

Page 1
*
FANUC Series 0 Mate-TC
BETRIEBSHANDBUCH
B-64134GE/01
Page 2

Page 3
SICHERHEITSMASSNAHMEN
Im nachfolgendenAbschnitt werden Sicherheitsmaßnahmen im Umgang mit CNC--Steuerungen erläutert. Diese
Sicherheitsmaßnahmen sind unbedingt einzuhalten, um die Betriebssicherheit CNC--gesteuerter Maschinen
(von dieser Konfiguration wirdim folgendenausgegangen) zugewährleisten. EinigeSicherheitsmaßnahmensind
ausschließlich speziellen Funktionen zugeordnet und kommen deshalb nicht bei allen CNC--Steuerungen zum
Tragen.
Vom Benutzer sind außerdem maschinenbezogene Sicherheitsmaßnahmen zu beachten, die sich im zugehörigen
Handbuch des Maschinenherstellers finden. Vor Inbetriebnahme der Maschine bzw. der Erstellung eines
Programms zur Steuerung der Maschine hat sich der Bediener mit dem vorliegenden Handbuch und dem
jeweiligen Handbuch des Maschinenherstellers eingehend vertraut zu machen.
Inhalt
1. DEFINITION VON WARNHINWEISEN,
VORSICHTSHINWEISEN UND ANMERKUNGEN s--2.........................
2. ALLGEMEINE WARN-- UND VORSICHTSHINWEISE s--3......................
3. WARN-- UND VORSICHTSHINWEISE ZUR PROGRAMMIERUNG s--5..........
4. WARN-- UND VORSICHTSHINWEISE ZUR BEDIENUNG s--7..................
5. WARNHINWEISE ZUR TÄGLICHEN WAR TUNG s--9..........................
s- 1
Page 4
1
SICHERHEITSMASSNAHMEN
B--64134GE/01
DEFINITION VON WARNHINWEISEN, VORSICHTSHINWEISEN UND ANMERKUNGEN
Das Handbuch enthält Sicherheitshinweise, die der Sicherheit des Benutzers dienen und eine
Beschädigung der Maschine verhindern sollen. Es wird nach S i cherheitsrelevanz unterschieden in
Warnhinweise und Vorsichtshinweise. Bei Anmerkungen handelt es sich um Zusatzinformationen.
Die Warnhinweise, Vorsichtshinweise und Anmerkungen vor Inbetriebnahme der Maschine
sorgfältig lesen.
WARNUNG
Hinweis, daß bei Nichtbeachtung der vorgeschriebenen Verfahrensweise für den Benutzer
Verletzungsgefahr besteht, beziehungsweise Gefahr sowohl für den Benutzer als auch für die
Maschine besteht.
VORSICHT
Hinweis, daß bei Nichtbeachtung der vorgeschriebenen Verfahrensweise die Gefahr einer
Beschädigung der Maschine besteht.
ANMERKUNG
Hinweis auf ergänzende Informationen, bei denen es sich nicht um Warnhinweise oder
Vorsichtshinweise handelt.
` Handbuch sorgfältig lesen und an einem sicheren Ort aufbewahren.
s- 2
Page 5
B--64134GE/01
2
SICHERHEITSMASSNAHMEN
ALLGEMEINE WARN-- UND VORSICHTSHINWEISE
WARNUNG
1. Vor der Bearbeitung eines Werkstücks ist die Funktion der Maschine zu prüfen. Dazu wird ein
Probelauf in der Funktion Einzelsatz, Vorschub--Override oder Maschinensperre oder ohne
Werkzeug und Werkstück durchgeführt. Andernfalls besteht Gefahr, daß sich die Maschine
während der Bearbeitung unerwartet verhält und Werkstück, Maschine und Personen zu
Schaden kommen.
2. Vor Inbetriebnahme der Maschine sind die Eingabedaten sorgfältig zu überprüfen.
Das Ansteuern der Maschine mit ungeeigneten Daten kann dazu führen, daß sich die Maschine
unerwartet verhält und Werkstück, Maschine und Personen zu Schaden kommen.
3. Die Vorschubgeschwindigkeit ist dem Arbeitsvorgang anzupassen. Generell ist für jede
Maschine eine Begrenzung der Vorschubgeschwindigkeit eingerichtet. Die richtige
Vorschubgeschwindigkeit hängt von dem jeweiligen Bearbeitungsvorgang ab. Die maximal
zulässige Vorschubgeschwindigkeit ist im Maschinenhandbuch angegeben. Das Ansteuern der
Maschine mit einem ungeeigneten Geschwindigkeitsbefehl kann dazu führen, daß sich die
Maschine unerwartet verhält und Werkstück, Maschine und Personen zu Schaden kommen.
4. Bei Verwendung einer Werkzeugkompensationsfunktion sind Richtung und Betrag der
Kompensation sorgfältig zu prüfen.
Das Ansteuern der Maschine mit ungeeigneten Daten kann dazu führen, daß sich die Maschine
unerwartet verhält und Werkstück, Maschine und Personen zu Schaden kommen.
5. Die CNC-- und PMC--Parameter sind werksseitig eingestellt und brauchen normalerweise nicht
verändert werden. Ist eine Abänderung dieser Parameter unumgänglich, muß deren Funktion
genauestens bekannt sein.
Bei falsch eingestellten Parametern besteht die Gefahr eines unerwarteten
Maschinenverhaltens, durch das es zu einer Beschädigung des Werkstücks und/oder der
Maschine beziehungsweise einer Verletzung des Benutzers kommen kann.
6. Nach dem Einschalten der Spannung darf die Handeingabetastatur erst dann betätigt werden,
wenn aufdem Maschinen--Bildschirm diePositionsanzeige bzw. eine Alarmmeldungerscheint.
Die Handeingabetastatur besitzt unter anderem Tasten, die Wartungszwecken oder anderen
Sonderfunktionen zugeordnet sind. Ihre Betätigung kann dazu führen, daß sich die
CNC--Maschine beim Start anders als erwartet verhält.
7. Mit der CNC werden ein Bedienungshandbuch und ein Programmierhandbuch mitgeliefert.
Diese Handbücher enthalten Beschreibungen der Maschinenfunktionen und eventuell
optionaler Funktionen. Ob eine in diesem Handbuch beschriebene optionale Funktion zur
Verfügung steht, richtet sich nach der Ausführung der Maschine. Im Zweifelsfall ist die
Maschinenbeschrei bung hinzuzuziehen.
s- 3
Page 6
SICHERHEITSMASSNAHMEN
B--64134GE/01
WARNUNG
8. Zum Teil werden Funktionen nach Angaben des Maschinenherstellers eingerichtet. Hinweise
zur Benutzungsolcher Funktionen und entsprechende Vorsichtsmaßnahmensind in diesem Fall
dem Handbuch des Maschinenherstellers zu entnehmen.
ANMERKUNG
Programme, Parameter und Makrovariablen werden im nichtflüchtigen Speicher der CNC
gespeichert und gehen normalerweise auch bei abgeschalteter Spannung nicht verloren. Es kann
jedoch zu einem versehentlichen oder im Zuge der Fehlerbeseitigung notwendigen Löschen dieser
Daten aus dem nichtflüchtigen Speicher kommen.
Um diesen Fall auszuschließen und eine schnelle Wi ederherstellung gelöschter Daten zu
gewährleisten,sichern Sie alleIhre Daten, undbewahren Siedie Sicherungskopie aneinem sicheren
Ort auf.
s- 4
Page 7
B--64134GE/01
3
1. Einrichten eines Koordinatensystems
SICHERHEITSMASSNAHMEN
WARN-- UND VORSICHTSHINWEISE ZUR
PROGRAMMIERUNG
Der nachfolgende Abschnitt enthält die wichtigsten im Zusammenhang mit der Programmierung
zu beachtenden Sicherheitshinweise. Vor der Programmierung Bedienungshandbuch und
Programmierhandbuch sorgfältig lesen.
WARNUNG
Bei einem falsch eingerichteten Koordinatensystem besteht aufgrund der Tatsache, daß das
Programm einen ansonsten richtigen Verfahrbefehl ausgibt, die Gefahr eines unerwarteten
Maschinenverhaltens, durch das es zueiner Beschädigung des Werkzeugs, Werkstücks und/oder
der Maschine beziehungsweise einer Verletzung des Benutzers kommen kann.
2. Positionierung durch Nichtlineare Interpolation
Bei Positionierung mittels nichtlinearer Interpolation (Positionierung durch nichtlineares
Verfahren zwischen Start-- und Endpunkt) ist vor der Programmierung die Werkzeugbahn
sorgfältig zu überprüfen.
Die Positionierungerfolgt im Eilgang. Bei einer Kollision von Werkzeug undWerkstück besteht
die Gefahr, daß Werkzeug, Werkstück, Maschine und P ersonen zu Schaden kommen.
3. Funktionen mit Rundachse
Bei der Programmierung einer Polarkoordinaten--Interpolation bzw. einer Steuerung in
Normalenrichtung(senkrecht) ist aufdieDrehzahl derRotationsachse besonders zu achten.Eine
inkorrekte Programmierung kann dazu führen, daß die Drehzahl der Rotationsachse zu hoch
wird. Bei nicht ordnungsgemäß eingesetztem Werkstück kann sich durch die entstehende
Zentrifugalkraft das Spannfutter vom Werkstück lösen.
Hierdurch werden Werkzeug, Maschine oder Werkstück beschädigt und/oder der Benutzer
verletzt.
4. Umschaltung Zoll/metrisch
Beim Umschalten der Eingabe--Einheiten von Zoll auf metrisch und umgekehrt werden die
Maßeinheiten von Daten wie Werkstücknullpunkt--Versatz, Parameter und momentane Position
nicht verändert. Vor dem Einschalten der Maschine ist deshalb zu überprüfen, welche Einheiten
verwendetwerden. Sind beim Startder Maschinefalsche Datenwirksam, besteht dieGefahr, daß
Werkzeug, Werkstück, Maschine und Personen zu Schaden kommen.
5. Konstante Schnittgeschwindigkeits--Steuerung
Beim Verfahren einer Achse unter Konstanter Schnittgeschwindigkeits--Steuerung zum
Ursprungspunkt des Werkstück--Koordinatensystems kanndieSpindeldrehzahl unzulässig hoch
ansteigen. Um dies zu verhindern, muß eine Höchstdrehzahl festgelegt werden. Bei falsch
eingestellter Höchstdrehzahl besteht die Gefahr, daß Werkzeug, Werkstück, Maschine und
Personen zu Schaden kommen.
s- 5
Page 8
SICHERHEITSMASSNAHMEN
WARNUNG
6. Verfahrbereichskontrolle
Nach dem Einschalten der S pannung ist gegebenenfalls ein manuelles Referenzpunktfahren
durchzuführen. Eine Verfahrbereichskontrolle ist erst nach manuellem Referenzpunktfahren
möglich. Bei deaktivierter Verfahrbereichskontrolle wird auch bei Wegüberschreitung keine
Alarmmeldung ausgelöst. Es besteht die Gefahr, daß Werkzeug, Werkstück, Maschine und
Personen zu Schaden kommen.
7. Absolut--/Inkrementalmaß--Modus
Wird ein unter Verwendung von Absolutmaßwerten erstelltes Programm im
Inkrementalmaß--Modus ausgeführt oder umgekehrt, besteht die Gefahr eines unerwarteten
Maschinenverhaltens.
8. Ebenenwahl
Werden für Kreisinterpolation, Helix--Interpolation oder einen Festzyklus falsche Ebenen
angegeben, besteht die Gefahr eines unerwarteten Maschinenverhaltens. Einzelheiten hierzu
sind den Beschreibungen der betreffenden Funktionen zu entnehmen.
B--64134GE/01
9. Kompensationsfunktion
Wird im Kompensations--Modus ein auf das Maschinen--Koordinatensystem bezogener Befehl
oder ein Befehl zum Referenzpunktfahren ausgegeben, führt dies zu einem vorübergehenden
Aussetzen der Kompensationsfunktion und unerwartetem Maschinenverhalten.
DerKompensations--Modus ist deshalbvor Ausgabeeines derartigenBefehls stetsabzuschalten.
s- 6
Page 9
B--64134GE/01
4
1. Handbetrieb
SICHERHEITSMASSNAHMEN
WARN-- UND VORSICHTSHINWEISE ZUR BEDIENUNG
Der nachfolgende Abschnitt nennt Sicherheitsmaßnahmen im Zusammenhang mit der
Maschinenbedienung. Vor der Inbetriebnahme Bedienungshandbuch und Programmierhandbuch
sorgfältig lesen.
WARNUNG
Vor der manuellen Bedienung der Maschine sind sorgfältig die momentanen Positionen von
Werkzeug und Werkstück sowie die vorgegebene Achse, Verfahrrichtung und
Vorschubgeschwindigkeit zu prüfen. Bei fehlerhafter Bedienung besteht die Gefahr, daß
Werkzeug, Werkstück, Maschine und Personen zu Schaden kommen.
2. Manuelle Rückkehr zur Referenzposition
Nach dem Einschalten der S pannung ist gegebenenfalls ein manuelles Referenzpunktfahren
durchzuführen. Wird die Maschine ohne vorheriges manuelles Referenzpunktfahren betrieben,
kann es zu unerwartetem Maschinenverhalten kommen. Eine Verfahrbereichskontrolle ist erst
nach manuellem Referenzpunktfahren möglich.
Bei unerwartetem Maschinenverhalten besteht die Gefahr einer Beschädigung des Werkzeugs,
Werkstücks und/oder der Maschine beziehungsweise einer Verletzung des Benutzers.
3. Handradvorschub
Beim Handradverfahren mitgroßem Skalierungsfaktor,z.B. 100, verfahrenWerkzeug und Tisch
mit hoher Geschwindigkeit. Unvorsichtigkeit und Unachtsamkeit können dazu führen, daß
Werkzeug, Maschine und Personen zu Schaden kommen.
4. Deaktivierter Override
Bei deaktiviertem Override (gemäß Befehl in einer Makrovariablen) während des
Gewindeschneidensoder Gewindebohrens kannes zu unvorhergesehenen Drehzahlenkommen.
Werkzeug, Werkstück und Maschine können beschädigt oder der Benutzer verletzt werden.
5. Ursprungspunkt--Voreinstellung
Eine Ursprungspunkt--Voreinstellung darf grundsätzlichnie vorgenommenwerden, währenddie
Maschine unterProgrammsteuerung arbeitet. Andernfalls besteht die Gefahr eines unerwarteten
Maschinenverhaltens, wodurch Werkzeug und Maschine beschädigt oder der Benutzer verletzt
werden können.
s- 7
Page 10
SICHERHEITSMASSNAHMEN
WARNUNG
6. Verschiebung des Werkstück--Koordinatensystems
Manuelle Eingriffe, Maschinensperre und Achsenspiegelung können zur Verschiebung des
Werkstück--Koordinatensystems führen. Bevor die Maschine unter Programmsteuerung zum
Anlauf gebracht wird, ist das Koordinatensystem sorgfältig zu überprüfen. Wird die Maschine
ohne Berücksichtigung einer Verschiebung des Werkstück-- Koordinatensystems unter
Programmsteuerung zum Anlauf gebracht, besteht die Gefahr eines unerwarteten
Maschinenverhaltens, durch das es zueiner Beschädigung des Werkzeugs, Werkstücks und/oder
der Maschine beziehungsweise einer Verletzung des Benutzers kommen kann.
7. Software--Maschinenbedienfeld und Menüschalter
Über das Software--M aschinenbedienfeld und die Menüschalter können in Verbindung mit der
Handeingabetastatur Vorgänge, z. B. Moduswechsel, Änderung von Override--Werten und
Tippvorschub, durchgeführt werden, die vom Maschinenbedienfeld nicht unterstützt werden.
Es ist jedoch daraufzu achten, daßdie Tastender Handeingabetastatur nicht unbeabsichtigt oder
unkontrolliert betätigt werden, da sonst die Gefahr eines unerwarteten Maschinenverhaltens
besteht, durch das es zu einerBeschädigung des Werkzeugs, Werkstücks und/oderder Maschine
beziehungsweise einer Verletzung des Benutzers kommen kann.
B--64134GE/01
8. Manueller Eingriff
Werden während des Programmbetriebs manuelle Eingriffe vorgenommen, kann sich die
Werkzeugbahnbeim Neustart derMaschine ändern. Deshalb sind nacheinem manuellenEingriff
und vor dem Neustart der Maschine stets die Einstellungendes Manuell--Absolut--Schalters, der
Parameter und des Modus ”Absolut/Inkrementalmaß” zu kontrollieren.
9. Vorschub--Halt, Override und Einzelsatz
Die Funktionen Vorschub--Halt, Vorschub--Override und Einzelsatz können mit Hilfe der
Kundenmakro--Systemvariablen Nr. 3004 gesperrt werden. Seien Sie i n diesem Fall vorsichtig
beim Betrieb dieser Maschine.
10.Trockenlauf
Die Funktionsweise der Maschine wird in der Regel in einem Trockenlauf überprüft. Im
Trockenlauf verfährt die Maschine mit Trockenlaufgeschwindigkeit, welche von der
programmierten Vorschubgeschwindigkeit abweicht. Die Trockenlaufgeschwindigkeit ist
teilweise höher als die programmierte Verfahrgeschwindigkeit.
11. Fräser-- und Schneidenradiuskompensation im Handeingabe-- Modus
Gehen Sie im Fall einer Werkzeugbahn, die durch einen Befehl im Handeingabe--Modus
festgelegt ist, mit besonderer Sorgfalt vor, da hierbei keine Schneidenradiuskompensation
erfolgt. Wenn Sie per MDI einen Befehl zur Unterbrechung des Automatikbetriebs im Modus
”Schneidenradiuskompensation” eingeben, achten Sie bei der anschließenden Wiederaufnahme
des Automatikbetriebs besonders sorgfältig auf die Werkzeugbahn. Einzelheiten hierzu sind der
Beschreibung der betreffenden Funktionen zu entnehmen.
12.Programm editieren
Wurde die Maschine zum Editieren des Bearbeitungsprogramms (Ändern, Einfügen, Löschen)
angehalten und die Bearbeitung anschließend wieder aufgenommen, kann es beim Neustart des
Programmszu einem unerwartetenMaschinenverhaltenkommen. An Bearbeitungsprogrammen
dürfen während ihrer Ausführung grundsätzlich keine Änderungen, Einfügungen oder
Löschungen vorgenommen werden.
s- 8
Page 11
B--64134GE/01
5
1. Auswechseln von Speicher-- Pufferbatterien
SICHERHEITSMASSNAHMEN
WARNHINWEISE ZUR TÄGLICHEN WARTUNG
WARNUNG
Zum Auswechselnvon Speicher--Pufferbatterien ist dieMaschine (CNC) eingeschaltet zulassen
und an der Maschine Notaus auszulösen. Da diese Arbeit bei eingeschalteter Spannung und
geöffnetem Schaltschrank durchgeführt wird, darf sie nur von eingewiesenem P ersonal mit
speziellem Sicherheitsnachweis durchgeführt werden.
Beim Auswechseln darauf achten, daß die Hochspannung führenden Stromkreise
(gekennzeichnet
Beim Berühren ungeschützter Hochspannungsstromkreise besteht die Gefahreines elektrischen
Schlags.
und mit Isolationsabdeckung versehen) nicht berührt werden.
ANMERKUNG
Die CNC ist mit Batterien ausgerüstet, um denSpeicher zu puffern, da Programm--, Korrektur-- und
Parameter--Daten auch bei abgeschalteter Netzspannung erhalten bleiben müssen.
Bei nachlassender Batteriespannung erscheint am Maschinenbedienfeld bzw. auf dem Bildschirm
eine entsprechende Meldung.
Bei niedriger Batteriespannung (Meldung) Batterien innerhalb einer Woche ersetzen. Andernfalls
geht der Inhalt des CNC--Speichers verloren.
Erläuterungen zum Auswechseln der Batterie finden Sie im Abschnitt ”Wartung” des
Bedienungshandbuchs.
s- 9
Page 12
SICHERHEITSMASSNAHMEN
B--64134GE/01
WARNUNG
2. Batteriewechsel bei Absolut--Drehgebern
Zum Auswechselnvon Speicher--Pufferbatterien ist dieMaschine (CNC) eingeschaltet zulassen
und an der Maschine Notaus auszulösen. Da diese Arbeit bei eingeschalteter Spannung und
geöffnetem Schaltschrank durchgeführt wird, darf sie nur von eingewiesenem P ersonal mit
speziellem Sicherheitsnachweis durchgeführt werden.
Beim Auswechseln darauf achten, daß die Hochspannung führenden Stromkreise
(gekennzeichnet
Beim Berühren ungeschützter Hochspannungsstromkreise besteht die Gefahreines elektrischen
Schlags.
und mit Isolationsabdeckung versehen) nicht berührt werden.
ANMERKUNG
Absolut--Drehgeber sind zur Erhaltung der Absolutpositions--Daten mit Batterien ausgerüstet.
Bei nachlassender Batteriespannung erscheint am Maschinenbedienfeld bzw. auf dem Bildschirm
eine entsprechende Meldung.
Bei niedriger Batteriespannung (Meldung) Batterien innerhalb einer Woche ersetzen. Andernfalls
gehen die Absolutpositions--Daten des Drehgebers verloren.
Der Batteriewechsel ist im Wartungshandbuch für GE FANUC Servomotoren Serie αi
(B--65285EN) näher beschrieben.
s- 10
Page 13
B--64134GE/01
3. Auswechseln von Sicherungen
SICHERHEITSMASSNAHMEN
WARNUNG
Das Auswechseln der Sicherungen verschiedener Baugruppen ist im Kapitel ”Tägliche
Wartung” des Bedienungs-- bzw. Programmierhandbuchs beschrieben.
Vor dem Auswechseln einer durchgebrannten Sicherung ist die Ursache für den
Sicherungsausfall zu bestimmen und zu beseitigen.
Daher darf diese Arbeit nur von eingewiesenem Personal mit speziellem Sicherheitsnachweis
durchgeführt werden.
Beim Auswechseln von Sicherungen bei geöffnetem Schaltschrank darauf achten, daß die
Hochspannung führenden Stromkreise (gekennzeichnet
versehen) nicht berührt werden.
Beim Berühren ungeschützter Hochspannungsstromkreise besteht die Gefahreines elektrischen
Schlags.
und mit Isolationsabdeckung
s- 11
Page 14

Page 15

B--64134GE/01
Inhaltsverzeichnis
SICHERHEITSMASSNAHMEN s--1.............................................
I. ALLGEMEINES
1. ALLGEMEINES 3........................................................
1.1 ALLGEMEINER BETRIEBSABLAUF BEI EINER CNC--WERKZEUGMASCHINE 5.........
1.2 HINWEISE FÜR DEN UMGANG MIT DIESEM HANDBUCH 7...........................
1.3 HINWEIS ZUR DATENSICHERHEIT 7...............................................
II. PROGRAMMIERUNG
1. ALLGEMEINES 11........................................................
1.1 WERKZEUGBEWEGUNG ENTLANG DER WERKSTÜCKKONTUR -- INTERPOLATION 12...
1.2 VORSCHUBFUNKTION 14..........................................................
1.3 WERKSTÜCKZEICHNUNG UND WERKZEUGBEWEGUNG 15...........................
1.3.1 Referenzpunkt (maschinenspezifischer Punkt) 15...........................................
1.3.2 Koordinatensystem der Werkstückzeichnung und CNC--Koordinatensystem 16....................
1.3.3 Maßbefehle für die Werkzeugbewegung -- Absolut--/Inkrementalmaß--Befehle 19..................
1.4 SCHNITTGESCHWINDIGKEIT -- SPINDELDREHZAHLFUNKTION 21....................
1.5 WERKZEUGAUSWAHL FÜR DIE VERSCHIEDENEN
BEARBEITUNGSVORGÄNGE -- WERKZEUGFUNKTION 22.............................
1.6 MASCHINENBEDIENBEFEHL -- ZUSATZFUNKTION 22................................
1.7 PROGRAMMKONFIGURATION 23...................................................
1.8 KOMPENSATIONSFUNKTIONEN 26.................................................
1.9 WERKZEUGVERFAHRBEREICH 27..................................................
2. GESTEUERTE ACHSEN 28................................................
2.1 GESTEUERTE ACHSEN 29..........................................................
2.2 ACHSENBEZEICHNUNG 29........................................................
2.3 INKREMENTALMASSSYSTEM 30...................................................
2.4 MAXIMALER VERFAHRWEG 31....................................................
3. WEGBEDINGUNG (G--FUNKTION) 32......................................
4. INTERPOLATIONSFUNKTIONEN 36........................................
4.1 POSITIONIERUNG (G00) 37.........................................................
4.2 LINEARE INTERPOLATION (G01) 39.................................................
4.3 KREISINTERPOLATION (G02, G03) 40...............................................
4.4 POLARKOORDINATEN--INTERPOLATION (G12.1, G13.1) 44............................
4.5 ZYLINDRISCHE INTERPOLATION (G07.1) 48.........................................
4.6 GEWINDE MIT KONSTANTER STEIGUNG (G32) 51....................................
4.7 UNTERBRECHUNGSLOSES GEWINDESCHNEIDEN 55.................................
4.8 MEHRFACH--GEWINDESCHNEIDEN 56..............................................
4.9 FUNKTION ”RESTWEG LÖSCHEN” (G31) 58..........................................
4.10 MEHRSTUFIGES RESTWEG--LÖSCHEN (G31) 60......................................
i-1
Page 16

Inhaltsverzeichnis
B--64134GE/01
4.11 RESTWEG LÖSCHEN MIT DREHMOMENTGRENZE (G31 P99) 61........................
5. VORSCHUBFUNKTIONEN 63..............................................
5.1 ALLGEMEINES 64.................................................................
5.2 EILGANG 65......................................................................
5.3 SCHNITTVORSCHUB 66...........................................................
5.4 VERWEILEN (G04) 68..............................................................
6. REFERENZPUNKT 69.....................................................
6.1 ANFAHREN DES REFERENZPUNKTS 70.............................................
7. KOORDINATENSYSTEM 73...............................................
7.1 MASCHINEN--KOORDINATENSYSTEM 74............................................
7.2 WERKSTÜCK--KOORDINATENSYSTEM 75...........................................
7.2.1 Einrichten eines Werkstück--Koordinatensystems 75.........................................
7.2.2 Auswählen eines Werkstück--Koordinatensystems 77........................................
7.2.3 Ändern eines Werkstück--Koordinatensystems 78...........................................
7.2.4 Werkstück--Koordinatensystem--Voreinstellung (G92.1) 80....................................
7.2.5 Werkstück--Koordinatensystem--Verschiebung 82...........................................
7.3 LOKALES KOORDINATENSYSTEM 83...............................................
7.4 EBENENAUSW AHL 85.............................................................
8. KOORDINATENWERTE UND MASSE 86....................................
8.1 ABSOLUT-- UND INKREMENTALMASSPROGRAMMIERUNG (G90, G91) 87...............
8.2 UMSCHALTUNG ZOLL/METRISCH (G20, G21) 88.....................................
8.3 PROGRAMMIERUNG VON DEZIMALZAHLEN 89.....................................
8.4 DURCHMESSER-- UND RADIUSPROGRAMMIERUNG 90...............................
9. SPINDELDREHZAHLFUNKTION 91........................................
9.1 BEFEHLEN DER SPINDELDREHZAHL PER CODE 92..................................
9.2 DIREKTES BEFEHLEN DER SPINDELDREHZAHL (5 --STELLIGER S--BEFEHL) 92.........
9.3 KONSTANTE SCHNITTGESCHWINDIGKEITS--STEUERUNG (G96, G97) 93................
9.4 SPINDELPOSITIONIERUNG 97......................................................
9.4.1 Spindelorientierung 97...............................................................
9.4.2 Spindelpositionierung 97..............................................................
9.4.3 Spindelpositionierung beenden 99.......................................................
10.WERKZEUG--FUNKTION (T--FUNKTION) 100................................
10.1 WERKZEUGAUSWAHL 101..........................................................
10.2 WERKZEUGSTANDZEIT--VERWALTUNG 102..........................................
10.2.1 Programm für Werkzeugstandzeitdaten 102.................................................
10.2.2 Werkzeug-- Standzeiterfassung 105.......................................................
10.2.3 Angabe einer Werkzeuggruppe im Bearbeitungsprogramm 106.................................
i-2
Page 17

B--64134GE/01
Inhaltsverzeichnis
11.HILFSFUNKTION 107......................................................
11.1 HILFSFUNKTION (M--FUNKTION) 108................................................
11.2 MEHRERE M--BEFEHLE IN EINEM SATZ 109..........................................
11.3 SEKUNDÄRE HILFSFUNKTIONEN (B--CODES) 110.....................................
12.PROGRAMMKONFIGURAT ION 111.........................................
12.1 ANDERE PROGRAMMKOMPONENTEN 113...........................................
12.2 PROGRAMMABSCHNITT--KONFIGURATION 116.......................................
12.3 UNTERPROGRAMM (M98, M99) 122..................................................
13.FUNKTIONEN, DIE DAS PROGRAMMIEREN ERLEICHTERN 125..............
13.1 FESTZYKLEN (G90, G92, G94) 126....................................................
13.1.1 Schneidezyklus Außendurchmesser/Innendurchmesser (G90) 126...............................
13.1.2 Gewindeschneidzyklus (G92) 128........................................................
13.1.3 Zyklus für Stirnflächendrehen (G94) 131..................................................
13.1.4 Verwendung von Festzyklen (G90, G92, G94) 134...........................................
13.2 MEHRFACH--WIEDERHOL--ZYKLEN (G70 -- G76) 136...................................
13.2.1 Materialabnahme beim Drehen (außen) (G71) 136...........................................
13.2.2 Materialabnahme beim Plandrehen (innen) (G72) 138........................................
13.2.3 Muster--Wiederholung (G73) 139........................................................
13.2.4 Feinbearbeitungszyklus (G70) 140.......................................................
13.2.5 Bohrzyklus mit Späne-- Entfernung in Z-- Richtung (G74) 143...................................
13.2.6 Bohrzyklus Außendurchmesser/Innendurchmesser (G75) 144..................................
13.2.7 Zyklus für Mehrfach--Gewindeschneiden (G76) 145..........................................
13.2.8 Hinweise zu Mehrfach--Wiederhol--Zyklen (G70 -- G76) 149...................................
13.3 BOHR--FESTZYKLEN (G80 -- G89) 150.................................................
13.3.1 Stirnbohrzyklus (G83) / Seitenbohrzyklus (G87) 154.........................................
13.3.2 Stirngewindebohrzyklus (G84) / Gewindebohrzyklus in X--Richtung (G88) 157....................
13.3.3 Stirnbohrzyklus (G85) / Seitenbohrzyklus (G89) 159.........................................
13.3.4 Bohr-- Festzyklus beenden (G80) 160.....................................................
13.3.5 Vorsichtmaßnahmen 161...............................................................
13.4 ANFASEN UND VERRUNDEN 162....................................................
13.5 DIREKTE ZEICHNUNGSMASSPROGRAMMIERUNG 165................................
13.6 GEWINDEBOHREN OHNE AUSGLEICHSFUTTER 170...................................
13.6.1 Zyklus für Stirngewindebohren ohne Ausgleichsfutter (G84) /
13.6.2 Gewindebohren ohne Ausgleichsfutter beenden (G80) 173.....................................
Zyklus für Gewindebohren ohne Ausgleichsfutter in X--Richtung (G88) 171.......................
14.KOMPENSATIONSFUNKTIONEN 174........................................
14.1 WERKZEUG-KORREKTUR 175.......................................................
14.1.1 Werkzeuggeometriekorrektur und Werkzeugverschleißkorrektur 175.............................
14.1.2 T--Code für Werkzeugkorrektur 176......................................................
14.1.3 Werkzeugauswahl 176.................................................................
14.1.4 Werkzeugkorrekturnummer 176.........................................................
14.1.5 Werkzeugkorrektur 177................................................................
14.1.6 Befehle G53, G28 und G30 bei aktiver Werkzeuglagenkorrektur 180.............................
14.2 SCHNEIDENRADIUSKOMPENSATION -- ÜBERSICHT 183...............................
14.2.1 Imaginärer Schneidenmittelpunkt 183.....................................................
14.2.2 Richtung des imaginären Schneidenmittelpunkts 185.........................................
14.2.3 Werkzeugkorrekturnummer und Korrekturwert 186..........................................
14.2.4 Werkstücklage und Verfahrbefehl 188.....................................................
i-3
Page 18

Inhaltsverzeichnis
14.2.5 Hinweise zur Schneidenradiuskompensation 193............................................
B--64134GE/01
14.3 SCHNEIDENRADIUSKOMPENSATION IM DET AIL 196..................................
14.3.1 Allgemeines 196.....................................................................
14.3.2 Werkzeugbewegung beim Anlauf 198.....................................................
14.3.3 Werkzeugbewegung im Werkzeugkorrekturmodus 200........................................
14.3.4 Werkzeugbewegung beim Beenden des Werkzeugkorrekturmodus 213...........................
14.3.5 Kollisionsüberwachung 216............................................................
14.3.6 Überschnitt durch Schneidenradiuskompensation 221.........................................
14.3.7 Korrektur beim Anfasen und Verrunden 222................................................
14.3.8 Befehlseingabe über Handeingabetastatur 224...............................................
14.3.9 Allgemeine Vorsichtsmaßnahmen im Korrekturbetrieb 225.....................................
14.3.10 Befehle G53, G28 und G30 im Modus ”Werkzeugschneidenradiuskompensation” 226...............
14.4 WERKZEUGKOMPENSATIONSWERTE, NUMMERN DER KOMPENSATIONSWERTE,
EINGABE VON PROGRAMMWERTEN (G10) 235.......................................
14.4.1 Werkzeugkompensation und Kompensationsnummer 235.....................................
14.4.2 Ändern von Werkzeugkorrekturwerten (Dateneingabe mittels Programm) (G10) 236.................
15.KUNDENMAKRO 237......................................................
15.1 VARIABLEN 238...................................................................
15.2 SYSTEMVARIABLEN 242...........................................................
15.3 ARITHMETISCHE UND LOGISCHE OPERATIONEN 249.................................
15.4 MAKRO--ANWEISUNGEN UND NC--ANWEISUNGEN 254................................
15.5 VERZWEIGUNG UND WIEDERHOLUNG 255..........................................
15.5.1 Unbedingte Verzweigung (GOTO--Anweisung) 255..........................................
15.5.2 Bedingte Verzweigung (IF--Anweisung) 256................................................
15.5.3 Wiederholung (WHILE--Anweisung) 257..................................................
15.6 MAKROAUFRUF 260...............................................................
15.6.1 Einfacher Aufruf (G65) 261............................................................
15.6.2 Modaler Aufruf (G66) 265.............................................................
15.6.3 Makroaufruf mit G-- Code 267...........................................................
15.6.4 Makroaufruf mit M-- Code 268...........................................................
15.6.5 Unterprogrammaufruf mit M--Code 269...................................................
15.6.6 Unterprogrammaufruf mit T--Code 270....................................................
15.6.7 Programmbeispiel 271.................................................................
15.7 VERARBEITEN VON MAKRO--ANWEISUNGEN 273....................................
15.8 REGISTRIERUNG VON KUNDENMAKRO--PROGRAMMEN 275..........................
15.9 BESCHRÄNKUNGEN 276............................................................
15.10 EXTERNE AUSGABEBEFEHLE 277...................................................
15.11 INTERRUPT--GESTEUERTES KUNDENMAKRO 281.....................................
15.11.1 Einsatz 282.........................................................................
15.11.2 Funktionen 283......................................................................
16.PARAMETEREINGABE MITTELS PROGRAMM (G10) 290.....................
17.SPEICHERBETRIEB MIT LOCHSTREIFENFORMAT Serie 10/1 1 293............
17.1 ADRESSEN UND WERTEBEREICHE FÜR LOCHSTREIFENFORMAT Serie 10/11 294.........
17.2 GEWINDESCHNEIDEN MIT KONSTANTER STEIGUNG 295..............................
17.3 UNTERPROGRAMMAUFRUF 296.....................................................
17.4 FESTZYKLUS 297..................................................................
17.5 MEHRFACH--WIEDERHOL--ZYKLEN FÜR DREHEN 298.................................
i-4
Page 19

B--64134GE/01
Inhaltsverzeichnis
17.6 FORMAT EINES BOHR--FESTZYKLUS 300.............................................
18.ACHSENSTEUERUNGSFUNKTIONEN 304...................................
18.1 ENDLOS DREHENDE RUNDACHSE 305...............................................
19.EINGABEFUNKTION FÜR BILDPUNKT--DATEN 306..........................
19.1 MUSTER--MENÜ ANZEIGEN 307.....................................................
19.2 BILDPUNKT--DATEN ANZEIGEN 311.................................................
19.3 ZEICHEN UND CODES FÜR BILDPUNKT--DATEN--EINGABEFUNKTION 315...............
III. BETRIEB
1. ALLGEMEINES 319........................................................
1.1 HANDBETRIEB 320.................................................................
1.2 PROGRAMMIERTE WERKZEUGBEWEGUNG -- AUTOMATIKBETRIEB 322................
1.3 AUTOMATIKBETRIEB 323..........................................................
1.4 PROGRAMMÜBERPRÜFUNG 325....................................................
1.4.1 Überprüfung durch Fahren der Maschine 325...............................................
1.4.2 Überprüfung anhand der Positionsanzeige (bei stehender Maschine) 326..........................
1.5 EDITIEREN VON TEILEPROGRAMMEN 327...........................................
1.6 EINSTELLUNG UND ANZEIGE VON DATEN 328.......................................
1.7 ANZEIGE 331......................................................................
1.7.1 Programmanzeige 331.................................................................
1.7.2 Anzeige der aktuellen Position 332.......................................................
1.7.3 Alarmanzeige 332....................................................................
1.7.4 Anzeige von Betriebsstunden und Werkstückzahl 333.........................................
1.7.5 Grafikanzeige (siehe Abschnitt III --12) 333.................................................
1.8 DA TENEINGABE UND DATENAUSGABE 334..........................................
2. BEDIENEINRICHTUNGEN 335..............................................
2.1 EINSTELLUNGS-- UND ANZEIGEGERÄ TE 336.........................................
2.1.1 7,2″--Schwarzweiß--LC--Display--/Tastatureinheit (horizontale Ausführung) 337....................
2.1.2 7,2″--Schwarzweiß--LC--Display--/Tastatureinheit (vertikale Ausführung) 338......................
2.1.3 Tastenanordnung Tastatur (LC--Display--/Tastatureinheit in horizontaler Ausführung) 339.............
2.1.4 Tastenanordnung Tastatur (LC--Display--/Tastatureinheit in vertikaler Ausführung) 340...............
2.2 ERLÄUTERUNG DER TASTATUR 341.................................................
2.3 FUNKTIONSTASTEN UND SOFTKEYS 343............................................
2.3.1 Allgemeine Vorgehensweise am Bildschirm 343.............................................
2.3.2 Funktionstasten 344...................................................................
2.3.3 Softkeys 345........................................................................
2.3.4 Tastatureingabe und Eingabezwischenspeicher 361...........................................
2.3.5 Warnmeldungen 362..................................................................
2.4 EXTERNE E/A--GERÄTE 363.........................................................
2.4.1 FANUC Handy File 365...............................................................
2.5 EIN-- UND AUSSCHALTEN 366.......................................................
2.5.1 Einschalten 366......................................................................
2.5.2 Bildschirm unmittelbar nach dem Einschalten 367...........................................
2.5.3 Ausschalten 368.....................................................................
i-5
Page 20

Inhaltsverzeichnis
B--64134GE/01
3. HANDBETRIEB 369........................................................
3.1 MANUELLE RÜCKKEHR ZUR REFERENZPOSITION 370................................
3.2 TIPPVORSCHUB 372................................................................
3.3 INKREMENTALVORSCHUB 374......................................................
3.4 HANDRADVORSCHUB 375..........................................................
3.5 MANUELL--ABSOLUT--SCHALTER EIN/AUS 378.......................................
4. AUTOMATIKBETRIEB 383..................................................
4.1 SPEICHERBETRIEB 384.............................................................
4.2 HANDEINGABEBETRIEB 387........................................................
4.3 DNC--BETRIEB 390.................................................................
4.4 PROGRAMM--NEUSTART 392........................................................
4.5 PLANUNGSFUNKTION 400..........................................................
4.6 FUNKTION ”UNTERPROGRAMMAUFRUF” (M198) 405.................................
4.7 HANDRADVORSCHUB--UNTERBRECHUNG 407.......................................
4.8 ACHSENSPIEGELUNG 410..........................................................
4.9 MANUELLER EINGRIFF UND RÜCKKEHR ZUM BETRIEB 412...........................
4.10 DNC--BETRIEB MIT SPEICHERKARTE 414............................................
4.10.1 Beschreibung 414....................................................................
4.10.2 Vorgänge 415.......................................................................
4.10.2.1 DNC--Betrieb 415..............................................................
4.10.2.2 Unterprogrammaufruf (M198) 416.................................................
4.10.3 Beschränkungen und Anmerkungen 417...................................................
4.10.4 Parameter 417.......................................................................
4.10.5 Verfahren zur Befestigung der Speicherkarte 417............................................
5. TESTBETRIEB 419........................................................
5.1 MASCHINENSPERRE UND HILFSFUNKTIONSSPERRE 420..............................
5.2 VORSCHUB--OVERRIDE 422.........................................................
5.3 EILGANG--OVERRIDE 423...........................................................
5.4 TROCKENLAUF 424................................................................
5.5 EINZELSATZ 425...................................................................
6. SICHERHEITSFUNKTIONEN 428............................................
6.1 NOTAUS 429.......................................................................
6.2 VERFAHRWEGÜBERSCHREITUNG 430...............................................
6.3 SOFTENDLAGEN--ÜBERWACHUNG 431...............................................
6.4 SPANNFUTTER-- UND REITSTOCKSICHERHEITSZONE 435.............................
6.5 SOFTENDLAGEN--ÜBERWACHUNG VOR DEM VERF AHREN 442.........................
7. ALARM-- UND SELBSTDIAGNOSEFUNKTIONEN 445.........................
7.1 ALARMANZEIGE 446...............................................................
7.2 ALARMARCHIV--ANZEIGE 448......................................................
7.3 SELBSTDIAGNOSE--BILDSCHIRM 449................................................
i-6
Page 21
B--64134GE/01
Inhaltsverzeichnis
8. DATENEINGABE UND DATENAUSGABE 452................................
8.1 DATEIEN 453......................................................................
8.2 DATEI--SUCHE 455.................................................................
8.3 DATEI LÖSCHEN 457...............................................................
8.4 EINGABE UND AUSGABE VON PROGRAMMEN 458....................................
8.4.1 Eingabe von Programmen 458..........................................................
8.4.2 Ausgabe von Programmen 461..........................................................
8.5 EINGABE UND AUSGABE VON KORREKTURDATEN 463...............................
8.5.1 Eingabe von Korrekturdaten 463.........................................................
8.5.2 Ausgabe von Korrekturdaten 464........................................................
8.6 EINGABE UND AUSGABE VON PARAMETERN UND
STEIGUNGSFEHLER--KOMPENSATIONSDATEN 465....................................
8.6.1 Eingabe von Parametern 465............................................................
8.6.2 Ausgabe von Parametern 466...........................................................
8.6.3 Eingabe von Steigungsfehler--Kompensationsdaten 467.......................................
8.6.4 Ausgabe von Steigungsfehler--Kompensationsdaten 468.......................................
8.7 EINGABE UND AUSGABE VON GLOBALEN KUNDENMAKRO--VARIABLEN 469..........
8.7.1 Eingabe von globalen Kundenmakro--Variablen 469..........................................
8.7.2 Ausgabe globaler Kundenmakro --Variablen 470.............................................
8.8 ANZEIGE VON DISKETTENVERZEICHNISSEN 471.....................................
8.8.1 Verzeichnisanzeige 472................................................................
8.8.2 Einlesen von Dateien 475..............................................................
8.8.3 Ausgabe von Programmen 476..........................................................
8.8.4 Löschen von Dateien 477..............................................................
8.9 AUSGABE EINER PROGRAMMGRUPPENLISTE 479....................................
8.10 EINGABE UND AUSGABE VON DA TEN IM BILDSCHIRM ”ALLE E/A” 480................
8.10.1 Einrichten von Eingabe-- /Ausgabeparametern 481...........................................
8.10.2 Eingabe und Ausgabe von Programmen 482................................................
8.10.3 Eingabe und Ausgabe von Parametern 486.................................................
8.10.4 Eingabe und Ausgabe von Korrekturdaten 488..............................................
8.10.5 Ausgabe von globalen Kundenmakro--Variablen 490.........................................
8.10.6 Eingabe und Ausgabe von Dateien auf Diskette 491..........................................
8.11 EINGABE UND AUSGABE MIT SPEICHERKARTE 496..................................
9. EDITIEREN VON PROGRAMMEN 508.......................................
9.1 EINFÜGEN, ÄNDERN UND LÖSCHEN VON WÖRTERN 509..............................
9.1.1 Wortsuche 510.......................................................................
9.1.2 Sprung zum Programmanfang 512.......................................................
9.1.3 Einfügen von Wörtern 513.............................................................
9.1.4 Ändern von Wörtern 514...............................................................
9.1.5 Löschen von Wörtern 515..............................................................
9.2 LÖSCHEN VON SÄTZEN 516.........................................................
9.2.1 Löschen eines Satzes 516..............................................................
9.2.2 Löschen mehrerer Sätze 517............................................................
9.3 PROGRAMMNUMMERNSUCHE 519..................................................
9.4 SATZNUMMERNSUCHE 520.........................................................
9.5 LÖSCHEN VON PROGRAMMEN 522..................................................
9.5.1 Löschen eines einzelnen Programms 522..................................................
9.5.2 Löschen aller Programme 522...........................................................
9.5.3 Löschen mehrerer Programme in einem Bereich 523..........................................
i-7
Page 22
Inhaltsverzeichnis
B--64134GE/01
9.6 ERWEITERTES EDITIEREN VON TEILEPROGRAMMEN 524.............................
9.6.1 Kopieren ganzer Programme 525........................................................
9.6.2 Kopieren von Programmteilen 526.......................................................
9.6.3 Verschieben von Programmteilen 527.....................................................
9.6.4 Zusammenführen von Programmen 528...................................................
9.6.5 Ergänzende Erläuterungen zum Kopieren, Verschieben und Zusammenführen 529..................
9.6.6 Ersetzen von Wörtern und Adressen 531...................................................
9.7 EDITIEREN VON KUNDENMAKROS 533..............................................
9.8 EDITIEREN IM HINTERGRUND 534..................................................
9.9 PASSWORT--FUNKTION 535.........................................................
10.ERSTELLEN VON PROGRAMMEN 537......................................
10.1 ERSTELLEN VON PROGRAMMEN ÜBER DIE HANDEINGABETASTATUR 538.............
10.2 AUTOMATISCHES EINFÜGEN VON SATZNUMMERN 539...............................
10.3 ERSTELLEN VON PROGRAMMEN IM LERNMODUS (WIEDERGABE) 541.................
10.4 DIALOGPROGRAMMIERUNG MIT GRAFIKFUNKTION 544..............................
11.EINSTELLUNG UND ANZEIGE VON DATEN 548..............................
11.1 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 557..........................
11.1.1 Positionsanzeige im Werkstück--Koordinatensystem 557......................................
11.1.2 Positionsanzeige im relativen Koordinatensystem 558........................................
11.1.3 Gesamtpositionsanzeige 560............................................................
11.1.4 Werkstück--Koordinatensystem--Voreinstellung 561..........................................
11.1.5 Anzeige der Ist-- Vorschubgeschwindigkeit 562..............................................
11.1.6 Anzeige von Laufzeit und Stückzahl 564..................................................
11.1.7 Betriebsmonitor--Anzeige 565...........................................................
11.2 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE
(IM MODUS MEM ODER MDI) 567....................................................
11.2.1 Bildschirm ”Programminhalt” 568.......................................................
11.2.2 Bildschirm ”Aktueller Satz” 569.........................................................
11.2.3 Bildschirm ”Nächster Satz” 570.........................................................
11.2.4 Bildschirm ”Programmprüfung” 571......................................................
11.2.5 Programmbildschirm für Handeingabebetrieb 572...........................................
11.3 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE
(IM MODUS EDIT) 573..............................................................
11.3.1 Anzeige von belegtem Speicher und Programmliste 574.......................................
11.3.2 Anzeigen einer Programmgruppenliste 577.................................................
11.4 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 580..........................
11.4.1 Einstellen und Anzeigen von Werkzeugkorrekturwerten 581...................................
11.4.2 Direkteingabe von Werkzeugkorrekturwerten 584............................................
11.4.3 Werkzeuglängen--/Arbeitsnullpunktmessung B 586..........................................
11.4.4 Eingabe von Korrekturwerten über den Zähler 588...........................................
11.4.5 Betrag der Werkstück-- Koordinatensystemverschiebung einrichten 589...........................
11.4.6 Einrichten und Anzeigen von Einstelldaten 591.............................................
11.4.7 Satznummernvergleich und Anhalten 593..................................................
11.4.8 Anzeigen und Einstellen von Laufzeiten und Stückzahlen 595..................................
11.4.9 Anzeigen und Einstellen von Werkstückursprungs--Korrekturwerten 597..........................
11.4.10 Eingabe gemessener Werkstückursprungs--Korrekturwerte 598..................................
11.4.11 Anzeigen und Einstellen von globalen Kundenmakro--Variablen 600.............................
i-8
Page 23
B--64134GE/01
11.4.12 Anzeigen von Bildpunkt --Daten und Muster--Menüs 601......................................
11.4.13 Anzeigen und Einstellen des Software-- Maschinenbedienfelds 603..............................
11.4.14 Anzeigen und Einstellen von Werkzeugstandzeit--Verwaltungsdaten 605..........................
Inhaltsverzeichnis
11.5 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 608..........................
11.5.1 Anzeigen und Einstellen von Parametern 609...............................................
11.5.2 Anzeigen und Einstellen von Steigungsfehler--Kompensationsdaten 611..........................
11.6 ANZEIGE VON PROGRAMMNUMMER, SATZNUMMER, STATUS UND
WARNMELDUNGEN BEIM EINRICHTEN ODER EINGEBEN/AUSGEBEN VON DATEN 613...
11.6.1 Anzeige der Programmnummer und Satznummer 613........................................
11.6.2 Anzeige von Status und Warnmeldungen beim Programmieren und bei der Eingabe und
Ausgabe von Daten 614...............................................................
11.7 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 616..........................
11.7.1 Bildschirm Meldungs--Archiv 616........................................................
11.8 BILDSCHIRMSCHONER 618.........................................................
11.8.1 Bildschirmschoner aktivieren 618........................................................
11.8.2 Bildschirmschoner automatisch aktivieren 619..............................................
12.GRAFIKFUNKTIONEN 620.................................................
12.1 GRAFIKANZEIGE 621...............................................................
12.2 DYNAMISCHE GRAFIK 626.........................................................
13.HILFE--FUNKTION 627.....................................................
14.BILDSCHIRM--HARDCOPY 632.............................................
IV. MANUAL GUIDE 0i
1. MANUAL GUIDE 0i 637....................................................
1.1 ÜBERSICHT 638....................................................................
1.2 EINFÜHRUNG 639..................................................................
1.3 VORGÄNGE ZUM ERSTELLEN VON PROGRAMMEN 640...............................
1.3.1 Anlauf 640.........................................................................
1.3.2 Anlauf 641.........................................................................
1.3.3 Erstellen eines neuen Teileprogramms 642.................................................
1.3.4 Entwicklungsunterstützung 644.........................................................
1.3.5 G--Code--Unterstützung 646............................................................
1.3.6 M--Code--Unterstützung 649............................................................
1.4 FESTZYKLUS--BEARBEITUNG 651...................................................
1.4.1 Vorgang 652........................................................................
1.4.2 Daten für jeden Festzyklus 654..........................................................
1.5 KONTURPROGRAMMIERUNG 661...................................................
1.5.1 Vorgänge bei der Konturprogrammierung 662..............................................
1.5.2 Details zu Konturverlaufsdaten 671.......................................................
1.5.3 Details zur Konturberechnung 673.......................................................
1.5.4 Details zur Hilfsberechnung 684.........................................................
1.5.5 Hinweise 694........................................................................
1.6 PARAMETER 696...................................................................
1.7 ALARMMELDUNGEN 703...........................................................
i-9
Page 24

Inhaltsverzeichnis
V. WARTUNG
1. BATTERIEWECHSEL 707..................................................
1.1 SPEICHER--DATENSICHERUNGSBA TTERIE (3 V DC) 708................................
1.2 BATTERIE FÜR SEPARATE ABSOLUT --DREHGEBER (6 V DC) 712........................
1.3 BATTERIE FÜR IN DEN MOTOR EINGEBAUTEN ABSOLUT--DREHGEBER (6 V DC) 713....
ANHANG
A. LOCHSTREIFEN--CODELISTE 717..........................................
B. LISTE DER FUNKTIONEN UND LOCHSTREIFENFORMATE 720...............
C. BEFEHLSWERTBEREICHE 724.............................................
D. NOMOGRAMME 727.......................................................
D.1 GEWINDELÄNGENFEHLER 728.........................................................
D.2 EINFACHE BERECHNUNG DES GEWINDELÄNGENFEHLERS 73 0...........................
D.3 WERKZEUGBAHN AN ECKEN 732......................................................
D.4 RADIUSRICHTUNGSFEHLER BEIM KREISVERFAHREN 735................................
B--64134GE/01
E. STATUS BEIM EINSCHALTEN, LÖSCHEN UND RESET 736...................
F. REFERENZT ABELLE ZEICHEN -- CODES 738................................
G. VERZEICHNIS DER ALARMMELDUNGEN 739...............................
i-10
Page 25

I. ALLGEMEINES
Page 26

Page 27
B--64134GE/01
ALLGEMEINES
1
Über dieses Handbuch
ALLGEMEINES
Dieses Handbuch umfaßt folgende Kapitel:
I. ALLGEMEINES
Kapitelaufbau, beschriebene Modelle, zugehörige Handbücher und
Hinweise für den Umgang mit diesem Handbuch
II. PROGRAMMIERUNG
Beschreibung der Funktionen: Format für die Programmierung von
Funktionen in NC--Sprache, Eigenschaften und Beschränkungen.
III. BETRIEB
Manueller und automatischer Betrieb der Maschine, Eingabe und
Ausgabe von Daten und Aufbereiten (Editieren) eines Programms
IV. MANUAL GUIDE 0i
Beschreibung des MANUAL GUIDE 0i
V. WARTUNG
Batteriewechsel
ANHANG
Lochstreifencodes, zulässige Dateneingabebereiche und Fehlercodes
1. ALLGEMEINES
Es treffen nicht alle in diesem Handbuch beschriebenen Funktionen auf
alle Produkte zu. Nähere Informationen finden Sie im Handbuch
”BESCHREIBUNGEN” (B--64112EN).
Parameter werden in diesem Handbuch nicht im Detail behandelt.
Ausführliche Informationen über P arameter, die in diesem Handbuch
erwähnt werden, finden Sie im Parameterhandbuch (B--64120EN).
Es werden sämtliche optionalen Funktionen beschrieben. Mit welchen
Optionen Ihr S ystem ausgerüstet ist, entnehmen Si e bitte dem Handbuch
des Maschinenherstellers.
Modelle, auf die sich dieses Handbuch bezieht, und deren Abkürzungen:
Produktbezeichnung Abkürzungen
GE FANUC Serie 0i Mate--TC 0i Mate-- T C Serie 0i Mate
3
Page 28
ALLGEMEINES1. ALLGEMEINES
B--64134GE/01
Sonderzeichen
_
D P
I
D ;
Zugehörige Handbücher
der Serie 0i-- C / 0 i Mate--C
Dieses Handbuch verwendet folgende Symbole:
Bezeichnet eine Kombination von Achsen, z.B. X__ Y__ Z (bei der
Programmierung).
Bezeichnet das Ende eines Satzes. Entspricht ISO--Code LF bzw.
EIA--Code CR.
Die folgende Tabelle enthält die zur Serie 0i--C und 0i Mate--C
gehörenden Handbücher. Dieses Handbuch ist durch ein Sternsymbol (*)
gekennzeichnet.
Name des Handbuchs Nummer
DESCRIPTIONS B--64112EN
CONNECTION MANUAL (HARDWARE) B--64113EN
CONNECTION MANUAL (FUNCTION) B--64113EN--1
Serie 0i--TC BEDIENUNGSHANDBUCH B--64114GE
Serie 0i--MC BEDIENUNGSHANDBUCH B--64124GE
Serie 0i Mate--TC BEDIENUNGSHANDBUCH B--64134GE *
Zugehörige Handbücher
der Servomotoren
Serie βis
Series 0i Mate--MC OPERATOR’S MANUAL B--64144EN
WARTUNGSHANDBUCH B--64115GE
PARAMETER MANUAL B--64120EN
Die folgende Tabelle enthält die zu den Servomotoren Serie βis
gehörenden Handbücher.
Name des Handbuchs Nummer
FANUC AC SERVO MOTOR βis series DESCRIPTIONS B--65302EN
FANUC AC SERVO MOTOR αis/αi/βisseries
PARAMETER MANUAL
FANUC AC SPINDLE MOTOR βi series DESCRIPTIONS B--65312EN
FANUC AC SPINDLE MOTOR αi/βi series
PARAMETER MANUAL
FANUC SERVO AMPLIFIER βi series DESCRIPTIONS B -- 65322EN
FANUC AC SERVO MOTOR βi series
FANUC AC SPINDLE MOTOR βi series
FANUC SERVO AMPLIFIER βi series
MAINTENANCE MANUAL
B--65270EN
B--65280EN
B--65325EN
4
Page 29
B--64134GE/01
Bearbeitung
s
ALLGEMEINES
1. ALLGEMEINES
1.1
ALLGEMEINER
BETRIEBSABLAUF
BEI EINER CNC-WERKZEUGMASCHINE
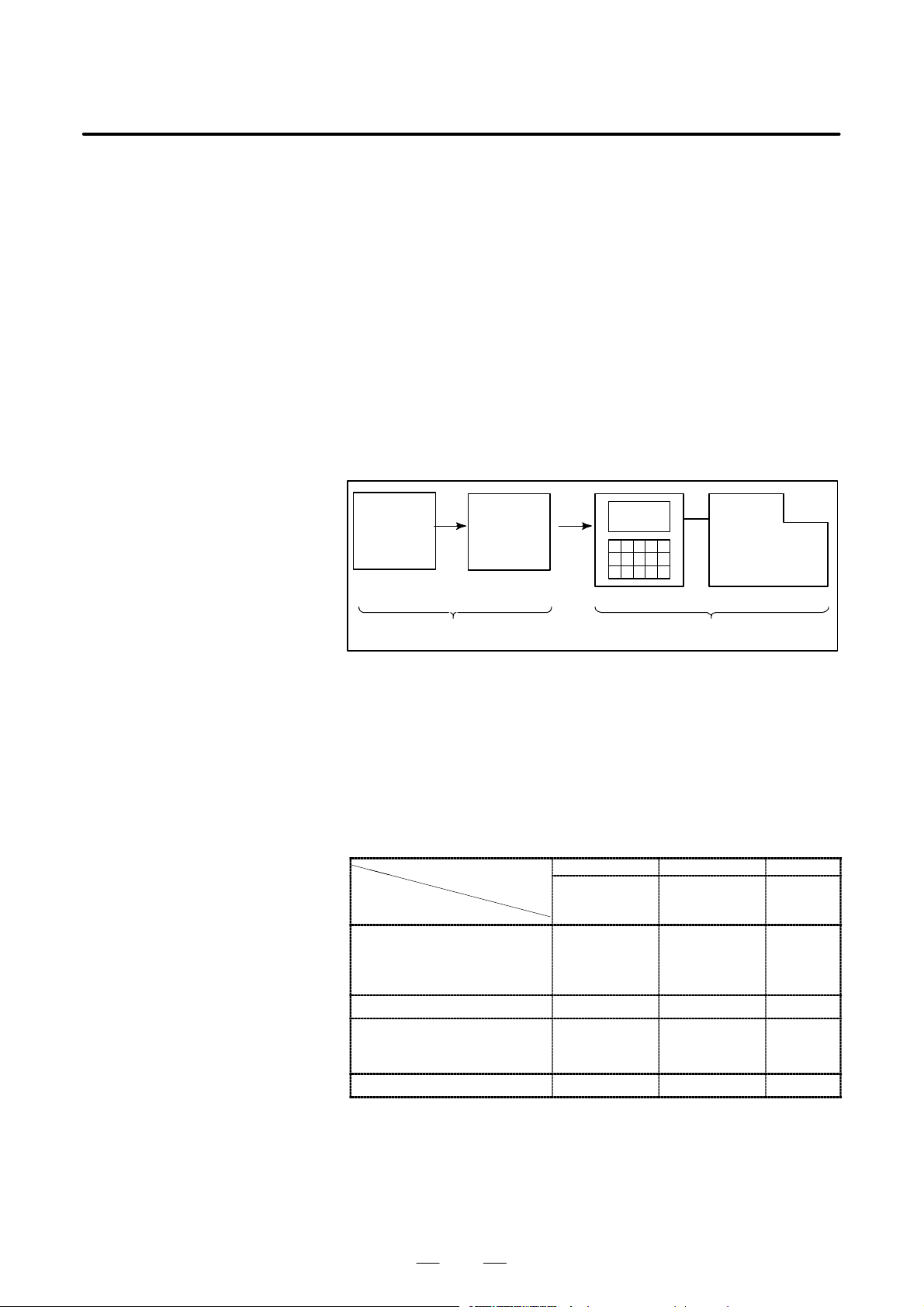
Zur Bearbeitung eines Werkstücks mit einer CNC--gesteuerten
Werkzeugmaschine wird zunächst ein Programm zur Steuerung der
Maschine erstellt.
1) Das Programm wird anhand einer Werkstückzeichnung erstellt und
steuert den Betrieb der CNC--Werkzeugmaschine.
Hinweise für das Erstellen von Programmen finden Sie im Kapitel II
”PROGRAMMIERUNG”.
2) Anschließend wird das Programm in die CNC--Steuerung eingelesen.
Nach dem Einrichten der Werkstücke und Werkzeugean der Maschine
werden die Werkzeuge dann programmgemäß angesteuert und
positioniert, um schließlich die eigentliche Bearbeitung
durchzuführen.
Hinweise zur Bedienung der CNC--St euerung finden Sie im
Kapitel III ”BETRIEB”.
Werkstück-zeichnung
KAPITEL II ”PROGRAMMIERUNG” KAPITEL III ”BETRIEB”
Teilepro-
grammier-
ung
CNC
WERKZEUGMASCHINE
Vor der eigentlichen Programmierung wird ein Bearbeitungsplan
erstellt.
Bearbeitungsplan
1. Festlegung des Bearbeitungsbereichs der Werkstücke
2. Einrichtverfahren der W erkstücke an der Werkzeugmaschine
3. Bearbeitungsfolge beim einzelnen Bearbeitungsvorgang
4. Bearbeitungswerkzeuge und Bearbeitungsbedingungen
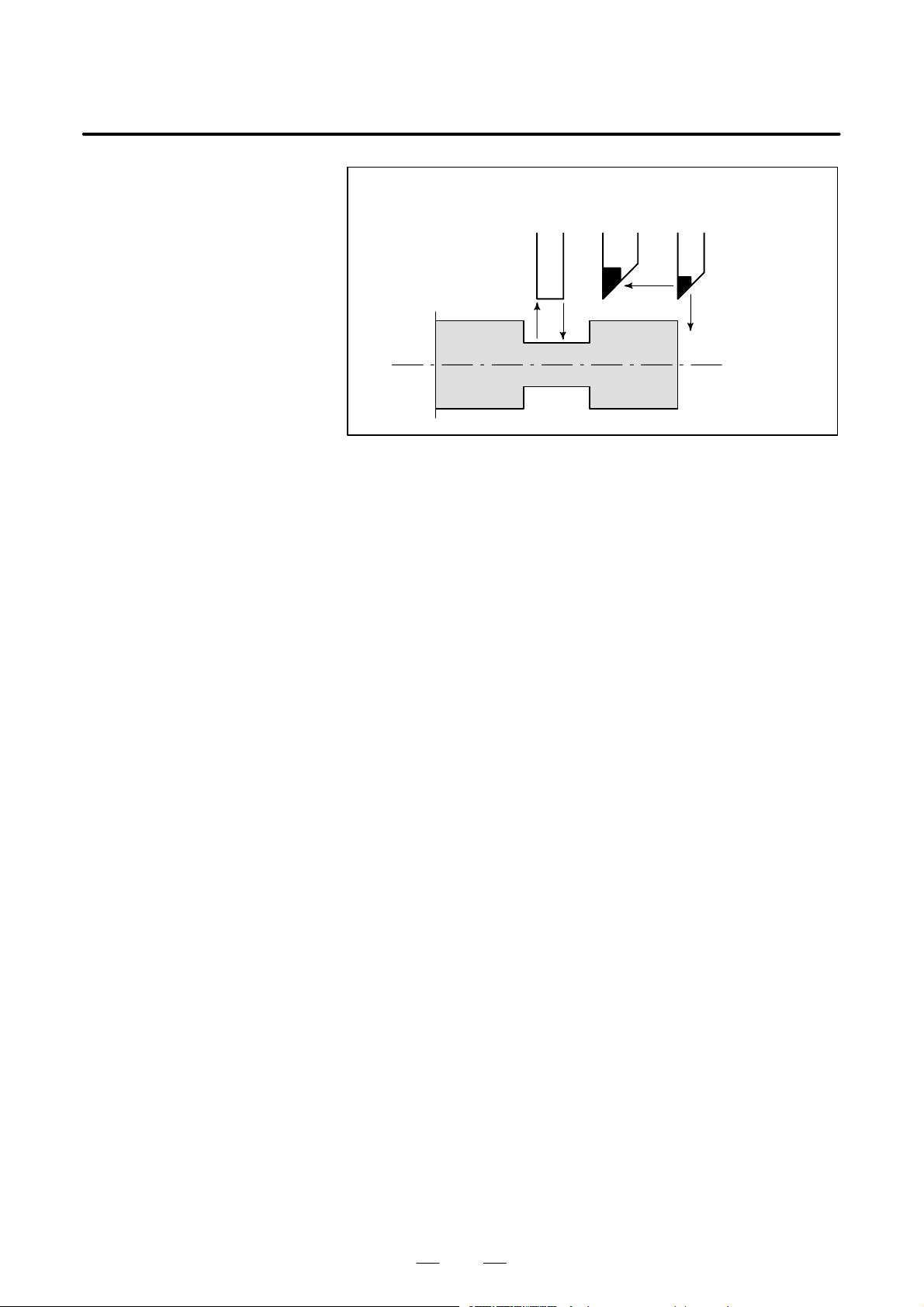
Für jeden Bearbeitungsvorgang wird das Bearbeitungsverfahren
gewählt.
1 2 3
Fräsen am
Planfräsen
Außendurch-
messer
Einstech-
drehen
Bearbeitungsverfahren
1. Bearbeitungsverfahren:
Grob
Mittel
Fein
2. Bearbeitungswerkzeuge
3. Bearbeitungsbedingungen:
Vorschubgeschwindigkeit
Schnittiefe
4. Werkzeugbahn
vorgang
-
-
5
Page 30
ALLGEMEINES1. ALLGEMEINES
B--64134GE/01
Einstechdrehen
Fräsen am
Außen-durchmesser
Werkstück
Plan-fräsen
Für jeden Bearbeitungsvorgang wird ein Programm erstellt, das
Werkzeugbahn und Bearbeitungsbedingungen der Werkstückkontur
entsprechend festlegt.
6
Page 31

B--64134GE/01
1.2
HINWEISE FÜR DEN UMGANG MIT DIESEM HANDBUCH
ALLGEMEINES
VORSICHT
1 Der Betrieb einer CNC--gesteuerten Werkzeugmaschine ist
nicht nur von der CNC--Einheit abhängig, sondern auch von
der Kombination aus Werkzeugmaschine, Schaltschrank,
Servosystem, CNC-- Steuerung, Bedienfeld usw. Die
Beschreibung von Funktionsweise, Programmierung und
Betrieb sämtlicher Kombinationen würde hier zu weit
führen. Die Betrachtung in diesem Handbuch erfolgt daher
generell aus Sicht der CNC--Steuerung. Details einer
bestimmtenCNC--Werkzeugmaschine entnehmen Sie bitte
dem vom Maschinenhersteller mitgelieferten Handbuch,
das im Zweifelsfall Priorität gegenüber diesem Handbuch
hat.
2 Überschriften sind am linken Seitenrand plaziert. Das
Auffinden und der Zugriff auf die benötigten Informationen
werden dadurch wesentlich erleichtert.
3 In dem vorliegenden Handbuch sind so viele gängige
Variationen der Anwendungsmöglichkeiten wie möglich
beschrieben.Es ist dagegen nicht möglich, alle Funktionen,
Optionen und Befehle zu erwähnen, die nicht kombiniert
werden sollten.
Im Zweifelsfall sind in diesem Handbuch nicht abgehandelte Betriebsfunktionen nicht zu kombinieren.
1. ALLGEMEINES
1.3
HINWEIS ZUR DATENSICHERHEIT
VORSICHT
Bearbeitungsprogramme, Parameter, Variablen usw. sind
im internen nichtflüchtigen Speicher der CNC--Einheit
abgelegt. Im allgemeinen geht der Inhalt dieses Speichers
beim Ein-- und Ausschalten der Spannung nicht verloren.
Es kann jedoch vorkommen, daß in diesem Speicher
abgelegte wichtige Daten nach einer Fehlbedienung oder
im Zuge einer Fehlerbehebung gelöscht werden müssen.
Im Sinne einer schnelleren Wiederherstellung empfiehlt es
sich, grundsätzlich Sicherungs--Kopien der verschiedenen
Daten anzufertigen.
7
Page 32

Page 33

II. PROGRAMMIERUNG
Page 34

Page 35

B--64134GE/01
1
ALLGEMEINES
PROGRAMMIERUNG
1. ALLGEMEINES
11
Page 36

PROGRAMMIERUNG1. ALLGEMEINES
B--64134GE/01
1.1
WERKZEUGBEWEGUNG
ENTLANG DER
WERKSTÜCKKONTUR -INTERPOLATION
Erläuterungen
D Werkzeugbewegung
entlang einer Geraden
Das Werkzeug wird entlang von Geraden und Bögen entsprechend den
Werkstückkonturen bewegt (siehe II--4).
X
Werkzeug
Werkstück
Abb.1.1 (a) Werkzeugbewegung entlang einerGeraden parallel z ur Z--Achse
Programm
G01 Z...;
Z
D Werkzeugbewegung
entlang eines Bogens
X
Werkzeug
Werkstück
Abb. 1.1 (b) Werkzeugbewegung entlang einer Konuslinie
X
Werkstück
Werkzeug
Programm
G01 X ... Z... ;
Z
Programm
G02X ... Z ... R ... ;
oder
G03X ... Z ... R ... ;
Z
Abb. 1.1 (c) Werkzeugbewegung entlang eines Bogens
12
Page 37

B--64134GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
Interpolation bezeichnet einen Vorgang, bei dem das Werkzeug wie oben
beschrieben entlang einer Geraden oder eines Bogens bewegt wird.
Die Symbole der programmierten Befehle G01, G02, ... heißen
”Wegbedingungen” und geben an, welche Interpolation in der Steuerung
ausgeführt wird.
(a) Werkzeugbewegung entlang
einer Geraden
G01 Z__;
X -- -- Z -- -- -- -- ;
Steuerung
Interpolation
a) Werkzeugbewegung
entlang einer Geraden
b) Werkzeugbewegung
entlang eines Bogens
Abb. 1.1 (d) Interpolationsfunktion
(b) Werkzeugbewegung entlang
eines Bogens
G 0 3 X -- -- Z -- -- ;
X--Achse
Y--Achse
Werkzeugbewegung
ANMERKUNG
Einige Maschinen verfahren nicht das Werkzeug, sondern
das Werkstück (die Spindel); hier wird jedoch davon
ausgegangen, daß das Werkzeug relativ zum Werkstück
bewegt wird.
D Gewindeschneiden
Zum Gewindeschneiden wird die Werkzeugbewegung mit der
Spindeldrehung synchronisiert. Die Funktion ”Gewindeschneiden”wird
im Programm mit G32 befohlen.
X
Werkstück
Abb. 1.1 (e) Schneiden eines zylindrischen Gewindes
13
F
Werkzeug
Programm
G 3 2 Z -- -- F -- -- ;
Z
Page 38

PROGRAMMIERUNG1. ALLGEMEINES
B--64134GE/01
1.2
VORSCHUBFUNKTION
X
Werkstück
Abb. 1.1 (f) Schneiden eines Kegelgewindes
Werkzeug
Programm
G 3 2 X -- -- Z -- -- F -- -- ;
Z
F
Das Bewegen des Werkzeugs mit einer bestimmten Geschwindigkeit zur
Bearbeitung des Werkstücks wird als Vorschub bezeichnet.
Spannfutter
Werkstück
Werkzeug
Abb. 1.2 Vorschubfunktion
Die Vorschubgeschwindigkeit wird durch entsprechende Zahlenwerte
festgelegt.
Mit dem folgenden Befehl kann zum Beispiel pro Umdrehung des
Werkstücks ein Vorschub des Werkzeugs von 2 mm ausgeführt werden :
F2.0
Die Funktion zur Festlegung der Vorschubgeschwindigkeit wird als
Vorschubfunktion bezeichnet (siehe II--5).
14
Page 39

B--64134GE/01
1.3
WERKSTÜCKZEICHNUNG UND WERKZEUGBEWEGUNG
PROGRAMMIERUNG
1. ALLGEMEINES
1.3.1
Referenzpunkt (maschinenspezifischer Punkt)
Erläuterungen
Eine CNC--Werkzeugmaschine besitzt einen Fixpunkt. Werkzeug-wechsel und Programmierung des absoluten Nullpunkts, die an anderer
Stelle behandelt werden, werden normalerweise an diesem Punkt
vorgenommen. Man bezeichnet diese Position als Referenzpunkt.
Werkzeugträger
Spannfutter
Referenzpunkt
Abb. 1.3.1 Referenzpunkt
Das Werkzeug kann auf zwei Arten zum Referenzpunkt gefahren werden:
1. Manuelle Rückkehr zur Referenzposition (siehe III--3. 1)
Die R ückkehr zum Referenzpunkt wird manuell per Knopfdruck
ausgelöst.
2. Automatische Rückkehr zum Referenzpunkt (siehe II--6)
Im allgemeinen wird nach dem Einschalten der Netzspannung ein
manuelles R eferenzpunktfahren durchgeführt. Für einen späteren
Werkzeugwechsel kann das Werkzeug dann mit Hilfe der
automatischen Funktion zum Referenzpunkt gefahren werden.
15
Page 40

1.3.2
Koordinatensystem der
Werkstückzeichnung
und CNC-Koordinatensystem
PROGRAMMIERUNG1. ALLGEMEINES
X
Werkstückzeichnung
Z
X
Werkstück
Programm
Befehl
B--64134GE/01
X
Z
Koordinatensystem
CNC
Z
Erläuterungen
D Koordinatensystem
Werkzeugmaschine
Abb. 1.3.2 (a) Koordinatensystem
Es werden zwei Koordinatensysteme festgelegt (siehe II--7)
1. Koordinatensystem der Teilezeichnung
Das Koordinatensystem befindet sich auf der Werkstückzeichnung.
Als Programmdaten werden die Werte dieses Koordinatensystems
verwendet.
2. CNC--Koordinatensystem
Dieses Koordinatensystem wird am eigentlichen Maschinentisch
errichtet. Dazu wird die Entfernung zwischen aktueller Werkzeugposition und Nullpunkt des einzurichtenden Koordinatensystems
programmiert.
X
230
300
Programm-Nullpunkt
Aktuelle Werkzeugposition
Entfernung zum Nullpunkt des einzurichtenden Koordinatensystems
Z
Abb. 1.3.2 (b) CNC--Koordinatensystem
Entsprechenddem Steuerungsprogramm, welches unter Zugrundelegung
des Koordinatensystems der Teilezeichnung eingerichtet wurde, wird das
Werkzeug innerhalb des CNC--Koordinatensystems bewegt. Auf diese
Weise erhält das Werkstück die auf der Zeichnung spezifizierte Kontur.
Damit die in der Zeichnung definierte Werkstückkontur korrekt
geschnitten wird, müssen daher beide Koordinatensysteme an derselben
Position eingerichtet werden.
16
Page 41

B--64134GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
D Einrichten der beiden
Koordinatensysteme an
derselben Position
Das Einrichten zweier Koordinatensysteme an derselben Position
geschieht in der Regel folgendermaßen:
1. Der Koordinatennullpunkt sitzt auf der Stirnfläche des Spannfutters
X
Werkstück
60
40
150
Abb. 1.3.2 (c) Koordinaten und Maße der Werkstückzeichnung
X
40
Z
Werkstück
Z
Abb. 1.3.2 (d) CNC--Koordinatensystem der Drehmaschine
(deckt sich mit dem Koordinatensystem der Werkstückzeichnung)
17
Page 42

PROGRAMMIERUNG1. ALLGEMEINES
B--64134GE/01
2. Der Koordinatennullpunkt sitzt auf der Werkstückstirnfläche.
X
Werkstück
60
100
Abb. 1.3.2 (e) Koordinaten und Maße der Werkstückzeichnung
Werkstück
80
30
30
Z
X
Z
Abb. 1.3.2 (f) CNC--Koordinatensystem der Drehmaschine
(deckt sich mit dem Koordinatensystem der Werkstückzeichnung)
18
Page 43

B--64134GE/01
1.3.3
Maßbefehle für die
Werkzeugbewegung -Absolut--/Inkrementalmaß-Befehle
PROGRAMMIERUNG
1. ALLGEMEINES
Erläuterungen
D Absolutmaß-- Befehl
Die Koordinatenwerte in Werkzeug--Verfahrbefehlen können als
Absolutmaßwerte oder als Inkrementalmaßwerte programmiert werden
(siehe II--8.1).
Das Werkzeug wird zu dem Punkt bewegt, der um den programmierten
Betrag vom Nullpunkt des Koordinatenystems entfernt liegt, also zur
Position der Koordinatenwerte.
Werkzeug
X
Werkstück
φ30
70
B
110
A
Z
Befehl für das Verfahren von Punkt A nach Punkt B
G90X30.0Z70.0;
Koordinaten des Punkts B
Abb. 1.3.3 (a) Absolutmaß--Befehl
19
Page 44

PROGRAMMIERUNG1. ALLGEMEINES
B--64134GE/01
D Inkrementalmaß--Befehl
Entfernung von der vorherigen Werkzeugposition zur nächsten
Werkzeugposition
Werkzeug
A
X
φ60
B
Z
φ30
40
Befehl für das Verfahren von Punkt A nach Punkt B
U--30.0W--40.0
Entfernung und Richtung für das
Verfahren entlang der Achsen
D Durchmesser-
programmierung /
Radiusprogrammierung
Abb. 1.3.3 (b) Inkrementalmaß--Befehl
Die Werte für die X--Achse können als Durchmesser-- oder Radiusmaß
festgelegt werden. Durchmesserprogrammierung oder Radiusprogrammierung sind von der Maschine unabhängig.
1. Durchmesserprogrammierung
Bei der Durchmesserprogrammierung dient der in der Zeichnung
angegebene Durchmesserwert als Wert für die X--Achse.
X
B
φ30
A
Z
Werkstück
φ40
60
80
Koordinatenwerte der Punkte A und B
A (30.0, 80.0), B (40.0, 60.0)
Abb. 1.3.3 (c) Durchmesserprogrammierung
20
Page 45

B--64134GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
2. Radiusprogrammierung
Bei der Radiusprogrammierung dient der Abstand von der
Werkstückmitte, also der Radius, als Wert für die X--Achse.
X
B
20
Werkstück
60
80
Koordinatenwerte der Punkte A und B
A (15.0, 80.0), B (20.0, 60.0)
Abb. 1.3.3 (d) Radiusprogrammierung
A
15
Z
1.4
SCHNITTGESCHWINDIGKEIT -SPINDELDREHZAHLFUNKTION
Beispiele
Die Geschwindigkeit, mit der sich das Werkzeug beim Schneiden relativ
zum Werkstück bewegt, wird als Schnittgeschwindigkeit bezeichnet.
Bei CNC--gesteuerten Maschinen kann die Schnittgeschwindigkeit über
die Spindeldrehzahl in min
Abb. 1.4 Schnittgeschwindigkeit
-- 1
festgelegt werden.
Werkzeug
Werkstück
V: Schnittgeschwindigkeit
vm/min
-- 1
φD
Nmin
<Bearbeitung eines Werkstücks mit einem Durchmesser von200
mm mit einer Schnittgeschwindigkeit von 300 m/min>
Die Spindeldrehzahl beträgt ungefähr 478 min
-- 1
(errechnet aus
N = 1000v/πD). Demnach muß der Befehl lauten:
S478 ;
Befehle, die sich auf die Spindeldrehzahl beziehen, werden in der
Spindeldrehzahl--Funktion zusammengefaßt (siehe II--9).
Die Schnittgeschwindigkeit v (m/min) kann auch unmittelbar über einen
Geschwindigkeitswert festgelegt werden. Ändert sich der Werkstückdurchmesser, paßt die CNC die Spindeldrehzahl so an, daß die
Schnittgeschwindigkeit konstant bleibt.
Diese Funktion heißt Konstante Schnittgeschwindigkeits--Steuerung
(siehe II--9.3).
21
Page 46

PROGRAMMIERUNG1. ALLGEMEINES
B--64134GE/01
1.5
WERKZEUGAUSWAHL
FÜR DIE
VERSCHIEDENEN
BEARBEITUNGSVORGÄNGE -WERKZEUGFUNKTION
Beispiele
Für Bearbeitungsvorgänge wie Vollbohren, Gewindebohren, Aufbohren,
Fräsen usw. muß jeweils das passende Werkzeugangesteuert werden. Die
Ansteuerung des entsprechenden Werkzeugs erfolgt durch Zuordnung
von Nummern zu den Werkzeugen und Angabe der Nummern im
Programm.
Werkzeugnummer
01
06
02 05
04
03
Abb. 1.5 Werkzeuge für diverse Bearbeitungsvorgänge
Werkzeugträger
<Die Nr. 01 wurde einem Schruppwerkzeug zugewiesen>
Befindetsich das Werkzeug im Werkzeugträger an der Position 01, erfolgt
der Aufruf dieses Werkzeugs durch die Eingabe T0101.
Dieser Vorgang wird als Werkzeugfunktion bezeichnet (siehe II--10).
1.6
MASCHINENBEDIENBEFEHL -ZUSATZFUNKTION
Beim Start des eigentlichen Bearbeitungsvorgangs muß die Spindel
drehen, und es muß Kühlmittel zugeführt werden. Dazu müssen der
Spindelmotor und das Kühlmittelventil gesteuert werden (siehe II--11).
Kühlmittel
ein/aus
Spannfutter auf/zu
Spindelantrieb
Werkstück
Abb. 1.6 Maschinenbedienbefehl
im US
Die Funktion zum Auslösen von Schaltvorgängen bei den verschiedenen
Maschinenkomponenten wird als ”Zusatzfunktion” bezeichnet. Die
Programmierung erfolgt im allgemeinen über einen M--Code.
Wirdz.B. M03 programmiert, dreht sich die Spindel mit der angegebenen
Drehzahl im Uhrzeigersinn.
22
Page 47

B--64134GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
1.7
PROGRAMMKONFIGURATION
Bei einem Programm handelt es sich um eine in die CNC eingegebene
Gruppe von Befehlen für den Maschinenbetrieb. Mittels dieser Befehle
wird das Werkzeug entlang einer Geraden oder eines Bogens bewegt und
der Spindelmotor ein-- und ausgeschaltet.
Im Programm werden die Befehle in der Reihenfolge der tatsächlichen
Werkzeugbewegungen angegeben.
Satz
Satz
Abfolge der
Werkzeugbewegungen
Programm
Satz
Satz
⋅
⋅
⋅
⋅
Satz
Abb. 1.7 (a) Programmkonfiguration
Die Befehlsgruppe für jeden einzelnen B earbeitungsschritt ist der Satz.
Das Programm besteht also aus einer Gruppe von Sätzen für eine Reihe
von Bearbeitungsvorgängen. Jeder Satz erhält eine eigene Satznummer,
jedes Programm eine Programmnummer (siehe II--12).
23
Page 48

PROGRAMMIERUNG1. ALLGEMEINES
B--64134GE/01
Erläuterungen
D Satz
Satz und Programm sind wie folgt aufgebaut:
1Satz
N fffff Gff Xff.f Zfff.f M ff S ff T ff ;
Satznummer
Wegbedingung
Maß--Befehl Zusatz-
funktion
Abb. 1.7 (b) Satzkonfiguration
Spindelfunktion
Werkzeugfunktion
Satzende
Ein Satz beginnt mit einer Satznummer zur Kennzeichnung des Satzes
und endet mit einem Satzende--Code.
In diesem Handbuch ist der Satzende--Code durch ein Semikolon (;)
angegeben (LF im ISO--C ode und CR im EIA--Code).
Der Inhalt des Maß--Befehls richtet sich nach der Wegbedingung. In
diesem Handbuch entspricht IP_ einem Maß--Befehl.
D Programm
;
Offff;
⋅
⋅
⋅
M30 ;
Abb. 1.7 (c) Programmkonfiguration
Programmnummer
Satz
Satz
Satz
⋅
⋅
⋅
Programmende
Normalerweise wird hinter dem Satzende--Code (;) am Programmanfang
eine Programmnummer angegeben und das Programm mit einem
Programmende--Code (M02 oder M30) abgeschlossen.
24
Page 49

B--64134GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
D Hauptprogramm und
Unterprogramm
Kommt ein identisches Bearbeitungsmuster mehrfach innerhalb
desselben Programms vor, wird für dieses Muster ein eigenes Programm
erstellt. Hierbei handelt es sich dann um ein Unterprogramm. Das
Ausgangsprogramm gilt als das Hauptprogramm. Taucht während der
Ausführung des Hauptprogramms ein Ausführungsbefehl für ein
Unterprogramm auf, werden die Befehle des Unterprogramms
ausgeführt. Nach Ausführung des Unterprogrammes kehrt die Steuerung
wieder zum Hauptprogramm zurück.
Hauptprogramm
⋅
⋅
M98P1001
⋅
⋅
⋅
M98P1002
⋅
⋅
⋅
M98P1001
⋅
Unterprogramm 1
O1001
M99
Unterprogramm 2
O1002
Programm für
Bohrung #1
Programm für
Bohrung #2
⋅
⋅
M99
25
Page 50

1.8
KOMPENSATIONSFUNKTIONEN
Erläuterungen
PROGRAMMIERUNG1. ALLGEMEINES
B--64134GE/01
D Bearbeitung mit dem
Werkzeugende -- Funktion
”Werkzeuglängenkompensation”
In der Regel werden für die Bearbeitung eines Werkstücks mehrere
Werkzeuge gebraucht, die häufig unterschiedlich lang sind. Das
Abändern des Programms auf jede neue Werkzeuglängeist sehrmühsam.
Daher sollten die Längen der einzelnen Werkzeuge vorab gemessen
werden. Durch Einstellen des Unterschieds zwischen der Länge des
Standard--Werkzeugs und der tatsächlichen Länge des jeweiligen
Werkzeugs in der CNC (Anzeige und Einstellung von Daten siehe III--11)
kann die Bearbeitung ohne Programmänderung durchgeführt werden,
auch wenn das Werkzeug gewechselt wird. Es handelt sich um die
Funktion ”Werkzeuglängenkompensation”.
Gewindeschneidwerkzeug
Werkstück
Standardwerkzeug
Abb. 1.8 Werkzeugkorrektur
Schruppwerkzeug
Schlichtwerkzeug
Einstechwerkzeug
26
Page 51

B--64134GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
1.9
WERKZEUGVERFAHRBEREICH
An den Enden der Maschinenachsen sind Endschalter installiert, die
verhindern, daß Werkzeuge über das Achsenende hinaus bewegt werden.
Der zulässige B ewegungsbereich von Werkzeugen wird als
Verfahrbereich bezeichnet. Neben den maschinenseitigen Endschaltern
kann auch in der Steuerung ein Bereich definiert werden, in den die
Werkzeuge nicht hineinbewegt werden dürfen.
Tisch
Motor
Endschalter
Maschinennullpunkt
Entfernungen eingeben
In diesen Bereich dürfen die Werkzeuge nicht gelangen. Der Bereich
wird durch gespeicherte Daten bzw. ein Programm definiert.
Neben dem durch Endschalter begrenzten Verfahrbereich kann der
Bediener auch durch entsprechende Programmierung bzw. Speicherung
von Daten einen Bereich definieren, in den die Werkzeuge nicht
hineinbewegt werden dürfen. Diese Funktion heißt Verfahrbereichskontrolle oder Softendlagen--Überwachung. (Siehe III-6.3.)
27
Page 52

2
PROGRAMMIERUNG2. GESTEUERTE ACHSEN
GESTEUERTE ACHSEN
B--64134GE/01
28
Page 53

B--64134GE/01
2.1
GESTEUERTE ACHSEN
PROGRAMMIERUNG
Element 0i Mate--TC
Anzahl gesteuerter Achsen 3 Achsen
Anzahl gleichzeitig gesteuerter Achsen 3 Achsen
ANMERKUNG
1 Die Anzahl gleichzeitig steuerbarer Achsen bei manuellem
Tippvorschub, manuellem Inkremental--Vorschub oder
Handradvorschub beträgt 1 oder 3 (1, wenn Bit 0 (JAX) von
Parameter1002 auf 0 gesetzt ist, und 3, wenn dieses Bit auf
1 gesetzt ist).
2 Die Anzahl der gesteuerten Achsen einschließlich der
Cs--Bahnsteuerungsachse beträgt 3. Es müssen also zwei
Servoachsen und eine Cs--Bahnsteuerungsachse vorgesehen werden. Bei drei gesteuerten Achsen können nicht
alle drei Servoachsen sein.
2. GESTEUERTE ACHSEN
2.2
ACHSENBEZEICHNUNG
Beschränkungen
D Ersatzbezeichnung für
Achsen
D Doppelter Achsenname
Zwei Grundachsen werden immer mit X und Z bezeichnet; die
Bezeichnungen von Zusatzachsen können nachstehend über den
Parameter Nr. 1020 optional ausgewählt werden.
D G--Code--System A: Y, A, B und C
D G--Code--System B/C: Y, U, V, W, A, B und C
Jede Achsenbezeichnung wird entsprechend Parameter Nr. 1020
festgelegt. Gibt der Parameter 0 oder eine andere Bezeichnung als einen
der neun Buchstaben an, wird als Achsenbezeichnung automatisch eine
Zahl von 1 bis 3 erstellt.
Bei Verwendungeines automatischerstellten Ersatznamens(1 bis 3) kann
das System nicht im MEM-- oder MDI--Modus arbeiten.
Wird im Parameter ein Achsenname mehrfach angegeben, ist nur die
Achse, welcher dieser Name zuerst zugewiesen wurde, betriebsbereit.
ANMERKUNG
1 Im G --Code--System A können U, V und W nicht alsAchsen-
namen benutzt werden (bei max. sechs steuerbaren
Achsen), da diese Buchstaben als Inkrementalmaß-Befehle für X, Y und Z gelten. U, V und W als Achsenbezeichnungen sind nur im G--Code--System B oder C
möglich. Ähnlich gilt der Buchstabe H als Inkrementalmaß-Befehl für C, d.h. es können keine Inkrementalmaß-Befehle gegeben werden, wenn A oder B als Achsenbezeichnung gewählt wird.
2 Bei G76 (mehrgängiges Gewinde) gilt die Adresse A in
einem Satz nicht a ls Befehl für die Achse A, sondern bezeichnet vielmehr den Schneidenwinkel. Werden C oder A
als Achsennamen verwendet, können diese Buchstaben
nicht als Befehl für den Winkel einer Geraden beim Anfasen
bzw. in der Direkten Zeichnungsmaßprogrammierung
benutzt werden. C und A sollten also entsprechend dem Bit
4 (CCR) von Parameter Nr. 3405 benutzt werden.
29
Page 54

PROGRAMMIERUNG2. GESTEUERTE ACHSEN
g
metri
g
g
Zol
l
y
g
schem
y
g
Zol
l
y
Syste
m
g
B--64134GE/01
2.3
INKREMENTALMASS-SYSTEM
Das Inkrementalmaß--System besteht aus dem kleinsten Eingabe--Inkrement
(für die Eingabe) und dem kl einsten Befehls--Inkrement (für die Ausgabe). Das
kleinste Eingabe--Inkrement stellt den kleinsten Wert dar, der als Verfahrbetrag
programmiert werden kann. Das kleinste Befehls--Inkrement ist das kleinste
Wegelement, um das das Werkzeug an der Maschine verfahren werden kann.
Beide Inkremente werden in mm, Zoll oder Grad ange geben. Beim
Inkrementalmaß--System wird unterschieden nach IS--B und IS--C (Tab. 2.3 (a)
und 2.3 (b)). Wählen Sie durch Setzen von Bit 1 (ISC) von Param. Nr. 1004,
welches Inkrementalmaß--System verwende t werden soll. Die Einstellung von
Bit 1 (ISC) von Param. Nr. 1004 gilt für sämtl. Achsen. Wenn z.B. das System
IS--C ausgewählt ist, gilt IS--C als Inkrementalmaß--System für alle Achsen.
Tabelle 2.3 (a) Inkrementalmaß--System IS--B
Maschine mit
-
schem
System
Maschine mit
--
--
System
Eingabe
in mm
Eingabe
in Zoll
Eingabe
in mm
Eingabe
in Zoll
Kleinstes
Eingabe--Inkrement
0,001 mm (Durchmesser) 0,0005 mm
0,001 mm (Radius) 0,001 mm
0,001 Grad 0,001 Grad
0,0001 Zoll (Durchmesser) 0,0005 mm
0,0001 Zoll (Radius) 0,001 mm
0,001 Grad 0,001 Grad
0,001 mm (Durchmesser) 0,00005 Zoll
0,001 mm (Radius) 0,0001 Zoll
0,001 Grad 0,001 Grad
0,0001 Zoll (Durchmesser) 0,00005 Zoll
0,0001 Zoll (Radius) 0,0001 Zoll
0,001 Grad 0,001 Grad
Kleinstes
Befehls--Inkrement
Tabelle 2.3 (b) Inkrementalmaß--System IS--C
Maschi- Eingabe
ne mitgin mm
metrischem
System
Maschi- Eingabe
ne mitgin mm
S
stem
Eingabe
in Zoll
--
Eingabe
in Zoll
Kleinstes
Eingabe--Inkrement
0,0001 mm (Durchmesser) 0,00005 mm
0,0001 mm (Radius) 0,0001 mm
0,0001 Grad 0,0001 Grad
0,00001 Zoll (Durchmesser) 0,00005 mm
0,00001 Zoll (Radius) 0,0001 mm
0,0001 Grad 0,0001 Grad
0,0001 mm (Durchmesser) 0,000005 Zoll
0,0001 mm (Radius) 0,00001 Zoll
0,0001 Grad 0,0001 Grad
0,00001 Zoll (Durchmesser) 0,000005 Zoll
0,00001 Zoll (Radius) 0,00001 Zoll
0,0001 Grad 0,0001 Grad
Kleinstes
Befehls--Inkrement
Ob das kleinste Befehls--Inkrement in Millimetern oder in Zoll gemessen wird,
richtet sich nach der Maschine. Die Einstellung erfolgt im Parameter INM
(Nr. 1001#0). Das kleinste Befehls--Inkrement kann mit einem G--Code (G20
oder G21) oder einem Einstellparameter zwischen Eingabe in Millimeter und
Eingabe in Zoll umgeschaltet werden.
Achsen mit metrischem System und Achsen mit Zollsystem können nicht kombiniert werden. Außerdem sind manche Funktionen wie Kreisinterpolation und
Schneidenradiuskompensation nicht unter Achsen mit unterschiedlichen
Maßeinheiten ausführbar. Hinweise zu den Einheiten entnehmen Sie bitte dem
Handbuch des Maschinenherstellers.
30
Page 55

B--64134GE/01
I
S--B
I
S--C
PROGRAMMIERUNG
2. GESTEUERTE ACHSEN
2.4
MAXIMALER VERFAHRWEG
Von der CNC kontrollierter maximaler Verfahrweg:
Maximaler Verfahrweg = Kleinstes Befehls--Inkrement 99999999
Tabelle 2.4 Maximale Verfahrwege
Inkrementalmaß--System
Maschine mit
metrischemSystem
Maschine mit
Zoll--System
Maschine mit
metrischemSystem
Maschine mit
Zoll--System
Maximale Verfahrwege
99999.999 mm
99999.999 Grad
9999.9999 Zoll
99999.999 Grad
9999.9999 mm
9999.9999 Grad
999.99999 Zoll
9999.9999 Grad
ANMERKUNG
1 Bei den Einheiten der Tabelle handelt es sich um den
Durchmesser bei Durchmesserprogrammierung bzw. den
Radius bei Radiusprogrammierung.
2 Ein Befehl, bei dem eine der Verfahrgrenzen überschritten
wird, kann nicht programmiert werden.
3 Der tatsächliche Verfahrweg ist abhängig von der Werk-
zeugmaschine.
31
Page 56

3. WEGBEDINGUNG
(G--FUNKTION)
WEGBEDINGUNG (G--FUNKTION)
3
PROGRAMMIERUNG
Eine Zahl hinter der Adresse G legt die Bedeutung des B efehls für den
betreffenden Satz fest.
G--Codes lassen sich in die folgenden zwei Typen unterscheiden.
Typ Bedeutung
Einfach wirksamer
G--Code
Modaler G -- Code Der G -- Code bleibt solange wirksam, bis ein anderer
Beispiel:
G01 und G00 sind modale G--Codes.
G01X_;
Z_;
X_;
G00Z_;
Der G--Code ist nur wirksam in dem Satz, in dem er steht.
G--Code derselben Gruppe programmiert wird.
G01 ist in diesem Bereich wirksam.
B--64134GE/01
Es gibt drei G--Code--S ysteme: A, B und C (Tabelle 3). Wählen Sie
mittels der B its 6 (GSB) und 7 (GSC) von Parameter 3401 ein
G--Code-- System. In diesem Handbuch wird generell die Verwendung des
G--Code--Systems A beschrieben, es sei denn, das beschriebene Element
kann nur G--Code--System B oder C verwenden. ln diesen Fällen wird die
Verwendung von G--Code--System B oder C beschrieben.
32
Page 57

B--64134GE/01
PROGRAMMIERUNG
3. WEGBEDINGUNG
(G--FUNKTION)
Erläuterungen
1. Wird beim Einschalten der Spannung oder nach einem Reset der
Löschzustand hergestellt (siehe Bit 6 (CLR) von Parameter 3402),
ändern sich die modalen G--Codes wie folgt:
(1)Es werden die in der Tabelle 3 mit
gekennzeichneten G--Codes
aktiv.
(2)G20 und G21 bleiben unverändert, wenn das System beim
Einschalten der Spannung und nach einem Reset in den
Löschzustand versetzt wird.
(3)Ob beim Einschalten der Spannung G22 oder G23 wirksam ist,
wird mit dem Bit 7 von Parameter Nr. 3402 festgelegt. G22 bzw.
G23 bleiben unverändert, wenn durch ein Reset der Löschzustand
hergestellt wird.
(4)In Bit 0 (G01) von Parameter 3402 wird eingestellt, ob der Code
G00 oder G01 wirksam ist.
(5)In Bit 3 (G91) von Parameter 3402 wird eingestellt, ob der Code
G90 oder G91 wirksam ist.
2. G--Codes der Gruppe 00, außer G10 und G11, sind einfach wirksame
G--Codes.
3. Bei Angabe eines nicht in der Liste aufgeführten G--Codes bzw. eines
G--Codes, dessen entsprechende Funktion gesperrt ist, wird
P/S--Alarm (Nr. 010) ausgegeben.
4. In einem Satz können mehrere G--Codes spezifiziert werden, wenn
diese unterschiedlichen Gruppen angehören.
Werden mehrere G--Codes derselben Gruppe in einem Satz
angegeben, ist immer nur der zuletzt programmierte G--Code
wirksam.
5. Ein G--Code der Gruppe 01 in einem F estzyklus bewirkt, daß der
Zyklus abgebrochen wird und hat in diesem Fall denselben Effekt wie
G80. G--Codes für feste Arbeitszyklen haben keinen Einfluß auf
G--Codes aus der Gruppe 01.
6. B ei Verwendung des G--Code--Systems A wird die Absolut-- oder
Inkrementalmaßprogrammierung nicht über einen G--Code
(G90/G91) festgelegt, sondern über ein Adreßwort (X/U, Z/W, C/H,
Y/V, siehe II--8.1). Wenndas G--Code--System A in einem Bohrzyklus
benutzt wird, steht nur die Ausgangsebene als Rückzugspunkt zur
Verfügung.
7. G--Codes werden nach Gruppennummern angezeigt.
33
Page 58

3. WEGBEDINGUNG
G
Funkti
0
1
0
0
0
9
1
4
(G--FUNKTION)
G--Code
A B C
G00 G00 G00
G01 G01 G01
G02 G02 G02
G03 G03 G03 Kreisinterpolation entgegen dem Uhrzeigersinn
G04 G04 G04 Verweilen
G07.1
(G107)
G10 G10 G10
G11 G11 G11 Modus ”Dateneingabe mittels Programm” Ende
G12.1
(G112)
G13.1
(G113)
G18 G18 G18
G20 G20 G70
G21 G21 G71
G22 G22 G22
G23 G23 G23
G27 G27 G27 Referenzpunkt prüfen
G28 G28 G28
G30 G30 G30
G31 G31 G31 Funktion ”Restweg löschen”
G32 G33 G33
G34 G34 G34
G40 G40 G40
G41 G41 G41 07 Schneidenradiuskompensation links
G42 G42 G42 Schneidenradiuskompensation rechts
G50 G92 G92 Einstellung Koordinatensystem oder max. Spindeldrehzahl
G50.3 G92.1 G92.1
G52 G52 G52
G53 G53 G53 Errichten des Maschinen --Koordinatensystems
G54 G54 G54
G55 G55 G55 Auswahl Werkstück--Koordinatensystem 2
G56 G56 G56
G57 G57 G57
G58 G58 G58 Auswahl Werkstück--Koordinatensystem 5
G59 G59 G59 Auswahl Werkstück--Koordinatensystem 6
G65 G65 G65 00 Makroaufruf
G66 G66 G66
G67 G67 G67
G07.1
(G107)
G12.1
(G112)
G13.1
(G113)
G07.1
(G107)
G12.1
(G112)
G13.1
(G113)
PROGRAMMIERUNG
Tabelle 3 G--Code--Liste (1/2)
ruppe
Positionierung (Eilgang)
Lineare Interpolation (Schnittvorschub)
Kreisinterpolation im Uhrzeigersinn
00
21
16 Auswahl Ebene ZpXp
06
00
01
00
12
Zylindrische Interpolation
Dateneingabe mittels Programm
Polarkoordinaten--Interpolation
Modus ”Polarkoordinaten--Interpolation” Ende
Eingabe in Zoll
Eingabe in mm
Funktion ”Softendlagen--Überwachung” Ein
Funktion ”Softendlagen--Überwachung” Aus
Anfahren des Referenzpunkts
Anfahren des 2., 3. und 4. Referenzpunkts
Gewindeschneiden
Gewindeschneiden mit variabler Steigung
Schneidenradiuskompensation Ende
Werkstück--Koordinatensystem--Voreinstellung
Bestimmung des lokalen Koordinatensystems
Auswahl Werkstück--Koordinatensystem 1
Auswahl Werkstück--Koordinatensystem 3
Auswahl Werkstück--Koordinatensystem 4
Modaler Makroaufruf
Modaler Makroaufruf Ende
B--64134GE/01
on
34
Page 59

B--64134GE/01
G
Funkti
1
0
0
3
A B C
G70 G70 G72 Feinbearbeitungszyklus
G71 G71 G73
G72 G72 G74
G73 G73 G75 Muster--Wiederholung
G74 G74 G76 Bohren mit Späne--Entfernung in Z--Richtung
G75 G75 G77 Außendurchmesser/Innendurchmesser--Bohren
G76 G76 G78 Zyklus für Mehrfach--Gewindeschneiden
G80 G80 G80
G83 G83 G83 Tiefloch--Bohrzyklus in Z--Richtung
G84 G84 G84
G86 G86 G86
G87 G87 G87 Tiefloch--Bohrzyklus in X--Richtung
G88 G88 G88 Gewindebohrzyklus in X--Richtung
G89 G89 G89 Bohrzyklus in X--Richtung
G90 G77 G20 Zyklus für Außendurchmesser/Innendurchmesser--Bearbeitung
G92 G78 G21
G94 G79 G24 Zyklus für Stirnflächendrehen
G96 G96 G96
G97 G97 G97
G98 G94 G94
G99
− G90 G90
− G91 G91
− G98 G98
− G99 G99
G--Code
G95 G95
PROGRAMMIERUNG
Tabelle 3 G--Code--Liste (2/2)
ruppe
00
01
02
05
11
Materialabnahme beim Drehen (außen)
Materialabnahme beim Plandrehen (innen)
Bohr--Festzyklus Ende
Gewindebohrzyklus in Z--Richtung
Bohrzyklus in Z--Richtung
Gewindeschneidzyklus
Konstante Schnittgeschwindigkeits--Steuerung
Konstante Schnittgeschwindigkeits--Steuerung Ende
Vorschub pro Minute
Vorschub pro Umdrehung
Absolutmaßprogrammierung
Inkrementalmaßprogrammierung
Rückkehr zur Ausgangsebene
Rückkehr zur Rückzugspunktebene
3. WEGBEDINGUNG
(G--FUNKTION)
on
35
Page 60

4
PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
INTERPOLATIONSFUNKTIONEN
B--64134GE/01
36
Page 61

B--64134GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
4.1
POSITIONIERUNG (G00)
Format
Erläuterungen
Der Befehl G00 bewegt ein Werkzeug mit Eilganggeschwindigkeit an die
mit einem Absolut-- oder Inkrementalmaß--B efehl festgelegte Position im
Werkstück-- Koordinatensystem.
In einem Absolutmaß--Befehl werden die Koordinaten des Endpunkts
programmiert.
In einem Inkrementalmaß--B efehl wird der Weg programmiert, den das
Werkzeug zurücklegt.
G00IP_;
IP_: Bei einem Absolutmaß--Befehl die Koordinaten einer
Endposition und bei einem Inkrementalmaß--Befehl
der Weg, den das Werkzeug zurücklegt
Je nach Einstellung des Bits 1 (LRP) von Parameter Nr. 1401 kann eine
der folgenden Werkzeugbahnen gewählt werden.
D Positionierung durch Nichtlineare Interpolation
Das Werkzeug wird achsenweise mit Eilganggeschwindigkeit
positioniert. Die Werkzeugbahn ist normalerweise gerade.
D Positionierung durch Lineare Interpolation
Die Werkzeugbahn ist gleich der bei linearer Interpolation (G01). Das
Werkzeug wird innerhalb der kürzestmöglichen Zeit mit einer
Geschwindigkeit, die die Eilganggeschwindigkeit in den einzelnen
Achsen nicht überschreiten darf, positioniert. Die Werkzeugbahn ist
allerdings anders als bei linearer Interpolation (G01).
Positionierung durch
Lineare Interpolation
Endposition
Positionierung durch
Nichtlineare Interpolation
Startposition
Die Eilganggeschwindigkeit in G00 wird vom Werkzeugmaschinenhersteller unabhängig für jede Achse im Parameter Nr. 1420 eingerichtet.
In dem mit G00 aktivierten Positioniermodus wird das Werkzeug am
Satzanfang auf eine vordefinierte Geschwindigkeit beschleunigt und am
Ende des Satzes wieder abgebremst. Nach Überprüfung der korrekten
Position wird der nächste Satz ausgeführt.
“Korrekte Position” bedeutet, daß der Vorschubmotor innerhalb des
vorgeschriebenen Bereichs steht.
Dieser Bereich wird vom Werkzeugmaschinenhersteller mit dem
Parameter Nr. 1826 festgelegt.
37
Page 62

Beispiele
PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
X
56.0
30.5
30.0
B--64134GE/01
Beschränkungen
φ40.0
Z
< Radiusprogrammierung >
G00X40.0Z56.0 ; (Absolutmaß--Befehl)
oder
G00U--60.0W--30.5; (Inkrementalmaß--Befehl)
Die Eilganggeschwindigkeit kann nicht mit der Adresse F festgelegt
werden.
In den nachstehend genannten Fällen erfolgt die Positionierung durch
Nichtlineare Interpolation, auch wenn Positionierung durch Lineare
Interpolation vorgegeben ist. Es ist hier darauf zu achten, daß Werkzeug
und Werkstück nicht kollidieren.
D G28 gibt eine Positionierung zwischen der Referenzposition und
Zwischenpositionen an.
D G53
38
Page 63

B--64134GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
4.2
LINEARE INTERPOLATION (G01)
Format
Erläuterungen
Die Werkzeuge können entlang einer Linie bewegt werden.
G01 IP_F_;
IP_: Bei einem Absolutmaß--Befehl die Koordinaten eines
Endpunkts und bei einem Inkrementalmaß--Befehl
der Weg, den das Werkzeug zurücklegt
F_: Geschwindigkeit des Werkzeugvorschubs
(Vorschubgeschwindigkeit)
Das Werkzeug verfährt mit der bei F spezifizierten Vorschubgeschwindigkeit zur angegebenen Position.
Die bei F angegebene Vorschubgeschwindigkeit bleibt solange wirksam,
bis ein neuer Wert programmiert wird. Sie muss nicht für jeden Satz
einzeln eingegeben werden.
Die über F--Code programmierte Vorschubgeschwindigkeit wird entlang
der Werkzeugbahn gemessen. Ohne Programmierung eines F--Codes
wird von einer Vorschubgeschwindigkeit gleich Null ausgegangen.
Im Modus ”Vorschub pro Minute” unter gleichzeitiger Steuerung von
zwei Achsen errechnet sich die Vorschubgeschwindigkeit entlang der
einzelnen Achsen wie folgt:
Beispiele
D Lineare Interpolation
G01ααββ
< Durchmesserprogrammierung >
G01X40.0Z20.1F20 ; (Absolutmaß -- Befehl)
oder
G01U20.0W--25.9F20 ; (Inkrementalmaß--Befehl)
Ff ;
Vorschubgeschwindigkeit in α--Achsenrichtung:
Vorschubgeschwindigkeit in β--Achsenrichtung:
2
+ β
2
X
46.0
20.1
Endpunkt
φ40.0
L = α
Startpunkt
Fα =
=
F
β
φ20.0
α
× f
L
β
× f
L
Z
39
Page 64

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64134GE/01
4.3
KREISINTERPOLATION (G02, G03)
Format
Folgender Befehl bewegt das Werkzeug entlang eines Kreisbogens:
Bogen in der ZpXp--Ebene
G18
G02
G03
Xp_Zp_
Tabelle 4.3 Beschreibung des Befehlsformats
Befehl Beschreibung
G18 Programmierung eines Kreisbogens in der ZpXp--Ebene
G02 Kreisinterpolation im Uhrzeigersinn (im US)
I_K_
R_
F_
Erläuterungen
D Richtung der
Kreisinterpolation
G03 Kreisinterpolation entgegen dem Uhrzeigersinn (gegen US)
X
p_
Z
p_
I_ Xp--Achsenabstand zwischen Startpunkt und Mittelpunkt eines
K_ Zp--Achsenabstand zwischen Startpunkt und Mittelpunkt eines
R_ Bogenradius ohne Vorzeichen (immer mit Radiuswert)
F_ Vorschubgeschwindigkeit entlang des Bogens
Befehlswerte der X -- Achse (festgelegt in Parameter Nr. 1022)
Befehlswerte der Z -- Achse (festgelegt in Parameter Nr. 1022)
Bogens mit Vorzeichen, Radiuswert
Bogens mit Vorzeichen, Radiuswert
”Im Uhrzeigersinn” (G02) und ”entgegen dem Uhrzeigersinn” (G03) in
der Z
Positiv--Negativ--Richtung der Y
--Ebene ergeben sich aus der Betrachtung der XpYp-- E b e n e i n
pXp
--Achse im kartesischen Koordinaten-
p
system. Siehe Abbildung unten.
40
Xp
G03
G02
Zp
G18
Page 65

B--64134GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
D Verfahrbetrag entlang
eines Kreisbogens
D Entfernung zwischen
Startpunkt
und Bogenmittelpunkt
Der Endpunkt eines Bogens wird über die Adresse Xp oder Zp
programmiert und wird je nach G90 oder G91 als ein Absolut-oder Inkrementalmaßwert ausgedrückt. Bei Inkrementalmaß-Programmierung wird der Abstand des Endpunkts vom Startpunkt des
Bogens aus angegeben.
Die Bogenmitte wird für die Achsen Xp und Zp über die Adressen I bzw.
K festgelegt. Der numerische Wert nach I oder K ist jedoch eine
Vektorkomponente, bei der sich die Bogenmitte auf den Startpunkt
bezieht und die unabhängig von G90 oder G91 immer als ein
Inkrementalmaßwert angegeben wird (siehe unten).
I und K sind entsprechend der Richtung mit einem Vorzeichen zu
versehen.
Endpunkt (z,x)
x
z
k
Mittelpunkt
Startpunkt
i
D Vollkreis--Programmierung
D Bogenradius
I0 und K0 können ausgelassen werden.
Ist die Differenz zwischen den Radiuswerten am Startpunkt und am
Endpunkt höher als der Parameterwert (Nr. 3410), wird P/S--Alarm
ausgegeben (Nr. 020).
Wenn X
und Zpausgelassenwerden (Endpunkt ist gleich Startpunkt) und
p
die Mitte mit I und K festgelegt wird, entsteht ein360°--Bogen (ein Kreis).
Der Abstand zwischen einem Bogen und dem Mittelpunkt eines Kreises,
in dem dieser Bogen enthalten ist, kann über den KreisradiusR anstatt mit
I und K definiert werden.
In diesem Fall ist der eine Bogen kleiner als 180
180
°. Bögen mit einem Sektorwinkel gleich 180° oder weiter sind nicht
°, der andere größer als
möglich. Wenn Xp und Zp ausgelassen werden, also Endpunkt gleich
Startpunkt ist, wird mit R ein Bogen von 0
° programmiert.
G02R ; (Der Fräser bleibt stehen.)
41
Page 66

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
Bei Bogen (1) (kleiner als 180°)
G02 W60.0 U10.0 R50.0
Bei Bogen (2) (größer als 180°)
Bögen mit einem Sektorwinkel von 180°
oder größer können nicht innerhalb
eines einzelnen Satzes
festgelegt werden.
F300.0 ;
(2)
r=50mm
(1)
B--64134GE/01
Endpunkt
D Vorschubgeschwindigkeit
Beschränkungen
D Gleichzeitige
Programmierung von
R, I und K
Startpunkt
X
r=50mm
Z
Die Vorschubgeschwindigkeit bei Kreisinterpolation ist gleich der durch
F--Code festgelegten Geschwindigkeit, und die Vorschubgeschwindigkeit entlang des Bogens (tangentiale Vorschubgeschwindigkeit des
Bogens) wird so gesteuert, daß sie dieser vorgegebenen Geschwindigkeit
entspricht.
Die Abweichung zwischen der Soll--Vorschubgeschwindigkeit und der
tatsächlichenWerkzeugvorschubgeschwindigkeit beträgt maximal
±2%.
Die Vorschubgeschwindigkeit entlang des Bogens wird jedoch erst nach
der Schneidenradiuskompensation gemessen.
Werden die Adressen I, K und R gleichzeitig programmiert, hat der über
Adresse R definierte Bogen Vorrang, und die übrigen Adressen werden
ignoriert.
D Angabe einer Achse
außerhalb der
programmierten Ebene
D Radiusdifferenz zwischen
Start-- und Endpunkt
D Halbkreis mit R
programmieren
Wird eine Achse außerhalb der programmierten Ebene angegeben,
erscheint eine Alarmmeldung.
Ist die Radiusdifferenz zwischen Startpunkt und Endpunkt höher als der
zulässige Parameterwert (Nr. 3410), wird P/S --Alarm ausgegeben
(Nr. 020).
Liegt der Endpunkt nicht auf dem Kreisbogen, verfährt das Werkzeug
nach Erreichen des Endpunkts geradlinig entlang einer Achse.
Bei der Definition eines Bogens mit einem Mittelpunktswinkel gegen
180 Grad über R können sich falsche Mittelpunktkoordinaten ergeben. In
diesem Fall ist die Bogenmitte über I und K festzulegen.
42
Page 67

B--64134GE/01
Beispiele
D Befehl für
Kreisinterpolation X, Z
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
G02X_Z_I_K_F_; G03X_Z_I_K_F_;
Endpunkt
X--Achse
X
Z
Bogenmittelpunkt
(Durchmesser-programmierung)
K
(Absolutmaßprogrammierung)
Startpunkt
Z--Achse Z--Achse Z--Achse
Endpunkt
X--Achse
X
Z
K
(Absolutmaßprogrammierung)
X
15.0
R25.0
10.0
φ50.0
30.0
G02X_Z_R_F_;
Endpunkt
X--Achse
(Durchmesser-programmierung)
Startpunkt
X
Z
(Absolutmaßprogrammierung)
(Durchmesserprogrammierung)
G02X50.0Z30.0I25.0F0.3;oder
G02U20.0W--020.0I25.0F0.3;oder
G02X50.0Z30.0R25.0F0.3 oder
G02U20.0W--20.0R25.F0.3;
Z
Bogenmittelpunkt
R
(Durchmesser-programmierung)
Startpunkt
50.0
43
Page 68

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64134GE/01
4.4
POLARKOORDINATEN-INTERPOLATION
(G12.1, G13.1)
Format
D G12.1 und G13.1
werden in getrennten
Sätzen programmiert
Erläuterungen
D Ebene für
Polarkoordinaten-Interpolation
Bei der Polarkoordinaten--Interpolation erfolgt die Bahnsteuerung durch
Umsetzen eines im kartesischen Koordinatensystem programmierten
Befehls in die B ewegung einer linearen Achse (Werkzeugbewegung) und
einer Rotationsachse (Werkstückdrehung). Sie eignet sich für die
Bearbeitung einer Frontfläche und das Schleifen einer Nockenwelle auf
der Drehmaschine.
G12.1 ;
G13.1 ;
Startet den Modus ”Polarkoordinaten--Interpolation”
(ermöglicht Polarkoordinaten--Interpolation)
Lineare oder Kreisinterpolation wird durch Angabe der
Koordinaten in einem kartesischen Koordinatensystem,
bestehend aus einer linearen Achse und einer Rundachse
(virtuellen Achse), spezifiziert.
Beendet den Modus ”Polarkoordinaten--Interpolation”
(keine Polarkoordinaten--Interpolation)
G112 und G113 können anstelle von G12.1 bzw. G13.1
benutzt werden.
G12.1 aktiviert den Modus ”Polarkoordinaten--Interpolation” und wählt
eine Ebene aus (Abb. 4.4), in der dann die Polarkoordinaten--Interpolation
ausgeführt wird.
Rundachse (virtuelle Achse)
(Einheit: mm oder Zoll)
Lineare Achse
(Einheit: mm oder Zoll)
Ursprung des Werkstück--Koordinatensystems
Abb. 4.4 Polarkoordinaten--Interpolationsebene
Nach dem Einschalten der Spannung oder bei einem System--Reset wird
die Polarkoordinaten--Interpolation gelöscht (G13.1).
Die linearenund Rundachsen für Polarkoordinaten-- Interpolation müssen
zuvor in den Parametern (Nr. 5460 und Nr. 5461) gesetzt werden.
44
Page 69

B--64134GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
D Verfahrbetrag und
Vorschubgeschwindigkeit
für Polarkoordinaten-Interpolation
Die Einheit für die
Koordinaten der
hypothetischen Achse
ist gleich der für die
lineare Achse (mm/Zoll)
Die Einheit für die
Vorschubgeschwindigkeit
ist mm/min oder Zoll/min
D G--Codes, die im Modus
”Polarkoordinaten-Interpolation”
programmiert
werden können
Im Modus ”Polarkoordinaten--Interpolation” werden die Programmbefehle über kartesische Koordinaten in der Polarkoordinaten-Interpolationsebene angelegt. Die Achsenadresseder Rundachse dient als
Achsenadresse für die zweite Achse (virtuelle Achse) in der Ebene. Ob
für die erste Achse in der Ebene ein Durchmesser oder ein Radius gesetzt
wird, hängt allein von der Rundachse ab.
Die virtuelle Achse wird unmittelbar nach Programmierung von G12.1
bei Koordinate 0 angelegt. Die Polarinterpolation wird gestartet, wobei
nach G12.1 ein Winkel von 0 als Werkzeugposition angenommen wird.
Die Vorschubgeschwindigkeit wird mit F als einer Geschwindigkeit
(relativen Geschwindigkeit zwischen Werkstück und Werkzeug)
tangential zur Polarkoordinaten--Interpolationsebene (im kartesischen
Koordinatensystem) angegeben.
G01 Lineare Interpolation............
G02, G03
G04
G40, G41, G42
Kreisinterpolation.........
Verweilen..............
Schneidenradiuskompensation....
(Polarkoordinaten--Interpolation wird nach der Werkzeugradiuskompensation auf die Werkzeugbahn
angewandt.)
G65, G66, G67 Kundenmakrobefehl....
G98, G99
Vorschub pro Minute, Vorschub pro Umdrehung.........
D Kreisinterpolation in der
Polarkoordinatenebene
D Bewegung entlang der
Achsen nicht in der
Polarkoordinaten-Interpolationsebene
Die Adressen für den Radius eines Bogens bei Kreisinterpolation
(G02 oder G03) in der Polarkoordinaten--Interpolationsebene richten sich
nach der ersten Achse in der Ebene (lineare Achse).
D I und J in der Xp--Yp--Ebene, wenn die lineare Achsedie X--Achseoder
eine P arallele der X--Achse ist
D J und K in der Yp--Zp--Ebene, wenn die lineare Achse die Y--Achse
oder eine Parallele der Y--Achse ist
D K und I in der Zp--Xp--Ebene, wenn die lineare Achse die Z--Achse
oder eine Parallele der Z--Achse ist
Der Bogenradius läßt sich auch über einen R--Befehl programmieren.
ANMERKUNG
Die Achsen U, V und W (parallel zur Grundachse) sind mit
den G--Codes B und C ansprechbar.
Das Werkzeug verfährt unabhängig von der Polarkoordinaten-Interpolation normal entlang dieser Achsen.
D Anzeige der aktuellen
Position im Modus
”Polarkoordinaten-Interpolation”
Es werden die tatsächlichen Koordinaten angezeigt. Der in einem Satz
verbleibende restliche Verfahrbetrag wird jedoch basierend auf den
Koordinaten in der Polarkoordinaten--Interpolationsebene (kartesischen
Koordinaten) angezeigt.
45
Page 70

Beschränkungen
Koordinatensystem für
D
Polarkoordinaten -Interpolation
D Befehl für Schneiden-
radiuskompensation
D Programm--Neustart
D Schnittvorschubgeschwin-
digkeit der Rundachse
PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
Vor der Programmierung von G12.1 muß ein Werkstück--Koordinatensystem,
in dem der Ursprung des Koordinatensystems von der Mitte der Rundachse
gebildet wird, eingerichtet werden. Im G12.1--Modus darf das Koordinatensystem nicht geändert werden (G92, G52, G53, Rücksetzung der relativen
Koordinaten, G54 bis G59 usw.).
Der Modus ”Polarkoordinaten--Interpolation” kann nicht im Modus
”Schneidenradiuskompensat ion” (G41 oder G42) gestartet oder beendet
werden (G12.1 oder G13.1). G12. 1 oder G13.1 müssen im Modus ”Schneidenradiuskompensation Ende” (G40) programmiert werden.
In einem Satz im G12.1--Modus kann das Programm nicht zum Wiederanlauf
gebracht werden.
Bei der Polarkoordinate n--Interpolation wird die Werkzeugbewegung für eine
im kartesischen Koordinatensystem programmierte Kontur in eine Werkzeugbewegung in der Rundachse (C-- Ac hse) und in der linearen Achse (X--Achse)
umgesetzt. Nähert sich das Werkzeug der Werkstückmitte, wird die
C--Achsenkomponente der Vorschubgeschwindigkeit größer, und die maxima le
Schnittvorschubgeschwindigkeit für die C--Achse (eingestellt in Parameter
(Nr. 1422) kann u. U. überschritten werden. Es wird in diesem Fall Alarm ausgelöst (siehe Abbildung unten). Um zu verhindern, daß di e C--Achsenkomponente die maximale Schnittvorschubgeschwindigkeit für die C-- Achse überschreitet, muß die über Adresse F vorgegebene Vorschubgeschwindigkeit
reduziert oder das Programm so erstellt werden, daß sich das Werkzeug (Werkzeugmitte bei Schneidenradiuskompensation)nicht der Werkstückmitte nähert.
B--64134GE/01
WARNUNG
Betrachtet werden die Linien L1, L2 und L3. ∆X ist die Entfernung,
∆
θ1
θ2
θ3
X
L1
um die sich das Werkzeug pro Zeiteinheit mit der über Adresse F
programmierten Vorschubgeschwindigkeit im kartesischen Koordinatensystembewegt. Mit der Werkzeugbewegung von L1 zu L2 zu
L2
L3 erhöht sich der Winkel, um den sich das Werkzeug pro Zeiteinheit
L3
entsprechend ∆X im kartesischen Koordinatensystem bewegt, von
θ1 auf θ2 auf θ3.
Mit anderen Worten, die X--Achsenkomponente der Vorschubgeschwindigkeit wird umso größer, je mehr sich das Werkzeug der
Werkstückmitte nähert. Die max. Schnittvorschubgeschwindigkeit
für die C--Achse kann von der C--Komponente der Vorschubgeschwindigkeit überschritten werden, da die Werkzeugbewegung im
kartesischen Koordinatensystem in eine Werkzeugbewegung für
C--Achse und X--Achse umgesetzt wurde.
L: Entfernung (in mm) zwischen dem Werkzeugmittelpunkt und dem Werkstückmittelpunkt,
wenn der Werkzeugmittelpunkt dem Werkstückmittelpunkt am nächsten ist.
R: Maximale Schnittvorschubgeschwindigkeit (Grad/min) der C--Achse
Nun kann anhand den Formel unten eine über die Adresse F zu programmierende
Geschwindigkeit für die Polarkoordinaten-- Interpolation berechnet werden. Berechnung der
zulässigen Geschwindigkeit anhand der Formel: Diese Formel liefert einen theoretischen
Wert.Es ist möglich, daß in der Praxis infolge von Rechenungenauigkeiten ein etwaskleinerer
als der theoretische Wert verwendet werden muß.
F<L× R ×
180
π
(mm/min)
D Durchmesser-- und
Radiusprogrammierung
Auch bei Durchmesserprogrammierung für die lineare Achse (X--Achse) wird
für die Rundachse (C--Achse) Radiusprogrammierung benutzt.
46
Page 71

B--64134GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
Beispiele
Programmbeispiel für Polarkoordinaten--Interpolation, basierend auf
X--Achse (lineare Achse) und C--Achse (Rundachse)
C’ (hypothetische Achse)
N204
N205
N206
C--Achse
N203
N202
N208
N207
Werkzeugbahn nach
Schneidenradiuskompensation
Programmierte Werkzeugbahn
N201
N200
Werkzeug
Z--Achse
X--Achse
X--Achse mit Durchmesserprogrammierung, C--Achse mit Radiusprogrammierung
O0001 ;
N010 T0101
N0100 G00 X120.0 C0 Z _ ; Positionierung an der Startposition
N0200 G12.1 ; Start der Polarkoordinaten--Interpolation
N0201 G42 G01 X40.0 F _ ;
N0202 C10.0 ;
N0203 G03 X20.0 C20.0 R10.0 ;
N0204 G01 X--40.0 ; Geometrieprogramm
N0205 C--10.0 ; (Programm basierend auf kartesischen
N0206 G03 X--20.0 C--20.0 I10.0 J0 ; Koordinaten in der X--C’--Ebene)
N0207 G01 X40.0 ;
N0208 C0 ;
N0209 G40 X120.0 ;
N0210 G13.1 ; Beendigung der Polarkoordinaten--Interpolation
N0300 Z __ ;
N0400 X __C __ ;
N0900M30 ;
47
Page 72

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64134GE/01
4.5
ZYLINDRISCHE INTERPOLATION (G07.1)
Format
Der mit einem Winkel programmierte Verfahrbetrag einer Rundachse
wird intern einmalig in die Entfernung einer linearen Achse entlang der
Außenfläche umgewandelt, so daß Linear-- oder Kreisinterpolation mit
eineranderenAchse durchgeführtwerden können. Nach der Interpolation
wird dieser Abstand wieder zurück in den Verfahrbetrag der Rundachse
umgewandelt.
Die Funktion ”Zylindrische Interpolation” ermöglicht die Abwicklung
der Zylinder--Mantelflächefür die Programmierung. Auf diese Weise läßt
sich beispielsweise leicht ein Programm für zylindrische Nockenbearbeitung erstellen.
G07.1 IP r ; Modus ”Zylindrische Interpolation” starten
(ermöglicht zylindrische Interpolation).
:
:
:
G07.1 IP 0 ; Der Modus ”Zylindrische Interpolation”
wird beendet.
IP : Adresse der Rundachse
r : Radius des Zylinders
G07.1 IP r ; und G07.1 IP 0; werden in getrennten Sätzen
angegeben.
G107 kann anstelle von G07.1 benutzt werden.
Erläuterungen
D Ebenenwahl
(G17, G18, G19)
D Vorschubgeschwindigkeit
Über Parameter (Nr. 1002) wird festgelegt, ob die X --, Y-- oder Z--Achse
oder eine ihrer Parallelachsen als Rundachse gilt. Der G--Code wählt eine
Ebene, in der die Rundachse als Linearachse definiert ist.
Wenn zum Beispiel die Rundachse eine Parallele der X--Achse ist, muß
G17 eine Ebene Xp--Yp aufrufen, die von der Rundachse und der
Y--Achse bzw. einer Parallelen der Y--Achse definiert wird.
Bei zylindrischer Interpolation kann nur eine Rundachse vorgegeben
werden.
ANMERKUNG
Die Achsen U, V und W (parallel zur Grundachse) sind mit
den G--Codes B und C ansprechbar.
Die im Modus ”Zylindrische Interpolation” festgelegte Vorschubgeschwindigkeit bezieht sich auf die Geschwindigkeit auf der abgewickelten Zylinderfläche.
48
Page 73

B--64134GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
D Kreisinterpolation
(G02, G03)
D Schneidenradius-
kompensation
Im Modus ”Zylindrische Interpolation” ist Kreisinterpolation unter
Verwendung der Rundachse und einer weiteren linearen Achse möglich.
Der Radius R wird in Befehlen genauso verwendet wie in Abschnitt 4.4
beschrieben.
Der Radius wird nicht in Grad, sondern in Millimetern (bei metrischer
Eingabe) bzw. Zoll (bei Zoll--Eingabe) angegeben.
< Beispiel: Kreisinterpolation zwischen Z-- und C-- Achse >
Für die C--Achse von Parameter Nr.1022 wird 5 (Achse parallel zur
X--Achse) eingerichtet. Der Befehl für Kreisinterpolation lautet dann
G18 Z__C__;
G02 (G03) Z__C__R__;
Für die C--Achse von Parameter Nr.1022 kann stattdessen 6 (Achse
parallel zur Y--Achse) angegeben werden. Der Befehl für Kreisinterpolation lautet dann allerdings
G19 C__Z__;
G02 (G03) Z__C__R__;
Um Schneidenradiuskompensation im Modus ”Zylindrische Interpolation” ausführen zu können, muß zunächst die laufende Schneidenradiuskompensation beendet und anschließend der Modus ”Zylindrische
Interpolation” aufgerufen werden. Die Schneidenradiuskompensation
wird später vom Modus ”Zylindrische Interpolation” aus gestartet und
beendet.
D Genauigkeit bei
zylindrischer
Interpolation
Im Modus ”Zylindrische Interpolation” wird der durch einen Winkel
angegebene Verfahrbetrag einer Rundachse intern einmalig in die
Entfernung einer linearen Achse auf der Außenfläche umgewandelt, so
daß Linear-- oder Kreisinterpolation mit einerweiteren Achse ausgeführt
werden können. Nach der Interpolation wird diese Entfernung wieder in
einen Winkel umgerechnet. Bei der Umrechnung wird der Verfahrbetrag
auf das kleinste Eingabe--Inkrement gerundet.
Bei einem kleinen Zylinderradius kann es deshalb vorkommen, daß der
tatsächliche Verfahrbetrag vom vorgegebenen Verfahrbetrag abweicht.
Dieser Fehler ist jedoch nicht akkumulativ.
Wird bei eingeschaltetem Manuell--Absolut--Schalter im Modus
”Zylindrische Interpolation” ein manueller Vorgang ausgeführt, kann es
aus oben genanntem Grund zur Ausgabe eines Fehlers kommen.
Tatsächlicher
Verfahrbetrag
VORSCHUB/U
R
VORSCHUB/U
=
2×2πR
Verfahrbetrag pro Umdrehung der Rundachse
:
(Einstellwert Parameter Nr. 1260)
:
Werkstückradius
: Gerundet auf das kleinste Eingabe--Inkrement
×
Sollbetrag
2×2πR
×
VORSCHUB/U
Beschränkungen
D Bogenradius im Modus
”Zylindrische Interpolation”
Im Modus ”Zylindrische Interpolation” kann ein Bogenradius nicht über
die Wortadresse I, J oder K festgelegt werden.
49
Page 74

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64134GE/01
D Kreisinterpolation und
Schneidenradiuskompensation
D Positionierung
D Einrichten eines
Koordinatensystems
D Modus ”Zylindrische
Interpolation” einstellen
D Festzyklus für Bohren im
Modus ”Zylindrische
Interpolation”
Beispiele
Beim Start des Modus ”Zylindrische Interpolation” nach bereits
angewandter Schneidenradiuskompensaton wird die Kreisinterpolation
im Modus ”Zylindrische Interpolation” nicht korrekt ausgeführt.
Im Modus ”Zylindrische Interpolation” können keine Positioniervorgänge (einschließlich solcher, die Eilgangzyklen bewirken, wie G28
und G80 bis G89) angelegt werden. Der Modus ”Zylindrische
Interpolation” muß zuvor beendet werden. Zylindrische Interpolation
(G07.1) kann nicht im Positioniermodus (G00) stattfinden.
Im Modus ”Zylindrische Interpolation” kann kein Werkstück-Koordinatensystem G50 angelegt werden.
Der Modus ”Zylindrische Interpolation” kann nicht vom Modus
”Zylindrische Interpolation” aus rückgestellt werden. Der Modus
”Zylindrische Interpolation” muß vor einem Reset des Modus beendet
werden.
Die B ohr--Festzyklen G81 bis G89 sind unter Zylindrischer Interpolation
nicht m öglich.
Programmbeispiel Zylindrische Interpolation
O0001 (ZYLINDRISCHE INTERPOLATION);
N01 G00 Z100.0 C0 ;
N02G01G18W0H0;
N03 G07.1 H57299 ;
N04 G01 G42 Z120.0 D01 F250 ;
N05C30.0;
N06 G03 Z90.0 C60.0 R30.0 ;
N07 G01 Z70.0 ;
N08 G02 Z60.0 C70.0 R10.0 ;
N09 G01 C150.0 ;
N10 G02 Z70.0 C190.0 R75.0 ;
N11 G01 Z110.0 C230.0 ;
N12 G03 Z120.0 C270.0 R75.0 ;
N13 G01 C360.0 ;
N14 G40 Z100.0 ;
N15G07.1C0;
N16 M30 ;
C
RZ
mm
120
110
90
70
60
Z
N13
360
Grad
C
0
N05
30
N06
N07
N08
60 70
N09
150
N10
N11
N12
230190
270
50
Page 75

B--64134GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
4.6
GEWINDE MIT KONSTANTER STEIGUNG (G32)
Abb. 4.6 (a)
Zylindrisches Gewinde
Format
Mit dem Befehl G32 können konische Gewinde und Kreisgewinde
ebenso wie zylindrische Gewinde mit konstanter Steigung geschnitten
werden.
Der Positionsgeber an der Spindel liest die Spindeldrehzahl in Echtzeit
ein und rechnet diese in die S chnittvorschubgeschwindigkeit (Vorschub
pro Minute) um, mit der das Werkzeug dann bewegt wird.
L
L
Abb. 4.6 (b)
Konusgewinde
L
Abb. 4.6 (c)
Kreisgewinde
G32IP_F_;
IP_: Endpunkt
F_: Steigung entlang der
langen Achse
(immer Radiusprogrammierung)
Erläuterungen
X--Achse
Endpunkt
δ
X
0
Abb. 4.6 (d) Beispiel für Gewindeschneiden
2
Z
α
δ
1
L
Startpunkt
Z--Achse
Im allgemeinen wird das Gewindeschneiden vom Grobschneiden bis zum
Feinschneideneiner Schraube in derselbenWerkzeugbahnausgeführt.Da
das Gewindeschneiden aufgenommen wird, wenn der Positionsgeber an
der S pindel das Signal für 1 Drehung ausgibt, setzt der Schneidvorgang
an einem festen Punkt an, und die Werkzeugbahn am Werkstück bleibt in
sämtlichen Gewindeschneidvorgängen unverändert. Zu beachten ist, daß
die Spindeldrehzahl von der Grob-- bis zur Feinbearbeitung konstant sein
muß. Fehlerhafte Gewindesteigungen können sonst die Folge sein.
51
Page 76

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
E
i
0.0001b
is500.000
0mmE
i
ll0.000001Zollb
is9.999999Zol
l
X
Konusgewinde
LX
α
LZ
α≦45° Steigung beträgt LZ
α≧45° Steigung beträgt LX
Abb. 4.6 (e) LZ und LX bei einem Konusgewinde
B--64134GE/01
Z
Im allgemeinen verursacht die Verzögerung des Servosystems usw. leicht
unkorrekte Gewindesteigungen an den S tart-- und Endpunkten eines
Gewindes. Um dies auszugleichen, sollte die Länge des Gewindeschnitts
etwas länger als benötigt gewählt werden.
Tabelle 4.6 zeigt die zulässigen Bereiche für die Angabe der
Gewindesteigung.
ngabeinmm
ngabeinZo
Tabelle 4.6 Zulässige Steigungsmaße
Kleinstes Befehls--Inkrement
52
Page 77

B--64134GE/01
Erläuterungen
1. Zylindrisches Gewinde schneiden
X--Achse
δ
2
70
2. Konusgewinde schneiden
X--Achse
φ50
0
φ43
30
δ
2
40
PROGRAMMIERUNG
30 mm
δ
1
Z--Achse
δ
1
Z--Achse
φ14
4. INTERPOLATIONSFUNKTIONEN
Bei der Programmierung werden folgende Werte
benutzt:
Gewindesteigung: 4 mm
δ
=3mm
1
δ
=1.5mm
2
Schnittiefe: 1 mm (doppelter Schnitt)
(metrische Eingabe, Durchmesserprogrammierung)
G00 U--62.0 ;
G32 W--74.5 F4.0 ;
G00 U62.0 ;
W74.5 ;
U--64.0 ;
(Zweiter Schnitt 1 mm mehr)
G32 W--74.5 ;
G00 U64.0 ;
W74.5 ;
Bei der Programmierung werden folgende Werte
benutzt:
Gewindesteigung: 3.5 mm in Richtung der Z --Achse
δ
=2mm
1
δ
=1mm
2
Schnittiefe in X--Achsen--Richtung 1 mm
(doppelter Schnitt)
(metrische Eingabe, Durchmesserprogrammierung)
G00 X 12.0 Z72.0 ;
G32 X 41.0 Z29.0 F3.5 ;
G00 X 50.0 ;
Z 72.0 ;
X 10.0 ;
(Zweiter Schnitt 1 mm mehr)
G32 X 39.0 Z29.0 ;
G00 X 50.0 ;
Z 72.0 ;
53
Page 78

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64134GE/01
WARNUNG
1 Vorschub --Override (fest bei 100%) ist während des Gewindeschneidens wirksam.
2 Eine Vorschubunterbrechung des Gewindeschneiders ohne vorheriges Anhalten der Spindel
ist gefährlich. Die Schnittiefe wird plötzlich erhöht. Die Funktion ”Vorschub--Halt” ist deshalb
während des Gewindeschneidens unwirksam. Wird die Taste ”Vorschub--Halt” während des
Gewindeschneidens betätigt, hält das Werkzeug nach der Ausführung eines Satzes ohne
Gewindeschneiden so an, als wäre die Taste EINZELSATZ gedrückt worden. Die
Vorschub--Halt--Lampe (SPL--Lampe) allerdings leuchtet auf, wenn die Taste ”Vorschub--Halt”
am Maschinenbedienfeld betätigt wird. Sobald das Werkzeug stillsteht, erlischt die Lampe
(Status ”Einzelsatzhalt”).
3 Bei gedrückter Taste Vorschub--Halt oder nochmaliger Betätigung im ersten Satz ohne
Gewindeschneidenunmittelbar nach einem Satz mitGewindeschneidenhält das Werkzeug an
dem Satz ohne Gewindeschneiden an.
4 Beim Gewindeschneiden im Status ”Einzelsatz” hält das Werkzeug nach der Ausführung des
ersten Satzes ohne Gewindeschneiden an.
5 Im Falle eines Moduswechsels von Automatikbetrieb zu Handbetrieb während des Gewinde-
schneidens hält das Werkzeug genau wie bei der in Anmerkung 3 genannten Betätigung der
Vorschubhalt--Taste am ersten Satz ohne Gewindeschneiden an.
Erfolgt der Moduswechsel allerdings von einem Automatikbetrieb--Modus zu einem anderen,
hält das Werkzeug wie beim Einzelsatz--Modus gemäß Anmerkung4 nach der Ausführung des
Satzes ohne Gewindeschneiden an.
6 Handelte es sich beim vorhergehenden Satz um einen Satz mit Gewindeschneiden, wird das
Schneiden ohne Abwarten des Nullimpuls--Signals sofort aufgenommen, auch wenn der
aktuelle Satz ein Satz mit Gewindeschneiden ist.
G32Z _ F_;
Z_ ; (Vor dem Satz wird kein Nullimpuls--Signal erkannt.)
G32 ; (Angenommen als Satz mit Gewindeschneiden)
Z_ F_ ; (Ebenfalls keine Erkennung des Nullimpuls--Signals)
7 Wennwährend des Kreis-- od. Konusgewindeschneidens Konstante Schnittgeschwindigkeits--
Steuerung wirksam ist und sich die Spindeldrehzahl ändert, wird keine korrekte Gewindesteigung erzeugt. Konstante Schnittgeschwindigkeits--Steuerung soll deshalb beim Gewindeschneiden nicht eingesetzt werden. Stattdessen ist G97 zu benutzen.
8 Ein Satz mit Verfahrbewegung vor einem Satz mit Gewindeschneiden darf keinen Befehl für
Anfasen oder Verrunden enthalten.
9 Ein Satz mit Gewindeschneiden darf kein Anfasen oder Verrunden befehlen.
10 Die Funktion ”Spindeldrehzahl--Override” ist während des Gewindeschneidens deaktiviert. Die
Spindeldrehzahl ist fest auf 100 % gesetzt.
11 Die Rückzugfunktion ist im Gewindezyklus bei G32 unwirksam.
54
Page 79

B--64134GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
4.7
UNTERBRECHUNGSLOSES GEWINDESCHNEIDEN
Erläuterungen
Bei dieser Funktion zum unterbrechungslosen Gewindeschneiden
werden an einen Übergang zwischen Verfahrsätzen ausgegebene Teilimpulse mit dem nächsten Schritt zur Impulsverarbeitung und -- ausgabe
überlappt (Satzüberlappung).
Dadurch werden durch die Unterbrechung des Verfahrens während der
kontinuierlichen Satzbearbeitung verursachte unregelmäßige Bearbeitungsabschnitte vermieden, so daß der Satz für Gewindeschneidanweisungen kontinuierlich geführt werden kann.
Da das S ystem so gesteuert wird, daß der Synchronismus mit der Spindel
am Übergang zwischen Sätzen nach Möglichkeit nicht gestört wird,
können spezielle Gewindeschneidvorgänge durchgeführt werden, bei
denen sich Steigung und Kontur auf halbem Wege ändern.
G32
G32
Abb. 4.7 Unterbrechungsloses Gewindeschneiden
G32
Das System erlaubt auch bei Wiederholung desselben Abschnitts für
Gewindeschneiden und Änderung der Schnittiefe eine korrekte
Bearbeitung ohne Beeinträchtigung des Gewindes.
ANMERKUNG
1 Satzüberlappung ist auch beim Befehl G01 wirksam und
erzeugt eine hervorragend endbearbeitete Oberfläche.
2 Bei extrem kleinen Sätzen wirkt die Satzüberlappung
möglicherweise nicht.
55
Page 80

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64134GE/01
4.8
MEHRFACH-GEWINDESCHNEIDEN
Format
Über die Adresse Q kann ein Winkel zwischen dem Signal für 1
Spindeldrehung und dem Beginn des Schneidevorgangsfestgelegt und so
der Anfangswinkel für den Gewindeschnitt verschoben werden. So
können mühelos mehrgängige Gewinde erstellt werden.
Mehrgängige Gewinde
(Gewinde mit konstanter Steigung)
G32 IP_F_Q_;
G32 IP_Q_;
IP_: Endpunkt
F_ : Steigung in Längsrichtung
Q_ : Anfangswinkel für Gewindeschnitt
Erläuterungen
D Zulässige Befehle für
Gewindeschneiden
Beschränkungen
D Anfangswinkel
Anfangswinkel--Inkrement
D
D Zulässiger Bereich für
Anfangswinkel
G32: Gewinde mit konstanter Steigung
G34: Gewindeschneiden mit variabler Steigung
G76: Gewindeschneidzyklus für mehrgängige Gewinde
G92: Gewindeschneidzyklus
Der Anfangswinkel ist kein Dauerwert (modaler Wert). Er muß jedesmal
neu angegeben werden. Fehlt die Angabe, wird der Winkel mit 0
angenommen.
Das Inkrement (Vergrößerungsschritt)für den Anfangswinkel (Q)beträgt
0.001 Grad. Dezimalpunkt ist nicht möglich.
Beispiel:
Für einen Verschiebungswinkel von 180 Grad ist Q180000 zu programmieren.
Q180.000 kann wegen des Dezimalpunkts nicht eingegeben werden.
Es sind Anfangswinkel (Q) zwischen 0 und 360000 (in 0.001--Grad-Schritten) möglich. Ein Wert größer 360000 (360 Grad) wird auf 360000
(360 Grad) abgerundet.
D Mehrgängige Gewinde
(G76)
Der Befehl G76 für das S chneiden mehrgängiger Gewinde ist stets im
Format FS15 anzugeben.
56
Page 81

B--64134GE/01
Beispiele
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
Programm für zweigängige Gewinde
(mit Anfangswinkeln 0 und 180 Grad)
G00 X40.0 ;
G32 W--38.0F4.0Q0;
G00 X72.0 ;
W38.0 ;
X40.0 ;
G32 W--38.0 F4.0 Q180000
;
G00 X72.0 ;
W38.0 ;
57
Page 82

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64134GE/01
4.9
FUNKTION ”RESTWEG LÖSCHEN” (G31)
Format
Erläuterungen
Lineare Interpolation kann durch Programmieren einer axialen
Bewegung nach einem G31--Befehl, z.B. G01, befohlen werden. Wird
während der Ausführung dieses Befehls ein externes Signal ”Restweg
löschen” (Ausblendsignal) gegeben, wird die Befehlsausführung
abgebrochen und der nachfolgende Satz ausgeführt.
Die Funktion ”Restweg löschen” wird eingesetzt, wenn das Ende der
Bearbeitungnicht programmiert ist, sondern von einem Maschinensignal
bestimmt wird, z.B. beim Schleifen. Sie kann auch zur Werkstückvermessung eingesetzt werden. Einzelheiten zur Verwendung dieser
Funktion enthält das Handbuch des Maschinenherstellers.
G31 IP_;
G31: Einfach wirksamer G--Code (nur wirksam für den
betreffenden Satz)
Die Koordinatenwerte bei Ausgabe des Signals ”Restweg löschen”
können in einem Kundenmakro verwendet werden, da sie in den
Kundenmakro--Systemvariablen #5061 und #5062 wie folgt gespeichert
werden:
#5061 Koordinatenwert X--Achse
#5062 Koordinatenwert Z--Achse
#5063 Koordinatenwert dritte Achse (Cs --Achse)
WARNUNG
Um eine exaktere Werkzeugposition beim Eintreffen des
Signals ”Restweg löschen” zu erhalten, sind Vorschub-Override, Trockenlauf und Automatische Beschleunigung/
Verzögerung bei der Funktion ”Restweg löschen” deaktiviert,wenn die Vorschubgeschwindigkeit als Vorschub pro
Minute definiert ist. Zur Aktivierung dieser Funktionen ist
Bit 7 (SKF) von Parameter Nr. 6200 auf 1 zu setzen. Wenn
die Vorschubgeschwindigkeit als Vorschub pro Umdrehung
definiert ist, sind Vorschub--Override, Trockenlauf und
Autom. Beschleunigung/Verzögerung bei der Funktion
”Restweg löschen” unabhängig von der Einstellung des
SKF--Bits aktiviert.
ANMERKUNG
1 Die Ausgabe des Befehls G31 bei laufender Schneidenradius-
kompensation löst P/S--Alarm Nr. 035 aus. Werkzeugradiuskompensation vor Befehl G31 mit Befehl G40 beenden.
2 Beim schnellen Restweg--Löschen bewirkt das Ausführen von
G31 im Modus ”Vorschub pro Umdrehung”, daß der P/S--Alarm
Nr. 211 ausgelöst wird.
58
Page 83

B--64134GE/01
Beispiele
D Der Satz nach G31 ist ein
Inkrementalmaß--Befehl
PROGRAMMIERUNG
G31 W100.0 F100;
U50.0;
4. INTERPOLATIONSFUNKTIONEN
U50.0
D Der Satz nach G31 ist ein
Absolutmaß--Befehl für
1 Achse
Signal ”Restweg löschen”
X
Z
Abb. 4.9 (a) Der Folgesatz ist ein Inkrementalmaß--Befehl
G31 Z200.00 F100;
X100.0;
Signal ”Restweg löschen”
50.0
W100
100.0
Tatsächliche Bewegung
Bewegung ohne Signal ”Restweg löschen”
X100.0
X200.0
D Der Satz nach G31 ist ein
Absolutmaß--Befehl für
2 Achsen
Tatsächliche Bewegung
Bewegung ohne Signal ”Restweg löschen”
Abb. 4.9 (b) Der Folgesatz ist ein Absolutmaß--Befehl für 1 Achse
G31 G90X200.0 F100;
X300.0 Z100.0;
X
Signal ”Restweg löschen”
100
100 200 300
Abb. 4.9 (c) Der Folgesatz ist ein Absolutmaß--Befehl für 2 Achsen
(300,100)
Tatsächliche Bewegung
Bewegung ohne Signal
”Restweg löschen”
Z
59
Page 84

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64134GE/01
4.10
MEHRSTUFIGES
RESTWEG-- LÖSCHEN
(G31)
Format
In einem Satz mit P1 bis P4 hinter G31 speichert die Funktion
”Mehrstufiges Restweg--Löschen” Koordinaten in einer Kundenmakro-Variablen, wenn ein Signal ”Restweg löschen” (4--Punkt oder 8--Punkt;
8--Punkt, wenn ein Signal ”Schnelles Restweg--Löschen” benutzt wird)
aktiviert wird.
Die Funktion löscht dann den gesamten Restweg. In einem Satz mit Q1
bis Q4 hinter G04 überspringt die Funktion ein Verweilen, wenn ein
Signal ”Restweg löschen” (4--Punkt oder 8--Punkt; 4--Punkt, wenn ein
Signal ”Schnelles Restweg--Löschen” benutzt wird) aktiviert wird.
Ein Signal ”Restweg löschen” z. B. aus einem Festgrößen--Meßgerät
kann zum Überspringen aktuell ausgeführterProgramme benutzt werden.
Beim Profil-- oder Einstechschleifen zum Beispiel kann eine Reihe von
Bearbeitungsvorgängen, vom Schruppen bis hin zum Ausfunken,
automatisch durchgeführt werden, indem nach Ende eines jeden
Schrupp-- , Halbfertig--, Schlicht-- oder Ausfunkvorgangs ein Signal
”Restweg löschen” gegeben wird.
Einzelheiten zur Verwendung dieser Funktion sind dem Handbuch des
Maschinenherstellers zu entnehmen.
Verfahrbefehl
G31 IP __ F __ P __ ;
Erläuterungen
D Entsprechungen
des Signals
”Restweg löschen”
IP_ : Endpunkt
F_ : Vorschubgeschwindigkeit
P_ : P1 -- P4
Verweilen
G04 X (U, P)__ (Q__) ;
X(U, P)_ : Verweilzeit
Q_ : Q1 -- Q4
Mehrstufiges Restweg--Löschen wird über P1, P2, P3 oder P4 in einem
G31--Satz festgelegt. Erläuterungen zur Auswahl (P1, P2, P3 oder P4)
siehe Handbuch des Maschinenherstellers.
Über Q1, Q2, Q3 oder Q4 in G04 (Verweilbefehl) kann das Verweilen
ähnlich wie mit G31 übersprungen werden. Restweg löschen ist auch
ohne Programmierung von Q möglich. Erläuterungen zur Auswahl (Q1,
Q2, Q3 oder Q4) finden Sie im Handbuch des Maschinenherstellers.
Mit den Parametern Nr. 6202 bis 6205 kann festgelegt werden, ob ein
4--Punkt-- oder 8--Punkt--Signal ”Restweg löschen” verwendet wird
(4--Punkt = Signal für Schnelles Restweg--Löschen). Die Angabe ist nicht
auf eine 1 : 1--Entsprechung beschränkt. Ein Signal ”Restweg löschen”
kann zwei oder mehr Entsprechungen in Pn oder Qn haben (n = 1, 2, 3,
4). Die Bits 0 (DS1) bis 7 (DS8) von Parameter Nr. 6206 können zum
Programmieren einer Verweilzeit benutzt werden.
VORSICHT
Die Verweilzeit kann nicht übersprungen werden, wenn Qn
nicht angegeben ist oder die Parameter DS1 -- DS8
(Nr. 6206#0--#7) nicht eingerichtet sind.
60
Page 85

B--64134GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
4.11
RESTWEG LÖSCHEN
MIT DREHMOMENTGRENZE (G31 P99)
Format
Erläuterungen
D G31 P99
Bei begrenztem Motordrehmoment (z. B. per Drehmomentbegrenzungsbefehl, ausgegeben über das PMC--Fenster) kann mit einem
Verfahrbefehl nach G31 P99 (oder G31 P98) derselbe Schnittvorschub
erzeugt werden wie mit G01 (Lineare Interpolation).
Das Signal zur Anzeige, daß die Drehmomentgrenze erreicht ist (weil
Druck aufgebracht wird oder aus einem anderen Grund) bewirkt ein
Restweg--Löschen.
Einzelheiten zur Verwendung dieser Funktion sind dem Handbuch des
Maschinenherstellers zu entnehmen.
G31 P99 IP_F_;
G31 P98 IP_F_;
G31: Einfach wirksamer G-- Code
(nur wirksam für den betreffenden Satz)
Bei Erreichen der Drehmomentgrenze oder Eingang eines Signals
”Restweg löschen” während der Ausführung von G31 P99 wird der
laufende Verfahrbefehl vorzeitig abgebrochen und der nächste Satz
ausgeführt.
D G31 P98
D Drehmomentbegrenzungs-
befehl
D Kundenmakro--
Systemvariable
Beschränkungen
D Achsenbefehl
Bei Erreichen der Drehmomentgrenze während der Ausführung von G31
P98 wird der laufende Verfahrbefehl vorzeitig abgebrochen und der
nächste Satz ausgeführt. Das Signal ”Restweg löschen”
<X0004#7/Werkzeugträger2 X0013#7> hat keinen Einfluß auf G31 P98.
Ein Signal ”Restweg löschen” während der Ausführung von G31 P98 löst
kein Restweg--Löschen aus.
Der Verfahrbefehl wird fortgesetzt, wenn vor Ausführung von G31
P99/98 keine Drehmomentbegrenzung angegeben wird. Selbst bei
Erreichen einer Drehmomentgrenze wird kein Restweg--Löschen
durchgeführt.
Nach G31 P99/98 sind in den Kundenmakro--Variablen die Koordinaten
nach dem Restweg--Löschen gespeichert. (Siehe Abschnitt 4.9.)
Wird durch ein Signal ”Restweg löschen” ein Restweg--Löschen mit G31
P99 ausgelöst, enthalten die Kundenmakro--S ystemvariablen die
Koordinaten basierend auf dem Maschinen--Koordinatensystem nach der
Beendigung des Vorgangs, nicht die Koordinaten beim Eingang des
Signals ”Restweg löschen”.
In einem Satz mit G31 P98/99 kann jeweils nur eine Achse gesteuert
werden.
Ist in diesen Sätzen die Steuerung von zwei oder mehr Achsen angegeben
oder wird kein Achsenbefehl ausgegeben, wird P/S--Alarm Nr. 015
ausgelöst.
D Servofehler
Geht während der Ausführung von G31 P99/98 ein Signal ein, daß die
Drehmomentgrenze erreichtist, wird bei einem Servofehler größer 32767
P/S--Alarm Nr . 244 ausgegeben.
61
Page 86

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64134GE/01
D Schnelles
Restweg--Löschen
D Geschwindigkeitssteuerung
D Aufeinanderfolgende
Befehle
Mit G31 P99 kann durch ein Signal ”Restweg löschen” ein
Restweg--Löschen, nicht aber Schnelles Restweg--Löschen ausgelöst
werden.
Über das B it 7 (SKF) von Parameter Nr. 6200 müssen Trockenlauf,
Overrideund automatischesBeschleunigen/Verzögernin Verbindung mit
G31--Befehlen für Restweg--Löschen deaktiviert werden.
G31 P99/98 darf nicht in aufeinanderfolgenden Sätzen befohlen werden.
WARNUNG
Vo r einem Befehl G31 P99/98 ist stets eine Drehmomentbegrenzung anzugeben. Andernfalls läßt G31 P99/98
die Ausführung von Verfahrbefehlen ohne Restweg-Löschen zu.
ANMERKUNG
Der Befehl G31 während laufender Schneidenradiuskompensation löst P/S--Alarm Nr. 035 aus. Schneidenradiuskompensation ist deshalb vor G31 mit G40 abzuschalten.
Beispiele
O0001 ;
:
:
Mjj ;
:
:
G31 P99 X200. F100 ;
:
G01 X100. F500 ;
:
:
M∆∆ ;
:
:
M30 ;
:
%
In der PMC wird die Drehmomentbegrenzung über das Fenster festgelegt.
Befehl für Restweg löschen mit Drehmomentgrenze
Verfahrbefehl, für den Drehmomentbegrenzung gilt
Drehmomentbegrenzung beendet
durch PMC
62
Page 87

B--64134GE/01
5
PROGRAMMIERUNG
VORSCHUBFUNKTIONEN
5. VORSCHUBFUNKTIONEN
63
Page 88

PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
B--64134GE/01
5.1
ALLGEMEINES
D Vorschubfunktionen
D Override
D Automatische
Beschleunigung/
Verzögerung
Von den Vorschubfunktionen wird die Vorschubgeschwindigkeit des
Werkzeugs gesteuert. Es stehen diese beiden Vorschubfunktionen zur
Verfügung:
1. Eilgang
Per Positionierbefehl (G00) wird das Werkzeug mit der in der CNC
(Parameter Nr. 1420) gespeicherten Eilganggeschwindigkeit
verfahren.
2. S chnittvorschub
Das Werkzeug verfährt mit der programmierten Schnittvorschubgeschwindigkeit.
Eilganggeschwindigkeit oder Schnittvorschubgeschwindigkeit können
mit dem Schalter am Maschinenbedienfeld übersteuert werden.
Um mechanische Stöße zu vermeiden, wird das Werkzeug am Anfang und
am Ende der Verfahrbewegung automatischbeschleunigt und abgebremst
(Abb. 5.1 (a)).
Eilganggeschwindigkeit
F
: Eilganggesch-
R
F
R
windigkeit
: Zeitkonstante für
T
R
Beschleunigung/
Verzögerung im
Eilgang
0
T
R
Vorschubgeschwindigkeit
F
C
0
T
C
Abb. 5.1 (a) Automatische Beschleunigung/Verzögerung (Beispiel)
T
R
F
: Vorschubgeschwindig-
C
: Zeitkonstante für
T
C
T
C
Zeit
keit
Beschleunigung/
Verzögerung im
Schnittvorschub
Zeit
64
Page 89

B--64134GE/01
PROGRAMMIERUNG
5. VORSCHUBFUNKTIONEN
D Werkzeugbahn im
Schnittvorschub
Wird die Verfahrrichtung zwischen programmierten Sätzen während des
Schnittvorschubs geändert, kann es zu einer Werkzeugbahn mit
gerundeten Ecken kommen (Abb. 5.1 (b)).
X
Programmierte Werkzeugbahn
Tatsächliche Werkzeugbahn
0
Abb. 5.1 (b) Beispielbahn zwischen zwei Sätzen
Z
Bei Kreisinterpolation kommt es zu einer radialen Abweichung
(Abb. 5.1 (c)).
X
∆r: Abweichung
Programmierte Werkzeugbahn
Tatsächliche Werkzeugbahn
r
0
Z
5.2
EILGANG
Format
Erläuterungen
Abb. 5.1 (c) Beispiel für radiale Abweichung bei Kreisinterpolation
Das Ausmaß der Eckenrundung in Abb. 5.1 (b) und der Abweichung in
Abb. 5.1 (c) ist abhängig von der Vorschubgeschwindigkeit. Die
Vorschubgeschwindigkeit ist deshalb so zu steuern, daß das Werkzeug
wie programmiert verfährt.
G00 IP_;
G00 : G--Code (Gruppe 01) für Positionierung (Eilgang)
IP_ ; Maß --Befehl für den Endpunkt
Der Positionierbefehl (G00) positioniert das Werkzeug im Eilgang. Im
Eilgang wird der nachfolgende Satz ausgeführt, sobald die vorgeschriebene Vorschubgeschwindigkeit 0 ist und der Servomotor in einen
bestimmten, vom Maschinenhersteller eingestellten Bereich gelangt
(Positionsprüfung).
Die Eilganggeschwindigkeitwird für jede Achse über Parameter Nr.1420
festgelegt, eine Eilgangvorschubgeschwindigkeit braucht also nicht
programmiert zu werden.
Die Eilganggeschwindigkeit kann über den Schalter am Maschinenbedienfeld übersteuert werden: F0, 25, 50, 100%
F0: Erlaubt die Festlegung einer festen Vorschubgeschwindigkeit für
jede Achse über Parameter Nr. 1421.
Nähere Angaben sind dem entsprechenden Handbuch des Maschinenherstellers zu entnehmen.
65
Page 90

PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
B--64134GE/01
5.3
SCHNITTVORSCHUB
Format
Die Vorschubgeschwindigkeit bei Linearer Interpolation (G01),
Kreisinterpolation (G02, G03) usw. wird mit Ziffern nach dem F--Code
festgelegt.
Im Schnittvorschub wird der nachfolgende Satz so ausgeführt, daß die
Vorschubgeschwindigkeitsänderung gegenüber dem vorhergehenden
Satz minimal gehalten wird.
Es gibt zwei Modi zur Spezifizierung:
1. Vorschub pro Minute (G98)
Nach F wird der Werkzeugvorschubbetrag pro Minute angegeben.
2. Vorschub pro Umdrehung (G99)
Nach F wird der Werkzeugvorschubbetrag pro Spindelumdrehung
angegeben.
Vorschub pro Minute
G98 ; G--Code (Gruppe 05) für Vorschub pro Minute
F_ ; Vorschubgeschwindigkeitsbefehl (mm/min oder Zoll/min)
Vorschub pro Umdrehung
G99 ; G--Code (Gruppe 05) für Vorschub pro Umdrehung
F_ ; Vorschubgeschwindigkeitsbefehl (mm/U oder Zoll/U)
Erläuterungen
D Konstante Tangential-
geschwindigkeits-Steuerung
D Vorschub pro Minute
(G98)
Der Schnittvorschub wird so gesteuert, daß die tangentiale
Vorschubgeschwindigkeit immer der Soll--Vorschubgeschwindigkeit
entspricht.
X
Endpunkt
F
Startpunkt
Lineare Interpolation
Abb. 5.3 (a) Tangentiale Vorschubgeschwindigkeit (F)
X
Startpunkt
F
Mittelpunkt Endpunkt
ZZ
Kreisinterpolation
Nach G98 (im Modus ”Vorschub pro Minute”) wird der Werkzeugvorschubbetrag pro Minute direkt über eine Zahl nach F festgelegt. G98
ist ein modaler Code. G98 bleibt bis zur Angabe von G99 (Vorschub pro
Umdrehung) wirksam. Beim Einschalten ist der Modus ”Vorschub pro
Umdrehung” wirksam.
Der Vorschub pro Minute kann von 0 % bis 254 % (in 1 %--Schritten)über
den Schalter am Maschinenbedienfeld übersteuert werden. W eitere
Hinweise finden Sie im Handbuch des Maschinenherstellers.
66
Page 91

B--64134GE/01
PROGRAMMIERUNG
5. VORSCHUBFUNKTIONEN
D Vorschub pro
Umdrehung (G99)
F
Abb. 5.3 (b) Vorschub pro Minute
Vorschubbetrag pro Minute
(mm/min oder Zoll/min)
WARNUNG
Einige Befehle, z.B. für das Gewindeschneiden,lassen sich
nicht übersteuern.
Nach G99 (im Modus ”Vorschub pro Umdrehung”) wird der Werkzeugvorschubbetrag pro Spindeldrehung direkt über eine Zahl nach F
festgelegt. G99 ist ein modaler Code. G99 bleibt bis G98 (Vorschub pro
Minute) wirksam.
Der Vorschub pro Umdrehung kann von 0 % bis 254 % (in 1 %--Schritten)
über den Schalter am Maschinenbedienfeld übersteuert werden. Weitere
Hinweise finden Sie im Handbuch des Maschinenherstellers.
D Festeinstellung des
Schnittvorschubs
F
Abb. 5.3 (c) Vorschub pro Umdrehung
Vorschubbetrag pro Spindelumdrehung
(mm/U oder Zoll/U)
VORSICHT
1 Bei niedriger Spindeldrehzahl kann es zu Schwankungen
der Vorschubgeschwindigkeit kommen. Geschwindigkeitsschwankungen nehmen mit abnehmender Drehzahl zu.
2 Einige Befehle, z.B. für das Gewindeschneiden,lassen sich
nicht übersteuern.
Für die Schnittvorschubgeschwindigkeit entlang jeder Achse kann über
den Parameter Nr. 1422 eine gemeinsame Obergrenze festgelegt werden.
Wenn eine aktuelle Schnittvorschubgeschwindigkeit (bei aktiviertem
Override)eine vorgegebeneObergrenze überschreitet, wird sie auf diesen
Maximalwert begrenzt.
67
Page 92

PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
U
B--64134GE/01
ANMERKUNG
Eine Obergrenze wird in mm/min oder Zoll/min festgelegt.
Bei der Berechnung der CNC kann es zu einem
Vorschubgeschwindigkeitsfehler von ±2 % gegenüber
einem Sollwert kommen. Dies gilt allerdings nicht für
Beschleunigung/Verzögerung. Genau gesagt, wird dieser
Fehler beim Messen der Zeit, die das Werkzeug beim
Stetigbahnfahren für eine Strecke von 500 mm benötigt,
verursacht.
D Hinweis
5.4
VERWEILEN (G04)
Format
Erläuterungen
Befehlwertebereich für die Vorschubgeschwindigkeit siehe Anhang C.
Verweilen G04 X_ ; oder G04 U_ ; oder G04 P_ ;
X_ : Angabe einer Zeit (Dezimalzeichen erlaubt)
U_ : Angabe einer Zeit (Dezimalzeichen erlaubt)
P_ : Angabe einer Zeit (Dezimalzeichen nicht erlaubt)
Durch die Angabe einer Verweilzeit wird die Ausführung des
nachfolgenden Satzes um die angegebene Zeit verzögert.
Das Bit 1 (DWL) von Parameter Nr. 3405 kann ein Verweilen bei jeder
Umdrehung im Modus ”Vorschub pro Umdrehung” (G99) vorschreiben.
Tabelle 5.4 (a)
Befehlswertebereich der Verweilzeit (Befehl X oder U)
Inkrementalmaßsystem
Befehlswertebereich Verweilzeit--
Einheit
IS--B 0.001 bis 99999.999
soder
IS--C 0.0001 bis 9999.9999
Tabelle 5.4 (b)
Befehlswertebereich der Verweilzeit (Befehl P)
Inkrementalmaßsystem Befehlswertebereich Verweilzeit--
Einheit
IS--B 1 bis 99999999 0.001 s oder U
IS--C 1 bis 99999999 0.0001 s oder U
68
Page 93

B--64134GE/01
6
REFERENZPUNKT
Eine CNC--Werkzeugmaschine besitzt eine spezielle Position, an der, wie
später beschrieben, normalerweise das Werkzeug gewechselt oder das
Koordinatensystem eingerichtet wird. Man bezeichnet diese Position als
Referenzpunkt.
PROGRAMMIERUNG
6. REFERENZPUNKT
69
Page 94

6.1
ANFAHREN DES REFERENZPUNKTS
PROGRAMMIERUNG6. REFERENZPUNKT
B--64134GE/01
D Referenzpunkt
Der Referenzpunkt ist ein Fixpunkt an einer Werkzeugmaschine, zu dem
das Werkzeug leicht mittels der Funktion ”Referenzpunktfahren”
verfahren werden kann.
Beispielsweise wird der Referenzpunkt als Position für den automatischen Werkzeugwechsel benutzt. Durch Angabe der Koordinaten im
Maschinen--Koordinatensystem in den Parametern (Nr. 1240 bis 1243)
können bis zu vier Referenzpunkte festgelegt werden.
X
2. Referenzpunkt
3. Referenzpunkt
Referenzpunkt
4. Referenzpunkt
Maschinennullpunkt
Abb. 6.1 (a) Maschinennullpunkt und Referenzpunkte
Z
70
Page 95

B--64134GE/01
PROGRAMMIERUNG
6. REFERENZPUNKT
D Anfahren des
Referenzpunkts
D Referenzpunkt prüfen
Die Werkzeuge werden automatisch über einen Zwischenpunkt entlang
der befohlenen Achse zum Referenzpunkt verfahren. Wenn das
Referenzpunktfahren beendet ist, leuchtet eine Lampe auf und zeigt an,
daß der Vorgang abgeschlossen ist.
X
Zwischenposition
Referenzpunkt
Z
Abb. 6.1 (b) Anfahren des Referenzpunkts
Mit der Funktion ”Referenzpunkt prüfen” (G27) wird überprüft, ob das
Werkzeug korrekt, also programmgemäß, zum Referenzpunkt zurückkehrt. Ist das Werkzeug korrekt entlang der vorgeschriebenen Achse zum
Referenzpunkt zurückgekehrt, leuchtet die Anzeigelampe für die
betreffende Achse auf.
Format
D Anfahren des
Referenzpunkts
D Referenzpunkt prüfen
IP
G28 _ ;
G30 P2 _ ;
G30 P3 _ ;
G30 P4 _ ;
IP_ : Befehl für Zwischenpunkt
(Absolut--/Inkrementalmaß--Befehl)
G27 _ ;
IP
IP_ : Befehl für Referenzpunkt
Anfahren des Referenzpunkts
Anfahren des 2. Referenzpunkts
IP
Anfahren des 3. Referenzpunkts
IP
Anfahren des 4. Referenzpunkts
IP
(Absolut--/Inkrementalmaß--Befehl)
(P2 kann
entfallen.)
71
Page 96

Erläuterungen
PROGRAMMIERUNG6. REFERENZPUNKT
B--64134GE/01
D Referenzpunkt anfahren
(G28)
D 2., 3. und 4. Referenzpunkt
anfahren (G30)
D Referenzpunkt prüfen
(G27)
Beschränkungen
D Maschinensperre
eingeschaltet
Die Positionierung am Referenzpunkt oder an einem Zwischenpunkt
erfolgt in allen Achsen mit Eilganggeschwindigkeit.
Aus Sicherheitsgründen müssen vor der Durchführung dieses Befehls
deshalb Schneidenradiuskompensation und Werkzeugkorrektur abgeschaltet werden.
Bei Systemen ohne Absolutpositionserkennung können die Funktionen
zum Referenzfahren auf den 1., 3. und 4. Referenzpunkt nur nach einem
Referenzpunktfahren mit G28 oder nach manuellem Referenzpunktfahren (siehe III--3.1) eingesetzt werden. Der Befehl G30 wird
gewöhnlich eingesetzt, wenn die Position des automatischen Werkzeugwechslers (ATC) vom Referenzpunkt abweicht.
G27 verfährt das Werkzeug mit Eilganggeschwindigkeit in Position.
Sobald das Werkzeug den Referenzpunkt erreicht hat, leuchtet die
Referenzfahrlampe auf.
Stimmt dagegen die Position, an der das Werkzeug ankommt, nicht mit
dem Referenzpunkt überein, erscheint eine Alarmmeldung (Nr. 092).
Bei eingeschalteter Maschinensperre leuchtet die Referenzfahr--Lampe
nicht auf, auch nicht nach automatischem Referenzpunktfahren. Selbst
wenn G27 bei eingeschalteter Maschinensperre befohlen wird, erfolgt
keine Referenzpunktprüfung.
D Erstes Referenzpunktfahren
nach dem Einschalten
(ohne Absolutpositionserkennung)
D Referenzpunkt prüfen im
Werkzeugkorrekturmodus
D Aufleuchten der
Anzeigelampe bei
Abweichen der
programmierten Position
vom Referenzpunkt
Wenn der Befehl G28 gegeben wird und nach dem Einschalten der
Spannung kein manuelles Referenzpunktfahren durchgeführt wurde,
verfährt die Maschine vom Zwischenpunkt aus auf die gleiche Weise wie
bei manuellem Referenzpunktfahren.
In diesem Fall verfährt das Werkzeug in die für das Referenzpunktfahren
im Parameter ZMIx (Bit 5 von Nr. 1006) festgelegte Richtung. Der
Zwischenpunkt muß deshalb so angelegt werden, daß Referenzpunktfahren möglich ist.
Im Korrekturmodus wird die durch den Befehl G27 vorgeschriebene
Werkzeugposition um den Korrekturwert versetzt. Entsprechend leuchtet
die Lampe nicht auf, wenn die Position mit addiertem Korrekturwert
nicht dem Referenzpunkt entspricht. Stattdessen erscheint eine
Alarmmeldung. Normalerweise sind Korrekturen abzuschalten, bevor
G27 befohlen wird.
Handelt es sich bei dem Werkzeugmaschinensystem um ein Zollsystem,
das aber mit metrischen Eingaben versehen wurde, kann es vorkommen,
daß die Referenzfahr--Lampe aufleuchtet, obwohl die programmierte
Position vom Referenzpunkt um das kleinste Eingabe--Inkrement
verschoben ist. Dies ist darauf zurückzuführen, daß das kleinste
Eingabe--Inkrement des Werkzeugmaschinensystems kleiner als sein
kleinstes Befehls--Inkrement ist.
Referenz
D Manuelle Rückkehr zum
Referenzpunkt
Siehe III--3.1.
72
Page 97

B--64134GE/01
7
PROGRAMMIERUNG
KOORDINATENSYSTEM
Das Werkzeug wird durch Eingabe der gewünschten Werkzeugposition
in die CNC positioniert. Eine solche Werkzeugposition wird durch
Koordinaten in einem Koordinatensystem ausgedrückt. Koordinaten
werden über Programmachsen angegeben.
Bei zwei Programmachsen, nämlich X--Achse und Z--Achse, werden die
Koordinaten wie folgt angegeben:
X_Z_
Dieser Befehl wird als Maß--Befehl bezeichnet.
7. KOORDINATENSYSTEM
X
β
α
Z
Nullpunkt
Abb. 7 Werkzeugposition befohlen mit XαZβ
Koordinaten werden in einem der folgenden drei Koordinatensysteme
angegeben:
(1) Maschinen--Koordinatensystem
(2) Werkstück--Koordinatensystem
(3) Lokales Koordinatensystem
Die Anzahl der Achsen eines Koordinatensystems hängt von der
Maschine ab. Maß--Befehle werden im vorliegenden Handbuch daher mit
IP_ dargestellt.
73
Page 98

PROGRAMMIERUNG7. KOORDINATENSYSTEM
B--64134GE/01
7.1
MASCHINEN-KOORDINATEN SYSTEM
Format
Erläuterungen
D Auswahl eines
Maschinen-Koordinatensystems
(G53)
Der maschinenspezifische Punkt, der auch als Referenzpunkt der
Maschine dient, ist der Maschinennullpunkt. Der Maschinennullpunkt
wird vom Maschinenhersteller festgelegt.
Ein Koordinatensystem, dessen Ursprungspunkt auf dem Maschinennullpunkt liegt, wird als Maschinen--Koordinatensystem bezeichnet.
Das Maschinen--Koordinatensystem wird nach dem Einschalten durch
ein manuelles Referenzpunktfahren (siehe III--3.1) festgelegt. Ein einmal
festgelegtes Maschinen--Koordinatensystem bleibt bis zum Abschalten
der Betriebsspannung erhalten.
G53 IP _;
IP _ ; Absolutmaß--Befehl
Wenn ein Befehl eine Position im Maschinen--Koordinatensystem
beschreibt, verfährt die das Werkzeug im Eilgang an diese P osition. G53,
der Befehl zur Anwahl des Maschinen--Koordinatensystems, ist ein
einfach wirksamer G--Code. Befehle, die auf dem Maschinen-Koordinatensystem basieren, sind somit nur im Satz mit G53 gültig. G53
muß ein Absolutmaß--Befehl sein. Bei Inkrementalmaßwerten wird der
Befehl G53 ignoriert. Wenn das Werkzeug an eine maschinenspezifische
Position, z.B. die Werkzeugwechselposition, verfahren werden soll, ist
die Verfahrbewegung in dem über G53 aufgerufenen Maschinen-Koordinatensystem zu programmieren.
Beschränkungen
D Kompensationsfunktionen
beenden
D G53 unmittelbar nach
dem Einschalten
Hinweis
Vor dem Befehl G53 sind S chneidenradiuskompensation und Werkzeugkorrektur abzuschalten.
Da das Maschinen--Koordinatensystem erst eingerichtet werden muß,
bevor G53 befohlen werden kann, ist nach dem Einschalten wenigstens
ein manuelles Referenzpunktfahren oder eine automatische Rückkehr
zum Referenzpunkt mit G28 durchzuführen. Bei Absolutpositionserkennung ist dies nicht notwendig.
Beim manuellen Referenzpunktfahren nach dem Einschalten wird ein
Maschinen--Koordinatensystem eingerichtet, dessen Referenzpunkt sich
an den im Parameter Nr. 1240 eingestellten Koordinaten (
Maschinen--Koordinatensystem
Maschinennullpunkt
β
α
α, β) befindet.
Referenzpunkt
74
Page 99

B--64134GE/01
PROGRAMMIERUNG
7. KOORDINATENSYSTEM
7.2
WERKSTÜCK-KOORDINATEN SYSTEM
7.2.1
Einrichten eines
Werkstück-Koordinatensystems
Ein Koordinatensystem, das zur Bearbeitung von Werkstücken
benutzt wird, heißt Werkstück--Koordinatensystem. Ein Werkstück-Koordinatensystem ist vor Bearbeitungsbeginn in der CNC einzurichten
(”Einrichten eines Werkstück--Koordinatensystems”).
Ein Werkstück--Koordinatensystem wird von einem Bearbeitungsprogramm festgelegt (”Auswählen eines Werkstück--
Koordinatensystems”).
Ein bereits eingerichtetes Werkstück--Koordinatensystem läßt sich durch
Verschieben des Ursprungspunkts verändern (”Ändern eines
Werkstück--Koordinatensystems”).
Für das Errichten von Werkstück--Koordinatensystemen gibt es drei
Möglichkeiten:
(1)Mit G50
Ein Werkstück--Koordinatensystem wird mit G50 und einem
nachfolgenden Wert im Programm eingerichtet.
(2)Automatisches Einrichten
Ein Werkstück--Koordinatensystem wird beim manuellen
Referenzpunktfahren automatisch eingerichtet (siehe Teil III--3.1).
(3)Mit G54 bis G59
Sie können über die Handeingabetastatur sechs Werkstück-Koordinatensysteme voreinstellen (siehe Teil III--11.4.6).
Anschließend können Sie mit den Programmbefehlen G54 bis G59
auswählen, welches Werkstück--Koordinatensystem verwendet
werden soll.
Bei Verwendung von Absolutmaß--Befehlen muß das Werkstück-Koordinatensystem auf eine der drei oben genannten Arten festgelegt
werden.
Format
D Errichten eines Werkstück--
Koordinatensystem mit G50
Erläuterungen
G50 IP_
Dieser Befehl legt das Werkstück--Koordinatensystem so an, daß ein
bestimmter Punkt am Werkzeug, beispielsweise die Werkzeugspitze, auf
den befohlenen Koordinaten liegt. Ist IP ein Inkrementalmaß-Befehlswert, wird das Werkstück--Koordinatensystem so definiert, daß
die aktuelle Werkzeugposition einer Addition des angegebenen
Inkrementalmaßwerts und der Koordinaten der vorherigen Werkzeugposition entspricht. Wird ein Koordinatensystem per G50 während
aktiver Korrektur eingerichtet, entsteht ein Koordinatensystem, in dem
die Position vor der Korrektur mit der in G50 angegebenen Position
übereinstimmt.
75
Page 100

Beispiele
PROGRAMMIERUNG7. KOORDINATENSYSTEM
B--64134GE/01
Beispiel
1
Einrichten des Koordinatensystems durch den Befehl
G50X128.7Z375.1; (Durchmesserangabe)
X
375,1
φ128.7
Nullpunkt
Startpunkt
Z
Beispiel
2
Einrichten des Koordinatensystems durch den
Befehl G50X1200.0Z700.0; (Durchmesserangabe)
X
Grundpunkt
700,0
Startpunkt
(Standardpunkt)
φ1200.0
Z
76
 Loading...
Loading...