


QUARRYING
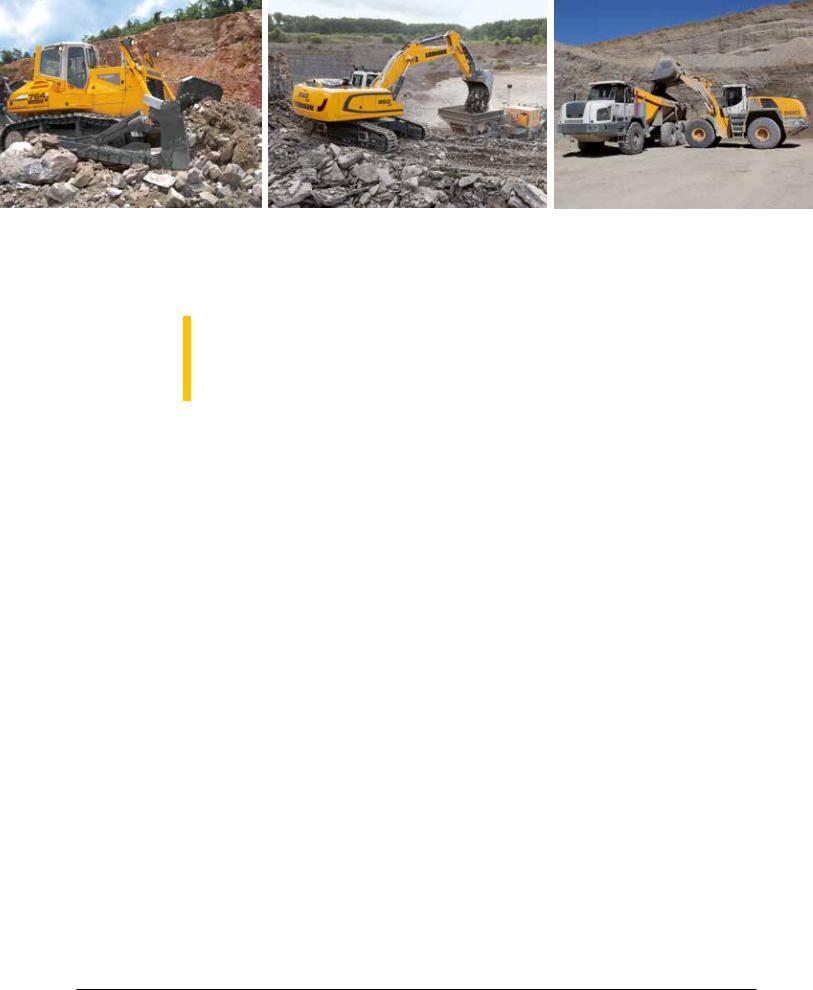
Innovative Machines in Operation
Features: Experience in quarrying and loading Advice: Economy in quarrying
Trends: Protective devices for crawler excavators
Dear
Readers,
The quarrying industry is experiencing a period of rapid growth. At the same time, it is also experiencing growing pressures. In view of increased pricing pressure, companies operating in the industry are being forced to work with maximum efficiency and economy and to do so in an environment that, by its very nature, demands great input in terms of time and cost.
In our special, we will show you specific examples from quarrying in practice. How do companies use Liebherr machines in their quarries and mines? In which operations are they employed? In what kind of environment do the companies work? And how do these companies manage to achieve maximum efficiency?
The reports show that the machines used are an important criterion for working efficiency and operating costs. At the end of the day, the decisions about specific machines and equipment have an effect on the production costs and ultimately on the company’s revenue.
In addition to our customers’ experience, we wish to use this publication to tell you more about our concepts for improving efficiency. The chapter “Economy in quarrying” will give you tips about operating our machines, enabling you to work efficiently and prolong the service life of your machines.
Do you have any ideas, suggestions or questions about the use of machines in quarrying? Please send an email to quarrying@liebherr.com.
The Editorial Team
2 // Quarrying
|
|
|
|
Content |
|
|
|
|
|
||
Features |
|
Quarrying in profile |
|
||
Mineral Baustoff GmbH |
|
Carrière des Grands Usages |
|
||
Trimming quarries for economy ........................................................ |
5 |
R 950 SME .................................................................................... |
|
17 |
|
Creaton AG |
|
Carrière des Grands Caous |
|
||
Hooked on creativity with clay .......................................................... |
9 |
R 964 C SME ................................................................................ |
|
28 |
|
Holemans GmbH |
|
The Ambazac and |
|
||
From gravel to sand and on to new lakelands ................................ |
12 |
Montebras quarries |
32 |
||
|
|
||||
a & b Ingoldingen |
|
|
|
|
|
Moraine gravel for asphalt and cement ........................................... |
22 |
Service |
|
|
|
Recycling GmbH Lahnau |
|
Undercarriage |
|
||
All quarrying operations under one umbrella ................................... |
24 |
10 expert tips for long undercarriage service life |
14 |
||
|
|
||||
Geocal Mineração |
|
|
|
|
|
Reliance and partnership for |
|
In detail |
|
|
|
safe quarrying ................................................................................ |
38 |
The Liebherr |
Z tooth system |
|
|
J Swap |
|
|
|||
|
The advantages of the Z tooth system |
31 |
|||
J Swap Contractors in New Zealand: |
|
|
|
|
|
Efficiency in heavy operations ........................................................ |
40 |
Trends |
|
|
|
|
|
|
|
||
Lanwehr Naturstein |
|
Protective devices |
|
||
Third-generation stone quarries |
42 |
|
|||
for crawler excavators |
20 |
||||
|
|
||||
Advice |
|
The retarder on the TA 230 Litronic |
|
||
Economy in quarrying
Braking without compromise ......................................................... |
37 |
Part 1: Story..................................................................................... |
8 |
|
Overview |
Economy in quarrying |
|
Liebherr |
machines in quarrying |
|
Part 2: Wheel loader operating tips ................................................ |
27 |
|
||
|
|
Hydraulic excavators, wheel loaders, dump trucks and crawlers |
|
|
|
|
for heavy-duty operations ............................................................... |
45 |
|
Masthead
Publisher
Liebherr-EMtec GmbH Liebherrstraße 12
88457 Kirchdorf an der Iller (Germany) info.lhb@liebherr.com
Responsible for the content
Liebherr -Werk Bischofshofen GmbH Dr.-Hans-Liebherr-Str. 4
5500 Bischofshofen (Austria) quarrying@liebherr.com
Editorial team
Conrad Freeling, Maria Graffius, Alexander Katrycz, Bettina Köhler, Catherine Pierrat,
Uwe Richter/Richter B2B, Michel Roche, Barbara Specht, Alban Villaume
Layout/design
For Sale Services GmbH, München
© Liebherr-EMtec GmbH
The content may not be copied or disseminated without permission of the publisher.
Quarrying // 3

Feature: Mineral Baustoff GmbH
Trimming quarries for economy
When talking about reducing costs and boosting efficiency, Wolfgang Beckers is in his element. As chief representative and regional manager of Mineral Baustoff GmbH for the German state of Thuringia,
he has economically optimized five of the company’s quarries to the last detail. One way of achieving his ambitious goals is by keeping distances short, but another is the efficient use of Liebherr machines.
With around 200 quarries and gravel pits, Mineral Baustoff, part of the STRABAG SE Group, is one of the largest raw materials brands in Central, Southeastern and Eastern Europe.
One of the five limestone quarries operated by Wolfgang Beckers is at Eigenrieden, near Mühlhausen. Here, two areas of 17.3 and 29.6 acres are mined. From the forecourt of the office building, we have an unhindered view across both areas. We are able to watch all productions steps, from quarrying at the face through to loading onto the customer’s trucks. One thing that is conspicuous is the fact that there are no dumper trucks or long conveyor belts in use. The entire organization is based on short distances, which saves machines, personnel and time.
“Economy is the be-all and end-all. Our operation is completely mobile.”
Wolfgang Beckers, chief representative and regional manager Mineral Baustoff GmbH for the German state of Thuringia
“Economy is the be-all and end-all. Our operation is completely mobile. We have no stationary systems. We crush the material where we find it. Then we process it, put it on a pile and sell it. In between there are practically no distances to be travelled. We have to be competitive. In sales, every cent per ton makes a difference,” Beckers says. “We produce a broad range of end products here; for example, calcium-magnesium fertilizers, which we sell to the agricultural industry in the area. Then we have products for road building, gardening and landscaping. That includes, for example, frost protection layers, gravel base layers and hydraulically bonded layers.”
Wolfgang Beckers, chief representative and regional manager Mineral Baustoff GmbH for the German state of Thuringia.
A new Liebherr R 950 SME crawler excavator recently started operations at the quarry face loading the crusher. Its reach of 42 ft 8 i is exactly configured for the conditions on site. The bucket size has been optimized for the through put capacity of the crusher. Beckers is proud of his new acquisition. “The excavator has been in operation now for three weeks, and we already have superb experience in terms of productivity and diesel consumption. In addition to the fact that it offers far better performance and a larger bucket capacity, its fuel consumption is lower than that of its predecessor.”
Beckers also puts his faith in Liebherr with his wheel loaders. Three generations are currently working in parallel. The oldest one was built in 2005, the youngest, an L 566 unit of the latest generation, has only just been delivered to the Themar quarry.
“What convinces me about Liebherr are the service intervals, service availability, the advice, the quality and the operation,” Beckers continues. “The machines are extremely durable and highly economical in operation. In particular, diesel consumption is, of course, important for us.”
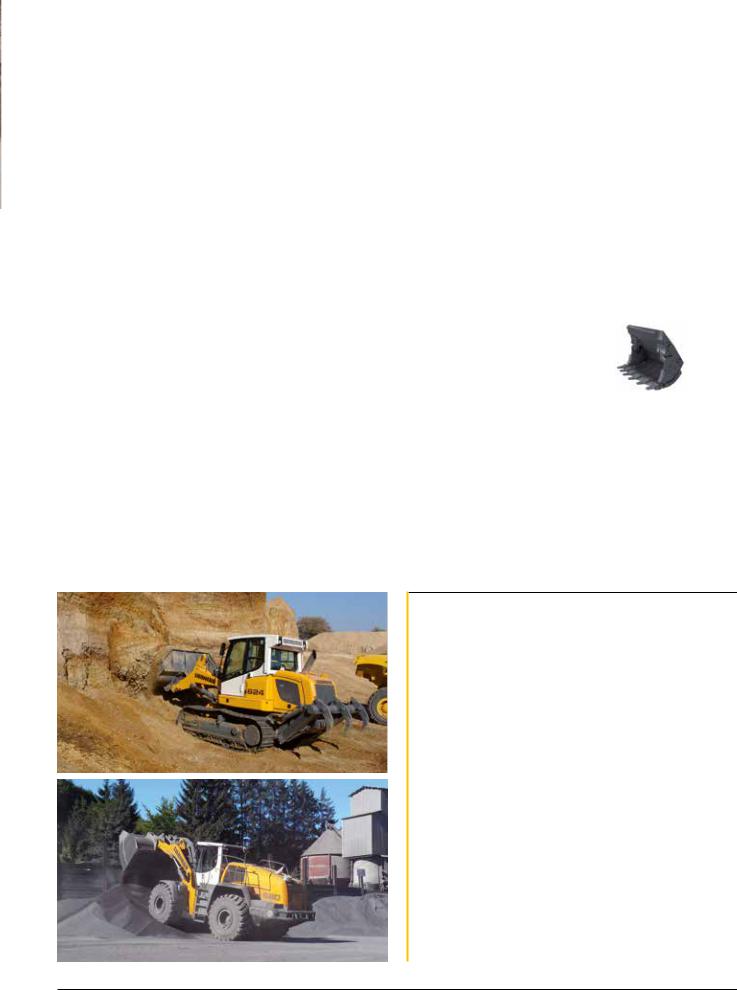
 R 950 SME crawler excavator at the quarry in Eigenrieden: The material is processed on site and sold where it is found.
R 950 SME crawler excavator at the quarry in Eigenrieden: The material is processed on site and sold where it is found.
Before procuring a new machine, economy and durability are carefully scrutinized and documented. “We have made direct comparisons between these machines and competitive models 
Quarrying // 5

Feature: Mineral Baustoff GmbH
Six-chamber blender: Customers order the grade they need when they arrive at the quarry, are given a recipe card and collect their gravel.
in operations,” explains Beckers. “Fuel consumption and material movement have been recorded and compared. This has enabled us to obtain figures for fuel consumption per ton of material quarried. With Liebherr machines, we can save 1.1 to 1.3 up to sometimes even 1.6 gallons of diesel per hour. At 15,000 operating hours per year that makes several thousand US $.”
“Liebherr machines allow us to save 1.1 to 1.3, sometimes even 1.6 gallons of diesel per hour.”
Wolfgang Beckers, chief representative and regional manager Mineral Baustoff GmbH for the German state of Thuringia.
Fuel consumption is not the only criterion that is taken into account for procurements. Service also plays an important role as it has a decisive influence on machine availability. “Machines that are not running immediately run up immense losses. That’s something we can’t afford, and that’s why we use Liebherr machines,” continues Beckers. “With the Nagel Group, we have a truly competent and reliable service partner. Whenever we have a technical question, we always get an answer straight away.” Despite the fact that operations are heavily trimmed towards efficiency, expense is not spared on the machines themselves.
“Our drivers work on the machines for up to 10 hours and must be in top form at all times. That means they get the equipment they need to make work easier. Comfort seats, climate control and auxiliary heating, for example, are features on all our machines,” says Beckers. “This makes work easier and, not least of all, it is a question of safety.” 
6 // Quarrying

Feature: Mineral Baustoff GmbH
Company profile
Mineral Baustoff GmbH
Sector: |
Quarry operator |
Size of company: |
25 quarries and gravel pits, 122 employees |
Founded: |
2008 |
Location: |
Germany, Central, Southeastern and |
|
EasternEurope |
Managing Director: |
Dipl.-Ing. Jörg Henschel, Dipl.-Kfm. Peter Kern |
Website: |
www.mineral.eu.com |
Liebherr machines |
|
in operation: |
L 566, R 950 SME, R 936, etc. |
Loading directly from the pile.
Quarrying // 7
Advice – Part 1
Economy in quarrying
Companies working in the quarrying sector are under enormous pressure to save time and reduce costs. Expenditures for operations and rising fuel costs are forcing companies to work as efficiently and economically as possible. Every company, therefore, asks the question: how can we optimize essential production factors such as equipment, work and energy in order to achieve a good turnover rate while keeping operating costs low?
Two extremely important considerations are improving mining and transportation processes. This starts with the infrastructure and organisation locally and asking: What processes are performed at the site, for example, at the quarry? How fast can the machines operate? How much energy is input to operate the conveyor belts and how much fuel is needed to operate the machines? How well trained are the employees operating these machines? The list of potential savings continues to sustainable mining, resources and the environment. We would like to illustrate these questions by looking at examples of machines. These have a decisive effect on the costs per ton of materials extracted.
Wheel loader: up to 25 % less fuel due to drive concept
Wheel loaders are mainly employed in the industry for loading and transporting materials. In mines and quarries, large wheel loaders with an operating weight of up to 33.1 tons are primarily used. Despite this enormous machine weight and the tough operating conditions, it is important for fuel consumption to be kept low. Liebherr wheel loaders achieve this with a combination of hydrostatic travel drive and the Liebherr Power Efficiency (LPE) system. With this drive concept, all Liebherr wheel loaders of the latest Tier4i / IIIB generation save up to 25 % of fuel compared to other machines of the same size class. While fuel consumption drops, the hydrostatic travel drive makes it possible to achieve greater turnover rates per operating hour. The hydrostatic travel drive allows a particular installation position of the Liebherr diesel engine – transverse or longitudinal at the rear. Compared to
conventionally powered wheel loaders, this leads to a higher tipping load with much lower machine weight and an improved turnover rate per operating hour. The LPE system proactively influences engine management by picking up the electronic signal from the accelerator pedal and computing the most efficient way of carrying out the driver’s wishes.
Hydrostatic drive reduces wear and costs
At the same time, the hydrostatic drive ensures that costs caused by brake and tire wear are reduced. While the freely variable tractive power control reduces tire wear by 25 %, the hydraulic braking effect of the drive system reduces wear on the brakes. Companies are spared the cost of repairs caused by wear, which means lower operating costs and better results.
How much can the impact on the environment and on our natural resources be reduced in mining? 0.3 gal of fuel produces up to 7 lb of carbon dioxide (CO2). By saving up to 1.3 gal per operating hour, up to 33,070 lb less CO2 is produced in 1,000 operating hours.
Excavator automatically switches engine off when idling
The excavator can be equipped with a function that automatically switches the engine off after a certain period spent stationary. In conjunction with the sensorcontrolled automatic idling system, fuel consumption is reduced even further, lessening the environmental impact. To optimally adapt the machine to different conditions, the excavator driver can choose between four different work
modes. Mode “E” (for economy) is recommended for normal working conditions, reducing the impact on both the budget and the environment. A simple touch of a button is all the driver has to do to change modes. A pre-set engine speed or hydraulic output is then made available by the machine.
Driver usage, behavior data improveseconomy
Not every driver uses a machine the same. If you analyze exactly how a machine is driven, you can draw conclusions as to how it can be used more economically. This is exactly what LiDAT – the electronic data transmission and positioning system – does. The data obtained can be used to make the machine even more economical. 
8 // Quarrying
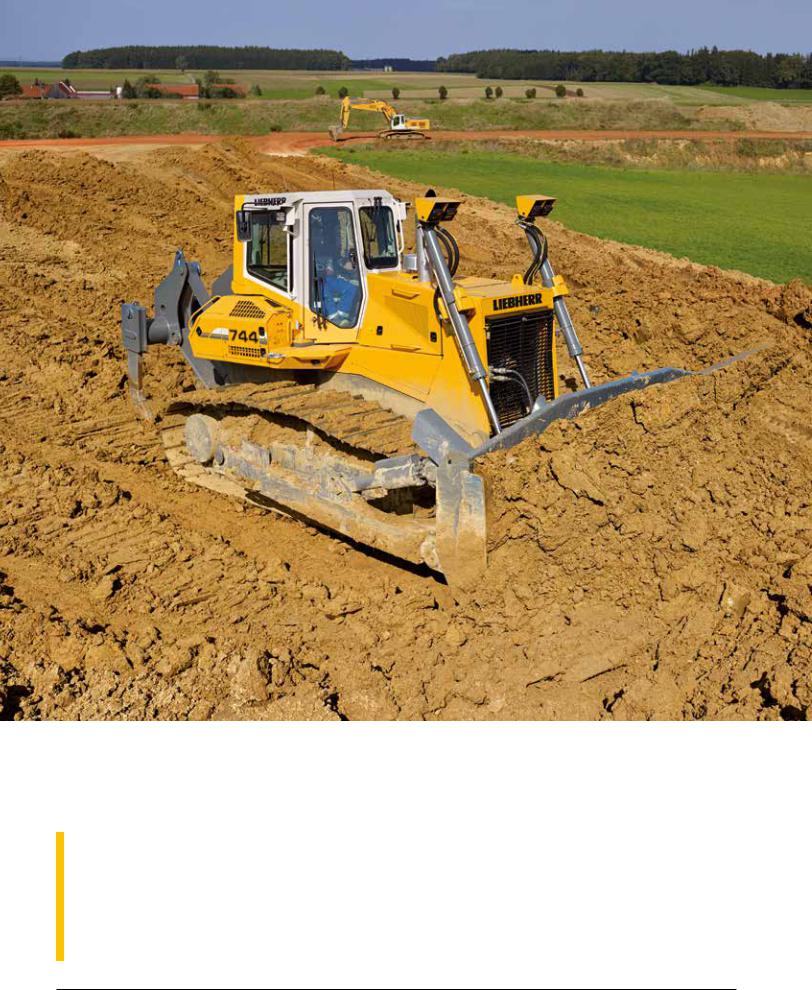
The fuel consumption of the PR 744 Litronic crawler tractor stays low even at full load.
Hooked on creativity with clay
Many forms, many sizes, many colors – from classical to creative. Creaton AG offers a broad range of roof tile brands. Production runs around the clock, 365 days a year. From the production of the raw materials to sales, Creaton does everything itself. The entire process is configured for the continuous operation of huge furnaces that reach a temperature of over 1832°F in their core. 
Quarrying // 9

Feature: Creaton AG
Creaton AG is one of the leading manufacturers of clay tiles in Europe. The company was formed from the merger of the two Bavarian tile works Berchthold and Ott. Berchthold was founded in 1884 in the town of Wertingen near Augsburg, the present-day location of Creaton’s head office.
In total, Creaton AG has 9 locations with 15 plants and about 1000 employees. Approximately 100 employees work at the Bavarian locations of Wertingen and Roggden. Small pan tiles are produced in Wertingen, while beaver tail tiles are made just 1.2 miles away in Roggden. Both products are manufactured in a range of different styles and colors, with about 50 different features such as ventilation or apex tiles. They are delivered to building material wholesalers and larger roofing companies, primarily in Germany and other European countries. But there are also customers in other parts of the world who choose Creaton products. For example, tiles from Wertingen were used to tile the roof of the Hofbräuhaus brew pub in Las Vegas. “We even have companies from Singapore and China on our list of customers,” explains Ferdinand Kanefzky, factory manager at the Wertingen and Roggden locations.
“80 % of our raw materials is loess, 20 % highly plastic clay. The clay decides how easy it is to shape the tiles. Of decisive importance is the exact composition of the different materials extracted and their mixture,” Ferdinand Kanefzky continues, explaining the production of roof tiles in Wertingen. Moisture is
Wheel loaders are used for loading.
Roland and Ferdinand Kanefzky with the final product.
another critical parameter. “We go to great lengths to make sure that we start with perfect raw materials. That begins with the analysis and treatment of the material in the pit and continues through to the meticulous examinations in our own laboratories,” Ferdinand Kanefzky adds, describing each production step.
“Dosage is the first step in preparing the raw materials. The material is then put into a machine, which smashes and mixes the components. It is then sent through two rollers and pressed to about the thickness of a fingernail. After that, it is put into a vacuum chamber where the air is drawn out of the material. Now the tiles can be finished in a press with plaster molds. At this point, it still consists of about 19.5 % moisture. After the next step
– drying – the residual moisture is reduced to 2 %. The final step before the furnace is to apply a glazing, also called engobing, that produces colors for the top layer out of minutely ground clay.
The tiles are placed in furnace cartridges and conveyed automatically through the furnace kiln transporters. The furnace in Wertingen measures some 394 ft long, 16 ft 5 i wide and 13 ft high. It takes 44 hours to pass through its 15 furnace chambers.The maximum furnace temperature is more than 1832 F. The tiles are still at about 176 F when they leave the furnace. The next step is a final examination, part automatic and part manual, before the tiles are sorted into smaller packages that a roofer can easily handle.
Every year, many tons of loess and clay are needed for producing tiles in Wertingen and Roggden. Roland Kanefzky, head of Machine Engineering and of the vehicle fleet, describes the process: “We have to be flexible according to the weather.
10 // Quarrying
Feature: Creaton AG
We cannot extract water from the raw material before molding. That means that the moisture content must not be higher than 20 %, even in the pit. One Liebherr R 954 C crawler excavator is in operation at the spoil. We have Liebherr wheel loaders, one L 586 and one L 538, working on quarrying at the face. We also have an L 580 on order. The main reason was that we could get a certificate of exemption for single journeys for the L 580. That makes it easier to change sites at short notice due to weather.”
To maintain reserves when operations are stopped, piles up to 623 ft 4 in long and 164 ft wide are laid out directly adjacent to the pits, and these are protected with a fleece. The wheel loaders at the face load the dumpers, which carry the material to the piles.
Operations at the face are a great stress on the wheel loaders. The material is highly compressed and very heavy, causing the equipment to operate at full throttle about 80 % of the time. The hydrostatic drive is highly beneficial here. “We have performed direct comparison tests with other machines and have found truly enormous differences,” Roland Kanefzky says. “For example, the Liebherr machines are much more economical in terms of diesel consumption. The Liebherr drive is also easier to meter. After all, we have often experienced overheating problems with converterpowered wheel loaders.”
Ferdinand Kanefzky adds, “We have been working with Liebherr since 1988. Economy, quality and service are what count for us. Diesel consumption is, of course, important, especially for the wheel loaders. Apart from that, we need high-performance machines that can withstand a lot. To date we have very good experience with Liebherr as a company. If ever we have had a problem with a machine, a service representative was always there very fast. The spare parts supply has always worked totally smoothly as well. Nagel is a competent service center dealer close by with very good people who really know what they’re doing with the machines.”
“We have been working with Liebherr since 1988. Economy, quality and service are what count for us.”
Ferdinand Kanefzky, plant manager at the Wertingen and Roggden locations
“We attach great importance to working in harmony with nature,” Ferdinand Kanefzky says, explaining the company’s slogan: “Natural clay sets the tone.” “Protection of the environment is important for us. Creaton is one of the first roof tile manufacturers to be awarded the Bavarian Environmental Medal. We were one of the first to change over from disposable pallets to Europool pallets, and we stopped using plastic foil for our packaging a long
The highly compressed material means driving at full throttle 80 % of the time, which the hydrostatic travel drive handles well.
time ago. We elaborately recultivate mined areas, for example, for agricultural use, or we create a biotope. We have even planted an orchard with 150 fruit trees.” 
Company profile
Creaton AG
Sector: |
|
|
Clay roof tile manufacturing |
||
Size of company: |
9 locations, 15 plants, approx. 1000 employees |
|
Founded: |
1884 |
|
Location: |
Head office at Wertingen, Germany |
|
Managing Director: |
CEO: Stephan Führling |
|
Website: |
www.creaton.de |
|
Liebherr machines |
L 538, L 542, L 566, L 580 IIIB, R 954 C, |
|
in operation: |
PR 744 LGP |
|
Quarrying // 11

Feature: Holemans GmbH
From gravel to sand and on to new lakelands
Many gravel pit lakes on the lower Rhine are former quarrying fields of the Holemans Group. Here in the region between the Ruhr and the Netherlands, companies of the Holemans Group have been extracting gravel and sand before recultivating the areas affected for many decades. For six months, a PR 736 was in use as a practical test machine for the new crawler generation 6.
Thomas Derksen, technical manager.
The roots of the Holemans Group go back to the year 1873 , and the head office is in the town of Rees directly on the Rhine. Its core business is the quarrying and marketing of gravel and sand, and 95 % of this is delivered to the construction industry, where it is used as raw materials in the production of concrete. The family business is now in its third generation and employs 130 people. It’s not just the customers who benefit from the company’s activities. Many protected species of animals and plants find new homes in the gravel pit lakes that are created. And the people in the region enjoy the watery recreation areas.
The companies of the Holemans Group deliver some 4.4 million tons of high-quality gravel and sand every year, mainly to manufacturers of concrete components, concrete transporters and construction materials traders. “Sand and gravel can be found everywhere, for example in buildings, footpaths, roads, bridges and pipes, to name just a few,” says Thomas Derksen, technical manager of Holemans GmbH. “Solar cells and microchips also contain sand.”
Sand is made up of grains of between 0.00025 and 0.08 inches in diameter. Gravel grains are between 0.08 and 1.26 inches in diameter. “Sand and gravel are also split up into various size categories. The individual fractions are separated using different processes and then mixed in precisely defined ratios for the
specific requirements of the customers. “Today, concrete manufacturing is a science in itself. As the industry develops, the requirements on the raw materials are increasing,” says Thomas Derksen, commenting on trends in the sector.
The Holemans Group performs mining and recultivation in stages, many of them in parallel. Embankments and paths are laid, waterside areas fortified and trees planted. Ten Liebherr machines are used in these operations: eight wheel loaders, two wheeled excavators and one crawler.
Holemans has been placing its trust in Liebherr excavators and wheel loaders for many years. The crawlers employed to date include a PR 743. From December 2012 until July 2013, a preproduction machine of the type PR 736 was tested. The tasks of the crawler included shifting and depositing gravel fields and top soil and shaping the topography of the terrain. Some 2100 operating hours were accumulated.
“Service over the entire lifetime of the machine plays a decisive role for us. With Liebherr, we know that we can rely on a quick response and good work.”
Thomas Derksen, technical manager of Holemans GmbH
The PR 736 features an unprecedented electronically regulated travel control with integrated “eco” function and proactive power adjustment, which offers the choice between high power out putand maximum efficiency. “The important thing for us is that we have power for pushing. That makes up 90 percent of our operation,” explains Thomas Derksen. “And the power available is really impressive compared to the predecessor model. Despite this, fuel consumption is on a similar level.”
Other positive aspects for the drivers were the comfort and clarity of the cab, which has been developed completely from scratch. All-round vision provides for additional efficiency and safety – even in the area around the door – thanks to edges that drop
12 // Quarrying
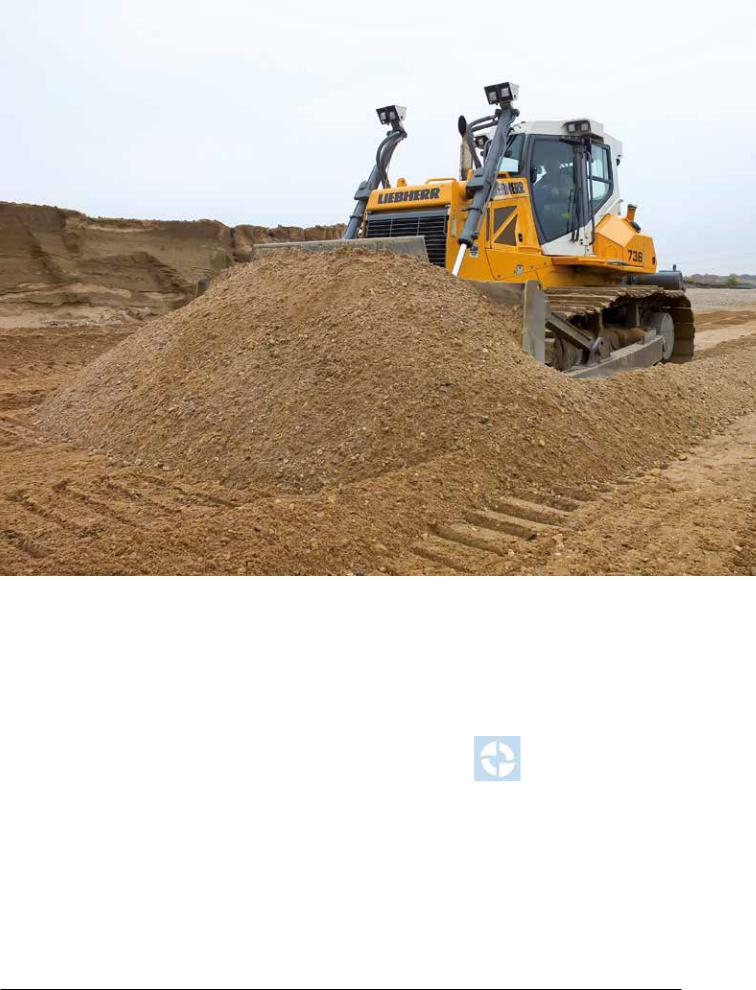
Power is needed here. That accounts for 90 % of our operations.
down to all sides and panoramic glazing. The exhaust system is |
Company profile |
||||
completely hidden behind the A-pillar, which prevents it from |
|||||
obstructing the view over the engine cowl. |
Holemans GmbH |
||||
“Another advantage for ground levelling operations is how quiet |
|||||
|
|
||||
the machine runs,” Thomas Derksen says. Particular attention |
|
|
|||
was paid to this in the development of the new crawler generation. |
|
|
|||
The new features also include the undercarriage. A much larger |
|
|
|||
diameter sprocket wheel and more intermeshing teeth have |
|
|
|||
noticeably lengthened the service life of the chain and the sprocket |
Sector: |
Quarrying and marketing plus nature and leisure |
|||
Maintenance has also been optimized. Centralized service points, |
Size of company: |
120 employees |
|||
wide-opening access hatches and engine compartment doors, |
Founded: |
1873 |
|||
a tilting cab as standard, and an optional radiator that can be |
Location: |
46452 Rees, Germany |
|||
folded out for cleaning all make service work easier. |
Managing Director: |
Michael Hüging-Holemans |
|||
|
|
|
Website: |
www.holemans.de |
|
“Service over the entire lifetime of the machine plays a decisive role |
|
|
|||
for us. With Liebherr, we know that we can rely on a quick response |
Liebherr machines |
|
|||
and good work,” Thomas Derksen continues. “The reliability of the |
in operation: |
8 wheel loaders, 2 wheeled excavators and |
|||
preproduction crawler is quite remarkable. Throughout the entire |
|
a crawler |
|||
test phase, there was not one single failure.” |
|
|
|
|
|
|
|
|
|||
Quarrying // 13

10 expert tips for long undercarriage service life
Regular servicing and the right way of working have a great influence on the service life of the undercarriage. On construction machines with chains, wear can occur in the chain bushings, sprockets, chain links, guide wheels, track rollers, carrier rollers and on the track shoes. There are several different ways to prolong the service
life of the undercarriage and to reduce costs related to the undercarriage.
What is undercarriage wear?
Chain bushings
On an oil-lubricated chain, the bushing moves relative to the sprocket. This causes wear at the bushing and the teeth.
Rotating bushing chains roll freely from the sprocket, reducing wear on the bushing and the sprocket. Because of their form, rotating bushing chains are only of limited suitability for tough operations where impact stress occurs.
Tip 1: On oillubricated chains, the bushing  can still be used if it is turned around 180° in good time (with a wear level of 70 to 80 %). The actual savings depend on the labor costs incurred.
can still be used if it is turned around 180° in good time (with a wear level of 70 to 80 %). The actual savings depend on the labor costs incurred.
Sprocket
Once the sprocket has become completely worn, teeth could break and the chain could jump. An excessively worn sprocket also increases wear on the bushings many times over. For this reason, great attention should be paid to sprocket wear.
Tip 2: As a rule of thumb, the sprocket seg-  ments must not meet tooth tip to tooth tip. At least a narrow web must be visible. Details of this can be found in the operating handbook for the machine.
ments must not meet tooth tip to tooth tip. At least a narrow web must be visible. Details of this can be found in the operating handbook for the machine.
Chain links
The chain links run over the guide wheel, carrier rollers and track rollers. Wear occurs on the contact areas. This often occurs in the form of wave wear.
Tip 3: If vibrations occur when the machine  is in operation, this might be caused by wave wear on the chain links.
is in operation, this might be caused by wave wear on the chain links.
Guide wheel, track rollers and carrier rollers
Guide wheels and rollers tension and guide the chain, also transversely. Wear occurs on the running surfaces and at the side walls.
Tip 4: It is especially important for the  undercarriage to be cleaned in the winter. This will prevent the carrier rollers in particular from sticking. At the same time, cleaning will lengthen the service life.
undercarriage to be cleaned in the winter. This will prevent the carrier rollers in particular from sticking. At the same time, cleaning will lengthen the service life.
Track shoes
The webs and the track shoes themselves wear over the course of time, especially on hard ground such as rocks.
Tip 5: As an alternative to track shoes of  standard quality, Liebherr also offers special track shoes that have more wearing material for highwear operations. Examples of such special track shoes are “ES Extreme Service” or “SESS Super Extreme Service Shoes.”
standard quality, Liebherr also offers special track shoes that have more wearing material for highwear operations. Examples of such special track shoes are “ES Extreme Service” or “SESS Super Extreme Service Shoes.”
14 // Quarrying
Service
What influences undercarriage wear?
Ground material
The type of ground material will have the greatest influence on undercarriage wear. Abrasive sand, for example, can cause wear on a chain within a very short space of time. In less abrasive materials (top soil, loam, coal), the undercarriage will last much longer.
Tip 6: In especially high-wear operations in  soft material, rotating bushing chains can substantially increase the service life of the undercarriage. Because of their form, these are only of limited suitability for tough operations in which impact stress occurs.
soft material, rotating bushing chains can substantially increase the service life of the undercarriage. Because of their form, these are only of limited suitability for tough operations in which impact stress occurs.
Chain tension
Correctly setting the chain tension is a basic requirement for optimal service life of the undercarriage. Practical tests have shown that the right chain tension can lead to a service life of the bushing up to 75 % longer than with the chain overtensioned. The service life of the sprockets is also lengthened accordingly. If the chains are too loose, this could cause the teeth to wear on one side of the sprocket.
On Liebherr crawler tractors under operating conditions, the chain should hang down by between 1.2 and 2.4 inches, depending on the model, between the guide wheels and
the carrier roller or between the carrier roller and the gear ring. The correct chain tension can be easily set with a grease gun. Please refer to the operating handbook of the construction machine for details. To prevent injuries, it is important for the safety instructions to be observed.
Tip 7: The chain tension can easily be  measured with a board or rod positioned between the guide wheel and the first carrier roller. Make sure that the machine is measured under realistic operating conditions as the chain may be additionally tensioned by the buildup of material on the undercarriage.
measured with a board or rod positioned between the guide wheel and the first carrier roller. Make sure that the machine is measured under realistic operating conditions as the chain may be additionally tensioned by the buildup of material on the undercarriage.
Working with the machine
Travel speed
Excessively high speed – especially when reversing – can lead to increased wear on all components.
Cornering or working on a slope
Tight corners or frequent unnecessary changes of direction when changing tracks can cause increased wear, especially at the side walls of the guide wheels, carrier rollers, track rollers and on the chain.
Tip 8: In general, it is advisable to use a  centrally fitted chain guidance system with crawler undercarriages. Such a chain guidance system will absorb some of the lateral forces created when steering or driving across a slope. Alternatively, the undercarriage can be fitted with a continuous chain guard that protects the entire undercarriage against foreign bodies.
centrally fitted chain guidance system with crawler undercarriages. Such a chain guidance system will absorb some of the lateral forces created when steering or driving across a slope. Alternatively, the undercarriage can be fitted with a continuous chain guard that protects the entire undercarriage against foreign bodies.
Check your speed
If the chains start to slip this will increase wear on the track shoes. Drivers should always adapt their travel speed and blade load according to the operating conditions in order to prevent the chains from slipping. In addition, it should be checked whether the webs on the track shoes are sufficiently high to allow optimal traction. This will greatly improve the pushing performance.
Tip 9: Freely variable or hydrostatic drive  systems allow travel speed to by optimally adapting to all operating conditions and types of ground. Because the optimal travel speed can also be set at full engine speed, there is always sufficient tractive power available. The efficiency of such drives is constantly high over the entire speed range and no manual gear shifts are needed. That makes fuel consumption especially low compared to conventional construction machines.
systems allow travel speed to by optimally adapting to all operating conditions and types of ground. Because the optimal travel speed can also be set at full engine speed, there is always sufficient tractive power available. The efficiency of such drives is constantly high over the entire speed range and no manual gear shifts are needed. That makes fuel consumption especially low compared to conventional construction machines.
The right machine configuration
A correctly configured undercarriage will improve the performance capability of the machine, especially in critical ground conditions. At the same time, undercarriage wear can be drastically influenced. Fundamentally, crawler undercarriages differ in the undercarriage length, the track shoe width and the related track width. As a general rule: a shorter undercarriage will provide greater manoeuvr ability and higher ground pressure on hard ground. For optimum traction on normal hard ground and the best possible levelling performance, a long undercarriage with narrow track shoes should be chosen. An extra-wide undercarriage is used on less stable (i.e., soft) ground.
Tip 10: For operations on hard or stony  ground, a suitably narrow track shoe width should be selected as the chain could be damaged by the lateral forces created when wide track shoes are used.
ground, a suitably narrow track shoe width should be selected as the chain could be damaged by the lateral forces created when wide track shoes are used. 
Quarrying // 15
 Loading...
Loading...