

Page 1
Service and Maintenance Manual
Model(s)
AM Series
20AM
25AM
30AM
36AM
41AM
3120752
June 29, 2018 - Rev N
Page 2

Page 3
FOREWORD
The purpose of this manual is to provide users with the operating procedures essential for the promotion of
proper machine operation for its intended purpose. It is important to over-stress proper machine usage. All
information in this manual should be READ and UNDERSTOOD before any attempt is made to operate the
machine. YOUR OPERATING MANUAL IS YOUR MOST IMPORTANT TOOL - Keep it with the machine.
REMEMBER ANY EQUIPMENT IS ONLY AS SAFE AS THE OPERATOR.
BECAUSE THE MANUFACTURER HAS NO DIRECT CONTROL OVER MACHINE APPLICATION AND
OPERATION, PROPER SAFETY PRACTICES ARE THE RESPONSIBILITY OF THE USER AND HIS OPERATING PERSONNEL.
ALL INSTRUCTIONS IN THIS MANUAL ARE BASED ON THE USE OF THE MACHINE UNDER PROPER
OPERATING CONDITIONS, WITH NO DEVIATIONS FROM THE ORIGINAL DESIGN. ALTERATION AND/
OR MODIFICATION OF THE MACHINE IS STRICTLY FORBIDDEN, WITHOUT WRITTEN APPROVAL
FROM JLG INDUSTRIES, PER OSHA REGULATIONS.
THIS "SAFETY ALERT SYMBOL" IS USED TO CALL ATTENTION TO POTENTIAL HAZARDS
WHICH MAY LEAD TO SERIOUS INJURY OR DEATH IF IGNORED.
Safety of personnel and proper use of the machine are of primary concern, DANGER, WARNING, CAUTION,
NOTICE, INSTRUCTIONS and NOTE are inserted throughout this manual to emphasize these areas. They
are defined as follows:
DANGER INDICATES AN IMMINENTLY HAZARDOUS SITUATION WHICH, IF NOT AVOIDED WILL RESULT IN SERIOUS
INJURY OR DEATH.
CAUTION INDICATES A POTENTIALLY HAZARDOUS SITUATION WHICH, IF NOT AVOIDED, MAY RESULT IN MINOR OR
MODERATE INJURY. IT MAY ALSO BE USED TO ALERT
AGAINST UNSAFE PRACTICES.
Also in this Manual "Notes:" are used to provide information of special interest.
JLG INDUSTRIES, INC. MAY HAVE ISSUED SAFETY RELATED BULLETINS FOR YOUR JLG PRODUCT. CONTACT JLG INDUSTRIES, INC. OR THE LOCAL AUTHORIZED JLG DISTRIBUTOR FOR INFORMATION CONCERNING SAFETY RELATED BULLETINS WHICH MAY HAVE BEEN ISSUED FOR YOUR JLG PRODUCT. ALL ITEMS REQUIRED BY THE SAFETY RELATED
BULLETINS MUST BE COMPLETED ON THE AFFECTED JLG PRODUCT.
WARNING INDICATES A POTENTIALLY HAZARDOUS SITUATION WHICH, IF NOT AVOIDED COULD RESULT IN SERIOUS INJURY OR DEATH.
IMPORTANT OR INSTRUCTIONS PROCEDURES ESSENTIAL
FOR SAFE OPERATION AND WHICH, IF NOT FOLLOWED
MAY RESULT IN A MALFUNCTION OR DAMAGE TO THE
MACHINE.
Due to the continuous product improvements, JLG Industries, Inc. reserves the right to make specification changes without
prior notification. Contact JLG Industries, Inc. for updated information.
Page 4
NOTES:
Page 5

INTRODUCTION - OPERATION/SAFETY PRECAUTIONS
INTRODUCTION - OPERATION/SAFETY PRECAUTIONS
All procedures herein are based on the use of the
machine under proper operating conditions, with no deviations from original design intent ... as per OSHA regulations.
READ & HEED!
The ownership, use, service, and/or maintenance of this
machine is subject to various federal, state and local laws
and regulations. It is the responsibility of the owner/user to
be knowledgeable of these laws and regulations and to
comply with them. The most prevalent regulations of this
type are the Federal OSHA Safety Regulations*. Listed
below, in abbreviated form are some of the requirements
of Federal OSHA regulations in effect as of the date of
publication of this handbook.
The listing of these requirements shall not relieve the
owner/user of the responsibility and obligation to determine all applicable laws and regulations and their exact
wording and requirements, and to comply with the
requirements. Nor shall the listing of these requirements
constitute an assumption of responsibility of liability on the
part of JLG Industries, Inc.
1. Only trained and authorized operators shall be permitted to operate the aerial lift.
2. A malfunctioning lift shall be shut down until
repaired.
3. The controls shall be plainly marked as to their function.
4. The controls shall be tested each day prior to use to
determine that they are in safe operating condition.
5. Load limits specified by the manufacturer shall not
be exceeded.
6. Instruction and warning placards must be legible.
7. Aerial lifts may be "field modified" for uses other than
those intended by the manufacturer only if certified
in writing by the manufacturer or an equivalent
entity, such as a nationally recognized testing lab, to
be in conformity to applicable OSHA safety regulations and to be at least as safe as it was prior to
modification.
8. Aerial lifts shall not be used near electric power lines
unless the lines have been deenergized or adequate
clearance is maintained (see OSHA 29 CFR 1910.67
and 1926.400).
9. Employees using aerial lifts shall be instructed how
to recognize and avoid unsafe conditions and hazards.
10. Ground controls shall not be operated unless permission has been obtained from personnel in the
platform, except in case of an emergency.
11. Regular inspection of the job site and aerial lift shall
be performed by competent persons.
12. Personnel shall always stand on the floor of the platform, not on boxes, planks, railing or other devices
for a work position.
*Applicable Federal OSHA regulations, as of the date of
publication of this manual include, but are not limited to,
29 CFR 1910.67, 29 CFR 1926.20, 29 CFR 1926.21, 29
CFR 1926.28, 29 CFR 1926.400 and 29 CFR 1926.453.
Consult the current regulations for the exact wording and
full text of the requirements and contact the closest Federal OSHA office for specific interpretations.
3120752 – JLG Lift – a
Page 6
INTRODUCTION - MAINTENANCE SAFETY PRECAUTIONS
INTRODUCTION - MAINTENANCE SAFETY PRECAUTIONS
General
This section contains the general safety precautions
which must be observed during maintenance of the aerial
platform. It is of utmost importance that maintenance personnel pay strict attention to these warnings and precautions to avoid possible injury to themselves or others or
damage to the equipment. A maintenance program must
be established by a qualified person and must be followed
to ensure that the machine is safe to operate.
MODIFICATION OF THE MACHINE WITHOUT CERTIFICATION BY
A RESPONSIBLE AUTHORITY THAT THE MACHINE IS AT LEAST
AS SAFE AS ORIGINALLY MANUFACTURED IS A SAFETY VIOLATION.
The specific precautions to be observed during machine
maintenance are inserted at the appropriate point in the
manual. These precautions are, for the most part, those
that apply when servicing hydraulic and larger machine
component parts.
Your safety, and that of others, is the first consideration
when engaging in the maintenance of equipment. Always
be conscious of component weight and never attempt to
move heavy parts without the aid of a mechanical device.
Do not allow heavy objects to rest in an unstable position.
When raising a portion of the equipment, ensure that adequate support is provided.
SINCE THE MACHINE MANUFACTURER HAS NO DIRECT CONTROL OVER THE FIELD INSPECTION AND MAINTENANCE,
SAFETY IN THIS AREA IS THE RESPONSIBILITY OF THE OWNER/
OPERATOR.
Maintenance Safety
FAILURE TO COMPLY WITH SAFETY PRECAUTIONS LISTED IN
THIS SECTION COULD RESULT IN MACHINE DAMAGE, PERSONNEL INJURY OR DEATH AND IS A SAFETY VIOLATION.
• REMOVE ALL RINGS, WATCHES, AND JEWELRY
WHEN PERFORMING ANY MAINTENANCE.
• DO NOT WEAR LONG HAIR UNRESTRAINED, OR
LOOSE FITTING CLOTHING AND NECKTIES WHICH
ARE APT TO BECOME CAUGHT ON OR ENTANGLED
IN EQUIPMENT.
• OBSERVE AND OBEY ALL DANGER, WARNING, CAUTION AND OTHER INSTRUCTIONS ON MACHINE AND
IN SERVICE MANUAL.
• KEEP STANDING SURFACES AND HAND HOLDS
FREE OF OIL, GREASE, WATER, ETC.
• NEVER WORK UNDER AN ELEVATED PLATFORM
UNTIL PLATFORM HAS BEEN SAFELY RESTRAINED
FROM ANY MOVEMENT BY BLOCKING OR OVERHEAD SLING.
• BEFORE MAKING ADJUSTMENTS, LUBRICATING OR
PERFORMING ANY OTHER MAINTENANCE, SHUT
OFF ALL POWER CONTROLS.
•BATTERY SHOULD ALWAYS BE DISCONNECTED
DURING REPLACEMENT OF ELECTRICAL COMPONENTS.
• KEEP ALL SUPPORT EQUIPMENT AND ATTACHMENTS STOWED IN THEIR PROPER PLACE.
• USE ONLY APPROVED, NONFLAMMABLE CLEANING
SOLVENTS.
Hydraulic System Safety
1. It should be particularly noted that the machines
hydraulic systems operate at extremely high and
potentially dangerous pressures. Every effort should
be made to relieve any system pressure prior to disconnecting or removing any portion of the system.
2. Relieve system pressure by activating the lift DOWN
control with the platform completely lowered to
direct any line pressure back into the return line to
the reservoir. Pressure feed lines to system components can then be disconnected with minimal fluid
loss.
b – JLG Lift – 3120752
Page 7

EFFECTIVITY CHANGES
June 1, 1998 - A - Original Issue of Manual
December 2, 1998 - B - Manual Revised
July 26, 2000 - C - Manual Revised
September 22, 2000 - D - Manual Revised
November 16, 2000 - E - Revised - Pages Affected:Section 2 - Pages 2-11, 2-18 thru 2-22.
June 14, 2001 - F - Revised - Pages Affected:Section 2 - Pages 2-4 thru 2-9.
Section 3 - Pages 3-3 thru 3-6.
October 17, 2001 - G - Manual Revised – Pages Affected:Section 1 - Page 1-1.
Section 2 - Pages 2-1 thru 2-4.
October 31, 2003 - H - Manual Revised – Pages Affected:Section 1 - Pages 1-1, 1-2 and 1-5
Section 3 - Pages 3-8 thru 3-15
March 23, 2005 - I - Manual Revised
July 11, 2006 - J - Manual Revised
January 30, 2008 - K - Manual Revised
August 29, 2012 - L -Manual Revised
EFFECTIVITY PAGE
April 2, 2013 - M - Manual Revised
June 29, 2018 - N - Revised Covers
3120752 – JLG Lift – c
Page 8
EFFECTIVITY PAGE
NOTES:
d – JLG Lift – 3120752
Page 9

TABLE OF CONTENTS
TABLE OF CONTENTS
SECTION - PARAGRAPH, SUBJECT PAGE NO.
INTRODUCTION -- OPERATION/SAFETY PRECAUTIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A
INTRODUCTION -- MAINTENANCE SAFETY PRECAUTIONS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A
General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B
Hydraulic System Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B
Maintenance Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B
EFFECTIVITY CHANGES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C
SECTION 1 - SPECIFICATIONS
1.1 CAPACITIES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-1
Hydraulic Oil Reservoir . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-1
1.2 COMPONENT DATA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1
Hydraulic Pump/Electric Motor Assembly. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-1
Batteries (1) – DC Models . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-1
Battery Charger – DC Models . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-1
1.3 PERFORMANCE DATA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-1
Platform Capacity. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1
Platform Cycle Performance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-1
Machine Weight (with Standard Platform). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1
Machine Height (Platform Stowed) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
Maximum Platform Height (Mast Extended) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-2
Maximum Working Height (Average Person) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-2
Machine Overall Width and Length (Base) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
Outrigger Footprint . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
Outrigger Machine Leveling Capability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-2
1.4 TORQUE REQUIREMENTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
1.5 LUBRICATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-2
Hydraulic Oil (HO) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
1.6 HYDRAULIC PRESSURE ADJUSTMENT. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-3
1.7 CYLINDER SPECIFICATIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-3
1.8 SERIAL NUMBER LOCATIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-3
SECTION 2 - SERVICE PROCEDURES
2.1 MACHINE PREPARATION, INSPECTION, AND MAINTENANCE . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
Preparation, Inspection, and Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1
Pre-Start Inspection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1
Pre-Delivery Inspection and Frequent Inspection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
Annual Machine Inspection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1
Preventative Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1
2.2 PREVENTIVE MAINTENANCE AND INSPECTION SCHEDULE . . . . . . . . . . . . . . . . . . . . . . . . . . .2-2
2.3 SERVICING AND MAINTENANCE GUIDELINES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
Safety and Workmanship . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
Cleanliness. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
Components Removal and Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-5
Component Disassembly and Reassembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
Pressure-Fit Parts. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
Bearings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
3120752 – JLG Lift – i
Page 10

TABLE OF CONTENTS
Gaskets . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
Bolt Usage and Torque Application . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-6
Hydraulic Lines and Electrical Wiring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-6
Hydraulic System. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-6
Lubrication and Servicing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-6
Batteries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-6
Mast Chain Inspection Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-6
Mast Cable Inspection Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-7
2.4 LUBRICATION INFORMATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-8
Hydraulic System. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-8
Hydraulic Oil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-8
Changing Hydraulic Oil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-8
Lubrication Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-8
2.5 BATTERY CHARGER - ASSEMBLY AND DISASSEMBLY. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-9
General Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-9
Battery Charger Removal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-9
Cover Removal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-9
Transformer Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-10
Printed Circuit Board Replacement. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-10
DC Circuit Breaker Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-10
AC Circuit Breaker and Voltage Selection Switch Replacement . . . . . . . . . . . . . . . . . . . . . 2-11
Shunt Assembly, Varistor, and SCR Rectifier Replacement (See Illustration) . . . . . . . . . . . 2-11
2.6 HYDRAULIC LIFT PUMP - SERVICING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-12
FENNER BRAND PUMP - Brush Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-12
Motor Cap/Motor Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-12
Motor Brush Installation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-12
Brush Housing Final Assembly Tips . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-13
MONARCH BRAND PUMP - Brush Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-14
Motor Assembly - Remove/Install - Reference Marks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-14
Motor/Brush Cover - Remove/Install . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-14
Brush Carrier Assembly - Remove/Install . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-15
Brush Assembly - Remove/Install . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-15
TANK AND PUMP REMOVAL - (All Pumps) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-16
Tank Installation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-16
Filter Screen Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-16
Pump Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-16
Pressure Adjust Valve Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-17
Pressure Check Valve Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-17
2.7 HYDRAULIC LIFT CYLINDER - REMOVAL, INSPECTION AND REBUILD . . . . . . . . . . . . . . . . . .2-18
Cylinder Removal. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-18
Cylinder Disassembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-18
Lift Cylinder Component Inspection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-18
Cylinder Assembly. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-20
Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-20
2.8 MAST ASSEMBLY AND DISASSEMBLY PROCEDURES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-21
Mast Disassembly Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-21
Platform Section Removal (All Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-22
Mast Section 6 Removal (7 Section Mast) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-22
Mast Section 5 Removal (6 & 7 Section Mast). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-22
Mast Section 4 Removal (All Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-22
Mast Section 3 Removal (All Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-23
Mast Section 2 Removal (All Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-23
Mast Section 1 Disassembly (All Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-23
2.9 MAST ASSEMBLY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-24
Mast Section 1 - Assembly (All Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-24
Mast Section 2 - Assembly (All Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-24
ii – JLG Lift – 3120752
Page 11

Mast Section 3 - Assembly (All Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-29
Mast Section 4 - Assembly (All Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-30
Mast Section 5 - Assembly (25/30/36/41 ft. Masts). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-31
Mast Section 6 - Assembly (30/41 ft. Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-32
Platform Mounting Section - Assy. (All Masts) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-33
2.10 MAST TO BASE FRAME INSTALLATION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-34
2.11 MAST CHAINS/CABLES AND SEQUENCING CABLES ADJUSTMENT . . . . . . . . . . . . . . . . . . . .2-35
Mast Chain/Cable Adjustment. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-35
Sequencing Cable Adjustment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-36
2.12 SEQUENCE CABLE REPLACEMENT KIT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-37
Remove Old Cable. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-37
Replacement Cable Installation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-37
Clamp Installation (Drum/Socket Type) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-37
SECTION 3 - TROUBLESHOOTING
3.1 GENERAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-1
3.2 TROUBLESHOOTING INFORMATION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1
3.3 HYDRAULIC CIRCUIT CHECKS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-1
3.4 ELECTRICAL SYSTEM - MULTIMETER BASICS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-1
Grounding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-1
Backprobing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1
Min/Max . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-1
Polarity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-2
Scale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-2
Continuity Measurement Over Long Distances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-2
Requirements: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-2
Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-2
3.5 ELECTRICAL SWITCH TESTING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-5
Basic Check . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-5
Limit Switches . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-5
Automatic Switches . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-5
Switch Wiring - Low Side, High Side . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-5
3.6 OUTRIGGER INTERLOCK CONTACTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-8
Outrigger Socket and Outrigger Beam - Interlock Contacts. . . . . . . . . . . . . . . . . . . . . . . . . . 3-8
Outrigger Socket - Contactor Screw Mounting Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . 3-8
Outrigger Beam - Interlock Contactor Plate Mounting Instructions . . . . . . . . . . . . . . . . . . . .3-8
Detent Screws . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-10
TABLE OF CONTENTS
3120752 – JLG Lift – iii
Page 12

TABLE OF CONTENTS
LIST OF FIGURES
FIGURE NO. TITLE PAGE NO.
1-1. Hydraulic Pressure Setting - Adjustment Screw Located at Base of Pump Motor . . . . . . . . . . . .1-3
1-2. Torque Chart. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-5
2-1. Lift Cylinder Internal Component Assembly Cross-Section. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-19
2-2. Mast Section - Assembly/Disassembly Reference. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-21
2-3. 20AM Mast Assembly Components. (5 - Section) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-25
2-4. 25AM & 36AM Mast Assembly Components. (6 - Section) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-26
2-5. 30AM & 41AM Mast Assembly Components. (7 - Section) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-27
2-6. Mast Chain/Cable Routing Diagram. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-28
2-7. Mast Chain/Cable/Sequence Cable Adjustment Components. (Typical) . . . . . . . . . . . . . . . . . . .2-36
3-1. Voltage Measurement (DC). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-3
3-2. Resistance Measurement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-3
3-3. Continuity Measurement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-4
3-4. Current Measurement (DC). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-4
3-5. Outrigger Socket Contactor Heads and Outrigger Beam -
Contactor Plate Mounting Hardware (ORIGINAL AND 5/2001 - DESIGN) . . . . . . . . . . . . . . . . . . .3-9
3-6. Hydraulic Schematic. (AM Series) (2792491_A). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-11
3-7. Electrical Diagram. (AM Series - 12V-DC). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-12
3-8. Electrical Diagram. (AM Series - 120V-AC). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-14
3-9. Electrical Diagram. (AM Series - 240V-AC). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-16
3-10. Electrical Diagram. (AM Series - 100V-AC - JAPAN) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-18
LIST OF TABLES
TABLE NO. TITLE PAGE NO.
1-1 Hydraulic Oil Operating Range . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
1-2 Lubrication Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
1-3 Cylinder Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-3
1-4 Model AM - Lubrication Intervals for Various Components . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-4
2-1 Inspection and Maintenance. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-2
2-2 AM Model - Preventive Maintenance & Inspection Schedule. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-3
2-3 Chain Stretch Tolerance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-6
2-4 AM Series Mast Component Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-21
3-1 AC Unit - Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-6
3-2 DC Unit - Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-7
iv – JLG Lift – 3120752
Page 13
SECTION 1. SPECIFICATIONS
SECTION 1 - SPECIFICATIONS
1.1 CAPACITIES
Hydraulic Oil Reservoir
AC Models – 5 qts. U.S. (4.7L)
DC Models – 5 qts. U.S. (4.7L)
1.2 COMPONENT DATA
Hydraulic Pump/Electric Motor Assembly
DC Models - 12 Volt DC Motor/Pump
Motor - 12v - DC Standard Duty
Pump Displacement – .049 cu. in./rev.(AFC 0.8 cc/rev.)
Pump Output – 0.43 GPM @ 3500 PSI @ 11.7v-DC @
150 AMPS @ 45 Centistrokes
Pressure Relief – Adjustable Range 1500 to 5000 PSI,
Set to 2800 PSI (193 bar) at factory
AC Models - 100 Volt AC Motor/Pump
Motor - 100v-AC, 2HP, 2850/3450 RPM, 50/60Hz
Pump Displacement – .049 in./rev. (0.8 cc/rev.)
Pump Output – 0.43 GPM @ 3500 PSI @ 16 AMPS @
100v-AC @ 45 Centistrokes
Pressure Relief – Adjustable Range 1500 to 5000 PSI,
Set to 2800 PSI (193 bar) at factory
AC Models - 120 Volt AC Motor/Pump
Motor – 100/230v-AC, 1HP, 2850/3450 RPM, 50/60Hz
Pump Displacement – .049 in./rev. (0.8 cc/rev.)
Pump Output – 0.43 GPM @ 3500 PSI @ 16 AMPS @
115v-AC @ 45 Centistrokes
Pressure Relief – Adjustable Range 1500 to 5000 PSI,
Set to 2800 PSI (193 bar) at factory
AC Models - 240 Volt AC Motor/Pump
Motor – 100/230v-AC, 1HP, 2850/3450 RPM, 50/60Hz
Pump Displacement – .049 in./rev. (0.8 cc/rev.)
Pump Output – 0.43 GPM @ 3500 PSI @ 8 AMPS @
230v-AC @ 45 Centistrokes
Pressure Relief – Adjustable Range 1500 to 5000 PSI,
Set to 2800 PSI (193 bar) at factory
Batteries (1) – DC Models
12 Volt – 165 Amp (min.) – Deep Cycle Marine - RV
Battery Charger – DC Models
Input - 120/240 Volts AC – 50/60 Hz - Voltage Selectable
Output - 12 volt, 10 Amp - DC - w/Auto Charge Sensing
Circuit.
1.3 PERFORMANCE DATA
Platform Capacity
PLATFORM CAPACITY
MODEL
20AM - AC & DC 350 lb. (160kg) 350 lb. (160kg) 160kg (350 lb.)
25AM- AC & DC 350 lb. (160kg) 350 lb. (160kg) 160kg (350 lb.)
30AM - AC & DC 350 lb. (160kg) 350 lb. (160kg) 135kg (300 lb.)
36AM - AC & DC 300 lb. (135kg) 300 lb. (135kg) 135kg (300 lb.)
41AM - AC & DC 300 lb. (135kg) 300 lb. (135kg) 135kg (300 lb.)
ANSI
(U.S.A.)
C.S.A.
(Canada)
Brazil/
Japan
Platform Cycle Performance
Lift Up cycle time - from stowed to maximum platform
height with maximum rated load.
Lift Down cycle time - from maximum platform height to
stowed position with maximum rated load.
MAXIMUM PLATFORM
SPEEDS: (IN SECONDS)
Lift Up: 50 62 72 128 120
Lift Down: 32-42 32-42 32-42 47-57 45-55
20AM 25AM 30AM 36AM 41AM
Machine Weight (with Standard Platform)
20AM-AC - 740 lbs. (336kg)
20AM-DC - 860 lbs. (390kg)
25AM-AC - 825 lbs. (374kg)
25AM-DC - 905 lbs. (411kg)
30AM-AC - 890 lbs. (404kg)
30AM-DC - 940 lbs. (427kg)
36AM-AC - 1,060 lbs. (481kg)
36AM-DC - 1,160 lbs. (526kg)
41AM-AC - 1,100 lbs. (499kg)
41AM-DC - 1,230 lbs. (558kg)
3120752 – JLG Lift – 1-1
Page 14
SECTION 1 - SPECIFICATIONS
Machine Height (Platform Stowed)
20AM-AC & DC - 78 in. (2.0m)
25AM-AC & DC - 78 in. (2.0m)
30AM-AC & DC - 78 in. (2.0m)
36AM-AC & DC - 104.5 in. (2.64m) *75.5 in. (1.9m)
41AM-AC & DC - 104.5 in. (2.64m) *77.5 in. (2.0m)
* In tilt-back mode.
Maximum Platform Height (Mast Extended)
20AM-AC & DC - 20 ft. (6.09m)
25AM-AC & DC - 25 ft. (7.62m)
30AM-AC & DC - 30 ft. (9.14m)
36AM-AC & DC - 36 ft. (11m)
41AM-AC & DC - 41 in. (12.42m)
Maximum Working Height (Average Person)
20AM-AC & DC - 26 ft. (7.92m)
25AM-AC & DC - 31 ft. (9.45m)
30AM-AC & DC - 36 ft. (11m)
36AM-AC & DC - 42 ft. (12.80m)
41AM-AC & DC - 47 ft. (14.33m)
Machine Overall Width and Length (Base)
20AM Models - 29 in.(W) x 47 in.(L) (74cm x 1.19m)
25AM Models - 29 in.(W) x 49 in.(L) (74cm x 1.24m)
30AM Models - 29 in.(W) x 52 in.(L) (74cm x 1.32m)
36AM Models - 29 in.(W) x 54.5 in.(L) (74cm x 1.38m)
41AM Models - 29 in.(W) x 57.5 in.(L) (74cm x 1.46m)
Outrigger Footprint
20/25AM Models - 62 in. x 54 in. (1.57m x 1.37m)
30AM Models - 68 in. x 62 in. (1.72m x 1.57m)
36AM Models - 79 in. x 79 in. (2.0m x 2.0m)
41AM Models - 79 in. x 79 in. (2.0m x 2.0m)
Outrigger Machine Leveling Capability
MAXIMUM GRADE
MODEL
20AM 10° 11.5°
25AM 10° 11.5°
30AM 9° 8.5°
36AM 8.3° 7.2°
41AM 8° 7.1°
(OUTRIGGERS CAN LEVEL MACHINE ON)
FRONT TO BACK SIDE TO SIDE
1.4 TORQUE REQUIREMENTS
When maintenance becomes necessary or a fastener has
loosened, refer to the Torque Chart, Figure 1-2. on page 15 to determine proper torque value.
1.5 LUBRICATION
Hydraulic Oil (HO)
Hydraulic oils must have anti-wear qualities at least to API
Service Classification GL-3, and sufficient chemical stability for mobile hydraulic system service. JLG Industries,
recommends Mobilfluid 424 hydraulic oil, which has an
SAE viscosity of 10W-30 and a viscosity index of 152.
For cold weather applications, i.e. when temperatures
remain consistently below +20°F (–7°C) JLG recommends using Mobil DTE 13 hydraulic oil.
Aside from JLG recommendations, it is not advisable to
mix oils of different brands or types, as they may not contain the same required additives or be of comparable viscosities. If use of hydraulic oil other than Mobilfluid 424 is
desired, contact JLG Industries for proper recommendations.
Table 1-1. Hydraulic Oil Operating Range
HYDRAULIC SYSTEM OPERATING
TEMPERATURE RANGE
+0 F to +180 F
(-18 C to +83 C)
+0 F to +210 F
(-18 C to +99 C)
+ 50 F t o + 2 10 F
(+10 C to +99 C)
Table 1-2. Lubrication Specifications
KEY SPECIFICATIONS
MPG - Multipurpose Grease having a minimum dripping point
of 350° F. Excellent water resistance and adhesive qualities, and being of extreme pressure type. (Timken OK
40 pounds minimum.)
EPGL - Extreme Pressure Gear Lube (oil) meeting API service
c la ss if i ca ti on GL- 5 or MI L-S pe c MI L-L- 21 0 5.
HO - Hydraulic Oil. ISO-Vg grade 32, 46.
CL - Chain Lube. Use a good quality chain lubricant
SAE VISCOSITY
GRADE
10W
10W-20, 10W-30
20W-20
1-2 – JLG Lift – 3120752
Page 15
SECTION 1 - SPECIFICATIONS
PRESSURE
ADJUSTMENT
SCREW
HYDRAULI C
OIL TANK
GROUND
CONTROL
STATION
COVER
ADJUSTMENT
SCREW CAP
(SHOWNREMOVED)
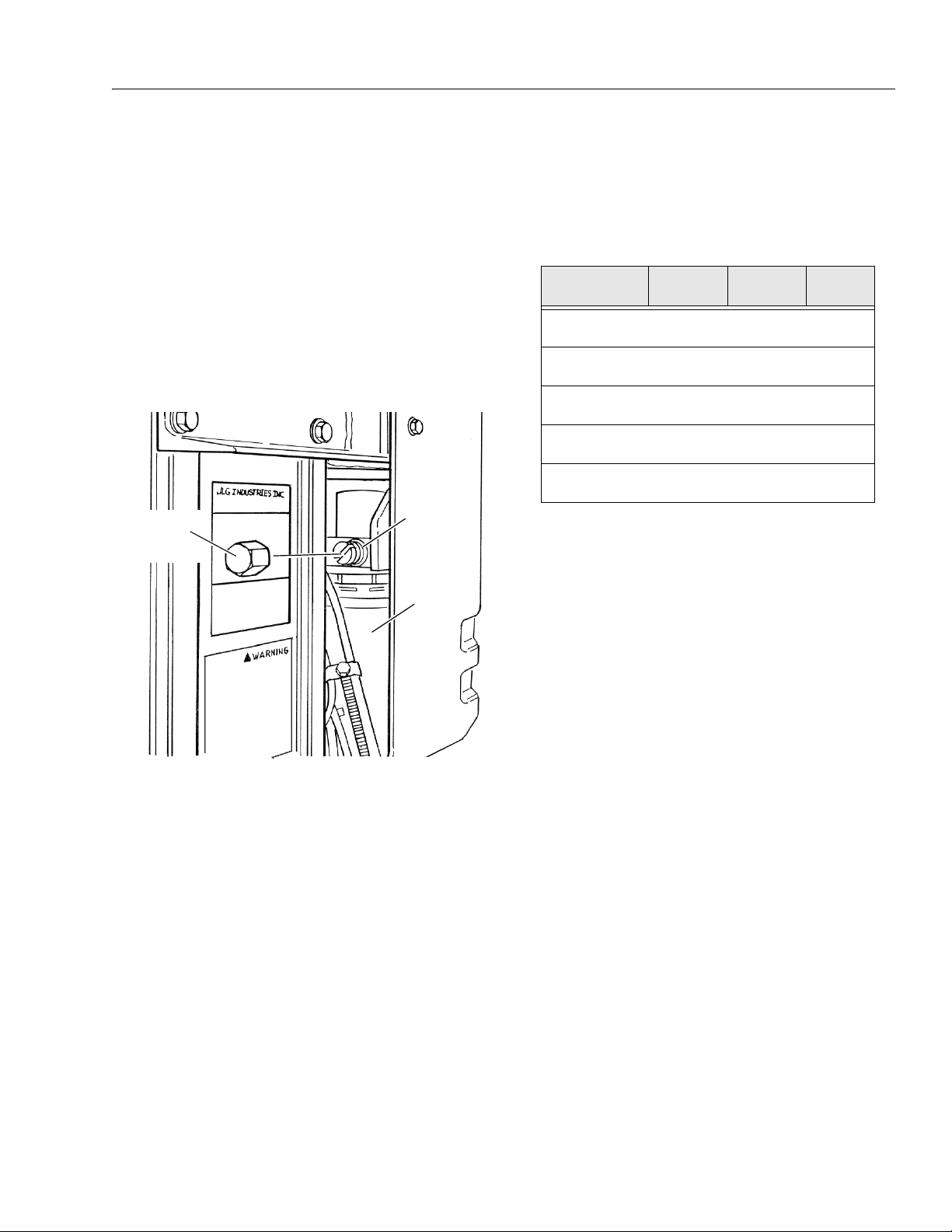
1.6 HYDRAULIC PRESSURE ADJUSTMENT
(See Figure 1-1.)
Adjust system pressure so that platform will raise with
rated capacity in platform.
Turning adjustment screw clockwise, increases system
pressure, turning screw counterclockwise, decreases
system pressure.
Do not adjust system pressure higher than required to
raise the load. Make pressure adjustment with oil at normal operating temperature. If pressure is set when oil is
cold, platform may not raise rated load after oil has
warmed.
1.7 CYLINDER SPECIFICATIONS
NOTE: All dimensions are given in inches (in), with the met-
ric equivalent, centimeters (cm), given in parentheses.
Table 1-3. Cylinder Specifications
DESCRIPTION
Lift Cylinder 20AM-AC & DC
Lift Cylinder 25AM-AC & DC
Lift Cylinder 30AM-AC & DC
Lift Cylinder 36AM-AC & DC
Lift Cylinder 41AM-AC & DC
BORE
in./(cm)
1.63
(4.14)
1.63
(4.14)
1.63
(4.14)
1.63
(4.14)
1.63
(4.14)
STROKE
in./(cm)
56.50
(143.50)
56.50
(143.50)
56.50
(143.50)
83.25
(211.40)
78.25
(198.75)
ROD DIA.
in./(cm)
1.38
(3.50)
1.38
(3.50)
1.38
(3.50)
1.38
(3.50)
1.38
(3.50)
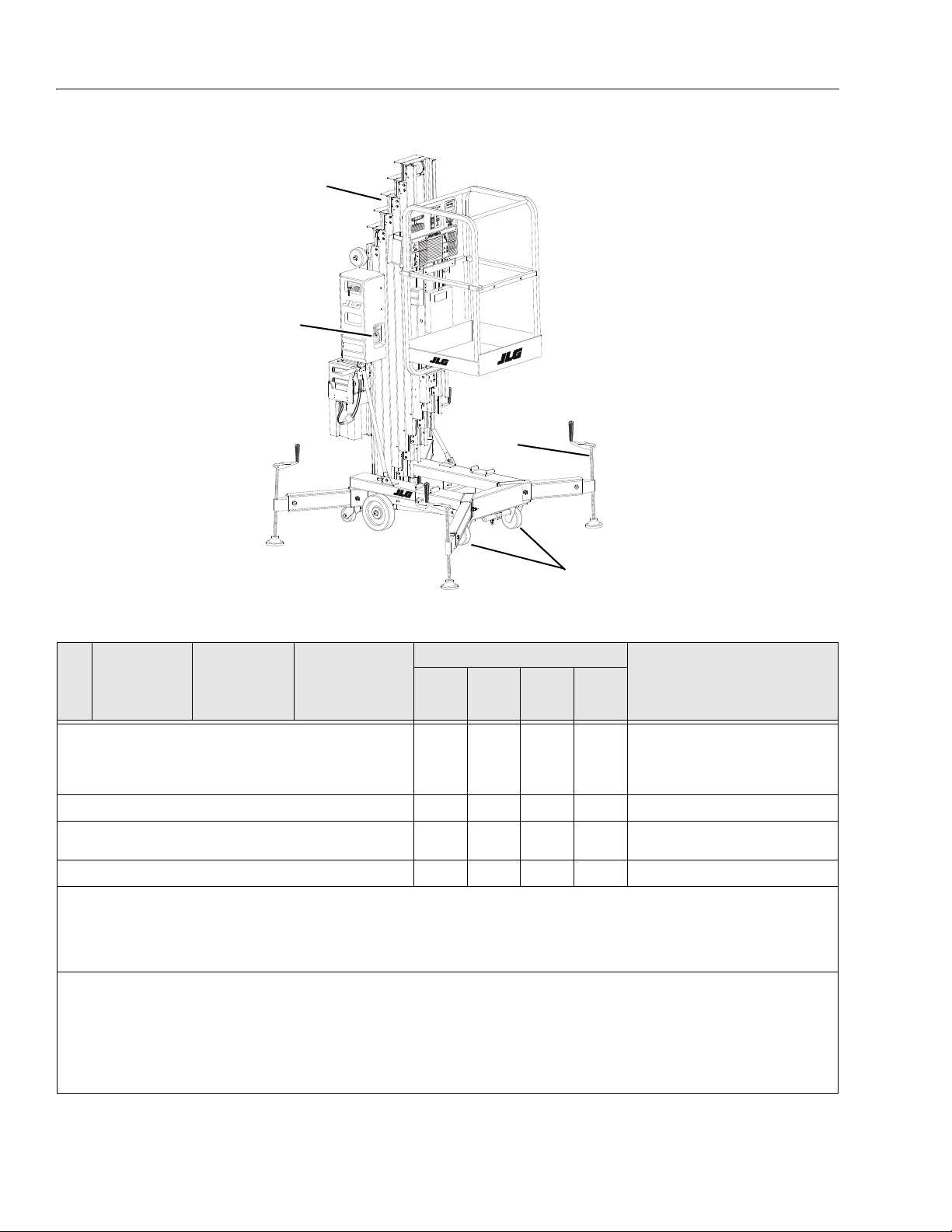
1.8 SERIAL NUMBER LOCATIONS
For machine identification, a serial number plate is affixed
to the machine. The plate is located on the back of the
mast, just above the mast support bracket.
Figure 1-1. Hydraulic Pressure Setting - Adjustment
Screw Located at Base of Pump Motor
(Remove Hex Head Cap as Shown)
3120752 – JLG Lift – 1-3
Page 16
SECTION 1 - SPECIFICATIONS
1
4
2
3
Table 1-4. Model AM - Lubrication Intervals for Various Components
INTERVAL HOURS
ITEM COMPONENT
Hydraulic Oil Fill To Line
1
Swivel Raceways 2 - Front Casters MPG - Pressure Gun
2
Leveling Jack
3
Screws
Mast Chains * 2 - Per Section CL - Brush or Spray
4
* Ap p l ie s On l y t o M as t Se c ti o n s w i th C ha i ns .
Key to Lu bricants: MPG - Multipurpose Grease
HO - Hydraulic Oil - ISO-Vg grade 32, 46
CL - Chain Lube. Use a good quality chain lubricant
Notes: 1. Be cer tain to lubricate like items on each side of the machine.
2. Recommended lubricating intervals are based on normal use. If machine is subjected to severe operating conditions,
such as a high number of cycles, location, corrosive/dir ty environment, etc., user must adjust lubricating requirements accordingly.
3. Lubricating intervals are calculated on 50 hours of machine operation a week.
4. Prior to checking hydraulic oil level, operate machine through one complete cycle of lift function (full up and down). Failure to do so will
result in incorrect oil level reading on the hydraulic reservoir.
NO/TYPE
LUBE POINTS
on Reservoir
5 Qt. (4.3 L)
Reservoir
4 - Jack Threads MPG - Br ush
LUBE/METHOD
HO - Check
H y d. O il L e ve l
HO - Change
H y d. O il
3
MONTHS
150 Hrs.
6
MONTHS
300 Hrs.
✔
✔
✔
1
YEAR
600 Hrs.
2
YEARS
1200 Hrs.
✔
COMMENTS
Check oil level every day.
Change hydraulic oil every 2 years.
Inspect, lubricate if drying or rusting.
<--- START HERE - COPY AND PASTE
1-4 – JLG Lift – 3120752
Page 17
SECTION 1 - SPECIFICATIONS
REFERENCE JLG ANEROBIC THREAD LOCKING COMPOUND
JLG P/N Loctite® P/N ND Industries P/N
Description
0100011
242
TM
Vibra-TITE
TM
121
Medium Strength (Blue)
0100019
271
TM
Vibra-TITE
TM
140
High Strength (Red)
0100071
262
TM
Vibra-TITE
TM
131
Medium - High Strength (Red)
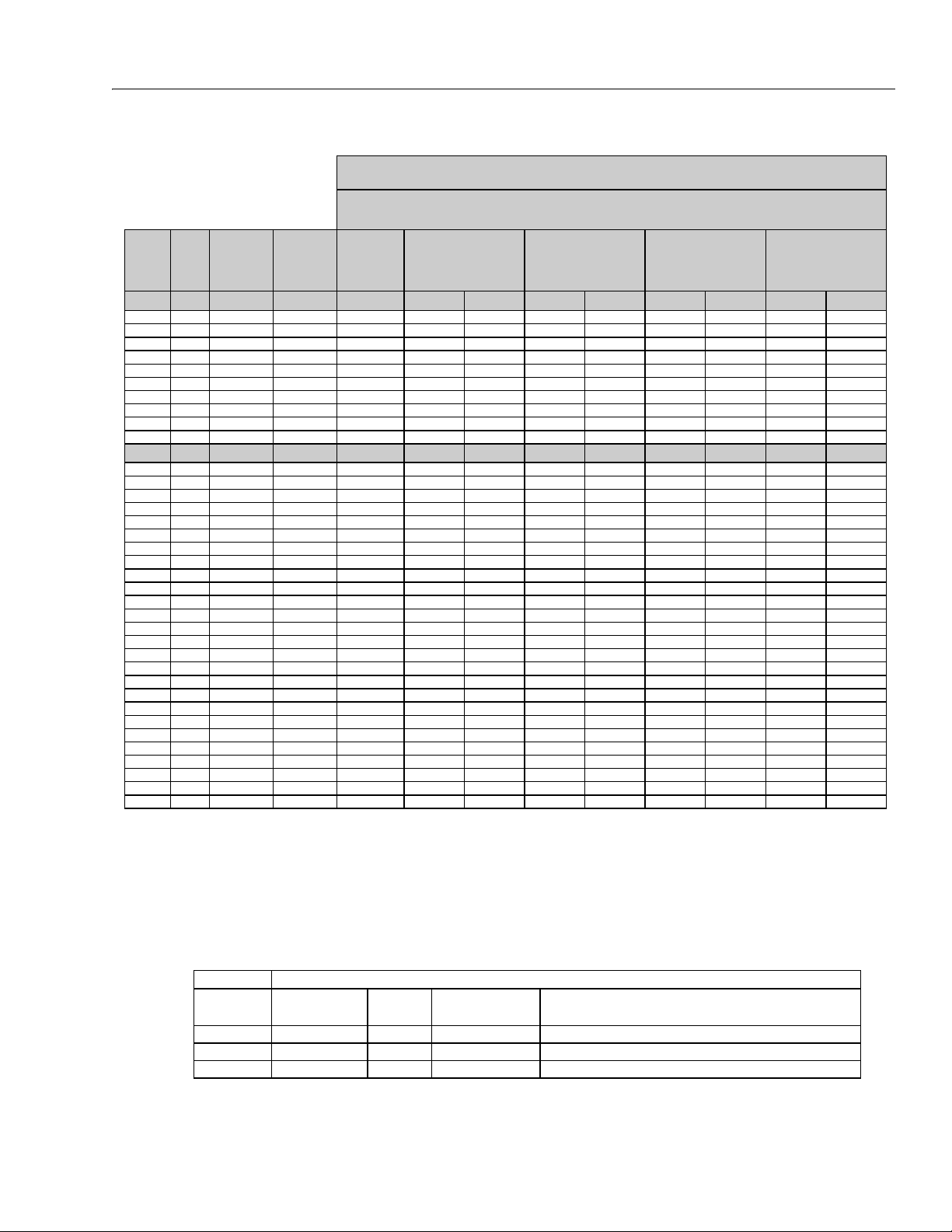
Size TPI Bolt Dia
Tensile
Stress Area
Clamp Load
In Sq In LB IN-LB [N.m] IN-LB [N.m] IN-LB [N.m] IN-LB [N.m]
4 40 0.1120 0.00604 380 8 0.9 6 0.7
48 0.1120 0.00661 420 9 1.0 7 0.8
6 32 0.1380 0.00909 580 16 1.8 12 1.4
40 0.1380 0.01015 610 18 2.0 13 1.5
8 32 0.1640 0.01400 900 30 3.4 22 2.5
36 0.1640 0.01474 940 31 3.5 23 2.6
10 24 0.1900 0.01750 1120 43 4.8 32 3.5
32 0.1900 0.02000 1285 49 5.5 36 4
1/4 20 0.2500 0.0318 2020 96 10.8 75 9 105 12
28 0.2500 0.0364 2320 120 13.5 86 10 135 15
In Sq In LB FT-LB [N.m] FT-LB [N.m] FT-LB [N.m] FT-LB [N.m]
5/16 18 0.3125 0.0524 3340 17 23 13 18 19 26 16 22
24 0.3125 0.0580 3700 19 26 14 19 21 29 17 23
3/8 16 0.3750 0.0775 4940 30 41 23 31 35 48 28 38
24 0.3750 0.0878 5600 35 47 25 34 40 54 32 43
7/16 14 0.4375 0.1063 6800 50 68 35 47 55 75 45 61
20 0.4375 0.1187 7550 55 75 40 54 60 82 50 68
1/2 13 0.5000 0.1419 9050 75 102 55 75 85 116 68 92
20 0.5000 0.1599 10700 90 122 65 88 100 136 80 108
9/16 12 0.5625 0.1820 11600 110 149 80 108 120 163 98 133
18 0.5625 0.2030 12950 120 163 90 122 135 184 109 148
5/8 11 0.6250 0.2260 14400 150 203 110 149 165 224 135 183
18 0.6250 0.2560 16300 170 230 130 176 190 258 153 207
3/4 10 0.7500 0.3340 21300 260 353 200 271 285 388 240 325
16 0.7500 0.3730 23800 300 407 220 298 330 449 268 363
7/8 9 0.8750 0.4620 29400 430 583 320 434 475 646 386 523
14 0.8750 0.5090 32400 470 637 350 475 520 707 425 576
1 8 1.0000 0.6060 38600 640 868 480 651 675 918 579 785
12 1.0000 0.6630 42200 700 949 530 719 735 1000 633 858
1 1/8 7 1.1250 0.7630 42300 800 1085 600 813 840 1142 714 968
12 1.1250 0.8560 47500 880 1193 660 895 925 1258 802 1087
1 1/4 7 1.2500 0.9690 53800 1120 1518 840 1139 1175 1598 1009 1368
12 1.2500 1.0730 59600 1240 1681 920 1247 1300 1768 1118 1516
1 3/8 6 1.3750 1.1550 64100 1460 1979 1100 1491 1525 2074 1322 1792
12 1.3750 1.3150 73000 1680 2278 1260 1708 1750 2380 1506 2042
1 1/2 6 1.5000 1.4050 78000 1940 2630 1460 1979 2025 2754 1755 2379
12 1.5000 1.5800 87700 2200 2983 1640 2224 2300 3128 1974 2676
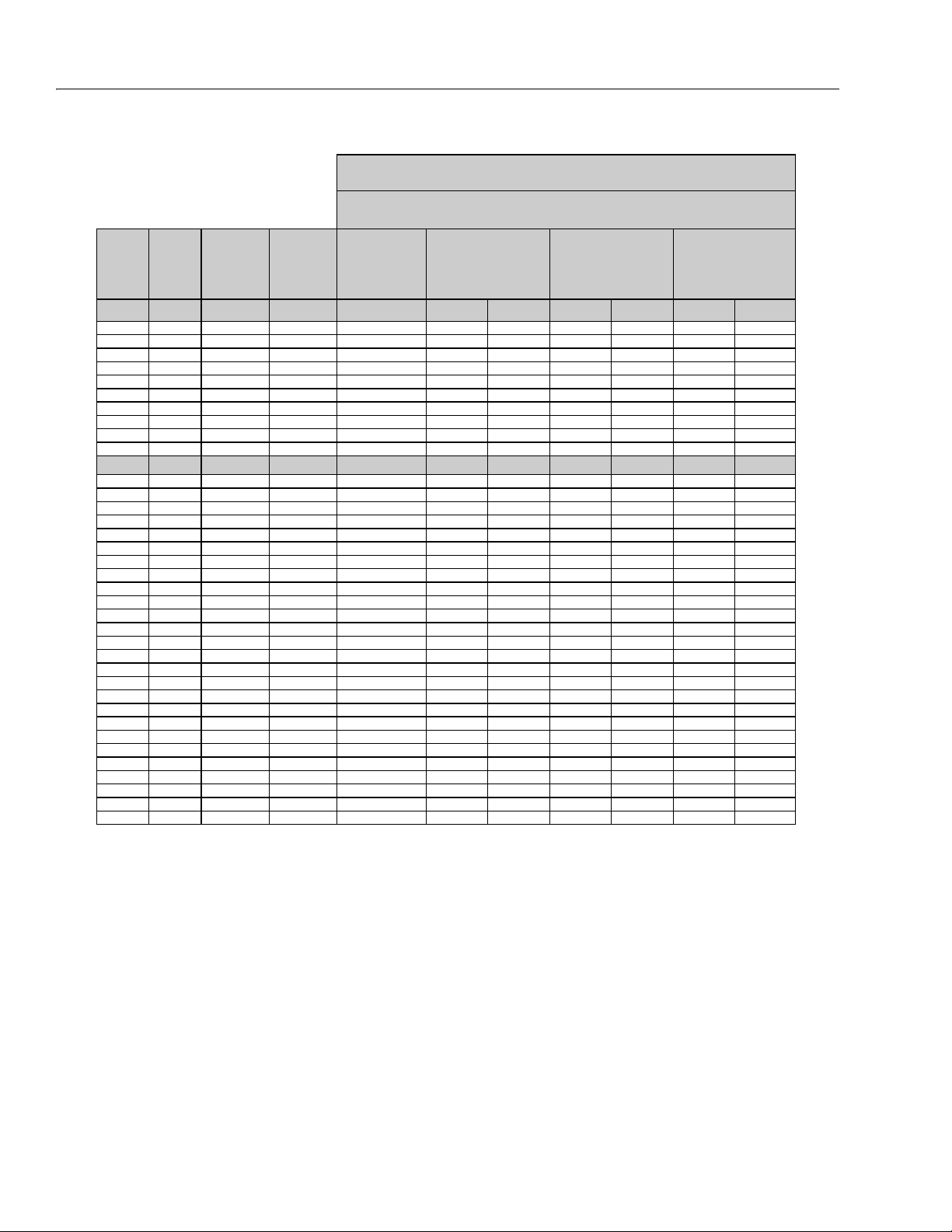
NO. 5000059 REV. J
Values for Zinc Yellow Chromate Fasteners (Ref 4150707)
SAE GRADE 5 BOLTS & GRADE 2 NUTS
Torque
(Dry)
Torque
(Loctite® 262
TM
or Vibra-
TITE
TM
131)
Torque
Lubricated
Torque
(Loctite® 242
TM
or 271
TM
OR Vibra-TIT E
TM
111 or
140)
3. * ASSEMBLY USES HARDENED WASHER
NOTES: 1. THESE TORQUE VALUES DO NOT APPLY TO CADMIUM PLATED FASTENERS
2. ALL TORQUE VALUES ARE STATIC TORQUE MEASURED PER STANDARD AUDIT METHODS TOLERANCE = ±10%
Figure 1-2. Torque Chart (SAE Fasteners - Sheet 1 of 7)
3120752 – JLG Lift – 1-5
Page 18
SECTION 1 - SPECIFICATIONS
Size TPI Bolt Dia
Tensile
Stress Area
Clamp Load
In Sq In
4 40 0.1120 0.00604
48 0.1120 0.00661
6 32 0.1380 0.00909
40 0.1380 0.01015
8 32 0.1640 0.01400
36 0.1640 0.01474
10 24 0.1900 0.01750
32 0.1900 0.02000
1/4 20 0.2500 0.0318
28 0.2500 0.0364
In Sq In
5/16 18 0.3125 0.0524
24 0.3125 0.0580
3/8 16 0.3750 0.0775
24 0.3750 0.0878
7/16 14 0.4375 0.1063
20 0.4375 0.1187
1/2 13 0.5000 0.1419
20 0.5000 0.1599
9/16 12 0.5625 0.1820
18 0.5625 0.2030
5/8 11 0.6250 0.2260
18 0.6250 0.2560
3/4 10 0.7500 0.3340
16 0.7500 0.3730
7/8 9 0.8750 0.4620
14 0.8750 0.5090
1 8 1.0000 0.6060
12 1.0000 0.6630
1 1/8 7 1.1250 0.7630
12 1.1250 0.8560
1 1/4 7 1.2500 0.9690
12 1.2500 1.0730
1 3/8 6 1.3750 1.1550
12 1.3750 1.3150
1 1/2 6 1.5000 1.4050
12 1.5000 1.5800
NO. 5000059 REV. J
3. * ASSEMB LY USES HARDENED WASHER
NOTES: 1. THESE TORQUE VALUES DO NOT APPLY TO CADMIUM PLATED FASTENERS
2. ALL TORQUE VA LUES ARE STATIC TORQUE MEASURED PER STANDARD AUDIT METHODS TOLERANCE = ±10%
LB IN-LB [N.m] IN-LB [N.m] IN-LB [N.m]
1320 43 5
1580 60 7
1800 68 8
2860 143 16 129 15
3280 164 19 148 17
LB FT-LB [N.m] FT-LB [N.m] FT-LB [N.m
4720 25 35 20 25 20 25
5220 25 35 25 35 20 25
7000456040 553550
7900 50 70 45 60 35 50
9550 70 95 65 90 50 70
10700 80 110 70 95 60 80
12750 105 145 95 130 80 110
14400 120 165 110 150 90 120
16400 155 210 140 190 115 155
18250 170 230 155 210 130 175
20350 210 285 190 260 160 220
23000 240 325 215 290 180 245
30100 375 510 340 460 280 380
33600 420 570 380 515 315 430
41600 605 825 545 740 455 620
45800 670 910 600 815 500 680
51500 860 1170 770 1045 645 875
59700 995 1355 895 1215 745 1015
68700 1290 1755 1160 1580 965 1310
77000 1445 1965 1300 1770 1085 1475
87200 1815 2470 1635 2225 1365 1855
96600 2015 2740 1810 2460 1510 2055
104000 2385 3245 2145 2915 1785 2430
118100 2705 3680 2435 3310 2030 2760
126500 3165 4305 2845 3870 2370 3225
142200 3555 4835 3200 4350 2665 3625
Torque
(Loctite® 242
TM
or 271
TM
OR Vibra-TITE
TM
111 or
140) K=.18
Torque
(Loctite® 262
TM
or Vibra-
TITE
TM
131)
K=0.15
SAE GRADE 8 (HEX HD) BOLTS & GRADE 8 NUTS*
Torque
(Dry or Loctite® 263)
K= 0.20
1-6 – JLG Lift – 3120752
Figure 1-3. Torque Chart (SAE Fasteners - Sheet 2 of 7))
Page 19
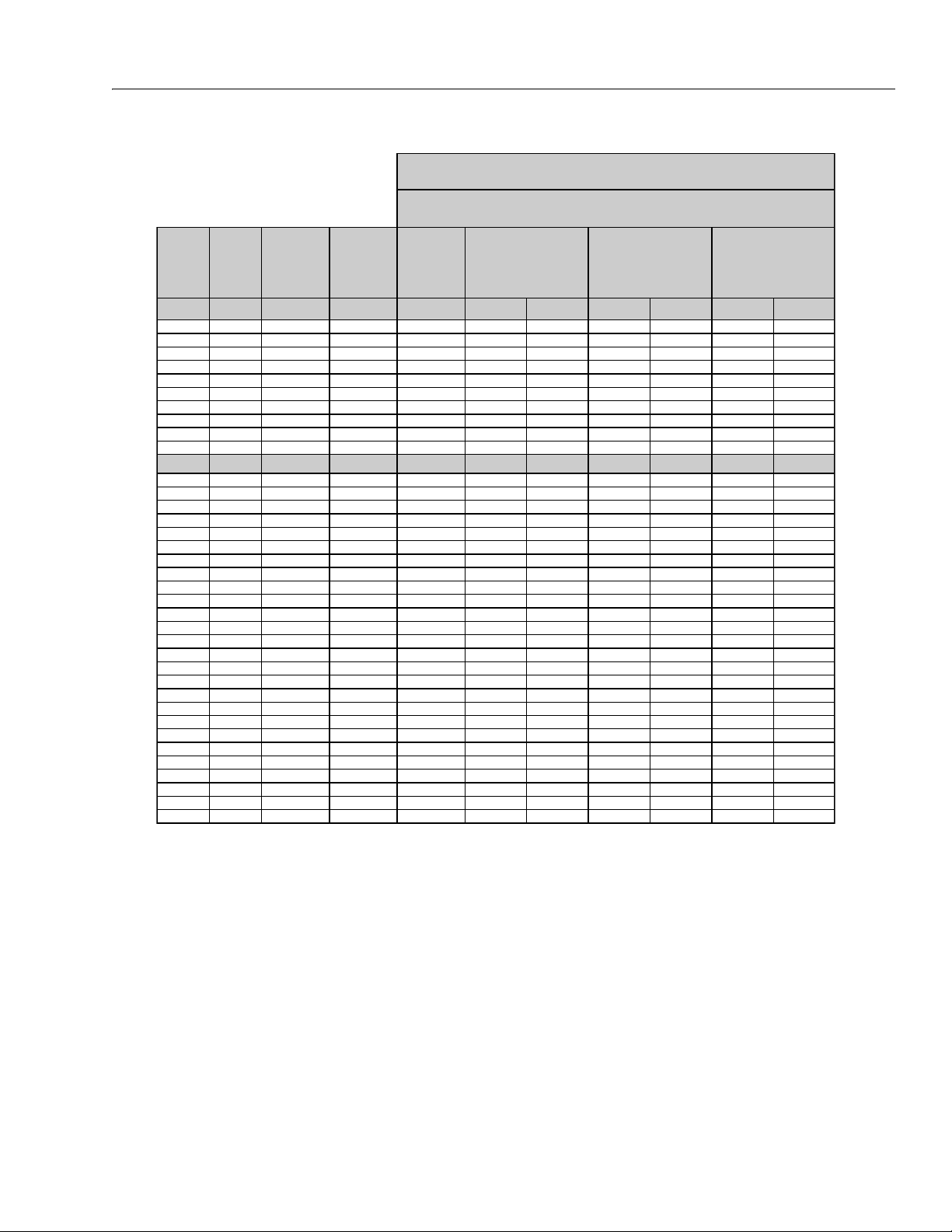
Size TPI Bolt Dia
Tensile
Stress Area
Clamp Load
See Note 4
In Sq In LB IN-LB [N.m] IN-LB [N.m] IN-LB [N.m]
4 40 0.1120 0.00604
48 0.1120 0.00661
6 32 0.1380 0.00909
40 0.1380 0.01015
8 32 0.1640 0.01400
36 0.1640 0.01474
10 24 0.1900 0.01750
32 0.1900 0.02000
1/4 20 0.2500 0.0318 2860 122 14 114 13
28 0.2500 0.0364 3280 139 16 131 15
In Sq In LB FT-LB [N.m] FT-LB [N.m] FT-LB [N.m]
5/16 18 0.3125 0.0524 4720 20 25 20 25 20 25
24 0.3125 0.0580 5220 25 35 20 25 20 25
3/8 16 0.3750 0.0775 7000 35 50 35 50 35 50
24 0.3750 0.0878 7900 40 55 40 55 35 50
7/16 14 0.4375 0.1063 9550 60 80 55 75 50 70
20 0.4375 0.1187 10700 65 90 60 80 60 80
1/2 13 0.5000 0.1419 12750 90 120 85 115 80 110
20 0.5000 0.1599 14400 100 135 95 130 90 120
9/16 12 0.5625 0.1820 16400 130 175 125 170 115 155
18 0.5625 0.2030 18250 145 195 135 185 130 175
5/8 11 0.6250 0.2260 20350 180 245 170 230 160 220
18 0.6250 0.2560 23000 205 280 190 260 180 245
3/4 10 0.7500 0.3340 30100 320 435 300 410 280 380
16 0.7500 0.3730 33600 355 485 335 455 315 430
7/8 9 0.8750 0.4620 41600 515 700 485 660 455 620
14 0.8750 0.5090 45800 570 775 535 730 500 680
1 8 1.0000 0.6060 51500 730 995 685 930 645 875
12 1.0000 0.6630 59700 845 1150 795 1080 745 1015
1 1/8 7 1.1250 0.7630 68700 1095 1490 1030 1400 965 1310
12 1.1250 0.8560 77000 1225 1665 1155 1570 1085 1475
1 1/4 7 1.2500 0.9690 87200 1545 2100 1455 1980 1365 1855
12 1.2500 1.0730 96600 1710 2325 1610 2190 1510 2055
1 3/8 6 1.3750 1.1550 104000 2025 2755 1905 2590 1785 2430
12 1.3750 1.3150 118100 2300 3130 2165 2945 2030 2760
1 1/2 6 1.5000 1.4050 126500 2690 3660 2530 3440 2370 3225
12 1.5000 1.5800 142200 3020 4105 2845 3870 2665 3625
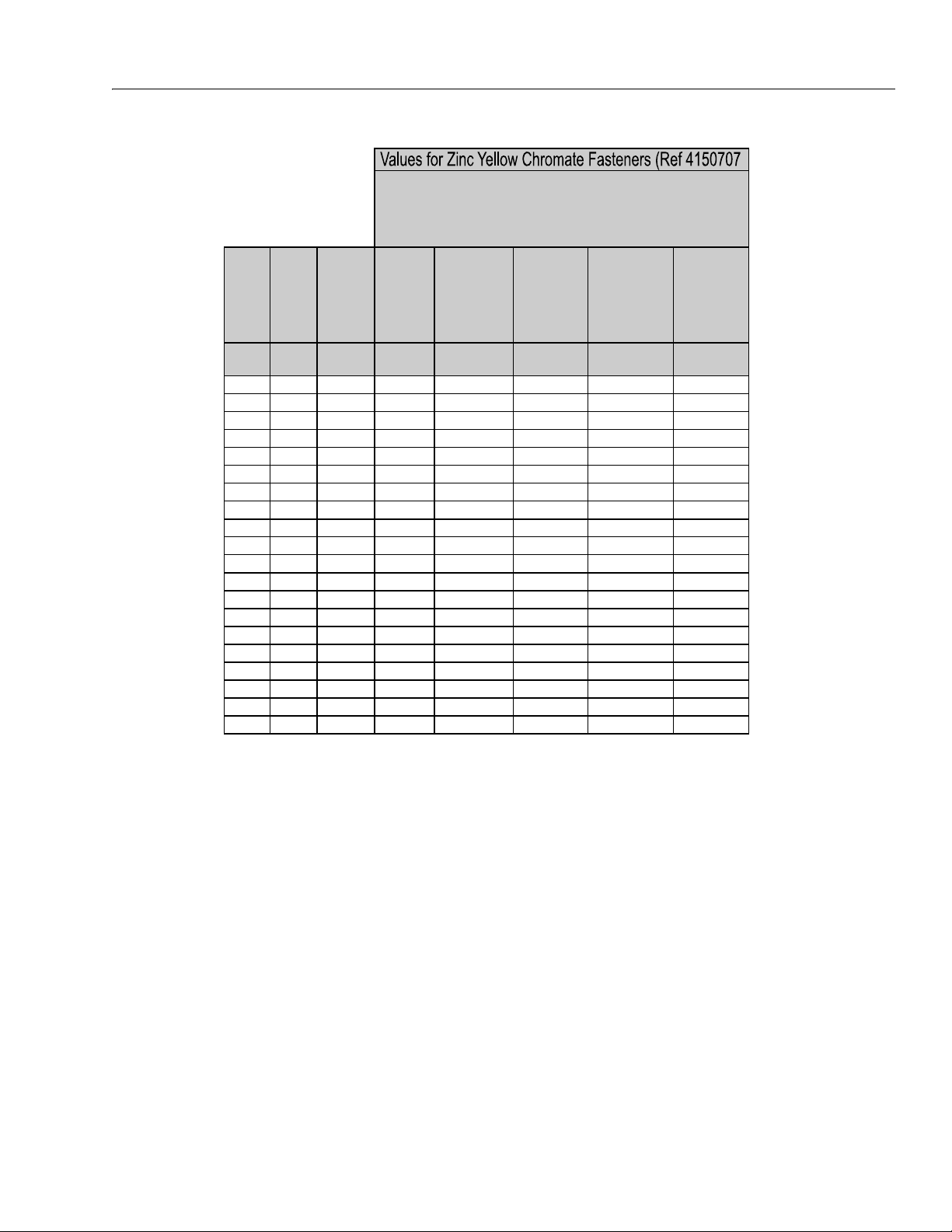
NO. 5000059 REV. J
4. CLAMP LOAD LISTED FOR SHCS IS SAME AS GRADE 8 OR CLASS 10.9 AND DOES NOT REPRESENT FULL STRENGTH
CAPABILITY OF SHCS. IF HIGHER LOAD IS REQUIRED, ADDITIONAL TESTING IS REQUIRED.
SOCKET HEAD CAP SCREWS
Magni Coating (Ref 4150701)*
Torque
(Dry) K = .17
Torque
(Loctite® 242
TM
or 271
TM
OR Vibra-TITE
TM
111 or
140 OR Precoat 85®
K=0.16
Torque
(Loctite® 262
TM
or Vibra-
TITE
TM
131)
K=0.15
2. ALL TORQUE VALUES ARE STATIC TORQUE MEASURED PER STANDARD AUDIT METHODS TOLERANCE = ±10%
NOTES: 1. THESE TORQUE VALUES DO NOT APPLY TO CADMIUM PLATED FASTENERS
*3. ASSEMBLY USES HARDENED WASHER OR FASTENER IS PLACED AGAINST PLATED STEEL OR RAW ALUMINUM
SECTION 1 - SPECIFICATIONS
3120752 – JLG Lift – 1-7
Figure 1-4. Torque Chart (SAE Fasteners - Sheet 3 of 7)
Page 20
SECTION 1 - SPECIFICATIONS
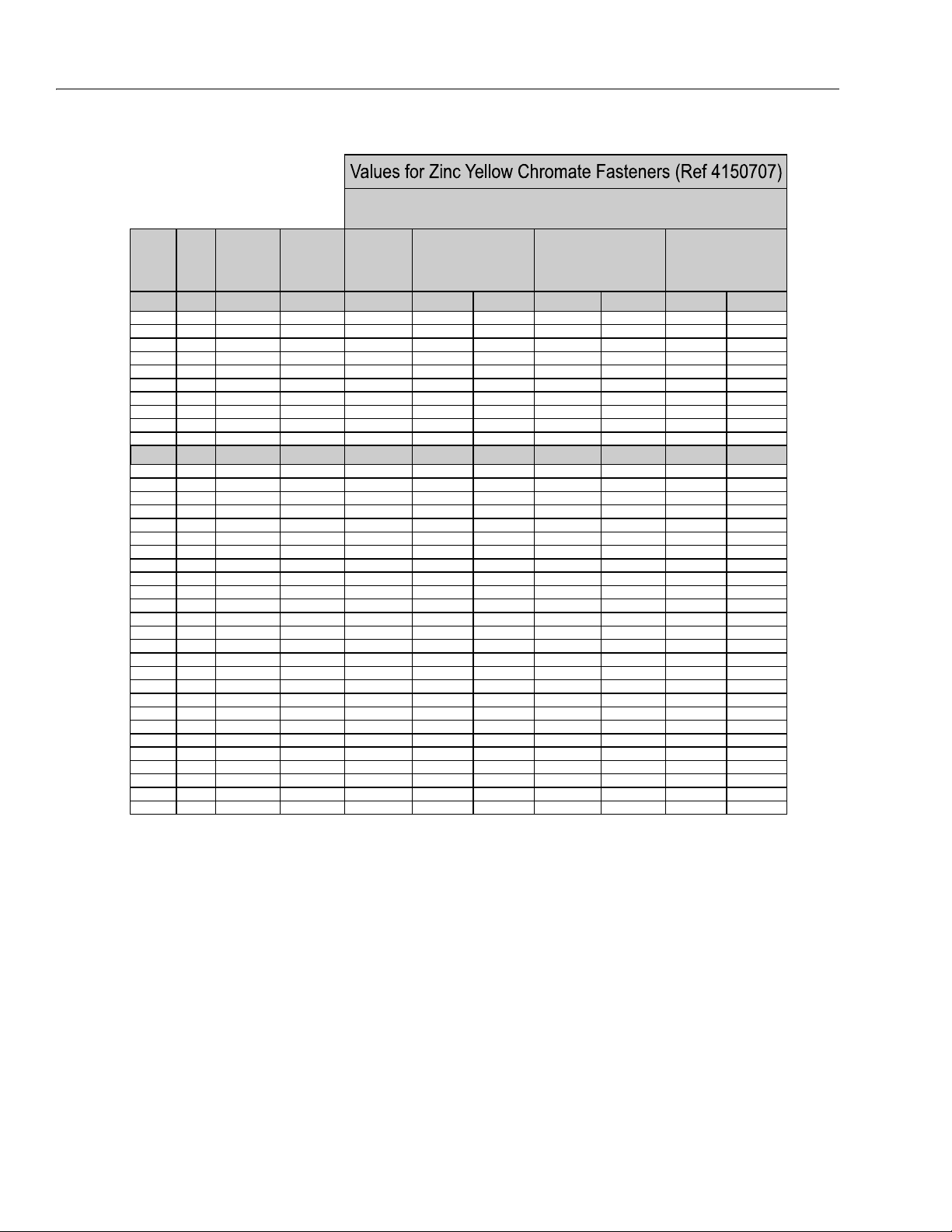
Size TPI Bolt Dia
Tensile
Stress Area
Clamp Load
See Note 4
In Sq In LB IN-LB [N.m] IN-LB [N.m] IN-LB [N.m]
4 40 0.1120 0.00604
48 0.1120 0.00661
6 32 0.1380 0.00909
40 0.1380 0.01015
8 32 0.1640 0.01400
36 0.1640 0.01474
10 24 0.1900 0.01750
32 0.1900 0.02000
1/4 20 0.2500 0.0318 2860 143 16 129 15
28 0.2500 0.0364 3280 164 19 148 17
In Sq In LB FT-LB [N.m] FT-LB [N.m] FT-LB [N.m]
5/16 18 0.3125 0.0524 4720 25 35 20 25 20 25
24 0.3125 0.0580 5220 25 35 25 35 20 25
3/8 16 0.3750 0.0775 7000 45 60 40 55 35 50
24 0.3750 0.0878 7900 50 70 45 60 35 50
7/16 14 0.4375 0.1063 9550 70 95 65 90 50 70
20 0.4375 0.1187 10700 80 110 70 95 60 80
1/2 13 0.5000 0.1419 12750 105 145 95 130 80 110
20 0.5000 0.1599 14400 120 165 110 150 90 120
9/16 12 0.5625 0.1820 16400 155 210 140 190 115 155
18 0.5625 0.2030 18250 170 230 155 210 130 175
5/8 11 0.6250 0.2260 20350 210 285 190 260 160 220
18 0.6250 0.2560 23000 240 325 215 290 180 245
3/4 10 0.7500 0.3340 30100 375 510 340 460 280 380
16 0.7500 0.3730 33600 420 570 380 515 315 430
7/8 9 0.8750 0.4620 41600 605 825 545 740 455 620
14 0.8750 0.5090 45800 670 910 600 815 500 680
1 8 1.0000 0.6060 51500 860 1170 775 1055 645 875
12 1.0000 0.6630 59700 995 1355 895 1215 745 1015
1 1/8 7 1.1250 0.7630 68700 1290 1755 1160 1580 965 1310
12 1.1250 0.8560 77000 1445 1965 1300 1770 1085 1475
1 1/4 7 1.2500 0.9690 87200 1815 2470 1635 2225 1365 1855
12 1.2500 1.0730 96600 2015 2740 1810 2460 1510 2055
1 3/8 6 1.3750 1.1550 104000 2385 3245 2145 2915 1785 2430
12 1.3750 1.3150 118100 2705 3680 2435 3310 2030 2760
1 1/2 6 1.5000 1.4050 126500 3165 4305 2845 3870 2370 3225
12 1.5000 1.5800 142200 3555 4835 3200 4350 2665 3625
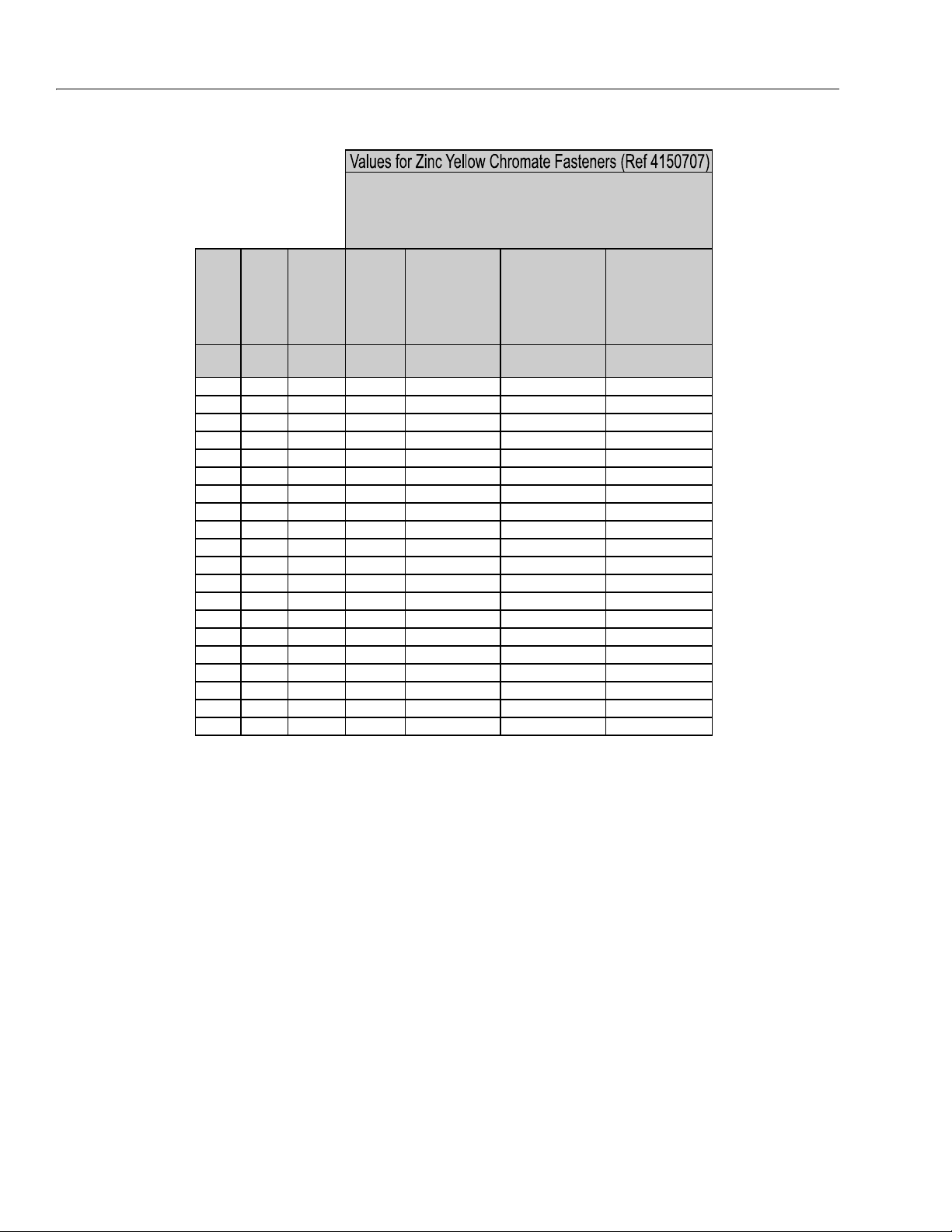
NO. 5000059 REV. J
4. CLAMP LOAD LISTED FOR SHCS IS SAME AS GRADE 8 OR CLASS 10.9 AND DOES NOT REPRESENT FULL STRENGTH
CAPABILITY OF SHCS. IF HIGHER LOAD IS REQUIRED, ADDITIONAL TESTING IS REQUIRED.
SOCKET HEAD CAP SCREWS
Torque
(Dry)
K = .20
Torque
(Loctite® 242TM or 271
TM
OR Vibra-TITE
TM
111 or
140 OR Precoat 85®
K=0.18
Zinc Yellow Chromate Fasteners (Ref 4150707)*
2. ALL TORQUE VALUES ARE STATIC TORQUE MEASURED PER STANDARD AUDIT METHODS TOLERANCE = ±10%
NOTES: 1. THESE TORQUE VALUES DO NOT APPLY TO CADMIUM PLATED FASTENERS
*3. ASSEMBLY USES HARDENED WASHER OR FASTENER IS PLACED AGAINST PLATED STEEL OR RAW ALUMINUM
Torque
(Loctite® 262
TM
or Vibra-
TITE
TM
131)
K=0.15
1-8 – JLG Lift – 3120752
Figure 1-5. Torque Chart (SAE Fasteners - Sheet 4 of 7)
Page 21
SECTION 1 - SPECIFICATIONS
Size PITCH
Tensile
Stress
Area
Clamp
Load
Torque
(Dry or Loctite®
263
TM
)
Torque
(Lub)
Torque
(Loctite® 262
TM
OR Vibra-
TITE
TM
131)
Torque
(Loctite®
242
TM
or 271
TM
OR Vibra-
TITE
TM
111 or
140)
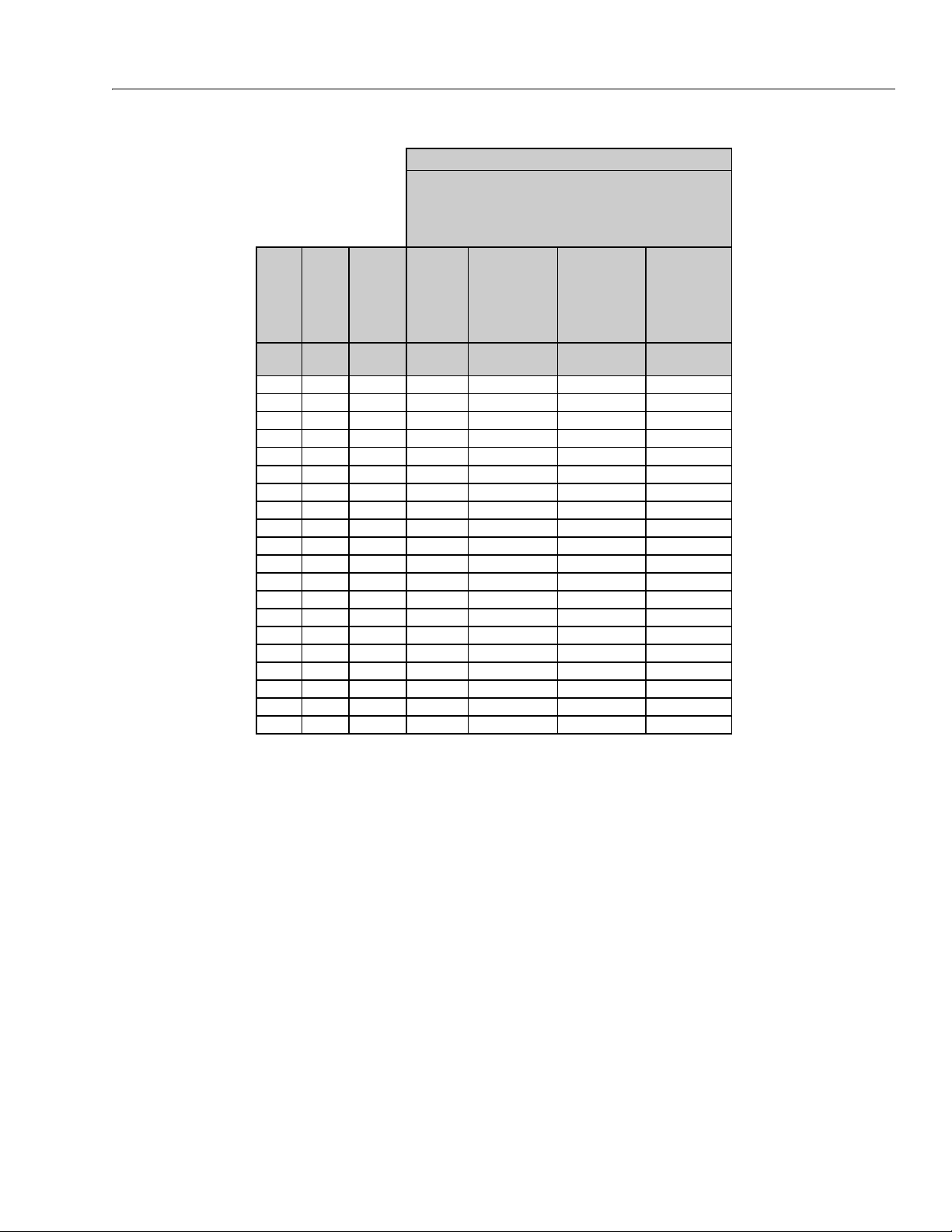
Sq mm KN [N.m ] [N.m] [N.m] [N.m]
3 0.5 5.03 2.19 1.3 1.0 1.2 1.4
3.5 0.6 6.78 2.95 2.1 1.6 1.9 2.3
4 0.7 8.78 3.82 3.1 2.3 2.8 3.4
5 0.8 14.20 6.18 6.2 4.6 5.6 6.8
6 1 20.10 8.74 11 7.9 9.4 12
7 1 28.90 12.6 18 13 16 19
8 1.25 36.60 15.9 26 19 23 28
10 1.5 58.00 25.2 50 38 45 55
12 1.75 84.30 36.7 88 66 79 97
14 2 115 50.0 140 105 126 154
16 2 157 68.3
219 164 197 241
18 2.5 192 83.5 301 226 271 331
20 2.5 245 106.5 426 320 383 469
22 2.5 303 132.0 581 436 523 639
24 3 353 153.5 737 553 663 811
27 3 459 199.5 1080 810 970 1130
30 3.5 561 244.0 1460 1100 1320 1530
33 3.5 694 302.0 1990 1490 1790 2090
36 4 817 355.5 2560 1920 2300 2690
42 4.5 1120 487.0 4090 3070 3680 4290
4. CLAMP LOAD LISTED FOR SHCS IS SAME AS GRADE 8 OR CLASS 10.9 AND DOES NOT
REPRESENT FULL STRENGTH CAPABILITY OF SHCS. IF HIGHER LOAD IS REQUIRED,
ADDITIONAL TESTING IS REQUIRED.
*3. ASSEMBLY USES HARDENED WASHER OR FASTENER IS PLACED AGAINST PLATED
STEEL OR RAW ALUMINUM
CLASS 8.8 METRIC BOLTS
CLASS 8 METRIC NUTS
NOTES: 1. THESE TORQUE VALUES DO NOT APPLY TO CADMIUM PLATED FASTENERS
2. ALL TORQUE VALUES ARE STATIC TORQUE MEASURED PER STANDARD AUDIT
METHODS TOLERANCE = ±10%
NO. 5000059 REV. J
Figure 1-6. Torque Chart (METRIC Fasteners - Sheet 5 of 7))
3120752 – JLG Lift – 1-9
Page 22
SECTION 1 - SPECIFICATIONS
Size PITCH
Tensile
Stress
Area
Clamp
Load
Torque
(Dry or Loctite®
263
TM
)
K = 0.20
Torque
(Lub OR Loctite®
242
TM
or 271TM OR
Vibra-TITE
TM
111 or
140)
K= 0.18
Torque
(Loctite® 262
TM
OR
Vibra-TITE
TM
131)
K=0.15
Sq mm KN [N.m] [N.m] [N.m]
3 0.5 5.03 3.13
3.5 0.6 6.78 4.22
4 0.7 8.78 5.47
5 0.8 14.20 8.85
6 1 20.10 12.5
7 1 28.90 18.0 25.2 22.7 18.9
8 1.25 36.60 22.8 36.5 32.8 27.4
10 1.5 58.00 36.1 70 65 55
12 1.75 84.30 52.5 125 115 95
14 2 115 71.6 200 180 150
16 2 157 97.8
315 280 235
18 2.5 192 119.5 430 385 325
20 2.5 245 152.5 610 550 460
22 2.5 303 189.0 830 750 625
24 3 353 222.0 1065 960 800
27 3 459 286.0 1545 1390 1160
30 3.5 561 349.5 2095 1885 1575
33 3.5 694 432.5 2855 2570 2140
36 4 817 509.0 3665 3300 2750
42 4.5 1120 698.0 5865 5275 4395
CLASS 10.9 METRIC BOLTS
CLASS 10 METRIC NUTS
CLASS 12.9 SOCKET HEAD CAP SCREWS M3 - M5*
4. CLAMP LOAD LISTED FOR SHCS IS SAME AS GRADE 8 OR CLASS 10.9 AND DOES NOT
REPRESENT FULL STRENGTH CAPABILI TY OF SHCS. IF HIGHER LOAD IS REQUIRED,
ADDITIONAL TESTING IS REQUIRED.
*3. ASSEMBLY USES HARDENED WASHER OR FASTENER IS PLACED AGAINST PLATED
STEEL OR RAW ALUMINUM
NOTES: 1. THESE TORQUE VALUES DO NOT APPLY TO CADMIUM PLATED FASTENERS
2. ALL TORQUE VALUES ARE STATIC TORQUE MEASURED PER STANDARD AUDIT
METHODS TOLERANCE = ±10%
NO. 5000059 REV. J
Figure 1-7. Torque Chart (METRIC Fasteners - Sheet 6 of 7)
1-10 – JLG Lift – 3120752
Page 23
SECTION 1 - SPECIFICATIONS
Size PITCH
Tensile
Stress
Area
Clamp Load
See Note 4
Torque
(Dry or Loctite®
263
TM
)
K = .17
Torque
(Lub OR Loctite®
242
TM
or 271
TM
OR Vibra-TITE
TM
111 or 140)
K = .16
Torque
(Loctite® 262
TM
OR Vibra-TITE
TM
131)
K = .15
Sq mm kN [N.m] [N.m] [N.m]
30.55.03
3.5 0.6 6.78
40.78.78
50.814.20
6120.1012.5 13 12 11
7128.9018.0 21 20 19
8 1.25 36.60 22.8 31 29 27
10 1.5 58.00 36.1 61 58 54
12 1.75 84.30 52.5 105 100 95
14 2 115 71.6 170 160 150
16 2 157
97.8 265 250 235
18 2.5 192 119.5 365 345 325
20 2.5 245 152.5 520 490 460
22 2.5 303 189.0 705 665 625
24 3 353 220.0 900 845 790
27 3 459 286.0 1315 1235 1160
30 3.5 561 349.5 1780 1680 1575
33 3.5 694 432.5 2425 2285 2140
36 4 817 509.0 3115 2930 2750
42 4.5 1120 698.0 4985 4690 4395
CLASS 12.9 SOCKET HEAD CAP SCREWS
M6 AND ABOVE*
4. CLAMP LOAD LISTED FOR SHCS IS SAME AS GRADE 8 OR CLASS 10.9 AND DOES NOT
REPRESENT FULL STRENG TH CAPABILITY OF SHCS. IF HIGHER LOAD IS REQUIRED,
ADDITIONAL TESTING IS REQUIRED.
*3. ASSEMBLY USES HARDENED WASHER OR FASTENER IS PLACED AGAINST PLATE D
STEEL OR RAW ALUMINUM
NOTES: 1. THESE TORQUE VALUES DO NOT APPLY TO CADMIUM PLATED FASTENERS
2. ALL TORQUE VALUES ARE STATIC TORQUE MEASURED PER STANDARD AUDIT
METHODS TOLERANCE = ±10%
NO. 5000059 REV. J
Magni Coating (Ref 4150701)*
3120752 – JLG Lift – 1-11
Figure 1-8. Torque Chart (METRIC Fasteners - Sheet 7 of 7)
Page 24
SECTION 1 - SPECIFICATIONS
NOTES:
1-12 – JLG Lift – 3120752
Page 25

SECTION 2 - SERVICE PROCEDURES
SECTION 2. SERVICE PROCEDURES
2.1 MACHINE PREPARATION, INSPECTION, AND MAINTENANCE
General
This section provides the necessary information needed
by those personnel that are responsible to place the
machine in operation readiness and maintain its safe
operating condition. For maximum service life and safe
operation, ensure that all the necessary inspections and
maintenance have been completed before placing the
machine into service.
Preparation, Inspection, and Maintenance
It is important to establish and conform to a comprehensive inspection and preventive maintenance program.
The following table outlines the periodic machine inspections and maintenance recommended by JLG Industries,
Inc. Consult your national, regional, or local regulations
for further requirements for aerial work platforms. The frequency of inspections and maintenance must be
increased as environment, severity and frequency of
usage requires.
Pre-Start Inspection
It is the User’s or Operator’s primary responsibility to perform a Pre-Start Inspection of the machine prior to use
daily or at each change of operator. Reference the Operator’s and Safety Manual for completion procedures for the
Pre-Start Inspection. The Operator and Safety Manual
must be read in its entirety and understood prior to performing the Pre-Start Inspection.
Pre-Delivery Inspection and Frequent Inspection
The Pre-Delivery Inspection and Frequent Inspection shall
be performed by a qualified JLG equipment mechanic.
JLG Industries, Inc. recognizes a qualified JLG equipment
mechanic as a person who, by possession of a recognized degree, certificate, extensive knowledge, training, or
experience, has successfully demonstrated the ability and
proficiency to service, repair, and maintain the subject
JLG product model.
The Pre-Delivery Inspection and Frequent Inspection procedures are performed in the same manner, but at different times. The Pre-Delivery Inspection shall be performed
prior to each sale, lease, or rental delivery. The Frequent
Inspection shall be accomplished for each machine in service for 3 months or 150 hours (whichever comes first);
out of service for a period of more than 3 months; or when
purchased used. The frequency of this inspection must be
increased as environment, severity and frequency of
usage requires.
Reference the JLG Pre-Delivery and Frequent Inspection
Form and the Inspection and Preventative Maintenance
Schedule for items requiring inspection during the performance of these inspections. Reference the appropriate
areas of this manual for servicing and maintenance procedures.
Annual Machine Inspection
The Annual Machine Inspection must be performed by a
qualified JLG equipment mechanic on an annual basis, no
later than thirteen (13) months from the date of the prior
Annual Machine Inspection. JLG Industries, Inc. recognizes a qualified JLG equipment mechanic as a person
who has successfully completed the JLG Service Training
School for the subject JLG product model. Reference the
machine Service and Maintenance Manual and appropriate JLG inspection form for performance of this inspection.
Reference the JLG Annual Machine Inspection Form and
the Inspection and Preventative Maintenance Schedule for
items requiring inspection during the performance of this
inspection. Reference the appropriate areas of this manual for servicing and maintenance procedures.
For the purpose of receiving safety-related bulletins, it is
important that JLG Industries, Inc. has updated ownership
information for each machine. When performing each
Annual Machine Inspection, notify JLG Industries, Inc. of
the current machine ownership.
Preventative Maintenance
In conjunction with the specified inspections, maintenance shall be performed by a qualified JLG equipment
mechanic. JLG Industries, Inc. recognizes a qualified JLG
equipment mechanic as a person who, by possession of a
recognized degree, certificate, extensive knowledge, training, or experience, has successfully demonstrated the
ability and proficiency to service, repair, and maintain the
subject JLG product model.
Reference Table 2-2, AM Model - Preventive Maintenance
& Inspection Schedule., and the appropriate areas of this
manual for servicing and maintenance procedures. The
frequency of service and maintenance must be increased
as environment, severity and frequency of usage requires.
3120752 – JLG Lift – 2-1
Page 26

SECTION 2 - SERVICE PROCEDURES
Table 2-1. Inspection and Maintenance
TYPE FREQUENCY
Pre-Start
Inspection
Pre-Delivery
Inspection
Frequent
Inspection
Annual
Machine
Inspection
Preventative
Maintenance
Prior to use each day; or
At each Operator change.
Prior to each sale, lease, or
rental delivery.
In service for 3 months or 150 hours,
whichever comes first; or Out of service
for a period of more than 3 months; or Purchased used.
Annually, no later than 13 months from the
date of the prior inspection.
At intervals as specified in the Ser vice and
Maintenance Manual.
PRIMARY
RESPONSIBILITY
User or Operator User or Operator Operator and Safety M anual
Owner, Dealer, or User Qualified JLG
Owner, Dealer, or User Qualified JLG
Owner, Dealer, or User Qualified JLG
Owner, Dealer, or User Qualified JLG
SERVICE
QUALIFICATION
Mechanic
Mechanic
Mechanic
Mechanic
REFERENCE
Service and Maintenance Manual and applicable JLG inspection form.
Service and Maintenance Manual and applicable JLG inspection form.
Service and Maintenance Manual and applicable JLG inspection form.
Service and Maintenance Manual
2.2 PREVENTIVE MAINTENANCE AND INSPECTION SCHEDULE
(See Table 2-2.)
The preventive maintenance and inspection checks are
listed and defined in the following table. This table is
divided into two basic parts, the “AREA” to be inspected
and the “INTERVAL” at which the inspection is to take
place. Under the “AREA” portion of the table, the various
systems along with the components that make up that
system are listed. The “INTERVAL” portion of the table is
divided into five columns representing the various inspection time periods. The numbers listed within the interval
column represent the applicable inspection code for
which that component is to be checked.
The checks and services listed in this schedule are not
intended to replace any local or regional regulations that
may pertain to this type of equipment nor should the lists
be considered as all inclusive. Variances in interval times
may occur due to climate and/or conditions and depending on the location and use of the machine.
2-2 – JLG Lift – 3120752
Page 27

SECTION 2 - SERVICE PROCEDURES
Table 2-2. AM Model - Preventive Maintenance & Inspection Schedule.
INTERVAL
AREA ON MACHINE
PRE-START (1)
INSPECTION
WEEKLY
PREVENTATIVE
MAINTENANCE
MAST ASSEMBLY 1
Mast Sections 2, 5
Chain Systems 14 3, 14 14, 25
Sequence Cable Systems 31, 2, 3
Support Bars 1, 2
Covers or Shields 1
Sheave Systems 1, 2 1, 2
Bearings 1, 2
Slide Pads 1, 2
PLATFORM ASSEMBLY 1
Platform 11
Guard Rails 1, 2 2
Gate 1, 5 5
Floor 2
Extension Deck Assembly 1, 5
Lanyard Anchorage Point 1
CHASSIS ASSEMBLY 1
Outrigger Beams, Sockets, and Locking Pins 1, 2, 5, 7 1, 2, 5, 7
Outrigger Screw Jacks 51, 2, 5
Tires/Wheels/Caster Systems 1, 2 1, 2
Bubble Level 1, 2, 7 1, 2, 7
Cable Reel (LiftMaster Only) 55
Winch and Winch Brake (LiftMaster Onl y) 1, 2, 5
FUNCTIONS/CONTROLS 1
Platform Controls 55, 6, 7
Ground Controls 5 5, 6, 24
Function Control Locks, Guards, or Detents 55
Function Enable System 5
Emergency Stop Switches (Ground & Platform) 55
Function Limit or Cutout Switch Systems
Manual Descent or Auxiliary Power 55
POWER SYSTEM
Batteries 19 9
Battery Fluid 11 11
Battery Charger 5
HYDRAULIC/ELECTRIC SYSTEM 1
Hydraulic Pump 9 1, 2, 9 2, 5
Hydraulic Pump Cover 1
Hydraulic Cylinder 7, 9 2, 9 2, 9
Cylinder Attachment Pi ns and Pin Retainers 1, 2
Hydraulic Hoses, Lines, and Fittings 91, 9
Hydraulic Reservoir, Cap, and Breather 5, 7 5, 7 5, 7
Hydraulic Filter
3 MONTH
PREVENTATIVE
MAINTENANCE
PRE-DELIVERY (2)
OR FREQUENT (3)
INSPECTION
ANNUAL (4)
(YEARLY)
INSPECTION
3120752 – JLG Lift – 2-3
Page 28

SECTION 2 - SERVICE PROCEDURES
Table 2-2. AM Model - Preventive Maintenance & Inspection Schedule.
INTERVAL
AREA ON MACHINE
PRE-START (1)
INSPECTION
WEEKLY
PREVENTATIVE
MAINTENANCE
Hydraulic Fluid * 11 11 11 11 11
Electrical Connections 20 20
Outrigger Interlock Systems 1, 2, 5 5
GENERAL
Operator and Safety Manuals in Storage Box 21 21 21
ANSI and EMI Manuals/Handbooks Installed 21 21 21
Capacity Decals Installed, Secure, Legible 21 21 21
All Decals/Placards Installed, Secure, Legible 21 21 21
"Walk-Around" Inspection Perfor med 22
Annual Machine Inspection Due 21
No Unauthorized Modifications or Additions 21 21
All Relevant Safety Publications Incorporated 21 21, 22
General Structural Condition and Welds 2, 4 2, 4
All Fasteners, Pins, Shields, and Covers 1, 2
Grease and Lubricate to Specifications 22 22
Function Test of All Systems 22
Paint and Appearance 77
S ta mp I n sp ec t io n D a te o n F ra me 22
Notify JLG of Machine Ownership 22
3 MONTH
PREVENTATIVE
MAINTENANCE
PRE-DELIVERY (2)
OR FREQUENT (3)
INSPECTION
ANNUAL (4)
(YEARLY)
INSPECTION
* Change per Lubrication Chart in Section-1 of this Service Manual.
Footnotes:
(1) Prior to use each day; or at each Operator change
(2) Prior to each sale, lease, or delivery
(3) In service for 3 months or 150 hours; or Out of service
for 3 months or more; or Purchased used
(4) Annually, no later than 13 months from the date of the
prior inspection
Inspection and Maintenance Codes:
1. Check for proper and secure installation.
2. Visual inspection for damage, cracks, distortion, or
excessive wear.
3. Check for proper adjustment.
4. Check for cracked or broken welds.
5. Operates properly.
6. Returns to neutral or "off" position when released.
7. Clean and free of debris.
8. Interlocks function properly.
9. Check for signs of leakage.
10. Decals installed and legible.
11. Check for proper fluid level.
12. Check for chafing and proper routing.
13. Check for proper tolerances.
14. Properly lubricated.
15. Torqued to proper specification.
16. No gouges, excessive wear, or cords showing.
17. Properly inflated and seated around rim.
18. Proper and authorized components.
19. Fully charged.
20. No loose connections, corrosion, or abrasions.
21. Verify.
22. Perform.
23. Sealed properly.
24. Overrides Platform controls.
25. Inspected per Service and Maintenance Manual.
2-4 – JLG Lift – 3120752
Page 29

SECTION 2 - SERVICE PROCEDURES
2.3 SERVICING AND MAINTENANCE GUIDELINES
General
The following information is provided to assist you in the
use and application of servicing and maintenance procedures contained in this chapter.
WHEN AN ABNORMAL CONDITION IS NOTED AND PROCEDURES
CONTAINED HEREIN DO NOT SPECIFICALLY RELATE TO THE
NOTED IRREGULARITY, WORK SHOULD BE STOPPED AND
TECHNICALLY QUALIFIED GUIDANCE OBTAINED BEFORE WORK
IS RESUMED.
Safety and Workmanship
Your safety, and that of others, is the first consideration
when engaging in the maintenance of equipment. Always
be conscious of component weight. Never attempt to
move heavy parts without the aid of a mechanical device.
Do not allow heavy objects to rest in an unstable position.
When raising a portion of the equipment, ensure that adequate support is provided.
NEVER WORK UNDER AN ELEVATED PLATFORM UNTIL PLATFORM HAS BEEN SAFELY RESTRAINED FROM ANY MOVEMENT
BY BLOCKING OR OVERHEAD SLING.
Cleanliness
The most important single item in preserving the long service life of a machine is to keep dirt and foreign materials
out of the vital components. Precautions have been taken
to safeguard against this. Shields, covers, seals, and filters are provided to keep the wheel bearings, mast sections and oil supply clean; however, these items must be
maintained on a scheduled basis in order to function
properly.
At any time when oil lines are disconnected, clear adjacent areas as well as the openings and fittings themselves. As soon as a line or component is disconnected,
cap or cover all openings to prevent entry of foreign matter.
Clean and inspect all parts during servicing or maintenance, and assure that all passages and openings are
unobstructed. Cover all parts to keep them clean. Be sure
all parts are clean before they are installed. New parts
should remain in their containers until they are ready to be
used.
Components Removal and Installation
Use adjustable lifting devices, whenever possible, if
mechanical assistance is required. All slings (chains,
cables, etc.) should be parallel to each other and as near
perpendicular as possible to top of part being lifted.
Should it be necessary to remove a component on an
angle, keep in mind that the capacity of an eyebolt or similar bracket lessens, as the angle between the supporting
structure and the component becomes less than 90
degrees.
If a part resists removal, check to see whether all nuts,
bolts, cables, brackets, wiring, etc., have been removed
and that no adjacent parts are interfering.
Component Disassembly and Reassembly
When disassembling or reassembling a component, complete the procedural steps in sequence. Do not partially
disassemble or assemble one part, then start on another.
Always recheck your work to assure that nothing has been
overlooked. Do not make any adjustments, other than
those recommended, without obtaining proper approval.
Pressure-Fit Parts
When assembling pressure-fit parts, use an “anti-seize” or
molybdenum disulfide base compound to lubricate the
mating surface.
Bearings
When a bearing is removed, cover it to keep out dirt and
abrasives. Clean bearings in nonflammable cleaning solvent and allow to drip dry. Compressed air can be used
but do not spin the bearing.
Discard bearings if the races and balls (or rollers) are pitted, scored, or burned.
If bearing is found to be serviceable, apply a light coat of
oil and wrap it in clean (waxed) paper. Do not unwrap
reusable or new bearings until they are ready to install.
Lubricate new or used serviceable bearings before installation. When pressing a bearing into a retainer or bore,
apply pressure to the outer race. If the bearing is to be
installed on a shaft, apply pressure to the inner race.
Gaskets
Check that holes in gaskets align with openings in the
mating parts. If it becomes necessary to hand-fabricate a
gasket, use gasket material or stock of equivalent material
and thickness. Be sure to cut holes in the right location, as
blank gaskets can cause serious system damage.
3120752 – JLG Lift – 2-5
Page 30

SECTION 2 - SERVICE PROCEDURES
Bolt Usage and Torque Application
Use bolts of proper length. A bolt which is too long will
bottom before the head is tight against its related part. If a
bolt is too short, there will not be enough thread area to
engage and hold the part properly. When replacing bolts,
use only those having the same specifications of the original, or one which is equivalent.
Unless specific torque requirements are given within the
text, standard torque values should be used on heattreated bolts, studs, and steel nuts, in accordance with
recommended shop practices. (See Figure 1-2.)
Hydraulic Lines and Electrical Wiring
Clearly mark or tag hydraulic lines and electrical wiring, as
well as their receptacles, when disconnecting or removing
them from the unit. This will assure that they are correctly
reinstalled.
Hydraulic System
Keep the system clean. If evidence of metal or rubber particles is found in the hydraulic system, drain and flush the
entire system.
Disassemble and reassemble parts on clean work surface. Clean all metal parts with non-flammable cleaning
solvent. Lubricate components, as required, to aid assembly.
Lubrication and Servicing
Components and assemblies requiring lubrication and
servicing are shown on the Lubrication Chart in Section 1.
Service applicable components with the amount, type,
and grade of lubricant recommended in this manual, at
the specified intervals. When recommended lubricants are
not available, consult your local supplier for an equivalent
that meets or exceeds the specifications listed.
Batteries
Clean batteries, using a non-metallic brush and a solution
of baking soda and water. Rinse with clean water. After
cleaning, thoroughly dry batteries and coat terminals with
an anti-corrosion compound.
Mast Chain Inspection Procedure
Inspect mast chains for the following conditions:
Wear: Always inspect that segment of chain that operates
over a sheave. As the chain flexes over the extend/retract
sheaves, joints and plate edges very gradually wear.
Chain “stretch” can be measured using a manufacturers
wear scale or steel tape. When chains have elongated 3%
they must be removed and replaced. Refer to Table 2-3 for
proper chain specifications and allowable stretch tolerances. Peening and wear of chain plate edges are caused
by sliding over a chain worn contact face of a sheave, or
unusually heavy loads. All of the above require replacement of the chain and correction of the cause. Chain side
wear, noticeable when pin heads and outside plates show
a definite wear pattern, is caused by misalignment of the
sheave/chain anchors and must be corrected promptly.
Do not repair chains; if a section of chain is damaged,
replace the entire chain set.
Rust and Corrosion: Rust and corrosion will cause a
major reduction in the load carrying capacity of the chain,
because these are primary reasons for side plate cracking. The initial lubrication at the factory is applied in a hot
dip tank to assure full penetration into the joint. Do not
steam clean or degrease chains. At time of chain installation, factory lube must be supplemented by a maintenance program to provide a film of oil on the chains at all
times. If chains are corroded, they must be inspected,
especially the outside plates, for cracks in-line with the
pins. If cracks are found, replace the chain; if no cracks
are discovered, lubricate the chains by dipping in heated
oil, and reinstall on the machine. Keep chains lubricated.
Table 2-3. Chain Stretch Tolerance
Chain Size
.50" pitch 12" or 24 pitches .24 in./12 in. span
.625 pitch 15" or 24 pitches .30 in./15 in. span
Fatigue Cracks: Fatigue is a phenomenon that affects
most metals, and is the most common cause of chain
plate failures. Fatigue cracks are found through the link
holes, perpendicular (90 degrees) from the pin in-line
position. Inspect chains carefully after long time use and
heavy loading for this type of crack. If any cracks are discovered, replace all chains, as seemingly sound plates
are on the verge of cracking. Fatigue and ultimate
strength failures on JLG Lifts are incurred as a result of
severe abuse as design specs are well within the rated lifting capacity of these chains.
Tight Joints: All joints in the leaf chain should flex freely.
On leaf chain, tight joints are usually caused by rust/corrosion, or the inside plates “walking” off the bushing. Limber
up rusty/corroded chains (after inspecting care fully) with
Pin to Pin
Measurement
Allowable Stretch
2-6 – JLG Lift – 3120752
Page 31

SECTION 2 - SERVICE PROCEDURES
a heavy application of oil (preferably a hot oil dip). Tap
inside “walking” plates inward; if “walking” persists,
replace the chain. This type of problem is accelerated by
poor lubrication maintenance practice, and most tight
joint chains have been operated with little or no lubrication. Tight joints on leaf chain are generally caused by:
a. Bent pins or plates.
b. Rusty joints.
c. Peened plate edges.
Oil rusty chains, and replace chains with bent or peened
chain components. Keep chains lubricated.
Protruding or Turned Pins: Chains operating with inadequate lube generate tremendous friction between the pin
and plates (pin and bushing on leaf chain). In extreme
cases, this frictional torque can actually turn the pins in
the outside press-fit plates. Inspect for turned pins, which
can be easily spotted as the “V” flats on the pin heads are
no longer in line. Replace all chains showing evidence of
turned or protruding pins. Keep chains lubricated.
Chain Anchors and Sheaves: An inspection of the chain
must include a close examination of chain anchors and
sheaves. Check chain anchors for wear breakage and
misalignment. Anchors with worn or broken fingers should
be replaced. They should also be adjusted to eliminate
twisting the chain for an even load distribution.
Inspect the sheaves, sheave bearings, sheave grooves
and pins for extreme wear, replace as necessary. A worn
sheave can mean several problems, as follows:
a. Chains too tight.
b. Sheave bearings/pin bad.
c. Bent/misaligned chains.
Mast Cable Inspection Procedure
MAST CABLES ARE TO BE INSPECTED EVERY THREE MONTHS
OR MORE FREQUENTLY AS DESCRIBED FOLLOWING.
in any loss of original strength, such as described below,
shall be noted, and then a determination made if further
use would constitute a hazard.
Mast cables must be replaced after machine has been in
service for five (5) years, regardless of cable condition, or
sooner if conditions dictate.
Conditions such as the following shall be sufficient reason
for questioning continual use of the [cable] or increasing
the frequency of inspection:
1. In running ropes, six randomly distributed broken
wires in one lay or three broken wires in one strand
in one lay.
2. One outer wire broken at the point of contact with
the core of the rope which has worked its way out of
the rope structure and protrudes or loops out from
the rope structure. Additional inspection of this section is required.
3. Wear of one-third the original diameter of outside
individual wires.
4. Kinking, crushing, birdcaging or any other damage
resulting in distortion of the rope structure.
5. Evidence of any heat damage from any cause.
6. Reductions from nominal diameter of more than;
a. 1/64th in. (0.4mm) for diameters up to and
including 5/16th in. (8mm);
NOTE: A good indicator of a stretched extend/retract cable
is if the adjusting nuts are bottomed out. If no adjustment remains the cables have stretched and need
replacement.
Also check for cracked, bent, worn, severely corroded, or
improperly installed cable ends.
Inspect sheaves, sheave grooves, and sheave pins for
excessive wear, replace as necessary.
WEAR PROTECTIVE GLOVES TO PROTECT HANDS WHEN HANDLING CABLE.
The periodic inspection shall cover the entire length of the
cable. The inspection frequency shall be based on such
factors as expected cable life as determined by experience on the particular application or similar installations,
severity of environment, percentage of capacity lifts, frequency rates of operation, and exposure to shock loads.
Inspection should be more frequent as cables approach
the end of their useful lives.
Only the surface wires of the cable require inspection, do
not attempt to open the cable. Any deterioration resulting
3120752 – JLG Lift – 2-7
Page 32

SECTION 2 - SERVICE PROCEDURES
2.4 LUBRICATION INFORMATION
Hydraulic System
The primary enemy of a hydraulic system is contamination. Contaminants enter the system by various means,
e.g., using inadequate hydraulic oil, allowing moisture,
grease, filings, sealing components, sand, etc., to enter
when performing maintenance, or by permitting the pump
to cavitate due to insufficient system warm-up or leaks in
the pump supply.
The design and manufacturing tolerances of the component working parts are very close, therefore, even the
smallest amount of dirt or foreign matter entering a system
can cause wear or damage to the components and generally results in faulty operation. Every precaution must be
taken to keep hydraulic oil clean, including reserve oil in
storage.
Cloudy oils indicate a high moisture content which permits organic growth, resulting in oxidation or corrosion. If
this condition occurs, the system must be drained,
flushed, and refilled with clean oil.
It is not advisable to mix oils of different brands or types,
as they may not contain the same required additives or be
of comparable viscosities. Good grade mineral oils, with
viscosities suited to the ambient temperatures in which
the machine is operating, are recommended for use.
NOTE: Metal particles may appear in the oil of new
machines due to the wear-in of meshing components.
Changing Hydraulic Oil
Use of any of the recommended hydraulic oils eliminates
the need for changing the oil on a regular basis. If it is necessary to change the oil, use only those oils meeting or
exceeding the specifications appearing in this manual. If
unable to obtain the same type of oil supplied with the
machine, consult local supplier for assistance in selecting
the proper equivalent. Avoid mixing petroleum and synthetic base oils. JLG Industries recommends changing the
hydraulic oil annually.
Use every precaution to keep the hydraulic oil clean. If the
oil must be poured from the original container into
another, be sure to clean all possible contaminants from
the service container.
While the unit is shut down, a good preventive maintenance measure is to make a thorough inspection of all
hydraulic components, lines, fittings, etc., as well as a
functional check of each system, before placing the
machine back in service.
Lubrication Specifications
Specified lubricants, as recommended by the component
manufacturers, are always the best choice, however,
multi-purpose greases usually have the qualities which
meet a variety of single purpose grease requirements.
Should any question arise regarding the use of greases in
maintenance stock, consult your local supplier for evaluation. Refer to Table 1-2. for an explanation of the lubricant
key designations appearing in the Lubrication Chart.
Hydraulic Oil
For best performance, JLG recommends the use of ISOVg grade 32, 46 oil with a viscosity range between 15-250
SUS at 100 degrees F (32-54 cST at 40 degrees C). Refer
to Section 7 for recommended hydraulic oils.
2-8 – JLG Lift – 3120752
Page 33

SECTION 2 - SERVICE PROCEDURES
2.5 BATTERY CHARGER - ASSEMBLY AND DISASSEMBLY
General Information
DO NOT ATTEMPT TO DISASSEMBLE THE BATTERY CHARGER
IF MACHINE IS STILL UNDER WARRANTY. OPENING THE BATTERY CHARGER WHILE THE MACHINE IS UNDER WARRANTY
WILL VOID THE CHARGER WARRANTY. IF UNDER WARRANTY
REQUEST A REPLACEMENT CHARGER FROM THE FACTORY.
ALSO BEFORE REPLACING ANY COMPONENT, USE THE CHARGER MANUFACTURERS (SCR) BATTERY CHARGER MANUAL
INCLUDED WITH THE MACHINE FOR CHECKING THE INTERNAL
AC AND DC CIRCUITS TO DETERMINE WHICH COMPONENT HAS
FAILED. COMPLETE WIRING DIAGRAMS PERTAINING TO YOUR
MODEL CHARGER ARE ALSO INCLUDED IN THE MANUFACTURERS (SCR) BATTERY CHARGER MANUAL
The AM Series dual AC input battery charger allows for
replacement of the following internal components. Consult your Illustrated Parts Manual for part numbers of
these components which are available from the JLG Parts
Department:
Battery Charger Removal
1. If plugged in, unplug the AC voltage cord from AC
receptacle and remove the charger/battery box unit
from the machine.
2. Disconnect the + (RED) and – (BLACK) charging
wires from the charger to the battery terminals in the
lower battery compartment.
3. Remove the four (4) mounting bolts and washers
located on the back of the upper battery box section, securing the charger into the upper section.
4. Remove the charger through the front opening while
pulling the charging wires (RED/BLACK) through the
hole on the bottom of the upper battery box section.
Cover Removal
5. Remove the ten (10) screws on the sides and top of
the charger cover and remove cover.
•Transformer
• Printed Circuit Board
• Shunt Assembly
• Interlock Relay
• SCR Rectifier
• AC Circuit Breaker
• DC Circuit Breaker
Replacement and troubleshooting of these components
requires removal of the battery charger from it’s mounting
on the charger/battery box assembly.
3120752 – JLG Lift – 2-9
Page 34

SECTION 2 - SERVICE PROCEDURES
Transformer Replacement
1. Disconnect the wiring connecting the transformer to
other components within the charger assembly.
2. Remove the four nuts from the cap screws securing
the transformer brackets to the base of the charger
chassis.
3. Remove transformer.
Printed Circuit Board Replacement
1. Disconnect the wide wiring connector from the end
of the circuit board.
2. Remove the four (4) screw attaching the card to the
front face of the charger chassis.
3. Remove the circuit board.
DC Circuit Breaker Replacement
1. Remove the wiring from the breaker terminals.
2. Remove the bolt, nut and washer from each side of
the breaker, remove the breaker from the housing.
2-10 – JLG Lift – 3120752
Page 35

SECTION 2 - SERVICE PROCEDURES
123
AC Circuit Breaker and Voltage Selection Switch Replacement
1. Remove the wiring from the AC breaker or Voltage
Selection Switch terminals.
2. To remove the breaker or switch from the front face
of the charger, on the inside of the charger front
face, push in on the tabs located on the sides of the
breaker/switch assembly and remove the assembly
out the front of the charger.
Shunt Assembly, Varistor, and SCR Rectifier Replacement (See Illustration)
Shunt Assembly (Item #1)
1. Carefully remove the screw from the end of the
shunt assembly. The white insulator may need to be
restrained to keep it from turning while removing the
shunt assembly fasteners. Also make note of the
position of each washer, nut and wire connector
when removing for later assembly.
SCR Rectifier Replacement (Item #2)
1. Remove the wiring from the SCR Rectifier.
2. Remove the nut securing the rectifier to the insulated
aluminum chassis bracket.
3. Remove the SCR Rectifier.
Varistor Replacement (Item #3)
1. Remove the fasteners securing the varistor to the
aluminum angle bracket (see illustration below). One
through the rear panel of the base with a short white
spacer and one at the long white insulator attaching
the shunt assembly to the bracket.
2. Remove the varistor from it’s mount.
3120752 – JLG Lift – 2-11
Page 36

SECTION 2 - SERVICE PROCEDURES
1
2
1
2
3
4
1
2
3
1
233
4
2.6 HYDRAULIC LIFT PUMP - SERVICING
Remove hydraulic pump from machine.
FENNER BRAND PUMP - Brush Replacement
Motor Cap/Motor Installation
Motor Cap Installation
1. Cap Assembly Screws 2. Cap Assembly
Motor Brush Installation
Brush Housing Installation
1. Brush Housing
2. Brush Housing Screws
3. Mark Front of Motor and Brush Housing for reference
when reassembling.
1. Motor Assembly 3. Pump End Head
2. Motor Assembly Screws 4. Motor to Pump Coupler
2-12 – JLG Lift – 3120752
Motor Installation
1. Negative (–) Post 3. Brush Assemblies
2. Positive (+) Post 4. Spring Washer
Note: Length of wires to brush assemblies shown exaggerated for
illustrative purposes.
Brush Assembly Connections
Page 37

SECTION 2 - SERVICE PROCEDURES
1
2
3
4
5
Once brush housing has been removed, inspect the rotor
commutator for excessive wear before installing a new
brush set.
The rotor commutator surface when new, is approximately
1/8 in. (3mm) in thickness.
Brush Housing Final Assembly Tips
It is easier to install the brush housing assembly by sliding
the rotor assembly completely out of the other end of the
motor housing, then attach the brush housing first. After
the brush housing is installed look into the motor housing
from the opposite end to check that the positive (+) post
wires and static winding wires are positioned, not to block
the holes for the motor mounting bolts, inside the motor
housing.
After final assembly of the brush housing check that all
brush terminal screws are tight and the brush springs are
positioned properly before mounting the motor to the
pump/motor end head.
New Brush Installation
1. Brush Terminal Screw 4. Brush Spring
2. Brush 5. (See Installation Note Below)
3. Brush Holder
Installation the same for all four (4) brush assemblies.
Note: Using a clean towel, push each brush (2) up into it’s holder
(3), slide the spring (4) over the side of the brush. This will hold
each brush in place and allow them to clear the rotor commutator
during reassembly.
Clean the rotor commutator with a non-conductive electrical
cleaner before assembling the brush housing to the motor housing.
Brush Final Positioning
ONCE THE ROTOR ASSEMBLY IS IN PLACE, REMEMBER TO
PUSH EACH BRUSH DOWN UNTIL THE BRUSH FACE IS IN
CONTACT WITH THE COMMUTATOR ON THE ROTOR SHAFT
AND THE BRUSH SPRING IS PUSHING DOWN ON TOP OF
THE BRUSH.
3120752 – JLG Lift – 2-13
Page 38

SECTION 2 - SERVICE PROCEDURES
3
4
1
2
2
3
1
4
55
IMPORTANT
MONARCH BRAND PUMP - Brush Replacement
Motor Assembly - Remove/Install - Reference Marks
Pump Motor - Removal/Installation - Reference Marks
• For reference when reassembling, mark motor cover, housing
and valve body position before disassembling.
1. Motor Top Cover 4. Housing/Motor Valve Body
2. Cover/Housing Reference Mark
Reference Mark 5. Motor Valve Body
3. Motor Housing
Motor/Brush Cover - Remove/Install
Motor/Brush Cover - Removal/Installation
1. Motor/Brush Cover (a)
2. Cover Screws (b)
REMOVE THE MOTOR COVER CAREFULLY, THE (SHORT) POWER LEADS INSIDE THE COVER FROM THE (+/—) POSTS ARE SOLDERED TO ATTACH CLIPS WHICH ARE FASTENED TO THE BRUSH CARRIER ASSEMBLY WITH SCREWS (ITEM-5). RAISE THE COVER
STRAIGHT UP - REMOVE THE SCREWS - THEN HINGE THE COVER UP (SEE CENTER ILLUSTRATION) AND PRY THE CLIPS OFF OF
THE BRUSH CARRIER ASSEMBLY TO COMPLETELY REMOVE THE MOTOR COVER.
NOTE: (a) Once cover screws are removed, you may need to tap lightly around the edge of the top cover to separate it from the motor housing.
Read the important note above before attempting to remove the cover.
(b) These steel screws are threaded into the aluminum valve body, do not overtighten.
3. Washers
4. Power Leads to Lead Clips (Soldered)
5. Power Lead Clip Attach Screws
2-14 – JLG Lift – 3120752
Page 39

Brush Carrier Assembly - Remove/Install
1
2
3
4
1
4
2
3
3
5
SECTION 2 - SERVICE PROCEDURES
Brush Carrier Assembly - Remove/Install
1. Stator/Brush Carrier Screws (Pump Rear)
2. Stator/Brush Carrier Screws (Pump Front) (a)
NOTE: (a) Removed previously with motor cover disassembly (shown for reference only).
3. Mark Brush Carrier Position on Motor Housing
4. Brush Carrier Assembly
Brush Assembly - Remove/Install
Brush Assembly - Remove/Install
1. Brush Assembly (a)
2. Brush Carrier Socket
3. Brush Tab Slot
NOTE: (a) Slide brush assembly into socket until tab is in slot at
rear of socket.
4. Brush Terminal Screw
5. Brush Attach Terminal
3120752 – JLG Lift – 2-15
Page 40

SECTION 2 - SERVICE PROCEDURES
1
2
2
3
4
1
2
12234
TANK AND PUMP REMOVAL - (All Pumps)
Tank I nstall ation
Tank Installation
1. Tank A ssem bly 3. O-Ring Seal
2. Tank Screws (4) 4. Use Screwdriver to pry tank
away from pump head.
Pump Installation
Pump Installation
1. Pump Assembly 3. Pump Shaft Seal
2. Pump Assembly Screws 4. Pump End Head
Filter Screen Installation
1. Filter Screen 2. Pump Pick-Up Tube
Filter Screen Installation
Pump O-Ring Installation
1. Pump Assembly 2. O-Ring Seal 3. O-Ring Seal
2-16 – JLG Lift – 3120752
Page 41

SECTION 2 - SERVICE PROCEDURES
1
2
3
4
6
5
1234567
Pressure Adjust Valve Installation Pressure Check Valve Installation
Pressure Adjust Valve Installation
1. Adjust Valve Cap 4. Valve Ball
2. Adjustment Screw 5. Adjust Valve Port
3. Valve Spring 6. Extend (Pressure) Port
(Shown Plugged)
Note: Adjust pressure per specification shown in Section-1 of this
Service Manual.
Pressure Check Valve Installation
1. Check Valve Assembly 5. Check Valve Port
2. O-Ring Seal 6. Extend (Pressure) Port
3. O-Ring Seal 7. Return Port
4. Backing Ring
Note: Extend (Pressure) and Return Ports Shown Plugged
3120752 – JLG Lift – 2-17
Page 42

SECTION 2 - SERVICE PROCEDURES
2.7 HYDRAULIC LIFT CYLINDER - REMOVAL, INSPECTION AND REBUILD
HYDRAULIC CYLINDERS ARE DESIGNED TO HOLD HYDRAULIC
FLUID UNDER HIGH PRESSURE. BE SURE ALL APPROPRIATE
MEASURES ARE TAKEN TO RELIEVE RESIDUAL PRESSURE IN
THE CYLINDER BEFORE DISCONNECTING LINES.
Cylinder Removal
1. Disconnect power source. (Remove the DC power
pack/charger assembly from back of mast, if so
equipped).
2. Remove ground control (pump) cover.
3. Disconnect the hydraulic lines at the pump.
4. Using suitable lifting equipment, lay machine down
horizontal onto the back of mast to allow access to
the bottom of the machine. (Preferably on an ele-
vated work surface capable of supporting the full
weight of the machine).
5. Slide (extend) the mast out the top about 2 ft. to 3 ft.
to allow access to the cylinder attach setscrew on
the attach block at the top of mast section-2.
6. Remove the cylinder attach setscrew from the attach
block on top of mast section-2. (Lowest set of
sheaves).
7. Remove the protective mast cylinder/hydraulic line
cover plate from the base frame under the mast.
NOTE: (Use a container to catch the hydraulic oil from cylin-
der and hydraulic lines in next step, discard oil).
8. Remove the hydraulic lines from the mast cylinder.
9. Original Design Cylinder: Remove the one (1) 5/
16" bolt securing the cylinder to the cylinder mount
and the four (4) 1/2" bolts securing the cylinder
mount to the mast section-1 side rails.
New Design Cylinder: Remove the snap-ring from
either end of the cylinder mount pin running through
the cylinder valve block. While supporting the cylinder remove the mounting pin.
NOTE: In the following step the mast cylinder mount will be
shimmed tight in the mast.
10. Remove the cylinder mast mount from the mast.
NOTE: In the following step the mast cylinder may be tight in
the cylinder attach block at the top of the mast.
11. Pull the mast cylinder out of the mast.
Cylinder Disassembly
1. Before disassembling the cylinder, clean away all
dirt and foreign substances from openings, particularly the head area.
NOTE: Always protect the chrome surface of the cylinder
rod during assembly and disassembly. Any damage
to this surface will require replacement of the rod.
2. Extend the rod until the piston bottoms out against
the cylinder head.
3. Compress the head retraining ring enough to allow
the the cylinder head to be removed.
4. Carefully slide the head/rod/piston assembly out of
the cylinder tube. A gentle tap on the head assembly
may be required to remove the head from the cylinder tube.
5. Place the head/rod/piston assembly on a surface
that will not damage the chrome.
6. Remove the piston locknut and separate the piston
from the rod.
7. Slide the head off the rod from the piston end.
NOTE: When removing the old seals use only blunt tools, be
sure there are no sharp edges that may damage the
seal grooves during removal. Scratching the groove
may cause by-pass.
8. Remove and discard all old seals.
Lift Cylinder Component Inspection
Cylinder Rod
There should be no scratches or pits deep enough to
catch the fingernail. Pits that go to the base metal are
unacceptable. Scratches that catch the fingernail but are
not to the base metal, less than 0.5 inch long and primarily
in the circumferential direction are acceptable provided
they cannot cut the rod seal. Chrome should be present
over the entire surface of the rod and the lack thereof is
unacceptable. In the event that an unacceptable condition
occurs, the rod should be repaired or replaced.
Cylinder Head
Visually inspect the inside bore for scratches or polishing.
Deep scratches are unacceptable. Polishing indicates
uneven loading and when this occurs, the bore should be
checked for out-of-roundness. If out-of-roundness exceed
0.007", this is unacceptable. Check the condition of the
dynamic seals (wiper, rod seals) looking particulary for
metallic particles embedded in the seal surface. It is normal to cut the static seal on the retaining ring groove upon
disassembly. Remove the rod seal, static o-ring and
backup and rod wiper. Damage to the seal grooves, particularly on the sealing surfaces, is unacceptable. In the
2-18 – JLG Lift – 3120752
Page 43

SECTION 2 - SERVICE PROCEDURES
PISTON
LOCKNUT
(Torque
175-200 Ft. Lb.)
WEAR
RING
PISTON
SEAL
O-RING
O-RING
BACKUP
RING
CYLINDER
HEAD
RETAINING
RING
RETAINING RING
GROOVE
ROD
SEAL
ROD
WIPER
CYLINDER
HEAD
WHEN ASSEMBLING
CYLINDER
APPLY ANTI-SEIZE
COMPOUND
AROUND THE HEAD
IN THIS AREA ONLY
CYLINDER
TUBE
ASSEMBLY
CYLINDER
ROD
Figure 2-1. Lift Cylinder Internal Component Assembly Cross-Section.
event that an unacceptable condition occurs, the head
should be replaced.
Piston
Visually inspect the outside surface for scratches or polishing. Deep scratches are unacceptable. Polishing indicates uneven loading and when this occurs, the diameter
should be checked for out-of-roundness. If out-of-roundness exceeds 0.007", this is unacceptable. Check the condition of the dynamic seals and bearings looking
particularly for metallic particles embedded in the bearing
and in the piston seal surface. Remove the seals and
bearings. Damage to the seal grooves, particularly on the
sealing surfaces, is unacceptable. In the event that an
unacceptable condition occurs, the piston should be
replaced.
Tube Assembly
Visually inspect the inside bore for scratches and pits.
There should be no scratches or pits deep enough to
catch the fingernail. Scratches that catch the fingernail but
are less than 0.5 inch long and primarily in the circumferential direction are acceptable provided they cannot cut
the piston seal. The roughness of the bore should be
between 10 and 20 μ inches RMS. Significant variation
(greater than 8 μ inches difference) are unacceptable. In
the event that an unacceptable condition occurs, the tube
assembly should be repaired or replaced.
3120752 – JLG Lift – 2-19
Page 44

SECTION 2 - SERVICE PROCEDURES
Cylinder Assembly
(See Figure 2-1.)
1. Rinse the inside of the tube with hydraulic fluid and
allow to drain. A high-pressure rinse followed by a
wipe with a lint-free rag is preferable. Clean all internal components of any foreign material.
2. Lubricate the head and all seals with hydraulic fluid
prior to installation. Install the seal, wiper, o-ring,
back-up ring, and retraining ring to the cylinder
head.
3. Lubricate the piston and all components with
hydraulic fluid. Install the seal and wear ring to the
piston.
NOTE: Re-check that seals are not twisted or pinched and
are properly seated.
4. Place the rod on a clean table. Install the static oring seal into the groove on the piston end of the
rod.
5. Install the head followed by the piston onto the rod
noting the proper orientation of each component.
Torque the piston nut to 175-200 ft. lbs.
6. When the rod assembly is ready to be installed into
the tube, liberally apply an anti-seize lubricant to the
head outer surface, especially the static seal.
7. Next dip the entire rod assembly into hydraulic fluid
and stuff this assembly into the tube. Watch the
seals as they pass over the rod port (if visible) to be
sure they are not nicked or cut.
8. Install the head until the retaining ring seats in it’s
groove.
Installation
1. Remove the plastic plugs from the cylinder.
2. Pull rod out of cylinder approximately 3 ft.
NOTE: The following step is easier done with two people,
one to slide the cylinder into the mast, the other to
guide the rod into the cylinder block at the top of the
mast.
3. Slide the cylinder into the mast and install the rod
into the cylinder attach block.
4. Apply Loctite #222 (purple) to the setscrew securing
the lift cylinder rod to the sheave wheel anchor block
at the top of mast section-2.
5. Install the setscrew in the cylinder attach block at the
top of the mast, coat the threads of the setscrew with
Loctite (RC/#640-blue) before tightening.
6. Original Design Cylinder Mount: Install the cylinder mount and cylinder mounting plates into the bottom of the mast section-1. Shim to eliminate any
side clearance to prevent any strain on the sides of
the mast when the bolts are tightened.
7. New Design Cylinder Mount: Install the cylinder
mounting plates at the bottom of the mast section-1.
Mount plates two each side, using the the (2) two
long pass through bolts and nuts, apply Loctite
#242 to the bolt threads before tightening nuts.
8. Original Design Cylinder: Clamp the cylinder in the
mounting journal of the cylinder mount. Apply Loctite #242 to the journal bolt threads and torque to 85
ft. lbs. Align the hole in the mounting journal with the
hole in the cylinder and Install the (1) 5/16" bolt.
New Design Cylinder: Install the mounting pin
through the side mounting brackets and the cylinder
valve body and through the mounting brackets on
the other side of the mast. Install the snap rings to
each end of the mounting pin.
9. Connect the hydraulic fittings and lines, (new fittings
should be used).
10. Slide the mast together (stowed position) from the
top of the mast.
11. Stand machine upright on it’s base wheels.
12. Connect the hydraulic line fittings at the pump.
13. Check oil level in the hydraulic oil reservoir, add oil
to fill line, if necessary.
14. Install the ground station (pump) cover.
15. Set-up machine for operation and cycle mast (up
and down) approximately 3 ft. to 4 ft. a few times.
16. Check the hydraulic oil reservoir again, add oil to the
fill line.
2-20 – JLG Lift – 3120752
Page 45

SECTION 2 - SERVICE PROCEDURES
TOP
(REFERS TO TOP END
OF MAST SECTION -
END WITH COVER
AND SHEAVE WHEELS
ATTACHED)
BOTTOM
(REFERS TO BOTTOM END
OF MAST SECTION -
END WHICH SETS AT
MACHINES BASE FRAME)
CLOSED RAIL
(REFERS TO CLOSED RAIL
BACK OF MAST SECTION)
OPEN RAIL
(REFERS TO OPEN RAIL
FRONT OF MAST SECTION)
2.8 MAST ASSEMBLY AND DISASSEMBLY PROCEDURES
The AM Series personnel lift mast sections are constructed of extruded aluminum, protected with an anodized surface finish. The mast sections rails are interlocked
into each other when assembled and are guided by slide
pads mounted at the top and bottom of the rails on both
sides of the mast section.
The current AM model line mast assemblies have been
designed with either five (5), six (6) or seven (7) mast sections as shown following;
Table 2-4. AM Series Mast Component Features
Model
20AM 5Chain & Cable
25AM / 36AM 6Chain & Cable
30AM / 41AM 7Chain & Cable
Assembly procedures for all mast assemblies is basically
the same, carefully slide the mast sections together from
bottom until mast ends are even, (when sliding mast sec-
tions together be careful not to scratch the anodized surface in the slide pad channels). Assemble the hardware to
No. of Mast
Sections
Extend Device
the bottom of mast section first, then slide this section out
the top of previous section and assemble hardware to the
top of mast, (See Figure 2-2.). Always install slide pad
shims with slide pads inserted into the slide pad channels,
(ends of mast sections even). Shim slide pads so that all
side to side section movement is eliminated, but section
can still slide in mast by hand.
Mast Disassembly Procedure
(See Figure 2-2.)
NOTE: Reference to mast sections-5/-6/-7 made following is
dependent on which model machine you are servicing since the 20 ft. machines use five (5) mast sections, the 25 and 36 ft. models use six (6) mast
sections, the 30 and 41 ft. models use seven (7)
mast sections .
1. After the platform and other hardware have been
removed from the mast, and mast has been
removed from machine, lay mast assembly down
with the shortest mast section-5/-6/-7 on top and facing up.
2. Remove sequencing retract cables from sides of
mast assembly and the mini covers from the top of
each mast section. Also, remove the latch bar
assembly from BOTTOM of mast section-5/-6/-7.
Figure 2-2. Mast Section - Assembly/Disassembly Reference.
3120752 – JLG Lift – 2-21
Page 46

SECTION 2 - SERVICE PROCEDURES
Platform Section Removal (All Masts)
3. Remove cable adjust nuts from threaded ends of
cable attached to the cable anchor plate on BOTTOM end of mast section-5/-6/-7 (short, platform
mounting section). Push threaded ends of cable
through anchor plate
4. At TOP of mast section-5/-6/-7, pull cables out and
allow to hang loose.
NOTE: When sliding mast sections apart, be careful not to
scratch or score the anodized finish in the slide pad
channels.
5. Carefully slide short mast section-5/-6/-7 out BOTTOM of mast section-4/-5/-6 rails. Disassemble slide
pads, shims and cable anchor plate from mast section-5/-6/-7, if necessary.
Mast Section 6 Removal (7 Section Mast)
NOTE: Steps 6 through 10 apply to removal of mast section-
6 used on 30 & 41 ft. models which have seven (7)
mast sections. If disassembling a six (6) section 25
or 36 ft. mast, go to step 11, if disassembling a five
(5) section 20 ft. mast continue to step 17.
6. Remove cable adjust nuts from threaded ends of
cable attached to the cable anchor plate on bottom
end of mast section-6. Push threaded ends of cable
through anchor plate.
7. At top of mast section-6, pull cables out and allow to
hang loose.
8. Slide mast section-6 out TOP of mast section-5 far
enough to allow access to the cable sheave wheel
assembly.
9. Remove countersunk-flathead screws securing
cable sheave wheel assembly attach bars on both
side rails at top of mast section-6 and remove
sheave wheel assembly.
NOTE: When sliding mast sections apart, be careful not to
scratch or score the anodized finish in the slide pad
channels.
10. Carefully slide mast section-6 out BOTTOM of section-5. Remove slide pads, shims and cable anchor
plate, if necessary.
Mast Section 5 Removal (6 & 7 Section Mast)
NOTE: Steps 11 through 15 apply to removal of mast sec-
tion-5 used on 25, 30, 36 & 41 ft. models. If servicing
a 20 ft. mast, go to step 17.
11. Remove cable adjust nuts from threaded ends of
cable attached to the cable anchor plate on bottom
end of mast section-6. Push threaded ends of cable
through anchor plate.
12. At top of mast section-5, pull cables out and allow to
hang loose.
13. Slide mast section-5 out TOP of mast section-4 far
enough to allow access to the cable sheave wheel
assembly.
14. Remove countersunk-flathead screws securing
cable sheave wheel assembly attach bars on both
side rails at top of mast section-6 and remove
sheave wheel assembly.
NOTE: Step 15 applies to removal of the cable assemblies
used on mast section-5 of 30 & 41 ft. models. If servicing a 25 or 36 ft. mast, go to step 16.
15. While mast section-5 is still extended from section-4
remove the bolts attaching the two (2) cable assembly anchor eyelets to the TOP of mast section-5.
Remove cables.
NOTE: When sliding mast sections apart, be careful not to
scratch or score the anodized finish in the slide pad
channels.
16. Carefully slide mast section-5 out BOTTOM of section-4. Remove slide pads, shims and cable anchor
plate, if necessary.
Mast Section 4 Removal (All Masts)
17. Remove chain adjust nuts from threaded ends of
chain attached to the chain anchor plate on BOTTOM end of mast section-4. Push threaded ends of
cable through anchor plate.
18. At TOP of mast section-4, pull chains out and allow
to hang loose, (be certain floor surface is clean and
free of any metal chips or debris which may stick to
lubricated chains or lay chains in a clean bucket).
19. Slide mast section-4 out TOP of mast section-3 far
enough to allow access to the cable sheave wheel
assembly.
20. Remove countersunk-flathead screws securing
cable sheave wheel assembly attach bars on both
side rails at TOP of mast section-4 and remove
sheave wheel assembly.
21. While mast section-4 is still extended from section-3
remove the bolts attaching the two (2) cable assembly anchor eyelets to the TOP of mast section-4.
Remove cables.
NOTE: When sliding mast sections apart, be careful not to
scratch or score the anodized finish in the slide pad
channels.
2-22 – JLG Lift – 3120752
Page 47

SECTION 2 - SERVICE PROCEDURES
22. Carefully slide mast section-4 out BOTTOM of section-3. Remove slide pads, shims and chain anchor
plate, if necessary.
Mast Section 3 Removal (All Masts)
23. Remove chain adjust nuts from threaded ends of
chain attached to the chain anchor plate on BOTTOM end of mast section-3. Push threaded ends of
cable through anchor plate.
24. At TOP of mast section-3, pull chains out and allow
to hang loose, (be certain floor surface is clean and
free of any metal chips or debris which may stick to
lubricated chains or lay chains in a clean bucket).
25. Slide mast section-3 out TOP of mast section-2 far
enough to allow access to the chain sheave wheel
assembly.
26. Remove countersunk flathead screws securing
chain sheave wheel assembly attach bars on both
side rails at TOP of mast section-3 and remove
sheave wheel assembly.
27. While mast section-3 is still extended from section-2
remove the bolts attaching the two (2) chain assembly anchor blocks to the TOP of mast section-3.
Remove chains.
33. Carefully slide mast section-2 out the TOP of section-1, be careful not to nick or score cylinder rod
surface while removing. Remove slide pads and
shims, if necessary.
Mast Section 1 Disassembly (All Masts)
34. Slide the TOP of the remaining mast section-1 out
over edge of work surface and remove the bolts
attaching the anchor blocks of the two (2) chain
assemblies to mast section-1. Remove chain assemblies from mast and lay aside.
35. Remove the hydraulic lift cylinder from it’s mount
attached to mast section-1, if necessary.
36. Remove slide pads and shims from mast section-1,
is necessary.
Mast disassembly should now be complete.
NOTE: When sliding mast sections apart, be careful not to
scratch or score the anodized finish in the slide pad
channels.
28. Carefully slide mast section-3 out BOTTOM of section-2. Remove slide pads, shims and chain anchor
plate, if necessary.
Mast Section 2 Removal (All Masts)
29. Slide mast section-2 out TOP of mast section-1 far
enough to allow access to the chain anchor block/
sheave wheel assembly.
30. Remove countersunk-flathead screws securing
chain anchor block/sheave wheel assembly attach
bars on both side rails at TOP of mast section-2.
31. Extend the chain anchor block/sheave wheel
assemby and hydraulic cylinder rod out the TOP of
mast section-2 far enough to allow removal of the
sheave wheel attach bars, sheave wheels and
sheave pin from the chain assembly anchor block.
32. Remove the setscrew holding the hydraulic cylinder
rod into the chain assembly anchor block. Lay chain
assembly to side.
NOTE: When sliding mast sections apart, be careful not to
scratch or score the anodized finish in the slide pad
channels.
3120752 – JLG Lift – 2-23
Page 48

SECTION 2 - SERVICE PROCEDURES
2.9 MAST ASSEMBLY
(See Figure 2-3., Figure 2-4. or Figure 2-5.)
Mast Section 1 - Assembly (All Masts)
1. Place mast section-1, rail (open) side up (See Figure
2-2.) on a clean, flat surface (preferably a table or
work bench capable of supporting the weight of the
entire mast assembly). Slide mast out over end of
work surface far enough to allow access to the chain
anchor attach holes at top of mast.
2. Locate the two (2) single (wide) chain assemblies.
Lay out each chain assembly with anchor block end
towards mast, and notched end of block down, (be
certain floor surface is clean and free of any metal
chips or debris which may stick to lubricated chains
or lay chains in a clean bucket).
3. Insert the block anchor end (with notched end on
bottom) into the top of mast section-1 and secure
using two (2) 3/8"-16UNC x 2-1/2" long hex head
bolts, flatwashers and nuts for each attach block.
Place a flatwasher under bolt head and nut.
Mast Section 2 - Assembly (All Masts)
NOTE: When sliding mast sections together, be careful not
to scratch or score the anodized finish in the slide
pad channels.
4. Locate mast section-2, carefully slide mast section-2
closed rail into section-1 open rail. Slide sections
together until ends are even.
5. Insert slide pads into the slide pad channels at bottom end of mast between section-1 and -2, (one on
each side of the mast), with beveled surface facing
out towards section-1.
6. Thread slide pad attaching bolts, (two (2) 1/4"20UNC x 3/8" long hex head bolts, place a flat
washer under head of each bolt), through holes in
mast section-2 inside rail, into the slide pad inserts.
Thread in enough to hold pad in place.
7. Shim slide pads using the following steps:
NOTE: Always use an even amount of shim material behind
slide pads on both sides of the mast rails. This will
keep mast sections centered in rail channels and
prevent any distortion of the mast section.
a. Start with a .036" thick shim and a .075" thick
shim per side at each slide pad.
b. Slide shims into place between slide pad and
mast rail. Tighten the slide pad mounting bolts,
be sure there are no air gaps between shims,
shim and mast or shim and slide pad when tightened.
c. Check mast section for side play. If play exists
add .015" shims dividing the thickness equally
between both sides of mast. Insert shims until
the shims cannot be inserted halfway by hand
with the mast pulled to the opposite side.
d. When mast slide pads are shimmed properly,
there should be no side to side movement of
slide pad in rail channel. Mast sections should
be snug in channels but still be able to slide in
channel by hand.
8. Insert slide pads into the slide pad channels (top of
mast) between section-1 and -2, (one on each side
of the mast), with beveled surface facing in towards
section-2.
NOTE: Before fastening and shimming the slide pad on the
top left side of the mast, install a sequence cable
bracket against the mast under the flatwasher.
9. Thread slide pad attaching bolts, two (2) 1/4"20UNC x 3/8" long hex head bolts, place a flat
washer under head of each bolt, through holes in
mast section-1 outside rail (top of mast) and into the
slide pad inserts. Thread in enough to hold pad in
place.
10. Shim per instructions in step 7, Mast Section 2 Assembly.
NOTE: If hydraulic cylinder needs to be extended, the pro-
tective caps on the extend and return ports will need
to be removed. Be careful not to nick or scour rod
surface when extending, also catch any oil draining
out of cylinder to avoid spillage onto work area.
11. Locate the hydraulic lift cylinder, slide the lift cylinder
into the closed rail side of mast section-2 with rod
end to top and port end to bottom of mast. Cylinder
should extend out of mast on both ends. Mount the
cylinder with the manual descent valve assemby facing the back of the mast, towards mast section-1.
12. Original Design Cylinder Mount: Install the cylinder mount and cylinder mounting plates into the bottom of the mast section-1. Shim to eliminate any
side clearance to prevent any strain on the sides of
the mast when the bolts are tightened.
13. New Design Cylinder Mount: Install the cylinder
mounting plates at the bottom of the mast section-1.
Mount plates two each side, using the the (2) two
long pass through bolts and nuts, apply Loctite
#242 to the bolt threads before tightening nuts.
14. Original Design Cylinder: Clamp the cylinder in the
mounting journal of the cylinder mount. Apply Loctite #242 to the journal bolt threads and torque to 85
ft. lbs. Align the hole in the mounting journal with the
hole in the cylinder and Install the (1) 5/16" bolt.
2-24 – JLG Lift – 3120752
Page 49

SECTION 2 - SERVICE PROCEDURES
NEW DESIGN LIFT CYLINDER
AND MOUNT
ORIGINAL
DESIGN
LIFT
CYLINDER
AND
MOUNT
Figure 2-3. 20AM Mast Assembly Components. (5 - Section)
3120752 – JLG Lift – 2-25
Page 50

SECTION 2 - SERVICE PROCEDURES
MAST
SECTION-5
MAST
SECTION-6
MAST
SECTION-1
MAST
SECTION-2
MAST
SECTION-3
MAST
SECTION-4
SECTION-6
UPPER
SLIDE PAD
MOUNTING
POSITION
PRIOR
TO C#
142920
SECTION-6
UPPER
SLIDE PAD
AS OF
C# 142920
UPPER
SEQUENCE
CABLE
ASSEMBLY
LOWER
SEQUENCE
CABLE
ASSEMBLY
CHAIN/CABLE
SHIELD
(ANSI 92.3
SPEC)
CHAIN/CABLE
SHIELD
(36AM ONLY)
(ANSI 92.3 SPEC)
ORIGINAL
DESIGN
LIFT
CYLINDER
AND
MOUNT
NEW DESIGN LIFT CYLINDER
AND MOUNT
Figure 2-4. 25AM & 36AM Mast Assembly Components. (6 - Section)
2-26 – JLG Lift – 3120752
Page 51

SECTION 2 - SERVICE PROCEDURES
MAST
SECTION-5
MAST
SECTION-6
MAST
SECTION-7
30AM
41AM
MAST
SECTION-4
MAST
SECTION-3
MAST
SECTION-2
MAST
SECTION-1
UPPER
SLIDE PAD
MOUNTING
POSITION
PRIOR
TO SERIAL#
142920
SECTION-7
UPPER
SLIDE PAD
AS OF
SERIAL# 142920
UPPER
SEQUENCE
CABLE
ASSEMBLY
LOWER
SEQUENCE
CABLE
ASSEMBLY
NEW DESIGN LIFT CYLINDER
AND MOUNT
ORIGINAL
DESIGN
LIFT
CYLINDER
AND
MOUNT
CHAIN/CABLE
SHIELD
(30AM/41AM)
(ANSI 92.3 SPEC)
CHAIN/CABLE
SHIELD
(41AM ONLY)
Figure 2-5. 30AM & 41AM Mast Assembly Components. (7 - Section)
3120752 – JLG Lift – 2-27
Page 52

SECTION 2 - SERVICE PROCEDURES
Figure 2-6. Mast Chain/Cable Routing Diagram.
2-28 – JLG Lift – 3120752
Page 53

SECTION 2 - SERVICE PROCEDURES
New Design Cylinder: Install the mounting pin
through the side mounting brackets and the cylinder
valve body and through the mounting brackets on
the other side of the mast. Install the snap rings to
each end of the mounting pin.
15. Insert hydraulic cylinder rod end into chain assembly anchor block. Secure cylinder rod to anchor
block with a 1/4"-28UNF x .50" long - Type C setscrew. Coat threads with blue Loctite # 242 before
assembly.
16. Locate chain assembly (single anchor block with
two narrow chains). Lay out chain assembly with
anchor block end towards mast, (be certain floor
surface is clean and free of any metal chip or debris
which may stick to lubricated chains or lay chains in
a clean bucket).
17. Slide mast section-2 out of mast section-1 approximately one foot.
18. Assemble chain sheaves on chain assembly anchor
block (attached to cylinder rod end) and attach to
mast section-2 using following steps;
a. Insert sheave pin through anchor block on cylin-
der rod end.
b. Place sheave wheels (for wide chain) on sheave
pin, one each side of anchor block.
c. On outside of each sheave wheel, place a
sheave pin attach bar, (rectangular plate with
threaded holes on each side of pin bore hole).
d. Slide the whole anchor block assembly with
sheave pin, wheels and pin attach bars into top
of mast section-2. (Position anchor block with
narrow chains facing mast section-3).
e. Attach to top of mast section-2 using two (2) 3/
8"-16UNC x 1/2" long socket head-countersunkflathead cap screws each side. Coat threads
with Loctite #171 and tighten.
19. Slide mast section-2 back into section-1 until end
are even.
Mast Section 3 - Assembly (All Masts)
NOTE: When sliding mast sections together, be careful not
to scratch or score the anodized finish in the slide
pad channels.
20. Locate mast section-3, carefully slide section-3
closed rail into section-2 open rail. Slide sections
together until ends are even.
21. Locate one (1) of the chain/cable anchor plates (one
with threaded holes horizontally aligned to outside of
bracket). Attach using outer set of holes in bottom of
mast section-3 with two (2) 1/4"-20UNC x 3/4" long
bolts, place a flatwasher under head of each bolt.
22. Slide mast section-3, approximately two feet out of
the top of mast section-2.
23. Insert threaded ends of chain assembly (attached to
top of mast section-1), through holes in anchor plate
attached to bottom of mast section-3. Loosely
thread two (2) 3/8"-16UNC nuts onto stud threads on
each chain. Chains will be adjusted later in assembly.
24. Locate two cable assemblies. Attach the eyelet
anchor end of each cable to the outside holes near
top of mast section-3 using 3/8"-16UNC x 1-1/4" long
hex head bolts, nuts and flatwashers. Place a flatwasher under bolt head and nut.
25. Assemble chain sheaves (for narrow chain assem-
bly) to top of mast section-3 as follows;
a. Locate the two (2) narrow chain sheave wheels
and slide onto sheave pin.
b. Slide two (2) short spacer tubes onto sheave
pin, one each end of sheave pin to outside of
sheave wheels.
c. Place two (2) sheave pin attach bars, one each
end of sheave pin to outside of space tubes.
d. Holding complete sheave wheel assembly, slide
assembly into top of mast section-3 and align
threaded holes in sheave pin attach bars with
holes in mast rails.
e. Attach to top of mast section-3 using two (2) 3/
8"-16UNC x 1/2" long socket head-countersunkflathead cap screws, each side. Coat threads
with Loctite #171 and tighten.
NOTE: When sliding mast sections together, be careful not
to scratch or score the anodized finish in the slide
pad channels.
26. Carefully slide mast section-3 into section-2 until
ends are even. Check to make sure chain assembly
(wide chains) are seating properly in chain anchor
block chain sheave wheels attached to mast section-2.
27. Insert slide pads into the top end mast rails between
section-2 and -3, (one on each side of the mast),
with beveled surface facing inward towards section-
3.
NOTE: Before fastening and shimming the slide pad on the
top left side of the mast, install a sequence cable
bracket against the mast under the flatwasher.
28. Thread slide pad attaching bolts, two (2) 1/4"20UNC x 3/8" long hex head bolts, place a flat
washer under head of each bolt, through holes in
outside rail, on top of mast section-2 and into the
slide pad inserts. Thread in enough to hold pad in
place.
3120752 – JLG Lift – 2-29
Page 54

SECTION 2 - SERVICE PROCEDURES
29. Shim per instructions in step 7, Mast Section 2 Assembly.
30. Insert slide pads into the bottom end mast rails
between section-2 and -3, (one on each side of the
mast), with beveled surface facing out towards section-2.
31. Thread slide pad attaching bolts, two (2) 1/4"20UNC x 3/8" long hex head bolts, place a flat
washer under head of each bolt, through holes on
inside rail, on bottom end of mast section-3 and into
the slide pad inserts. Thread in enough to hold pad
in place.
32. Shim per instructions in step 7, Mast Section 2 Assembly.
Mast Section 4 - Assembly (All Masts)
NOTE: When sliding mast sections together, be careful not
to scratch or score the anodized finish in the slide
pad channels.
33. Locate mast section-4, carefully slide section-4
closed rail into section-3 open rail. Slide sections
together until ends are even.
34. Locate one (1) of the chain/cable anchor plates (one
with two threaded holes vertically aligned in center of
bracket). Attach through inner (vertical) set of holes
at bottom of mast section-4 using two (2) 1/4"20UNC x 3/4" long bolts, place a flatwashers under
head of each bolt.
35. Slide mast section-4 out the top of mast section-3 so
the chain/cable anchor plate on bottom of mast section-4 is easily accessible at top end of mast section-
3. Rest the top end of mast section-4 on a support
while performing next step.
36. Insert threaded ends of chain assembly (attached to
anchor block on top mast section-2) through the
chain/cable anchor plate located on bottom of
extended mast section-4. Loosely thread two (2) 3/
8"-16UNC nuts onto stud threads on each chain.
Chains will be adjusted later in assembly.
NOTE: Step 34 applies to 25 and 36 ft., six (6) section masts
and 30 & 41 ft., seven (7) section masts only. For five
(5) section 20 ft. masts skip to step 35.
37. While mast section-4 is still extended from section-3;
locate two cable assemblies. Attach the eyelet
anchor end of each cable to the inside set of holes
near top of mast section-4 using 3/8"-16UNC x 1-1/4"
long hex head bolts, nuts and flatwashers. Place a
flatwasher under bolt head and nut.
38. While mast section-4 is still extended from section-3,
assemble cable sheaves to top of mast section-4 as
follows;
a. Locate the wide tube spacer and slide onto
sheave pin.
b. Slide two (2) cable sheave wheels onto sheave
pin, one each end of sheave pin to outside of
tube spacer.
c. Place two (2) large flat washers, one each end of
sheave pin to outside of cable sheave wheels.
d. Place two (2) sheave pin attach bars, one each
end of sheave pin to outside of large flatwashers.
e. Holding complete cable sheave wheel assem-
bly, slide assembly into top of mast section-4
and align threaded holes in sheave pin attach
bars with holes in mast rails.
f. Attach to top of mast section-4 using two (2) 3/
8"-16UNC x 1/2" long socket head-countersunkflathead cap screws, each side. Coat threads
with Loctite #171 and tighten.
NOTE: When sliding mast sections together, be careful not
to scratch or score the anodized finish in the slide
pad channels.
39. Carefully slide mast section-4 back into section-3
until ends are even. Check to make sure chain
assembly (narrow chains) are seating properly in
chain sheave wheels attached to top of mast section-3.
40. Insert slide pads into the top end mast rails between
section-3 and -4, (one on each side of the mast),
with beveled surface facing inward towards section-
4.
NOTE: Before fastening and shimming the slide pad on the
top left side of the mast, install a sequence cable
bracket against the mast under the flatwasher.
41. Thread slide pad attaching bolts, (two (2) 1/4"20UNC x 3/8" long hex head bolts, place a flat
washer under head of each bolt), through holes in
outside rail, on top of mast section-3 and into the
slide pad inserts. Thread in enough to hold pad in
place.
42. Shim per instructions in step 7, Mast Section 2 Assembly.
43. Insert slide pads into the bottom end mast rails
between section-3 and -4, (one on each side of the
mast), with beveled surface facing out towards section-3.
44. Thread slide pad attaching bolts, (two (2) 1/4"20UNC x 3/8" long hex head bolts, place a flat
washer under head of each bolt), through holes on
inside rail, on bottom end of mast section-4 and into
the slide pad inserts. Thread in enough to hold pad
in place.
45. Shim per instructions in step 7, Mast Section 2 Assembly.
2-30 – JLG Lift – 3120752
Page 55

SECTION 2 - SERVICE PROCEDURES
Mast Section 5 - Assembly (25/30/36/41 ft. Masts)
NOTE: Steps 43 thru 56 apply to six (6) section 25 and 36 ft.
and seven (7) section 30 and 41 ft. masts only. For
five (5) section 20 ft. masts continue to step 70.
NOTE: When sliding mast sections together, be careful not
to scratch or score the anodized finish in the slide
pad channels.
46. Locate mast section-5, carefully slide section-5
closed rail into section-4 open rail. Slide sections
together until ends are even.
47. Locate one (1) of the chain/cable anchor plates (one
with threaded holes horizontally aligned to outside
edges of bracket). Attach through outer set of holes
in bottom of mast section-5 with two (2) 1/4"-20UNC
x 3/4" long bolts, place a flatwasher under head of
each bolt.
48. Slide mast section-5 out the top of mast section-4 so
the chain/cable anchor plate on bottom of mast section-5 is easily accessible near top end of mast section-4. Rest the top end of mast section-5 on a
support while performing next step.
49. Insert threaded ends of cable assembly (attached to
top of mast section-3) through the chain/cable
anchor plate located on bottom of extended mast
section-5. Loosely thread two (2) 3/8"-16UNC nuts
onto stud threads on each chain. Chains will be
adjusted later in assembly.
c. Place two (2) sheave pin attach bars, one on
each end of sheave pin to outside of short
spacer tubes.
d. Holding complete cable sheave wheel assem-
bly, slide assembly into top of mast section-5
and align threaded holes in sheave pin attach
bars with holes in mast rails.
e. Attach to top of mast section-5 using two (2) 3/
8"-16UNC x 1/2" long socket head-countersunkflathead cap screws, each side. Coat threads
with Loctite #171 and tighten.
NOTE: When sliding mast sections together, be careful not
to scratch or score the anodized finish in the slide
pad channels.
53. Carefully slide mast section-5 back into section-4
until ends are even. Check to make sure cable set
from top of section-3 is seating properly in cable
sheave wheels attached to top of mast section-4.
(Mast sections-2, -3 and -4 may need to be
restrained to keep their slide pads from pushing out
the bottom of mast sections-1, -2 and -3).
54. Insert slide pads into the top end mast rails between
section-4 and -5, (one on each side of the mast),
with beveled surface facing inward towards section-
5.
NOTE: Before fastening and shimming the slide pad on the
top left side of the mast, install a sequence cable
bracket against the mast under the flatwasher.
NOTE: When sliding mast sections together, be careful not
to scratch or score the anodized finish in the slide
pad channels.
50. Slide mast section-5 back into section-4 except for a
foot or two of length.
NOTE: Steps 48 applies to seven (7) section 30 and 41 ft.
masts only for six (6) section 25 and 36 ft. masts
continue to step 49.
51. Locate two cable assemblies. Attach the eyelet
anchor end of each cable to the two inside holes
near top of mast section-5 using 3/8"-16UNC x 1-1/4"
long hex head bolts, nuts and flatwashers. Place a
flatwasher under bolt head and nut.
52. While mast section-5 is still extended from section-4,
assemble cable sheaves to top of mast section-5 as
follows;
a. Locate remaining sheave pin. Slide two (2) cable
sheave wheels onto sheave pin and center.
b. Place two (2) short spacer tubes on sheave pin,
one on each end of sheave pin to outside of
sheave wheels.
55. Thread slide pad attaching bolts, (two (2) 1/4"20UNC x 3/8" long hex head bolts, place a flat
washer under head of each bolt), through holes in
outside rail, on top of mast section-4 and into the
slide pad inserts. Thread in enough to hold pad in
place.
56. Shim per instructions in step 7, Mast Section 2 Assembly.
57. Insert slide pads into the bottom end mast rails
between section-4 and -5, (one on each side of the
mast), with beveled surface facing out towards section-4.
58. Thread slide pad attaching bolts, (two (2) 1/4"20UNC x 3/8" long hex head bolts, place a flat
washer under head of each bolt), through holes on
inside rail, on bottom end of mast section-4 and into
the slide pad inserts. Thread in enough to hold pad
in place.
59. Shim per instructions in step 7, Mast Section 2 Assembly.
3120752 – JLG Lift – 2-31
Page 56

SECTION 2 - SERVICE PROCEDURES
Mast Section 6 - Assembly (30/41 ft. Masts)
NOTE: Steps 57 thru 69 install section-6 to a seven (7) sec-
tion 30 and 41 ft. mast. If assembling a six (6) section 25 or 36 ft. mast, skip to step 70.
60. Locate mast section-6, carefully slide section-6
closed rail into section-5 open rail. Slide sections
together until ends are even.
61. Locate one (1) of the chain/cable anchor plates (one
with threaded holes horizontally aligned to outside
edges of bracket). Attach through outer set of holes
in bottom of mast section-6 with two (2) 1/4"-20UNC
x 3/4" long bolts, place a flatwasher under head of
each bolt.
62. Slide mast section-6 out the top of mast section-5 so
the chain/cable anchor plate on bottom of mast section-6 is easily accessible near top end of mast section-5. Rest the top end of mast section-6 on a
support while performing next step.
63. Insert threaded ends of cable assembly (attached to
top of mast section-4) through the chain/cable
anchor plate located on bottom of extended mast
section-6. Loosely thread two (2) 3/8"-16UNC nuts
onto stud threads on each chain. Chains will be
adjusted later in assembly.
64. Slide mast section-6 back into section-5 except for a
foot or two of length.
65. While mast section-6 is still extended from section-5,
assemble cable sheaves to top of mast section-6 as
follows;
a. Locate remaining sheave pin. Slide two (2) cable
sheave wheels onto sheave pin and center.
b. Place two (2) short spacer tubes on sheave pin,
one on each end of sheave pin to outside of
sheave wheels.
c. Place two (2) sheave pin attach bars, one on
each end of sheave pin to outside of short
spacer tubes.
d. Holding complete cable sheave wheel assem-
bly, slide assembly into top of mast section-6
and align threaded holes in sheave pin attach
bars with holes in mast rails.
e. Attach to top of mast section-6 using two (2) 3/
8"-16UNC x 1/2" long socket head-countersunkflathead cap screws, each side. Coat threads
with Loctite #171 and tighten.
NOTE: When sliding mast sections together, be careful not
to scratch or score the anodized finish in the slide
pad channels.
66. Carefully slide mast section-6 back into section-5
until ends are even. Check to make sure cable set
from top of section-4 is seating properly in cable
sheave wheels attached to top of mast section-5.
(Mast sections-3, -4 and -5 may need to be
restrained to keep their slide pads from pushing out
the bottom of mast sections-2, -3 and -4).
67. Insert slide pads into the top end mast rails between
section-5 and -6, (one on each side of the mast),
with beveled surface facing inward towards section-
6.
NOTE: Before fastening and shimming the slide pad on the
top left side of the mast, install a sequence cable
bracket against the mast under the flatwasher.
68. Thread slide pad attaching bolts, (two (2) 1/4"20UNC x 3/8" long hex head bolts, place a flat
washer under head of each bolt), through holes in
outside rail, on top of mast section-5 and into the
slide pad inserts. Thread in enough to hold pad in
place.
69. Shim per instructions in step 7, Mast Section 2 Assembly.
70. Insert slide pads into the bottom end mast rails
between section-5 and -6, (one on each side of the
mast), with beveled surface facing out towards section-5.
71. Thread slide pad attaching bolts, (two (2) 1/4"20UNC x 3/8" long hex head bolts, place a flat
washer under head of each bolt), through holes on
inside rail, on bottom end of mast section-4 and into
the slide pad inserts. Thread in enough to hold pad
in place.
72. Shim per instructions in step 7, Mast Section 2 Assembly.
Platform Mounting Section - Assy. (All Masts)
NOTE: Reference to mast sections-5/-6/-7 made following is
dependent on which model machine you are servicing since the 20 ft. machines use five (5) mast sections, the 25 and 36 ft. models use six (6) mast
sections, the 30 and 41 ft. models use seven (7)
mast sections .
73. Locate the remaing mast section-5/-6/-7 (platform
mounting - mast section). Lay mast section on flat
stable surface.
74. Attach the remaining chain/cable anchor plate (one
with threaded holes vertically aligned in center of
bracket). Attach through inner (vertical) set of holes
in bottom of mast section-5/-6/-7 with two (2) 1/4"20UNC x 3/4" long bolts, place a flatwasher under
head of each bolt.
2-32 – JLG Lift – 3120752
Page 57

SECTION 2 - SERVICE PROCEDURES
NOTE: The platform mounting section slide pads, are
assembled differently than the slide pads for the
other mast sections. Mast section-5/-6/-7 slide pads
may need to be assembled/disassembled several
times in order to determine the correct shim stock
required for proper fit.
75. Complete the following steps to determine shim
stock thickness required for section-5/-6/-7;
NOTE: Always use the an even amount of shim material
behind slide pads on both sides of the mast rails.
This will keep mast sections centered in rail channels and prevent any distortion of the section.
a. Use two shim pieces per slide pad, a thick one
and a thin one.
b. Start with a total thickness of approximately
.035" and .075" thick shim stock.
c. Attach shim stock and slide pads to both sides
of mast section-5/-6/-7 using five (5) 1/4"-20UNC
x 1-1/4" long, hex head cap screws per side, with
flatwasher under each bolt head. (Assemble
shim stock and slide pad to mast section rail with
shim stock against rail and slide pad with beveled side out).
PRIOR TO SERIAL# 142920 THE AM MAST INSTALLED TWO
SHORT SLIDE PADS ON EACH SIDE OF THE PLATFORM MOUNTING MAST SECTION. AS OF SERIAL# 142920 A LONGER SINGLE
PAD IS INSTALLED ON EACH SIDE.
ON MACHINES PRIOR TO SERIAL# 142920 THE 41AM MOUNTS
THE (SHORT) UPPER SLIDE PAD IN THE UPPER SET OF SLIDE
PAD MOUNTING HOLES. THE 20AM, 25AM, 30AM AND 36AM
MACHINES MOUNT THE UPPER SLIDE PAD IN THE LOWER SET
OF SLIDE PAD MOUNTING HOLES. (SEE FIGURE 2-5.)
d. Carefully thread the slide pad mounting bolts
with flatwashers through slide pads and shim
stock into threads in mast section-5/-6/-7. Be
certain there are no air gaps between shims,
shim and mast or shim and slide pad when tightened.
f. Check mast section for side play. If play exists
use thicker shims dividing thickness equally
between both sides of mast.
g. When mast slide pads are shimmed properly,
there should be no side to side movement of
slide pad in rail channel. Mast sections should
be very snug in channels but still be able to slide
in channel by hand.
76. Slide mast section-5/-6/-7 to top of section-4/-5/-6.
77. Insert threaded ends of cable assembly (attached to
top of mast section-3/-4/-5) through the cable anchor
plate located on bottom of extended mast section-5/
-6/-7. Loosely thread two (2) 3/8"-16UNC nuts onto
stud threads on each chain. Chains will be adjusted
later in assembly.
78. Slide mast section-5/-6/-7 back into mast section-4/5/-6 until bottom ends of masts are even. Check to
make sure cable set attached to top of section-3/-4/5 is seating properly in cable sheave wheels
attached to top of mast section-4/-5/-6. (Mast sec-
tions-2, -3, -4 and -5 may need to be restrained to
keep their slide pads from pushing out the bottom of
mast sections-1, -2, -3, -4 and -5).
79. Adjust top and bottom ends of mast sections so they
are all even with each other. At bottom of mast
assembly, thread all chain/cable adjusting nuts on
threaded ends until they are snug against the
anchor plates and all slack is removed from chains
and cables. Check that chains and cables are
seated in their sheave wheels at top of mast assembly.
80. Assemble the latch bar to mast section-5/-6/-7, the
mini covers to the top of each mast section and the
sequencing cables and hardware to the side of the
mast assembly.
Mast assembly should now be complete.
NOTE: Mast section-5/-6/-7 into section-4/-5/-6 fit should be
very snug but still be able to be pushed together by
hand. If too tight, remove section-5/-6/-7, disassemble slide pad and reduce thickness of shim stock.
e. Begin sliding top of mast section-5/-6/-7 with
closed rail down engaging the slide pads into
slide pad channels at bottom of mast section-4/5/-6’s open rail. Continue to push section-5/-6/-7
into section-4/-5/-6 until BOTTOM ends of mast
sections are even.
3120752 – JLG Lift – 2-33
Page 58

SECTION 2 - SERVICE PROCEDURES
2.10 MAST TO BASE FRAME INSTALLATION
1. Using an overhead crane or suitable lifting device
capable of supporting the weight of base frame,
attach a sling strap or chain to the front crossmember of the base frame, raise base frame.
2. Extend hydraulic cylinder out from bottom of mast
assembly approximately one (1) foot. (Caps on
extend and return ports will need to be removed to
extend cylinder. Catch any hydraulic fluid expelled
from return port in a container to prevent spillage
onto work area).
3. Bring base frame into position in front of mast
assembly, (base frame and mast assembly must be
held at 90° angle to each other).
4. Slide port end of hydraulic cylinder through hole in
base frame cylinder mounting channel. (Return port
(tube side) of cylinder must be on right side facing
bottom of base and mast).
5. Align threaded hole in side of hydraulic cylinder
head with hole in tab on bottom side of cylinder
mounting channel. Secure hydraulic cylinder to cylinder mounting channel tab using a 5/16"-18UNC x
5/8" long hex head bolt and flat washer.
6. Carefully push mast assembly and base assembly
together until the four (4) holes on bottom rear of
mast align with holes in the base frame mast support
crossmember.
7. Attach mast to base using four (4) 3/8"-16UNC x 1"
long hex head bolts, flatwashers, and nuts. (place a
flatwasher under bolt head, mount with nuts on
inside of frame). Apply Loctite #242 to bolt threads
before final tightening of nuts.
8. Before setting machine upright on base, install a
short 90° elbow fitting, flow control valve and
another short 90° elbow fitting on the end of the flow
control valve in the extend (left) port on bottom of
hydraulic cylinder. Install a long 90° elbow fitting on
return (right) port. Use sealant tape on fitting
threads. Cap ports until hydraulic lines are installed.
9. Carefully set machine in an upright position on its
base frame wheels.
10. Locate the mast support bracket. Attach mast support bracket to mounting holes halfway up back of
mast using four (4) 3/8"-16UNC x 2-3/4" long hex
head bolts, locknuts and flatwashers. (Place a flat-
washer under bolt head and nut and mount with nuts
on inside of frame).
11. Using a 4 ft. level, ensure mast is set to vertical
(plumb) on the base frame.
12. When mast is vertical (plumb), attach mast support
braces, (bolted to base and mast support bracket)
using 3/8" - 16UNC x 1" long hex head bolts and lock
nuts.
13. After securing mast to base frame, using 4 ft. level
again check that mast is vertical (plumb) on base
frame.
Mast installation should now be complete.
2-34 – JLG Lift – 3120752
Page 59

SECTION 2 - SERVICE PROCEDURES
SECTION-1
FIXED
TO BASE
SEQUENCE CABLE
ADJUST NUT
CHECK IF OVERALL HEIGHT
OF MACHINE FROM
FLOOR TO TOP OF MAST
IS WITHIN SPECIFICATION
SECTION-2
EXTENDED BY
CYLINDER
SECTION-5
(PLATFORM
HEADER SECTION)
EXTENDED BY
CHAIN/CABLE
CHAIN/CABLE
ANCHOR PLATE
ADJUST NUT
JAM NUT
THREADED
CHAIN/CABLE
END
SECTION-4
EXTENDED BY
CHAIN/CABLE
SECTION-3
EXTENDED BY
CHAIN
STEP APPROXIMATELY
7/16 in. (11mm)
MAST SIDE PROFILE
MAST CHAIN/CABLE ADJUSTERS
Note:
When chain adjustment
is complete, before
tightening the jam nut
against the adjust nut,
apply Loctite #242 to the
threads under the jam nut.
2.11 MAST CHAINS/CABLES AND SEQUENCING CABLES ADJUSTMENT
Mast Chain/Cable Adjustment
The intention of this procedure is to assure equal load distribution between the individual chains/cables of a mast
section chain/cable set. Also to step each front mast section up approximately 7/16 in. (11mm) from the section
behind it to allow clearance for the individual mast section
covers.
Adjust using the following procedure;
1. With mast retracted, step into the platform and
bounce your weight up and down a few times to be
certain platform is at the bottom of travel. Be certain
all chain/cable sets are seated in their sheaves properly at the top of each mast section.
2. Then with no load in the platform check the side profile of the top of the mast for the amount of adjustment necessary to obtain the 7/16 in. (11mm) step
for mast sections-3 and up. (See Figure 2-7.)
Figure 2-7. Mast Chain/Cable/Sequence Cable Adjustment Components. (Typical)
3120752 – JLG Lift – 2-35
Page 60

SECTION 2 - SERVICE PROCEDURES
NOTE: Mast section-1 is fixed to the base and mast section-
2 is attached to the lift cylinder, these sections
require no adjustment.
3. Adjust one mast section at a time starting from the
back (section-3, section-4, etc.) of the mast and
work forward. (i.e.. if three is OK, then jump to four,
etc.)
4. To adjust, elevate the platform until the chain/cable
anchor adjust nuts are accessible at the front and
bottom of each mast section.
NEVER WORK UNDER AN ELEVATED PLATFORM UNTIL PLATFORM HAS BEEN SAFELY RESTRAINED FROM ANY MOVEMENT
BY BLOCKING OR OVERHEAD SLING.
5. Start with the mast section which needs adjustment
and loosen the bottom (jam) nut on each chain/
cable.
6. Tighten (to raise mast section), or loosen (to lower
mast section) the adjusting nut against the anchor
plate on each chain/cable. Adjust the nut the
amount required to raise or lower the top of the mast
section to match the side profile shown in Figure 2-
7. when the mast is retracted. Be certain each chain/
cable pair is adjusted to equal tension. (The
threaded end of the chain/cable will need to be
restrained while tightening the adjust nut to keep the
chain/cable from twisting.)
7. Retract the mast all the way and check if the top of
the mast sections appear as shown in Figure 2-7.
8. Repeat steps (1) through (7) for remaining mast sections. ENSURE THAT ALL CHAIN/CABLE PAIRS
HAVE EQUAL TENSION.
9. Once mast section adjustment is completed, apply
loctite #242 to the threads under the (jam) nuts that
were loosened. Then re-tighten the loosened (jam)
nuts until tight against the top (adjust) nut. Chain/
cable should have slight tension but should not be
taut. Run mast through several cycles to verify
cable/chain adjustments and ensure no interference
exists between chain anchor brackets and mast.
Sequencing Cable Adjustment
1. Retract mast completely, and check each sequencing cable on outside of masts for excessive slack.
Adjust only to remove slack from cable.
2. Tighten nylock-nut just enough to remove excessive
slack from sequencing cable. The springs should
not be compressed more than 25% after adjusting.
2-36 – JLG Lift – 3120752
Page 61

SECTION 2 - SERVICE PROCEDURES
2.12 SEQUENCE CABLE REPLACEMENT KIT
A sequence cable replacement kit is available from the
JLG Parts Department to service broken or worn
sequence cables. This kit consists of a replacement
sequence cable with the threaded (top) end attached
same as the top end of the factory cable. Also included is
a clamp (drum/socket type) to secure the bottom end of
the cable. Use the following procedure to install the
replacement cable and clamp kit.
Remove Old Cable
1. Remove the locking nut from the threaded end of
the cable at the top of the mast and then remove the
spring cap, spring, and spacer washers if installed.
2. Slide the threaded top end out of the upper anchor
bracket, then at the bottom end pull the cable out
though the sheave pulley/anchor bracket until it is
completely clear of the machine.
Replacement Cable Installation
1. Be certain the mast is completely retacted and at the
bottom of travel. Check the mast "Side Profile" at the
top of the mast as shown in Figure 2-7., adjust mast
sections to proper height if necessary.
2. To determine where the clamp will be installed at the
bottom of the replacement cable, temporarily
assemble the new replacement cable to the top
cable anchor bracket on the mast using the washers, spring, spring cap and lock nut previously disassembled. Thread the lock nut on until
approximately 1/8 in. (3mm) of threads are exposed.
3. At the bottom of the mast, thread the loose end of
the replacement cable through the proper sheave
pulley and through the hole in the sheave pully/
anchor bracket on the mast section ahead of the
sheave pulley.
4. Grasp the cable and pull on the cable until the
spring at the top of the cable is slightly compressed.
Use a black marker to mark the cable on the top
side of the sheave pully/anchor bracket. This will
determine where the clamp (drum/socket) sleeve will
be positioned on the cable.
Clamp Installation (Drum/Socket Type)
THE MANUFACTURER OF THE DRUM/SOCKET CLAMP RECOMMENDS THE USE OF THEIR CABLE CLAMP ASSEMBLY KIT (JLG
P/N - 7023275) TO ASSEMBLE THE CLAMP TO THE WIRE ROPE.
THE KIT CONSISTS OF VISE JAWS TO HOLD THE WIRE ROPE IN
A VISE PROPERLY WITHOUT DAMAGING ANY ROPE STRANDS
AND A PLUG DRIVER TO DRIVE THE PLUG INTO THE CENTER OF
THE WIRE ROPE AND IS ALSO USED TO FORM THE STRANDS OF
THE ROPE DURING ASSEMBLY.
NOTE: The tools in the clamp assembly kit may be frabri-
cated if necessary. The vise clamp consists of vise
jaws with a hole drilled 1/32 in. smaller than the
diameter of the wire rope you are working with (i.e.
1/8 in. rope - 3/32 in. hole.)
The plug driver is a metal tube with a hole in the bottom to allow the strands of the wire rope to be
shaped after the plug has been tapped into the center of the wire rope.
1. Using the recommended vise jaws, clamp the wire
rope into a vise with the bottom edge of the black
mark made on the wire rope resting just above the
vise jaws.
2. Twist the sleeve from the clamp kit onto the rope
until it is flat against the vise jaws at the mark made
made on the wire rope.
DO NOT CUT THE CABLE AT THE MARKED POINT ON THE
CABLE THIS IS ONLY USED AS A REFERENCE FOR POSITIONING
THE CABLE SLEEVE WHICH WILL REST AGAINST THE ANCHOR
BRACKET ONCE INSTALLED.
3120752 – JLG Lift – 2-37
Page 62

SECTION 2 - SERVICE PROCEDURES
3. Use a suitable tool and cut the cable as shown in the
illustration following. For 1/8 in. cable the recommended length is 5/8 in. past the end of the sleeve.
4. Unlay the cable strands by gently forcing a screwdriver between the outer strands to unlay the cable.
When done properly the outer strands will form a
symmetrical basket. Do not straighten out the spiral
lay of the strands, unlay any wires that make up the
strand, or allow the strands to cross each other
inside the sleeve.
6. Reclamp the assembly in the vise on the flats of the
sleeve. Using the plug driver, a metal tube or pliers,
bend the outer strands toward the center strands
enough that the socket can be slipped over all the
strands.
NOTE: When assembling stainless steel parts all threads
must be coated with a dry lubricant or an anti-sieze
lubricant to prevent seizing.
7. Coat the threads of the socket and sleeve with lubricant and install the socket by twisting it over the
strands of the cable and engage the threads of the
sleeve with the socket. Tighten until four threads or
fewer are visible. If more than four threads are visible, proof load the cable and retighten the socket fitting. (There is no specific requirement for torque.)
5. Install the plug supplied with the kit by placing the
plug in the center of the strands starting with the
small tapered end of the plug. Use a metal tube
(plug driver) and hammer to drive the plug into the
sleeve while assuring that the strands are spaced
somewhat equally around the plug. Drive the plug
until it is firmly seated and no more than 1/3 of the
plug is visible from above the sleeve.
8. Inspect for proper assembly prior to loading the
cable. Strands visible through the inspection hole
are your assurance of a proper assembly.
NOTE: The end of the rope may not be visible in the inspec-
tion hole after loading.
9. Install cable on machine and adjust per instructions
shown previously in Section 2.11, MAST CHAINS/
CABLES AND SEQUENCING CABLES ADJUSTMENT.
2-38 – JLG Lift – 3120752
Page 63

SECTION 3 - TROUBLESHOOTING
SECTION 3. TROUBLESHOOTING
3.1 GENERAL
This section contains troubleshooting information to be
used for locating and correcting most operating problems. If a problem should develop which is not presented
in this section or which is not corrected by listed corrective
actions, technically qualified guidance should be obtained
before proceeding with any maintenance.
3.2 TROUBLESHOOTING INFORMATION
Troubleshooting procedures applicable to this machine
are listed and defined starting with Table 3-1 and Table 3-2
in this section of the manual.
Each malfunction within an individual group or system is
followed by a listing of probable causes which will enable
determination of the applicable remedial action. The probable causes and the remedial action should, where possible, be checked in the order listed in the troubleshooting
tables.
It should be noted that there is no substitute for a thorough knowledge of the equipment and related systems.
It should be recognized that the majority of the problems
arising in the machine will be centered in the hydraulic
and electrical systems. For this reason, every effort has
been made to ensure that all likely problems in these
areas are given the fullest possible treatment. In the
remaining machine groups, only those problems which
are symptomatic of greater problems which have more
than one probable cause and remedy are included. This
means that problems for which the probable cause and
remedy may be immediately obvious are not listed in this
section.
The first rule for troubleshooting any circuit that is hydraulically operated and electrically controlled is to determine
if the circuit is lacking hydraulic oil and electrical control
power. This can be ascertained by overriding the bypass
valve (mechanically or electrically) so that oil is available
to the function valve, then overriding the function valve
mechanically. If the function performs satisfactorily, the
problem exists with the control circuit.
3.3 HYDRAULIC CIRCUIT CHECKS
The first reference for improper function of a hydraulic system, where the cause is not immediately apparent, should
be the Hydraulic Diagram Circuit. The best place to begin
the problem analysis is at the power source (pump). Once
it is determined that the pump is serviceable, then a systematic check of the circuit components, would follow.
NOTE: For aid in troubleshooting, refer to Figure 3-6. for
HYDRAULIC DIAGRAM circuit.
3.4 ELECTRICAL SYSTEM - MULTIMETER BASICS
A wide variety of multimeters or Volt Ohm Meters (VOM)
can be used for troubleshooting your equipment. A digital
meter with reasonable accuracy (within 7%) is recommended for the measurements in these procedures. This
section shows diagrams of a common, digital VOM configured for several different circuit measurements. Instructions for your VOM may vary. Please consult the meter
operator’s manual for more information.
Grounding
"Grounding the meter" means to take the black lead
(which is connected to the COM (common) or negative
port) and touch it to a good path to the negative side of
the voltage source.
Backprobing
To "backprobe" means to take the measurement by
accessing a connector’s contact on the same side as the
wires, the back of the connector. Readings can be done
while maintaining circuit continuity this way. If the connector is the sealed type, great care must be taken to avoid
damaging the seal around the wire. It is best to use
probes or probe tips specifically designed for this technique, especially on sealed connectors. Whenever possible insert probes into the side of the connector such that
the test also checks both terminals of the connection. It is
possible to inspect a connection within a closed connector by backprobing both sides of a connector terminal and
measuring resistance. Do this after giving each wire a
gentle pull to ensure the wires are still attached to the contact and contacts are seated in the connector.
Min/Max
Use of the "Min/Max" recording feature of some meters
can help when taking measurements of intermittent conditions while alone. For example, you can read the voltage
applied to a solenoid when it is only operational while a
switch, far from the solenoid and meter, is held down.
3120752 – JLG Lift – 3-1
Page 64

SECTION 3 - TROUBLESHOOTING
Polarity
Finding a negative voltage or current reading when
expecting a positive reading frequently means the leads
are reversed. Check what reading is expected, the location of the signal and that the leads are connected to the
device under test correctly. Also check that the lead on the
"COM" port goes to the ground or negative side of the signal and the lead on the other port goes to the positive side
of the signal.
Scale
M = Mega = 1,000,000 * (Displayed Number)
k = kilo = 1,000 * (Displayed Number)
m = milli = (Displayed Number) / 1,000
μ = micro = (Displayed Number) / 1,000,000
Example: 1.2 kΩ = 1200 Ω
Example: 50 mA = 0.05 A
Continuity Measurement Over Long Distances
When trying to determine continuity of a harness or wire,
longer than the reach of standard instrument leads, is
possible to perform the check without excessively long
leads. Using the other wires in the harness one can determine the condition of a particular wire in the harness.
Requirements:
• Harness with at least three separate wires including the
wire under test.
• These wires must be able to be isolated from other
wires, etc.
• Jumper or method to connect contacts on one side of
harness.
• Meter that can measure resistance or continuity.
Procedure
Test multimeter leads resistance. Subtract this value from
the measured resistance of the wires to get a more accurate measurement.
Consult the circuit schematic to determine which wires to
use in addition to wire under test, here called wire #1 and
wire #2, and how to isolate these wires. These wires
should appear in the same connectors as the wire under
test or are within reach of the jumper.
1. Disconnect all connections associated with the wire
under test and the two additional wires. If harness is
not completely isolated disconnect battery terminals
also, as a precaution.
2. Measure continuity between all three wires, the wire
under test, wire #1 and wire #2. These should be
open. If not, repair the shorted wires or replace the
harness.
3. On one side, jumper from contact of wire #1 and
wire #2.
4. Measure continuity between wire #1 and wire #2. If
there is continuity, both wires are good and can be
used for this test. If there is not continuity, either wire
could be bad. Check connections and measurement
setup. Redo measurement. If still no continuity,
repair wires or consult schematic for other wires to
use for test.
5. Jumper from wire under test to wire #1.
6. Measure continuity. If there is continuity, the wire
under test is good. Resistance of a wire increases as
the length increases and as the diameter decreases.
One can find the continuity of two wires, here #1 and #2,
at once by following steps 1 through 4. If there is a problem the third wire is used to troubleshoot the other wires.
To find the problem, start at step 1 and use the entire procedure.
3-2 – JLG Lift – 3120752
Page 65

SECTION 3 - TROUBLESHOOTING
Voltage Measurement Resistance Measurement
Figure 3-1. Voltage Measurement (DC) Figure 3-2. Resistance Measurement
• If meter is not auto ranging, set it to the correct range
(See multimeter’s operation manual)
• Use firm contact with meter leads
• First test meter and leads by touching leads together.
Resistance should read a short circuit (very low resistance)
• Circuit power must be turned OFF before testing
resistance
• Disconnect component from circuit before testing
• If meter is not auto ranging, set it to the correct range
(See multimeter’s operation manual)
• Use firm contact with meter leads
3120752 – JLG Lift – 3-3
Page 66

SECTION 3 - TROUBLESHOOTING
Continuity Measurement Current Measurement
Figure 3-3. Continuity Measurement Figure 3-4. Current Measurement (DC)
• Some meters require a separate button press to
enable audible continuity testing
• Circuit power must be turned OFF before testing continuity
• Disconnect component from circuit before testing
• Use firm contact with meter leads
• First test meter and leads by touching leads together.
Meter should produce an audible alarm, indicating
continuity
• Set up the meter for the expected current range
• Be sure to connect the meter leads to the correct
jacks for the current range you have selected
• If meter is not auto ranging, set it to the correct range
(See multi meter’s operation manual)
• Use firm contact with meter leads
3-4 – JLG Lift – 3120752
Page 67

SECTION 3 - TROUBLESHOOTING
3.5 ELECTRICAL SWITCH TESTING
Basic Check
The following check determines if the switch is functioning
properly, not the circuit in which the switch is placed. A
switch is functioning properly when there is continuity
between the correct terminals or contacts only when
selected.
1. De-energize the circuit.
2. Isolate the switch from the rest of the circuit if possible. If not possible, keep in mind it may affect readings.
3. Access the terminals to the switch.
4. If the switch has two terminals:
a. Measure resistance across the terminals.
b. Change the switch position.
c. Measure resistance again with the leads in the
same positions. If the meter was reading short, it
should read an open. If the meter was reading
open it should read short.
5. If the switch has more than two terminals, consult
the schematic or switch diagram to determine what
terminals will be connected. The test is similar to
testing a switch with two terminals.
a. Place one meter lead on the common contact
and the other on a different contact in the same
circuit.
b. Cycle through all positions of the switch. The
meter should read short only when the switch
connects the two terminals and open otherwise.
c. If the switch has more than one common contact
repeat the process for that circuit.
Limit Switches
Limit switches are used to control movement or indicate
position. Mechanical limit switches are just like manually
operated switches except that the moving object operates
the switch. These switches can be tested the same way as
a standard switch by manually operating the sensing arm.
Another type of limit switch used by JLG is the inductive
proximity switch, also referred to as a "prox switch". Inductive proximity switches are actuated only by ferrous metal
(metal that contains Iron, such as steel) near the switch.
They do not require contact, and must be energized to
actuate. These types of switches can be used to detect
boom or platform position, for example. These switches
have a sensing face where the switch can detect ferrous
metal close to it. To find the sensing face, take note how
the switch is mounted and how the mechanisms meet the
switch. Test this type of switch as follows:
1. Remove prox switch from its mount.
2. Reconnect harness if it was disconnected for step 1,
and turn on machine.
3. Hold switch away from metal and observe switch
state in the control system diagnostics using the
Analyzer. See vehicle or control system documentation on how to do this.
4. Place sensing face of switch on the object to be
sensed by the switch. If that is not available, use a
piece of ferrous metal physically similar to it. The
switch state in the control system diagnostics
should change.
5. When reinstalling or replacing switch be sure to follow mounting instructions and properly set the gap
between the switch and object sensed.
Automatic Switches
If the switch is actuated automatically, by temperature or
pressure for example, find a way to manually actuate the
switch to test it. Do this either by applying heat or pressure, for example, to the switch. These switches may need
to be energized to actuate.
1. Connect instrumentation to monitor and/or control
the parameter the switch is measuring.
2. Observe switch state in control system with the Analyzer. See vehicle or control system documentation
on how to do this.
3. Operate system such that the switch actuates. This
could be going over a certain pressure or temperature, for example. The state indicated in the control
system should change.
Switch Wiring - Low Side, High Side
When controlling a load, a switch can be wired between
the positive side of the power source and the load. This
switch is called a "high side" switch. The switch supplies
the power to the load. When a switch is wired between the
negative side of the power source and the load, it is a "low
side" switch. The switch provides the ground to the load.
A low side switch will allow voltage to be present on the
load. No power is applied because the switch is stopping
current flow. This voltage can be seen if the measurement
is taken with one test lead on the load and the other on
the battery negative side or grounded to the vehicle. What
is actually being measured is the voltage drop across the
switch. This could mislead a technician into thinking the
load is receiving power but not operating. To produce an
accurate picture of power or voltage applied to the load,
measure voltage across the load’s power terminals. Also,
the technician can measure the voltage at both power terminals with respect to battery ground. The difference
between those two measurements is the voltage applied
to the load.
3120752 – JLG Lift – 3-5
Page 68

SECTION 3 - TROUBLESHOOTING
Table 3-1. AC Unit - Troubleshooting
TROUBLE PROBABLE CAUSE REMEDY
Outrigger LED light does not turn on.
Outriggers are not properly inserted in
outrigger sockets.
Power source is OFF. Check power source.
Fuse(s) blown. Check all insulating grommets on
Check for loose wire(s) on contactor
screws under outrigger sockets (causing an open circuit).
Contactor damaged. Replace contactor.
LED burnt out. Replace LED.
Pull pin on outrigger socket is damaged.
Platform does not rise when the four LED’s are ON and motor does not start.
Red emergency stop button is
engaged (PUSHED IN) on either
ground control station or on platform.
Control relay not functioning. Replace control relay.
Motor start relay not functioning. Replace motor start relay.
Unit wiring not properly grounded. Check all grounds in the wiring.
Unit lowers by itself.
Manual descent valve open. Close manual descent valve.
Hydraulic hose and/or fittings loose
causing a hydraulic pressure leak.
Lift DOWN solenoid valve not functioning.
Unit leaking hydraulic oil.
Hydraulic hose and/or fittings loose. Tighten hydraulic hose and/or fittings.
Valve and/or plug loose. Tighten valve and/or plug.
Breather cap on tank is saturated or
clogged with oil.
Hydraulic oil tank over-filled. Lower oil level to full mark on dipstick.
Unit lowers very slowly.
Flow control valve not functioning. Replace flow control valve.
Check all outriggers for proper installation in outrigger sockets.
inter-lock contactors in base frame
outrigger sockets and contactor
plates on outrigger beams. Replace
damaged grommet(s) and replace
blown fuse.
Properly reinstall wire to contactor
screw per Figure 3-5. and instructions
in Section 3.6, Outrigger Interlock
Contacts.
Replace pull pin.
Disengage (TURN CLOCKWISE) red
emergency button until it pops out.
Tighten hydraulic hose and/or fittings.
Replace Lift DOWN solenoid valve.
Replace breather cap on tank.
3-6 – JLG Lift – 3120752
Page 69

Table 3-2. DC Unit - Troubleshooting
TROUBLE PROBABLE CAUSE REMEDY
Outrigger LED light does not turn on.
Outriggers are not properly inserted in
outrigger sockets.
Power source is OFF. Check power source.
Fuse(s) blown. Check all insulating grommets on
Check for loose wire(s) on contactor
screws under outrigger sockets (causing an open circuit).
Contactor damaged. Replace contactor.
LED burnt out. Replace LED.
Pull pin on outrigger socket is damaged.
Platform does not rise when the four LED’s are ON and motor does not start.
Red emergency button is engaged
(PUSHED IN) on either ground control
station or on platform.
Control relay not functioning. Replace control relay.
Motor start relay not functioning. Replace motor start relay.
Unit wiring not properly grounded. Check all grounds in the wiring.
Unit lowers by itself.
Manual descent valve open. Close manual descent valve.
Hydraulic hose and/or fittings loose
causing a hydraulic pressure leak.
Lift DOWN solenoid valve not functioning.
Unit leaking hydraulic oil.
Hydraulic hose and/or fittings loose. Tighten hydraulic hose and/or fittings.
Valve and/or plug loose. Tighten valve and/or plug.
Breather cap on tank is saturated or
clogged with oil.
Hydraulic oil tank over-filled. Lower oil level to full mark on dipstick.
Unit lowers very slowly.
Flow control valve not functioning. Replace flow control valve.
SECTION 3 - TROUBLESHOOTING
Check all outriggers for proper installation in outrigger sockets.
inter-lock contactors in base frame
outrigger sockets and contactor
plates on outrigger beams. Replace
damaged grommet(s) and replace
blown fuse.
Properly reinstall wire to contactor
screw per Figure 3-5. and instructions
in Section 3.6, Outrigger Interlock
Contacts."
Replace pull pin.
Disengage (TURN CLOCKWISE) red
emergency button until it pops out.
Tighten hydraulic hose and/or fittings.
Replace Lift DOWN solenoid valve.
Replace breather cap on tank.
3120752 – JLG Lift – 3-7
Page 70

SECTION 3 - TROUBLESHOOTING
3.6 OUTRIGGER INTERLOCK CONTACTS
Outrigger Socket and Outrigger Beam Interlock Contacts
It is very important that the outrigger interlock contacts
located on the bottom surface inside the outrigger sockets
of the base frame, and the contactor plate on the bottom
of each outrigger beam are installed correctly. These parts
when installed properly will be insulated from (–) negative
ground. Read the following steps and see Figure 3-5. for
correct installation. Also see Troubleshooting Tables 3-1 &
3-2. for any reference to possible problems with interlock
contacts.
Outrigger Socket - Contactor Screw Mounting Instructions
(See Figure 3-5.)
ORIGINAL DESIGN
1. Install insulating grommets into holes (on the socket
floor) inside of outrigger sockets in base frame.
2. Assemble two (2) #8-32UNC x 5/8" long contactor
screws with two (2) #8 nylon washers under head
and insert screw through insulating grommet as
shown in Figure 9-1.
3. Install one (1) #8 nylon washer onto contactor
screw threads against insulating grommet.
4. Apply Loctite #242 to screw threads.
5. Install one (1) standard #8 brass nut and thread in
against nylon washer until insulating grommet just
starts to compress. If necessary tighten nut further
until top of contactor screw head measures 0.212"
off floor of outrigger socket. (See Figure 3-5.)
6. Install wire end eyelet onto threaded end against
previously installed brass nut.
7. Install second standard brass nut and thread tight
against wire end eyelet.
8. While holding first brass nut, jam (tighten) second
brass nut against wire end eyelet.
5/2001 - DESIGN
1. Install an insulating bushing into the holes (on the
socket floor) inside of outrigger sockets in base
frame.
2. Place one (1) #8-32UNC x 5/8" long contactor screw
through each insulating grommet as shown in Figure 3-5.
3. Install two (2) #8 nylon washers onto contactor
screw threads against insulating grommet, on the
underside of the outrigger socket.
4. Apply Loctite #242 to screw threads.
5. Install one (1) standard #8 brass nut and thread in
against nylon washer until insulating grommet just
starts to compress.
6. Install wire end eyelet onto threaded end against
previously installed brass nut.
7. Install second standard brass nut and thread tight
against wire end eyelet.
8. While holding first brass nut, jam (tighten) second
brass nut against wire end eyelet.
Outrigger Beam - Interlock Contactor Plate Mounting Instructions
ORIGINAL DESIGN
(See Figure 3-5.)
1. Assemble insulating grommets into the screw holes
in outrigger beam.
2. Locate contactor plate and insert two (2) brass #8 32UNC x 3/4" long countersunk flathead screws
through the contactor plate and install two (2) nylon
washers on each screw against contactor plate.
3. On outside of outrigger beam slide threads of brass
screws (of contactor plate assembly) through insulating grommets in outrigger beams until nylon
washers rest against grommets and hold in place if
necessary.
4. Install one (1) nylon washer on each screw inside of
outrigger beam, against insulating grommet.
5. Thread a brass #8 - 32UNC locknut onto each
screw inside outrigger beam, tighten screws until
.175" height exists between bottom of plate and bottom most edge of outrigger beam. (See Figure 3-5.)
5/2001 - DESIGN
(See Figure 3-5.)
1. Assemble an insulating bushing into each of the
screw holes in the floor of the outrigger beam.
2. Locate the contactor plate and insert two (2) brass
#8 - 32UNC x 3/4" long countersunk flathead screws
through the contactor plate.
3. Install one (1) o-ring on one screw and stack two (2)
on the other screw, slide o-rings in against contactor
plate.
4. On the bottom of the outrigger beam slide the
threads of brass screws (with o-rings and contactor
plate assembly) through the insulating bushings.
Install the screw with two (2) o-rings towards jack
end of outrigger beam. Hold in place if necessary.
3-8 – JLG Lift – 3120752
Page 71

BRASS COUNTERSUNK
FLAT HEAD SCREW
BRASS LOCKNUT
(USE TO ADJUST PLATE
HEI GHT WHEN TI GHTENI NG)
NYLON WASHER
NYLON WASHER
STANDARD BRASS NUTS
APPLY LOCTITE #242
TO THREADS
NYLON WASHERS
NYLON WASHERS
I NSUL ATI NG GRO MMET
INSULATING GROMMET
OUTRIGGER BEAM
CONTACTOR PLATE
RELAY WIRE &
ATTACHI NG EYELET
O/R SOCKET
CONTACTOR SCREW HEAD
FLOOR OF
OUTRIGGER SOCKET
PLATE HEI GHT
ADJUSTMENT
0.175"
0.212"
CONTACTOR SCREW
HEI GHT ADJ.
OUTRI GGER
BEAM ASSEMBLY
TYPICAL
SAFETY DETENT
ARRANGEMENT
ON AM MODELS
(BUTTON HEAD SCREW)
(SEE SUB- SECTION
BELOW - "SAF ETY
DETE NT SCREWS")
ORIGINAL DESIGN
OUTRI GGER SOCKET
(F LOOR)
OPEN END OF
OUTRI GGER SOCKET
ROUND HEAD SCREW
INSULATOR BUSHING
NYLON WASHERS
NUT
APPLY LOCTITE #242
TO THREADS
5/2001 - DESIGN
BRASS
FLAT HEAD SCREW
CONTACTOR
PLATE
ACORN NUT
INSULATOR
BUSHING
NYLON
WAS HE R S
OUTRI GGER BEAM
JACK END OF
OUTRI GGER BEAM
O-RI NGS
APPLY LOCTITE #222
TO THREADS
SECTION 3 - TROUBLESHOOTING
Figure 3-5. Outrigger Socket Contactor Heads and Outrigger Beam - Contactor Plate Mounting Hardware
(ORIGINAL AND 5/2001 - DESIGN).
3120752 – JLG Lift – 3-9
Page 72

SECTION 3 - TROUBLESHOOTING
5. On the inside of the outrigger beam, install two
nylon washers on the screw with the two (2) o-rings
installed (one towards jack end) and three (3) nylon
washers on the the other screw (towards open end
of beam).
6. Coat the threads of the screws with Loctite #222
and thread the steel acorn nuts onto each screw.
Hold the acorn nuts and tighten the screws using a
cordless screw driver set at the #1 torque setting.
Detent Screws
(See Figure 3-5.)
OUTRIGGER BEAMS are manufactured with a series of
holes drilled around the CONTACTOR PLATE assembly.
OUTRIGGER SOCKETS are equipped with button head
screws (detent screws) mounted around the CONTACTOR SCREW HEADS on the floor of the outrigger socket.
The detent screws must align with the holes in the outrigger socket before the contactor plate on the outrigger
beam, and the contactor screw heads in the bottom of the
outrigger socket can make contact to complete the interlock circuit.
The purpose of this design is to assure the proper size
outrigger beams are used with their specific AM model to
assure machine stability, i.e. the shorter outrigger beams
of the 20AM, 25AM and 30AM models cannot be mistakenly used on higher reaching 36AM or 41AM models.
3-10 – JLG Lift – 3120752
Page 73

SECTION 3 - TROUBLESHOOTING
2792491_A
Figure 3-6. Hydraulic Schematic. (AM Series) (2792491_A)
3120752 – JLG Lift – 3-11
Page 74

SECTION 3 - TROUBLESHOOTING
4933203_D
3-12 – JLG Lift – 3120752
Figure 3-7. Electrical Diagram. (AM Series - 12V-DC)
Page 75

SECTION 3 - TROUBLESHOOTING
4933203_D
Figure 3-3. Electrical Diagram. (AM Series - 12V-DC)
3120752 – JLG Lift – 3-13
Page 76

SECTION 3 - TROUBLESHOOTING
4933204_K
Figure 3-8. Electrical Diagram. (AM Series - 120V-AC)
3-14 – JLG Lift – 3120752
Page 77

SECTION 3 - TROUBLESHOOTING
4933204_K
Figure 3-4. Electrical Diagram. (AM Series - 120V-AC)
3120752 – JLG Lift – 3-15
Page 78

SECTION 3 - TROUBLESHOOTING
4933205_K
Figure 3-9. Electrical Diagram. (AM Series - 240V-AC)
3-16 – JLG Lift – 3120752
Page 79

SECTION 3 - TROUBLESHOOTING
4933205_K
Figure 3-5. Electrical Diagram. (AM Series - 240V-AC)
3120752 – JLG Lift – 3-17
Page 80

SECTION 3 - TROUBLESHOOTING
4933206_C
3-18 – JLG Lift – 3120752
Figure 3-10. Electrical Diagram. (AM Series - 100V-AC - JAPAN)
Page 81

SECTION 3 - TROUBLESHOOTING
4933206_C
Figure 3-5. Electrical Diagram. (AM Series - 100V-AC - JAPAN)
3120752 – JLG Lift – 3-19
Page 82

SECTION 3 - TROUBLESHOOTING
NOTES:
3-20 – JLG Lift – 3120752
Page 83

Page 84

Corporate Office
JLG Industries, Inc.
1 JLG Drive
McConnellsburg, PA 17233-9533 USA
(717) 485-5161 (Corporate)
(877) 554-5438 (Customer Support)
(717) 485-6417
Visit our website for JLG Worldwide Locations.
www.jlg.com
 Loading...
Loading...