


TNC 426
NC-Software
280 462 xx
280 463 xx
User’s Manual
Conversational
Programming
4/97
Controls on the visual display unit
0
0
Toggle display between machining
and programming modes
GRAPHICS
TEXT
SPLIT
SCREEN
Split screen layout
Soft keys for selecting functions
in screen
Shift soft-key rows for the soft keys
Brightness, contrast
Typewriter keyboard for entering letters and
Controls on the TNC
symbols
File name
Q
G
W E
R
F S T
T
M
Y
Comments
ISO programs
Machine operating modes
MANUAL OPERATION
ELECTRONIC HANDWHEEL
POSITIONING WITH MDI
PROGRAM RUN, SINGLE BLOCK
PROGRAM RUN, FULL SEQUENCE
Programming modes
PROGRAMMING AND EDITING
TEST RUN
Program/file management, TNC functions
Select or delete programs and files
PGM
MGT
External data transfer
PGM
Enter program call in a program
CALL
MOD
MOD functions
HELP
HELP functions
CALC
Pocket calculator
Moving the cursor, going directly to blocks, cycles
and parameter functions
Move highlight
GOTO
Go directly to blocks, cycles and parameter
functions
Override control knobs for feed rate/spindle speed
100
1
50
5
F %
0
100
1
50
5
S %
0
Programming path movements
APPR
Approach/depart contour
DEP
L
Straight line
CC
Circle center/pole for polar coordinates
C
Circle with center
CR
Circle with radius
CT
Tangential circle
CHF
Chamfer
RND
Corner rounding
Tool functions
TOOL
DEF
Enter or call tool length and radius
TOOL
CALL
Cycles, subprograms and program section
repeats
CYCL
CYCL
DEF
LBL
SET
Define and call cycles
CALL
LBL
Enter and call labels for
CALL
subprogramming and program
section repeats
STOP
Program stop in a program
TOUCH
Enter touch probe functions in a program
PROBE
Coordinate axes and numbers, editing
X
...
...
0
Select coordinate axes or enter
V
them in a program
Numbers
9
Decimal point
/
+
Change arithmetic sign
Polar coordinates
P
Incremental dimensions
Q parameters
Q
Capture actual position
NO
Skip dialog questions, delete words
ENT
ENT
END
End block
Clear numerical entry or TNC error mes-
CE
sage
DEL
Abort dialog, delete program section
Confirm entry and resume
dialog


TNC Models, Software and Features
This manual describes functions and features provided by
the TNCs with the following NC software numbers.
TNC Model NC Software No.
TNC 426 CA, TNC 426 PA 280 462 xx
TNC 426 CE, TNC 426 PE 280 463 xx
The suffix E indicates the export versions of the TNC, which
have the following limitations:
■ Input and machining accuracy are limited to 1 µm.
■ Linear movement is possible in no more than 4 axes
simultaneously
The machine tool builder adapts the useable features of the
TNC to his machine by setting machine parameters. Therefore, some of the functions described in this manual may
not be among the features provided by your machine tool.
TNC functions that may not be available on your machine
include:
■ Probing function for the 3-D touch probe
■ Digitizing option
■ Tool measurement with the TT 120
■ Rigid tapping
■ Returning to the contour after an interruption
Please contact your machine tool builder to become familiar
with the individual implementation of the control on your
machine.
Many machine manufacturers, as well as HEIDENHAIN,
offer programming courses for the TNCs. We recommend
these courses as an effective way of improving your
programming skill and sharing information and ideas with
other TNC users.
Location of use
The TNC complies with the limits for a Class A device in
accordance with the specifications in EN 55022, and is
intended for use primarily in industrially-zoned areas.
Contents
IHEIDENHAIN TNC 426

Contents
ContentsII
Contents
Introduction
1
Manual Operation and Setup
Positioning with Manual Data Input
Programming: Fundamentals of NC,
File Management, Programming Aids
Programming: Tools
Programming: Programming Contours
Programming: Miscellaneous Functions
Programming: Cycles
Programming: Subprograms and Program Section Repeats
Programming: Q Parameters
Test Run and Program Run
3-D Touch Probes
2
Contents
3
4
5
6
7
8
9
10
11
12
Digitizing
MOD Functions
Tables and Overviews
13
14
15
IIIHEIDENHAIN TNC 426

1 INTRODUCTION 1
1.1 The TNC 426 2
1.2 Visual Display Unit and Keyboard 3
Contents
1.3 Modes of Operation 4
1.4 Status Displays 6
1.5 Accessories: HEIDENHAIN 3-D Touch Probes and Electronic Handwheels 10
2 MANUAL OPERATION AND SETUP 11
2.1 Switch-On 12
2.2 Moving the Machine Axes 13
2.3 Spindle Speed S, Feed Rate F and Miscellaneous Functions M 15
2.4 Setting the Datum (Without a 3-D Touch Probe) 16
2.5 Tilting the Working Plane 17
3 POSITIONING WITH MANUAL DATA INPUT (MDI) 21
3.1 Programming and Executing Simple Machining Operations 22
4 PROGRAMMING FUNDAMENTALS OF NC, FILE MANAGEMENT, PROGRAMMING AIDS 25
4.1 Fundamentals of NC 26
4.2 File Management 31
4.3 Creating and Writing Programs 40
4.4 Interactive Programming Graphics 44
4.5 Structuring Programs 45
4.6 Adding Comments 46
4.7 Creating Text Files 47
4.8 Integrated Pocket Calculator 50
4.9 Creating Pallet Tables 51
5 PROGRAMMING: TOOLS 53
5.1 Entering Tool-Related Data 54
5.2 Tool Data 55
5.3 Tool Compensation 62
5.4 Three-Dimensional Tool
5.5 Measuring Tools with the TT 120 Touch Probe 68
6 PROGRAMMING: PROGRAMMING CONTOURS 75
6.1 Overview of Tool Movements 76
6.2 Fundamentals of Path Functions 77
ContentsIV

6.3 Contour Approach and Departure 80
Overview: Types of paths for contour approach and departure 80
Important positions for approach and departure 80
Approaching on a straight line
with tangential connection: APPR LT 81
Approaching on a straight line perpendicular to the first contour point: APPR LN 82
Approaching on a circular arc with tangential connection: APPR CT 82
Approaching on circular arc with tangential connection from straight line to the contour: APPR LCT 83
Departing tangentially on a straight line: DEP LT 84
Departing on a straight line perpendicular to the last contour point: DEP LN 84
Departing tangentially on a circular arc: DEP CT 85
Departing on a circular arc tangentially connecting the contour and a straight line: DEP LCT 85
6.4 Path Contours — Cartesian Coordinates 86
Overview of path functions 86
Straight line L 87
Inserting a chamfer CHF between two straight lines 87
Circle center CC 88
Circular path C around circle center CC 89
Circular path CR with defined radius 90
Circular path CT with tangential connection 91
Corner Rounding RND 92
Example: Linear movements and chamfers with Cartesian coordinates 93
Example: Circular movements with Cartesian coordinates 95
Example: Full circle with Cartesian coordinates 95
6.5 Path Contours — Polar Coordinates 96
Polar coordinate origin: Pole CC 96
Straight line LP 97
Circular path CP around pole CC 97
Circular path CTP with tangential connection 98
Helical interpolation 98
Example: Linear movement with polar coordinates 101
Example: Helix 101
Contents
VHEIDENHAIN TNC 426

6.6 Path Contours — FK Free Contour Programming 102
Fundamentals 102
Graphics during FK programming 102
Contents
7 PROGRAMMING: MISCELLANEOUS FUNCTIONS 115
Initiating the FK dialog 103
Free programming of straight lines 104
Free programming of circular arcs 104
Auxiliary points 106
Relative data 107
Closed contours 109
Converting FK programs 109
Example: FK programming 1 111
Example: FK programming 2 111
Example: FK programming 3 112
7.1 Entering Miscellaneous Functions M and STOP 116
7.2 Miscellaneous Functions for Program Run Control, Spindle and Coolant 117
7.3 Miscellaneous Functions for Coordinate Data 117
7.4 Miscellaneous Functions for Contouring Behavior 119
Smoothing corners: M90 119
Insert rounding arc between straight lines: M112 120
Ignore points for calculating the rounding arc with M112: M124 121
Jolt reduction when changing the direction of traverse: M132 121
Machining small contour steps: M97 122
Machining open contours: M98 123
Feed rate factor for plunging movements: M103 123
Feed rate at circular arcs: M109/M110/M111 124
Calculating the radius-compensated path in advance (LOOK AHEAD): M120 124
Superimposing handwheel positioning during program run: M118 125
7.5 Miscellaneous Functions for Rotary Axes 125
Feed rate in mm/min on rotary axes A, B, C: M116 125
Shorter-path traverse of rotary axes: M126 126
Reducing display of a rotary axis to a value less than 360°: M94 126
Automatic compensation of machine geometry when working with tilted axes: M114 127
7.6 Miscellaneous Functions for Laser Cutting Machines 128
ContentsVI

8 PROGRAMMING: CYCLES 129
8.1 General Overview of Cycles 130
8.2 Drilling Cycles 132
PECKING (Cycle 1) 132
DRILLING (Cycle 200) 134
REAMING (Cycle 201) 135
BORING (Cycle 202) 136
UNIVERSAL DRILLING (Cycle 203) 137
TAPPING with a floating tap holder (Cycle 2) 139
RIGID TAPPING (Cycle 17) 140
THREAD CUTTING (Cycle 18) 141
Example: Drilling cycles 143
Example: Drilling cycles 143
8.3 Cycle for Milling Pockets, Studs and Slots 144
POCKET MILLING (Cycle 4) 145
POCKET FINISHING (Cycle 212) 146
STUD FINISHING (Cycle 213) 148
CIRCULAR POCKET MILLING (Cycle 5) 149
CIRCULAR POCKET FINISHING (Cycle 214) 151
CIRCULAR STUD FINISHING (Cycle 215) 152
SLOT MILLING (Cycle 3) 154
SLOT with reciprocating plunge-cut (Cycle 210) 155
CIRCULAR SLOT with reciprocating plunge-cut (Cycle 211) 157
Example: Milling pockets, studs and slots 159
8.4 Cycles for Machining Hole Patterns 161
CIRCULAR PATTERN (Cycle 220) 162
LINEAR PATTERN (Cycle 221) 163
Example: Circular hole patterns 165
8.5 SL Cycles 167
CONTOUR GEOMETRY (Cycle 14) 169
Overlapping contours 169
CONTOUR DATA (Cycle 20) 171
PILOT DRILLING (Cycle 21) 172
ROUGH-OUT (Cycle 22) 172
FLOOR FINISHING (Cycle 23) 173
SIDE FINISHING (Cycle 24) 174
Contents
VIIHEIDENHAIN TNC 426

Contents
CONTOUR TRAIN (Cycle 25) 174
CYLINDER SURFACE (Cycle 27) 175
Example: Roughing-out and fine-roughing a pocket 176
Example: Pilot drilling, roughing-out and finishing overlapping contours 178
Example: Contour train 180
Example: Cylinder surface 182
8.6 Cycles for Multipass Milling 185
RUN DIGITIZED DATA (Cycle 30) 185
MULTIPASS MILLING (Cycle 230) 187
RULED SURFACE (Cycle 231) 189
Example: Multipass milling 190
8.7 Coordinate Transformation Cycles 192
DATUM SHIFT (Cycle 7) 193
DATUM SHIFT with datum tables (Cycle 7) 194
MIRROR IMAGE (Cycle 8) 196
ROTATION (Cycle 10) 197
SCALING FACTOR (Cycle 11) 198
AXIS-SPECIFIC SCALING (Cycle 26) 199
WORKING PLANE (Cycle 19) 200
Example: Coordinate transformation cycles 202
8.8 Special Cycles 205
DWELL TIME (Cycle 9) 205
PROGRAM CALL (Cycle 12) 205
ORIENTED SPINDLE STOP (Cycle 13) 206
9 PROGRAMMING: SUBPROGRAMS AND PROGRAM SECTION REPEATS 207
9.1 Marking Subprograms and Program Section Repeats 208
9.2 Subprograms 208
9.3 Program Section Repeats 209
9.4 Program as Subprogram 210
9.5 Nesting 211
Subprogram within a subprogram 211
Repeating program section repeats 212
Repeating a subprogram 213
Example: Milling a contour in several infeeds 214
Example: Groups of holes 214
Example: Groups of holes with several tools 216
ContentsVIII

10 PROGRAMMING: Q PARAMETERS 219
10.1 Principle and Overview 220
10.2 Part Families — Q Parameters in Place of Numerical Values 221
10.3 Describing Contours Through Mathematical Functions 222
10.4 Trigonometric Functions 224
10.5 If-Then Decisions with Q Parameters 225
10.6 Checking and Changing Q Parameters 226
10.7 Additional Functions 227
10.8 Entering Formulas Directly 232
10.9 Preassigned Q Parameters 235
10.10 Programming Examples 237
Example: Ellipse 236
Example: Concave cylinder machined with spherical cutter 238
Example: Convex sphere machined with end mill 240
11 TEST RUN AND PROGRAM RUN 243
11.1 Graphics 244
11.2 Functions for Program Display in PROGRAM RUN and TEST RUN 249
11.3 Test Run 249
11.4 Program Run 251
11.5 Optional Block Skip 256
Contents
12 3-D TOUCH PROBES 257
12.1 Touch Probe Cycles in the MANUAL and ELECTRONIC HANDWHEEL Operating Modes 258
12.2 Setting the Datum with a 3-D Touch Probe 263
12.3 Measuring Workpieces with a 3-D Touch Probe 266
13 DIGITIZING 271
13.1 Digitizing with a Triggering or Measuring Touch Probe (Optional) 272
13.2 Programming Digitizing Cycles 273
13.3 Meander Digitizing 277
13.4 Contour Line Digitizing 279
13.5 Unidirectional Line Digitizing 281
13.6 Digitizing with a Rotary Axis 283
13.7 Using Digitized Data in a Part Program 285
IXHEIDENHAIN TNC 426

MOD FUNCTIONS 287
14.1 Selecting, Changing and Exiting the MOD Functions 288
14.2 Software Numbers and Option Numbers 289
Contents
14.3 Code Number 289
14.4 Setting the Data Interfaces 290
14.5 Machine-Specific User Parameters 292
14.6 Showing the Workpiece in the Working Space 292
14.7 Position Display Types 294
14.8 Unit of Measurement 294
14.9 Programming Language for $MDI 295
14.10 Selecting the Axes for Generating L Blocks 295
14.11 Axis Traverse Limits, Datum Display 295
14.12 HELP Files 296
14.13 Operating Time 297
TABLES AND OVERVIEWS 299
15.1 General User Parameters 300
15.2 Pin Layout and Connecting Cable for the Data Interfaces 313
15.3 Technical Information 316
15.4 TNC Error Messages 318
ContentsX
Introduction
1
1HEIDENHAIN TNC 426

1.1 The TNC 426
HEIDENHAIN TNC controls are shop-floor programmable contouring controls for milling, drilling and boring machines, and machine
centers with up to five axes.
You can program conventional milling, drilling and boring operations
right at the machine with the easily understandable interactive
conversational guidance. You can also change the angular position
of the spindle under program control.
1.1 The TNC 426
An integrated hard disk provides storage for as many programs as
you like, even if they were created off-line or by digitizing. For quick
calculations you can call up the on-screen pocket calculator at any
time.
Keyboard and screen layout are clearly arranged in a such way that
the functions are fast and easy to use.
Programming: HEIDENHAIN conversational and ISO formats
HEIDENHAIN conversational programming is an especially easy
method of writing programs. Interactive graphics illustrate the
individual machining steps for programming the contour. If a
production drawing is not dimensioned for NC, the HEIDENHAIN FK
free contour programming carries out the necessary calculations
automatically. Workpiece machining can be graphically simulated
either during or before actual machining. It is also possible to
program in ISO format or DNC mode.
You can also enter and test one program while the TNC is running
another.
Compatibility
The TNC can execute all part programs that were written on
HEIDENHAIN controls TNC 150 B and later.
2
1 Introduction
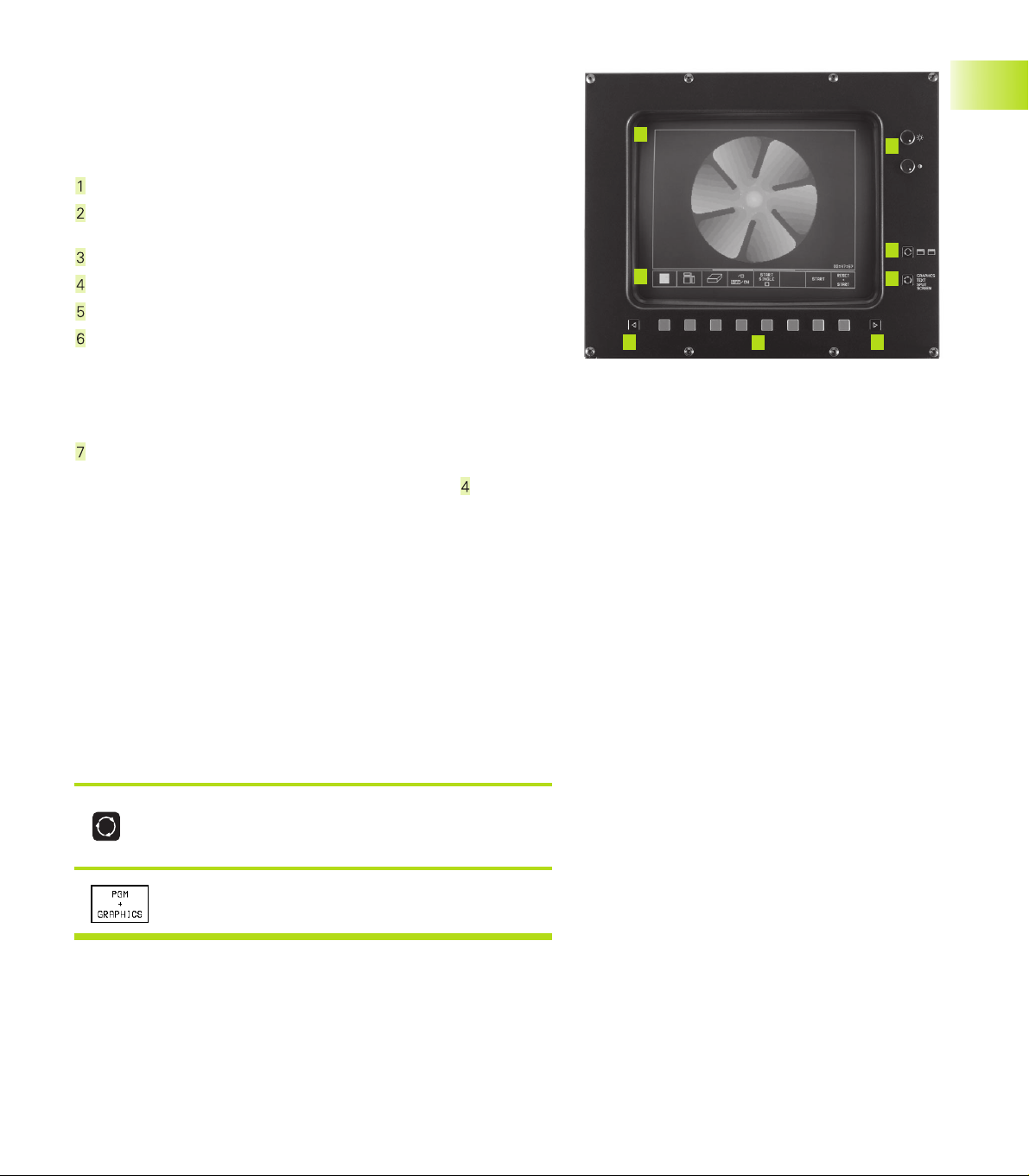
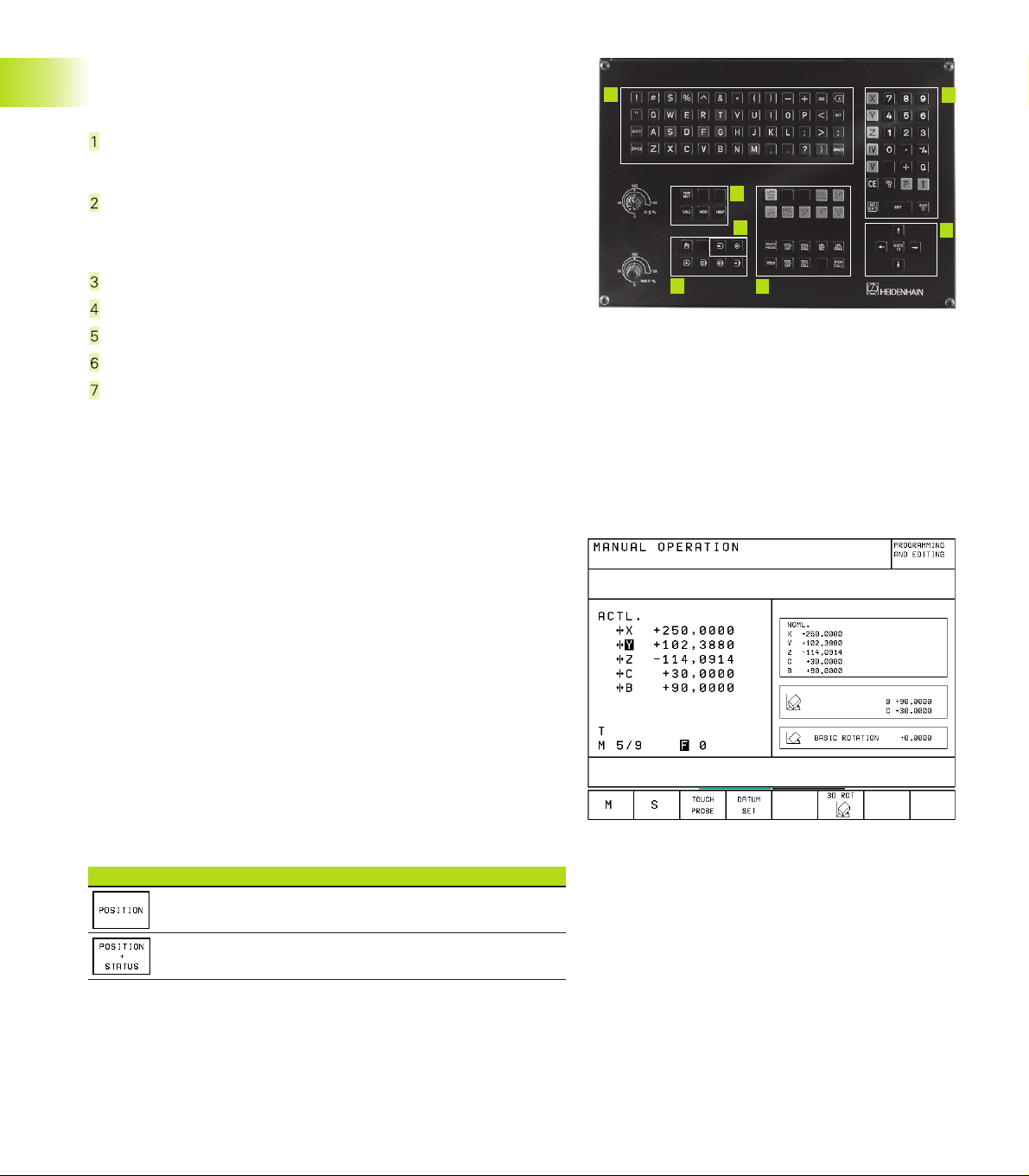
1.2 Visual Display Unit and Keyboard
Visual display unit
The figure at right shows the keys and controls on the VDU:
Setting control for brightness and contrast
Shift key for switchover between machining and programming
modes
Setting the screen layout
Soft key selector keys
Switching the soft-key rows
Header
When the TNC is on, the selected operating modes are written in
the screen header: the machining mode to the left and the
programming mode at right. The currently active mode is displayed in the larger box, where the dialog prompts and TNC
messages also appear.
Soft keys
In the bottom line, the TNC indicates additional functions in a softkey row. You can select these functions with the keys
below. The lines immediately above the soft-key row indicate the
number of soft-key rows that can be called with the black arrow
keys to the right and left. The line representing the active soft-key
row is highlighted.
Screen layout
You select the screen layout yourself: In the PROGRAMMING AND
EDITING mode of operation, for example, you can have the TNC
show program blocks in the left screen window while the right
window displays programming graphics. You could also display the
program structure in the right window instead, or only display
program blocks in one large window. The available screen windows
depend on the selected operating mode.
located
6
7
5
4
1
2
3
5
1.2 Visual Display Unit and Keyboard
To change the screen layout:
Press the SPLIT SCREEN key: The soft-key row
shows the available layout options.
<
Select the desired screen layout.
3HEIDENHAIN TNC 426
Keyboard
The figure at right shows the keys of the keyboard grouped according to their functions:
Alphanumeric keyboard
for entering texts and file names, as well as for programming in
ISO format
File management,
pocket calculator,
MOD functions,
HELP functions
Programming modes
Machine operating modes
1.3 Modes of Operation
Initiation of programming dialog
Arrow keys and GOTO jump command
Numerical input and axis selection
The functions of the individual keys are described in the foldout of
the front cover. Machine panel buttons, e.g. NC START, are described in the manual for your machine tool.
1.3 Modes of Operation
The TNC offers the following modes of operation for the various
functions and working steps that you need to machine a workpiece:
1
2
3
4
5
7
6
MANUAL OPERATION and ELECTRONIC
HANDWHEEL
The MANUAL OPERATION mode is required for setting up the
machine tool. In this operating mode, you can position the machine
axes manually or by increments, set the datums, and tilt the working
plane.
The ELECTRONIC HANDWHEEL mode of operation allows you to
move the machine axes manually with the HR electronic handwheel.
Soft keys for selecting the screen layout
(select as described previously)
Soft key Screen windows
Positions
Left: positions, right: status display
4
1 Introduction
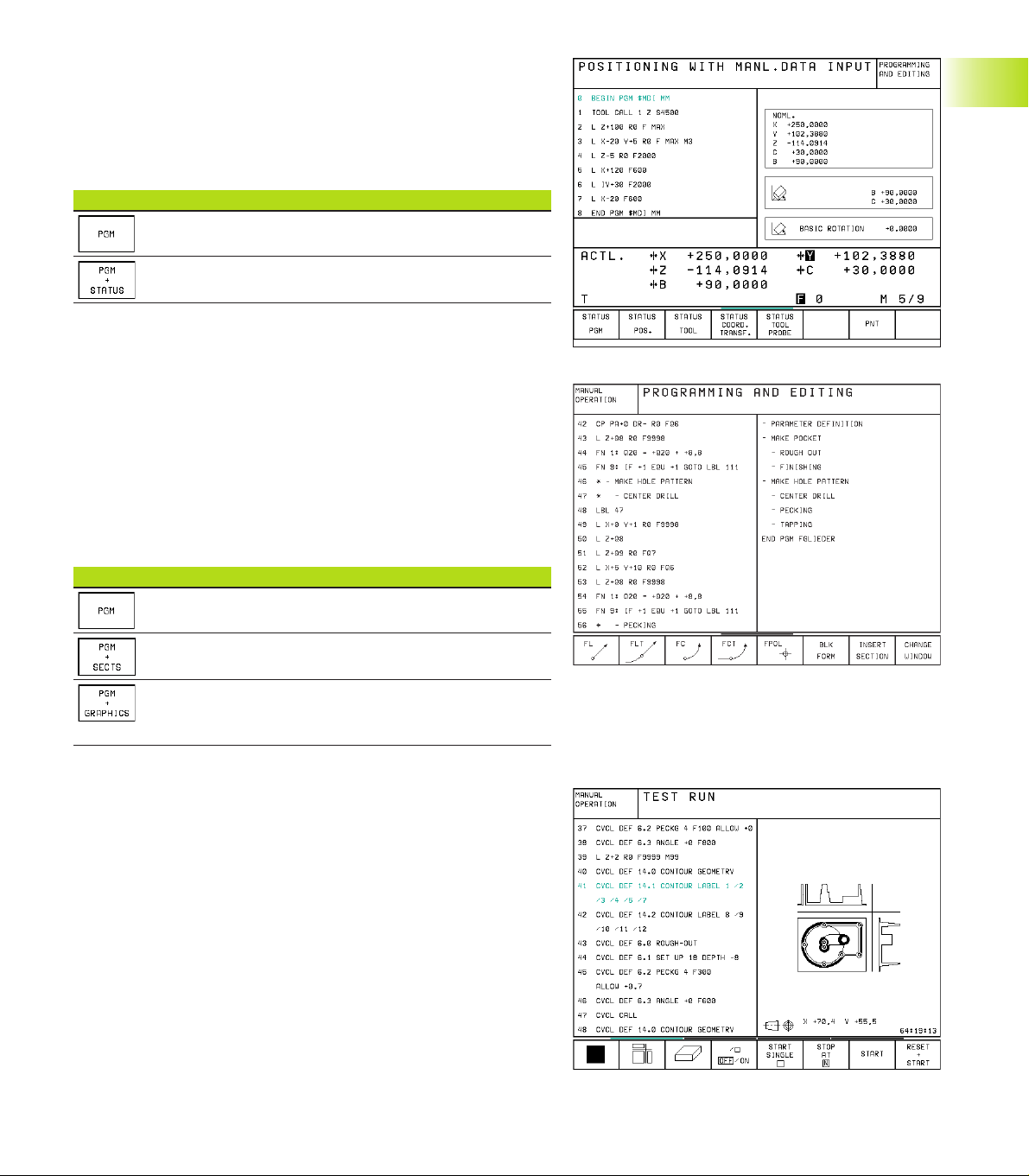
POSITIONING WITH MANUAL DATA INPUT (MDI)
This mode of operation is used for programming simple traversing
movements, such as for face milling or pre-positioning. You can also
define point tables for setting the digitizing range in this mode.
Soft keys for selecting the screen layout
Soft key Screen windows
Program blocks
Left: program blocks, right: status display
PROGRAMMING AND EDITING
In this mode of operation you can write your part programs. The FK
free programming feature, the various cycles and the Q parameter
functions help you with programming and add necessary information.
If desired, you can have the programming graphics show the individual steps, or you can use a separate screen window to prepare
your program structure.
Soft keys for selecting the screen layout
1.3 Modes of Operation
Soft key Screen windows
Program blocks
Left: program blocks, right: program structure
Left: program blocks, right: programming
graphics
TEST RUN
In the TEST RUN mode of operation, the TNC checks programs and
program sections for errors, such as geometrical incompatibilities,
missing or incorrect data within the program or violations of the
work space. This simulation is supported graphically in different
display modes.
Soft keys for selecting the screen layout
Same as in the PROGRAM RUN operating modes on the next page.
5HEIDENHAIN TNC 426
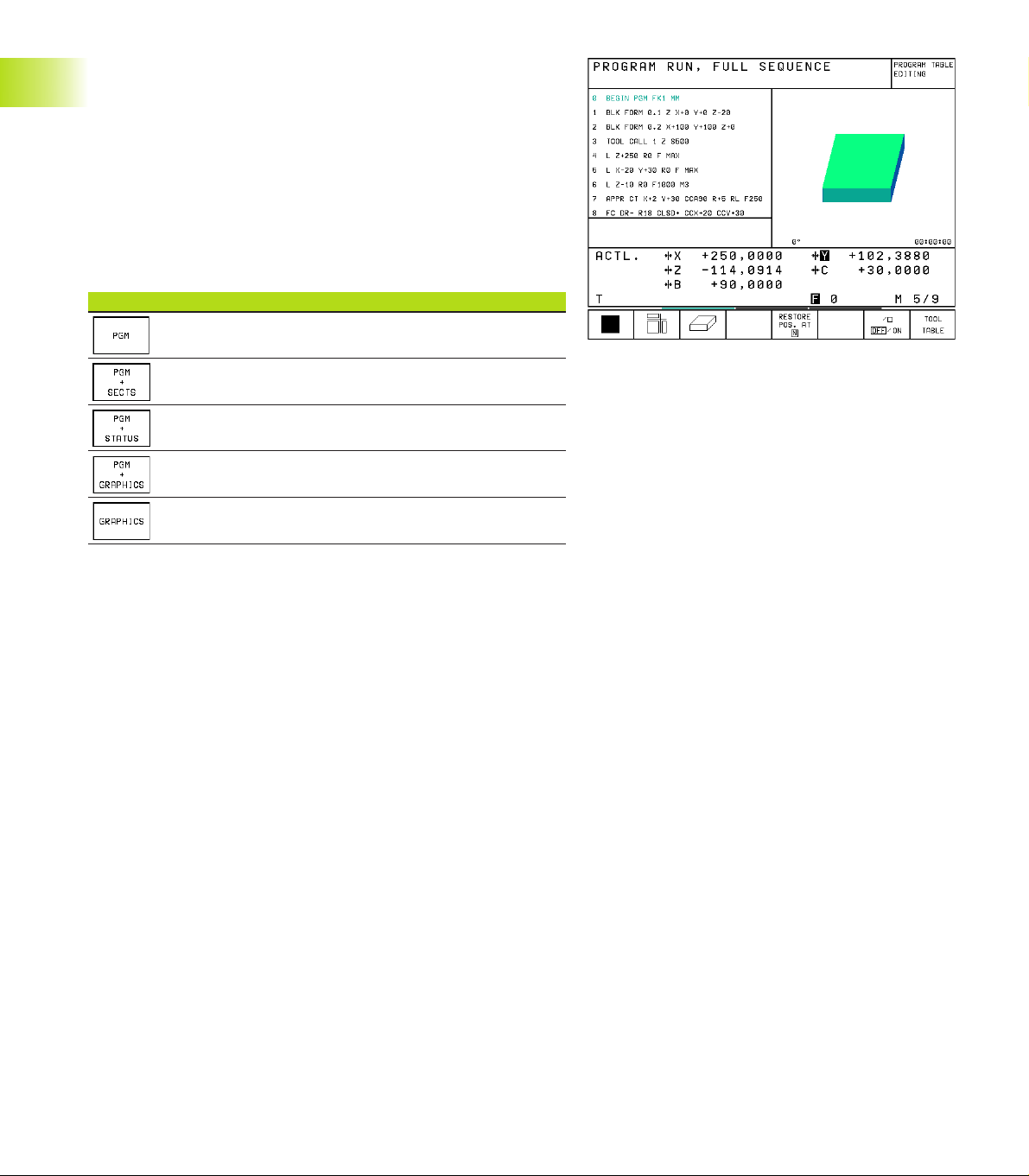
PROGRAM RUN, FULL SEQUENCE and
PROGRAM RUN, SINGLE BLOCK
In the PROGRAM RUN, FULL SEQUENCE mode of operation the
TNC executes a part program continuously to its end or to a manual
or programmed stop. You can resume program run after an interruption.
In the PROGRAM RUN, SINGLE BLOCK mode of operation you
execute each block separately by pressing the machine START
button.
1.4 Status Displays
Soft keys for selecting the screen layout
Soft key Screen windows
Program blocks
Left: program blocks, right: program structure
Left: program blocks, right: STATUS
Left: program blocks, right: graphics
Graphics
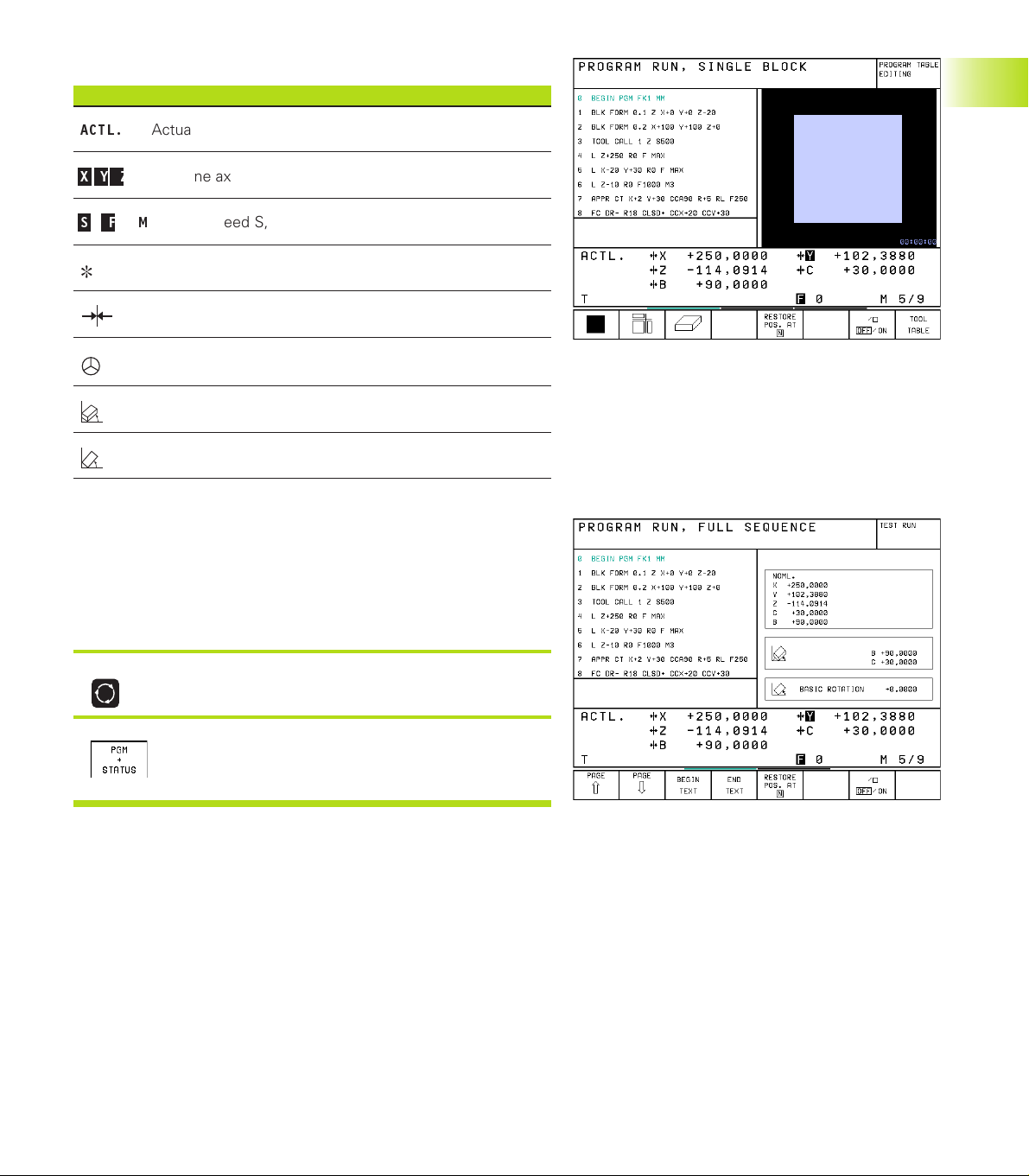
1.4 Status Displays
“General” status displays
The status display informs you of the current state of the machine
tool. It is displayed automatically in the following modes of operation:
■ PROGRAM RUN, SINGLE BLOCK and PROGRAM RUN, FULL
SEQUENCE, except if the screen layout is set to display graphics
only, and
■ POSITIONING WITH MDI
In the operating modes MANUAL OPERATION and ELECTRONIC
HANDWHEEL the status display appears in the large window.
6
1 Introduction
Information in the status display
Symbol Meaning
ACTL.
X Y Z
S F M
Actual or nominal coordinates of the current position
Machine axes
Spindle speed S, feed rate F and active M functions
Program run started
Axis locked
Axis can be moved with the handwheel
Axes are moving in a tilted working plane
Axes are moving under a basic rotation
Additional status displays
The additional status displays contain detailed information on the
program run. They can be called in all operating modes, except in
the PROGRAMMING AND EDITING mode of operation.
To switch on the additional status display:
1.4 Status Displays
Call the soft-key row for screen layout.
<
Select the layout option for the additional status
display.
7HEIDENHAIN TNC 426
You can choose between several additional status displays with the
following soft keys:
Shift the soft-key rows until the STATUS soft
keys appear.
<
Select the desired additional status display,
e.g. general program information.
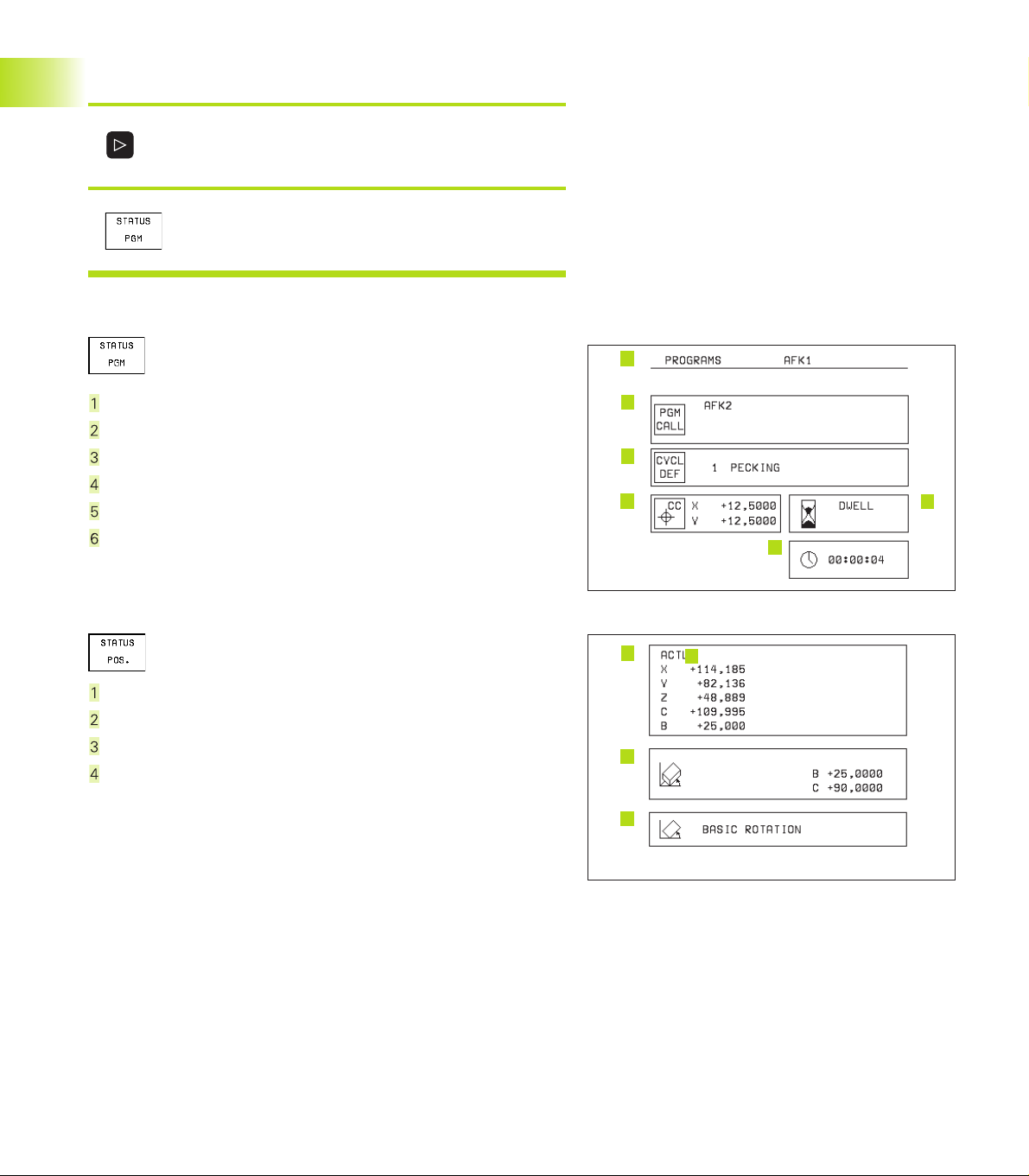
1.4 Status Displays
General program information
Name of main program
Active programs
Active machining cycle
Circle center CC (pole)
Operating time
Dwell time counter
Positions and coordinates
Position display
Type of position display, e.g. actual positions
Tilt angle of the working plane
Angle of a basic rotation
1
2
3
4
5
1
3
4
2
6
8 1 Introduction
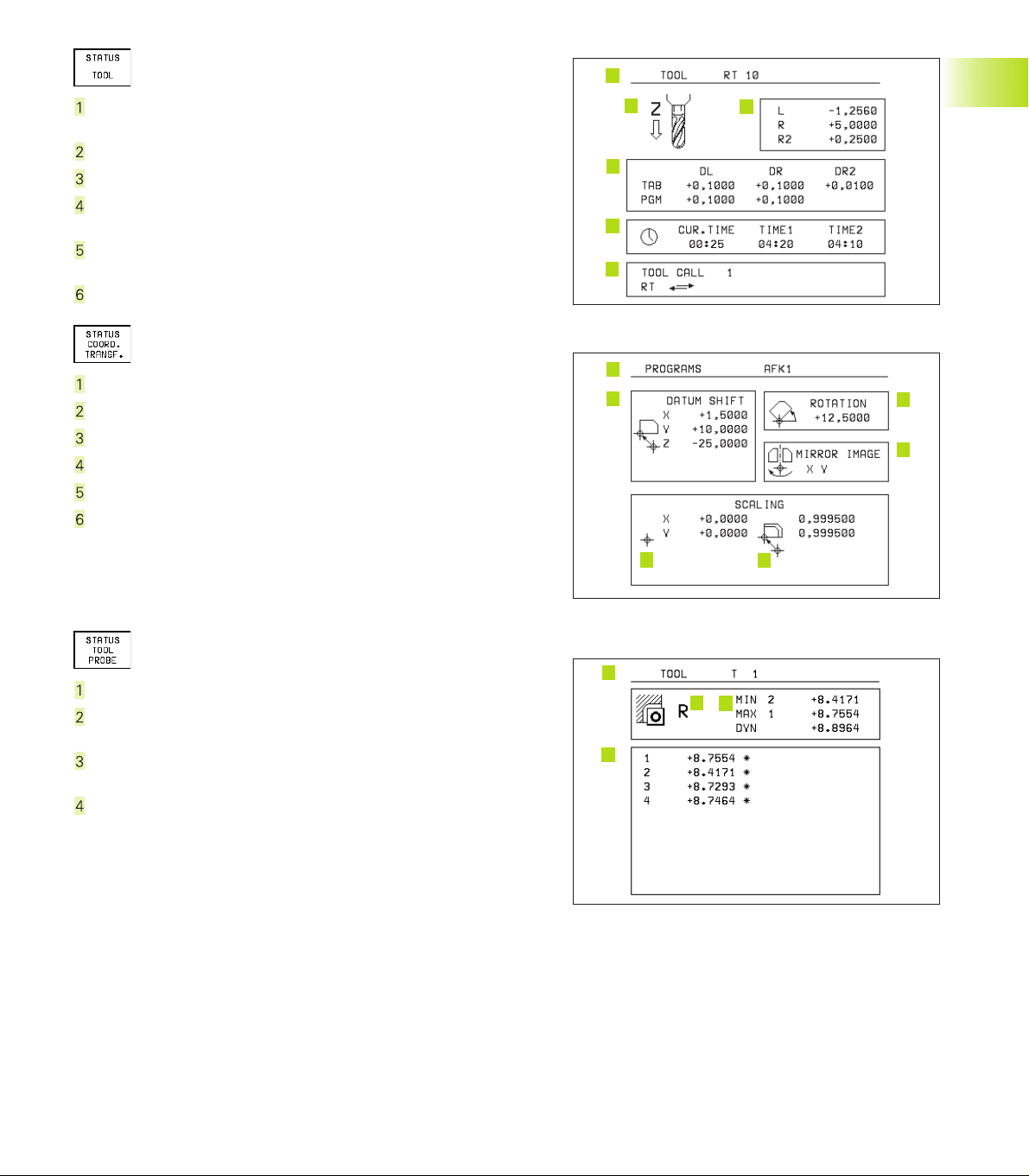
Information on tools
1
T: Tool number and name
RT: Number and name of a replacement tool
Tool axis
Tool length and radii
Oversizes (delta values) from TOOL CALL (PGM) and the tool
table (TAB)
Tool life, maximum tool life (TIME 1) and maximum tool life for
TOOL CALL (TIME 2)
Display of the active tool and the (next) replacement tool
Coordinate transformations
Name of main program
Active datum shift (Cycle 7)
Active rotation angle (Cycle 10)
Mirrored axes (Cycle 8)
Active scaling factor(s) (Cycles 11 / 26)
Scaling datum
See also section 8.7 “Coordinate Transformation Cycles.”
2
4
5
6
1
2
6 5
3
1.4 Status Displays
3
4
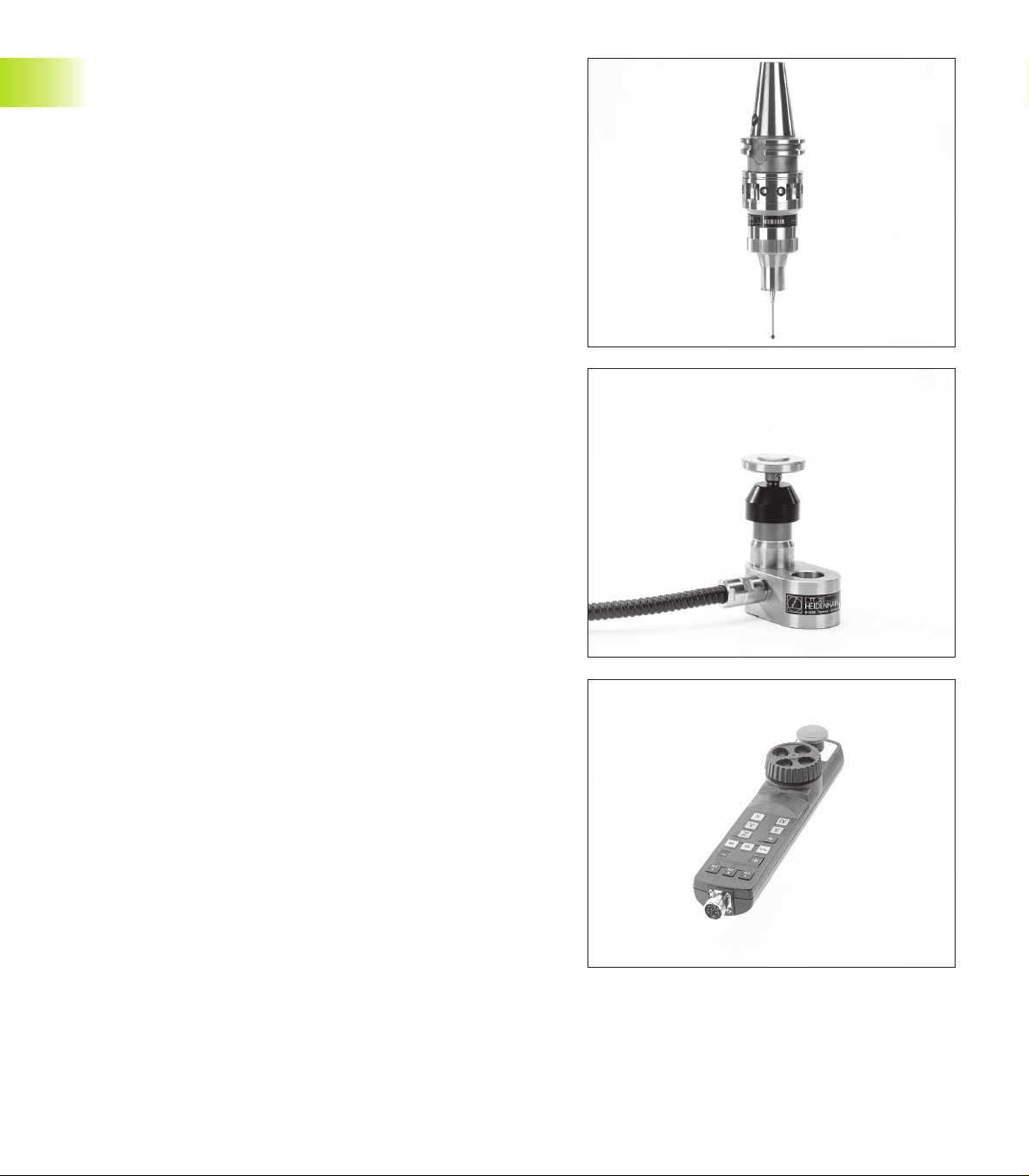
Tool measurement
Number of the tool to be measured
Display whether the tool radius or the tool length is being meas-
ured
MIN and MAX values of the single cutting edges and the result of
measuring the rotating tool (DYN)
Cutting edge number with the corresponding measured value.
If the measured value is followed by an asterisk, the allowable
tolerance in the tool table was exceeded.
1
3
2
4
9HEIDENHAIN TNC 426
1.5 Accessories: HEIDENHAIN 3-D Touch
Probes and Electronic Handwheels
3-D Touch Probes
With the various HEIDENHAIN 3-D touch probe systems you can:
■ Automatically align workpieces
■ Quickly and precisely set datums
■ Measure the workpiece during program run
■ Digitize 3-D surfaces (option), and
■ Measure and inspect tools
TS 220 and TS 630 triggering touch probes
These touch probes are particularly effective for automatic
workpiece alignment, datum setting and workpiece measurement.
The TS 220 transmits the triggering signals to the TNC via cable
and is a cost-effective alternative for applications where digitizing is
not frequently required.
The TS 630 features infrared transmission of the triggering signal to
the TNC. This makes it highly convenient for use on machines with
automatic tool changers.
Principle of operation: HEIDENHAIN triggering touch probes feature
a wear resisting optical switch that generates an electrical signal as
soon as the stylus is deflected. This signal is transmitted to the
TNC, which stores the current position of the stylus as an actual
value.
During digitizing the TNC generates a program containing straight
line blocks in HEIDENHAIN format from a series of measured
position data. You can then output the program to a PC for further
processing with the SUSA evaluation software. This evaluation
software enables you to calculate male/female transformations or
correct the program to account for special tool shapes and radii that
differ from the shape of the stylus tip. If the tool has the same radius
as the stylus tip you can run these programs immediately.
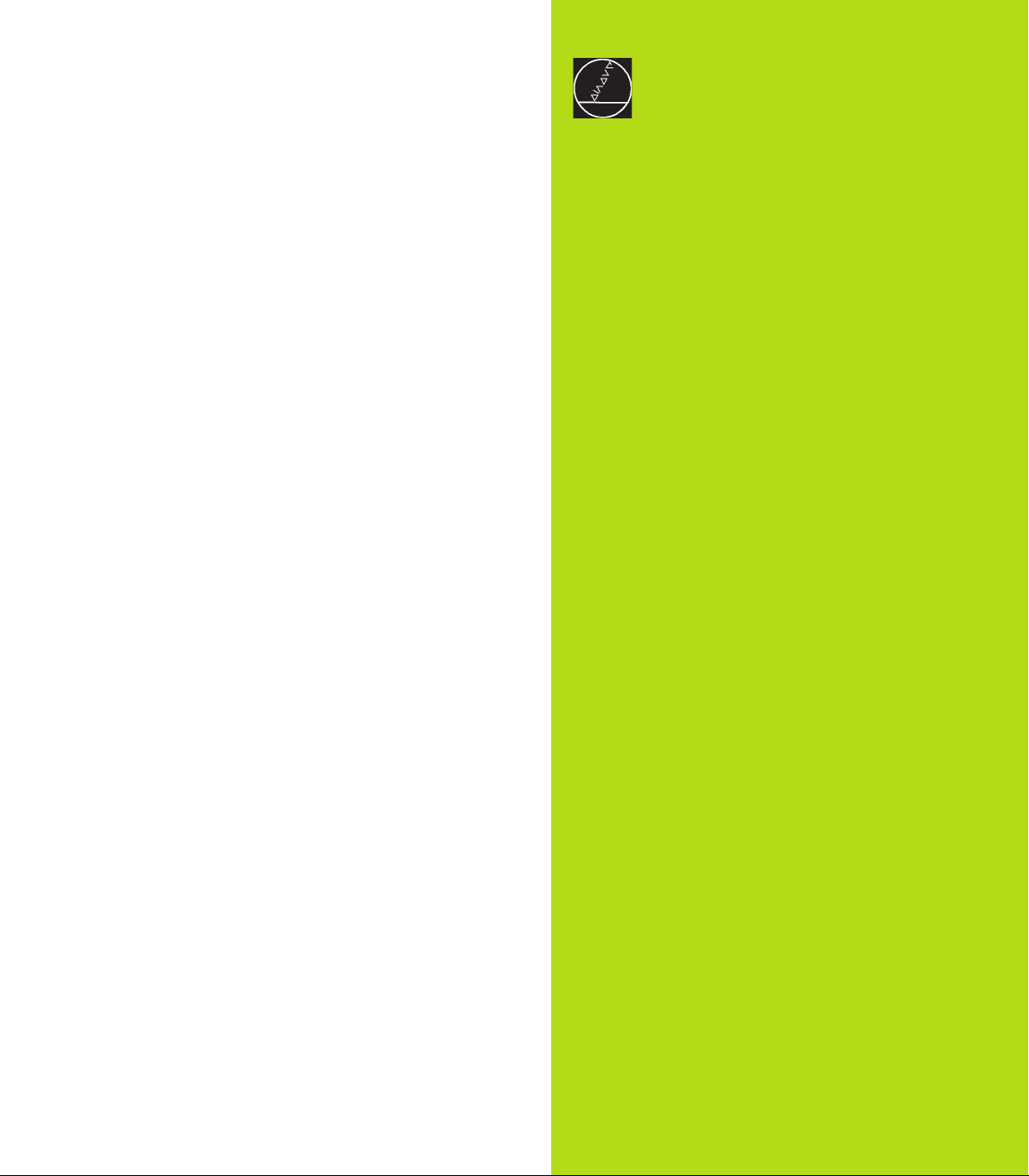
TT 120 tool touch probe for tool measurement
The TT 120 is a triggering 3-D touch probe for tool measurement
and inspection. Your TNC provides three cycles for this touch probe
with which you can measure the tool length and radius automatically — either with the spindle rotating or stopped.
The TT 120 features a particularly rugged design and a high degree
of protection, which make it insensitive to coolants and swarf. The
triggering signal is generated by a wear-resistant and highly reliable
optical switch.
1.5 Accessories: HEIDENHAIN 3-D Touch Probes and Electronic Handwheels
HR electronic handwheels
Electronic handwheels facilitate moving the axis slides precisely by
hand. A wide range of traverses per handwheel revolution is available. Apart from the HR 130 and HR 150 integral handwheels,
HEIDENHAIN also offers the HR 410 portable handwheel.
10
1 Introduction
2
Manual Operation and Setup
11HEIDENHAIN TNC 426
2.1 Switch-On
Switch-on and traversing the reference points can
vary depending on the individual machine tool. Your
machine manual provides more detailed information.
Switch on the power supply for control and machine.
2.1 Switch-On
The TNC automatically initiates the following dialog:
MEMORY TEST
<
The TNC memory is automatically checked.
POWER INTERRUPTED
<
TNC message that the power was interrupted — clear the message.
TRANSLATE PLC PROGRAM
<
The PLC program of the TNC is automatically translated.
RELAY EXT. DC VOLTAGE MISSING
<
Switch on the control voltage.
The TNC checks the functioning of the
EMERGENCY STOP circuit.
The reference points need only be
traversed if the machine axes are to be
moved. If you intend only to write, edit or
test programs, you can select the PROGRAMMING AND EDITING or TEST
RUN modes of operation immediately
after switching on the control voltage.
You can then traverse the reference
points later by pressing the PASS OVER
REFERENCE soft key in the MANUAL
OPERATION mode.
Traversing the reference point in a tilted working
plane
The reference point of a tilted coordinate system can
be traversed by pressing the machine axis direction
buttons. The “tilting the working plane” function
(see section 2.5 “Tilting the Working Plane”) must
be active in the MANUAL OPERATION mode. The
TNC then interpolates the corresponding axes.
The NC START button is not effective. Pressing this
button may result in an error message.
Make sure that the angle values entered in the menu
for tilting the working plane match the actual angle
of the tilted axis.
MANUAL OPERATION
TRAVERSE REFERENCE POINTS
<
Cross the reference points manually in the
displayed sequence: For each axis press the
machine START button, or
Cross the reference points in any sequence:
Press and hold the machine axis direction
button for each axis until the reference point
has been traversed.
The TNC is now ready for operation in the
MANUAL OPERATION mode.
12
2 Manual Operation and Setup
2.2 Moving the Machine Axes
Traversing with the machine axis direction buttons is a
machine-dependent function. Your machine manual
provides more detailed information.
To traverse with the machine axis direction buttons:
Select the MANUAL OPERATION mode.
<
Press the machine axis direction button and hold
it as long as you wish the axis to move.
...or move the axis continuously:
Press and hold the machine axis direction button,
and
then press the machine START button: The axis
continues to move after you release the keys.
2.2 Moving the Machine Axes
To stop the axis, press the machine STOP
button.
You can move several axes at a time with these two methods.
13HEIDENHAIN TNC 426
Traversing with the HR 410 electronic handwheel
The portable HR 410 handwheel is equipped with two permissive
buttons. The permissive buttons are located below the star grip.
You can only move the machine axes when an permissive button is
depressed (machine-dependent function).
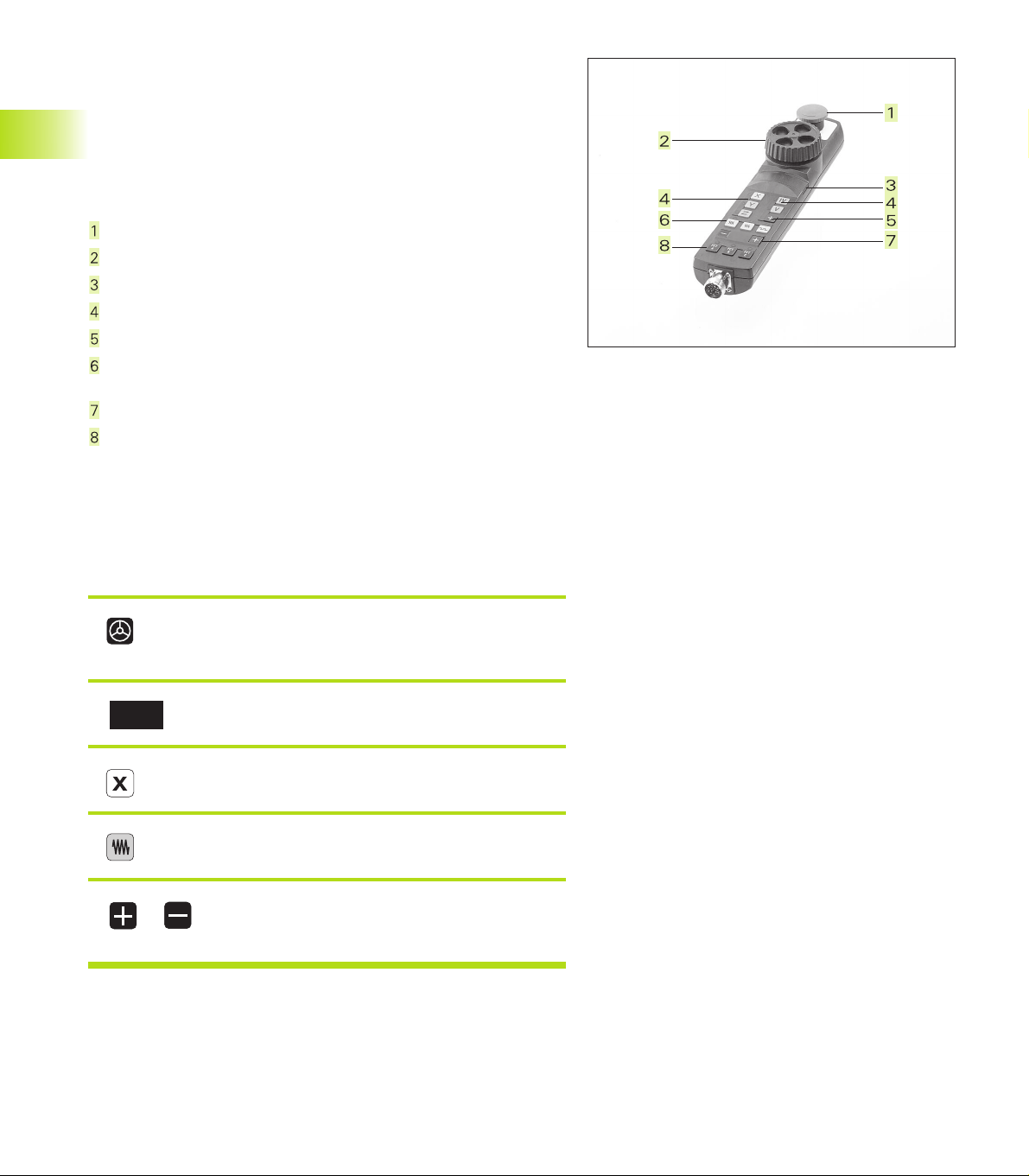
The HR 410 handwheel features the following operating elements:
EMERGENCY STOP
Handwheel
Permissive buttons
Axis address keys
Actual-position-capture key
Keys for defining the feed rate (slow, medium, fast; the feed rates
are set by the machine tool builder)
2.2 Moving the Machine Axes
Direction in which the TNC moves the selected axis
Machine function
(set by the machine tool builder)
The red indicators show the axis and feed rate you have selected.
It is also possible to move the machine axes with the handwheel
during a program run.
To move an axis:
Select the operating mode ELECTRONIC
HANDWHEEL.
Press the permissive button.
<
Select the axis.
<
Select the feed rate.
<
or Move the active axis in the positive or negative
direction.
14
2 Manual Operation and Setup
Incremental jog positioning
16
X
Z
8
8
8
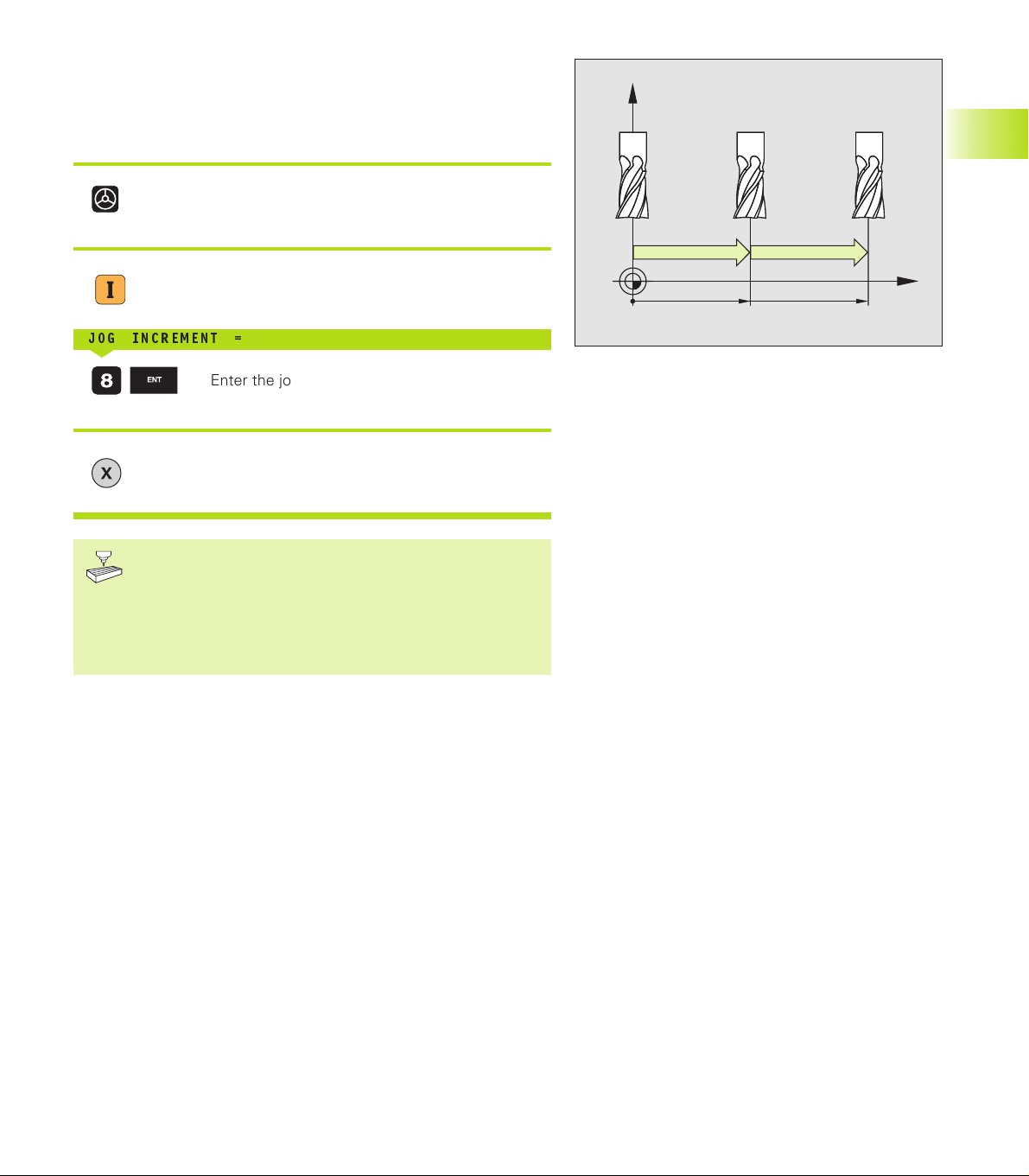
With incremental jog positioning you can move a machine axis by a
preset distance each time you press the corresponding machine
axis direction button.
Select the operating mode ELECTRONIC
HANDWHEEL.
<
Select incremental jog positioning (the valid key
is determined by the machine tool builder).
JOG INCREMENT =
<
Enter the jog increment in millimeters (here,
8 mm).
<
Press the machine axis direction button as often
as desired.
Incremental jog positioning is a machine-dependent
function. Your machine manual provides more detailed
information.
The machine tool builder determines whether the interpolation factor for each axis is set at the keyboard or with a
step switch.
2.3 Spindle Speed S, Feed Rate F and
Miscellaneous Functions M
In the operating modes MANUAL OPERATION and ELECTRONIC
HANDWHEEL, you can enter the spindle speed S and the miscellaneous functions M with soft keys. The miscellaneous functions are
described in Chapter 7 “Programming: Miscellaneous Functions.”
The feed rate is defined in a machine parameter and can be
changed only with the override knobs (see next page).
2.3 Spindle Speed S, Feed Rate F and Miscellaneous Functions M
15HEIDENHAIN TNC 426
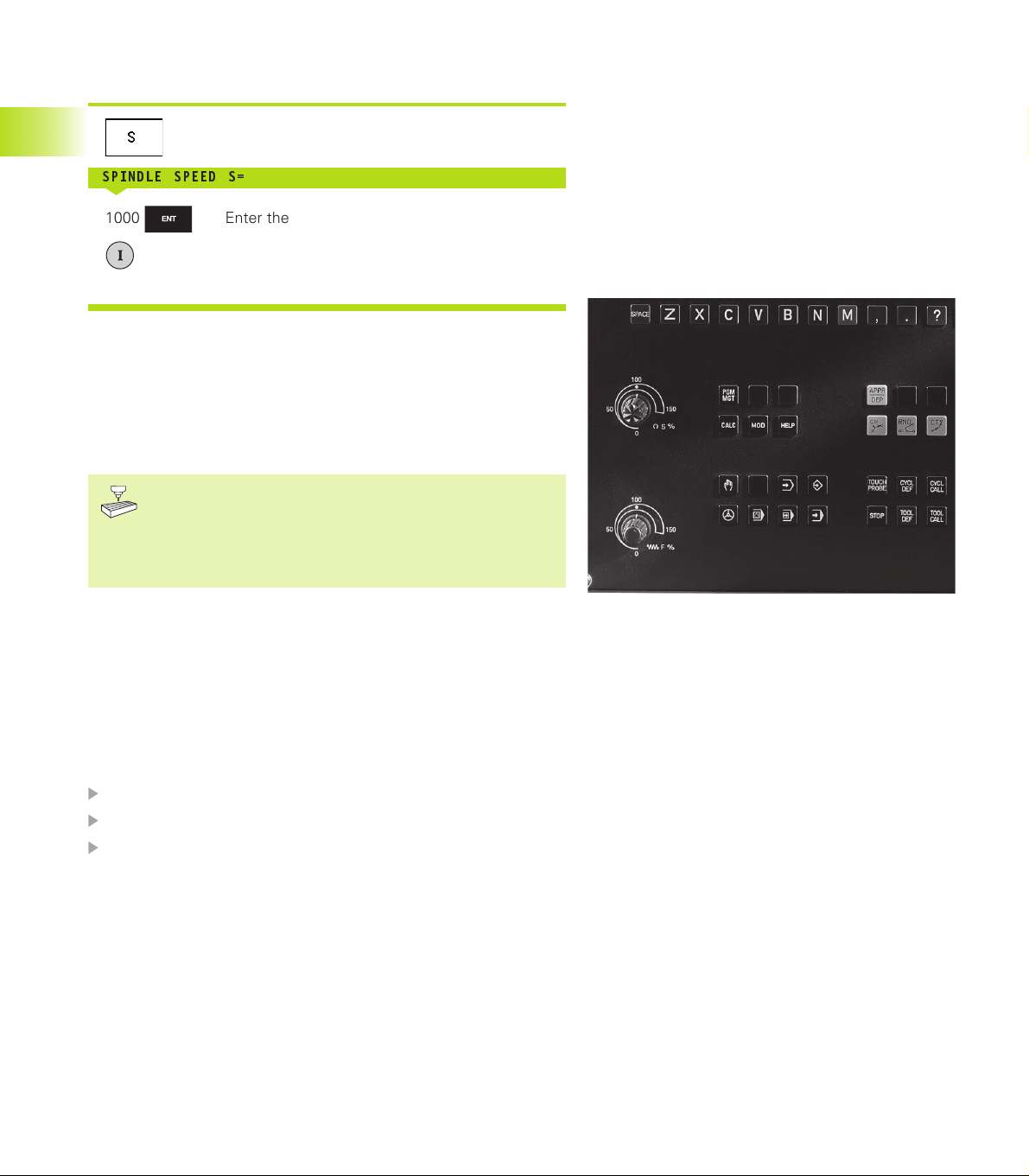
Entering values
Example: Enter the spindle speed S
To select the spindle speed, press the S soft key.
SPINDLE SPEED S=
<
1000 Enter the desired spindle speed,
and confirm your entry with the machine START
button.
2.4 Setting the Datum
The spindle speed S with the entered rpm is started with a miscellaneous function.
Proceed in the same way to enter the miscellaneous functions M.
Changing the spindle speed S and feed rate F
With the override knobs you can vary the spindle speed S and feed
rate F from 0% to 150% of the set value.
The knob for spindle speed override is effective only on
machines with a stepless spindle drive.
The machine tool builder determines which miscellaneous functions M are available on your TNC and what
effects they have.
2.4 Setting the Datum
(Without a 3-D Touch Probe)
You fix a datum by setting the TNC position display to the coordinates of a known position on the workpiece.
To prepare the TNC:
Clamp and align the workpiece.
Insert the zero tool with known radius into the spindle.
Ensure that the TNC is showing the actual position values.
Setting the datum
Fragile workpiece? If the workpiece surface must not be scratched,
you can lay a metal shim of know thickness
tool axis datum value that is larger than the desired datum by the
d
.
value
16
d
on it. Then enter a
2 Manual Operation and Setup
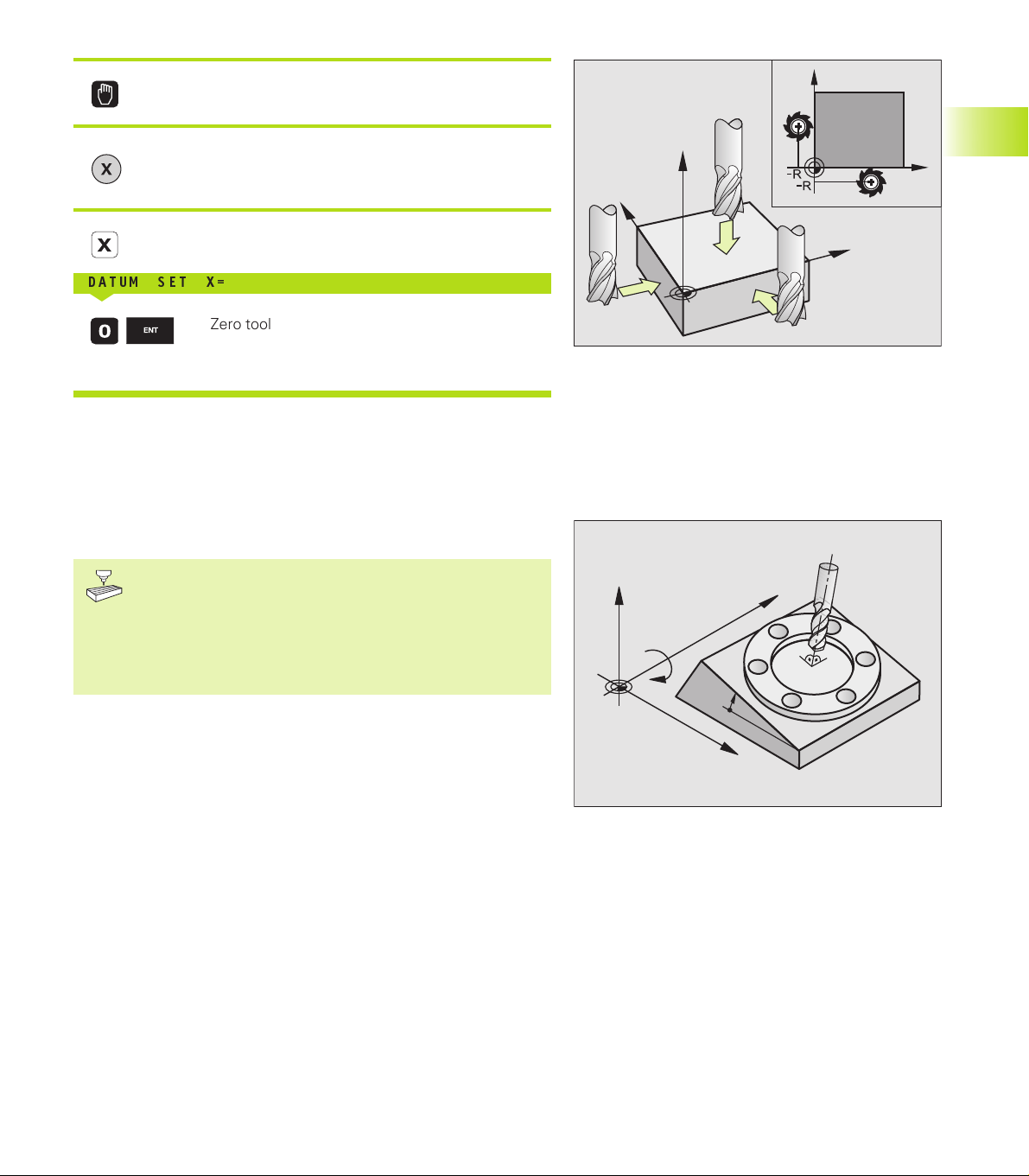
Select the MANUAL OPERATION mode.
<
Move the tool slowly until it touches the
workpiece surface.
<
Select the axis.
DATUM SET X=
<
Zero tool: Set the display to a known workpiece
d
position (here, 0) or enter the thickness
shim.
Repeat the process for the remaining axes.
If you are using a preset tool, set the display of the tool axis to the
length L of the tool or enter the sum Z=L+d.
of the
2.5 Tilting the Working Plane
Y
Z
X
Y
X
2.5 Tilting the Working Plane
The functions for tilting the working plane are interfaced
to the TNC and the machine tool by the machine tool
builder. With specific swivel heads and tilting tables, the
machine tool builder determines whether the entered
angles are interpreted as coordinates of the tilt axes or as
solid angles. Your machine manual provides more
detailed information on this subject.
The TNC supports the tilting functions on machine tools with swivel
heads and/or tilting tables. Typical applications are, for example,
oblique holes or contours in an oblique plane. The working plane is
always tilted around the active datum. The program is written as
usual in a main plane, such as the X/Y plane, but is executed in a
plane that is tilted relative to the main plane.
There are two ways to tilt the working plane:
■ 3D ROT soft key in the MANUAL OPERATION and ELECTRONIC
HANDWHEEL operating modes (described below)
■ Cycle 19 WORKING PLANE in the part program (see page 200).
Z
Y
B
10°
X
17HEIDENHAIN TNC 426
 Loading...
Loading...