

Page 1

Pilot
smarT.NC
iTNC 530
NC szoftver
340 490-06, 606 420-01
340 491-06, 606 421-01
340 492-06
340 493-06
340 494-06
Magyar (hu)
9/2010
Page 2

Page 3

A smarT.NC Pilot
... az iTNC 530 smarT.NC üzemmódjának tömör programozási
útmutatója. A programozás és kezelés minden információját az
iTNC 530 Kezelési leírásában találja meg.
Szimbólumok a Pilot-ban
Bizonyos szimbólumokat azért alkalmaznak a Pilotban, hogy
megjelöljék a speciális információkat:
Fontos megjegyzés!
A TNC-t és a szerszámgépet a gyártónak elő kell
készítenie a funkció végrehajtásához!
Figyelmeztetés: veszély a felhasználóra vagy a
gépre nézve!
Vezérlés NC szoftver száma
iTNC 530 340 490-06
iTNC530 HSCI rendszerrel 606 420-01
iTNC 530, export verzió 340 491-06
iTNC 530, export verzió, HSCI
rendszerrel
iTNC 530 Windows XP-vel 340 492-06
iTNC 530 Windows XP-vel, export
verzió
iTNC 530 programozó állomás 340 494-06
606 421-01
340 493-06
A smarT.NC Pilot
3
Page 4

Tartalom
A smarT.NC Pilot ........................................................................................................................................................ 3
Gyors útmutató ........................................................................................................................................................... 5
Alapismeretek ............................................................................................................................................................. 16
Megmunkálási műveletek meghatározása ................................................................................................................. 45
Megmunkálási pozíciók meghatározása .................................................................................................................... 149
Kontúrok meghatározása ........................................................................................................................................... 172
DXF fájlok feldolgozása (szoftver opció) .................................................................................................................... 182
Egységprogram grafikus tesztelése és futtatása ........................................................................................................ 207
4
Page 5

Gyors útmutató
Első alkalommal válassza ki az új üzemmódot és hozzon létre egy új programot
U Válassza a smarT.NC üzemmódot: a TNC a fájlkezelőben
található (lásd a jobb oldali ábrát). Ha a TNC nem a
fájlkezelőben található: nyomja meg a PGM MGT gombot.
U Egy új megmunkáló program írásához nyomja meg az ÚJ
FÁJL funkciógombot. A smarT.NC megnyit egy előugró
ablakot.
U Írjon be egy fájlnevet .HU kiterjesztéssel, majd nyugtázza az
ENT gombbal.
U Nyugtázza a MM (vagy INCH) funkciógombbal, vagy
képernyő gombbal. A smarT.NC létrehoz egy .HU
kiterjesztésű programot a választott mértékegységgel, és
automatikusan beilleszti a programfejléc formátumot. Ez a
formátum tartalmazza a nyers munkadarab számára
meghatározott preset-eket, amik a program maradékára is
érvényesek.
U Válassza az alapértékeket és mentse el a programfejléc
formátumát: nyomja meg az END gombot: most már
meghatározhatja a megmunkálási lépéseket.
Gyors útmutató
5
Page 6

1. példa: Egyszerű fúrási műveletek smarT.NC-ben
50
50
20
M6
¬80
0
0
0
Feladat
Furatkör központozása, fúrás és menetfúrás
Előfeltételek
A következő szerszámokat meg kell határozni a TOOL.T
szerszámtáblázatban:
NC központosítófúró, átmérő: 10 mm
Fúró, átmérő: 5 mm
Menetfúró M6
Gyors útmutató
6
Page 7

Központozás meghatározása
U Illesszen be egy megmunkálási lépést: nyomja meg a
BESZÚRÁS funkciógombot
U Egy megmunkálási lépés beszúrása
U Illessze be a fúrási műveletet: a TNC megjelenít egy
funkciógombsort az elérhető fúrási műveletekkel
U Válassza ki a központozást: a TNC megjeleníti az áttekintő
képernyőt a teljes központozási művelet meghatározásához
U Határozza meg a szerszámot: nyomja meg a KIVÁLASZT
funkciógombot, ekkor a TNC megjeleníti a TOOL.T
szerszámtáblázat tartalmát egy felugró ablakban
U Vigye a jelölőt az NC központosítófúróra a nyílbillentyűkkel,
és lépjen a menübe az ENT gombbal Másik lehetőség, hogy
közvetlenül adja meg a szerszám számát, és nyugtázza a
bevitelt az ENT gombbal
U Adja meg az orsó fordulatszámát, és nyugtázza az ENT
gombbal
U Adja meg a központozási előtolást, és nyugtázza a bevitelt
az ENT gombbal
U Váltson mélység bevitelre a funkciógombbal, és nyugtázza a
bevitelt az ENT gombbal. Adja meg a kívánt mélységet
U Válassza a Pozíció adatlapot a fülek közötti átváltó gombbal
U Váltson a furatkör meghatározásra. Adja meg a furatkör
szükséges adatait, és nyugtázza egyesével azokat az ENT
gombbal
U Mentse el a menüt az END gombbal. A központozási művelet
meghatározása elkészült
Gyors útmutató
7
Page 8

Fúrás meghatározása
U Válassza ki a fúrást: nyomja meg a 205. EGYSÉG
funkciógombot, akkor a TNC megjeleníti a fúrási műveletek
adatlapját
U Határozza meg a szerszámot: nyomja meg a KIVÁLASZT
funkciógombot, ekkor a TNC megjeleníti a TOOL.T
szerszámtáblázat tartalmát egy felugró ablakban
U Vigye a jelölőt az NC fúróra a nyílbillentyűkkel, és lépjen a
menüre az ENT gombbal
U Adja meg az orsó fordulatszámát, és nyugtázza az ENT
gombbal
U Adja meg a fúrási előtolást, és nyugtázza a bevitelt az ENT
gombbal
U Adja meg a fúrás mélységét, és nyugtázza az ENT gombbal
U Adja meg a fogásvételi mélységet, mentse el a menüt az
Gyors útmutató
END gombbal
Nem szükséges a fúrási pozíciók ismételt meghatározása. A
TNC automatikusan alkalmazza az előzőleg meghatározott
pozíciókat, vagyis amik a központozási művelet során lettek
meghatározva.
8
Page 9

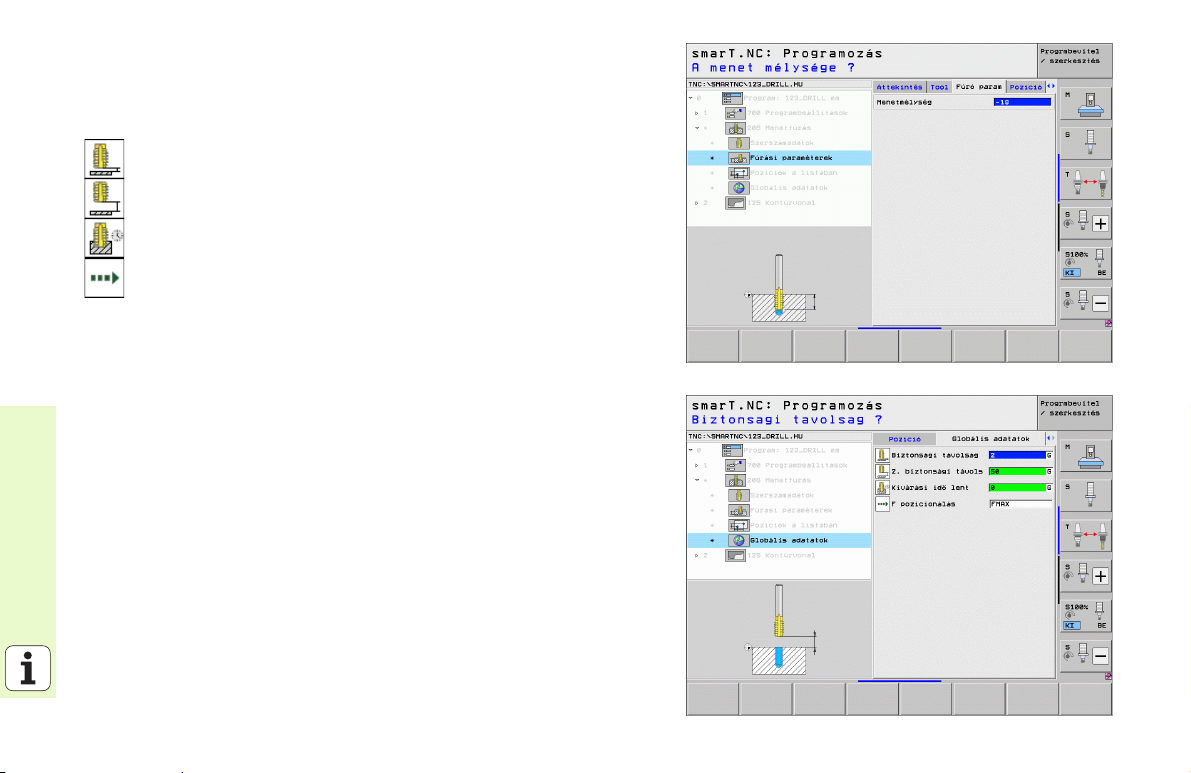
Menetfúrás meghatározása
U Egy szinttel feljebb a VISSZA funkciógombbal
U Illessze be a menetfúrást: nyomja meg a MENET
funkciógombot, ekkor a TNC megjelenít egy
funkciógombsort az elérhető menetfúrási műveletekkel
U Válassza ki a merev menetfúrást: nyomja meg a 209.
EGYSÉG funkciógombot, ekkor a TNC megjeleníti a
menetfúrási műveletek meghatározásának adatlapját
U Határozza meg a szerszámot: nyomja meg a KIVÁLASZT
funkciógombot, ekkor a TNC megjeleníti a TOOL.T
szerszámtáblázat tartalmát egy felugró ablakban
U Vigye a jelölőt a menetfúróra a nyílbillentyűkkel, és lépjen a
menübe az ENT gombbal
U Adja meg az orsó fordulatszámát, és nyugtázza az ENT
gombbal
U Adja meg a menet mélységét, és nyugtázza az ENT gombbal
U Adja meg a menetemelkedést, mentse el a menüt az END
gombbal
Nem szükséges a fúrási pozíciók ismételt meghatározása. A
TNC automatikusan alkalmazza az előzőleg meghatározott
pozíciókat, vagyis amik a központozási művelet során lettek
meghatározva.
Gyors útmutató
9
Page 10

Programteszt
Program futtatása
Gyors útmutató
U Válassza a kezdő funkciógombsort a smarT.NC gombbal
(home funkció)
U Válassza a Programteszt alüzemmódot
U Indítsa el a programtesztet: a TNC elkezdi szimulálni a
meghatározott megmunkálási műveleteket
U Válassza a kezdő funkciógombsort a smarT.NC gombbal
(home funkció) a program vége után
U Válassza a kezdő funkciógombsort a smarT.NC gombbal
(home funkció)
U Válassza a Program futtatása al-üzemmódot
U Indítsa el a programfutást: a TNC elkezdi futtatni a
meghatározott megmunkálási műveleteket
U Válassza a kezdő funkciógombsort a smarT.NC gombbal
(home funkció) a program vége után
10
Page 11

2. példa: Egyszerű marási műveletek smarT.NC-
50
50
15
¬80
20
0
0
0
ben
Feladat
Körzseb nagyolása és simítása szerszámmal
Előfeltételek
A következő szerszámot kell meghatározni a TOOL.T
szerszámtáblázatban:
Végmaró, átmérő: 10 mm
Gyors útmutató
11
Page 12

12
Körzseb meghatározása
U Illesszen be egy megmunkálási lépést: nyomja meg a
BESZÚRÁS funkciógombot
U Egy megmunkálási lépés beszúrása
U Illessze be a zseb megmunkálását: nyomja meg a ZSEBEK/
CSAPOK funkciógombot, ekkor a TNC egy funkciógombsort
jelenít meg az elérhető marási műveletekkel
U Válassza a körzsebet: nyomja meg az EGYSÉG 252
funkciógombot. A TNC megjeleníti a körzseb
megmunkálásához tartozó adatlapot. A megmunkálási
művelet nagyolásra és simításra van beállítva
U Határozza meg a szerszámot: nyomja meg a KIVÁLASZT
funkciógombot, ekkor a TNC megjeleníti a TOOL.T
szerszámtáblázat tartalmát egy felugró ablakban
Gyors útmutató
U Vigye a jelölőt a végmaróra a nyílbillentyűkkel, és lépjen a
menübe az ENT gombbal
U Adja meg az orsó fordulatszámát, és nyugtázza az ENT
gombbal
U Adja meg a fogásvételi előtolást, és nyugtázza az ENT
gombbal
U Adja meg a marási előtolást, és nyugtázza az ENT gombbal
U Adja meg a körzseb átmérőjét, és nyugtázza az ENT
gombbal
U Adja meg a mélységet, a fogásvételi mélységet és az
oldalirányú simítási ráhagyást, és minden esetben
nyugtázza az ENT gombbal
U Adja meg a körzseb középpontjának X és Y koordinátáját, és
minden esetben nyugtázza azokat az ENT gombbal
U Mentse el a menüt az END gombbal. A körzseb művelet
meghatározása elkészült
U Tesztelje és futtassa az újonnan létrehozott programot az
előbbiekben leírtak szerint
Page 13

3. példa: Kontúrmarás smarT.NC-ben
10 80 90
10
0
0
70
90
6x45°
1
2
R8
3
4
5
6
Feladat
Kontúr nagyolása és simítása szerszámmal
Előfeltételek
A következő szerszámot kell meghatározni a TOOL.T
szerszámtáblázatban:
Végmaró, átmérő: 22 mm
Gyors útmutató
13
Page 14

Kontúrmegmunkálás meghatározása
U Illesszen be egy megmunkálási lépést: nyomja meg a
BESZÚRÁS funkciógombot
U Egy megmunkálási lépés beszúrása
U Illessze be a kontúrmegmunkálást: nyomja meg a KONT.
PGM. funkciógombot, ekkor a TNC egy funkciógombsort
jelenít meg az elérhető kontúr műveletekkel
U Válassza az átmenő kontúr megmunkálást: nyomja meg az
EGYSÉG 125 funkciógombot. A TNC megjeleníti a kontúr
művelet menüjét
U Határozza meg a szerszámot: nyomja meg a KIVÁLASZT
funkciógombot, ekkor a TNC megjeleníti a TOOL.T
szerszámtáblázat tartalmát egy felugró ablakban
Gyors útmutató
U Vigye a jelölőt a végmaróra a nyílbillentyűkkel, és lépjen a
menübe az ENT gombbal
U Adja meg az orsó fordulatszámát, és nyugtázza az ENT
gombbal
U Adja meg a fogásvételi előtolást, és nyugtázza az ENT
gombbal
U Adja meg a marási előtolást, és nyugtázza az ENT gombbal
U Adja meg a munkadarab felső élének koordinátáit, a
mélységet, a fogásvételi mélységet és az oldalirányú
simítási ráhagyást, és minden esetben nyugtázza az ENT
gombbal
U Válassza ki a marás típusát, a sugárkorrekciót és a
megközelítés módját a funkciógombokkal, és minden
esetben nyugtázza azokat az ENT gombbal
U Adja meg a megközelítés paramétereit, és minden esetben
nyugtázza azokat az ENT gombbal
14
Page 15
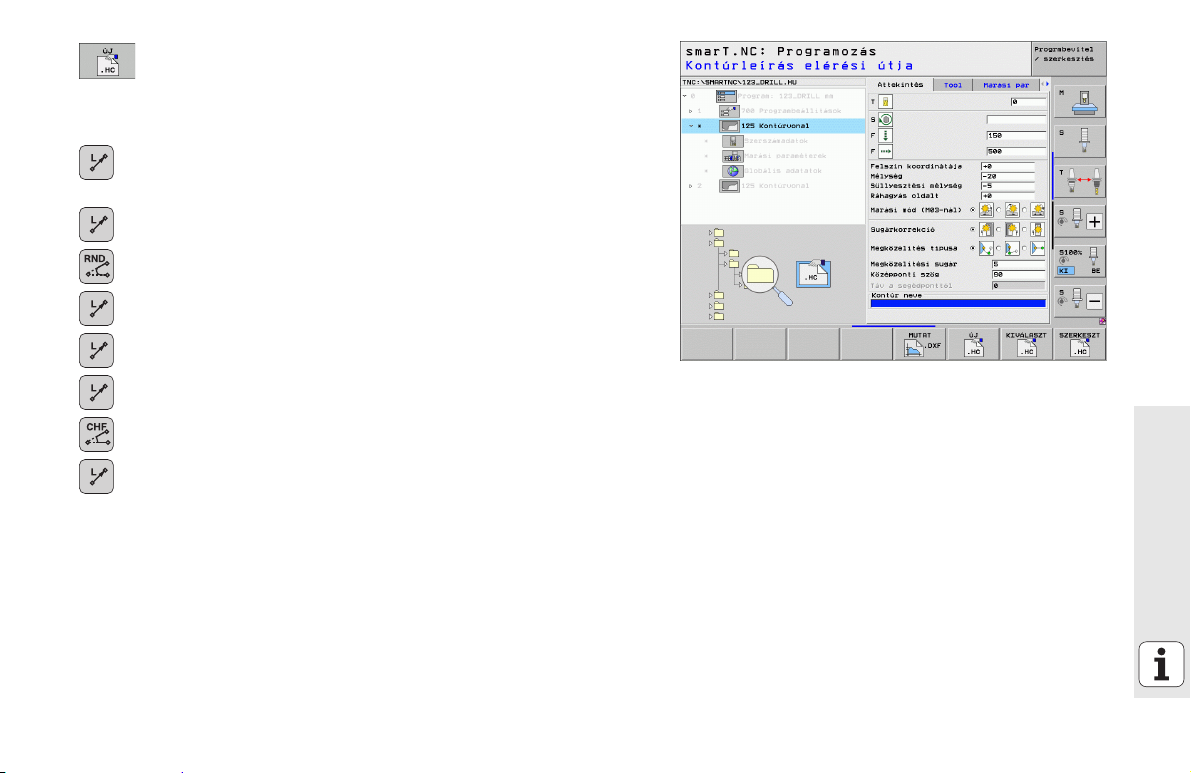
U A Kontúrnév beviteli mező aktív. Hozzon létre egy új
kontúrprogramot: a smarT.NC egy felugró ablakot jelenít
meg a kontúr nevének megadásához. Adja meg a kontúr
nevét, nyugtázza az ENT gombbal. A smarT.NC így
kontúrprogramozás üzemmódban van
U Határozza meg a kontúr kezdőpontjának X és Y
koordinátáját az L gombbal: X=10, Y=10, és mentse el az
END gombbal
U Közelítse meg a 2. pontot az L gombbal: X=90, mentse el az
END gombbal
U Határozzon meg 8 mm-es görbületi sugarat az RND
gombbal, mentse el az END gombbal
U Közelítse meg a 3. pontot az L gombbal: Y=80, mentse el az
END gombbal
U Közelítse meg a 4. pontot az L gombbal: X=90, Y=70,
mentse el az END gombbal
U Közelítse meg az 5. pontot az L gombbal: Y=10, mentse el
az END gombbal
U Határozzon meg 6 mm-es letörést a CHF gombbal, mentse
el az END gombbal
U Közelítse meg a 6. pontot az L gombbal: X=10, mentse el az
END gombbal
U Mentse el a kontúrprogramot az END gombbal: a smarT.NC
most ismét megjeleníti a kontúrmegmunkálás
meghatározása menüt
U Mentse el a teljes kontúrmegmunkálást az END gombbal. A
kontúrmegmunkálás meghatározása elkészült
U Tesztelje és futtassa az újonnan létrehozott programot az
előbbiekben leírtak szerint
Gyors útmutató
15
Page 16

Alapismeretek
Bevezetés a smarT.NC-hez
A smarT.NC segítségével könnyen megírhat strukturált párbeszédes
formátumú programokat külön munkalépésekben (egységek) és
amennyiben kívánja, szerkesztheti azokat a párbeszédes szerkesztővel.
Mivel a párbeszédes program az egyetlen adatbázis a smarT.NC
számára, az adatokat például a párbeszédes szerkesztővel
módosíthatja, és megmutathatja azokat az űrlap nézetben.
Az azonnal átlátható értékbeviteli űrlapok a képernyő jobb oldalán
megkönnyítik a szükséges megmunkálási paraméterek meghatározását,
amelyek egy segítő grafikán ugyancsak megjelennek (a képernyő bal
alsó negyede). A strukturált programfelépítés egy fa-diagramban (a
képernyő bal felső negyede) a munkalépések gyors áttekintését nyújtja
egy alkatrészprogramon belül.
Alapismeretek
A külön és univerzális smarT.NC üzemmód egy alternatívát nyújt a jól
ismert párbeszédes programozáshoz. Mihelyt meghatározott egy
megmunkálási lépést, grafikusan ellenőrizheti azt és/vagy futtathatja az
új üzemmódban.
Párhuzamos programozás
smarT.NC programok létrehozása és szerkesztése más program
futtatásával egy időben is történhet a TNC-n. Egyszerűen váltson a
Programbevitel és szerkesztés üzemmódra, és nyissa meg a kívánt
smarT.NC programot.
Ha a smarT.NC programot a párbeszédes szerkesztővel kívánja
szerkeszteni, akkor válassza a MEGNYITÁS EZZEL funkciót a
fájlkezelőben, majd nyomja meg aPÁRBESZÉD gombot.
16
Page 17

Programok/Fájlok
A TNC fájlokban tárolja a programjait, táblázatait és szövegeit. Egy
fájlmeghatározás két összetevőt tartalmaz:
PROG20 .HU
Fájl neve Fájl típusa
A smarT.NC főleg három fájltípust használ:
Egységprogramok (fájltípus: .HU)
Az egységprogramok olyan párbeszédes programok, melyek két
további elemből épülnek fel: a megmunkálási lépés kezdetéből (XXX
EGYSÉG) és annak végéből (XXX EGYSÉG VÉGE)
Kontúrleírások (fájltípus: .HC)
A kontúrleírások párbeszédes formátumú programok. Csak
pályafunkciókat tartalmazhatnak, amelyek a kontúr leírására
használhatók a munkasíkban. A következő elemek engedélyezettek: L,
C CC-vel, CT-vel, CR-rel, RND-vel, CHF-fel, valamint az FPOL, FL,
FLT, FC és FCT elemek az FK szabad kontúr programozáshoz.
Ponttáblázatok (fájltípus: .HP)
A smarT.NC ponttáblázatokba menti azokat a megmunkálási
pozíciókat, amelyeket a nagy teljesítményű pontmintázat-generátor
használatával határozott meg
Alapértelmezésként a smarT.NC minden fájlt automatikusan
a TNC:\smarT.NC könyvtárba ment el. De bármely más
könyvtár is megadható.
Fájlok a TNC-ben Típus
Programok
HEIDENHAIN formátumban
DIN/ISO formátumban
smarT.NC fájlok
Strukturált egységprogramok
Kontúrleírások
Ponttáblázatok megmunkálási
pozíciókhoz
Táblázatok
Szerszámokhoz
Szerszámcserélőkhöz
Palettákhoz
Nullapontokhoz
Presetekhez (referenciapontokhoz)
Forgácsolási adatokhoz
Forgácsolási anyagokhoz, munkadarab
anyagokhoz
Szöveg
ASCII fájlokként
Súgó fájlokként
Rajzadatok
DXF fájlokként .DXF
.H
.I
.HU
.HC
.HP
.T
.TCH
.P
.D
.PR
.CDT
.TAB
.A
.CHM
Alapismeretek
17
Page 18

Az új üzemmód első ízben történő választása
U Válassza a smarT.NC üzemmódot: a TNC fájlkezelője
megjelenik
U Válassza ki a meglévő példaprogramok egyikét a
nyílbillentyűkkel és nyomja meg az ENTER gombot, vagy
U Egy új megmunkáló program írásához nyomja meg az ÚJ
FÁJL funkciógombot. A smarT.NC megnyit egy előugró
ablakot
U Írjon be egy fájlnevet .HU kiterjesztéssel, majd nyugtázza az
ENT gombbal
U Nyugtázza a MM (vagy INCH) funkciógombbal vagy
képernyőgombbal. A smarT.NC létrehoz egy .HU
kiterjesztésű programot a választott mértékegységgel, és
automatikusan beszúrja a programfejléc formátumot
Alapismeretek
U A programfejléc formátum adatai kötelezőek, mivel azok
általánosan érvényesek a teljes megmunkáló programban.
Az alapértelmezés szerinti értékek belsőleg vannak
meghatározva. Amennyiben szükséges, módosítsa az
adatokat és mentse el azokat az END gombbal
U A megmunkálási lépések meghatározásához nyomja meg a
SZERKESZT funkciógombot a kívánt megmunkálási lépés
kiválasztásához
18
Page 19

Fájlkezelés a smarT.NC-vel
Ahogy azt korábban említettük, a smarT.NC három fájltípust különböztet
meg: az egységprogramokat (.HU), a kontúrleírásokat (.HC) és a
ponttáblázatokat (.HP). Ez a három fájltípus választható és szerkeszthető
a smarT.NC üzemmód fájlkezelőjével. A kontúrleírások és ponttáblázatok
szintén szerkeszthetők, ha éppen egy megmunkálási egységet határoz
meg.
DXF fájlokat is megnyithat a smarT.NC-ből annak érdekében, hogy
azokból kibontsa a kontúrleírásokat (.HC fájlok) és a megmunkálási
pozíciókat (.HP fájlok) (szoftver opció).
A fájlkezelő a smarT.NC-ben teljes mértékben irányítható egérrel. Az
egérrel még a fájlkezelőn belüli ablakok méretét is megváltoztathatja.
Kattintson a vízszintes vagy a függőleges határvonalra, majd húzza a
kívánt pozícióba az egérrel.
Alapismeretek
19
Page 20

A fájlkezelő előhívása
U A fájlkezelő kiválasztásához nyomja meg a PGM MGT gombot: a TNC
megjeleníti a fájlkezelő ablakot (a jobb oldali ábra az alapbeállítást
mutatja). Ha a TNC ettől eltérő képernyőfelosztást mutat, nyomja meg
az ABLAK funkciógombot a második funkciógombsorban)
A felső ablak a bal oldalon az elérhető meghajtókat és könyvtárakat
mutatja. A meghajtók jelölik azokat az eszközöket, amelyek az adatok
tárolását vagy átvitelét végzik. A meghajtó lehet a TNC merevlemeze, a
hálózaton keresztül csatlakozó könyvtárak, vagy USB eszközök. Egy
könyvtár mindig felismerhető a mappa jelről bal oldalt és a könyvtár
nevéről jobb oldalt. Alkönyvtárak a forráskönyvtártól jobbra és azok alatt
jelennek meg. A mappa szimbólum előtti jobbra mutató háromszög jelzi,
hogy további alkönyvtárak vannak, melyeket a jobb nyílbillentyűvel lehet
előhívni.
Az alsó ablak a bal oldalon egy előnézetet mutat a fájl tartalmáról, ha egy
Alapismeretek
.HP vagy .HC fájl van kijelölve.
20
Page 21

A jobb oldali széles ablakban a kiválasztott könyvtárban lévő összes tárolt
fájl látható. Minden fájl további információkkal jelenik meg, lásd az alábbi
táblázatot.
Kijelzés Jelentés
Fájlnév Fájl neve, legfeljebb 25 karakter
Típus Fájl típusa
Méret Fájl mérete byte-ban
Módosítva Az utolsó módosítás dátuma és ideje
Állapot Fájl tulajdonságai:
E: a program ki van választva a Programbevitel
és szerkesztés üzemmódban.
S: a program ki van választva a Programteszt
üzemmódban.
M: a program ki van választva a Programfutás
üzemmódban.
P: a fájl szerkesztés és törlés ellen védve van.
+: függő fájlok léteznek (struktúra fájlok,
szerszámhasználati fájlok)
Alapismeretek
21
Page 22

Meghajtók, könyvtárak és fájlok kiválasztása
Hívja elő a fájlkezelőt
A nyílbillentyűkkel vagy a funkciógombokkal tudja a kijelölést a kívánt
helyre mozgatni a képernyőn:
A bal oldali ablakból a jobb oldali ablakba mozgatja a
kijelölést, és fordítva
Felfelé vagy lefelé mozgatja a kijelölést az ablakon belül
Alapismeretek
Egy oldallal feljebb vagy lejjebb mozgatja a kijelölést az
ablakban
22
Page 23

1. lépés: Meghajtó kiválasztása
Mozgassa a kijelölést a kívánt meghajtóra a bal oldali ablakban:
Egy meghajtó kiválasztásához nyomja meg a
KIVÁLASZT funkciógombot, vagy
Nyomja meg az ENT gombot
2. lépés: Könyvtár kiválasztása
Mozgassa a kijelölést a kívánt könyvtárra a bal oldali ablakban – a jobb
oldali ablakban automatikusan megjelenik az összes fájl, ami az adott
könyvtárban van tárolva
Alapismeretek
23
Page 24

3. lépés: Fájl kiválasztása
Nyomja meg a TÍPUS KIVÁLASZTÁSA funkciógombot
Nyomja meg a funkciógombot a kívánt fájltípushoz, vagy
Nyomja meg a MINDENT MUTAT funkciógombot az
összes fájl kijelzéséhez, vagy
Mozgassa a kijelölést a kívánt fájlra a jobb oldali ablakban:
Alapismeretek
Nyomja meg a KIVÁLASZT funkciógombot, vagy
Nyomja meg az ENT gombot: a TNC megnyitja a
kiválasztott fájlt
Ha a billentyűzeten ír be egy nevet, akkor a TNC a beírt
karakterekhez igazítja a jelölőt, így könnyebben találhatja
meg a fájlt.
24
Page 25

Új könyvtár létrehozása
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Válassza ki a könyvtárszerkezetet a bal nyílbillentyűvel.
U Válassza ki a TNC:\ meghajtót, ha új főkönyvtárat akar létrehozni, vagy
válasszon egy már létező könyvtárat, ha új alkönyvtárat akar létrehozni
benne
U Adja meg az új könyvtár nevét, és nyugtázza az ENT gombbal. A
smarT.NC ezután egy felugró ablakot jelenít meg, amivel az új elérési
útvonalat kell nyugtáznia
U Nyomja meg az ENT vagy az Igen gombot a nyugtázáshoz. Az eljárás
visszavonásához nyomja meg az ESC vagy a Nem gombot
Új programot az ÚJ KÖNYVTÁR funkciógombbal is
létrehozhat. Ezután adja meg a könyvtár nevét a felugró
ablakban, és nyugtázza az ENT gombbal.
Új fájl létrehozása
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Válassza ki az új fájl típusát az előzőleg leírtak szerint.
U Írjon be egy fájlnevet kiterjesztés nélkül, és nyugtázza az ENT gombbal
U Nyugtázza a MM (vagy INCH) funkciógombbal vagy képernyőgombbal.
A smarT.NC létrehoz egy fájlt a választott mértékegységgel. Az eljárás
visszavonásához nyomja meg az ESC vagy a Mégse gombot
Új fájlt az ÚJ FÁJL funkciógombbal is létrehozhat. Ezután
adja meg a fájl nevét a felugró ablakban, és nyugtázza az
ENT gombbal.
Alapismeretek
25
Page 26

Fájlok másolása azonos könyvtárba
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Jelölje ki a nyílbillentyűkkel a másolni kívánt fájlt.
U Nyomja meg a MÁSOLÁS funkciógombot . A smarT.NC megnyit egy
felugró ablakot
U Írja be a célfájl nevét a fájltípus nélkül, és nyugtázza az ENT gombbal
vagy az OK gombbal. A smarT.NC egy új, azonos típusú fájlba másolja
a kiválasztott fájl tartalmát. Az eljárás visszavonásához nyomja meg az
ESC vagy a Mégse gombot
U Ha a fájlt egy másik könyvtárba szeretné másolni, akkor nyomja meg
az útvonalválasztás funkciógombját, válassza ki a kívánt könyvtárat a
felugró ablakban, és nyugtázza az ENT vagy az OK gombbal
Alapismeretek
26
Page 27

Fájlok másolása egy másik könyvtárba
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Jelölje ki a nyílbillentyűkkel a másolni kívánt fájlt
U Válassza ki a második funkciógombsort, és nyomja meg az ABLAK
funkciógombot a TNC képernyőjének felosztásához
U Vigye a jelölőt a bal oldali ablakba a bal nyílbillentyűvel
U Nyomja meg az ÚTVONAL funkciógombot . A smarT.NC megnyit egy
felugró ablakot
U A felugró ablakban válassza ki azt a könyvtárat, ahova másolni akarja
a fájlt, és nyugtázza az ENT vagy az OK gombbal
U Vigye a jelölőt a jobb oldali ablakba a jobb nyílbillentyűvel
U Nyomja meg a MÁSOLÁS funkciógombot . A smarT.NC megnyit egy
felugró ablakot
U Ha szükséges, adja meg a célfájl új fájlnevét a fájltípus nélkül, és
nyugtázza az ENT gombbal vagy az OK gombbal. A smarT.NC egy új,
azonos típusú fájlba másolja a kiválasztott fájl tartalmát. Az eljárás
visszavonásához nyomja meg az ESC vagy a Mégse gombot
Ha több fájlt akar egyszerre másolni, válassza ki azokat az
egérgombbal. Nyomja meg a CTRL gombot, és válassza ki a
kívánt fájlt.
Alapismeretek
27
Page 28

Fájl törlése
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Jelölje ki a nyílbillentyűkkel a törölni kívánt fájlt.
U Válassza a második funkciógombsort.
U Nyomja meg a TÖRLÉS funkciógombot . A smarT.NC megnyit egy
felugró ablakot.
U A kiválasztott fájl törléséhez nyomja meg az ENT vagy az Igen gombot.
A törlési eljárás visszavonásához nyomja meg az ESC vagy a Nem
gombot
Fájl átnevezése
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Jelölje ki a nyílbillentyűkkel az átnevezni kívánt fájlt.
U Válassza a második funkciógombsort
Alapismeretek
U Nyomja meg az ÁTNEVEZÉS funkciógombot: a smarT.NC megnyit egy
felugró ablakot
U Írja be az új fájlnevet és nyugtázza a bevitelt az ENT vagy az OK
gombbal. Az eljárás visszavonásához nyomja meg az ESC vagy a
Mégse gombot
28
Page 29

Fájlvédelem / Fájlvédelem törlése
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Jelölje ki a nyílbillentyűkkel a védeni kívánt fájlt, vagy amelyiknek a
védelmét meg akarja szüntetni.
U Válassza a harmadik funkciógombsort.
U Nyomja meg a TÖRLÉS funkciógombot: a smarT.NC megnyit egy
felugró ablakot
U Nyomja meg a TOVÁBBI FUNKCIÓK funkciógombot
U A kiválasztott fájl védelméhez: nyomja meg a VÉDELEM
funkciógombot. A fájlvédelem visszavonásához: nyomja meg a NINCS
VÉDELEM funkciógombot.
Egy fájl kiválasztása a 15 utoljára használt fájlból
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Nyomja meg az UTOLSÓ FÁJLOK funkciógombot. A smarT.NC
megjeleníti az utolsó 15 fájlt, amelyet a smarT.NC üzemmódban
kiválasztott.
U Jelölje ki a nyílbillentyűkkel a kiválasztani kívánt fájlt.
U Nyomja meg az ENT gombot a fájl kiválasztásához.
Alapismeretek
29
Page 30

Könyvtárak frissítése
Ha külső adathordozón dolgozik, szükség lehet a könyvtárszerkezet
frissítésére:
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Válassza ki a könyvtárszerkezetet a bal nyílbillentyűvel
U Nyomja meg a SZERKEZET FRISSÍTÉSE funkciógombot: a TNC
frissíti a könyvtárszerkezetet
Fájlok sorbarendezése
Használja az egeret a fájlok sorbarendezése funkció végrehajtásához. A
fájlokat sorbarendezheti név, típus, méret, módosítás dátuma és fájl
állapot szerint, növekvő vagy csökkenő sorrendben:
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Kattintson az egérrel annak az oszlopnak a fejlécére, ami szerint
Alapismeretek
azokat rendezni kívánja. Az oszlop fejlécében egy háromszög jelzi a
sorbarendezés irányát. Kattintson ismét a fejlécre a sorrend
megfordításához.
30
Page 31

A fájlkezelő alkalmazása
A fájlkezelő alkalmazásához nyissa meg a menüt az elérési útra
kattintással vagy funkciógombokkal:
U Válassza a fájlkezelőt: nyomja meg a PGM MGT gombot
U Válassza a harmadik funkciógombsort
U Nyomja meg a TOVÁBBI FUNKCIÓK funkciógombot
U Nyomja meg az OPCIÓK funkciógombot: a TNC megjelenít egy menüt
a fájlkezelő alkalmazásához
U A nyílbillentyűkkel mozgassa a jelölőt a kívánt beállításra
U Aktiválja vagy deaktiválja a kívánt beállítást a szóközzel
A fájlkezelőt az alábbiak szerint alkalmazhatja:
Könyvjelzők
A kedvenc könyvtárak kezeléséhez könyvjelzőket használhat. Az
aktuális könyvtárat hozzáadhatja a listához vagy törölheti a listából,
vagy törölheti az összes könyvjelzőt. Az összes hozzáadott könyvtár
megjelenik a könyvjelző listában, így gyorsabban elérheti azokat a
kiválasztáshoz
Nézet
A Nézet menüben meghatározhatja az információ típusát, amit a TNC
a fájl ablakban megjelenít
Dátum formátum
A Dátum formátum menüben meghatározhatja a formátumot, amiben a
TNC megjeleníti a dátumot a Módosítva oszlopban
Beállítás
Ha a kurzor a könyvtárszerkezetben van: határozza meg, hogy a TNC
váltson-e ablakot a jobb nyílbillentyű lenyomására, vagy egy
alkönyvtárat nyisson meg
Alapismeretek
31
Page 32

Navigálás a smarT.NC-ben
A smarT.NC fejlesztésénél gondot fordítottak annak biztosítására, hogy a
párbeszédes programozásból ismert működtető gombok (ENT, DEL,
END, ...) használata közel azonos legyen az új üzemmódban. A gombok
funkciói az alábbiak:
Funkció, amikor a fa nézet aktív (képernyő bal oldala) Gomb
Űrlap aktiválása adatok beviteléhez vagy módosításához
Szerkesztés lezárása: a smarT.NC automatikusan behívja
a fájlkezelőt
Kiválasztott megmunkálási lépés (teljes egység) törlése
Alapismeretek
Pozíció kijelölése a következő/megelőző megmunkálási
lépéshez
A részletes adatlap szimbólumainak megjelenítése fa
nézetben, ha egy jobbra mutató nyíl látható a fa nézet
szimbólum előtt, vagy átkapcsolás az adatlapra, ha a
részletes nézetet már megnyitották
A részletes adatlapok szimbólumainak elrejtése fa
nézetben, ha egy lefelé mutató nyíl látható a fa nézet
szimbólum előtt
32
Page 33

Funkció, amikor a fa nézet aktív (képernyő bal oldala) Gomb
Ugrás az előző oldalra
Ugrás a következő oldalra
Ugrás a fájl elejére
Ugrás a fájl végére
Funkció, amikor az adatlap aktív (képernyő jobb
oldala)
Következő beviteli mező kiválasztása
Az adatlap szerkesztésének lezárása: a smarT.NC elment
minden módosított adatot
Az adatlap szerkesztésének visszavonása: a smarT.NC
nem menti a módosított adatokat
Pozíció kijelölése a következő/előző beviteli mezőhöz vagy
elemhez
Állítsa a kurzort az aktív beviteli mezőbe az értékek egyes
részeinek módosításához, vagy ha egy opció mező aktív:
válassza ki a következő/előző opciót
Gomb
Alapismeretek
33
Page 34

Funkció, amikor az adatlap aktív (képernyő jobb
oldala)
Egy már beírt számérték visszaállítása 0-ra
Az aktív beviteli mező teljes tartalmának törlése
Kiegészítésül, a TE 530 B kezelőpulton három új gomb van, amikkel
gyorsabban navigálhat az adatlapokon belül:
Gomb
34
Funkció, amikor az adatlap aktív (képernyő jobb
oldala)
Következő rész-adatlap kiválasztása
Alapismeretek
Az első beviteli paraméter kiválasztása a következő
keretben
Az első beviteli paraméter kiválasztása az előző keretben
Gomb
Page 35

Kontúrok szerkesztésekor a kurzort a narancssárga tengely gombokkal is
mozgathatja úgy, hogy a megadott koordináta azonos legyen a
párbeszédes bevitellel. Ugyancsak átkapcsolhat az abszolút és
inkrementális, ill. a derékszögű és polárkoordináta-rendszerben végzett
programozás között a megfelelő hagyományos gombokkal.
Funkció, amikor az adatlap aktív (képernyő jobb
oldala)
X tengely beviteli mező kiválasztása
Y tengely beviteli mező kiválasztása
Z tengely beviteli mező kiválasztása
Átkapcsolás az inkrementális és abszolút beviteli mód
között
Átkapcsolás a derékszögű és polárkoordinátás bevitel
között
Gomb
Alapismeretek
35
Page 36

Képernyőfelosztás szerkesztéskor
1
1
2
1
3
1
4
1
4.114.214.314.4
1
5
1
1
2
131
4
1
4.5
1
5
A smarT.NC módban a szerkesztés közbeni képernyőfelosztás függ az
aktuálisan szerkesztésre választott fájl típusától.
Egységprogramok szerkesztése
1 Fejléc: üzemmód szöveg, hibaüzenetek
2 Aktív háttér-üzemmód
3 Fa-nézet, amelyben a meghatározott megmunkálási egységek
strukturált formátumban látszanak
4 Beviteli ablak a különböző beviteli paraméterekkel. A megmunkálási
lépéstől függően legfeljebb 5 adatlap lehetséges:
4.1: Áttekintő adatlap
A paraméterek bevitele az áttekintő adatlapba elegendő az
Alapismeretek
aktuális megmunkálási lépés alapvető funkcióinak
végrehajtásához. Az áttekintő adatlap adatai a legfontosabb
adatok kivonatát jelentik, amelyeket a részletes adatlapokba
szintén be lehet írni
4.2: Szerszám részletes adatlap
További szerszám-specifikus adatok bevitele
4.3: Opcionális paraméterek részletes adatlapja
További opcionális megmunkálási paraméterek bevitele
4.4: Pozíciók részletes adatlapja
További megmunkálási pozíciók bevitele
4.5: Globális adatok részletes adatlapja
Globálisan érvényes adatok jegyzéke
5 Támogató grafikus ablak, amelyben az adatlap pillanatnyilag aktív
beviteli paramétere van megjelenítve
36
Page 37

Megmunkálási pozíciók szerkesztése
1
1
2
1314151
6
1 Fejléc: üzemmód szöveg, hibaüzenetek
2 Aktív háttér-üzemmód
3 Fa nézet, amelyben a meghatározott megmunkálási mintázatok
strukturált formában látszanak
4 Adatlap ablak a különböző beviteli paraméterekkel
5 Támogató grafikus ablak, amelyben a pillanatnyilag aktív beviteli
paraméter van megjelenítve
6 Grafikus ablak, amelyben a programozott megmunkálási pozíciók
jelennek meg, közvetlenül az adatlap mentése után
Alapismeretek
37
Page 38

Kontúrok szerkesztése
1
1
2
1
3
1
4
1
4.1
1
4.214.3
151
6
1 Fejléc: üzemmód szöveg, hibaüzenetek
2 Aktív háttér-üzemmód
3 Fa nézet, amelyben a kontúrelemek strukturált formában látszanak
4 Beviteli ablak a különböző beviteli paraméterekkel. Az FK
programozás maximum négy adatlapot tartalmazhat:
4.1: Áttekintő adatlap
A leggyakrabban használt beviteli lehetőségeket tartalmazza
4.2: 1. részletes adatlap
Segédpontok (FL/FLT) és köradatok (FC/FCT) beviteli
lehetőségeit tartalmazza
4.3: 2. részletes adatlap
Relatív referenciapontok (FL/FLT) és segédpontok (FC/FCT)
Alapismeretek
beviteli lehetőségeit tartalmazza
4.4: 3. részletes adatlap
Csak FC/FCT esetén áll rendelkezésre, a relatív hivatkozások
beviteli lehetőségeit tartalmazza
5 Támogató grafikus ablak, amelyben a pillanatnyilag aktív beviteli
paraméter van megjelenítve
6 Grafikus ablak, amelyben a programozott kontúrok jelennek meg,
közvetlenül az adatlap mentése után
38
Page 39

DXF fájlok megjelenítése
1
1
2
131
4
1 Fejléc: üzemmód szöveg, hibaüzenetek
2 Aktív háttér-üzemmód
3 Rétegek vagy már kiválasztott kontúrelemek vagy pozíciók a DXF
fájlban
4 Rajz ablak, amelyben a smarT.NC megjeleníti a DXF fájl tartalmát
Alapismeretek
39
Page 40

Egér használata
Az egér használata szintén nagyon egyszerű. Jegyezze meg az alábbi
sajátosságokat:
Az egér Windows-ból ismert tulajdonságain túlmenően a smarT.NC
funkciógombjaira is rákattinthat az egérrel
Ha több funkciógombsor létezik (a közvetlenül a funkciógombok fölött
látható vonalakkal ábrázolva), a megfelelő vonal megnyomásával
aktiválhat egy sort
Fa nézetben kattintson a jobbra mutató nyílra a részletes adatlapok
megjelenítéséhez, a lefelé mutató nyílra pedig azok ismételt
elrejtéséhez
Egy adatlapon belüli érték módosításához kattintson bármely beviteli
mezőre vagy opciós mezőre, és a smarT.NC automatikusan átkapcsol
szerkesztési módba
Alapismeretek
Ismételt kilépés az adatlapról (a szerkesztési mód befejezése):
kattintson bárhova a fa nézetben. Ekkor a smarT.NC rákérdez, hogy
mentse-e az adatlap módosításait
Ha az egeret az ablak bármely eleme fölé állítja, a smarT.NC
megjelenít egy buborékot. A buborék rövid információt tartalmaz az
elem vonatkozó funkciójáról
40
Page 41

Egységek másolása
Könnyen másolhatja az egyes megmunkálási egységeket az ismert
Windows billentyűkombinációkkal:
Ctrl+C az egység másolásához
Ctrl+X az egység kivágásához
Ctrl+V az egység beillesztéséhez az aktív egység mögé
Ha egyszerre kettő vagy több egységet kíván másolni, járjon el a
következőképpen:
U Válassza ki a funkciógombsorban a felső szintet
U Válassza ki a nyílbillentyűk vagy az egér segítségével az
első másolandó egységet
U Aktiválja a kijelölő funkciót
U Válasszon ki minden másolandó egységet a nyílbillentyűkkel
vagy a KÖVETKEZŐ BLOKK KIJELÖLÉSE funkciógombbal
U Másolja a kijelölt blokkot a vágólapra (a Ctrl+C
kombinációval is megteheti)
U Válassza ki a nyílbillentyűkkel vagy funkciógombbal a
közvetlenül a másolt blokk kívánt beillesztési pontja előtti
egységet
U Illessze be a blokkot a vágólapról (a Ctrl+V kombinációval is
megteheti)
Alapismeretek
41
Page 42

Szerszámtáblázat szerkesztése
A TOOL.T szerszámtáblázat a smarT.NC üzemmód kiválasztása után
azonnal szerkeszthető. A TNC adatlapokba strukturáltan jeleníti meg a
szerszámadatokat. A szerszámtáblázatban történő navigálás azonos a
smarT.NC többi részével (lásd „Navigálás a smarT.NC-ben”, 32. oldal).
A szerszámadatok a következő csoportokba vannak strukturálva:
Áttekintés fül:
A leggyakrabban használt szerszámadatok összegzése, mint pl.
szerszámnév, hossz és sugár
További adatok fül:
A speciális alkalmazásokhoz szükséges további szerszámadatok
További adatok fül:
Testvérszerszámok kezelése és további kiegészítő szerszámadatok
Tapintó fül:
Alapismeretek
3D-s tapintók és szerszámtapintók adatai
PLC fül:
A szerszámgép és a TNC illesztéséhez szükséges és a gépgyártó által
meghatározott adatok
CDT fül:
Adatok a forgácsolási adatok automatikus számításához
42
Page 43

Tekintse át a szerszámadatok részletes leírását a
Párbeszédes programozás Kezelési leírásában.
A TNC által alkalmazott szerszámtípust egy szimbólum jelöli
a fa nézetben. Ezenfelül a TNC a megadott szerszámnevet is
megjeleníti a fa nézetben.
A megfelelő füleken a smarT.NC nem jeleníti meg a gépi
paramétereken keresztül deaktivált szerszámadatokat.
Ebben az esetben egy vagy több fül nem lesz látható.
Alapismeretek
43
Page 44

MOD funkció
A MOD funkciók további beviteli és kijelzési lehetőségeket biztosítanak.
MOD funkciók kiválasztása
U Nyomja meg a MOD gombot, ekkor a TNC megjeleníti a
smarT.NC üzemmód lehetséges beállításait
Beállítások megváltoztatása
U Válassza ki a kívánt MOD funkciót a megjelenő menüben a
nyílbillentyűk segítségével
Három lehetőség van a beállítások megváltoztatására, a választott
funkciótól függően:
Számértékek közvetlen megadása, pl. munkatér meghatározásához
Beállítás megváltoztatása az ENT gomb megnyomásával, pl.
programbevitel beállítása
Alapismeretek
Beállítás megváltoztatása a kiválasztó ablakban. Ha egynél több
beállítási lehetőség áll rendelkezésre, a GOTO gomb megnyomásával
megjeleníthet egy ablakot az adott lehetőségek listájával. Válassza ki a
kívánt beállítást a megfelelő numerikus billentyű lenyomásával (a
kettősponttól balra), vagy használja a nyílbillentyűket és nyugtázza az
ENT gombbal. Amennyiben nem kívánja megváltoztatni a
beállításokat, zárja be az ablakot az END gombbal
Kilépés a MOD funkciókból
U A MOD funkciókból való kilépéshez nyomja meg az END gombot vagy
az END funkciógombot
44
Page 45

Megmunkálási műveletek
1
1
121
3
meghatározása
Alapismeretek
A megmunkálási műveleteket a smarT.NC-ben alapvetően
megmunkálási lépésenként (egységként) határozzák meg, amelyek
rendszerint különböző párbeszédes programozású blokkokat
tartalmaznak. A smarT.NC automatikusan létrehozza a párbeszédes
mondatokat egy .HU fájlban a háttérben (HU: HEIDENHAIN Unit program
= Heidenhain egységprogram), ami egy normál párbeszédes
programnyelvre hasonlít.
A tényleges megmunkálási műveletet egy a TNC-n rendelkezésre álló
ciklus végzi. A paramétereket az adatlapokon található beviteli mezők
segítségével lehet meghatározni.
Egy megmunkálási lépést meghatározhat néhány adat beírásával az
áttekintő adatlapon 1 (lásd a jobb felső ábrát). A smarT.NC ekkor az
alapvető funkciókkal hajtja végre a műveletet. További megmunkálási
adatok beviteléhez rendelkezésre állnak a részletes adatlapok (2). A
részletes adatlapokba bevitt adatokat a TNC automatikusan
összehangolja az áttekintő adatlappal, így nem kell azokat kétszer
beírnia. Az alábbi részletes adatlapok állnak rendelkezésre:
Szerszámok részletes adatlapja (3)
A szerszámok részletes adatlapján további szerszám-specifikus
adatokat lehet beírni, például a hossz és sugár delta-értékeit vagy az M
funkciókat.
Megmunkálási műveletek
meghatározása
45
Page 46

Opcionális paraméterek részletes adatlapja (4)
141
5
Az opcionális paraméterek részletes adatlapján további megmunkálási
paramétereket határozhat meg, amelyek nincsenek feltüntetve az
áttekintő adatlapon, például a fúrási fogásvétel csökkentését vagy a
zsebmarás pozícióit.
Pozíciók részletes adatlapja (5)
A pozíciók részletes adatlapján további megmunkálási pozíciókat
határozhat meg, ha az áttekintő adatlapon szereplő három
megmunkálási hely nem elegendő. Ha a megmunkálási pozíciókat
ponttáblázatokban határozza meg, akkor mind az áttekintő adatlap,
mind a pozíciók részletes adatlapja csak a ponttáblázat-fájlok nevét
tartalmazza (lásd „Megmunkálási pozíciók meghatározása”, 149. oldal)
Megmunkálási műveletek
meghatározása
46
Page 47

Globális adatok részletes adatlapja (6)
1
6
A program fejlécben meghatározott globálisan érvényes megmunkálási
paraméterek a globális adatok részletes adatlapján vannak felsorolva.
Amennyiben szükséges, ezeket a paramétereket minden egységhez
lokálisan módosíthatja.
Megmunkálási műveletek
meghatározása
47
Page 48

Program beállítások
Egy új programegység létrehozása után a smarT.NC automatikusan
beilleszti a 700. egység program beállításokat.
A 700. egység program beállítások szerepeljen a programban,
különben a smarT.NC nem képes végrehajtani a programot.
A program beállításoknál az alábbi adatokat kell meghatározni:
A nyersdarab meghatározása a munkasík meghatározásához és a
grafikus szimulációhoz.
Opciók a használandó munkadarab preset és nullaponttáblázat
kiválasztásához
Globális adatok, amelyek a teljes programban érvényesek. A globális
Megmunkálási műveletek
meghatározása
adatokhoz a smarT.NC automatikusan hozzárendel alapértelmezési
értékeket. Ezek bármikor módosíthatók
Ne feledje, hogy a program beállítások későbbi módosításai
az egész megmunkáló programot érinthetik, és ennek
következtében jelentősen megváltoztathatják a
megmunkálási eljárást.
48
Page 49

Globális adatok
A globális adatok hat csoportba oszthatók:
Mindenütt érvényes globális adatok
Csak a kiesztergálási és fúrási műveleteknél érvényes globális adatok
A pozícióviselkedést meghatározó globális adatok
Csak a zseb ciklusokkal végzett marási műveleteknél érvényes globális
adatok
Csak a kontúr ciklusokkal végzett marási műveleteknél érvényes
globális adatok
Csak a tapintó funkcióknál érvényes globális adatok
Amint korábban említettük, a globális adatok a teljes megmunkálási
programra érvényesek. Természetesen bármelyik megmunkálási
lépésnél módosíthatja a globális adatokat, amennyiben szükséges.
U A megmunkálási lépéshez váltson a globális adatok részletes
adatlapjára : az adatlapon a smarT.NC mutatja az ezen megmunkálási
lépéshez érvényes paramétereket az aktuális aktív értékekkel együtt. A
zöld beviteli mező jobb oldalán áll egy G betű annak jelzésére, hogy ez
az érték globálisan érvényes
U Válassza ki azt a globális paramétert, amelyet módosítani szeretne
U Írja be az új értéket és nyugtázza az ENTER gombbal. A smarT.NC a
beviteli mező színét vörösre változtatja
U A vörös beviteli mező jobb oldalán most egy L betű áll annak jelzésére,
hogy ez az érték lokális érvényességű
Megmunkálási műveletek
meghatározása
49
Page 50

Megmunkálási műveletek
meghatározása
Ha egy globális paramétert a globális adatok részletes
adatlapján módosít, az a paraméternek csak lokális
módosítását jelenti, amely csak arra az egyetlen
megmunkálási lépésre érvényes. A smarT.NC a lokálisan
módosított paraméterek beviteli mezőjét vörös háttérrel
jeleníti meg. A beviteli mező jobb oldalán egy L betű látható,
amely az érték lokális érvényességét jelzi.
Nyomja le a STANDARD ÉRTÉKEK BEÁLLÍTÁSA
funkciógombot. Ezzel betölti és így aktiválja a globális
paramétert a program fejlécből. Olyan globális paraméterek
beviteli mezőjét, amelynek a program fejlécében levő értéke
érvényes, a smarT.NC zöld háttérrel jeleníti meg. A beviteli
mező jobb oldalán egy G betű látható, amely az érték
globális érvényességét jelzi.
50
Page 51

Mindenütt érvényes globális adatok
U Biztonsági távolság: a szerszám csúcsa és a munkadarab felülete
közötti távolság a ciklus kezdőpozíciójának a szerszámtengelyben
történő automatikus megközelítésénél
U 2. biztonsági távolság: Az a pozíció, ahova a smarT.NC a szerszámot
egy megmunkálási lépés végén pozicionálja. A következő
megmunkálási pozíciót ezen a magasságon közelíti meg a szerszám a
munkasíkban
U F pozicionálás: az az előtolási sebesség, amellyel a smarT.NC a
szerszámot egy cikluson belül mozgatja
U F visszahúzás: az az előtolás, amivel a smarT.NC visszahúzza a
szerszámot
Globális adatok a pozicionálási viselkedéshez
U Pozicionálási viselkedés: visszahúzás a szerszámtengely mentén, a
megmunkálási lépés végén: térjen vissza a 2. biztonsági távolságra,
vagy az egység kezdőpozíciójára
Megmunkálási műveletek
meghatározása
51
Page 52

Globális adatok a fúrási műveletekhez
U Visszahúzási sebesség forgácstöréshez: az az érték, amivel a smarT.NC
visszahúzza a szerszámot a forgácstörés során
U Várakozási idő lent: az az idő másodpercben, amit a szerszám a furat
alján tölt
U Várakozási idő fent: az az idő másodpercben, amit a szerszám a
biztonsági távolságon tölt
Globális adatok a zseb ciklusokkal végzett marási műveletekhez
U Átlapolási tényező: a szerszám sugara szorozva az átlapolási
tényezővel egyenlő az oldalirányú léptetéssel
U Egyenirányú vagy ellenirányú: válassza ki a marás típusát
U Fogásvétel típusa: fogásvétel az anyagban váltakozó csavarirányú
mozgással, vagy függőlegesen
Megmunkálási műveletek
meghatározása
52
Page 53

Globális adatok kontúr ciklusokkal végzett marási műveletekhez
U Biztonsági távolság: a szerszám csúcsa és a munkadarab felülete
közötti távolság a ciklus kezdőpozíciójának a szerszámtengelyben
történő automatikus megközelítésénél
U Biztonsági magasság: abszolút magasság, amelyen a szerszám nem
ütközik a munkadarabbal (közbenső pozicionáláskor és a ciklus végén
a visszahúzáskor)
U Átlapolási tényező: a szerszám sugara szorozva az átlapolási
tényezővel egyenlő az oldalirányú léptetéssel
U Egyenirányú vagy ellenirányú: válassza ki a marás típusát
Globális adatok a tapintó funkciókhoz
U Biztonsági távolság: távolság a mérőtapintó és a munkadarab felülete
között a tapintási pozíció automatikus megközelítésénél
U Biztonsági magasság: a tapintónak az a tengelyirányú koordinátája,
amelyre a smarT.NC a tapintót a mérési pontok között elmozdítja,
amennyiben a Mozgás a biztonsági magasságra opció aktív
U Mozgás a biztonsági magasságra: annak megválasztása, hogy a
smarT.NC a tapintót a biztonsági távolságra vagy a biztonsági
magasságra mozgassa-e a mérési pontok között
Megmunkálási műveletek
meghatározása
53
Page 54

Szerszám kiválasztása
Mihelyt a szerszámkiválasztás beviteli mezője aktív, a SZERSZÁMNÉV
funkciógomb segítségével választhat, hogy a szerszám számát vagy
nevét írja be.
A VÁLASZTÁS funkciógomb segítségével behívhat egy olyan ablakot,
amelyből kiválaszthat egy, a TOOL.T szerszámtáblázatban
meghatározott szerszámot. A smarT.NC ekkor automatikusan beírja a
választott szerszám számát vagy nevét a megfelelő beviteli mezőbe.
Ugyancsak szerkesztheti a megjelenített szerszámadatokat:
U Használja a nyílbillentyűket a szerkesztendő érték sorának, majd
oszlopának kiválasztásához. Világoskék háttér jelöli a szerkeszthető
mezőt
U Állítsa a SZERKESZT funkciógombot BE állásba, írja be a kívánt
Megmunkálási műveletek
értéket és nyugtázza az ENT gombbal
meghatározása
U Ha szükséges, válasszon további oszlopokat és ismételje meg a fenti
eljárást
54
Page 55

Ford.szám/forgácsolási sebesség átkapcsolás
Amint egy beviteli mező aktív az orsó sebességének meghatározásához,
választhat, hogy az orsó sebessége percenkénti fordulatszámban vagy
forgácsolási sebességként (m/perc vagy inch/perc) jelenjen meg.
Forgácsolási sebesség megadásához
U Nyomja meg a VC funkciógombot: a TNC átvált a beviteli mezőre
Átkapcsolás forgácsolási sebességről percenkénti fordulatszámban
történő bevitelre
U Nyomja meg a NO ENT gombot: a TNC törli a forgácsolási sebesség
bevitelt
U Fordulatszám megadásához: a nyílbillentyűkkel menjen vissza a
beviteli mezőhöz
F/FZ/FU/FMAX átkapcsolás
Amint megjelenik az előtolási sebesség beviteli mezője, választhat, hogy
az előtolási sebesség mm/perc-ben (F), ford./perc-ben (FU), vagy mm/
fog-ban (FZ) legyen megadva. A megengedett előtolási sebességtípusok a megfelelő megmunkálási művelettől függenek. Egyes beviteli
mezőknél az FMAX bevitele (gyors) szintén megengedett.
Az előtolási sebesség típusának bevitele
U Nyomja meg az F, FZ, FU vagy FMAX funkciógombot
Megmunkálási műveletek
meghatározása
55
Page 56

Adatválasztás hasonló, előzőleg meghatározott egységekből
Miután elindított egy új egységet, az EGYSÉG ADAT VÁLASZTÁS
funkciógombbal az összes adatot átviheti a korábban meghatározott
hasonló egységből. A smarT.NC ezután az összes, ebben az egységben
meghatározott értéket alkalmazza, és beírja azokat az aktív egységbe.
Ez különösen a marási egységekben egyszerűsíti le a nagyolási/simítási
műveletek meghatározását, akár csupán a túlméret és szükség esetén az
új egységhez tartozó szerszám korrigálásával az adatátvitelt követően.
A smarT.NC először egy hasonló egység smarT programját
keresi az aktuális mondattól a program elejéig.
Ha a smarT.NC nem talál megfelelő egységet a program
Megmunkálási műveletek
meghatározása
elejéig, akkor a keresés folytatódik a program végétől az
aktuális mondatig.
Ha nem talál megfelelő egységet a teljes programban,
akkor a vezérlő hibaüzenetet küld.
56
Page 57

Rendelkezésre álló megmunkálási lépések (egységek)
Miután kiválasztotta a smarT.NC üzemmódot, válassza ki a
rendelkezésre álló megmunkálási lépéseket a SZERKESZTÉS
funkciógombbal. A megmunkálási lépések az alábbi főcsoportokba
vannak osztva:
Főcsoport Funkciógomb Oldal
MEGMUNKÁLÁS
Kiesztergálás, fúrás,
menetmegmunkálás, marás
Oldal 58
TAPINTÁS
3D-s tapintó funkciók
KONVERTÁLÁS
Koordináta-transzformációs funkciók
SPECIÁLIS FUNKCIÓK
Programhívás, pozicionálási egység,
M funkció egység, párbeszédes
egység, program vége egység
A KONTÚR PGM és POZÍCIÓK funkciógombok (harmadik
funkciógombsor) indítják a kontúr programozást, illetve a
pontmintázat generátort.
Oldal 126
Oldal 135
Oldal 143
Megmunkálási műveletek
meghatározása
57
Page 58

Megmunkálási főcsoport
A megmunkálási főcsoportban az alábbi megmunkálási csoportokat
választhatja:
Megmunkálási csoport Funkciógomb Oldal
FÚRÁS
Központozás, fúrás, dörzsárazás,
kiesztergálás, hátrafelé süllyesztés
Oldal 59
MENET
Menetfúrás kiegyenlítő tokmánnyal,
merevszárú menetfúrás, menetmarás
ZSEBEK/CSAPOK
Furatmarás, négyszögzsebek, körzsebek,
Megmunkálási műveletek
hornyok, íves hornyok
meghatározása
KONTÚRPROGRAM
Kontúrprogramok futtatása: átmenő
kontúr, zsebkontúr nagyolás, elősimítás
és simítás
FELÜLETEK
Homlokmarás
58
Oldal 72
Oldal 87
Oldal 103
Oldal 122
Page 59

Fúrási megmunkálások csoportja
Az alábbi munkaegységek állnak rendelkezésre fúrási műveletekhez a
Fúrási megmunkálások csoportjában:
Egység Funkciógomb Oldal
Egység 240 Központozás Oldal 60
Egység 205 Fúrás Oldal 62
Egység 201 Dörzsárazás Oldal 64
Egység 202 Kiesztergálás Oldal 66
Egység 204 Hátrafelé süllyesztés Oldal 68
Egység 241 Mélyfúrás egyélű fúróval Oldal 70
Megmunkálási műveletek
meghatározása
59
Page 60

Egység 240 Központozás
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: központozás előtolási sebessége [mm/perc] vagy FU [mm/ford.]
U Mélység/átmérő kiválasztása: válasszon, hogy a központozás alapja a
mélység vagy az átmérő legyen
U Átmérő: Központozás átmérője. Írja be a T-szöget a kívánt TOOL.T
táblázatból
U Mélység: központozás mélysége
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
Megmunkálási műveletek
meghatározása”, 149. oldal)
meghatározása
További paraméterek a részletes szerszám adatlapon:
U DL: A T szerszámhoz tartozó delta hosszúság
U M funkció: bármely M mellékfunkció
U Orsó: Orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít
be
U Szerszám előválasztás: Amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
További paraméterek a részletes fúrási paraméterek adatlapon:
U Nincsenek
60
Page 61

Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Várakozási idő lent
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
Megmunkálási műveletek
meghatározása
61
Page 62

Egység 205 Fúrás
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: fúrás előtolási sebessége [mm/perc] vagy FU [mm/ford.]
U Mélység: fúrás mélysége
U Fogásvételi mélység: az a méret, amellyel a szerszám minden
alkalommal fogást vesz a furatból való visszahúzás előtt
U Forgácstörési mélység: az a mélység, ahol a smarT.NC a forgácstörést
végzi
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
Megmunkálási műveletek
meghatározása”, 149. oldal)
meghatározása
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
62
Page 63

További paraméterek a részletes fúrási paraméterek adatlapon:
U Forgácstörési mélység: az a mélység, ahol a smarT.NC a forgácstörést
végzi
U Csökkentés: az az érték, amellyel a smarT.NC csökkenti a fogásvétel
mélységét
U Min. fogásvétel: ha megadott csökkentés értéket: a minimális
fogásvétel határa
U Felső előpoz. távolság: felső biztonsági távolság a forgácstörés utáni
újrapozicionáláshoz
U Alsó előpoz. távolság: alsó biztonsági távolság a forgácstörés utáni
újrapozicionáláshoz
U Fogásvétel kezdőpont: alsó kezdőpont az előmunkált furatok felületi
koordinátájához képest
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Visszahúzási érték forgácstöréshez
U Várakozási idő lent
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
Megmunkálási műveletek
meghatározása
63
Page 64

Egység 201 Dörzsárazás
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: dörzsárazás előtolási sebessége [mm/perc] vagy FU [mm/ford.]
U Mélység: Dörzsárazás mélysége
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U M funkció: bármely M mellékfunkció
Megmunkálási műveletek
meghatározása
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
64
Page 65

További paraméterek a részletes fúrási paraméterek adatlapon:
U Nincs
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Visszahúzás előtolási sebessége
U Várakozási idő lent
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
Megmunkálási műveletek
meghatározása
65
Page 66

Egység 202 Kiesztergálás
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: fúrás előtolási sebessége [mm/perc] vagy FU [mm/ford.]
U Mélység: Kiesztergálás mélysége
U Szétkapcsolási irány: az az irány, amelyben a smarT.NC a szerszámot
elmozgatja a süllyesztés aljáról
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
Megmunkálási műveletek
meghatározása
U DL: a T szerszámhoz tartozó delta hosszúság
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
66
Page 67

További paraméterek a részletes fúrási paraméterek adatlapon:
U Orsó szöge: az a szög, amelybe a smarT.NC a visszahúzás előtt
pozicionálja a szerszámot
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Visszahúzás előtolási sebessége
U Várakozási idő lent
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
Megmunkálási műveletek
meghatározása
67
Page 68

Egység 204 Hátrafelé süllyesztés
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: fúrás előtolási sebessége [mm/perc] vagy FU [mm/ford.]
U Süllyesztési mélység: üreg mélysége
U Anyag vastagsága: a munkadarab vastagsága
U Excentricitási távolság: a fúrórúd excentricitási távolsága
U Szerszám élmagasság: A fúrórúd alsó része és a fő forgácsolóél közötti
távolság; adattáblázatból származó érték.
U Szétkapcsolási irány: az az irány, amelyben a smarT.NC a szerszámot
Megmunkálási műveletek
az excentricitási távolsággal elmozgatja
meghatározása
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
68
Page 69

További paraméterek a részletes fúrási paraméterek adatlapon:
U Orsó szöge: az a szög, amelybe a smarT.NC a fogásvétel és a furatból
való visszahúzás előtt pozicionálja a szerszámot.
U Várakozási idő: Várakozási idő a süllyesztés alján.
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Pozicionálás előtolási sebessége
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
Megmunkálási műveletek
meghatározása
69
Page 70

Egység 241 Mélyfúrás egyélű fúróval
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: Orsófordulatszám [ford./perc] fúráskor
U F: fúrás előtolási sebessége [mm/perc] vagy FU [mm/ford.]
U Mélység: fúrás mélysége
U Fogásvétel kezdőpont: A fém eltávolításának kezdőpontja. A TNC a
biztonsági távolságról az előpozicionálási előtolással mozog a
süllyesztett kezdőpontra
U Belépés/kilépés forgásiránya: Az orsó választott forgásiránya a
szerszám előtolásakor és visszahúzásakor
U Belépés tengelyfordulatszáma: Az a fordulatszám, amellyel a szerszám
Megmunkálási műveletek
forog előtoláskor és visszahúzáskor
meghatározása
U Hűtés BE: M?: M funkció a hűtés bekapcsolásához. A TNC bekapcsolja
a hűtést, ha a szerszám a süllyesztett kezdőpontnál lévő furatban van
U Hűtés KI: M?: M funkció a hűtés kikapcsolásához. A TNC kikapcsolja
a hűtést, ha a szerszám a furat alján van
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
70
Page 71

További paraméterek a részletes szerszám adatlapon:
U DL: A T szerszámhoz tartozó delta hosszúság
U M funkció: Bármely M mellékfunkció
U Szerszám előválasztás: Amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
További paraméterek a részletes fúrási paraméterek adatlapon:
U Várakozási mélység: az orsónak az a tengelyirányú koordinátája,
amelynél a szerszám várakozik. Ha 0-t ad meg, a funkció inaktív
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Pozicionálás előtolási sebessége
U Várakozási idő lent
U Visszahúzás előtolási sebessége
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
Megmunkálási műveletek
meghatározása
71
Page 72

Menetmegmunkálások csoportja
Az alábbi egységek állnak rendelkezésre menetmegmunkálási
műveletekhez a Menetmegmunkálások csoportjában:
Egység Funkciógomb Oldal
Egység 206 Menetfúrás kiegyenlítő
tokmánnyal
Oldal 73
209 Merevszárú menetfúrás
(forgácstöréssel is)
Egység 262 Menetmarás Oldal 77
Egység 263 Menetmarás / süllyesztés Oldal 79
Megmunkálási műveletek
meghatározása
Egység 264 Telibefúrás Oldal 81
Egység 265 Csavarvonalas telibefúrás Oldal 83
267 Külső menetmarás Oldal 85
72
Oldal 75
Page 73

Egység 206 Menetfúrás kiegyenlítő tokmánnyal
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: fúrási előtolás: számítása az S és a p menetemelkedés szorzatával
történik
U Menetmélység: a menet mélysége
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Megmunkálási műveletek
meghatározása
73
Page 74
További paraméterek a részletes fúrási paraméterek adatlapon:
U Nincs
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Várakozási idő lent
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
Megmunkálási műveletek
meghatározása
74
Page 75

Egység 209 Merevszárú menetfúrás
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U Menetmélység: a menet mélysége
U Menetemelkedés: a menet emelkedése
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Megmunkálási műveletek
meghatározása
75
Page 76

További paraméterek a részletes fúrási paraméterek adatlapon:
U Forgácstörési mélység: az a mélység, amelynél a forgácstörést kell
végezni
U Orsó szöge: az a szög, amelybe a smarT.NC a menetvágás előtt
pozicionálja a szerszámot: ez lehetővé teszi a menet utánmunkálását,
ha szükséges
U S tényező visszahúzáshoz Q403: az a tényező, amivel a TNC növeli az
orsó sebességét – és ezért a visszahúzási előtolást is – a furatból való
visszahúzáskor
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
Megmunkálási műveletek
meghatározása
U Visszahúzási érték forgácstöréshez
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
76
Page 77

Egység 262 Menetmarás
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: marási előtolás
U Átmérő: a menet névleges átmérője
U Menetemelkedés: a menet emelkedése
U Mélység: a menet mélysége
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Megmunkálási műveletek
meghatározása
77
Page 78

További paraméterek a részletes fúrási paraméterek adatlapon:
U Lépésenkénti menetszám: a menetek száma, amellyel a szerszám el
van tolva
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Pozicionálás előtolási sebessége
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
U Egyenirányú marás, vagy
Megmunkálási műveletek
meghatározása
U Ellenirányú marás
78
Page 79

Egység 263 Menetmarás / süllyesztés
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: marási előtolás
U F: süllyesztés előtolási sebessége [mm/perc] vagy FU [mm/ford.]
U Átmérő: a menet névleges átmérője
U Menetemelkedés: a menet emelkedése
U Mélység: a menet mélysége
U Süllyesztési mélység: a munkadarab felső felülete és a szerszám
csúcsának távolsága süllyesztéskor
U Oldalirányú távolság: a szerszám éle és a fal közötti távolság
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Megmunkálási műveletek
meghatározása
79
Page 80

További paraméterek a részletes fúrási paraméterek adatlapon:
U Homlokoldali mélység: homlokoldali süllyesztés mélysége
U Homlokoldali eltolás: az a távolság, amennyivel a TNC eltolja a
szerszám középpontját a furatból homlokoldali süllyesztéskor.
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Pozicionálás előtolási sebessége
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
Megmunkálási műveletek
meghatározása
80
U Egyenirányú marás, vagy
U Ellenirányú marás
Page 81

Egység 264 Telibefúrás
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: marási előtolás
U F: fúrás előtolási sebessége [mm/perc] vagy FU [mm/ford.]
U Átmérő: a menet névleges átmérője
U Menetemelkedés: a menet emelkedése
U Mélység: a menet mélysége
U Teljes furatmélység: Fúrási mélység
U Fogásv. mélys. fúráskor
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Megmunkálási műveletek
meghatározása
81
Page 82

További paraméterek a részletes fúrási paraméterek adatlapon:
U Forgácstörési mélység: az a mélység, amelyen a TNC-nek forgácstörést
kell végeznie fúrás közben
U Felső előpoz. távolság: biztonsági távolság, amelyre a TNC visszaviszi a
szerszámot az aktuális fogásvételi mélységnél a forgácstörés után
U Homlokoldali mélység: homlokoldali süllyesztés mélysége
U Homlokoldali eltolás: az a távolság, amennyivel a TNC eltolja a
szerszám középpontját a furatközépponttól
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
Megmunkálási műveletek
meghatározása
82
U Pozicionálás előtolási sebessége
U Visszahúzási érték forgácstöréshez
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
U Egyenirányú marás, vagy
U Ellenirányú marás
Page 83

Egység 265 Csavarvonalas telibefúrás
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: marási előtolás
U F: süllyesztés előtolási sebessége [mm/perc] vagy FU [mm/ford.]
U Átmérő: a menet névleges átmérője
U Menetemelkedés: a menet emelkedése
U Mélység: a menet mélysége
U Süllyesztés: adja meg, hogy a süllyesztés a menetmarás előtt vagy után
történjen
U Homlokoldali mélység: homlokoldali süllyesztés mélysége
U Homlokoldali eltolás: az a távolság, amennyivel a TNC eltolja a
szerszám középpontját a furatközépponttól
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Megmunkálási műveletek
meghatározása
83
Page 84

További paraméterek a részletes fúrási paraméterek adatlapon:
U Nincsenek
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Pozicionálás előtolási sebessége
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
Megmunkálási műveletek
meghatározása
84
Page 85

Egység 267 Menetmarás
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: marási előtolás
U F: süllyesztés előtolási sebessége [mm/perc] vagy FU [mm/ford.]
U Átmérő: a menet névleges átmérője
U Menetemelkedés: a menet emelkedése
U Mélység: a menet mélysége
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Megmunkálási műveletek
meghatározása
85
Page 86

További paraméterek a részletes fúrási paraméterek adatlapon:
U Lépésenkénti menetszám: a menetek száma, amellyel a szerszám el
van tolva
U Homlokoldali mélység: homlokoldali süllyesztés mélysége
U Homlokoldali eltolás: az a távolság, amennyivel a TNC eltolja a
szerszám középpontját a csapközépponttól
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Pozicionálás előtolási sebessége
Megmunkálási műveletek
meghatározása
86
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
U Egyenirányú marás, vagy
U Ellenirányú marás
Page 87

Zsebek/csapok megmunkálásának csoportja
Az egyszerű zsebek, csapok és hornyok marásához a zsebek/csapok
megmunkálási csoportjában az alábbi egységek állnak rendelkezésre:
Egység Funkciógomb Oldal
Egység 251 Négyszögzseb Oldal 88
Egység 252 Körzseb Oldal 90
Egység 253 Horony Oldal 92
Egység 254 Íves horony Oldal 94
Egység 256 Négyszögcsap Oldal 97
Egység 257 Körcsap Oldal 99
Egység 208 Furatmarás Oldal 101
Megmunkálási műveletek
meghatározása
87
Page 88

Egység 251 Négyszögzseb
Paraméterek az áttekintő adatlapon:
U Megmunkálási művelet: funkciógombbal válasszon nagyolást és
U T: szerszám száma vagy neve (funkciógomb segítségével
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
U F: fogásvétel előtolási sebessége [mm/perc], FU [mm/ford.] vagy FZ
U F: marás előtolási sebessége [mm/perc] vagy FU [mm/ford.] vagy FZ
U Zseb hossza: zseb hossza a referenciatengely irányában
U Zseb szélessége: zseb szélessége a melléktengely irányában
Megmunkálási műveletek
meghatározása
U Saroksugár: ha nincs megadva, a smarT.NC a saroksugarat a
U Mélység: a zseb végső mélysége
U Fogásvételi mélység: előtolás vágásonként
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U DR2: a T szerszámhoz tartozó 2. delta sugár (saroksugár)
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
88
simítást, vagy csak nagyolást, vagy csak simítást
kapcsolható)
vagy inch/perc]
[mm/fog]
[mm/fog]
szerszám sugarával egyenlőnek állítja be
meghatározása”, 149. oldal)
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Page 89

További paraméterek a részletes zseb paraméterek adatlapon:
U Ráhagyás oldalt: simítási ráhagyás oldalt
U Ráhagyás lent: simítási ráhagyás lent
U Simítási fogásvétel: fogásvétel az oldalirányú simításhoz. Ha nincs
megadva, a simítás egy fogásvételben történik
U Simítási előtolás: simítás előtolási sebessége [mm/perc], FU [mm/ford.]
vagy FZ [mm/fog]
U Elforgatási szög: az a szög, amellyel a TNC a teljes zsebet elforgatja
U Zseb pozíció: a zseb pozíciója a programozott pozícióhoz viszonyítva
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Átlapolási tényező
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
U Egyenirányú marás, vagy
U Ellenirányú marás
U Fogásvétel csavarvonalas mozgással, vagy
U Fogásvétel váltakozó irányú mozgással, vagy
U Fogásvétel függőlegesen
Megmunkálási műveletek
meghatározása
89
Page 90

Egység 252 Körzseb
Paraméterek az áttekintő adatlapon:
U Megmunkálási művelet: funkciógombbal válasszon nagyolást és
simítást, vagy csak nagyolást, vagy csak simítást
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: fogásvétel előtolási sebessége [mm/perc], FU [mm/ford.] vagy FZ
[mm/fog]
U F: marás előtolási sebessége [mm/perc] vagy FU [mm/ford.] vagy FZ
[mm/fog]
U Átmérő: A körzseb simított átmérője
U Mélység: a zseb végső mélysége
Megmunkálási műveletek
meghatározása
U Fogásvételi mélység: előtolás vágásonként
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U DR2: a T szerszámhoz tartozó 2. delta sugár (saroksugár)
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
90
Page 91

További paraméterek a részletes zseb paraméterek adatlapon:
U Ráhagyás oldalt: simítási ráhagyás oldalt
U Ráhagyás lent: simítási ráhagyás lent
U Simítási fogásvétel: fogásvétel az oldalirányú simításhoz. Ha nincs
megadva, a simítás egy fogásvételben történik
U Simítási előtolás: simítás előtolási sebessége [mm/perc], FU [mm/ford.]
vagy FZ [mm/fog]
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Átlapolási tényező
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
U Egyenirányú marás, vagy
U Ellenirányú marás
U Fogásvétel csavarvonalas mozgással, vagy
U Fogásvétel függőlegesen
Megmunkálási műveletek
meghatározása
91
Page 92

Egység 253 Horony
Paraméterek az áttekintő adatlapon:
U Megmunkálási művelet: funkciógombbal válasszon nagyolást és
simítást, vagy csak nagyolást, vagy csak simítást
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: fogásvétel előtolási sebessége [mm/perc], FU [mm/ford.] vagy FZ
[mm/fog]
U F: marás előtolási sebessége [mm/perc] vagy FU [mm/ford.] vagy FZ
[mm/fog]
U Horony hossza: horony hossza a referenciatengely irányában
U Horony szélessége: horony szélessége a melléktengely irányában
Megmunkálási műveletek
meghatározása
U Mélység: a horony végső mélysége
U Fogásvételi mélység: előtolás vágásonként
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U DR2: a T szerszámhoz tartozó 2. delta sugár (saroksugár)
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
92
Page 93

További paraméterek a részletes zseb paraméterek adatlapon:
U Ráhagyás oldalt: simítási ráhagyás oldalt
U Ráhagyás lent: simítási ráhagyás lent
U Simítási fogásvétel: fogásvétel az oldalirányú simításhoz. Ha nincs
megadva, a simítás egy fogásvételben történik
U Simítási előtolás: simítás előtolási sebessége [mm/perc], FU [mm/ford.]
vagy FZ [mm/fog]
U Elforgatási szög: az a szög, amellyel a TNC a teljes zsebet elforgatja
U Horony pozíció: a horony pozíciója a programozott pozícióhoz
viszonyítva
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
U Egyenirányú marás, vagy
U Ellenirányú marás
U Fogásvétel csavarvonalas mozgással, vagy
U Fogásvétel váltakozó irányú mozgással, vagy
Megmunkálási műveletek
meghatározása
U Fogásvétel függőlegesen
93
Page 94

Egység 254 Íves horony
Paraméterek az áttekintő adatlapon:
U Megmunkálási művelet: funkciógombbal válasszon nagyolást és
simítást, vagy csak nagyolást, vagy csak simítást
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: fogásvétel előtolási sebessége [mm/perc], FU [mm/ford.] vagy FZ
[mm/fog]
U F: marás előtolási sebessége [mm/perc] vagy FU [mm/ford.] vagy FZ
[mm/fog]
U Középpont az 1. tengelyen: a furatkör középpontja a referenciatengely
Megmunkálási műveletek
irányában
meghatározása
U Középpont a 2. tengelyen: a furatkör középpontja a melléktengely
irányában
U Furatkör átmérője
U Kezdőszög: a kezdőpont polárszöge
U Szögtartomány
U Horony szélessége
U Mélység: a horony végső mélysége
U Fogásvételi mélység: előtolás vágásonként
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
94
Page 95

További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U DR2: a T szerszámhoz tartozó 2. delta sugár (saroksugár)
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Megmunkálási műveletek
meghatározása
95
Page 96

További paraméterek a részletes zseb paraméterek adatlapon:
U Ráhagyás oldalt: simítási ráhagyás oldalt
U Ráhagyás lent: simítási ráhagyás lent
U Simítási fogásvétel: Fogásvétel az oldalirányú simításhoz. Ha nincs
megadva, a simítás egy fogásvételben történik
U Simítási előtolás: simítás előtolási sebessége [mm/perc], FU [mm/ford.]
vagy FZ [mm/fog]
U Lépésszög: az a szög, amellyel a TNC a teljes hornyot tovább forgatja
U Ismétlések száma: a megmunkálási műveletek száma a furatkörön
U Horony pozíció: a horony pozíciója a programozott pozícióhoz
viszonyítva
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
Megmunkálási műveletek
meghatározása
U Biztonsági távolság
U 2. biztonsági távolság
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
U Egyenirányú marás, vagy
U Ellenirányú marás
U Fogásvétel csavarvonalas mozgással, vagy
U Fogásvétel váltakozó irányú mozgással, vagy
96
U Fogásvétel függőlegesen
Page 97

Egység 256 Négyszögcsap
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: fogásvétel előtolási sebessége [mm/perc], FU [mm/ford.] vagy FZ
[mm/fog]
U F: marás előtolási sebessége [mm/perc] vagy FU [mm/ford.] vagy FZ
[mm/fog]
U Csap hossza: csap hossza a referenciatengely irányában
U Nyers munkadarab hossza: nyersdarab hossza a referenciatengely
irányában
U Csap szélessége: csap szélessége a melléktengely irányában
U Nyers munkadarab szélessége: nyersdarab szélessége a
referenciatengely irányában
U Saroksugár: A csap sarkának sugara
U Mélység: a csap végső mélysége
U Fogásvételi mélység: előtolás vágásonként
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U DR2: a T szerszámhoz tartozó 2. delta sugár (saroksugár)
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Megmunkálási műveletek
meghatározása
97
Page 98

További paraméterek a részletes csap paraméterek adatlapon:
U Ráhagyás oldalt: simítási ráhagyás oldalt
U Elforgatási szög: az a szög, amellyel a TNC a teljes csapot elforgatja
U Csap pozíció: a csap pozíciója a programozott pozícióhoz viszonyítva
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Átlapolási tényező
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
Megmunkálási műveletek
meghatározása
U Egyenirányú marás, vagy
U Ellenirányú marás
98
Page 99

Egység 257 Körcsap
Paraméterek az áttekintő adatlapon:
U T: szerszám száma vagy neve (funkciógomb segítségével
kapcsolható)
U S: orsófordulatszám [ford./perc] vagy forgácsolási sebesség [m/perc
vagy inch/perc]
U F: fogásvétel előtolási sebessége [mm/perc], FU [mm/ford.] vagy FZ
[mm/fog]
U F: marás előtolási sebessége [mm/perc] vagy FU [mm/ford.] vagy FZ
[mm/fog]
U Simított átmérő: a körcsap simított átmérője
U Nyers munkadarab átmérő: a körcsap nyers munkadarabjának
átmérője
U Mélység: a csap végső mélysége
U Fogásvételi mélység: előtolás vágásonként
U Megmunkálási pozíciók (lásd „Megmunkálási pozíciók
meghatározása”, 149. oldal)
További paraméterek a részletes szerszám adatlapon:
U DL: a T szerszámhoz tartozó delta hosszúság
U DR: a T szerszámhoz tartozó delta sugár
U DR2: a T szerszámhoz tartozó 2. delta sugár (saroksugár)
U M funkció: bármely M mellékfunkció
U Orsó: orsó forgásiránya. Alapértelmezésként a smarT.NC M3-at állít be
U Szerszám előválasztás: amennyiben szükséges, ez a következő
szerszám száma a gyorsabb szerszámváltáshoz (gépfüggő)
Megmunkálási műveletek
meghatározása
99
Page 100

További paraméterek a részletes zseb paraméterek adatlapon: K
U Ráhagyás oldalt: simítási ráhagyás oldalt
Globálisan érvényes paraméterek a részletes globális adatok adatlapon:
U Biztonsági távolság
U 2. biztonsági távolság
U Átlapolási tényező
U Előtolási sebesség a megmunkálási pozíciók közötti
mozgáshoz
U Egyenirányú marás, vagy
Megmunkálási műveletek
meghatározása
100
U Ellenirányú marás
 Loading...
Loading...