

Page 1

设计手册
2006年02
月版
sinumerik
SINUMERIK 802D sl
Page 2

Page 3
机床及设定数据说明
1
SINUMERIK 802D sl
列表
机床数据一览
设定数据一览
机床数据说明
设定数据说明
接口信号
PLC
用户接口
2
3
4
5
6
7
适用于
控制系统 软件版本
SINUMERIK 802D sl 1
SINAMICS
参数
8
2006年02
版本
6FC5397--5CP10--0RA0
月
Page 4
安全说明
!
!
!
该手册中包含一些安全信息说明,在操作时必须遵照执行,以确保人身安全,保护产品和连接设备不受损坏。在
这些文字之前有三角形的警示符予以突出强调。根据各自的危险程度不同,共有以下几种类别:
危险
表示如果不采取适当的预防措施,将导致死亡或者严重的人身伤害。
警告
表示如果不采取适当的预防措施,将有导致死亡或严重人身伤害的可能。
小心
警告三角形表示,如果不采取适当的预防措施将有导致轻微的人身伤害的可能。
小心
警告三角形表示,如果不采取适当的预防措施将有导致轻微的人身伤害的可能。
小心
表示如果不注意相应的说明,有可能导致不希望的结果或状态。
如果若干个危险等级同时出现,则必须使用本类别中最高级别的警示事项。如果在某一警示事项中使用警告三角
形对人身危险进行警示,则在该警示注意事项中也附加包括了对财产的警示。
合格人员:
附属的仪器/系统仅允许在提供相关技术文献的条件下安装和运行。只有合格人员才允许安装和操作仪器/设备。
根据本文献的技术安全指南,合格人员是指可以根据安全标准完成仪器、系统和电路的安装、接地和标记的人
员。
适用范围:
请注意以下事项:
警告
!
该设备只能用于在目录或技术文件中所规定的各种场合;并且只有经过西门子的推荐或许可,才可以和其他制
造商生产的设备、部件和装置同时使用。为确保产品的安全性和可靠性,必须按要求对产品进行运输、储存和
安装,并需要认真的使用和彻底的维护。
注册商标
所有标有版权标志的名称均为西门子公司的注册商标。本文稿中的其它一些标志可能也是注册商标;如果它们
因个人目的而被第三方厂家所使用,商标所有者的权力将受到侵害。
免责声明
我们已核对过本手册的内容与所描述的硬件和软件相符。由于差错难以完全避免,我们不能保证完全一致。我们
会经常对手册中的数据进行检查,并在后续的编辑中进行必要的更正。
Siemens AG
Automation and Drives
Postfach 48 48
90437 NÜRNBERG
DEUTSCHLAND
6FC5397-- 5CP10--0RA0
2006年02
版本
月
E Siemens AG 2006.
版权所有
保留技术变更权利
Page 5
前言
SINUMERIK
目标人群
使用
文献
SINUMERIK
S
一般文献
S
制造商文献
S
制造商/服务文献
每月更新的不同语言版本的印刷品一览请访问网址:
http://www.siemens.com/motioncontrol
请按照菜单项“支持”/“技术文件”/“文献一览表”进行查阅。
DOConCD,DOConWEB的Internet
http://www.automation.siemens.com/doconweb
有关培训课程和
http://www.siemens.com/motioncontrol
上述文献供设计人员,编程人员及调试人员使用。
文献分为3个部分:
FAQ
(常见问题)信息,可在因特网的以下地址查到:
版本请访问网址:
在其中的菜单项“支持”下
标准范围
清单手册提供有关参数及其对于系统的作用的知识和信息。
在现有文件中对标准范围的功能进行了描述,由机床制造商所作的补充或修改将由机床制造商
进行文件记录。
在控制装置中可能存在这些资料中未描述的其它一些可执行功能。然而在提供的新设备或者售
后服务中尚未对于这些功能要求。
出于清晰明了的目的,这些文件同样未包含有关所有产品类型的所有详细信息,并且也无法考
虑到安装,运行及维修时可能想像到的每一种情况。
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
iii
Page 6
前言
技术支持
如有问题,可向以下热线查寻:
欧洲及非洲时区
A&D Technical Support
电话:
传真:
网址:
+49 (0) 180 / 5050 -- 222
+49 (0) 180 / 5050 -- 223
http://www.siemens.com
/automation/support--request
E--Mail:mailto:adsupport@siemens.com
亚洲及澳大利亚时区
A&D Technical Support
电话:
传真:
网址:
+86 1064 719 990
+86 1064 747 474
http://www.siemens.com
/automation/support--request
E--Mail:mailto:adsupport@siemens.com
美洲时区
A&D Technical Support
电话:
传真:
网址:
+1 423 262 2522
+1 423 262 2289
http://www.siemens.com
/automation/support--request
E--Mail:mailto:adsupport@siemens.com
有关手册的问题
SINUMERIK
的网址
欧盟同一性说明
如果对于文件有问题(建议,纠正),请发送传真或
传真:
+49 (0) 9131 / 98 -- 63315
E--Mail:mailto:motioncontrol.docu@siemens.com
传真表格:见文末的回执页
http://www.siemens.com/sinumerik
网上:
EMC
准则的同一性说明可以下列方式查阅/获取
欧盟对于
S
http://www.ad.siemens.de/csinfo
通过产品/订货号
S
Siemens AG的A&D MC
向
15257461
业务部的主管分公司订购
E--Mail
至以下地址:
iv
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 7

目录
目录
1
机床及设定数据说明
1.1
1.2
2
机床数据一览
2.1
2.2
2.3
2.4
3
设定数据一览
3.1
3.2
3.3
4
机床数据说明
4.1
4.2
4.3
4.4
5
设定数据说明
5.1
5.2
5.3
列表中的参数
机床及设定数据区一览
机床显示数据
通用机床数据
通道专用机床数据
轴专用机床数据
通用设定数据
通道专用设定数据
轴专用设定数据
机床显示数据
通用机床数据
通道专用机床数据
轴专用机床数据
通用设定数据
通道专用设定数据
进给轴/主轴专用设定数据
1-17...........................................................
1-17.................................................................
1-22.........................................................
2-23.................................................................
2-23.................................................................
2-29.................................................................
2-38.............................................................
2-49...............................................................
3-65.................................................................
3-65.................................................................
3-67.............................................................
3-71...............................................................
4-75.................................................................
4-75.................................................................
4-78.................................................................
4-82.............................................................
4-90...............................................................
5-121.................................................................
5-121.................................................................
5-123.............................................................
5-125.......................................................
6
接口信号
6.1
6.2
6.2.1
6.2.2
6.2.3
6.2.4
6.2.5
6.3
6.4
6.4.1
6.4.2
6.5
6.6
6.6.1
6.6.2
6.7
6.7.1
6.7.2
6.7.3
概述
/到达HMI
来自
HMI
的程序控制信号
HMI
来自
操作面板的信号
HMI
发出的通用选择/状态信号
HMI
发往
NC
通道传输辅助功能
从
NCK
信号
NCK
送至
NCK
由
方式信号
通道专用机床信号
到通道的信号
来自通道的信号
进给轴
所传递的轴专用
到进给轴
/
来自轴
的信号
的信号
的通用选择/状态信号
的通用信号
发出的通用信号
/
主轴专用信号
M、S
/
主轴的信号
主轴的信号
功能
6-129.....................................................................
6-129.........................................................................
6-131..........................................................
6-131...........................................................
6-132...............................................................
6-133...............................................................
6-133..................................................
6-134..................................................
6-136........................................................
6-139....................................................................
6-139..........................................................
6-140........................................................
6-142.....................................................................
6-145.............................................................
6-145.................................................................
6-156...............................................................
6-164.........................................................
6-164......................................................
6-165..........................................................
6-176............................................................
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
v
Page 8

目录
6.8 NC
7 PLC
用户接口
7.1
7.2
7.2.1
7.2.2
7.2.3
7.2.4
7.2.5
7.2.6
7.3
7.4
7.4.1
7.4.2
7.4.3
7.5
7.5.1
7.5.2
7.5.3
7.5.4
7.5.5
7.5.6
7.5.7
7.5.8
7.6
7.6.1
7.6.2
7.6.3
7.6.4
7.6.5
7.6.6
7.7
7.7.1
7.7.2
7.7.3
7.7.4
7.7.5
7.8
7.8.1
7.8.2
7.9
7.9.1
7.9.2
7.9.3
7.10 PLC
7.10.1
7.10.2
7.10.3
7.10.4
7.11
7.12
8 SINAMICS
通道的刀具管理功能
地址范围
用户数据
用户数据
用户数据
MCP
发往
读取
读取
可保持数据区
用户报警
用户报警:激活
报警变量
有效的报警响应
来自
来自
PLC
来自
从
PLC
操作面板的信号(可保持数据区)
来自
到达
从
译码的
所传递的
所传递的
所传递的
所传递的
所传递的
NCK
送至
由
发往快速输入和输出端的信号
从快速输入及输出端发出的信号
运行方式信号
通道信号
送至
来自
进给轴
所传输的
到进给轴
来自进给轴
INT值(MD 14510 USER_DATA_INT
HEX值(MD 14512 USER_DATA_HEX
1 7-187...................................................................
2 7-187...................................................................
信号(与
MCP
/写入NC
/写入NC
/发往HMI
HMI
程序选择(可保持数据区)
HMI
HMI
发出的信号
信号
HMI
HMI
NC
通道传输辅助功能
M
信号
NCK
NCK
NC
NC
/
机床数据
MCPA
模块连接)
的信号
M0 -- M99
MCPA
模块连接)
[F20.6] 7-188................................................
[F20.6] 7-188................................................
)
)
的信号(与
数据:任务
数据:结果
的程序控制信号(可保持数据区)
的程序选择反馈(可保持数据区)
的通用选择/状态信号(可保持数据区)
的选择/状态信号(可保持数据区)
功能:(
T
功能
M
功能
S
功能
D
功能
H
功能
的通用信号
发出的通用信号
通道的信号
通道的信号
主轴信号
M/S
功能,进给轴专用
/
主轴的信号
/
主轴的信号
)
FLOAT值(MD 14514 USER_DATA_FLOAT
用户报警:配置(
PLC
变量的读和写
NC
通道提供的刀具管理功能
MD 14516 USER_DATA_PLC_ALARM
参数
)
)
6-184........................................................
7-185.................................................................
7-185.....................................................................
7-187.....................................................................
7-187................................................
7-188..........................................
7-189.................................................................
7-190.....................................................................
7-190...............................................................
7-190.....................................................................
7-191...............................................................
7-191..........................................................
7-191.......................................
7-191................................................
7-192.......................................
7-192.............................................................
7-192....................................................................
7-193...............................................
7-193...................................
7-194.......................................
7-195........................................................
7-196.................................................
7-196...............................................................
7-197...............................................................
7-197...............................................................
7-197...............................................................
7-198...............................................................
7-199....................................................................
7-199..........................................................
7-199........................................................
7-200...................................................
7-201.................................................
7-202.................................................................
7-203.....................................................................
7-203............................................................
7-206............................................................
7-209..............................................................
7-209.................................................
7-209..........................................................
7-213........................................................
7-216................................................................
7-216.......................................
7-216.....................................
7-216................................
7-217.....................
7-217.............................................................
7-218....................................................
8-219................................................................
vi
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 9

机床设定数据目录
机床设定数据目录
10000,4-78
10000 |AXCONF_MACHAX_NAME_TAB,2-29
10074,4-78
10074 |PLC_IPO_TIME_RATIO,2-29
10088 |REBOOT_DELAY_TIME,2-29
10200 |INT_INCR_PER_MM,2-29
10210 |INT_INCR_PER_DEG,2-29
10240,4-79
10240 |SCALING_SYSTEM_IS_METRIC,2-29
10350 |FASTIO_DIG_NUM_INPUTS,2-29
10360 |FASTIO_DIG_NUM_OUTPUTS,2-29
10366 |HW_ASSIGN_DIG_FASTIN,2-30
10368 |HW_ASSIGN_DIG_FASTOUT,2-30
10450 |SW_CAM_ASSIGN_TAB,2-30
10460 |SW_CAM_MINUS_LEAD_TIME,2-30
10461 |SW_CAM_PLUS_LEAD_TIME,2-30
10812 |EXTERN_DOUBLE_TURRET_ON,2-32
10814 |EXTERN_M_NO_MAC_CYCLE,2-32
10815 |EXTERN_M_NO_MAC_CYCLE_NAME,2-32
10816 |EXTERN_G_NO_MAC_CYCLE,2-32
10817 |EXTERN_G_NO_MAC_CYCLE_NAME,2-32
10818 |EXTERN_INTERRUPT_NUM_ASUP,2-32
10820 |EXTERN_INTERRUPT_NUM_RETRAC,2-33
10880 |MM_EXTERN_CNC_SYSTEM,2-33
10881 |MM_EXTERN_GCODE_SYSTEM,2-33
10882 |NC_USER_EXTERN_GCODES_TAB,2-33
10884 |EXTERN_FLOATINGPOINT_PROG,2-33
10886 |EXTERN_INCREMENT_SYSTEM,2-33
10888 |EXTERN_DIGITS_TOOL_NO,2-33
10890 |EXTERN_TOOLPROG_MODE,2-33
10900 |INDEX_AX_LENGTH_POS_TAB_1,2-33
10910 |INDEX_AX_POS_TAB_1,2-33
10470 |SW_CAM_ASSIGN_FASTOUT_1,2-30
10480 |SW_CAM_TIMER_FASTOUT_MASK,2-30
10485 |SW_CAM_MODE,2-30
10710 |PROG_SD_RESET_SAVE_TAB,2-30
10713 |M_NO_FCT_STOPRE,2-31
10714 |M_NO_FCT_EOP,2-31
10715 |M_NO_FCT_CYCLE,2-31
10716 |M_NO_FCT_CYCLE_NAME,2-31
10717 |T_NO_FCT_CYCLE_NAME,2-31
10718 |M_NO_FCT_CYCLE_PAR,2-31
10719 |T_NO_FCT_CYCLE_MODE,2-31
10735 |JOG_MODE_MASK,2-31
10760 |G53_TOOLCORR,2-31
10804 |EXTERN_M_NO_SET_INT,2-31
10806 |EXTERN_M_NO_DISABLE_INT,2-31
10808 |EXTERN_INTERRUPT_BITS_M96,2-32
10920 |INDEX_AX_LENGTH_POS_TAB_2,2-34
10930 |INDEX_AX_POS_TAB_2,2-34
11100,4-79
11100 |AUXFU_MAXNUM_GROUP_ASSIGN,2-34
11160 |ACCESS_EXEC_CST,2-34
11161 |ACCESS_EXEC_CMA,2-34
11162 |ACCESS_EXEC_CUS,2-34
11165 |ACCESS_WRITE_CST,2-34
11166 |ACCESS_WRITE_CMA,2-34
11167 |ACCESS_WRITE_CUS,2-34
11170 |ACCESS_WRITE_SACCESS,2-34
11171 |ACCESS_WRITE_MACCESS,2-34
11172 |ACCESS_WRITE_UACCESS,2-35
11210,4-79
11210 |UPLOAD_MD_CHANGES_ONLY,2-35
11240,4-80
10810 |EXTERN_MEAS_G31_P_SIGNAL,2-32
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
11240 |PROFIBUS_SDB_NUMBER,2-35
vii
Page 10

机床设定数据目录
11250 |PROFIBUS_SHUTDOWN_TYPE,2-35
11310,4-80
11310 |HANDWH_REVERSE,2-35
11320,4-80
11320 |HANDWH_IMP_PER_LATCH,2-35
11346,4-80
11346 |HANDWH_TRUE_DISTANCE,2-35
11516 |USER_DATA_PLC_ALARM,2-36
11717 |D_NO_FCT_CYCLE_NAME,2-35
13060,4-80
13060 |DRIVE_TELEGRAM_TYPE,2-35
13070 |DRIVE_FUNCTION_MASK,2-35
13080 |DRIVE_TYPE_DP,2-35
13120 |CONTROL_UNIT_LOGIC_ADDRESS,2-35
13200 |MEAS_PROBE_LOW_ACTIVE,2-35
13200 |MEAS_PROBE_LOW_ACTIVE,4-80
18130 |MM_NUM_GUD_NAMES_CHAN,2-37
18150 |MM_GUD_VALUES_MEM,2-37
20050,4-82
20050 |AXCONF_GEOAX_ASSIGN_TAB,2-38
20070,4-82
20070 |AXCONF_MACHAX_USED,2-38
20080,4-82
20080 |AXCONF_CHANAX_NAME_TAB,2-38
20090,4-83
20090 |SPIND_DEF_MASTER_SPIND,2-38
20094 |SPIND_RIGID_TAPPING_M_NR,2-38
20095 |EXTERN_RIGID_TAPPING_M_NR,2-38
20106 |PROG_EVENT_IGN_SINGLEBLOCK,2-38
20107 |PROG_EVENT_IGN_INHIBIT,2-38
20108 |PROG_EVENT_MASK,2-39
20140,4-83
13220 |MEAS_PROBE_DELAY_TIME,2-36
14510,4-80
14510 |USER_DATA_INT,2-36
14512,4-80
14512 |USER_DATA_HEX,2-36
14514,4-81
14514 |USER_DATA_FLOAT,2-36
14516,4-81
15700 |LANG_SUB_NAME,2-36
15702 |LANG_SUB_PATH,2-36
17400 |OEM_GLOBAL_INFO,2-36
17530 |TOOL_DATA_CHANGE_COUNTER,2-36
18030 |HW_SERIAL_NUMBER,2-36
18040 |VERSION_INFO,2-36
18080,4-81
18080 |MM_TOOL_MANAGEMENT_MASK,2-37
20140 |TRAFO_RESET_VALUE,2-39
20172 |COMPRESS_VELO_TOL,2-39
202,4-75
202 |FIRST_LANGUAGE,2-23
20204 |WAB_CLEARANCE_TOLERANCE,2-39
203,4-75
203 |DISPLAY_RESOLUTION,2-23
20310,4-83
20310 |TOOL_MANAGEMENT_MASK,2-39
20320 |TOOL_TIME_MONITOR_MASK,2-39
20360,4-83
20360 |TOOL_PARAMETER_DEF_MASK,2-39
204,4-75
204 |DISPLAY_RESOLUTION_INCH,2-23
20450 |LOOKAH_RELIEVE_BLOCK_CYCLE,2-39
20460 |LOOKAH_SMOOTH_FACTOR,2-39
18102 |MM_TYPE_OF_CUTTING_EDGE,2-37
18120 |MM_NUM_GUD_NAMES_NCK,2-37
viii
205,4-75
205 |DISPLAY_RESOLUTION_SPINDLE,2-23
SINUMERIK 802D sl
(LIS)
列表
,版本
6FC5397--5CP10--0RA0
2006年02
月
Page 11

机床设定数据目录
20500 |CONST_VELO_MIN_TIME,2-39
20550 |EXACT_POS_MODE,2-39
20552 |EXACT_POS_MODE_G0_TO_G1,2-40
20610 |ADD_MOVE_ACCEL_RESERVE,2-40
20624 |HANDWH_CHAN_STOP_COND,2-40
207 |USER_CLASS_READ_TOA,2-23
20700,4-83
20700 |REFP_NC_START_LOCK,2-40
20730|G0_LINEAR_MODE,2-40
20732 |EXTERN_G0_LINEAR_MODE,2-40
20734 |EXTERN_FUNCTION_MASK,2-40
208 |USER_CLASS_WRITE_TOA_GEO,2-23
209 |USER_CLASS_WRITE_TOA_WEAR,2-23
210 |USER_CLASS_WRITE_ZOA,2-23
21000,4-84
21000 |CIRCLE_ERROR_CONST,2-40
22020 |AUXFU_ASSIGN_EXTENSION,2-41
22030,4-85
22030 |AUXFU_ASSIGN_VALUE,2-41
22035 |AUXFU_ASSIGN_SPEC,2-41
22040 |AUXFU_PREDEF_GROUP,2-41
22050 |AUXFU_PREDEF_TYPE,2-41
22060 |AUXFU_PREDEF_EXTENSION,2-41
22070 |AUXFU_PREDEF_VALUE,2-41
221 |USER_CLASS_DIR_ACCESS,2-24
222 |USER_CLASS_PLC_ACCESS,2-24
22254 |AUXFU_ASSOC_M0_VALUE,2-42
22256 |AUXFU_ASSOC_M1_VALUE,2-42
223 |USER_CLASS_WRITE_PWA,2-24
22400 |S_VALUES_ACTIVE_AFTER_RESET,2-42
22410 |F_VALUES_ACTIVE_AFTER_RESET,2-42
22534,4-85
21010 |CIRCLE_ERROR_FACTOR,2-40
21020,4-84
21020 |WORKAREA_WITH_TOOL_RADIUS,2-40
21190 |TOFF_MODE,2-40
21194 |TOFF_VELO,2-40
21196 |TOFF_ACCEL,2-41
212 |USER_CLASS_WRITE_SEA,2-23
213 |USER_CLASS_READ_PROGRAM,2-24
214 |USER_CLASS_WRITE_PROGRAM,2-24
215 |USER_CLASS_SELECT_PROGRAM,2-24
217 |USER_CLASS_WRITE_CYCLES,2-24
218 |USER_CLASS_WRITE_RPA,2-24
219 |USER_CLASS_SET_V24,2-24
22000,4-84
22000 |AUXFU_ASSIGN_GROUP,2-41
22010,4-84
22534 |TRAFO_CHANGE_M_CODE,2-42
22550,4-85
22550 |TOOL_CHANGE_MODE,2-42
22910 |WEIGHTING_FACTOR_FOR_SCALE,2-42
22914 |AXES_SCALE_ENABLE,2-42
22920 |EXTERN_FIXED_FEEDRATE_F1_ON,2-42
22930 |EXTERN_PARALLEL_GEOAX,2-42
24020 |FRAME_SUPPRESS_MODE,2-42
24100,4-85
24100 |TRAFO_TYPE_1,2-43
24110,4-85
24110 |TRAFO_AXES_IN_1,2-43
24120,4-86
24120 |TRAFO_GEOAX_ASSIGN_TAB_1,2-43
24130 |TRAFO_INCLUDES_TOOL_1,2-43
24200 |TRAFO_TYPE_2,2-43
22010 |AUXFU_ASSIGN_TYPE,2-41
22020,4-85
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
24200,4-86
24210 |TRAFO_AXES_IN_2,2-43
月
ix
Page 12

机床设定数据目录
24210,4-86
24220 |TRAFO_GEOAX_ASSIGN_TAB_2,2-43
24220,4-86
24230 |TRAFO_INCLUDES_TOOL_2,2-43
247 |V24_PG_PC_BAUD,2-24
24700 |TRAANG_ANGLE_1,2-44
24710 |TRAANG_BASE_TOOL_1,2-44
24720 |TRAANG_PARALLEL_VELO_RES_1,2-44
24721 |TRAANG_PARALLEL_ACCEL_RES_1,2-44
24750 |TRAANG_ANGLE_2,2-44
24760 |TRAANG_BASE_TOOL_2,2-44
24770 |TRAANG_PARALLEL_VELO_RES_2,2-44
24771 |TRAANG_PARALLEL_ACCEL_RES_2,2-44
24800,4-86
24800 |TRACYL_ROT_AX_OFFSET_1,2-44
24805 |TRACYL_ROT_AX_FRAME_1,2-44
24920 |TRANSMIT_BASE_TOOL_1,2-46
24950 |TRANSMIT_ROT_AX_OFFSET_2,2-46
24955 |TRANSMIT_ROT_AX_FRAME_2,2-46
24960 |TRANSMIT_ROT_SIGN_IS_PLUS_2,2-46
24961 |TRANSMIT_POLE_SIDE_FIX_2,2-46
24970 |TRANSMIT_BASE_TOOL_2,2-46
26000 |PUNCHNIB_ASSIGN_FASTIN,2-46
26002 |PUNCHNIB_ASSIGN_FASTOUT,2-46
26004 |NIBBLE_PUNCH_OUTMASK,2-47
26006 |NIBBLE_PUNCH_INMASK,2-47
26008 |NIBBLE_PUNCH_CODE,2-47
26010 |PUNCHNIB_AXIS_MASK,2-47
26012 |PUNCHNIB_ACTIVATION,2-47
26014 |PUNCH_PATH_SPLITTING,2-47
26016 |PUNCH_PARTITION_TYPE,2-47
26018 |NIBBLE_PRE_START_TIME,2-47
24808 |TRACYL_DEFAULT_MODE_1,2-45
24810,4-86
24810 |TRACYL_ROT_SIGN_IS_PLUS_1,2-45
24820,4-86
24820 |TRACYL_BASE_TOOL_1,2-45
24850 |TRACYL_ROT_AX_OFFSET_2,2-45
24855 |TRACYL_ROT_AX_FRAME_2,2-45
24858 |TRACYL_DEFAULT_MODE_2,2-45
24860 |TRACYL_ROT_SIGN_IS_PLUS_2,2-45
24870 |TRACYL_BASE_TOOL_2,2-45
24900,4-87
24900 |TRANSMIT_ROT_AX_OFFSET_1,2-45
24905 |TRANSMIT_ROT_AX_FRAME_1,2-45
24910,4-87
24910 |TRANSMIT_ROT_SIGN_IS_PLUS_1,2-46
24911,4-87
26020 |NIBBLE_SIGNAL_CHECK,2-47
27100 |ABSBLOCK_FUNCTION_MASK,2-47
27400 |OEM_CHAN_INFO,2-48
27800,4-87
27800 |TECHNOLOGY_MODE,2-48
27860,4-88
27860 |PROCESSTIMER_MODE,2-48
27880,4-89
27880 |PART_COUNTER,2-48
27882,4-89
27882 |PART_COUNTER_MCODE,2-48
280 |V24_PPI_ADDR_PLC,2-24
281 |V24_PPI_ADDR_NCK,2-24
28400 |MM_ABSBLOCK,2-48
28402 |MM_ABSBLOCK_BUFFER_CONF,2-48
289,4-76
24911 |TRANSMIT_POLE_SIDE_FIX_1,2-46
24920,4-87
x
289 |CTM_SIMULATION_TIME_NEW_POS,2-24
290,4-76
SINUMERIK 802D sl
(LIS)
列表
,版本
6FC5397--5CP10--0RA0
2006年02
月
Page 13

机床设定数据目录
290 |CTM_POS_COORDINATE_SYSTEM,2-24
291,4-76
291 |CTM_CROSS_AX_DIAMETER_ON,2-25
292,4-76
292 |CTM_G91_DIAMETER_ON,2-25
30100 |CTRLOUT_SEGMENT_NR,2-49
30110,4-90
30110 |CTRLOUT_MODULE_NR,2-49
30120,4-90
30120 |CTRLOUT_NR,2-49
30130,4-90
30130 |CTRLOUT_TYPE,2-49
30134,4-90
30134 |IS_UNIPOLAR_OUTPUT,2-49
30200,4-90
30200 |NUM_ENCS,2-49
306 |G_GROUP2,2-25
30600 |FIX_POINT_POS,2-50
30600,4-92
307 |G_GROUP3,2-25
308 |G_GROUP4,2-25
309 |G_GROUP5,2-25
310 |FG_GROUP1,2-25
31000,4-92
31000 |ENC_IS_LINEAR,2-51
31010,4-92
31010 |ENC_GRID_POINT_DIST,2-51
31020,4-92
31020 |ENC_RESOL,2-51
31030,4-93
31030 |LEADSCREW_PITCH,2-51
31040,4-93
30220,4-90
30220 |ENC_MODULE_NR,2-50
30230,4-91
30230 |ENC_INPUT_NR,2-50
30240,4-91
30240 |ENC_TYPE,2-50
30270 |ENC_ABS_BUFFERING,2-50
30300,4-91
30300 |IS_ROT_AX,2-50
30310,4-91
30310 |ROT_IS_MODULO,2-50
30320,4-92
30320 |DISPLAY_IS_MODULO,2-50
30350,4-92
30350 |SIMU_AX_VDI_OUTPUT,2-50
30465 |AXIS_LANG_SUB_MASK,2-50
31040 |ENC_IS_DIRECT,2-51
31044 |ENC_IS_DIRECT2,2-51
31050,4-93
31050 |DRIVE_AX_RATIO_DENOM,2-51
31060,4-93
31060 |DRIVE_AX_RATIO_NUMERA,2-51
31064 |DRIVE_AX_RATIO2_DENOM,2-51
31066 |DRIVE_AX_RATIO2_NUMERA,2-51
31070,4-93
31070 |DRIVE_ENC_RATIO_DENOM,2-51
31080,4-93
31080 |DRIVE_ENC_RATIO_NUMERA,2-51
311 |FG_GROUP2,2-25
31122,4-93
31122 |BERO_DELAY_TIME_PLUS,2-51
31123,4-93
305 |G_GROUP1,2-25
30500 |INDEX_AX_ASSIGN_POS_TAB,2-50
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
31123 |BERO_DELAY_TIME_MINUS,2-52
312 |FG_GROUP3,2-25
月
xi
Page 14

机床设定数据目录
313 |FG_GROUP4,2-25
314 |FG_GROUP5,2-25
32000,4-94
32000 |MAX_AX_VELO,2-52
32010,4-94
32010 |JOG_VELO_RAPID,2-52
32020,4-94
32020 |JOG_VELO,2-52
32100,4-94
32100 |AX_MOTION_DIR,2-52
32110,4-95
32110 |ENC_FEEDBACK_POL,2-52
32200,4-95
32200 |POSCTRL_GAIN,2-52
32210 |POSCTRL_INTEGR_TIME,2-52
32220 |POSCTRL_INTEGR_ENABLE,2-52
32500 |FRICT_COMP_ENABLE,2-54
32510 |FRICT_COMP_ADAPT_ENABLE,2-54
32520 |FRICT_COMP_CONST_MAX,2-54
32530 |FRICT_COMP_CONST_MIN,2-54
32540 |FRICT_COMP_TIME,2-54
32610 |VELO_FFW_WEIGHT,2-54
32630,4-96
32630 |FFW_ACTIVATION_MODE,2-54
32640 |STIFFNESS_CONTROL_ENABLE,2-54
32642 |STIFFNESS_CONTROL_CONFIG,2-54
32644 |STIFFNESS_DELAY_TIME,2-54
32700,4-97
32700 |ENC_COMP_ENABLE,2-55
32810,4-97
32810 |EQUIV_SPEEDCTRL_TIME,2-55
330 |CMM_POS_COORDINATE_SYSTEM,2-26
32230 |POSCTRL_CONFIG,2-53
32300 |MAX_AX_ACCEL,2-53
32300 |MAX_AX_ACCEL,4-95
32301 |JOG_MAX_ACCEL,2-53
32320 |DYN_LIMIT_RESET_MASK,2-53
32420 |JOG_AND_POS_JERK_ENABLE,2-53
32420 |JOG_AND_POS_JERK_ENABLE,4-95
32430 |JOG_AND_POS_MAX_JERK,2-53
32430 |JOG_AND_POS_MAX_JERK,4-96
32431,4-96
32431 |MAX_AX_JERK,2-53
32432,4-96
32432 |PATH_TRANS_JERK_LIM,2-53
32436 |JOG_MAX_JERK,2-53
32440 |LOOKAH_FREQUENCY,2-53
32450,4-96
33050,4-97
33050 |LUBRICATION_DIST,2-55
331 |CONTOUR_MASK,2-26
332 |TOOL_LIST_PLACE_NO,2-26
34000,4-97
34000 |REFP_CAM_IS_ACTIVE,2-55
34010,4-97
34010 |REFP_CAM_DIR_IS_MINUS,2-55
34020,4-98
34020 |REFP_VELO_SEARCH_CAM,2-55
34030,4-98
34030 |REFP_MAX_CAM_DIST,2-55
34040,4-98
34040 |REFP_VELO_SEARCH_MARKER,2-55
34050,4-98
34050 |REFP_SEARCH_MARKER_REVERSE,2-55
32450 |BACKLASH,2-53
32490 |FRICT_COMP_MODE,2-54
xii
34060,4-99
34060 |REFP_MAX_MARKER_DIST,2-55
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 15

机床设定数据目录
34070,4-99
34070 |REFP_VELO_POS,2-56
34080,4-99
34080 |REFP_MOVE_DIST,2-56
34090,4-99
34090 |REFP_MOVE_DIST_CORR,2-56
34092,4-100
34092 |REFP_CAM_SHIFT,2-56
34093,4-100
34093 |REFP_CAM_MARKER_DIST,2-56
34100,4-100
34100 |REFP_SET_POS,2-56
34110,4-101
34110 |REFP_CYCLE_NR,2-56
34120 |REFP_BERO_LOW_ACTIVE,2-56
34200,4-101
35040,4-103
35040 |SPIND_ACTIVE_AFTER_RESET,2-57
35100,4-104
35100 |SPIND_VELO_LIMIT,2-57
35110,4-104
35110 |GEAR_STEP_MAX_VELO,2-57
35112 |GEAR_STEP_MAX_VELO2,2-57
35120,4-104
35120 |GEAR_STEP_MIN_VELO,2-58
35122 |GEAR_STEP_MIN_VELO2,2-58
35130,4-105
35130 |GEAR_STEP_MAX_VELO_LIMIT,2-58
35140,4-105
35140 |GEAR_STEP_MIN_VELO_LIMIT,2-58
35150,4-106
35150 |SPIND_DES_VELO_TOL,2-58
34200 |ENC_REFP_MODE,2-56
34210 |ENC_REFP_STATE,2-56
34210,4-102
34220 |ENC_ABS_TURNS_MODULO,2-57
34220,4-102
343 |V24_PPI_ADDR_MMC,2-26
344 |V24_PPI_MODEM_ACTIVE,2-26
345 |V24_PPI_MODEM_BAUD,2-26
346 |V24_PPI_MODEM_PARITY,2-26
34990 |ENC_ACTVAL_SMOOTH_TIME,2-57
35000,4-103
35000 |SPIND_ASSIGN_TO_MACHAX,2-57
35010,4-103
35010 |GEAR_STEP_CHANGE_ENABLE,2-57
35012 |GEAR_STEP_CHANGE_POSITION,2-57
35014 |GEAR_STEP_USED_IN_AXISMODE,2-57
35160,4-106
35160 |SPIND_EXTERN_VELO_LIMIT,2-58
35200,4-106
35200 |GEAR_STEP_SPEEDCTRL_ACCEL,2-58
35210,4-106
35210 |GEAR_STEP_POSCTRL_ACCEL,2-58
35212 |GEAR_STEP_POSCTRL_ACCEL2,2-58
35300,4-107
35300 |SPIND_POSCTRL_VELO,2-58
35310,4-107
35310 |SPIND_POSIT_DELAY_TIME,2-58
35350,4-107
35350 |SPIND_POSITIONING_DIR,2-59
35400,4-107
35400 |SPIND_OSCILL_DES_VELO,2-59
35410,4-107
35020 |SPIND_DEFAULT_MODE,2-57
35030 |SPIND_DEFAULT_ACT_MASK,2-57
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
35410 |SPIND_OSCILL_ACCEL,2-59
35430,4-108
月
xiii
Page 16

机床设定数据目录
35430 |SPIND_OSCILL_START_DI,2-59
35440,4-108
35440 |SPIND_OSCILL_TIME_CW,2-59
35450,4-108
35450 |SPIND_OSCILL_TIME_CCW,2-59
35500,4-109
35500 |SPIND_ON_SPEED_AT_IPO_START,2-59
35510,4-109
35510 |SPIND_STOPPED_AT_IPO_START,2-59
35550 |DRILL_VELO_LIMIT,2-59
356 |HMI_COL_TITLE_FOCUS_FORE,2-26
357 |HMI_COL_TITLE_FOCUS_BACK,2-26
360 |SPINDLE_LOAD_DISPL1,2-26
36000 |STOP_LIMIT_COARSE,2-59,4-109
36010,4-110
36010 |STOP_LIMIT_FINE,2-59
36300 |ENC_FREQ_LIMIT,2-60,4-112
36302,4-113
36302 |ENC_FREQ_LIMIT_LOW,2-60
36310 |ENC_ZERO_MONITORING,2-61,4-113
364 |SPINDLE_LOAD_BAR_LIM3,2-27
36400 |CONTOUR_TOL,2-61,4-113
365 |SPINDLE_LOAD_BAR_MAX,2-27
36500,4-113
36500 |ENC_CHANGE_TOL,2-61
366 |SPINDLE_LOAD_BAR_COL1,2-27
36600 |BRAKE_MODE_CHOICE,2-61,4-114
36610 |AX_EMERGENCY_STOP_TIME,2-61,4-115
36620,4-116
36620 |SERVO_DISABLE_DELAY_TIME,2-61
367 |SPINDLE_LOAD_BAR_COL2,2-27
36710 |DRIFT_LIMIT,2-61
36020 |POSITIONING_TIME,2-59,4-110
36030 |STANDSTILL_POS_TOL,2-60,4-110
36040 |STANDSTILL_DELAY_TIME,2-60,4-110
36050,4-110
36050 |CLAMP_POS_TOL,2-60
36060,4-111
36060 |STANDSTILL_VELO_TOL,2-60
361,4-76
361 |USER_MEAS_TOOL_CHANGE,2-26
36100 |POS_LIMIT_MINUS,2-60,4-111
36110 |POS_LIMIT_PLUS,2-60,4-111
36120 |POS_LIMIT_MINUS2,2-60,4-111
36130 |POS_LIMIT_PLUS2,2-60,4-112
362 |SPINDLE_LOAD_DISPL2,2-27
36200 |AX_VELO_LIMIT,2-60,4-112
36210,4-112
36720,4-116
36720 |DRIFT_VALUE,2-61
368 |SPINDLE_LOAD_BAR_COL3,2-27
369 |PROBE_MODE,2-27
370 |TOOL_REF_PROBE_AXIS1,2-27
37000,4-116
37000 |FIXED_STOP_MODE,2-61
37002,4-116
37002 |FIXED_STOP_CONTROL,2-61
37010,4-117
37010 |FIXED_STOP_TORQUE_DEF,2-61
37012,4-117
37012 |FIXED_STOP_TORQUE_RAMP_TIME,2-62
37014 |FIXED_STOP_TORQUE_FACTOR,2-62
37020,4-117
37020 |FIXED_STOP_WINDOW_DEF,2-62
36210 |CTRLOUT_LIMIT,2-60
363 |SPINDLE_LOAD_BAR_LIM2,2-27
xiv
37030,4-117
37030 |FIXED_STOP_THRESHOLD,2-62
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 17

机床设定数据目录
37040,4-118
37040 |FIXED_STOP_BY_SENSOR,2-62
37050,4-118
37050 |FIXED_STOP_ALARM_MASK,2-62
37060,4-118
37060 |FIXED_STOP_ACKN_MASK,2-62
371 |TOOL_REF_PROBE_AXIS2,2-27
372 |TOOL_REF_PROBE_AXIS3,2-27
373,4-77
373 |MEAS_SAVE_POS_LENGTH2,2-27
374 |TOOL_WEAR_LIMIT_VALUE,2-27
37400,4-118
37400 |EPS_TLIFT_TANG_STEP,2-62
37402,4-119
37402 |TANG_OFFSET,2-62
375 |USER_CLASS_READ_CUS_DIR,2-27
41500 |SW_CAM_MINUS_POS_TAB_1,3-65
41501 |SW_CAM_PLUS_POS_TAB_1,3-65
41520 |SW_CAM_MINUS_TIME_TAB_1,3-66
41521 |SW_CAM_PLUS_TIME_TAB_1,3-66
42000,5-123
42000 |THREAD_START_ANGLE,3-67
42010,5-123
42010 |THREAD_RAMP_DISP,3-67
42100,5-123
42100 |DRY_RUN_FEED,3-67
42101 |DRY_RUN_FEED_MODE,3-67
42110,5-124
42110 |DEFAULT_FEED,3-67
42120 |APPROACH_FEED,3-67
42140 |DEFAULT_SCALE_FACTOR_P,3-67
42150 |DEFAULT_ROT_FACTOR_R,3-67
376 |USER_CLASS_WRITE_CUS_DIR,2-28
37610 |PROFIBUS_CTRL_CONFIG,2-63
37620 |PROFIBUS_TORQUE_RED_RESOL,2-63
377 |USER_CLASS_WRITE_TO_MON_DAT,2-28
378 |USER_CLASS_LADDER_VIEW,2-28
37800 |OEM_AXIS_INFO,2-63
379 |SPINDLE_DISP_MODE,2-28
38000,4-119
38000 |MM_ENC_COMP_MAX_POINTS,2-63
383 |V24_PPI_ADDR_DRV1,2-28
41010,5-121
41010 |JOG_VAR_INCR_SIZE,3-65
41110,5-121
41110 |JOG_SET_VELO,3-65
41130,5-121
41130 |JOG_ROT_AX_SET_VELO,3-65
42160 |EXTERN_FIXED_FEEDRATE_F1_F9,3-67
42162 |EXTERN_DOUBLE_TURRET_DIST,3-68
42200 |SINGLEBLOCK2_STOPRE,3-68
42400 |PUNCH_DWELLTIME,3-68
42402 |NIBPUNCH_PRE_START_TIME,3-68
42404 |MINTIME_BETWEEN_STROKES,3-68
42440 |FRAME_OFFSET_INCR_PROG,3-68
42442 |TOOL_OFFSET_INCR_PROG,3-68
42444 |TARGET_BLOCK_INCR_PROG,3-68
42450 |CONTPREC,3-68
42465 |SMOOTH_CONTUR_TOL,3-68
42470 |CRIT_SPLINE_ANGLE,3-68
42471 |MIN_CURV_RADIUS,3-68
42475 |COMPRESS_CONTUR_TOL,3-69
42480 |STOP_CUTCOM_STOPRE,3-69
42490 |CUTCOM_G40_STOPRE,3-69
41200,5-122
41200 |JOG_SPIND_SET_VELO,3-65
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
42494 |CUTCOM_ACT_DEACT_CTRL,3-69
42496 |CUTCOM_CLSD_CONT,3-69
月
xv
Page 18

机床设定数据目录
42500 |SD_MAX_PATH_ACCEL,3-69
42502 |IS_SD_MAX_PATH_ACCEL,3-69
42510 |SD_MAX_PATH_JERK,3-69
42512 |IS_SD_MAX_PATH_JERK,3-69
42520 |CORNER_SLOWDOWN_START,3-69
42522 |CORNER_SLOWDOWN_END,3-69
42524 |CORNER_SLOWDOWN_OVR,3-69
42526 |CORNER_SLOWDOWN_CRIT,3-69
42528 |CUTCOM_DECEL_LIMIT,3-70
42940,5-124
42940 |TOOL_LENGTH_CONST,3-70
42950,5-124
42950 |TOOL_LENGTH_TYPE,3-70
42990 |MAX_BLOCKS_IN_IPOBUFFER,3-70
42995 |CONE_ANGLE,3-70
43120 |DEFAULT_SCALE_FACTOR_AXIS,3-71
43240 |M19_SPOS,3-71
43250 |M19_SPOSMODE,3-71
43400,5-126
43400 |WORKAREA_PLUS_ENABLE,3-71
43410,5-126
43410 |WORKAREA_MINUS_ENABLE,3-72
43420,5-126
43420 |WORKAREA_LIMIT_PLUS,3-72
43430,5-126
43430 |WORKAREA_LIMIT_MINUS,3-72
43500,5-126
43500 |FIXED_STOP_SWITCH,3-72
43510,5-127
43510 |FIXED_STOP_TORQUE,3-72
43700 |OSCILL_REVERSE_POS1,3-72
43710 |OSCILL_REVERSE_POS2,3-72
43200 |SPIND_S,3-71
43202 |SPIND_CONSTCUT_S,3-71
43206 |SPIND_SPEED_TYPE,3-71
43210,5-125
43210 |SPIND_MIN_VELO_G25,3-71
43220,5-125
43220 |SPIND_MAX_VELO_G26,3-71
43230,5-125
43230 |SPIND_MAX_VELO_LIMS,3-71
43720 |OSCILL_DWELL_TIME1,3-72
43730 |OSCILL_DWELL_TIME2,3-72
43740 |OSCILL_VELO,3-72
43750 |OSCILL_NUM_SPARK_CYCLES,3-73
43760 |OSCILL_END_POS,3-73
43770 |OSCILL_CTRL_MASK,3-73
43780 |OSCILL_IS_ACTIVE,3-73
43790 |OSCILL_START_POS,3-73
xvi
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 19
机床及设定数据说明
1
1.1
编号和标志
对照参考
列表中的参数
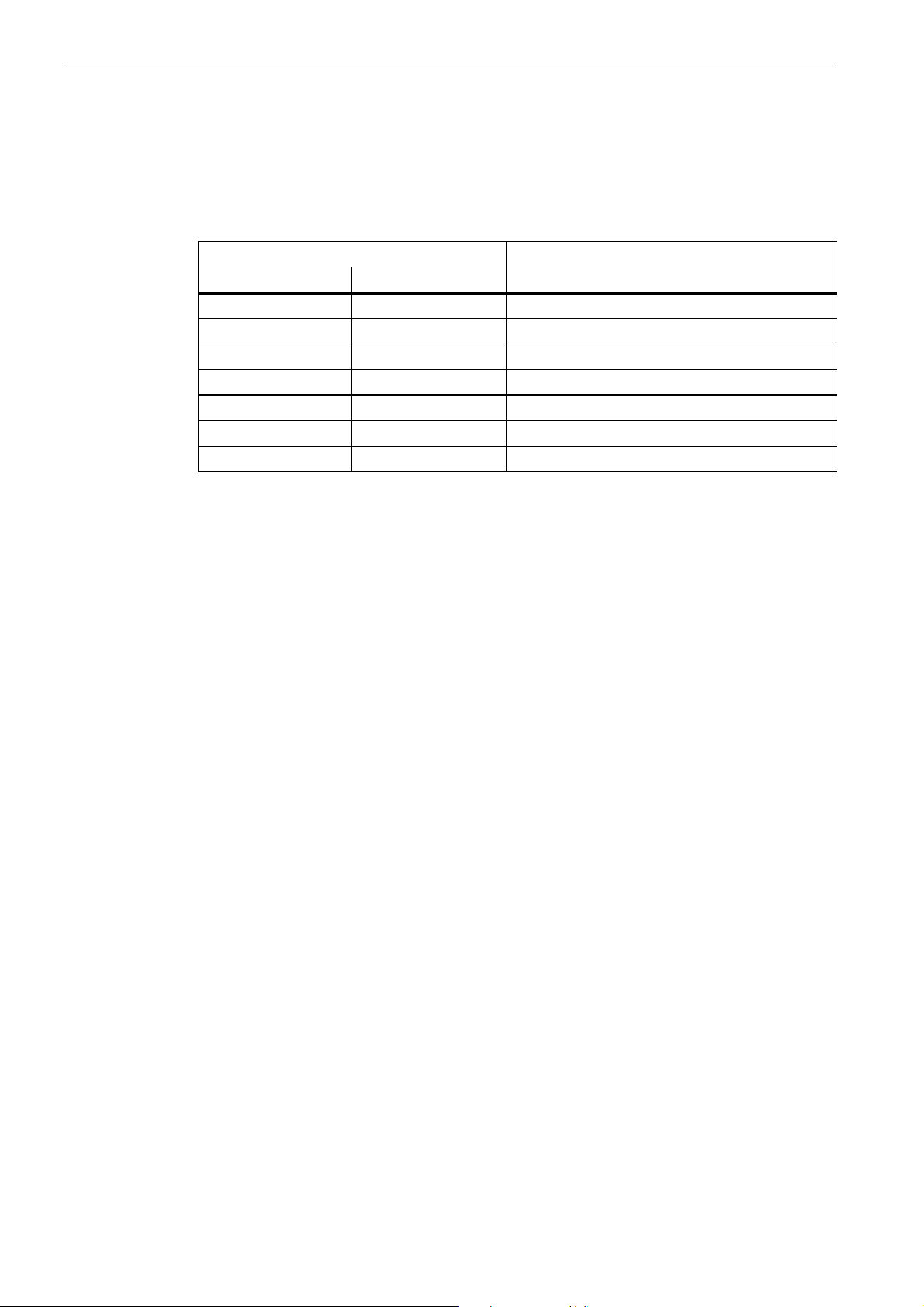
机床及设定数据将以表格形式列出:
机床数据编号机床数据标志 参考对照
单位 简介 生效方式
显示过滤器 属性 数据类型
系统 尺寸 标准值 最小值 最大值 保护
提供以下信息:
MD和SD
都在显示屏上显示。
在所标注的功能描述或指南中,对数据有详细描述。
示例:
是由它们的序号或由它们的名称(标志)来定址的。编号和名称以及生效方式和单位
[F--S1]
功能描述
802D sl
,章节“主轴”(S1)
单位/单位系统
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
MD 10240 SCALING_SYSTEM_IS_METRIC
根据
MD 10240 = 1 MD 10240 = 0
mm
mm/min
2
m/s
3
m/s
mm/
转
如果MD没有物理单位,则在该栏位标记“--”。
列表
(LIS)
,版本
2006年02
月
如下区分MD的物理单位:
英寸
/min
英寸
2
/s
英寸
3
/s
英寸
英寸/转
1-17
Page 20
机床及设定数据说明
1.1
列表中的参数
生效方式
显示过滤器
说明
标准设置为
MD 10240 SCALING_SYSTEM_IS_METRIC =1
(公制)。
生效级别是按照它们的优先级来排列的。通过以下方式可以使数据更改生效:
S POWER ON(po
S NEW_CONF(cf
S
在程序
S SOFORT(so
M2/M30
的末尾使用
)输入值后立即生效
)-关闭/引导启动
)可通过在
PLC
RESET
SINUMERIK 802D sl
接口触发复位信号(
键复位
V3000 0000.7
)来激活设置
通过使用显示过滤器,可以有针对性的减少一个区内显示的机床数据个数。
显示过滤器可供以下机床数据区使用:
S
通用机床数据
S
通道专用机床数据
S
轴专用机床数据。
机床数据区显示过滤器的参数设置可通过相应机床数据区的软键选择组进入。
阅读说明
SINUMERIK 802D sl
1-1
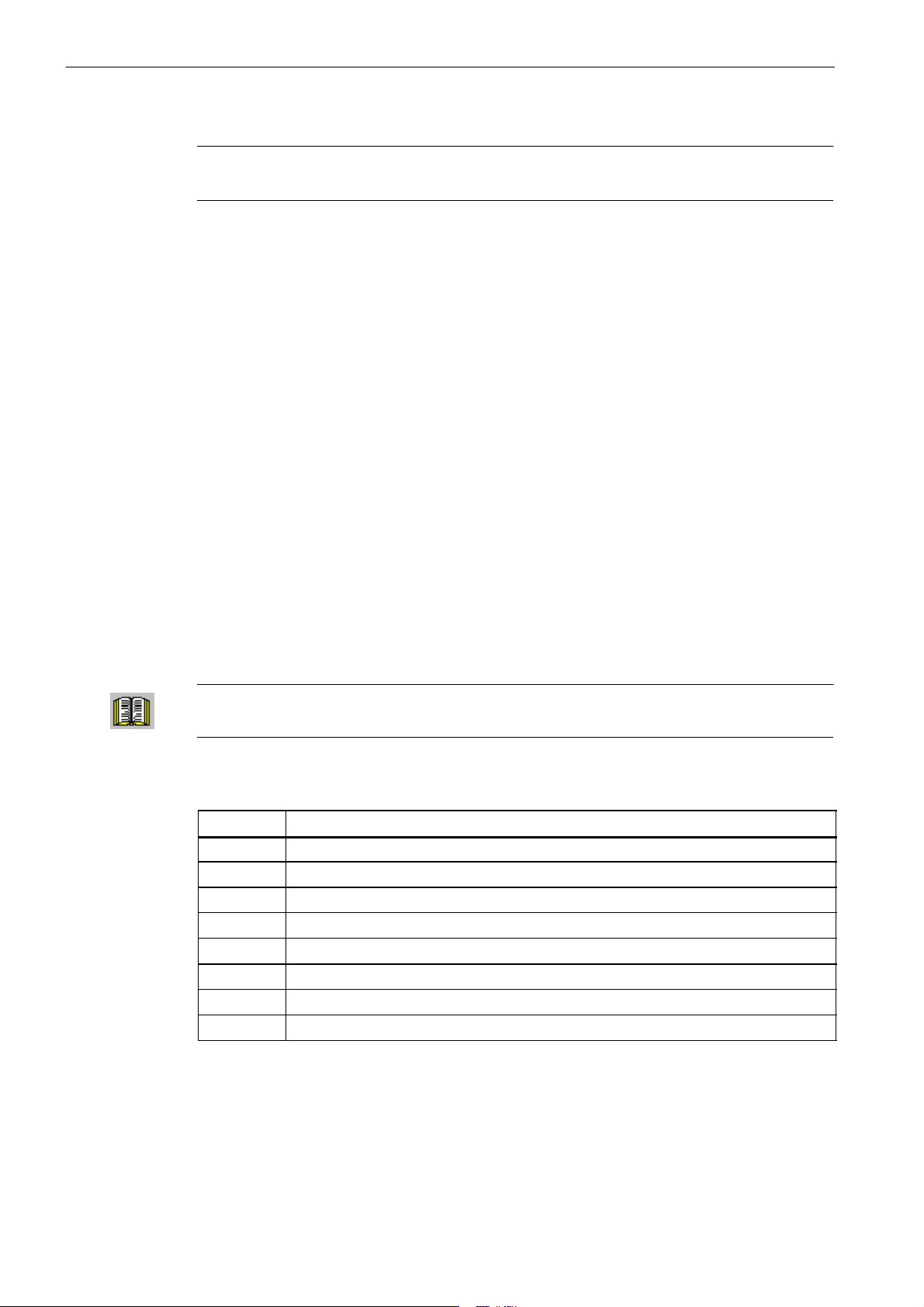
表
缩写
N01
N02
N03 PLC
N04
N05
N06
N07
以下数据区的显示过滤器
通用机床数据
配置/标度
存储器配置
机床数据
驱动控制
状态数据/诊断
监控/限制
辅助功能
,“操作及编程
...
”,章节“系统”
显示过滤器
1-18
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 21
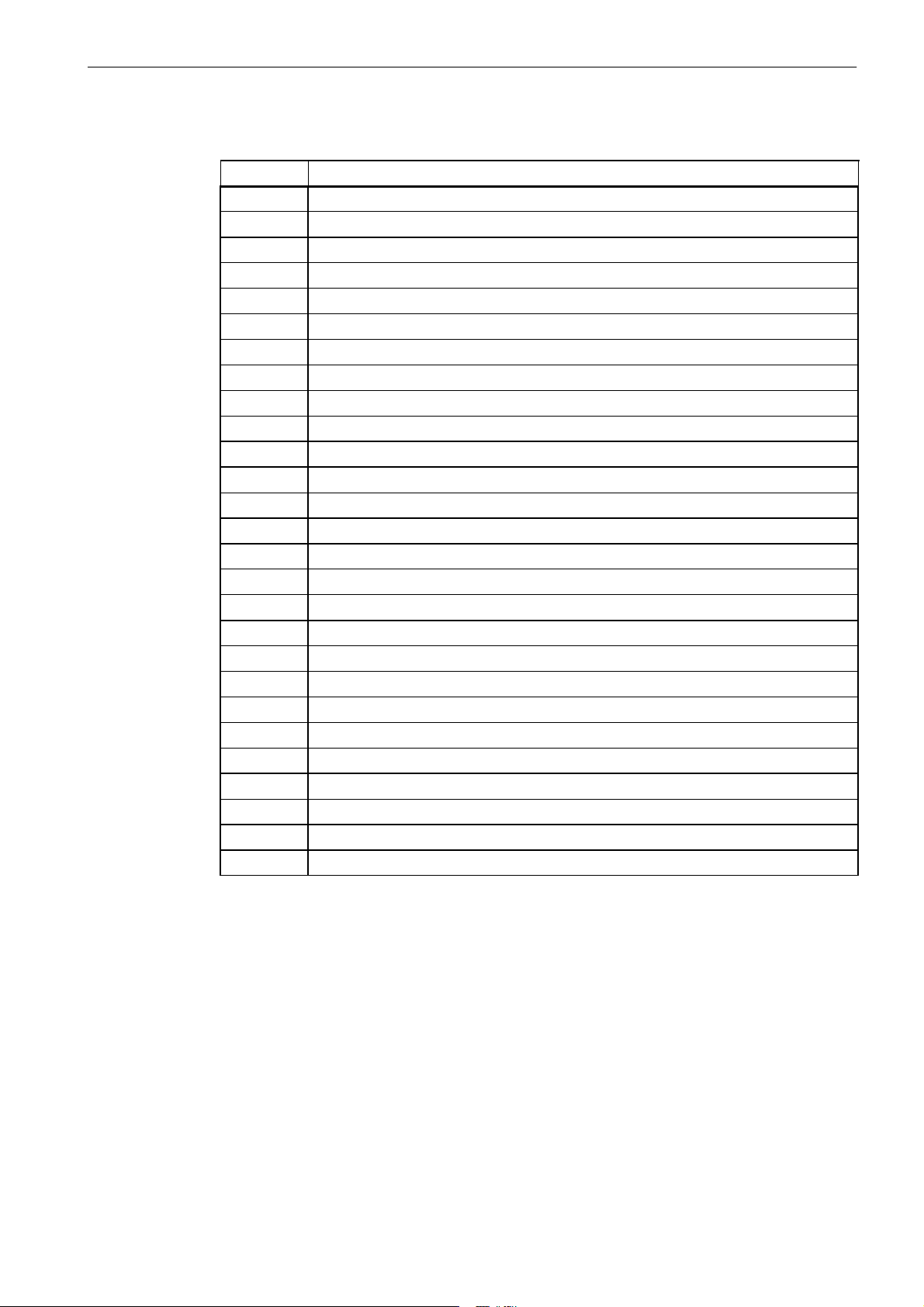
1-1
表
以下数据区的显示过滤器
缩写 显示过滤器
N08
N09
N10
N11
修正/补偿
工艺功能
外设配置
标准机床
通道专用机床数据
C01
C02
C03
C04
C05
C06
C07
C08
C09
C10
配置
存储器配置
初始位置
辅助功能
速度
监控/限制
转换
修正/补偿
工艺功能
标准机床
轴专用机床数据
A01
A02
A03
A04
A05
A06
A07
A08
A09
A10
A11
配置(包括存储器)
测量系统
机床几何参数
速度/加速度/冲击
监控/限制
主轴
调节器数据
状态数据
修正/补偿
工艺功能
标准机床
机床及设定数据说明
1.1
列表中的参数
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
1-19
Page 22

机床及设定数据说明
1.1
数据类型
列表中的参数
BOOLEAN
BYTE 8
STRING
WORD 16
UNSIGNED WORD 16
INTEGER 16
布尔值:1(
TRUE
)或0(
位数值,
作为整数值:
-128至127
作为十六进制数值:00至
ASCII
作为
字符集的字符,例如“a”
字符串(最大16个字符)
位数值,
作为整数数值:
作为十六进制数值:
-32768至32767
0000至FFFF
位数值,
作为整数数值:0至
作为十六进制数值:
65535
0000至FFFF
位数值(在此为本地设定),
整数数值:
-32768至32767
FALSE
,
FF
)
,
系统
DWORD 32
UNSIGNED DWORD 32
DOUBLE 64
位数值,
作为整数数值:
--2147483648至2147483647
作为十六进制数值:
位数值,
作为整数数值:0至
作为十六进制数值:
位数值,
浮点值:
¦ 4.19 ¡ 10
0000 0000至FFFF FFFF
4294967295
0000 0000至FFFF FFFF
-307
至
¦ 1.67 ¡ 10
308
规定该数据及相应输入值所适用的控制系统。有以下几种可能的输入方式:
S
标准
所输入的值适用于所有
SINUMERIK 802D sl
。
值域中的偏差在以下表格行中输入。如果未包含输入内容“标准”,该数据便只能供所列
出的控制系统型号使用。
S tm1
S tm2
S tm3
车削/铣削值
车削/铣削
车削/铣削
plus
pro
1-20
S ng2
S ng3
步冲/磨削
步冲/磨削
plus
pro
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 23
标准值
机床数据用该值进行预设定。如果不同通道的标准值不同,便应以“,”标出。
值域(最小值/最大值)
机床及设定数据说明
1.1
列表中的参数
保护级
规定输入极限。如果未规定值域,数据类型则定义了输入值的极限,并在该栏位标注“
SINUMERIK 802D sl
在
中有一套启用数据区的保护级方案。保护级从0到7,其中0是最高
***
”。
级,7是最低级。
一些功能区(如程序编辑器)的保护级设置通过显示机床数据进行(
USER_CLASS
…)。
供货时控制系统带有保护等级1至3的标准密码。这些密码必要时可由相应的授权人员进行更
改。
1-2
表
保护级
保护级
0
1
2
3
4到7
1--3
保护级方案
SUNRISE
密码:
EVENING
密码:
CUSTOMER
密码:
没有密码及用户接口
锁定方式 范围
西门子,保留
(默认) 专家模式(
(默认) 机床制造商(
(默认) 授权用户,机床安装员
PLC!NCK
授权操作人员,机床安装员或者这个等级所需
的人员
OEM--HIGH
OEM--LOW
)
)
保护级1到3需要输入密码。密码激活后可以修改。如果密码不再可知,必须执行重新初始化
(以缺省机床数据引导启动)。这将使所有密码恢复到该版软件的出厂设置值。
除非使用软键删除密码来重新设置,否则密码不会改变。重新开机不会重设密码。
保护级
如果没有设置密码或是接口信号,保护级7会自动设置。如果没有密码,可以通过在
4--7
PLC
用户
程序的用户接口中设置位来设置保护级4到7。
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
1-21
Page 24
机床及设定数据说明
1.2
1.2
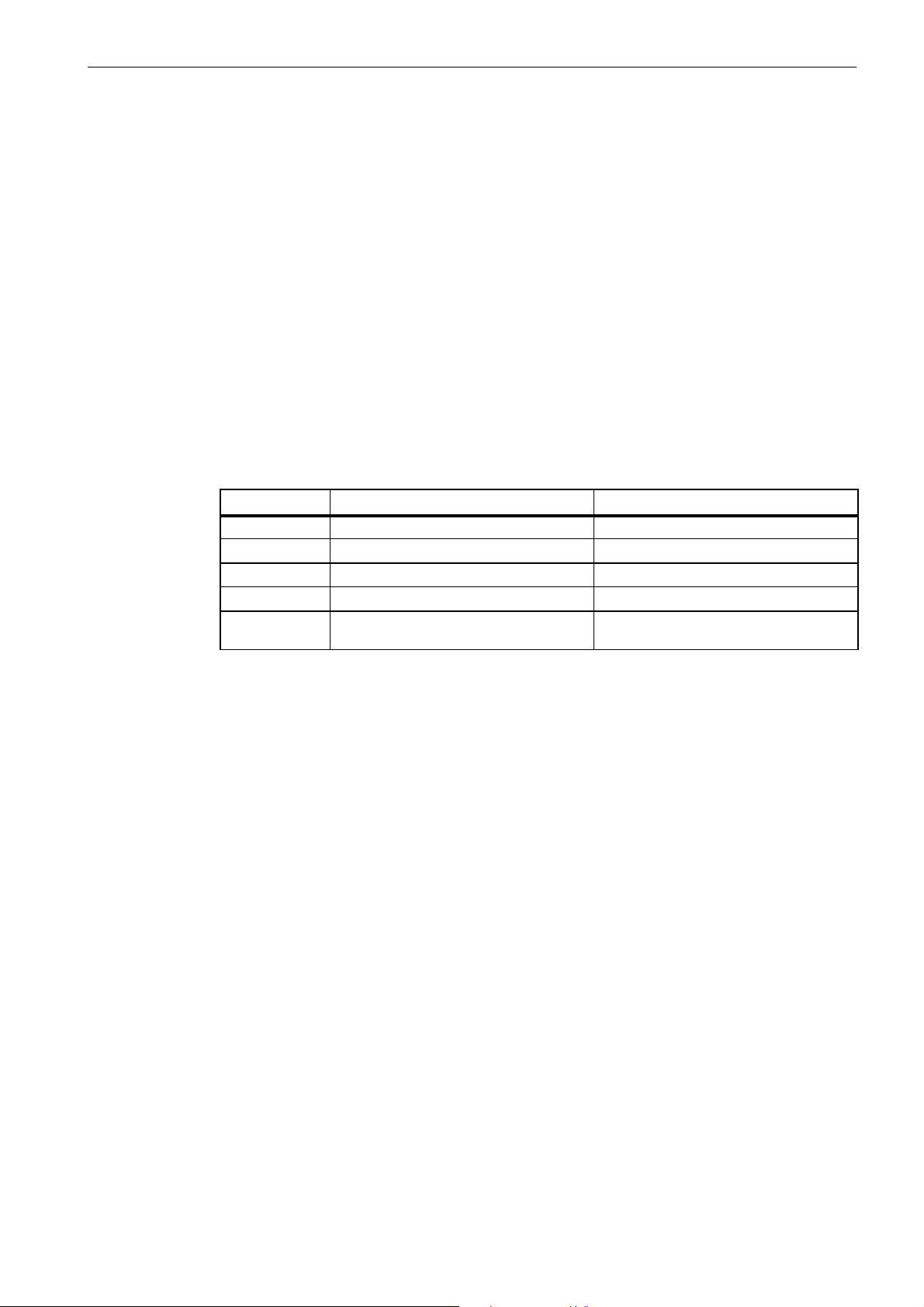
机床及设定数据区一览
机床及设定数据区一览
机床及设定数据分配在以下各区中:
1-3
表
机床及设定数据区一览
从 到
200 400
1 000 19 999
20 000 29 999
30 000 39 999
41 000 41 999
42 000 42 999
43 000 43 999
范围 名称
显示机床数据
通用机床数据
通道专用机床数据
轴专用机床数据
通用设定数据
通道专用设定数据
轴专用设定数据
1-22
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 25
机床数据一览
2
2.1
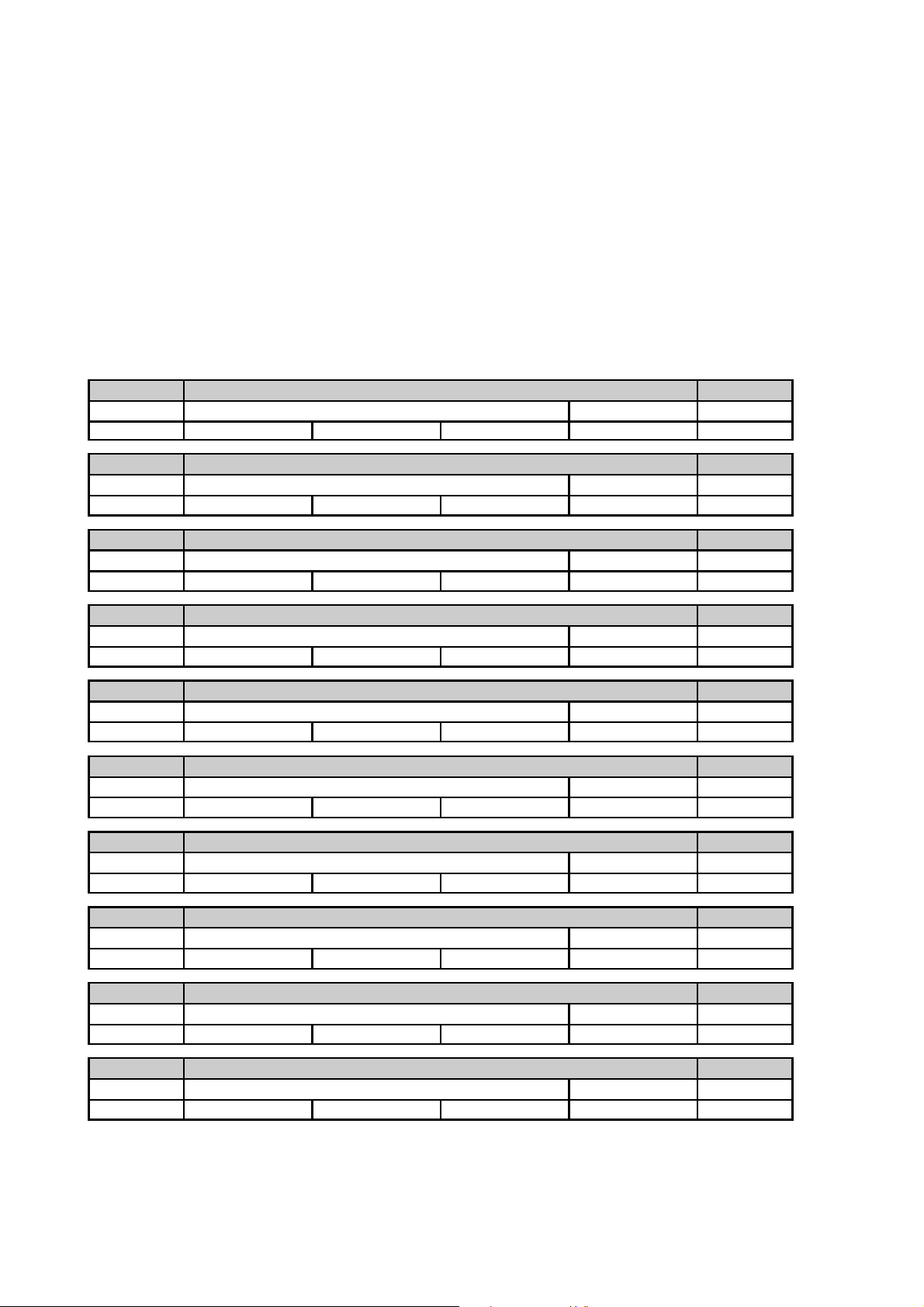
编号 机床数据标志 参考对照
表示法 名称,其他 生效方式
单位 标准值 最小值 最大值 数据类型
202 FIRST_LANGUAGE F--T3
十进制 缺省语言版本 上电
0 2 1 2 BYTE
203 DISPLAY_RESOLUTION F--T3
十进制 显示分辨率 立即
0 3 0 5 BYTE
204 DISPLAY_RESOLUTION_INCH F--T3
十进制 显示分辨率 立即
0 4 0 5 BYTE
205 DISPLAY_RESOLUTION_SPINDLE F--T3
十进制 显示分辨率 立即
0 1 0 5 BYTE
207 USER_CLASS_READ_TOA
十进制 刀具补偿读保护级,总体 立即
0 3 0 7 BYTE
机床显示数据
写/读的保护级
2/3
2/3
2/3
2/3
3/3
208 USER_CLASS_WRITE_T OA_GEO
十进制 刀具几何尺寸写保护级 立即
0 3 0 7 BYTE
209 USER_CLASS_WRITE_T OA_WEAR
十进制 刀具磨损数据写保护级 立即
0 3 0 7 BYTE
210 USER_CLASS_WRITE_ZOA
十进制 可设定零点偏置写保护级 立即
0 3 0 7 BYTE
212 USER_CLASS_WRITE_SEA
十进制 设定数据写保护级 立即
0 7 0 7 BYTE
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
3/3
3/3
3/3
3/3
2-23
Page 26
机床数据一览
2.1
机床显示数据
213 USER_CLASS_READ_PROGRAM
十进制 零件程序读保护级 立即
0 7 0 7 BYTE
214 USER_CLASS_WRITE_PROGRAM
十进制 零件程序输入保护级 立即
0 3 0 7 BYTE
215 USER_CLASS_SELECT_PROGRAM
十进制 程序选择保护级 立即
0 3 0 7 BYTE
217 USER_CLASS_WRITE_CYCLES
十进制 循环写保护级 立即
0 3 0 7 BYTE
218 USER_CLASS_WRITE_RPA
R
十进制
0 3 0 7 BYTE
参数写保护级
立即
219 USER_CLASS_SET_V24
V24
十进制
0 3 0 7 BYTE
设置保护级
立即
3/3
3/3
3/3
3/3
3/3
3/3
221 USER_CLASS_DIR_ACCESS
十进制 目录存取保护级 立即
0 3 0 7 BYTE
222 USER_CLASS_PLC_ACCESS
PLC
十进制
0 3 0 7 BYTE
程序保护级
立即
223 USER_CLASS_WRITE_PWA
十进制 保护工作区保护级 立即
0 7 0 7 BYTE
247 V24_PG_PC_BAUD
PG
位模型
0 7 0 7 BYTE
:波特率(
300、600、1200、2400、4800、9600、19200、38400
)
立即
280 V24_PPI_ADDR_PLC
PLC
站地址
2 0 126 BYTE
上电
281 V24_PPI_ADDR_NCK
NCK
站地址
3 0 126 BYTE
上电
289 CTM_SIM ULATION_TIME_NEW_POS F--K1
十进制 模拟实际值升级率 立即
0 100 0 4000 INTEGER
3/3
2/2
2/3
3/3
3/3
3/3
3/4
290 CTM_POS_COORDINATE_SYSTEM F--K1
十进制 坐标系统位置 立即
0 2 0 7 BYTE
2-24
SINUMERIK 802D sl
3/4
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 27
291 CTM_CROSS_AX_DIAMETER_ON F--K1
十进制 端面轴的直径显示激活 立即
0 1 0 1 BYTE
292 CTM_G91_DIAMETER_ON F--K1
十进制 增量进给 立即
0 1 0 1 BYTE
305 G_GROUP1
十进制
0 1 1 1000 INTEGER
位置显示的用户型G组
立即
306 G_GROUP2
十进制
0 2 1 1000 INTEGER
位置显示的用户型G组
立即
307 G_GROUP3
十进制
0 8 1 1000 INTEGER
位置显示的用户型G组
立即
2.1
机床数据一览
机床显示数据
3/4
3/7
3/7
3/7
3/7
308 G_GROUP4
十进制
0 9 1 1000 INTEGER
位置显示的用户型G组
立即
309 G_GROUP5
十进制
0 10 1 1000 INTEGER
位置显示的用户型G组
立即
310 FG_GROUP1
十进制
0 1 1 1000 INTEGER
位置显示的用户型G组(外部语言)
立即
311 FG_GROUP2
十进制
0 2 1 1000 INTEGER
位置显示的用户型G组(外部语言)
立即
312 FG_GROUP3
十进制
0 8 1 1000 INTEGER
位置显示的用户型G组(外部语言)
立即
313 FG_GROUP4
十进制
0 9 1 1000 INTEGER
位置显示的用户型G组(外部语言)
立即
3/7
3/7
3/7
3/7
3/7
3/7
314 FG_GROUP5
十进制
0 10 1 1000 INTEGER
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
位置显示的用户型G组(外部语言)
列表
(LIS)
,版本
2006年02
立即
月
3/7
2-25
Page 28
机床数据一览
2.1
机床显示数据
330 CMM_POS_COORDINATE_SYSTEM
十进制
0 0 0 7 BYTE
*
) 说明:
初始化时,表示法的位置和大小被传输。可以通过文件标题的轴向参数来控制坐标系位置。
可能有以下位置: 位置
单元的所有位置说明必须在位置4上进行(数学坐标系)。然后模拟会自动将表示法换算成不同的系统。
机床的坐标位置*)
+0
1
2
3
4
5
6
7
立即
X+ Z
向上 向右
向上 向左
向下 向右
向下 向左
向右 向上
向左 向上
向右 向下
向左 向下
331 CONTOUR_MASK
802
启用
十进制
0 1 0 1 BYTE
轮廓基准编程
立即
332 TOOL_LIST_PLACE_NO
十进制 启用刀具表中位置号 立即
0 0 0 1 INTEGER
3/7
3/7
3/3
343 V24_PPI_ADDR_MMC
十进制 上电
0 4 0 126
344 V24_PPI_MODEM_ACTIVE
十进制 立即
0 0 0 1 Byte
345 V24_PPI_MODEM_BAUD
十进制 连接调制解调器的波特率 立即
0 7 5 9 Byte
346 V24_PPI_MODEM_PARITY
十进制 连接调制解调器的奇偶 立即
0 0 0 2 Byte
356 HMI_COL_TITLE_FOCUS_FORE
十进制 前景焦点窗标题栏颜色设定 立即
15 0 15 Byte
357 HMI_COL_TITLE_FOCUS_BACK
十进制 背景焦点窗标题栏颜色设定 立即
2 0 15 Byte
3/3
3/3
3/3
3/3
0/3
0/3
360 SPINDLE_LOAD_DISPL1
十进制
接通主轴功率显示
0 0 1 INTEGER
1
361 USER_MEAS_TOOL_CHANGE
十进制
刀具测量窗口中
0 0 1 Byte
T/D
2-26
号输入使能
立即
立即
SINUMERIK 802D sl
3/3
3/3
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 29
362 SPINDLE_LOAD_DISPL2
十进制
接通主轴功率显示
1 0 1 Integer
2
立即
363 SPINDLE_LOAD_BAR_LIM2
十进制
主轴功率显示极限值
100 0 9999999 Integer
2
立即
364 SPINDLE_LOAD_BAR_LIM3
十进制
主轴功率显示极限值
100 0 9999999 Integer
3
立即
365 SPINDLE_LOAD_BAR_MAX
十进制 主轴功率显示最大值 立即
120 0 120 Integer
366 SPINDLE_LOAD_BAR_COL1
十进制
主轴功率显示范围颜色
10 0 15 Byte
1
立即
2.1
机床数据一览
机床显示数据
3/3
2/2
2/2
2/2
3/3
367 SPINDLE_LOAD_BAR_COL2
十进制
主轴功率显示范围颜色
9 0 15 Byte
368 SPINDLE_LOAD_BAR_COL3
十进制
主轴功率显示范围颜色
9 0 15 Byte
369 PROBE_MODE
十进制
测量系统类型:1:测量探头,2:光学测量方法
1 0 2 Integer
370 TOOL_REF_PROBE_AXIS1
十进制
测量探头测出X轴的绝对位置
0 --999999.999 999999.999 Double
371 TOOL_REF_PROBE_AXIS2
十进制
测量探头测出Y轴的绝对位置
0 --999999.999 999999.999 Double
372 TOOL_REF_PROBE_AXIS3
十进制
测量探头测出Z轴的绝对位置
9 --999999.999 999999.999 Double
373 MEAS_SAVE_POS_LENGTH2
十进制
接通测量刀具SK“
0 0 1 Byte
Save Pos
2
3
”,用于所有值
立即
立即
立即
立即
立即
立即
立即
3/3
3/3
3/3
2/2
2/2
2/2
2/2
374 TOOL_WEAR_LIMIT_VALUE
十进制 输入时磨损控制极限值 立即
9.999 0 9.999 Double
375 USER_CLASS_READ_CUS_DIR
十进制 读取用户循环保护级 立即
0 7 0 7 Byte
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2/2
2/3
2-27
Page 30
机床数据一览
2.1
机床显示数据
376 USER_CLASS_WRITE_CUS_DIR
十进制 用户循环写保护级 立即
0 2 0 7 Byte
377 USER_CLASS_WRITE_TO_MON_DAT
十进制 保护级刀具监控 立即
0 3 0 7 Byte
378 USER_CLASS_LADDER_VIEW
十进制 选择用户梯形图保护级 立即
0 2 0 7 Byte
379 SPINDLE_DISP_MODE
0
:标准模式,显示主轴转速
1
十进制
0 0 0 2 Byte
:恒定的切削速度,设置
2
:混合显示
G96
后显示
立即
383 V24_PPI_ADDR_DRV1
十进制 驱动站地址 上电
0 5 0 126 Byte
2/2
2/3
2/2
3/3
3/3
2-28
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 31

2.2
机床数据一览
通用机床数据
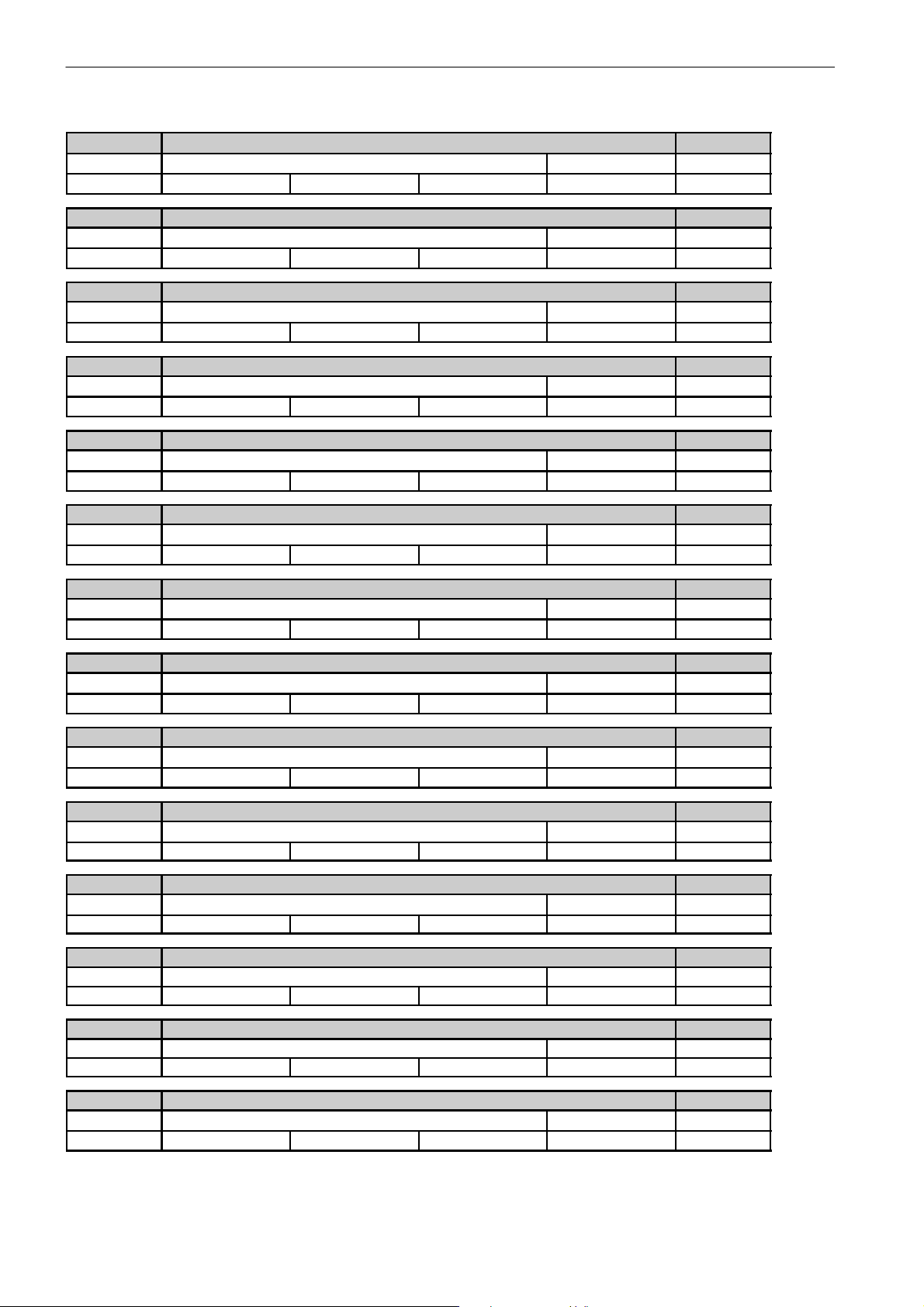
2.2
机床数据编号 机床数据标志
单位 简介 生效方式
显示过滤器 属性 数据类型
系统 尺寸 标准值 最小值 最大值 保护
数值设定说明: “
10000 AXCONF_MACHAX_NAME_TAB
-N01,N11 -- STRING
标准
ng2 6
ng3 6
tm1 4
10074 PLC_IPO_TIME_RATIO
-N01,N05 -- DWORD
标准
10088 REBOOT_DELAY_TIME
秒 重新引导延迟 立即
EXP -- DOUBLE
标准
通用机床数据
TRUE
”相当于
FALSE
“
加工轴名称 上电
6
用于主运行的
-- 1 1 50 2/2
-- 0.2 0.0 1.0 2/2
1
”相当于
0
“X1”、“Y1”、“Z1”、“SP”、
“A1”、“
“X1”、“Z1”、“C1”、“A1”、
“B1”、“
“X1”、“Z1”、“C1”、“A1”、
“B1”、“
“X1”、“Y1”、“Z1”、“SP”
PLC
PLCX1
”
PLCX1
”
PLCX1
”
脉冲系数 上电
-- -- 2/2
-- -- 2/2
-- -- 2/2
-- -- 2/2
10200 INT_INCR_PER_MM
-N01 -- DOUBLE
标准
ng2 -- 100000.0 1.0 1.0e9 2/2
ng3 -- 100000.0 1.0 1.0e9 2/2
10210 INT_INCR_PER_DEG
-N01 -- DOUBLE
标准
ng2 -- 100000.0 1.0 1.0e9 2/2
ng3 -- 100000.0 1.0 1.0e9 2/2
10240 SCALING_SYSTEM_IS_METRIC
-N01 SCAL BOOLEAN
标准
10350 FASTIO_DIG_NUM_INPUTS
-N10 -- BYTE
标准
10360 FASTIO_DIG_NUM_OUTPUTS
-N10 -- BYTE
标准
线性位置的计算精度 上电
-- 1000.0 1.0 1.0e9 2/2
角度位置的计算精度 上电
-- 1000.0 1.0 1.0e9 2/2
基本系统为公制 上电
-- TRUE -- -- 2/2
有效数字式
-- 2 1 MAXNUM_DIG_
有效数字式
-- 2 0 MAXNUM_DIG_
NCK
输入字节数 上电
FASTIN_BYTES
NCK
输出字节数 上电
FASTOUT_BYTES
2/2
2/2
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-29
Page 32

机床数据一览
2.2
10366 HW_ASSIGN_DIG_FASTIN
-N10 -- DWORD
标准
ng2 1 0x00010101 0x0 0x00010101 2/2
ng3 1 0x00010101 0x0 0x00010101 2/2
10368 HW_ASSIGN_DIG_FASTOUT
-N10 -- DWORD
标准
ng2 1 0x00010101 0x0 0x00010101 2/2
ng3 1 0x00010101 0x0 0x00010101 2/2
10450 SW_CAM_ASSIGN_TAB
-N09 -- BYTE
ng2 8 0、0、0、0、0、0、0、0 0 6 2/2
ng3 8 0、0、0、0、0、0、0、0 0 6 2/2
10460 SW_CAM_MINUS_LEAD_TIME
秒 负凸轮
N09 -- DOUBLE
ng2 8 0.0,0.0,0.0,0.0,0.0
ng3 8 0.0,0.0,0.0,0.0,0.0
通用机床数据
外部数字式
1 0x0 0x0 0x00010101 2/2
外部数字式
1 0x0 0x0 0x00010101 2/2
软件凸轮与加工轴的分配 上电
NCK
输入端硬件分配 上电
NCK
输出端硬件分配 上电
1--16
上的提前或延迟时间 上电
0 -- 3/3
0.0,0.0,0.0
0.0,0.0,0.0
,
0 -- 3/3
,
10461 SW_CAM_PLUS_LEAD_TIME
秒 正凸轮
N09 -- DOUBLE
ng2 8 0.0,0.0,0.0,0.0,0.0
ng3 8 0.0,0.0,0.0,0.0,0.0
10470 SW_CAM_ASSIGN_FASTOUT_1
-N09 -- DWORD
ng2 -- 0 -- -- 2/2
ng3 -- 0 -- -- 2/2
10480 SW_CAM_TIMER_FASTOUT_MASK
-N09 -- DWORD
ng2 -- 0 -- -- 2/2
ng3 -- 0 -- -- 2/2
10485 SW_CAM_MODE
-N09 -- DWORD
ng2 -- 0 -- -- 2/2
ng3 -- 0 -- -- 2/2
10710 PROG_SD_RESET_SAVE_TAB
-EXP,N01 -- DWORD
ng2 30 0,0,0... -- -- 2/2
ng3 30 0,0,0... -- -- 2/2
tm2 30 0,0,0... -- -- 2/2
tm3 30 0,0,0... -- -- 2/2
1--16
上的提前或延迟时间 上电
0 -- 3/3
0.0,0.0,0.0
0.0,0.0,0.0
用于凸轮
用于凸轮信号通过计时器中断向
软件凸轮特性 上电
需要更新的设定数据 上电
1--8向NCK
外设输出的硬件分配 上电
,
0 -- 3/3
,
NCU
输出的窗口 上电
2-30
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 33

2.2
10713 M_NO_FCT_STOPRE
-EXP,N12,N07 -- DWORD
标准
10714 M_NO_FCT_EOP
-EXP,N07 -- DWORD
标准
10715 M_NO_FCT_CYCLE
-EXP,N12,N07 -- DWORD
标准
10716 M_NO_FCT_CYCLE_NAME
-EXP,N12,N07 -- STRING
标准
10717 T_NO_FCT_CYCLE_NAME
-EXP,N12,N07 -- STRING
标准
10718 M_NO_FCT_CYCLE_PAR
-EXP,N12,N07 -- DWORD
标准
10719 T_NO_FCT_CYCLE_MODE
-- T
EXP,N12,N07 -- DWORD
标准
10735 JOG_MODE_MASK
-EXP,N01 -- DWORD
标准
10760 G53_TOOLCORR
-N12 -- BOOLEAN
tm1 -- FALSE -- -- 2/2
tm2 -- FALSE -- -- 2/2
tm3 -- FALSE -- -- 2/2
10804 EXTERN_M_NO_SET_INT
-EXP,N12 -- DWORD
tm1 -- 96 -- -- 2/2
tm2 -- 96 -- -- 2/2
tm3 -- 96 -- -- 2/2
10806 EXTERN_M_NO_DISABLE_INT
-EXP,N12 -- DWORD
tm1 -- 97 -- -- 2/2
tm2 -- 97 -- -- 2/2
tm3 -- 97 -- -- 2/2
预处理停止M功能 上电
15 -- 1,-- 1,-- 1,-- 1,-- 1
复位后主轴有效的M功能 上电
-- -- 1 -- -- 2/2
子程序所替代的M功能 上电
10 -- 1,-- 1,-- 1,-- 1,-- 1
替代M功能的子程序名 上电
10 -- -- 2/2
替代T功能的子程序名 上电
-- 1 -- -- 2/2
由参数代替的M功能 上电
-- -- 1 -- -- 2/2
功能替代的参数化
-- 0 0 1 2/2
在自动方式下使手动成为可能 上电
-- 0 0 0x1 2/2
G53,G153和SUPA
使用
ASUP
用于
ASUP
用于
-- 1,-- 1,-- 1,-- 1,-- 1
-- 1,-- 1,-- 1,-- 1,-- 1
-- 1,-- 1,-- 1,-- 1,-- 1
时的作用方式 上电
激活的M功能 上电
禁用的M功能 上电
-- -- 2/2
,
,
-- -- 2/2
,
上电
机床数据一览
通用机床数据
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-31
Page 34

机床数据一览
2.2
10808 EXTERN_INTERRUPT_BITS_M96
-EXP,N12 -- DWORD
tm1 -- 0 -- -- 2/2
tm2 -- 0 -- -- 2/2
tm3 -- 0 -- -- 2/2
10810 EXTERN_MEAS_G31_P_SIGNAL
-- G31 P..
EXP,N12 -- BYTE
tm1 4 1,1,1,1 0 3 2/2
tm2 4 1,1,1,1 0 3 2/2
tm3 4 1,1,1,1 0 3 2/2
10812 EXTERN_DOUBLE_TURRET_ON
-EXP,N12 -- BOOLEAN
tm1 -- FALSE -- -- 2/2
tm2 -- FALSE -- -- 2/2
tm3 -- FALSE -- -- 2/2
10814 EXTERN_M_NO_MAC_CYCLE
-EXP,N12 -- DWORD
tm1 10 -- 1,-- 1,-- 1,-- 1,-- 1
tm2 10 -- 1,-- 1,-- 1,-- 1,-- 1
tm3 10 -- 1,-- 1,-- 1,-- 1,-- 1
通用机床数据
激活中断程序(
G68
使用
通过M功能进行宏调用 上电
ASUP
) 上电
测量输入的分配
的双旋转头 上电
-- -- 2/2
-- 1,-- 1,-- 1,-- 1,-- 1
-- 1,-- 1,-- 1,-- 1,-- 1
-- 1,-- 1,-- 1,-- 1,-- 1
,
-- -- 2/2
,
-- -- 2/2
,
上电
10815 EXTERN_M_NO_MAC_CYCLE_NAME
-EXP,N12 -- STRING
tm1 10 -- -- 2/2
tm2 10 -- -- 2/2
tm3 10 -- -- 2/2
10816 EXTERN_G_NO_MAC_CYCLE
-EXP,N12 -- DOUBLE
tm1 50 -- 1
tm2 50 -- 1
tm3 50 -- 1
10817 EXTERN_G_NO_MAC_CYCLE_NAME
-EXP,N12 -- STRING
tm1 50 -- -- 2/2
tm2 50 -- -- 2/2
tm3 50 -- -- 2/2
10818 EXTERN_INTERRUPT_NUM_ASUP
-EXP,N12 -- BYTE
tm1 -- 1 1 8 2/2
tm2 -- 1 1 8 2/2
tm3 -- 1 1 8 2/2
通过M功能进行宏调用的子程序名 上电
通过G功能进行宏调用 上电
-- 1,-- 1,-- 1,-- 1,-- 1
,
-- 1,-- 1,-- 1,-- 1,--1 ....
-- 1,-- 1,-- 1,-- 1,-- 1
,
-- 1,-- 1,-- 1,-- 1,--1 ....
-- 1,-- 1,-- 1,-- 1,-- 1
,
-- 1,-- 1,-- 1,-- 1,--1 ....
通过G功能进行宏调用的子程序名 上电
用于
ASUP
起动的中断编号(
M96
) 上电
-- -- 2/2
,
-- -- 2/2
,
-- -- 2/2
,
2-32
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 35

2.2
10820 EXTERN_INTERRUPT_NUM_RETRAC
-EXP,N12 -- BYTE
tm1 -- 2 1 8 2/2
tm2 -- 2 1 8 2/2
tm3 -- 2 1 8 2/2
10880 MM_EXTERN_CNC_SYSTEM
-N01,N12 -- DWORD
tm1 -- 1 1 3 2/2
tm2 -- 1 1 3 2/2
tm3 -- 1 1 3 2/2
10881 MM_EXTERN_CNC_SYSTEM
-- ISO_3
N01,N12 -- DWORD
标准
10882 NC_USER_EXTERN_GCODES_TAB
-N12 -- STRING
标准
10884 EXTERN_FLOATINGPOINT_PROG
-N12 -- BOOLEAN
标准
10886 EXTERN_INCREMENT_SYSTEM
-N12 -- BOOLEAN
标准
10888 EXTERN_DIGITS_TOOL_NO
-- T
N12 -- BYTE
标准
10890 EXTERN_TOOLPROG_MODE
-N12 -- DWORD
标准
10900 INDEX_AX_LENGTH_POS_TAB_1
-N09 -- DWORD
ng2 -- 0 0 60 2/2
ng3 -- 0 0 60 2/2
tm2 -- 0 0 60 2/2
tm3 -- 0 0 60 2/2
10910 INDEX_AX_POS_TAB_1
mm/
英寸,度
N09 -- DOUBLE
ng2 60 0.0,0.0,0.0,0.0,0.0
ng3 60 0.0,0.0,0.0,0.0,0.0
tm2 60 0.0,0.0,0.0,0.0,0.0
tm3 60 0.0,0.0,0.0,0.0,0.0
用于快速退刀(
适配控制系统的定义 上电
模式:
-- 0 0 2 2/2
用户专用外部语言G指令列表 上电
60 -- -- 2/2
没有十进制点的计算编程值 上电
-- TRUE -- -- 2/2
增量系统 上电
-- FALSE -- -- 2/2
编号的位数
-- 2 0 8 2/2
外部语言的换刀程序 上电
-- 0 -- -- 2/2
分度轴表1的位置数 复位
分度轴表
G10.6
GCodeSystem
1
....
....
....
....
)的中断编号 上电
上电
上电
复位
-- -- 2/2
-- -- 2/2
-- -- 2/2
-- -- 2/2
通用机床数据
机床数据一览
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-33
Page 36

机床数据一览
2.2
10920 INDEX_AX_LENGTH_POS_TAB_2
-N09 -- DWORD
ng2 -- 0 0 60 2/2
ng3 -- 0 0 60 2/2
tm2 -- 0 0 60 2/2
tm3 -- 0 0 60 2/2
10930 INDEX_AX_POS_TAB_2
-N09 -- DOUBLE
ng2 60 0.0,0.0,0.0,0.0.... -- -- 2/2
ng3 60 0.0,0.0,0.0,0.0.... -- -- 2/2
tm2 60 0.0,0.0,0.0,0.0.... -- -- 2/2
tm3 60 0.0,0.0,0.0,0.0.... -- -- 2/2
11100 AUXFU_MAXNUM_GROUP_ASSIGN
-N01,N07,N02 -- DWORD
标准
11160 ACCESS_EXEC_CST
-- /_N_CST_DIR
N01 -- BYTE
标准
11161 ACCESS_EXEC_CMA
-- /_N_CMA_DIR
N01 -- BYTE
标准
11162 ACCESS_EXEC_CUS
-- /_N_CUS_DIR
N01 -- BYTE
标准
11165 ACCESS_WRITE_CST
-N01 -- DWORD
标准
11166 ACCESS_WRITE_CMA
-N01 -- DWORD
标准
11167 ACCESS_WRITE_CUS
-N01 -- DWORD
标准
ng2 -- -- 1 -- -- 2/2
ng3 -- -- 1 -- -- 2/2
11170 ACCESS_WRITE_SACCESS
-- _N_SACCESS_DEF
N01 -- BYTE
标准
通用机床数据
分度轴表2的位置数 复位
分度轴表
辅助功能组中的辅助功能数 上电
-- 1 1 255 2/2
-- 7 -- -- 2/2
-- 7 -- -- 2/2
-- 7 -- -- 3/3
目录
-- -- 1 -- -- 2/2
目录
-- -- 1 -- -- 2/2
目录
-- -- 1 -- -- 3/3
-- 7 -- -- 2/2
2
的执行权限
的执行权限
的执行权限
/_N_CST_DIR
/_N_CMA_DIR
/_N_CUS_DIR
写保护 上电
写保护 上电
写保护 上电
写保护
复位
上电
上电
上电
上电
11171 ACCESS_WRITE_MACCESS
-- _N_MACCESS_DEF
N01 -- BYTE
标准
-- 7 -- -- 2/2
2-34
写保护
SINUMERIK 802D sl
上电
列表
(LIS)
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 37

2.2
11172 ACCESS_WRITE_UACCESS
-- _N_UACCESS_DEF
N01 -- BYTE
标准
11210 UPLOAD_MD_CHANGES_ONLY
-N01,N05 -- BYTE
标准
11240 PROFIBUS_SDB_NUMBER
-- SDB1000
N01,N05 -- DWORD
标准
11250 PROFIBUS_SHUTDOWN_TYPE
-- Profibus
EXP,N01 -- BYTE
标准
11310 HANDWH_REVERSE
-N09 -- BYTE
标准
11320 HANDWH_IMP_PER_LATCH
-N09 -- DOUBLE
标准
11346 HANDWH_TRUE_DISTANCE
-N01 -- BYTE
标准
11717 D_NO_FCT_CYCLE_NAME
-- D
EXP,N12,N07 -- STRING
标准
13060 DRIVE_TELEGRAM_TYPE
-- Profibus--DP
N04,N10 -- DWORD
标准
13070 DRIVE_FUNCTION_MASK
-N04,N10 -- DWORD
标准
13080 DRIVE_TYPE_DP
-- Profibus
EXP -- BYTE
标准
13120 CONTROL_UNIT_LOGIC_ADDRESS
-- SINAMICS--CU
N04,N10 -- DWORD
标准
-- 7 -- -- 3/3
只保存更改过的机床数据 立即
-- 0x0F -- -- 2/2
号
4 0,-- 1,0,-- 1 -- 1 7 2/2
总线关闭处理
-- 0 0 2 2/2
手轮方向转换的阈值 上电
-- 2 -- -- 2/2
每个刻度的手轮脉冲 上电
6 1.,1.,1.,1.,1.,1. -- -- 2/2
手轮行程规定或者速度规定 上电
-- 0 0 3 2/2
功能识别子程序名
-- 1 -- -- 2/2
31 102,102,102... -- -- 2/2
使用的DP功能 上电
6 2,2,2,2,2,2 -- -- 2/2
总线驱动类型
31 0,0,0... 0 4 2/2
7 6500 0 8191 7/2
写保护
的标准电文类型
逻辑地址
上电
上电
上电
上电
上电
上电
上电
机床数据一览
通用机床数据
13200 MEAS_PROBE_LOW_ACTIVE
-N10,N09 -- BOOLEAN
标准
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
测量探头的极性转换 上电
2 FALSE,FALSE -- -- 3/3
列表
(LIS)
,版本
2006年02
月
2-35
Page 38

机床数据一览
2.2
13220 MEAS_PROBE_DELAY_TIME
秒 探头偏移直至识别的延迟时间 上电
N10,N09 -- DOUBLE
标准
14510 USER_DATA_INT
-N03 -- DWORD
标准
14512 USER_DATA_HEX
-N03 -- DWORD
标准
14514 US ER_DATA_FL OAT
-N03 -- DOUBLE
标准
11516 USER_DATA_PLC_ALARM
-N03 -- BYTE
标准
通用机床数据
2 0.0,0.0 0 0.1 3/3
用户数据(
32 0,0,0... --32768 32767 7/3
用户数据(
32 0,0,0... 0 0x0FF 7/3
用户数据(
8 0.0,0.0,0.0,0.0,0.0
用户数据(
64 0、0、00 -- -- 7/3
INT
) 上电
HEX
) 上电
FLOAT
) 上电
--3.40e38 3.40e38 7/3
0.0,0.0,0.0
HEX
) 上电
,
15700 LANG_SUB_NAME
-N01 -- STRING
标准
15702 LANG_SUB_PATH
-N01 -- BYTE
标准
17400 OEM_GLOBAL_INFO
-- OEM
-- -- STRING
标准
17530 TOOL_DATA_CHANGE_COUNTER
-EXP,N01 -- DWORD
标准
18030 HW_SERIAL_NUMBER
-N05 READ STRING
标准
18040 VERSION_INFO
-- PCMCIA
N05 READ STRING
ng2 4
ng3 4
tm1 4
tm2 4
tm3 4
替代子程序名 上电
-- 1 -- -- 2/2
替代子程序调用路径 上电
-- 0 0 2 2/2
版本信息
5 -- -- 2/2
HMI
标识
的刀具数据改变 上电
-- 0 0 0xF 2/2
硬件系列号 上电
1 -- -- 2/2
卡的版本,如有可能以及数据
802D sl--NG2
“
802D sl--NG3
“
802D sl--TM1
“
802D sl--TM2
“
802D sl--TM3
“
”
”
”
”
”
-- -- 2/2
-- -- 2/2
-- -- 2/2
-- -- 2/2
-- -- 2/2
上电
上电
2-36
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 39

2.2
18080 MM_TOOL_MANAGEMENT_MASK
-N02,N09 -- DWORD
ng2 -- 0x0 0 0xFFFF 2/2
ng3 -- 0x0 0 0xFFFF 2/2
tm2 -- 0x0 0 0xFFFF 2/2
tm3 -- 0x0 0 0xFFFF 2/2
18102 MM_TYPE_OF_CUTTING_EDGE
-- D
N02,N09 -- DWORD
标准
18120 MM_NUM_GUD_NAMES_NCK
-N02 -- DWORD
标准
18130 MM_NUM_GUD_NAMES_CHAN
-N02 -- DWORD
标准
为刀具管理保留存储空间(
编号编程的类型(
-- 0 0 1 2/2
GUD
全局
-- 50 -- -- 2/2
通道
-- 150 -- -- 2/2
GUD
定义数(
定义数(
SRAM
) 上电
SRAM
)
SRAM
) 上电
SRAM
) 上电
上电
机床数据一览
通用机床数据
18150 MM_GUD_VALUES_MEM
-- GUD
N02 -- DWORD
标准
值的存储空间(
-- 32 -- -- 2/2
SRAM
)
上电
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-37
Page 40

机床数据一览
2.3
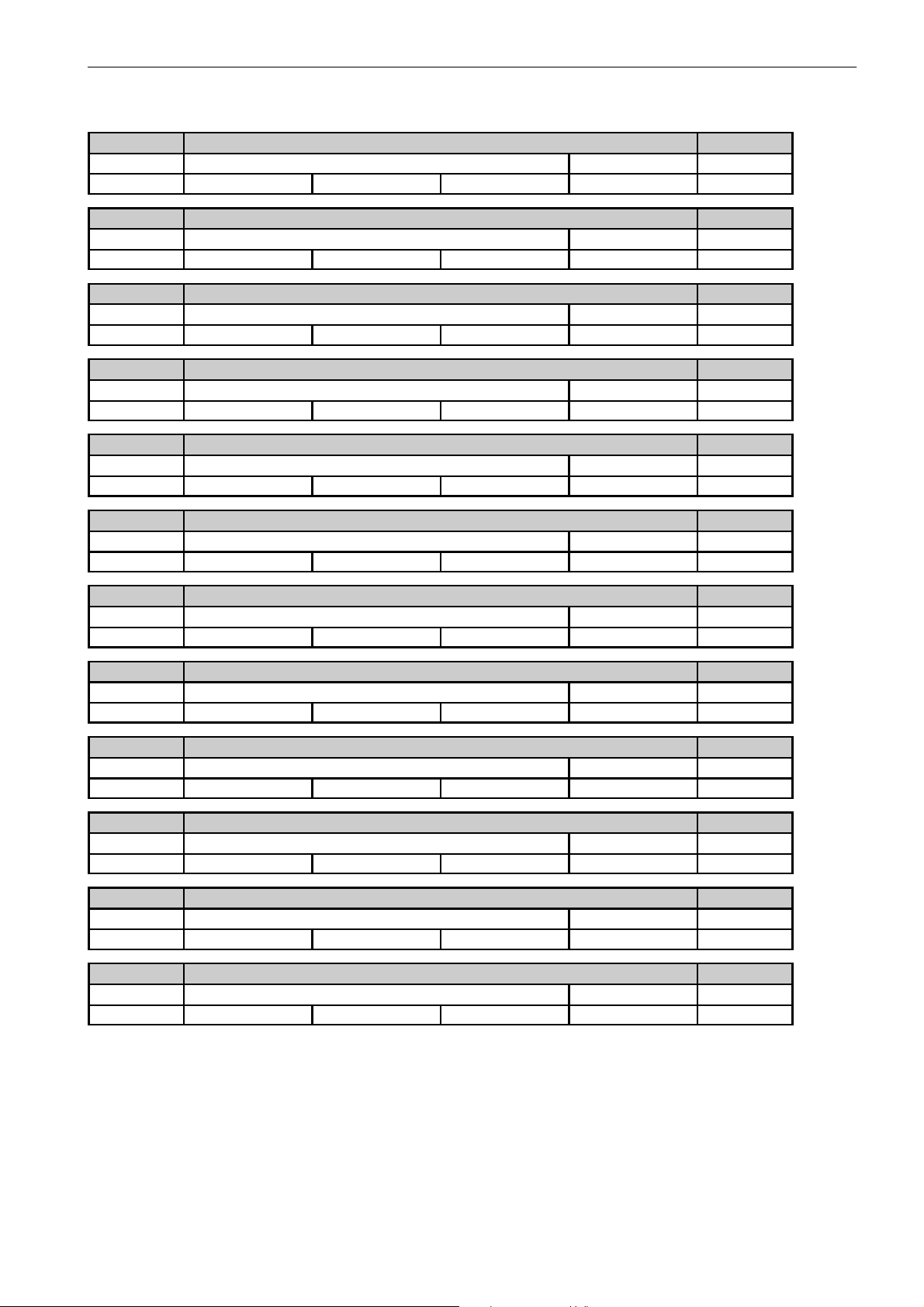
2.3
机床数据编号 机床数据标志
单位 简介 生效方式
显示过滤器 属性 数据类型
系统 尺寸 标准值 最小值 最大值 保护
数值设定说明:
20050 AXCONF_GEOAX_ASSIGN_TAB
-C01,C10 -- BYTE
标准
ng2 3 1,0,2 0 6 2/2
ng3 3 1,0,2 0 6 2/2
20070 AXCONF_MACHAX_USED
-C01,C10 -- BYTE
标准
tm1 4 1,2,3,4 0 6 2/2
20080 AXCONF_CHANAX_NAME_TAB
-C01,C11,C10 -- STRING
标准
ng2 6
ng3 6
tm1 4
20090 SPIND_DEF_MASTER_SPIND
-C01,C03 -- BYTE
tm2 -- 1 1 2 2/2
tm3 -- 1 1 2 2/2
通道专用机床数据
通道专用机床数据
TRUE
“
”相当于
FALSE
“
几何通道轴分配 上电
3 1,2,3 0 6 2/2
通道内有效的机床轴号 上电
6 1,2,3,4,5,0 0 6 2/2
通道中的通道轴名 上电
6
主主轴编号 上电
1
”相当于
0
“X”,“Y”,“Z”,
“SP”,“A”,“
“X”,“Z”,“C”,
“A”,“B”,“
“X”,“Z”,“C”,
“A”,“B”,“
“X”,“Y”,“Z”,
“SP”
PLCX
PLCX
PLCX
-- -- 2/2
”
-- -- 2/2
”
-- -- 2/2
”
-- -- 2/2
20094 SPIND_RIGID_TAPPING_M_NR
-C01,C03,C10 -- DWORD
tm2 -- 70 -- -- 2/2
tm3 -- 70 -- -- 2/2
20095 EXTERN_RIGID_TAPPING_M_NR
-C01,C11,C03,C10 -- DWORD
tm2 -- 29 -- -- 2/2
tm3 -- 29 -- -- 2/2
20106 PROG_EVENT_IGN_SINGLEBLOCK
-N01 -- DWORD
标准
20107 PROG_EVENT_IGN_INHIBIT
-N01 -- DWORD
标准
轴运行的M功能(西门子模式) 上电
轴运行的M功能(外部模式) 上电
程序事件忽略单个程序段 上电
-- 0x0 0 0x1F 2/2
程序事件忽略禁止读入 上电
-- 0x0 0 0x1F 2/2
2-38
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 41

2.3
20108 PROG_EVENT_MASK
-N01 -- DWORD
标准
20140 TRAFO_RESET_VALUE
-C03 -- BYTE
ng2 -- 0 0 8 2/2
ng3 -- 0 0 8 2/2
tm2 -- 0 0 8 2/2
tm3 -- 0 0 8 2/2
20172 COMPRESS_VELO_TOL
mm/min
C09 -- DOUBLE
tm3 -- 60000.0 -- -- 2/2
20204 WAB_CLEARANCE_TOLERANCE
mm
C06 -- DOUBLE
标准
20310 TOOL_MANAGEMENT_MASK
-C09 -- DWORD
ng2 -- 0x0 0 0xFFFFFFF 2/2
ng3 -- 0x0 0 0xFFFFFFF 2/2
tm2 -- 0x0 0 0xFFFFFFF 2/2
tm3 -- 0x0 0 0xFFFFFFF 2/2
调用控制事件的程序 上电
-- 0x0 0 0xF 7/2
在复位时当前有效的转换 复位
压缩时,轨迹进给最大允许偏差 上电
WAB
在
时反向 上电
-- 0.01 -- -- 2/2
激活刀具管理功能 上电
通道专用机床数据
机床数据一览
20320 TOOL_TIME_MONITOR_MASK
-C06,C09 -- DWORD
标准
tm1 -- 0x0 -- -- 2/2
20360 TOOL_PARAMETER_DEF_MASK
-C09 -- DWORD
标准
20450 LOOKAH_RELIEVE_BLOCK_CYCLE
-EXP,C05 -- DOUBLE
标准
20460 LOOKAH_SMOOTH_FACTOR
%
EXP,C05 -- DOUBLE
标准
20500 CONST_VELO_MIN_TIME
秒 以恒定速度的最小时间 上电
EXP,C05 -- DOUBLE
标准
20550 EXACT_POS_MODE
-EXP -- BYTE
标准
在刀夹上的刀具时间监控 上电
-- 0x1 -- -- 2/2
刀具参数定义 上电
-- 0x0 0 0xFFFF 2/2
块循环时间减震因子 上电
-- 0.0 -- -- 2/2
使用预见功能时的平滑因数 新配置
-- 0.0 0. 500.0 2/2
-- 0.0 0.0 0.1 2/2
G00和G01
使用
-- 0 0 33 2/2
的准停条件 新配置
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-39
Page 42

机床数据一览
2.3
20552 EXACT_POS_MODE_G0_TO_G1
-EXP -- BYTE
标准
20610 ADD_MOVE_ACCEL_RESERVE
-C05 -- DOUBLE
ng2 -- .2 0. 0.9 2/2
ng3 -- .2 0. 0.9 2/2
20624 HANDWH_CHAN_STOP_COND
-EXP,C09 -- DWORD
ng3 -- 0x13FF 0 0xFFFF 2/2
20700 REFP_NC_START_LOCK
-C01,C03 -- BOOLEAN
标准
20730 G0_LINEAR_MODE
-C09 -- BOOLEAN
标准
20732 EXTERN_G0_LINEAR_MODE
-N12 -- BOOLEAN
tm1 -- TRUE -- -- 2/2
tm2 -- TRUE -- -- 2/2
tm3 -- TRUE -- -- 2/2
20734 EXTERN_FUNCTION_MASK
-N12 -- DWORD
tm1 -- 0 0 0xFFFF 2/2
tm2 -- 0 0 0xFFFF 2/2
tm3 -- 0 0 0xFFFF 2/2
21000 CIRCLE_ERROR_CONST
mm
C06 -- DOUBLE
标准
21010 CIRCLE_ERROR_FACTOR
-C06 -- DOUBLE
标准
21020 WORKAREA_WITH_TOOL_RADIUS
-C03,C06 -- BOOLEAN
标准
21190 TOFF_MODE
-C03,C06 -- BYTE
ng3 -- 0 -- -- 2/2
21194 TOFF_VELO
mm/min
C08 -- DOUBLE
ng3 3 0.,0.,0. -- -- 2/2
通道专用机床数据
G00--G01
使用
-- 0 0 5 2/2
重叠运动的加速度预留 上电
规定通道专用的手轮运行特性 上电
无参考点NC启动禁用 复位
-- TRUE -- -- 2/2
使用G0的插补特性 上电
-- TRUE -- -- 2/2
G00
使用
外部语言的功能屏幕 复位
圆弧终点监控常量 上电
-- 0.01 -- -- 2/2
圆形终点监控系数 上电
-- 0.001 -- -- 2/2
工作区限制时的刀具半径 复位
-- FALSE -- -- 2/2
刀具方向上补偿值的作用方式 复位
刀具方向上的在线修正速度 新配置
转换的准停条件 新配置
的插补特性 上电
2-40
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 43

2.3
21196 TOFF_ACCEL
2
m/s
C08 -- DOUBLE
ng3 3 100. 100. 100. 1.0e
22000 AUXFU_ASSIGN_GROUP
-C04 -- BYTE
标准
22010 AUXFU_ASSIGN_TYPE
-C04 -- STRING
标准
22020 AUXFU_ASSIGN_EXTENSION
-C04 -- BYTE
标准
22030 AUXFU_ASSIGN_VALUE
-C04 -- DWORD
标准
22035 AUXFU_ASSIGN_SPEC
-C04 -- DWORD
标准
tm1 64 0 -- -- 2/2
tm2 64 0 -- -- 2/2
tm3 64 0 -- -- 2/2
22040 AUXFU_PREDEF_GROUP
-C04 -- BYTE
标准
22050 AUXFU_PREDEF_TYPE
-C04 -- STRING
标准
22060 AUXFU_PREDEF_EXTENSION
-C04 -- BYTE
标准
22070 AUXFU_PREDEF_VALUE
-C04 -- DWORD
标准
刀具方向上的在线修正加速度 新配置
-- 3
辅助功能组 上电
64 1 1 64 2/2
辅助功能类型 上电
64
辅助功能扩展 上电
64 0 0 99 2/2
辅助功能值 上电
64 0 -- -- 2/2
输出说明 上电
255 0 -- -- 2/2
预先定义的辅助功能组 上电
33 1,1,1,1,1,1,2
预先定义的辅助功能类型 上电
33
预先定义的辅助功能扩展 上电
33 0,0,0,0,0,1,1
预先定义的辅助功能值 上电
33 0
“”
2,2,2,2,4,4,4
4,4,4,3,1,1,1,...
“M”,“M”,“M”,
“M”,“M”,“M”,
“M”,“M”,“M”,
“M”,“M”,“M”,
“M”,“M”,“M”,
“M”,“M”,“S”,
“F”,“D”,“L”,
“T”,“M”,“M”
1,1,1,1,1,1,1
1,1,1,1,0,0,0
1,0,0…
,1,2,17,30,6,3,
4,5,19,70,40,41
42,43,44,45,-- 1,-- 1
-- 1,-- 1,-- 1,-- 1,-- 1,-- 1
20,23,22,25,26
122,125,27,0...
,
-- -- 2/2
0 64 7/2
,
,
-- -- 2/2
...
0 99 2/2
,
,
,
-- -- 2/2
,
,
,
-- 2/2
通道专用机床数据
机床数据一览
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-41
Page 44

机床数据一览
2.3
22254 AUXFU_ASSOC_M0_VALUE
-C01,C03,C10 -- DWORD
标准
22256 AUXFU_ASSOC_M1_VALUE
-C01,C03,C10 -- DWORD
标准
22400 S_VALUES_ACTIVE_AFTER_RESET
-C04,C03,C05 -- BOOLEAN
标准
22410 F_VALUES_ACTIVE_AFTER_RESET
-C04,C03,C05 -- BOOLEAN
标准
22534 TRAFO_CHANGE_M_CODE
-C04 -- DWORD
标准
22550 TOOL_CHANGE_MODE
-C01,C11,C04,C09 -- BYTE
标准
22910 WEIGHTING_FACTOR_FOR_SCALE
-EXP,C01,C11 -- BOOLEAN
tm1 -- FALSE -- -- 2/2
tm2 -- FALSE -- -- 2/2
tm3 -- FALSE -- -- 2/2
通道专用机床数据
程序停止的附加M功能 上电
-- -- 1 -- -- 2/2
有条件停止的附加M功能 上电
-- -- 1 -- -- 2/2
通过复位使S功能生效 上电
-- FALSE -- -- 2/2
通过复位使F功能生效 上电
-- FALSE -- -- 2/2
改变转换功能时的M代码 上电
-- 0 0 99999999 2/2
带有T或者M功能的新刀具补偿 上电
-- 0 0 1 2/2
比例缩放系数的输入精度 上电
22914 AXES_SCALE_ENABLE
-EXP,C01,C11 -- BOOLEAN
tm1 -- FALSE -- -- 2/2
tm2 -- FALSE -- -- 2/2
tm3 -- FALSE -- -- 2/2
22920 EXTERN_FIXED_FEEDRATE_F1_ON
-EXP,C01,C11 -- BOOLEAN
tm1 -- FALSE -- -- 2/2
tm2 -- FALSE -- -- 2/2
tm3 -- FALSE -- -- 2/2
22930 EXTERN_PARALLEL_GEOAX
-EXP,C01,C11 -- BYTE
tm1 3 0 0 6 2/2
tm2 3 0 0 6 2/2
tm3 3 0 0 6 2/2
24020 FRAME_SUPPRESS_MODE
-C03 -- DWORD
标准
激活轴的比例缩放系数
激活固定进给率
并行通道几何轴的配置 上电
框架抑制时的位置 上电
-- 0x0 0 0x0000003 2/2
F1 -- F9
G51
上电
上电
2-42
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 45

2.3
24100 TRAFO_TYPE_1
-C07 -- DWORD
ng2 -- 0 -- -- 2/2
ng3 -- 0 -- -- 2/2
tm2 -- 0 -- -- 2/2
tm3 -- 0 -- -- 2/2
24110 TRAFO_AXES_IN_1
-C07 -- BYTE
ng2 6 1,2,3,4,5,0 0 6 2/2
ng3 6 1,2,3,4,5,0 0 6 2/2
tm2 6 1,2,3,4,5,0 0 6 2/2
tm3 6 1,2,3,4,5,0 0 6 2/2
24120 TRAFO_GEOAX_ASSIGN_TAB_1
-C07 -- BYTE
ng2 3 0 0 6 2/2
ng3 3 0 0 6 2/2
tm2 3 0 0 6 2/2
tm3 3 0 0 6 2/2
24130 TRAFO_INCLUDES_TOOL_1
-C07 -- BOOLEAN
ng2 -- TRUE -- -- 2/2
ng3 -- TRUE -- -- 2/2
tm2 -- TRUE -- -- 2/2
tm3 -- TRUE -- -- 2/2
24200 TRAFO_TYPE_2
-C07 -- DWORD
ng2 -- 0 -- -- 2/2
ng3 -- 0 -- -- 2/2
tm2 -- 0 -- -- 2/2
tm3 -- 0 -- -- 2/2
24210 TRAFO_AXES_IN_2
-C07 -- BYTE
ng2 6 1,2,3,4,5,0 0 6 2/2
ng3 6 1,2,3,4,5,0 0 6 2/2
tm2 6 1,2,3,4,5,0 0 6 2/2
tm3 6 1,2,3,4,5,0 0 6 2/2
24220 TRAFO_GEOAX_ASSIGN_TAB_2
-C07 -- BYTE
ng2 3 0,0,0 0 6 2/2
ng3 3 0,0,0 0 6 2/2
tm2 3 0,0,0 0 6 2/2
tm3 3 0,0,0 0 6 2/2
24230 TRAFO_INCLUDES_TOOL_2
-C07 -- BOOLEAN
ng2 -- TRUE -- -- 2/2
ng3 -- TRUE -- -- 2/2
tm2 -- TRUE -- -- 2/2
tm3 -- TRUE -- -- 2/2
通道中的转换
转换1的轴分配 新配置
转换1时几何轴/通道轴分配 新配置
第1变压器有效时的刀具处理 新配置
通道中的转换
转换2的轴分配 新配置
转换2时几何轴/通道轴分配 新配置
第2变压器有效时的刀具处理 新配置
1
2
通道专用机床数据
新配置
新配置
机床数据一览
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-43
Page 46

机床数据一览
2.3
24700 TRAANG_ANGLE_1
度 直角坐标轴和真实(斜)轴之间的夹角 新配置
C07 -- DOUBLE
ng2 -- 0.0 -- -- 2/2
ng3 -- 0.0 -- -- 2/2
24710 TRAANG_BASE_TOOL_1
mm
C07 -- DOUBLE
ng2 3 0.0,0.0,0.0 -- -- 2/2
ng3 3 0.0,0.0,0.0 -- -- 2/2
24720 TRAANG_PARALLEL_VELO_RES_1
-C07 -- DOUBLE
ng2 -- 0.0 0.0 1.0 2/2
ng3 -- 0.0 0.0 1.0 2/2
24721 TRAANG_PARALLEL_ACCEL_RES_1
-C07 -- DOUBLE
ng2 -- 0.0 0.0 1.0 2/2
ng3 -- 0.0 0.0 1.0 2/2
通道专用机床数据
1 TRAANG
第
1 TRAANG
第
1 TRAANG
第
转换基本刀具矢量 新配置
转换速度预留 新配置
转换平行轴加速度预留 新配置
24750 TRAANG_ANGLE_2
度 直角坐标轴和真实(斜)轴之间的夹角 新配置
C07 -- DOUBLE
ng2 -- 0.0 -- -- 2/2
ng3 -- 0.0 -- -- 2/2
24760 TRAANG_BASE_TOOL_2
mm
C07 -- DOUBLE
ng2 3 0.0,0.0,0.0 -- -- 2/2
ng3 3 0.0,0.0,0.0 -- -- 2/2
24770 TRAANG_PARALLEL_VELO_RES_2
-C07 -- DOUBLE
ng2 -- 0.0 0.0 1.0 2/2
ng3 -- 0.0 0.0 1.0 2/2
24771 TRAANG_PARALLEL_ACCEL_RES_2
-C07 -- DOUBLE
ng2 -- 0.0 0.0 1.0 2/2
ng3 -- 0.0 0.0 1.0 2/2
24800 TRACYL_ROT_AX_OFFSET_1
度 回转轴偏移
C07 -- DOUBLE
tm2 -- 0.0 -- -- 2/2
tm3 -- 0.0 -- -- 2/2
2 TRAANG
第
2 TRAANG
第
2 TRAANG
第
转换基本刀具矢量 新配置
转换速度预留 新配置
转换平行轴加速度预留 新配置
TRACYL 1
新配置
24805 TRACYL_ROT_AX_FRAME_1
-C07 -- BYTE
tm2 -- 0 0 2 2/2
tm3 -- 0 0 2 2/2
回转轴偏移
2-44
TRACYL 1
SINUMERIK 802D sl
新配置
列表
(LIS)
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 47

2.3
24808 TRACYL_DEFAULT_MODE_1
-C07 -- BYTE
tm2 -- 0 0 1 2/2
tm3 -- 0 0 1 2/2
24810 TRACYL_ROT_SIGN_IS_PLUS_1
-C07 -- BOOLEAN
tm2 -- TRUE -- -- 2/2
tm3 -- TRUE -- -- 2/2
24820 TRACYL_BASE_TOOL_1
mm
C07 -- DOUBLE
tm2 3 0.0,0.0,0.0 -- -- 2/2
tm3 3 0.0,0.0,0.0 -- -- 2/2
24850 TRACYL_ROT_AX_OFFSET_2
度 回转轴偏移
C07 -- DOUBLE
tm2 -- 0.0 -- -- 2/2
tm3 -- 0.0 -- -- 2/2
TRACYL
选择
回转轴前面的符号 新配置
基本刀具矢量 新配置
模式 新配置
TRACYL 2
通道专用机床数据
新配置
机床数据一览
24855 TRACYL_ROT_AX_FRAME_2
-C07 -- BYTE
tm2 -- 0 0 2 2/2
tm3 -- 0 0 2 2/2
24858 TRACYL_DEFAULT_MODE_2
-C07 -- BYTE
tm2 -- 0 0 1 2/2
tm3 -- 0 0 1 2/2
24860 TRACYL_ROT_SIGN_IS_PLUS_2
-C07 -- BOOLEAN
tm2 -- TRUE -- -- 2/2
tm3 -- TRUE -- -- 2/2
24870 TRACYL_BASE_TOOL_2
mm
C07 -- DOUBLE
tm2 3 0.0,0.0,0.0 -- -- 2/2
tm3 3 0.0,0.0,0.0 -- -- 2/2
24900 TRANSMIT_ROT_AX_OFFSET_1
度 回转轴偏移
C07 -- DOUBLE
tm2 -- 0.0 -- -- 2/2
tm3 -- 0.0 -- -- 2/2
回转轴偏移
选择
回转轴前面的符号 新配置
基本刀具矢量 新配置
TRACYL
TRACYL 2
模式 新配置
TRANSMIT 1
新配置
新配置
24905 TRANSMIT_ROT_AX_FRAME_1
-C07 -- BYTE
tm2 -- 0 0 2 2/2
tm3 -- 0 0 2 2/2
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
回转轴偏移
TRANSMIT 1
(LIS)
列表
,版本
2006年02
新配置
月
2-45
Page 48

机床数据一览
2.3
24910 TRANSMIT_ROT_SIGN_IS_PLUS_1
-C07 -- BOOLEAN
tm2 -- TRUE -- -- 2/2
tm3 -- TRUE -- -- 2/2
24911 TRANSMIT_POLE_SIDE_FIX_1
-C07 -- BYTE
tm2 -- 0 0 2 2/2
tm3 -- 0 0 2 2/2
24920 TRANSMIT_BASE_TOOL_1
mm
C07 -- DOUBLE
tm2 3 0.0,0.0,0.0 -- -- 2/2
tm3 3 0.0,0.0,0.0 -- -- 2/2
24950 TRANSMIT_ROT_AX_OFFSET_2
度 回转轴偏移
C07 -- DOUBLE
tm2 -- 0.0 -- -- 2/2
tm3 -- 0.0 -- -- 2/2
通道专用机床数据
回转轴前面的符号 新配置
极点前/后的工作区极限 新配置
基本刀具矢量 新配置
TRANSMIT 2
新配置
24955 TRANSMIT_ROT_AX_FRAME_2
-C07 -- BYTE
tm2 -- 0 0 2 2/2
tm3 -- 0 0 2 2/2
24960 TRANSMIT_ROT_SIGN_IS_PLUS_2
-C07 -- BOOLEAN
tm2 -- TRUE -- -- 2/2
tm3 -- TRUE -- -- 2/2
24961 TRANSMIT_POLE_SIDE_FIX_2
-C07 -- BYTE
tm2 -- 0 0 2 2/2
tm3 -- 0 0 2 2/2
24970 TRANSMIT_BASE_TOOL_2
mm
C07 -- DOUBLE
tm2 3 0.0,0.0,0.0 -- -- 2/2
tm3 3 0.0,0.0,0.0 -- -- 2/2
26000 PUNCHNIB_ASSIGN_FASTIN
-C01,C09 -- DWORD
ng2 -- 0 -- -- 2/2
ng3 -- 0 -- -- 2/2
回转轴偏移
回转轴前面的符号 新配置
极点前后的工作区极限 新配置
基本刀具矢量 新配置
冲程控制时,输入字节的硬件分配 上电
TRANSMIT 2
新配置
26002 PUNCHNIB_ASSIGN_FASTOUT
-C01,C09 -- DWORD
ng2 -- 0 -- -- 2/2
ng3 -- 0 -- -- 2/2
2-46
冲程控制时,输出字节的硬件分配 上电
SINUMERIK 802D sl
列表
(LIS)
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 49

2.3
26004 NIBBLE_PUNCH_OUTMASK
-C01,C09 -- BYTE
ng2 8 1,0,0,0,0,0,0,0 -- -- 2/2
ng3 8 1,0,0,0,0,0,0,0 -- -- 2/2
26006 NIBBLE_PUNCH_INMASK
-C01,C09 -- BYTE
ng2 8 1,0,0,0,0,0,0,0 -- -- 2/2
ng3 8 1,0,0,0,0,0,0,0 -- -- 2/2
26008 NIBBLE_PUNCH_CODE
-C09 -- DWORD
ng2 8 0,23,22,25,26,0
ng3 8 0,23,22,25,26,0
26010 PUNCHNIB_AXIS_MASK
-C09 -- DWORD
ng2 -- 7,0,0... -- -- 2/2
ng3 -- 7,0,0... -- -- 2/2
26012 PUNCHNIB_ACTIVATION
-C09 -- DWORD
ng2 -- 0 -- -- 2/2
ng3 -- 0 -- -- 2/2
26014 PUNCH_PATH_SPLITTING
-C09 -- DWORD
ng2 -- 2 -- -- 2/2
ng3 -- 2 -- -- 2/2
26016 PUNCH_PARTITION_TYPE
-C09 -- DOUBLE
ng2 -- 0. -- -- 2/2
ng3 -- 0. -- -- 2/2
26018 NIBBLE_PRE_START_TIME
秒 采用
C09 -- DWORD
ng2 -- 0,0,0... -- -- 2/2
ng3 -- 0,0,0... -- -- 2/2
26020 NIBBLE_SIGNAL_CHECK
-C09 -- DWORD
ng2 -- 0 -- -- 2/2
ng3 -- 0 -- -- 2/2
27100 ABSBLOCK_FUNCTION_MASK
-N01 -- DWORD
ng2 -- 0x0 0 0x1 2/2
ng3 -- 0x0 0 0x1 2/2
tm2 -- 0x0 0 0x1 2/2
tm3 -- 0x0 0 0x1 2/2
快速输出数位窗口 上电
快速输入数位窗口 上电
确定M功能 上电
-- -- 2/2
0,0
0,0
确定冲压及步冲轴 上电
激活冲压及步冲功能 上电
激活自动行程分配 上电
自动行程分配时的单轴特性 上电
G603
进行步冲/冲压时的延时 上电
冲压信号出现波动时的报警 上电
将带绝对值的程序段显示参数化 上电
,
-- -- 2/2
,
通道专用机床数据
机床数据一览
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-47
Page 50

机床数据一览
2.3
27400 OEM_CHAN_INFO
-- OEM
-- -- STRING
标准
27800 TECHNOLOGY_MODE
-C09 -- BYTE
标准
ng2 -- 21 -- -- 2/2
ng3 -- 21 -- -- 2/2
27860 PROCESSTIMER_MODE
-C09 -- DWORD
ng2 -- 0x07 0 0x0FF 2/2
ng3 -- 0x07 0 0x0FF 2/2
tm2 -- 0x07 0 0x0FF 2/2
tm3 -- 0x07 0 0x0FF 2/2
27880 PART_COUNTER
-C09 -- DWORD
ng2 -- 0x0 0 0x0FFFF 3/2
ng3 -- 0x0 0 0x0FFFF 3/2
tm2 -- 0x0 0 0x0FFFF 3/2
tm3 -- 0x0 0 0x0FFFF 3/2
通道专用机床数据
版本信息
3
通道中的工艺 新配置
-- 0 -- -- 2/2
激活程序运行时间测量 复位
激活工件计数器 复位
“”、“”、“”
-- -- 2/2
上电
27882 PART_COUNTER_MCODE
-C09 -- BYTE
ng2 3 2,2,2 0 99 3/2
ng3 3 2,2,2 0 99 3/2
tm2 3 2,2,2 0 99 3/2
tm3 3 2,2,2 0 99 3/2
28400 MM_ABSBLOCK
-EXP,C02 -- DWORD
标准
28402 MM_ABSBLOCK_BUFFER_CONF
-EXP,C02 -- DWORD
标准
用用户定义的M指令进行工件计数 上电
激活带绝对值的程序段显示 上电
-- 0,0,0,0 ... -- -- 2/2
给定上载缓冲器的尺寸大小 上电
2 0,0 ... -- -- 2/2
2-48
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 51

2.4
机床数据一览
轴专用机床数据
2.4
机床数据编号 机床数据标志
单位 简介 生效方式
显示过滤器 属性 数据类型
系统 尺寸 标准值 最小值 最大值 保护
数值设定说明:
30100 CTRLOUT_SEGMENT_NR
-EXP,-- -- BYTE
标准
30110 CTRLOUT_MODULE_NR
--
--,-- -- BYTE
标准
tm1 1 2,3,4,1,5,6,7
tm2 1 2,3,4,1,5,6,7
tm3 1 2,3,4,1,5,6,7
轴专用机床数据
TRUE
“
”相当于
FALSE
“
设定值分布:总线分段号 上电
1 5 0 5 2/2
标准值:驱动系统号/组件号 上电
1 1,2,3,4,5,6,7
1
”相当于
0
8,9,10,11,12,13
14,15,16,17,18
19,20,21,22,23
24,25,26,27,28
29,30,31
8,9,10,11,12,13
14,15,16,17,18
19,20,21,22,23
24,25,26,27,28
29,30,31
8,9,10,11,12,13
14,15,16,17,18
19,20,21,22,23
24,25,26,27,28
29,30,31
8,9,10,11,12,13
14,15,16,17,18
19,20,21,22,23
24,25,26,27,28
29,30,31
1 31 2/2
,
,
,
,
,
1 31 2/2
,
,
,
,
,
1 31 2/2
,
,
,
,
,
1 31 2/2
,
,
,
,
,
30120 CTRLOUT_NR
-EXP,-- -- BYTE
标准
30130 CTRLOUT_TYPE
--
--,-- -- BYTE
标准
30134 IS_UNIPOLAR_OUTPUT
--
-- -- BYTE
标准
30200 NUM_ENCS
--
--,-- -- BYTE
标准
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
标准值:模块/组件上的输出 上电
1 1 1 3 2/2
额定值的输出方式 上电
1 0 0 3 2/2
额定值输出是单极的 上电
1 0 0 2 2/2
编码器数 上电
-- 1 0 1 2/2
列表
(LIS)
,版本
2006年02
月
2-49
Page 52

机床数据一览
2.4
30220 ENC_MODULE_NR
--
--,--,-- -- BYTE
ng2 1 1,2,3,4,5,6 1 31 7/2
ng3 1 1,2,3,4,5,6 1 31 7/2
tm1 1 2,3,4,1 1 31 7/2
tm2 1 2,3,4,1,5,6 1 31 7/2
tm3 1 2,3,4,1,5,6 1 31 7/2
30230 ENC_INPUT_NR
--
--,--,-- -- BYTE
标准
30240 ENC_TYPE
--
--,--,-- -- BYTE
标准
30270 ENC_ABS_BUFFERING
-EXP,--,-- -- BYTE
标准
30300 IS_ROT_AX
--
--,--,-- SCAL,CTEQ BOOLEAN
标准
30310 ROT_IS_MODULO
--
--,--,-- CTEQ BOOLEAN
标准
30320 DISPLAY_IS_MODULO
-- 360
--,--,-- CTEQ BOOLEAN
标准
30350 SIMU_AX_VDI_OUTPUT
--
--,-- CTEQ BOOLEAN
标准
30465 AXIS_LANG_SUB_MASK
-- NC
N01 -- DWORD
标准
30500 INDEX_AX_ASSIGN_POS_TAB
--
--,-- -- BYTE
ng2 -- 0 0 3 2/2
ng3 -- 0 0 3 2/2
tm2 -- 0 0 3 2/2
tm3 -- 0 0 3 2/2
轴专用机床数据
实际值:驱动系统号/测量回路号 上电
实际值:模块/测量回路卡输入编号 上电
1 1 1 2 2/2
实际值:编码器类型 上电
1 0 0 5 2/2
绝对值编码器:工艺范围扩大 上电
1 0 0 1 2/2
回转轴/主轴 上电
-- FALSE -- -- 2/2
回转轴/主轴的模数变换 上电
-- FALSE -- -- 2/2
度旋转回转轴模数显示
-- FALSE -- -- 2/2
模拟轴的轴信号 上电
-- FALSE -- -- 2/2
语言指令的替代
-- 0 0 3 2/2
该轴为分度轴 复位
上电
上电
30600 FIX_POINT_POS
mm
,度
--,-- -- DOUBLE
标准
2-50
G75
使用
时的轴位置 上电
2 0.0,0.0 -- -- 2/2
SINUMERIK 802D sl
列表
(LIS)
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 53

2.4
31000 ENC_IS_LINEAR
--
--,-- -- BOOLEAN
标准
31010 ENC_GRID_POINT_DIST
mm
--,-- -- DOUBLE
标准
31020 ENC_RESOL
--
--,-- -- DWORD
标准
31030 LEADSCREW_PITCH
mm
--,-- -- DOUBLE
标准
31040 ENC_IS_DIRECT
--
--,-- -- BOOLEAN
标准
31044 ENC_IS_DIRECT2
--
-- -- BOOLEAN
标准
31050 DRIVE_AX_RATIO_DENOM
--
--,-- -- DWORD
标准
31060 DRIVE_AX_RATIO_NUMERA
--
--,-- -- DWORD
标准
31064 DRIVE_AX_RATIO2_DENOM
--
-- -- DWORD
标准
31066 DRIVE_AX_RATIO2_NUMERA
--
-- -- DWORD
标准
31070 DRIVE_ENC_RATIO_DENOM
--
--,-- -- DWORD
标准
31080 DRIVE_ENC_RATIO_NUMERA
--
--,-- -- DWORD
标准
31122 BERO_DELAY_TIME_PLUS
秒
--,-- -- DOUBLE
标准
线性标度 上电
1 FALSE -- -- 2/2
电子尺刻度 上电
1 0.01 -- -- 2/2
每转的编码器线数 上电
1 2048 -- -- 2/2
螺杆螺距 上电
-- 10.0 -- -- 2/2
直接安装于机床上的编码器 上电
1 FALSE -- -- 2/2
安装于附加齿轮箱上的编码器 新配置
1 FALSE -- -- 2/2
负载齿轮箱的分母 上电
6 1,1,1,1,1,1 1 2147000000 2/2
负载齿轮箱的分子 上电
6 1,1,1,1,1,1 --2147000000 2147000000 2/2
附加齿轮箱分母 新配置
-- 1 1 2147000000 2/2
附加齿轮箱分子 新配置
-- 1 --2147000000 2147000000 2/2
测量齿轮箱分母 上电
1 1 1 2147000000 2/2
测量齿轮箱分子 上电
1 1 1 2147000000 2/2
Bero
延时时间
1 0.000110 -- -- 2/2
轴专用机床数据
新配置
机床数据一览
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-51
Page 54

机床数据一览
2.4
31123 BERO_DELAY_TIME_MINUS
秒
--,-- -- DOUBLE
标准
32000 MAX_AX_VELO
mm/min
转
--,-- CTEQ DOUBLE
标准
32010 JOG_VELO_RAPID
mm/min
转
--,-- CTEQ DOUBLE
标准
32020 JOG_VELO
mm/min
转
--,-- CTEQ DOUBLE
标准
32100 AX_MOTION_DIR
--
--,--,-- -- DWORD
ng2 -- 1 -- 1 1 2/2
tm1 -- 1 -- 1 1 2/2
tm2 -- 1 -- 1 1 2/2
tm3 -- 1 -- 1 1 2/2
轴专用机床数据
,
/min
,
/mm
,
/mm
Bero
延时时间
1 0.000078 -- -- 2/2
最大轴速度 新配置
-- 10000. 1.e
点动方式快速速度 复位
-- 10000. -- -- 7/2
点动轴速度 复位
-- 2000. -- -- 7/2
运动方向(反向) 上电
-- 9
-- 7/2
新配置
32110 ENC_FEEDBACK_POL
--
--,--,-- -- DWORD
标准
32200 POSCTRL_GAIN
1000/
分钟
--,-- CTEQ DOUBLE
标准
32210 POSCTRL_INTEGR_TIME
秒 位置调节器积分作用时间 新配置
-- -- DOUBLE
ng2 -- 1.0 0 10000.0 2/2
tm1 -- 1.0 0 10000.0 2/2
tm2 -- 1.0 0 10000.0 2/2
tm3 -- 1.0 0 10000.0 2/2
32220 POSCTRL_INTEGR_ENABLE
--
-- -- BOOLEAN
ng2 -- FALSE -- -- 2/2
tm1 -- FALSE -- -- 2/2
tm2 -- FALSE -- -- 2/2
tm3 -- FALSE -- -- 2/2
实际值前面的符号(正向) 上电
1 1 -- 1 1 2/2
KV
系数
6 16.66666667
16.66666667
16.66666667
16.66666667
16.66666667
16.66666667
激活位置调节器积分部分 上电
,
,
,
,
,
0 2000. 7/2
新配置
2-52
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 55

2.4
轴专用机床数据
32230 POSCTRL_CONFIG
--
位置调节器结构配置 上电
-- -- BYTE
标准
-- 0 0 17 7/2
32300 MAX_AX_ACCEL
米/秒@,转/秒
@
轴加速度 新配置
--,-- CTEQ DOUBLE
标准
5 1.0,1.0,1.0,1.0,1.0 1.0e--3 -- 7/2
32301 JOG_MAX_ACCEL
米/秒@,转/秒
@
慢进运行时的最大轴加速度 新配置
--,-- CTEQ DOUBLE
标准
-- 0.0 0.0 -- 7/2
32320 DYN_LIMIT_RESET_MASK
--
动态限制的复位特性 复位
--,-- CTEQ DWORD
标准
-- 0 0 0x01 2/2
32420 JOG_AND_POS_JERK_ENABLE
--
轴向突变限制启用 复位
-- CTEQ BOOLEAN
标准
-- FALSE -- -- 2/2
32430 JOG_AND_POS_MAX_JERK
米/秒#,度/秒
#
轴向突变值 复位
-- CTEQ DOUBLE
标准
-- 1000.0 1.e--9 -- 2/2
32431 MAX_AX_JERK
米/秒#,度/秒
#
轨迹运行时的最大轴向突变值 新配置
-- -- DOUBLE
tm1 5 1.e3,1.e3,1.e3,1.e3
1.e-- 9 -- 3/3
,
1.e3
tm2 5 1.e3,1.e3,1.e3,1.e3
1.e-- 9 -- 3/3
,
1.e3
tm3 5 1.e3,1.e3,1.e3,1.e3
1.e-- 9 -- 3/3
,
1.e3
32432 PATH_TRANS_JERK_LIM
米/秒#,度/秒
#
连续路径方式下程序段转换时的最大轴向突变值 新配置
-- CTEQ DOUBLE
tm1 5 1.e3,1.e3,1.e3,1.e3
-- -- 3/3
,
1.e3
tm2 5 1.e3,1.e3,1.e3,1.e3
-- -- 3/3
,
1.e3
tm3 5 1.e3,1.e3,1.e3,1.e3
-- -- 3/3
,
1.e3
32436 JOG_MAX_JERK
米/秒#,度/秒
#
慢进运行时的最大轴向突变值 新配置
-- -- DOUBLE
标准
-- 0.0 0.0 -- 2/2
32440 LOOKAH_FREQUENCY
--
使用预见功能时的平滑频率 新配置
EXP,-- -- DOUBLE
标准
-- 10. -- -- 2/2
32450 BACKLASH
mm
,度
反向间隙 新配置
-- -- DOUBLE
标准
1 0.0,0.0 -- -- 2/2
机床数据一览
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-53
Page 56

机床数据一览
2.4
32490 FRICT_COMP_MODE
--
-- -- BYTE
标准
32500 FRICT_COMP_ENABLE
--
-- -- BOOLEAN
标准
32510 FRICT_COMP_ADAPT_ENABLE
-EXP,-- -- BOOLEAN
标准
32520 FRICT_COMP_CONST_MAX
mm/min
转
EXP,-- -- DOUBLE
标准
32530 FRICT_COMP_CONST_MIN
mm/min
转
EXP,-- -- DOUBLE
标准
32540 FRICT_COMP_TIME
秒 摩擦补偿时间常数 新配置
EXP,-- -- DOUBLE
标准
32610 VELO_FFW_WEIGHT
--,-- -- DOUBLE
ng3 6 1.0,1.0,1.0,1.0,1.0
tm3 6 1.0,1.0,1.0,1.0,1.0
轴专用机床数据
,
/min
,
/min
摩擦补偿方式 上电
1 1 0 2 2/2
摩擦补偿生效 新配置
-- FALSE -- -- 2/2
摩擦补偿自适应生效 新配置
1 FALSE -- -- 2/2
最大摩擦补偿值 新配置
1 0.0 -- -- 2/2
最小摩擦补偿值 新配置
1 0.0 -- -- 2/2
1 0.015 -- -- 2/2
速度/转速前馈控制时的前馈系数 新配置
-- -- 2/2
1.0
1.0
,
-- -- 2/2
,
32630 FFW_ACTIVATION_MODE
--
--,-- CTEQ BYTE
ng3 -- 1 -- -- 2/2
tm3 -- 1 -- -- 2/2
32640 STIFFNESS_CONTROL_ENABLE
--
--,-- CTEQ BOOLEAN
标准
32642 STIFFNESS_CONTROL_CONFIG
--
--,-- CTEQ BYTE
标准
32644 STIFFNESS_DELAY_TIME
秒 动刚度调节:延迟 上电
--,-- CTEQ DOUBLE
标准
tm1 1 --0.0015 --0.02 0.02 2/2
tm2 1 --0.0015 --0.02 0.02 2/2
tm3 1 --0.0015 --0.02 0.02 2/2
由程序激活前馈控制 复位
动刚度调节 新配置
1 FALSE -- -- 2/2
动刚度调节配置 上电
1 0 0 1 2/2
1 0.0 --0.02 0.02 2/2
2-54
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 57

2.4
32700 ENC_COMP_ENABLE
--
-- -- BOOLEAN
标准
32810 EQUIV_SPEEDCTRL_TIME
秒 转速控制环等效时间常数 新配置
--,-- -- DOUBLE
标准
tm1 6 0.003,0.003,0.003
tm2 6 0.003,0.003,0.003
tm3 6 0.003,0.003,0.003
33050 LUBRICATION_DIST
mm
,度
--,-- -- DOUBLE
标准
34000 REFP_CAM_IS_ACTIVE
--
--,-- -- BOOLEAN
标准
编码器/丝杠误差补偿 新配置
1 FALSE -- -- 2/2
6 0.008,0.008,0.008
润滑脉冲
-- 1.0e8 -- -- 3/3
带有参考点凸轮的轴 复位
-- TRUE -- -- 2/2
0.008,0.008,0.008
0.003,0.003,0.003
0.003,0.003,0.003
0.003,0.003,0.003
PLC
信号的移动距离 新配置
-- -- 2/2
,
-- -- 2/2
,
-- -- 2/2
,
-- -- 2/2
,
轴专用机床数据
机床数据一览
34010 REFP_CAM_DIR_IS_MINUS
--
--,-- -- BOOLEAN
标准
34020 REFP_VELO_SEARCH_CAM
mm/min
/min
转
--,--,-- -- DOUBLE
标准
34030 REFP_MAX_CAM_DIST
mm
,度
--,-- -- DOUBLE
标准
34040 REFP_VELO_SEARCH_MARKER
mm/min
/min
转
--,--,-- -- DOUBLE
标准
34050 REFP_SEARCH_MARKER_REVERSE
--
--,-- -- BOOLEAN
标准
34060 REFP_MAX_MARKER_DIST
mm
,度
--,-- -- DOUBLE
标准
负向逼近参考点 复位
-- FALSE -- -- 2/2
,
凸轮返回速度 复位
-- 5000.00 -- -- 2/2
到参考凸轮的最大行程距离 复位
-- 10000.0 -- -- 2/2
,
在查找参考标记时的速度 复位
1 300.00 -- -- 2/2
参考凸轮上的换向 复位
1 FALSE -- -- 2/2
到参考标记的最大行程距离 复位
1 20.0 -- -- 2/2
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-55
Page 58

机床数据一览
2.4
34070 REFP_VELO_POS
mm/min
转
--,--,-- -- DOUBLE
标准
tm1 -- 1000.00 -- -- 2/2
tm2 -- 1000.00 -- -- 2/2
tm3 -- 1000.00 -- -- 2/2
34080 REFP_MOVE_DIST
mm
--,-- -- DOUBLE
标准
34090 REFP_MOVE_DIST_CORR
mm
--,--,--,-- -- DOUBLE
标准
34092 REFP_CAM_SHIFT
mm
--,-- -- DOUBLE
标准
34093 REFP_CAM_MARKER_DIST
mm
--,-- READ DOUBLE
标准
34100 REFP_SET_POS
mm
--,-- -- DOUBLE
标准
34110 REFP_CYCLE_NR
--
-- -- DWORD
标准
轴专用机床数据
,
/min
,度
,度
,度
,度
,度
返回参考点速度 复位
-- 10000.00 -- -- 2/2
参考点距离 新配置
1 -- 2 . 0 -- 1 e
参考点偏移 新配置
1 0.0 -- 1e
增量测量系统的电子凸轮偏移 复位
1 0.0 -- -- 2/2
参考凸轮与参考标记间距离 上电
1 0.0 -- -- 2/2
参考点位置 复位
4 0.0,0.0,0.0,0.0 --45000000 45000000 2/2
返回参考点轴次序 上电
-- 1,2,3,4,5,6,7
8,9,10,11,12,13
14,15,16,17,18
19,20,21,22,23
24,25,26,27,28
29,30,31,32,33
34,35,36,37,38
39,40,41,42,43
44,45,46,47,48
49,50,51,52,53
54,55,56,57,58
59,60,61,62,63,64
,
,
,
,
,
,
,
,
,
,
15
15
-- 1 31 2/2
,
1e
1e
15
15
2/2
2/2
34120 REFP_BERO_LOW_ACTIVE
-- BERO
-- -- BOOLEAN
标准
34200 ENC_REFP_MODE
--
--,-- -- BYTE
标准
34210 ENC_REFP_STATE
--
--,--,-- -- BYTE
标准
2-56
凸轮的极性转换
-- FALSE -- -- 2/2
参考模式 上电
1 1 0 8 2/2
绝对值编码器调试状态 立即
1 0 0 2 2/2
SINUMERIK 802D sl
上电
列表
(LIS)
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 59

2.4
34220 ENC_ABS_TURNS_MODULO
--
--,-- -- DWORD
标准
34990 ENC_ACTVAL_SMOOTH_TIME
秒 实际值的平滑时间常数 复位
-- -- DOUBLE
标准
35000 SPIND_ASSIGN_TO_MACHAX
--
--,--,-- -- BYTE
ng2 -- 0 0 2 2/2
ng3 -- 0 0 3 2/2
tm1 -- 0 0 1 2/2
tm2 -- 0 0 2 2/2
tm3 -- 0 0 2 2/2
35010 GEAR_STEP_CHANGE_ENABLE
--
--,-- CTEQ DWORD
标准
35012 GEAR_STEP_CHANGE_POSITION
mm
,度
--,-- CTEQ DOUBLE
标准
35014 GEAR_STEP_USED_IN_AXISMODE
--
--,--,-- CTEQ DWORD
标准
35020 SPIND_DEFAULT_MODE
--
--,-- CTEQ BYTE
标准
35030 SPIND_DEFAULT_ACT_MASK
--
--,-- CTEQ BYTE
标准
35040 SPIND_ACTIVE_AFTER_RESET
--
--,-- CTEQ BYTE
标准
35100 SPIND_VELO_LIMIT
转/分钟 最大主轴转速 上电
--,--,-- CTEQ DOUBLE
标准
35110 GEAR_STEP_MAX_VELO
转/分钟 齿轮箱换档的最大转速 新配置
--,--,-- CTEQ DOUBLE
标准
35112 GEAR_STEP_MAX_VELO2
转/分钟 第2数据组:齿轮换档时的最大转速 新配置
--,--,-- CTEQ DOUBLE
标准
旋转绝对值编码器模数区域 上电
1 4096 1 100000 2/2
1 0.0 0.0 0.5 3/3
分配加工轴为主轴 上电
可以进行齿轮箱换档 复位
-- 0x00 0 0x2B 2/2
齿轮换档位置 新配置
6 0.0,0.0,0.0,0.0,0.0
在使用
-- 0 0 5 2/2
主轴基本设置 复位
-- 0 0 3 2/2
激活主轴基本设置 复位
-- 0x00 0 0x03 2/2
自身主轴复位 上电
-- 0 0 2 2/2
-- 10000.0 1.0e--3 -- 7/2
6 500.0,500.0,1000.0
6 500.0,500.0,1000.0
0.0
M70
时轴运行的齿轮档 新配置
2000.0,4000.0,8000.0
2000.0,4000.0,8000.0
-- -- 2/2
,
-- -- 2/2
,
0 -- 2/2
,
轴专用机床数据
机床数据一览
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-57
Page 60

机床数据一览
2.4
35120 GEAR_STEP_MIN_VELO
转/分钟 齿轮换档的最小转速 新配置
--,--,-- CTEQ DOUBLE
标准
35122 GEAR_STEP_MIN_VELO2
转/分钟 第2数据组:齿轮换档时的最小转速 新配置
--,--,-- CTEQ DOUBLE
标准
35130 GEAR_STEP_MAX_VELO_LIMIT
转/分钟 齿轮档的最大转速 新配置
--,--,-- CTEQ DOUBLE
标准
35140 GEAR_STEP_MIN_VELO_LIMIT
转/分钟 齿轮档的最小转速 新配置
--,--,-- CTEQ DOUBLE
标准
35150 SPIND_DES_VELO_TOL
--
--,--,--,--,-- -- DOUBLE
标准
轴专用机床数据
6 50.0,50.0,400.0
800.0,1500.0,3000.0
6 50.0,50.0,400.0
800.0,1500.0,3000.0
6 500.0,500.0,1000.0
2000.0,4000.0,8000.0
6 5.0,5.0,10.0,20.0
40.0,80.0
主轴转速容差 复位
-- 0.1 0.0 1.0 2/2
,
,
-- -- 2/2
0 -- 2/2
1.0e-- 3 -- 2/2
,
-- -- 2/2
,
35160 SPIND_EXTERN_VELO_LIMIT
PLC
转/分钟
--,-- CTEQ DOUBLE
标准
35200 GEAR_STEP_SPEEDCTRL_ACCEL
@
转/秒
--,--,-- CTEQ DOUBLE
标准
35210 GEAR_STEP_POSCTRL_ACCEL
@
转/秒
--,--,-- CTEQ DOUBLE
标准
35212 GEAR_STEP_POSCTRL_ACCEL2
@
转/秒
--,--,-- CTEQ DOUBLE
标准
35300 SPIND_POSCTRL_VELO
转/分钟 位置调节接通转速 新配置
--,-- CTEQ DOUBLE
标准
主轴转速限制
-- 1000.0 1.0e--3 -- 2/2
开环模式的加速度 新配置
6 30.0,30.0,25.0,20.0
15.0,10.0
位置环模式的加速度 新配置
6 30.0,30.0,25.0,20.0
15.0,10.0
第2数据组:位置环模式的加速度 新配置
6 30.0,30.0,25.0,20.0
15.0,10.0
-- 500.0 -- -- 2/2
1.0e-- 3 -- 2/2
,
1.0e-- 3 -- 2/2
,
1.0e-- 3 -- 2/2
,
新配置
35310 SPIND_POSIT_DELAY_TIME
秒 位置延迟时间 新配置
--,-- CTEQ DOUBLE
标准
2-58
6 0.0,0.05,0.1,0.2
0.4,0.8
,
-- -- 2/2
SINUMERIK 802D sl
列表
(LIS)
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 61

2.4
35350 SPIND_POSITIONING_DIR
--
-- CTEQ BYTE
标准
35400 SPIND_OSCILL_DES_VELO
转/分钟 摆动转速 新配置
--,-- CTEQ DOUBLE
标准
35410 SPIND_OSCILL_ACCEL
@
转/秒
--,-- CTEQ DOUBLE
标准
35430 SPIND_OSCILL_START_DIR
--
-- CTEQ BYTE
标准
35440 SPIND_OSCILL_TIME_CW
秒 用于M3方向的摆动时间 新配置
-- CTEQ DOUBLE
标准
在定位时的旋转方向 复位
-- 3 3 4 2/2
-- 500.0 -- -- 2/2
摆动时的加速度 新配置
-- 16.0 1.0e--3 -- 2/2
摆动时的启始方向 复位
-- 0 0 4 2/2
-- 1.0 -- -- 2/2
轴专用机床数据
机床数据一览
35450 SPIND_OSCILL_TIME_CCW
秒 用于M4方向的摆动时间 新配置
-- CTEQ DOUBLE
标准
35500 SPIND_ON_SPEED_AT_IPO_START
--
--,--,-- CTEQ BYTE
标准
35510 SPIND_STOPPED_AT_IPO_START
--
--,--,-- CTEQ BOOLEAN
标准
35550 DRILL_VELO_LIMIT
转/分钟 攻螺纹的最大转速 新配置
--,--,-- CTEQ DOUBLE
标准
36000 STOP_LIMIT_COARSE
mm
,度
-- -- DOUBLE
标准
36010 STOP_LIMIT_FINE
mm
,度
-- -- DOUBLE
标准
-- 0.5 -- -- 2/2
主轴在设定范围内进给启用 复位
-- 1 0 2 2/2
主轴停止时的进给启用 复位
-- FALSE -- -- 2/2
6 10000.0,10000.0
10000.0,10000.0
10000.0,10000.0
粗准停 新配置
-- 0.04 -- -- 2/2
精准停 新配置
-- 0.01 -- -- 2/2
,
,
1 -- 2/2
36020 POSITIONING_TIME
秒 精准停延迟时间 新配置
-- -- DOUBLE
标准
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
-- 1.0 -- -- 2/2
列表
(LIS)
,版本
2006年02
月
2-59
Page 62

机床数据一览
2.4
36030 STANDSTILL_POS_TOL
mm
-- -- DOUBLE
标准
36040 STANDSTILL_DELAY_TIME
秒 零速监控延迟时间 新配置
-- -- DOUBLE
标准
36050 CLAMP_POS_TOL
mm
-- -- DOUBLE
标准
36060 STANDSTILL_VELO_TOL
mm/min
转
--,-- -- DOUBLE
标准
36100 POS_LIMIT_MINUS
mm
--,--,-- CTEQ DOUBLE
标准
36110 POS_LIMIT_PLUS
mm
--,--,-- CTEQ DOUBLE
标准
36120 POS_LIMIT_MINUS2
mm
--,-- CTEQ DOUBLE
标准
36130 POS_LIMIT_PLUS2
mm
--,-- CTEQ DOUBLE
标准
36200 AX_VELO_LIMIT
mm/min
转
--,--,-- CTEQ DOUBLE
标准
轴专用机床数据
,度
,度
,
/min
,度
,度
,度
,度
,
/min
停机公差 新配置
-- 0.2 -- -- 2/2
-- 0.4 -- -- 2/2
夹紧容差 新配置
-- 0.5 -- -- 2/2
轴停止的门槛速度 新配置
-- 5.00 -- -- 2/2
负向第一个软件限位开关 新配置
-- --1.0e8 -- -- 2/2
正向第一个软件限位开关 新配置
-- 1.0e8 -- -- 2/2
负向第二个软件限位开关 新配置
-- --1.0e8 -- -- 2/2
正向第二个软件限位开关 新配置
-- 1.0e8 -- -- 2/2
速度监控的阈值 新配置
6 11500.0,11500.0
11500.0,11500.0
11500.0,11500.0
,
,
-- -- 2/2
36210 CTRLOUT_LIMIT
%
EXP,-- CTEQ DOUBLE
标准
36300 ENC_FREQ_LIMIT
-EXP,--,--,-- -- DOUBLE
标准
36302 ENC_FREQ_LIMIT_LOW
%
EXP,--,--,-- -- DOUBLE
标准
2-60
最大转速额定值 新配置
1 110.0 0 200 7/2
编码器极限频率 上电
1 3.0e5 -- -- 2/2
编码器极限频率新同步 新配置
1 99.9 0 100 2/2
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 63

2.4
36310 ENC_ZERO_MONITORING
-EXP,--,-- -- DWORD
标准
36400 CONTOUR_TOL
mm
,度
--,-- -- DOUBLE
标准
36500 ENC_CHANGE_TOL
mm
,度
--,-- -- DOUBLE
标准
36600 BRAKE_MODE_CHOICE
-EXP,-- CTEQ BYTE
标准
36610 AX_EMERGENCY_STOP_TIME
秒 出错时的制动斜坡时间 新配置
-- -- DOUBLE
标准
36620 SERVO_DISABLE_DELAY_TIME
秒 调节器启用断路延迟 新配置
-- -- DOUBLE
标准
36710 DRIFT_LIMIT
%
EXP,--,-- -- DOUBLE
标准
36720 DRIFT_VALUE
%
EXP,--,-- -- DOUBLE
标准
37000 FIXED_STOP_MODE
--
-- CTEQ BYTE
ng2 -- 0 0 3 2/2
ng3 -- 0 0 3 2/2
tm2 -- 0 0 3 2/2
tm3 -- 0 0 3 2/2
37002 FIXED_STOP_CONTROL
--
-- -- BYTE
ng2 -- 0 0 3 2/2
ng3 -- 0 0 3 2/2
tm2 -- 0 0 3 2/2
tm3 -- 0 0 3 2/2
37010 FIXED_STOP_TORQUE_DEF
%
-- CTEQ DOUBLE
ng2 -- 5.0 0.0 100.0 2/2
ng3 -- 5.0 0.0 100.0 2/2
tm2 -- 5.0 0.0 100.0 2/2
tm3 -- 5.0 0.0 100.0 2/2
零标记监控 新配置
1 0 -- -- 2/2
轮廓监控容差带 新配置
-- 1.0 -- -- 2/2
位置实际值切换容差 新配置
-- 0.1 -- -- 2/2
使用硬件限位开关时的制动特性 上电
-- 0 0 1 2/2
-- 0.05 -- -- 2/2
-- 0.1 -- -- 2/2
自动漂移补偿的极限值 新配置
1 1.0 0 1.e9 3/3
漂移基本值 新配置
1 0.0 -- -- 2/2
运行到固定挡块的模式 上电
运行到固定挡块时的过程控制 上电
固定挡块夹紧力矩的预设置 上电
轴专用机床数据
机床数据一览
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-61
Page 64

机床数据一览
2.4
37012 FIXED_STOP_TORQUE_RAMP_TIME
秒 到达改变力矩极限的时间 新配置
-- -- DOUBLE
tm2 -- 0.0 -- -- 2/2
tm3 -- 0.0 -- -- 2/2
37014 FIXED_STOP_TORQUE_FACTOR
--
-- -- DOUBLE
tm2 -- 1.0 -- -- 2/2
tm3 -- 1.0 -- -- 2/2
37020 FIXED_STOP_WINDOW_DEF
mm
--,-- CTEQ DOUBLE
ng2 -- 1.0 -- -- 2/2
ng3 -- 1.0 -- -- 2/2
tm2 -- 1.0 -- -- 2/2
tm3 -- 1.0 -- -- 2/2
37030 FIXED_STOP_THRESHOLD
mm
-- -- DOUBLE
ng2 -- 2.0 -- -- 2/2
ng3 -- 2.0 -- -- 2/2
tm2 -- 2.0 -- -- 2/2
tm3 -- 2.0 -- -- 2/2
37040 FIXED_STOP_BY_SENSOR
--
-- CTEQ BYTE
ng2 -- 0 0 3 2/2
ng3 -- 0 0 3 2/2
tm2 -- 0 0 3 2/2
tm3 -- 0 0 3 2/2
37050 FIXED_STOP_ALARM_MASK
--
--,-- -- BYTE
ng2 -- 1 0 15 2/2
ng3 -- 1 0 15 2/2
tm2 -- 1 0 15 2/2
tm3 -- 1 0 15 2/2
37060 FIXED_STOP_ACKN_MASK
-- PLC
-- CTEQ BYTE
ng2 -- 0 0 3 2/2
ng3 -- 0 0 3 2/2
tm2 -- 0 0 3 2/2
tm3 -- 0 0 3 2/2
37400 EPS_TLIFT_TANG_STEP
mm
-- CTEQ DOUBLE
ng3 -- 5.0 -- -- 2/2
tm3 -- 5.0 -- -- 2/2
37402 TANG_OFFSET
mm
-- CTEQ DOUBLE
ng3 -- 0.0 -- -- 2/2
tm3 -- 0.0 -- -- 2/2
轴专用机床数据
力矩极限的匹配系数 新配置
,度
,度
,度
,度
预设定固定挡块监控窗口 上电
固定挡块识别的阈值 新配置
通过传感器识别固定挡块 立即
固定挡块报警启用 新配置
用于拐角识别的切线角 复位
用于切线制导的预设角 复位
应答屏蔽
上电
2-62
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 65

2.4
37610 PROFIBUS_CTRL_CONFIG
-- Profibus
EXP,-- -- BYTE
标准
37620 PROFIBUS_TORQUE_RED_RESOL
% Profibus
EXP,-- -- DOUBLE
标准
37800 OEM_AXIS_INFO
-- OEM
--,-- -- STRING
标准
38000 MM_ENC_COMP_MAX_POINTS
--
--,--,-- -- DWORD
标准
总线控制位配置
-- 0 0 2 7/2
总线力矩衰减分辨率
-- 1.0 0.005 10.0 2/2
版本信息
2
编码器/主轴补偿控制点 上电
1 125 0 5000 7/0
“”、“”
-- -- 7/2
轴专用机床数据
上电
新配置
上电
机床数据一览
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
2-63
Page 66

机床数据一览
2.4
轴专用机床数据
记录位置
2-64
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 67

设定数据一览
3
3.1
机床数据编号 设定数据标志
单位 简介 生效方式
显示过滤器 属性 数据类型
系统 尺寸 标准值 最小值 最大值 保护
数值设定说明:
41010 JOG_VAR_INCR_SIZE
--
-- -- DOUBLE
标准
4111 0 JOG_SET_VELO
mm/min
-- -- DOUBLE
标准
41130 JOG_ROT_AX_SET_VELO
转/分钟 手动方式下回转轴的轴速度 立即
-- -- DOUBLE
标准
41200 JOG_SPIND_SET_VELO
转/分钟 主轴手动方式的转速 立即
-- -- DOUBLE
标准
通用设定数据
TRUE
“
”相当于
FALSE
“
手动方式:可变增量大小 立即
-- 0. -- -- 7/7
手动方式下轴速度 立即
-- 0.0 -- -- 7/7
-- 0.0 -- -- 7/7
-- 0.0 -- -- 7/7
”相当于
1
0
41500 SW_CAM_MINUS_POS_TAB_1
mm/
英寸,
度
-- -- DOUBLE
ng2 8 0.0,0.0,0.0,0.0,0.0
ng3 8 0.0,0.0,0.0,0.0,0.0
41501 SW_CAM_PLUS_POS_TAB_1
mm/
英寸,
度
-- -- DOUBLE
ng2 8 0.0,0.0,0.0,0.0,0.0
ng3 8 0.0,0.0,0.0,0.0,0.0
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
下降式凸轮
上升式凸轮侧面
1--8
的开关点 立即
-- -- 7/7
,
-- -- 7/7
,
-- -- 7/7
,
-- -- 7/7
,
月
列表
0.0,0.0,0.0
0.0,0.0,0.0
1--8
的开关点 立即
0.0,0.0,0.0
0.0,0.0,0.0
(LIS)
,版本
2006年02
3-65
Page 68

设定数据一览
3.1
41520 SW_CAM_MINUS_TIME_TAB_1
mm/
度
-- -- DOUBLE
ng2 8 0.0,0.0,0.0,0.0,0.0
ng3 8 0.0,0.0,0.0,0.0,0.0
41521 SW_CAM_PLUS_TIME_TAB_1
mm/
度
-- -- DOUBLE
ng2 8 0.0,0.0,0.0,0.0,0.0
ng3 8 0.0,0.0,0.0,0.0,0.0
通用设定数据
英寸,
英寸,
凸轮
凸轮
1--8“--
”开关点的提前时间 立即
-- -- 7/7
0.0,0.0,0.0
0.0,0.0,0.0
1--8“+
”开关点的提前时间 立即
0.0,0.0,0.0
0.0,0.0,0.0
,
-- -- 7/7
,
-- -- 7/7
,
-- -- 7/7
,
3-66
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 69

3.2
设定数据一览
通道专用设定数据
3.2
机床数据编号 设定数据标志 自版本
单位 简介 生效方式
显示过滤器 属性 数据类型
系统 尺寸 标准值 最小值 最大值 保护
数值设定说明:
42000 THREAD_START_ANGLE
度 螺纹起始角度[度
-- -- DOUBLE
tm1 -- 0 -- -- 3/3
tm2 -- 0 -- -- 3/3
tm3 -- 0 -- -- 3/3
42010 THREAD_RAMP_DISP
mm
-- -- DOUBLE
tm1 2 -- 1. 0,-- 1 . 0 -- 1. 0 999999. 3/3
tm2 2 -- 1. 0,-- 1 . 0 -- 1. 0 999999. 3/3
tm3 2 -- 1. 0,-- 1 . 0 -- 1. 0 999999. 3/3
42100 DRY_RUN_FEED
mm/min
-- -- DOUBLE
标准
42101 DRY_RUN_FEED_MODE
--
-- -- BYTE
标准
42110 DEFAULT_FEED
mm/min
-- -- DOUBLE
标准
42120 APPROACH_FEED
mm/min
-- -- DOUBLE
标准
42140 DEFAULT_SCALE_FACTOR_P
--
-- -- DWORD
标准
42150 DEFAULT_ROT_FACTOR_R
--
-- -- DOUBLE
标准
42160 EXTERN_FIXED_FEEDRATE_F1_F9
--
-- -- DOUBLE
标准
通道专用设定数据
TRUE
“
”相当于
FALSE
“
在切削螺纹时轴的加速特性 立即
在当前有效的试运行时至少编程设计的速度 立即
-- 5000 -- -- 7/7
试运转速度模式 立即
-- 0 0 12 7/7
轨迹进给的缺省值 立即
-- 0 -- -- 7/7
返回程序段中的轨迹进给 立即
-- 0 -- -- 2/2
地址P的缺省比例系数 立即
-- 1 -- -- 7/7
地址R的缺省旋转系数 立即
-- 0. -- -- 7/7
固定进给率
10 0.0,0.0,0.0,0.0,0.0
1
”相当于
0
]
F1 -- F9
0.0,0.0,0.0,0.0,0.0
-- -- 7/7
,
立即
立即
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
3-67
Page 70

设定数据一览
3.2
42162 EXTERN_DOUBLE_TURRET_DIST
--
-- -- DOUBLE
标准
42200 SINGLEBLOCK2_STOPRE
--
-- -- BOOLEAN
标准
42400 PUNCH_DWELLTIME
秒 冲压及步冲的停顿时间 立即
-- -- DOUBLE
ng2 -- 1.0 -- -- 3/3
ng3 -- 1.0 -- -- 3/3
42402 NIBPUNCH_PRE_START_TIME
秒 采用
-- -- DOUBLE
ng2 -- .02 -- -- 3/3
ng3 -- .02 -- -- 3/3
42404 MINTIME_BETWEEN_STROKES
秒
-- -- DOUBLE
ng3 -- 0.0 -- -- 3/3
通道专用设定数据
双转头的刀具距离 立即
-- 0. -- -- 7/7
SBL2
激活
-- FALSE -- -- 7/7
2
个冲程之间的最短时间,单位秒
的调试模式 立即
G603
时的延时(步冲/冲压) 立即
立即
42440 FRAME_OFFSET_INCR_PROG
--
-- -- BOOLEAN
标准
42442 TOOL_OFFSET_INCR_PROG
--
-- -- BOOLEAN
标准
42444 TARGET_BLOCK_INCR_PROG
--
-- -- BOOLEAN
标准
42450 CONTPREC
mm
-- -- DOUBLE
tm3 -- 0.1 0.000001 999999. 3/3
42465 SMOOTH_CONTUR_TOL
mm
-- -- DOUBLE
tm3 -- 0.05 0.000001 999999. 3/3
42470 CRIT_SPLINE_ANGLE
度 压缩机拐角极限角度 立即
-- -- DOUBLE
tm3 -- 36.0 0.0 89.0 3/3
在框架内的零点偏移 立即
-- TRUE -- -- 7/7
刀具长度补偿 立即
-- TRUE -- -- 7/7
程序段查找运行时的增量编程 立即
-- TRUE -- -- 7/7
轮廓精度 立即
精磨时的最大轮廓偏差 立即
42471 MIN_CURV_RADIUS
mm
EXP,C09 -- DOUBLE
tm3 -- 3.0 -- -- 3/3
3-68
最小弯曲半径 立即
SINUMERIK 802D sl
列表
(LIS)
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 71

3.2
42475 COMPRESS_CONTUR_TOL
mm
-- -- DOUBLE
tm3 -- 0.05 0.000001 999999. 3/3
42480 STOP_CUTCOM_STOPRE
--
-- -- BOOLEAN
标准
42490 CUTCOM_G40_STOPRE
--
-- -- BOOLEAN
标准
42494 CUTCOM_ACT_DEACT_CTRL
--
-- -- DWORD
标准
42496 CUTCOM_CLSD_CONT
--
-- -- BOOLEAN
标准
42500 SD_MAX_PATH_ACCEL
2
m/s
-- -- DOUBLE
tm3 -- 10000. 1.0e-- 3 -- 3/3
42502 IS_SD_MAX_PATH_ACCEL
--
-- -- BOOLEAN
tm3 -- FALSE -- -- 3/3
42510 SD_MAX_PA TH_JERK
2
m/s
-- -- DOUBLE
tm3 -- 100000. 1.0e--9 -- 3/3
42512 IS_SD_MAX_PATH_JERK
--
-- -- BOOLEAN
tm3 -- FALSE -- -- 3/3
42520 CORNER_SLOWDOWN_START
mm
-- -- DOUBLE
tm3 -- 0. -- -- 3/3
42522 CORNER_SLOWDOWN_END
mm
-- -- DOUBLE
tm3 -- FALSE -- -- 3/3
42524 CORNER_SLOWDOWN_OVR
%
-- -- DOUBLE
tm3 -- 0. -- -- 3/3
42526 CORNER_SLOWDOWN_CRIT
度
-- -- DOUBLE
tm3 -- 0. -- -- 3/3
采用压缩机时的最大轮廓偏差 立即
在刀具半径补偿和进给停止时的报警响应 立即
-- TRUE -- -- 3/3
在进给停止时刀具半径补偿的开始运行特性 立即
-- FALSE -- -- 3/3
2--1/2D
在
-- 2222 -- -- 3/3
在闭合轮廓时刀具半径补偿特性 立即
-- FALSE -- -- 3/3
最大轨迹加速度 立即
分析
最大轨迹相关突变值作为设定数据 立即
分析
在
在
覆盖,以减少
G62
刀具半径补偿时返回/开始运行特性 立即
SD SC_SD_MAX_PATH_ACCEL
SD SC_SD_MAX_PATH_JERK
G62
中开始减小进给量 立即
G62
中结束进给量减小 立即
G62
中的进给量 立即
中的拐角识别
通道专用设定数据
立即
立即
立即
设定数据一览
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
3-69
Page 72

设定数据一览
3.2
42528 CUTCOM_DECEL_LIMIT
--
-- -- DOUBLE
tm3 -- 0. 0. 1. 3/3
42940 TOOL_LENGTH_CONST
--
-- -- DWORD
标准
42950 TOOL_LENGTH_TYPE
--
-- -- DWORD
标准
42990 MAX_BLOCKS_IN_IPOBUFFER
-- Ipo
-- -- DWORD
ng3 -- -- 1 -- -- 2/2
tm3 -- -- 1 -- -- 2/2
42995 CONE_ANGLE
--
-- -- DOUBLE
标准
通道专用设定数据
在刀具半径补偿时圆弧上的进给降低 立即
更改加工平面时刀具长度组件 立即
-- 0 -- -- 3/3
不取决于刀具类型的刀具长度组件 立即
-- 0 -- -- 3/3
缓存器中的最大程序段数量
锥角 立即
-- 0 -- 9 0 90 7/7
立即
3-70
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 73

3.3
设定数据一览
轴专用设定数据
3.3
机床数据编号 设定数据标志
单位 简介 生效方式
显示过滤器 属性 数据类型
系统 尺寸 标准值 最小值 最大值 保护
数值设定说明:
43120 DEFAULT_SCALE_FACTOR_AXIS
--
-- -- DWORD
tm1 -- 1 -- -- 7/7
tm2 -- 1 -- -- 7/7
tm3 -- 1 -- -- 7/7
43200 SPIND_S
转/分钟 通过
-- -- DOUBLE
标准
43202 SPIND_CONSTCUT_S
米/分钟 通过
-- -- DOUBLE
标准
43206 SPIND_SPEED_TYPE
--
-- -- DOUBLE
标准
43210 SPIND_MIN_VELO_G25
转/分钟 限制主轴转速至给定的最小值 立即
-- -- DOUBLE
标准
43220 SPIND_MAX_VELO_G26
转/分钟 限制主轴转速至给定的最大值 立即
-- -- DOUBLE
标准
43230 SPIND_MAX_VELO_LIMS
转/分钟
-- -- DOUBLE
标准
43240 M19_SPOS
度 用
--,-- -- DOUBLE
标准
43250 M19_SPOSMODE
--
--,-- -- DWORD
标准
43400 WORKAREA_PLUS_ENABLE
--
-- CTEQ BOOLEAN
标准
轴专用设定数据
TRUE
“
”相当于
FALSE
“
在使用当前有效的
VDI
的主轴启动转速 立即
-- 0.0 -- -- 7/7
VDI
的主轴启动切削速度 立即
-- 0.0 -- -- 7/7
VDI
通过
进行主轴启动时的主轴转速类型 立即
-- 94 93 972 7/7
-- 0.0 -- -- 7/7
-- 1000.0 -- -- 7/7
G96
时的主轴转速限制
-- 100.0 -- -- 7/7
M19
进行主轴定位时的主轴位置 立即
-- 0.0 --10000000.0 10000000.0 7/7
M19
用
进行主轴定位时的主轴位置接近模式 立即
-- 0 0 5 7/7
正向的工作区限制当前有效 立即
-- FALSE -- -- 7/7
”相当于
1
0
G51
时的缺省比例系数 立即
立即
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
3-71
Page 74

设定数据一览
3.3
43410 WORKAREA_MINUS_ENABLE
--
-- CTEQ BOOLEAN
标准
43420 WORKAREA_LIMIT_PLUS
mm
-- -- DOUBLE
标准
43430 WORKAREA_LIMIT_MINUS
mm
-- -- DOUBLE
标准
43500 FIXED_STOP_SWITCH
--
-- -- BYTE
ng2 -- 0 0 1 2/2
ng3 -- 0 0 1 2/2
tm2 -- 0 0 1 2/2
tm3 -- 0 0 1 2/2
43510 FIXED_STOP_TORQUE
%
-- -- DOUBLE
tm2 -- 5.0 0.0 800.0 2/2
tm3 -- 5.0 0.0 800.0 2/2
轴专用设定数据
负向的工作区限制当前有效 立即
-- FALSE -- -- 7/7
,度
,度
正向的轴工作区限制 立即
-- 1.0e+8 -- -- 7/7
负向的轴工作区限制 立即
-- --1.0e+8 -- -- 7/7
选择“运行到固定挡块” 立即
固定挡块夹紧力矩 立即
43700 OSCILL_REVERSE_POS1
mm
,度
-- -- DOUBLE
ng2 -- 0.0 -- -- 7/7
ng3 -- 0.0 -- -- 7/7
43710 OSCILL_REVERSE_POS2
mm
,度
-- -- DOUBLE
ng2 -- 0.0 -- -- 7/7
ng3 -- 0.0 -- -- 7/7
43720 OSCILL_DWELL_TIME1
秒 于摆动换向点1的保持时间 立即
-- -- DOUBLE
ng2 -- 0.0 -- -- 7/7
ng3 -- 0.0 -- -- 7/7
43730 OSCILL_DWELL_TIME2
秒 于摆动换向点2的保持时间 立即
-- -- DOUBLE
ng2 -- 0.0 -- -- 7/7
ng3 -- 0.0 -- -- 7/7
43740 OSCILL_VELO
mm/min
/min
转
-- -- DOUBLE
ng2 -- 0.0 -- -- 7/7
ng3 -- 0.0 -- -- 7/7
摆动换向点
摆动换向点
,
摆动轴的进给速度 立即
1
2
立即
立即
3-72
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 75

3.3
43750 OSCILL_NUM_SPARK_CYCLES
--
-- -- DWORD
ng2 -- 0 -- -- 7/7
ng3 -- 0 -- -- 7/7
43760 OSCILL_END_POS
mm
,度
-- -- DOUBLE
ng2 -- 0.0 -- -- 7/7
ng3 -- 0.0 -- -- 7/7
43770 OSCILL_CTRL_MASK
--
-- -- DWORD
ng2 -- 0 -- -- 7/7
ng3 -- 0 -- -- 7/7
43780 OSCILL_IS_ACTIVE
--
-- -- BOOLEAN
ng2 -- FALSE -- -- 7/7
ng3 -- FALSE -- -- 7/7
断火冲程数 立即
摆动轴最终位置 立即
摆动过程控制窗口 立即
开启摆动运动 立即
轴专用设定数据
设定数据一览
43790 OSCILL_START_POS
mm
,度
-- -- DOUBLE
ng2 -- 0.0 -- -- 7/7
ng3 -- 0.0 -- -- 7/7
摆动轴起始位置 立即
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
3-73
Page 76

设定数据一览
3.3
轴专用设定数据
记录位置
3-74
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 77

机床数据说明
4
4.1
202 FIRST_LANGUAGE
机床数据编号 缺省语言版本
含义: 此机床数据可以设定每次系统上电后自动显示的语言(1或2)。
203 DISPLAY_RESOLUTION
机床数据编号 显示分辨率
含义: 如果采用了公制系统,此机床数据用于定义线性轴位置的小数位的显示,通常只用于回转轴。
相应于…
204 DISPLAY_RESOLUTION_INCH
机床数据编号 英制系统显示精度
含义: 如果采用了英制系统,此机床数据用于定义线性轴位置的小数位的显示。
相应于…
机床显示数据
SINUMERIK 802D
对于
使用“系统”操作区的软键可以临时转换语言。等到重新上电后,原先设定的语言重新生效。
主轴位置当作回转轴位置对待。
位置的显示最多为10个字符,其中包括符号和小数点。不显示正符号。
缺省时,显示小数点后三位
MD值=3
MD 10200:INT_INCR_PER_MM或MD 10210:INT_INCR_PER_DEG
位置的显示最多为10个字符,其中包括符号和小数点。不显示正符号。
缺省时,显示小数点后四位
同。
MD 10200:INT_INCR_PER_MM,MD 203:DISPLAY_RESOLUTION
:显示精度
,一次可以使用2种语言。其它种类的语言可以在调试过程中载入。
⇒
-- 3
=10
[mm]或[度]
⇒MD值=4
:显示精度
=10
-- 4
[英寸]
回转轴和主轴位置的显示,和
MD 203
相
205 DISPLAY_RESOLUTION_SPINDLE
机床数据编号 显示主轴精度
含义: 此机床数据用于定义主轴速度的小数位的显示。
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
值的显示最多为10个字符,其中包括符号和小数点。不显示正符号。
缺省时,显示小数点后一位
(LIS)
,版本
2006年02
月
⇒ MD值=1
:显示精度
=10
-- 1
4-75
Page 78

机床数据说明
4.1
289
机床数据编号 模拟实际值升级率
含义: 此机床数据用来定义当前加工的模拟图形的显示时间间隔。
参考:
290 CTM_POS_COORDINATE_SYSTEM
机床数据编号 坐标系统位置
含义: 坐标系位置可以有以下几种方式:
机床显示数据
CTM_SIMULATION_TIME_NEW_POS
值=0表示“无刷新”。
802D sl
功能说明:
K1
+X
0
+Z
+Z
2
+X
+Z
4
+X
1
+Z
+Z
3
+X
+Z
5
6
+Z
802D sl
参考:
291 CTM_CROSS_AX_DIAMETER_ON
机床数据编号 端面轴直径显示激活
含义:
参考:
292 CTM_G91_DIAMETER_ON
机床数据编号 增量进给
含义:
参考:
功能说明:
0
: 在将绝对值作为半径值时进行输入。
零点偏置始终以半径显示,
刀具长度始终以半径显示,
刀具磨损始终以半径显示
1
: 位置以直径显示,
剩余行程以直径显示,
绝对值行程以直径显示
802D sl
功能说明:
0
: 以半径输入
1
: 以直径输入
802D sl
功能说明:
K1
K1
K1
+X
+X
+X
+X
7
+Z
361 MEAS_TOOL_CHANGE
机床数据编号 测量刀具时用于
0
含义:
参考:
:禁止
1
:允许
802D sl
T/D
T/D
号的输入
T/D
号的输入
功能说明:
号的输入设置
M5
4-76
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 79

4.1
机床数据说明
机床显示数据
373
机床数据编号 接通测量刀具SK“
含义: 在使用“手动测量刀具”时使用软键“
参考:
MEAS_SAVE_POS_LENGTH2
0:SK“Save Pos
1:SK“Save Pos
802D sl
功能说明:
Save Pos
”只在测量长度1时有效
”一般情况下有效
M5
”,用于所有值
Save Pos
”:
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
4-77
Page 80

机床数据
--
说明
4.2
机床数据--说明
4.2
10000 AXCONF_MACHAX_NAME_TAB[0]...[4]
机床数据编号 加工轴名称
含义: 此机床数据定义机床坐标轴的名称。
特殊情况,出错,… 建议使用以下的坐标轴名称:
相应于…
通用机床数据
通用机床数据
S
使用由有效的地址字母组成的轴名称
(A、B、C、Q、U、V、W、X、Y、Z)时,应优先使用跟有可选数字扩展名(
S
定义的坐标轴名称必须不同于几何轴的名称(X、Y、Z)以及其它的通道轴名称(
AXCONF_CHANAX_NAME_TAB --
注释:在
S
定义的“自由”坐标轴名称可以不是系统已经使用或为不同的功能(如
称、地址、单词或预定义的名称。
注释:不是所有的功能已在
X1,Y1,Z1,U1,V1,W1,Q1
A1,B1,C1
MD 20060:AXCONF_GEOAX_NAME_TAB
MD 20080:AXCONF_CHANAX_NAME_TAB
SINUMERIK 802D
的软件版本P1中没有转换功能。
SINUMERIK 802D
如果要求转换(如
系统中定义。所以可以在一定的条件下使用自由轴名称。
用于线性轴,
用于回转轴
(几何轴名称)
(通道轴名称)
TRANSMITT
1--99
MD 20080
)。
SPOS、DIAMON、...
)的轴名称。
:
)保留的名
10074 PLC_IPO_TIME_RATIO
PLC
机床数据号
含义:
应用举例
10200 INT_INCR_PER_MM
机床数据编号 线性位置的计算精度
含义: 此机床数据用于定义每毫米的内部增量数。
应用举例 为了确保执行的取整能易于跟踪,建议使用10的幂来表示计算精度。
参考:
10210 INT_INCR_PER_DEG
机床数据编号 角度位置的计算精度
含义: 此机床数据用于定义每度的内部增量数。
应用举例 对于高精度旋转轴,计算精度值可以修改为小于
参考:
任务对主运行(
PLC
例如,值为2表示只在每隔两个
的任务有更多的运行时间。
PLC
线性位置的输入精度取决于计算精度,通过使用计算精度对产品的编程值取整成为整数值。
为了确保执行的取整能易于跟踪,建议使用10的幂来表示计算精度。
802D sl
角度位置的输入精度取决于计算精度,通过使用计算精度对产品的编程值取整成为整数值。
为了确保执行的取整能易于跟踪,建议使用10的幂来表示计算精度。
802D sl
IPO
任务对
的运行时间不能超过
功能说明:
功能说明:
IPO
)的比例系数
任务的比例系数。
G2
G2
IPO
PLC
的循环时间;否则,
循环后才执行
PLC
任务。因此
PLC
停止并产生报警。
1000增量/
PLC
度。
循环时间为2倍的
IPO
时间。这样其它
4-78
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 81

机床数据--说明
4.2
通用机床数据
10240
机床数据编号 基本系统为公制
含义: 此机床数据定义了尺寸系统,控制系统使用这些与长度有关的物理量来进行数据输入/输出。
应用举例 在公制系统中开机运行,完成后转换到英制系统。
参考:
11100 AUXFU_MAXNUM_GROUP_ASSIGN
机床数据编号 辅助功能组中分配的辅助功能个数
含义: 在此机床数据中记入辅助功能组中辅助功能的实际个数。这里仅计数供用户使用的辅助功能,不包括系统生
应用举例
相应于…
参考:
SCALING_SYSTEM_IS_METRIC
所有内部存入的数据都是以1毫米,1度,和1秒为单位的。
当通过零件程序、操作面板、或者外部通讯计算时,按照以下单位执行尺寸系统:
SCALING_SYSTEM_IS_METRIC = 1
mm,mm/min,m/s
SCALING_SYSTEM_IS_METRIC = 0
英寸,英寸
尺寸系统的选择也定义了线性轴编程F值的含义:
G94 mm/min
G95 mm/
机床数据更改后,控制系统必须重新导入;否则,有关具有物理单位的机床数据将被错误计算。
遵守以下步骤:
S
由人工输入改变MD:
⇒
S
由机床数据文件改变MD:
⇒
机床数据改变后,报警
802D sl
产厂商已预置的辅助功能。
MD 22010:AUXFU_ASSIGN_TYPE[n]
802D sl
米制
重新导入,然后输入适当的带物理单位的机床数据。
重新导入,然后重新载入机床数据文件以确保已考虑新的物理单位。
功能说明:
功能说明:
/min
转英寸
4070
“测量的机床数据已改变”被输出。
G2
H2
:比例单位是:
2
,
:比例单位是:
/s
,英寸
,
3
mm/
m/s
2
,英寸
转
,
3
/s
(辅助功能类型)
英寸/转
英制
英寸
/min
/
转
11210 UPLOAD_MD_CHANGES_ONLY
机床数据号 只存储修改的机床数据
MD
含义:
上载的不同选项:
LSB
位0(
位
位
位
位
位
)激活
1
2
3 R
4
5
TEA
0
1
激活
0
1
改变域元素
0
1
0
1
帧(只用于
0
1
刀具数据(刀沿参数)(只用于
0
1
文件(机床数据文件)的区别上载
:输出所有数据
:和编译的值相比,只输出已经修改过的机床数据。
INI
文件的区别上载
:输出所有数据
:和编译的值相比,只输出已经修改过的机床数据。
:输出完整序列。
:只输出修改的序列的域元素。
参数(只用于
:输出所有的R参数。
:只输出不等于“0”的R参数。
:输出所有的帧。
:只输出不等于零的帧。
:输出所有刀具数据。
:只输出不等于零的刀具数据。
INI
文件)。
INI
文件)
INI
文件)。
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
4-79
Page 82

机床数据
含
义:配
置
Profibu
s
输
入/输出所用的系统数据块(
SDB
)
号
0
102
--
说明
4.2
11240
机床数据编号
参考:
11310 MN_HANDWH_REVERSE
机床数据编号 手轮方向转换的阈值
含义:
参考:
11320 HANDWH_IMP_PER_LATCH[0]...[2]
机床数据编号 手轮每个刻度脉冲数[手轮号]:
含义: 通过设定该数据,使所连接的手轮与控制器相匹配。
相应于…
参考:
11346 HANDWH_TRUE_DISTANCE
机床数据编号 手轮行程规定或者速度规定
含义:
相应于…
参考:
通用机床数据
PROFIBUS_SDB_NUMBER
SDB1000
802D sl
>0
802D sl
在此数据中,输入每个手轮刻度所产生的脉冲数。每个手轮(1至2)须分别确定手轮的脉冲数。
手轮的脉冲数确定以后,手轮的每个刻度就如同增量方式下按方向键一样。
输入负值时,手轮反向旋转。
MD:JOG_INCR_WEIGHT(INC/
802D sl
0
1
2
3
802D sl
号
功能说明:
0
: 不能马上反向运行
: 如果手轮反转,立即在反向运行设定的脉冲数
功能说明:
功能说明:
: 手轮定义是速度定义。当手轮停止时,轴将以最短的位移减速。
: 手轮定义是行程定义。脉冲不会丢失。由于有最大允许速度极限,因此轴运行时必须遵守。
: 和值=0具有相同作用,但是当手轮停止时需要更长的减速位移。
: 和值=1具有相同作用,但是当手轮停止时需要更长的减速位移。
功能说明:
G2
H1
手动方式时加工轴增量估算)
H1
H1
。
13060 DRIVE_TELEGRAM_TYPE[n]
机床数据编号
含义: 对于每个驱动系统都要规定电文类型:
参考:
13200 MEAS_PROBE_LOW_ACTIVE[0]
机床数据编号 探头的切换动作
含义:
参考:
14510 USER_DATA_INT[0]...[31]
机床数据编号 用户数据(
含义: 用户机床数据,在
14512 USER_DATA_HEX[0]...[31]
机床数据编号 用户数据(
含义: 用户机床数据,在
Profibus DP
1
2
10:--
机床数据的索引
802D sl
0
: 未扩展状态
1
: 未扩展状态
802D sl
上驱动器的缺省信息类型
:
带有直接测量系统的主轴
[n]
n=1
:驱动编号2等
功能说明:
功能说明:
带有以下编码:[驱动索引]:
G2
M5
INT
)
PLC
中计算(以整型值显示,十进制)
HEX
)
PLC
中计算(以十六进制显示)
0V
24 V
n=0
扩展状态
扩展状态
:驱动编号
1
24 V
0V
4-80
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 83

机床数据--说明
4.2
通用机床数据
14514
机床数据编号 用户数据(
含义: 用户机床数据,在
14516 USER_DATA_PLC_ALARM[0]...[31]
机床数据编号 用户数据(
含义: 用户数据,在
18080 MM_TOOL_MANAGEMENT_MASK
机床数据编号 用于刀具监控的备用存储器
含义: 值=0: 无备用存储器;无刀具监控
相应于…
参考:
USER_DATA_FLOAT[0]...[7]
FLOAT
)
PLC
中计算(浮点值格式,在
HEX
)
PLC
中计算(以十六进制显示)
=0x2
值
: 将提供监控数据/存储器
(只在选择了“刀具监控”时有效)
MD 20310:TOOL_MANAGEMENT_MASK
802D sl
功能说明:
W1
PLC
中限制到32位
IEEE
格式)
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
4-81
Page 84

机床数据
--
说明
4.3
机床数据--说明
4.3
20050 AXCONF_GEOAX_ASSIGN_TAB[0]...[2]
机床数据编号 定义通道内的几何轴
含义: 此机床数据用于定义通道内的几何轴。
特殊情况,出错,… 建议定义几何轴为第一通道轴。
20070 AXCONF_MACHAX_USED[0]...[4]
机床数据编号 通道内有效的机床轴号
含义: 此机床数据用于定义加工轴。
特殊情况,出错,… 每个需要编程的几何轴必须定义一个通道轴以及间接的加工轴。通道中的其它轴(除了几何轴)是附加轴;这
应用举例 加工轴(MA)定义举例:
相应于…
通道专用机床数据
通道专用机床数据
必须同时定义3个几何轴(X,Y,Z)。如果未定义某个几何轴,必须输入值为“0”。这样,几何轴便不存在
而不能编程。例如,对于机床来说,第二几何轴Y不需要编程
SINUMERIK 802D有5
对于通道中有效的轴,必须在
中定义通道名称。因此可以编程这些轴。
未配置通道轴的加工轴无效,即无轴控制且屏幕上无显示。
些轴也可以编程。
注意:不要有间隙!,错误举例:
MD 20080:AXCONF_CHANAX_NAME_TAB[0]...[4]
个通道轴。
MD 20080:AXCONF_CHANAX_NAME_TAB
AXCONF_MACHAX_USED [0] =3
AXCONF_MACHAX_USED [1] =1
AXCONF_MACHAX_USED [2] =5
AXCONF_MACHAX_USED [3] =0
AXCONF_MACHAX_USED [0] =1
AXCONF_MACHAX_USED [1] =2
AXCONF_MACHAX_USED [2] =0
AXCONF_MACHAX_USED [3] =3
-- >
输入值:0(参见机床的缺省设定)。
3MA
;第
;第
;第
;未定义
;第
;第
;表中出现间隙
;
(通道轴名称)
是通道中的第1轴
1MA
是通道中的第2轴
5MA
是通道中的第3轴
1MA
是通道中的第1轴
2MA
是通道中的第2轴
...
通道轴
...
20080 AXCONF_CHANAX_NAME_TAB[0]...[4]
机床数据编号 通道轴名称
含义: 此机床数据中定义通道轴的名称。
特殊情况,出错,… 建议使用以下的通道轴名称:
在工件坐标系中以该名称显示通道轴。该名称也用于程序中。
通常,最先的两个或三个通道轴作为几何轴使用(参见
余的通道轴作为附加轴使用。
SINUMERIK 802D有5
X,Y,Z,U,V,W,Q
A,B,C
如果使用其它轴名称,必须遵守轴命名的规定(参见
个通道轴。
用于线性轴,
用于回转轴
MD 20050:AXCONF_GEOAX_ASSIGN_TAB
MD 10000:AXCONF_MACHAX_NAME_TAB
)。其
)。
4-82
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 85

4.3
机床数据--说明
通道专用机床数据
20090
机床数据编号
含义: 定义主主轴的缺省设定值(通道内)。
更多参考
阅读说明:
20140 TRAFO_RESET_VALUE
机床数据编号 复位后转换功能有效
含义: 上电过程中和复位时或零件程序结束时定义所选择的转换数据组。
阅读说明:
20310 TOOL_MANAGEMENT_MASK
机床数据编号 激活刀具监控
含义: 值=0: 无刀具监控
相应于…
阅读说明:
SPIND_DEF_MASTER_SPIND
在此数据中输入主轴号。
主主轴具有其它主轴不具备的功能。
注释:
使用语言命令
SETMS
使用
在程序末尾或程序终止时,在此机床数据中定义的主轴也被定义为主主轴。
802D sl
(根据机床数据
802D sl
=0x2
值
MD 18080:MM_TOOL_MANAGEMENT_MASK
802D sl
SETMS(n
,在此机床数据中定义的主轴重新成为主主轴。
功能说明:
$MC_RESET_MODE_MASK
功能说明:
: 刀具监控有效
(只在选择了“刀具监控”时有效)
功能说明:
)可以将主轴号n定义为主主轴。
S1
,执行零件程序时根据
M1
W1
$MC_START_MODE_MASK
)。
20360 TOOL_PARAMETER_DEF_MASK
机床数据编号 刀具参数定义
含义: 位
特殊情况,出错,…
阅读说明:
20700 REFP_NC_START_LOCK
机床数据编号 无参考点NC启动禁用
含义:
阅读说明:
0=0
: 对于车床,进给轴X的磨损参数作为半径值考虑。
0=1
位
: 对于车床,进给轴X的磨损参数作为直径值考虑
802D sl
功能说明:
0
: 即使一个或几个轴还没有回参考点,但在
“NC启动”(
WCS
系(
1
: 只有当所有的轴都回参考点后才可以启动NC。
802D sl
功能说明:
W1
V32000007.1
)始终与当前的机床坐标系相对应(计算可设定的零点偏置)。
R1
)仍然有效。为了在NC启动之后轴也能到达正确的位置,就必须使工件坐标
AUTO和MDA
.
方式下用于启动零件程序或程序段的接口信号
NST
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
4-83
Page 86

机床数据
--
说明
4.3
21000
机床数据号 圆弧中断监控常量
含义: 用此机床数据表明圆弧所允许的绝对偏差。
应用举例
阅读说明:
21020 WORKAREA_WITH_TOOL_RADIUS
机床数据编号 工作区极限中考虑刀具半径
含义:
阅读说明:
22000 AUXFU_ASSIGN_GROUP[n]
机床数据编号 辅助功能组[组号]:
含义: 参见
应用举例
阅读说明:
通道专用机床数据
CIRCLE_ERROR_CONST
在圆弧编程时,编程的圆心到起始点的半径通常与到终点的半径并不相等(圆弧“超静定”)。两个半径之
间所允许的最大偏差值(指不会产生报警)由下述数据的较大值决定:
-- M D:CIRCLE_ERROR_CONST
--
这就意味着,小圆弧时公差是一个确定的值(MD:
成正比。
MD 21000:CIRCLE_ERROR_CONST = 0.01 mm
在该机床数据值为
用。
802D sl
0
1
802D sl
802D sl
起点半径乘以
: 不考虑刀具半径
: 考虑刀具半径
MD 22010:AUXFU_ASSIGN_TYPE[n]
0.001
功能说明:
功能说明:
功能说明:
0.01mm
K1
A3
0...63
H2
,并且圆弧半径
CIRCLE_ERROR_COIS
± 10 mm
时,该值生效;在圆弧半径
(辅助功能类型)
),大圆弧时公差与起点半径
>10 mm
时,乘积值起作
22010 AUXFU_ASSIGN_TYPE[n]
机床数据编号 辅助功能类型[通道中辅助功能号]:
含义: 通过机床数据
特殊情况,出错,… 如果一个辅助功能的辅助功能数值小于零,则把这一类型的所有辅助功能分配到一个功能组。
相应于…
阅读说明:
MD22020:AUXFU_ASSIGN_EXTENSION[n]
AUXFU_ASSIGN_VALUE[n]
AUXFU_ASSIGN_GROUP[n]
辅助功能数值和辅助功能组。
示例:
⇒ MD:AUXFU_ASSIGN_TYPE[0] = M
缺省时,M0,M1,M2,(
机床数据下标
功能组中所有的辅助功能是以上升序列编号的:
[0]≐
第一个辅助功能
[1]≐
第二个辅助功能
...
所有用于将一个辅助功能分配到辅助功能组的机床数据必须具有相同的索引
MD 11100:AUXFU_MAXNUM_GROUP_ASSIGN
802D sl
MD22010:AUXFU_ASSIGN_TYPE[n]
辅助功能类型
辅助功能序号
辅助功能数值
辅助功能组
MD:AUXFU_ASSIGN_EXTENSION[0] = 0
MD:AUXFU_ASSIGN_VALUE[0] = 99
MD:AUXFU_ASSIGN_GROUP[0] = 5;(=第5
[n]
表明辅助功能的序号:0-
功能说明:
H2
0...63
(辅助功能类型),
(辅助功能扩展),
(辅助功能数值)和
(辅助功能组)设置辅助功能的类型(M,H,T,D,S),
M0= 99=>第5
M17和M30
)属于功能组1;M3,M4,M5属于功能组2。
MD22000
组(相当于
;只用于H功能,可以有其它值
组)
63
MD22030
:
M99
:
)
[n]
。
4-84
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 87

4.3
机床数据--说明
通道专用机床数据
22020
机床数据编号 辅助功能扩展[辅助功能序号]:
含义: 参见
应用举例
22030 AUXFU_ASSIGN_VALUE[n]
机床数据编号 辅助功能数值[辅助功能序号]:
含义: 如果该机床数据中的值小于0,
阅读说明:
22534 TRAFO_CHANGE_M_CODE
机床数据编号 几何轴转换时输出的M代码
含义: 几何轴转换时,从
阅读说明:
22550 TOOL_CHANGE_MODE
机床数据编号 使用M功能的新刀具偏移
含义: 用T功能在程序中选择一个刀具。是否立即使用T功能更换刀具,取决于此MD中的设置:
相应于…
阅读说明:
AUXFU_ASSIGN_EXTENSION[n]
0...63
MD 22010:AUXFU_ASSIGN_TYPE[n]
0...63
所有与其具有相同类型和地址扩展的辅助功能分配到一个功能组。
MD22010:AUXFU_ASSIGN_TYPE[n]
参见
802D sl
功能说明:
如果此机床数据的值为0到6,17,30中的某个值时,则不输出M代码。
对于所产生的M代码是否会与其它功能冲突,不进行监控。
802D sl
功能说明:
802D sl
功能说明:
H2
VDI
接口输出的M代码号。
M1
W1
(辅助功能类型)
(辅助功能类型)
24100 TRAFO_TYPE_1
机床数据编号 第一转换功能的类型
含义:
机床数据无效,如果 无转换
相应于…
阅读说明:
24110 TRAFO_AXES_IN_1[i]
机床数据编号 转换1轴分配[轴索引]:
含义: 第一转换输入时的轴分配。
机床数据无效,如果 无转换
相应于…
阅读说明:
第一转换功能的转换类型:
0
256 TRANSMIT
512 TRACYL
513 TRACYL
对于
TRAFO_TYPE_2
802D sl
Transmit
TRANSMIT
使用
$MC_TRAFO_AXES_IN_1[0]=
$MC_TRAFO_AXES_IN_1[1]=
$MC_TRAFO_AXES_IN_1[2]=
TRACYL
TRAFO_AXES_IN_2
802D sl
无转换
转换
转换,使用
SINUMERIK 802D
功能说明:
举例:
的举例:参见章节“
功能说明:
M1
0 ... 4
时,索引“i”的值有0,1,
M1
转换
X--Y--Z--C
没有其它的转换功能。
和回转轴垂直轴的通道轴号
回转轴的通道轴号
和回转轴平行轴的通道轴号
TRACYL
运动
2
”
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
4-85
Page 88

机床数据
--
说明
4.3
24120
机床数据编号 使用转换功能1时,通道轴对几何轴的配置。[几何轴号]:
含义: 如果转换功能1有效,此机床数据定义笛卡儿坐标系中的轴对应的通道轴。
机床数据无效,如果 无转换
应用举例
相应于…
阅读说明:
24200 TRAFO_TYPE_2
机床数据编号 转换类型
含义: 和
阅读说明:
24210 TRAFO_AXES_IN_2[i]
机床数据编号 转换
含义: 第2转换输入时的轴分配。
阅读说明:
24220 TRAFO_GEOAX_ASSIGN_TAB_2[i]
机床数据编号 使用转换功能2时,通道轴对几何轴的配置。
含义: 如果转换功能2有效,此机床数据定义笛卡儿坐标系中的轴对应的通道轴。
阅读说明:
通道专用机床数据
TRAFO_GEOAX_ASSIGN_TAB_1[i]
使用
$MC_TRAFO_GEOAX_ASSIGN_TAB_1[0]= 2;第2
$MC_AXCONF_GEOAX_ASSIGN_TAB
802D sl
802D sl
含义与
802D sl
[
几何轴号]:
在其它方面,此机床数据的含义和
802D sl
TRANSMIT
TRAFO_TYPE_1
2/3/4/5/6/7/8
TRAFO_AXES_IN_1
时,索引“i”的值有0,1,2。分别对应第1,2,3几何轴。
功能说明:
功能说明:
的轴分配[轴索引]:
功能说明:
0 ... 2
功能说明:
M1
相同,但用于转换2。
M1
0 ... 4
一样。
M1
TRAFO_GEOAX_ASSIGN_TAB_1
M1
0 ... 2
通道轴
,如果转换无效时。
相同。
24800 TRACYL_ROT_AX_OFFSET_1
机床数据编号
含义: 当
机床数据无效,如果
应用举例
阅读说明:
24810 TRACYL_ROT_SIGN_IS_PLUS_1
机床数据编号
含义: 使用
机床数据无效,如果
应用举例
阅读说明:
24820 TRACYL_BASE_TOOL_1[i]
机床数据编号 激活
含义: 如果
机床数据无效,如果
应用举例
阅读说明:
TRACYL
TRACYL
$MC_TRACYL_ROT_AX_OFFSET_1=15.0
802D sl
TRACYL
TRACYL
$MC_TRACYL_ROT_SIGN_IS_PLUS_1 = 1
802D sl
编程的刀具长度补偿对基本刀具起附加作用。
索引“i”的值有0,1,2分别表示第1到第3几何轴。
TRACYL
$MC_TRACYL_BASE_TOOL_1[0]=tx
802D sl
有效时,回转轴的偏移
TRACYL
有效时,为第一个连接的
无效
功能说明:
功能下回转轴的符号
TRACYL
TRACYL
TRACYL
时所需考虑的回转轴的符号。
转换无效
功能说明:
功能时基本刀具的矢量[几何轴索引]:
有效且未选择刀具长度补偿,此数据定义刀具零点到当前有效的几何轴间的距离。
转换无效
功能说明:
M1
M1
M1
TRACYL
转换定义每个通道的回转轴相对于零点位置的偏移量。
0 ... 2
4-86
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 89

4.3
机床数据--说明
通道专用机床数据
24900
机床数据编号 回转轴的位置偏移
含义:
机床数据无效,如果
应用举例
阅读说明:
24910 TRANSMIT_ROT_SIGN_IS_PLUS_1
机床数据编号 回转轴的符号
含义: 使用
机床数据无效,如果
应用举例
阅读说明:
24911 TRANSMIT_POLE_SIDE_FIX_1
机床数据编号 极点前/后的工作区极限
含义: 极点前/后的工作区极限或无极限,即越过极点。
阅读说明:
TRANSMIT_ROT_AX_OFFSET_1
TRANSMIT
TRANSMIT
$MC_TRANSMIT_ROT_AX_OFFSET_1=15.0
802D sl
TRANSMIT
$MC_TRANSMIT_ROT_SIGN_IS_PLUS_1= 1
802D sl
定义的值具有以下含义:
0
: 工作区无限制,越过极点。
1
: 线性轴位置
2
: 线性轴位置
802D sl
功能有效时,定义相对于该转换功能零点位置的回转轴的偏移量。
无效
功能说明:
TRANSMIT
功能说明:
(如果和线性轴平行的刀具长度补偿等于0)
(如果和线性轴平行的刀具长度补偿等于0)
功能说明:
M1
时所需考虑的回转轴的符号。
无效
M1
>=0
时的工作区
<=0
时的工作区
M1
24920 TRANSMIT_BASE_TOOL_1[i]
机床数据编号 激活转换功能时基本刀具的矢量[几何轴索引]:
含义: 如果
机床数据无效,如果
应用举例
阅读说明:
27800 TECHNOLOGY_MODE
机床数据编号 通道中的工艺
含义: 为显示和操作目的进行工艺选择(
特殊情况,出错,…
TRANSMIT
编程的刀具长度补偿对基本刀具起附加作用。
索引“i”的值有0,1,2分别表示第1到第3几何轴。
TRANSMIT
$MC_TRANSMIT_BASE_TOOL_1[0]=20.0
802D sl
0
: 铣削
1
: 车削
3
: 步冲
21
:外圆磨
22
:平面磨
HMI
可以在
有效且未选择刀具长度补偿,此数据定义刀具零点到当前有效的几何轴间的距离。
无效
功能说明:
M1
HMI
)
中提供工艺相关的屏幕格式和软键。
0 ... 2
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
4-87
Page 90

机床数据
--
说明
4.3
27860
机床数据号 激活程序运行时间测量
含义: 此机床数据可以用来激活/取消通道专用的计时器。
应用举例
特殊情况,出错,… 建议永远取消不使用的计时器。这有利于其它的计时应用。
阅读说明:
通道专用机床数据
PROCESSTIMER_MODE
含义:
位
位
位
位
位
位
位
只当位0,1,
位
位
位
位
位6,
802D sl
0=0
0=1
1=0
1=1
2=0
2=1
3
4=0
4=1
5=0
5=1
7
不计算所有程序的总运行时间
计算所有程序的总运行时间有效
(
不计算当前程序运行时间
计算当前程序运行时间有效
(
不计算刀具切削时间
计算刀具切削时间有效
(
保留
2=1
空运行进给有效时不计算
空运行进给有效时计算
程序测试时不计算
程序测试时计算
保留
功能说明:
$AC_OPERATING_TIME
$AC_CYCLE_TIME
$AC_CUTTING_TIME
时的其它位:
K1
)
)
)
4-88
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 91

4.3
机床数据--说明
通道专用机床数据
27880
机床数据号 工件计数器使能
含义: 此MD可以用来设定工件计数器。
PART_COUNTER
各个位的含义:
0--3
位
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -0=1
位
其它含义:只当位
1=0
位
1=1
位
3
位2,
4--7
位
:使能
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -4=1
位
其它含义:只当位
5=0
位
5=1
位
6=0
位
6=1
位
7
位
8--11
位
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -8=1
位
其它含义:只当位
9=0
位
9=1
位
10 = 0
位
10 = 1
位
11
位
$AC_REQUIRED_PARTS
:使能
: 计数器
:如果
:如果
: 计数器
: 如果接口信号输出
:当M指令从
: 程序测试/程序段搜索时,计数器
: 程序测试/程序段搜索时,计数器
:使能
: 计数器
: 如果接口信号输出
:当M指令从
: 程序测试/程序段搜索时,计数器
: 程序测试/程序段搜索时,计数器
$AC_REQUIRED_PARTS
0=1
$AC_ACTUAL_PARTS符合$AC_REQUIRED_PARTS
$AC_SPECIAL_PARTS符合$AC_REQUIRED_PARTS
保留
$AC_TOTAL_PARTS
$AC_TOTAL_PARTS
4=1
$AC_TOTAL_PARTS
计数器
保留
$AC_ACTUAL_PARTS
$AC_ACTUAL_PARTS
8=9
$AC_ACTUAL_PARTS
计数器
保留
1--3
时,位
5--7
时,位
M02/M30
MD 27882:PART_COUNTER_MCODE[0]
9--11
时,位
M02/M30
MD27882:PART_COUNTER_MCODE[1]
:
:
:
有效
有效
,计数器
,计数器
$AC_TOTAL_PARTS
增量为1。
$AC_TOTAL_PARTS
$AC_TOTAL_PARTS
有效
$AC_ACTUAL_PARTS
增量为1。
$AC_ACTUAL_PARTS
$AC_ACTUAL_PARTS
,报警
,报警
增量为1。
输出时,
有效。
无效。
增量为1。
输出时,
有效。
无效
/NST
/NST
输出。
输出。
12 --15
位
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -12 = 1
位
其它含义:只当位
13 = 0
位
13 = 1:当M
位
位14,15保留
应用举例
相应于…
阅读说明:
27882 PART_COUNTER_MCODE[n] n=0...2
机床数据号 工件计数使用M指令
含义: 如果工件计数由
应用举例
相应于…
阅读说明:
MD 27882:PART_COUNTER_MCODE
NST
“到达所需工件数量”(
802D sl
定义值只在此处考虑。
含义:
当M指令和相应的接口信号同时输出时,
工件计数器增量为1。此时适用:
MD 27880:PART_COUNTER
802D sl
$AC_SPECIAL_PARTS
:使能
: 计数器
: 如果接口信号输出
功能说明:
$PART_COUNTER_MCODE[0]
$PART_COUNTER_MCODE[1]
$PART_COUNTER_MCODE[2]
功能说明:
$AC_SPECIAL_PARTS
12 =1
指令从
增量为1。
K1
MD 27880:PART_COUNTER
K1
13--15
时,位
M02/M30
MD 27882:PART_COUNTER_MCODE[2]
V3300 40001.1
:
有效
,计数器
$AC_SPECIAL_PARTS
)
使能,可以使用一个特定M指令触发计数脉冲。
$AC_TOTAL_PARTS
用于
$AC_ACTUAL_PARTS
用于
$AC_SPECIAL_PARTS
用于
增量为1。
输出时,计数器
,索引用于计数器分配
$AC_SPECIAL_PARTS
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
4-89
Page 92

机床数据
--
说明
4.4
机床数据--说明
4.4
30110 CTRLOUT_MODULE_NR[n]
机床数据编号 设定值:驱动器号/模块号
含义: 输入“标准”轴的驱动器号。
阅读说明:
30120 CTRLOUT_NR[n]
机床数据编号 标准值:模块/组件上的输出
含义: 模块上的输出号用于设定值输出的定址。
阅读说明:
30130 CTRLOUT_TYPE[n]
机床数据编号 设定点输出类型
含义: 此MD是用来输入速度设定点输出类型:
应用举例 模拟:未接驱动时,也可以模拟机床功能。
阅读说明:
轴专用机床数据
轴专用机床数据
机床数据索引
802D sl
机床数据索引
802D sl
0
: 模拟(不需硬件)
1
: 设定值输出有效
机床数据索引
802D sl
[n]
有如下编码:[设定点]:
功能说明:
[n]
有如下编码:[设定点]:
功能说明:
[n]
有如下编码:[设定点]:
功能说明:
G2
G2
G2
0
0
0
30134 IS_UNIPOLAR_OUTPUT[0]
机床数据编号 额定值输出是单极的
含义:
应用举例 单极输出驱动(用于单极模拟驱动执行机构)
如果是单极设定值,只有正的速度设定值传给驱动;速度给定值的符号以单独的数字控制符号形式单独输出。
0
: 正/负速度给定值双极输出(
1
: 单极输出
2
: 单极输出
(正反向进给控制器使能,负方向进给控制器使能)
阅读说明:
30200 NUM_ENCS
机床数据编号 编码器数
含义:
阅读说明:
30220 ENC_MODULE_NR[n]
机床数据编号 实际值:驱动器号/测量回路号
含义: 输入“标准”进给轴/主轴的驱动器号。
阅读说明:
802D sl
1
:主轴/进给轴带有直接测量系统(内装或直接装在电机上)
0
:主轴没有测量系统
802D sl
机床数据索引
802D sl
0...+10V
0...+10V
功能说明:
功能说明:
功能说明:
S1
G2
[n]
有如下编码:[设定点]:
G2
,带使能和方向信号(控制器使能,负方向进给)
,使能和方向信号连接
10V
),控制器使能(通常情况)
0
-- >
模拟主轴:
4-90
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 93

4.4
机床数据--说明
轴专用机床数据
30230
机床数据编号 实际值:模块/测量回路卡输入编号
含义: 模块上输入号,它是用来给编码器定址的。
应用举例 模拟:
阅读说明:
30240 ENC_TYPE[n]
机床数据编号 实际值:编码器类型
含义: 此MD中必须输入编码器类型:
应用举例 模拟:
阅读说明:
30300 IS_ROT_AX
机床数据编号 回转轴
含义:
特殊情况,出错,… 进给轴:如果轴已经定义成几何轴,输出报警
相应于… 只有当
更多参考 表
阅读说明:
ENC_INPUT_NR[n]
机床数据索引
未接测量系统时,也可以模拟机床功能。
802D sl
0
: 模拟
1
: 信号发生器(
4:EnDat
2、3、5
机床数据索引
未接测量系统时,也可以模拟机床功能。
802D sl
1
:进给轴:该轴定义为“回转轴”。
缺省时,进给轴专用机床数据和设
定数据的单位有系统定义如下:
主轴:
0
:进给轴定义为“线性轴”。
主轴:报警
S MD 30310
S MD 30320
S MD 10210
2.2
802D sl
[n]
有如下编码:[设定点]:
功能说明:
:保留
功能说明:
D
位置 单位度
D
速度 单位转
D
加速度 单位转
D
冲击限制 单位转
单一主轴时机床数据必须设为“1”,
否则,会输出报警
MD30300:IS_ROT_AX=1
允许的机床数据的组合
功能说明:
G2
1VSS,sin,cos
接口的绝对值编码器
[n]
有如下编码:[设定点]:
G2
4210
“回转轴命名丢失”。
4210
ROT_IS_MODULO
:
DISPLAY_IS_MODULO
:
INT_INCR_PER_DEG
:
R2
)
生效后,以下机床数据有效:
0
0
/min
2
/s
3
/s
4200
(回转轴取模转换)
(取模显示位置)
(角位置的计算精度)
30310 ROT_IS_MODULO
机床数据编号 回转轴取模转换
1
含义:
机床数据无效,如果
应用举例 回转轴不停止旋转(如用于非圆车削,磨削,角削)
相应于…
阅读说明:
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
: 对于回转轴给定值位置,执行取模转换。
软件限位开关和工作区极限无效,因此
在两个方向的进给范围无限制。
MD30300:IS_ROT_AX
0
: 无取模转换
MD 30300:IS_ROT_AX=0
MD 30320:DISPLAY_IS_MODULO
MD 30300:IS_ROT_AX = 1
MD 36100:POS_LIMIT_MINUS
MD 36110:POS_LIMIT_PLUS
SD 43430:WORKAREA_LIMIT_MINUS
SD 43420:WORKAREA_LIMIT_PLUS
(LIS)
802D sl
,版本
功能说明:
2006年02
R2
月
必须设为“1”。
(线性轴)
360
(取模
(回转轴)
(软件限位开关负)
(软件限位开关正)
(工作区极限负)
(工作区极限正)
度显示位置)
4-91
Page 94

机床数据
--
说明
4.4
30320
机床数据编号 取模
含义:
机床数据无效,如果 线性轴
应用举例
相应于…
阅读说明:
30350 SIMU_AX_VDI_OUTPUT
机床数据编号 模拟轴信号输出
含义: 此MD定义了在模拟过程中,轴相关接口信号是否输出给
机床数据无效,如果
应用举例
阅读说明:
轴专用机床数据
DISPLAY_IS_MODULO
360°
位置显示
1
:位置显示“取模
回转轴或主轴的位置显示(使用机床坐标系统)定义为“取模
内部定期复位从
0
:绝对位置显示有效:
和显示取模
等。在这种情况下,系统根据线性轴对显示的范围进行限制。
MD30300:IS_ROT_AX=0
S
对于连续旋转的回转轴(
S
对于主轴,位置显示必须始终使用取模
MD 30300:IS_ROT_AX
802D sl
功能说明:
1
: 模拟轴的轴相关
因此无需连接驱动器,就可以测试
0
: 模拟轴的轴相关
所有的轴相关
MD 30130:CTRLOUT_TYPE
MD:SIMU_AX_VDI_OUTPUT = 0
例如,这可以防止当模拟轴时,制动被打开。
802D sl
功能说明:
360
度”有效:
0.000度到359.999
360
度比较,在绝对位置显示模式下,如正方向旋转,一圈后显示
(进给轴为回转轴)
R2
NST
信号输出至
NST
信号未输出至
NST
信号设置为“0”。
G2
度。显示范围始终为正并且始终位于0度到
MD30310:ROT_IS_MODULO=1
360
度。
PLC
。
PLC
用户程序。
PLC
。
(给定点输出模式)
=1
),建议使用取模
PLC
。
360
度”。对于旋转正方向,位置显示由系统
359.999
度之间。
+360
度,二圈后显示
360
度显示位置
+720
度
30600 FIX_POINT_POS
G75
机床数据号
含义: 使用
应用举例 移动到固定点:
更多参考 “操作和编程”
31000 ENC_IS_LINEAR
机床数据编号 直接测量系统(电子尺)
含义: 值1:编码器为电子尺
阅读说明:
31010 ENC_GRID_POINT_DIST
机床数据编号 电子尺刻度
含义: 线性编码器的增量大小
阅读说明:
31020 ENC_RESOL[n]
机床数据编号 每转的编码器线数
含义: 在此MD中,必须输入编码器每转的增量。
阅读说明:
到固定点的位置值
G75
编程时,此机床数据用于定义到达固定点的位置。
G75 X1=0
此时,加工轴名称已编程!必须定义一虚拟值,这儿是0。
802D sl
功能说明:
802D sl
功能说明:
机床数据索引
802D sl
功能说明:
G2
G2
[n]
有如下编码:[设定点]:
G2
0
4-92
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 95

4.4
机床数据--说明
轴专用机床数据
31030
机床数据编号 螺杆螺距
含义: 在此MD中,应输入丝杠螺距。
阅读说明:
31040 ENC_IS_DIRECT[n]
机床数据编号 编码器直接安装在机床上
含义:
特殊情况,出错,… 无效的或不允许的值会导致编码器的分辨率出现错误,因为比如考虑了错误的齿轮比。
阅读说明:
31050 DRIVE_AX_RATIO_DENOM[n]
机床数据编号 负载齿轮箱的分母
含义: 在此MD中,必须输入减速箱齿轮端齿数。
阅读说明:
31060 DRIVE_AX_RATIO_NUMERA[n]
机床数据编号 负载齿轮箱的分子
含义: 在此MD中,必须输入减速箱丝杠端齿数。
阅读说明:
LEADSCREW_PITCH
802D sl
功能说明:
1
: 用于实际值测量的编码器直接安装在机床上
0
: 用于实际值测量的编码器安装在电机上
机床数据索引
802D sl
功能说明:
机床数据索引
802D sl
功能说明:
机床数据索引
802D sl
功能说明:
G2
[n]
有如下编码:[设定点]:
G2
[n]
有如下编码:[控制参数组号]:
G2
[n]
有如下编码:[控制参数组号]:
G2
0
0--5
0--5
31070 DRIVE_ENC_RATIO_DENOM[n]
机床数据编号 减速箱解算器分母
含义: 在此MD中,必须输入减速箱解算器分母。
机床数据索引
阅读说明:
31080 DRIVE_ENC_RATIO_NUMERA[n]
机床数据编号 减速箱解算器分子
含义: 在此MD中,必须输入减速箱解算器分子。
阅读说明:
31122 BERO_DELAY_TIME_PLUS[0]
机床数据编号
含义: 如果设定值
相应于…
阅读说明:
31123 BERO_DELAY_TIME_MINUS[0]
机床数据编号
含义: 如果设定值
相应于…
阅读说明:
802D sl
机床数据索引
802D sl
BERO
当使用
MD 34200:ENC_REFP_MODE
802D sl
BERO
当使用
MD 34200:ENC_REFP_MODE
802D sl
[n]
有如下编码:[设定点]:
功能说明:
功能说明:
延迟时间正
BERO
功能说明:
延迟时间负
BERO
功能说明:
G2
[n]
有如下编码:[设定点]:
G2
MD34200:ENC_REFP_MODE=7
(零标记)计算位置时,此数据在移动的正方向产生信号运行时间补偿。
R1
MD34200:ENC_REFP_MODE=7
(零标记)计算位置时,此数据在移动的负方向产生信号运行时间补偿。
R1
0
0
,
,
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
4-93
Page 96

机床数据
--
说明
4.4
32000
机床数据编号 最大轴速度
含义: 在此MD中,必须输入轴加速时的最小速度(快速移动限制)。如果已编程了快速移动G0,该速度是用来移动
阅读说明:
32010 JOG_VELO_RAPID
机床数据编号 点动方式快速速度
含义: 设定的快速移动速度是指
机床数据无效,如果 操作方式
相应于…
阅读说明:
32020 JOG_VELO
机床数据编号 常规轴速度
含义: 设定速度指
轴专用机床数据
MAX_AX_VELO
的。
MD 30300:IS_ROT_AX
在
允许的最大轴速取决于机床和驱动的动态特性以及实际值测量的极限频率。
802D sl
功能说明:
该值不能超过最大允许轴速度
MD32000:MAX_AX_VELO
(
MD32010
MD 32000:MAX_AX_VELO
NST
NST
NST
802D sl
线性进给轴在
就使用
在此情况下,该速度将在以下几种方式下起作用:
--
--
该速度的设定值不能超过允许的最大轴速度
(
不适用于编程的快速进给G0。
AUTOMATIC和MDA
“快进进给修调”(
“进给修调”(
“快速进给修调”(
功能说明:
MD 32020:JOG_VELO
连续运行
增量方式运行(
MD32000:MAX_AX_VELO
G2
H1
JOG
方式下进给修调开关处于位置
SD 41110:JOG_SET_VELO=0
中输入最大线性和/或旋转轴速度。
JOG
方式下按快速移动修调键并且在进给率为
)。
(最大轴速度)
V32001000.5,V32001004.5,V32001008.5,V380x0004.5
VB380x0000
INC1,...INCvar
),进给轴专用
VB32000005
的速度。
)。
),适用于几何轴。
100%
时轴运行速度。
时或如果旋转轴在
)
100%
SD41130:JOG_ROT_AX_SET_VELO=0
时进给轴的运行速度。
)
时
JOG
方式下的主轴:
若是主轴在
此时主轴速度将通过主轴修调开关进行修调。
机床数据无效,如果 操作方式
应用举例 如果在
这里
相应于…
阅读说明:
32100 AX_MOTION_DIR
机床数据编号 运行方向
含义: 此MD可以颠倒加工轴的移动方向,但是在这过程中不改变控制方向,即闭环控制保持不变。
MD 32000:MAX_AX_VELO
SD 41110:JOG_SET_VELO(G94时的JOG
SD 41130:JOG_ROT_AX_SET_VELO
SD 41200:JOG_SPIND_SET_VELO
轴专用
轴专用
轴专用
802D sl
0或1
-- 1
: 方向颠倒
JOG
方式下运行,并且设定数据
AUTOMATIC和MDA
JOG
方式下,各个进给轴/主轴要求具有不同的速度,则可以对应于不同的轴分别设定此速度。
SD 41110:JOG_SET_VELO
NST
“进给修调”(
NST
“进给修调”(
NST
“主轴修调”(
功能说明:
--
:方向不颠倒
H1
(或相应数据)的值必须置0!
(最大轴速度)
VB380x0000
VB380x0000
VB380x2003
SD41200:JOG_SPIND_SET_VELO=0
速度)
JOG
JOG
速度)
速度)
(旋转轴的
(主轴的
)
)
)
,则也可以设定此速度。
4-94
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 97

4.4
机床数据--说明
轴专用机床数据
32110
机床数据编号 实际值前面的符号(正向)
含义: 在此MD中,必须输入编码器信号的测量方向:
特殊情况,出错,… 如果输入了错误的控制方向,轴就会根据相关的极限值的设置,
阅读说明:
32200 POSCTRL_GAIN[n]
机床数据编号
含义: 位置控制增益,称之为KV系数(伺服增益系数)
阅读说明:
ENC_FEEDBACK_POL[n]
0或1
:方向不颠倒
-- 1
: 方向颠倒
如果编码器用于位置控制,其控制方向也颠倒。
机床数据索引
将输出以下报警:
25040
报警
25050
报警
25060
报警
以下介绍了有关极限值的说明:
文献:章节“进给轴监控功能”
当连接了驱动的时候,如果出现非控制给定点,控制方向可能出错。
802D sl
KV
系数
用户的输入/输出单位为[(
这表示如果
如果输入数值为“0”,位置控制器即被断开。
输入KV系数时,需考虑到整个位置控制回路的KV系数也取决于控制系统的其它参数。因此必须区分标准的
KV
系数(MD:
无误,这两个KV值才会相同。
注意:
进行加工的插补轴必须具有相同的KV系数(如,速度相同时,跟随错误也相同)。
可以使用跟随错误(在服务显示中)来得到实际的KV系数。
机床数据索引
802D sl
[n]
有如下编码:[设定点]:
“零速控制”
“轮廓监控”
“速度给定点极限”
功能说明:
功能说明:
G2
m/min)/mm]
POSCTRL_GAIN[n]=1
POSCTRL_GAIN
[n]
有如下编码:[控制参数组号]:
G2
0
。
,即对应一个
)和实际的KV系数(机床的结果值)。只有当控制回路的所有参数互相匹配
1mm
的跟随错误,其V=
0--5
1m/min
。
32300 MAX_AX_ACCEL
机床数据编号 轴加速度
含义: 加速度定义了轴在一段时间内速度的变化。不同的轴不必要求相同的加速度。插补轴要使用最小的加速度值。
机床数据无效,如果 导致快速停止的故障状态
阅读说明:
32420 JOG_AND_POS_JERK_ENABLE
机床数据编号 使能轴专用突变限制
含义: 在
相应于…
阅读说明:
对于旋转轴,输入的值为角加速度值。
机床生产厂商必须找到适合机床的永久制动模式和永久加速度。然后该值必须输入机床数据。
加速度值对每个加速度/减速度过程都有效。
802D sl
功能说明:
JOG、REF
MD 32430:JOG_AND_POS_MAX_JERK
802D sl
功能说明:
B2
和定位轴模式下使能轴专用突变限制功能。
(轴专用突变)
B2
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
4-95
Page 98

机床数据
--
说明
4.4
32430
机床数据编号 轴专用突变
含义:
机床数据无效,如果 路径插补和导致快速停止的故障状态。
相应于…
阅读说明:
32431 MAX_AX_JERK
机床数据编号 沿轮廓进给时最大轴专用突变(运行方式
含义: 路径进给时,此最大轴专用突变有效。
相应于…
轴专用机床数据
JOG_AND_POS_MAX_JERK
JOG
方式下突变限制值限制轴加速度的变化。
MD32420:JOG_AND_POS_JERK_ENABLE
802D sl
功能说明:
路径进给可以位于
MD32432:PATH_TRANS_JERK_LIM
B2
AUTO和MDA
AUTO,MDA
方式下。
在程序段转换时有效。
(使能轴专用突变限制)
)
建议将这两个机床数据的值设为相同。
802D sl
阅读说明:
32432 PATH_TRANS_JERK_LIM
机床数据编号 程序段转换时路径进给的最大轴专用突变
含义: 系统将在程序段转换时限制突变值(加速度跳变),从不连续的取消轮廓限制为预设值。
机床数据无效,如果 准停
应用举例
相应于… 连续路径方式,加速度类型
功能说明:
MD 32431:MAX_AX_JERK
B2
SOFT
(进给时最大轴相关突变)
建议将两个MD的值设为相同。
阅读说明:
802D sl
功能说明:
B1
32450 BACKLASH[n]
机床数据编号 反向间隙
含义: 在正方向和负方向之间换向时的反向间隙。
特殊情况,出错,…
相应于…
阅读说明:
32630 FFW_ACTIVATION_MODE
机床数据编号 由程序激活前馈控制
含义: 此MD可以定义是否通过零件程序使能/取消进给轴/主轴的前馈控制。
相应于…
更多参考 “操作和编程”
阅读说明:
输入的补偿值:
S
当编码器快于机床部件时,为正值(正常情况)
S
当编码器滞后于机床部件时,为负值。
输入值为零时,间隙补偿无效。
在所有操作方式下,只要回参考点运行后间隙补偿就一直有效。
[n]
索引
按如下编码:[编码器号]:
MD 36500:ENC_CHANGE_TOL
802D sl
功能说明:
0
: 前馈控制不能通过
1
: 前馈控制可以通过零件程序中的
最后的有效状态在复位后仍然有效(在
因为使用
802D sl
FFWON和/或FFWOF使能/
功能说明:
K3
FFWON和/或FFWOF使能/
K3
0
(间隙补偿单元)
FFWON和/或FFWOF使能/
JOG
取消所有通道轴的前馈控制,此机床数据必须设定相同的值用于插补轴。
取消前馈控制。
方式)。
取消前馈控制。
4-96
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
Page 99

4.4
机床数据--说明
轴专用机床数据
32700
机床数据编号 编码器/主轴误差补偿(
含义:
相应于…
阅读说明:
32810 EQUIV_SPEEDCTRL_TIME[n] n=
机床数据编号 速度控制回路的等效时间常量
含义: “速度前馈控制”功能需要等效时间常量。
相应于…
阅读说明:
33050 LUBRICATION_DIST
机床数据号 用于
含义: 激活润滑脉冲所移动的距离。
相应于…
ENC_COMP_ENABLE[n]
SSFK
)
1:“SSFK
0:“SSFK
索引
NST
802D sl
该值必须符合闭环速度控制的等效时间常量。
设定帮助:方向值是驱动器中平滑设定值的时间常量。
802D sl
响应的进给轴移动一定的距离后,轴相关接口信号
样可以根据移动的距离,通过
重新上电后,移动的距离被累加。
NST
”对进给轴/测量系统生效。
SSFK
用“
只有当测量系统回参考点后(接口信号
写保护功能(补偿值)有效。
[n]
“回参考点/同步1”
PLC
:“润滑脉冲”(
”可补偿丝杠螺距误差和测量系统误差。
”对进给轴/测量系统无效。
按如下编码:[编码器号]:
功能说明:
功能说明:
润滑的移动距离
K3
K3
V390x 1002.0
0
PLC
程序控制轴的润滑单位。
)
NST
“回参考点/同步”=1)才可以使用该功能。
NST
控制参数组号:0至
:“润滑脉冲”(
5
V390x 1002.0
)的状态改变。这
34000 REFP_CAM_IS_ACTIVE
机床数据编号 带有参考点凸轮的轴
含义: 整个运行区域只有一个同步信号的加工轴
机床数据无效,如果
阅读说明:
34010 REFP_CAM_DIR_IS_MINUS
机床数据编号 负方向回参考点
含义:
阅读说明:
或每转只有一个零标记的旋转轴将不能通过
负时,该加工轴就加速到
度,并与下一个零标记同步。
802D sl
功能说明:
0
: 正方向回参考点
1
: 负方向回参考点
使用增量测量系统进给:
移动键只能在指定的方向上有用。如果按错了方向键,将不执行回参考点。
如果加工轴位于参考凸轮之前,轴以
度加速。
如果加工轴位于参考凸轮之上,轴以
轮的反方向进行移动。
关于绝对值编码器应注意:
移动键的方向对绝对值编码器的调节很重要:在固定位置方向进给;在
802D sl
功能说明:
MD34040:REFP_VELO_SEARCH_MARKER
R1
MD34020:REFP_VELO_SEARCH_CAM
MD34020:REFP_VELO_SEARCH_CAM
R1
REF_CAM_IS_ACTIVE
表示为带参考凸轮的加工轴。按方向键正
(参考点关闭速度)中所设定的速
(回参考点速度)中规定的速
中规定的速度加速并首先在凸
MD34090和MD34210
中更新数值。
/
SINUMERIK 802D sl
6FC5397--5CP10--0RA0
列表
(LIS)
,版本
2006年02
月
4-97
Page 100

机床数据
--
说明
4.4
34020
机床数据编号 回参考点速度
含义: 按方向键之后,加工轴以此速度在参考凸轮的方向运行(阶段1)。该值可以设定得较大,使轴在碰到硬件限
机床数据无效,如果
阅读说明:
34030 REFP_MAX_CAM_DIST
机床数据编号 到达参考凸轮的最大位移
含义: 如果加工轴从出发点位置在参考凸轮方向运行MD:
机床数据无效,如果
阅读说明:
34040 REFP_VELO_SEARCH_MARKER[n]
机床数据编号 寻找接近开关信号速度[编码器号]:
含义:
阅读说明:
轴专用机床数据
REFP_VELO_SEARCH_CAM
位开关之前可以制动到0。
802D sl
功能说明:
考凸轮(
802D sl
1
2
802D sl
NST
功能说明:
)使用增量测量系统:
在识别出第一个参考凸轮到和第一个零标记进行同步这段时间之内,轴以该速度运行(阶段2)进给方向。
移动方向:与搜寻参考凸轮的方向相反
MD 34010:REFP_CAM_DIR_IS_MINUS
(
如果设定
上升沿同步时,使用
)负载末端带有
按照此速度找到
可以接受零标记,如果实际速度位于
MD35150:SPIND_DES_VELO_TOL
MD34040:REFP_VELO_SEARCH_MARK<Tab/>ER[n]
功能说明:
R1
REFP_MAX_ CAM_ DIST
“回参考点延迟”已经复位),则轴停止,并发出报警
R1
0
MD34050:REFP_SEARCH_MARKER_REVERSE
MD34020:REFP_VELO_SEARCH_CAM
BERO
的简介测量系统(优先用于主轴)
BERO
的零标记。
R1
)
定义的速度公差内,速度由
定义。
20000
(参考凸轮上使方向反向),当和参考凸轮
中定义的速度移动到凸轮。
中给定的位移,而没有到达参
“没有到达参考凸轮”。
34050 REFP_SEARCH_MARKER_REVERSE[n]
机床数据编号 参考凸轮上反向[编码器号]:
含义: 这里可设置寻找零标记的方向:
机床数据无效,如果
阅读说明:
0
: 在参考凸轮下降沿之后进行同步
加工轴以
34010:REFP_CAM_DIR_IS_MINUS
离开参考凸轮时,(
1
: 在参考凸轮上升沿之后进行同步
加工轴以
REFP_CAM_DIR_IS_MINUS
加工轴制动到停止,并以MD:
轮。到达参考凸轮时(
802D sl
MD34040:REFP_VELO_SEARCH_MARKER
MD34020:REFP_VELO_SEARCH_CAM
功能说明:
R1
0
NST
“回参考点延迟”复位),则控制器与第一个零脉冲同步。
NST
“回参考点延迟”复位)控制器与第一个零标记同步。
(以负方向运行到参考点)中预设值相反的方向加速。
设定值的相反方向运行。离开参考凸轮时,(
REFP_VELO_SEARCH_MARKER
(参考点关闭速度)中给定的速度按照与
(回参考点速度)中给定的速度加速,按照与MD:
中给定的速度按相反的方向移动到参考凸
NST
“回参考点延迟”复位),
MD
4-98
SINUMERIK 802D sl
(LIS)
列表
6FC5397--5CP10--0RA0
,版本
2006年02
月
 Loading...
Loading...