

Page 1

Gebruikershandboek
HEIDENHAINklaartekst-dialoog
iTNC 530
NC-software
606 420-01
606 421-01
Nederlands (nl)
7/2010
Page 2
Bedieningselementen van de TNC
1
50
0
50
100
F %
1
50
0
50
100
S %
Bedieningselementen op het beeldscherm
To e t s Functie
Beeldschermindeling kiezen
Beeldscherm tussen machine- en
programmeerwerkstand omschakelen
Softkeys: functie op het beeldscherm
kiezen
Softkeybalken omschakelen
Lettertoetsenbord
To e t s Functie
Bestandsnamen, commentaar
DIN/ISO-programmering
Machinewerkstanden
To e t s Functie
Handbediening
Elektronisch handwiel
Beheer van programma's/bestanden, TNC-functies
To e t s Functie
Programma's/bestanden kiezen en
wissen, externe data-overdracht
Programma-oproep definiëren, nulpunten puntentabellen kiezen
MOD-functie kiezen
Helpteksten bij NC-foutmeldingen
weergeven, TNCguide oproepen
Alle actuele foutmeldingen weergeven
Calculator weergeven
Navigatietoetsen
To e t s Functie
Cursor verplaatsen
Regels, cycli en parameterfuncties direct
kiezen
Potentiometer voor aanzet en spiltoerental
Aanzet Spiltoerental
smarT.NC
Positioneren met handinvoer
Programma-afloop regel voor regel
Automatische programma-afloop
Programmeerwerkstanden
To e t s Functie
Programmeren/bewerken
Programmatest
Cycli, subprogramma's en herhalingen van programmadelen
To e t s Functie
Tastcycli definiëren
Cycli definiëren en oproepen
Subprogramma's en herhalingen van
programmadelen invoeren en oproepen
Programmastop in een programma
invoeren
Page 3
Gereedschapsgegevens
To e t s Functie
Gereedschapsgegevens in het
programma definiëren
Coördinatenassen en cijfers invoeren, bewerken
To e t s Functie
Coördinatenassen kiezen resp.
in het programma invoeren
Gereedschapsgegevens oproepen
Baanbewegingen programmeren
To e t s Functie
Contour benaderen/verlaten
Vrije contourprogrammering FK
Rechte
Cirkelmiddelpunt/pool voor
poolcoördinaten
Cirkelbaan om cirkelmiddelpunt
Cirkelbaan met radius
Cirkelbaan met tangentiële aansluiting
Afkanting/hoeken afronden
Cijfers
Decimaalteken/voorteken omkeren
Poolcoördinaten invoer/incrementele
waarden
Q-parameterprogrammering /
Q-parameterstatus
Actuele positie, waarden van calculator
overnemen
Dialoogvragen overslaan en woorden
wissen
Invoer afsluiten en dialoog voortzetten
Regel afsluiten, invoer beëindigen
Invoer van getalwaarden terugzetten of
TNC-foutmelding wissen
Dialoog afbreken, programmadeel
wissen
Speciale functies/smarT.NC
To e t s Functie
Speciale functies weergeven
smarT.NC: volgende tab in het
invoerscherm kiezen
smarT.NC: eerste invoerveld in het
voorgaande/volgende kader kiezen
Page 4
Page 5
Over dit handboek
Hieronder vindt u een lijst met de in dit handboek gebruikte
aanwijzingssymbolen
Dit symbool geeft aan dat u voor de beschreven functie
speciale aanwijzingen moet opvolgen.
Dit symbool geeft aan dat bij gebruik van de beschreven
functie zich een of meer van de volgende risico's
voordoen:
Risico's voor werkstuk
Risico's voor spanmiddel
Risico's voor gereedschap
Risico's voor machine
Risico's voor operator
Dit symbool geeft aan dat de beschreven functie door uw
machinefabrikant moet worden aangepast. De werking
van de beschreven functie kan dus per machine
verschillend zijn.
Dit symbool geeft aan dat u meer uitvoerige
beschrijvingen van een functie in een ander
gebruikershandboek kunt vinden.
Over dit handboek
Wenst u wijzigingen of hebt u fouten ontdekt?
Wij streven er voortdurend naar onze documentatie voor u te
verbeteren. U kunt ons daarbij helpen. De door u gewenste
wijzigingen kunt u per e-mail toezenden naar: tnc-
userdoc@heidenhain.de.
HEIDENHAIN iTNC 530 5
Page 6
TNC-type, software en functies
In dit handboek wordt beschreven over welke functies u bij de TNC's
vanaf de volgende NC-softwarenummers kunt beschikken.
TNC-type NC-softwarenr.
iTNC 530, HSCI en HeROS 5 606 420-01
iTNC 530 E, HSCI en HeROS 5 606 421-01
De codeletter E geeft de exportversie van de TNC aan. Voor de
exportversie van de TNC geldt de volgende beperking:
Rechteverplaatsingen simultaan tot maximaal 4 assen
HSCI (HEIDENHAIN Serial Controller Interface) duidt op het nieuwe
hardwareplatform van de TNC-besturingen.
HeROS 5 duidt op het nieuwe besturingssysteem van de op HSCI
gebaseerde NC-besturingen.
De machinefabrikant past de beschikbare functies van de TNC via
machineparameters aan de desbetreffende machine aan. Daarom
worden er in dit handboek ook functies beschreven die niet op iedere
TNC-type, software en functies
TNC beschikbaar zijn.
TNC-functies die niet op alle machines beschikbaar zijn, zijn onder
andere:
Gereedschapsmeting met de TT
U kunt contact opnemen met de machinefabrikant om te weten te
komen over welke functies uw specifieke machine beschikt.
6
Page 7

Veel machinefabrikanten en ook HEIDENHAIN bieden
programmeercursussen voor de TNC's aan. Wij adviseren u deze
cursussen te volgen, als u de functies van de TNC grondig wilt leren
kennen.
Gebruikershandboek Cyclusprogrammering:
Alle cyclusfuncties (tast- en bewerkingscycli) zijn in een
afzonderlijk gebruikershandboek beschreven. Neem
contact op met HEIDENHAIN, wanneer u dit
gebruikershandboek nodig hebt. ID: 670 388-xx
Gebruikersdocumentatie smarT.NC:
De werkstand smarT.NC is in een afzonderlijke gids
beschreven. Neem contact op met HEIDENHAIN, wanneer
u deze gids nodig hebt. ID: 533 191-xx.
TNC-type, software en functies
HEIDENHAIN iTNC 530 7
Page 8
Software-opties
De iTNC 530 beschikt over diverse software-opties die door u of uw
machinefabrikant vrijgegeven kunnen worden. Iedere optie moet
afzonderlijk worden vrijgegeven en omvat steeds de hierna genoemde
functies:
Software-optie 1
Interpolatie van de cilindermantel (cycli 27, 28, 29 en 39)
Aanzet in mm/min bij rondassen: M116
Zwenken van het bewerkingsvlak (cyclus 19, PLANE-functie en
softkey 3D-ROT in de werkstand Handbediening)
Cirkel in 3 assen bij gezwenkt bewerkingsvlak
Software-optie 2
Regelverwerkingstijd 0,5 ms in plaats van 3,6 ms
5-assige interpolatie
TNC-type, software en functies
Spline-interpolatie
3D-bewerking:
M114: automatische correctie van de machinegeometrie bij het
werken met zwenkassen
M128: positie van de gereedschapspunt bij het positioneren van
zwenkassen handhaven (TCPM)
FUNCTION TCPM: positie van de gereedschapspunt bij het
positioneren van zwenkassen handhaven (TCPM) met
instelmogelijkheid van de werkwijze
M144: rekening houden met de machinekinematica in
ACTUELE/NOMINALE posities aan het regeleinde
Extra parameters Nabewerken/Voorbewerken en Tolerantie voor
rotatie-assen in cyclus 32 (G62)
LN-regels (3D-correctie)
Software-optie DCM Collision Beschrijving
Functie die door de machinefabrikant
gedefinieerde zones bewaakt, om botsingen
te voorkomen.
Software-optie DXF-converter Beschrijving
Contouren en bewerkingsposities uit DXFbestanden (formaat R12) extraheren.
8
Bladzijde 379
Bladzijde 254
Page 9
Software-optie Extra dialoogtaal Beschrijving
Functie voor vrijgave van de dialoogtalen
Sloveens, Slowaaks, Noors, Lets, Estisch,
Koreaans, Turks, Roemeens, Litouws.
Bladzijde 656
Software-optie Globale programmainstellingen
Functie voor overlapping van
coördinaattransformaties in de werkstanden
Afwerken, verplaatsen met handwiel-override
in virtuele asrichting.
Software-optie AFC Beschrijving
Functie adaptieve aanzetregeling voor
optimalisering van snijcondities bij
serieproductie.
Software-optie KinematicsOpt Beschrijving
Tastcycli om de machinenauwkeurigheid te
controleren en optimaliseren.
Software-optie 3D-ToolComp Beschrijving
Van de ingrijpingshoek afhankelijke 3Dgereedschapsradiuscorrectie bij LN-regels.
Beschrijving
Bladzijde 397
Bladzijde 408
Gebruikershandboek Cycli
Bladzijde 408
TNC-type, software en functies
HEIDENHAIN iTNC 530 9
Page 10
Ontwikkelingsversie (upgrade-functies)
Naast software-opties worden belangrijke verdere ontwikkelingen van
de TNC-software via upgrade-functies, de zogenoemde Feature
Content Level (Engelse term voor ontwikkelingsversie), beheerd. U
kunt niet beschikken over functies die afhankelijk zijn van de FCL,
wanneer u een software-update in uw TNC laadt.
Als u een nieuwe machine ontvangt, dan staan u alle
upgrade-functies gratis ter beschikking.
Upgrade-functies zijn in het handboek met FCL n aangegeven, waarbij
n het volgnummer van de ontwikkelingsversie aangeeft.
U kunt met een tegen betaling verkrijgbaar sleutelgetal de FCLfuncties permanent vrijgeven. Neem daartoe contact op met uw
machineleverancier of met HEIDENHAIN.
FCL 4-functies Beschrijving
Grafische weergave van de beveiligde
ruimte bij actieve botsingsbewaking
DCM
TNC-type, software en functies
Handwiel-override in gestopte toestand
bij actieve botsingsbewaking DCM
3D-basisrotatie (opspancorrectie) Machinehandboek
Bladzijde 383
Bladzijde 382
FCL 3-functies Beschrijving
Tastcyclus voor 3D-tasten Gebruikershandboek
Tastcycli voor automatisch
referentiepunt vastleggen midden
sleuf/midden dam
Aanzetreductie bij
contourkamerbewerking als
gereedschap vol ingrijpt
PLANE-functie: ashoekinvoer Bladzijde 460
Gebruikersdocumentatie als
contextspecifiek helpsysteem
smarT.NC: smarT.NC programmeren
parallel aan de bewerking
smarT.NC: contourkamer op
puntenpatroon
10
Cycli
Gebruikershandboek
Cycli
Gebruikershandboek
Cycli
Bladzijde 154
Bladzijde 115
Gids smarT.NC
Page 11
FCL 3-functies Beschrijving
smarT.NC: preview van
contourprogramma's in
Bestandsbeheer
Gids smarT.NC
smarT.NC: positioneerstrategie bei
puntbewerkingen
FCL 2-functies Beschrijving
3D-lijngrafiek Bladzijde 146
Virtuele gereedschapsas Bladzijde 578
USB-ondersteuning van blokapparaten
(geheugensticks, harde schijven, cdrom-stations)
Contouren filteren die extern zijn
gemaakt
Mogelijkheid om aan elke deelcontour
in de contourformule een andere diepte
toe te wijzen
Dynamisch IP-adresbeheer DHCP Bladzijde HIDDEN
Tastcyclus voor het globaal instellen van
tastparameters
smarT.NC: regelsprong grafisch
ondersteund
smarT.NC: coördinatentransformaties Gids smarT.NC
Gids smarT.NC
Bladzijde 125
Bladzijde 422
Gebruikershandboek
Cycli
Gebruikershandboek
Tastcycli
Gids smarT.NC
TNC-type, software en functies
smarT.NC: PLANE-functie Gids smarT.NC
Gebruiksomgeving
De TNC voldoet aan de eisen van klasse A volgens EN 55022 en is
hoofdzakelijk bedoeld voor gebruik in een industriële omgeving.
Juridische opmerking
Dit product gebruikt open source software. Meer informatie vindt u op
de besturing onder
U werkstand Programmeren/bewerken
U MOD-functie
U Softkey JURIDISCHE OPMERKINGEN
HEIDENHAIN iTNC 530 11
Page 12
Nieuwe functies 606 42x-01 gerelateerd aan de voorgaande versies 340 49x-05
Openen en bewerken van extern gemaakte bestanden nieuw
340 49x-05
toegevoegd (zie "Extra tools voor het beheer van externe
bestandstypen" op bladzijde 128)
Nieuwe functies in de taakbalk toegevoegd (zie "Taakbalk" op
bladzijde 86)
Uitgebreide functies bij de configuratie van de Ethernet-interface
(zie "TNC configureren" op bladzijde 627)
Uitbreidingen van de functionele veiligheid FV (optie):
Algemene informatie over functionele veiligheid FV (zie
"Algemeen" op bladzijde 536)
Begripsverklaringen (zie "Begripsverklaringen" op bladzijde 537)
Controle van de asposities (zie "Asposities controleren" op
bladzijde 538)
Aanzetbegrenzing activeren (zie "Aanzetbegrenzing activeren" op
bladzijde 540)
Uitbreidingen in de algemene statusweergaven bij een TNC met
functionele veiligheid (zie "Additionele statusweergaven" op
bladzijde 540)
De nieuwe handwielen HR 510, HR 520 en HR 550 FS worden
ondersteund (zie "Verplaatsen met elektronische handwielen" op
bladzijde 524)
Nieuwe software-optie 3D-ToolComp: van de ingrijpingshoek
afhankelijke 3D-gereedschapsradiuscorrectie bij regels met
vlaknormaalvectoren (LN-regels, zie "Van de ingrijpingshoek
afhankelijke 3D-gereedschapsradiuscorrectie (software-optie 3DToolComp)", bladzijde 491)
3D-lijngrafiek nu ook mogelijk in de full-screen-modus (zie "3D-
lijngrafiek (FCL2-functie)" op bladzijde 146)
Voor de selectie van bestanden in diverse NC-functies en in de
tabelweergave van de pallettabel is nu een bestandsselectiedialoog
beschikbaar (zie "Willekeurig programma als subprogramma
oproepen" op bladzijde 276)
DCM: opslaan en herstellen van opspansituaties
DCM: op het invoerscherm voor het maken van een testprogramma
staan nu ook pictogrammen en schermtips (zie "Positie van het
ingemeten spanmiddel controleren" op bladzijde 390)
DCM, FixtureWizard: tastposities en tastvolgorde worden nu
duidelijker weergegeven
DCM, FixtureWizard: aanduidingen, tast- en nameetposities kunnen
Nieuwe functies 606 42x-01 gerelateerd aan de voorgaande versies
worden weergegeven en verborgen (zie "FixtureWizard bedienen"
op bladzijde 387)
DCM, FixtureWizard: spanmiddelen en invoegpunten kunnen nu
ook door een muisklik worden geselecteerd
DCM: er is nu een bibliotheek met standaard-spanmiddelen
beschikbaar (zie "Spanmiddelsjablonen" op bladzijde 386)
12
Page 13
DCM: gereedschapshouderbeheer (zie "Gereedschapsbeheer
(software-optie DCM)" op bladzijde 394)
In de werkstand Programmatest kan nu het bewerkingsvlak
handmatig worden gedefinieerd (zie "Gezwenkte bewerkingsvlak
voor programmatest instellen" op bladzijde 602)
Bij machines zonder meetsystemen in de rotatie-assen kunnen via
M114 de coördinaten van de rotatie-as voor de definitie van de
virtuele asrichting VT worden vastgelegd (zie "Virtuele as VT" op
bladzijde 407)
Bij handbediening is nu ook de modus RW-3D voor de digitale
uitlezing beschikbaar (zie "Digitale uitlezing kiezen" op bladzijde 639)
Uitbreidingen in de gereedschapstabel TOOL.T (zie
"Gereedschapstabel: standaardgereedschapsgegevens" op
bladzijde 166):
Nieuwe kolom DR2TABLE voor de definitie van een correctietabel
voor de van de ingrijpingshoek afhankelijke
gereedschapsradiuscorrectie
Nieuwe kolom LAST_USE waarin de TNC de datum en tijd van de
laatste gereedschapsoproep invoert
Q-parameterprogrammering: stringparameters QS kunnen nu ook
voor sprongadressen bij voorwaardelijke sprongen,
subprogramma's of herhalingen van programmadelen worden
gebruikt (zie "Subprogramma oproepen", bladzijde 274, zie
"Herhaling van een programmadeel oproepen", bladzijde 275 en zie
"Indien/dan-beslissingen programmeren", bladzijde 301)
Het maken van de gereedschapsgebruikslijsten in de werkstanden
Afwerken kan via een invoerscherm worden geconfigureerd (zie
"Instellingen voor de gereedschapsgebruiktest" op bladzijde 185)
Het gedrag bij het wissen van gereedschappen uit de
gereedschapstabel kan nu via machineparameter 7263 worden
beïnvloed (zie "Gereedschapstabellen bewerken" op bladzijde 172)
In de positioneermodus TURN van de PLANE-functie kan nu een
veiligheidshoogte worden gedefinieerd waarnaar het gereedschap
vóór het naar binnen zwenken in gereedschapsasrichting moet
worden teruggetrokken (zie "Automatisch naar binnen zwenken:
MOVE/TURN/STAY (verplichte invoer)" op bladzijde 462)
340 49x-05
HEIDENHAIN iTNC 530 13
Nieuwe functies 606 42x-01 gerelateerd aan de voorgaande versies
Page 14
In het uitgebreide gereedschapsbeheer zijn nu de volgende
additionele functies beschikbaar (zie "Gereedschapsbeheer
(software-optie)" op bladzijde 188):
Kolommen met speciale functies kunnen nu ook worden bewerkt
De invoerschermweergave van de gereedschapsgegevens kan
nu naar keuze met of zonder opslag van gewijzigde waarden
worden afgesloten
340 49x-05
In de tabelweergave is nu een zoekfunctie beschikbaar
Geïndexeerde gereedschappen worden nu in de
invoerschermweergave juist weergegeven
In de gereedschapsvolgordelijst is nu meer detailinformatie
beschikbaar
De laad- en ontlaadlijst van het gereedschapsmagazijn kan nu via
drag and drop worden geladen en ontladen
Kolommen kunnen in de tabelweergave eenvoudig via drag and
drop worden verplaatst
In de werkstand MDI zijn nu ook enkele speciale functies (toets
SPEC FCT) beschikbaar (zie "Eenvoudige bewerkingen
programmeren en uitvoeren" op bladzijde 580)
Er is nu een nieuwe handmatige tastfunctie beschikbaar, waarmee
de scheve ligging van het werkstuk via rotatie van de rondtafel kan
worden gecompenseerd (zie "Werkstuk uitrichten via 2 punten" op
bladzijde 563)
Nieuwe tastcyclus voor kalibratie van een tastsysteem met een
kalibreerkogel (zie gebruikershandboek Cyclusprogrammering)
KinematicsOpt: betere ondersteuning voor de positionering van
assen met Hirth-vertanding (zie gebruikershandboek
Cyclusprogrammering)
KinematicsOpt: er is een extra parameter ingevoerd om de
omkeerfout van een rotatie-as te bepalen (zie gebruikershandboek
Cyclusprogrammering)
Nieuwe bewerkingscyclus 275 voor trochoïdaal sleuffrezen (zie
gebruikershandboek Cycluspogrammering)
Bij cyclus 241 voor eenlippig boren kan nu ook een stilstanddiepte
worden gedefinieerd (zie gebruikershandboek
Cyclusprogrammering)
Het benaderen en verlaten in cyclus 39 CILINDERMANTEL
CONTOUR is nu instelbaar (zie gebruikershandboek
Cyclusprogrammering)
Nieuwe functies 606 42x-01 gerelateerd aan de voorgaande versies
14
Page 15
Gewijzigde functies 606 42x-01 gerelateerd aan de voorgaande versies 340 49x-06
Q-parameterprogrammering: bij de FN20-functie WAIT FOR kunnen nu
128 tekens worden ingevoerd (zie "FN 20: WAIT FOR: NC en PLC
synchroniseren" op bladzijde 320)
In de kalibreermenu's voor lengte en radius van het tastsysteem
worden nu ook het nummer en de naam van het actieve
gereedschap weergegeven (wanneer kalibreergegevens uit de
gereedschapstabel moeten worden gebruikt, MP7411 = 1, zie
"Meerdere regels van kalibratiegegevens beheren", bladzijde 557)
De PLANE-functie toont nu bij het naar binnen zwenken in de modus
Restweg de werkelijk nog af te leggen hoek tot de doelpositie (zie
"Digitale uitlezing" op bladzijde 447)
Benaderen bij het nabewerken van de zijkant met cyclus 24
(DIN/ISO: G124) gewijzigd (zie gebruikershandboek
Cyclusprogrammering)
340 49x-06
HEIDENHAIN iTNC 530 15
Gewijzigde functies 606 42x-01 gerelateerd aan de voorgaande versies
Page 16
340 49x-06
Gewijzigde functies 606 42x-01 gerelateerd aan de voorgaande versies
16
Page 17
Inhoud
Eerste stappen met de iTNC 530
1
Inleiding
2
Programmeren: basisprincipes,
bestandsbeheer
3
Programmeren:
programmeerondersteuning
4
Programmeren: gereedschappen
5
Programmeren: contouren programmeren
6
Programmeren: additionele functies
7
Programmeren: gegevensovername uit
DXF-bestanden
8
Programmeren: subprogramma's en
herhalingen van programmadelen
9
Programmeren: Q-parameters
10
Programmeren: additionele functies
11
Programmeren: speciale functies
12
Programmeren: meerassige bewerking
13
Programmeren: Palletbeheer
14
Positioneren met handinvoer
15
Programmatest en programma-afloop
16
MOD-functies
17
Tabellen en overzichten
18
HEIDENHAIN iTNC 530 17
Page 18

Page 19

1 Eerste stappen met de iTNC 530 ..... 45
1.1 Overzicht ..... 46
1.2 Inschakelen van de machine ..... 47
Stroomonderbreking bevestigen en referentiepunten benaderen ..... 47
1.3 Het eerste onderdeel programmeren ..... 48
De juiste werkstand selecteren ..... 48
De belangrijkste bedieningselementen van de TNC ..... 48
Een nieuw programma openen/bestandsbeheer ..... 49
Een onbewerkt werkstuk definiëren ..... 50
Programma-opbouw ..... 51
Een eenvoudige contour programmeren ..... 52
Cyclusprogramma maken ..... 55
1.4 Het eerste onderdeel grafisch testen ..... 58
De juiste werkstand selecteren ..... 58
Gereedschapstabel voor de programmatest kiezen ..... 58
Het te testen programma kiezen ..... 59
De beeldschermindeling en het aanzicht selecteren ..... 59
De programmatest starten ..... 60
1.5 Gereedschappen instellen ..... 61
De juiste werkstand selecteren ..... 61
Gereedschap voorbereiden en opmeten ..... 61
De gereedschapstabel TOOL.T ..... 61
De plaatstabel TOOL_P.TCH ..... 62
1.6 Werkstuk instellen ..... 63
De juiste werkstand selecteren ..... 63
Werkstuk opspannen ..... 63
Werkstuk uitrichten met 3D-tastsysteem ..... 64
Referentiepunt vastleggen met 3D-tastsysteem ..... 65
1.7 Het eerste programma uitvoeren ..... 66
De juiste werkstand selecteren ..... 66
het uit te voeren programma kiezen ..... 66
Programma starten ..... 66
HEIDENHAIN iTNC 530 19
Page 20
2 Inleiding ..... 67
2.1 De iTNC 530 ..... 68
Programmering: HEIDENHAIN-klaartekstdialoog, smarT.NC en DIN/ISO ..... 68
Compatibiliteit ..... 68
2.2 Beeldscherm en bedieningspaneel ..... 69
Beeldscherm ..... 69
Beeldschermindeling vastleggen ..... 70
Bedieningspaneel ..... 71
2.3 Werkstanden ..... 72
Handbediening en El. handwiel ..... 72
Positioneren met handinvoer ..... 72
Programmeren/bewerken ..... 73
Programmatest ..... 73
Automatische programma-afloop en programma-afloop regel voor regel ..... 74
2.4 Statusweergaven ..... 75
"Algemene" statusweergave ..... 75
Additionele statusweergaven ..... 77
2.5 Window-Manager ..... 85
Taakbalk ..... 86
2.6 Toebehoren: 3D-tastsystemen en elektronische handwielen van HEIDENHAIN ..... 87
3D-tastsystemen ..... 87
Elektronische handwielen HR ..... 88
20
Page 21
3 Programmeren: basisprincipes, bestandsbeheer ..... 89
3.1 Basisprincipes ..... 90
Lengte- en hoekmeetsystemen en referentiemerken ..... 90
Referentiesysteem ..... 90
Referentiesysteem bij freesmachines ..... 91
Poolcoördinaten ..... 92
Absolute en incrementele werkstukposities ..... 93
Referentiepunt kiezen ..... 94
3.2 Programma's openen en invoeren ..... 95
Opbouw van een NC-programma in HEIDENHAIN-klaartekst-formaat ..... 95
Onbewerkt werkstuk definiëren: BLK FORM ..... 95
Nieuw bewerkingsprogramma openen ..... 96
Gereedschapsverplaatsingen in klaartekstdialoog programmeren ..... 98
Actuele posities overnemen ..... 100
Programma bewerken ..... 101
De zoekfunctie van de TNC ..... 105
3.3 Bestandsbeheer: Basisprincipes ..... 107
Bestanden ..... 107
Extern gemaakte bestanden op de TNC weergeven ..... 109
Gegevensbeveiliging ..... 109
3.4 Werken met bestandsbeheer ..... 110
Directory's ..... 110
Paden ..... 110
Overzicht: functies van het bestandsbeheer ..... 111
Bestandsbeheer oproepen ..... 112
Stations, directory's en bestanden kiezen ..... 113
Nieuwe directory maken (alleen op station TNC:\ mogelijk) ..... 116
Nieuw bestand maken (alleen op station TNC:\ mogelijk) ..... 116
Afzonderlijk bestand kopiëren ..... 117
Bestand naar een andere directory kopiëren ..... 118
Tabel kopiëren ..... 119
Directory kopiëren ..... 120
Eén van de laatst gekozen bestanden kiezen ..... 120
Bestand wissen ..... 121
Directory wissen ..... 121
Bestanden markeren ..... 122
Bestand hernoemen ..... 124
Additionele functies ..... 125
Werken met sneltoetsen ..... 127
Extra tools voor het beheer van externe bestandstypen ..... 128
Data-overdracht naar/van een externe gegevensdrager ..... 133
De TNC op het netwerk ..... 135
USB-apparaten aan de TNC (FCL 2-functie) ..... 136
HEIDENHAIN iTNC 530 21
Page 22
4 Programmeren: programmeerondersteuning ..... 139
4.1 Commentaar invoegen ..... 140
Toepassing ..... 140
Commentaar tijdens de programma-invoer ..... 140
Commentaar achteraf toevoegen ..... 140
Commentaar in een eigen regel ..... 140
Functies bij het bewerken van het commentaar ..... 141
4.2 Programma's structureren ..... 142
Definitie, toepassingsmogelijkheid ..... 142
Structureringsvenster weergeven/wisselen van het actieve venster ..... 142
Structureringsregel in het programmavenster (links) toevoegen ..... 142
Regels in structureringsvenster kiezen ..... 142
4.3 De calculator ..... 143
Bediening ..... 143
4.4 Grafische programmeerweergave ..... 144
Wel/geen grafische programmeerweergave ..... 144
Een bestaand programma grafisch laten weergeven ..... 144
Regelnummers weergeven/verbergen ..... 145
Grafische weergave wissen ..... 145
Vergroting/verkleining van een detail ..... 145
4.5 3D-lijngrafiek (FCL2-functie) ..... 146
Toepassing ..... 146
Functies van de 3D-lijngrafiek ..... 146
NC-regels in de grafische weergave met een kleur accentueren ..... 148
Regelnummers weergeven/verbergen ..... 148
Grafische weergave wissen ..... 148
4.6 Directe hulp bij NC-foutmeldingen ..... 149
Foutmeldingen weergeven ..... 149
HELP weergeven ..... 149
4.7 Lijst met alle actuele foutmeldingen ..... 150
Functie ..... 150
Foutenlijst weergeven ..... 150
Vensterinhoud ..... 151
Helpsysteem TNCguide oproepen ..... 152
Servicebestanden maken ..... 153
4.8 Contextgevoelig helpsysteem TNCguide (FCL3-functie) ..... 154
Toepassing ..... 154
Werken met de TNCguide ..... 155
Actuele helpbestanden downloaden ..... 159
22
Page 23
5 Programmeren: gereedschappen ..... 161
5.1 Gegevens gerelateerd aan gereedschap ..... 162
Aanzet F ..... 162
Spiltoerental S ..... 163
5.2 Gereedschapsgegevens ..... 164
Voorwaarde voor de gereedschapscorrectie ..... 164
Gereedschapsnummer, gereedschapsnaam ..... 164
Gereedschapslengte L ..... 164
Gereedschapsradius R ..... 164
Deltawaarden voor lengten en radiussen ..... 165
Gereedschapsgegevens in het programma invoeren ..... 165
Gereedschapsgegevens in de tabel invoeren ..... 166
Kinematica van GS-houder ..... 175
Overschrijven van afzonderlijke gereedschapsgegevens vanaf een externe pc ..... 176
Plaatstabel voor gereedschapswisselaar ..... 177
Gereedschapsgegevens oproepen ..... 180
Gereedschapswissel ..... 182
Gereedschapsgebruiktest ..... 185
Gereedschapsbeheer (software-optie) ..... 188
5.3 Gereedschapscorrectie ..... 193
Inleiding ..... 193
Gereedschapslengtecorrectie ..... 193
Gereedschapsradiuscorrectie ..... 194
HEIDENHAIN iTNC 530 23
Page 24
6 Programmeren: contouren programmeren ..... 199
6.1 Gereedschapsverplaatsingen ..... 200
Baanfuncties ..... 200
Vrije contourprogrammering FK ..... 200
Additionele M-functies ..... 200
Subprogramma's en herhalingen van programmadelen ..... 200
Programmeren met Q-parameters ..... 201
6.2 Basisprincipes van de baanfuncties ..... 202
Gereedschapsverplaatsing voor een bewerking programmeren ..... 202
6.3 Contour benaderen en verlaten ..... 206
Overzicht: baanvormen voor het benaderen en verlaten van de contour ..... 206
Belangrijke posities bij het benaderen en verlaten ..... 207
Benaderen via een rechte met tangentiële aansluiting: APPR LT ..... 209
Benaderen via een rechte loodrecht op het eerste contourpunt: APPR LN ..... 209
Benaderen via een cirkelbaan met tangentiële aansluiting: APPR CT ..... 210
Benaderen via een cirkelbaan met tangentiële aansluiting op de contour en de rechte: APPR LCT ..... 211
Verlaten via een rechte met tangentiële aansluiting: DEP LT ..... 212
Verlaten via een rechte loodrecht op het laatste contourpunt: DEP LN ..... 212
Verlaten via een cirkelbaan met tangentiële aansluiting: DEP CT ..... 213
Verlaten via een cirkelbaan met tangentiële aansluiting op contour en rechte: DEP LCT ..... 213
6.4 Baanbewegingen - rechthoekige coördinaten ..... 214
Overzicht van de baanfuncties ..... 214
Rechte L ..... 215
Afkanting tussen twee rechten invoegen ..... 216
Hoeken afronden RND ..... 217
Cirkelmiddelpunt CCI ..... 218
Cirkelbaan C om cirkelmiddelpunt CC ..... 219
Cirkelbaan CR met vastgelegde radius ..... 220
Cirkelbaan CT met tangentiële aansluiting ..... 222
6.5 Baanbewegingen – poolcoördinaten ..... 227
Overzicht ..... 227
Oorsprong poolcoördinaten: pool CC ..... 228
Rechte LP ..... 228
Cirkelbaan CP om pool CC ..... 229
Cirkelbaan CTP met tangentiële aansluiting ..... 230
Schroeflijn (helix) ..... 231
24
Page 25
6.6 Baanbewegingen – Vrije contourprogrammering FK ..... 235
Basisprincipes ..... 235
Grafische weergave van de FK-programmering ..... 237
FK-programma's converteren naar klaartekstdialoogprogramma's ..... 238
FK-dialoog openen ..... 239
Pool voor FK-programmering ..... 240
Rechten vrij programmeren ..... 240
Cirkelbanen vrij programmeren ..... 241
Invoermogelijkheden ..... 241
Hulppunten ..... 245
Gegevens met verwijzing ..... 246
HEIDENHAIN iTNC 530 25
Page 26
7 Programmeren: gegevensovername uit DXF-bestanden ..... 253
7.1 DXF-bestanden verwerken (software-optie) ..... 254
Toepassing ..... 254
DXF-bestand openen ..... 255
Basisinstellingen ..... 256
Laag instellen ..... 258
Referentiepunt vastleggen ..... 259
Contour kiezen en opslaan ..... 261
Bewerkingsposities kiezen en opslaan ..... 264
Zoomfunctie ..... 270
26
Page 27
8 Programmeren: subprogramma's en herhalingen van programmadelen ..... 271
8.1 Subprogramma's en herhalingen van programmadelen markeren ..... 272
Label ..... 272
8.2 Subprogramma's ..... 273
Werkwijze ..... 273
Programmeeraanwijzingen ..... 273
Subprogramma programmeren ..... 273
Subprogramma oproepen ..... 274
8.3 Herhalingen van programmadelen ..... 275
Label LBL ..... 275
Werkwijze ..... 275
Programmeeraanwijzingen ..... 275
Herhaling van programmadeel programmeren ..... 275
Herhaling van een programmadeel oproepen ..... 275
8.4 Willekeurig programma als subprogramma ..... 276
Werkwijze ..... 276
Programmeeraanwijzingen ..... 276
Willekeurig programma als subprogramma oproepen ..... 276
8.5 Nestingen ..... 278
Nestingswijzen ..... 278
Nesting-diepte ..... 278
Subprogramma in het subprogramma ..... 279
Herhalingen van programmadelen herhalen ..... 280
Subprogramma herhalen ..... 281
8.6 Programmeervoorbeelden ..... 282
HEIDENHAIN iTNC 530 27
Page 28
9 Programmeren: Q-parameters ..... 289
9.1 Principe en functie-overzicht ..... 290
Programmeerinstructies ..... 292
Q-parameterfuncties oproepen ..... 293
9.2 Productfamilies – Q-parameters in plaats van getalwaarden ..... 294
Toepassing ..... 294
9.3 Contouren d.m.v. wiskundige functies beschrijven ..... 295
Toepassing ..... 295
Overzicht ..... 295
Basisberekeningen programmeren ..... 296
9.4 Hoekfuncties (trigonometrie) ..... 297
Definities ..... 297
Hoekfuncties programmeren ..... 298
9.5 Cirkelberekeningen ..... 299
Toepassing ..... 299
9.6 Indien/dan-beslissingen met Q-parameters ..... 300
Toepassing ..... 300
Onvoorwaardelijke sprongen ..... 300
Indien/dan-beslissingen programmeren ..... 301
Toegepaste afkortingen en begrippen ..... 301
9.7 Q-parameters controleren en veranderen ..... 302
Werkwijze ..... 302
9.8 Additionele functies ..... 303
Overzicht ..... 303
FN 14: ERROR: foutmeldingen weergeven ..... 304
FN 15: PRINT: teksten of Q-parameterwaarden uitvoeren ..... 308
FN 16: F-PRINT: teksten en Q-parameterwaarden geformatteerd uitvoeren ..... 309
FN 18: SYS-DATUM READ: Systeemgegevens lezen ..... 313
FN 19: PLC: waarden aan de PLC doorgeven ..... 319
FN 20: WAIT FOR: NC en PLC synchroniseren ..... 320
FN 25: PRESET: nieuw referentiepunt vastleggen ..... 322
9.9 Formule direct invoeren ..... 323
Formule invoeren ..... 323
Rekenregels ..... 325
Invoervoorbeeld ..... 326
28
Page 29
9.10 Stringparameters ..... 327
Functies van de stringverwerking ..... 327
Stringparameters toewijzen ..... 328
Stringparameters koppelen ..... 329
Numerieke waarde naar een stringparameter converteren ..... 330
Deelstring uit een stringparameter kopiëren ..... 331
Systeemgegevens naar een stringparameter kopiëren ..... 332
Stringparameter naar een numerieke waarde converteren ..... 334
Stringparameter controleren ..... 335
Lengte van een stringparameter bepalen ..... 336
Alfabetische volgorde vergelijken ..... 337
9.11 Vooraf ingestelde Q-parameters ..... 338
Waarden vanuit de PLC: Q100 t/m Q107 ..... 338
WMAT-regel: QS100 ..... 338
Actieve gereedschapsradius: Q108 ..... 338
Gereedschapsas: Q109 ..... 339
Spiltoestand: Q110 ..... 339
Koelmiddeltoevoer: Q111 ..... 339
Overlappingsfactor: Q112 ..... 339
Maatgegevens in het programma: Q113 ..... 340
Gereedschapslengte: Q114 ..... 340
Coördinaten na het tasten tijdens de programma-afloop ..... 340
Afwijking actuele/nominale waarde bij automatische gereedschapsmeting met de TT 130 ..... 341
Zwenken van het bewerkingsvlak met werkstukhoeken: door de TNC berekende coördinaten voor rotatie-
assen ..... 341
Meetresultaten van tastcycli (zie ook gebruikershandboek Tastcycli) ..... 342
9.12 Programmeervoorbeelden ..... 344
HEIDENHAIN iTNC 530 29
Page 30
10 Programmeren: Additionele functies ..... 351
10.1 Additionele M-functies en STOP invoeren ..... 352
Basisprincipes ..... 352
10.2 Additionele functies voor controle van programma-afloop, spil en koelmiddel ..... 353
Overzicht ..... 353
10.3 Additionele functies voor coördinaatgegevens ..... 354
Machinegerelateerde coördinaten programmeren: M91/M92 ..... 354
Het laatst vastgelegde referentiepunt activeren: M104 ..... 356
Posities in het niet-gezwenkte coördinatensysteem bij gezwenkt bewerkingsvlak benaderen: M130 ..... 356
10.4 Additionele functies voor de baaninstelling ..... 357
Hoeken afronden: M90 ..... 357
Gedefinieerde afrondingscirkel tussen rechten invoegen: M112 ..... 357
Geen rekening houden met punten bij het afwerken van niet-gecorrigeerde rechte-regels: M124 ..... 358
Contourtrapjes bewerken: M97 ..... 359
Open contouren volledig bewerken: M98 ..... 361
Aanzetfactor voor insteekbewegingen: M103 ..... 362
Aanzet in millimeter/spilomwenteling: M136 ..... 363
Aanzetsnelheid bij cirkelbogen: M109/M110/M111 ..... 364
Contour met gecorrigeerde radius vooruitberekenen (LOOK AHEAD): M120 ..... 365
Handwielpositionering tijdens de programma-afloop laten doorwerken: M118 ..... 367
Terugtrekken van de contour in gereedschapsasrichting: M140 ..... 368
Bewaking tastsysteem onderdrukken: M141 ..... 369
Modale programma-informatie wissen: M142 ..... 370
Basisrotatie wissen: M143 ..... 370
Gereedschap bij NC-stop automatisch van de contour vrijzetten: M148 ..... 371
Eindschakelaarbericht onderdrukken: M150 ..... 372
10.5 Additionele functies voor lasersnijmachines ..... 373
Principe ..... 373
Geprogrammeerde spanning direct uitgeven: M200 ..... 373
Spanning als functie van de baan uitgeven: M201 ..... 373
Spanning als functie van de snelheid: M202 ..... 374
Spanning als functie van de tijd uitgeven (tijdsafhankelijke flank): M203 ..... 374
Spanning als functie van de tijd uitgeven (tijdsafhankelijke puls): M204 ..... 374
30
Page 31

11 Programmeren: speciale functies ..... 375
11.1 Overzicht Speciale functies ..... 376
Hoofdmenu Speciale functies SPEC FCT ..... 376
Menu Programma-instellingen ..... 377
Menu Functies voor contour- en puntbewerkingen ..... 377
Menu voor definiëren van diverse klaartekst--functies ..... 378
Menu Programmeerondersteuning ..... 378
11.2 Dynamische botsingsbewaking (software-optie) ..... 379
Functie ..... 379
Botsingsbewaking in de handbedieningswerkstanden ..... 381
Botsingsbewaking tijdens automatisch bedrijf ..... 382
Grafische weergave van de beveiligde ruimte (FCL4-functie) ..... 383
Botsingsbewaking in de werkstand Programmatest ..... 384
11.3 Spanmiddelbewaking (software-optie DCM) ..... 385
Basisprincipes ..... 385
Spanmiddelsjablonen ..... 386
Spanmiddel parametriseren: FixtureWizard ..... 386
Spanmiddel op de machine plaatsen ..... 388
Spanmiddel wijzigen ..... 389
Spanmiddel verwijderen ..... 389
Positie van het ingemeten spanmiddel controleren ..... 390
Opspanningen beheren ..... 392
11.4 Gereedschapsbeheer (software-optie DCM) ..... 394
Basisprincipes ..... 394
Gereedschapshoudersjablonen ..... 394
Gereedschapshouder parametriseren: ToolHolderWizard ..... 395
Gereedschapshouder verwijderen ..... 396
11.5 Globale programma-instellingen (software-optie) ..... 397
Toepassing ..... 397
Technische vereisten ..... 399
Functie inschakelen/uitschakelen ..... 400
Basisrotatie ..... 402
Assen omwisselen ..... 403
Overlappend spiegelen ..... 404
Aanvullende, additieve nulpuntverschuiving ..... 404
Blokkeren van assen ..... 405
Overlappende rotatie ..... 405
Aanzet-override ..... 405
Handwiel-override ..... 406
HEIDENHAIN iTNC 530 31
Page 32

11.6 Adaptieve aanzetregeling AFC (software-optie) ..... 408
Toepassing ..... 408
AFC-basisinstellingen definiëren ..... 410
Leersnede uitvoeren ..... 412
AFC activeren/deactiveren ..... 415
Protocolbestand ..... 416
Gereedschapsbreuk/-slijtage bewaken ..... 418
Spilbelasting bewaken ..... 418
11.7 Programma "Achteruit bewerken" maken ..... 419
Functie ..... 419
Eisen aan het te converteren programma ..... 420
Toepassingsvoorbeeld ..... 421
11.8 Contouren filteren (FCL 2-functie) ..... 422
Functie ..... 422
11.9 Bestandsfuncties ..... 424
Toepassing ..... 424
Bestandsbewerkingen definiëren ..... 424
11.10 Coördinatentransformaties definiëren ..... 425
Overzicht ..... 425
TRANS DATUM AXIS ..... 425
TRANS DATUM TABLE ..... 426
TRANS DATUM RESET ..... 426
11.11 Tekstbestanden maken ..... 427
Toepassing ..... 427
Tekstbestand openen en verlaten ..... 427
Teksten bewerken ..... 428
Tekens, woorden en regels wissen en weer invoegen ..... 429
Tekstblokken bewerken ..... 430
Tekstdelen zoeken ..... 431
32
Page 33

11.12 Werken met snijgegevenstabellen ..... 432
Aanwijzing ..... 432
Toepassingsmogelijkheden ..... 432
Tabel voor werkstukmaterialen ..... 433
Tabel voor snijmaterialen van het gereedschap ..... 434
Tabel voor snijgegevens ..... 434
Vereiste gegevens in de gereedschapstabel ..... 435
Werkwijze bij het werken met automatische toerental-/aanzetberekening ..... 436
Data-overdracht van snijgegevenstabellen ..... 437
Configuratiebestand TNC.SYS ..... 437
11.13 Vrij definieerbare tabellen ..... 438
Basisprincipes ..... 438
Vrij definieerbare tabellen maken ..... 438
Tabelformaat wijzigen ..... 439
Omschakelen tussen tabel- en invoerschermweergave ..... 440
FN 26: TABOPEN: vrij definieerbare tabel openen ..... 441
FN 27: TABWRITE: vrij definieerbare tabel beschrijven ..... 441
FN 28: TABREAD: vrij definieerbare tabel lezen ..... 442
HEIDENHAIN iTNC 530 33
Page 34

12 Programmeren: meerassige bewerking ..... 443
12.1 Functies voor de meerassige bewerking ..... 444
12.2 De PLANE-functie: zwenken van het bewerkingsvlak (software-optie 1) ..... 445
Inleiding ..... 445
PLANE-functie definiëren ..... 447
Digitale uitlezing ..... 447
PLANE-functie terugzetten ..... 448
Bewerkingsvlak via ruimtelijke hoeken definiëren: PLANE SPATIAL ..... 449
Bewerkingsvlak via projectiehoek definiëren: PLANE PROJECTED ..... 451
Bewerkingsvlak via Euler-hoeken definiëren: PLANE EULER ..... 453
Bewerkingsvlak via twee vectoren definiëren: PLANE VECTOR ..... 455
Bewerkingsvlak via drie punten definiëren: PLANE POINTS ..... 457
Bewerkingsvlak via een afzonderlijke, incrementele ruimtelijke hoek definiëren: PLANE RELATIVE ..... 459
Bewerkingsvlak via ashoek: PLANE AXIAL (FCL 3-functie) ..... 460
Positioneergedrag van de PLANE-functie vastleggen ..... 462
12.3 Geneigd frezen in het gezwenkte vlak ..... 467
Functie ..... 467
Geneigd frezen door incrementele verplaatsing van een rotatie-as ..... 467
Geneigd frezen via normaalvectoren ..... 468
12.4 FUNCTION TCPM (software-optie 2) ..... 469
Functie ..... 469
FUNCTION TCPM definiëren ..... 470
Werkwijze van de geprogrammeerde aanzet ..... 470
Interpretatie van de geprogrammeerde coördinaten van de rotatie-as ..... 471
Interpolatiewijze tussen start- en eindpositie ..... 472
FUNCTION TCPM terugzetten ..... 473
12.5 Additionele functies voor rotatie-assen ..... 474
Aanzet in mm/min bij rotatie-assen A, B, C: M116 (software-optie 1) ..... 474
Rotatie-assen in optimale baan verplaatsen: M126 ..... 475
Weergave van de rotatie-as tot een waarde onder 360° reduceren: M94 ..... 476
Automatische correctie van de machinegeometrie bij het werken met zwenkassen: M114 (software-optie
2) ..... 477
Positie van de gereedschapspunt bij het positioneren van zwenkassen handhaven (TCPM): M128 (software-optie
2) ..... 478
Nauwkeurige stop op hoeken met niet-tangentiële overgangen: M134 ..... 482
Keuze van zwenkassen: M138 ..... 482
Rekening houden met de machinekinematica in ACTUELE/NOMINALE posities aan het regeleinde: M144 (soft-
ware-optie 2) ..... 483
34
Page 35

12.6 Driedimensionale gereedschapscorrectie (software-optie 2) ..... 484
Inleiding ..... 484
Definitie van een gestandaardiseerde vector ..... 485
Toegestane gereedschapsvormen ..... 486
Andere gereedschappen gebruiken: Deltawaarden ..... 486
3D-correctie zonder gereedschaporiëntatie ..... 487
Face Milling: 3D-correctie zonder en met gereedschapsoriëntatie ..... 487
Peripheral Milling: 3D-radiuscorrectie met gereedschapsoriëntatie ..... 489
Van de ingrijpingshoek afhankelijke 3D-gereedschapsradiuscorrectie (software-optie 3D-ToolComp) ..... 491
12.7 Baanbewegingen – spline-interpolatie (software-optie 2) ..... 495
Toepassing ..... 495
HEIDENHAIN iTNC 530 35
Page 36

13 Programmeren: Palletbeheer ..... 497
13.1 Palletbeheer ..... 498
Toepassing ..... 498
Pallettabel kiezen ..... 500
Palletbestand verlaten ..... 500
Palletreferentiepuntbeheer met de pallet-preset-tabel ..... 501
Palletbestand afwerken ..... 503
13.2 Palletbedrijf met gereedschapsgeoriënteerde bewerking ..... 504
Toepassing ..... 504
Palletbestand kiezen ..... 509
Palletbestand met invoerscherm instellen ..... 509
Verloop van de gereedschapsgeoriënteerde bewerking ..... 514
Palletbestand verlaten ..... 515
Palletbestand afwerken ..... 515
36
Page 37

14 Handbediening en instellen ..... 517
14.1 Inschakelen, uitschakelen ..... 518
Inschakelen ..... 518
Uitschakelen ..... 521
14.2 Verplaatsen van de machine-assen ..... 522
Aanwijzing ..... 522
As met de externe richtingstoetsen verplaatsen ..... 522
Stapsgewijs positioneren ..... 523
Verplaatsen met elektronische handwielen ..... 524
14.3 Spiltoerental S, aanzet F en additionele M-functie ..... 534
Toepassing ..... 534
Waarden invoeren ..... 534
Spiltoerental en aanzet wijzigen ..... 535
14.4 Functionele veiligheid FV (optie) ..... 536
Algemeen ..... 536
Begripsverklaringen ..... 537
Asposities controleren ..... 538
Overzicht van toegestane aanzetten en toerentallen ..... 539
Aanzetbegrenzing activeren ..... 540
Additionele statusweergaven ..... 540
14.5 Referentiepunt vastleggen zonder 3D-tastsysteem ..... 541
Aanwijzing ..... 541
Voorbereiding ..... 541
Referentiepunt vastleggen met astoetsen ..... 542
Referentiepuntbeheer met de preset-tabel ..... 543
14.6 3D-tastsysteem gebruiken ..... 550
Overzicht ..... 550
Tastcyclus kiezen ..... 550
Meetwaarden vanuit de tastcycli registreren ..... 551
Meetwaarden vanuit de tastcycli in een nulpunttabel vastleggen ..... 552
Meetwaarden vanuit de tastcycli in de preset-tabel vastleggen ..... 553
Meetwaarden in de pallet-preset-tabel opslaan ..... 554
14.7 3D-tastsysteem kalibreren ..... 555
Inleiding ..... 555
Kalibreren van de actieve lengte ..... 555
Actieve radius kalibreren en de middenverstelling van het tastsysteem compenseren ..... 556
Kalibratiewaarden weergeven ..... 557
Meerdere regels van kalibratiegegevens beheren ..... 557
HEIDENHAIN iTNC 530 37
Page 38

14.8 Scheve ligging van een werkstuk met 3D-tastsysteem compenseren ..... 558
Inleiding ..... 558
Basisrotatie via 2 punten bepalen ..... 560
Basisrotatie via 2 boringen/tappen bepalen ..... 562
Werkstuk uitrichten via 2 punten ..... 563
14.9 Referentiepunt vastleggen met 3D-tastsysteem ..... 564
Overzicht ..... 564
Referentiepunt vastleggen in een willekeurige as ..... 564
Hoekpunt als referentiepunt – geen overname van punten die voor de basisrotatie zijn getast ..... 565
Hoek als referentiepunt - geen overname van punten die voor de basisrotatie zijn getast ..... 565
Cirkelmiddelpunt als referentiepunt ..... 566
Middenas als referentiepunt ..... 567
Referentiepunten via boringen/ronde tappen vastleggen ..... 568
Werkstukken meten met 3D-tastsysteem ..... 569
Gebruikmaken van de tastfuncties met mechanische tasters of meetklokken ..... 572
14.10 Bewerkingsvlak zwenken (software-optie 1) ..... 573
Toepassing, werkwijze ..... 573
Referentiepunten benaderen bij gezwenkte assen ..... 575
Referentiepunt vastleggen in het gezwenkte systeem ..... 575
Referentiepunt vastleggen bij machines met rondtafel ..... 575
Referentiepunt vastleggen bij machines met kopwisselsystemen ..... 576
Digitale uitlezing in het gezwenkte systeem ..... 576
Beperkingen bij het zwenken van het bewerkingsvlak ..... 576
Handmatig zwenken activeren ..... 577
Actuele richting van de gereedschapsas als actieve bewerkingsrichting instellen (FCL 2-functie) ..... 578
38
Page 39

15 Positioneren met handinvoer ..... 579
15.1 Eenvoudige bewerkingen programmeren en uitvoeren ..... 580
Positioneren met handinvoer toepassen ..... 580
Programma's uit $MDI opslaan of wissen ..... 583
HEIDENHAIN iTNC 530 39
Page 40

16 Programmatest en programma-afloop ..... 585
16.1 Grafische weergaven ..... 586
Toepassing ..... 586
Overzicht: Aanzichten ..... 588
Bovenaanzicht ..... 588
Weergave in 3 vlakken ..... 589
3D-weergave ..... 590
Detailvergroting ..... 593
Grafische simulatie herhalen ..... 594
Gereedschap weergeven ..... 594
Bewerkingstijd berekenen ..... 595
16.2 Functies voor programmaweergave ..... 596
Overzicht ..... 596
16.3 Programmatest ..... 597
Toepassing ..... 597
16.4 Programma-afloop ..... 603
Toepassing ..... 603
Bewerkingsprogramma uitvoeren ..... 604
Bewerking onderbreken ..... 605
Machine-assen tijdens een onderbreking verplaatsen ..... 607
Programma-afloop voortzetten na een onderbreking ..... 608
Willekeurige binnenkomst in het programma (regelsprong) ..... 609
Opnieuw benaderen van de contour ..... 612
16.5 Automatische programmastart ..... 613
Toepassing ..... 613
16.6 Regels overslaan ..... 614
Toepassing ..... 614
"/"-teken wissen ..... 614
16.7 Optionele programmastop ..... 615
Toepassing ..... 615
40
Page 41

17 MOD-functies ..... 617
17.1 MOD-functie kiezen ..... 618
MOD-functies kiezen ..... 618
Instellingen wijzigen ..... 618
MOD-functies verlaten ..... 618
Overzicht MOD-functies ..... 619
17.2 Softwarenummers ..... 620
Toepassing ..... 620
17.3 Sleutelgetal invoeren ..... 621
Toepassing ..... 621
17.4 Service-packs laden ..... 622
Toepassing ..... 622
17.5 Data-interfaces instellen ..... 623
Toepassing ..... 623
RS-232-interface instellen ..... 623
RS-422-interface instellen ..... 623
WERKSTAND van het externe apparaat kiezen ..... 623
BAUDRATE instellen ..... 623
Toewijzing ..... 624
Software voor data-overdracht ..... 625
17.6 Ethernet-interface ..... 627
Inleiding ..... 627
Aansluitingsmogelijkheden ..... 627
TNC configureren ..... 627
17.7 PGM MGT configureren ..... 634
Toepassing ..... 634
Instelling PGM MGT wijzigen ..... 634
Afhankelijke bestanden ..... 635
17.8 Machinespecifieke gebruikerparameters ..... 636
Toepassing ..... 636
17.9 Onbewerkt werkstuk in het werkbereik weergeven ..... 637
Toepassing ..... 637
Volledige weergave roteren ..... 638
17.10 Digitale uitlezing kiezen ..... 639
Toepassing ..... 639
17.11 Maateenheid kiezen ..... 640
Toepassing ..... 640
17.12 Programmeertaal voor $MDI kiezen ..... 641
Toepassing ..... 641
17.13 Askeuze voor het genereren van een L-regel ..... 642
Toepassing ..... 642
HEIDENHAIN iTNC 530 41
Page 42

17.14 Begrenzingen van het verplaatsingsbereik invoeren, weergave van het nulpunt ..... 643
Toepassing ..... 643
Werken zonder begrenzing van het verplaatsingsbereik ..... 643
Maximaal verplaatsingsbereik bepalen en invoeren ..... 643
Referentiepuntweergave ..... 644
17.15 HELP-bestanden weergeven ..... 645
Toepassing ..... 645
HELP-BESTANDEN kiezen ..... 645
17.16 Bedrijfstijden tonen ..... 646
Toepassing ..... 646
17.17 Opslagmedium controleren ..... 647
Toepassing ..... 647
Controle van opslagmedium uitvoeren ..... 647
17.18 Systeemtijd instellen ..... 648
Toepassing ..... 648
Instellingen uitvoeren ..... 648
17.19 Teleservice ..... 649
Toepassing ..... 649
Teleservice oproepen/afsluiten ..... 649
17.20 Externe toegang ..... 650
Toepassing ..... 650
17.21 Draadloos handwiel HR 550 FS configureren ..... 652
Toepassing ..... 652
Handwiel aan een bepaalde handwielhouder toewijzen ..... 652
Radiokanaal instellen ..... 653
Zendvermogen instellen ..... 654
Statistiek ..... 654
42
Page 43

18 Tabellen en overzichten ..... 655
18.1 Algemene gebruikerparameters ..... 656
Invoermogelijkheden voor machineparameters ..... 656
Algemene gebruikerparameters selecteren ..... 656
Lijst met algemene gebruikerparameters ..... 657
18.2 Pinbezetting en aansluitkabels voor data-interfaces ..... 672
Data-interface V.24/RS-232-C voor HEIDENHAIN-apparatuur ..... 672
Randapparatuur ..... 673
Interface V.11/RS-422 ..... 674
Ethernet-interface RJ45-bus ..... 674
18.3 Technische informatie ..... 675
18.4 Bufferbatterij vervangen ..... 684
HEIDENHAIN iTNC 530 43
Page 44

44
Page 45

Eerste stappen met de iTNC 530
Page 46

1.1 Overzicht
Dit hoofdstuk is bedoeld om beginnende TNC-gebruikers snel
vertrouwd te maken met de belangrijkste bedieningsmogelijkheden
van de TNC. Meer informatie over de diverse onderwerpen vindt u in
de bijbehorende beschrijving waarnaar telkens wordt verwezen.
In dit hoofdstuk worden de volgende onderwerpen behandeld:
1.1 Overzicht
Inschakelen van de machine
Het eerste onderdeel programmeren
Het eerste onderdeel grafisch testen
Gereedschappen instellen
Werkstuk instellen
Het eerste programma uitvoeren
46 Eerste stappen met de iTNC 530
Page 47

1.2 Inschakelen van de machine
Stroomonderbreking bevestigen en referentiepunten benaderen
Het inschakelen en het benaderen van de
referentiepunten zijn machine-afhankelijke functies.
Raadpleeg hiervoor ook uw machinehandboek.
U Schakel de voedingsspanning van de TNC en de machine in: de TNC
start het besturingssysteem. Dit proces kan enkele minuten duren.
Daarna toont de TNC in de kopregel op het beeldscherm de dialoog
Stroomonderbreking
U CE-toets indrukken: de TNC vertaalt het PLC-
programma
U Stuurspanning inschakelen: de TNC controleert de
noodstopschakeling en gaat naar de werkstand
Referentiepunt benaderen
U Referentiepunten in de vooraf ingevoerde volgorde
passeren: voor iedere as externe START-toets
indrukken. Als uw machine is uitgerust met lengte- en
hoekmeetsystemen, vervalt het passeren van de
referentiepunten.
De TNC is nu gebruiksklaar en staat in de werkstand Handbediening.
1.2 Inschakelen van de machine
Uitgebreide informatie over dit onderwerp
Referentiepunten benaderen: Zie "Inschakelen", bladzijde 518
Werkstanden: Zie "Programmeren/bewerken", bladzijde 73
HEIDENHAIN iTNC 530 47
Page 48

1.3 Het eerste onderdeel
programmeren
De juiste werkstand selecteren
Programma's kunnen alleen in de werkstand
Programmeren/bewerken worden gemaakt:
U Werkstandtoets indrukken: de TNC gaat naar de
werkstand Programmeren/bewerken
Uitgebreide informatie over dit onderwerp
Werkstanden: Zie "Programmeren/bewerken", bladzijde 73
De belangrijkste bedieningselementen van de TNC
Functies voor dialoogondersteuning To e t s
Invoer bevestigen en volgende dialoogvraag
activeren
Dialoogvraag overslaan
Dialoog voortijdig beëindigen
1.3 Het eerste onderdeel programmeren
Dialoog afbreken, invoer niet accepteren
Softkeys op het beeldscherm waarmee u,
afhankelijk van de actieve bedrijfstoestand, de
functie kunt selecteren
Uitgebreide informatie over dit onderwerp
Programma's maken en wijzigen: Zie "Programma bewerken",
bladzijde 101
Toetsenoverzicht Zie "Bedieningselementen van de TNC",
bladzijde 2
48 Eerste stappen met de iTNC 530
Page 49

Een nieuw programma openen/bestandsbeheer
U Toets PGM MGT indrukken: de TNC opent
Bestandsbeheer. Het bestandsbeheer van de TNC is
vergelijkbaar met het bestandsbeheer op een pc met
Windows Explorer. Met bestandsbeheer beheert u
de gegevens op de harde schijf van de TNC.
U Selecteer met de pijltoetsen de map waarin u het
nieuwe bestand wilt openen.
U Voer een bestandsnaam in met de extensie .H: de
TNC opent dan automatisch een programma en
vraagt naar de maateenheid van het nieuwe
programma. Houd rekening met de beperkingen die
gelden voor speciale tekens in de bestandsnaam (zie
"Namen van bestanden" op bladzijde 108)
U Maateenheid kiezen: softkey MM of INCH indrukken.
de TNC start automatisch de definitie van het
onbewerkte werkstuk (zie "Een onbewerkt werkstuk
definiëren" op bladzijde 50)
De eerste en de laatste regel van het programma worden automatisch
door de TNC gegenereerd. Deze regels kunt u daarna niet meer
wijzigen.
Uitgebreide informatie over dit onderwerp
Bestandsbeheer: Zie "Werken met bestandsbeheer", bladzijde 110
Nieuw programma maken: Zie "Programma's openen en invoeren",
bladzijde 95
1.3 Het eerste onderdeel programmeren
HEIDENHAIN iTNC 530 49
Page 50

Een onbewerkt werkstuk definiëren
Y
X
Z
MAX
MIN
-40
100
100
0
0
Nadat u een nieuw programma hebt geopend, start de TNC direct de
dialoog voor invoer van de definitie van het onbewerkte werkstuk. Als
onbewerkt werkstuk definieert u altijd een rechthoekig blok door
opgave van het MIN- en MAX-punt, telkens gerelateerd aan het
gekozen referentiepunt.
Nadat u een nieuw programma hebt geopend, start de TNC
automatisch de definitie van het onbewerkte werkstuk en vraagt naar
de daarvoor benodigde gegevens:
U Spilas Z?: actieve spilas invoeren. Z licht als vooraf ingestelde
waarde op, met ENT-toets overnemen
U Def BLK FORM: Min-punt?: kleinste X-coördinaat van het onbewerkte
werkstuk, gerelateerd aan het referentiepunt invoeren, bijv. 0, met
ENT-toets bevestigen
U Def BLK FORM: Min-punt?: kleinste Y-coördinaat van het onbewerkte
werkstuk, gerelateerd aan het referentiepunt invoeren, bijv. 0, met
ENT-toets bevestigen
U Def BLK FORM: Min-punt?: kleinste Z-coördinaat van het onbewerkte
werkstuk, gerelateerd aan het referentiepunt invoeren, bijv. -40, met
ENT-toets bevestigen
U Def BLK FORM: Max-punt?: grootste X-coördinaat van het
onbewerkte werkstuk, gerelateerd aan het referentiepunt invoeren,
bijv. 100, met ENT-toets bevestigen
U Def BLK FORM: Max-punt?: grootste Y-coördinaat van het
onbewerkte werkstuk, gerelateerd aan het referentiepunt invoeren,
bijv. 100, met ENT-toets bevestigen
1.3 Het eerste onderdeel programmeren
U Def BLK FORM: Max-punt?: grootste Z-coördinaat van het
onbewerkte werkstuk, gerelateerd aan het referentiepunt invoeren,
bijv. 0, met ENT-toets bevestigen De TNC beëindigt de dialoog
NC-voorbeeldregels
0 BEGIN PGM NIEUW MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 END PGM NIEUW MM
Uitgebreide informatie over dit onderwerp
Onbewerkt werkstuk definiëren: (zie bladzijde 96)
50 Eerste stappen met de iTNC 530
Page 51

Programma-opbouw
Bewerkingsprogramma's moeten zoveel mogelijk altijd op dezelfde
manier zijn opgebouwd. Dat is overzichtelijker, versnelt de
programmering en beperkt het aantal foutenbronnen.
Aanbevolen programma-opbouw bij eenvoudige, conventionele
contourbewerkingen
1 Gereedschap oproepen, gereedschapsas definiëren
2 Gereedschap terugtrekken
3 In het bewerkingsvlak in de buurt van het startpunt van de contour
voorpositioneren
4 In de gereedschapsas boven het werkstuk of direct op diepte
voorpositioneren. Indien nodig, spil/koelmiddel inschakelen
5 Contour benaderen
6 Contour bewerken
7 Contour verlaten
8 Gereedschap terugtrekken, programma beëindigen
Uitgebreide informatie over dit onderwerp
Contourprogrammering: Zie "Gereedschapsverplaatsingen",
bladzijde 200
Voorbeeld: Programma-opbouw
contourprogrammering
0 BEGIN PGM BSPCONT MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 R0 FMAX
5 L X... Y... R0 FMAX
6 L Z+10 R0 F3000 M13
7 APPR ... RL F500
...
16 DEP ... X... Y... F3000 M9
17 L Z+250 R0 FMAX M2
18 END PGM BSPCONT MM
Aanbevolen programma-opbouw bij eenvoudige cyclusprogramma's
1 Gereedschap oproepen, gereedschapsas definiëren
2 Gereedschap terugtrekken
3 Bewerkingsposities definiëren
4 Bewerkingscyclus definiëren
5 Cyclus oproepen, spil/koelmiddel inschakelen
6 Gereedschap terugtrekken, programma beëindigen
Uitgebreide informatie over dit onderwerp:
Cyclusprogrammering: Zie gebruikershandboek Cycli
1.3 Het eerste onderdeel programmeren
Voorbeeld: Programma-opbouw
cyclusprogrammering
0 BEGIN PGM BSBCYC MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 R0 FMAX
5 PATTERN DEF POS1( X... Y... Z... ) ...
6 CYCL DEF...
7 CYCL CALL PAT FMAX M13
8 L Z+250 R0 FMAX M2
9 END PGM BSBCYC MM
HEIDENHAIN iTNC 530 51
Page 52

Een eenvoudige contour programmeren
X
Y
9
5
95
5
10
10
20
20
1
4
2
3
Er moet op diepte 5 mm één keer rond de contour worden gefreesd
die in de afbeelding rechts wordt getoond. De definitie van het
onbewerkte werkstuk hebt u al gemaakt. Nadat u met een
functietoets een dialoog hebt geopend, voert u alle gegevens in die de
TNC in de kopregel op het beeldscherm vraagt.
U Gereedschap oproepen: voer de
gereedschapsgegevens in. Bevestig de invoer
telkens met de ENT-toets; vergeet de
gereedschapsas niet
U Gereedschap terugtrekken: druk op de oranje astoets
Z, om in de gereedschapsas terug te trekken en voer
de waarde voor de te benaderen positie in, bijv. 250.
Met ENT-toets bevestigen
U Radiuscorr.: RL/RR/geen corr.? met ENT-toets
bevestigen: geen radiuscorrectie activeren
U Aanzet F=? met ENT-toets bevestigen: in ijlgang (FMAX)
verplaatsen
U Additionele M-functie? met toets END bevestigen:
de TNC slaat de ingevoerde verplaatsingsregel op
U Gereedschap in het bewerkingsvlak voorpositioneren:
druk op de oranje astoets X en voer de waarde voor
de te benaderen positie in, bijv. -20
U Druk op de oranje astoets Y en voer de waarde voor
1.3 Het eerste onderdeel programmeren
de te benaderen positie in, bijv. -20. Met ENT-toets
bevestigen
U Radiuscorr.: RL/RR/geen corr.? met ENT-toets
bevestigen: geen radiuscorrectie activeren
U Aanzet F=? met ENT-toets bevestigen: in ijlgang (FMAX)
verplaatsen
U Additionele M-functie? met toets END bevestigen:
de TNC slaat de ingevoerde verplaatsingsregel op
U Gereedschap naar diepte verplaatsen: druk op de
oranje astoets en voer de waarde voor de te
benaderen positie in, bijv. -5. Met ENT-toets
bevestigen
U Radiuscorr.: RL/RR/geen corr.? met ENT-toets
bevestigen: geen radiuscorrectie activeren
U Aanzet F=? Positioneeraanzet invoeren, bijv. 3000
mm/min, met ENT-toets bevestigen
U Additionele M-functie? Spil en koelmiddel
inschakelen, bijv. M13, met toets END bevestigen: de
TNC slaat de ingevoerde verplaatsingsregel op
52 Eerste stappen met de iTNC 530
Page 53

U Contour benaderen: druk op de toets APPR/DEP.: de
TNC toont een softkeybalk met functies voor
benaderen en verlaten
U Benaderingsfunctie APPR CT kiezen: coördinaten van
contourstartpunt 1 in X en Y invoeren, bijv. 5/5, met
ENT-toets bevestigen
U Middelpuntshoek? Insteekhoek invoeren, bijv. 90°,
met ENT-toets bevestigen
U Cirkelradius? Ingaande radius invoeren, bijv. 8
mm/min, met ENT-toets bevestigen
U Radiuscorr.: RL/RR/geen corr.? met softkey RL
bevestigen: radiuscorrectie links van de
geprogrammeerde contour activeren
U Aanzet F=? Bewerkingsaanzet invoeren, bijv. 700
mm/min, met toets END invoer opslaan
U Contour bewerken, contourpunt 2 benaderen: u hoeft
alleen de gewijzigde gegevens in te voeren, dus
alleen Y-coördinaat 95 invoeren en met toets END de
invoer opslaan
U Contourpunt 3 benaderen: X-coördinaat 95 invoeren
en met toets END de invoer opslaan
U Afkanting bij contourpunt 3 definiëren:
afkantingsbreedte 10 mm invoeren, met toets END
opslaan
U Contourpunt 4 benaderen: Y-coördinaat 5 invoeren en
met toets END de invoer opslaan
U Afkanting bij contourpunt 4 definiëren:
afkantingsbreedte 20 mm invoeren, met toets END
opslaan
U Contourpunt 1 benaderen: X-coördinaat 5 invoeren en
met toets END de invoer opslaan
1.3 Het eerste onderdeel programmeren
HEIDENHAIN iTNC 530 53
Page 54

U Contour verlaten
U Functie voor verlaten DEP CT kiezen
U Middelpuntshoek? Hoek voor verlaten invoeren, bijv.
90°, met ENT-toets bevestigen
U Cirkelradius? Radius voor verlaten invoeren, bijv. 8
mm/min, met ENT-toets bevestigen
U Aanzet F=? Positioneeraanzet invoeren, bijv. 3000
mm/min, met ENT-toets opslaan
U Additionele M-functie? Koelmiddel uitschakelen,
bijv. M9, met toets END bevestigen: de TNC slaat de
ingevoerde verplaatsingsregel op
U Gereedschap terugtrekken: druk op de oranje astoets
Z, om in de gereedschapsas terug te trekken en voer
de waarde voor de te benaderen positie in, bijv. 250.
Met ENT-toets bevestigen
U Radiuscorr.: RL/RR/geen corr.? met ENT-toets
bevestigen: geen radiuscorrectie activeren
U Aanzet F=? met ENT-toets bevestigen: in ijlgang (FMAX)
verplaatsen
U Additionele M-functie? M2 voor programma-einde
invoeren, met toets END bevestigen: de TNC slaat de
ingevoerde verplaatsingsregel op
Uitgebreide informatie over dit onderwerp
1.3 Het eerste onderdeel programmeren
Compleet voorbeeld met NC-regels: Zie "Voorbeeld:
rechteverplaatsing en afkantingen cartesiaans", bladzijde 223
Nieuw programma maken: Zie "Programma's openen en invoeren",
bladzijde 95
Contour benaderen/verlaten: Zie "Contour benaderen en verlaten",
bladzijde 206
Contouren programmeren: Zie "Overzicht van de baanfuncties",
bladzijde 214
Programmeerbare aanzetmethoden: Zie "Mogelijke
aanzetgegevens", bladzijde 99
Gereedschapsradiuscorrectie: Zie "Gereedschapsradiuscorrectie",
bladzijde 194
Additionele M-functies: Zie "Additionele functies voor controle van
programma-afloop, spil en koelmiddel", bladzijde 353
54 Eerste stappen met de iTNC 530
Page 55

Cyclusprogramma maken
X
Y
20
10
100
100
10
90
9080
De in de afbeelding rechts getoonde boringen (diepte 20 mm) moeten
met een standaardboorcyclus worden gemaakt. De definitie van het
onbewerkte werkstuk hebt u al gemaakt.
U Gereedschap oproepen: voer de
gereedschapsgegevens in. Bevestig de invoer
telkens met de ENT-toets; vergeet de
gereedschapsas niet
U Gereedschap terugtrekken: druk op de oranje astoets
Z, om in de gereedschapsas terug te trekken en voer
de waarde voor de te benaderen positie in, bijv. 250.
Met ENT-toets bevestigen
U Radiuscorr.: RL/RR/geen corr.? met ENT-toets
bevestigen: geen radiuscorrectie activeren
U Aanzet F=? met ENT-toets bevestigen: in ijlgang (FMAX)
verplaatsen
U Additionele M-functie? met toets END bevestigen:
de TNC slaat de ingevoerde verplaatsingsregel op
U Cyclusmenu oproepen
U Boorcycli weergeven
U Standaardboorcyclus 200 kiezen: de TNC start de
dialoog voor de cyclusdefinitie. Voer stap voor stap de
door de TNC gevraagde parameters in. Invoer telkens
met ENT-toets bevestigen. De TNC toont in de
rechter beeldschermhelft bovendien een grafische
weergave met de desbetreffende cyclusparameter
1.3 Het eerste onderdeel programmeren
HEIDENHAIN iTNC 530 55
Page 56

1.3 Het eerste onderdeel programmeren
U Menu voor speciale functies oproepen
U Functies voor puntbewerking weergeven
U Patroondefinitie kiezen
U Puntinvoer kiezen: voer de coördinaten van de 4
punten in; telkens met de ENT-toets bevestigen. Na
invoer van het vierde punt de regel met toets END
opslaan
U Menu voor definitie van de cyclusoproep weergeven
U De boorcyclus op het gedefinieerde patroon
uitvoeren:
U Aanzet F=? met ENT-toets bevestigen: in ijlgang (FMAX)
verplaatsen
U Additionele M-functie? Spil en koelmiddel
inschakelen, bijv. M13, met toets END bevestigen: de
TNC slaat de ingevoerde verplaatsingsregel op
U Gereedschap terugtrekken: druk op de oranje astoets
Z, om in de gereedschapsas terug te trekken en voer
de waarde voor de te benaderen positie in, bijv. 250.
Met ENT-toets bevestigen
U Radiuscorr.: RL/RR/geen corr.? met ENT-toets
bevestigen: geen radiuscorrectie activeren
U Aanzet F=? met ENT-toets bevestigen: in ijlgang (FMAX)
verplaatsen
U Additionele M-functie? M2 voor programma-einde
invoeren, met toets END bevestigen: de TNC slaat de
ingevoerde verplaatsingsregel op
56 Eerste stappen met de iTNC 530
Page 57

NC-voorbeeldregels
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 5 Z S4500
4 L Z+250 R0 FMAX
5 PATTERN DEF
POS1 (X+10 Y+10 Z+0)
POS2 (X+10 Y+90 Z+0)
POS3 (X+90 Y+90 Z+0)
POS4 (X+90 Y+10 Z+0)
6 CYCL DEF 200 BOREN
Q200=2 ;VEILIGHEIDSAFST.
Q201=-20 ;DIEPTE
Q206=250 ;AANZET DIEPTEVERPL.
Q202=5 ;DIEPTE-INSTELLING
Q210=0 ;ST.TIJD BOVEN
Q203=-10 ;COÖR. OPPERVL.
Q204=20 ;2E V.AFSTAND
Q211=0.2 ;STILSTANDTIJD BENEDEN
7 CYCL CALL PAT FMAX M13
8 L Z+250 R0 FMAX M2
9 END PGM C200 MM
Definitie van onbewerkt werkstuk
Gereedschapsoproep
Gereedschap terugtrekken
Bewerkingsposities definiëren
Cyclus definiëren
Spil en koelmiddel aan, cyclus oproepen
Gereedschap terugtrekken, einde programma
1.3 Het eerste onderdeel programmeren
Uitgebreide informatie over dit onderwerp
Nieuw programma maken: Zie "Programma's openen en invoeren",
bladzijde 95
Cyclusprogrammering: Zie gebruikershandboek Cycli
HEIDENHAIN iTNC 530 57
Page 58

1.4 Het eerste onderdeel grafisch
testen
De juiste werkstand selecteren
Programma's kunnen alleen in de werkstand Programmatest worden
getest:
U Werkstandtoets indrukken: de TNC gaat naar de
werkstand Programmatest
Uitgebreide informatie over dit onderwerp
Werkstanden van de TNC: Zie "Werkstanden", bladzijde 72
Programma's testen: Zie "Programmatest", bladzijde 597
Gereedschapstabel voor de programmatest kiezen
Deze stap hoeft alleen te worden uitgevoerd wanneer u in de
werkstand Programmatest nog geen gereedschapstabel hebt
geactiveerd.
U Toets PGM MGT indrukken: de TNC opent
Bestandsbeheer
U Softkey TYPE KIEZEN indrukken: er verschijnt een
1.4 Het eerste onderdeel grafisch testen
softkeymenu voor selectie van het te tonen
bestandstype
U softkey ALLE TON. indrukken: de TNC toont alle
opgeslagen bestanden in het rechtervenster
U Cursor naar links naar de directory's verplaatsen
U Cursor naar directory TNC:\ verplaatsen
U Cursor naar rechts naar de bestanden verplaatsen
U Cursor naar het bestand TOOL.T (actieve
gereedschapstabel) verplaatsen, met ENT-toets
overnemen: TOOL.T krijgt status S en is daardoor
actief voor de programmatest
U Toets END indrukken: bestandsbeheer verlaten
Uitgebreide informatie over dit onderwerp
Gereedschapsbeheer: Zie "Gereedschapsgegevens in de tabel
invoeren", bladzijde 166
Programma's testen: Zie "Programmatest", bladzijde 597
58 Eerste stappen met de iTNC 530
Page 59

Het te testen programma kiezen
U Toets PGM MGT indrukken: de TNC opent
Bestandsbeheer
U Softkey LAATSTE BESTANDEN indrukken: de TNC
opent een apart venster met de laatst geselecteerde
bestanden
U Met de pijltoetsen het te testen programma
selecteren en met de ENT-toets overnemen
Uitgebreide informatie over dit onderwerp
Programma selecteren: Zie "Werken met bestandsbeheer",
bladzijde 110
De beeldschermindeling en het aanzicht selecteren
U Toets voor selectie van de beeldschermindeling
indrukken: de TNC toont in de softkeybalk alle
beschikbare alternatieven
U Softkey PGM + GRAFISCH indrukken: de TNC toont in
de linker beeldschermhelft het programma en in de
rechter beeldschermhelft het onbewerkte werkstuk
U Met de softkey het gewenste aanzicht kiezen
U Bovenaanzicht weergeven
U Weergave in 3 vlakken
1.4 Het eerste onderdeel grafisch testen
U 3D-weergave
Uitgebreide informatie over dit onderwerp
Grafische functies: Zie "Grafische weergaven", bladzijde 586
Programmatest uitvoeren: Zie "Programmatest", bladzijde 597
HEIDENHAIN iTNC 530 59
Page 60

De programmatest starten
U Softkey RESET + START indrukken: de TNC simuleert
het actieve programma tot een geprogrammeerde
onderbreking of tot het programma-einde
U Tijdens de simulatie kunt u met de softkeys het
aanzicht veranderen
U Softkey STOP indrukken: de TNC onderbreekt de
programmatest
U Softkey START indrukken: de TNC gaat na een
onderbreking verder met de programmatest
Uitgebreide informatie over dit onderwerp
Programmatest uitvoeren: Zie "Programmatest", bladzijde 597
Grafische functies: Zie "Grafische weergaven", bladzijde 586
Testsnelheid instellen: Zie "Snelheid van de programmatest
instellen", bladzijde 587
1.4 Het eerste onderdeel grafisch testen
60 Eerste stappen met de iTNC 530
Page 61

1.5 Gereedschappen instellen
De juiste werkstand selecteren
Gereedschappen kunnen in de werkstand Handbediening worden
ingesteld:
U Werkstandtoets indrukken: de TNC gaat naar de
werkstand Handbediening
Uitgebreide informatie over dit onderwerp
Werkstanden van de TNC: Zie "Werkstanden", bladzijde 72
Gereedschap voorbereiden en opmeten
U Het benodigde gereedschap in de juiste klauwplaat spannen
U Bij opmeten met extern gereedschap-voorinstelapparaat:
gereedschap opmeten, lengte en radius noteren of rechtstreeks via
een communicatieprogramma naar de machine sturen
U Bij opmeten op de machine: gereedschap in de
gereedschapswisselaar opslaan (zie bladzijde 62)
De gereedschapstabel TOOL.T
In de gereedschapstabel TOOL.T (permanent opgeslagen onder
TNC:\) slaat u niet alleen gereedschapsgegevens (bijv. lengte en
radius) op, maar ook andere specifieke gereedschapsgegevens die de
TNC nodig heeft om de meest uiteenlopende functies te kunnen
uitvoeren.
Ga als volgt te werk om gereedschapsgegevens in de
gereedschapstabel TOOL.T in te voeren:
U Gereedschapstabel weergeven: de TNC toont de
gereedschapstabel in een tabelweergave
U Gereedschapstabel wijzigen: softkey BEWERKEN op
AAN zetten
U Met de pijltoetsen omlaag of omhoog het te wijzigen
gereedschapsnummer kiezen
U Met de pijltoetsen naar rechts of naar links de te
wijzigen gereedschapsgegevens kiezen
U Gereedschapstabel verlaten: toets END indrukken
1.5 Gereedschappen instellen
Uitgebreide informatie over dit onderwerp
Werkstanden van de TNC: Zie "Werkstanden", bladzijde 72
Werken met de gereedschapstabel: Zie "Gereedschapsgegevens in
de tabel invoeren", bladzijde 166
HEIDENHAIN iTNC 530 61
Page 62

De plaatstabel TOOL_P.TCH
De werking van de plaatstabel is machine-afhankelijk.
Raadpleeg hiervoor ook uw machinehandboek.
In de plaatstabel TOOL_P.TCH (permanent opgeslagen onder TNC:\)
legt u vast welk gereedschap zich in uw gereedschapsmagazijn
bevindt.
Ga als volgt te werk om gegevens in de plaatstabel TOOL_P.TCH in te
voeren:
U Gereedschapstabel weergeven: de TNC toont de
gereedschapstabel in een tabelweergave
U Plaatstabel weergeven: de TNC toont de plaatstabel in
een tabelweergave
U Plaatstabel wijzigen: softkey BEWERKEN op AAN
zetten
1.5 Gereedschappen instellen
Uitgebreide informatie over dit onderwerp
Werkstanden van de TNC: Zie "Werkstanden", bladzijde 72
Werken met de plaatstabel: Zie "Plaatstabel voor
gereedschapswisselaar", bladzijde 177
U Met de pijltoetsen omlaag of omhoog het te wijzigen
plaatsnummer kiezen
U Met de pijltoetsen naar rechts of naar links de te
wijzigen gegevens kiezen
U Plaatstabel verlaten: toets END indrukken
62 Eerste stappen met de iTNC 530
Page 63

1.6 Werkstuk instellen
De juiste werkstand selecteren
Werkstukken kunnen in de werkstand Handbediening of El. handwiel
worden ingesteld
U Werkstandtoets indrukken: de TNC gaat naar de
werkstand Handbediening
Uitgebreide informatie over dit onderwerp
De werkstand Handbediening: Zie "Verplaatsen van de machine-
assen", bladzijde 522
Werkstuk opspannen
Span het werkstuk met een spaninrichting op de machinetafel.
Wanneer uw machine met een 3D-tastsysteem is uitgerust, vervalt
het asparallelle uitrichten van het werkstuk.
Wanneer u niet over een 3D-tastsysteem beschikt, moet het werkstuk
zo worden uitgericht dat het parallel aan de machine-assen is
opgespannen.
1.6 Werkstuk instellen
HEIDENHAIN iTNC 530 63
Page 64

Werkstuk uitrichten met 3D-tastsysteem
U 3D-tastsysteem inspannen: in de werkstand MDI (MDI = Manual
Data Input) een TOOL CALL-regel met opgave van de gereedschapsas
uitvoeren en vervolgens weer de werkstand Handbediening
selecteren (in de werkstand MDI kunnen willekeurige NC-regels
onafhankelijk van elkaar regelgewijs worden uitgevoerd)
U Tastfuncties selecteren: de TNC toont in de
softkeybalk de beschikbare functies
U Basisrotatie meten: de TNC toont het
basisrotatiemenu. Voor het registreren van de
basisrotatie twee punten op een rechte op het
werkstuk tasten
U Tastsysteem met de asrichtingstoetsen in de buurt
1.6 Werkstuk instellen
van het eerste tastpositie voorpositioneren
U Met de softkey de tastrichting kiezen
U NC-start indrukken: het tastsysteem verplaatst zich in
de vastgelegde richting, totdat het het werkstuk raakt
en daarna weer automatisch terug naar het startpunt
U Tastsysteem met de asrichtingstoetsen in de buurt
van het tweede tastpositie voorpositioneren
U NC-start indrukken: het tastsysteem verplaatst zich in
de vastgelegde richting, totdat het het werkstuk raakt
en daarna weer automatisch terug naar het startpunt
U Vervolgens toont de TNC de vastgestelde basisrotatie
U Menu met de toets END verlaten, gestelde vraag
m.b.t. overname van de basisrotatie in de preset-tabel
met de toets NO ENT bevestigen (niet overnemen)
Uitgebreide informatie over dit onderwerp
Werkstand MDI: Zie "Eenvoudige bewerkingen programmeren en
uitvoeren", bladzijde 580
Werkstuk uitrichten: Zie "Scheve ligging van een werkstuk met 3D-
tastsysteem compenseren", bladzijde 558
64 Eerste stappen met de iTNC 530
Page 65

Referentiepunt vastleggen met 3D-tastsysteem
U 3D-tastsysteem inspannen: in de werkstand MDI een TOOL CALL-
regel met opgave van de gereedschapsas uitvoeren en vervolgens
weer de werkstand Handbediening selecteren
U Tastfuncties selecteren: de TNC toont in de
softkeybalk de beschikbare functies
U Referentiepunt bijv. op de hoek van het werkstuk
instellen: de TNC vraagt of u de tastposities uit de
eerder vastgelegde basisrotatie wilt overnemen.
ENT-toets indrukken om de posities over te nemen
U Tastsysteem naar een positie in de buurt van de
eerste tastpositie op de zijkant van het werkstuk
verplaatsen, die niet voor de basisrotatie is getast
U Met de softkey de tastrichting kiezen
U NC-start indrukken: het tastsysteem verplaatst zich in
de vastgelegde richting, totdat het het werkstuk raakt
en daarna weer automatisch terug naar het startpunt
U Tastsysteem met de asrichtingstoetsen in de buurt
van het tweede tastpositie voorpositioneren
U NC-start indrukken: het tastsysteem verplaatst zich in
de vastgelegde richting, totdat het het werkstuk raakt
en daarna weer automatisch terug naar het startpunt
U Vervolgens toont de TNC de coördinaten van het
vastgestelde hoekpunt
U 0 instellen: softkey REF.PUNT VASTLEGGEN
indrukken
U Menu met toets END verlaten
1.6 Werkstuk instellen
Uitgebreide informatie over dit onderwerp
Referentiepunten vastleggen: Zie "Referentiepunt vastleggen met
3D-tastsysteem", bladzijde 564
HEIDENHAIN iTNC 530 65
Page 66

1.7 Het eerste programma
uitvoeren
De juiste werkstand selecteren
Programma's kunnen worden uitgevoerd in de werkstand
Programma-afloop regel voor regel of in de werkstand Automatische
programma-afloop:
U Werkstandtoets indrukken: de TNC gaat naar de
werkstand Programma-afloop regel voor regel, de
TNC voert het programma regel voor regel uit. U moet
echter elke regel met de NC-starttoets bevestigen
U Werkstandtoets indrukken: de TNC gaat naar de
werkstand Automatische programma-afloop, de TNC
voert het programma na NC-start uit tot een
programma-onderbreking of tot het programma-einde
Uitgebreide informatie over dit onderwerp
Werkstanden van de TNC: Zie "Werkstanden", bladzijde 72
Programma's uitvoeren: Zie "Programma-afloop", bladzijde 603
het uit te voeren programma kiezen
1.7 Het eerste programma uitvoeren
U Toets PGM MGT indrukken: de TNC opent
Bestandsbeheer
U Softkey LAATSTE BESTANDEN indrukken: de TNC
opent een apart venster met de laatst geselecteerde
bestanden
U Indien nodig, met de pijltoetsen het uit te voeren
programma selecteren en met de ENT-toets
overnemen
Uitgebreide informatie over dit onderwerp
Bestandsbeheer: Zie "Werken met bestandsbeheer", bladzijde 110
Programma starten
U NC-starttoets indrukken: de TNC voert het actieve
programma uit
Uitgebreide informatie over dit onderwerp
Programma's uitvoeren: Zie "Programma-afloop", bladzijde 603
66 Eerste stappen met de iTNC 530
Page 67

Inleiding
Page 68

2.1 De iTNC 530
De TNC’s van HEIDENHAIN zijn in de werkplaats programmeerbare
contourbesturingen, waarmee standaard frees- en boorbewerkingen
direct op de machine in gemakkelijk te begrijpen klaartekstdialoog
geprogrammeerd kunnen worden. Zij zijn geschikt voor toepassing op
frees- en boormachines alsmede bewerkingscentra. De iTNC 530 kan
maximaal 12 assen besturen. Ook kan de hoekpositie van de spil
geprogrammeerd worden.
Op de geïntegreerde harde schijf kunnen willekeurig veel
2.1 De iTNC 530
programma's opgeslagen worden, ook wanneer deze extern gemaakt
zijn. Voor snelle berekeningen kan op elk moment een calculator
worden opgeroepen.
De indeling van het bedieningspaneel en de beeldschermweergave is
overzichtelijk, zodat alle functies snel en eenvoudig kunnen worden
bereikt.
Programmering: HEIDENHAINklaartekstdialoog, smarT.NC en DIN/ISO
Het maken van programma's is bijzonder eenvoudig in de
gebruikersvriendelijke klaartekstdialoog van HEIDENHAIN. Grafische
programmeerweergave geeft de afzonderlijke bewerkingsstappen
tijdens de programma-invoer weer. Ook helpt de vrije
contourprogrammering FK wanneer er geen voor NC geschikte
tekening voorhanden is. De grafische simulatie van de
werkstukbewerking is zowel tijdens de programmatest als tijdens de
programma-afloop mogelijk.
Met de werkstand smarT.NC kunnen beginnende TNC-gebruikers
heel gemakkelijk, snel en zonder intensieve training gestructureerde
klaartekstdialoogprogramma's maken. Voor smarT.NC is afzonderlijke
gebruikersdocumentatie beschikbaar.
Bovendien kunnen de TNC’s ook volgens DIN/ISO of in DNC-bedrijf
worden geprogrammeerd.
Een programma kan ook ingevoerd en getest worden terwijl een ander
programma op dat moment een werkstukbewerking uitvoert.
Compatibiliteit
De TNC kan bewerkingsprogramma's uitvoeren die met behulp van
HEIDENHAIN-contourbesturingen vanaf de TNC 150 B zijn gemaakt.
Wanneer oude TNC-programma's cycli van de fabrikant bevatten,
dient voor de iTNC 530 een aanpassing te worden uitgevoerd met de
pc-software CycleDesign. Neem hiervoor contact op met uw
machinefabrikant of met HEIDENHAIN.
68 Inleiding
Page 69

2.2 Beeldscherm en
131
1
4
4
5
1
678
2
1
9
1
3
4
4
5
1
6
7
8
2
1
1
7
bedieningspaneel
Beeldscherm
De TNC wordt met een 15" plat kleurenbeeldscherm BF 250 geleverd.
Als alternatief is ook een 19" plat kleurenbeeldscherm BF 260
beschikbaar.
1 Kopregel
Bij een TNC die aangezet is, toont het beeldscherm in de kopregel
de gekozen werkstanden: machinewerkstanden links en
programmeerwerkstanden rechts. In het grote veld van de
kopregel staat de werkstand waarop het beeldscherm is
ingeschakeld: daar verschijnen dialoogvragen en meldteksten
(uitzondering: wanneer de TNC alleen grafisch weergeeft).
2 Softkeys
In de voetregel toont de TNC verdere functies in een softkeybalk.
Deze functies worden d.m.v. de daaronder liggende toetsen
gekozen. Ter oriëntering tonen streepjes direct boven de
softkeybalk het aantal softkeybalken dat met de aan de buitenkant
beschikbare zwarte pijltoetsen kan worden gekozen. De actieve
softkeybalk wordt met een oplichtende balk weergegeven.
Bij het 15"-beeldscherm zijn 8 softkeys beschikbaar, bij het 19"beeldscherm 10 softkeys.
3 Softkey-keuzetoetsen
4 Softkeybalken omschakelen
5 Vastleggen van de beeldschermindeling
6 Beeldscherm-omschakeltoets voor machine- en
programmeerwerkstanden
7 Softkey-keuzetoetsen voor softkeys voor machinefabrikanten.
Bij het 15"-beeldscherm zijn 6 softkeys beschikbaar, bij het 19"beeldscherm 8 softkeys.
8 Softkeybalken voor softkeys voor machinefabrikanten
omschakelen
9 USB-aansluiting
2.2 Beeldscherm en bedieningspaneel
HEIDENHAIN iTNC 530 69
Page 70

Beeldschermindeling vastleggen
De gebruiker kiest de beeldschermindeling; zo kan de TNC bijv. in de
werkstand Programmeren/bewerken het programma in het linker
venster tonen, terwijl het rechter venster tegelijkertijd bijv. grafisch
het programma weergeeft. Als alternatief kan in het rechter venster
ook de onderverdeling van het programma worden getoond of
uitsluitend het programma in één groot venster. Welke vensters de
TNC kan weergeven, hangt af van de gekozen werkstand.
Beeldschermindeling vastleggen:
Beeldscherm-omschakeltoets indrukken: de
softkeybalk toont de mogelijke
beeldschermindelingen, zie "Werkstanden",
bladzijde 72
Beeldschermindeling met softkey kiezen
2.2 Beeldscherm en bedieningspaneel
70 Inleiding
Page 71

Bedieningspaneel
1
2
3
5
1
4
6
77
1
79
8
De TNC wordt met bedieningspaneel TE 530 geleverd. De afbeelding
toont de bedieningselementen van bedieningspaneel TE 530:
1 Alfanumeriek toetsenbord voor tekstinvoer, bestandsnamen en
DIN/ISO-programmering.
Versie met twee processors: additionele toetsen voor Windows-
bediening
2 Bestandsbeheer
Calculator
MOD-functie
HELP-functie
3 Programmeerwerkstanden
4 Machinewerkstanden
5 Openen van programmeerdialogen
6 Pijltoetsen en sprongfunctie GOTO
7 Invoer van getallen en askeuze
8 Touchpad: alleen voor de bediening van de versie met twee
processors, van softkeys en van smarT.NC
9 smarT.NC-navigatietoetsen
De functies van de toetsen worden stuk voor stuk op de eerste
uitklapbare bladzijde beschreven.
Sommige machinefabrikanten gebruiken niet het
standaardbedieningspaneel van HEIDENHAIN. Raadpleeg
in deze gevallen het machinehandboek.
Externe toetsen, bijv. NC-START of NC-STOP, staan ook in
het machinehandboek beschreven.
2.2 Beeldscherm en bedieningspaneel
HEIDENHAIN iTNC 530 71
Page 72

2.3 Werkstanden
Handbediening en El. handwiel
Het instellen van de machine gebeurt bij handbediening. In deze
werkstand kunnen de machine-assen handmatig of stapsgewijs
worden gepositioneerd, de referentiepunten worden vastgelegd en
kan het bewerkingsvlak worden gezwenkt.
De werkstand El. handwiel ondersteunt het handmatig verplaatsen
van de machine-assen met een elektronisch handwiel HR.
2.3 Werkstanden
Softkeys voor de beeldschermindeling (kiezen zoals hiervoor
beschreven)
Ven ste r Softkey
Posities
Links: posities, rechts: statusweergave
Links: posities, rechts: actieve objecten met
botsingsbewaking (FLC4-functie)
Positioneren met handinvoer
In deze werkstand kunnen eenvoudige verplaatsingen
geprogrammeerd worden, bijv. voor het vlakfrezen of
voorpositioneren.
Softkeys voor de beeldschermindeling
Ven ste r Softkey
Programma
Links: programma, rechts: statusweergave
Links: programma, rechts: Actieve objecten met
botsingsbewaking (FLC4-functie). Wanneer u dit
aanzicht hebt gekozen, geeft de TNC een botsing
met een rode rand rondom het grafisch venster
aan.
72 Inleiding
Page 73

Programmeren/bewerken
Uw bewerkingsprogramma's worden in deze werkstand gemaakt. De
vrije contourprogrammering, de verschillende cycli en de Qparameterfuncties bieden uitgebreide ondersteuning en aanvulling bij
het programmeren. Desgewenst geeft de programmeerweergave of
de 3D-lijngrafiek (FCL 2-functie) de geprogrammeerde verplaatsingen
weer.
Softkeys voor de beeldschermindeling
Ven ste r Softkey
Programma
Links: programma, rechts: programmaonderverdeling
Links: programma, rechts: grafische
programmeerweergave
Links: programma, rechts: 3D-lijngrafiek
3D-lijngrafiek
Programmatest
2.3 Werkstanden
De TNC simuleert programma's en delen van programma's in de
werkstand Programmatest, om bijv. geometrische
onverenigbaarheden, ontbrekende of foutieve gegevens in het
programma en beschadigingen van het te bewerken oppervlak te
ontdekken. De simulatie wordt grafisch met verschillende aanzichten
ondersteund.
In combinatie met de software-optie DCM (dynamische
botsingsbewaking) kunt u het programma op botsingen controleren.
De TNC houdt daarbij, net als bij de programma-afloop, rekening met
alle door de machinefabrikant vastgelegde machinevaste onderdelen
en ingemeten spanmiddelen.
Softkeys voor de beeldschermindeling: zie "Automatische
programma-afloop en programma-afloop regel voor regel",
bladzijde 74.
HEIDENHAIN iTNC 530 73
Page 74

Automatische programma-afloop en programma-afloop regel voor regel
In Automatische programma-afloop voert de TNC een programma t/m
het einde van het programma of tot een handmatige resp.
geprogrammeerde onderbreking uit. Na een onderbreking kan de
programma-afloop weer worden voortgezet.
In Programma-afloop regel voor regel wordt elke regel apart gestart
d.m.v. de externe START-toets.
Softkeys voor de beeldschermindeling
2.3 Werkstanden
Ven ste r Softkey
Programma
Links: programma, rechts: programmaonderverdeling
Links: programma, rechts: status
Links: programma, rechts: grafische weergave
Grafische weergave
Links: programma, rechts: Actieve objecten met
botsingsbewaking (FLC4-functie). Wanneer u dit
aanzicht hebt gekozen, geeft de TNC een botsing
met een rode rand rondom het grafisch venster
aan.
Actieve objecten met botsingsbewaking (FLC4functie). Wanneer u dit aanzicht hebt gekozen,
geeft de TNC een botsing met een rode rand
rondom het grafisch venster aan.
Softkeys voor de beeldschermindeling bij pallettabellen
Ven ste r Softkey
Pallettabel
Links: programma, rechts: pallettabel
Links: pallettabel, rechts: status
Links: pallettabel, rechts: grafische weergave
74 Inleiding
Page 75

2.4 Statusweergaven
ACT
X Y Z
F S M
"Algemene" statusweergave
De algemene statusweergave onder aan het beeldscherm informeert
over de actuele status van de machine. Zij verschijnt automatisch in de
werkstanden
Programma-afloop regel voor regel en Automatische programma-
afloop, zolang voor de weergave niet uitsluitend "grafische
weergave" is gekozen, en bij het
positioneren met handinvoer.
In de werkstanden Handbediening en El. handwiel verschijnt de
statusweergave in het grote venster.
Informatie over de statusweergave
Symbool Betekenis
Actuele of nominale coördinaten van de actuele
positie
Machine-assen; hulpassen geeft de TNC met kleine
letters aan. De volgorde en het aantal van de
aangegeven assen worden door de
machinefabrikant vastgelegd. Raadpleeg uw
machinehandboek
De weergave van de aanzet in inch komt overeen
met een tiende van de effectieve waarde. Toerental
S, aanzet F en actieve additionele M-functie
2.4 Statusweergaven
Programma-afloop is gestart
As is geklemd
As kan met het handwiel worden verplaatst
Assen worden, rekening houdend met de
basisrotatie, verplaatst
Assen worden in het gezwenkte bewerkingsvlak
verplaatst
De functie M128 of FUNCTION TCPM is actief
De functie Dynamische botsingsbewaking DCM is
actief
De functie Adaptieve aanzetregeling AFC is actief
(software-optie)
HEIDENHAIN iTNC 530 75
Page 76

Symbool Betekenis
2.4 Statusweergaven
Er zijn een of meer globale programma-instellingen
actief (software-optie)
Nummer van het actieve referentiepunt uit de
preset-tabel. Indien het referentiepunt handmatig is
vastgelegd, geeft de TNC achter het symbool de
tekst MAN weer
76 Inleiding
Page 77

Additionele statusweergaven
De additionele statusweergaven geven gedetailleerde informatie over
de programma-afloop. Zij kunnen in alle werkstanden opgeroepen
worden, m.u.v. de werkstand Programmeren/bewerken.
Additionele statusweergave inschakelen
Softkeybalk voor de beeldschermindeling oproepen
Beeldschermweergave met additionele
statusweergave kiezen: de TNC toont in de rechter
beeldschermhelft het statusscherm Overzicht
Additionele statusweergaven kiezen
Softkeybalk omschakelen totdat STATUS-softkeys
verschijnen
Additionele statusweergave direct met softkey
kiezen, bijv. posities en coördinaten, of
2.4 Statusweergaven
gewenst aanzicht met shift-softkeys kiezen
Hieronder zijn de beschikbare statusweergaven beschreven, die direct
via softkeys of shift-softkeys gekozen kunnen worden.
Houd er rekening mee dat bepaalde hieronder beschreven
statusinformatie alleen beschikbaar is, wanneer de
bijbehorende software-optie op uw TNC is vrijgegeven.
HEIDENHAIN iTNC 530 77
Page 78

Overzicht
Het statusscherm Overzicht toont de TNC nadat deze is
ingeschakeld, voorzover de beeldschermindeling
PROGRAMMA+STATUS (resp. POSITIE + STATUS) is geselecteerd.
Samengevat is de belangrijkste statusinformatie in het
overzichtsscherm opgenomen. Deze informatie treft u ook op
meerdere plaatsen in de desbetreffende detailschermen aan.
Softkey Betekenis
Digitale uitlezing voor maximaal 5 assen
Gereedschapsinformatie
Actieve M-functies
2.4 Statusweergaven
Algemene programma-informatie (tab PGM)
Actieve coördinatentransformaties
Actief subprogramma
Actieve herhaling van programmadelen
Met PGM CALL opgeroepen programma
Actuele bewerkingstijd
Naam van het actieve hoofdprogramma
Softkey Betekenis
Geen directe
keuze
mogelijk
Naam van het actieve hoofdprogramma
Cirkelmiddelpunt CC (pool)
Teller voor stilstandtijd
Bewerkingstijd wanneer het programma in de
werkstand Programmatest volledig is gesimuleerd
Actuele bewerkingstijd in %
Actuele tijd
Actuele baanaanzet
Opgeroepen programma's
78 Inleiding
Page 79

Algemene palletinformatie (tab PAL)
Softkey Betekenis
Geen directe
keuze
mogelijk
Herhaling van programmadelen/subprogramma's (tab LBL)
Softkey Betekenis
Geen directe
keuze
mogelijk
Informatie over standaardcycli (tab CYC)
Softkey Betekenis
Geen directe
keuze
mogelijk
Nummer van de actieve pallet-preset
Actieve herhalingen van programmadelen met
regelnummer, labelnummer en aantal
geprogrammeerde/nog uit te voeren herhalingen
Actieve subprogrammanummers met
regelnummer waarin het subprogramma is
opgeroepen en het labelnummer dat is
opgeroepen
Actieve bewerkingscyclus
Actieve waarden van de cyclus 32 Tolerantie
2.4 Statusweergaven
HEIDENHAIN iTNC 530 79
Page 80

Actieve additionele M-functies (tab M)
Softkey Betekenis
Geen directe
keuze
mogelijk
Lijst met actieve M-functies met gedefinieerde
betekenis
Lijst met actieve M-functies die door uw
machinefabrikant worden aangepast
2.4 Statusweergaven
80 Inleiding
Page 81

Posities en coördinaten (tab POS)
Softkey Betekenis
Soort digitale uitlezing, bijv. actuele positie
Waarde van de verplaatsing in virtuele asrichting VT
(alleen bij software-optie Globale programmainstellingen)
Zwenkhoek voor het bewerkingsvlak
Hoek van de basisrotatie
Informatie over de gereedschappen (tab TOOL)
Softkey Betekenis
Weergave T: gereedschapsnummer en -naam
Weergave RT: nummer en naam van een
zustergereedschap
Gereedschapsas
Gereedschapslengte en -radiussen
Overmaten (deltawaarden) vanuit de
gereedschapstabel (TAB) en de TOOL CALL (PGM)
Standtijd, maximale standtijd (TIME 1) en maximale
standtijd bij TOOL CALL (TIME 2)
Weergaven van het actieve gereedschap en van het
(volgende) zustergereedschap
2.4 Statusweergaven
HEIDENHAIN iTNC 530 81
Page 82

Gereedschapsmeting (tab TT)
De TNC toont de tab TT alleen dan wanneer deze functie
op uw machine actief is.
Softkey Betekenis
Geen directe
keuze
mogelijk
2.4 Statusweergaven
Coördinatenomrekeningen (tab TRANS)
Nummer van het gereedschap dat gemeten
wordt
Weergave of gereedschapsradius of -lengte
wordt gemeten
MIN- en MAX-waarde meting van de afzonderlijke
snijkanten en resultaat van de meting met
roterend gereedschap (DYN)
Nummer van gereedschapssnijkant met
bijbehorende meetwaarde. Het sterretje achter
de meetwaarde geeft aan dat de tolerantie uit de
gereedschapstabel is overschreden. De TNC
toont de meetwaarden van maximaal 24
snijkanten.
Softkey Betekenis
Naam van de actieve nulpunttabel
Actief nulpuntnummer (#), commentaar uit de
actieve regel van het actieve nulpuntnummer
(DOC) uit cyclus 7
Actieve nulpuntverschuiving (cyclus 7); de TNC
geeft een actieve nulpuntverschuiving weer van
maximaal 8 assen
Gespiegelde assen (cyclus 8)
Actieve basisrotatie
Actieve rotatiehoek (cyclus 10)
Actieve maatfactor/maatfactoren (cycli 11 / 26);
de TNC geeft een actieve maatfactor weer van
maximaal 6 assen
Middelpunt van de centrische strekking
Zie het gebruikershandboek Cycli, Cycli voor coördinatenomrekening.
82 Inleiding
Page 83

Globale programma-instellingen 1 (tab GPS1, software-optie)
De TNC toont de tab alleen dan wanneer deze functie op
uw machine actief is.
Softkey Betekenis
Geen directe
keuze mogelijk
Globale programma-instellingen 2 (tab GPS2, software-optie)
De TNC toont de tab alleen dan wanneer deze functie op
uw machine actief is.
Softkey Betekenis
Geen directe
keuze mogelijk
Omgewisselde assen
Overlappende nulpuntverschuiving
Overlappende spiegeling
Geblokkeerde assen
Overlappende basisrotatie
2.4 Statusweergaven
Overlappende rotatie
Actieve aanzetfactor
HEIDENHAIN iTNC 530 83
Page 84

Adaptieve aanzetregeling AFC (tab AFC, software-optie)
De TNC toont de tab AFC alleen dan wanneer deze functie
op uw machine actief is.
Softkey Betekenis
Geen directe
keuze
mogelijk
Actieve modus waarin de adaptieve
aanzetregeling wordt gebruikt
Actief gereedschap (nummer en naam)
2.4 Statusweergaven
Snedenummer
Actuele factor van de aanzet-potentiometer in %
Actuele spillast in %
Referentielast van de spil
Actueel spiltoerental
Actuele toerentalafwijking
Actuele bewerkingstijd
Lijndiagram waarin de actuele spilbelasting en de
door de TNC voorgeschreven waarde van de
aanzet-override worden weergegeven
84 Inleiding
Page 85

2.5 Window-Manager
Uw machinefabrikant bepaalt de beschikbare functies en
de werking van de Window-Manager. Machinehandboek
raadplegen!
Op de TNC hebt u de Window-Manager Xfce tot uw beschikking. Xfce
is een standaardapplicatie voor UNIX-besturingssystemen waarmee
de grafische gebruikersinterface kan worden beheerd. Met de
Window-Manager kunnen de volgende functies worden uitgevoerd:
Taakbalk voor het omschakelen tussen verschillende applicaties
(gebruikersinterfaces) weergeven.
Extra desktop beheren waarop speciale applicaties van uw
machinefabrikant kunnen draaien.
Sturen van de focus tussen applicaties van de NC-software en
applicaties van de machinefabrikant.
De grootte en positie van aparte vensters (pop-upvensters) kunnen
worden gewijzigd. De aparte vensters kunnen ook worden gesloten,
hersteld en geminimaliseerd.
De TNC toont linksboven op het beeldscherm een ster
wanneer een applicatie van de Window-Manager of de
Window-Manager zelf een fout heeft veroorzaakt. Ga in
dat geval naar de Window-manager en verhelp het
probleem. Raadpleeg het machinehandboek, indien nodig.
2.5 Window-Manager
HEIDENHAIN iTNC 530 85
Page 86

Taakbalk
Via de taakbalk kunt u met de muis diverse werkgebieden selecteren.
De iTNC beschikt over de volgende werkgebieden:
Werkgebied 1: actieve machinewerkstand
Werkgebied 2: actieve programmeerwerkstand
Werkgebied 3: toepassingen van de machinefabrikant (optioneel
beschikbaar)
Bovendien kunt u via de taakbalk ook andere toepassingen selecteren
die u parallel met de TNC hebt gestart (bijv. naar de pdf-viewer of
TNCguide omschakelen).
Via het groene HEIDENHAIN-symbool opent u met een muisklik een
menu waarmee u informatie krijgt, instellingen kunt uitvoeren of
2.5 Window-Manager
toepassingen kunt starten. De volgende functies zijn beschikbaar:
About Xfce: informatie over de Window-Manager Xfce
About HeROS: informatie over het besturingssysteem van de TNC
NC Control: TNC-software starten en stoppen. Uitsluitend
toegestaan voor diagnosedoeleinden
Web Browser: Mozilla Firefox starten
Diagnostics: uitsluitend te gebruiken door hiertoe bevoegd
specialistisch personeel voor het starten van diagnosetoepassingen
Settings: configuratie van diverse instellingen
Date/Time: instelling van datum en tijd
Language: taalinstellling voor systeemdialogen. De TNC
overschrijft deze instelling bij het starten met de taalinstelling van
machineparameter 7230
Network: netwerkinstelling
Reset WM-Conf: basisinstellingen van de Window-Manager
herstellen. Hiermee worden eventueel ook de door uw
machinefabrikant uitgevoerde instellingen gereset
Screensaver: instellingen voor de screensaver (diverse
instellingen beschikbaar)
Shares: netwerkverbindingen configureren
Tools: uitsluitend voor geautoriseerde gebruikers vrijgegeven. De
onder Tools beschikbare toepassingen kunnen direct worden
gestart door het bijbehorende bestandstype in het bestandsbeheer
van de TNC te selecteren (zie "Extra tools voor het beheer van
externe bestandstypen" op bladzijde 128)
86 Inleiding
Page 87

2.6 Toebehoren: 3D-tastsystemen en elektronische handwielen van HEIDENHAIN
3D-tastsystemen
Met de verschillende 3D-tastsystemen van HEIDENHAIN kunnen:
werkstukken automatisch worden uitgericht
referentiepunten snel en nauwkeurig worden vastgelegd
metingen op het werkstuk tijdens de programma-afloop worden
uitgevoerd
gereedschappen worden gemeten en gecontroleerd
Alle tastsysteemfuncties zijn in het gebruikershandboek
Cycli beschreven. Neem contact op met HEIDENHAIN,
wanneer u dit gebruikershandboek nodig hebt.
ID: 670 388-xx.
De schakelende tastsystemen TS 220, TS 640 en TS 440
Deze tastsystemen zijn bijzonder geschikt voor het automatisch
uitrichten van het werkstuk, het vastleggen van het referentiepunt en
voor metingen op het werkstuk. Bij de TS 220 vindt overdracht van de
schakelsignalen plaats via een kabel; de TS 220 is bovendien een
voordelig alternatief wanneer er slechts incidenteel hoeft te worden
gedigitaliseerd.
De tastsystemen TS 640 (zie afbeelding) en het kleinere tastsysteem
TS 440 zijn speciaal voor machines met gereedschapswisselaar
geschikt. De overdracht van de schakelsignalen vindt via een
infraroodtraject zonder kabels plaats.
De werking: in de schakelende tastsystemen van HEIDENHAIN
registreert een slijtvaste optische sensor het uitwijken van de taststift.
Het gegenereerde signaal zorgt ervoor dat de actuele waarde van de
actuele positie van het tastsysteem opgeslagen wordt.
HEIDENHAIN
HEIDENHAIN iTNC 530 87
2.6 Toebehoren: 3D-tastsystemen en elektronische handwielen van
Page 88
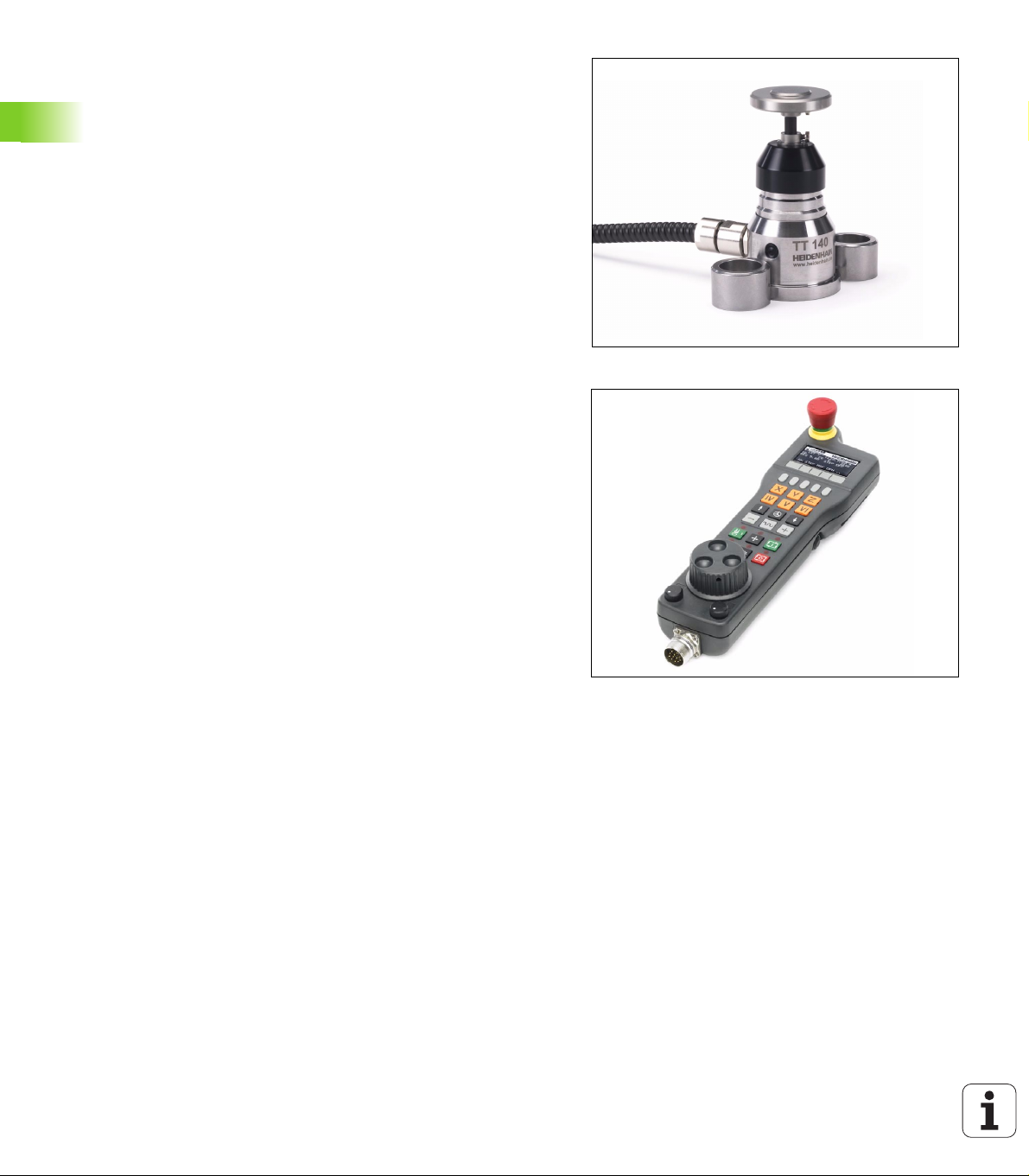
Het gereedschaps-tastsysteem TT 140 voor gereedschapsmeting
De TT 140 is een schakelend 3D-tastsysteem voor het meten en
controleren van gereedschappen. De TNC stelt hiervoor 3 cycli
beschikbaar, waarmee gereedschapsradius en -lengte bij stilstaande
of roterende spil kunnen worden bepaald. De bijzonder robuuste
constructie en de hoge beschermingsklasse maken de TT 140
ongevoelig voor koelmiddelen en spanen. Het schakelsignaal wordt
via een optische sensor gerealiseerd, die slijtvast werkt en een hoge
betrouwbaarheid waarborgt.
HEIDENHAIN
Elektronische handwielen HR
De elektronische handwielen vereenvoudigen het precieze handmatig
verplaatsen van de assleden. De verplaatsing per omwenteling van
het handwiel is over een groot bereik instelbaar. Naast de
inbouwhandwielen HR 130 en HR 150 biedt HEIDENHAIN ook de
draagbare handwielen HR 510 en HR 520 aan. Een gedetailleerde
beschrijving van de HR 520 vindt u in hoofdstuk 14 (zie "Verplaatsen
met elektronische handwielen" op bladzijde 524)
2.6 Toebehoren: 3D-tastsystemen en elektronische handwielen van
88 Inleiding
Page 89

Programmeren: basisprincipes, bestandsbeheer
Page 90

3.1 Basisprincipes
Y
X
Z
X (Z,Y)
X
MP
Y
X
Z
Lengte- en hoekmeetsystemen en referentiemerken
Op de machine-assen bevinden zich lengte- en hoekmeetsystemen,
die de posities van de machinetafel resp. het gereedschap registreren.
Er zijn meestal lengtemeetsystemen aan lineaire assen aangebouwd,
en hoekmeetsystemen aan rondtafels en zwenkassen.
Wanneer een machine-as wordt verplaatst, genereert het
bijbehorende lengte- en hoekmeetsysteem een elektrisch signaal,
3.1 Basisprincipes
waaruit de TNC de precieze actuele positie van de machine-as bepaalt.
Bij een stroomonderbreking gaat de relatie tussen de positie van de
machineslede en de berekende actuele positie verloren. Om deze
relatie te herstellen, beschikken incrementele lengte- en
hoekmeetsystemen over referentiemerken. Bij het passeren van een
referentiemerk ontvangt de TNC een signaal dat een machinevast
referentiepunt kenmerkt. Daarmee kan de TNC de relatie tussen de
actuele positie en de actuele machinepositie herstellen. Bij
lengtemeetsystemen met afstandsgecodeerde referentiemerken
moeten de machine-assen maximaal 20 mm verplaatst worden, bij
hoekmeetsystemen maximaal 20°.
Bij absolute meetsystemen wordt na inschakeling een absolute
positiewaarde naar de besturing gezonden. Hierdoor is, zonder dat de
machine-assen worden verplaatst, de relatie tussen de actuele positie
en de positie van de machineslede direct na inschakeling hersteld.
Referentiesysteem
Met een referentiesysteem worden posities in een vlak of een ruimte
eenduidig vastgelegd. De opgave van een positie is altijd gerelateerd
aan een vastgelegd punt en wordt door coördinaten beschreven.
In het rechthoekige systeem (cartesiaans systeem) worden drie
richtingen als assen X, Y en Z vastgelegd. De assen staan loodrecht op
elkaar en snijden elkaar in één punt, het nulpunt. Eén coördinaat geeft
de afstand tot het nulpunt in één van deze richtingen aan. Zo wordt
een positie in het vlak door twee coördinaten en in een ruimte door
drie coördinaten beschreven.
Coördinaten die aan het nulpunt zijn gerelateerd, worden absolute
coördinaten genoemd. Relatieve coördinaten zijn gerelateerd aan een
willekeurige, andere positie (referentiepunt) in het
coördinatensysteem. Relatieve coördinatenwaarden worden ook
incrementele coördinatenwaarden genoemd.
90 Programmeren: basisprincipes, bestandsbeheer
Page 91

Referentiesysteem bij freesmachines
+X
+Y
+Z
+X
+Z
+Y
W+
C+
B+
V+
A+
U+
Y
X
Z
Bij de bewerking van een werkstuk op een freesmachine gaat men in
het algemeen uit van het rechthoekige coördinatensysteem. De
afbeelding rechts toont hoe het rechthoekige coördinatensysteem
toegekend wordt aan de machine-assen. De drie-vinger-regel van de
rechterhand dient als ezelsbruggetje: wanneer de middelvinger in de
richting van de gereedschapsas vanaf het werkstuk naar het
gereedschap wijst, dan wijst hij in de richting Z+, de duim in de richting
X+ en de wijsvinger in de richting Y+.
De iTNC 530 kan in totaal maximaal 9 assen besturen. Naast de
hoofdassen X, Y en Z zijn er ook parallelle additionele assen U, V en W.
Rotatie-assen worden met A, B en C aangeduid. De afbeelding
rechtsonder toont de indeling van de additionele assen resp. rotatieassen ten opzichte van de hoofdassen.
3.1 Basisprincipes
HEIDENHAIN iTNC 530 91
Page 92

Poolcoördinaten
X
Y
0°
30
10
CC
PR
PA
1
PA
2
PR
PR
PA
3
X
Z
Y
X
Z
Y
X
Z
Y
Als de maatvoering van de productietekening rechthoekig is, moet het
bewerkingsprogramma ook met rechthoekige coördinaten gemaakt
worden. Bij werkstukken met cirkelbogen of bij hoekmaten is het vaak
eenvoudiger de posities d.m.v. poolcoördinaten vast te leggen.
Poolcoördinaten beschrijven (in tegenstelling tot de rechthoekige
coördinaten X, Y en Z) alleen posities in een vlak. Poolcoördinaten
hebben hun nulpunt in de pool CC (CC = circle centre; Engelse term
voor cirkelmiddelpunt). Een positie in een vlak wordt op die manier
eenduidig bepaald door middel van:
poolcoördinatenradius: de afstand vanaf pool CC tot de positie
3.1 Basisprincipes
poolcoördinatenhoek: hoek tussen de hoekreferentie-as en de lijn
die de pool CC met de positie verbindt
Vastleggen van de pool en de hoekreferentie-as
De pool wordt door twee coördinaten in het rechthoekige
coördinatensysteem in één van de drie vlakken vastgelegd. Daarmee
wordt ook de hoekreferentie-as voor de poolcoördinatenhoek PA
eenduidig bepaald.
Poolcoördinaten (vlak) Hoekreferentie-as
X/Y +X
Y/Z +Y
Z/X +Z
92 Programmeren: basisprincipes, bestandsbeheer
Page 93

Absolute en incrementele werkstukposities
X
Y
2
1
3
10 30 50
10
20
30
X
Y
20
10 10
20
10
10
5
4
6
X
Y
0°
30
10
CC
PR
PA
+IPA
PR
PR
+IPA
+IPR
Absolute werkstukposities
Wanneer de coördinaten van een positie gerelateerd zijn aan het
coördinatennulpunt (oorsprong), worden deze als absolute
coördinaten aangeduid. Elke positie op het werkstuk wordt door
middel van de absolute coördinaten eenduidig bepaald.
Voorbeeld 1: boringen met absolute coördinaten:
Boring 1 Boring 2 Boring 3
X = 10 mm X = 30 mm X = 50 mm
Y = 10 mm Y = 20 mm Y = 30 mm
Incrementele werkstukposities
Incrementele coördinaten zijn gerelateerd aan de laatst
geprogrammeerde positie van het gereedschap, die als relatief
(denkbeeldig) nulpunt dient. Incrementele coördinaten geven bij het
maken van het programma dus de maat tussen de laatste en de
daaropvolgende nominale positie aan, waarmee het gereedschap zich
moet verplaatsen. Derhalve wordt zij ook als kettingmaat aangeduid.
Een incrementele maat wordt gekenmerkt door een "I" vóór de
asaanduiding.
Voorbeeld 2: boringen met incrementele coördinaten
Absolute coördinaten van de boring 4
X = 10 mm
Y = 10 mm
Boring 5, gerelateerd aan 4 Boring 6, gerelateerd aan 5
X = 20 mm X = 20 mm
Y = 10 mm Y = 10 mm
3.1 Basisprincipes
Absolute en incrementele poolcoördinaten
Absolute coördinaten zijn altijd gerelateerd aan de pool en de
hoekreferentie-as.
Incrementele coördinaten zijn altijd gerelateerd aan de laatst
geprogrammeerde positie van het gereedschap.
HEIDENHAIN iTNC 530 93
Page 94

Referentiepunt kiezen
Y
X
Z
MAX
MIN
X
Y
325
320
0
450 900
950
150
-150
750
0
300
±
0,1
21
3 4
7
6
5
Een productietekening geeft een bepaald vormelement van het
werkstuk als absoluut referentiepunt (nulpunt) aan, meestal een hoek
van het werkstuk. Bij het vastleggen van het referentiepunt wordt het
werkstuk eerst ten opzichte van de machine-assen uitgericht en wordt
het gereedschap voor elke as in een bekende positie ten opzichte van
het werkstuk gebracht. Voor deze positie wordt de weergave van de
TNC op nul of op een overeenkomstige positiewaarde vastgelegd.
Daardoor wordt het werkstuk toegekend aan het referentiesysteem
dat voor de TNC-weergave resp. uw bewerkingsprogramma geldt.
Als op de productietekening relatieve referentiepunten staan vermeld,
3.1 Basisprincipes
dan maakt u gewoon gebruik van de cycli voor coördinatenomrekening
(zie gebruikershandboek Cyclusprogrammering, Cycli voor
coördinatenomrekening).
Wanneer de productietekening geen juiste NC-maten heeft, dan
wordt een positie of een hoek van het werkstuk als referentiepunt
gekozen van waaruit de maten van de overige posities op het
werkstuk heel eenvoudig bepaald kunnen worden.
De referentiepunten kunnen met een 3D-tastsysteem van
HEIDENHAIN bijzonder eenvoudig worden vastgelegd. Zie
gebruikershandboek Tastcycli "Referentiepunt vastleggen met 3Dtastsystemen".
Voorbeeld
De schets van het werkstuk toont boringen (1 t/m 4), waarvan de
maatvoering gerelateerd is aan een absoluut referentiepunt met de
coördinaten X=0 Y=0. De boringen (5 t/m 7) zijn gerelateerd aan een
relatief referentiepunt met de absolute coördinaten X=450 Y=750.
Met de cyclus NULPUNTVERSCHUIVING kunt u het nulpunt tijdelijk naar de
positie X=450, Y=750 verschuiven, om de boringen (5 t/m 7) zonder
verdere berekeningen te programmeren.
94 Programmeren: basisprincipes, bestandsbeheer
Page 95

3.2 Programma's openen en
10 L X+10 Y+5 R0 F100 M3
Regelnr.
Baanfunctie
Woorden
Regel
invoeren
Opbouw van een NC-programma in HEIDENHAIN-klaartekst-formaat
Een bewerkingsprogramma bestaat uit een aantal programmaregels.
De afbeelding rechts toont de elementen van een regel.
De TNC nummert de regels van een bewerkingsprogramma in
oplopende volgorde.
De eerste regel van een programma wordt d.m.v. BEGIN PGM, de
programmanaam en de geldende maateenheid gekenmerkt.
De daaropvolgende regels bevatten informatie over:
het onbewerkte werkstuk
gereedschapsoproepen
benaderen van een veiligheidspositie
aanzetten en toerentallen
baanbewegingen, cycli en verdere functies
De laatste regel van een programma wordt d.m.v. END PGM, de
programmanaam en de geldende maateenheid gekenmerkt.
Let op: botsingsgevaar!
HEIDENHAIN adviseert om na de gereedschapsoproep in
principe altijd een veiligheidspositie te benaderen, van
waaruit de TNC zonder botsingsgevaar kan positioneren
voor de bewerking!
Onbewerkt werkstuk definiëren: BLK FORM
Direct na het openen van een nieuw programma moet een
rechthoekig, onbewerkt werkstuk gedefinieerd worden. Om het
onbewerkte werkstuk achteraf te definiëren, moet de toets SPEC FCT
en daarna de softkey BLK FORM worden ingedrukt. Deze definitie
heeft de TNC nodig voor grafische simulaties. De zijden van het
rechthoekige blok mogen niet langer zijn dan 100 000 mm en liggen
parallel aan de assen X,Y en Z. Dit onbewerkte werkstuk wordt door
twee van zijn hoekpunten vastgelegd:
MIN-punt: kleinste X-, Y- en Z-coördinaat van het rechthoekige blok;
absolute waarden invoeren
MAX-punt: grootste X-, Y- en Z-coördinaat van het rechthoekige
blok; absolute of incrementele waarden invoeren
De definitie van het onbewerkte werkstuk is alleen
noodzakelijk, wanneer het programma grafisch moet
worden getest!
3.2 Programma's openen en invoeren
HEIDENHAIN iTNC 530 95
Page 96

Nieuw bewerkingsprogramma openen
Een bewerkingsprogramma moet altijd in de werkstand
Programmeren/bewerken worden ingevoerd. Voorbeeld van het openen
van een programma:
Werkstand Programmeren/bewerken kiezen
Bestandsbeheer oproepen: toets PGM MGT
indrukken
Kies de directory waarin het nieuwe programma moet worden
opgeslagen:
BESTANDSNAAM = ALT.H
Nieuwe programmanaam invoeren en met ENT-toets
bevestigen
Maateenheid kiezen: softkey MM of INCH indrukken.
3.2 Programma's openen en invoeren
De TNC gaat naar het programmavenster en opent de
dialoog voor de definitie van de BLK-FORM (onbewerkt
werkstuk)
SPILAS PARALLEL X/Y/Z?
Spilas invoeren, bijv. Z
DEF BLK-FORM: MIN-PUNT?
Na elkaar X-, Y- en Z-coördinaten van het MIN-punt
invoeren en telkens met de ENT-toets bevestigen
DEF BLK-FORM: MAX-PUNT?
Na elkaar X-, Y- en Z-coördinaten van het MAX-punt
invoeren en telkens met de ENT-toets bevestigen
96 Programmeren: basisprincipes, bestandsbeheer
Page 97

Voorbeeld: weergave van de BLK-Form in het NC-programma
0 BEGIN PGM NIEUW MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 END PGM NIEUW MM
Regelnummers alsmede BEGIN- en END-regels worden automatisch
door de TNC gegenereerd.
Wanneer er geen definitie van het onbewerkte werkstuk
moet worden geprogrammeerd, breekt u de dialoog bij
Spilas parallel X/Y/Z met de DEL-toets af!
De TNC kan de grafische weergave alleen tonen wanneer
de kortste zijde minimaal 50 µm en de langste zijde
maximaal 99 999,999 mm bedraagt.
Programmabegin, naam, maateenheid
Spilas, MIN-punt-coördinaten
MAX-punt-coördinaten
Programma-einde, naam, maateenheid
3.2 Programma's openen en invoeren
HEIDENHAIN iTNC 530 97
Page 98

Gereedschapsverplaatsingen in
20
klaartekstdialoog programmeren
Om een regel te programmeren, moet begonnen worden met een
dialoogtoets. In de kopregel van het beeldscherm vraagt de TNC alle
vereiste gegevens op.
Voorbeeld van een positioneerregel
Regel openen
COÖRDINATEN?
Doelcoördinaat voor X-as invoeren
Doelcoördinaat voor Y-as invoeren en met ENT-toets
naar de volgende vraag
RADIUSCORR.: RL/RR/GEEN CORR.:?
"Geen radiuscorrectie" invoeren en met ENT-toets
naar de volgende vraag
3.2 Programma's openen en invoeren
AANZET F=? / F MAX = ENT
Aanzet voor deze baanbeweging 100 mm/min, met
ENT-toets naar de volgende vraag
ADDITIONELE M-FUNCTIE?
Additionele functie M3 "Spil aan", met ENT-toets
beëindigt de TNC deze dialoog
Het programmavenster toont de regel:
3 L X+10 Y+5 R0 F100 M3
98 Programmeren: basisprincipes, bestandsbeheer
Page 99

Mogelijke aanzetgegevens
Functies voor vastleggen aanzet Softkey
In ijlgang verplaatsen, regelgewijs actief.
Uitzondering: indien vóór APPR-regel
gedefinieerd, dan is FMAX ook actief voor het
benaderen van het hulppunt (zie "Belangrijke
posities bij het benaderen en verlaten" op
bladzijde 207)
Met automatisch berekende aanzet uit de TOOL
CALL-regel verplaatsen
Met geprogrammeerde aanzet (eenheid mm/min
resp. 1/10 inch/min) verplaatsen Bij rotatie-assen
interpreteert de TNC de aanzet in graden/min,
ongeacht of het programma in mm of inch is
geschreven
Met FT wordt in plaats van een snelheid een tijd
in seconden (invoerbereik 0,001 tot 999,999
seconden) gedefinieerd, waarin de verplaatsing
langs de geprogrammeerde weg moet worden
uitgevoerd. FT werkt alleen regelgewijs
Met FMAXT wordt in plaats van een snelheid een
tijd in seconden (invoerbereik 0,001 tot 999,999
seconden) gedefinieerd, waarin de verplaatsing
langs de geprogrammeerde weg moet worden
uitgevoerd. FMAXT werkt alleen bij toetsenborden
waarbij een ijlgang-potentiometer beschikbaar is.
FMAXT werkt alleen regelgewijs
3.2 Programma's openen en invoeren
Aanzet per omwenteling definiëren (eenheid
mm/omw resp. inch/omw). Let op: in inchprogramma's FU niet te combineren met M136
Tandaanzet definiëren (eenheid mm/tand resp.
inch/tand) Het aantal tanden moet in de
gereedschapstabel in de kolom CUT.
gedefinieerd zijn
Functies voor dialoogondersteuning To e t s
Dialoogvraag overslaan
Dialoog voortijdig beëindigen
Dialoog afbreken en wissen
HEIDENHAIN iTNC 530 99
Page 100

Actuele posities overnemen
De TNC biedt de mogelijkheid de actuele gereedschapspositie in het
programma over te nemen, bijv. bij
verplaatsingsregels programmeren
Cycli programmeren
Gereedschappen met TOOL DEF definiëren
Ga als volgt te werk om hiervoor de juiste positiewaarden over te
nemen:
U Invoerveld op de positie in een regel positioneren waar u een positie
wilt overnemen
U Functie Actuele positie overnemen kiezen: de TNC
toont in de softkeybalk de assen waarvan u de
posities kunt overnemen
U As kiezen: de TNC schrijft de actuele positie van de
geselecteerde as in het actieve invoerveld
De TNC neemt in het bewerkingsvlak altijd de coördinaten
van het gereedschapsmiddelpunt over, ook wanneer de
gereedschapsradiuscorrectie actief is.
De TNC neemt in de gereedschapsas altijd de coördinaat
van de gereedschapspunt over en houdt dus altijd
3.2 Programma's openen en invoeren
rekening met de actieve gereedschapslengtecorrectie.
De TNC houdt de softkeybalk voor de askeuze actief totdat
u deze weer uitschakelt door opnieuw de toets "Actuele
positie overnemen" in te drukken. Deze procedure geldt
ook wanneer u de actuele regel opslaat en met de
baanfunctietoets een nieuwe regel opent. Wanneer u een
regelelement selecteert waarin u met de softkey een
invoeralternatief moet kiezen (b.v. de radiuscorrectie), dan
sluit de TNC ook de softkeybalk voor de askeuze.
De functie "Actuele positie overnemen" is niet toegestaan
wanneer de functie "Bewerkingsvlak zwenken" actief is.
100 Programmeren: basisprincipes, bestandsbeheer
 Loading...
Loading...