

Page 1
HEIDENHAIN
May 1994
User's Manual
HEIDENHAIN Conversational
Programming
TNC 360
Page 2
Keys and Controls on the TNC 360
Controls on the Visual Display Unit
Brightness
Override Knobs
50
100
0
100
F %
1
Feed rate
50
Spindle speed
1
50
0
50
S %
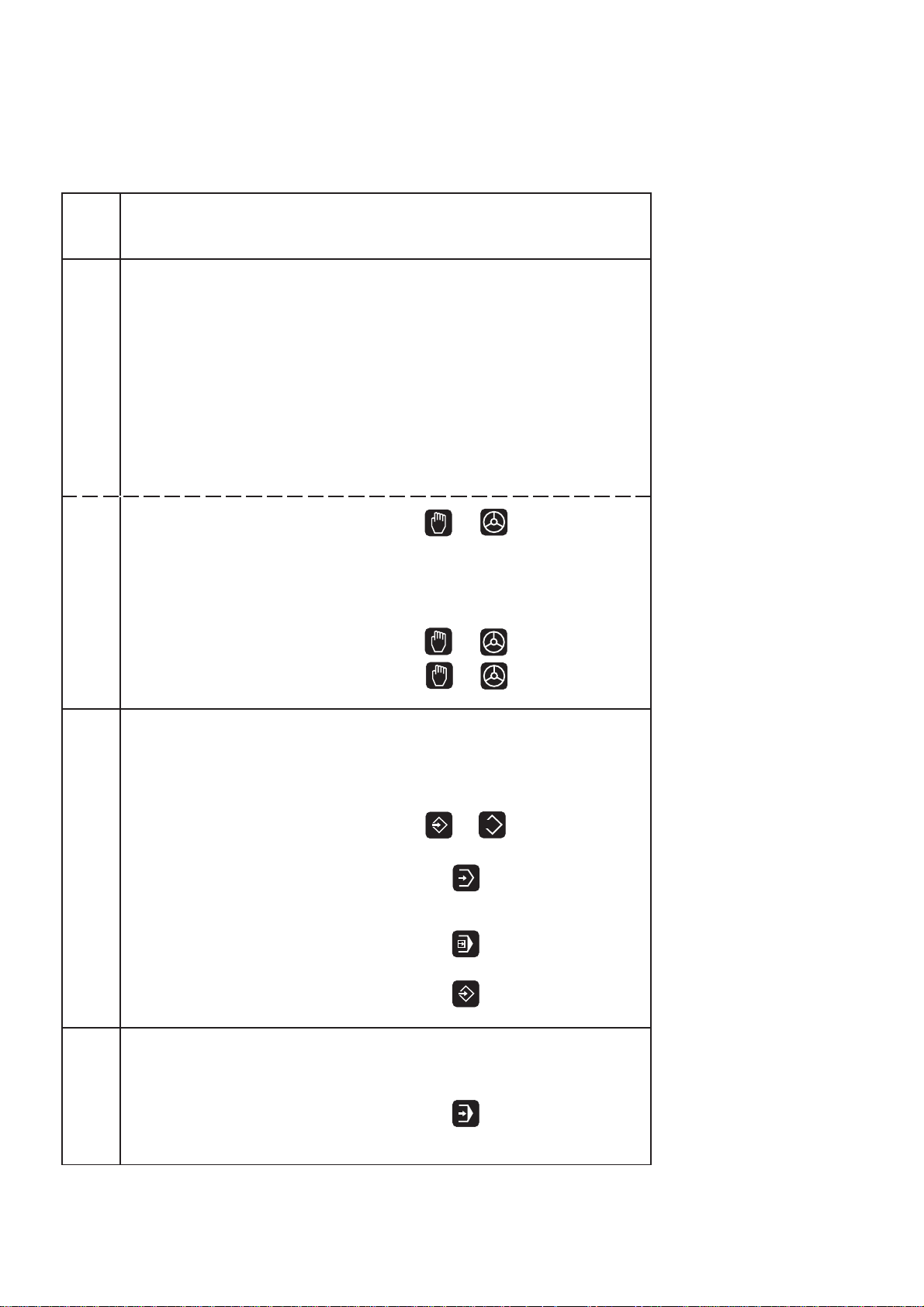
Machine Operating Modes
MANUAL OPERATION
ELECTRONIC HANDWHEEL
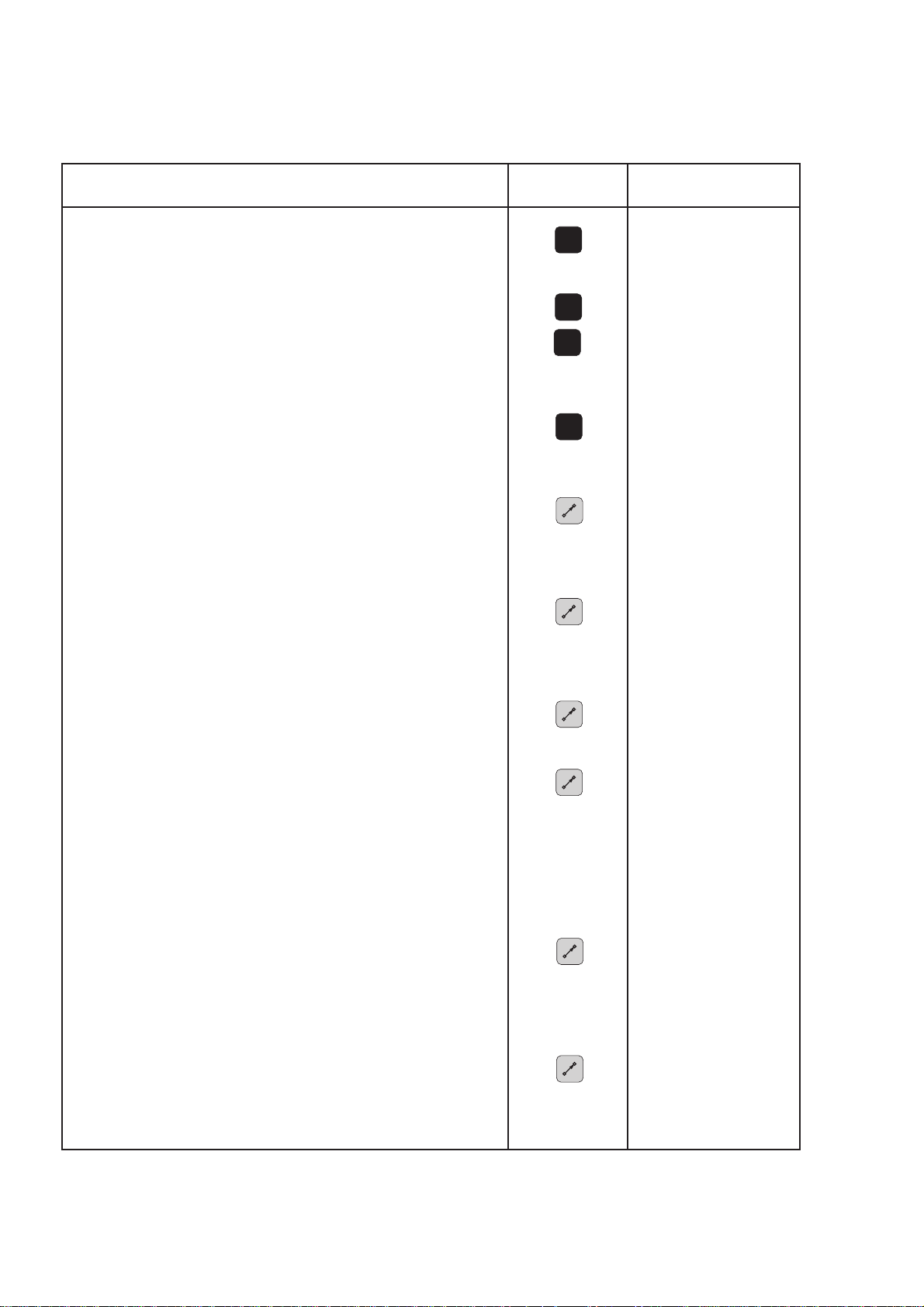
Programmable Contours
L
CC
C
CR
CT
RND
Straight line
Circle center / Pole for polar coordinates
Circle with center point
Circle with radius
Circle with tangential transition
Corner rounding
Tool Functions
TOOL
R
DEF
TOOL
CALL
R
R
+
Enter or call tool length and radius
L
Activate tool radius compensation
-
Cycles, Subprograms and Program Section Repeats
CYCL
CYCL
DEF
LBL
SET
CALL
LBL
CALL
Define and call cycles
Enter and call labels for subprogramming
and program section repeats
POSITIONING WITH MANUAL DATA INPUT
PROGRAM RUN, SINGLE BLOCK
PROGRAM RUN, FULL SEQUENCE
Programming Modes
PROGRAMMING AND EDITING
TEST RUN
Program and File Management
PGM
PGM
PGM
CALL
EXT
MOD
NR
CL
Select programs and files
Delete programs and files
Enter program call in a program
External data transfer
Supplementary modes
Cursor and GOTO keys
Move cursor (highlight)
GOTO
Go directly to blocks, cycles and parameter functions
Graphics
MOD
Graphic operating modes
BLK
Define blank form, reset blank form
FORM
MAGN
START
Magnify detail
Start graphic simulation
STOP
TOUCH
PROBE
Abort an interrupted program run or
enter a program stop in a program
Set a datum with the 3D touch probe or
enter touch probe functions in a program
Entering Numbers and Coordinate Axes, Editing
X
...
0
...
.
+
/
P
Select or enter coordinate axes
IV
in a program
9
Numbers
Decimal point
Algebraic sign
Polar coordinates
Incremental values
Q
in mathematical functions
Q parameters for part families or
Q
DEF
Actual position capture
NO
ENT
ENT
END
CE
DEL
Ignore dialog queries, delete words
Confirm entry and resume dialog
Conclude block
Clear numerical entry
or TNC message
Abort dialog; delete program sections
Page 3
TNC Guideline:
From workpiece drawing to
program-controlled machining
Step Task TNC Refer to
operating mode Section
Preparation
1 Select tools —— ——
2 Set workpiece datum
for coordinate system —— ——
3 Determine spindle speeds
and feed rates —— 12.4
4 Switch on machine —— 1.3
5 Traverse reference marks
6 Clamp workpiece —— ——
7 Set the datum /
Reset position display ...
7a ... with the 3D touch probe
7b ... without the 3D touch probe or 2.3
Entering and testing part programs
8 Enter part program
or download
over external 5 to 8
data interface
9 Test part program for errors 3.1
10 Test run: Run program
block by block without tool 3.2
or 1.3, 2.1
or 2.5
EXT
or or 10
11 If necessary: Optimize
part program 5 to 8
Machining the workpiece
12 Insert tool and
run part program 3.2
Page 4
Sequence of Program Steps
Milling an outside contour
Program step Key Refer to Section
1 Create or select program 4.4
Input: Program number
PGM
NR
Unit of measure for programming
2 Define workpiece blank 4.4
3 Define tools 4.2
Input: Tool number
BLK
FORM
TOOL
DEF
Tool length
Tool radius
4 Call tool data 4.2
Input: Tool number
TOOL
CALL
Spindle axis
Spindle speed
5 Tool change e.g. 5.4
L
Input: Coordinates of the tool change position
Radius compensation
Feed rate (rapid traverse)
Miscellaneous function (tool change)
6 Move to starting position 5.2/5.4
L
Input: Coordinates of the starting position
Radius compensation (R0)
Feed rate (rapid traverse)
Miscellaneous function (spindle on, clockwise)
7 Move tool to (first) working depth 5.4
L
Input: Coordinate of the (first) working depth
Feed rate (rapid traverse)
8 Move to first contour point 5.2/5.4
Input: Coordinates of the first contour point
L
Radius compensation for machining
Machining feed rate
if desired, with smooth approach: RND after this block
9 Machining to last contour point 5 to 8
Input: Enter all necessary values for
each contour element
10 Move to end position 5.2/5.4
Input: Coordinates of the end position
L
Radius compensation (R0)
Miscellaneous function (spindle stop)
if desired, with smooth departure: RND after this block
11 Retract tool in spindle axis
Input: Coordinates above the workpiece 5.2/5.4
L
Feed rate (rapid traverse)
Miscellaneous function (end of program)
12 End of program
Page 5
How to use this manual
This manual describes functions and features available on the TNC 360
from NC software number 259 900 11.
This manual describes all available TNC functions. However, since the
machine builder has modified (with machine parameters) the available
range of TNC functions to interface the control to his specific machine,
this manual may describe some functions which are not available on your
TNC.
TNC functions which are not available on every machine are, for example:
• Probing functions for the 3D touch probe system
• Digitizing
• Rigid tapping
If in doubt, please contact the machine tool builder.
TNC programming courses are offered by many machine tool builders as
well as by HEIDENHAIN. We recommend these courses as an effective
way of improving your programming skill and sharing information and
ideas with other TNC users.
TNC 360
Page 6
The TNC beginner
the manual deals with the basics of NC technology and describes the TNC
functions. It then introduces the techniques of conversational programming. Each new function is thoroughly described when it is first introduced, and the numerous examples can be tried out directly on the TNC.
The TNC beginner should work through this manual from beginning to end
to ensure that he is capable of fully exploiting the features of this powerful
tool.
can use the manual as a workbook. The first part of
For the TNC expert,
work. The table of contents and cross references enable him to quickly
find the topics and information he needs. Easy-to-read dialog flowcharts
show him how to enter the required data for each function.
The dialog flow charts consist of sequentially arranged instruction boxes.
Each key is illustrated next to an explanation of its function to aid the
beginner when he is performing the operation for the first time. The
experienced user can use the key sequences illustrated in the left part of
the flowchart as a quick overview. The TNC dialogs in the instruction
boxes are always presented on a gray background.
Note: Placeholders in the program on the screen for entries which are not
always programmed (such as the abbreviations R, F, M and REP) are not
indicated in the programming examples.
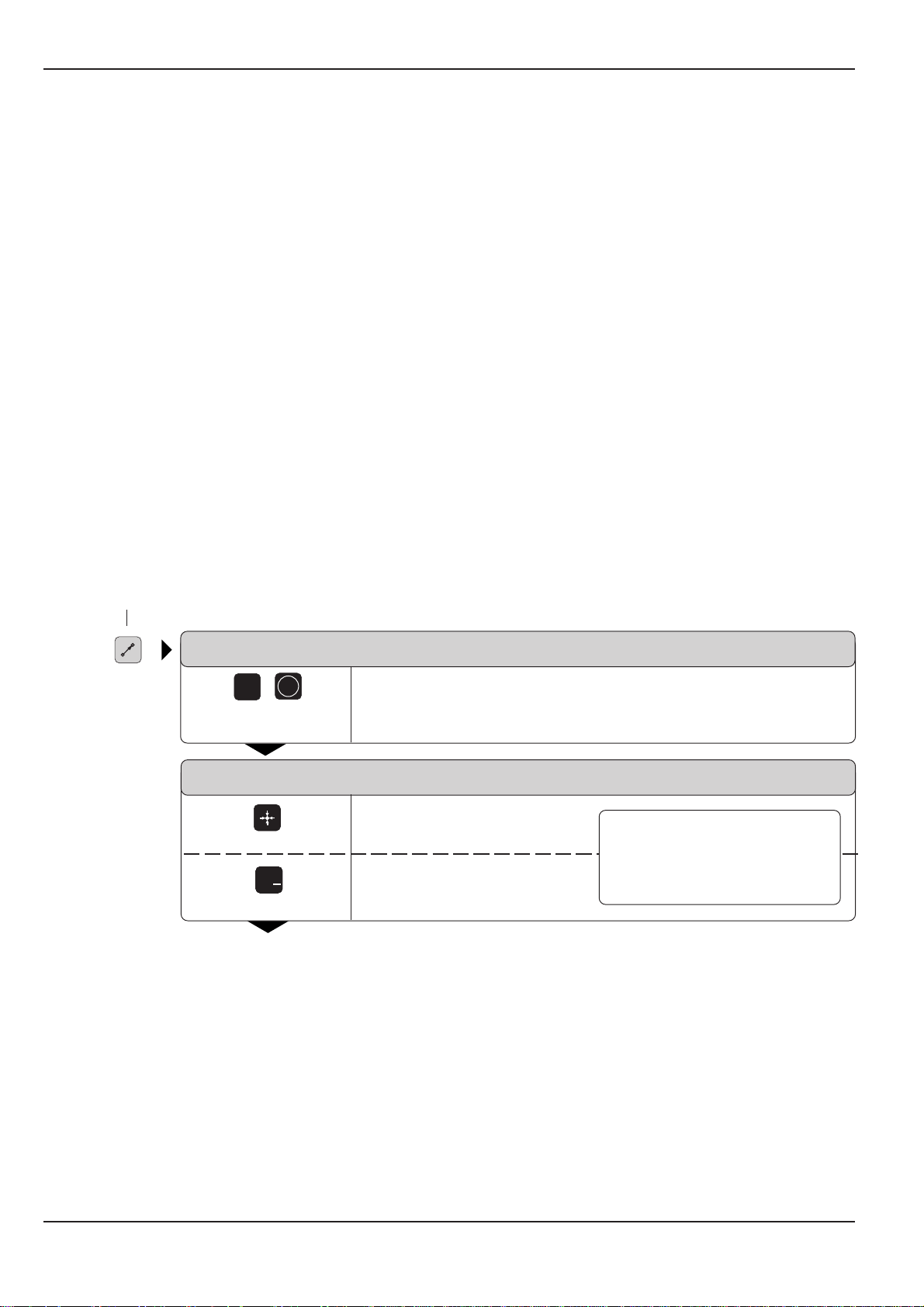
Layout of the dialog flowcharts
Dialog initiation key
L
DIALOG PROMPT (ON TNC SCREEN)
Answer the prompt with
these keys
this manual serves as a comprehensive reference
e.g.
ENT
3
The functions of the keys are explained here.
NEXT DIALOG QUESTION
Press this key
+
/
Or press this key
.
.
.
Function of the key.
A dashed line means that either
the key above or below it can be
Function of an alternative key.
The trail of dots indicates that:
• the dialog is not fully shown, or
• the dialog continues on the next page.
pressed.
TNC 360
Page 7
Contents User's Manual TNC 360 (from 259 900-xx)
Introduction
Manual Operation and Setup
Test Run and Program Run
Programming
Programming Tool Movements
Subprograms and Program Section Repeats
Programming with Q Parameters
Cycles
Digitizing 3D Surfaces
External Data Transfer
MOD-Functions
1
2
3
4
5
6
7
8
9
10
11
Tabels and Overviews
12
Page 8

1 Introduction
1.1 The TNC 360 .............................................................................................. 1-2
The Operating Panel ....................................................................................................... 1-3
The Screen ..................................................................................................................... 1-3
TNC Accessories ............................................................................................................ 1-5
1.2 Fundamentals of Numerical Control (NC) .............................................. 1-6
Introduction .................................................................................................................... 1-6
What is NC? ................................................................................................................... 1-6
The part program ............................................................................................................ 1-6
Conversational programming ......................................................................................... 1-6
Reference system .......................................................................................................... 1-7
Cartesian coordinate system .......................................................................................... 1-7
Additional axes ............................................................................................................... 1-8
Polar coordinates ............................................................................................................ 1-8
Setting a pole at circle center CC ................................................................................... 1-9
Setting the datum ........................................................................................................... 1-9
Absolute workpiece positions ........................................................................................ 1-11
Incremental workpiece positions ................................................................................... 1-11
Programming tool movements ....................................................................................... 1-13
Position encoders ........................................................................................................... 1-13
Reference marks ............................................................................................................ 1-13
1.3 Switch-On ................................................................................................. 1-14
1.4 Graphics and Status Display ................................................................... 1-15
Plan view ........................................................................................................................ 1-15
Projection in three planes ............................................................................................... 1-16
3D view ......................................................................................................................... 1-16
Status Display................................................................................................................. 1-18
1.5 Programs ................................................................................................... 1-19
Program directory ........................................................................................................... 1-19
Selecting, erasing and protecting programs ................................................................... 1-20
TNC 360
Page 9

2 Manual Operation and Setup
2.1 Moving the Machine Axes ....................................................................... 2-2
Traversing with the machine axis direction buttons ....................................................... 2-2
Traversing with the electronic handwheel ..................................................................... 2-3
Working with the HR330 Electronic Handwheel ............................................................ 2-3
Incremental jog positioning ............................................................................................ 2-4
Positioning with manual data input (MDI) ...................................................................... 2-4
2.2 Spindle Speed S, Feed Rate F and Miscellaneous Functions M .......... 2-5
To enter the spindle speed S ......................................................................................... 2-5
To enter the miscellaneous function M.......................................................................... 2-6
To change the spindle speed S ...................................................................................... 2-6
To change the feed rate F .............................................................................................. 2-6
2.3 Setting the Datum Without a 3D Touch Probe...................................... 2-7
Setting the datum in the tool axis .................................................................................. 2-7
To set the datum in the working plane........................................................................... 2-8
2.4 3D Touch Probe Systems......................................................................... 2-9
3D Touch probe applications .......................................................................................... 2-9
To select the touch probe menu .................................................................................... 2-9
Calibrating the 3D Touch Probe ...................................................................................... 2-10
Compensating workpiece misalignment ........................................................................ 2-12
2.5 Setting the Datum with the 3D Touch Probe System .......................... 2-14
To set the datum in a specific axis ................................................................................. 2-14
Corner as datum ............................................................................................................. 2-15
Circle center as datum ................................................................................................... 2-17
2.6 Measuring with the 3D Touch Probe System ........................................ 2-19
Finding the coordinate of a position on an aligned workpiece ....................................... 2-19
Finding the coordinates of a corner in the working plane .............................................. 2-19
Measuring workpiece dimensions ................................................................................. 2-20
Measuring angles ........................................................................................................... 2-21
TNC 360
Page 10

3 Test Run and Program Run
3.1 Test Run .................................................................................................... 3-2
To do a test run .............................................................................................................. 3-2
3.2 Program Run ............................................................................................. 3-3
To run a part program ..................................................................................................... 3-3
Interrupting machining ................................................................................................... 3-4
Resuming program run after an interruption .................................................................. 3-5
3.3 Blockwise Transfer: Executing Long Programs ..................................... 3-6
TNC 360
Page 11

4 Programming
4.1 Editing part programs .............................................................................. 4-2
Layout of a program ....................................................................................................... 4-2
Plain language dialog ...................................................................................................... 4-2
Editing functions............................................................................................................. 4-3
4.2 Tools .......................................................................................................... 4-5
Determining tool data ..................................................................................................... 4-5
Entering tool data into the program................................................................................ 4-7
Entering tool data in program 0 ...................................................................................... 4-8
Calling tool data .............................................................................................................. 4-9
Tool change .................................................................................................................... 4-10
4.3 Tool Compensation Values ..................................................................... 4-11
Effect of tool compensation values ................................................................................ 4-11
Tool radius compensation .............................................................................................. 4-12
Machining corners .......................................................................................................... 4-14
4.4 Program Creation ..................................................................................... 4-15
To create a new part program ........................................................................................ 4-15
Defining the blank form – BLK FORM ............................................................................ 4-15
4.5 Entering Tool-Related Data ..................................................................... 4-16
Feed Rate F .................................................................................................................... 4-16
Spindle speed S .............................................................................................................. 4-17
4.6 Entering Miscellaneous Functions and STOP ........................................ 4-18
4.7 Actual Position Capture ........................................................................... 4-19
TNC 360
Page 12

5 Programming Tool Movements
5.1 General Information on Programming Tool Movements ..................... 5-2
5.2 Contour Approach and Departure .......................................................... 5-4
Starting and end positions .............................................................................................. 5-4
Smooth approach and departure .................................................................................... 5-6
5.3 Path Functions ......................................................................................... 5-7
General information ........................................................................................................ 5-7
Machine axis movement under program control ........................................................... 5-7
Overview of path functions ............................................................................................ 5-8
5.4 Path Contours – Cartesian Coordinates ................................................. 5-9
Straight line .................................................................................................................... 5-9
Chamfer ......................................................................................................................... 5-12
Circle and circular arcs.................................................................................................... 5-14
Circle Center CC ............................................................................................................. 5-15
Circular Path C Around the Center Circle CC ................................................................. 5-17
Circular path CR with defined radius .............................................................................. 5-20
Circular path CT with tangential connection ................................................................... 5-23
Corner rounding RND ..................................................................................................... 5-25
5.5 Path Contours – Polar Coordinates......................................................... 5-27
Polar coordinate origin: Pole CC ..................................................................................... 5-27
Straight line LP ............................................................................................................... 5-27
Circular path CP around pole CC .................................................................................... 5-30
Circular path CTP with tangential connection................................................................. 5-32
Helical interpolation ........................................................................................................ 5-33
5.6 M-Functions for Contouring Behavior and Coordinate Data ............... 5-36
Smoothing corners: M90 ................................................................................................ 5-36
Machining small contour steps: M97 ............................................................................. 5-37
Machining open contours: M98 ..................................................................................... 5-38
Progamming machine-reference coordinates: M91/M92............................................... 5-39
5.7 Positioning with Manual Data Input (MDI) ............................................ 5-40
TNC 360
Page 13

6 Subprograms and Program Section Repeats
6.1 Subprograms ............................................................................................ 6-2
Principle ......................................................................................................................... 6-2
Operating limits .............................................................................................................. 6-2
Programming and calling subprograms .......................................................................... 6-3
6.2 Program Section Repeats ........................................................................ 6-5
Principle ......................................................................................................................... 6-5
Programming notes ........................................................................................................ 6-5
Programming and calling a program section repeat ....................................................... 6-5
6.3 Main Program as Subprogram ................................................................ 6-8
Principle ......................................................................................................................... 6-8
Operating limits .............................................................................................................. 6-8
Calling a main program as a subprogram ....................................................................... 6-8
6.4 Nesting ...................................................................................................... 6-9
Nesting depth ................................................................................................................. 6-9
Subprogram in a subprogram ......................................................................................... 6-9
Repeating program section repeats ............................................................................... 6-11
Repeating subprograms ................................................................................................. 6-12
TNC 360
Page 14

7 Programming with Q Parameters
7.1 Part Families – Q Parameters Instead of Numerical Values ................. 7-3
7.2 Describing Contours Through Mathematical Functions....................... 7-5
Overview ........................................................................................................................ 7-5
7.3 Trigonometric Functions ......................................................................... 7-7
Overview ........................................................................................................................ 7-7
7.4 If-Then Operations with Q Parameters .................................................. 7-8
Jumps ......................................................................................................................... 7-8
Overview ........................................................................................................................ 7-8
7.5 Checking and Changing Q Parameters................................................... 7-10
7.6 Output of Q Parameters and Messages ................................................. 7-11
Displaying error messages ............................................................................................. 7-11
Output through an external data interface ..................................................................... 7-11
Assigning values for the PLC ......................................................................................... 7-11
7.7 Measuring with the 3D Touch Probe During Program Run.................. 7-12
7.8 Example for Exercise ................................................................................ 7-14
Rectangular pocket with corner rounding and tangential approach ............................... 7-14
Bolt hole circle ................................................................................................................ 7-15
Ellipse ......................................................................................................................... 7-17
Three-dimensional machining (machining a hemisphere with an end mill) .................... 7-19
TNC 360
Page 15

8 Cycles
8.1 General Overview of Cycles .................................................................... 8-2
8.2 Simple Fixed Cycles.................................................................................. 8-5
8.3 SL Cycles ................................................................................................... 8-16
Programming a cycle ...................................................................................................... 8-2
Dimensions in the tool axis ............................................................................................ 8-4
Customized macros........................................................................................................ 8-4
PECKING (Cycle 1) ......................................................................................................... 8-5
TAPPING with floating tap holder (Cycle 2) .................................................................... 8-7
RIGID TAPPING (Cycle 17) ............................................................................................. 8-9
SLOT MILLING (Cycle 3) ................................................................................................ 8-10
POCKET MILLING (Cycle 4) ........................................................................................... 8-12
CIRCULAR POCKET MILLING (Cycle 5)......................................................................... 8-14
CONTOUR GEOMETRY (Cycle 14) ................................................................................ 8-17
ROUGH-OUT (Cycle 6) ................................................................................................... 8-18
SL Cycles: Overlapping contours ................................................................................... 8-20
PILOT DRILLING (Cycle 15) ........................................................................................... 8-26
CONTOUR MILLING (Cycle 16 ...................................................................................... 8-27
8.4 Cycles for Coordinate Transformations ................................................. 8-30
DATUM SHIFT (Cycle 7) ................................................................................................. 8-31
MIRROR IMAGE (Cycle 8).............................................................................................. 8-33
ROTATION (Cycle 10)..................................................................................................... 8-35
SCALING FACTOR (Cycle 11) ........................................................................................ 8-36
8.5 Other Cycles .............................................................................................. 8-38
DWELL TIME (Cycle 9)................................................................................................... 8-38
PROGRAM CALL (Cycle 12) ........................................................................................... 8-38
ORIENTED SPINDLE STOP (Cycle 13) ........................................................................... 8-39
TNC 360
Page 16

9 Digitizing 3D Surfaces
9.1 The Digitizing Process.............................................................................. 9-2
Generating programs with digitized data........................................................................ 9-2
Overview: Digitizing cycles ............................................................................................ 9-2
Transferring digitized data .............................................................................................. 9-2
9.2 Digitizing Range ....................................................................................... 9-3
Input data ....................................................................................................................... 9-3
Setting the scanning range............................................................................................. 9-3
9.3 Line-By-Line Digitizing ............................................................................. 9-5
Starting position ............................................................................................................. 9-5
Contour approach ........................................................................................................... 9-5
Input data ....................................................................................................................... 9-5
Setting the digitizing parameters .................................................................................... 9-6
9.4 Contour Line Digitizing ............................................................................ 9-8
Starting position ............................................................................................................. 9-8
Contour approach ........................................................................................................... 9-8
Input data ....................................................................................................................... 9-8
Limits of the scanning range .......................................................................................... 9-9
Setting the digitizing parameters .................................................................................... 9-9
9.5 Using Digitized Data in a Part Program ................................................. 9-11
Executing a part program from digitized data................................................................. 9-12
TNC 360
Page 17

10 External Data Transfer
10.1 Menu for External Data Transfer............................................................. 10-2
Blockwise transfer.......................................................................................................... 10-2
10.2 Pin Layout and Connecting Cable for the Data Interface ..................... 10-3
RS-232-C/V.24 Interface ................................................................................................. 10-3
10.3 Preparing the Devices for Data Transfer ................................................ 10-4
HEIDENHAIN Devices .................................................................................................... 10-4
Non-HEIDENHAIN devices ............................................................................................. 10-4
TNC 360
Page 18

11 MOD Functions
11.1 Selecting, Changing and Exiting the MOD Functions........................... 11-2
11.2 NC and PLC Software Numbers .............................................................. 11-2
11.3 Entering the Code Number...................................................................... 11-3
11.4 Setting the External Data Interfaces ...................................................... 11-3
BAUD RATE ................................................................................................................... 11-3
RS-232-C Interface ......................................................................................................... 11-3
11.5 Machine-Specific User Parameters ......................................................... 11-4
11.6 Position Display Types ............................................................................. 11-4
11.7 Unit of Measurement ............................................................................... 11-5
11.8 Programming Language .......................................................................... 11-5
11.9 Axes for L Block from Actual Position Capture ..................................... 11-5
11.10 Axis Traverse Limits ................................................................................. 11-6
TNC 360
Page 19

12 Tables, Overviews, Diagrams
12.1 General User Parameters ......................................................................... 12-2
Selecting the general user parameters .......................................................................... 12-2
Parameters for external data transfer............................................................................. 12-2
Parameters for 3D Touch Probes ................................................................................... 12-4
Parameters for TNC Displays and the Editor .................................................................. 12-4
Parameters for machining and program run ................................................................... 12-7
Parameters for override behavior and electronic handwheel ......................................... 12-9
12.2 Miscellaneous Functions (M Functions) ................................................. 12-11
Miscellaneous functions with predetermined effect...................................................... 12-11
Vacant miscellaneous functions ..................................................................................... 12-12
12.3 Preassigned Q-Parameter ........................................................................12-13
12.4 Diagrams for Machining ..........................................................................12-15
Spindle speed S .............................................................................................................. 12-15
Feed rate F ..................................................................................................................... 12-16
Feed rate F for tapping ................................................................................................... 12-17
12.5 Features, Specifications and Accessories .............................................. 12-18
TNC 360 ......................................................................................................................... 12-18
Accessories .................................................................................................................... 12-20
12.6 TNC Error Messages ................................................................................. 12-21
TNC error messages during programming ..................................................................... 12-21
TNC error messages during test run and program run................................................... 12-22
TNC error messages with digitizing ............................................................................... 12-25
TNC 360
Page 20

1 Introduction
1.1 The TNC 360
Control
The TNC 360 is a shop-floor programmable contouring control for milling
machines, boring machines and machining centers with up to four axes.
The spindle can be rotated to a given angular stop position (oriented
spindle stop).
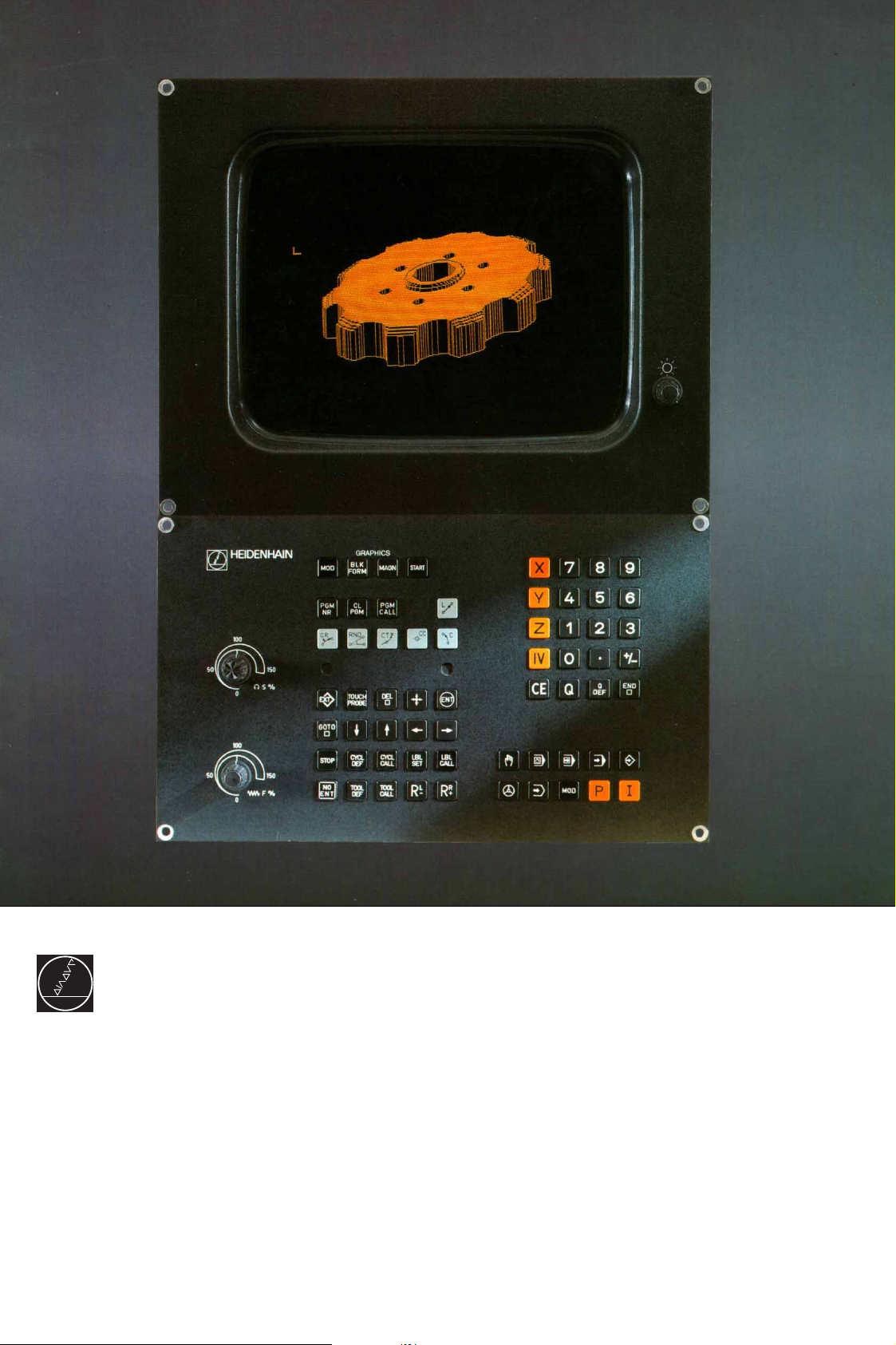
Visual display unit and operating panel
The monochrome screen clearly displays all information necessary for
operating the TNC. In addition to the CRT monitor (BE 212), the TNC 360
can also be used with a flat luminescent screen (BF 110). The keys on the
operating panel are grouped according to their functions. This
simplifies programming and the application of the TNC functions.
Programming
The TNC 360 is programmed directly at the machine with the easy to
understand HEIDENHAIN plain language dialog format. Programming in
ISO or in DNC mode is also possible.
Graphics
The graphic simulation feature allows programs to be tested before actual
machining. Various types of graphic representation can be selected.
Compatibility
Any part program can be run on the TNC 360 as long as the commands in
the program are within the functional scope of the TNC 360.
TNC 3601-2
Page 21
1 Introduction
1.1 The TNC 360
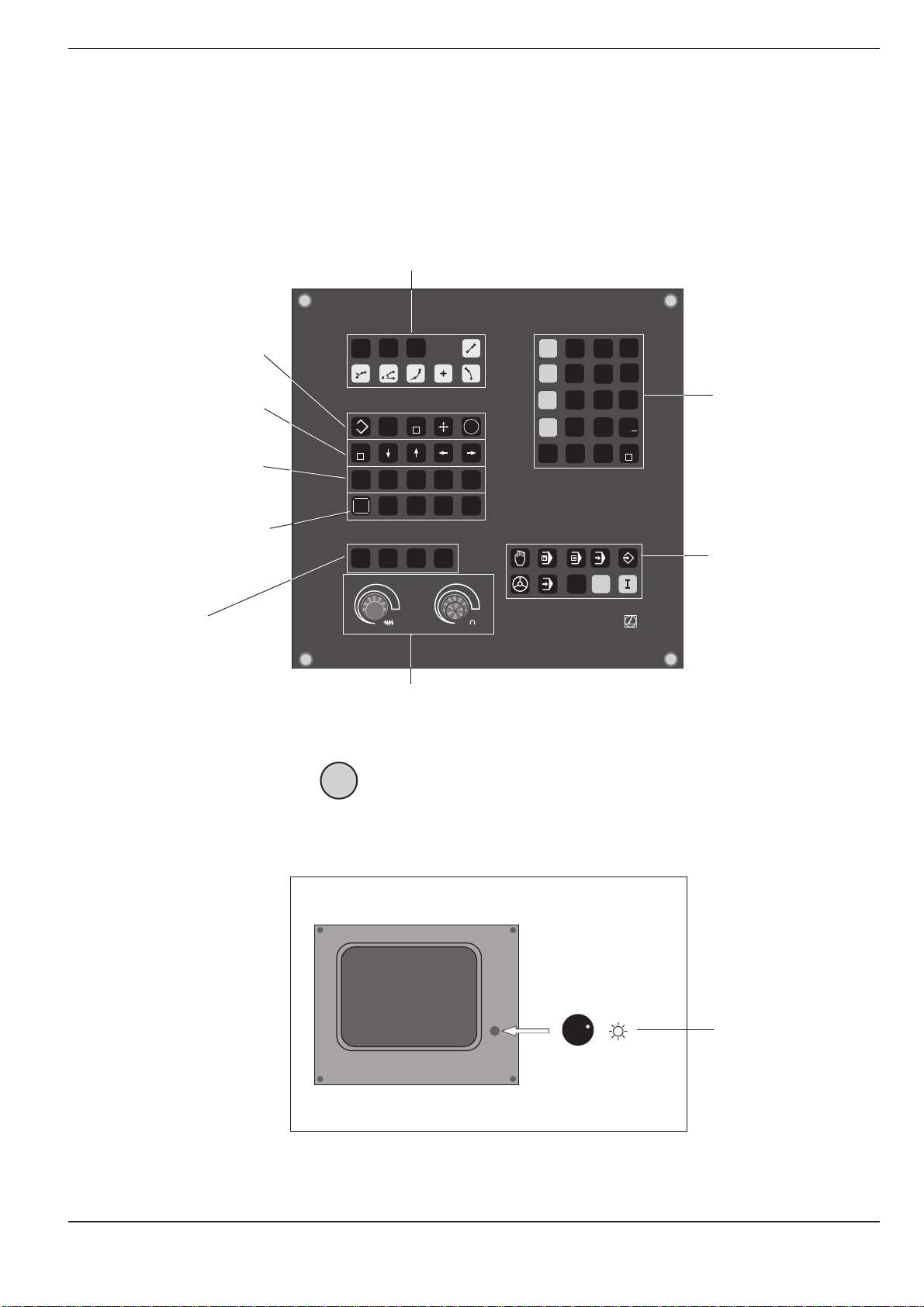
The Operating Panel
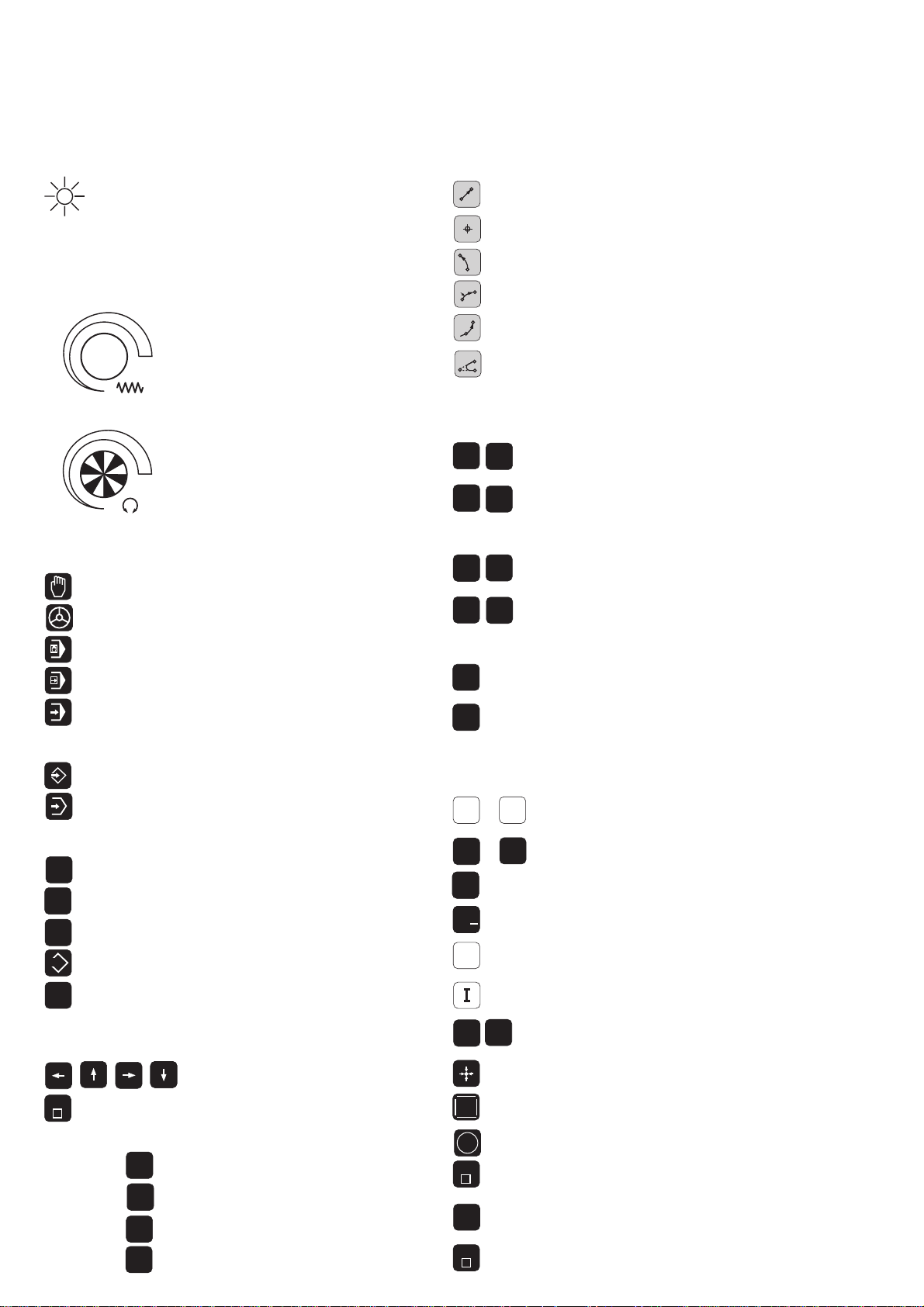
The keys on the TNC operating panel are identified with easy-toremember abbreviations and symbols. The keys are grouped according to function:
• Program selection
• Path function keys
• External data transfer
• Probing functions
• Editing functions
• GOTO statement
• Arrow keys
• STOP key
• Programming of cycles,
program section repeats
and subprograms
• NO ENT key
• Tool-related entries
Graphic operating
modes
PGM
NR
CR
EXT
GOTO
STOP
NO
ENT
MOD
50
PGM
CL
CALL
PGM
RND
CT
DEL
TOUCH
PROBE
CYCL
CYCL
CALL
DEF
TOOL
TOOL
CALL
DEF
GRAPHICS
BLK
MAGN START
FORM
100
150
F %
0
L
CC
C
ENT
LBL
LBL
CALL
SET
L
R
R
R
-
+
IV
CE
7 8
X
4
Y
1
Z
0
Q
5
2 3
.
Q
DEF
9
6
• Numerical entries
• Axis selection
• Q parameter
+
/
END
programming
• Operating modes
• Incremental and
100
50
150
S %
0
MOD
P
HEIDENHAIN
polar coordinates
Override controls
for spindle speed
and feed rate
The machine operating buttons, such as for NC start, are described in the manual for your machine tool.
I
The functions of the individual keys are described on the inside front cover.
In this manual they are shown in gray.
The Screen
Brightness control
(BE 212 only)
Header
The header of the screen shows the selected operating mode. Dialog
questions and TNC messages also appear there.
TNC 360 1-3
Page 22
1 Introduction
1.1 The TNC 360
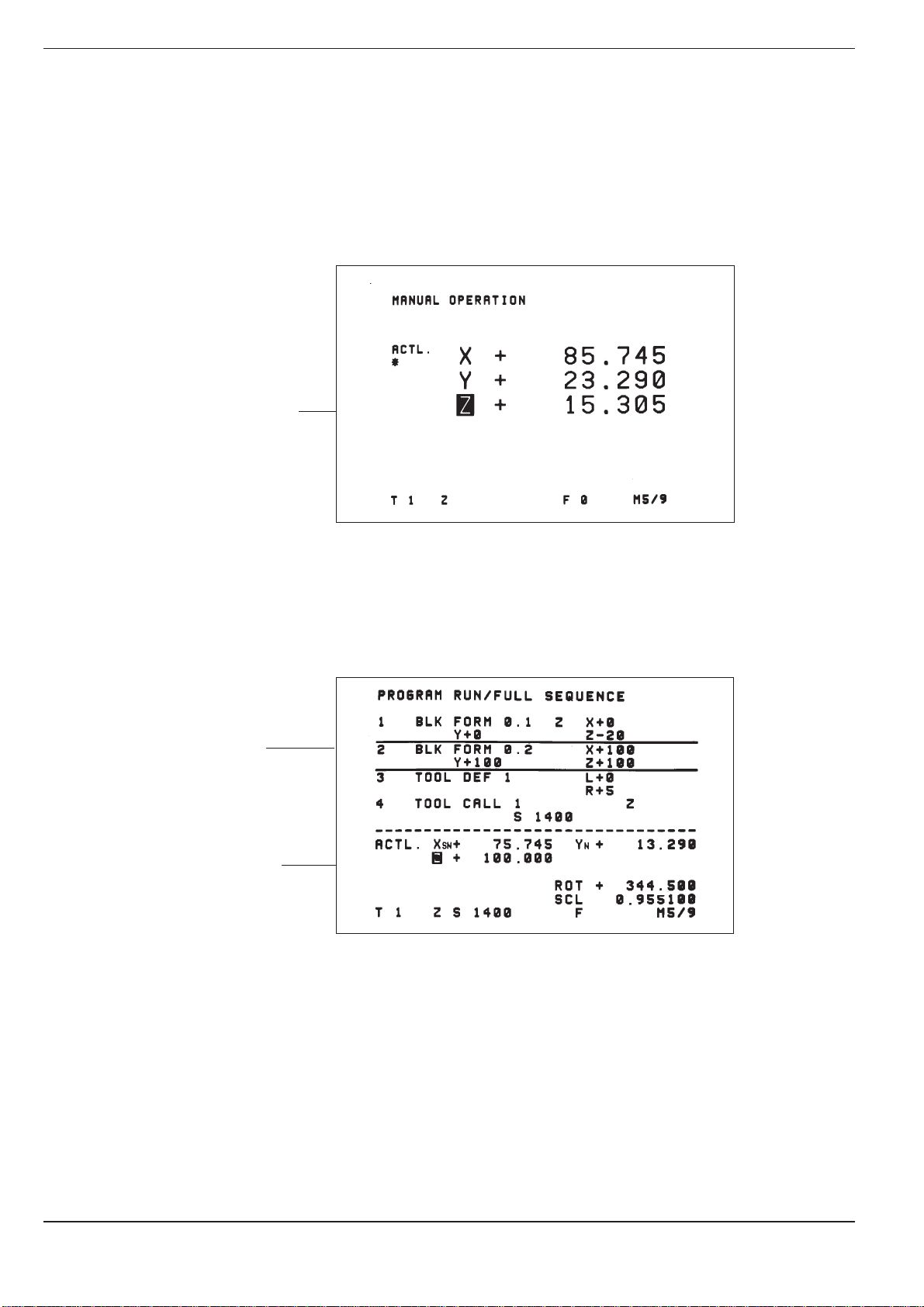
Screen Layout
MANUAL and EL. HANDWHEEL operating modes:
A machine operating mode has been selected
• Coordinates
• Selected axis
• * means: control
is in operation
• Status display,
e.g. feed rate F,
miscellaneous
function M
A program run operating mode has been selected
Section of
selected
program
Status display
The screen layout is the same in the operating modes PROGRAM RUN,
PROGRAMMING AND EDITING and TEST RUN. The current block is
surrounded by two horizontal lines.
TNC 3601-4
Page 23
1 Introduction
1.1 The TNC 360
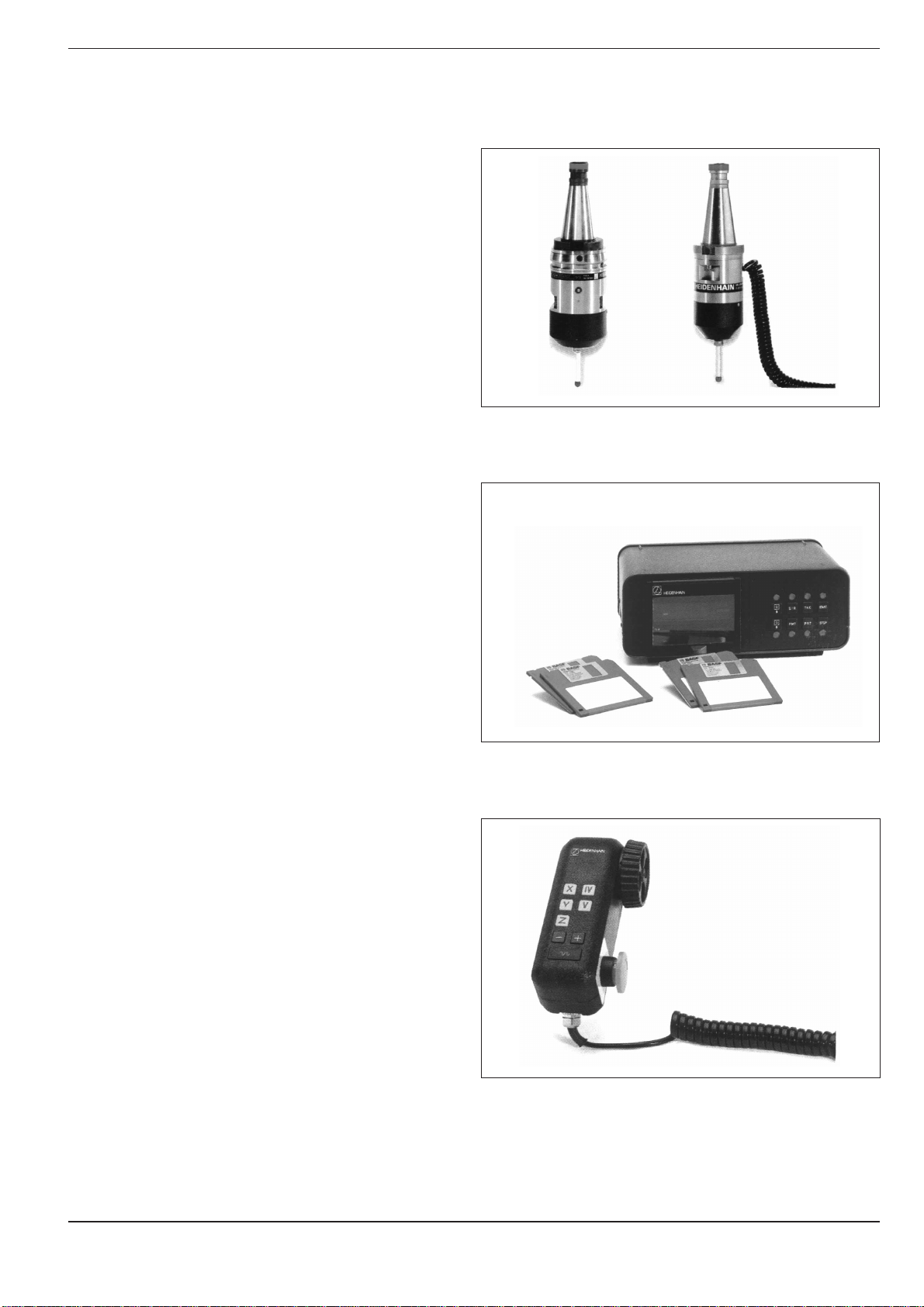
TNC Accessories
3D Probe Systems
The TNC features the following functions for the
HEIDENHAIN 3D touch probe systems:
• Automatic workpiece alignment (compensation
of workpiece misalignment)
• Datum setting
• Measurements of the workpiece can be performed during program run
• Digitizing 3D forms (optional)
The TS 120 touch probe system is connected to the
control via cable, while the TS 510 communicates
by means of infrared light.
Fig. 1.5: HEIDENHAIN 3D Probe Systems TS 120 and TS 511
Floppy Disk Unit
The HEIDENHAIN FE 401 floppy disk unit serves as
an external memory for the TNC, allowing you to
store your programs externally on diskette.
The FE 401 can also be used to transfer programs
that were written on a PC into the TNC. Extremely
long programs which exceed the TNC's memory
capacity are “drip fed” block by block. The machine
executes the transferred blocks and erases them
immediately, freeing memory for further blocks
from the FE.
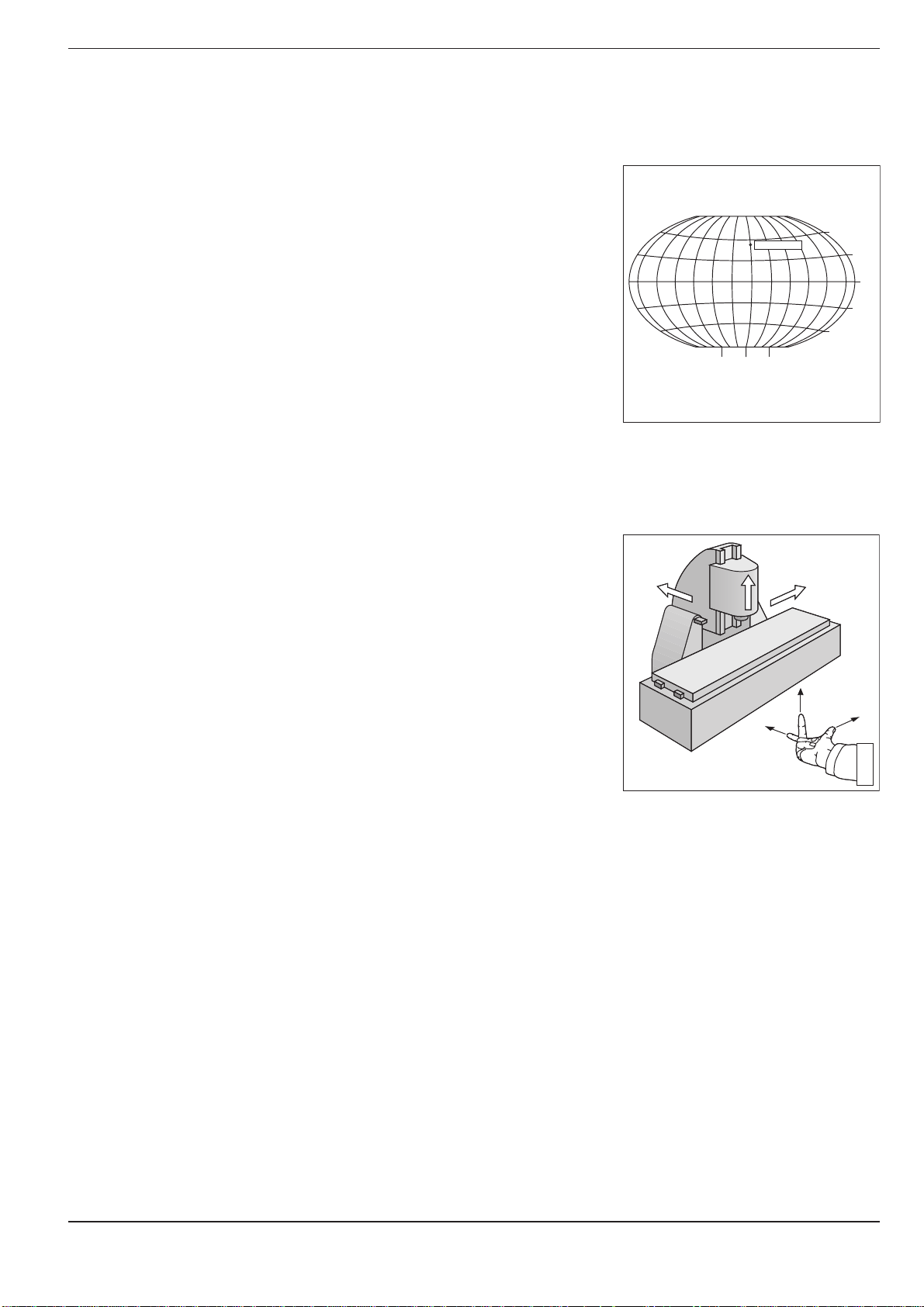
Electronic Handwheels
Electronic handwheels provide precise manual
control of the axis slides. As on conventional
machines, turning the handwheel moves the axis
by a defined amount. The traverse distance per
revolution of the handwheel can be adjusted over a
wide range.
Fig. 1.6: HEIDENHAIN FE 401 Floppy Disk Unit
Portable handwheels, such as the HR 330, are
connected to the TNC by cable. Built-in handwheels, such as the HR 130, are built into the
machine operating panel.
An adapter allows up to three handwheels to be
connected simultaneously. Your machine manufacturer can tell you more about the handwheel
configuration of your machine.
Fig. 1.7: The HR 330 Electronic Handwheel
TNC 360 1-5
Page 24

1 Introduction
1.2 Fundamentals of Numerical Control (NC)
Introduction
This chapter addresses the following topics:
• What is NC?
• The part program
• Conversational programming
• Cartesian coordinate system
• Additional axes
• Polar coordinates
• Setting a pole at a circle center (CC)
• Datum setting
• Absolute workpiece positions
• Programming tool movements
• Position encoders
• Reference mark evaluation
What is NC?
NC stands for Numerical Control. Simply put, numerical control is the
operation of a machine by means of coded instructions. Modern controls
such as the HEIDENHAIN TNCs have a built-in computer for this purpose.
Such a control is therefore also called a CNC (Computer Numerical
Control).
The part program
A part program is a complete list of instructions for machining a workpiece. It contains such information as the target position of a tool movement, the tool path — i.e. how the tool should move towards the target
position — and the feed rate. The program must also contain information
on the radius and length of the tools, the spindle speed and the tool axis.
Conversational programming
Conversational programming is a particularly easy way of writing and
editing part programs. From the very beginning, HEIDENHAIN numerical
controls were designed for the machinist who keys in his programs
directly at the machine. This is why they are called TNCs, or "Touch
Numerical Controls."
You begin programming each machining step by simply pressing a key.
The control then asks for all further information required to execute the
step. You can also program the TNC in ISO format or download programs
from a central host computer for DNC operation.
TNC 3601-6
Page 25
1 Introduction
0° 90°90°
0°
30°
30°
60°
60°
Greenwich
+X
+Y
+Z
+X
+Z
+Y
1.2 Fundamentals of NC
Reference system
In order to define positions, one needs a reference system. For example,
positions on the earth's surface can be defined "absolutely" by their
geographic coordinates of longitude and latitude. The term "coordinate"
comes from the Latin word for "that which is arranged". The network of
horizontal and vertical lines around the globe constitute an "absolute
reference system" — in contrast to the "relative" definition of a position
that is referenced, for example, to some other, known location.
Cartesian coordinate system
A workpiece is normally machined on a TNC controlled milling machine
according to a workpiece-reference Cartesian coordinate system (a
rectangular coordinate system named after the French mathematician and
philosopher Renatus Cartesius; 1596 to 1650). The Cartesian
coordinate system is based on three coordinate axes X, Y and Z, which are
parallel to the machine guideways. The figure to the right illustrates the
"right hand rule" for remembering the three axis directions: the
middle finger is pointing in the positive direction of the tool axis from the
workpiece toward the tool (the Z axis), the thumb is pointing in the
positive X direction, and the index finger in the positive Y direction.
Fig. 1.9: The geographic coordinate system
is an absolute reference system
Fig. 1.10: Designations and directions of the
axes on a milling machine
TNC 360 1-7
Page 26
1 Introduction
1.2 Fundamentals of NC
Additional axes
The TNC can control machines which have more than three axes. U, V
and W are secondary linear axes parallel to the main axes X, Y and Z,
respectively (see illustration). Rotary axes are also possible. They are
designated as axes A, B and C.
W+
Z
Y
C+
B+
V+
A+
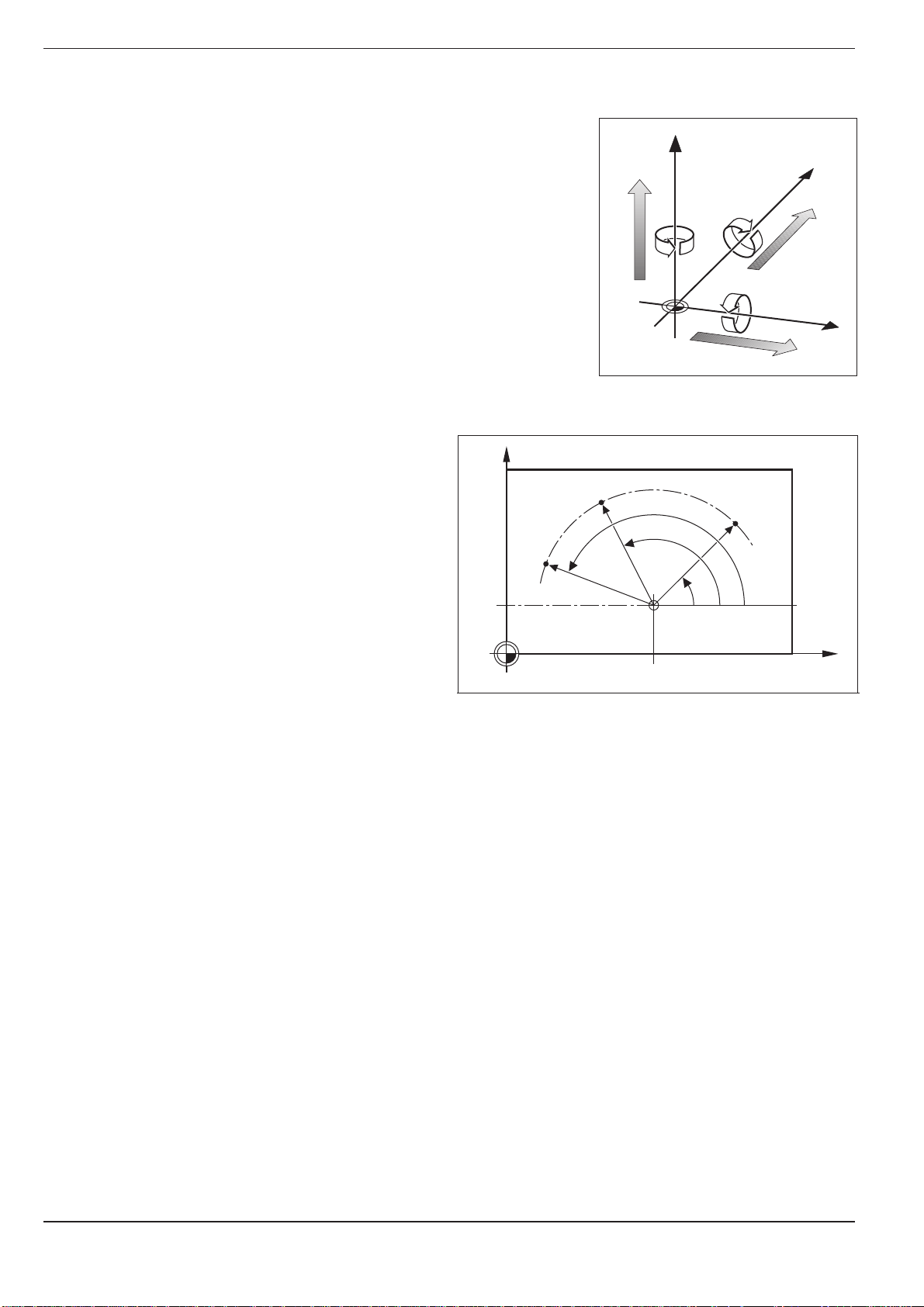
Polar coordinates
The Cartesian coordinate system is especially
useful for parts whose dimensions are mutually
perpendicular. But when workpieces contain
circular arcs, or when dimensions are given in
degrees, it is often easier to use polar coordinates.
In contrast to Cartesian coordinates, which are
three-dimensional, polar coordinates can only
describe positions in a plane.
The datum for polar coordinates is the circle
center CC. To describe a position in polar coordinates, think of a scale whose datum point is rigidly
connected to the pole but which can be freely
rotated in a plane around the pole.
Positions in this plane are defined by:
• Polar Radius (PR): The distance from circle
center CC to the defined position.
• Polar Angle (PA): The angle between the
reference axis and the scale.
U+
Fig. 1.11: Arrangement and designation of
the auxiliary axes
Y+
PR
PA
3
PR
10
30
Fig. 1.12: Positions on an arc with polar coordinates
PA
CC
PR
2
PA
1
X
0
°
X+
TNC 3601-8
Page 27
1 Introduction
Y
X
Z
1.2 Fundamentals of NC
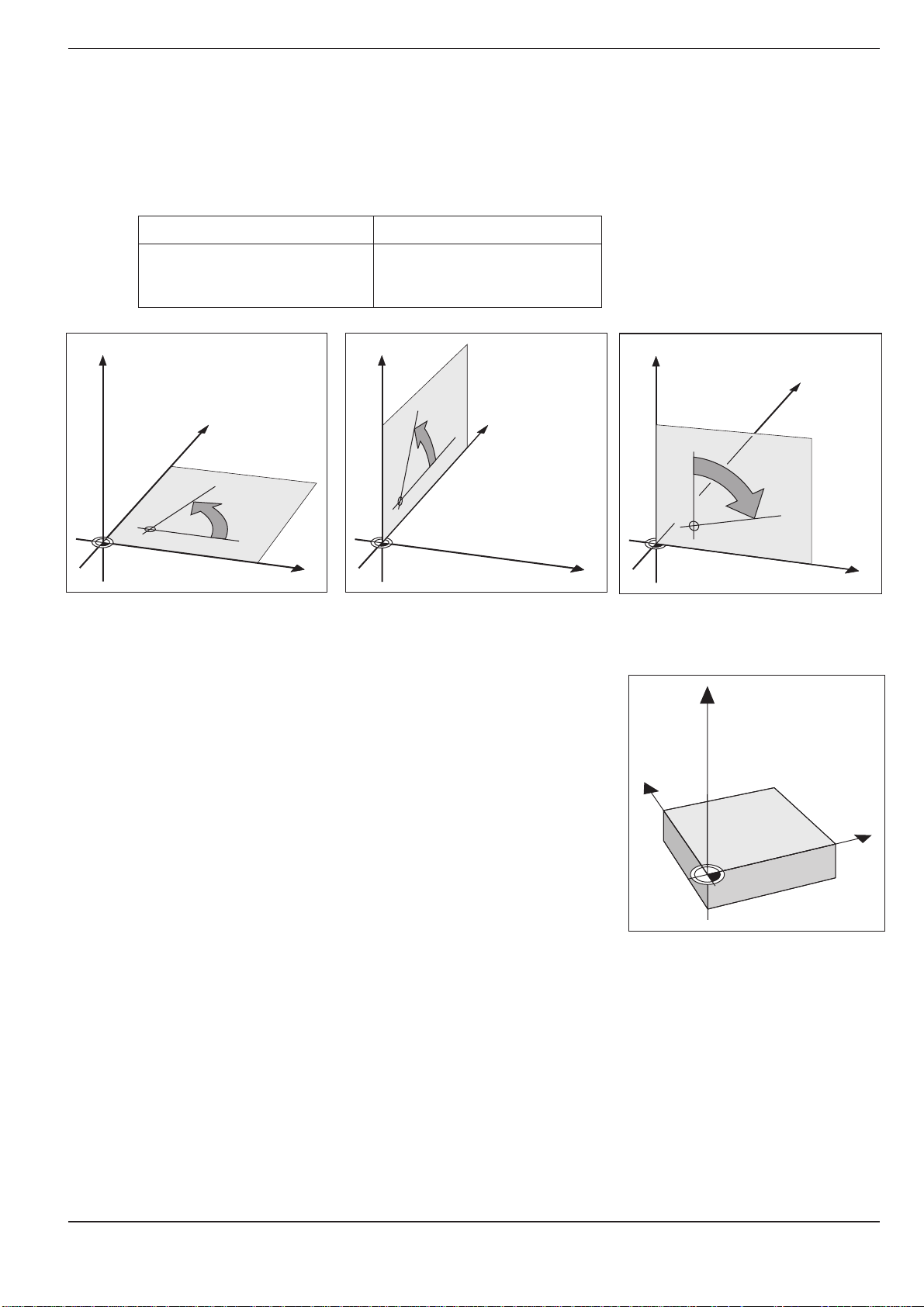
Setting a pole at circle center CC
The pole (circle center) is defined by setting two Cartesian coordinates.
These two coordinates also determine the reference axis for the polar
angle PA.
Coordinates of the pole Reference axis of the angle
X Y +X
Y Z +Y
Z X +Z
Z
Z
Y
CC
+
CC
0°
X
Fig. 1.13: Polar coordinates and their associated reference axes
Setting the datum
The workpiece drawing identifies a certain prominent point on the workpiece (usually a corner) as the "absolute datum" and perhaps one or more
other points as relative datums. The process of datum setting establishes
these points as the origin of the absolute or relative coordi-nate systems:
The workpiece, which is aligned with the machine axes, is moved to a
certain position relative to the tool and the display is set either to zero or
to another appropriate position value (e.g. to compen-sate the tool radius).
+
Z
Y
Y
0°
0°
+
CC
X
X
Fig. 1.14: The workpiece datum serves as
the origin of the Cartesian
coordinate system
TNC 360 1-9
Page 28
1 Introduction
Y
X
Z
1
10
5
1.2 Fundamentals of NC
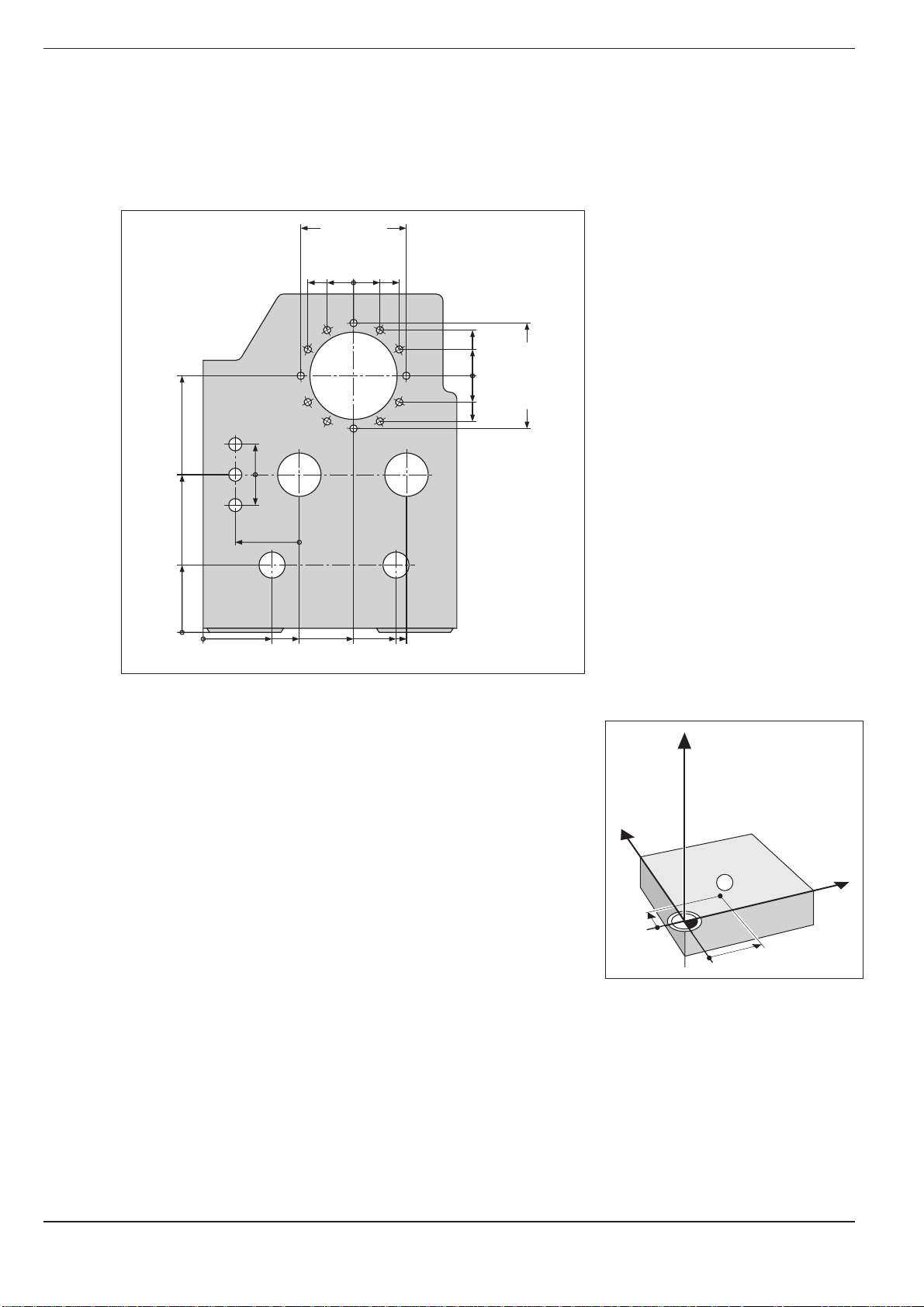
Example:
Drawings with several relative datums
(according to ISO 129 or DIN 406, Part 11; Figure 171)
1225
750
320
125
250
216,5
216,5
250
-250
-125
-216,5
0
125
0
-125
-216,5
-250
150
0
-150
300±0,1
0
0
0
325
450
700
900
950
Example:
Coordinates of the point 1:
X = 10 mm
Y = 5 mm
Z = 0 mm
The datum of the Cartesian coordinate system is located 10 mm away
from point 1 on the X axis and 5 mm on the Y axis.
The 3D Touch Probe System from HEIDENHAIN is an especially
convenient and efficient way to find and set datums.
Fig. 1.16: Point 1 defines the coordinate
system.
TNC 3601-10
Page 29
1 Introduction
Y
X
Z
1
20
10
Z=15mm
X=20mm
Y=10mm
15
I
Z=–15mm
Y
X
Z
2
10
5
5
15
20
10
10
I
X=10mm
I
Y=10mm
3
0
0
1.2 Fundamentals of NC
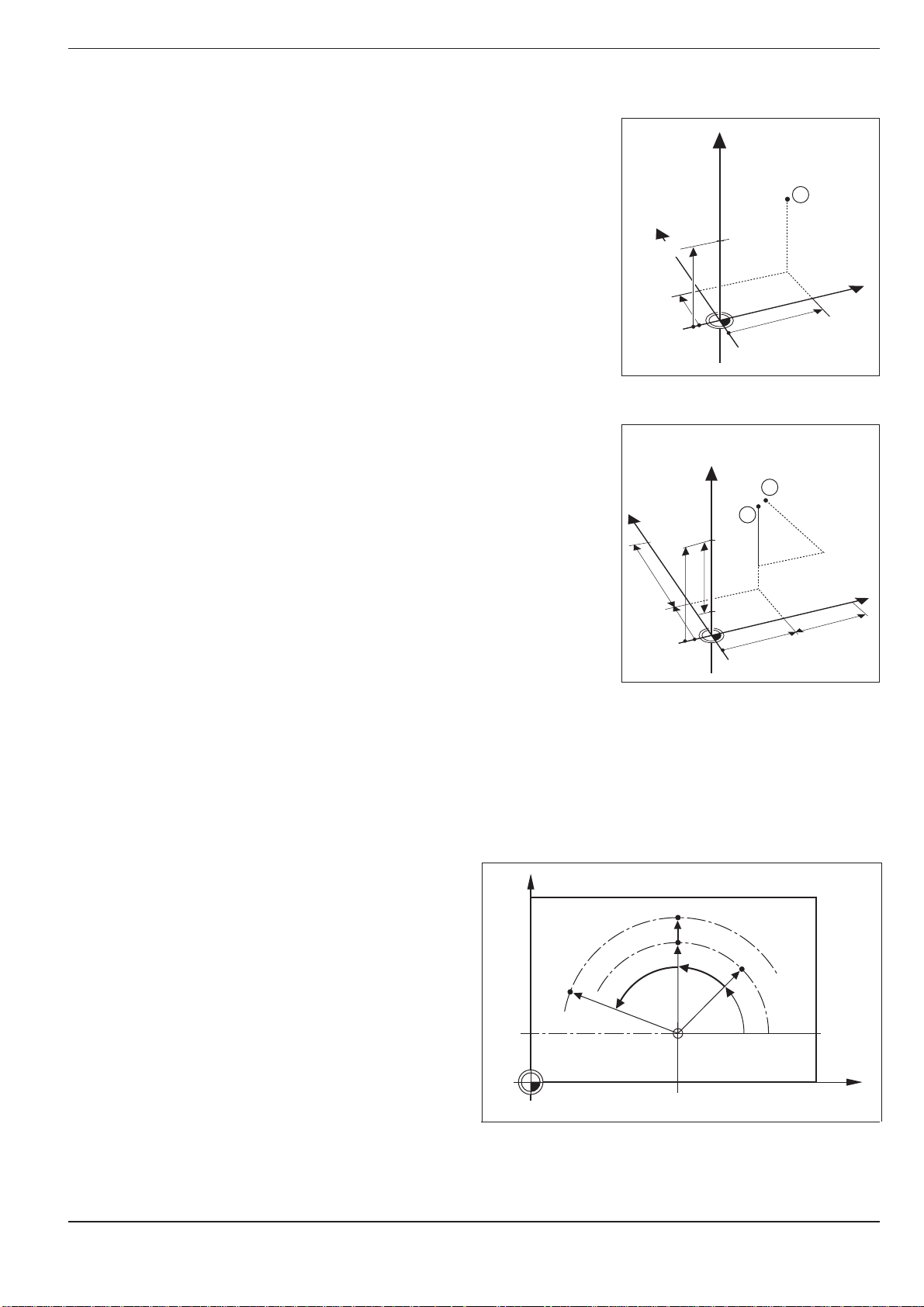
Absolute workpiece positions
Each position on the workpiece is clearly defined by its absolute coordinates.
Example: Absolute coordinates of the position ➀:
X = 20 mm
Y = 10 mm
Z = 15 mm
If you are drilling or milling a workpiece according to a workpiece drawing
with absolute coordinates, you are moving the tool to the coordinates.
Incremental workpiece positions
A position can be referenced to the previous nominal position: i.e. the
relative datum is always the last programmed position. Such coordinates
Fig. 1.17: Position definition through
absolute coordinates
are referred to as incremental coordinates (increment = growth), or also
incremental or chain dimensions (since the positions are defined as a
chain of dimensions). Incremental coordinates are designated with the
prefix I.
Example: Incremental coordinates of the position ➂
referenced to position ➁
Absolute coordinates of the position ➁ :
X = 10 mm
Y = 5 mm
Z = 20 mm
Incremental coordinates of the position ➂ :
IX = 10 mm
IY = 10 mm
IZ = –15 mm
If you are drilling or milling a workpiece according to a workpiece drawing
with incremental coordinates, you are moving the tool by the coordinates.
Fig. 1.18: Position definition through
incremental coordinates
An incremental position definition is therefore intended as an immediately
relative definition. This is also the case when a position is defined by the
distance-to-go to the target position (here the relative datum is located at
the target position). The distance-to-go has a negative algebraic sign if the
target position lies in the negative axis direction from the actual position.
The polar coordinate system can also express both
types of dimensions:
• Absolute polar coordinates always refer to the
pole (CC) and the reference axis.
Y+
• Incremental polar coordinates always refer to
the last programmed nominal position of the
tool.
PR
10
+IPR
PR
+IPA +IPA
CC
PR
PA
0°
TNC 360 1-11
Fig. 1.19: Incremental dimensions in polar coordinates (designated
with an "I")
30
X+
Page 30
1 Introduction
1.2 Fundamentals of NC
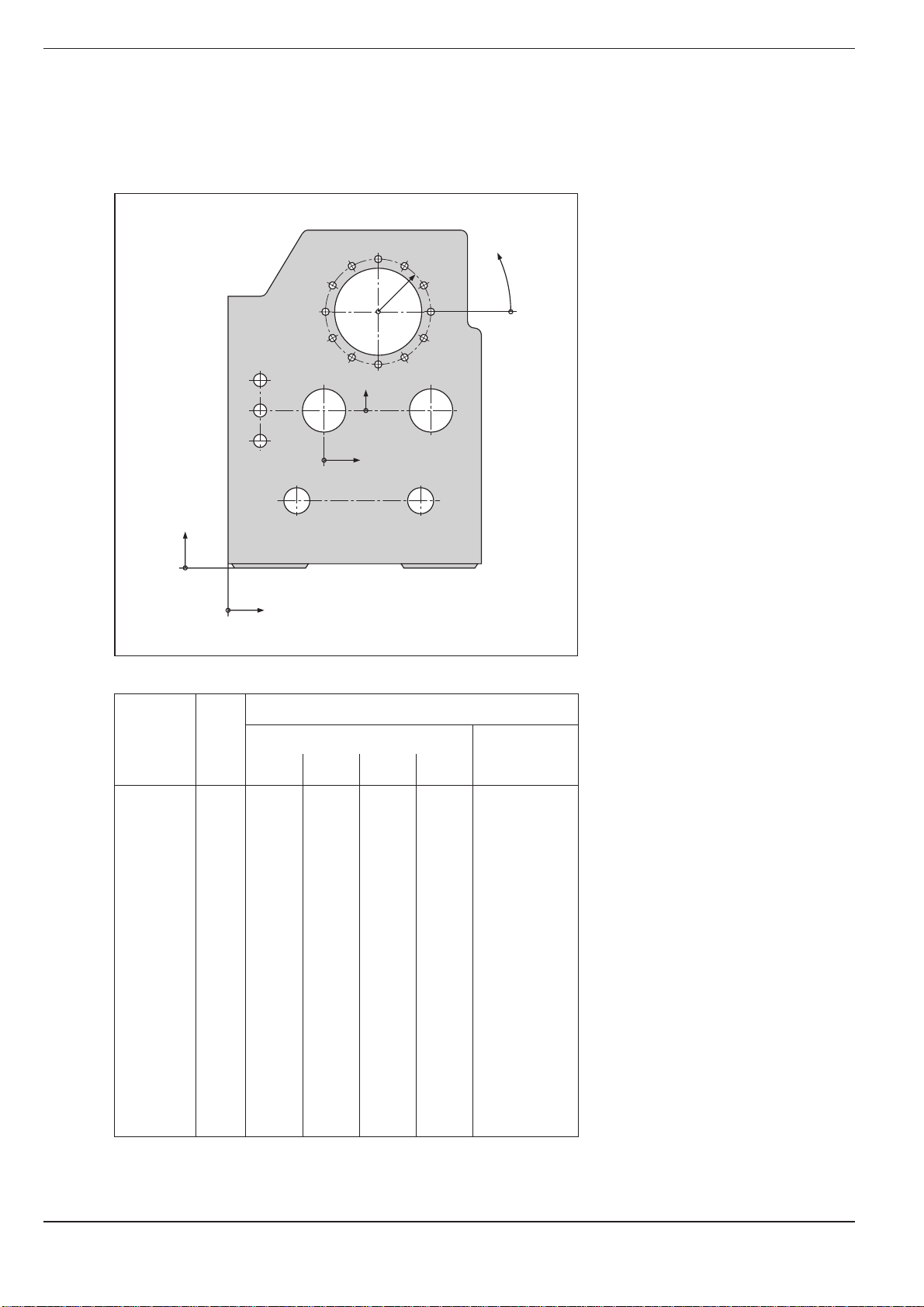
Example:
Workpiece drawing with coordinate dimensioning
(according to ISO 129 or DIN 406, Part 11; Figure 179)
2.1
2.2
2.3
3.4
3.5
3.6
r
3.7
3
3.8
3.9
3.10
Y2
2 1.3
X2
3.3
3.11
3.2
3.1
3.12
ϕ
1.21.1
Y1
1
X1
Dimensions in mm
Coordinate Coordinates
origin
Pos. X1 X2 Y1 Y2 r ϕ d
11 00 1 1.1 325 320 Ø 120 H7
1 1.2 900 320 Ø 120 H7
1 1.3 950 750 Ø 200 H7
1 2 450 750 Ø 200 H7
1 3 700 1225 Ø 400 H8
2 2.1 –300 150 Ø 50 H11
2 2.2 –300 0 Ø 50 H11
2 2.3 –300 –150 Ø 50 H11
3 3.1 250 0° Ø 26
3 3.2 250 30° Ø 26
3 3.3 250 60° Ø 26
3 3.4 250 90° Ø 26
3 3.5 250 120° Ø 26
3 3.6 250 150° Ø 26
3 3.7 250 180° Ø 26
3 3.8 250 210° Ø 26
3 3.9 250 240° Ø 26
3 3.10 250 270° Ø 26
3 3.11 250 300° Ø 26
3 3.12 250 330° Ø 26
TNC 3601-12
Page 31

1 Introduction
Y
X
Z
Programming tool movements
During workpiece machining, an axis position is changed either by moving
the tool or by moving the machine table on which the workpiece is fixed.
You always program as if the tool is moving and the workpiece is
stationary.
If the machine table moves, the axis is designated on the machine
operating panel with a prime mark (e.g. X’, Y’). Whether an axis designation has a prime mark or not, the programmed direction of axis movement
is always the direction of tool movement relative to the workpiece.
+Y
+Z
+X
Position encoders
The position encoders – linear encoders for linear axes, angle encoders for
rotary axes – convert the movement of the machine axes into electrical
signals. The control evaluates these signals and constantly calculates the
actual position of the machine axes.
If there is an interruption in power, the calculated position will no longer
correspond to the actual position. When power is returned, the TNC can
re-establish this relationship.
Reference marks
The scales of the position encoders contain one or more reference marks.
When a reference mark is passed over, it generates a signal which
identifies that position as the machine axis reference point.
With the aid of this reference mark the TNC can re-establish the assignment of displayed positions to machine axis positions.
If the position encoders feature distance-coded reference marks, each
axis need only move a maximum of 20 mm (0.8 in.) for linear encoders,
and 20° for angle encoders.
Fig. 1.21: On this machine the tool moves in
the Y and Z axes; the workpiece
moves in the X axis.
Fig. 1.22: Linear position encoder, here for
the X axis
Fig. 1.23: Linear scales: above with
distance-coded-reference marks,
below with one reference mark
TNC 360 1-13
Page 32

1 Introduction
1.3 Switch-On
Switch on the power supply for the TNC and machine. The TNC then
begins the following dialog:
MEMORY TEST
The TNC memory is automatically checked.
POWER INTERRUPTED
Message from the TNC indicating that the power was interrupted.
Clear the message with the CE key.
TRANSLATE PLC PROGRAM
The PLC program of the TNC is automatically translated.
RELAY EXT. DC VOLTAGE MISSING
Switch on the control voltage.
The TNC checks the functioning of the EMERGENCY STOP circuit.
MANUAL OPERATION
TRAVERSE REFERENCE POINTS
To cross over the reference marks in the displayed sequence:
Press the START button for each axis.
To cross over the reference marks in any sequence:
For each axis, press and hold down the axis direction button
until the reference mark has been crossed over.
CE
I
I
X
, , ...
Y
The TNC is now ready for operation. The operating mode
MANUAL OPERATION is active.
TNC 3601-14
Page 33

1 Introduction
1.4 Graphics and Status Display
The TNC features various graphic display modes for testing programs. To
be able to use this feature, you must select a program run operating
mode.
Workpiece machining is simulated graphically in the display modes:
• Plan view
• Projection in three planes
• 3D view
With the fast internal image generation, the TNC calculates the contour
and displays a graphic only of the completed part.
Select display mode
GRAPHICS
MOD
2 x
Select display mode menu.
Select desired display mode.
ENT
Confirm selection.
Start graphic display
GRAPHICS
START
Start graphic simulation in the selected display mode.
The START key repeats a graphic simulation as often as desired.
Rotary axis movements cannot be graphically simulated.
An attempted test run will result in an error message.
Plan view
In this mode, contour height is symbolized by image brightness.
The deeper the contour, the darker the image.
Number of depth levels: 7
This is the fastest of the three display modes.
Fig. 1.18: TNC graphics, plan view
TNC 360 1-15
Page 34

1 Introduction
1.4 Graphics and Status Display
Projection in three planes
Here the program is displayed as in a technical
drawing, with a plan view and two orthographic
sections. A conical symbol near the graphic indicates whether the display is in first angle or third
angle projection according to ISO 6433. The type of
projection can be selected with MP 7310.
Moving the sectional plane
The sectional planes can moved to any position
with the arrow keys. The position of the sectional
plane is displayed on the screen while it is being
moved.
3D view
This mode displays the simulated workpiece in
three-dimensional space.
Fig. 1.19: Projection in three planes
Fig. 1.20: 3D view
Rotating the 3D view
In the 3D view, the image can be rotated around
the vertical axis with the horizontal arrow keys.
The angle of orientation is indicated with a special
symbol:
0
0
rotation
900 rotation
1800 rotation
0
270
rotation
Fig. 1.21: Rotated 3D view
3D view, not true to scale
If the height-to-side ratio is between 0.5 and 50, a non-scaled 3D view can
be selected with the vertical arrow keys. This view improves the resolution of the shorter workpiece side.
The dimensions of the angle orientation symbol change to indicate the
disproportion.
TNC 3601-16
Page 35

1 Introduction
1.4 Graphics and Status Display
Detail magnification of a 3D graphic
Fig. 1.22: Detail magnification of a 3D graphic
GRAPHICS
MAGN
Select function for detail magnification.
Select sectional plane.
Set / reset section.
If desired: switch dialog for transfer of detail.
TRANSFER DETAIL = ENT
ENT
Magnify detail.
Details can be magnified in any display mode. The abbreviation MAGN appears on the screen to indicate that the
image is magnified.
Return to non-magnified view
GRAPHICS
BLK
FORM
Press BLK FORM to display the workpiece in its programmed size.
TNC 360 1-17
Page 36

1 Introduction
1.4 Graphics and Status Display
Status Display
The status display in a program run operating mode
shows the current coordinates as well as the
following information:
• Type of position display (ACTL, NOML, ...)
• Axis locked ( in front of the axis)
• Number of current tool T
• Tool axis
• Spindle speed S
• Feed rate F
• Active miscellaneous function M
• TNC is in operation (indicated by ❊)
• Machines with gear ranges:
Gear range following "/" character
(depends on machine parameter)
Bar graphs can be used to indicate analog quantities such as spindle speed and feed rate. These bar graphs must be
activated by the machine tool builder.
Fig. 1.23: Status display in a program run operating mode
TNC 3601-18
Page 37

1 Introduction
1.5 Programs
The TNC 360 can store up to 32 part programs at once. The programs can
be written in HEIDENHAIN plain language dialog or according to ISO. ISO
programs are indicated with “ISO”.
Each program is identified by a number with up to eight characters.
Program directory
The program directory is called with the PGM NR
key. To erase programs in TNC memory, press the
CL PGM key.
The program directory provides the following
information:
• Program number
• Program type (HEIDENHAIN or ISO)
• Program size in bytes, where one byte is the
equivalent of one character.
Action Mode of Call program
operation directory with ...
PGM
Create (a program) ...
Edit ...
Erase ...
Test ...
Execute ...
Fig. 1.24: Program management functions
NR
PGM
NR
CL
PGM
PGM
NR
PGM
NR
Fig. 1.25: Program directory on the TNC screen
TNC 360 1-19
Page 38

1 Introduction
1.5 Programs
Selecting, erasing and protecting programs
To select a program:
PGM
NR
PROGRAM NUMBER ?
or
1
5
ENT
To erase a program:
CL
PGM
ERASE = ENT / END = NO ENT
or
Call the program directory.
Use the arrow keys to highlight the program.
Enter the desired program number, for example 15.
Confirm your selection.
Call the program directory.
Use the arrow keys to highlight the program.
ENT
or
To protect a program:
PGM
NR
PROGRAM NUMBER = ?
e.g.
ENT
ENT
5
0 BEGIN 5 MM
repeatedly
PGM PROTECTION ?
ENT
NO
ENT
Erase the program or abort.
Call the program directory.
Enter the number of the program to be protected.
Press the key until the dialog prompt "PGM PROTECTION?" appears.
Protect the program.
The letter "P" for protected appears at the end of the first and last program
blocks.
TNC 3601-20
Page 39

1 Introduction
1.5 Programs
To remove edit protection:
Select the protected program, for example 5.
0 BEGIN 5 MM P
MOD
VACANT BYTES =
repeatedly
CODE NUMBER
8 6
3
5 7
Select MOD functions.
Activate the CODE NUMBER function.
Enter the code number 86357:
Edit protection is removed, the "P" disappears.
TNC 360 1-21
Page 40

2 Manual Operation and Setup
2.1 Moving the Machine Axes
Traversing with the machine axis direction buttons:
MANUAL OPERATION
e.g.
X
You can move several axes at once in this way.
For continuing movement:
MANUAL OPERATION
e.g.
Y
together
You can only move one axis at a time with this method.
I
Press the machine axis direction button and hold it for as long as you wish
the axis to move.
Press and hold the machine axis direction button, then press the machine
start button. The axis continues to move after you release the key.
To stop the axis, press the machine STOP button.
TNC 3602-2
Page 41

2 Manual Operation and Setup
Travesing with the electronic handwheel:
ELECTRONIC HANDWHEEL
INTERPOLATION FACTOR: 1 3
e.g.
e.g.
Now move the selected axis with the electronic handwheel. If you are
using the portable handwheel, first press the enabling switch on its back.
Interpolation
factor
0
1
2
3
4
5
6
7
8
9
10
Fig. 2.1: Interpolation factors for handwheel speed
ENT
3
X
Traverse in mm per
revolution
20.000
10.000
Enter the desired interpolation factor (see table below).
Select the axis that you wish to move:
for portable handwheels, at the handwheel;
for integral handwheels, at the TNC keyboard.
5.000
2.500
1.250
0.625
0.312
0.156
0.078
0.039
0.019
Fig. 2.2: HR 330 Electronic Handwheel
The smallest programable interpolation factor depends on the individual machine tool.
Positioning with the electronic handwheel can also be carried out in the operating mode PROGRAMMING (depending on MP7641).
Working with the HR 330 Electronic Handwheel
Attach the electronic handwheel to a steel surface with the mounting
magnets such that it cannot be operated unintentionally.
Be sure not to press the axis direction keys unintentionally when you
remove the handwheel from its position as long as the enabling switch
(between the magnets) is depressed.
If you are using the handwheel for machine setup, press the enabling
switch. Only then can you move the axes with the axis direction keys.
TNC 360 2-3
Page 42

2 Manual Operation and Setup
2.1 Moving the Machine Axes
Incremental jog positioning
With incremental jog positioning, a machine axis will move by a prese
increment each time you press the corresponding machine axis
direction button.
Z
8 8
Fig. 2.3: Incremental jog positioning in the
ELECTRONIC HANDWHEEL
INTERPOLATION FACTOR: 4
Select incremental jog positioning.
Select incremental jog positioning by pressing the handwheel mode
key again.
ELECTRONIC HANDWHEEL
JOG-INCREMENT: 4 8
e.g.
e.g.
ENT
8
X
Enter the jog increment (here 8 mm).
Press the machine axis direction button as often as desired.
X axis
816
X
Incremental jog positioning must be enabled by the machine tool manufacturer.
Positioning with manual data input (MDI)
Page 5-40 describes positioning by manually entering the target coordinates for the tool.
TNC 3602-4
Page 43

2 Manual Operation and Setup
2.2 Spindle Speed S, Feed Rate F and Miscellaneous Functions M
The following values can be entered and changed in the MANUAL OPERATION AND ELECTRONIC HANDWHEEL modes of operation:
• Miscellaneous function M
• Spindle speed S
• Feed rate F (can be changed but not entered)
For part programs these functions are entered or edited directly in the
PROGRAMMING AND EDITING operating mode.
To enter the spindle speed S:
TOOL
CALL
SPINDLE SPEED S RPM ?
e.g.
0
0
1
0
I
A miscellaneous function M starts spindle rotation at the entered
speed S.
ENT
Fig. 2.4: Knobs for spindle speed and feed
rate overrides
Initiate the dialog with the TOOL CALL key.
Enter the spindle speed S, for example 1000 rpm.
Confirm the spindle speed S with the machine START button.
TNC 360 2-5
Page 44

2 Manual Operation and Setup
2.2 Spindle Speed S, Feed Rate F and Miscellaneous Function M
To enter the miscellaneous function M:
STOP
MISCELLANEOUS FUNCTION M ?
ENT
6
e.g.
I
Chapter 12 provides an overview of the miscellaneous functions.
To change the spindle speed S:
100
15050
S %
0
The spindle speed override will function only if your machine tool is equipped with a stepless spindle drive.
Select the STOP function.
Enter the desired miscellaneous function M.
Activate the miscellaneous function M with the machine START key.
Turn the spindle speed override knob:
Adjust the spindle speed S to between 0% and 150% of the last entered
value.
To change the feed rate F:
In the MANUAL OPERATION mode the feed rate is set through a machine
parameter.
100
0
15050
F %
Turn the feed rate override knob:
Adjust the feed rate to between 0% and 150% of the last entered value.
TNC 3602-6
Page 45

2 Manual Operation and Setup
2.3 Setting the Datum Without a 3D Touch Probe
You fix a datum by setting the TNC position display to the coordinates of a
known point on the workpiece. The fastest, easiest and most accurate
way of setting the datum is by using a 3D touch probe system from
HEIDENHAIN (see p. 2-14).
To prepare the TNC:
Clamp and align the workpiece.
Insert the zero tool with known radius into the spindle.
Select the MANUAL OPERATION mode.
Ensure that the TNC is showing actual position values (see p. 11-4).
Setting the datum in the tool axis
Fragile workpiece?
If the workpiece surface must not be scratched,
you can lay a metal shim of known thickness d
on it. Then enter a tool axis datum value that is
larger than the desired datum by the value d.
Move the tool until it touches with workpiece surface.
e.g.
Z
Z
Fig. 2.5: Datum setting in the tool axis; right with protective shim
Select the tool axis.
Z
d
X
X
DATUM SET Z =
ENT
0
e.g.
5 0
e.g.
TNC 360 2-7
ENT
For a zero tool: Set the display to Z = 0 or enter thickness d of the shim.
For a preset tool: Set the display to the length L of the tool,
for example Z=50 mm, or enter the sum Z=L+d.
Page 46

2 Manual Operation and Setup
2.3 Setting the Datum Without a 3D Touch Probe
To set the datum in the working plane:
Move the zero tool until it touches the side of the workpiece.
X
e.g.
e.g.
+
/
ENT
5
Y
1
Y
–R
–R
2
X
1
Fig. 2.6: Setting the datum in the working plane; plan view (upper
right)
Select the axis.
Enter the position of the tool center (here X = –5 mm) in the selected axis.
2
X
Repeat the process for all axes in the working plane.
TNC 3602-8
Page 47

2 Manual Operation and Setup
2.4 3D Touch Probe Systems
3D Touch probe applications
The TNC provides touch functions for application of a HEIDENHAIN 3D
touch probe. Typical applications for the touch probe systems are:
• Compensating workpiece misalignment
(basic rotation)
• Datum setting
• Measuring:
- Lengths and positions on the workpiece
- Angles
- Circle radii
- Circle centers
• Measurements under program control
• Digitizing 3D surfaces (option)
The TNC must be specially prepared by the machine tool builder for the use of a 3D touch probe.
After you press the machine START button, the touch probe begins
executing the selected probe function. The machine manufacturer sets
the feed rate at which the probe approaches the workpiece. When the 3D
touch probe contracts the workpiece, it
• transmits a signal to the TNC, which stores the coordinates of the
probed position
• stops moving
• returns to its starting position in rapid traverse
To select the touch probe menu:
Fig. 2.7: HEIDENHAIN TS 120 three-
dimensional touch probe
F
F
max
Fig. 2.8: Feed rates during probing
F
MANUAL OPERATION
or
ELECTRONIC HANDWHEEL
TOUCH
PROBE
CALIBRATION EFFECTIVE LENGTH
CALIBRATION EFFECTIVE RADIUS
BASIC ROTATION
SURFACE = DATUM
CORNER = DATUM
CIRCLE CENTER = DATUM
TNC 360 2-9
Select the menu of touch probe functions.
Page 48

2 Manual Operation and Setup
2.4 3D Touch Probe Systems
Calibrating the 3D Touch Probe
The touch probe system must be calibrated
• for commissioning
• after a stylus breaks
• when the stylus is changed
• when the probe feed rate is changed
• in case of irregularities, such as those resulting from machine heating.
During calibration, the TNC finds the “effective” length of the stylus and
the “effective” radius of the ball tip. To calibrate the 3D touch probe,
clamp a ring gauge with known height and known internal radius to the
machine table.
Z
Y
5
To calibrate the effective length
Set the datum in the tool axis such that for the machine tool table, Z=0.
TOUCH
PROBE
SURFACE = DATUM
ENT
CALIBRATION EFFECTIVE LENGTH
TOOL AXIS = Z
e.g.
Z
5
e.g.
Move the touch probe to a position just above the ring gauge.
Select the calibration function for the touch probe length.
Z+ Z–
If necessary, enter the tool axis, for example Z.
Move the highlight to DATUM.
Enter the height of the ring gauge, for example 5 mm.
X
Fig. 2.9: Calibrating the touch probe length
or
If necessary, change the displayed traverse direction.
The 3D touch probe contacts the upper surface of the ring gauge.
I
TNC 3602-10
Page 49

2 Manual Operation and Setup
2.4 3D Touch Probe Systems
To calibrate the effective radius
Position the ball tip in the bore hole of the ring gauge.
Z
Y
10
X
Fig. 2.10: Calibrating the touch probe radius
TOUCH
PROBE
Displaying calibration values
The effective length and radius of the 3D touch probe are stored in the
TNC for use whenever the touch probe is needed again. The stored values
are displayed the next time the calibration function is called.
SURFACE = DATUM
ENT
CALIBRATION EFFECTIVE RADIUS
X+ X– Y+ Y–
RADIUS RING GAUGE = 0
ENT
5
4 x
I
Select the calibration function for the ball-tip radius.
Select RADIUS RING GAUGE.
Enter the radius of the ring gauge, here 5 mm.
The 3D touch probe contacts one position on the bore for each axis direction.
TNC 360 2-11
Page 50

2 Manual Operation and Setup
2.4 3D Touch Probe Systems
Compensating workpiece misalignment
The TNC electronically compensates workpiece
misalignment by computing a “basic rotation.”
Set the ROTATION ANGLE to the angle at which a
workpiece surface should be oriented with respect
to the angle reference axis (see p. 1-12).
PA
2
1
A B
TOUCH
PROBE
SURFACE = DATUM
ENT
Select the BASIC ROTATION probe function.
BASIC ROTATION
X+ X- Y+ Y–
ROTATION ANGLE =
e.g.
ENT
0
Enter the nominal value of the rotation angle.
Move the ball tip to a starting position
X + X – Y + Y –
or
Select the probe direction.
Fig. 2.11: Basic rotation of a workpiece, probing procedure for com-
near the first touch point 1.
A
pensation (right). The dashed line is the nominal position;
the angle PA is being compensated.
Probe the workpiece.
I
Move the ball tip to a starting position B near the second touch point 2.
Probe the workpiece.
I
A basic rotation is kept in non-volatile storage and is effective for all
subsequent program runs and graphic simulations.
TNC 3602-12
Page 51

2 Manual Operation and Setup
2.4 3D Touch Probe Systems
Displaying basic rotation
The angle of the basic rotation is shown in the
rotation angle display. When a basic rotation is
active the abbreviation ROT is highlighted in the
status display.
To cancel a basic rotation:
Select BASIC ROTATION again.
Fig. 2.12: Displaying the angle of an active basic rotation
ROTATION ANGLE =
ENT
0
END
Set the rotation angle to 0.
Terminate the probing function.
TNC 360 2-13
Page 52

2 Manual Operation and Setup
2.5 Setting the Datum with the 3D Touch Probe System
The following functions are listed for datum setting in the TCH PROBE
menu:
• Datum setting in any axis with
SURFACE = DATUM
• Setting a corner as datum with
CORNER = DATUM
• Setting the datum at a circle center with
CIRCLE CENTER = DATUM
To set the datum in a specific axis:
Y
Z
Select the probe function SURFACE = DATUM.
Move the touch probe to a position near the touch point.
SURFACE = DATUM
X + X – Y + Y – Z + Z –
or
Select the probe direction and axis in which you wish to set the datum, for
example Z in the Z– direction.
Probe the workpiece.
I
1
Fig. 2.13: Probing for the datum in the Z axis
X
e.g.
ENT
0
Enter the nominal coordinate of the datum.
TNC 3602-14
Page 53

2 Manual Operation and Setup
2.5 Setting the Datum with the 3D Touch Probe System
Corner as datum
Fig. 2.14: Probing procedure for finding the coordinates of the
Select the CORNER = DATUM probe function.
To use the points that just probed for a basic rotation:
TOUCH POINTS OF BASIC ROTATION?
ENT
Transfer the touch point coordinates to memory.
Y
Y=?
X=?
corner P
Y
4
3
1
P
P
X
2
X
Move the touch probe to a starting position near the first touch point on the side that was not probed for basic
rotation.
CORNER = DATUM
X + X – Y + Y –
or
Select the probing direction.
Probe the workpiece.
I
Move the touch probe to a starting position near the second touch point on the same side.
Probe the workpiece.
I
DATUM X =
e.g.
ENT
0
Enter the first coordinate of the datum point, here for the X axis.
.
.
.
TNC 360 2-15
Page 54

2 Manual Operation and Setup
2.5 Setting the Datum with the 3D Touch Probe System
.
.
.
Select the second coordinate.
DATUM Y =
e.g.
ENT
0
END
Enter the second coordinate of the datum, here in the Y axis.
Terminate the probe function.
If you do not wish to use points that just probed for a basic rotation:
TOUCH POINTS OF BASIC ROTATION?
NO
ENT
Ignore the dialog prompt.
Probe both workpiece sides twice.
Enter the datum coordinates.
TNC 3602-16
Page 55

2 Manual Operation and Setup
2.5 Setting the Datum with the 3D Touch Probe System
Circle center as datum
With this function you can set the datum at the center of bore holes,
circular pockets, cylinders, journals, circular islands etc.
Inside circle
The TNC automatically probes the inside wall in all four coordinate axis
directions.
For incomplete circles (circular arcs) you can choose the appropriate
probing directions.
Y
10
Y+
X–
X+
Y–
Select the CIRCLE CENTER = DATUM function.
Move the touch probe to a position approximately in the center of the circle.
CIRCLE CENTER = DATUM
X + X – Y + Y –
4 x
DATUM X =
e.g.
I
ENT
8
The probe touches four points on the inside of the circle.
Enter the first coordinate of the datum, here in the X axis.
Select the second coordinate.
8
Fig. 2.15: Probing an inside cylindrical
surface to find the center
X
DATUM Y =
e.g.
1
TNC 360 2-17
0
END
ENT
Enter the second coordinate of the datum, here in the Y axis.
Terminate the probe function.
Page 56

2 Manual Operation and Setup
Y
X
X–
X+
Y+
Y–
3
1
2
4
2.5 Setting the Datum with the 3D Touch Probe System
Outside circle
Select the CIRCLE CENTER = DATUM probe function.
Move the touch probe to a starting position
near the first touch point outside of the circle.
1
CIRCLE CENTER = DATUM
X + X – Y + Y –
or
Select the probing direction.
Probe the workpiece.
I
Repeat the probing process for points
Enter the coordinates of the circle center.
and 4 (see Fig. 2.16).
2, 3
Fig. 2.16: Probing an outside cylindrical
surface to find the center
After the probing procedure is completed, the TNC displays the coordinates of the circle center and the circle radius PR.
TNC 3602-18
Page 57

2 Manual Operation and Setup
2.6 Measuring with the 3D Touch Probe System
With the 3D touch probe system you can determine
• Position coordinates, and from them,
• dimensions and angles on the workpiece.
Finding the coordinate of a position on an aligned workpiece
Select the SURFACE = DATUM probe function.
Move the probe to a starting position near the touch point.
SURFACE = DATUM
X + X – Y + Y – Z + Z –
or
Select the direction and axis in which you wish to find the coordinate.
Probe the workpiece.
I
The TNC displays the coordinates of the touch point as DATUM.
Finding the coordinates of a corner in the working plane
Find the coordinates of the corner point as described under “Corner as
datum.” The TNC displays the coordinates of the probed corner as
DATUM.
TNC 360 2-19
Page 58

2 Manual Operation and Setup
2.6 Measuring with the 3D Touch Probe System
Measuring workpiece dimensions
Select the SURFACE = DATUM probe function.
Move the probe to a starting position
SURFACE = DATUM
X + X – Y + Y – Z + Z –
or
near the first touch point.
1
Select the probing axis and direction.
Y
2
l
Z
Fig. 2.17: Measuring lengths with the 3D
touch probe
1
X
Probe the workpiece.
I
If you will need the current datum later, write down the value that appears in the DATUM display.
DATUM X =
ENT
0
END
Re-select the SURFACE = DATUM probe function.
Move the touch probe to a starting position
.
.
.
Set the DATUM to 0.
Terminate the dialog.
near the second touch point.
2
TNC 3602-20
Page 59

2 Manual Operation and Setup
2.6 Measuring with the 3D Touch Probe System
.
.
.
SURFACE = DATUM
X + X – Y + Y – Z + Z –
or
Select the axis direction with the cursor keys —
same axis as for
Probe the workpiece.
.
1
I
The value displayed as DATUM is the distance between the two points.
To return to the datum that was active before the length measurement:
Select the SURFACE = DATUM probe function.
Probe the first touch point again.
Set the datum to the value that you wrote down previously.
END
Terminate the dialog.
Measuring angles
You can also use the 3D touch probe system to measure angles in the
working plane. You can measure
• the angle between the angle reference axis and a workpiece side, or
• the angle between two sides.
The measured angle is displayed as a value of maximum 90°.
To find the angle between the angle reference axis and a side of the workpiece:
Select the BASIC ROTATION probe function.
ROTATION ANGLE =
If you will need the current basic rotation later, write down the value that appears under ROTATION ANGLE.
Make a basic rotation with the side of the workpiece (see Section “Compensating workpiece misalignment”).
.
.
.
TNC 360 2-21
Page 60

2 Manual Operation and Setup
2.6 Measuring with the 3D Touch Probe
.
.
.
The angle between the angle reference axis and the side of the workpiece appears as the ROTATION ANGLE in the
BASIC ROTATION function.
Cancel the basic rotation.
Restore the previous basic rotation by setting the ROTATION ANGLE to the value that you wrote down previously.
To measure the angle between two sides of a workpiece:
PA
Fig. 2.18: Measuring the angle between two
Select the BASIC ROTATION probe function.
ROTATION ANGLE =
If you will need the current basic rotation later, write down the value that appears under ROTATION ANGLE.
Make a basic rotation for the first side (see “Compensating workpiece misalignment“).
Probe the second side as for a basic rotation, but do not set the ROTATION ANGLE to zero!
The angle PA between the workpiece sides appears as the ROTATION ANGLE in the BASIC ROTATION function.
Cancel the basic rotation.
sides of a workpiece
Restore the previous basic rotation by setting the ROTATION ANGLE to the value that you wrote down previously.
TNC 3602-22
Page 61

3 Test Run and Program Run
3.1 Test Run
In the TEST RUN mode of operation the TNC checks programs and
program sections for the following errors without moving the machine
axes:
• Geometrical incompatibility
• Missing data
• Impossible jumps
The following TNC functions can be used in the TEST RUN operating
mode:
• Test interruption at any block
• Optional block skip
To do a test run:
TEST RUN
TO BLOCK NUMBER =
Test the entire program.
Test the program up to the entered block.
e.g.
NO
ENT
1
ENT
0
Test run functions
Function Key
• Interrupt the test run
• Continue test run after interruption
STOP
NO
ENT
TNC 3603-2
Page 62

3 Test Run and Program Run
3.2 Program Run
In the PROGRAM RUN / FULL SEQUENCE mode of operation the TNC
executes a part program continuously to its end or up to a program stop.
In the PROGRAM RUN /SINGLE BLOCK mode of operation you execute
each block separately by pressing the machine START button.
The following TNC functions can be used during a program run:
• Interrupt program run
• Start program run from a certain block
• Blockwise transfer of very long programs from external storage
• Checking/changing Q parameters
• Graphic simulation of a program run
To run a part program:
• Clamp the workpiece to the machine table.
• Set the datum
• Select the program.
PROGRAM RUN / SINGLE BLOCK
or
PROGRAM RUN / FULL SEQUENCE
Select the part program.
GOTO
ENT
0
Go to the first block of the program.
Run the part program.
I
Only in mode
PROGRAM RUN /
SINGLE BLOCK
Run each block of the part program separately.
I
repeatedly
The feed rate and spindle speed can be changed with the override knobs.
TNC 360 3-3
Page 63

3 Test Run and Program Run
3.2 Program Run
Interrupting machining
There are various ways to interrupt a program run:
• Programmed interruptions
• External STOP key
• Switching to PROGRAM RUN / SINGLE BLOCK
• EMERGENCY STOP button
If the TNC registers an error during program run, it automatically interrupts
machining.
Programmed interruptions
Interruptions can be programmed directly in the part program. The part
program is interrupted at a block containing one of the following entries:
• STOP
• Miscellaneous functions M0, M02 or M30
• Miscellaneous function M06, if the machine tool builder has assigned it
a stop function
To interrupt or abort machining immediately:
The block which the TNC is currently executing is not completed.
Interrupt machining.
The ❊ sign in the status display blinks.
The part program can be aborted with the STOP key.
STOP
Abort program run.
The ❊ sign disappears from the status display.
To interrupt machining at the end of the current block:
You can interrupt the program run at the end of the current block by
switching to the PROGRAM RUN / SINGLE BLOCK.
Select PROGRAM RUN / SINGLE BLOCK.
TNC 3603-4
Page 64

3 Test Run and Program Run
3.2 Program Run
Resuming program run after an interruption
When a program run is interrupted the TNC stores:
• The data of the last called tool
• Active coordinate transformations
• The coordinates of the last defined circle center
• The count of a running program section repetition
• The number of the last CALL LBL block
Resuming program run with the START button
You can resume program run by pressing the START button if the program
was interrupted in one of the following ways:
• Pressing the machine STOP button
• A programmed interruption
• Pressing the EMERGENCY STOP button (machine-dependent
function).
Resuming program run after an error
• If the error message is not blinking:
Remove the cause of the error.
CE
Clear the error message from the screen.
Restart the program.
• If the error message is blinking:
ON0I
OFF
Switch off the TNC and the machine.
Remove the cause of the error.
Restart the program.
• If you cannot correct the error:
Write down the error message and contact your repair service agency.
TNC 360 3-5
Page 65

3 Test Run and Program Run
3.3 Blockwise Transfer: Executing Long Programs
Part programs that occupy more memory than the TNC provides can be
“drip fed” block by block from an external storage device.
During program run, the TNC transfers program blocks from a floppy disk
unit or PC through its data interface, and erases them after execution. This
frees memory space for new blocks.
To prepare for blockwise transfer:
• Prepare the data interface.
• Configure the data interface with the MOD function (see page 11-3).
• If you wish to transfer a part program from a PC, adapt the TNC and PC
to each other (see pages 10-4 and 12-2).
• Ensure that the transferred program meets the following requirements:
- The highest block number must not exceed 65534. However, the
block numbers can repeat themselves as often as necessary.
- All programs called from the transferred program must be present in
TNC memory
- The transferred program must not contain:
Subprograms
Program section repetitions
Digitizing cycles (TOUCH PROBE 5.0 to 7.0)
The function FN 15:PRINT
- The TNC can store up to 20 TOOL DEF blocks.
PROGRAM RUN / SINGLE BLOCK
or
TEST RUN
EXT
PROGRAM NUMBER
e.g.
1 0
ENT
Select the function for blockwise transfer.
Enter the program number and start data transfer.
Execute the program blocks.
I
If the data transfer is interrupted, press the START key again.
TNC 3603-6
Page 66

3 Test Run and Program Run
3.3 Blockwise Transfer: Executing Long Programs
Jumping over blocks
The TNC can jump to any desired block in the program to begin transfer.
The preceding blocks are ignored during a program run.
Select the program and start transfer.
GOTO
e.g.
5
1
ENT
0
I
Go to the block number at which you wish to begin data transfer, for
example 150.
Execute the transferred blocks, starting with the block number that
you entered.
TNC 360 3-7
Page 67

4 Programming
ENT
In the PROGRAMMING AND EDITING mode of operation (see page 1-19)
you can
• create,
• add to,
• edit, and
• erase files.
This chapter describes basic functions and programming input that do not
cause machine axis movement. The entry of geometry for workpiece
machining is described in the next chapter.
4.1 Editing part programs
Layout of a program
A part program consists of individual program
blocks. The TNC numbers the blocks in ascending
order. Program blocks contain units of information
called “words.”
Block:
10 L X+10 Y+5 R0 F100 M3
Plain language dialog
You initiate a dialog for conversational programming by pressing a function
key (see inside front cover). The TNC then asks you for all the information
necessary to program the desired function. After you have answered all
the questions, the TNC automatically ends the dialog.
You can shorten the dialog by skipping over words that need not be
programmed or ending the block immediately after entering the necessary
information.
Function Key
• Continue the dialog
• Ignore the dialog question
Path
function
Block Words
number
Fig. 4 1: Program blocks contain words of specific information
NO
ENT
• End the dialog immediately
• Abort the dialog and erase the block
END
DEL
TNC 3604-2
Page 68

4 Programming
4.1 Editing Part Programs
Editing functions
Editing means entering, adding to or changing commands for the TNC.
The TNC enables you to
• Enter data with the keyboard
• Select desired blocks and words
• Insert and erase blocks and words
• Correct erroneously entered values and commands
• Easily clear TNC messages from the screen
Types of input
Numbers, coordinate axes and radius compensation are entered directly
by keyboard. You can set the algebraic sign either before, during or after a
numerical entry.
Selecting blocks and words
• To call a block with a certain block number:
GOTO
e.g.
1
ENT
0
The entered block is shown between two horizontal lines.
• To move one block forward or backward:
or
Press the vertical cursor keys.
• To select individual words in a block:
or
Press the horizontal cursor keys.
• To find the same word in other blocks:
or
or
Select the word in the block.
Jump to the same word in other blocks.
4-3TNC 360
Page 69

4 Programming
4.1 Editing Part Programs
Inserting blocks
Additional program blocks can be inserted behind any existing block
(except the PGM END block).
or
GOTO
Select the block in front of the desired insertion.
Program the new block.
The block numbers of all subsequent blocks automatically increase by one.
Editing and inserting words
Highlighted words can be changed as desired: simply overwrite the old
value with the new one. Plain language dialog indicates the type of
information required. After entering the new information, press a horizontal cursor key or the END key to confirm the change.
In addition to changing the existing words in a block, you can also add
new words with the aid of the plain language dialog.
Erasing blocks and words
Function Key
• Set the selected number to 0
CE
• Erase an incorrect number
• Clear a non-blinking error message
• Delete the selected word
• Delete the selected block
• Erase cycles and program sections:
First select the last block of the cycle or
program section to be erased.
CE
CE
NO
ENT
DEL
DEL
TNC 3604-4
Page 70

4 Programming
4.2 Tools
Each tool is identified by a number.
The tool data, consisting of the:
• length L, and
• radius R
are assigned to the tool number.
The tool data can be entered:
• into the individual part program in a TOOL DEF block, or
• once for each tool into a common tool table that is stored as program 0.
Once a tool is defined, the TNC then associates its dimensions with the
tool number and accounts for them when executing positioning blocks.
Determining tool data
Tool number
Each tool is designated with a number between 0 and 254.
The tool with the number 0 is defined as having length L = 0 and radius
R = 0. In tool tables, T0 should also be defined with L = 0 and R = 0.
Tool radius R
The radius of the tool is entered directly.
Tool length L
The compensation value for the tool length is measured
• as the difference in length between the tool and a zero tool, or
• with a tool pre-setter.
A tool pre-setter eliminates the need to define a tool in terms of the
difference between its length and that of another tool.
4-5TNC 360
Page 71

4 Programming
4.2 Tools
Determining tool length with a zero tool
For the sign of the tool length L:
L > L
0
L < L
0
A positive value means the tool is longer
than the zero tool.
A negative value means the tool is
shorter than the zero tool.
Z
L >0
L
0
1
L <0
2
X
Fig. 4.2: Tool lengths can be given as the difference from the zero
tool
Move the zero tool to the reference position in the tool axis (e.g. workpiece surface with Z = 0).
If necessary, set the datum in the tool axis to 0.
Change tools.
Move the new tool to the same reference position as the zero tool.
The TNC displays the compensation value for the length L.
Write the value down and enter it later.
Enter the display value by using the “actual position capture” function (see page 4-19).
TNC 3604-6
Page 72

4 Programming
4.2 Tools
Entering tool data into the program
The following data can be entered for each tool in the part program:
• Tool number
• Tool length compensation value L
• Tool radius R
To enter tool data in the program block:
TOOL
DEF
TOOL NUMBER?
ENT
5
e.g.
Designate the tool with a number, for example 5.
TOOL LENGTH L?
e.g.
1
ENT
0
Enter the compensation value for the tool length, for example
L = 10 mm.
TOOL RADIUS R?
e.g.
ENT
5
Enter the tool radius, e.g. R = 5 mm.
Resulting NC block: TOOL DEF 5 L+10 R+5
You can enter the tool length L directly in the tool definition by using the “actual position capture” function
(see page 4-19).
4-7TNC 360
Page 73

4 Programming
4.2 Tools
Entering tool data in program 0
The data for all tools can be entered in a common tool table. The number
of tools in the table is selected through the machine parameter MP 7260.
If your machine uses an automatic tool changer, the tool data must be
stored in the tool table.
Editing the tool table (program 0)
PROGRAMMING AND EDITING
PGM
NR
Call the program directory.
PROGRAM NUMBER =
ENT
0
Select the tool table.
In the ELECTRONIC HANDWHEEL and MANUAL modes of operation, you can call the tool table at any time by
simply pressing ENT.
Data in the tool table
The tool table contains further information in
addition to the tool dimensions.
Abbreviation
T
S
P
L
R
Fig. 4.3: Tool table
Input
Tool number: the number with which the tool is called
from the part program
Special tool with large radius requiring more than one
pocket in the tool magazine. A certain number of pockets
is kept vacant on each side of the special tool. The letter S
then appears in front of the tool number.
Pocket number of the tool in the magazine
Compensation value for the Length of the tool
Radius of the tool
Dialog
–
SPECIAL TOOL?
YES = ENT / NO = NO ENT
POCKET NUMBER?
TOOL LENGTH L?
TOOL RADIUS R?
TNC 3604-8
Page 74

4 Programming
4.2 Tools
Calling tool data
The following data can be programmed in the TOOL CALL block:
• Tool number
• Spindle axis
• Spindle speed in rpm
To call the tool data:
TOOL
CALL
TOOL NUMBER?
e.g.
ENT
5
Enter the number of the tool as it was defined in a tool table or in a
“TOOL DEF” block, for example 5.
WORKING SPINDLE AXIS X/Y/Z?
e.g.
Z
Enter the spindle axis, for example Z.
SPINDLE SPEED S IN RPM?
e.g.
5
0
0
ENT
Enter the desired spindle speed, such as S = 500 rpm.
Resulting NC block: TOOL CALL 5 Z S500
Tool pre-selection with tool tables
If you are using tool tables, you can indicate which tool you will next need
by entering a TOOL DEF block. Simply enter the tool number.
4-9TNC 360
Page 75

4 Programming
4.2 Tools
Tool change
The TNC can work with either automatic or manual tool change.
Automatic tool change
If your machine is built for automatic tool changing, the TNC controls the
replacement of the inserted tool by another from the tool magazine. The
program run is not interrupted.
Manual tool change
To change the tool manually, stop the spindle and move the tool to the
tool change position. Sequence of action:
• Interrupt program run (see page 3-4)
• Move to the tool change position (under program control, if desired)
• Change the tool
• Continue the program run (see page 3-5)
Tool change position
A tool change position must lie next to or above the workpiece to prevent
tool collision. With the miscellaneous functions M91 and M92 (see page 5-
39) you can enter machine-referenced rather than workpiece-referenced
coordinates for the tool change position.
If TOOL CALL 0 is programmed before the first tool call, the TNC moves
the spindle to an uncompensated position.
TNC 3604-10
Page 76

4 Programming
4.3 Tool Compensation Values
For each tool, the TNC adjusts the spindle path in
the tool axis by the compensation value for the tool
length. In the working plane it compensates the
tool radius.
Effect of tool compensation values
Tool length
Length compensation becomes effective automatically as soon as a tool is
called and the tool axis moves.
To cancel length compensation, call a tool with the length L = 0.
Fig. 4.4 : The TNC must compensate the length and radius of the tool
If a positive length compensation was in effect before TOOL CALL 0, the clearance to the workpiece is reduced.
If the tool axis is moved immediately after a TOOL CALL, the difference in length between the old and new tools is
added to the programmed value.
Tool radius
Radius compensation becomes effective as soon as a tool is called and is
moved in the working plane with RL or RR.
To cancel radius compensation, program a positioning block with R0.
4-11TNC 360
Page 77

4 Programming
4.3 Tool Compensation Values
Tool radius compensation
Tool traverse can be programmed:
• Without radius compensation: R0
• With radius compensation: RL or RR
• As single-axis movements with R+ or R–
START
R
R
Traverse without radius compensation: R0
The tool center moves to the programmed coordinates.
Applications:
• Drilling and boring
• Pre-positioning
To position without radius compensation:
TOOL RADIUS COMP.: RL/RR/NO COMP.?
Fig. 4.5: Programmed contour (–, +) and the path of the tool
center (- - -)
Y
X
Y
X
Fig. 4.6: These drilling positions are entered without radius
compensation
ENT
Select tool movement without radius compensation.
.
.
.
TNC 3604-12
Page 78

4 Programming
4.3 Tool Compensation Values
Traverse with radius compensation RR, RL
The tool center moves to the left (RL) or to the right (RR) of the programmed contour at a distance equal to the tool radius. “Right” or “left”
is meant as seen in the direction of tool movement as if the workpiece
were stationary.
Y
RL
Y
R
R
Fig. 4.7: The tool moves to the left (RL) or to the right (RR) of the workpiece during milling
To position with radius compensation:
X
.
.
.
TOOL RADIUS COMP.: RL/RR/NO COMP.?
R
L
-
Select tool movement to the left of the programmed contour.
RR
R
R
X
R
R
+
Radius compensation RR/RL is not in effect until the end of the block in
which it is first programmed.
Between two program blocks with differing radius compensation you must program at least one block without radius
compensation (that is, with R0).
Select tool movement to the right of the programmed contour.
4-13TNC 360
Page 79

4 Programming
4.3 Tool Compensation Values
Shortening or lengthening single-axis movements R+, R–
This type of radius compensation is possible only for single-axis movements in the working plane: The programmed tool path is shortened (R-)
or lengthened (R+) by the tool radius.
Applications:
• Single-axis machining
• Occasionally for pre-positioning the tool, such as for the SLOT
MILLING cycle.
R+ and R– are activated by opening a positioning block with an orange axis key.
Machining corners
Outside corners
The TNC moves the tool in a transitional arc around
outside corners. The tool “rolls around” the corner
point.
If necessary, the feed rate F is automatically
reduced at outside corners to reduce machine
strain, for example for very sharp changes in
direction.
Fig. 4.8: The tool “rolls around” outside corners
If you work without radius compensation, you can influence the machining of outside corners with M90
(see page 5-36).
Inside corners
The TNC calculates the intersection of the tool
center paths at inside corners. From this point it
then starts the next contour element. This prevents
damage to the workpiece at inside corners.
When two or more inside corners adjoin, the
chosen tool radius must be small enough to fit in
the programmed contour.
RL
RRRR
S S
Fig. 4.9: Tool path for inside corners
TNC 3604-14
Page 80

4 Programming
4.4 Program Creation
To create a new part program:
PGM
NR
Call the file directory.
Select any program.
PROGRAM NUMBER =
e.g.
7 4
3 2
ENT
Enter the number of the new program, for example 7432.
MM = ENT / INCH = NO ENT
ENT
or
ENT
NO
Indicate whether the dimensions will be entered in millimeter or in
inches.
Two program blocks then appear in the TNC screen.
0 BEGIN PGM 7432 MM
Block 0: Program beginning, name, unit of measure.
1 END PGM 7432 MM
Block 1: Program end, name, unit of measure.
The TNC generates the block numbers and the
BEGIN and END blocks automatically. The unit of
measure used in the program appears behind the
program name.
Defining the blank form – BLK FORM
If you wish to use the TNC's graphic workpiece simulation you must first
define a rectangular workpiece blank. Its sides lie parallel to the X, Y and Z
axes and can be up to 30 000 mm long.
To start the dialog for blank form definition, press the BLK FORM key.
MIN and MAX points
The blank form is defined by two of its corner points:
• The MIN point — the smallest X, Y and Z coordinates of the blank form,
entered as absolute values.
• The MAX point — the largest X, Y and Z coordinates of the blank form,
entered as absolute or incremental values.
Z
Y
MIN
Fig. 4.10: The MIN and MAX points define
the blank form
MAX
X
The ratio of the blank-form side lengths must be less than 84:1.
4-15TNC 360
Page 81

4 Programming
4.5 Entering Tool-Related Data
Besides the tool data and compensation, you must
also enter the following information:
• Feed rate F
• Spindle speed S
• Miscellaneous functions M
The tool-related data can be determined with the
aid of diagrams (see page 12-15).
Feed Rate F
The feed rate is the speed in (mm/min or inch/min) with which the tool
center moves.
Input range:
F = 0 to 29 999 mm/min (1181 inch/min)
The maximum feed rate is set in machine parameters individually for each
axis.
Z
S S
Y
Fig. 4.11 : Feed rate F and spindle speed S of the tool
F
X
To set the feed rate:
Answer the following dialog question in the positioning block:
FEED RATE F = ? / F MAX = ENT
e.g.
1 0
The question does not always appear with F MAX.
Rapid traverse
If you wish to program rapid traverse, press ENT for FMAX. If you know
the maximum traverse speed, you can also program it directly. FMAX is
effective only for the block in which it is programmed.
Duration of feed rate F
A feed rate that is entered as a numerical value remains in effect until the
control executes a block in which another feed rate has been programmed.
If the new feed rate is FMAX, after that block is executed the feed rate
returns to the last numerically entered feed rate.
ENT
0
Enter the feed rate F, for example F = 100 mm/min.
Changing the feed rate F
You can vary the feed rate by turning the knob for feed rate override on
the TNC keyboard (see page 2-5).
TNC 3604-16
Page 82

4 Programming
4.5 Entering Tool-Related Data
Spindle speed S
Enter the spindle speed S in revolutions per minute (rpm) in the TOOL
CALL block.
Input range:
S = 0 to 99 999 rpm
To change the spindle speed S in the part program:
TOOL
CALL
Press the TOOL CALL key.
TOOL NUMBER?
ENT
NO
Ignore the prompt for the tool number.
WORKING SPINDLE AXIS X / Y / Z?
NO
ENT
Ignore the prompt for the tool axis.
SPINDLE SPEED S?
e.g.
0
01
ENT
0
Enter the spindle speed S, for example 1000 rpm.
Resulting NC block: TOOL CALL S1000
To change the spindle speed S during program run:
100
15050
S %
0
You can vary the spindle speed S on machines with stepless
ballscrew drives by turning the spindle speed override knob on the
TNC keyboard.
4-17TNC 360
Page 83

4 Programming
4.6 Entering Miscellaneous Functions and STOP
The M functions (M for miscellaneous) affect:
• Program run
• Machine functions
• Tool behavior
On the inside back cover of this manual you will find a list of M functions
that are predetermined for the TNC. The list indicates whether an M
function begins at the start or at the end of the block in which it is programmed.
Answer the following prompts in a positioning block:
.
.
.
MISCELLANEOUS FUNCTION M?
e.g.
ENT
3
Enter the miscellaneous function, for example M3 (spindle on,
clockwise rotation).
.
.
.
To enter an M function in a STOP block:
MISCELLANEOUS FUNCTION M?
e.g.
ENT
5
Enter the miscellaneous function, for example M5 (spindle stop).
Resulting NC block: STOP M5
If the M function was programmed in a STOP block, program run will be
interrupted at that block.
Some M functions are not effective on certain machines. The machine tool builder may also add some of his own M
functions.
A program run or test run is interrupted when it reaches a block containing
the STOP function.
An M function can be programmed in a STOP block.
If you wish to interrupt the program run or program test for a certain
duration, use the cycle 9: DWELL TIME (see page 8-38).
To enter a STOP function:
STOP
Press the STOP key.
MISCELLANEOUS FUNCTION M ?
e.g.
ENT
6
Enter an M function, if desired, for example M6 (tool change).
Resulting NC block: STOP M6
TNC 3604-18
Page 84

4 Programming
4.7 Actual Position Capture
Sometimes you may want to enter the actual position of the tool in a specific axis as a coordinate in
a part program. Instead of reading the actual position values and entering them with the numeric
keypad, you can simply press the “actual position
capture” key.
A machine parameter determines whether the
coordinates are written into an existing L block or a
new block is generated (see also page 11-5).
This feature can be used, for example, to enter the
tool length (see page 4-7).
To capture the actual position:
Z
Y
X
Fig. 4.12: Storing the actual position in the TNC
MANUAL OPERATION
Move the tool to the position that you wish to capture.
PROGRAMMING AND EDITING
Select or create the block in which you wish to enter the actual position of the tool.
COORDINATES?
e.g.
X
Enter the radius compensation according the position of the tool relative to the workpiece.
Select the axis in which you wish to capture a coordinate, for
example X.
Transfer the actual position coordinate to the program.
4-19TNC 360
Page 85

4 Programming
Generating a new L block with the actual position coordinates
The generated L block is inserted after the block selected in the PROGRAMMING AND EDITING mode. The L block has no tool radius compensation, feed rate, or M function. These must be added if needed.
You can use the MOD function to define which axis coordinates are placed in the new L block (see page 11-5).
The machine and TNC must be prepared by the machine tool builder for this feature.
PROGRAMMING AND EDITING
In the PROGRAMMING AND EDITING mode, select the block behind which the L-block should be added.
MANUAL OPERATION
Move the tool to the position that you wish to capture.
The coordinates of the actual position are written into an L block.
TNC 3604-20
Page 86

5 Programming Tool Movements
5.1 General Information on Programming Tool Movements
A tool movement is always programmed as if the
tool is moving and the workpiece is stationary.
Always pre-position the tool at the beginning of a part program to prevent the possibility of damaging the tool or
workpiece.
Path functions
Each element of the workpiece contour is entered
separately using path functions. The various path
functions produce:
• Straight lines
• Circular arcs
You can also program a combination of the two
(helical paths).
The contour elements are executed in sequence to
machine the programmed contour.
X
Fig. 5.1: A contour consists of a combination of straight lines and
circular arcs
L
L
L
CC
Y
L
C
Fig. 5.2: Contour elements are programmed and executed in sequence
TNC 3605-2
Page 87

5 Programming Tool Movements
5.1 General Information on Programming Tool Movements
Subprograms and program section repeats
If a machining sequence repeats itself in a program, you can save time
and reduce the chance of programming error by entering the sequence
once and defining it as a subprogram or program section repeat.
Programming possibilities:
• To repeat a machining routine immediately after it is executed (program
section repeat)
• To insert a machining routine at certain locations in a program (subprogram)
• To call a separate program for execution or test run within the main
program (program call)
Cycles
Common machining routines are delivered with the control as standard
cycles. The TNC features fixed cycles for:
• Peck drilling
• Tapping
• Slot milling
• Pocket and island milling
Coordinate transformation cycles can be used to change the coordinates
of a machining sequence in a defined way, i.e.:
• Datum shift
• Mirroring
• Basic rotation
• Enlarging and reducing
Parameter programming
Instead of numerical values you enter markers in the program, so-called
parameters, which are defined through mathematical functions or logical
comparisons. You can use parametric programming for:
• Conditional and unconditional jumps
• Measurements with the 3D touch probe during program run
• Output of values and measurements
• Transferring values to and from memory
The following mathematical functions are available:
• Assign
• Addition/Subtraction
• Multiplication/Division
• Angle measurement/Trigonometry
etc.
5-3TNC 360
Page 88

5 Programming Tool Movements
RL
A
RL
5.2 Contour Approach and Departure
An especially convenient way to approach and depart a workpiece is on a tangential arc. This is done with the
“corner rounding” function (RND) (see page 5-25).
Starting and end positions
Starting position
The tool moves from the starting position to the first contour point. The
starting position is programmed without radius compensation.
The starting position must be:
• approachable without collision
• near the first contour point
• located to prevent contour damage during workpiece approach
If you choose a starting position within the hatch marked area of Figure
5.3 the tool will damage the contour as it approaches the first contour
point.
The best starting position
machining the first contour element.
lies on the extension of the tool path for
S
A
S
R0
First contour point
Workpiece machining starts at the first contour point. The tool moves on a
radius-compensated path to this point.
Approaching the starting point in the spindle axis.
The spindle moves to its working depth as it approaches the starting
position S.
If there is any danger of collision, move the spindle axis separately to the
starting position.
Example: L X ... Y ... Positioning in X/Y
L Z–10 Positioning in Z
Fig. 5.3: Starting position S for contour
approach
Fig. 5.4: First contour point A for machin-
ing
S
Fig. 5.5: Move the spindle axis separately if
there is any danger of collision
TNC 3605-4
Page 89

5 Programming Tool Movements
A
SE
R0
A
R0
S
5.2 Contour Approach and Departure
End position
The end position, like the starting point, must be
• approachable without collision
• near the last contour point
• located to prevent contour damage during workpiece departure
The best end position
lies on the extension of the tool path. The end
E
position can be located anywhere outside of the hatch marked area in
Fig. 5.6. It is approached without radius compensation.
Departing the end position in the spindle axis
The spindle axis is moved separately when the end position is departed.
Example: L X ... Y ... R0 approaching the end position
L Z+50 retracting the tool
Fig. 5.6: End position E after machining
Common starting and end position
A common starting and end position SE can be located outside of the
hatch marked area in the figures.
The best common starting and end position lies exactly between the
extensions of the tool paths for machining the first and last contour
elements.
A common starting and end position is approached without radius compensation.
E
Fig. 5.7: Retract separately in the spindle
axis
Fig. 5.8: Common starting and end position
5-5TNC 360
Page 90

5 Programming Tool Movements
A
S
R0
R
RL
5.2 Contour Approach and Departure
Smooth approach and departure
With the RND function the tool approaches and departs the workpiece at
a tangent. This prevents dwell marks on the workpiece surface.
Starting and end position
The starting S and end E positions of machining lie outside of the
workpiece and near the first and last contour elements, respectively.
The tool path to the starting and end positions are programmed without
radius compensation.
Input
The RND function is entered at the following locations in the program:
• During contour approach: after the block in which the first contour point
is programmed, i.e. after the first RL/RR radius-compensated
block.
• During contour departure: after the block in which the last contour point
is programmed, i.e. after the last RL/RR radius-compensated
block.
Fig. 5.9: Smooth approach onto a contour
B
RL
Program example
.
.
.
L X ... Y ... R0 ... .....................................................Starting position
L X ... Y ... RL ... .....................................................First contour point
RND R ... .................................................................... Smooth approach
.
.
.
Contour elements
.
.
.
L X ... Y ... RL ... .....................................................Last contour point
RND R ... .................................................................... Smooth departure
L X ... Y ... R0 ... .....................................................End position
R
E
R0
Fig. 5.10: Smooth departure from a contour
S
A
B
E
For proper execution of an RND function, a radius must be chosen such that the arc can connect the start or end
point with the contour point.
TNC 3605-6
Page 91

5 Programming Tool Movements
Y
X
Z
100
L X +100
Y
X
Z
70
50
L X +70 Y +50
5.3 Path Functions
General information
Part program input
To create a part program you enter the dimensional information given on
the workpiece drawing. The workpiece coordinates are entered as relative
or absolute values.
You normally program a contour element by entering its end point.
The TNC automatically calculates the tool path from the tool data and the
radius compensation.
Machine axis movement under program control
All axes programmed in a single block are moved simultaneously.
Paraxial movement
Paraxial movement means that the tool path is parallel to the programmed
axis.
Number of axes programmed in the NC block: 1
Fig. 5.11: Paraxial movement
Movement in the main planes
With this type of movement the tool moves to the programmed position
on a straight line or circular arc in a “working plane.”
Number of axes programmed in the NC block: 2
Fig. 5.12: Movement in a main plane (X/Y
plane)
5-7TNC 360
Page 92

5 Programming Tool Movements
5.3 Path Functions
Movement of three machine axes (3D movement)
The tool moves in a straight line to the programmed position.
Number of axes programmed in the NC block: 3
Exception: A helical path is created by combining a circular movement in
a plane with a linear movement perpendicular to the plane.
Overview of path functions
The path function keys determine the type of contour element and initiate
the plain language dialog.
Function
Key
Y
10
Fig. 5.13: Three-dimensional tool movement
Tool movement
Z
L X +80 Y 0 Z –10
X
80
Line
Circle Center
Circle
Circle by Radius
Circle, Tangential
RouNDing of corners
L
CR
CT
RND
Straight line
CC
C
Coordinates of a circle center or pole
Circular arc around a circle center CC to an
arc end point
Circular arc with a certain radius
Circular arc with a tangential connection to
the previous contour element
Circular arc with tangential connection to the
previous and subsequent contour elements
TNC 3605-8
Page 93

5 Programming Tool Movements
5.4 Path Contours – Cartesian Coordinates
Straight line
To program a straight line, you enter:
• The coordinates of the end point
• If necessary:
Radius compensation, feed rate, miscellaneous function
The tool moves in a straight line from its starting position S to the end
point E. The starting position was reached in the previous block.
To program a straight line:
L
COORDINATES?
If necessary
e.g.
X
e.g.
0
5
E
Identify coordinates as relative values.
Press the orange axis-selection key, for example X.
Enter the coordinate of the end point, for example 50 mm.
E
S
Fig. 5.14: A linear movement
If necessary
+
/
e.g.
Y
..
.
..
..
.
..
..
.
..
e.g.
Z
ENT
..
.
..
..
.
..
..
.
..
If a coordinate is negative, press the +/- key.
Enter all further coordinates of the end point.
After entering all coordinates, close the dialog with the ENT key.
5-9TNC 360
Page 94

5 Programming Tool Movements
5.4 Path Contours – Cartesian Coordinates
.
.
.
TOOL RADIUS COMP.: RL / RR / NO COMP. ?
L
R
-
R
R
+
ENT
FEED RATE F = ? / F MAX = ENT
e.g.
1
0 0
ENT
MISCELLANEOUS FUNCTION M?
e.g.
3
ENT
ENT
The tool must move to the left of the programmed contour to compensate its own radius.
The tool must move to the right of the programmed contour to
compensate its own radius.
The tool moves directly to the end point.
Enter the feed rate of the tool on the straight line, for example
100 mm/min.
Enter rapid tool traverse, F = FMAX.
Enter a miscellaneous function, if appropriate, for example M3
(spindle on, clockwise rotation).
Resulting NC block: L IX–50 Y+10 Z–20 RR F100 M3
TNC 3605-10
Page 95

5 Programming Tool Movements
5.4 Path Contours – Cartesian Coordinates
Example for exercise: Milling a rectangle
Coordinates of the corner points:
X=5mm Y=5mm
1
X=5mm Y=95mm
2
X=95mm Y=95mm
3
X=95mm Y=5mm
4
Y
Z
3
Milling depth: Z = –10 mm
100
95
2
4
1
X
95
5
100
–10
5
Part program
0 BEGIN PGM 360511 MM ...................................Begin program; program number 360511; dimensions in
millimeters
1 BLK FORM 0.1 Z X+0 Y+0 Z–20
2 BLK FORM 0.2 X+100 Y+100 Z+0 ..................... Define blank form for graphic workpiece simulation
(MIN and MAX point)
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S1000 .......................................Define tool in the program; call tool in the spindle axis Z;
5 L Z+100 R0 FMAX M6 ....................................... Retract in the spindle axis; rapid traverse; insert tool
6 L X–10 Y–10 FMAX ............................................. Pre-position in X and Y; rapid traverse
7 L Z–10 FMAX M3 ............................................... Move to working depth; rapid traverse; spindle on with
8 L X+5 Y+5 RL F100 ............................................Move to first contour point – corner point 1 – with radius
9 L Y+95 ................................................................Move to second contour point – corner point 2: all values that
10 L X+95 ................................................................Move to third contour point – corner point 3
11 L Y+5 .................................................................. Move to fourth contour point – corner point 4
12 L X+5 Y+5 .......................................................... Conclude milling, return to first contour point
13 L X–10 Y–10 R0 FMAX ....................................... For safety reasons, retract in X and Y; rapid traverse
14 L Z+100 FMAX M2 ............................................. Move tool to setup clearance; rapid traverse;
15 END PGM 360511 MM ...................................... End of program
spindle speed S = 1000 rpm
clockwise rotation
compensation (RL) and reduced feed rate (F 100)
remain the same as in block 8 need not be re-programmed
spindle off, coolant off, program stop,
Return jump to block 1
5-11TNC 360
Page 96

5 Programming Tool Movements
5.4 Path Contours – Cartesian Coordinates
Chamfer
The chamfer function permits you to cut off corners at the intersection of
two straight lines.
You enter the length to be removed from each side of the corner.
Prerequisites:
• The blocks before and after the chamfer block must be in the same
working plane.
• The radius compensation before and after the chamfer block must
bethe same.
• An inside chamfer must be large enough to accommodate the
currenttool.
1
L
S
Z
Fig. 5.15: Chamfer from S to
1
S
E
L
2
Z
E
Z
• You cannot start a contour with a chamfer block.
• A chamfer is only possible in the working plane.
• The feed rate for chamfering is taken from the previous block.
• The corner point
is cut off by the chamfer and is not part of the resulting contour.
E
To program a chamfer:
L
Select the “straight line” function.
COORDINATES?
e.g.
ENT
5
Enter the length to be removed from each side of the corner, for
example 5 mm.
Resulting NC block: L5
2
Fig. 5.16: Tool radius too large
TNC 3605-12
Page 97

5 Programming Tool Movements
5.4 Path Contours – Cartesian Coordinates
Example for exercise: Chamfering a corner
Coordinates of the
corner points
Chamfer length: L = 10 mm
Milling depth: Z = –15 mm
Tool radius: R =+10 mm
: X=95mm
E
Y=5mm
Z
100
15
5
Y
–15
85
E
95
100
X
Part program
0 BEGIN PGM 360513 MM ................................... Begin program
1 BLK FORM 0.1 Z X+0 Y+0 Z–20 ........................ Workpiece blank MIN point
2 BLK FORM X+100 Y+100 Z+0 ...........................Workpiece blank MAX point
3 TOOL DEF 5 L+5 R+10 ......................................Tool definition
4 TOOL CALL 5 Z S500 .........................................Tool call
5 L Z+100 R0 FMAX M6 ....................................... Retract spindle and insert tool
6 L X–10 Y–5 FMAX............................................... Pre-position in X, Y
7 L Z–15 FMAX M3 ............................................... Pre-position to the working depth
8 L X+0 Y+5 RR F200 ............................................ Move with radius compensation (RR) and reduced feed (F200)
to the first contour point
9 L X+95 Y+5 ........................................................ Program the first straight line for corner E
10 L 10 ..................................................................... Chamfer block: inserts a chamfer with L = 10 mm
11 L X+95 Y+100 .................................................... Program the second straight line for corner E
12 L X+110 Y+110 R0 FMAX .................................. Retract the tool in X, Y (12) and Z (13); return to block 1 (13)
and end program
13 L Z+100 FMAX M2
14 END PGM 360513 MM
5-13TNC 360
Page 98

5 Programming Tool Movements
Y
X
Z
Y
CC
CC
X
CC
5.4 Path Contours – Cartesian Coordinates
Circle and circular arcs
The TNC can control two machine axes simultaneously to move the tool in a circular path.
Circle Center CC
You can define a circular movement by entering its
center CC.
A circle center can also serve as reference (pole) for
polar coordinates.
Y
Y
CC
X
Fig. 5-17: Circular arc and circle center
Y
CC
X
CC
X
Fig. 5.18: Circle center coordinates
Direction of Rotation DR
When there is no tangential transition to another
contour element, enter the mathematical direction
of rotation DR, where
• a clockwise direction of rotation is mathematically negative: DR-
• a counterclockwise direction of rotation is
mathematically positive: DR+
Fig. 5.19: Direction of rotation for circular movements
Y
Z
DR+
DR–
CC
CC
X
TNC 3605-14
Page 99

5 Programming Tool Movements
Y
X
Y
CC
X
5.4 Path Contours – Cartesian Coordinates
Radius compensation in circular paths
You cannot begin radius compensation in a circle block. It must be
activated beforehand in a line block.
Circles in the main planes
When you program a circle, the TNC assigns it to
one of the main planes. This plane is automatically
defined when you set the spindle axis during TOOL
CALL.
Spindle axis
Main plane
You can program circles that do not lie parallel to a main plane by using Q parameters. See Chapter 7.
Circle Center CC
If you program an arc using the C path function key, you must first define
the circle center CC by:
• entering the Cartesian coordinates of the circle center
• using the circle center defined in an earlier block
• capturing the actual position
You can define the last programmed position as circle center CC by
entering an empty CC block.
Z
Y
X
Fig. 5.20: Defining the spindle axis also defines the main plane
XY
ZX
YZ
Fig. 5.21: Circle center CC
Duration of a circle center definition
A circle center definition remains effective until a new circle center is
defined.
5-15TNC 360
Page 100

5 Programming Tool Movements
5.4 Path Contours – Cartesian Coordinates
Entering CC in relative values
If you enter the circle center with relative coordinates, you have defined it relative to the last
programmed tool position.
Y
CC
IY
IX
Fig. 5.22: Incremental circle center coordinates
• The circle center CC also serves as pole for polar coordinates
• CC defines a position as a circle center. The resulting contour is located on the circle, not on the circle center.
To program a circle center (pole):
CC
COORDINATES?
e.g.
X
e.g.
2
0
e.g.
Y
e.g.
1
0
ENT
Select the coordinate axis, for example X.
ENT
+
/
Enter the coordinate for the circle center in this axis, for example
X = 20 mm.
Select the second coordinate axis, for example Y.
Enter the coordinate of the circle center, for example Y = –10 mm.
X
Resulting NC block: CC X+20 Y-10
TNC 3605-16
 Loading...
Loading...