

Fanuc B-65280EN Information Manual

ADDITIONAL INFORMATION
S
CUS
1. Type of applied documents
Name
Spec. No./Ver.
2. Summary of Change
Group Name / Outline
Basic Function
Optional
Function
Unit
Maintenance
Parts
Notice
Correction
Another
Revision of αi series Spindle software
(9D5A/A, 9D53/O, 9D70/O, 9D80/K)
FANUC AC SPINDLE MOTOR αi series,
FANUC AC SPINDLE MOTOR βi series,
FANUC BUILT-IN SPINDLE MOTOR Bi series
PARAMETER MANUAL
B-65280EN/07
New, Add
Correct, Del
Revision of spindle software 9D5A/A,9D53/O, 9D70/O,9D80/K Add 2008.06
Applicable
Date
01
1
08.06.25
Date Ed.
Ts ut sum i
Design.
TITLE
DRAW. No.
Revision of αi series Spindle software
(9D5A/A, 9D53/O, 9D70/O, 9D80/K)
B-65280EN/07-01
HEET
T.
1/6
S
CUS
Revision of αi series Spindle software (9D5A/A, 9D53/O 9D70/O, 9D80/K)
1. General
αi series Spindle software was revised as follows.
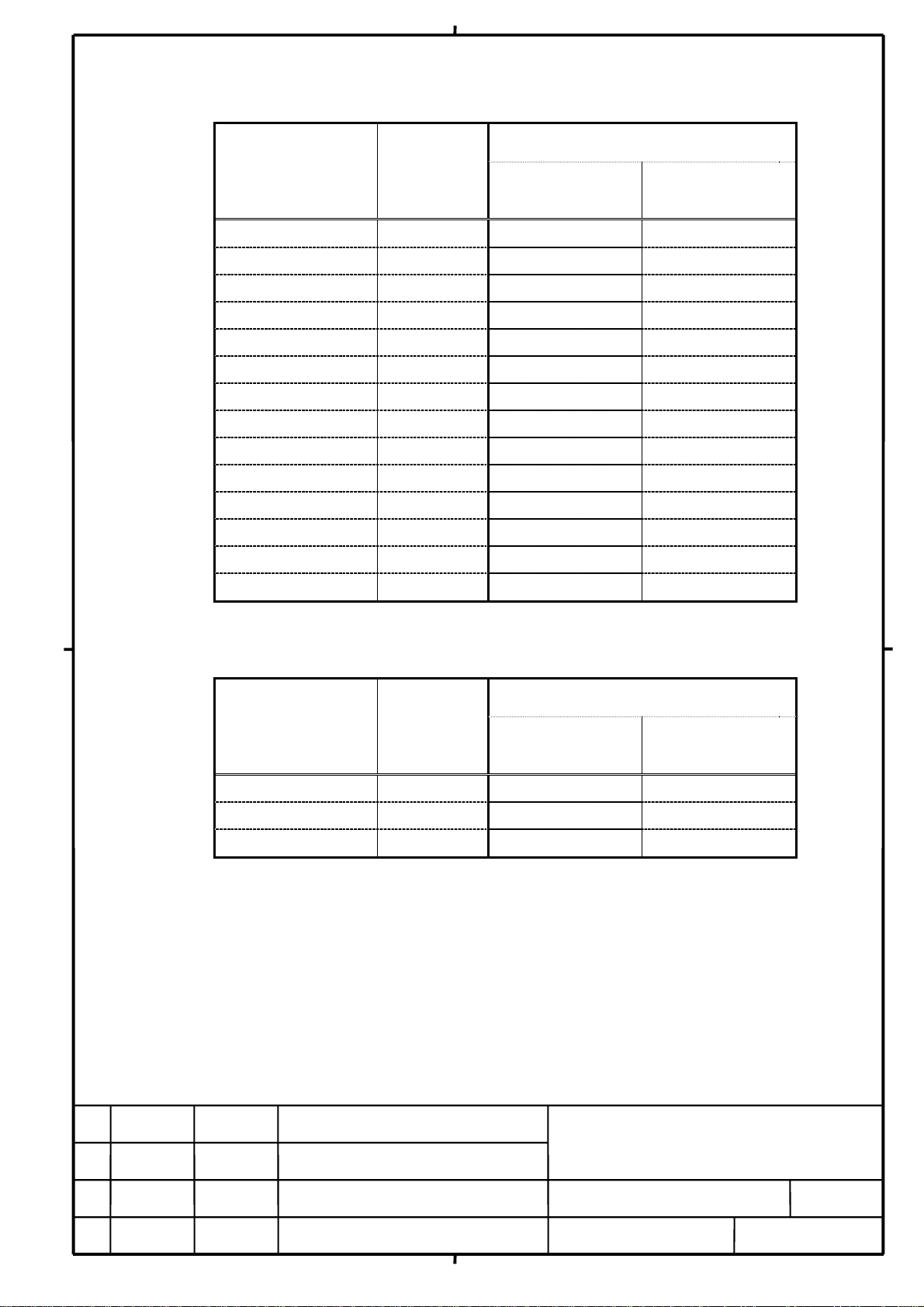
2. Software series, edition and applied spindle amplifier
Software
drawing No.
A06B-6111-H550
A06B-6111-H553
Software
edition
9D5A
edition A(01)
9D53
edition O(15)
Spindle amplifier
specification
A06B-6111-Hxxx#H550
A06B-6112-Hxxx#H550
A06B-6121-Hxxx#H550
A06B-6122-Hxxx#H550
A06B-6134-Hxxx#A
A06B-6134-Hxxx#D
A06B-6111-Hxxx#H553
A06B-6112-Hxxx#H553
A06B-6121-Hxxx#H553
A06B-6122-Hxxx#H553
Notes
16i/18i/21i,
0
i-B/C, 15i, PMi-D
For induction spindle motor
i-B/C, For βiSVSP
0
(Induction spindle motor)
16i/18i/21i,
0
i-B/C, 15i, PMi-D
For synchronous spindle motor
A06B-6111-Hxxx#H570
A06B-6111-H570
A06B-6141-H580
Note: 9D5A series is a succeeding series to 9D50 series. 9D50/Y is revised to 9D5A/A.
9D70
edition O(15)
9D80
edition K(11)
A06B-6112-Hxxx#H570
A06B-6121-Hxxx#H570
A06B-6122-Hxxx#H570
A06B-6141-Hxxx#H580
A06B-6142-Hxxx#H580
A06B-6151-Hxxx#H580
A06B-6152-Hxxx#H580
A06B-6164-Hxxx#H580
For induction/ synchronous spindle motor
0
For induction/ synchronous spindle motor
(Induction spindle motor)
30i/31i/32i
30i/31i/32i
16i/18i/21i
,
,
i-B/C, 0i-D ,15i , PMi-D
0
i-D, For βiSVSP
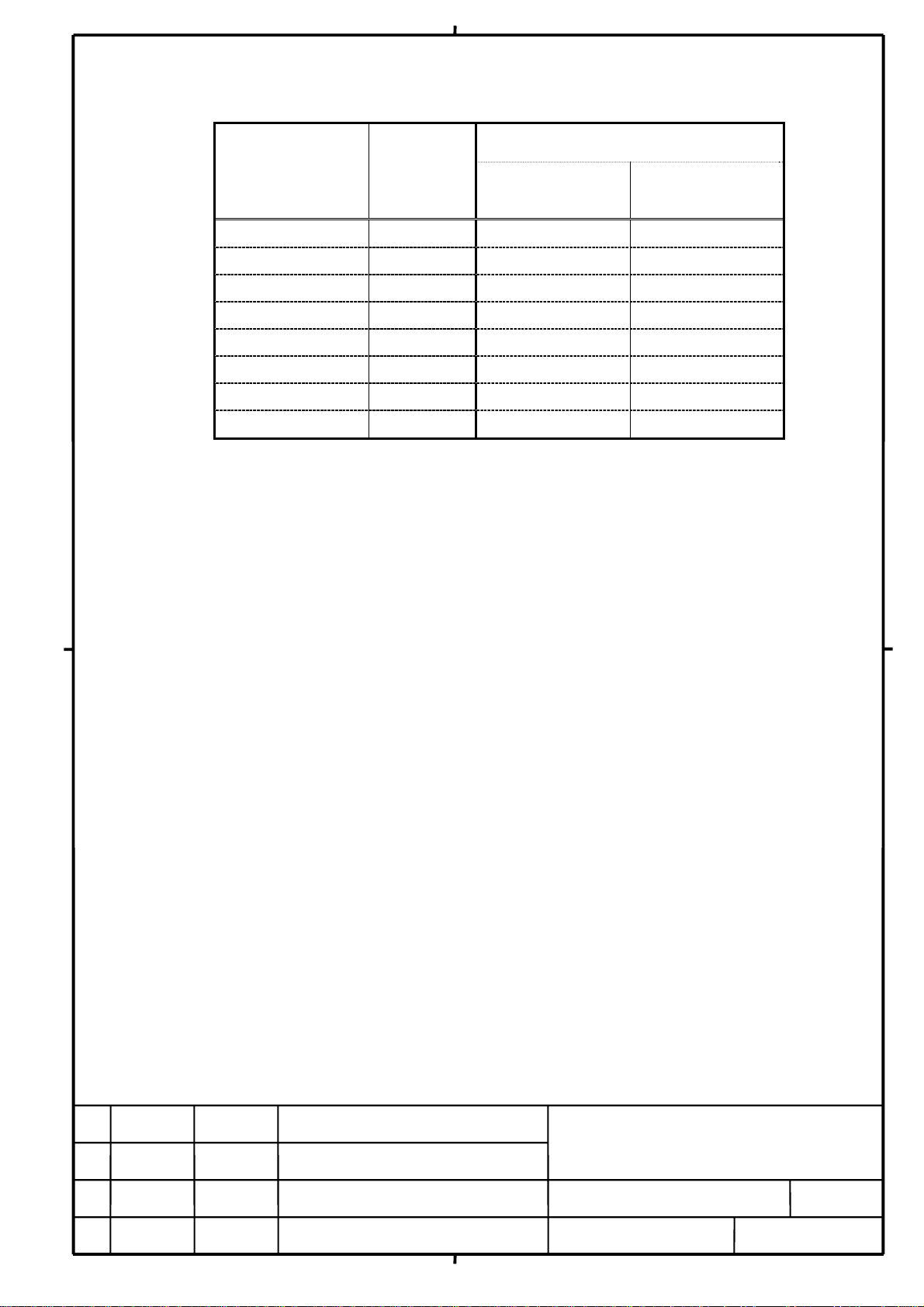
3. Contents of modification
Contents of modification 9D5A/A 9D53/O 9D70/O 9D80/K
(1) Magnetic Flux Boost Function is added.
Please refer to technical report (B-65280EN/07-02)
(2) The common parameters for rigid tap mode and
spindle synchronous control mode is improved to be
set for each operation mode.
Please refer to technical report (B-65280EN/07-03)
(3) The setting of motor voltage control characteristic is
improved to be set for each operation mode.
(Please refer to item 4.)
(4) Optimum Orientation Function is improved.
(Please refer to item 5.)
○
- - ○ ○
- - ○ ○
○
- ○ ○
○ ○ ○
01
1
08.06.25
Date Ed.
Ts ut sum i
Design.
TITLE
DRAW. No.
Revision of αi series Spindle software
(9D5A/A, 9D53/O, 9D70/O, 9D80/K)
B-65280EN/07-01
HEET
T.
2/6
S
CUS
4. The setting of motor voltage control characteristic
(1) Over view
If spindle motor runs over the base speed in Cs contouring mode, rigid tapping mode or spindle
synchronous control mode, the setting of motor voltage control characteristic (No.4016#4) is set
to 1 and the motor voltage setting is reduced. The parameter (No.4016#4) is valid for all three
operation modes.
So the setting of motor voltage control characteristic is improved to be set each operation
mode.
(2) Parameter
- - 4540
15i 16i,0i-B,C 30i,0i-D
EXPTCS (#0) The setting of motor voltage control characteristic for Cs contouring mode
EXPTRG (#1) The setting of motor voltage control characteristic for rigid tapping mode
EXPTSY (#3) The setting of motor voltage control characteristic for spindle synchronous
NOTE
*1 If parameter of motor voltage is set for each mode(rigid tapping mode or spindle synchronous control
mode), the motor voltage parameters are No.4558(high-speed characteristic) and No.4559(low-speed
characteristic) for spindle synchronous control mode.
*2 In case of FS30i Series, the parameter No.4540 is applicable with the following CNC software series and
editions.
FS30i/300i/300is-A G002 / G012 / G022 series : 24.0 editions or later
G00B / G01B / G02B series : 44.0 editions or later
G003 / G013 / G023 / G033 series : 07.0 editions or later
G00C / G01C / G02C / G03C series : 27.0 editions or later
FS31i/310i/310is-A5 G121 / G131 series : 24.0 editions or later
G12B / G13B series : 44.0 editions or later
G123 / G133 series : 07.0 editions or later
G12C / G13C series : 27.0 editions or later
FS31i/310i/310is-A G101 / G111 series : 24.0 editions or later
G103 / G113 series : 07.0 editions or later
FS32i/320i/320is-A G201 series : 24.0 editions or later,
G203 series : 07.0 editions or later
#7 #6 #5 #4 #3 #2 #1 #0
Set this bit to 1 when the motor voltage for Cs contouring control (No.4086)
is set to less than 100.
This parameter is valid when No.4016#4=0.
Set this bit to 1 when the motor voltage for rigid tapping control (No.4085:
high-speed characteristic, No.4137: low-speed characteristic) is set to less
than 100.
This parameter is valid when No.4016#4=0.
control mode
Set this bit to 1 when the motor voltage for spindle synchronous control
(No.4085: high-speed characteristic, No.4137: low-speed characteristic *1) is
set to less than 100.
This parameter is valid when No.4016#4=0.
EXPTSY EXPTRG EXPTCS
01
1
08.06.25
Date Ed.
Ts ut sum i
Design.
TITLE
DRAW. No.
Revision of αi series Spindle software
(9D5A/A, 9D53/O, 9D70/O, 9D80/K)
B-65280EN/07-01
HEET
T.
3/6
S
CUS
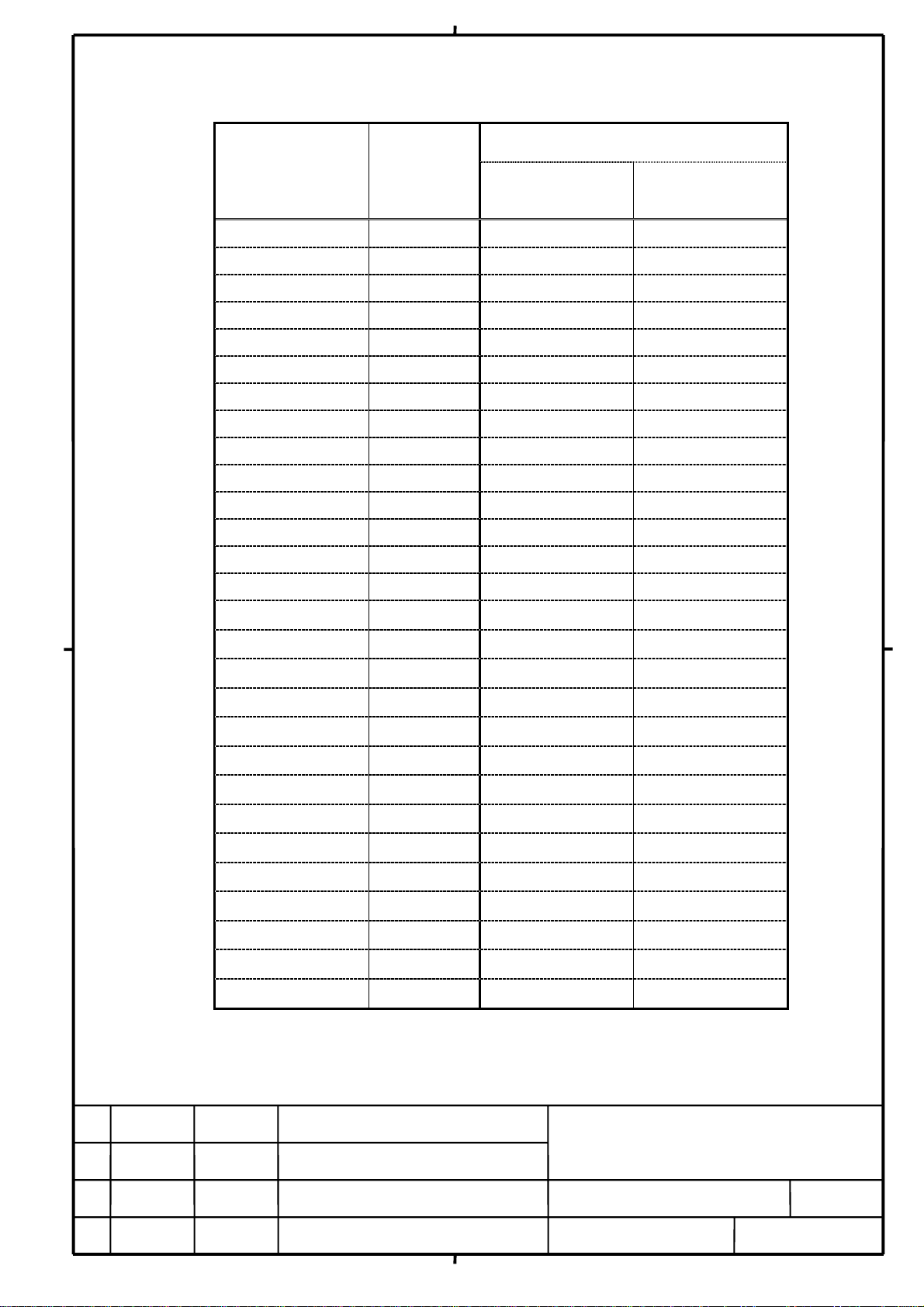
The improvement of Optimum Orientation Function
(1) Over view
Three spindle parameters (No4019#6, No.4590, No.4591) are added for Optimum Orientation.
For details of Optimum Orientation Function, refer to spindle parameter manual.
No. Description Initial setting
4003#0 Selecting a spindle orientation type 0
4003#3,#2 Spindle rotation direction at orientation Select a rotation direction.
4006#1 Unit of gear ratio setting
4017#7
4018#6,3
4018#4,5
4019#6
4031 Spindle orientation stop position Specify a stop position.
4038 Spindle orientation speed upper limit 0
4042 to 4043 Velocity proportional gain on orientation 10
4050 to 4051 Velocity integral gain on orientation 10
4056 to 4059 Gear ratio
4060 to 4063 Position gain on orientation 3000
4064 Percentage limit to an acceleration during deceleration 100
4075 Orientation completion signal detection level
4077 Orientation stop position shift value Specify a stop position.
4084 Motor voltage on orientation 100
4171,4173
4172,4174
4320 to 4323 Acceleration during motor deceleration
4324
4326,4327
4328 Command multiplier for orientation
4370 Filter time constant for spindle accerelation detection 0
4590,4591
*1
Short-cut function when spindle orientation from
stopped state is specified
Type of position coder method orientation 0, 1
Setting of velocity feedforward 1, 1
Setting of the compensation of spindle acceleration
command
Denominator of the motor sensor-to-spindle arbitrary
gear ratio
Numerator of the motor sensor-to-spindle arbitrary gear
ratio
One-rotation signal detection speed 0
Limit ratio for spindle acceleration command /
Time constant for overshoot compensation
Spindle orientation speed limit ratio 1/
Spindle orientation speed limit ratio 2
Specify an appropriate value depending
on the system configuration.
Specify an appropriate value according
to the use of the machine.
1
Specify an appropriate value depending
on the system configuration.
Specify an appropriate value according
to the use of the machine.
Specify an appropriate value depending
on the system configuration.
Specify an appropriate value depending
on the system configuration.
Tune according to actual measurements.
0
Specify an appropriate value according
to the use of the machine.
0
01
1
08.06.25
Date Ed.
*: Newly added.
NOTE
*1 In case of FS30i Series and FS 0i-D, spindle parameters (No.4590, No.4591) are available.
TITLE
Revision of αi series Spindle software
(9D5A/A, 9D53/O, 9D70/O, 9D80/K)
Ts ut sum i
DRAW. No.
B-65280EN/07-01
Design.
HEET
T.
4/6

S
CUS
(2) Parameter
3019 4019 4019
- - -
- - -
15i 16i,0i-B/C 30i,0i-D
#7 #6 #5 #4 #3 #2 #1 #0
ORACMP Whether to enable the compensation of the spindle acceralation for
15i 16i,0i-B/C 30i,0i-D
4590[L]
-
4590[H]
4591[L]
-
4591[H]
Optimum orientation: spindle orientation speed limit ratio1(HIGH) (CTH1A=0)
Optimum orientation: spindle orientation speed limit ratio2(HIGH) (CTH1A=0)
Optimum orientation: spindle orientation speed limit ratio1(LOW) (CTH1A=1)
Optimum orientation: spindle orientation speed limit ratio2(LOW) (CTH1A=1)
Unit of data : 1%
Valid data range: 0 to 100
Standard setting value: 0
<REFERENCE> There is a possibility to shorten the orietation time by adjusting this
ORACMP
Optimum Orientation.
0: Enabled
1: Disabled
This parameter is for the compensation of the spindle acceleration
command when the orientation starts below the upper limit of orientation
speed.
Usually, set this bit to “1”.
This data is used to set an orientation speed according to upper limit of
orientation speed(No.4038). Set to “0” because it is not usually necessary to
adjust this parameter.
parameter when the orientation starts near upper limit of orientation
speed(No.4038).
Lower limit of orientation speed(ORSPDL) is calculated according to the
following equation with spindle orientation limit ratio 1(ORSCF1).
ORSCF1100
ORSPDL ×
−
=
100
ORSPDU
Orientation speed (ORSPD) is calculated according to the following
equation.
Spindle speed when the orientation command is on; ORSINI
Upper limit of orientation speed(No.4038): ORSPDU
Lower limit of orientation speed: ORSPDL
Orientation speed limit ratio2 ORSCF2
ORSPD ××=
ORSCF2
100
ORSINI
+
−
ORSCF2100
100
ORSPDL
(ORSPD is clamped by ORSPDU and ORSPDL)
01
1
08.06.25
Date Ed.
Ts ut sum i
Design.
TITLE
DRAW. No.
Revision of αi series Spindle software
(9D5A/A, 9D53/O, 9D70/O, 9D80/K)
B-65280EN/07-01
HEET
T.
5/6
S
CUS
NOTE
In case of FS30i Series, the parameter No.4590,4591 are applicable with the following CNC software
series and editions.
FS30i/300i/300is-A G002 / G012 / G022 series : 24.0 editions or later
G00B / G01B / G02B series : 44.0 editions or later
G003 / G013 / G023 / G033 series : 07.0 editions or later
G00C / G01C / G02C / G03C series : 27.0 editions or later
FS31i/310i/310is-A5 G121 / G131 series : 24.0 editions or later
G12B / G13B series : 44.0 editions or later
G123 / G133 series : 07.0 editions or later
G12C / G13C series : 27.0 editions or later
FS31i/310i/310is-A G101 / G111 series : 24.0 editions or later
G103 / G113 series : 07.0 editions or later
FS32i/320i/320is-A G201 series : 24.0 editions or later,
G203 series : 07.0 editions or later
01
1
08.06.25
Date Ed.
Ts ut sum i
Design.
TITLE
DRAW. No.
Revision of αi series Spindle software
(9D5A/A, 9D53/O, 9D70/O, 9D80/K)
B-65280EN/07-01
HEET
T.
6/6
S
CUS
Magnetic Flux Boost Function for Spindle Motor Description
1.Type of applied documents
FANUC AC SPINDLE MOTOR αi series,
Name
FANUC AC SPINDLE MOTOR βi series,
FANUC BUILT-IN SPINDLE MOTOR Bi series
PARAMETER MANUAL
Spec. No./Ver.
2.Summary of Change
Group Name / Outline
Basic Function
Optional
Function
Unit
Maintenance
Parts
Notice
Correction
Another Magnetic Flux Boost Function Add 2008.06
B–65280EN/07
New,Add
Correct,Del
Applicable
Date
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
1/12
S
CUS
Spindle amplifier αi series
Magnetic Flux Boost Function Description
1. General .............................................................................................................................................. 3
1.1. Overview ..................................................................................................................................... 3
1.2. Applicable software ..................................................................................................................... 3
1.3. Remarks ..................................................................................................................................... 3
2. Explanation of operation .................................................................................................................... 4
3. Examples of application ..................................................................................................................... 5
4. Parameters ........................................................................................................................................ 6
5. Adjustment procedure of parameters ................................................................................................. 7
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
2/12
S
CUS
1. General
1.1. Overview
This specification describes Magnetic Flux Boost Function which shortens the time required to
change rigid tapping mode or Cs contouring mode and is able to start the position control quickly.
1.2. Applicable software
Spindle software
Series Edition Applicable CNC
9D80 K(11) edition or later
FS30i, FS16i, FS0i-B/C, FS0i-D, FS15i
1.3. Remarks
1.This function is not available for synchronous spindle motors.
2.This function is not available for torque tandem control function(when tandem mode signal is on),
and twin drive control function.
3.This function is not available for differential speed rigid tapping (slave spindle) .
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
3/12
S
CUS
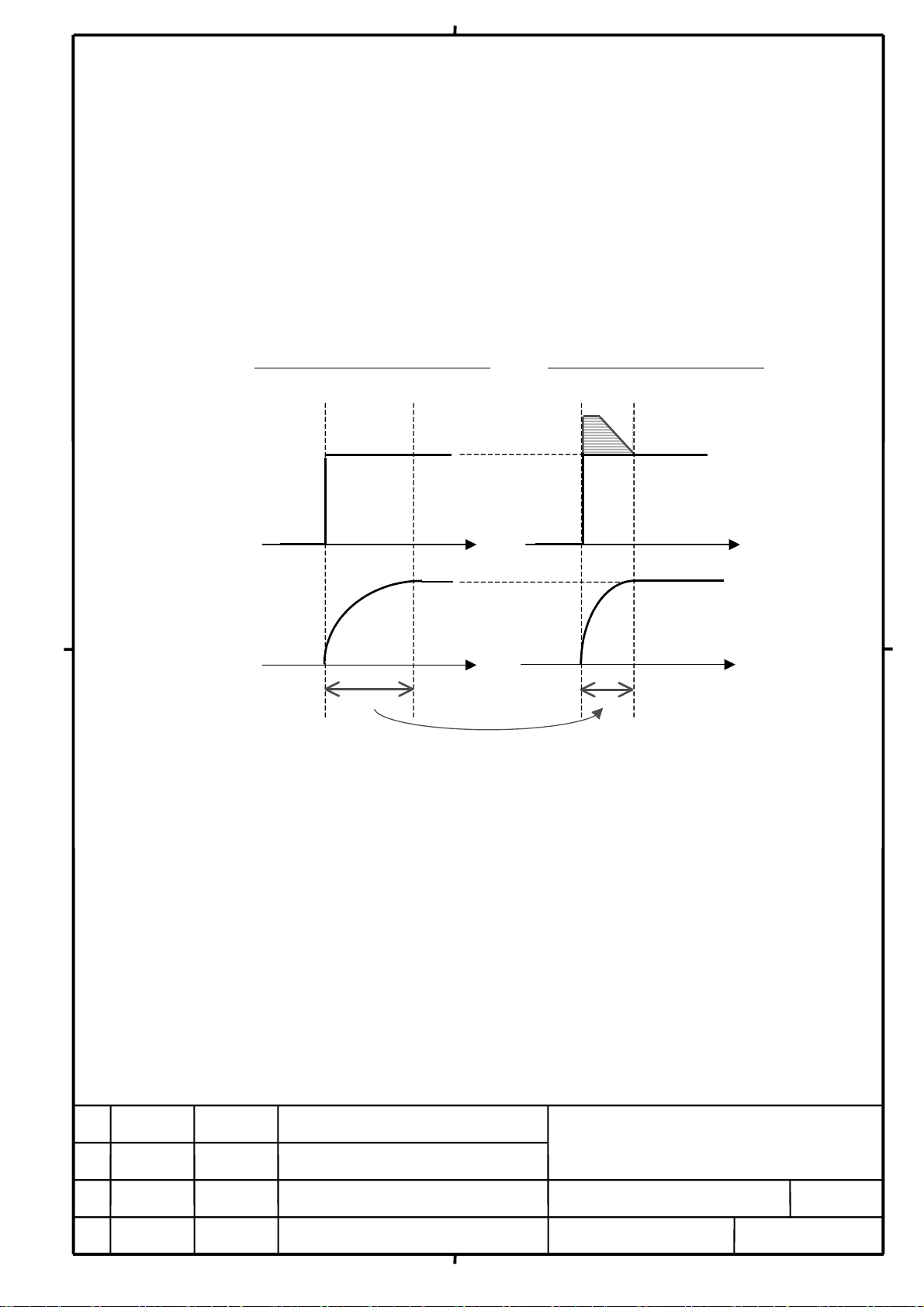
2. Explanation of operation
In induction spindle motors, the excitation current is flowed to generate magnetic flux to generate
torque. But the excitation current is not always rated value. If low load, the excitation current is
controlled to under rated value to reduce the motor heatgeneration.
It takes a certain time determined by the motor circuit constants for magnetic flux to rise up from
weakened value to rated value. So spindle parameter No.4099 (Delay time for stable motor
excitation) is prepared to wait for changing from the velocity control mode to rigid tapping mode or
Cs contouring mode which requires the high response of torque.
The Magnetic Flux Boost Function shortens the waiting time by commanding the over rated
excitation current when changing to rigid tapping mode or Cs contouring mode, and is able to start
the position control quickly.
With Magnetic Flux Boost FunctionWithout Magnetic Flux Boost Function
Excitaiton current
command
Magnetic flux
Example) With αiI8
flux from about 300ms to about 100ms (33%).
(The effect depends on the spindle motor model.)
time
Shortening the rising time of magnetic flux
L/15000, the Magnetic Flux Boost Function shortens the rising time of magnetic
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
4/12
S
CUS
1ON
g
(
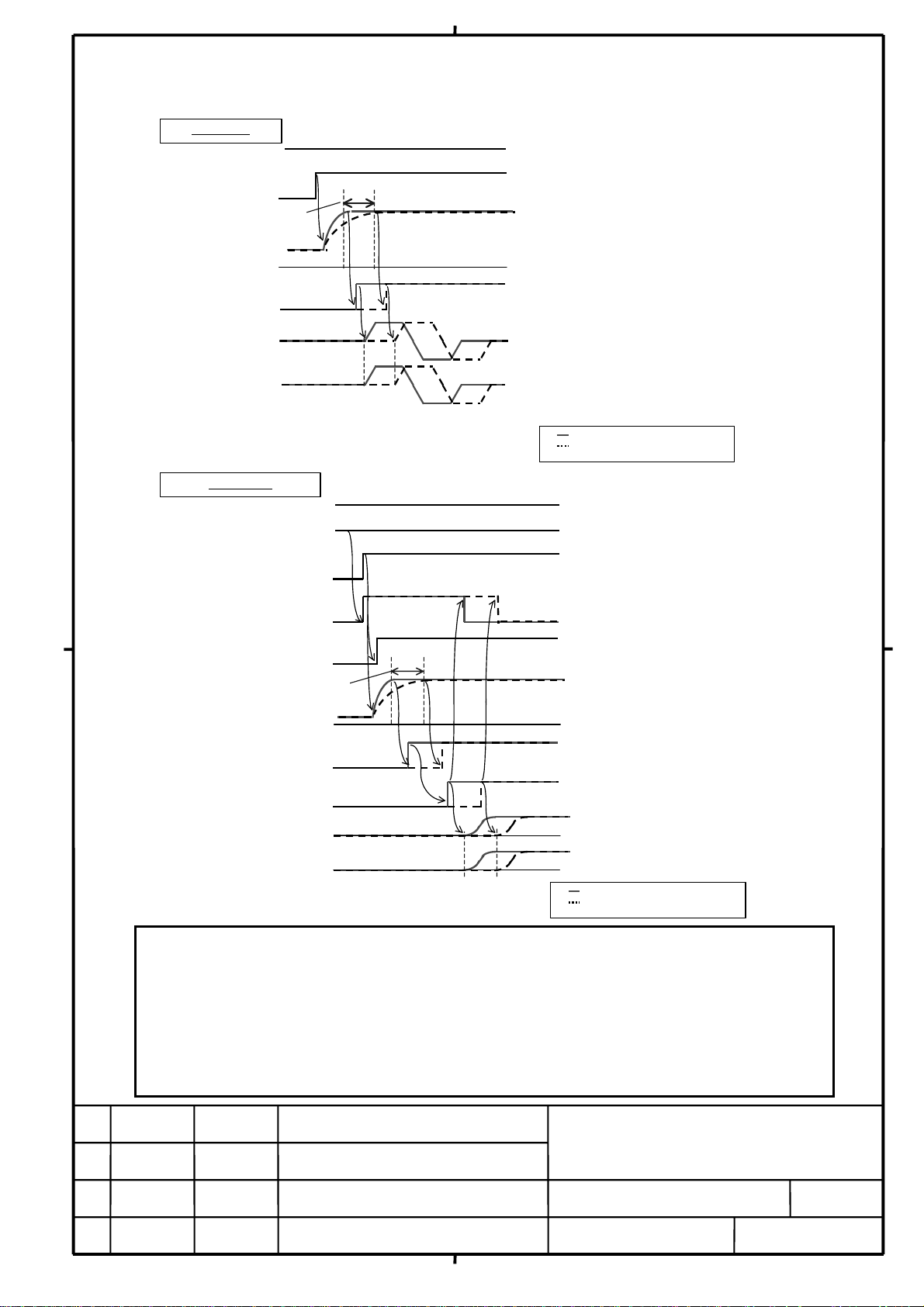
3. Examples of application
Rigid tapping
Shortening the rising time
of ma
netic flux
Cs contouring
Shortening the rising time
of magnetic flux
1
Forward/reverse rotation command (SFR/SRV)
Rigid tapping mode
Magnetic flux
Position loop
Move command
Spindle speed
With Magnetic Fl ux Boost Function
Without Magnetic Flux Boost Function
1
1
1
Cs axis coordinate setup request signal
0
1
Spindle contour control change complet ion signal
ON
1
Reference position establishment signal
Forward/reverse rotation command
Cs axis origin setup status signal
Spindle contour control change signal
(SFR/SRV)
(CSPEN)
(CON)
(CSFI)
(FSCSL)
Magnetic Flux
Position loop
ZRFx)
Move command
Cs axis speed
With Magnetic Fl ux Boost Funct ion
Without Magnetic Fl ux Boost Function
Note
*1 The Magnetic Flux Boost Function is enabled if spindle speed is zero(SSTA=1) and
velocity command is zero when changing to rigid tap mode or Cs contouring mode.
*2 The Magnetic Flux Boost Function is not enabled if reference positon return is
commanded immediately after changing to Cs contouring mode. So, this function is
effective with using Cs axis coordinate setup function.
(As for Cs axis coordinate setup function, refer to the Connection manual(Function) of
relevant CNC)
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
5/12
S
CUS
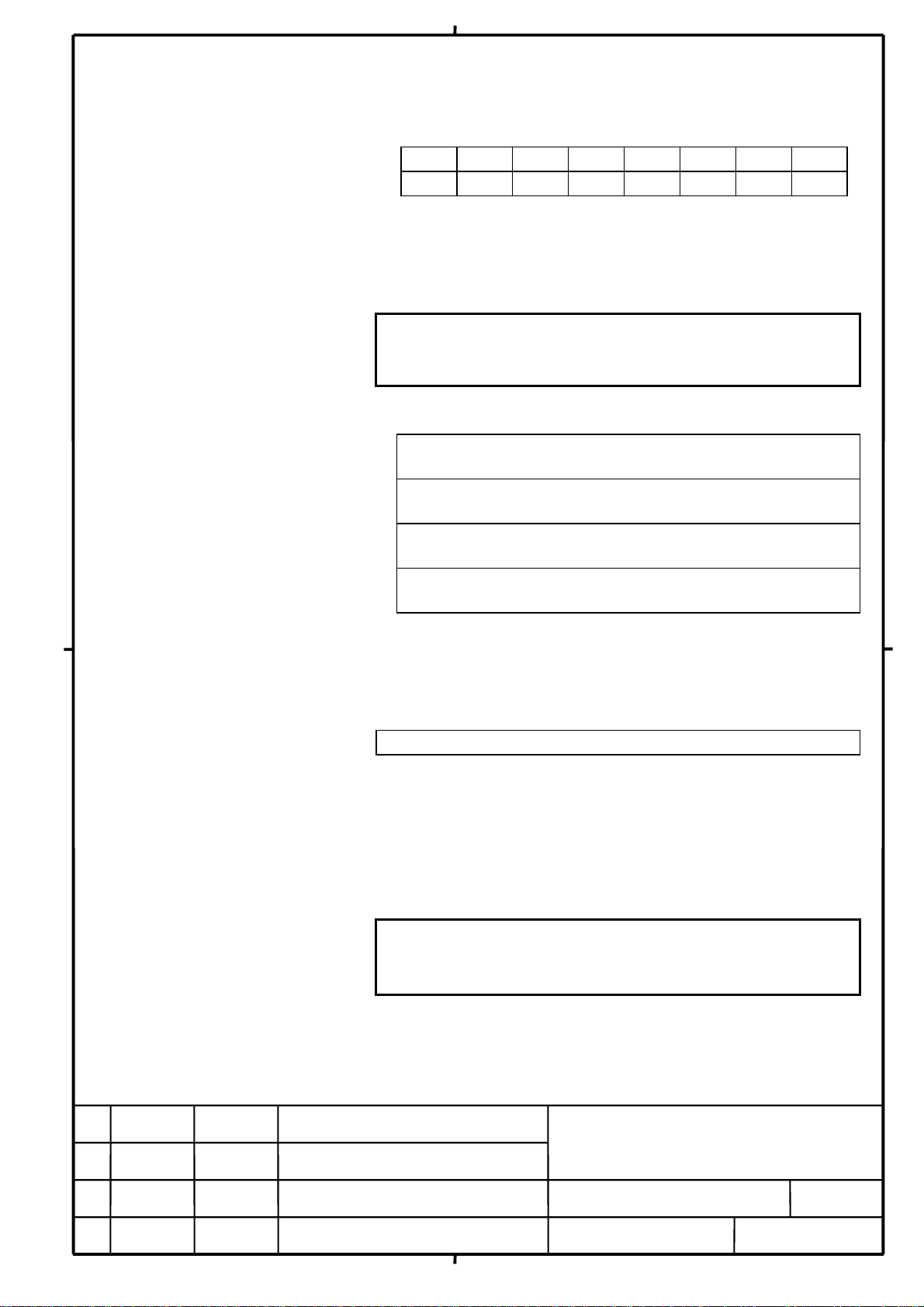
4. Parameters
16i,0i-B/C 30i,0i-D
Main 3353 4353 4353
Sub 3374 4374 4374
Main 3124 4124 4124
Main 3155 4155 4155
Sub 3332 4332 4332
Sub 3333 4333 4333
3099 4099 4099
15i
FBSTCS Whether to enable Magenetic Flux Boost Function
16i,0i-B/C 30i,0i-D
15i
16i,0
15i
i-B/C 30i,0i-D
Unit of data: 1ms
Valid data range: 0 to 32767
Standard settingvalue: 0
0: Disable Magenetic Flux Boost Function
1: Enable Magenetic Flux Boost Function
NOTE
・ In case of the sub spindle in spindle switching control, this function is
This parameter specifies the setting on Magnetic Flux Boost Function.
Please refer to “5. Adjustment procedure of parameters” about setting of this paremeter
Dlay time for stable motor exitation
This parameter sets a period of time required until motor excitation becomes stable in
rigid tapping or Cs contouring mode.
注
#7 #6 #5 #4 #3 #2 #1 #0
FBTCSC
FBTCSC
available for rigid tap mode
Magnetic flux boost completion level (high speed characteristics)/
Magnetic flux boost constant (high speed characteristics)
Magnetic flux boost completion level (low speed characteristics)/
Magnetic flux boost constant (low speed characteristics)
Magnetic flux boost completion level (high speed characteristics)/
Magnetic flux boost constant (high speed characteristics)
Magnetic flux boost completion level (low speed characteristics)/
Magnetic flux boost constant (low speed characteristics)
In general, set a value from about 300 to 400 (300 to 400ms), even
when the Magnetic Flux Boost Function is used.
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
6/12
S
CUS
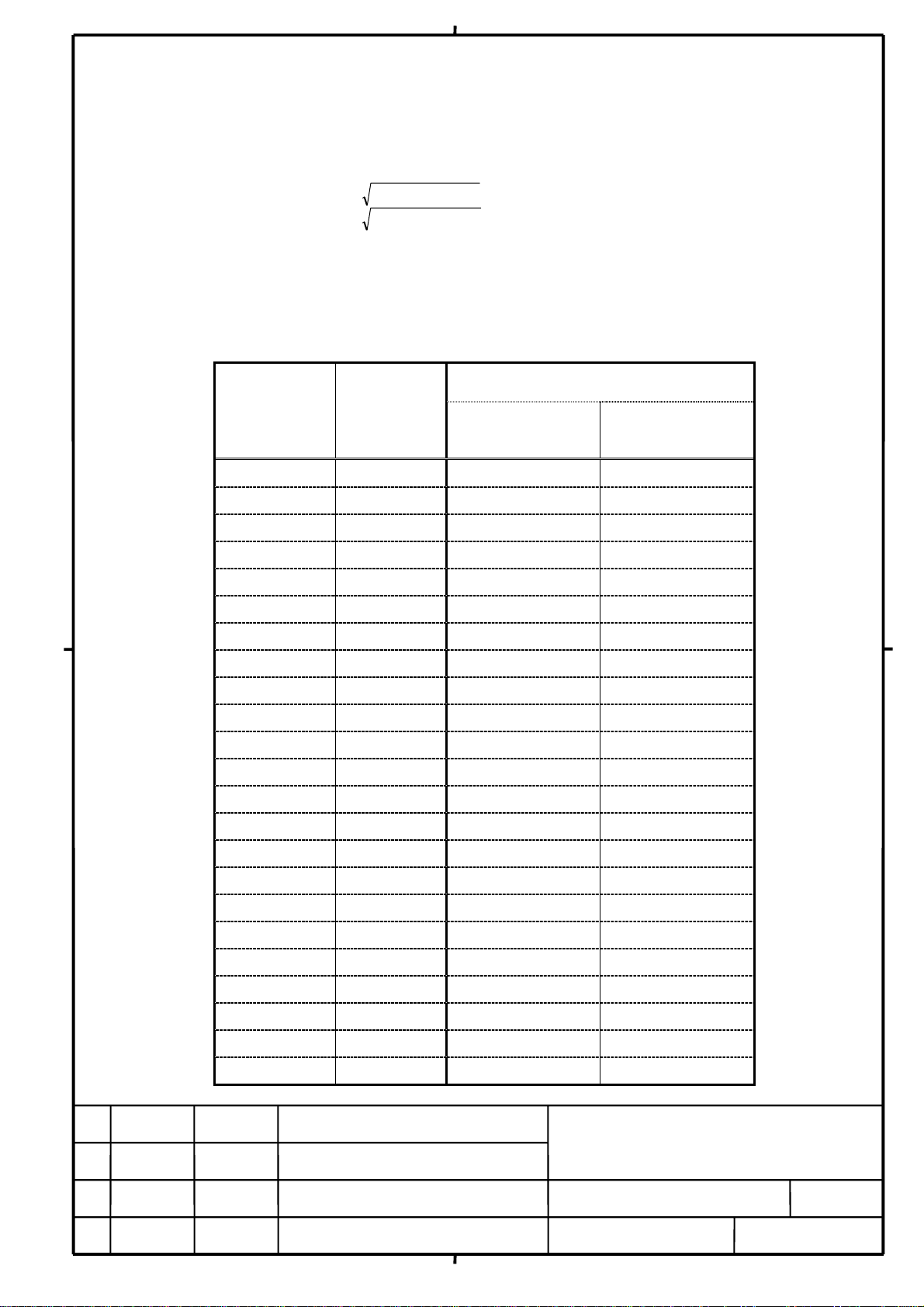
5. Adjustment procedure of parameters
1.If the motor model is not included in the below list, calculate parameter of No.4124(without speed
range switching or for high-speed characteristic) and No.4155(for low-speed characteristic) value
according to the following equation.
(( ))
(( ))
2
2
1009.01100/4111.No,255MIN243204124.No
××++=
1009.01100/4147.No,255MIN243204155.No
××++= (No.4155=0 without speed range switching control)
2.If there is some vibration of spindle during boosting magnetic flux, decreased the value of
No.4124 (No.4155) by 10 and more 10 if necessary (The minimum value of the parameter setting
is 24420)
■Parameter list of No.4124 (No.4155)
a.Spindle motor α
iI series(200V)
Magnetic Flux Boost completion level
/ Magnetic flux boost constant
No.4124
(high-speed
characteristic)
No.4155
(low-speed
characteristic)
Motor model
Applicable
amplifier
αiI 0.5/10000 αiSP2.2 24570 0
αiI 1/10000 αiSP2.2 24448 0
αiI 1.5/10000 αiSP5.5 24535 0
αiI 2/10000 αiSP5.5 24501 0
αiI 3/10000 αiSP5.5 24521 0
αiI 6/10000 αiSP11 24570 0
αiI 8/8000 αiSP11 24497 0
αiI 12/7000 αiSP15 24499 0
αiI 15/7000 αiSP22 24556 0
αiI 18/7000 αiSP22 24575 0
αiI 22/7000 αiSP26 24564 0
αiI 30/6000 αiSP45 24575 0
αiI 40/6000 αiSP45 24575 0
αiI 50/4500 αiSP55 24575 0
αiI 1.5/15000 αiSP15 24505 0
αiI 2/15000 αiSP22 24501 0
αiI 3/12000 αiSP11 24513 0
αiI 6/12000 αiSP11 24464 24570
αiI 8/10000 αiSP11 24493 24497
αiI 12/10000 αiSP15 24499 24499
αiI 15/10000 αiSP22 24515 24556
αiI 18/10000 αiSP22 24570 24575
αiI 22/10000 αiSP26 24477 24531
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
7/12
S
CUS
b.Spindle motor αiIP series(200V)
Motor model
αiIP 12/6000 αiSP11
αiIP 12/8000 αiSP11
αiIP 15/6000 αiSP15
αiIP 15/8000 αiSP15
αiIP 18/6000 αiSP15
αiIP 18/8000 αiSP15
αiIP 22/6000
αiIP 22/8000 αiSP22 24575 24575
αiIP 30/6000 αiSP22 24575 24575
αiIP 40/6000 αiSP26 24575 24575
αiIP 50/6000 αiSP26 24575 24575
Applicable
amplifier
iSP22
α
Magnetic Flux Boost completion level
/ Magnetic flux boost constant
No.4124
(high-speed
characteristic)
No.4155
(low-speed
characteristic)
24575 24575
24575 24575
24575 24575
24575 24575
24541 24575
24541 24575
24575 24575
c.Spindle motor α
αiIP 60/4500 αiSP30 24575 24575
iIT series(200V)
Magnetic Flux Boost completion level
Motor model
Applicable
amplifier
αiIT 1.5/15000 αiSP15
αiIT 2/15000 αiSP22
αiIT 3/12000 αiSP11
αiIT 6/12000 αiSP15
αiIT 8/12000 αiSP15
αiIT 8/15000 αiSP26
αiIT 15/10000 αiSP22
αiIT 15/12000 αiSP30
αiIT 22/10000 αiSP26
/ Magnetic flux boost constant
No.4124
(high-speed
characteristic)
No.4155
(low-speed
characteristic)
24505 0
24501 0
24513 0
24509 24575
24447 24491
24450 24514
24515 24556
24566 24575
24477 24531
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
8/12
S
CUS
d.Spindle motor α
e.Spindle motor α
iI series(400V)
Motor model
αiI 0.5/10000HV αiSP5.5HV
αiI 1/10000HV αiSP5.5HV
αiI 1.5/10000HV αiSP5.5HV
αiI 2/10000HV αiSP5.5HV
αiI 3/10000HV αiSP5.5HV
αiI 6/10000HV αiSP11HV
αiI 8/8000HV αiSP11HV
αiI 12/7000HV αiSP15HV
αiI 15/7000HV αiSP30HV
αiI 22/7000HV αiSP30HV
αiI 30/6000HV αiSP45HV
αiI 40/6000HV αiSP45HV
αiI 60/4500HV αiSP75HV
αiI 100/4000HV αiSP75HV
Applicable
amplifier
iIP series(400V)
Motor model
αiIP 15/6000HV αiSP15HV
αiIP 40/6000HV αiSP30HV
αiIP 50/6000HV αiSP30HV
Applicable
amplifier
Magnetic Flux Boost completion level
/ Magnetic flux boost constant
No.4124
(high-speed
characteristic)
No.4155
(low-speed
characteristic)
24558 0
24449 0
24537 0
24575 0
24551 0
24575 0
24544 0
24562 0
24575 0
24539 0
24575 0
24564 0
24575 0
24533 24553
Magnetic Flux Boost completion level
/ Magnetic flux boost constant
No.4124
(high-speed
characteristic)
No.4155
(low-speed
characteristic)
24575 24575
24575 24575
24541 24575
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
9/12
S
CUS
f.Spindle motor α
iIT series(400V)
Motor model
αiIT 1.5/15000HV αiSP15HV
αiIT 3/12000HV αiSP11HV
αiIT 6/12000HV αiSP15HV
αiIT 8/12000HV αiSP15HV
αiIT 8/15000HV
αiIT15/10000HV
αiIT15/12000HV
αiIT22/10000HV
Applicable
amplifier
iSP15HV
α
iSP30HV
α
iSP30HV
α
α
iSP30HV
Magnetic Flux Boost completion level
/ Magnetic flux boost constant
No.4124
(high-speed
characteristic)
No.4155
(low-speed
characteristic)
24548 0
24513 0
24513 24575
24447 24510
24494 24575
24544 24575
24575 24575
24489 24575
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
10/12
S
CUS
g.Built-in spindle motor B
Motor model
BiI 50S/30000 αiSP2.2
BiI 50M/25000 αiSP2.2
BiI 50L/25000 αiSP5.5
BiI 80S/20000 αiSP5.5
BiI 80M/15000 αiSP2.2
BiI 80L/8000
BiI 100S/12500
BiI 112SS/20000
BiI 112S/15000 αiSP22
BiI 112M/15000 αiSP11
BiI 112L/15000 αiSP30
BiI 112LL/15000
BiI 132M/14000
BiI 132L/14000
iI series(standard type)
Applicable
amplifier
iSP5.5
α
iSP5.5
α
iSP11
α
iSP30
α
iSP30
α
α
iSP30
Magnetic Flux Boost completion level
/ Magnetic flux boost constant
No.4124
(high-speed
characteristic)
24575 0
24551 0
24575 0
24506 24569
24448 0
24535 0
24551 0
24575 24575
24487 24575
24568 0
24575 24575
24575 24575
24575 24575
24575 24575
No.4155
(low-speed
characteristic)
BiI 160S/13000 αiSP22
BiI 160M/13000 αiSP30
BiI 160L/13000 αiSP22
α
BiI 160LL/13000
BiI 170S/6000
BiI 170M/6000
BiI 180M/6000
BiI 180L/6000
BiI 180LL/8000 αiSP30
BiI 200S/6000
BiI 200M/6000 αiSP30
BiI 200L/6000 αiSP45
BiI 250S/6000 αiSP45
BiI 250M/3000
iSP30
α
iSP22
α
iSP26
α
iSP30
α
iSP30
α
iSP37
α
iSP55
24575 24575
24575 24575
24575 24575
24575 24575
24533 24575
24575 24575
24575 24575
24575 24575
24575 24575
24575 24575
24575 24575
24575 24575
24514 24575
24575 24575
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
Date Ed.
T.Tsutsumi Newly
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
11/12

S
CUS
h.Built-in spindle motor B
Motor model
BiI 40S/70000 αiSP2.2
BiI 40M/70000 αiSP11
BiI 60SS/50000 αiSP11
BiI 60S/50000 αiSP22
BiI 80S/40000 αiSP45
BiI 100S/20000 αiSP22
BiI 100S/30000 αiSP30
BiI 100L/30000 αiSP30
BiI 112S/20000
BiI 112M/20000
BiI 112L/20000
BiI 112L/25000
BiI 160M/20000
BiI 160L/20000
iI series(high speed type)
Applicable
amplifier
iSP30
α
iSP30
α
iSP30
α
iSP75HV
α
iSP30
α
α
iSP30
Magnetic Flux Boost completion level
/ Magnetic flux boost constant
No.4124
(high-speed
characteristic)
No.4155
(low-speed
characteristic)
24467 0
24575 0
24575 0
24575 24575
24575 0
24575 24575
24569 24575
24575 24575
24575 24575
24499 24575
24522 24575
24575 24575
24575 24575
24575 24575
BiI 160LL/20000
BiI 200S/10000
iSP75HV
α
iSP75HV
24575 24575
24575 24575
α
TITLE
Magnetic Flux Boost
Function Description
08.06.24 01
T.Tsutsumi Newly
Date Ed.
Design.
DRAW. No.
B-65280EN/07-02
HEET
T.
12/12
TITLE
DRAW
Improvement of spindle parameter specification
for rigid tapping and spindle synchronous control
1. Type of applied documents
Name
Spec. No./Ver. B-65280EN/07
2. Summary of Change
Group Name / Outline
FANUC AC SPINDLE MOTOR αi series,
FANUC AC SPINDLE MOTOR βi series,
FANUC BUILT-IN SPINDLE MOTOR Bi series
PARAMETER MANUAL
New, Add
Correct, Del
Applicable
Date
Basic Function
Optional
Function
Unit
Maintenance
Parts
Notice
Correction
EDIT
Another Improvement of parameter specification for rigid
tapping and spindle synchronous control
G.Li 08.06.24 01
DESCRIPTION DESIGNDATE
No.
.
Add 2008.06
Improvement of parameter specification for
rigid tapping and spindle synchronous
control
B-65280EN/07-03
FANUC LTD
Page
1/6
TITLE
DRAW
Improvement of spindle parameter specification
for rigid tapping and spindle synchronous control
(1) General
Concerning spindle parameters for rigid tapping and spindle synchronous control, common parameters
have been used for velocity loop gain, position gain and motor voltage. So the specifications are improved
to set separately.
This manual describes new parameters for the separate setting. And if the new
parameter is set to 0, the common parameter is available as before.
(2) Series and edition of software
Spindle software series and edition
Series Edition Usable CNC
9D70 O(15)or later FANUC Series 30i /31i /32i
9D80 K(11)or later
CNC software series and edition
In case of 30i Series, applicable software is as follows.
Series Edition Usable CNC
G002/G012/G022/G032 X(24) or later
G003/G013/G023/G033 G(07) or later
G121/G131 X(24) or later
G123/G133 G(07) or later
G101/G111 X(24) or later
G103/G113 G(07) or later
G201 X(24) or later
G203 G(07) or later
FANUC Series
FANUC Series 0i–D
FANUC Series 30
FANUC Series 31i /310i /310is –A5
FANUC Series 31i /310i /310is –A
FANUC Series 32
30i /31i /32i ,
i /300i /300is –A
i /320i /320is –A
EDIT
G.Li 08.06.24 01
DESCRIPTION DESIGNDATE
Improvement of parameter specification for
rigid tapping and spindle synchronous
control
.
No.
FANUC LTD
B-65280EN/07-03
Page
2/6
TITLE
DRAW
(3) List of parameters
Velocity loop proportional gain(HIGH) CTH1A=0
1
Velocity loop proportional gain(LOW) CTH1A=1
Velocity loop integral gain (HIGH) CTH1A=0
2
Velocity loop integral gain (LOW)
Position gain(HIGH) CTH1A=0,CTH2A=0 No.4065
Position gain(MEDIUM HIGH)
CTH1A=0,CTH2A=1
3
Position gain(MEDIUM LOW)
CTH1A=1,CTH2A=0
Position gain(LOW) CTH1A=1,CTH2A=1 No.4068
Motor voltage (High-speed characteristics)
4
Motor voltage (Low-speed characteristics)
(4) Details of parameters
(4-1)
Velocity loop proportional gain parameters
4044
4045
Unit of data:
Valid data range: 0 to 32767
Standard setting value: 10
These parameters set a velocity loop proportional gain for rigid apping
30i,0i -D
CTH1A=1
Rigid
tapping
No.4044
No.4045
No.4052
No.4053
No.4066
No.4067
No.4085
No.4137
Spindle synchronous
control
No.4044 No.4550=0
No.4550 No.4550≠0
No.4045 No.4551=0
No.4551 No.4551≠0
No.4052 No.4552=0
No.4552 No.4552≠0
No.4053 No.4553=0
No.4553 No.4553≠0
No.4065 No.4554=0
No.4554 No.4554≠0
No.4066 No.4555=0
No.4555 No.4555≠0
No.4067 No.4556=0
No.4556 No.4556≠0
No.4068 No.4557=0
No.4557 No.4557≠0
No.4085 No.4558=0
No.4558 No.4558≠0
No.4137 No.4559=0
No.4559 No.4559≠0
Condition
Velocity loop proportional gain for rigid tapping /spindle synchronous control
(HIGH) CTH1A=0
Velocity loop proportional gain for rigid tapping/spindle synchronous control
(LOW) CTH1A=1
(servo mode) or spindle synchronous control. When the input signal
CTH1A=0,(HIGH) is selected. When the input signal CTH1A=1,
(LOW) is selected.
NOTE
If No.4550/No.4551≠0, No.4550/ No.4551 is valid for spindle
synchronous control.
EDIT
G.Li 08.06.24 01
DESCRIPTION DESIGNDATE
Improvement of parameter specification for
rigid tapping and spindle synchronous
control
.
No.
FANUC LTD
B-65280EN/07-03
Page
3/6
TITLE
DRAW
4550
4551
30i,0i -D
Unit of data:
Valid data range: 0 to 32767
Standard setting value: 0
These parameters set a velocity loop proportional gain for spindle
(4-2)Velocity loop integral gain parameters
4052
4053
30i,0i -D
Unit of data:
Valid data range: 0 to 32767
Standard setting value: 10
Velocity loop proportional gain for spindle synchronous control (HIGH)
CTH1A=0
Velocity loop proportional gain for spindle synchronous control (LOW)
CTH1A=1
synchronous control . When the input signal CTH1A=0,(HIGH) is
selected. When the input signal CTH1A=1,(LOW) is selected.
NOTE
If No.4550/No.4551=0, No.4044/ No.4045 is valid for both
spindle synchronous control and rigid tapping.
Velocity loop integral gain for rigid tapping/spindle synchronous control
(HIGH) CTH1A=0
Velocity loop integral gain for rigid tapping/spindle synchronous control
(LOW) CTH1A=1
These parameters set a velocity loop integral gain for rigid tapping
(servo mode ) or spindle synchronous control. When the input signal
CTH1A=0,(HIGH) is selected. When the input signal CTH1A=1,
(LOW) is selected.
NOTE
If No.4552/No.4553≠0, No.4552/ No.4553 is valid for spindle
synchronous control.
4552
4553
30i,0i -D
Velocity loop integral gain for spindle synchronous control (HIGH) CTH1A=0
Velocity loop integral gain for spindle synchronous control (LOW) CTH1A=1
Unit of data:
Valid data range: 0 to 32767
Standard setting value: 0
These parameters set a velocity loop integral gain for spindle
synchronous control. When the input signal CTH1A=0,(HIGH) is
selected. When the input signal CTH1A=1, (LOW) is selected.
NOTE
If No.4552/No.4553=0, No.4052/ No.4053 is valid for both
spindle synchronous control and rigid tapping.
DESCRIPTION DESIGNDATE
Improvement of parameter specification for
rigid tapping and spindle synchronous
control
.
No.
B-65280EN/07-03
FANUC LTD
Page
4/6
EDIT
G.Li 08.06.24 01
TITLE
DRAW
S
S
/
(4-3) Position gain parameters
4065
4066
4067
4068
30i,0i -D
Unit of data: 0.01sec
Valid data range: 0 to 32767
Standard setting value: 1000
4554
4555
4556
4557
30i,0i -D
Unit of data: 0.01sec
Valid data range: 0 to 32767
Standard setting value: 0
pindle position gain for rigid tapping/spindle synchronous control
(HIGH) CTH1A=0, CTH2A=0
Spindle position gain for rigid tapping/spindle synchronous control
(MEDIUM HIGH) CTH1A=0, CTH2A=1
Spindle position gain for rigid tapping/spindle synchronous control
(MEDIUM LOW) CTH1A=1, CTH2A=0
Spindle position gain for rigid tapping/spindle synchronous control
(LOW) CTH1A=1, CTH2A=1
-1
These parameters set a position gain for rigid tapping (servo mode) or
spindle synchronous control.A parameter is selected according to the
input siganals CTH1A and CTH2A.
NOTE
If No.4554/No.4555/No.4556/No.4557≠0, No.4554/No.4555
No.4556 /No.4557 is valid for spindle synchronous control.
pindle position gain for spindle synchronous control
(HIGH) CTH1A=0, CTH2A=0
Spindle position gain for spindle synchronous control
(MEDIUM HIGH) CTH1A=0, CTH2A=1
Spindle position gain for spindle synchronous control
(MEDIUM LOW) CTH1A=1, CTH2A=0
Spindle position gain for spindle synchronous control
(LOW) CTH1A=1, CTH2A=1
-1
These parameters set a position gain for spindle synchronous control.
A parameter is selected according to the input siganals CTH1A and CTH2A.
NOTE
If No.4554/No.4555/No.4556/No.4557=0, No.4065/No.4066
No.4067 /No.4068 is valid for both spindle synchronous control
and rigid tapping.
EDIT
G.Li 08.06.24 01
DESCRIPTION DESIGNDATE
Improvement of parameter specification for
rigid tapping and spindle synchronous
control
.
No.
FANUC LTD
B-65280EN/07-03
Page
5/6
TITLE
DRAW
(4-4) Motor voltage parameters
4085
4137
Unit of data: 1%
Valid data range: 0 to 100
Standard setting value: Depends on the model
30i,0i -D
Motor voltage for rigid tapping/spindle synchronous control
(High-speed characteristics)
Motor voltage for rigid tapping/spindle synchronous control
(Low-speed characteristics)
These parameters set a motor voltage for rigid tapping (servo mode)
or spindle synchronous control.
When performing rigid tapping,set 100 usually. When setting a value
less than 100,set bit 1 of No.4540 to 1 as the setting of control
characteristics for rigid tapping .
When performing spindle synchronous control, usually set the same
value as for the setting of a motor voltage (No.4083/ No.4136) for the
velocity control mode.
NOTE
If No.4558/No.4559≠0, No.4558/No.4559 is valid for spindle
synchronous control.
4558 Motor voltage for spindle synchronous control (High-speed characteristics)
4559 Motor voltage for spindle synchronous control (Low-speed characteristics)
Valid data range: 0 to 100
Standard setting value: 0
30i,0i -D
Unit of data: 1%
These parameters set a motor voltage for spindle synchronous control.
Usually set the same, value as for the setting of a motor voltage
(No.4083/ No.4136) for the velocity control mode.
NOTE
If No.4558/No.4559=0, No.4085/No.4137 is valid for both
spindle synchronous control and rigid tapping.
EDIT
G.Li 08.06.24 01
DESCRIPTION DESIGNDATE
Improvement of parameter specification for
rigid tapping and spindle synchronous
control
.
No.
FANUC LTD
B-65280EN/07-03
Page
6/6
S
CUS
1. Type of applied documents
Name
Spec. No./Ver.
2. Summary of Change
Group Name / Outline
Basic Function
Optional
Function
Unit
Maintenance
Parts
Notice
Correction
Another
Change of spindle software series name
(9D50 series
→ 9D5A series)
FANUC AC SPINDLE MOTOR αi series,
FANUC AC SPINDLE MOTOR βi series,
FANUC BUILT-IN SPINDLE MOTOR Bi series
PARAMETER MANUAL
B-65280EN/07
New, Add
Correct, Del
9D5A series is the succeeding software to 9D50 series. Add 2008.06
Applicable
Date
01
1
08.06.25
Date Ed.
Ts ut sum i
Design.
TITLE
DRAW. No.
Change of spindle software series name
(9D50 series → 9D5A series)
B-65280EN/07-04
HEET
T.
1/2
S
CUS
Change of spindle software series name (9D50 series → 9D5A series)
1. General
The name of a spindle software series is changed.
9D5A series is the succeeding software to 9D50 series, and 9D50/Y(25) is revised to 9D5A/A(01).
…→ 9D50/X →(revise)→ 9D50/Y →(revise)→ 9D5A/A →…
2. Spindle software series, drawing No. and amplifier specification No.
Software
series
9D50 series
(Old)
↓
9D5A series
(New)
• Only the name of the spindle software is changed.
• The specification No. of the amplifier is not changed.
• 9D5A series is revised from 9D50 series, and has an upper compatibility with 9D50 series.
Software
drawing No.
A06B-6111-H550
Amplifier specification No. Notes
αiSP
β
iSVSP
A06B-6111-Hxxx#H550
A06B-6112-Hxxx#H550
A06B-6121-Hxxx#H550
A06B-6122-Hxxx#H550
A06B-6134-Hxxx#A
A06B-6134-Hxxx#D
For induction spindle motors
For induction spindle motors
16i/18i/21i,
0
i-B/C, 15i, PMi-D
0
i-B/C
01
1
08.06.25
Date Ed.
Ts ut sum i
Design.
TITLE
DRAW. No.
Change of spindle software series name
(9D50 series → 9D5A series)
B-65280EN/07-04
HEET
T.
2/2
S
CUS
1. Type of applied documents
Name
Spec. No./Ver.
2. Summary of Change
Group Name / Outline
Basic Function
Optional
Function
Unit
Maintenance
Parts
Notice
Correction
Another
Revision of spindle software (sensorless) (9D60/E)
FANUC AC SPINDLE MOTOR αi series,
FANUC AC SPINDLE MOTOR βi series,
FANUC BUILT-IN SPINDLE MOTOR Bi series
PARAMETER MANUAL
B-65280EN/07
New, Add
Correct, Del
Revision of spindle software 9D60/E Add 2008.08
Applicable
Date
01
1
08.08.06
Date Ed.
Morita
Design.
TITLE
Revision of spindle software (sensor less)
(9D60/E)
DRAW. No.
B-65280EN/07-05
HEET
T.
1/3
S
CUS
Revision of spindle software (sensorless) (9D60/E)
1. General
Spindle software for βiSVSP (sensorless spindle) and αiSP(TYPE C) was revised as follows.
2. Software series, edition and applied spindle amplifier
Software
drawing No.
Software
edition
Spindle amplifier specification
A06B-6165-Hxxx#H560
A06B-6116-H560
9D60
edition E(05)
A06B-6134-Hxxx#C
A06B-6116-Hxxx#H560
3. Contents of modification
(1) βiSVSP (A06B-6165-Hxxx#H560) for FS0i-D is supported.
(2) Model code of a βiΙ spindle motor (sensorless) is added. Refer to item4.
Model code Motor model Applicable amplifier
252
βiΙ 3/6000 βiSVSP*-7.5 (6165)
01
1
08.08.06
Date Ed.
Morita
Design.
TITLE
Revision of spindle software (sensor less)
(9D60/E)
DRAW. No.
B-65280EN/07-05
HEET
T.
2/3
S
CUS
(
)
1
1
,
,
4. Added model code
Motor model
Applicable amplifier
Model code
Applicable software series and
4040
4042~4045 100
4048
4050~4053 400
edition
Continuous rating
Short-time rating
FS0
i
4001
4002
4010
4011
4012
4013
4019
4020 6000
4041 50
4049 200
4080 75
4083 60
4084 60
4085 60
4100 1500
4101 90
4102 1800
4103 53
4104 400
4105 25
4106 100
4107 800
4108 200
4109 25
4110 928
4111 250
4112 200
4113 1000
4114 0
4115 100
4116 8500
4117 29530
4118 120
4119 10
4120 15
4124 0
4127 164
4129 0
4130 100
4131 12900
4134 110
3/6000
βiΙ
i
SVSP* -7.5
β
6165
252
9D60/E
3.7kW
2000/6000min
5.5kW
1500/6000min
00000001
00000000
00000000
00011000
00000000
00001100
00000000
-
-
TITLE
Revision of spindle software (sensor less)
(9D60/E)
08.08.06
01
1
Morita
Date Ed.
Design.
DRAW. No.
B-65280EN/07-05
HEET
T.
3/3
 Loading...
Loading...