

Page 1
Contents: Basic Course G426 ISO Programming
No.
1
2
3
4
5
6
7
8
9
10
11
Title
Cartesian contour movements
Holes
Square
Rounding / chamfering corners
Contour approach / departure
Circular arc with CC, C
Tangential contour connection
Circular arc with CR
Circular arcs
Polar contour movements
Hexagon (polar)
Circle (polar) CP
Circular path with tang. connection (polar) CTP
PGM-No.
62151
62152
62153
62154
62155
62156
62157
62158
62159
62160
62161
12
13
14
15
16
17
Canned cycles
Drilling cycle
Slot plate
Die I
Program section repeats
Linear hole pattern
Hexagon
Drilled plate - slanted columns
62170
62172
62174
62180
62181
62182
HEIDENHAIN Basic Course ISO G
426
F10 IH1
Page 2
Contents: Basic Course G426 ISO Programming
No.
18
19
20
21
22
23
24
Title
Subprogramming Technique
Subprogram (groups of holes)
Bolt hole circle segments with several tools
Milling with several settings
Hole pattern
Contour Cycles
Contour cycles SL II, Roughing out kidney
Contour cycles SL II, Kidney-shaped island
Coordinate transformations
Datum shift and mirror images
PGM No.
62186
62187
62188
62189
62190
62191
62192
HEIDENHAIN Basic Course ISO G
426
F10 IH1
Page 3
Task: Program(s):
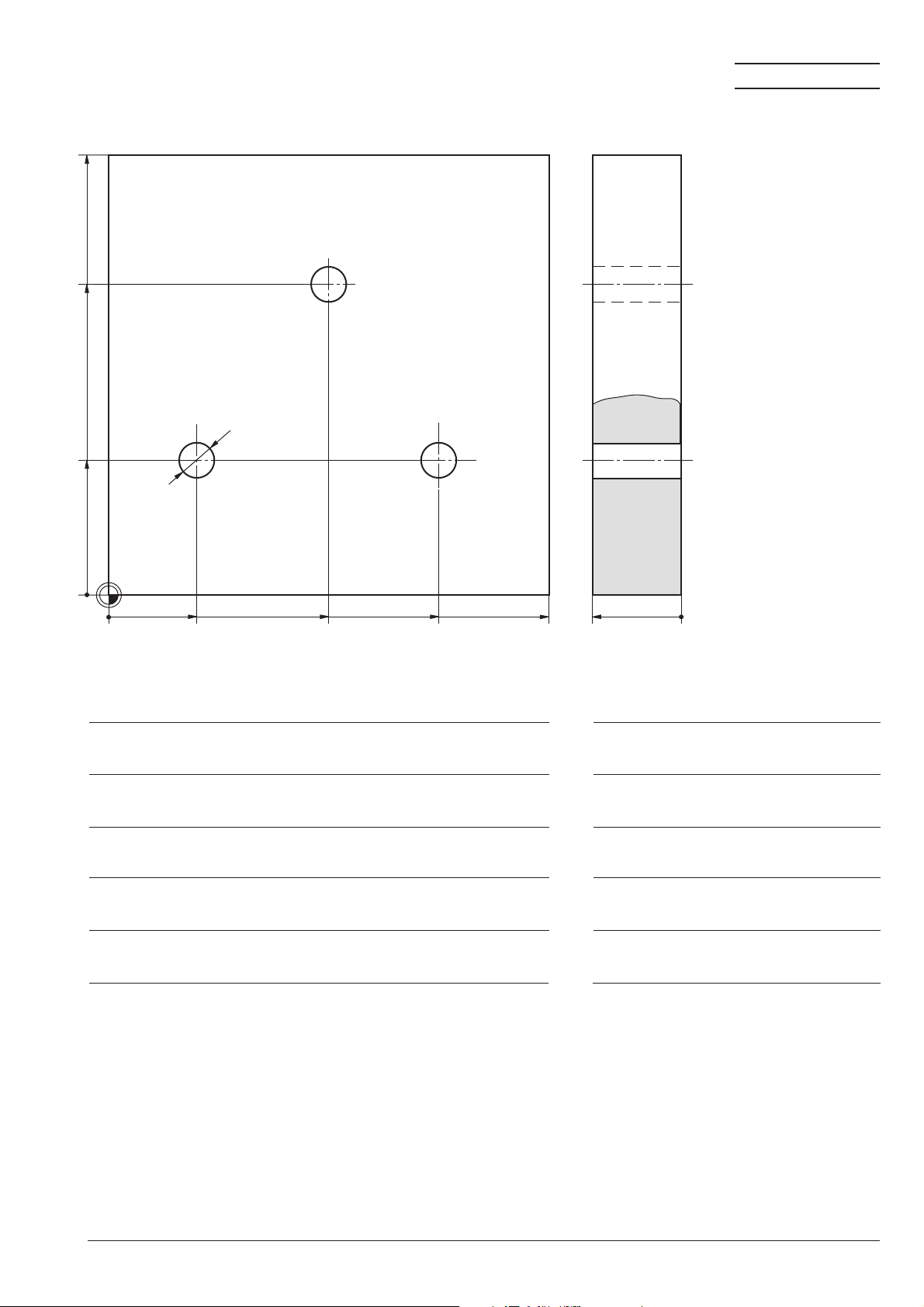
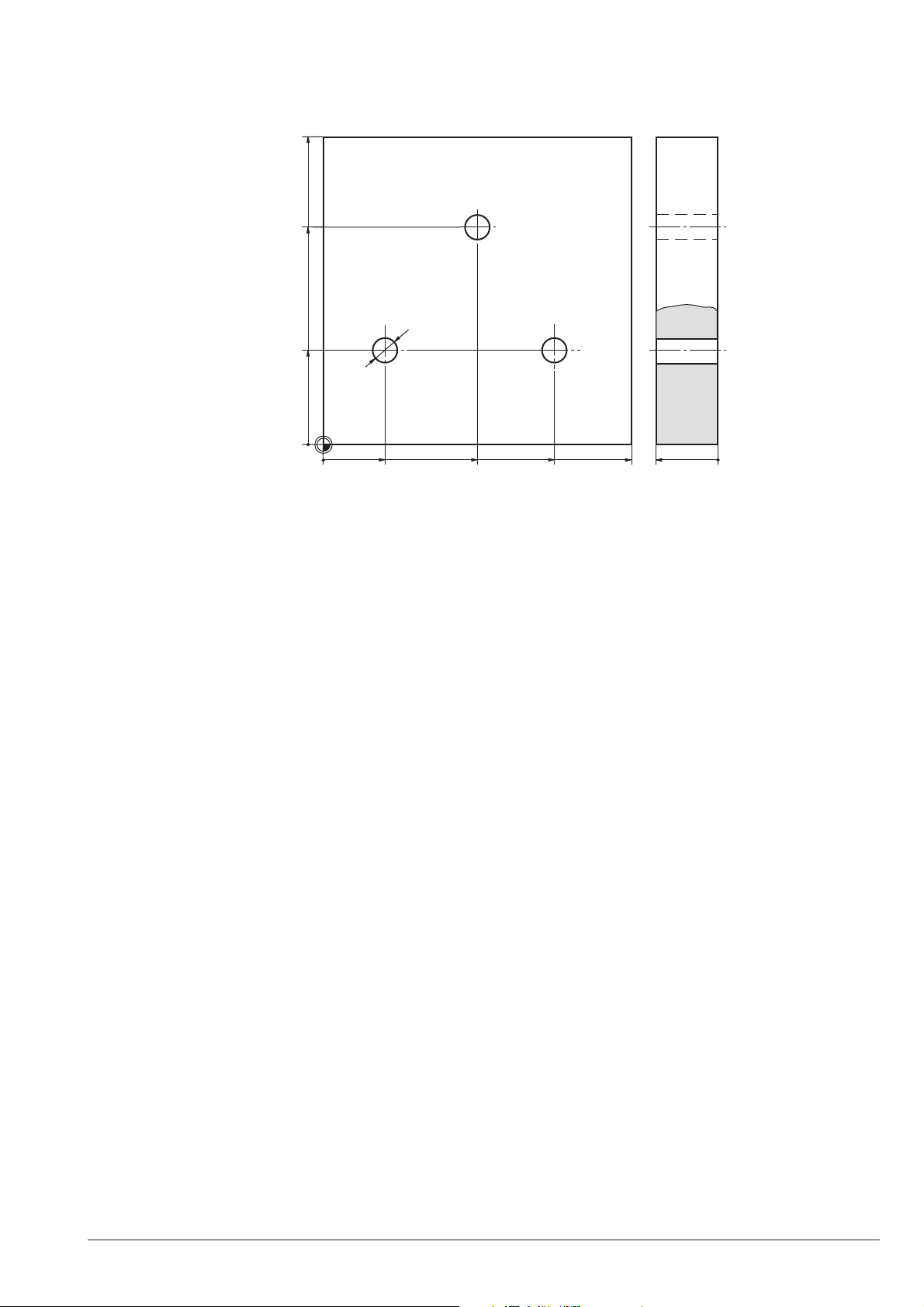
Holes
100
70
8
30
0
0
20
50
75
100
20
0
HEIDENHAIN Basic Course ISO G
426
F06 62151/1
Page 4
Program layout:
Operating mode "Programming"
Holes
Begin program
Define workpiece blank
Define tool
Activate tool
Move to clearance height
Move to starting point
Move to setup clearance
Drill
Retract drill
PGM
MGT
%62151 G71
G30 . . . X . . . Y . . . Z . . .
G31 . . . X . . . Y . . . Z . . .
G99 T . . . L . . . R . . .
T . . . G . . . S . . .
G00 G40 G90 Z+100 M3
X . . . Y . . .
Z+ . . . M8
G01 Z– . . . F400
G00 Z+2
Next hole
Drill
Retract drill
Next hole
Drill
Return to clearance height
End of program
X . . . Y . . .
G01 Z– . . .
G00 Z+ . . .
X . . . Y . . .
G01 Z– . . .
G00 Z+100 M2 (M30)
HEIDENHAIN Basic Course ISO G
426
F06 62151/2
Page 5
Solution:
100
70
30
0
Holes
0
20
8
50
75
100
20
0
Complete program
%62151 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 * ....................................
N30 G99 T1 L+0 R+4 * ...................................................
N40 T1 G17 S4000 * ......................................................
N50 G00 G90 Z+100 M03 * .............................................
N60 X+20 Y+30 * ...........................................................
N70 Z+2 M08 *
N80 G01 Z-22 F400 * ......................................................
N90 G00 Z+2 *
N100 X+50 Y+70 * ...........................................................
N110 G01 Z-22 *
N120 G00 Z+2 *
N130 X+75 Y+30 * ...........................................................
N140 G01 Z-22 *
N150 G00 Z+100 M30 *
N999999 %62151 G71 *
WORKPIECE BLANK DEFINITIONS
TOOL DEFINTION
TOOL CALL
CLEARANCE HEIGHT
1ST HOLE
DRILL
2ND HOLE
3RD HOLE
HEIDENHAIN Basic Course ISO G
426
62151/3F06
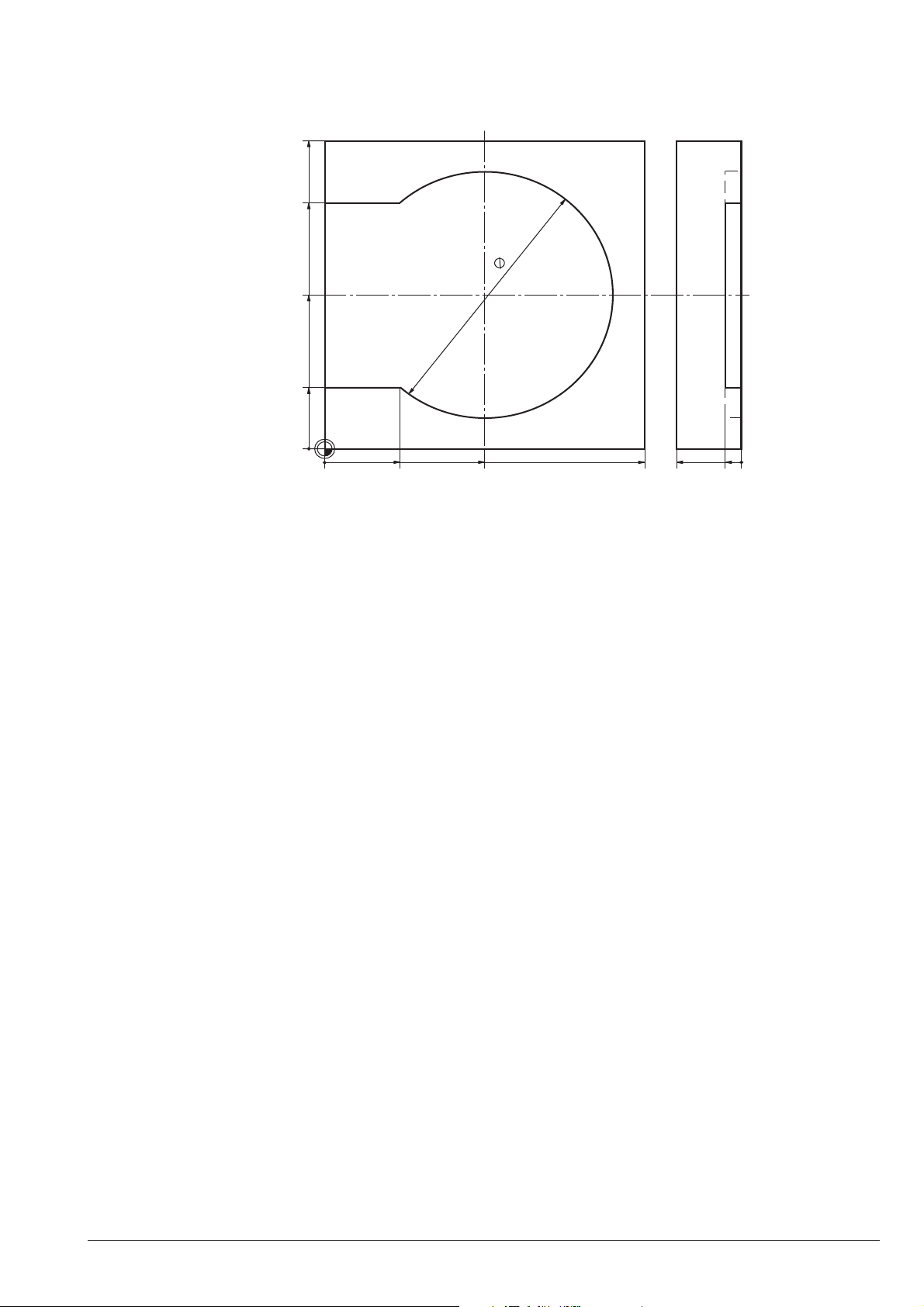
Page 6
Task: Program(s):
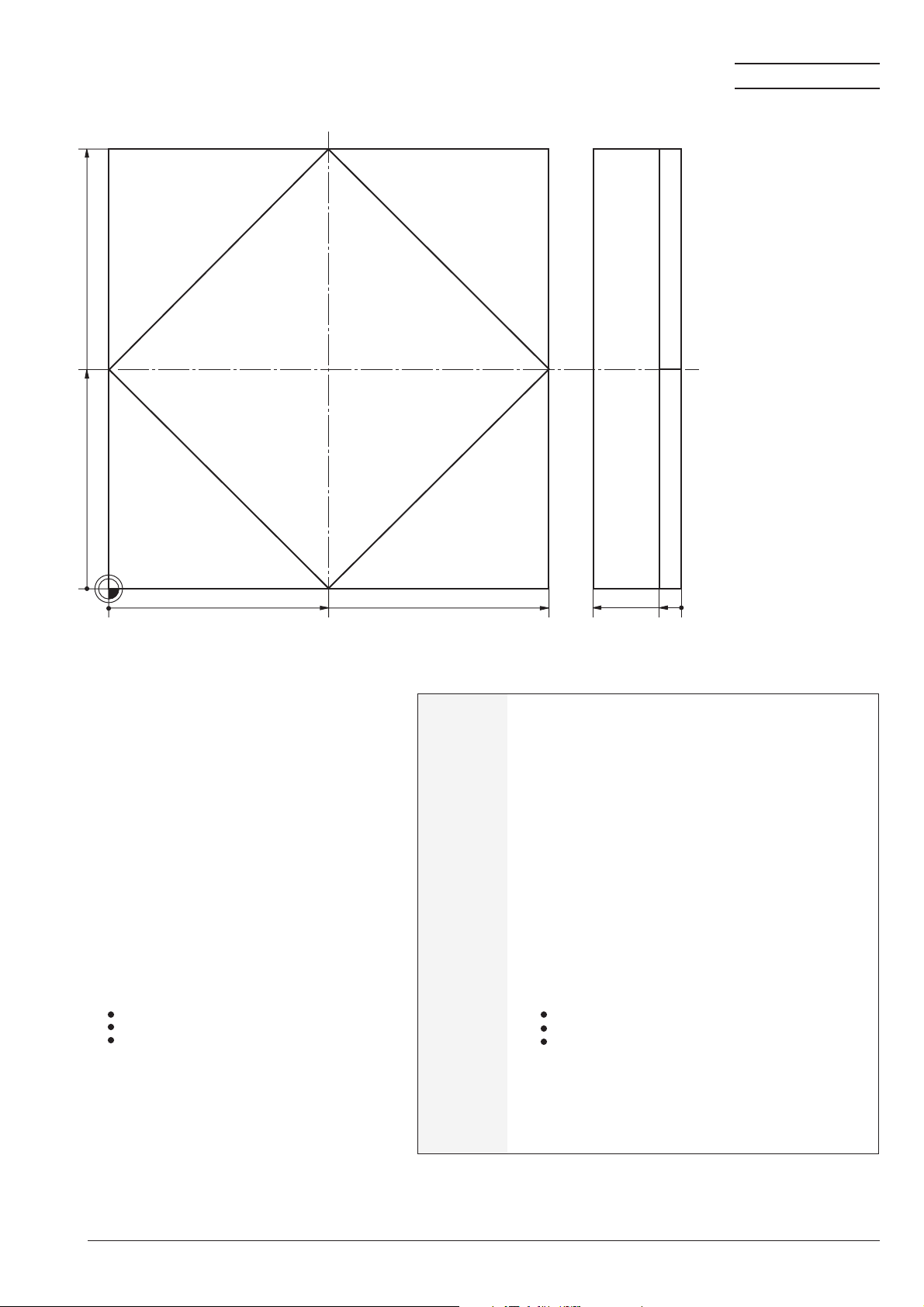
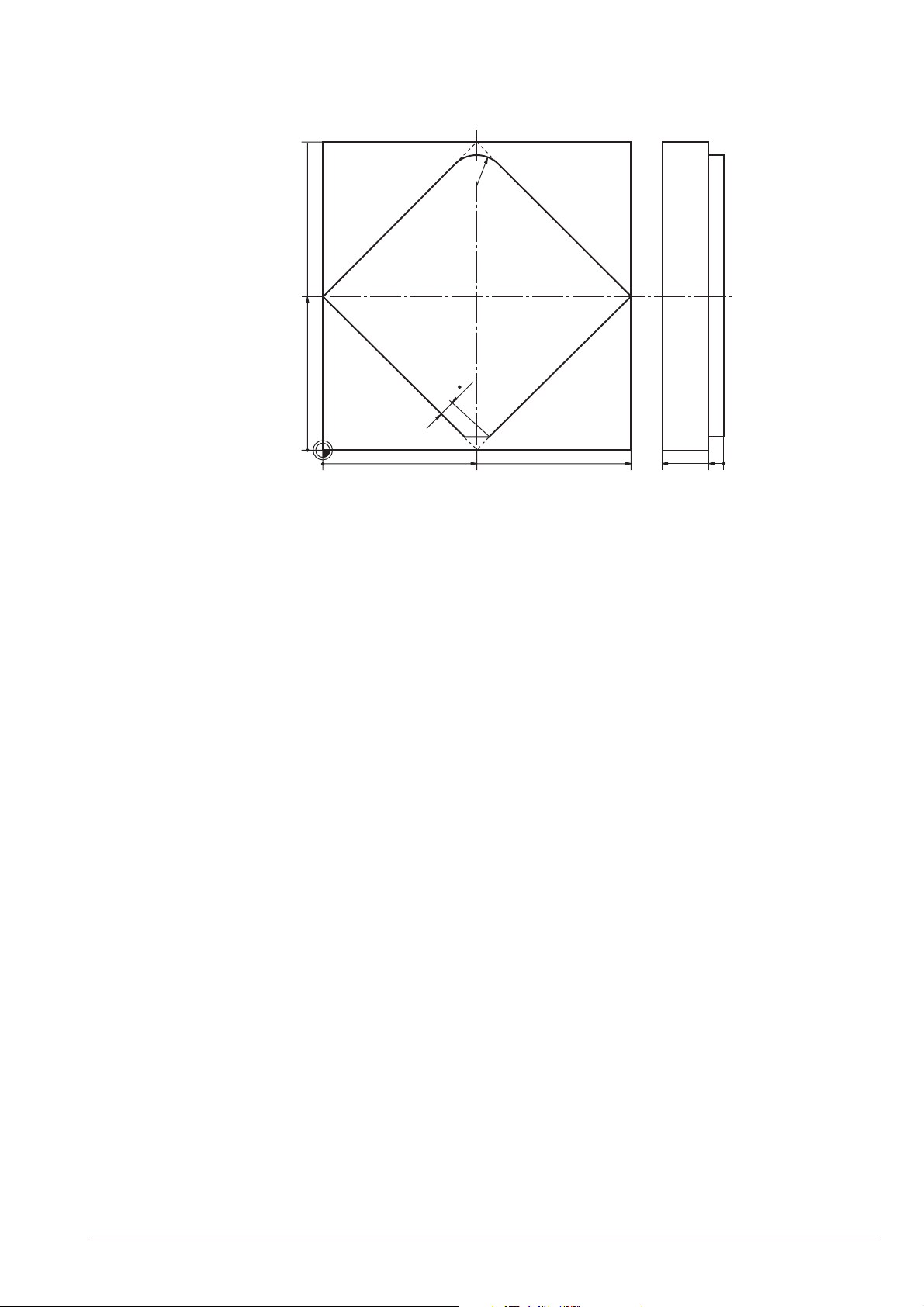
100
50
Square
0
0
50
Create program
Define workpiece blank
Define tool
Activate tool
Move to clearance height
Move to auxiliary point G40
Plunging depth
Contour starting point G41/G42
Contour coordinates G41/G42
○○○
5
0
100
20
%62152 G71
G30 G . . . X . . . Y . . . Z . . .
G31 G . . . X . . . Y . . . Z . . .
G99 T . . . L . . . R . . .
T . . . G . . . S . . .
G00 G40 G90 Z+ . . .
X . . . Y . . .
Z –. . .
G01 G41 X . . . Y . . .
X . . . Y . . .
○○○
Last contour point G41/G42
Move to auxiliary point G40
Retract tool, PGM end
HEIDENHAIN Basic Course ISO G
426
X . . . Y . . .
G40 X . . . Y . . .
G00 Z+ . . . M2/M30
F06 62152/1
Page 7
Solution:
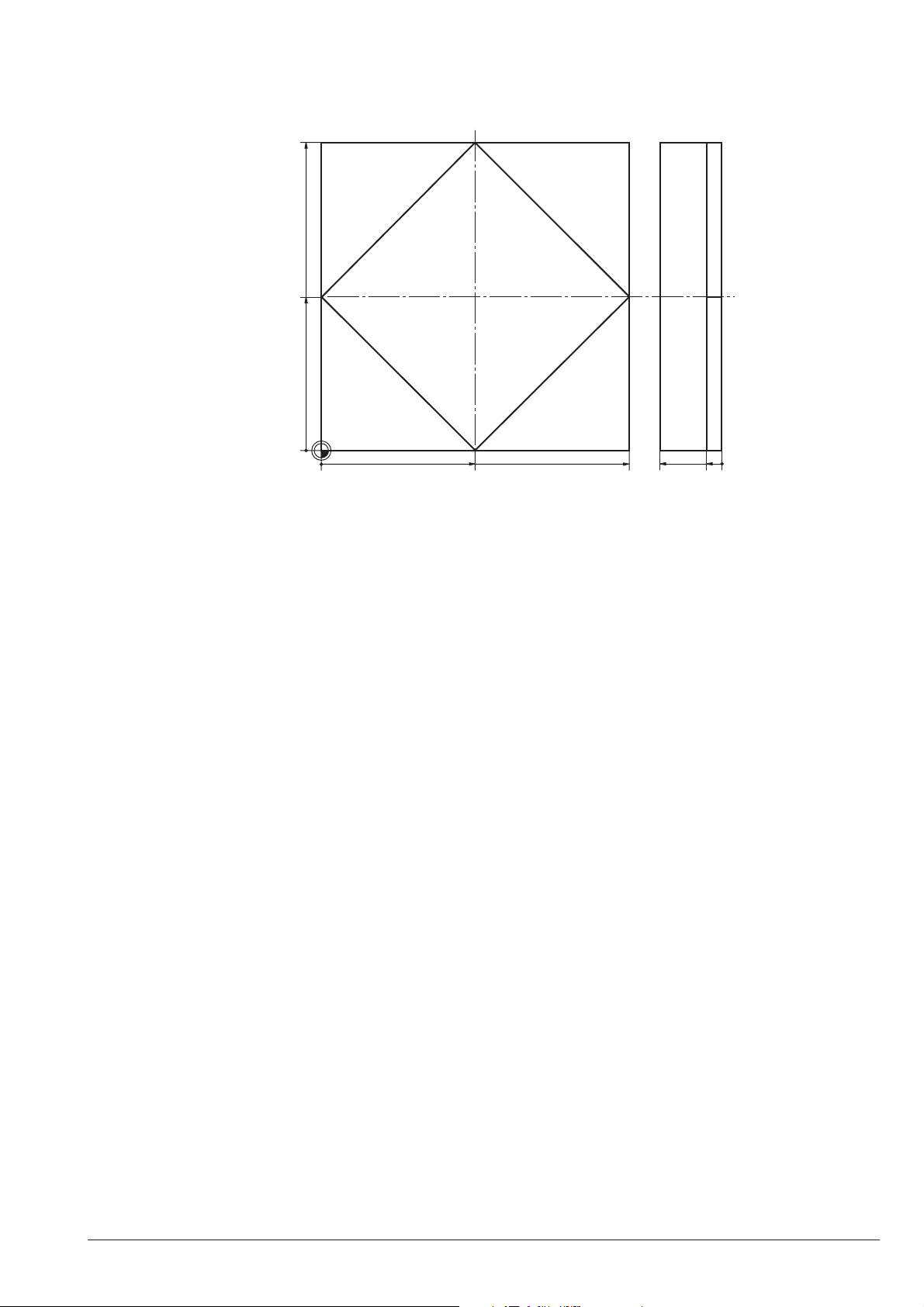
Square
100
50
0
5
0
50
100
20
0
Complete program
%62152 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 * ....................................
N30 G99 T1 L+0 R+8 * ...................................................
N40 T1 G17 S4000 * ......................................................
N50 G00 G40 G90 Z+100 M03 * ......................................
N60 X-30 Y+50 * ............................................................
N70 Z-5 * ......................................................................
N80 G01 G41 X+0 Y+50 F400 * ........................................
N90 X+50 Y+100 *
N100 X+100 Y+50 *
N110 X+50 Y+0 *
N120 X+0 Y+50 * .............................................................
N130 G40 X-30 Y+50 * .....................................................
N140 G00 Z+100 M30 * ....................................................
N999999 %62152 G71 *
WORKPIECE BLANK DEFINITIONS
TOOL DEFINITION
TOOL CALL
CLEARANCE HEIGHT
AUXILIARY POINT (G40)
PLUNGING DEPTH
CONTOUR STARTING POINT
LAST CONTOUR POINT
AUXILIARY POINT
RETRACT TOOL / PGM END
HEIDENHAIN Basic Course ISO G
426
62152/2F06
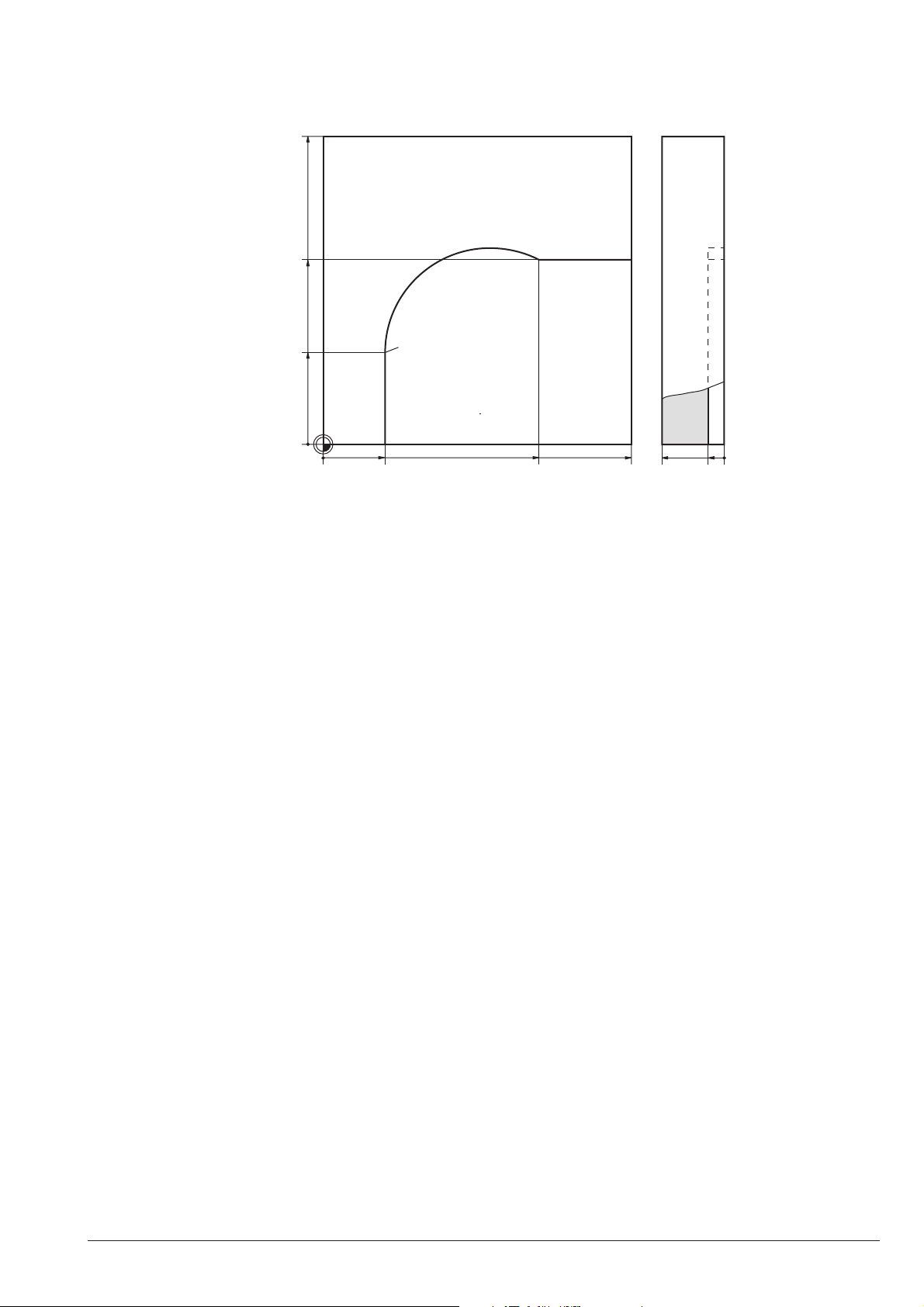
Page 8
Task: Program(s):
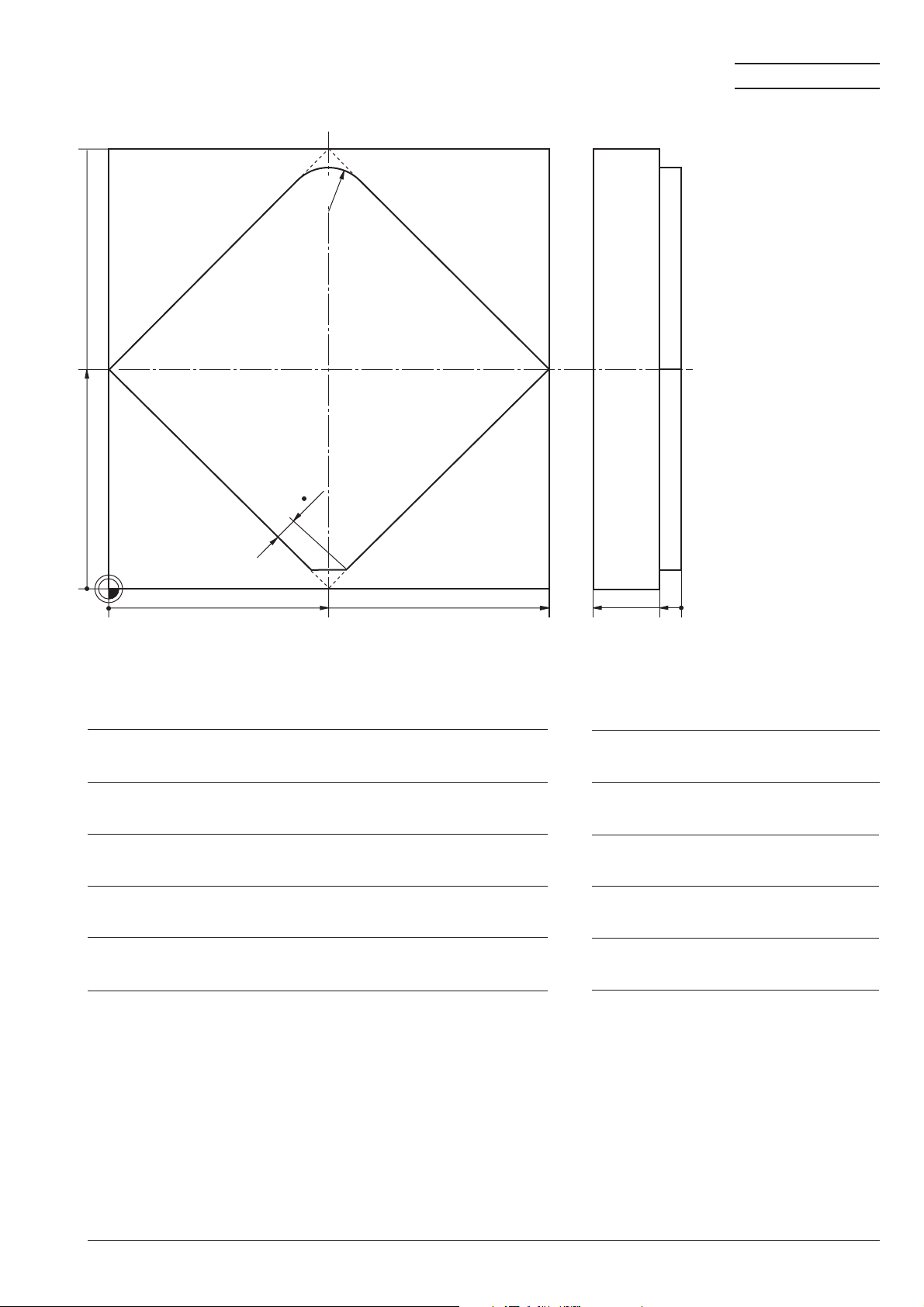
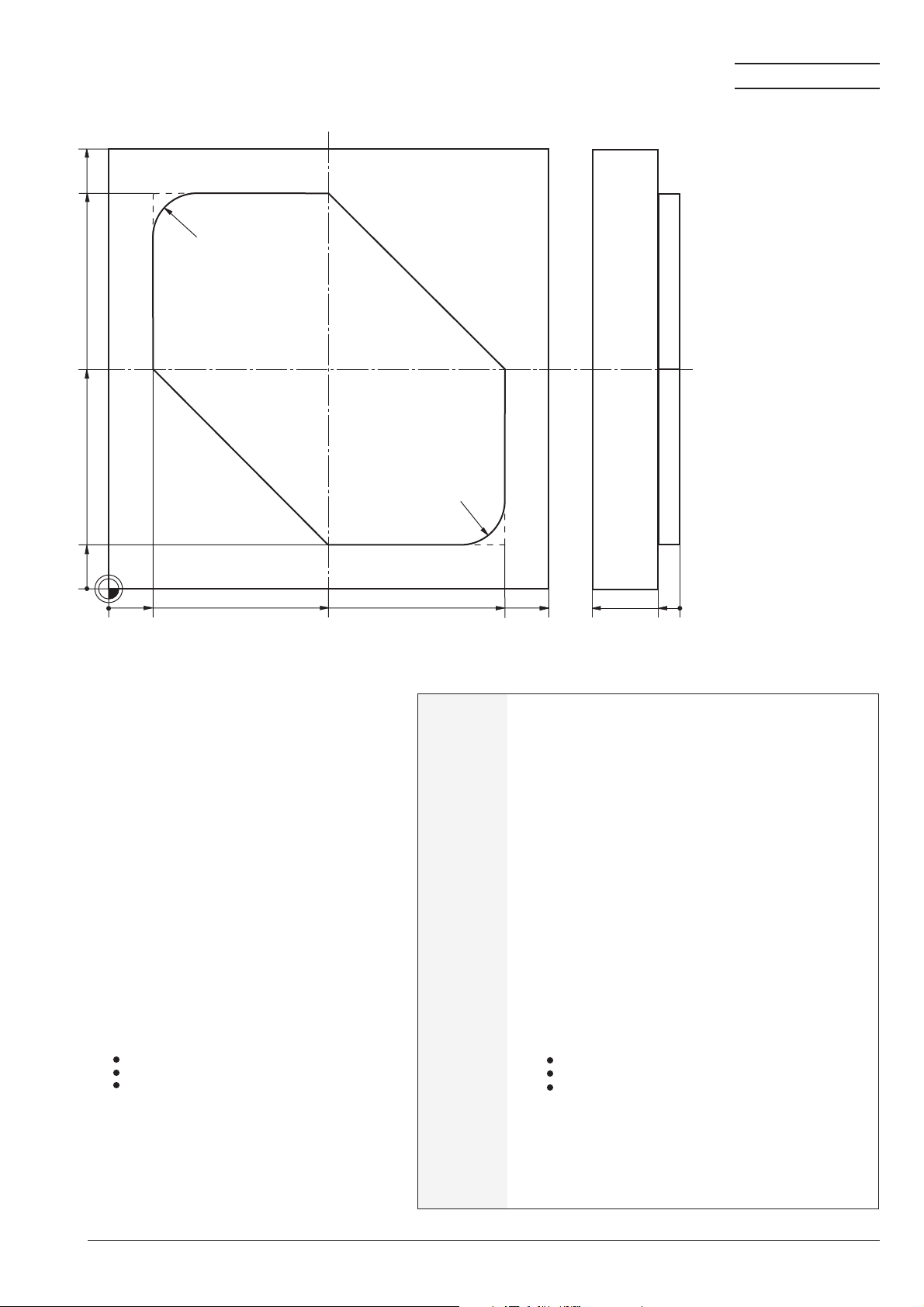
Rounding / chamfering corners
100
R10
50
5 45°
0
5
0
50
100
100
20
0
HEIDENHAIN Basic Course ISO G
426
F06 62153/1
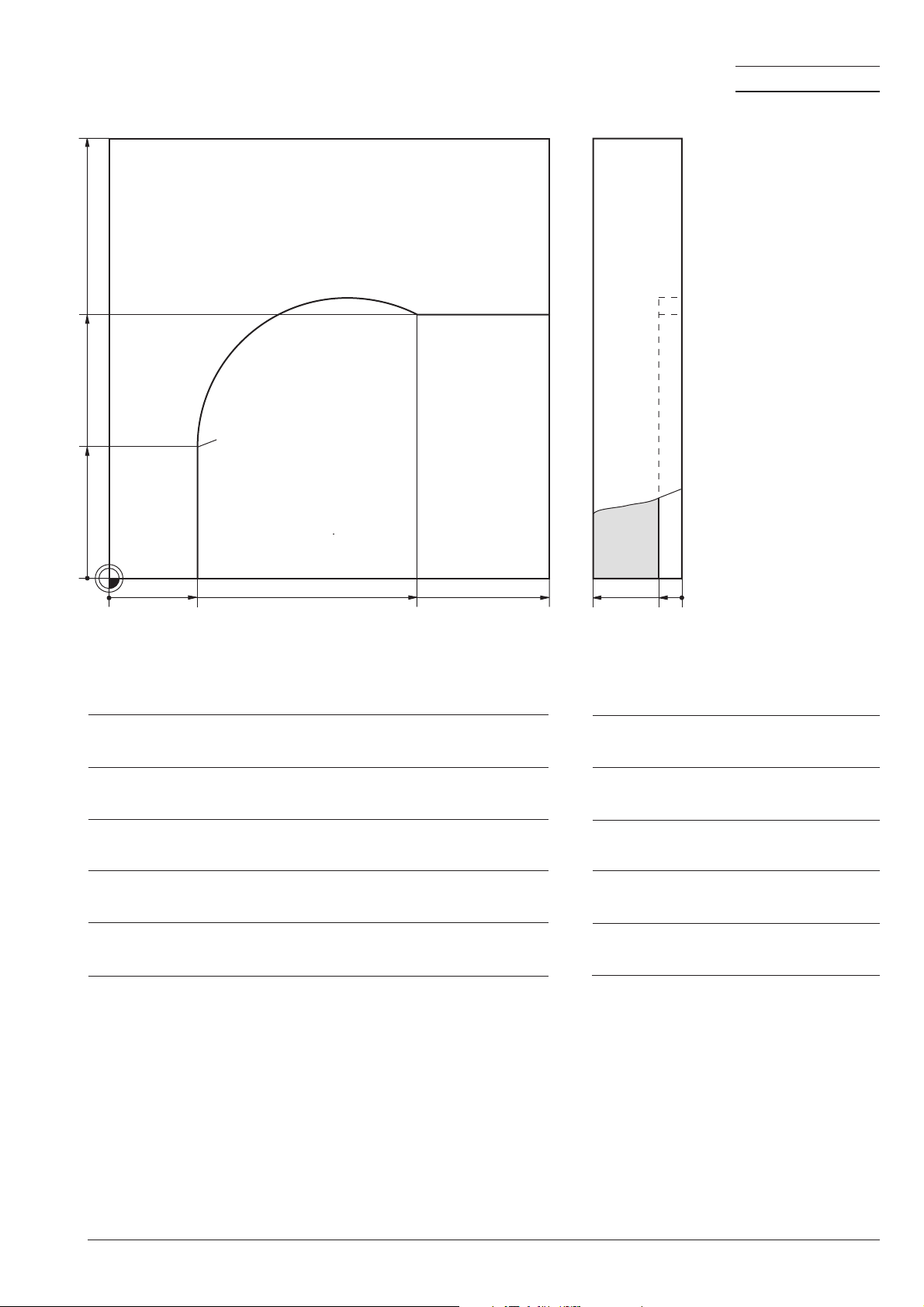
Page 9
Solution:
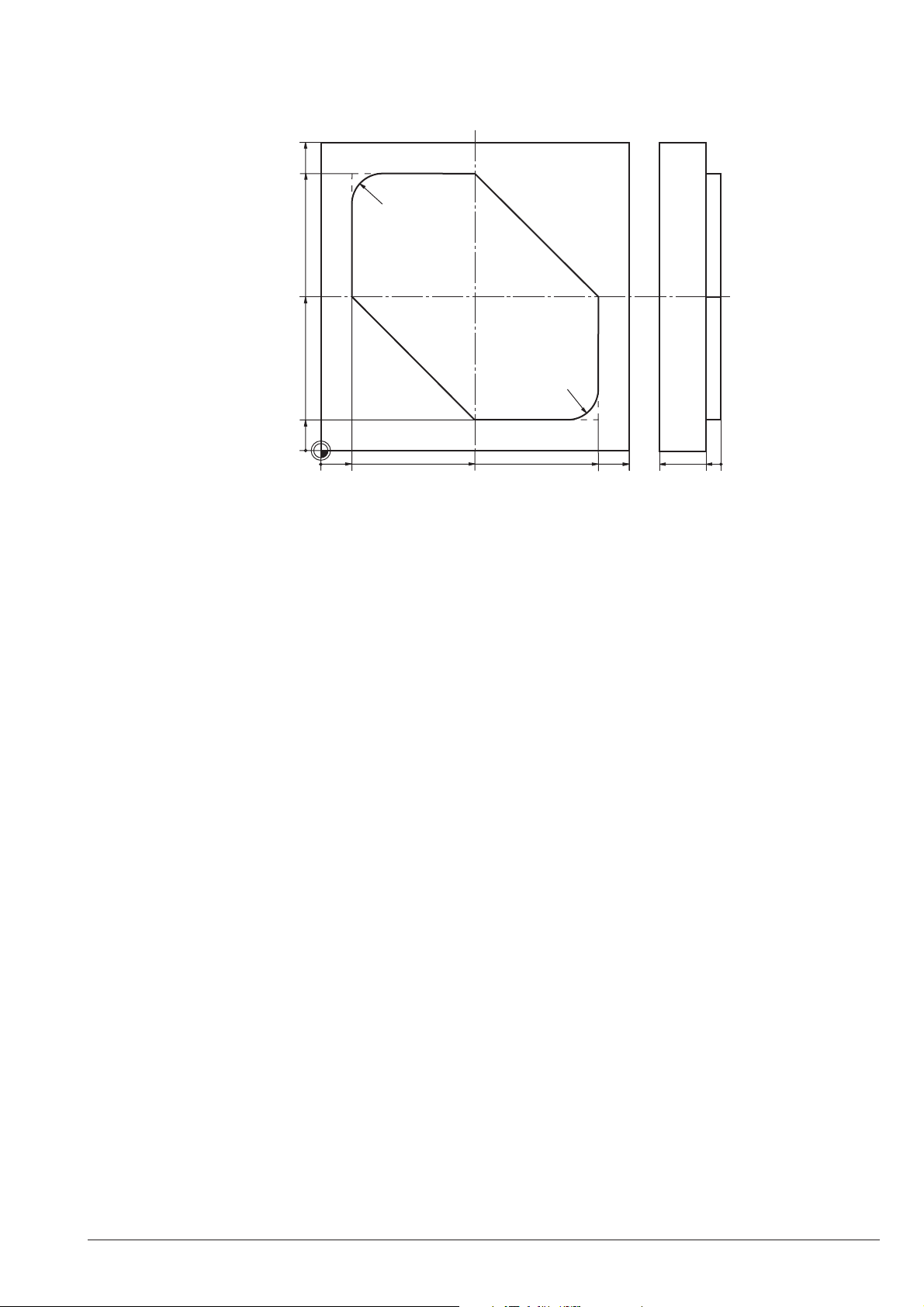
Rounding / chamfering corners
100
R10
50
5 45°
0
0
50
100
100
20
5
0
Complete program
%62153 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 * ....................................
N30 G99 T1 L+0 R+8 * ...................................................
N40 T1 G17 S4000 * ......................................................
N50 G00 G40 G90 Z+100 M03 * ......................................
N60 X-30 Y+50 * ............................................................
N70 Z-5 *
N80 G01 G41 X+0 Y+50 F400 * ........................................
N90 X+50 Y+100 *
N100 G25 R10 F200 * ......................................................
N110 X+100 Y+50 *
N120 X+50 Y+0 *
N130 G24 R5 * ................................................................
N140 X+0 Y+50 *
N150 G40 X-30 Y+50 * .....................................................
N160 G00 Z+100 M30 * ....................................................
N999999 %62153 G71 *
WORKPIECE BLANK DEFINITION
TOOL DEFINITION
TOOL CALL
CLEARANCE HEIGHT
AUXILIARY POINT (G40)
CONTOUR STARTING POINT
ROUND CORNER
CHAMFER
AUXILIARY POINT (G40)
PGM END
HEIDENHAIN Basic Course ISO G
426
62153/2F06
Page 10
Task: Program(s):
100
Contour approach / departure
90
50
10
R10
R10
0
0
10
50
90
100
100
20
0
5
Begin program
Define workpiece blank
Define tool
Activate tool
Move to clearance height
Move to auxiliary point
Plunging depth
First contour point
Smooth approach
Contour
○○○
Smooth departure
Auxiliary point
%62154 G71
G30 G . . . X . . . Y . . . Z . . .
G31 G . . . X . . . Y . . . Z . . .
G99 T . . . L . . . R . . .
T . . . G . . . S . . .
G00 G40 G90 Z+ . . .
X . . . Y . . .
Z– . . .
G01 G41 X . . . Y . . . F . . .
G26 R . . .
X . . . Y . . .
○○○
G27 R . . .
G40 X . . . Y . . .
Retract tool, PGM end
HEIDENHAIN Basic Course ISO G
426
G00 Z+ . . . M2/M30
F06 62154/1
Page 11
Solution:
Contour approach / departure
100
Complete program
90
50
10
0
R10
R10
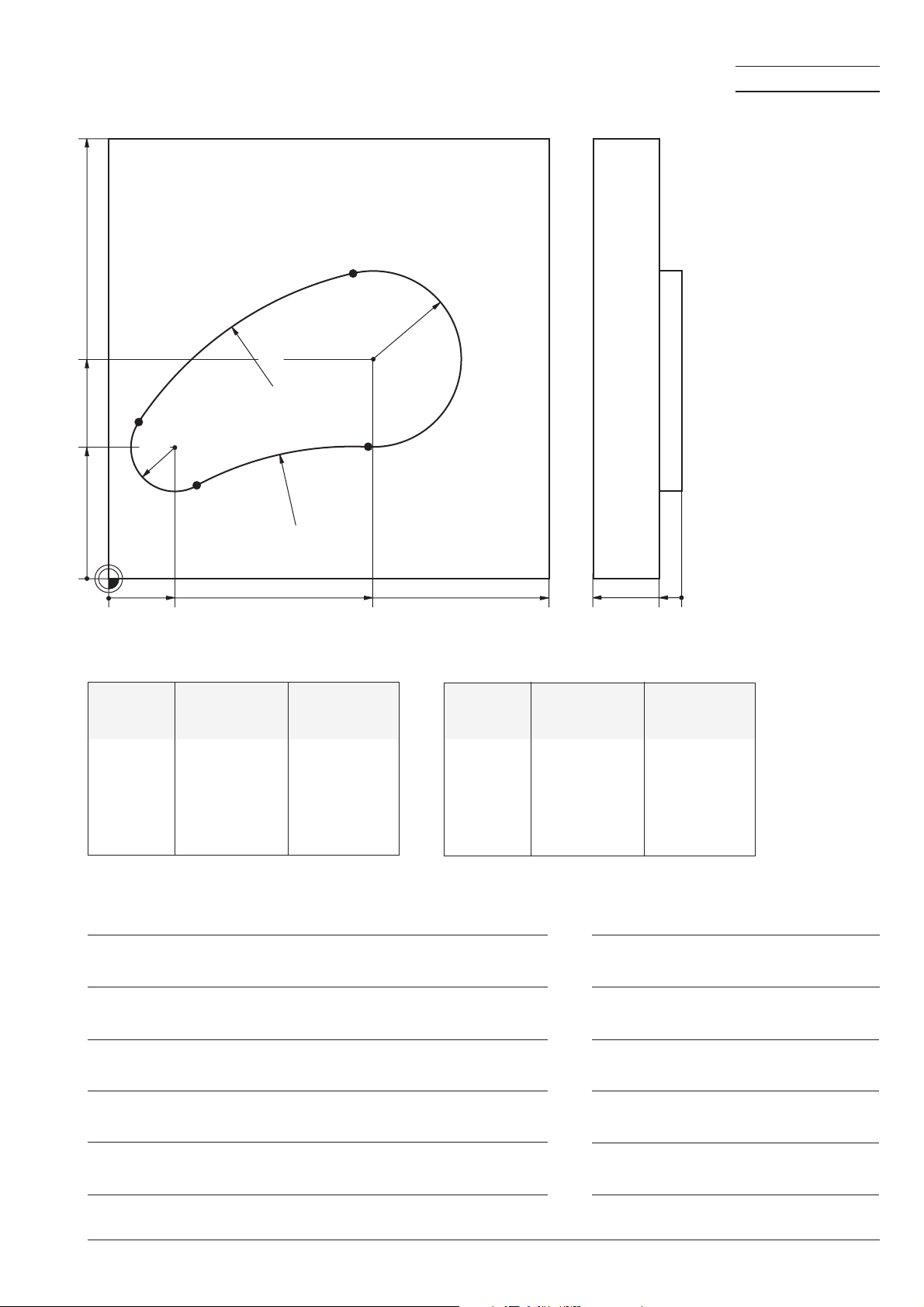
0
10
50
%62154 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+8 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+100 M03 *
N60 X-30 Y+70 * ............................................................
N70 Z-5 *
N80 G01 G41 X+10 Y+70 F400 * ......................................
N80 G26 R3 * ................................................................
N90 Y+90 *
N100 G25 R10 *
N110 X+50 *
N120 X+90 Y+50 *
N130 Y+10 *
N140 G25 R10 *
N150 X+50 *
N160 X+10 Y+50 *
N170 Y+70 * ....................................................................
N180 G27 R3 * ................................................................
N190 G40 X-30 Y+70 * .....................................................
N200 G00 Z+100 M30 *
N999999 %62154 G71 *
90
0
5
20
100
100
AUXILIARY POINT (G40)
STARTING POINT
SMOOTH APPROCH TO
STARTING POINT
LAST CONTOUR POINT G41
SMOOTH DEPARTURE TO
AUXILIARY POINT
AUXILIARY POINT
HEIDENHAIN Basic Course ISO G
426
F06
62154/2
Page 12
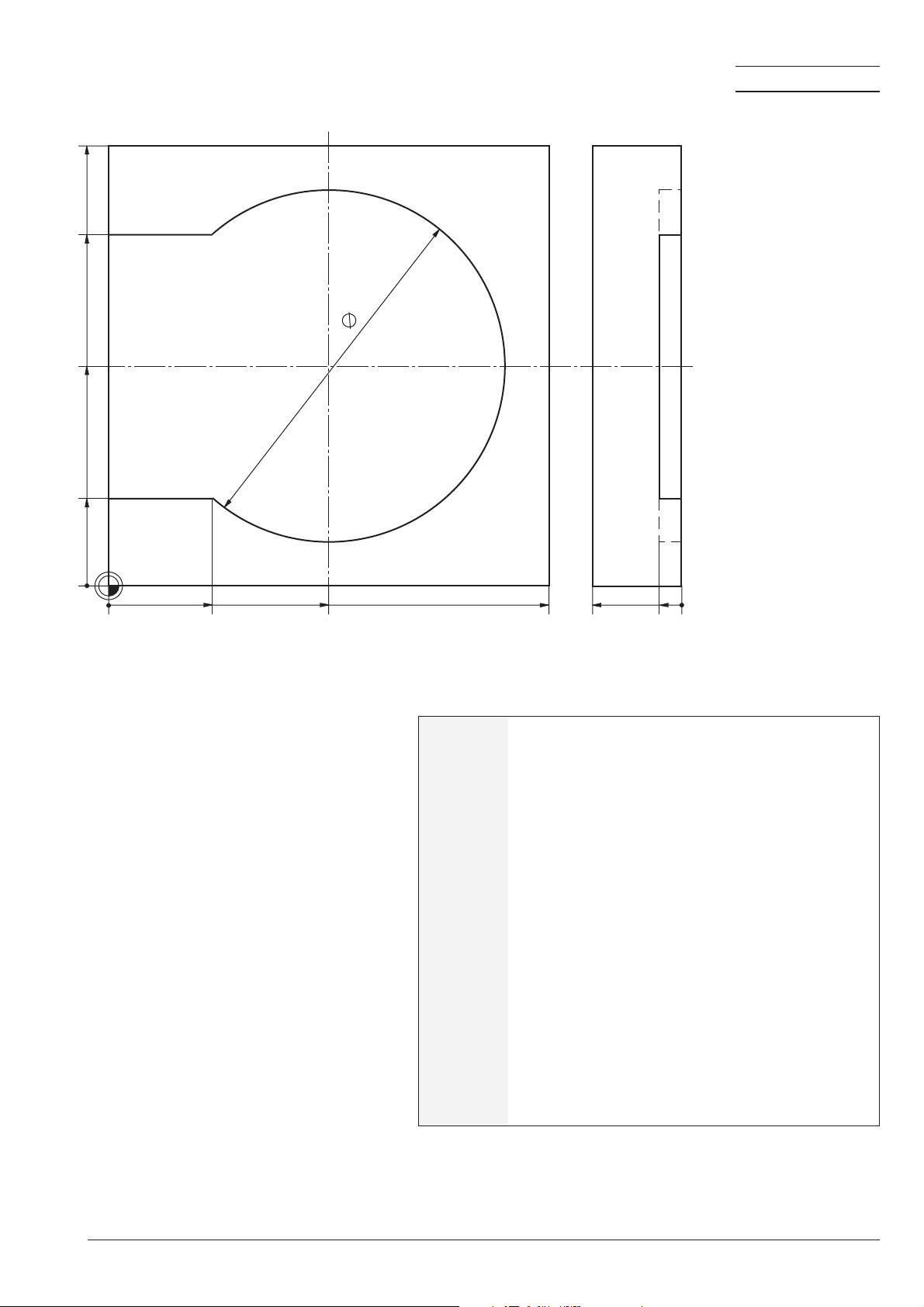
100
80
50
20
Task:
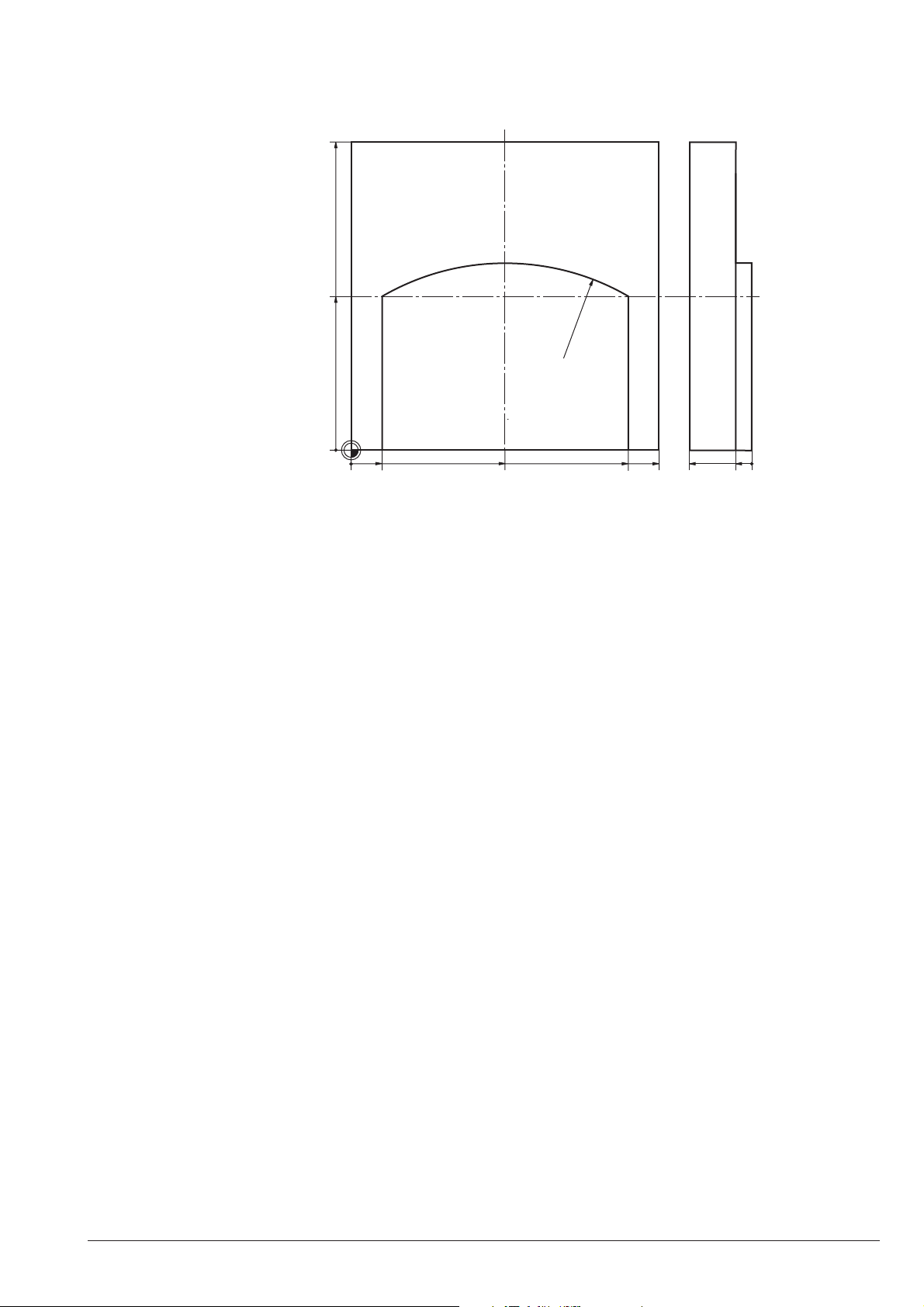
Circular arc with CC, C
80
Program(s):
0
0
23,542
Begin program
Define workpiece blank
Activate tool
Move to clearance height
Move to auxiliary point R0
Plunging depth
Approach contour
Define circle center
Circular movement
50
5
0
100
20
%62155 G71
G30 G . . . X . . . Y . . . Z . . .
G31 G . . . X . . . Y . . . Z . . .
T . . . G . . . S . . .
G00 . . .
G01 G . . .
I . . . J . . .
G02/G03 . . .
Depart (aux. point)
Retract tool, PGM end
HEIDENHAIN Basic Course ISO G
426
G01 . . .
G00
F06 62155/1
. . .
Page 13
Solution:
Circular arc
with CC, C
100
80
50
20
0
0
23,542
50
80
100
20
5
0
Complete program
%62155 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T3 G17 S2500 * ...................................................
N20 G00 G40 G90 Z+100 M03 *
N25 X-30 Y+50 * ............................................................
N30 Z-5 *
N35 G01 G41 X-5 Y+20 F250 *
N40 X+23,542 Y+20 *
N45 I+50 J+50 * .............................................................
N50 G03 X+23,542 Y+80 *...............................................
N55 G01 X-5 *
N60 G40 X-30 Y+50 *
N65 G00 Z+100 M30 *
N999999 %62155 G71 *
R20
AUXILIARY POINT
CIRCLE CENTER
CIRCULAR MOVEMENT
HEIDENHAIN Basic Course ISO G
426
62155/2F06
Page 14
100
60
Task:
Tangential contour connection
(cartesian)
Program(s):
30
tangential
0
0
20
70
100
20
5
0
HEIDENHAIN Basic Course ISO G
426
F06 62156/1
Page 15
Solution:
Tangential contour connection
(cartesian)
100
60
Complete program
30
0
0
%62156 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T11 G17 S2500 * .................................................
N20 G00 G40 G90 Z+100 M03 * ......................................
N25 X+45 Y-25 * ............................................................
N30 Z-5 *
N35 G01 G42 X+20 Y-3 F250 *.........................................
N40 Y+30 *
N45 G06 X+70 Y+60 *.....................................................
N50 G01 X+103 *
N55 G40 X+110 Y+50 F500 *
N60 G00 Z+100 M30 *
N999999 %62156 G71 *
tangential
20
70
5
20
100
R10
CLEARANCE HEIGHT
AUXILIARY POINT
CONTOUR STARTING POINT
TANGENTIAL CIRCULAR PATH
0
HEIDENHAIN Basic Course ISO G
426
62156/2F06
Page 16
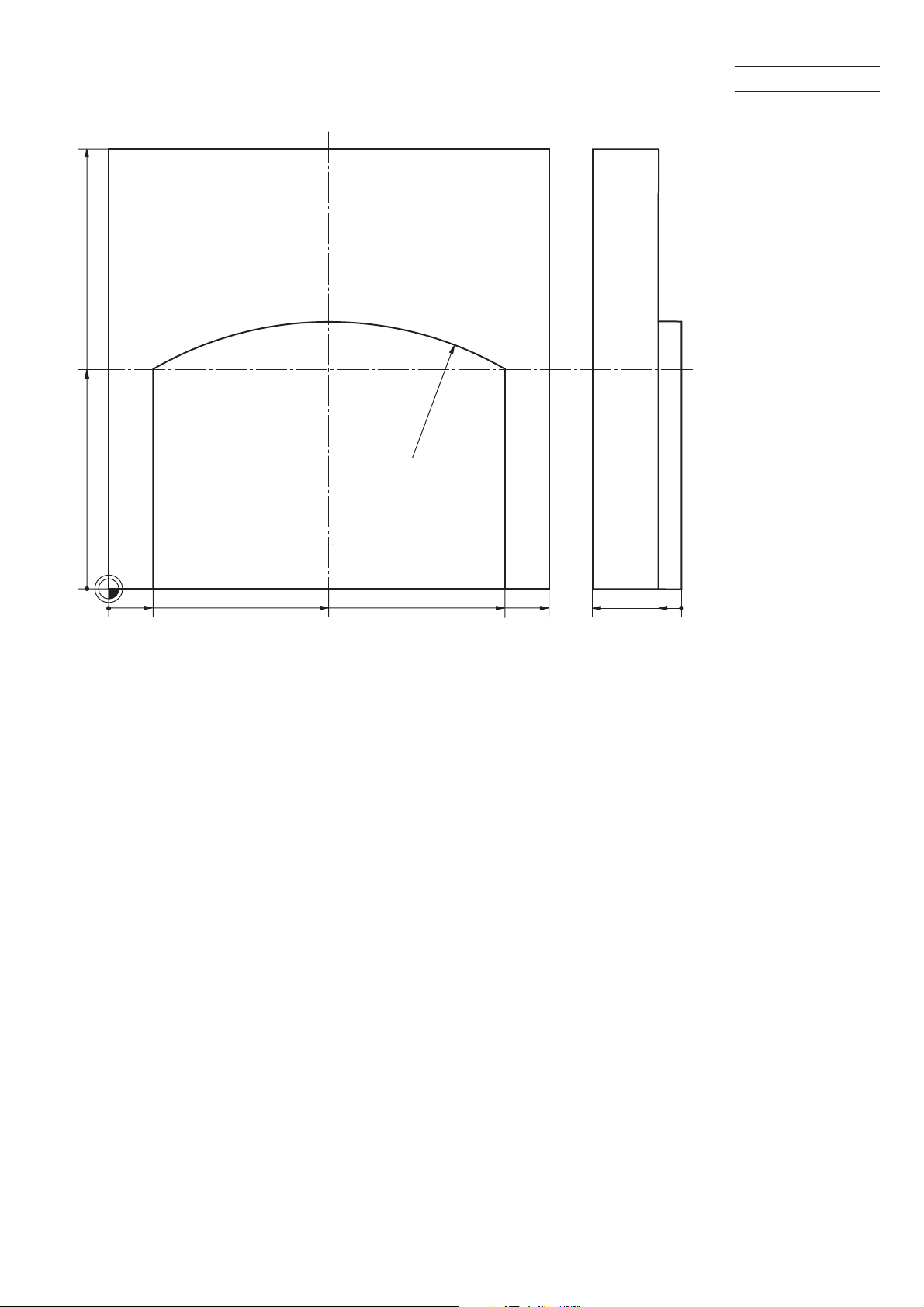
100
50
Task:
Circular arc with CR
R80
Program(s):
0
0
10
50
90
100
20
5
0
HEIDENHAIN Basic Course ISO G
426
F06 62157/1
Page 17
Solution:
Circular arc with CR
100
50
0
0
10
50
R80
90
100
20
5
0
Complete program
%62157 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T13 G17 S2500 * .................................................
N20 G00 G40 G90 Z+100 M03 *
N25 X-30 Y-30 * .............................................................
N30 Z-5 *
N35 G01 G41 X+10 Y-3 F250 *.........................................
N40 Y+50 *
N45 G02 X+90 Y+50 R+80 * ............................................
N5 0 G01 Y-3 *
N55 G40 X+110 Y-30 F500 * ............................................
N60 G00 Z+100 M30 *
N999999 %62157 G71 *
R20
AUXILIARY POINT
APPROACH STARTING POINT
CIRCULAR ARC
DEPART (AUXILIARY POINT)
HEIDENHAIN Basic Course ISO G
426
62157/2F06
Page 18
100
Task:
Circular arcs
Program(s):
P
2
50
30
0
P
1
0
Point
P
1
R10
P
4
15
X
6.645
R80
R75
Y
35.495
R20
P
3
5
60
Point
P
3
100
X
58.995
20
0
Y
30.025
P
2
HEIDENHAIN Basic Course ISO G
55.505
69.488
426
P
4
F06 62158/1
19.732
21.191
Page 19

Solution:
Circular arcs
100
P
2
Complete program
50
30
R80
P
1
R10
P
4
0
0
15
R75
R20
P
3
60
%62158 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T13 G17 S2500 * .................................................
N20 G00 G40 G90 Z+100 M03 * ......................................
N25 X-30 Y+30 * ............................................................
N30 Z-5 * ......................................................................
N35 G01 G41 X+5 Y+30 F250 * ........................................
N35 G26 R3 * ................................................................
N40 I+15 J+30 * .............................................................
N45 G02 X+6,645 Y+35,495 *
N50 G06 X+55,505 Y+69,488 * ........................................
N55 G05 X+58,995 Y+30,025 R-20 * .................................
N60 G06 X+19,732 Y+21,191 *
N65 G02 X+5 Y+30 *
N70 G27 R3 * ................................................................
N75 G01 G40 X-30 Y+30 *
N80 G00 Z+100 M30 *
N999999 %62158 G71 *
5
100
20
0
R20
CLEARANCE HEIGHT
AUXILIARY POINT
DEPTH
APPROACH STARTING POINT OF
CONTOUR TANGENTIALLY
CIRCLE CENTER
TANGENTIAL CIRCULAR PATH
CIRCULAR PATH WITH RADIUS;
DIRECTION OF ROTATION
PROGRAMMED LAST
DEPART TANGENTIALLY
HEIDENHAIN Basic Course ISO G
426
62158/2F06
Page 20

50
0
Task:
Hexagon (polar)
Program(s):
60°
R40
-50
-50
Begin program
Define workpiece blank
Activate tool
Move to clearance height
Define pole
Auxiliary point in polar coord.
Plunging depth
First contour point
Approach tangentially
5
0
50
20
0
%62159 G71
G30 G . . . X . . . Y . . . Z . . .
G31 G . . . X . . . Y . . . Z . . .
T . . . G . . . S . . .
G00 Z . . .
I . . . J . . .
G10 R . . . H . . .
G00 Z . . .
G11 . . .
G26 R . . .
Contour
○○○
Depart tangentially
Retract tool, PGM end
HEIDENHAIN Basic Course ISO G
426
G11 . . .
○○○
G27 R . . .
G00 Z . . .
F06 62159/1
Page 21

Solution:
Hexagon (polar)
50
60°
Complete program
0
-50
-50
%62159 G71 *
N5 G30 G17 X-50 Y-50 Z-20 *
N10 G31 G90 X+50 Y+50 Z+0 *
N15 T13 G17 S2500 * .................................................
N20 G00 G40 G90 Z+100 M03 *
N25 I+0 J+0 *.................................................................
N30 G10 R+80 H+0 * ......................................................
N35 Z-5 *
N40 G11 G42 H+0 R+40 F250 * .......................................
N40 G26 R4 * ................................................................
N45 G11 H+60 *
N50 H+120 *
N55 H+180 *
N60 H+240 *
N65 H+300 *
N70 H+0 *
N75 G27 R4 * ................................................................
N80 G11 G40 H+0 R+80 * ...............................................
N85 G00 Z+100 M30 *
N999999 %62159 G71 *
0
R40
5
50
20
R20
POLE
POLAR AUXILIARY POINT
APPROACH STARTING POINT OF
CONTOUR TANGENTIALLY
DEPART TANGENTIALLY
POLAR AUXILIARY POINT
0
HEIDENHAIN Basic Course ISO G
426
62159/2F06
Page 22

100
Task:
Circle (polar) CP
R40
Program(s):
50
0
0
Begin program
Define workpiece blank
Activate tool
Move to clearance height
CC
50
0°
100
20
5
0
Define pole
Auxiliary point in polar coord.
Contour
Auxiliary point
Retract tool, PGM end
HEIDENHAIN Basic Course ISO G
426
F06 62160/1
Page 23

Solution:
Circle (polar) CP
100
R40
Complete program
50
0
0
%62160 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T13 G17 S2500 * .................................................
N20 G00 G40 G90 Z+100 M03 *
N25 I+50 J+50 * .............................................................
N30 G10 R+80 H+180 * ..................................................
N35 G00 Z-5 *
N40 G11 G41 R+40 H+180 F250 * ....................................
N45 G26 R3 * ................................................................
N50 G12 G91 H+360 * ....................................................
N55 G27 R3 * ................................................................
N60 G11 G40 G90 H+180 R+80 *
N65 G00 Z+100 M30 *
N999999 %62160 G71 *
CC
50
0°
5
20
100
R20
POLE
AUXILIARY POINT
APPROACH STARTING POINT OF
CONTOUR TANGENTIALLY
CIRCULAR PATH (POLAR)
DEPART TANGENTIALLY
0
HEIDENHAIN Basic Course ISO G
426
62160/2F06
Page 24

100
60
30
Task:
Circular path with tangential
connection (polar) CTP
76,158
Program(s):
20
0
0
20
Begin program
Define workpiece blank
Activate tool
Move to clearance height
Define pole
Auxiliary point
Contour
°
40
2
3
,
1
9
9
5
90
100
20
0
Auxiliary point
Retract tool, PGM end
HEIDENHAIN Basic Course ISO G
426
F06 62161/1
Page 25

Solution:
Circular path with tangential
connection (polar) CTP
100
76,158
60
30
Complete program
20
0
0
20
40
2
3
,
1
9
9
°
%62161 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T13 G17 S4000 * .................................................
N20 G00 G40 G90 Z+100 M03 *
N25 X-30 Y-30 * .............................................................
N30 Z-5 *
N35 G01 G41 X+0 Y+0 F250 * .........................................
N40 G26 R3 * ................................................................
N45 G01 Y+30 *
N50 X+40 Y+60 *
N55 I+20 J+20 * .............................................................
N60 G16 H+23,199 R+76,158 * ........................................
N65 G01 X+90 Y+0 *
N70 G40 X+110 Y+10 * ...................................................
N75 G00 Z+100 M30 *
N999999 %62161 G71 *
90
5
20
100
R20
AUXILIARY POINT
APPROACH STARTING POINT OF
CONTOUR TANGENTIALLY
POLE
TANGENTIAL CIRC. PATH (POLAR)
DEPART
0
HEIDENHAIN Basic Course ISO G
426
62161/2F06
Page 26

100
70
30
Task:
Drilling cycle
8
Program(s):
0
0
20
50
Begin program
Define workpiece blank
Activate tool
Define cycle
Move to clearance height
Starting point 1st hole / cycle call
2nd hole / cycle call
3rd hole / cycle call
Retract tool, PGM end
75
100
20
0
HEIDENHAIN Basic Course ISO G
426
F06 62170/1
Page 27

Solution:
Drilling cycle
100
70
30
0
0
20
8
50
75
100
20
0
Complete program
%62170 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T7 G17 S1000 * .....................................................
N20 G200
Q200=2 ....................................................................
Q201=-23 .................................................................
Q206=150 ................................................................
Q202=5 ....................................................................
Q210=0 ....................................................................
Q203=+0 ..................................................................
Q204=2 ....................................................................
Q211=0 * ...............................................................
N25 G00 G40 G90 Z+100 M03 *
N30 G00 X+20 Y+30 M99 * ................................................
N35 G00 X+50 Y+70 M99 * ................................................
N40 G00 X+75 Y+30 M99 * ..........................................
N45 G00 Z+100 M30 *
N999999 %62170 G71 *
R4
SETUP CLEARANCE
DEPTH
FEED RATE FOR PLUNGING
PLUNGING DEPTH
DWELL TIME AT TOP
SURFACE COORDINATE
2ND SETUP CLEARANCE
DWELL TIME AT DEPTH
STARTING POSITION
2ND HOLE
3RD HOLE
HEIDENHAIN Basic Course ISO G
426
62170/2F06
Page 28

100
Task:
Slot plate
R25
Program(s):
35°
60
25
12
75
15
20°
0
0
40
50
100
20
10
0
HEIDENHAIN Basic Course ISO G
426
62172/1F06
Page 29

Solution:
Slot plate
100
Complete program
R25
60
75
25
0
0
40
%62172 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T8 G17 S1000 *
N20 G00 G40 G90 Z+100 M03 *
N25 G210
Q200=2 ..................................................................
Q201=-10 ...............................................................
Q207=100 ..............................................................
Q202=5 ..................................................................
Q215=0 ..................................................................
Q203=+0 ................................................................
Q204=2 ..................................................................
Q216=+50 ..............................................................
Q217=+25 ..............................................................
Q218=75 ................................................................
Q219=15 ................................................................
Q224=+20 ..............................................................
Q338=5 * ................................................................
N30 M99 *
50
12
35°
20°
15
10
0
20
100
SETUP CLEARANCE
DEPTH
FEED RATE FOR MILLING
PLUNGING DEPTH
MACHINING OPERATION
SURFACE COORDINATE
2ND SETUP CLEARANCE
CENTER IN 1ST AXIS
CENTER IN 2ND AXIS
1ST SIDE LENGTH
2ND SIDE LENGTH
ANGLE OF ROTATION
INFEED FOR FINISHING
HEIDENHAIN Basic Course ISO G
N35 G211
Q200=2 ..................................................................
Q201=-10 ...............................................................
Q207=100 ..............................................................
Q202=5 ..................................................................
Q215=0 ..................................................................
Q203=+0 ................................................................
Q204=2 ..................................................................
Q216=+40 ..............................................................
Q217=+60 ..............................................................
Q244=50 ................................................................
Q219=12 ................................................................
Q245=+35 ..............................................................
Q248=180 ..............................................................
Q338=5 * ................................................................
N40 M99 *
N45 G00 Z+100 M30 *
N999999 %62172 G71 *
426
SETUP CLEARANCE
DEPTH
FEED RATE FOR MILLING
PLUNGING DEPTH
MACHINING OPERATION
SURFACE COORDINATE
2ND SETUP CLEARANCE
CENTER IN 1ST AXIS
CENTER IN 2ND AXIS
PITCH CIRCLE DIAMETER
2ND SIDE LENGTH
STARTING ANGLE
ANGULAR LENGTH
INFEED FOR FINISHING
62172/2F06
Page 30

100
Task:
Die I
Program(s):
60
50
h7
30
90
R5,25
0
5
0
50
100
20
10
0
HEIDENHAIN Basic Course ISO G
426
62174/1F06
Page 31

Solution:
Die I
100
60
Complete program
50
R5,25
0
0
50
30
%62174 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T13 G17 S800 *
N20 G00 G40 G90 Z+100 M03 *
N25 G215 .....................................................................
Q200=2 ..................................................................
Q201=-10 ...............................................................
Q206=150 ..............................................................
Q202=10 ................................................................
Q207=200 ..............................................................
Q203=+0 ................................................................
Q204=50 ................................................................
Q216=+50 ..............................................................
Q217=+50 ..............................................................
Q222=140 ..............................................................
Q223=101 * ............................................................
N30 M99 *
N35 T7 DR+1 G17 S2000 *
N40 G00 G40 G90 Z+100 M03 *
N45 G75 .......................................................................
P01 2 ....................................................................
P02 -5 ....................................................................
P03 5 ....................................................................
P04 100 .................................................................
P05 X+60 ...............................................................
P06 Y+30 ...............................................................
P07 250 .................................................................
P08 7 *
N50 G00 X+50 Y+50 *
N55 Z+2 M99 *
N60 Z+100 M06*
h7
90
5
0
10
20
100
FINISH CYLINDRICAL STUD
SETUP CLEARANCE
DEPTH
FEED RATE FOR PLUNGING
PLUNGING DEPTH
FEED RATE FOR MILLING
SURFACE COORDINATE
2ND SETUP CLEARANCE
CENTER IN 1ST AXIS
CENTER IN 2ND AXIS
WORKPIECE BLANK DIAMETER
FINISHED PART DIAMETER
POCKET MILLING
SETUP CLEARANCE
DEPTH
PLUNGING DEPTH
FEED RATE FOR PLUNGING
LENGTH IN X
LENGTH IN Y
FEED RATE FOR MILLING
HEIDENHAIN Basic Course ISO G
426
62174/2F06
Page 32

Solution:
Die I
N65 T8 G17 S1000 *
N70 G00 G40 G90 Z+100 M03 *
N75 G212 .....................................................................
Q200=2 ..................................................................
Q201=-5 .................................................................
Q206=250 ..............................................................
Q202=5 ..................................................................
Q207=250 ..............................................................
Q203=+0 ................................................................
Q204=20 ................................................................
Q216=+50 ..............................................................
Q217=+50 ..............................................................
Q218=60 ................................................................
Q219=30 ................................................................
Q220=5,25 .............................................................
Q221=0 * ................................................................
N80 M99 *
N85 G215 .....................................................................
Q200=2 ..................................................................
Q201=-10 ...............................................................
Q206=250 ..............................................................
Q202=10 ................................................................
Q207=250 ..............................................................
Q203=+0 ................................................................
Q204=20 ................................................................
Q216=+50 ..............................................................
Q217=+50 ..............................................................
Q222=92 ................................................................
Q223=90 * ..............................................................
N90 M99 *
N95 G00 Z+100 M30 *
N999999 %62174 G71 *
POCKET FINISHING
SETUP CLEARANCE
DEPTH
FEED RATE FOR PLUNGING
PLUNGING DEPTH
FEED RATE FOR MILLING
SURFACE COORDINATE
2ND SETUP CLEARANCE
CENTER IN 1ST AXIS
CENTER IN 2ND AXIS
1ST SIDE LENGTH
2ND SIDE LENGTH
CORNER RADIUS
ALLOWANCE
FINISH CYLINDRICAL STUD
SETUP CLEARANCE
DEPTH
FEED RATE FOR PLUNGING
PLUNGING DEPTH
FEED RATE FOR MILLING
SURFACE COORDINATE
2ND SETUP CLEARANCE
CENTER IN 1ST AXIS
CENTER IN 2ND AXIS
WORKPIECE BLANK DIAMETER
FINISHED PART DIAMETER
HEIDENHAIN Basic Course ISO G
426
22
2
22
62174/3F0
Page 33

50
30
0
Task:
Program section repeats linear hole pattern
Program(s):
6
0
15
25
35
45
Begin program
Define workpiece blank
Activate tool
Define cycle
Move to clearance height
Move to pre-position
Define label
Traverse movement/
cycle call
Label call
55
65
75
85
100
40
%62180 G71
G30 G . . . X . . . Y . . . Z . . .
G31 G . . . X . . . Y . . . Z . . .
T . . . G . . . S . . .
G200 . . .
G00 G40 G90 Z . . .
X . . . Y . . .
G98 L . . .
G00 G91 X . . . M99
L . . . / . . .
20
0
Retract tool, PGM end
HEIDENHAIN Basic Course ISO G
426
. . .
F06 62180/1
Page 34

Solution:
Program section repeats linear hole pattern
50
Complete program
30
0
0
15
%62180 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+50 Z+0 *
N15 T1 G17 S4000 *
N20 G00 G40 G90 Z+100 M03 *
N25 G200
Q200=2 ..................................................................
Q201=-20 ...............................................................
Q206=150 ..............................................................
Q202=4 ..................................................................
Q210=0 ..................................................................
Q203=+0 ................................................................
Q204=2 ..................................................................
Q211=0 * ................................................................
N30 G00 X+5 Y+30 * ......................................................
N35 G98 L1 * .................................................................
N40 G00 G91 X+10 M99 *
N45 L1,7 * .....................................................................
N50 G00 Z+100 M30 *
N999999 %62180 G71 *
25
35
45
55
65
75
85
40
100
SETUP CLEARANCE
DEPTH
FEED RATE FOR PLUNGING
PLUNGING DEPTH
DWELL TIME AT TOP
SURFACE COORDINATE
2ND SETUPT CLEARANCE
DWELL TIME AT BOTTOM
STARTING POSITION
DEFINE LABEL
LABEL CALL WITH REPEATS
20
6
0
HEIDENHAIN Basic Course ISO G
426
62180/2F06
Page 35

100
Task:
Hexagon
Program(s):
65
60°
50
0
4
0
Program layout:
Conventional
preparations:
3
50
G30/G31
R40
2
1
100
20
5
0
Define workp. blank
Activate tool
Starting position
Approach contour
Define label
Traverse movement
Label call
Retract tool
End
T . . .
G00 G40 G90 . . .
I . . . J . . .
G10 R . . . H . . .
G00 Z . . .
G11 . . . / G26 R . . .
G98 L . . .
G11 G91 H . . .
L . . . / . . .
G11 G40 G90 H . . .
G00 Z . . .
Pole
Auxiliary point
Infeed
1st contour point
Auxiliary point
HEIDENHAIN Basic Course ISO G
426
F06 62181/1
Page 36

Solution:
Hexagon
100
65
60°
Complete program
50
4
R40
3
0
0
%62181 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T12 G17 S2000 * ....................................................
N20 G00 G40 G90 Z+100 M03 *
N25 I+50 J+50 * .................................................................
N30 G10 R+80 H+0 * .........................................................
N35 G00 Z-5 *
N40 G11 G41 R+40 F250 * .................................................
N45 G25 R3 *
N50 G98 L1 * ....................................................................
N55 G11 G91 H-60 *
N60 L1,4 * ........................................................................
N65 G11 G91 H-60 *
N65 G26 R3 *
N70 G11 G40 G90 H+0 R+80 * ............................................
N75 G00 Z+100 M30 *
N999999 %62181 G71 *
50
2
1
5
20
100
R15
POLE
AUXILIARY POINT
CONTOUR STARTING POINT
DEFINE LABEL
LABEL CALL WITH REPEATS
AUXILIARY POINT
0
HEIDENHAIN Basic Course ISO G
426
62181/2F06
Page 37

100
85
70
55
40
25
Task:
Drilled plate - slanted columns
Program(s):
10
3
5
0
0
10
20
40
50
70
80
100
20
15
0
HEIDENHAIN Basic Course ISO G
426
F06 62182/1
Page 38

Program layout:
9
9
9
9
9
9
9
9
9
9
9
9
9
9
Drilled plate - slanted columns
Move up and
down columns
(meandering)
Vorposition
Drilling pattern
100
LBL 2
10
3
0
0
101520
G00 X . . . Y . . .
LBL 3
40
50
70
80
5
100
20
0
Absolut pre-position
G98 L 1
G91 X . . . M99
G98 L 2
X . . . Y . . . M99
L 2, . . .
X . . . M99
G98 L 3
X . . . Y . . . M99
L 3, . . .
L 1, . . .
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
Define label 1
Cross over to 1st hole
Define label 2
Move up the column
Cross over to 2nd
column
Define label 3
Move down the
column
Remaining groups
HEIDENHAIN Basic Course ISO G
426
G29F06
Page 39

Solution:
Drilled plate - slanted columns
100
85
70
55
40
25
MAIN PROGRAM
10
0
3
0
10
20
40
50
70
80
%62182 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T5 G17 S4000 * ......................................................
N20 G00 G40 G90 Z+100 M03 *
N25 G200 .....................................................................
Q200=2 ..................................................................
Q201=-15 ...............................................................
Q206=250 ..............................................................
Q202=8 ..................................................................
Q210=0 ..................................................................
Q203=+0 ................................................................
Q204=20 ................................................................
Q211=0 * .............................................................
N30 G00 X-10 Y+10 *
N35 G98 L1 *
N40 G00 G91 X+20 M99 *
N45 G98 L2 *
N50 G00 X+3 Y+15 M99 *
N55 L2,4 *
N60 G00 X+10 M99 *
N65 G98 L3 *
N70 G00 X-3 Y-15 M99 *
N75 L3,4 *
N80 L1,2 *
N85 G00 G90 Z+100 M30 *
N999999 %62182 G71 *
5
20
15
100
R2:5
DRILLING
SETUP CLEARANCE
DEPTH
FEED RATE FOR PLUNGING
PLUNGING DEPTH
DWELL TIME AT TOP
SURFACE COORDINATE
2ND SETUP CLEARANCE
DWELL TIME AT DEPTH
0
HEIDENHAIN Basic Course ISO G
426
62182/2F06
Page 40

Task:
Subprogram (group of holes)
Program(s):
0
0
10
12
25
27
32
47
70
Begin program
20
➀
35
42
➂
% . . . G71
○○
57
63
➁
78
100
20
18
0
4
Retract tool, end
SPGM
T . . .
G . . .
G00 Z+ . . .
G00 X . . . Y . . .
L . . . , . . .
G00 X . . . Y . . .
L . . . , . . .
G00 X . . . Y . . .
L . . . , . . .
G00 G40 Z +100 M2
G98 L . . .
Activate tool
Define cycle
Move to clear. height
Start. pos. hole group
Call SPGM
Start. pos. hole group
Call SPGM
Start. pos. hole group
Call SPGM
À
Á
Â
SPGM end
HEIDENHAIN Basic Course ISO G
G98 L 0
426
F06 62186/1
Page 41

Solution:
Subprogram (group of holes)
MAIN PROGRAM
10
12
25
27
32
0
0
20
➀
35
42
57
63
78
➁
➂
47
70
%62186 G71 *
N10 G30 G17 X+0 Y-70 Z-20 *
N20 G31 G90 X+100 Y+0 Z+0 *
N30 T4 G17 S2000 * ......................................................
N40 G200 .....................................................................
Q200=2 ..................................................................
Q201=-18 ...............................................................
Q206=150 ..............................................................
Q202=7 ..................................................................
Q210=0 ..................................................................
Q203=+0 ................................................................
Q204=50 ................................................................
Q211=0 * ................................................................
N50 G00 G40 G90 Z+100 M03 * ......................................
N60 X+20 Y-10 * ............................................................
N70 L1,0 * .....................................................................
20
18
100
TOOL CALL, R2
DRILLING
SETUP CLEARANCE
DEPTH
FEED RATE FOR PLUNGING
PLUNGING DEPTH
DWELL TIME ON TOP
SURFACE COORDINATE
2ND SETUP CLEARANCE.
DWELL TIME AT BOTTOM
CLEARANCE HEIGHT
STARTING POINT HOLE GROUP
CALL SPGM
0
4
À
Retract tool, end
SPGM
SPGM, END
N80 G00 X+63 Y-12 * .....................................................
N90 L1,0 * .....................................................................
N100 G00 X+42 Y-32 * .....................................................
N110 L1,0 * .....................................................................
N120 G00 G40 G90 Z+100 M30 *
N130 G98 L1 *
N140 M99 *
N150 G00 G91 X+15 M99 *
N160 G00 Y-15 M99 * .......................................................
N170 G00 X-15 M99 *
N180 G90 *
N190 G98 L0 *
N999999 %62186 G71 *
STARTING POINT HOLE GROUP
CALL SPGM
STARTING POINT HOLE GROUP
CALL SPGM
DRILLING PATTERN
Á
Â
HEIDENHAIN Basic Course ISO G
426
62186/2F06
Page 42

60
Task:
Bolt hole circle segments
with several tools
M6
Program(s):
110
90
60°
70
50
60°
30
0
0
40
110
150
20
15
12
0
HEIDENHAIN Basic Course ISO G
426
62187/1F06
Page 43

Program layout:
9
9
9
9
9
9
9
9
9
9
9
9
9
9
Nesting for double bolt-hole circles
Conventional
preparations:
Centering
Drilling
Tapping
Retract tool, end
SPGM1
G30/G31
T . . .
G200 . . . / G00 Z+100
L 1,0
T . . .
G . . .
L 1,0
T . . .
G . . .
L 1,0
G00 Z100 M2
G98 L 1
I . . . J . . .
L 2,0
I . . . J . . .
Circle center left
Call bolt-hole circle
segm.
Circle center right
End of SPGM1
SPGM2, bolt-hole
circle segm.
Partial repeats
End of SPGM2
L 2,0
G98 L 0
G98 L 2
G10 R . . . H . . . M3
G00 Z+2 M99
G98 L 3
L 3, . . .
LP PR . . . PA . . .
G98 L 4
L 4, . . .
G98 L 0
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
2345678
Call bolt-hole circle
segm.
Starting position
Remaining holes
HEIDENHAIN Basic Course ISO G
426
62187/2F06
Page 44

Solution:
Bolt hole circle segments with several tools
M6
60
60°
60°
0
0
40
110
30
50
70
90
110
150
20
15
12
0
MAIN PROGRAM
%62187 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+150 Y+60 Z+0 *
N30 T4 G17 S2500 * ...................................................
N40 G00 G40 G90 Z+100 M03 *
N50 G200 .....................................................................
Q200=2 ..................................................................
Q201=-3,2 ..............................................................
Q206=150 ..............................................................
Q202=3,2 ...............................................................
Q210=0 ..................................................................
Q203=+0 ................................................................
Q204=2 ..................................................................
Q211=0 * ................................................................
N60 L1,0 *
N70 G00 Z+100 M06 *
N80 T5 G17 S2000 * ......................................................
N90 G00 G40 G90 Z+100 M03 *
N100 G203 .....................................................................
Q200=2 ..................................................................
Q201=-15 ...............................................................
Q206=150 ..............................................................
Q202=5 ..................................................................
Q210=0 ..................................................................
Q203=+0 ................................................................
Q204=2 ..................................................................
Q212=1 ..................................................................
Q213=0 ..................................................................
Q205=3 ..................................................................
Q211=0 ..................................................................
Q208=30000 ...........................................................
Q256=0,2 * .............................................................
N110 L1,0 *
R2
CIRCLE CENTER
SETUP CLEARANCE
DEPTH
FEED RATE FOR PLUNGING
PLUNGING DEPTH
DWELL TIME AT TOP
SURFACE COORDINATE
2ND SETUP CLEARANCE
DWELL TIME AT BOTTOM
R2.5
UNIVERSAL DRILLING
SETUP CLEARANCE
DEPTH
FEED RATE FOR PLUNGING
PLUNGING DEPTH
DWELL TIME AT TOP
SURFACE COORDINATE
2ND SETUP CLEARANCE
DECREMENT
NUMBER OF CHIP BREAKINGS
MIN. PLUNGING DEPTH
DWELL TIME AT BOTTOM
RETRACTION FEED RATE
CHIP BREAKING RETRACTION
HEIDENHAIN Basic Course ISO G
N120 G00 G90 Z+100 M06 *
N130 T6 G17 S300 * .....................................................
N140 G00 G40 G90 Z+100 M03 *
N150 G84 .......................................................................
P01 5
P02 -15
P03 0
P04 300 *
N160 L1,0 *
N170 G00 G40 G90 Z+100 M30 *
426
R3
TAPPING
62187/3F06
Page 45

Solution:
Bolt hole circle segments with several tools
SPGM
N180 G98 L1 *
N190 I+40 J+0 *
N200 L2,0 *
N210 I+110 J+0 *
N220 L2,0 *
N230 G98 L0 *
N240 G98 L2 *
N250 G10 G90 R+55 H+120 *
N260 G00 Z+5 M99 *
N270 G98 L3 *
N280 G10 G91 R-10 M99 *
N290 L3,3 *
N300 G10 G90 R+15 H+60 M99 *
N310 G98 L4 *
N320 G10 G91 R+10 M99 *
N330 L4,3 *
N340 G90 *
N340 G98 L0 *
N999999 %62187 G71 *
HEIDENHAIN Basic Course ISO G
426
62187/4F06
Page 46

100
Task:
Milling with several settings
Program(s):
90
50
10
R10
R20
R20
R20
R20
R10
0
0
10
50
90
100
40
30
0
HEIDENHAIN Basic Course ISO G
426
F06 62188/1
Page 47

Program layout:
Milling with several tools and settings
Conventional
preparations:
Roughing
Finishing
G30/G31
T . . .
G00 G40 G90 X . . . Y . . .
Z0 M3
G98 L 2
G91 Z-5
L 1,0
L 2, . . .
G00 Z+100 M6
T . . .
G00 G40 X . . . Y . . .
Z-30 M3
Workpiece blank
Tool call
Starting position
SPGM call
Tool exchange
Tool call
Starting position
Retract tool, end
SPGM, contour
L 1,0
G00 Z100 M2
G98 L 1
○○○○○○
G98 L 0
SPGM call
HEIDENHAIN Basic Course ISO G
426
G34F06
Page 48

Solution:
Milling with several settings
100
MAIN PROGRAM
90
50
10
0
%62188 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T13 G17 S2000 * .................................................
N40 G00 G40 G90 Z+100 M03 *
N50 X-30 Y+70 * ............................................................
N60 Z+0 *
R10
R20
R20
R20
R20
0
10
50
R10
90
40
100
30
R20
AUXILIARY POINT
0
Retract tool, end
SPGM, contour
SPGM end
N70 G98 L2 *
N80 G01 G91 Z-5 F200 * .................................................
N90 L1,0 * .....................................................................
N100 L2,5 * .....................................................................
N110 G00 Z+100 M06 *
N120 T14 G17 S3000 *
N130 G00 G40 G90 Z+100 M03 *
N140 X-30 Y+70 *
N150 G01 Z-30 F500 *
N160 L1,0 *
N170 G00 Z+100 M30 *
N180 G98 L1 *
N190 G01 G41 G90 X+10 Y+70 F200 *
N190 G26 R3 *
N200 X+10 Y+90 *
N210 G25 R10 *
N220 G01 X+50 Y+90 *
N230 G25 R20 *
N240 G01 X+90 Y+50 *
N250 G25 R20 * ..............................................................
N260 G01 X+90 Y+10 *
N270 G25 R10 *
N280 G01 X+50 *
N290 G25 R20 *
N300 G01 X+10 Y+50 *
N310 G25 R20 *
N320 G01 Y+70 *
N330 G27 R3 *
N340 G01 G40 X-20 Y+70 *
N350 G98 L0 *
N999999 %62188 G71 *
SETTING
CALL CONTOUR
FURTHER CONTOUR SECTIONS
CONTOUR
HEIDENHAIN Basic Course ISO G
426
62188/2F06
Page 49

Task:
Hole pattern
Program(s):
100
30
10
20
15°
80°
15
R50
M6
0
0
30
90
100
20
17
14
0
HEIDENHAIN Basic Course ISO G
426
F06 62189/1
Page 50

Solution:
Hole pattern
MAIN PROGRAM
100
30
10
0
0
15
20
30
80°
15°
R50
%62189 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T4 G17 S1500 * ...................................................
N20 G00 G40 G90 Z+100 M03 *
N25 G200 .....................................................................
Q200=2 ..................................................................
Q201=-3,5 ..............................................................
Q206=150 ..............................................................
Q202=3,5 ...............................................................
Q210=0 ..................................................................
Q203=+0 ................................................................
Q204=2 ..................................................................
Q211=0 * .............................................................
N30 L1,0 *
N35 L2,0 *
N40 G00 Z+100 M06 *
90
M6
14
0
20
17
100
R2
CENTER
SETUP CLEARANCE
DEPTH
FEED RATE FOR PLUNGING
PLUNGING DEPTH
DWELL TIME AT TOP
SURFACE COORDINATE
2ND SETUP CLEARANCE
DWELL TIME AT DEPTH
Retract tool, end
HEIDENHAIN Basic Course ISO G
N45 T5 G17 S1500 * ...................................................
N50 D00 Q201 P01 -17 * .................................................
N55 D00 Q202 P01 +6 * ..................................................
N60 G00 G40 G90 Z+100 M03 *
N65 L1,0 *
N70 L2,0 *
N75 G00 Z+100 M06 *
N80 T6 G17 S300 *
N85 G85 .......................................................................
P01 2 ....................................................................
P02 -14 ..................................................................
P03 +1 * .................................................................
N90 G00 G40 G90 Z+100 M03 *
N95 L1,0 *
N100 L2,0 *
N105 G00 Z+100 M30 *
426
R2
DEPTH
PLUNGING DEPTH
RIGID TAPPING
SETUP CLEARANCE
DEPTH
PITCH
62189/2F06
Page 51

Solution:
Hole pattern
SPGM
N110 G98 L1 *
N115 G220 .....................................................................
Q216=+90 ..............................................................
Q217=+10 ..............................................................
Q244=100 ..............................................................
Q245=+90 ..............................................................
Q246=+180 ............................................................
Q247=+15 ..............................................................
Q241=7 ..................................................................
Q200=2 ..................................................................
Q203=+0 ................................................................
Q204=2 ..................................................................
Q301=1 * ................................................................
N120 G98 L0 *
N125 G98 L2 *
N130 G221 .....................................................................
Q225=+30 ..............................................................
Q226=+30 ..............................................................
Q237=+15 ..............................................................
Q238=+20 ..............................................................
Q242=5 ..................................................................
Q243=2 ..................................................................
Q224=+80 ..............................................................
Q200=2 ..................................................................
Q203=+0 ................................................................
Q204=2 ..................................................................
Q301=1 * ................................................................
N135 G98 L0 *
N999999 %62189 G71 *
POLAR PATTERN
CENTER IN 1ST AXIS
CENTER IN 2ND AXIS
PITCH CIRCLE DIAMETER
STARTING ANGLE
STOPPING ANGLE
STEPPING ANGLE
NUMBER OF REPETITIONS
SETUP CLEARANCE
SURFACE COORDINATE
2ND SETUP CLEARANCE
MOVE TO CLEARANCE
CARTESIAN PATTERN
STARTING POINT IN 1ST AXIS
STARTING POINT IN 2ND AXIS
SPACING IN 1ST AXIS
SPACING IN 2ND AXIS
NUMBER OF COLUMNS
NUMBER OF LINES
ANGLE OF ROTATION
SETUP CLEARANCE
SURFACE COORDINATE
2ND SETUP CLEARANCE
MOVE TO CLEARANCE
HEIDENHAIN Basic Course ISO G
426
62189/3F06
Page 52

100
Task:
Contour cycles SL II,
Roughing out kidney
P2
Program(s):
50
30
0
P1
0
Point
P
1
R10
P4
15
X
6.645
R80
P3
R75
Y
35.495
R20
60
Point
P
3
100
X
58.995
20
18
0
Y
30.025
P
2
HEIDENHAIN Basic Course ISO G
55.505
69.488
426
P
4
F06 62190/1
19.732
21.191
Page 53

Solution:
Contour cycles SL II,
Rouging out kidney
100
MAIN PROGRAM
50
30
0
R10
0
15
%62190 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T7 G17 S2500 * ...................................................
N20 G00 G40 G90 Z+100 M03 *
N25 G37 P01 1 * ............................................................
N30 G120 .....................................................................
Q1=-18 ...................................................................
Q2=1 .....................................................................
Q3=+0,5 .................................................................
Q4=+0,5 .................................................................
Q5=+0 ....................................................................
Q6=+2 ....................................................................
Q7=+10 ..................................................................
Q8=+0 ....................................................................
Q9=-1 * ..................................................................
N35 G122 .....................................................................
Q10=+10 ................................................................
Q11=100 ................................................................
Q12=200 ................................................................
Q18=0 ....................................................................
Q19=150 * ..............................................................
N40 M99 *
N45 G00 Z+100 M06 *
R80
R75
R20
60
20
18
100
R4
CONTOUR
CONTOUR DATA
MILLING DEPTH
TOOL PATH OVERLAP
ALLOWANCE FOR SIDE
ALLOWANCE FOR DEPTH
SURFACE COORDINATE
SETUP CLEARANCE
CLEARANCE HEIGHT
ROUNDING RADIUS
DIRECTION OF ROTATION
ROUGH OUT
PLUNGING DEPTH
FEED RATE
FEED RATE FOR ROUGHING OUT
COARSE ROUGHING TOOL
RECIPROCATION FEED RATE
0
Retract tool, end
HEIDENHAIN Basic Course ISO G
N50 T8 G17 S2000 * ...................................................
N55 G00 G40 G90 Z+100 M03 *
N60 G123 .....................................................................
Q11=100
Q12=200 *
N65 M99 *
N70 G124 .....................................................................
Q9=-1 ....................................................................
Q10=+10 ................................................................
Q11=100 ................................................................
Q12=200 ................................................................
Q14=+0 * ................................................................
N75 M99 *
N80 G00 Z+100 M30 *
426
R5
FLOOR FINISHING
SIDE FINISHING
DIRECTION OF ROTATION
PLUNGING DEPTH
FEED RATE
FEED RATE FOR ROUGHING OUT
ALLOWANCE FOR SIDE
62190/2F06
Page 54

Solution:
Contour cycles SL II,
Roughing out kidney
SPGM
N85 G98 L1 *
N90 G01 G42 X+5 Y+30 *
N95 I+15 J+30 *
N100 G02 X+6,645 Y+35,495 *
N105 G06 X+55,505 Y+69,488 *
N110 G05 X+58,995 Y+30,025 R-20 *
N115 G06 X+19,732 Y+21,191 *
N120 G02 X+5 Y+30 *
N125 G98 L0 *
N999999 %62190 G71 *
HEIDENHAIN Basic Course ISO G
426
62190/3F06
Page 55

100
Task:
Contour cycles SL II,
Kidney-shaped island
P2
Program(s):
50
30
0
P1
0
Point
P
1
R10
P4
15
X
6.645
R80
P3
R75
Y
35.495
R20
60
Point
P
3
100
X
58.995
20
18
0
Y
30.025
P
2
HEIDENHAIN Basic Course ISO G
55.505
69.488
426
P
4
F06 62191/1
19.732
21.191
Page 56

Solution:
Contour cycles SL II,
Kidney-shaped island
100
MAIN PROGRAM
50
30
R80
R10
R75
0
0
15
R20
60
%62191 G71 *
N5 G30 G17 X+0 Y+0 Z-20 *
N10 G31 G90 X+100 Y+100 Z+0 *
N15 T7 G17 S2500 * ...................................................
N20 G00 G40 G90 Z+100 M03 *
N25 G37 P01 1 P02 2 * ...................................................
N30 G120 .....................................................................
Q1=-18 ...................................................................
Q2=1 .....................................................................
Q3=+0,5 .................................................................
Q4=+0,5 .................................................................
Q5=+0 ....................................................................
Q6=+2 ....................................................................
Q7=+10 ..................................................................
Q8=+0 ....................................................................
Q9=-1 * ..................................................................
N35 G122 .....................................................................
Q10=+10 ................................................................
Q11=100 ................................................................
Q12=200 ................................................................
Q18=0 ....................................................................
Q19=150 * ..............................................................
N40 M99 *
N45 G00 Z+100 M06 *
20
18
100
R3
CONTOURS
CONTOUR DATA
MILLING DEPTH
TOOL PATH OVERLAP
ALLOWANCE FOR SIDE
ALLOWANCE FOR DEPTH
SURFACE COORDINATE
CLEARANCE HEIGHT
SETUP CLEARANCE
ROUNDING RADIUS
DIRECTION OF ROTATION
ROUGH OUT
PLUNGING DEPTH
FEED RATE
FEED RATE FOR ROUGHING OUT
COARSE ROUGHING TOOL
RECIPROCATION FEED RATE
0
Retract tool, end
HEIDENHAIN Basic Course ISO G
N50 T8 G17 S2000 * ...................................................
N55 G00 G40 G90 Z+100 M03 *
N60 G123 .....................................................................
Q11=100 ................................................................
Q12=200 * ..............................................................
N65 M99 *
N70 G124 .....................................................................
Q9=-1 ....................................................................
Q10=+10 ................................................................
Q11=100 ................................................................
Q12=200 ................................................................
Q14=+0 * ................................................................
N75 M99 *
N80 G00 Z+100 M30 *
426
R4
FLOOR FINISHING
FEED RATE
FEED RATE FOR ROUGHING OUT
SIDE FINISHING
DIRECTION OF ROTATION
PLUNGING DEPTH
FEED RATE
FEED RATE FOR ROUGHING OUT
ALLOWANCE FOR SIDE
62191/2F06
Page 57

Solution:
Contour cycles SL II,
Kidney-shaped island
SPGM
N85 G98 L1 *
N90 G01 G41 X+5 Y+30 *
N95 I+15 J+30 *
N100 G02 X+6,645 Y+35,495 *
N105 G06 X+55,505 Y+69,488 *
N110 G05 X+58,995 Y+30,025 R-20 *
N115 G06 X+19,732 Y+21,191 *
N120 G02 X+5 Y+30 *
N125 G98 L0 *
N130 G98 L2 *
N135 G01 G42 X-10 Y+10 *
N140 Y+110 *
N145 X+110 *
N150 Y-10 *
N155 X-10 *
N160 G98 L0 *
N999999 %62191 G71 *
HEIDENHAIN Basic Course ISO G
426
62191/3F06
Page 58

100
95
Task:
Datum shift and mirror images
Program(s):
60
40
60
➀
➃
80
100
40
20
0
➁
➂
5
0
0
20
40
%62192 G71
○○○○○○○○○○○○○○○○○○○○○
Datum shift
Part
SPGM call
➀
Retract tool, end
SPGM
SPGM end
G00 G40 Z +100 M2
G98 L . . .
G98 L 0
Part
Mirror images
➁
SPGM call
Part ➂ Mirror images
SPGM call
Part ➃ Mirror images
SPGM call
Reset cycles
HEIDENHAIN Basic Course ISO G
426
F06 62192/1
Page 59

Solution:
Datum shift and mirror images
100
95
MAIN PROGRAM
60
➀
➃
80
➁
60
40
➂
5
0
0
%62192 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T7 G17 S4000 *
N40 G00 G40 G90 Z+100 M03 *
N50 G54 X+50 Y+50 *.....................................................
N60 L1,0 *
N70 G28 X * ..................................................................
N80 L1,0 *
20
40
40
100
DATUM
MIRROR IMAGE
20
0
Retract tool, end
SPGM, contour
N9 0 G28 X Y * ...............................................................
N100 L1,0 *
N110 G28 Y * ..................................................................
N120 L1,0 *
N130 G28 * .....................................................................
N140 G54 X+0 Y+0 * ........................................................
N150 G00 Z+100 M30 *
N160 G98 L1 *
N170 G00 X+0 Y+0 * ........................................................
N180 Z+2 *
N190 G01 Z-20 F200 * ......................................................
N200 G01 G41 X+10 Y+10 * ..............................................
N200 G26 R3 * ................................................................
N210 G01 Y+45 *
N220 X+30 Y+10 *
N230 X+10 *
N240 G27 R3 * ................................................................
N250 G01 G40 X+0 Y+0 *
N260 G98 L0 *
N999999 %62192 G71 *
MIRROR IMAGE
MIRROR IMAGE
RESET MIRROR IMAGE
RESET DATUM SHIFT
AUXILIARY POINT R0
PLUNGING DEPTH
CONTOUR STARTING POINT
APPROACH TANGENTIALLY
DEPART TANGENTIALLY
HEIDENHAIN Basic Course ISO G
426
62192/2F06
 Loading...
Loading...