPITRE III UTILISATION
Program–
mation de
la pièce
CNC
MACHINE–OUTIL
A vant la programmation réelle, préparez le plan d’usinage de la pièce.
Plan d’usinage
1. Détermination de la plage d’usinage des pièces
2. Méthode de montage des pièces sur la machine–outil
3. Séquence d’usinage lors de chaque gamme d’usinage
4. Outils de coupe et conditions d’usinage
Attribuez une méthode d’usinage à chaque gamme d’usinage.
’
Procédure d’usinage
1. Méthode d’usinage
: Ebauche
Semi–finition
Finition
2. Outils de coupe
3. Conditions d’usinage
: Vitesse d’avance
Profondeur de coupe
4.Trajectoire de l’outil
1 2 3
Usinage de
surface
transversale
Usinage de
diamètre
externe
Rainurage
5
Page 30
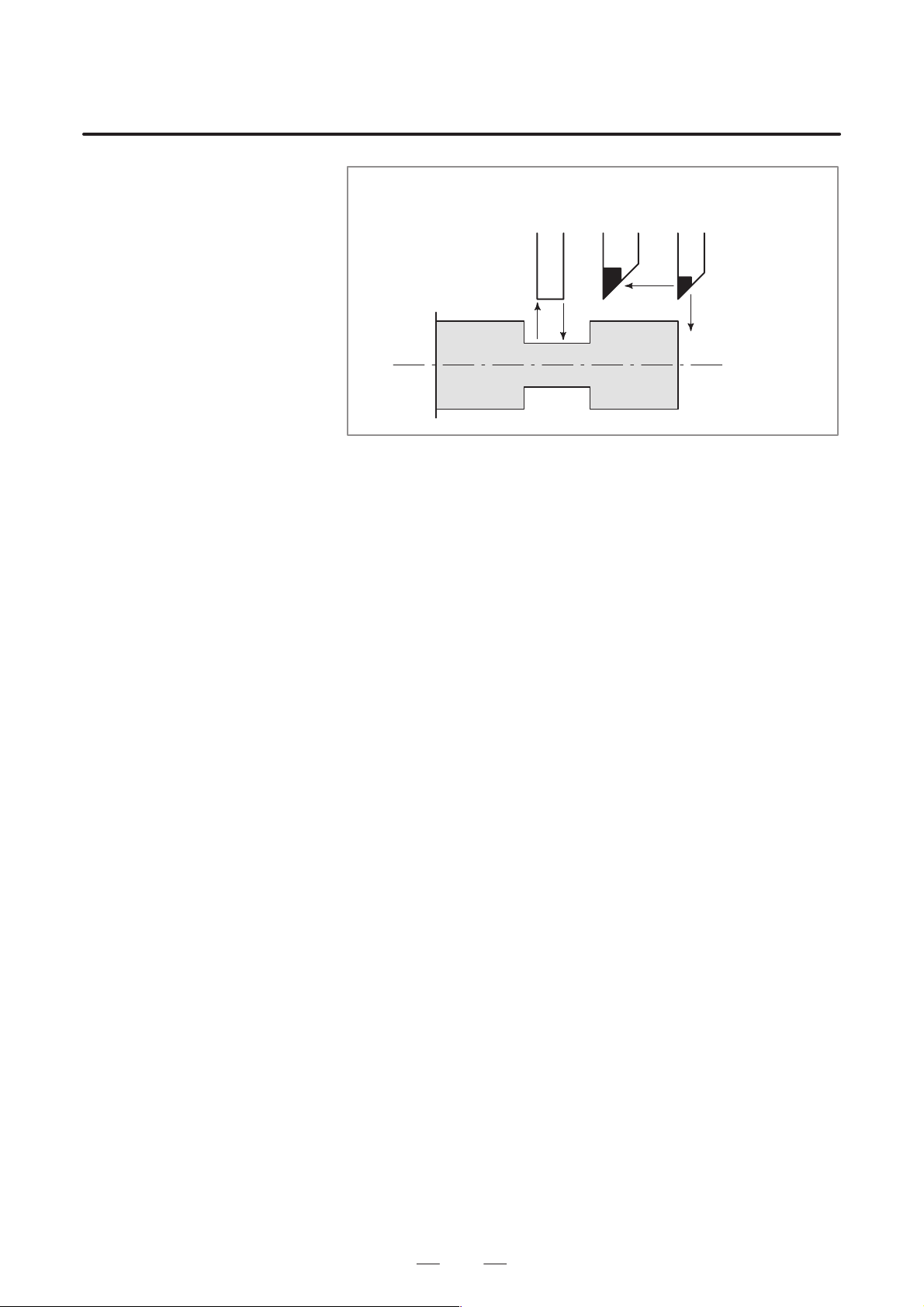
1. GENERALITES
GENERALITES
B–64134FR/01
Rainurage
Usinage de
diamètre
externe
Pièce
Usinage de
surface
transversale
Préparez le programme traitant la trajectoire d’outil et les critères de
coupe selon la forme de la pièce, ceci pour chaque coupe.
6
Page 31

B–64134FR/01
1.2
NOTES CONCERNANT LA LECTURE DE CE MANUEL
GENERALITES
PRECAUTION
1 Le fonctionnement d’un système de machine–outil à
commande numérique dépend non seulement de la CNC,
mais aussi de la combinaison de la machine–outil, de son
armoire d’alimentation électrique, du servomoteur, de la
CNC, des pupitres opérateur, etc. La description du
fonctionnement, de la programmation et de l’utilisation
concernant toutes les combinaisons est une tâche trop
complexe. En général, le présent manuel décrit ces points
en prenant la CNC comme point de repère. Par conséquent,
si vous désirez des informations au sujet d’une
machine–outil à commande numérique spéciale,
reportez–vous au manuel fourni par le fabricant de cette
machine–outil, qui sera alors prioritaire par rapport à ce
manuel.
2 Les titres figurent dans la marge de gauche, de sorte que
le lecteur puisse avoir aisément accès aux informations.
Lorsqu’il cherche une information, le lecteur peut gagner du
temps en utilisant ces titres.
3 Le présent manuel décrit le plus grand nombre de variantes
pertinentes possible quant à l’utilisation de l’équipement. Il
n’inclut pas les combinaisons de fonctions, d’options et de
commandes qu’il n’est pas normal d’envisager.
Si une combinaison particulière d’opérations n’est pas
décrite, cela signifie qu’elle ne doit pas être utilisée.
1. GENERALITES
1.3
NOTES CONCERNANT DIVERS TYPES DE DONNEES
PRECAUTION
Les programmes d’usinage, paramètres, variables, etc.
sont stockés sans la mémoire non volatile interne de l’unité
CNC. En général, ces valeurs ne sont pas perdues à la mise
sous tension/hors tension. Toutefois, il peut arriver que des
données précédemment enregistrées dans la mémoire non
volatile doivent être supprimées, si une action défectueuse
a causé une suppression de données, ou si l’opération de
remise en mémoire prévue a échoué. Afin de rétablir
rapidement les données lorsque ce type d’incident se
produit, nous vous recommandons de créer au préalable
une copie des divers types de données.
7
Page 32

Page 33

II. PROGRAMMATION
Page 34

Page 35

B–64134FR/01
1
GENERALITES
PROGRAMMATION
1. GENERALITES
11
Page 36

1. GENERALITES
PROGRAMMATION
B–64134FR/01
1.1
DEPLACEMENT DE L’OUTIL SUIVANT LE PROFIL DE LA PIECE – INTERPOLATION
Explications
D Déplacement de l’outil le
long d’une droite
L’outil se déplace le long de lignes droites et d’arcs constituant le profil
de la pièce (voir II–4).
X
Outil
Pièce
Fig. 1.1 (a) Déplacement de l’outil suivant une ligne droite parallèle à l’axe Z
Programme
G01 Z ...;
Z
D Déplacement de l’outil le
long d’un arc
X
Outil
Pièce
Fig. 1.1 (b) Déplacement de l’outil suivant une ligne oblique
X
Pièce
Outil
Programme
G01 X ... Z... ;
Z
Programme
G02X ... Z ... R ... ;
ou
G03X ... Z ... R ... ;
Z
Fig. 1.1 (c) Déplacement de l’outil le long d’un arc
12
Page 37

B–64134FR/01
PROGRAMMATION
1. GENERALITES
Le terme “interpolation” fait référence à une opération lors de laquelle
l’outil se déplace suivant une ligne droite ou un arc de la manière décrite
ci–dessus.
Les symboles G01, G02, ... des commandes programmées, sont appelées
fonctions préparatoires et spécifient le type d’interpolation effectué dans
l’unité de commande.
a) Déplacement suivant une droite
G01 Z__;
X––Z––––;
Unité de commande
Interpolation
a) Déplacement
le long d’une
ligne droite
b) Déplacement
le long d’un
arc
Fig. 1.1 (d) Fonction d’interpolation
(b) Déplacement le long d’un arc
G03X––Z––;
Axe X
Axe Y
Déplacement
de l’outil
REMARQUE
Certaines machines déplacent les pièces d’usinage
(broche) au lieu de déplacer les outils, mais dans ce
manuel, on suppose que ce sont les outils qui se déplacent
par rapport aux pièces.
D Filetage
Des filetages peuvent être usinés en déplaçant l’outil de façon
synchronisée avec la rotation de la broche. Lors de la programmation,
indiquez la fonction de coupe de filetage par la commande G32.
X
Pièce
Fig. 1.1 (e) Filetage droit
13
Outil
Z
F
Programme
G32Z––F––;
Page 38

1. GENERALITES
PROGRAMMATION
B–64134FR/01
1.2
AVANCE – FONCTION D’AVANCE
X
Pièce
Fig. 1.1 (f) Filetage conique
Outil
Programme
G32X—Z—F—;
Z
F
Le déplacement de l’outil à une vitesse spécifiée nécessaire à l’usinage
d’une pièce s’appelle l’avance.
Mandrin de serrage
Pièce
Outil
Fig. 1.2 Fonction d’avance
Les vitesses d’avance peuvent s’exprimer en chiffres réels.
Par exemple, la commande suivante peut être utilisée pour avancer l’outil
de 2 mm tandis que la pièce effectue un tour :
F2.0
La fonction permettant de choisir la vitesse d’avance est appelée fonction
d’avance (voir II–5).
14
Page 39

B–64134FR/01
1.3
DESSIN DE LA PIECE ET DEPLACEMENT DE L’OUTIL
PROGRAMMATION
1. GENERALITES
1.3.1
Position de référence
(position spécifique à
la machine)
Explications
Une machine-outil à commande numérique comporte une position fixe.
Normalement, le changement d’outil et la programmation du point
d’origine absolu (décrits ci–après) sont réalisés à cette position. Cette
position est appelée position de référence.
Poste d’outil
Mandrin de serrage
Fig. 1.3.1 Position de référence
L’outil peut être amené à la position de référence de deux façons :
1. Retour manuel à la position de référence (voir III–3.1)
Le retour à la position de référence est commandé manuellement en
appuyant sur un bouton poussoir.
Position de
référence
2. Retour automatique à la position de référence (voir II–6)
En général, le retour manuel à la position de référence est effectué une
seule fois juste après la mise sous tension. Afin d’amener l’outil à la
position de référence pour pouvoir le changer ultérieurement, on
utilise la fonction de retour automatique à la position de référence.
15
Page 40

1. GENERALITES
1.3.2
Système de coordonnées du dessin de la pièce et système de coordonnées spécifié par la CNC – Système de coordonnées
PROGRAMMATION
X
Dessin de la pièce
B–64134FR/01
X
Programme
Z
Z
Système de coordonnées
CNC
Instruction
X
Pièce
Explications
D Système de
coordonnées
Z
Machine–outil
Fig. 1.3.2 (a) Système de coordonnées
Les deux systèmes de coordonnées suivants sont spécifiés à différents
endroits : (voir II–7)
1. Système de coordonnées du dessin de la pièce
Le système de coordonnées figure sur le dessin de la pièce. Les
valeurs de coordonnées de ce système sont utilisées comme données
du programme.
2. Système de coordonnées spécifié par la CNC
Le système de coordonnées est préparé sur la machine-outil
elle–même. Cela peut se réaliser en programmant la distance entre la
position actuelle de l’outil jusqu’au point d’origine du système de
coordonnées à définir.
X
230
300
Point d’origine
programme
Fig. 1.3.2 (b) Système de coordonnées spécifié par la CNC
16
Position actuelle de l’outil
Distance au point d’origine d’un
système de coordonnées à définir
Z
Page 41

B–64134FR/01
PROGRAMMATION
1. GENERALITES
L ’outil se déplace suivant le système de coordonnées spécifié par la CNC
en fonction du programme de commande généré conformément au
système de coordonnées relatif au dessin de pièce, et usine une pièce en
une forme selon le schéma.
Il s’en suit que, pour usiner correctement la pièce selon les spécifications
du dessin, les deux systèmes de coordonnées doivent être définis à la
même position.
D Méthodes de définition
des deux systèmes de
coordonnées à la même
position
La méthode suivante est habituellement utilisée pour définir deux
systèmes de coordonnées au même endroit.
1. Point d’origine des coordonnées défini sur la surface de serrage
X
Pièce
60
40
150
Fig. 1.3.2 (c) Coordonnées et dimensions sur le dessin de la pièce
X
40
Z
Pièce
Z
Fig. 1.3.2 (d) Système de coordonnées sur le tour spécifié par la CNC
(coïncide avec le système de coordonnées sur le dessin de pièce)
17
Page 42

1. GENERALITES
PROGRAMMATION
B–64134FR/01
2. Point d’origine des coordonnées défini sur la surface transversale de
la pièce
X
Pièce
60
100
Fig. 1.3.2 (e) Coordonnées et dimensions sur le dessin de la pièce
80
Pièce
30
30
Z
X
Z
Fig. 1.3.2 (f) Système de coordonnées sur le tour spécifié par la CNC
(coïncide avec le système de coordonnées sur le dessin de pièce)
18
Page 43

B–64134FR/01
1.3.3
Comment spécifier les dimensions de commande de déplacement de l’outil – Commandes absolues et incrémentales
PROGRAMMATION
1. GENERALITES
Explications
D Commande absolue
Les méthodes de commande pour déplacer l’outil utilisent des codes
absolus ou incrémentaux (voir II–8.1).
L’outil se déplace jusqu’à un point situé à “la distance du point d’origine
du système de coordonnées”, c’est-à-dire jusqu’à la position des valeurs
de coordonnées.
Outil
X
Pièce
φ30
70
Commande indiquant le déplacement du point A au point B
G90X30.0Z70.0;
B
110
A
Z
Coordonnées du point B
Fig. 1.3.3 (a) Commande absolue
19
Page 44

1. GENERALITES
PROGRAMMATION
B–64134FR/01
D Commande incrémentale
Il indique la distance entre l’ancienne et la nouvelle position de l’outil.
Outil
A
X
φ60
B
Z
φ30
40
Commande indiquant le déplacement du point A au point B
U–30.0W–40.0
Distance et sens du déplacement
le long de chaque axe
Fig. 1.3.3 (b) Commande incrémentale
D Programmation du
diamètre/
Programmation du rayon
Les dimensions de l’axe X peuvent être réglées en diamètre ou en rayon.
La programmation du diamètre ou du rayon est employée
indépendamment dans chaque machine.
1. Système de rogrammation du diamètre
Lors de la programmation du diamètre, indiquez la valeur de diamètre
mentionnée sur le dessin comme valeur de l’axe X.
X
B
φ30
A
Z
Pièce
φ40
60
80
V aleurs de coordonnées des points A et B
A(30.0, 80.0), B(40.0, 60.0)
Fig. 1.3.3 (c) Programmation du diamètre
20
Page 45

B–64134FR/01
PROGRAMMATION
1. GENERALITES
2. Programmation du rayon
Lors de la programmation du rayon, indiquez la distance à partir du
centre de la pièce, la valeur du rayon comme valeur de l’axe X.
X
B
20
Pièce
60
80
V aleurs de coordonnées des points A et B
A(15.0, 80.0), B(20.0, 60.0)
Fig.1.3.3 (d) Programmation du rayon
A
15
Z
1.4
VITESSE DE COUPE – FONCTION DE VITESSE DE BROCHE
Exemples
La vitesse de l’outil en fonction de la pièce après l’usinage de la pièce est
appelée la vitesse de coupe.
Pour la CNC, vous pouvez déterminer la vitesse de coupe en prenant la
–1
Pièce
.
Outil
V : Vitesse de coupe
v m/mn
φD
N mn
–1
vitesse de broche exprimée en mn
Fig. 1.4 vitesse de coupe
<S’il faut usiner une pièce de de 200 mm de diamètre à une vitesse
de coupe de 300 m/mn.>
La vitesse de la broche s’élève approximativement à 478 mn
–1
, dérivée
de N = 1000v/πD. Ce qui demande l’instruction suivante :
S478 ;
Les ordres gérant la vitesse de la broche se nomment fonction d’avance
de la broche (voir II–9).
La vitesse de coupe v (m/mn) peut aussi être directement définie par la
valeur de la vitesse. Même lorsque le diamètre de la pièce est modifié, la
CNC change la vitesse de la broche de façon à ce que la vitesse de coupe
reste constante.
Cette fonction s’appelle la fonction de contrôle de la vitesse de coupe
constante (voir II–9.3).
21
Page 46

1. GENERALITES
PROGRAMMATION
B–64134FR/01
1.5
SELECTION DE L’OUTIL UTILISE POUR DIVERS USINAGES – FONCTION OUTIL
Exemples
Lorsque des perçages, taraudages, alésages, fraisages et autres opérations
d’usinage doivent être effectués, il est nécessaire de sélectionner un outil
adéquat. Lorsque vous affectez un numéro à chaque outil et que vous
indiquez ce numéro dans le programme, le système sélectionne l’outil
correspondant.
Numéro d’outil
01
06
02
03
Fig. 1.5 Outil utilisé pour divers usinages
05
04
Poste d’outils
<Si le nº 01 a été assigné à un outil d’ébauche>
Lorsque l’outil est stocké à l’emplacement 01 du poste d’outils, l’outil
peut être sélectionné en spécifiant T0101.
Cette fonction est la fonction outil (voir II–10).
1.6
COMMANDE DE FONCTIONNEMENT DE LA MACHINE – FONCTION AUXILIAIRE
Lorsque l’usinage a réellement commencé, il est nécessaire de faire
tourner la broche et de démarrer l’arrosage. C’est pourquoi il est
nécessaire de contrôler les opérations Marche/Arrêt du moteur de la
broche et du système d’arrosage (voir II–11).
Marche/arrêt de l’arrosage
Mandrin ouvert/fermé
Rotation SH
Pièce
Fig. 1.6 Commande de fonctionnement de la machine
de la broche
La fonction de spécification de la fonction marche/arrêt des composants
de la machine s’appelle fonction auxiliaire. Cette fonction est
généralement activée à l’aide d’un code M.
Par exemple, si M03 est défini, la broche tourne dans le sens horaire à la
vitesse de broche déterminée.
22
Page 47

B–64134FR/01
PROGRAMMATION
1. GENERALITES
1.7
CONFIGURATION DES PROGRAMMES
Un groupe de commandes transmis à la CNC pour faire fonctionner la
machine s’appelle un programme. La détermination des commandes
entraîne le déplacement de l’outil suivant une ligne droite ou un arc, ou
encore l’activation/désactivation du moteur de broche.
Dans le programme, spécifiez les commandes dans l’ordre des
déplacements réels de l’outil.
Bloc
Programme
Bloc
Bloc
Bloc
⋅
⋅
⋅
⋅
Bloc
Séquence des déplacements
de l’outil
Fig. 1.7 (a) Configuration du programme
Un groupe de commandes à chaque étape de la séquence s’appelle un bloc.
Le programme consiste en un groupe de blocs pour une série d’usinage.
Le numéro permettant d’identifier chaque bloc est appelé le numéro de
séquence et celui désignant chaque programme est le numéro du
programme (voir II–12).
23
Page 48

1. GENERALITES
PROGRAMMATION
B–64134FR/01
Explications
D Bloc
Le bloc et le programme présentent les configurations suivantes.
1 bloc
N fffff G ff Xfff Zffff M ff S ff T ff ;
Numéro
de
séquence
Fonction
préparatoire
Mot de dimension
Fig. 1.7 (b) Configuration d’un bloc
Fonction
auxiliaire
Fonction
broche
Fonction
d’outil
Fin de
bloc
Un bloc commence par un numéro de séquence qui identifie le bloc et se
termine par un code de fin de bloc.
Dans ce manuel, le code de fin de bloc est indiqué par ; (LF en code ISO
et CR en code EIA).
Le contenu du mot de dimension dépend de la fonction préparatoire. Dans
le présent manuel, la partie du mot de dimension peut être représentée par
IP_.
D Programme
;
Offff;
⋅
⋅
⋅
M30 ;
Fig. 1.7 (c) Configuration d’un programme
Numéro de programme
Bloc
Bloc
Bloc
⋅
⋅
⋅
Fin de programme
Normalement, un numéro de programme est spécifié après le code de fin
de bloc (;) en début du programme, et un code de fin de programme (M02
ou M30) est spécifié à la fin du programme.
24
Page 49

B–64134FR/01
PROGRAMMATION
1. GENERALITES
D Programme principal et
sous-programme
Lorsque l’usinage d’un même profil apparaît en plusieurs endroits d’un
programme, le système crée un programme pour ce profil. Il est appelé
sous-programme. Le programme d’origine est alors appelé programme
principal. Lorsqu’une commande d’exécution d’un sous-programme
apparaît pendant celle du programme principal, les commandes du
sous-programme sont exécutées. Lorsque l’exécution du sousprogramme est terminée, la séquence retourne au programme principal.
Programme principal
⋅
⋅
M98P1001
⋅
⋅
⋅
M98P1002
⋅
⋅
⋅
M98P1001
⋅
⋅
Sous–programme #1
O1001
M99
Sous-programme #2
O1002
Programme pour
l’alésage #1
Programme pour
l’alésage #2
⋅
M99
25
Page 50

1. GENERALITES
1.8
FONCTION DE COMPENSATION
Explications
PROGRAMMATION
B–64134FR/01
D Usinage utilisant
l’extrémité de l’outil de
coupe – Fonction de
compensation de
longueur d’outil
Normalement, l’usinage d’une pièce fait appel à plusieurs outils. Les
outils présentent différentes longueurs. Il est très difficile de modifier le
programme en fonction des outils.
Il est donc impératif de mesurer à l’avance la longueur de chaque outil
utilisé. En définissant dans la CNC la différence de longueur entre l’outil
standard et les autres outils utilisés (affichage et paramétrage des
données : voir III–11), l’usinage s’exécute sans qu’il ne soit nécessaire de
modifier le programme, même lors d’un changement d’outil. Cette
fonction s’appelle compensation de la longueur d’outil.
Outil
standard
Pièce
Fig. 1.8 Correction d’outil
Outil
d’ébauchage
Outil de
finition
Outil de
rainurage
Outil de
filetage
26
Page 51

B–64134FR/01
PROGRAMMATION
1. GENERALITES
1.9
PLAGE DE DEPLACEMENT DE L’OUTIL – COURSE
Des limiteurs de course sont installés aux extrémités de chaque axe sur
la machine afin d’empêcher les outils de se déplacer au-delà des
extrémités. La plage dans laquelle les outils peuvent se déplacer est
appelée course. Outre les limites, les données en mémoire peuvent être
utilisées pour définir une zone dans laquelle les outils ne peuvent pas
pénétrer.
Table
Moteur
Limiteurs de course
Point d’origine de la machine
Spécifiez ces distances.
Les outils ne peuvent pas pénétrer dans cette zone. La zone est spécifiée
par des données dans la mémoire ou dans un programme.
En plus des courses définies par les limiteurs de course, l’opérateur peut
définir une zone où l’outil ne peut pas pénétrer en utilisant des valeurs
mémorisées. Cette fonction est appelée contrôle de course (voir III-6.3.)
27
Page 52

2. AXES COMMANDES
AXES COMMANDES
2
PROGRAMMATION
B–64134FR/01
28
Page 53

B–64134FR/01
2.1
AXES COMMANDES
PROGRAMMATION
Elément
Nombre d’axes commandés 3 axes
Nombre d’axes commandés simultanément 3 axes
2. AXES COMMANDES
0i Mate–TC
REMARQUE
1 Le nombre d’axes susceptibles d’être commandés
simultanément en mode manuel (déplacement manuel
continu, avance incrémentale ou avance manuelle par
manivelle) est de 1 ou 3 (1 quand le bit 0 (JAX) du paramètre
1002 a pour valeur 0 et 3 quand il a pour valeur 1).
2 Le nombre d’axes commandés, y compris l’axe de
commande de contournage Cs est de 3. Il doit donc y avoir
deux axes servo et un axe de commande de contournage
Cs. Les trois axes commandés ne peuvent être tous des
axes servo.
2.2
NOMS DES AXES
Restrictions
D Nom d’axe par défaut
D Nom d’axe en double
Les noms des deux axes de base sont toujours X et Z ; les noms des axes
supplémentaires peuvent être sélectionnés en option ci–dessous à l’aide
du paramètre nº 1020.
D Système de code G “A” : Y, A, B et C
D Système de code G “B/C” : Y, U, V, W, A, B et C
Chaque nom d’axe est déterminé selon la définition du paramètre nº 1020.
Si sa valeur est 0 ou s’il contient un caractère autre que les caractères
autorisés, un nom d’axe de 1 à 3 est attribué par défaut.
Lorsqu’un nom d’axe par défaut (1 à 3) est utilisé, le système ne peut pas
fonctionner en mode MEM ou IMD.
Si le paramètre spécifie plusieurs fois un nom d’axe, seul le premier axe
auquel doit être affecté ce nom sera opérationnel.
REMARQUE
1 Lorsque le système de code G “A” est utilisé, les lettres U,
V et W ne peuvent être utilisées comme noms d’axe (d’où
le maximum de six axes commandés) car ces lettres sont
utilisées comme commandes incrémentales pour X, Y et Z.
Pour utiliser les lettres U, V et W comme noms d’axe, le
système de code G doit être “B” ou “C”. De la même
manière, la lettre H est utilisée comme commande
incrémentale pour C ; ainsi, des commandes incrémentales
ne peuvent être utilisées si A ou B est utilisé comme nom
d’axe.
2 En mode G76 (filetage multiple), l’adresse A dans un bloc
spécifie l’angle de bec d’outil au lieu d’une commande pour
l’axe A.
Si C ou A est utilisé comme nom d’axe, C ou A ne peut être
utilisé comme commande d’angle pour une droite en mode
chanfreinage ou en mode de programmation directe des
cotes de dessin. Par conséquent, “,C” et “,A” doivent être
utilisés selon le bit 4 (CCR) du paramètre nº 3405.
29
Page 54

2. AXES COMMANDES
à
y
en pouces
à
y
ouces
en pouces
à
systè e
p
pouces
à
systè e
pouces
p
pouces
PROGRAMMATION
B–64134FR/01
2.3
SYSTEME D’INCREMENT
Le système d’incrément comprend le plus petit incrément d’entrée (pour
l’entrée) et le plus petit incrément de commande (pour la sortie). Le plus
petit incrément d’entrée est le plus petit incrément de programmation de
la distance de déplacement. Le plus petit incrément de commande est le
plus petit incrément de déplacement de l’outil sur la machine. Les deux
incréments sont représentés en mm, pouces ou degrés.
Le système d’incrément est divisé en deux catégories : IS–B et IS–C
(Tableaux 2.3(a) et 2.3(b)). Réglez le bit 1 (ISC) du paramètre nº 1004
pour sélectionner le système d’incrément à utiliser. Ce réglage est
appliqué à tous les axes. Par exemple, lorsque IS–C est sélectionné, le
système d’incrément utilisé pour tous les axes est IS–C.
T ableau 2.3 (a) Système d’incrément IS–B
Machine
systèmeenmillimètres
métrique
Machine
systèmeenmillimètres
en
p
entrée
entrée
p
entrée
entrée
p
Plus petit incrément
d’entrée
0,001 mm (diamètre) 0,0005 mm
0,001 mm (rayon) 0,001 mm
0,001 deg 0,001 deg
0,0001 pouce (diamètre) 0,0005 mm
0,0001 pouce (rayon) 0,001 mm
0,001 deg 0,001 deg
0,001 mm (diamètre) 0,00005 pouce
0,001 mm (rayon) 0,0001 pouce
0,001 deg 0,001 deg
0,0001 pouce (diamètre) 0,00005 pouce
0,0001 pouce (rayon) 0,0001 pouce
0,001 deg 0,001 deg
Plus petit incrément de
commande
Machine
système
métrique
Machine
système
en
T ableau 2.3 (b) Système d’incrément IS–C
entrée
en mm
entrée
en
ouces
entrée
en mm
entrée
en
ouces
Plus petit incrément
d’entrée
0,0001 mm (Diamètre) 0,00005 mm
0,0001 mm (Rayon) 0,0001 mm
0,0001 deg 0,0001 deg
0,00001 pouce (Diamètre) 0,00005 mm
0,00001 pouce (Rayon) 0,0001 mm
0,0001 deg 0,0001 deg
0,0001 mm (Diamètre) 0,000005 pouce
0,0001 mm (Rayon) 0,00001 pouce
0,0001 deg 0,0001 deg
0,00001 pouce (Diamètre) 0,000005 pouce
0,00001 pouce (Rayon) 0,00001 pouce
0,0001 deg 0,0001 deg
Plus petit incrément de
commande
30
Page 55

B–64134FR/01
IS–B
IS–C
PROGRAMMATION
2. AXES COMMANDES
Le choix de l’unité de mesure du plus petit incrément de commande
(millimètres ou pouces) dépend de la machine. Sélectionnez l’incrément
par avance en fonction de la définition du paramètre INM (nº1001#0). Un
code G (G20 ou G21) ou un paramétrage peut être utilisé pour basculer
le plus petit incrément de commande entre l’entrée en millimètres et
l’entrée en pouces.
Un axe en système métrique ne peut pas être utilisé simultanément avec
un axe en système pouces et vice versa. De plus, certains éléments tels que
l’interpolation circulaire et la compensation du rayon du nez de l’outil ne
peuvent pas être utilisés pour les deux axes dans différentes unités. Pour
la détermination de l’unité, se référer au manuel fourni par le fabricant de
la machine.
2.4
COURSES MAXIMALES
Le tableau ci–dessous indique la course maximale commandée par la
CNC :
Course maximale = plus petit incrément de commande99999999
T ableau 2.4 Courses maximales
Système d’incrément
Machine à système
métrique
–
Machine à système
en pouces
Machine à système
métrique
–
Machine à système
en pouces
Courses maximales
99999,999 mm
99999,999 deg
9999,9999 pouces
99999,999 deg
9999,9999 mm
9999,9999 deg
999,99999 pouces
9999,9999 deg
REMARQUE
1 L’unité dans le tableau est une valeur de diamètre en mode
de programmation de diamètre et une valeur de rayon en
mode de programmation de rayon.
2 Une commande dépassant la course maximale ne peut pas
être spécifiée.
3 La course réelle dépend de la machine–outil.
31
Page 56

3. FONCTION PREPARATOIRE
(FONCTION G)
FONCTION PREPARATOIRE (FONCTION G)
3
PROGRAMMATION
Le nombre qui suit l’adresse G détermine la signification de la commande
correspondant au bloc concerné.
Il existe deux types de codes G :
Type Signification
Code G non modal Le code G n’est actif que dans le bloc dans lequel il est
spécifié.
Code G modal Le code G reste actif tant qu’il n’est pas remplacé par un
autre code G du même groupe.
(Exemple)
G01 et G00 sont des codes modaux.
B–64134FR/01
G01X_;
Z_;
X_;
G00Z_;
Il existe trois systèmes de code : A, B et C (tableau 3). Sélectionnez un
système de code G au moyen des bits 6 (GSB) et 7 (GSC) du paramètre
3401. En général, ce manuel décrit l’utilisation du système de code G “A”
sauf lorsque l’article décrit peut être utilisé uniquement le système de
code G “B” ou “C”. Dans ce cas, l’utilisation du système de code G “B”
ou “C” est décrite.
G01 est actif dans cette plage
32
Page 57

B–64134FR/01
PROGRAMMATION
3. FONCTION PREP ARATOIRE
(FONCTION G)
Explications
1. Si la CNC se trouve en état de remise à zéro (voir bit 6 (CLR) du
paramètre 3402) après une mise sous tension ou une réinitialisation,
les codes G modaux connaissent les modifications ci–dessous.
(1)Les codes G marqués d’un
dans le tableau 3 sont activés.
(2) Lorsque le système est remis à zéro en raison de la mise sous
tension ou de la réinitialisation, que G20 ou G21 soit spécifié, le
système reste activé.
(3)Le bit 7 du paramètre nº 3402 peut être utilisé pour spécifier si G22
ou G23 est sélectionné à la mise sous tension. La remise à zéro de
la CNC n’affecte pas la sélection de G22 et de G23.
(4)Le réglage de l’octet 0 (G01) du paramètre 3402 détermine le code,
G00 ou G01, activé.
(5)Le réglage de l’octet 3 (G91) du paramètre 3402 détermine le code,
G90 ou G91, activé.
2. Les codes G du groupe 00 autres que G10 et G11 sont des codes G non
modaux.
3. L’alarme P/S nº 010 se déclenche si vous spécifiez un code G ne
figurant pas sur la liste ou un code G pour lequel la fonction affectée
est inhibée.
4. Les codes G de groupes différents peuvent être spécifiés dans un même
bloc.
Si des codes G du même groupe sont définis dans le même bloc, c’est
le dernier code G défini qui est valide.
5. Si un code G du groupe 01 est programmé dans un cycle fixe, ce cycle
fixe est annulé de la même manière que lorsqu’une commande G80 est
spécifiée. Les codes G du groupe 01 ne sont pas affectés par les codes
G de programmation d’un cycle fixe.
6. Si un système de code G “A” est employé, la programmation absolue
ou incrémentale est spécifiée non pas par un code G (G90/G91), mais
par un mot d’adresse (X/U, Z/W, C/H, Y/V) (Cf. II–8.1). Lorsque le
système de code G “A” est utilisé pour un cycle de perçage, seul le
niveau initial est fourni au point de retour.
7. Les codes G sont affichés pour chaque numéro de groupe.
33
Page 58

3. FONCTION PREPARATOIRE
Grou e
Fonction
01
06
09
00
01
00
14
12
(FONCTION G)
Code G
A B C
G00 G00 G00
G01 G01 G01
G02 G02 G02
G03 G03 G03 Interpolation circulaire sens anti–horaire
G04 G04 G04 Temporisation
G07.1
(G107)
G10 G10 G10 Entrée de données programmables
G11 G11 G11 Annulation du mode entrée de données programmables
G12.1
(G112)
G13.1
(G113)
G18 G18 G18
G20 G20 G70
G21 G21 G71
G22 G22 G22
G23 G23 G23
G27 G27 G27 Contrôle du retour à la position de référence
G28 G28 G28
G30 G30 G30
G31 G31 G31 Fonction de saut
G32 G33 G33
G34 G34 G34
G40 G40 G40
G41 G41 G41
G42 G42 G42 Compensation du rayon du nez de l’outil droite
G50 G92 G92
G50.3 G92.1 G92.1 Prédéfinition du système de coordonnées pièce
G52 G52 G52
G53 G53 G53
G54 G54 G54
G55 G55 G55 Sélection du système de coordonnées pièce nº 2
G56 G56 G56
G57 G57 G57
G58 G58 G58 Sélection du système de coordonnées pièce nº 5
G59 G59 G59 Sélection du système de coordonnées pièce nº 6
G65 G65 G65 00 Appel de macro
G66 G66 G66
G67 G67 G67
G07.1
(G107)
G12.1
(G112)
G13.1
(G113)
G07.1
(G107)
G12.1
(G112)
G13.1
(G113)
PROGRAMMATION
T ableau 3 – Liste des codes G (1/2)
p
Positionnement (déplacement rapide)
Interpolation linéaire (avance d’usinage)
Interpolation circulaire en sens horaire
00
21
16 Sélection du plan ZpXp
07
00
Interpolation cylindrique
Mode interpolation en coordonnées polaires
Annulation du mode interpolation en coordonnées polaires
Entrée en pouces
Entrée en mm
Vérification des limiteurs de course activée
Vérification des limiteurs de course désactivée
Retour à la position de référence
Retour à la seconde , 3ème, 4ème position de référence
Filetage
Filetage à pas variable
Annulation de la compensation du rayon du nez de l’outil
Compensation du rayon du nez de l’outil gauche
Réglage du système de coordonnées ou réglage de la vitesse max.
de la broche
Définition du système de coordonnées locales
Réglage du système de coordonnées machine
Sélection du système de coordonnées pièce nº1
Sélection du système de coordonnées pièce nº3
Sélection du système de coordonnées pièce nº 4
Appel modal de macro
Annulation de l’appel modal de macro
B–64134FR/01
34
Page 59

B–64134FR/01
Grou e
Fonction
00
10
02
05
03
11
A B C
G70 G70 G72 Cycle de finition
G71 G71 G73
G72 G72 G74
G73 G73 G75 Répétition du modèle
G74 G74 G76 Perçage avec débourrage de surface transversale
G75 G75 G77 Perçage de diamètre extérieur/intérieur
G76 G76 G78 Cycle de filetage multiple
Code G
PROGRAMMATION
T ableau 3 – Liste des codes G (2/2)
p
Enlèvement des copeaux lors du tournage
Enlèvement des copeaux lors du surfaçage
3. FONCTION PREP ARATOIRE
(FONCTION G)
G80 G80 G80
G83 G83 G83 Cycle de perçage frontal
G84 G84 G84
G86 G86 G86
G87 G87 G87 Cycle de perçage latéral
G88 G88 G88 Cycle de taraudage latéral
G89 G89 G89 Cycle d’alésage latéral
G90 G77 G20 Cycle d’usinage de diamètre extérieur/intérieur
G92 G78 G21 01 Cycle de filetage
G94 G79 G24 Cycle de tournage de surface transversale
G96 G96 G96
G97 G97 G97
G98 G94 G94
G99
*
* G91 G91
* G98 G98
* G99 G99
G95 G95
G90 G90
Annulation du cycle fixe de perçage
Cycle de taraudage frontal
Cycle d’alésage frontal
Contrôle de vitesse de surface constante
Annulation du contrôle de vitesse de surface constante
Avance par minute
Avance par tour
Programmation absolue
Programmation incrémentale
Retour au niveau initial
Retour au niveau du point R
35
Page 60

4. FONCTIONS D’INTERPOLA TION
FONCTIONS D’INTERPOLATION
4
PROGRAMMATION
B–64134FR/01
36
Page 61

B–64134FR/01
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
4.1
POSITIONNEMENT (G00)
Format
Explications
La commande G00 déplace un outil vers la position du système de
coordonnées pièce déterminé par une commande absolue ou incrémentale
à une vitesse de déplacement rapide.
Dans les commandes absolues, les valeurs des coordonnées du point
d’arrivée sont programmées.
La distance parcourue par l’outil est programmée en commande
incrémentale.
G00IP_;
IP_: Pour une commande absolue, les coordonnées d’une
position finale et pour une commande incrémentale, la
distance parcourue par l’outil.
Les deux trajectoires d’outil ci–dessous peuvent être sélectionnées
conformément au bit 1 (LRP) du paramètre nº 1401.
D Positionnement par interpolation non linéaire
L’outil est positionné avec différentes vitesses de déplacement rapide
pour chaque axe. La trajectoire de l’outil correspond normalement à
une ligne droite.
D Positionnement par interpolation linéaire
L’outil décrit la même trajectoire que pour une interpolation linéaire
(G01). L’outil est positionné en un temps le plus court possible à une
vitesse inférieure au déplacement rapide pour chaque axe. Toutefois,
l’outil décrit une trajectoire différente de celle d’une interpolation
linéaire (G01).
Positionnement en interpolation linéaire
Position finale
Positionnement en interpolation non linéaire
Point de départ
La vitesse de déplacement rapide dans la commande G00 est réglée sur
le paramètre nº 1420 indépendamment pour chaque axe par le
constructeur de la machine–outil. Dans le mode de positionnement activé
par G00, l’outil accélère jusqu’à une vitesse prédéterminée au début d’un
bloc et décélère à la fin d’un bloc. Le passage à l’exécution du bloc suivant
se fait après confirmation de l’arrivée En–position.
“En–position” signifie que le moteur d’avance est à l’intérieur de la
gamme spécifiée.
Cette plage est déterminée par le constructeur de la machine–outil par
définition au paramètre nº 1826.
37
Page 62

4. FONCTIONS D’INTERPOLA TION
Exemples
PROGRAMMATION
X
56,0
B–64134FR/01
30,5
30,0
Restrictions
φ40,0
Z
<Programmation du rayon>
G00X40,0Z56,0 ; (commande absolue)
ou
G00U–60,0W–30,5 ; (commande incrémentale)
La vitesse de déplacement rapide ne peut pas être spécifiée dans l’adresse F.
Même si le positionnement par interpolation linéaire est spécifié, le
positionnement par interpolation non linéaire est utilisé dans les cas
suivants. Par conséquent, veillez à éviter la collision de l’outil avec la
pièce.
D G28 spécifiant le positionnement entre les positions de référence et
intermédiaire.
D G53
38
Page 63

B–64134FR/01
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
4.2
INTERPOLATION
LINEAIRE (G01)
Format
Explications
Les outils peuvent se déplacer le long d’une ligne.
G01 IP_F_;
IP_: Pour une commande absolue, les coordonnées d’un
point d’arrivée et pour une commande incrémentale, la
distance parcourue par l’outil.
F_: Vitesse d’avance de l’outil (avance)
Les outils se déplacent suivant une ligne à la position spécifiée à la vitesse
d’avance spécifiée dans F.
La vitesse d’avance spécifiée dans F reste active jusqu’à spécification
d’une autre valeur. Elle ne doit pas être spécifiée pour chaque bloc.
La vitesse d’avance déterminée par le code F est mesurée suivant la course
de l’outil. Si le code F n’est pas activé, la vitesse d’avance est considérée
comme nulle.
Pour le mode en avance en mm/mn sous commande simultanée de 2 axes,
la vitesse d’avance pour un déplacement suivant chaque axe est la
suivante :
Exemples
D Interpolation linéaire
G01ααββ
< Programmation du diamètre >
G01X40,0Z20,1F20 ; (commande absolue)
ou
G01U20,0W–25,9F20 ; (commande incrémentale)
Ff ;
Vitesse d’avance selon l’axe α :
Vitesse d’avance selon l’axe β :
2
2
Ǹ
L +
)
X
20,1
46,0
F +
F
+
f
L
f
L
39
φ40,0
Point
d’arrivée
φ20,0
Point de départ
Z
Page 64

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
B–64134FR/01
4.3
INTERPOLATION CIRCULAIRE (G02, G03)
Format
La commande ci–dessous déplace un outil le long d’un axe circulaire.
Arc dans le plan ZpXp
G18
G02
G03
Xp_Zp_
Tableau 4.3 Description du format de commande
Commande Description
G18 Définition de l’arc dans le plan ZpXp
G02 Interpolation circulaire Sens horaire (SH)
G03 Interpolation circulaire Sens anti–horaire (SAH)
X
p_
V aleurs de commande de l’axe X
(définies dans le paramètre nº 1022)
I_K_
R_
F_
Explications
D Direction de
l’interpolation
circulaire
Z
p_
I_ Distance de l’axe X
K_ Distance de l’axe Zp du point de départ jusqu’au centre d’un arc
R_ Rayon d’arc sans signe (toujours avec programmation du rayon)
F_ Vitesse d’avance suivant l’arc
V aleurs de commande de l’axe Z
(définies dans le paramètre nº 1022)
du point de départ au centre d’un arc avec
signe, programmation du rayon
avec signe, programmation du rayon
Tableau 4.3 Description du format de commande
p
REMARQUE
Les axes U et W (parallèles aux axes de base) peuvent être
utilisés avec les codes G “B” et “C”.
Le “sens horaire” (G02) et le “sens antihoraire” (G03) sur le plan Z
pXp
sont définis en observant le plan XpYp dans la direction positive vers
négative de l’axe Y
dans le système de coordonnées cartésiennes. Voir
p
figure ci–dessous.
40
Xp
G03
G02
Zp
G18
Page 65

B–64134FR/01
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
D Distance parcourue sur
un arc
D Distance du point de
départ jusqu’au centre
de l’arc
Le point d’arrivée d’un arc est spécifié par adresse Xp ou Zp ou sous forme
d’une valeur absolue ou incrémentale suivant G90 ou G91. Pour la valeur
incrémentale, la distance du point d’arrivée vue depuis le point de départ
de l’arc est spécifiée.
Le centre de l’arc est spécifié par les adresses I et K pour les axes Xp et
Zp respectivement. Par contre, la valeur numérique suivant I ou K est un
composant de vecteur défini lorsque le centre du cercle de base est vu du
point de départ de la développante de cercle ; cette valeur doit être toujours
spécifiée comme une valeur incrémentale indépendamment de la valeur
de G90 et G91 ; comme décrit ci–dessous.
I et K doivent être munis de signe conformément au sens.
Point d’arrivé (z,x)
x
z
k
Centre
Point de
départ
i
I0 et K0 peuvent être omis.
Si la différence entre le rayon au point de départ et le rayon au point
d’arrivée dépasse la valeur dans un paramètre (nº 3410), une alarme P/S
(nº 020) se déclenche.
D Programmation de cercle
entier
D Rayon de l’arc
et Z
p
sont omis (le point d’arrivée est identique au point de départ)
p
Si X
et si le centre est spécifié à l’aide de I et K, un arc de 360° (cercle) est
spécifié.
La distance entre un arc et le centre d’un cercle renfermant l’arc peut être
spécifiée à l’aide du rayon, R, du cercle à la place de I et K.
Dans ce cas, un arc inférieur à 180
considérés. Un arc possédant un angle de secteur de 180
°, et l’autre supérieur à 180° sont
°ou davantage ne
peut pas être spécifié. Si Xp et Zp sont omis et si le point d’arrivée se
trouve à la même position que le point de départ quand R est utilisé, un
arc de 0
° est programmé
G02R ; (L’outil coupant est immobile.)
41
Page 66

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
Pour arc (1) (inférieur à 180 deg)
G02 W60,0 U10,0 R50,0
Pour arc (2) (supérieur à 180 deg)
Un arc avec angle de secteur de 180 deg
ou plus ne peut pas être
spécifié dans un bloc
simple.
F300,0 ;
(2)
B–64134FR/01
r=50mm
Point d’arrivée
(1)
D Vitesse d’avance
Restrictions
D Spécification simultanée
de R, I et K
Point de départ
X
r=50mm
Z
La vitesse d’avance en interpolation circulaire est égale à l’avance
spécifiée dans le code F, et la vitesse d’avance suivant l’arc (avance
tangentielle de l’arc) est contrôlée de façon que l’avance tangentielle soit
toujours définie à la valeur spécifiée.
L’erreur entre la vitesse d’avance déterminée et la vitesse d’avance de
l’outil réelle est de
±2 %. T outefois, cette vitesse d’avance est mesurée le
long de l’arc après compensation du rayon du nez de l’outil.
Si les adresses I, K et R sont spécifiées simultanément, l’arc
correspondant à l’adresse R l’emporte sur les autres.
D Spécification d’un axe
qui ne se trouve pas
dans le plan spécifié
D Différence entre les
rayons correspondant
aux points de départ et
d’arrivée
D Spécification d’un
demi–cercle avec R
Si un axe non contenu dans le plan déterminé est commandé, une alarme
se déclenche.
Si la différence sur le rayon entre le point de départ et les points de l’arc
dépasse la valeur définie au paramètre nº 3410, une alarme P/S nº 020 est
émise.
Si le point d’arrivée ne se trouve pas sur l’arc, l’outil se déplace ligne
droite suivant l’un des axes après avoir atteint le point d’arrivée.
Si un arc dont l’angle principal est presque égale à 180 est spécifié avec
R, le calcul des coordonnées du centre peut être erroné. Dans ce cas,
spécifiez le centre de l’arc à l’aide de I et K.
42
Page 67

B–64134FR/01
Exemples
D Commande
d’interpolation circulaire
X, Z
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
G02X_Z_I_K_F_; G03X_Z_I_K_F_;
Point d’arrivée
Axe X
X
Z
Centre de l’arc
(Programmation
du diamètre)
Point de départ
K
Axe Z Axe Z Axe Z
Point d’arrivée
Axe X Axe X
X
Z
K
(Programmation
du diamètre)
Point de départ
G02X_Z_R_F_;
Point d’arrivée
R
X
Z
(Programmation
du diamètre)
Point de départ
(Programmation absolue) (Programmation absolue) (Programmation absolue)
X
15,0
R25,0
(Programmation du diamètre)
G02X50,0Z30,0I25,0F0,3; ou
G02U20,0W–020,0I25,0F0,3; ou
G02X50,0Z30,0R25,0F0,3 ou
10,0
G02U20,0W–20,0R25.F0,3;
φ50,0
30,0
Z
Centre de l’arc
50,0
43
Page 68

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
B–64134FR/01
4.4
INTERPOLATION EN COORDONNEES POLAIRES (G12.1, G13.1)
Format
D Spécifiez G12.1 et G13.1
dans des blocs séparés.
Explications
D Interpolation en
coordonnées polaires
L’interpolation en coordonnées polaires est une fonction exerçant une
commande de contournage en convertissant une commande programmée
dans un système de coordonnées cartésiennes sur le déplacement de l’axe
linéaire (déplacement d’un outil) et le déplacement d’un axe rotatif
(rotation d’une pièce). Cette méthode est utile lors de l’usinage d’une
surface frontale et de la rectification d’un arbre à cames sur un tour.
G12.1 ;
G13.1 ;
Démarre le mode interpolation en coordonnées
polaires (active l’interpolation en coordonnées
polaires)
Spécifiez l’interpolation linéaire ou circulaire à l’aide des
coordonnées dans un système cartésien comprenant
un axe linéaire et un axe rotatif (axe virtuel).
Le mode interpolation en coordonnées polaires est
annulé (pour ne pas effectuer l’interpolation en
coordonnées polaires)
G112 et G113 peuvent être utilisés respectivement au lieu
de G12.1 et G13.1.
G12.1 démarre le mode d’interpolation en coordonnées polaires et
sélectionne un plan d’interpolation en coordonnées polaires (Fig. 4.4).
L’interpolation en coordonnées polaires est effectuée dans ce plan.
Axe rotatif (axe virtuel)
(unité : mm ou pouces)
Axe linéaire
(unité : mm ou pouces)
Origine du système de coordonnées pièce
Fig. 4.4 Plan d’interpolation en coordonnées polaires.
À la mise sous tension ou à la réinitialisation du système, l’interpolation
en coordonnées polaires est annulée (G13.1).
Les axes linéaires et de rotation pour l’interpolation en coordonnées
polaires doivent être définis préalablement dans les paramètres (nº 5460
et 5461).
44
Page 69

B–64134FR/01
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
D Valeur du déplacement
et avance pour
l’interpolation en
coordonnées polaires
L’unité des coordonnées
sur l’axe hypothétique est
la même que l’unité de
l’axe linéaire
(mm/pouces)
L’unité de la vitesse
d’avance est en mm/mn.
ou en pouces/mn.
D Codes G pouvant être
spécifiés dans le mode
d’interpolation en
coordonnées polaires
D Interpolation circulaire
dans le plan de
coordonnées polaires
En mode d’interpolation en coordonnées polaires, les commandes de
programme sont spécifiées en coordonnées cartésiennes sur le plan
d’interpolation en coordonnées polaires. L’adresse d’axe de l’axe rotatif
est utilisée comme adresse d’axe du deuxième axe (axe virtuel) dans le
plan. Lorsqu’un diamètre ou un rayon est spécifié pour le premier axe
dans le plan, il est identique à celui de l’axe rotatif sans tenir compte de
la spécification du premier axe dans le plan.
L’axe virtuel se trouve sur la coordonnée 0 immédiatement après la
spécification de G12.1. L’interpolation polaire démarre en supposant un
angle 0 pour la position de l’outil lorsque G12.1 est spécifié.
Spécifiez la vitesse d’avance en vitesse tangentielle (vitesse relative entre
la pièce et l’outil) par rapport au plan d’interpolation en coordonnées
polaires (système de coordonnées cartésiennes) à l’aide de F.
G01 Interpolation linéaire. . . . . . . . . . . .
G02, G03
G04
G40, G41, G42
Interpolation circulaire. . . . . . . . .
Temporisation. . . . . . . . . . . . .
Compensation du rayon du bec de l’outil . . . .
(L’interpolation en coordonnées polaires est
appliquée à la trajectoire après compensation d’outil).
G65, G66, G67 Commande de macro personnalisée. . . .
G98, G99
Avance en mm/mn, avance en mm/tour. . . . . . . . .
Les adresses de spécification du rayon d’un arc pour l’interpolation
circulaire (G02 ou G03) dans le plan d’interpolation en coordonnées
polaires dépendent du premier axe dans le plan (axe linéaire).
D I et J dans le plan Xp–Yp lorsque l’axe linéaire est l’axe X ou un axe
parallèle à cet axe X.
D J et K dans le plan Yp–Zp lorsque l’axe linéaire est l’axe Y ou un axe
parallèle à cet axe Y.
D K et I dans le plan Zp–Xp lorsque l’axe linéaire est l’axe Z ou un axe
parallèle à cet axe Z.
D Déplacement le long
d’axes non définis dans
le plan d’interpolation en
coordonnées polaires
D Affichage de la position
actuelle en mode
d’interpolation en
coordonnées polaires
Le rayon d’un arc peut également être spécifié avec une commande R.
REMARQUE
Les axes U, V et W (parallèles aux axes de base) peuvent
être utilisés avec les codes G “B” et “C”.
L’outil se déplace normalement le long de ces axes, indépendamment de
l’interpolation en coordonnées polaires.
Les coordonnées réelles sont affichées. Toutefois, la distance restant à
parcourir dans un bloc est affichée en fonction des coordonnées dans le
plan d’interpolation en coordonnées polaires (coordonnées cartésiennes).
45
Page 70

4. FONCTIONS D’INTERPOLA TION
Restrictions
PROGRAMMATION
B–64134FR/01
Système de coordonnées
D
pour interpolation en
coordonnées polaires
D Commande de
compensation du rayon
d’outil
D Redémarrage du
programme
D Vitesse d’avance d’usinage
pour l’axe rotatif
A vant de spécifier G12.1, il faut établir un système de coordonnées locales
(ou système de coordonnées pièce) où le centre de l’axe rotatif est l’origine
du système de coordonnées. En mode G12.1, le système de coordonnées ne
doit pas être changé (G92, G52, G53, réinitialisation des coordonnées
relatives, G54 à G59, etc.).
Le mode d’interpolation en coordonnées polaire ne peut pas être démarré
ou terminé (G12.1 ou G13.1) en mode de compensation du rayon de nez de
l’outil (G41 ou G42). G12.1 ou G13.1 doit être spécifié dans le mode annulé
de compensation du rayon du nez de l’outil (G40).
Pour un bloc en mode G12.1, le programme ne peut pas être redémarré.
L ’interpolation en coordonnées polaires convertit le déplacement de l’outil
pour un chiffre programmé dans le système de coordonnées cartésiennes en
un déplacement d’outil dans l’axe rotatif (axe C) et l’axe linéaire (axe X).
Lorsque l’outil se déplace plus près du centre de la pièce, le composant de
l’axe C de la vitesse d’avance augmente et peut dépasser la vitesse d’avance
d’usinage maximale de l’axe C (réglée dans le paramètre nº 1422) ce qui
déclenche une alarme (voir le schéma ci-dessous). Pour empêcher la
composante de l’axe C de dépasser l’avance d’usinage maximale de l’axe
C, il faut diminuer l’avance spécifiée à l’adresse F ou créer un programme
où l’outil (centre de l’outil lorsque la compensation du rayon du bec de
l’outil est appliquée) ne s’approche pas trop du centre de la pièce.
AVERTISSEMENT
Considérons les lignes L1, L2 et L3. ∆X représente une distance
∆
X
θ1
θ2
θ3
L1
parcourue par l’outil par unité de temps à la vitesse d’avance
spécifiée avec l’adresse F dans le système de coordonnées
cartésiennes. Comme l’outil se déplace de L1 à L2 puis à L3, l’angle
L2
décrit par l’outil par unité de temps correspondant à ∆X dans le
système de cordonnées cartésiennes augmente de θ1 àθ 2 à θ3.
L3
En d’autres termes, le composant de l’axe C de la vitesse d’avance
augmente à mesure que l’outil s’approche du centre de la pièce. Le
composant C de la vitesse d’avance peut dépasser la vitesse
d’avance d’usinage maximale de l’axe C car le déplacement de
l’outil dans le système de coordonnées cartésiennes à été converti
en déplacement de l’outil pour l’axe C et l’axe X.
L : Distance (en mm) entre le centre de l’outil et le centre de la pièce lorsque le centre de l’outil
est plus près du centre de la pièce
R : Vitesse d’avance d’usinage maximale (degré/min) de l’axe C
Ensuite, une vitesse pouvant être spécifiée avec l’adresse F dans l’interpolation en coordonnées
polaires peut être indiquée par l’équation ci–dessous. Spécifiez une vitesse obtenue par la
formule. La formule donne une valeur théorique ; en fait, il sera peut–être nécessaire de prendre
une valeur légèrement inférieure à la valeur théorique en cas d’erreur de calcul.
F < L × R ×
π
180
mm/min
D Programmation du
diamètre et du rayon
Même lorsque la programmation du diamètre est utilisée pour l’axe
linéaire (axe X), la programmation du rayon est appliquée à l’axe rotatif
(axe C).
46
Page 71

B–64134FR/01
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
Exemples
Exemple de programme d’interpolation en coordonnées polaire fondé sur
l’axe X (axe linéaire) et l’axe C (axe rotatif)
C’ (Axe hypothétique)
N204
N205
N206
Axe C
N203
N202
N208
N207
Trajectoire après compensation du rayon
du nez de l’outil
Trajectoire du programme
N201
N200
Axe X
Outil
Axe Z
L’axe X est pour la programmation du diamètre, l’axe C pour la programmation du rayon.
O0001 ;
N010 T0101
N0100 G00 X120,0 C0 Z _ ; Positionnement sur la position de démarrage
N0200 G12.1 ; Démarrage de l’interpolation en coordonnées polaires
N0201 G42 G01 X40,0 F _ ;
N0202 C10,0 ;
N0203 G03 X20,0 C20,0 R10,0 ;
N0204 G01 X–40,0 ; Programme géométrie
N0205 C–10,0 ; (programme fondé sur les coordonnées
N0206 G03 X–20,0 C–20,0 I10,0 J0 ; cartésiennes sur le plan X–C’)
N0207 G01 X40,0 ;
N0208 C0 ;
N0209 G40 X120,0 ;
N0210 G13.1 ; Annulation de l’interpolation en coordonnées polaires
N0300 Z __ ;
N0400 X __C __ ;
N0900M30 ;
47
Page 72

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
B–64134FR/01
4.5
INTERPOLATION CYLINDRIQUE (G07.1)
Format
Explications
D Sélection du plan
(G17, G18, G19)
La valeur de déplacement de l’axe rotatif spécifiée par un angle est
convertie une fois de façon interne en distance de l’axe linéaire le long de
la surface extérieure de sorte que l’interpolation linéaire ou l’interpolation
circulaire puisse être exécutée avec un autre axe. Après l’interpolation,
cette distance est reconvertie en la valeur de déplacement de l’axe rotatif.
La fonction d’interpolation cylindrique permet le développement de la
développante d’un cylindre destiné à la programmation. Ainsi, il est très
facile de créer des programmes, par ex. pour le rainurage de gorge
cylindrique.
G07.1 IP r ; Démarre le mode d’interpolation cylindrique
(active l’interpolation cylindrique).
:
:
:
G07.1 IP 0 ; Le mode d’interpolation cylindrique est annulé.
IP : Une adresse pour l’axe rotatif
r : Rayon du cylindre
Déterminer G07.1 IP r ; et G07.1 IP 0 ; en blocs indépendants.
G107 peut être utilisé au lieu de G07.1.
Utilisez le paramètre (nº 1002) pour préciser si l’axe de rotation est l’axe
X, Y ou Z, ou un axe parallèle à un de ces axes. Spécifiez le code G pour
sélectionner un plan où l’axe de rotation est l’axe linéaire spécifié.
Par exemple, si l’axe de rotation est un axe parallèle à l’axe X, G17 doit
spécifier un plan Xp–Yp, un plan défini par l’axe de rotation et l’axe Y
ou un axe parallèle à l’axe Y.
On ne peut définir qu’un axe de rotation pour une interpolation
cylindrique.
D Vitesse d’avance
REMARQUE
Les axes U, V et W (parallèles aux axes de base) peuvent
être utilisés avec les codes G B et C.
Une vitesse d’avance spécifiée en mode d’interpolation cylindrique est
une vitesse sur la surface cylindrique développée.
48
Page 73

B–64134FR/01
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
D Interpolation circulaire
(G02,G03)
D Compensation de rayon
de bec d’outil
D Précision de
l’interpolation
cylindrique
En mode d’interpolation cylindrique, l’interpolation circulaire est
possible avec l’axe de rotation et un autre axe linéaire. Le rayon R est
utilisé dans les commandes de la même façon que décrit au chapitre II4.4.
Les rayons ne s’expriment pas en degrés mais en millimètres (dans le cas
des entrées en mm) ou en pouces (pour les entrées en pouces).
< Exemple Interpolation circulaire entre l’axe Z et l’axe C >
Pour l’axe C du paramètre nº 1022, 5 (axe parallèle à l’axe X)
doit être défini. La commande de l’interpolation circulaire est donc
G18 Z__C__;
G02 (G03) Z__C__R__;
Pour l’axe C du paramètre nº 1022, 6, (axe parallèle à l’axe Y)
vous pouvez plutôt spécifier la valeur 6. Dans ce cas, la commande pour
l’interpolation circulaire devient
G19 C__Z__;
G02 (G03) Z__C__R__;
Pour exécuter la compensation du rayon de bec d’outil dans le mode
d’interpolation cylindrique, annulez le mode de compensation de rayon
de bec d’outil avant d’entrer le mode d’interpolation cylindrique. Ensuite,
démarrez et exécutez la compensation de rayon de bec d’outil à l’intérieur
du mode d’interpolation cylindrique.
En mode d’interpolation cylindrique, la valeur de déplacement de l’axe
rotatif spécifiée par un angle est convertie de façon interne en distance
d’axe linéaire sur la surface extérieure de sorte que l’interpolation linéaire
ou l’interpolation circulaire peut être exécutée avec un autre axe. Après
l’interpolation, une telle distance est de nouveau convertie en angle. Dans
cette conversion, la valeur de déplacement est arrondie au plus petit
incrément d’entrée.
Ainsi, lorsque le rayon d’un cylindre est petit, la valeur réelle de
déplacement peut différer d’une valeur de déplacement spécifiée. Notez,
cependant, que ce type d’erreur n’est pas cumulatif.
Si le fonctionnement manuel est utilisé en mode d’interpolation
cylindrique avec le mode absolu manuel activé, une erreur peut survenir
pour la raison décrite ci-dessus.
Restrictions
D Spécification du rayon
de l’arc en mode
d’interpolation
cylindrique
D Interpolation circulaire et
compensation du rayon
du nez de l’outil
V aleur actuelle
du déplacement
REV MOUVEM.
R
REV MOUVEM.
=
2×2πR
V aleur du déplacement par rotation de l’axe de rotation
:
(valeur définie du paramètre nº 1260)
Rayon de la pièce
:
: Arrondi au plus petit incrément d’entrée
V aleur spécifiée
2×2πR
REV MOUVEM.
En mode d’interpolation cylindrique, un rayon d’arc ne peut pas être
spécifié avec l’adresse de mot I, J ou K.
Si le mode d’interpolation circulaire est démarré lorsque la compensation
du rayon du nez de l’outil est déjà appliquée, l’interpolation circulaire
n’est pas exécutée correctement en mode d’interpolation cylindrique.
49
Page 74

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
B–64134FR/01
D Positionnement
D Réglage du système de
coordonnées
D Réglage du mode
d’interpolation cylindrique
D Cycle fixe de perçage
pendant le mode
d’interpolation cylindrique
Exemples
En mode d’interpolation cylindrique, les opérations de positionnement
(comprenant celles produisant des cycles de déplacement rapide comme
G28, G80 à G89) ne peuvent pas être spécifiées. Avant d’effectuer des
positionnements, il faut annuler le mode d’interpolation cylindrique.
L’interpolation cylindrique (G07,1) n’est pas possible en mode
positionnement (G00).
En mode d’interpolation cylindrique, un système de coordonnées pièce
G50 ne peut pas être spécifié.
Il n’est pas possible de redéfinir le mode d’interpolation cylindrique
lorsque le mode est déjà actif. Le mode d’interpolation cylindrique doit
être annulé avant de pouvoir être réinitialisé.
Les cycles fixes de perçage, G81 à G89, ne peuvent pas être spécifiés au
cours du mode d’interpolation cylindrique.
Exemple de programme d’interpolation cylindrique
O0001 (INTERPOLATION CYLINDRIQUE);
N01 G00 Z100,0 C0 ;
N02 G01 G18 W0 H0 ;
N03 G07,1 H57299 ;
N04 G01 G42 Z120,0 D01 F250 ;
N05 C30,0 ;
N06 G02 Z90,0 C60,0 R30,0 ;
N07 G01 Z70,0 ;
N08 G03 Z60,0 C70,0 R10,0 ;
N09 G01 C150,0 ;
N10 G03 Z70,0 C190,0 R75,0 ;
N1 1 G01 Z110,0 C230,0 ;
N12 G02 Z120,0 C270,0 R75,0 ;
N13 G01 C360,0 ;
N14 G40 Z100,0 ;
N15 G07,1 C0 ;
N16 M30 ;
C
RZ
mm
120
110
90
70
60
Z
N0
5
N06
N11
N07
N08
0
30
60 70
N09
N10
150
N12
230190
270
N13
360
C
degrés
50
Page 75

B–64134FR/01
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
4.6
FILETAGE A PAS
CONSTANT (G32)
Fig. 4.6 (a) Filetage droit
Format
Des filetages coniques et en spirale ajoutés à des filetages droits à pas
égaux peuvent être usinés par application d’une commande G32.
La vitesse de broche est lue par le codeur de position sur la broche en
temps réel et convertie en une vitesse d’avance d’usinage pour mode
d’avance en mm/mn, utilisé pour le déplacement de l’outil.
L
L
Fig. 4.6 (b) Filetage conique
L
Fig. 4.6 (c) Filetage en spirale
G32IP_F_;
IP_: Point d’arrivée
F_: Pas de l’axe long
(toujours programmation du rayon)
Explications
Axe X
Point d’arrivée
δ
X
0
Fig. 4.6 (d) Exemple de filetage
2
Z
α
δ
1
L
Point de départ
Axe Z
En général, le filetage est répété le long de la même trajectoire d’outil, de
l’ébauche à la finition d’une vis. Etant donné que le filetage démarre
lorsque le codeur de position sur la broche émet un signal, le filetage
commence à un point fixe et la trajectoire d’outil par rapport à la pièce
reste la même pour un usinage répété. Notez que la vitesse de broche doit
rester constante de l’ébauche à la finition. Sinon, un filetage incorrect sera
obtenu.
51
Page 76

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
X
Filetage conique
LX
α
LZ
αx45° pas est LZ
αy45° pas est LX
Fig 4.6 (e) LZ et LX d’un filetage conique
B–64134FR/01
Z
En général, le retard de la partie puissance, etc. produira des filetages
légèrement incorrects aux points de départ et final d’un filetage. Afin de
compenser cette erreur, il est recommandé de définir une longueur de
filetage légèrement supérieure à celle requise.
Tableau 4.6 : liste des plages de définition du pas de filetage.
T ableau 4.6 Plages de valeurs de pas pouvant être définies
Plus petit incrément decommande
Entrée en 0,0001 à 500,0000 mm
millimètres
Entrée en 0,000001 pouce à 9,999999 pouces
pouces
52
Page 77

B–64134FR/01
Explications
1. Filetage droit
Axe X
2. Filetage conique
Axe X
φ50
φ43
0
30
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
Les valeurs suivantes sont utilisées pour la
programmation :
Pas de filetage : 4mm
=3mm
δ
30 mm
1
=1,5 mm
δ
2
Profondeur de coupe : 1 mm (deux fois)
(Entrée métrique, programmation de diamètre)
δ
2
δ
1
G00 U–62,0 ;
Axe Z
G32 W–74,5 F4,0 ;
G00 U62,0 ;
W74,5 ;
U–64,0 ;
Pour la deuxième passe, couper 1 mm de plus)
70
(
G32 W–74,5 ;
G00 U64,0 ;
W74,5 ;
Les valeurs suivantes sont utilisées pour la
programmation :
Pas de filetage : 3,5 mm dans le sens d’axe Z
=2mm
δ
1
=1mm
δ
2
Profondeur de coupe dans le sens d’axe X : 1 mm
δ
2
δ
1
Axe Z
φ14
(deux fois)
(Entrée métrique, programmation de diamètre)
G00 X 12,0 Z72,0 ;
G32 X 41,0 Z29,0 F3,5 ;
G00 X 50,0 ;
X72,0 ;
X10,0 ;
Pour la deuxième passe, couper 1 mm de plus)
(
G32 X 39,0 Z29,0 ;
40
G00 X 50,0 ;
Z 72,0 ;
53
Page 78

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
B–64134FR/01
A VERTISSEMENT
1 La correction de la vitesse d’avance est activée (fixée sur 100 %) au cours du filetage.
2 Il est très dangereux d’arrêter l’avance de l’outil à fileter sans arrêter la broche. Cela
augmentera brutalement la profondeur d’usinage. Ainsi, la fonction de suspension de l’avance
est désactivée lors du filetage. Si le bouton de suspension de l’avance est actionné au cours
du filetage, l’outil s’arrête après qu’un bloc ne spécifiant pas le filetage soit exécuté comme si
le bouton BLOC SIMPLE était actionné. Toutefois le voyant de suspension de l’avance (voyant
SPL) s’allume lorsque le bouton SUSPENSION DE L’AV ANCE sur le pupitre de commande de
la machine est actionné. Puis, lorsque l’outil s’arrête, le voyant s’éteint (état d’arrêt du bloc par
bloc).
3 Lorsque le bouton SUSPENSION DE L’AVANCE est maintenu enfoncé ou est de nouveau
actionné dans le premier bloc ne spécifiant pas le filetage immédiatement après un bloc de
filetage, l’outil s’arrête au bloc ne spécifiant pas le filetage.
4 Lorsque le filetage est exécuté en mode de bloc simple, l’outil s’arrête après l’exécution du
premier bloc ne spécifiant pas le filetage.
5 Lorsque le mode est passé du fonctionnement automatique en fonctionnement manuel au
cours du filetage, l’outil s’arrête au premier bloc ne spécifiant pas le filetage comme si le bouton
de suspension de l’avance avait été actionné comme mentionné à la Remarque 3.
Toutefois, lorsque le mode est passé du fonctionnement automatique à un autre mode, l’outil
s’arrête après l’exécution du bloc ne spécifiant pas le filetage comme pour le mode bloc simple
décrit à la Remarque 4.
6 Lorsque le bloc précédent est un bloc de filetage, l’usinage démarre immédiatement sans
attendre la détection du signal correspondant même si le bloc actuel est un bloc de filetage.
G32Z _ F_ ;
Z _; (Le signal n’est pas détecté avant ce bloc).
G32 ; (Considéré comme bloc de filetage).
Z_ F_ ;(Le signal n’est pas détecté non plus).
7 Le contrôle de vitesse de surface constante étant activé au cours du filetage en spirale ou
conique et la vitesse changeant, le pas du filetage correct peut ne pas être obtenu. Par
conséquent, ne pas utiliser la commande de vitesse de surface constante au cours du filetage.
Utilisez plutôt G97.
8 Un bloc de déplacement précédant le bloc de filetage ne doit pas spécifier le chanfreinage ou
le rayon d’angle.
9 Un bloc de filetage ne doit pas spécifier le chanfreinage ou le rayon d’angle.
10La fonction de correction de la vitesse de la broche est désactivée au cours du filetage. La
vitesse de la broche est fixée à 100 %.
11 La fonction de retrait de cycle de filetage est inefficace pour G32.
54
Page 79

B–64134FR/01
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
4.7
FILETAGE CONTINU
Explications
Cette fonction de filetage continu est telle que les sorties des impulsions
entre les blocs à commande de déplacement se chevauchent avec le
déplacement pour traiter l’impulsion suivant et la sortie (superposition de
blocs).
Ainsi, les séquences d’usinage discontinues dus à l’interruption de
déplacement dans un bloc d’usinage continu sont éliminées permettant
alors de commander le bloc de façon continue pour les instructions de
filetage.
Le système étant commandé de façon à ce que la synchronisation avec la
broche ne dévie pas dans le joint entre les blocs partout où cela est
possible, il est possible d’effectuer des opérations de filetage spéciales
dans lesquelles le pas et la forme changent à mi–chemin.
G32
G32
Fig 4.7 Filetage continu
G32
Même lorsque la même section est répétée pour le filetage en changeant
la profondeur d’usinage, ce système permet un usinage correct sans
affecter les filetages.
REMARQUE
1 La superposition de blocs est activée même pour la
commande G01, permettant une surface de finition encore
meilleure
2 En cas de microblocs extrêmes continus, aucune
superposition de bloc ne fonctionne.
55
Page 80

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
B–64134FR/01
4.8
FILETAGE MULTIPLE
Format
L’utilisation de l’adresse Q pour spécifier un angle entre le signal une
rotation de la broche et le démarrage du filetage décale l’angle de
démarrage du filetage, permettant de produire facilement des vis à filetage
multiple.
Vis à filetage multiple.
(filetage à pas constant)
G32 IP_ F_ Q_ ;
G32 IP_ Q_ ;
IP_ : Point d’arrivée
F_ : Pas dans la direction longitudinale
Q_ : Angle de démarrage du filetage
Explications
D Commandes de filetage
disponibles
Restrictions
D Angle de départ
D Incrément d’angle de
départ
D Plage d’angles de départ
programmables
G32: Filetage à pas constant
G34: Filetage à pas variable
G76: Cycle de filetage multiple
G92: Cycle de filetage
L ’angle de départ n’est pas une valeur d’état continu (modale). Il doit être
spécifié à chaque fois qu’il est utilisé. Si aucune valeur n’est pas spécifiée,
0 est supposé.
L’incrément de l’angle de départ (Q) est de 0,001 degré. Bien noter qu’il
n’est pas possible de spécifier un point décimal.
Exemple :
Pour un angle de décalage de 180 degré, spécifiez Q180000.
Q180,000 ne peut pas être spécifié car la valeur comporte un point
décimal.
Un angle de départ (Q) situé entre 0 et 360000 (en unités de 0,001 degré)
peut être spécifié. Si une valeur supérieure à 360000 (360 degrés) est
spécifiée, elle est arrondie à 360000 (360 degrés).
D Filetage multiple (G76)
Utilisez toujours le format de bande FS15 pour la commande de coupe
G76.
56
Page 81

B–64134FR/01
Exemples
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
Programme de production de vis à double filetage
(avec angles de départ de 0 et 180 degrés)
G00 X40,0 ;
G32 W–38,0 F4,0 Q0 ;
G00 X72,0 ;
W38,0 ;
X40,0 ;
G32 W–38,0 F4,0 Q180000 ;
G00 X72,0 ;
W38,0 ;
57
Page 82

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
B–64134FR/01
4.9
FONCTION DE SAUT (G31)
Format
Explications
L’interpolation linéaire peut être commandée en spécifiant le
déplacement axial suivant la commande G31 comme G01. Si un signal
de saut externe est introduit pendant l’exécution de cette commande,
celle-ci est interrompue et l’exécution passe au bloc suivant.
La fonction de saut est utilisée lorsque la fin de l’usinage n’est pas
programmée mais définie par un signal de la machine, par exemple, en
rectification. Par exemple, en rectification, il est aussi utilisé pour
mesurer les dimensions d’une pièce.
Pour plus d’informations relatives à l’exploitation de cette fonction,
consulter les manuels correspondants fournis par le fabricant de la
machine–outil.
G31IP_;
G31: Code G non modal (Il n’est actif que dans le bloc dans
lequel il est programmé)
Les valeurs de coordonnées lorsque le signal de saut est activé peuvent
être utilisées dans une macro personnalisée car elles sont enregistrées
dans la variable du système de macro personnalisée #5061 et #5062
comme suit :
#5061 valeur de coordonnée sur l’axe X
#5062 valeur de coordonnée sur l’axe Z
#5063 valeur de coordonnée sur le troisième axe (axe Cs)
AVERTISSEMENT
Pour augmenter la précision de la position de l’outil lors de
l’entrée du signal de saut, la correction des avances, la
simulation et l’accélération/décélération sont désactivées
pour la fonction “saut” quand la vitesse d’avance est
spécifiée en distance par minute. Pour activer ces
fonctions, donner la valeur 1 au bit 7 (SKF) du paramètre
nº 6200. Si la vitesse d’avance est définie comme valeur
d’avance par rotation, correction des avances, marche à
vide et accélération/décélération automatiques sont
activées pour la fonction de saut, indépendamment de la
valeur du bit SKF.
REMARQUE
1 Si la commande G31 est émise alors que la compensation du
rayon du nez de l’outil est appliquée, une alarme P/S nº 035
s’affiche. Annulez la compensation de l’outil de coupe avec la
commande G40 avant de spécifier la commande G31.
2 Dans le cas de saut à grande vitesse, l’exécution d’une commande
G31 en mode d’avance par rotation provoque une alarme P/S
(nº 211).
58
Page 83

B–64134FR/01
Exemples
D Le bloc suivant G31 est une
commande incrémentale
PROGRAMMATION
G31 W100,0 F100;
U50,0;
4. FONCTIONS D’INTERPOLA TION
U50,0
D Le bloc suivant G31 est une
commande absolue pour 1
axe
Le signal de saut est entré ici
X
100,0
Z
Fig. 4.9(a) Le bloc suivant est une commande incrémentale
G31 Z200,00 F100;
X100,0;
Le signal de saut est entré ici
50,0
W100
Déplacement réel
déplacement sans signal de saut
X100,0
X200,0
D Le bloc suivant G31 est une
commande absolue pour 2
axes
Déplacement réel
Déplacement sans signal de saut
Fig. 4.9(b) Le bloc suivant est une commande absolue pour 1 axe
G31 G90X200,0 F100;
X300,0 Z100,0;
X
Le signal de saut est entré ici
100
100 200 300
Fig. 4.9(c) Le bloc suivant est une commande absolue pour 2 axes
(300,100)
Déplacement réel
Déplacement sans signal de
saut
Z
59
Page 84

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
B–64134FR/01
4.10
SAUT MULTIPLE (G31)
Format
Dans un bloc spécifiant P1 à P4 après G31, la fonction de saut multiple
mémorise les coordonnées dans une variable de macro personnalisée
lorsqu’un signal de saut (4 ou 8 points ; 8 points dans le cas d’un signal
de saut à grande vitesse) est activé. Ensuite, la fonction saute la valeur
totale du déplacement restant. Dans le bloc spécifiant Q1 à Q4 après G04,
la fonction saute une temporisation lorsqu’un signal de saut (4 ou 8 points
; 4 points dans le cas d’un signal de saut à grande vitesse) est activé.
Un signal de saut provenant d’un équipement, tel qu’un instrument de
mesure de dimension fixe, peut être utilisé pour sauter des programmes
en cours d’exécution.
En mode de rectification en une passe, par exemple, une série
d’opérations allant de l’ébauche à l’arrêt d’étincelage peut être exécutée
automatiquement en appliquant un signal de saut à la fin de chaque
ébauche, semi–finition, finition ou arrêt d’étincelage.
Pour plus de détails sur l’utilisation de cette fonction, reportez–vous aux
manuels fournis par le constructeur de machines–outils.
Commande de déplacement
G31 IP __ F __ P __ ;
IP_ : Point d’arrivée
F_ : Vitesse d’avance
P_ : P1–P4
Explications
D Correspondance aux
signaux de saut
Temporisation
G04 X (U, P)__ (Q__) ;
X(U, P)_ : Durée de temporisation
Q_ : Q1 – Q4
Le saut multiple est activé en spécifiant P1, P2, P3 ou P4 dans un bloc
G31. Pour plus d’informations sur la procédure de sélection de P1, P2, P3
ou P4, consultez le manuel fourni par le constructeur de la machine–outil.
En spécifiant Q1, Q2, Q3 ou Q4 dans G04 (commande de temporisation),
cela active le saut de temporisation de la même façon que G31. Un saut
peut avoir lieu même si Q n’est pas spécifié. Pour plus d’informations sur
la procédure de sélection de Q1, Q2, Q3 ou Q4, consultez le manuel fourni
par le constructeur de la machine–outil.
Les paramètres nº 6202 à 6205 peuvent être utilisés pour spécifier le type
de signal de saut à utiliser (4 ou 8 points ; 4 points dans le cas d’un signal
de saut à grande vitesse). La programmation n’est pas limitée à une
correspondance bi–univoque. Il est également possible de spécifier qu’un
signal de saut corresponde à deux Pn ou Qn ou plus (n = 1, 2, 3, 4). Les
bits 0 (DS1) à 7 (DS8) du paramètre nº 6206 peuvent être également
utilisés pour spécifier une temporisation.
PRECAUTION
La temporisation n’est pas sautée si Qn n’est pas spécifié
et si les paramètres DS1–DS8 (nº 6206#0–#7) ne sont pas
définis.
60
Page 85

B–64134FR/01
PROGRAMMATION
4. FONCTIONS D’INTERPOLA TION
4.11
SAUT DE LIMITE DE COUPLE (G31 P99)
Format
Explications
D G31 P99
L ’application d’un couple moteur limité (par exemple, par une commande
de limite de couple, générée à la fenêtre PMC), une commande de
déplacement faisant suite à G31 P99 (ou G31 P98) peut produire le même
type d’avance d’usinage qu’avec G01 (interpolation linéaire).
La réception d’un signal indiquant une limite de couple (en raison de la
pression appliquée ou d’une autre raison quelconque) entraîne
l’exécution d’un saut.
Pour plus d’informations relatives à l’exploitation de cette fonction,
consulter les manuels correspondants fournis par le fabricant de la
machine–outil.
G31 P99 IP_ F_ ;
G31 P98 IP_ F_ ;
G31: Code G non modal (Il n’est actif que dans le bloc dans
dans lequel il est programmé)
Si la limite de couple moteur est atteinte ou un signal SAUT a été reçu
pendant l’exécution de G31 P99, la commande de déplacement en cours
annulée et le bloc suivant sera exécuté.
D G31 P98
D Commande de limite de
couple
D Variable système de
macro personnalisée
Restrictions
D Commande d’axes
Si la limite de couple moteur est atteinte pendant l’exécution de G31 P98,
la commande de déplacement en cours annulée et le bloc suivant sera
exécuté. Le signal de SAUT <X0004#7/Chariot porte–outil 2 X0013#7>
n’influence pas G31 P98.
L’introduction d’un signal de SAUT pendant l’exécution de G31 P98 ne
provoque pas un saut.
Si une limite de couple n’est pas spécifiée avant l’exécution de G31
P99/98, la commande de déplacement sera exécutée sans effectuer le saut
même si une limite de couple est atteinte.
Lorsque G31 P99/98 est programmée, les variables de macros
personnalisées contiennent les coordonnées à la fin du saut. (Voir
Chapitre 4.9.)
Si un signal SAUT provoque un saut avec G31 P99, les variables système
de macros personnalisées maintiennent les coordonnées basées sur le
système de coordonnées de la machine lorsqu’elle s’arrête plutôt que ceux
lorsque le signal SAUT est entré.
V ous ne pouvez contrôler qu’un seul axe dans chaque bloc à l’aide de G31
P98/99.
Si vous avez spécifié deux axes à contrôler ou davantage dans ces blocs
ou si vous n’exécutez aucune commande d’axe, l’alarme P/S nº 015 est
émise.
D Degré d’erreur servo
Quand un signal indiquant que la limite de couple est atteinte est entré
pendant l’exécution de G31 P99/98 et que le degré d’erreur servo dépasse
32767, l’alarme P/S nº 244 est émise.
61
Page 86

4. FONCTIONS D’INTERPOLA TION
PROGRAMMATION
B–64134FR/01
D Saut à grande vitesse
D Commande de vitesse
D Commandes
consécutives
A vec G31 P99, un signal SAUT peut provoquer un saut mais pas un saut à
grande vitesse.
Le bit 7 (SKF) du paramètre nº 6200 doit être défini afin de désactiver la
marche à vide ainsi que l’accélération ou la décélération automatique pour
les commandes de saut G31.
N’utilisez pas G31 P99/98 dans des blocs consécutifs.
AVERTISSEMENT
Spécifiez toujours une limite de couple avant une
commande G31 P99/98. Sinon, G31 P99/98 autorise
l’exécution des commandes de déplacement sans saut.
REMARQUE
Si G31 est exécuté quand la compensation du rayon du nez
de l’outil est spécifiée, l’alarme P/S nº 035 est émise. Par
conséquence, avant de programmer G31, exécutez G40
pour annuler la compensation du rayon du bec d’outil.
Exemples
O0001 ;
:
:
Mjj ;
:
:
G31 P99 X200. F100 ;
:
G01 X100. F500 ;
:
:
M ;
:
:
M30 ;
:
%
Le PMC spécifie la limite de couple à
travers la fenêtre.
Commande de saut de limite de couple
Commande de déplacement pour
laquelle une limite de couple est
appliquée
Limite de couple annulée par le PMC
62
Page 87

B–64134FR/01
5
PROGRAMMATION
FONCTIONS D’AVANCE
5. FONCTIONS D’A VANCE
63
Page 88

5. FONCTIONS D’A VANCE
PROGRAMMATION
B–64134FR/01
5.1
GENERALITES
D Fonctions d’avance
D Correction
D Accélération/
décélération
automatique
Les fonctions d’avance contrôlent l’avance de l’outil. Les deux fonctions
d’avance suivantes sont utilisables :
1. Déplacement rapide
Lorsque la commande de positionnement (G00) est spécifiée, l’outil
se déplace à une vitesse de déplacement rapide définie dans la CNC
(paramètre nº 1420).
2. Avance de coupe
L’outil se déplace à l’avance de coupe programmée.
Une correction peut être appliquée à la vitesse de déplacement rapide et
à la vitesse d’avance de coupe en agissant sur le sélecteur installé sur le
pupitre de la machine.
Pour éviter les secousses sur la machine, l’accélération/décélération est
automatiquement appliquée lorsque l’outil commence ou termine son
déplacement (Fig. 5.1 (a)).
Vitesse de déplacement rapide
F
R
0
T
R
Vitesse d’avance
F
C
0
T
C
F
: Vitesse de dépla-
R
cement rapide
: Temps d’accéléra–
T
R
tion/décélération
constant pour une
vitesse de déplacement rapide
Temp
s
T
R
F
: Avance
C
: Constante de temps
T
C
d’accélération/décél
ération pour une
vitesse d’avance de
coupe
Temp
s
T
C
Fig. 5.1 (a) Accélération/décélération automatique (exemple)
64
Page 89

B–64134FR/01
PROGRAMMATION
5. FONCTIONS D’A VANCE
D Trajectoire de l’outil
dans une avance de
coupe
Si le sens du déplacement change entre les blocs d’usinage spécifiés, la
trajectoire peut être arrondie dans les angles (Fig. 5.1 (b)).
X
Trajectoire programmée
Trajectoire réelle
0
Fig. 5.1 (b) Exemple de trajectoire d’outil entre deux blocs
Z
En interpolation circulaire, une erreur radiale se produit (Fig. 5.1(c)).
X
∆r:Error
Trajectoire programmée
Trajectoire réelle
r
0
Fig. 5.1 (c) Exemple d’erreur radiale en interpolation circulaire
Z
5.2
DEPLACEMENT RAPIDE
Format
Explications
La trajectoire arrondie à l’angle illustrée par la fig. 5.1 (b) et l’erreur
indiquée sur la fig. 5.1 (c) dépendent de l’avance. C’est pourquoi l’avance
doit être contrôlée pour que l’outil se déplace comme programmée.
G00 IP_ ;
G00 : Code G (groupe 01) de positionnement (déplacement rapide)
IP_ ; Mode dimension pour le point final
La commande de positionnement (G00) positionne l’outil en
déplacement rapide. En déplacement rapide, le bloc suivant est exécuté
une fois que la vitesse d’avance spécifiée est zéro et que le servomoteur
a atteint une certaine valeur définie par le constructeur de la machine–outil
(contrôle en position).
Une vitesse de déplacement rapide est définie pour chaque axe par le
paramètre nº 1420 ; ainsi, aucune vitesse de déplacement rapide ne doit
être programmée.
Les corrections suivantes peuvent être appliquées à une vitesse de
déplacement rapide avec le commutateur situé sur le pupitre de
commande de la machine : F0, 25, 50, 100%
F0 : Permet de régler une vitesse d’avance fixe pour chaque axe au moyen
du paramètre nº 1421.
Pour plus d’informations, reportez-vous au manuel correspondant du
constructeur de la machine-outil.
65
Page 90

5. FONCTIONS D’A VANCE
PROGRAMMATION
B–64134FR/01
5.3
AVANCE DE COUPE
Format
Les avances dans les blocs d’interpolation linéaire (G01), dans les blocs
d’interpolation circulaire (G02, G03), etc. sont commandées par des
nombres avec le code F.
En avance de coupe, le bloc suivant est exécuté de manière à minimiser
la modification de vitesse d’avance à partir du bloc précédent.
Deux modes de spécification sont possibles :
1. Avance par minute (G98)
Programmez avec le code F la valeur de l’avance par minute de l’outil.
2. Avance par tour (G99)
Programmez avec le code F la valeur de l’avance par rotation de broche
de l’outil.
Avance par minute
G98 ; Code G (groupe 05) d’avance par minute
F_ ; Commande de vitesse d’avance (mm/min ou pouces/min)
Avance par tour
G99 ; Code G (groupe 05) d’avance par tour
F_ ; Commande de vitesse d’avance (mm/tr ou pouces/tr)
Explications
D Commande constante de
vitesse tangentielle
D Avance par minute (G98)
L’avance de coupe est contrôlée de façon que la vitesse d’avance
tangentielle soit toujours définie à la valeur spécifiée.
X
Point d’arrivée
F
Point de
départ
Interpolation linéaire
Fig. 5.3 (a) Vitesse d’avance tangentielle (F)
X
Point de
départ
F
Centre
ZZ
Interpolation circulaire
Point d’arrivée
Après spécification de G98 (en mode d’avance en mm/mn), la valeur
d’avance de l’outil par minute doit être directement définie en
déterminant un nombre suivant F. G98 est un code modal. Une fois que
G98 est spécifié, il est activé jusqu’à ce que G99 (avance par tour) soit
spécifié. Si l’alimentation est établie (power ON), le mode d’avance en
mm/mn est défini.
Une correction manuelle de 0% à 254% (par pas de 1%) peut être
appliquée à l’avance par minute à l’aide du sélecteur situé sur le pupitre
de la machine. Pour plus de détails, reportez-vous au manuel approprié
du constructeur de la machine–outil
66
Page 91

B–64134FR/01
PROGRAMMATION
5. FONCTIONS D’A VANCE
D Avance par tour (G99)
F
Fig. 5.3 (b) Avance par minute
V aleur d’avance par minute
(mm/min ou pouce/min)
AVERTISSEMENT
Certaines commandes, par ex. de filetage, n’admettent
aucune correction.
Après spécification de G99 (en mode d’avance en mm/tour), la valeur
d’avance de l’outil par tour de broche doit être directement définie en
déterminant un nombre suivant F. G99 est un code modal. Une fois que
G99 est spécifié, il est activé jusqu’à ce que G98 (avance par minute) soit
spécifié.
Une correction manuelle de 0% à 254% (par pas de 1%) peut être
appliquée à l’avance par tour à l’aide du sélecteur situé sur le pupitre de
la machine. Pour plus de détails, reportez-vous au manuel approprié du
constructeur de la machine–outil.
D Blocage de la vitesse
d’avance de coupe
F
Fig. 5.3 (c) Avance en mm/tour
V aleur d’avance par rotation de la broche
(mm/tr ou pouces/tr)
PRECAUTION
1 Une vitesse de broche trop faible peut provoquer des
fluctuations de la vitesse d’avance. Plus la broche est lente,
plus les fluctuations de la vitesse d’avance sont fréquentes.
2 Certaines commandes, par ex. de filetage, n’admettent
aucune correction.
Une limite supérieure commune peut être définie pour la vitesse d’avance
de coupe le long de chaque axe à l’aide du paramètre nº 1422. Si une
vitesse d’avance de coupe réelle (avec application de correction) dépasse
une limite supérieure spécifiée, elle est bloquée à la limite supérieure.
67
Page 92

5. FONCTIONS D’A VANCE
s ou tour
PROGRAMMATION
B–64134FR/01
REMARQUE
La limite supérieure est définie en mm/mn ou en
pouces/mn. Les calculs de la CNC peuvent inclure une
erreur d’avance de 2% par rapport à la valeur spécifiée.
Cependant, ceci n’est pas vrai pour les
accélérations/décélérations. Pour être plus spécifique,
cette erreur est calculée par rapport à une mesure de temps
que l’outil met à parcourir 500 mm ou plus pendant l’état
stabilisé de l’avance.
D Référence
5.4
TEMPORISATION (G04)
Format
Explications
Voir l’Annexe C pour la gamme de vitesses d’avance pouvant être
spécifiées.
Temporisation G04 X_ ; ou G04 U_ ; ou G04 P_ ;
X_ : Spécifie une durée (point décimal autorisé)
U_ : Spécifie une durée (point décimal autorisé)
P_ : Spécifie une durée (point décimal non autorisé)
En spécifiant une temporisation, l’exécution du bloc suivant est retardée
du temps spécifié.
Le Bit 1 (DWL) du paramètre nº 3405 peut déterminer la temporisation
pour chaque rotation en mode avance en mm/tour (G99).
Tableau 5.4 (a)
Plage des valeurs de commande de durée de la temporisation
(commandée par X ou U)
Système d’incrément
IS–B
IS–C
Plage de valeurs de commande de durée de temporisation
Système d’incrément Plage des valeurs
IS–B 1 à 99999999 0,001 s ou tour
IS–C 1 à 99999999 0,0001 s ou tour
68
Plage des valeurs
programmables
0,001 à 99999,999
0,0001 à 9999,9999
Tableau 5.4 (b)
(commande par P)
programmables
Unité de temps
de temporisation
Unité de temps
de temporisation
Page 93

B–64134FR/01
6
PROGRAMMATION
POSITION DE REFERENCE
Une machine-outil à commande numérique a une position particulière qui
permet généralement de changer d’outil ou de définir le système de
coordonnées. Cette position s’appelle la position de référence.
6. POSITION DE REFERENCE
69
Page 94

6. POSITION DE REFERENCE
6.1
RETOUR A LA POSITION DE REFERENCE
PROGRAMMATION
B–64134FR/01
D Position de référence
La position de référence est une position fixe sur une machine–outil vers
laquelle l’outil peut facilement être déplacé par une fonction Retour à la
position de référence.
Par exemple, la position de référence est utilisée en tant que position à
laquelle les outils sont automatiquement échangés. V ous pouvez spécifier
jusqu’à quatre positions de référence en définissant des coordonnées dans
le système de coordonnées machine à l’aide des paramètres
(nº 1240 à 1243).
X
2ème position de référence
3ème position de référence
Position de référence
4ème position
de référence
Z
Point d’origine de la machine
Fig. 6.1 (a) Positions de référence et du point d’origine de la machine
70
Page 95

B–64134FR/01
PROGRAMMATION
6. POSITION DE REFERENCE
D Retour à la position de
référence
D Contrôle du retour à la
position de référence
Les outils sont automatiquement ramenés à la position de référence via
une position intermédiaire suivant un axe donné. Lorsque le retour à la
position de référence est achevé, le voyant indiquant que le retour est
effectué s’allume.
X
Fig. 6.1 (b) Retour à la position de référence
Position intermédiaire
Position de référence
Z
Le contrôle du retour à la position de référence (G27) est la fonction qui
permet de contrôler que l’outil est bien retourné à la position de référence
spécifiée dans le programme. Si le retour à cette position s’est bien
effectué suivant l’axe spécifié, la lampe de l’axe concerné s’allume.
Format
D Retour à la position de
référence
D Contrôle du retour à la
position de référence
IP
G28 _ ;
G30 P2 _ ;
G30 P3 _ ;
G30 P4 _ ;
IP_ : Commande spécifiant la position intermédiaire
(Commande absolue/incrémentale)
IP
G27 _ ;
IP_ : Commande spécifiant la position de référence
Retour à la position de référence
Retour à la 2ème position de réf.
IP
Retour à la 3ème position de référence
IP
Retour à la 4ème position de référence
IP
(Commande absolue/incrémentale)
(P2 peut
être omis.)
71
Page 96

6. POSITION DE REFERENCE
Explications
PROGRAMMATION
B–64134FR/01
D Retour à la position de
référence (G28)
D Retour à la 2ème, 3ème
et 4ème position de
référence (G30)
D Contrôle du retour à la
position de référence
(G27)
Restrictions
D État du verrouillage
machine activé
Le positionnement aux positions de référence ou intermédiaire s’effectue
à la vitesse de déplacement rapide de chaque axe.
Pour des raisons de sécurité, il est donc impératif d’annuler la
compensation du rayon de nez d’outil et la compensation de décalage
d’outil avant d’exécuter cette commande.
Dans les systèmes sans détecteur de position absolue, les fonctions de
retour aux deuxième, troisième et quatrième positions de référence ne
peuvent être utilisées qu’après avoir effectué un retour à la position de
référence (G28) ou un retour manuel à la position de référence
(voir III–3.1). La commande G30 est généralement utilisée lorsque la
position du changeur d’outil automatique (ATC) est différente de la
position de référence.
La commande G27 positionne l’outil en déplacement rapide. Si l’outil
atteint la position de référence, le voyant du retour à la position de
référence s’allume.
T outefois, si la position atteinte par l’outil ne correspond pas à la position
de référence, une alarme (nº 092) s’affiche.
Le voyant indiquant la fin du retour ne s’allume pas lorsque le
verrouillage machine est activé, même si l’outil revient automatiquement
à la position de référence. Dans ce cas, le système ne vérifie pas que l’outil
revient à la position de référence, même si une commande G27 est
spécifiée.
D Premier retour à la
position de référence
après la mise sous
tension (sans détecteur
de position absolue)
D Contrôle du retour à la
position de référence en
mode de correction
D Voyant allumé lorsque la
position programmée ne
coïncide pas avec la
position de référence
Référence
Si la commande G28 est spécifiée alors que le retour manuel à la position
de référence n’a pas été effectué après la mise sous tension, le déplacement
depuis le point intermédiaire est le même que dans le cas du retour manuel
à la position de référence.
Dans ce cas, l’outil se déplace dans le sens du retour à la position de
référence spécifié dans le paramètre ZMIx (bit 5 du nº 1006). Par
conséquent, la position intermédiaire spécifiée doit être une position à
partir de laquelle le retour à la position de référence est possible.
En mode de correction, la position à atteindre par l’outil avec la
commande G27 est la position obtenue en ajoutant la valeur du décalage.
Par conséquent, si la position avec la valeur du décalage ajoutée n’est pas
la position de référence, la lampe ne s’allume pas et une alarme est émise.
Généralement les décalages sont annulés avant de commander G27.
Quand la M.O. est en pouces et que les valeurs sont entrées en mm, il est
possible que le voyant de retour au point de référence s’allume, même si
le point programmé est décalé du plus petit incrément d’entrée par rapport
au point de référence. Ceci est dû au fait que le plus petit incrément
d’entrée de la machine est inférieur à son plus petit incrément de
commande.
D Retour manuel à la
position de référence
Voir III–3.1.
72
Page 97

B–64134FR/01
7
PROGRAMMATION
SYSTEME DE COORDONNEES
En fixant à la CNC une position d’outil souhaitée, l’outil peut être déplacé
vers cette position. Cette position de l’outil est identifiée par des
coordonnées dans un système de coordonnées. Les coordonnées sont
définies au moyen des axes du programme.
Si deux axes de programme sont utilisés, l’axe X et l’axe Z, les
coordonnées sont définies de la façon suivante :
X_Z_
Cette commande fait référence à un mot de dimension.
X
7. SYSTEME DE COORDONNEES
β
α
Z
Point
d’origine
Fig. 7 Position de l’outil spécifiée par XαZβ
Les coordonnées sont spécifiées dans un des trois systèmes de
coordonnées suivants:
(1) Système de coordonnées machine
(2) Système de coordonnées pièce
(3) Système de coordonnées local
Le nombre d’axes du système de coordonnées varie d’une machine à
l’autre. C’est pourquoi, dans ce manuel, un mot de dimension est
représenté par IP_.
73
Page 98

7. SYSTEME DE COORDONNEES
PROGRAMMATION
B–64134FR/01
7.1
SYSTEME DE COORDONNEES MACHINE
Format
Explications
D Sélection d’un système
de coordonnées
machine (G53)
Le point spécifique à une machine et servant de référence de la machine
est appelé point d’origine de la machine. Chaque fabricant définit un point
d’origine sur chaque machine.
Un système de coordonnées dont le point d’origine de la machine se
trouve à son origine est connu sous le nom de système de coordonnées
machine.
Un système de coordonnées machine se définit en effectuant un retour
manuel à la position de référence après la mise sous tension (voir III–3.1).
Une fois réglé, un système de coordonnées machine reste inchangé
jusqu’à la mise hors tension.
G53 IP _ ;
IP _; Mot de dimension absolue
Quand un point a été spécifié sous forme d’un jeu de coordonnées
machine, l’outil se déplace jusqu’à ce point en mode de déplacement
rapide. Le code G53 de sélection du système de coordonnées machine est
un code non–modal. Toute commande basée sur le système de
coordonnées machine sélectionné n’est donc active que dans le bloc
contenant G53. Le code G53 doit être programmé avec des valeurs
absolues. Si des valeurs relatives sont programmées, le code G53 est
ignoré. Lorsque l’outil doit être amené à une position propre à la machine,
comme celle du changement d’outil, programmez le déplacement dans un
système de coordonnées machine basé sur G53.
Restrictions
D Annulation de la fonction
de compensation
D Spécification de G53
immédiatement après la
mise sous tension
Référence
Si la commande G53 est spécifiée, annuler la compensation du rayon du
bec de l’outil et la correction d’outil.
Le système de coordonnées machine devant être défini avant de spécifier
la commande G53, au moins un retour manuel à la position de référence
ou un retour automatique à la position de référence par la commande G28
doit être exécuté après la mise sous tension. Cela n’est pas nécessaire
lorsqu’un détecteur de position absolue est utilisé.
Si le retour manuel à position de référence est exécuté après la mise sous
tension (ON), un système de coordonnées machine est réglé de manière
que la position de référence se trouve sur les valeurs de coordonnées de
α, β) définies à l’aide du paramètre nº 1240.
(
Système de coordonnées machine
Point d’origine de la machine
β
α
Position de référence
74
Page 99

B–64134FR/01
PROGRAMMATION
7. SYSTEME DE COORDONNEES
7.2
SYSTEME DE COORDONNEES PIECE
7.2.1
Définition d’un
système de
coordonnées pièce
Un système de coordonnées utilisé pour l’usinage d’une pièce est appelé
système de coordonnées pièce. Un système de coordonnées pièce doit être
défini par la CN au préalable (définition d’un système de coordonnées
pièce).
Un programme d’usinage définit un système de coordonnées pièce
(sélection d’une système de coordonnées pièce).
Un système de coordonnées pièce défini peut être modifié en décalant son
origine (modification d’un système de coordonnées pièce).
Un système de coordonnées pièce peut être défini au moyen d’une des
trois méthodes suivantes :
(1)Méthode utilisant G50
Un système de coordonnées pièce est défini en spécifiant une valeur
après G50 dans le programme.
(2)Définition automatique
Un système de coordonnées pièce est automatiquement défini lors du
retour manuel à la position de référence (voir Section III–3.1.).
(3)Méthode d’utilisation G54 à G59
Exécuter les réglages du pupitre IMD pour prédéfinir les systèmes de
coordonnées de six pièces (voir Partie III–11.4.6).
En cas d’utilisation d’une commande absolue, un système de
coordonnées pièce doit être établi à l’aide de l’une des méthodes
décrites ci–dessus.
Format
D Définition d’un système de
coordonnées pièce à l’aide
de G50
Explications
G50 IP_
Un système de coordonnées pièce est réglé de façon à ce qu’un point de
l’outil, comme la pointe, ait les coordonnées spécifiées. Si IP est une
valeur de commande incrémentale, le système de coordonnées pièce est
défini de sorte que la position actuelle de l’outil coïncide avec le résultat
de l’addition de la valeur incrémentale spécifiée et des coordonnées de la
position précédente de l’outil. Si un système de coordonnées est réglé à
l’aide de G50 au cours de la correction, un système de coordonnées dans
lequel la position avant correction coïncide avec la position spécifiée est
réglée.
75
Page 100

7. SYSTEME DE COORDONNEES
ÎÎ
ÎÎ
Exemples
PROGRAMMATION
B–64134FR/01
Exemple 1
Définition du système de coordonnées par la commande
G50X128,7Z375,1; (programmation du diamètre)
X
375,1
Point de
départ
φ128,7
Z
Point d’origine
Exemple 2
Point de base
Définition du système de coordonnées par la commande
G50X1200,0Z700,0; (programmation du diamètre)
X
700,0
Point de départ
(point standard)
φ 1200,0
Z
76
 Loading...
Loading...