

Page 1

Руководство
пользователя
DIN/ISO-
программирование
TNC 320
Программное обеспечение NC
340 551-04
340 554-04
Русский (ru)
3/2010
Page 2
Элементы управления ЧПУ
1
50
0
50
100
F %
1
50
0
50
100
S %
Элементы управления дисплея
Клавиша Функция
Выбор разделения экрана дисплея
Выбор между основным и фоновым
режимами работы
Управление программами/файлами, функции ЧПУ
Клавиша Функция
Управление файлами, внешний вывод
данных
Определение вызова программы, выбор
таблиц нулевых и стандартных точек
Выбор MOD-функции
Клавиши Softkey: выбор функции на
дисплее
Переключение панелей Softkey
Режимы работы станка
Клавиша Функция
Режим ручного управления
Электронный маховичок
Позиционирование с ручным вводом
данных
Покадровое выполнение программы
Выполнение программы в
автоматическом режиме
Режимы программирования
Клавиша Функция
Программирование и редактирование
Отображение текста помощи при
аварийных сообщениях, вызов системы
помощи TNCguide
Индикация всех имеющихся сообщений об
ошибках
Вызов калькулятора
Клавиши навигации
Клавиша Функция
Перемещение курсора внутри кадра
Переход к кадру, циклу или функциям
параметров
Потенциометры регулирования подачи и скорости вращения шпинделя
Подача
Скорость вращения
шпинделя
Тест программы
Циклы, подпрограммы и повторы частей программ
Клавиша Функция
Определение циклов измерительного
щупа
Определение и вызов циклов
Ввод и вызов подпрограмм и повторов
частей программ
Безусловный останов программы
Page 3
Данные инструментов
Клавиша Функция
Определение параметров
инструментов в программе
Ввод и редактирование значений координат
Клавиша Функция
Выбор или ввод в программу
значений осей координат
Вызов параметров инструментов
Программирование траекторий
Клавиша Функция
Вход в контур/выход из контура
FK-программирование свободного
контура
Прямая
Центр окружности/полюс для
полярных координат
Круговая траектория вокруг центра
окружности
Круговая траектория с заданным
радиусом
Круговая траектория с переходом в
прямую по касательной
Фаска/радиусная обработка углов
Специальные функции/smarT.NC
Клавиша Функция
Индикация специальных функций
Цифры
Десятичная точка/изменение знака
числа
Программирование в полярных
координатах / инкрементных
значениях
Программирование Q-
параметров/состояние Q-параметров
Присвоение фактической позиции,
значений из калькулятора
Игнорирование вопросов диалога и
удаление слов
Подтверждение ввода и продолжение
диалога
Завершение кадра, окончание ввода
Сброс введенных числовых значений
или удаление сообщения ЧПУ об
ошибке
Прерывание диалога, удаление части
программы
Выбор следующей закладки в форме
Диалоговое поле или экранная кнопка
переключения вперед/назад
Page 4
Page 5
О данном руководстве
Ниже приведен список символов-указателей, используемых в
данном руководстве
Этот символ указывает на то, что для выполнения
описываемой функции необходимо следовать
специальным указаниям.
Этот символ указывает на то, что при использовании
описываемой функции существует одна или несколько
следующих опасностей:
Опасности для заготовки
Опасности для зажимного приспособления
Опасности для инструмента
Опасности для станка
Опасности для оператора
Этот символ указывает на то, что описываемая
функция должна быть адаптирована производителем
станка. В связи с этим описываемая функция на
разных станках может действовать по-разному.
Этот символ указывает на то, что более подробное
описание функции содержится в другом руководстве
пользователя.
О данном руководстве
Вы хотите внести изменения или обнаружили ошибку?
Мы постоянно стремимся усовершенствовать нашу
документацию для вас. Вы можете помочь нам при этом, отправив
пожелания или замеченные ошибки на электронный адрес:
info@heidenhain.ru.
HEIDENHAIN TNC 320 5
Page 6
Тип ЧПУ, программное
обеспечение и функции
В данном руководстве описаны функции ЧПУ, начиная со
следующих номеров программного обеспечения ЧПУ:
Тип ЧПУ Номер ПО ЧПУ
TNC 320 340 551-04
TNC 320 Программная станция 340 554-04
Адаптацию объема доступных функций ЧПУ к определенному
станку осуществляет производитель станка путем настройки
машинных параметров. Поэтому в данном руководстве также
описаны и те функции, которые доступны не во всех ЧПУ.
Не все станки поддерживают определенные функции ЧПУ такие,
например, как:
измерение инструмента с помощью щупа TT.
Чтобы узнать фактическое количество функций вашего станка,
обратитесь к его производителю.
Многие производители станков и компания HEIDENHAIN
предлагают курсы программирования систем ЧПУ. Участие в
подобных курсах рекомендуется для интенсивного ознакомления
с функциями ЧПУ.
Тип ЧПУ, программное обеспечение и функции
Руководство пользователя "Программирование
циклов"
Все функции циклов (циклов измерительных щупов и
циклов обработки) описаны в отдельном руководстве
пользователя. Для того, чтобы получить данное
руководство, отправьте запрос в компанию
HEIDENHAIN. ID: 679 220-xx
6
Page 7
Опции программного обеспечения
TNC 320 оснащена различными опциями программного
обеспечения, которые активируются оператором или
производителем станка. Каждую опцию следует активировать
отдельно, и каждая из них содержит, соответственно, описанные
ниже функции:
Опции оборудования
Дополнительная ось для 4 осей и неуправляемого шпинделя
Дополнительная ось для 5 осей и неуправляемого шпинделя
ПО-опция 1(номер опции #08)
Интерполяция боковой поверхности цилиндра (циклы 27,
28 и 29)
Подача в мм/мин для осей вращения: M116
Наклон плоскости обработки (цикл 19, функция PLANE и
Softkey 3D-ROT в ручном режиме работы)
Окружность в 3 осях при наклонной плоскости обработки
Уровень версии (функции обновления)
Наряду с дополнительными функциями ПО для управления
существенными модификациями программного обеспечения ЧПУ
применяются функции обновления, так называемый Feature
Content Level (англ. термин для уровня версии). Функции,
относящиеся к FCL, недоступны пользователю при получении
обновления ПО ЧПУ.
При покупке нового станка все функции обновления
ПО предоставляются без дополнительной оплаты.
Функции обновления ПО обозначаются в руководстве с помощью
символа FCL n, где n указывает на текущий номер
Вы можете активировать FCL-функции для постоянного
пользования, купив цифровой код. Для этого необходимо
обратиться к производителю станка или в компанию
HEIDENHAIN.
HEIDENHAIN TNC 320 7
версии.
Тип ЧПУ, программное обеспечение и функции
Page 8
Предполагаемая область применения
Система ЧПУ соответствует классу А согласно европейскому стандарту EN 55022 и в основном предназначена для применения в промышленности.
Правовая информация
В данном продукте используется Open Source Software. Более
подробную информацию можно найти в системе ЧПУ в
U режиме работы "Программирование/редактирование"
U Функция MOD
U Softkey ПРАВОВЫЕ ЗАМЕЧАНИЯ
Тип ЧПУ, программное обеспечение и функции
8
Page 9
Новые функции ПО 340 55x-04
Была добавлена функция PLANE для гибкого определения
наклоненной плоскости обработки (смотри „PLANE-функция:
наклон плоскости обработки (ПО-опция 1)” на странице 285)
Была добавлена система помощи TNCguide, работающая по
контексту (смотри „Вызов TNCguide” на странице 122)
Была добавлена функция FUNCTION PARAX для задания
отношения параллельных осей U, V, W
Добавлены следующие языки диалогов: словацкий,
норвежский, латышский, корейский, турецкий и
(смотри „Список параметров” на странице 402)
Кнопка Backspace позволяет теперь удалять отдельные
символы во время ввода информации (смотри „Ввод и
редактирование значений координат” на странице 3)
Была добавлена функция PATTERN DEF для определения
образцов отверстий (см. руководство пользователя по циклам)
Теперь с помощью функции SEL PATTERN могут быть выбраны
таблицы точек (см.
Функция CYCL CALL PAT позволяет отрабатывать циклы в
сочетании с таблицами точек (см. руководство пользователя по
циклам)
В функции DECLARE CONTOUR теперь можно задавать
глубину этого контура (см. руководство пользователя по
циклам)
Новый цикл обработки 241 для глубокого сверления
однокромочным сверлом (см. руководство пользователя по
циклам)
Добавлены циклы обработки
карманов, островов и канавок (см. руководство пользователя по
циклам)
Цикл измерительного щупа 416 (Задание координат точки
привязки, центр окружности из отверстий) расширен
параметром Q320 (Безопасное расстояние) (см. руководство
пользователя по циклам)
Циклы измерительных щупов 412, 413, 421 и 422:
дополнительный параметр Q365 "Тип перемещения" (см.
руководство пользователя по циклам)
Цикл измерительного щупа
параметром Q301 (Наличие или отсутствие промежуточного
позиционирования на безопасной высоте) и Q320 (Безопасное
расстояние) (см. руководство пользователя по циклам)
Циклы измерительных щупов с 408 по 419: если задана
индикация, ЧПУ также записывает точку привязки в строку 0
таблицы предустановок (см. руководство пользователя по
циклам)
В режимах работы покадрового и поблочного прогона
программы теперь можно выбирать таблицу нулевых точек
(STATUS M)
При определении подач в циклах обработки появилась
возможность задавать FU и FZ-значения (см. руководство
пользователя по циклам)
руководство пользователя по циклам)
с 251 по 257 для фрезерования
425 (Измерение канавки) расширен
румынский
Новые функции ПО 340 55x-04
HEIDENHAIN TNC 320 9
Page 10
Изменения в функциях ПО 340 55x-04
В цикле 22 теперь можно определять название инструмента для
инструмента черновой обработки (см. руководство
пользователя по циклам)
Изменена функция дополнительной индикации состояния.
Были проведены следующие расширения (смотри
„Дополнительные индикации состояния” на странице 63):
появилась новая обзорная страница с индикацией важнейших
состояний
отображаются значения, настроенные в цикле 32 "Допуск"
Циклы фрезерования карманов,
удалены со стандартной панели Softkey (CYCL DEF >
КАРМАНЫ/ЦАПФЫ/КАНАВКИ). Эти циклы по-прежнему
имеются в наличии по причине совместимости, и их можно
выбрать клавишей GOTO
Цикл 25 "Протяжка контура" позволяет теперь программировать
также закрытые контуры
При повторном входе в программу теперь возможно выбрать
другой инструмент
С помощью FN16 F-Print теперь могут выдаваться тексты,
зависящие от языка
Структура Softkey функции SPEC FCT была изменена и
приближена к структуре iTNC 530
цапф и канавок с 210 по 214
Изменения в функциях ПО 340 55x-04
10
Page 11
Содержание
Первые шаги в работе с TNC 320
1
Введение
2
Программирование: основы,
управление файлами
3
Программирование: помощь
4
Программирование: инструменты
5
Программирование:
программирование контуров
6
Программирование: подпрограммы и
повторы частей программ
7
Программирование: Q-параметры
8
Программирование: дополнительные
функции
9
Программирование: специальные
функции
10
Программирование: многоосевая
обработка
11
Ручное управление и наладка
12
Позиционирование с ручным вводом
данных
13
Тестирование программы и отработка
программы
14
MOD-функции
15
Таблицы и обзоры
16
HEIDENHAIN TNC 320 11
Page 12

Page 13

1 Первые шаги в работе с TNC 320 ..... 31
1.1 Обзор ..... 32
1.2 Включение станка ..... 33
Квитирование перерыва в электроснабжении и поиск референтных меток ..... 33
1.3 Программирование первой части ..... 34
Правильный выбор режима работы ..... 34
Важнейшие элементы управления ЧПУ ..... 34
Создание новой программы/управление файлами ..... 35
Определение заготовки ..... 36
Структура программы ..... 37
Программирование простого контура ..... 38
Создание программы циклов ..... 41
1.4 Графический тест первой части ..... 43
Правильный выбор режима работы ..... 43
Выбор таблицы инструментов
Выбор программы, которую необходимо протестировать ..... 44
Выбор разделения экрана дисплея и вида ..... 44
Запуск теста программы ..... 45
1.5 Наладка инструмента ..... 46
Правильный выбор режима работы ..... 46
Подготовка и измерение инструмента ..... 46
Таблица инструмента TOOL.T ..... 46
Таблица мест TOOL_P.TCH ..... 47
1.6 Наладка заготовки ..... 48
Правильный выбор режима работы ..... 48
Зажим заготовки ..... 48
Выверка заготовки с помощью измерительного щупа ..... 49
Установка точки привязки с
1.7 Отработка первой программы ..... 51
Правильный выбор режима работы ..... 51
Выбор программы, которую необходимо отработать ..... 51
Запуск программы ..... 51
для теста программы ..... 43
помощью измерительного щупа ..... 50
HEIDENHAIN TNC 320 13
Page 14
2 Введение ..... 53
2.1 TNC 320 ..... 54
Программирование: диалог открытым текстом фирмы HEIDENHAIN и DIN/ISO ..... 54
Совместимость ..... 54
2.2 Дисплей и пульт управления ..... 55
Дисплей ..... 55
Разделение экрана дисплея ..... 56
Пульт управления ..... 57
2.3 Режимы работы ..... 58
Режим ручного управления и электронного маховичка ..... 58
Позиционирование с ручным вводом данных ..... 58
Программирование/редактирование ..... 59
Тест программы ..... 59
Выполнение программы в автоматическом и покадровом режимах ..... 60
2.4 Индикация состояния ..... 61
"Общая" индикация состояния ..... 61
Дополнительные индикации
2.5 Дополнительные устройства: 3D-измерительные щупы и электронные маховички фирмы HEIDENHAIN ..... 69
3D-щупы ..... 69
Электронные маховички HR ..... 70
состояния ..... 63
14
Page 15

3 Программирование: основы, управление файлами ..... 71
3.1 Основные положения ..... 72
Датчики положения и референтные метки ..... 72
Система привязки ..... 72
Система привязки фрезерных станков ..... 73
Обозначение осей на фрезерных станках ..... 73
Полярные координаты ..... 74
Абсолютные и инкрементальные координаты заготовки ..... 75
Выбор точки привязки ..... 76
3.2 Открытие и ввод программ ..... 77
Построение NC-программы в DIN/ISO-формате ..... 77
Определение заготовки: G30/G31 ..... 77
Создание новой программы обработки ..... 78
Программирование движений инструмента в формате DIN/ISO ..... 80
Присвоение фактических
Редактирование программы ..... 82
Функция поиска в системе ЧПУ ..... 86
3.3 Управление файлами: основы ..... 88
Файлы ..... 88
Защита данных ..... 89
3.4 Работа с управлением файлами ..... 90
Директории ..... 90
Пути доступа ..... 90
Обзор: функции управления файлами ..... 91
Вызов управления файлами ..... 92
Выбор дисководов, директорий и файлов ..... 93
Создание новой директории ..... 95
Создание новой директории ..... 95
Копирование отдельного файла ..... 96
Копирование файла в другую директорию ..... 96
Копирование директории ..... 96
Выбор одного из недавно использовавшихся файлов ..... 97
Удаление файла ..... 97
Удаление директории ..... 98
Выделение файлов ..... 99
Переименование файла ..... 100
Сортировка файлов ..... 100
Дополнительные функции ..... 101
Передача данных на внешний носитель/с внешнего носителя данных ..... 102
Система ЧПУ в сети ..... 104
USB-устройства в системе ЧПУ (функция FCL 2) ..... 105
позиций ..... 81
HEIDENHAIN TNC 320 15
Page 16
4 Программирование: помощь ..... 107
4.1 Клавиатура дисплея ..... 108
Ввод текста с помощью клавиатуры дисплея ..... 108
4.2 Вставка комментария ..... 109
Применение ..... 109
Комментарий в собственном кадре ..... 109
Функции редактирования комментария ..... 110
4.3 Оглавление программ ..... 111
Определение, возможности применения ..... 111
Отображение окна оглавления/переход к другому активном окну ..... 111
Вставка кадра оглавления в окне программы (слева) ..... 111
Выбор кадров в окне оглавления ..... 111
4.4 Калькулятор ..... 112
Использование ..... 112
4.5 Графика при программировании
Параллельное выполнение/невыполнение функции графики при программировании ..... 114
Графическое воспроизведение существующей программы ..... 114
Индикация и выключение номеров кадров ..... 115
Удаление графики ..... 115
Увеличение или уменьшение фрагмента ..... 115
4.6 Сообщения об ошибках ..... 116
Индикация ошибок ..... 116
Откройте окно ошибок ..... 116
Закрытие окна ошибок ..... 116
Подробные сообщения об ошибках ..... 117
Softkey ВНУТР. ИНФОРМ. ..... 117
Удаление ошибки ..... 118
Протокол ошибок ..... 118
Протокол клавиш ..... 119
Тексты подсказок ..... 120
Сохранение сервис-
Вызов системы помощи TNCguide ..... 120
4.7 Контекстно-зависимая система помощи TNCguide ..... 121
Назначение ..... 121
Работа с TNCguide ..... 122
Загрузка текущих файлов помощи ..... 126
файлов в памяти ..... 120
..... 114
16
Page 17
5 Программирование: инструменты ..... 127
5.1 Ввод данных инструмента ..... 128
Подача F ..... 128
Скорость вращения шпинделя S ..... 129
5.2 Параметры инструмента ..... 130
Условия выполнения коррекции инструмента ..... 130
Номер инструмента, название инструмента ..... 130
Длина инструмента L ..... 130
Радиус инструмента R ..... 130
Значения "дельта" для длины и радиуса ..... 131
Ввод данных инструмента в программу ..... 131
Ввод данных инструмента в таблицу ..... 132
Таблица мест для устройства смены инструмента ..... 138
Вызов данных инструмента ..... 141
5.3 Коррекция инструмента ..... 143
Введение ..... 143
Коррекция на длину инструмента ..... 143
Коррекция на радиус инструмента ..... 144
HEIDENHAIN TNC 320 17
Page 18

6 Программирование: программирование контуров ..... 149
6.1 Движения инструмента ..... 150
Функции траектории ..... 150
Дополнительные M-функции ..... 150
подпрограммами и повторами частей программы ..... 150
Программирование при помощи Q-параметров ..... 150
6.2 Основная информация о функциях траекторий ..... 151
Программирование движения инструмента в программе обработки ..... 151
6.3 Вход в контур и выход из контура ..... 154
Начальная и конечная точки ..... 154
Подвод и отвод по касательной дуге ..... 156
6.4 Движение по траектории – декартовы координаты ..... 158
Обзор функций траектории ..... 158
Программирование функций траекторий ..... 159
прямая на ускоренном ходу G00
Прямая с подачей G01 F ..... 159
Вставка фаски между двумя прямыми ..... 160
Скругление углов G25 ..... 161
Центр окружности I, J ..... 162
Круговая траектория C с центром окружности CC ..... 163
Круговая траектория G02/G03/G05 с заданным радиусом ..... 164
Круговая траектория G06 с плавным переходом ..... 166
6.5 Движение по траектории – полярные координаты ..... 171
Обзор ..... 171
Начало полярных координат: Pol I, J ..... 172
Прямая на ускоренном ходу G10
Прямая с подачей G11 F ..... 172
Круговая траектория G12/G13/G15 вокруг полюса I, J ..... 173
Круговая траектория G16 с плавным переходом ..... 174
Винтовая линия (спираль) ..... 175
18
Page 19
7 Программирование: подпрограммы и повторы частей программ ..... 179
7.1 Обозначение подпрограмм и повторов частей программы ..... 180
Метка ..... 180
7.2 Подпрограммы ..... 181
Принцип работы ..... 181
Указания для программирования ..... 181
Программирование подпрограммы ..... 181
Вызов подпрограммы ..... 181
7.3 Повторы частей программы ..... 182
Метка G98 ..... 182
Принцип работы ..... 182
Указания для программирования ..... 182
Программирование повтора части программы ..... 182
Вызов повтора части программы ..... 182
7.4 Использование любой программы в качестве подпрограммы ..... 183
Принцип работы ..... 183
Указания для программирования ..... 183
Вызов любой программы
7.5 Вложенные подпрограммы ..... 185
Виды вложенных подпрограмм ..... 185
Кратность вложения подпрограмм ..... 185
Подпрограмма в подпрограмме ..... 186
Повторы повторяющихся частей программы ..... 187
Повторение подпрограммы ..... 188
7.6 Примеры программирования ..... 189
в качестве подпрограммы ..... 184
HEIDENHAIN TNC 320 19
Page 20

8 Программирование: Q-параметры ..... 195
8.1 Принцип действия и обзор функций ..... 196
Указания для программирования ..... 198
Вызов функций Q-параметров ..... 199
8.2 Группы деталей – использование Q-параметров вместо числовых значений ..... 200
Применение ..... 200
8.3 Описание контуров с помощью математических функций ..... 201
Назначение ..... 201
Обзор ..... 201
Программирование основных арифметических действий ..... 202
8.4 Тригонометрические функции (тригонометрия) ..... 203
Определения ..... 203
Программирование тригонометрических функций ..... 204
8.5 If...to-решения с помощью Q-параметров ..... 205
Назначение ..... 205
Безусловные переходы ..... 205
Программирование if...to-решений ..... 205
Контроль и изменение Q-параметров ..... 206
8.6
Порядок действий ..... 206
8.7 Дополнительные функции ..... 207
Обзор ..... 207
D14: ERROR: выдача сообщений об ошибках ..... 208
D18: считывание системных данных ..... 213
D19 PLC: передача значений в PLC ..... 221
8.8 Доступ к таблицам с SQL-инструкциями ..... 222
Введение ..... 222
Транзакция ..... 223
Программирование SQL-инструкций ..... 225
Обзор клавиш Softkey ..... 225
SQL BIND ..... 226
SQL SELECT ..... 227
SQL FETCH ..... 230
SQL UPDATE ..... 231
SQL INSERT ..... 231
SQL COMMIT ..... 232
SQL ROLLBACK ..... 232
8.9 Непосредственный ввод формулы ..... 233
Ввод формулы ..... 233
Правила вычислений ..... 235
Пример ввода ..... 236
20
Page 21

8.10 Параметры строки ..... 237
Функции обработки строки ..... 237
Присвоение параметров строки ..... 238
Соединение параметров строки в цепочку ..... 239
Преобразование цифрового значения в параметр строки ..... 240
Копирование части строки из параметра строки ..... 241
Преобразование параметра строки в цифровое значение ..... 242
Проверка параметра строки ..... 243
Определение длины параметра строки ..... 244
Сравнение алфавитных последовательностей ..... 245
8.11 Q-параметры с заданными значениями ..... 246
Значения из PLC: от Q100 до
Активный радиус инструмента: Q108 ..... 246
Ось инструментов: Q109 ..... 247
Состояние шпинделя: Q110 ..... 247
Подача СОЖ: Q111 ..... 247
Коэффициент перекрытия: Q112 ..... 247
Размеры, указанные в программе: Q113 ..... 248
Длина инструмента: Q114 ..... 248
Координаты после ощупывания во время выполнения программы ..... 248
Отклонение фактического значения от заданного при автоматическом измерении инструмента с помощью
TT 130 ..... 249
Наклон плоскости обработки с помощью углов заготовки: координаты, рассчитанные системой ЧПУ для
осей вращения ..... 249
Результаты
измерительных щупов") ..... 250
8.12 Примеры программирования ..... 252
измерения циклов измерительного щупа (см. также руководство пользователя "Циклы
Q107 ..... 246
HEIDENHAIN TNC 320 21
Page 22

9 Программирование: дополнительные функции ..... 259
9.1 Ввод дополнительных M-функции и STOPP-функции ..... 260
Основные положения ..... 260
9.2 Дополнительные функции контроля выполнения программы, шпинделя и подачи СОЖ ..... 262
Обзор ..... 262
9.3 Дополнительные функции для ввода координат ..... 263
Программирование фиксированных координат станка: M91/M92 ..... 263
Подвод к позициям в ненаклоненной системе координат при наклонной плоскости обработки: M130 ..... 265
9.4 Дополнительные функции траектории контура ..... 266
Обработка небольших выступов контура: функция M97 ..... 266
Полная обработка
Коэффициент подачи для движений при врезании: M103 ..... 269
Подача в миллиметрах/оборот шпинделя: M136 ..... 270
Скорость подачи на дугах окружности: M109/M110/M111 ..... 270
Предварительная обработка кадров с коррекцией на радиус (LOOK AHEAD): M120 ..... 271
Позиционирование при помощи маховичка во время выполнения программы: M118 ..... 273
Выход из контура в направлении оси инструмента: M140 ..... 274
Подавление контроля измерительного щупа: M141 ..... 275
Автоматический отвод инструмента от контура при
разомкнутых углов контура: M98 ..... 268
NC-Stopp: M148 ..... 276
22
Page 23

10 Программирование: специальные функции ..... 277
10.1 Обзор специальных функций ..... 278
Главное меню "Специальные функции SPEC FCT" ..... 278
Меню "Стандартные значения для программы" ..... 279
Меню функций для обработки контура и точек ..... 279
Определение различных функций DIN/ISO ..... 280
10.2 Определение функций DIN/ISO ..... 281
обзор ..... 281
HEIDENHAIN TNC 320 23
Page 24
11 Программирование: многоосевая обработка ..... 283
11.1 Функции многоосевой обработки ..... 284
11.2 PLANE-функция: наклон плоскости обработки (ПО-опция 1) ..... 285
Введение ..... 285
Определение PLANE-функции ..... 287
Индикация позиции ..... 287
Сброс PLANE-функции ..... 288
Определение плоскости обработки через пространственный угол: PLANE SPATIAL ..... 289
Определение плоскости обработки через угол проекции: PLANE PROJECTED ..... 291
Определение плоскости обработки через угол Эйлера: PLANE EULER ..... 293
Определение плоскости обработки через два вектора: PLANE VECTOR ..... 295
Определение плоскости обработки с помощью трех точек: PLANE POINTS ..... 297
Определение плоскости
RELATIVE ..... 299
Определение плоскости обработки через межосевой угол: PLANE AXIAL (функция FCL 3) ..... 300
Задать процедуру работы PLANE-функции при позиционировании ..... 302
11.3 Дополнительные функции круговых осей ..... 306
Подача в мм/мин по осям вращения A, B, C: M116 (ПО-опция 1) ..... 306
Перемещение осей вращения по оптимальному пути: M126 ..... 307
Сокращение индикации оси вращения до значения менее 360°: M94 ..... 308
обработки через отдельный, инкрементальный пространственный угол: PLANE
24
Page 25
12 Ручное управление и наладка ..... 309
12.1 Включение, выключение ..... 310
Включение ..... 310
Выключение ..... 313
12.2 Перемещение осей станка ..... 314
Указание ..... 314
Перемещение оси с помощью внешних клавиш направления ..... 314
Пошаговое позиционирование ..... 315
Перемещение с помощью электронного маховичка HR 410 ..... 316
12.3 Скорость вращения шпинделя S, подача F и дополнительная M-функция ..... 317
Применение ..... 317
Ввод значений ..... 317
Изменение скорости вращения шпинделя и подачи ..... 318
12.4 Назначение координат точки привязки без использования трехмерного измерительного щупа ..... 319
Указание
Подготовка ..... 319
Назначение координат точки привязки с помощью клавиш оси ..... 320
Управление точками привязки с помощью таблицы предустановок ..... 321
12.5 Использование 3D-щупов ..... 328
Обзор ..... 328
Выбор цикла измерительного щупа ..... 329
Запись результатов измерения из циклов измерительного щупа в таблицу нулевых точек ..... 329
Запись результатов измерения из циклов измерительного щупа в таблицу предустановок ..... 330
12.6 Калибровка 3D-щупов ..... 331
Введение ..... 331
Калибровка рабочей
Калибровка рабочего радиуса и компенсация смещения центра измерительного щупа ..... 332
Индикация значений калибровки ..... 333
12.7 Выверка заготовки с помощью измерительного щупа ..... 334
Введение ..... 334
Определение разворота плоскости обработки ..... 334
Сохранение разворота плоскости обработки в таблице предустановок ..... 335
Индикация разворота плоскости обработки ..... 335
Отмена разворота плоскости обработки ..... 335
..... 319
длины ..... 331
HEIDENHAIN TNC 320 25
Page 26

12.8 Установка точки привязки с помощью измерительного щупа ..... 336
Обзор ..... 336
Назначение координат точки привязки на произвольной оси ..... 336
Угол в качестве точки привязки ..... 337
Центр окружности в качестве точки привязки ..... 338
Измерение заготовок с помощью трехмерного- щупа ..... 339
Использование функций ощупывания механическими щупами или индикаторами ..... 342
12.9 Наклон плоскости обработки (ПО-опция 1) ..... 343
Применение, принцип работы ..... 343
Подвод к
Индикация положения в наклонной системе ..... 345
Ограничения при наклоне плоскости обработки ..... 345
Активация наклона в ручном режиме ..... 346
референтным меткам при наклонных осях ..... 345
26
Page 27
13 Позиционирование с ручным вводом данных ..... 347
13.1 Программирование и отработка простых программ ..... 348
Позиционирование с ручным вводом данных ..... 348
Сохранение или удаление данных из $MDI ..... 351
HEIDENHAIN TNC 320 27
Page 28

14 Тест программы и отработка программы ..... 353
14.1 Графика ..... 354
Применение ..... 354
Обзор: виды ..... 355
Вид сверху ..... 355
Изображение в 3 плоскостях ..... 356
Трехмерное изображение ..... 357
Увеличение фрагмента ..... 358
Повтор графического моделирования ..... 359
Определение времени обработки ..... 360
14.2 Представление заготовки в рабочем пространстве ..... 361
Назначение ..... 361
14.3 Функции индикации программы ..... 362
Обзор ..... 362
14.4 Тест программы ..... 363
Назначение ..... 363
14.5 Отработка программы ..... 366
Применение ..... 366
Выполнение программы обработки ..... 367
Прерывание обработки ..... 368
Перемещение осей станка во время прерывания ..... 369
Продолжение выполнения
Вход в программу в произвольном месте (поиск кадра) ..... 371
Повторный подвод к контуру ..... 373
14.6 Автоматический запуск программы ..... 374
Назначение ..... 374
14.7 Пропуск кадров ..... 375
Назначение ..... 375
Добавление знака „/“ ..... 375
Удаление знака „/“ ..... 375
14.8 Приостановка выполнения программы по выбору оператора ..... 376
Назначение ..... 376
программы после прерывания ..... 370
28
Page 29
15 MOD-функции ..... 377
15.1 Выбор MOD-функции ..... 378
Выбор MOD-функции ..... 378
Изменение настроек ..... 378
Выход из MOD-функции ..... 378
Обзор MOD-функций ..... 379
15.2 Номера ПО ..... 380
Применение ..... 380
15.3 Ввод кодового числа ..... 381
Назначение ..... 381
15.4 Настройка интерфейса передачи данных ..... 382
Последовательный интерфейс в TNC 320 ..... 382
Назначение ..... 382
Настройка RS-232-интерфейса ..... 382
Установка СКОРОСТИ ПЕРЕДАЧИ В БОДАХ (baudRate) ..... 382
Настройка протокола (protocol) ..... 383
Настройка битов данных (dataBits) ..... 384
Проверка четности (parity) ..... 384
Настройка стоп-битов (stopBits) ..... 384
Настройка Handshake (flowControl) ..... 384
Настройки передачи данных с
Выбор режима работы внешнего устройства (fileSystem) ..... 385
ПО для передачи данных ..... 386
15.5 Ethernet-интерфейс ..... 388
Введение ..... 388
Возможности подключения ..... 388
Подключение системы управления к сети ..... 389
15.6 Выбор индикации положения ..... 395
Назначение ..... 395
15.7 Выбор единиц измерения ..... 396
Назначение ..... 396
15.8 Индикация рабочего времени ..... 397
Назначение ..... 397
TNCserver ПО ПК ..... 385
HEIDENHAIN TNC 320 29
Page 30

16 Таблицы и обзоры ..... 399
16.1 Индивидуальные параметры пользователя станка ..... 400
Назначение ..... 400
16.2 Разводка контактов и кабели для интерфейсов передачи данных ..... 408
Интерфейс V.24/RS-232-C HEIDEHAIN-устройства ..... 408
Устройства других производителей ..... 409
Интерфейс Ethernet-сети, гнездо RJ45 ..... 409
16.3 Техническая информация ..... 410
16.4 Замена буферной батареи ..... 415
30
Page 31

-
Первые шаги в работе с TNC 320
Page 32
1.1 Обзор
Изучение этой главы руководства поможет оператору,
начинающему работать в системе ЧПУ, быстро научиться
выполнять важнейшие процедуры управления ЧПУ. Более
подробную информацию по каждой теме вы найдете в
1.1 Обзор
соответствующем описании, каждый раз пользуясь ссылкой на
него.
В данной главе рассматриваются следующие темы:
Включение станка
Программирование первой части
Графический тест первой части
Наладка инструмента
Наладка заготовки
Отработка первой программы
32 Первые шаги в работе с TNC 320
Page 33
1.2 Включение станка
Квитирование перерыва в электроснабжении и поиск референтных меток
Включение и поиск референтных меток - это функции,
зависящие от станка. Следуйте указаниям инструкции
по обслуживанию станка.
U Включите напряжение питания системы ЧПУ и станка: начнется
запуск операционной системы. Эта операция может занять
несколько минут. Затем в заглавной строке дисплея ЧПУ
отобразится диалоговое окно "Перерыв в электроснабжении"
U Нажмите кнопку CE: ЧПУ откомпилирует PLC-
программу
U Включите управляющее напряжение: система
проверит функционирование аварийного
выключателя и перейдет в режим поиска
референтных меток
U Пересеките референтные метки в заданной
последовательности: нажмите для каждой оси
внешнюю клавишу START. Если станок оснащен
абсолютными датчиками линейных перемещений
и угловыми датчиками, то поиск референтных
меток не требуется
Теперь система ЧПУ готова к эксплуатации и находится в режиме
работы Ручное управление.
1.2 Включение станка
Подробная информация по данной теме
Поиск референтных меток: Смотри „Включение”,
Режимы работы: Смотри „Программирование/редактирование”,
страница 59
HEIDENHAIN TNC 320 33
страница 310
Page 34
1.3 Программирование первой части
Правильный выбор режима работы
Вы можете создавать программы только в режиме работы
"Программирование/редактирование":
U Нажмите кнопку режимов работы: ЧПУ перейдет в
режим работы Программирование/редактирование
Подробная информация по данной теме
Режимы работы: Смотри „Программирование/редактирование”,
страница 59
Важнейшие элементы управления ЧПУ
Функции диалога Клавиша
Подтвердить ввод и активировать следующий
вопрос диалога
Игнорировать вопрос диалога
Досрочно закончить диалог
1.3 Программирование первой части
Прервать диалог, отменить вводимые данные
Клавиши Softkey на дисплее, с помощью
которых можно выбрать функцию в
зависимости от активного состояния
эксплуатации
Подробная информация по данной теме
Создание и изменение программ: Смотри „Редактирование
программы”, страница 82
Обзор клавиш: Смотри „Элементы управления ЧПУ”,
страница 2
34 Первые шаги в работе с TNC 320
Page 35

Создание новой программы/управление файлами
U Нажмите клавишу PGM MGT: система ЧПУ откроет
окно управления файлами. Управление файлами
ЧПУ имеет структуру, аналогичную структуре
управления файлами на ПК с помощью Windows
Explorer. Пользуясь функцией управления
файлами, вы управляете данными на жестком
диске ЧПУ
U С помощью клавиш со стрелками выберите
директорию, в которой необходимо открыть новый
файл
U Введите любое имя файла с окончанием .I:
система ЧПУ автоматически откроет программу и
запросит единицы измерения новой программы
U Выбор единицы измерения: нажмите Softkey MM
или ДЮЙМЫ - система ЧПУ автоматически
запустит определение заготовки (смотри
„Определение заготовки” на странице 36)
Система ЧПУ формирует первый и последний кадр программы
автоматически. Эти кадры вы не сможете изменить в
дальнейшем.
Подробная информация по данной теме
Управление файлами: Смотри „Работа с управлением
файлами”, страница 90
Создание новой программы
программ”, страница 77
: Смотри „Открытие и ввод
1.3 Программирование первой части
HEIDENHAIN TNC 320 35
Page 36
Определение заготовки
Y
X
Z
MAX
MIN
-40
100
100
0
0
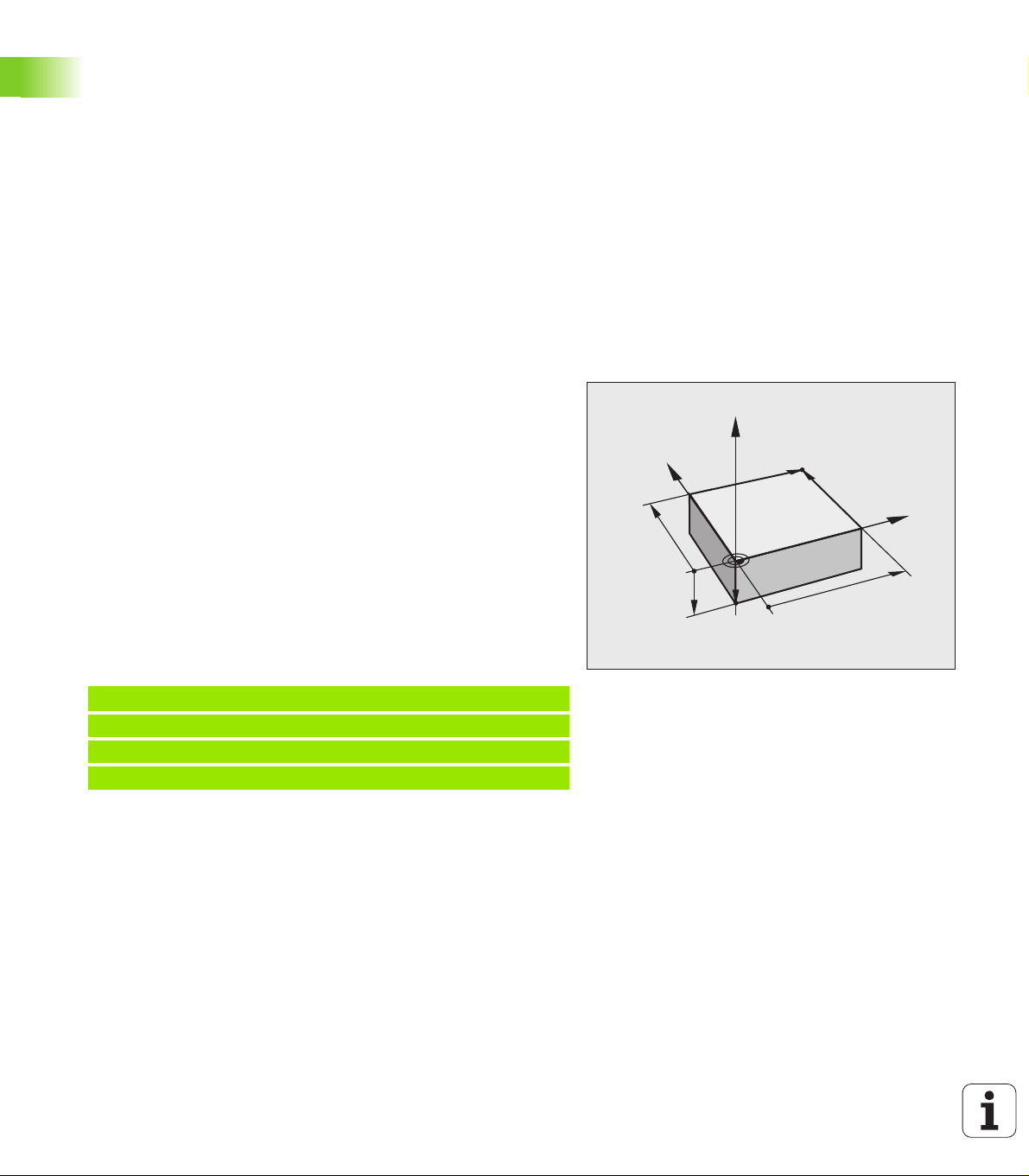
Сразу после того, как будет открыта новая программа, ЧПУ
запустит диалоговое окно ввода определения заготовки. В
качестве определения заготовки всегда используется
параллелепипед, для которого задаются MIN- и MAX-точка
относительно выбранной точки привязки.
После открытия оператором новой программы ЧПУ
автоматически вводит определение заготовки и запрашивает
необходимые данные заготовки:
U Ось шпинделя Z - Плоскость XY: введите активную ось
шпинделя. G17 записывается как предварительная настройка,
назначается кнопкой ENT
U Определение заготовки: минимум X: наименьшая X-координата
заготовки относительно точки привязки, например, 0;
подтвердите кнопкой ENT
U Определение заготовки: минимум Y: наименьшая Y-координата
заготовки относительно точки привязки, например, 0;
подтвердите кнопкой ENT
U Определение заготовки: минимум Z: наименьшая Z-координата
заготовки относительно точки привязки, например, -40;
подтвердите кнопкой ENT
U Определение заготовки: максимум X: наибольшая X-координата
заготовки относительно точки привязки, например, 100;
подтвердите кнопкой ENT
U Определение заготовки: максимум Y: наибольшая Y-координата
1.3 Программирование первой части
заготовки относительно точки привязки, например, 100;
подтвердите кнопкой ENT
U Определение заготовки: максимум Z: наибольшая Z-координата
заготовки относительно точки привязки, например, 0;
подтвердите кнопкой ENT
Примеры NC-кадров
%NEU G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NEU G71 *
Подробная информация по данной теме
Определение заготовки: (смотри страница 78)
36 Первые шаги в работе с TNC 320
Page 37
Структура программы
Программа обработки должна по возможности всегда иметь
одинаковую структуру. Благодаря этому повышается качество
обзора, ускоряется процесс программирования и уменьшается
риск появления источников ошибок.
Рекомендуемая структура программы в условиях простой,
стандартной обработки контуров
1 Вызов инструмента, определение оси инструмента
2 Вывод инструмента из материала
3 Предварительное позиционирование в плоскости обработки
вблизи точки старта контура
4 Предварительное
заготовкой или на ее уровне на глубине; при необходимости
включение шпинделя/СОЖ
5 Подвод к контуру
6 Обработка контура
7 Выход из конура
8 Вывод инструмента из материала, завершение программы
Подробная информация по данной теме:
Программирование контура: Смотри „Движения инструмента”,
страница 150
позиционирование на оси инструмента над
Пример: Структура программы,
программирование контуров
%BSPCONT G71 *
N10G30G71X...Y...Z...*
N20 G31 X... Y... Z... *
N30T5G17S5000*
N40 G00 G40 G90 Z+250 *
N50X...Y...*
N60 G01 Z+10 F3000 M13 *
N70X...Y...RLF500*
...
N160 G40 ... X... Y... F3000 M9 *
N170 G00 Z+250 M2 *
N99999999 BSPCONT G71 *
1.3 Программирование первой части
Рекомендуемая структура программы для простых
программ циклов
1 Вызов
2 Вывод инструмента из материала
3 Определение цикла обработки
4 Подвод к позиции обработки
5 Вызов цикла, включение шпинделя/СОЖ
6 Вывод инструмента из материала, завершение программы
Подробная информация по данной теме:
Программирование циклов: см. руководство пользователя по
циклам
HEIDENHAIN TNC 320 37
инструмента, определение оси инструмента
Пример: Структура программы,
программирование циклов
%BSBCYC G71 *
N10G30G71X...Y...Z...*
N20 G31 X... Y... Z... *
N30T5G17S5000*
N40 G00 G40 G90 Z+250 *
N50 G200... *
N60X...Y...*
N70G79M13*
N80 G00 Z+250 M2 *
N99999999 BSBCYC G71 *
Page 38

Программирование простого контура
X
Y
9
5
95
5
10
10
20
20
1
4
2
3
Вокруг контура, показанного на иллюстрации справа, должно
быть однократно выполнено фрезерование на глубине 5 мм.
Определение заготовки уже было создано оператором. После
того, как вы с помощью функциональной клавиши открыли
диалоговое окно, введите все данные, которые запрашиваются
ЧПУ в заглавной строке дисплея.
U Вызов инструмента: введите все данные
инструмента. Каждый раз подтверждайте ввод
кнопкой ENT, не забывайте указывать ось
инструмента
U Нажмите кнопку L, чтобы открыть кадр программы
с движением по прямой
U С помощью кнопки со стрелкой влево перейдите в
область ввода G-функций
U Нажмите клавишу Softkey G0 для движения на
ускоренном ходу
U Отвод инструмента: нажмите оранжевую кнопку
оси Z, чтобы обеспечить вывод из материала по
оси инструмента, и введите значение для
позиции, к которой подводится инструмент,
например, 250. Подтвердите ввод кнопкой ENT
U Корр. на радиус: RL/RR/без коррекции?,
1.3 Программирование первой части
подтвердите кнопкой ENT: коррекция на радиус не
активируется
U Дополнительная функция M? подтвердите кнопкой
END: система ЧПУ сохранит введенный кадр
перемещения
U Нажмите кнопку L, чтобы открыть кадр программы
с движением по прямой
U С помощью кнопки со стрелкой влево перейдите в
область ввода G-функций
U Нажмите клавишу Softkey G0 для движения на
ускоренном ходу
U Предварительное позиционирование инструмента
в плоскости обработки: нажмите оранжевую
кнопку оси X и введите значение позиции, к
которой подводится инструмент, например, -20
U Нажмите оранжевую клавишу оси Y и введите
значение для позиции, к которой подводится
инструмент, например, - 20. Подтвердите ввод
кнопкой ENT
U Корр. на радиус: RL/RR/без коррекции?,
U Дополнительная функция M? подтвердите кнопкой
подтвердите кнопкой ENT: коррекция на радиус не
активируется
END: система ЧПУ сохранит введенный кадр
перемещения
38 Первые шаги в работе с TNC 320
Page 39
U Перемещение инструмента на глубину: нажмите
26270
оранжевую кнопку оси и введите значение для
позиции, к которой подводится инструмент,
например, - 5. Подтвердите ввод кнопкой ENT
U Корр. на радиус: RL/RR/без коррекции?,
подтвердите кнопкой ENT: коррекция на радиус не
активируется
U Подача F=? Введите скорость подачи при
позиционировании, например, 3000 мм/мин,
подтвердите ввод кнопкой ENT
U Дополнительная функция M? Включите шпиндель
и СОЖ, например, M13, подтвердите кнопкой
END: система ЧПУ сохранит введенный кадр
перемещения
U Подвод к контуру: определение параметра Радиус
скругления окружности входа
U Обработка контура, подвод к точке контура 2:
достаточно просто ввести изменяемую
информацию, а также только Y-координату 95, и
сохранить вводимые данные в памяти нажатием
кнопки END
U Подвод к точке контура 3: введите X-координату 95
и сохраните данные нажатием кнопки END
U Определение фаски в точке контура 3: задайте
фаску 10 мм, сохраните данные нажатием кнопки
END
U Подвод к точке контура 4: введите Y-координату 5
и сохраните данные нажатием кнопки END
U Определение фаски в точке контура 4: задайте
фаску 20 мм, сохраните данные нажатием кнопки
END
U Подвод к точке контура 1: введите X-координату 5
и сохраните данные нажатием кнопки END
U Выход из контура: определение параметра Радиус
скругления окружности входа
U Отвод инструмента: нажмите оранжевую кнопку
оси Z, чтобы обеспечить вывод из материала по
оси инструмента, и введите значение для
позиции, к которой подводится инструмент,
например, 250. Подтвердите ввод кнопкой ENT
U Корр. на радиус: RL/RR/без коррекции?,
подтвердите кнопкой ENT: коррекция на радиус не
активируется
U Дополнительная функция M? Введите M2 для
завершения программы, подтвердите кнопкой
END: система ЧПУ сохранит введенный кадр
перемещения
1.3 Программирование первой части
HEIDENHAIN TNC 320 39
Page 40
Подробная информация по данной теме
Полный пример с NC-кадрами: Смотри „Пример: движения по
прямой и фаски в декартовой системе координат”, страница 167
Создание новой программы: Смотри „Открытие и ввод
программ”, страница 77
Подвод к контуру/выход из контура: Смотри „Вход в контур и
выход из контура”, страница 154
Программирование контуров: Смотри „Обзор
траектории”, страница 158
Поправка на радиус инструмента: Смотри „Коррекция на радиус
инструмента”, страница 144
Дополнительные М-функции: Смотри „Дополнительные
функции контроля выполнения программы, шпинделя и подачи
СОЖ”, страница 262
функций
1.3 Программирование первой части
40 Первые шаги в работе с TNC 320
Page 41
Создание программы циклов
X
Y
20
10
100
100
10
90
9080
0
0
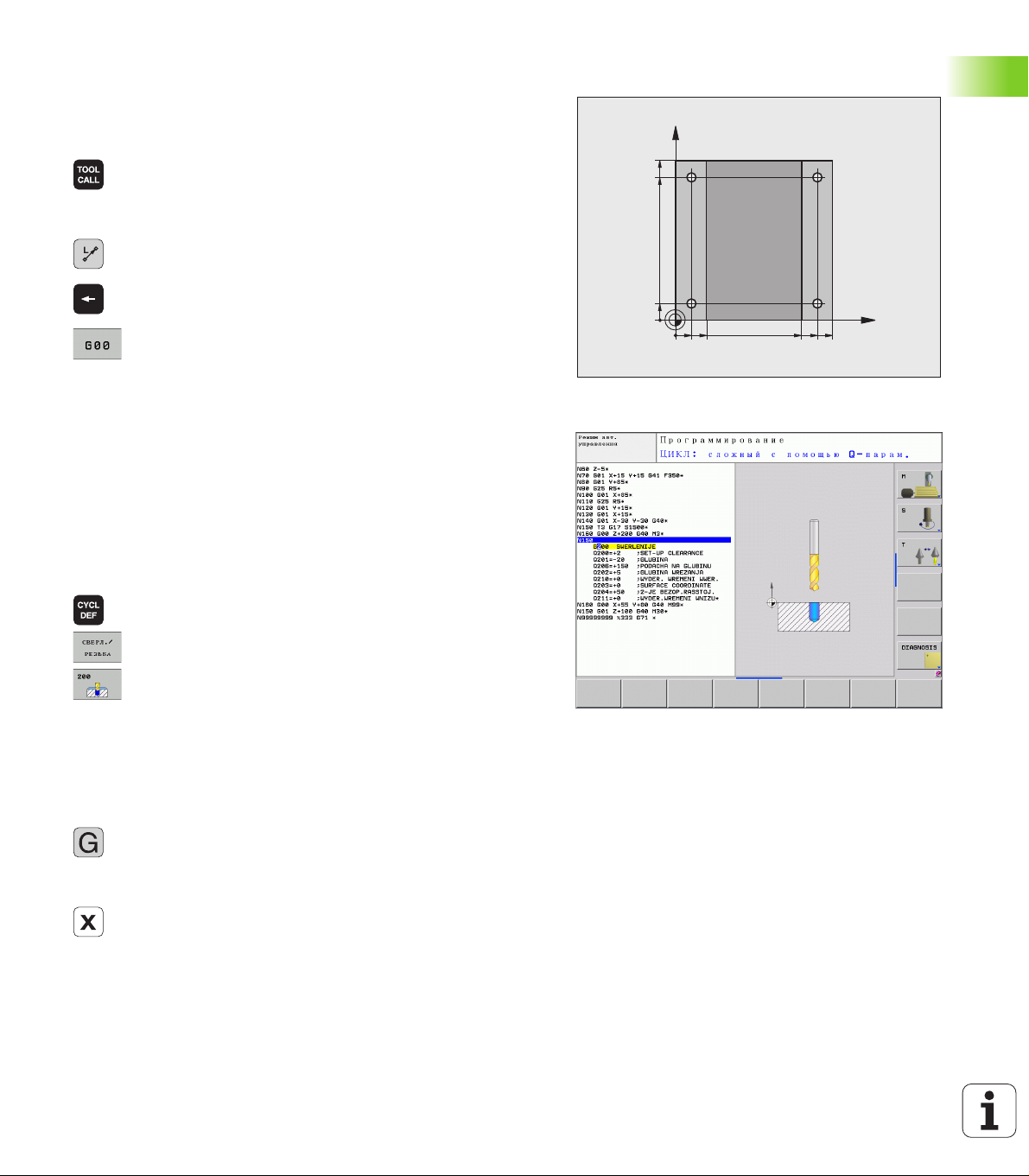
Отверстия, показанные на рисунке справа (глубина 20 мм),
следует выполнять с помощью стандартного цикла сверления.
Определение заготовки уже было создано оператором.
U Вызов инструмента: введите все данные
инструмента. Каждый раз подтверждайте ввод
кнопкой ENT, не забывайте указывать ось
инструмента
U Нажмите кнопку L, чтобы открыть кадр программы
с движением по прямой
U С помощью кнопки со стрелкой влево перейдите в
область ввода G-функций
U Нажмите клавишу Softkey G0 для движения на
ускоренном ходу
U Отвод инструмента: нажмите оранжевую клавишу
оси Z, чтобы обеспечить вывод из материала по
оси инструмента, и введите значение для
позиции, к которой подводится инструмент,
например, 250. Подтвердите ввод кнопкой ENT
U Корр. на радиус: RL/RR/без коррекции?,
подтвердите кнопкой ENT: коррекция на радиус не
активируется
U Дополнительная функция M? подтвердите кнопкой
END: система ЧПУ сохранит введенный кадр
перемещения
U Вызов меню циклов
1.3 Программирование первой части
U Отображение циклов сверления
U Выбор стандартного цикла сверления 200: ЧПУ
запускает диалоговое окно определения
параметров цикла. Поэтапно вводите параметры,
запрашиваемые ЧПУ, каждый раз подтверждая
ввод кнопкой ENT. В правой части дисплея ЧПУ
дополнительно выполняется показ графики,
используемой для отображения
соответствующего параметра цикла
U Подвод к первой позиции сверления: введите
Координаты позиции сверления, включите СОЖ и
шпиндель, выполните вызов цикла с помощью
M99
U Подвод к оставшимся позициям сверления:
HEIDENHAIN TNC 320 41
введите Координаты соответствующих позиций
сверления, выполните вызов цикла с помощью
M99
Page 42

U Отвод инструмента: нажмите оранжевую кнопку
0
оси Z, чтобы обеспечить вывод из материала по
оси инструмента, и введите значение для
позиции, к которой подводится инструмент,
например, 250. Подтвердите ввод кнопкой ENT
U Корр. на радиус: RL/RR/без коррекции?,
подтвердите кнопкой ENT: коррекция на радиус не
активируется
U Дополнительная функция M? Введите M2 для
завершения программы, подтвердите кнопкой
END: система ЧПУ сохранит введенный кадр
перемещения
Примеры NC-кадров
%C200 G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N30 T5 G17 S4500 *
N40 G00 G40 G90 Z+250 *
N50 G200 СВЕРЛЕНИЕ
Q200=2 ;БЕЗОП. РАССТ.
Q201=-20 ;ГЛУБИНА
1.3 Программирование первой части
Q206=250 ;F ВРЕЗАНИЕ
Q202=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q210=0 ;F-ВРЕМЯ НАВЕРХУ
Q203=-10 ;КООРД. ПОВЕРХ.
Q204=20 ;2 БЕЗОП. РАССТ.
Q211=0.2 ;ВРЕМЯ ВЫДЕРЖКИ ВНИЗУ
N60X+10Y+10M13M99*
N70X+10Y+90M99*
N80X+90Y+10M99*
N90X+90Y+90M99*
N100 G00 Z+250 M2 *
N99999999 %C200 G71 *
Определение заготовки
Вызов инструмента
Отвод инструмента
Определение цикла
Включение шпинделя и СОЖ, вызов цикла
Вызов цикла
Вызов цикла
Вызов цикла
Отвод инструмента, конец программы
Подробная информация по данной теме
Создание новой программы: Смотри „Открытие и ввод
программ”, страница 77
Программирование циклов: см. руководство пользователя по
циклам
42 Первые шаги в работе с TNC 320
Page 43

1.4 Графический тест первой
части
Правильный выбор режима работы
Вы можете тестировать программы только в режиме работы "Тест
программы":
U Нажмите кнопку режимов работы: ЧПУ перейдет в
режим тестирования программы
Подробная информация по данной теме
Режимы работы ЧПУ: Смотри „Режимы работы”, страница 58
Тестирование программ: Смотри „Тест программы”,
страница 363
Выбор таблицы инструментов для теста программы
Действие на этом шаге следует выполнять только в том случае,
если вы еще не активировали в режиме "Тест программы"
таблицу инструментов.
U Нажмите кнопку PGM MGT: система ЧПУ откроет
окно управления файлами
U Нажмите клавишу Softkey ВЫБОР ТИПА: ЧПУ
отобразит меню Softkey для выбора из указанных
типов файлов
U Нажмите клавишу Softkey ПОКАЗАТЬ ВСЕ: ЧПУ
отобразит все хранящиеся в памяти файлы в
правом окне
U Перемещение курсора влево на директории
1.4 Графический тест первой части
U Перемещение курсора на директорию TNC:\
U Перемещение курсора вправо на файлы
U Выделите файл TOOL.T (активная таблица
инструмента), нажмите кнопку ENT: TOOL.T
получит статус S и станет, таким образом,
активным для тестирования программы
U Нажмите кнопку END: выход из управления
файлами
Подробная информация по данной теме
Управление инструментом: Смотри „Ввод данных инструмента
в таблицу”, страница 132
Тестирование программ: Смотри „Тест программы”,
страница 363
HEIDENHAIN TNC 320 43
Page 44

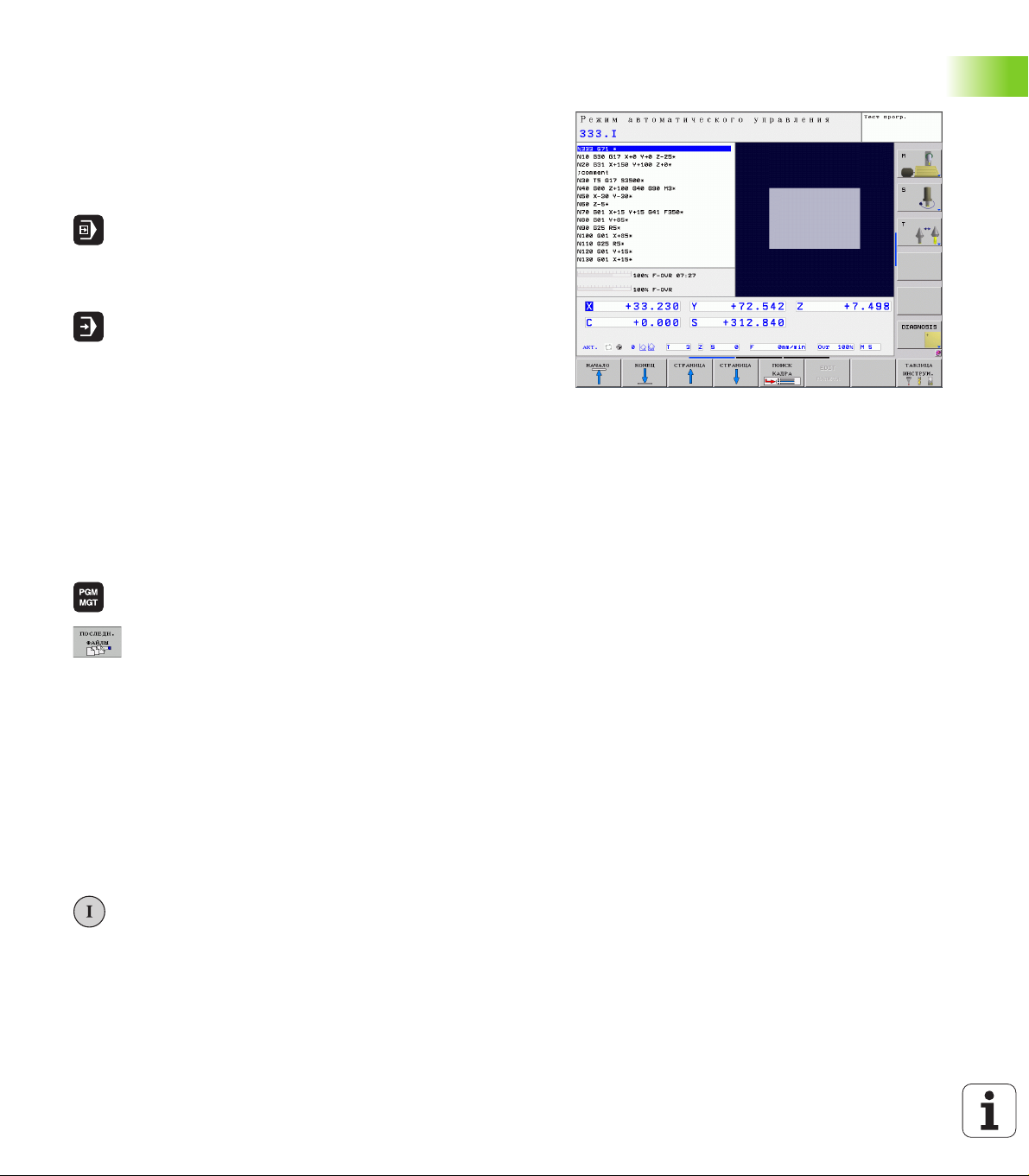
Выбор программы, которую необходимо протестировать
U Нажмите кнопку PGM MGT: система ЧПУ откроет
окно управления файлами
U Нажмите клавишу Softkey ПОСЛЕДНИЕ ФАЙЛЫ: в
ЧПУ откроется окно перехода с последними
выбранными файлами
U С помощью клавиш со стрелками выберите
программу, которую необходимо протестировать,
и назначьте ее кнопкой ENT
Подробная информация по данной теме
Выбор программы: Смотри „Работа с управлением файлами”,
страница 90
Выбор разделения экрана дисплея и вида
U Нажмите кнопку разделения экрана: ЧПУ
отобразит на панели Softkey все доступные
альтернативные возможности
U Нажмите клавишу Softkey ПРОГРАММА +
ГРАФИКА: ЧПУ отобразит в левой половине
дисплея программу, а в правой половине -
1.4 Графический тест первой части
заготовку
U С помощью Softkey выберите желаемый вид для
отображения
U Показ вида сверху
U Изображение в 3 плоскостях
U Трехмерное изображение
Подробная информация по данной теме
Функции графики: Смотри „Графика”, страница 354
Выполнение теста программы: Смотри „Тест программы”,
страница 363
44 Первые шаги в работе с TNC 320
Page 45

Запуск теста программы
U Нажмите клавишу Softkey ПЕРЕЗАГР. + СТАРТ:
система ЧПУ моделирует активную программу до
наступления запрограммированного перерыва
или до конца программы
U Во время моделирования вы можете с помощью
клавиш Softkey менять используемый вид
отображения
U Нажмите клавишу Softkey СТОП: ЧПУ прервет
выполнение теста программы
U Нажмите клавишу Softkey СТАРТ: ЧПУ продолжит
выполнение теста программы после перерыва
Подробная информация по данной теме
Выполнение теста программы: Смотри „Тест программы”,
страница 363
Функции графики: Смотри „Графика”, страница 354
1.4 Графический тест первой части
HEIDENHAIN TNC 320 45
Page 46

1.5 Наладка инструмента
Правильный выбор режима работы
Выполните наладку инструмента в режиме работы Ручное
управление:
U Нажмите кнопку режимов работы: ЧПУ перейдет в
ручной режим работы
Подробная информация по данной теме
Режимы работы ЧПУ: Смотри „Режимы работы”, страница 58
Подготовка и измерение инструмента
U Следует зажать необходимые инструменты в соответствующих
зажимных патронах
U При измерении с помощью внешнего прибора для настройки
инструмента: измерьте инструмент, запишите длину и радиус
1.5 Наладка инструмента
или введите их непосредственно в систему станка с помощью
программы передачи данных
U При измерении на станке: загрузите инструмент в устройство
смены инструмента (смотри страница 47)
Таблица инструмента TOOL.T
В таблице инструментов TOOL.T (хранится на жестком диске в
TNC:\TABLE\) вы можете сохранить в памяти данные об
инструментах, такие как длина и радиус, а также индивидуальные
параметры каждого конкретного инструмента, которые требуются
ЧПУ для выполнения разнообразных функций.
Для ввода данных об инструменте в таблицу инструментов
TOOL.T выполните действия в следующем порядке:
U Отображение таблицы инструмента: ЧПУ
отображает таблицу инструмента в форме
таблицы
U Редактирование таблицы инструмента:
установите клавишу Softkey РЕДАКТИРОВАНИЕ
на ВКЛ
U Перемещаясь вниз или вверх с помощью клавиш
со стрелками, выберите номер инструмента,
который вам необходимо изменить
U Перемещаясь вправо или влево с помощью
клавиш со стрелками, выберите данные
инструментов, которые вам необходимо изменить
U Выход из таблицы инструмента: нажмите кнопку
END
Подробная информация по данной теме
Режимы работы ЧПУ: Смотри „Режимы работы”, страница 58
Работа с таблицей инструмента: Смотри „Ввод данных
инструмента в таблицу”, страница 132
46 Первые шаги в работе с TNC 320
Page 47

Таблица мест TOOL_P.TCH
Принцип действия таблицы мест зависит от станка.
Следуйте указаниям инструкции по обслуживанию
станка.
В таблице мест TOOL_P.TCH (хранится на жестком диске в
TNC:\TABLE\) вы определяете, какие инструменты входят в
состав вашего магазина инструментов.
Чтобы ввести данные в таблицу мест TOOL_P.TCH, выполните
действия в следующем порядке:
U Отображение таблицы инструмента: ЧПУ
отображает таблицу инструмента в форме
таблицы
U Отображение таблицы мест: ЧПУ отображает
таблицу мест в форме таблицы
U Редактирование таблицы мест: установите
клавишу Softkey РЕДАКТИРОВАНИЕ на ВКЛ
U Перемещаясь вниз или вверх с помощью клавиш
со стрелками, выберите номер места, который
вам необходимо изменить
U Перемещаясь вправо или влево с помощью
клавиш со стрелками, выберите данные, которые
вам необходимо изменить
U Выход из таблицы мест: нажмите кнопку END
1.5 Наладка инструмента
Подробная информация по данной теме
Режимы работы ЧПУ: Смотри „Режимы работы”, страница 58
Работа с таблицей мест: Смотри „Таблица мест для устройства
смены инструмента”, страница 138
HEIDENHAIN TNC 320 47
Page 48
1.6 Наладка заготовки
Правильный выбор режима работы
Выполните выверку заготовок в режиме работы Ручное
управление или Эл. маховичок
U Нажмите кнопку режимов работы: ЧПУ перейдет в
ручной режим работы
Подробная информация по данной теме
Ручной режим работы: Смотри „Перемещение осей станка”,
страница 314
Зажим заготовки
1.6 Наладка заготовки
Закрепите заготовку на столе станка с помощью зажимного
приспособления. Если ваш станок оснащен трехмерным
измерительным щупом, параллельная оси выверка заготовки не
требуется.
Если вы не имеете 3D-измерительного щупа, вам следует
выполнять выверку заготовки так, чтобы она была зажата в
положении параллельно осям станка.
48 Первые шаги в работе с TNC 320
Page 49

Выверка заготовки с помощью измерительного щупа
U В режиме работы MDI (MDI = Manual Data Input) выполните кадр
TOOL CALL с указанием оси инструмента, а затем снова
выберите Ручной режим (в режиме работы MDI любые NCкадры могут проходить покадровую отработку независимо друг
от друга)
U Выбор функции ощупывания: ЧПУ отображает на
панели Softkey доступные функции
U ЧПУ выполняет вызов меню разворота плоскости
обработки. Для регистрации разворота плоскости
обработки должно произойти ощупывание в двух
точках на какой-либо прямой на заготовке
U С помощью клавиш управления осями выполните
предварительное позиционирование
измерительного щупа вблизи первой точки
касания
U Клавишей Softkey выберите направление касания
U Нажмите NC-Start: измерительный щуп будет
перемещаться в заданном направлении до тех
пор, пока не коснется заготовки, а затем будет
автоматически возвращен обратно в точку старта
U С помощью клавиш управления осями выполните
предварительное позиционирование
измерительного щупа вблизи второй точки
касания
U Нажмите NC-Start: измерительный щуп будет
перемещаться в заданном направлении до тех
пор, пока не коснется заготовки, а затем будет
автоматически возвращен обратно в точку старта
U После этого ЧПУ отобразит установленный
разворот плоскости обработки
U С помщью клавиши Softkey УСТ. РАЗВОРОТ
установите отображаемое значение в качестве
разворота плоскости обработки. Нажмите
клавишу Softkey КОНЕЦ для выхода из меню
1.6 Наладка заготовки
Подробная информация по данной теме
Режим работы MDI: Смотри „Программирование и отработка
простых программ”, страница 348
Выверка заготовки: Смотри „Выверка заготовки с помощью
измерительного щупа”, страница 334
HEIDENHAIN TNC 320 49
Page 50
Установка точки привязки с помощью измерительного щупа
U В режиме работы MDI выполните кадр TOOL CALL с указанием
оси инструмента, затем снова выберите ручной режим работы
U Выбор функции ощупывания: ЧПУ отображает на
панели Softkey доступные функции
U Задайте точку привязки, например, в углу
заготовки
U Переместите измерительный щуп к первой точке
измерения на первой кромке заготовки
U Клавишей Softkey выберите направление
ощупывания
U Нажмите NC-Start: измерительный щуп будет
1.6 Наладка заготовки
Подробная информация по данной теме
Установка точки привязки: Смотри „Установка точки привязки с
помощью измерительного щупа”, страница 336
перемещаться в заданном направлении до тех
пор, пока не коснется заготовки, а затем будет
автоматически возвращен обратно в точку старта
U С помощью клавиш управления осями выполните
предварительное позиционирование
измерительного щупа вблизи второй точки
касания на первой кромке заготовки
U Нажмите NC-Start: измерительный щуп будет
перемещаться в заданном направлении до тех
пор, пока не коснется заготовки, а затем будет
автоматически возвращен обратно в точку старта
U С помощью клавиш управления осями выполните
предварительное позиционирование
измерительного щупа вблизи первой точки
касания на второй кромке заготовки
U Клавишей Softkey выберите направление
ощупывания
U Нажмите NC-Start: измерительный щуп будет
перемещаться в заданном направлении до тех
пор, пока не коснется заготовки, а затем будет
автоматически возвращен обратно в точку старта
U С помощью клавиш управления осями выполните
предварительное позиционирование
измерительного щупа вблизи второй точки
касания на второй кромке заготовки
U Нажмите NC-Start: измерительный щуп будет
перемещаться в заданном направлении до тех
пор, пока не коснется заготовки, а затем будет
автоматически возвращен обратно в точку старта
U После этого ЧПУ укажет координаты
установленной угловой точки
U Установка 0: нажмите Softkey УСТ. ТОЧКУ
ПРИВЯЗКИ
U Выйдите из меню, нажав клавишу Softkey КОНЕЦ
50 Первые шаги в работе с TNC 320
Page 51
1.7 Отработка первой программы
Правильный выбор режима работы
Вы можете провести отработку программ в режиме работы
"Покадровое выполнение программы" или "Выполнение
программы в автоматическом режиме":
U Нажмите кнопку режимов работы: ЧПУ перейдет в
режим работы Покадровое выполнение программы
и отрабатает программу последовательно кадр за
кадром. Оператор должен подтверждать каждый
кадр нажатием кнопки "NC-старт"
U Нажмите кнопку режимов работы: ЧПУ перейдет в
режим работы Выполнение программы в
автоматическом режиме и после нажатия "NC-
старт" отрабатает программу до перерыва в
программе или до ее конца
Подробная информация по данной теме
Режимы работы ЧПУ: Смотри „Режимы работы”, страница 58
Отработка программ: Смотри „Отработка программы”,
страница 366
Выбор программы, которую необходимо отработать
U Нажмите кнопку PGM MGT: система ЧПУ откроет
окно управления файлами
U Нажмите клавишу Softkey ПОСЛЕДНИЕ ФАЙЛЫ: в
ЧПУ откроется окно перехода с последними
выбранными файлами
U При необходимости с помощью клавиш со
стрелками выберите программу, которую
требуется отработать, и назначьте ее клавишей
ENT
Подробная информация по данной теме
Управление файлами: Смотри „Работа с управлением
файлами”, страница 90
Запуск программы
U Нажмите кнопку NC-старт: ЧПУ будет
отрабатывать активную программу
Подробная информация по данной теме
Отработка программ: Смотри „Отработка программы”,
страница 366
1.7 Отработка первой программы
HEIDENHAIN TNC 320 51
Page 52
1.7 Отработка первой программы
52 Первые шаги в работе с TNC 320
Page 53

Введение
Page 54
2.1 TNC 320
Системы ЧПУ фирмы HEIDENHAIN - это системы управления,
ориентированные на работу в цехе, с помощью которых можно
простым, доступным способом программировать стандартные
типы обработки в диалоге открытым текстом непосредственно на
станке. Они предназначены для применения на фрезерных и
сверлильных станках, а также обрабатывающих цетрах с 5 осями.
2.1 TNC 320
Дополнительно при программировании можно настраивать
угловое положение
Пульт управления и изображение на дисплее представлены в
наглядной форме, так что можно быстро и легко получать доступ
ко всем функциям.
Программирование: диалог открытым текстом фирмы HEIDENHAIN и DIN/ISO
Составление программ в диалоге программирования открытым
текстом HEIDENHAIN, удобном для пользователя, является
необычайно простой операцией. Графика при программировании
отображает отдельные шаги обработки во время ввода
программы. В качестве дополнительной функции используется
программирование свободного контура FK, если нет в наличии
соответствующего NC-чертежа. Графическое моделирование
обработки заготовки возможно как во время тестирования
программы, так и
Кроме того, можно программировать ЧПУ в формате DIN/ISO или
в режиме DNC.
Программу можно вводить и тестировать также в тот момент,
когда другая программа уже выполняет обработку заготовки.
шпинделя.
в процессе ее отработки.
Совместимость
Пределы производительности TNC 320 не соответствуют
системам управления конструктивного ряда TNC 4xx и iTNC 530.
Поэтому, программы обработки, созданные в системах ЧПУ
HEIDENHAIN (начиная с TNC 150 B), отрабатываются TNC 320
только условно. Если NC-кадры содержат недействительные
элементы, они обозначаются системой ЧПУ при считывании как
ERROR-кадры.
Обращайте особое внимаие на подробное описание
различий между iTNC 530 и TNC 320 (смотри „Функции
TNC 320 и iTNC 530 в сравнении” на странице 425).
54 Введение
Page 55
2.2 Дисплей и пульт управления
1
3
1
1
4
4
5
1
678
2
1
9
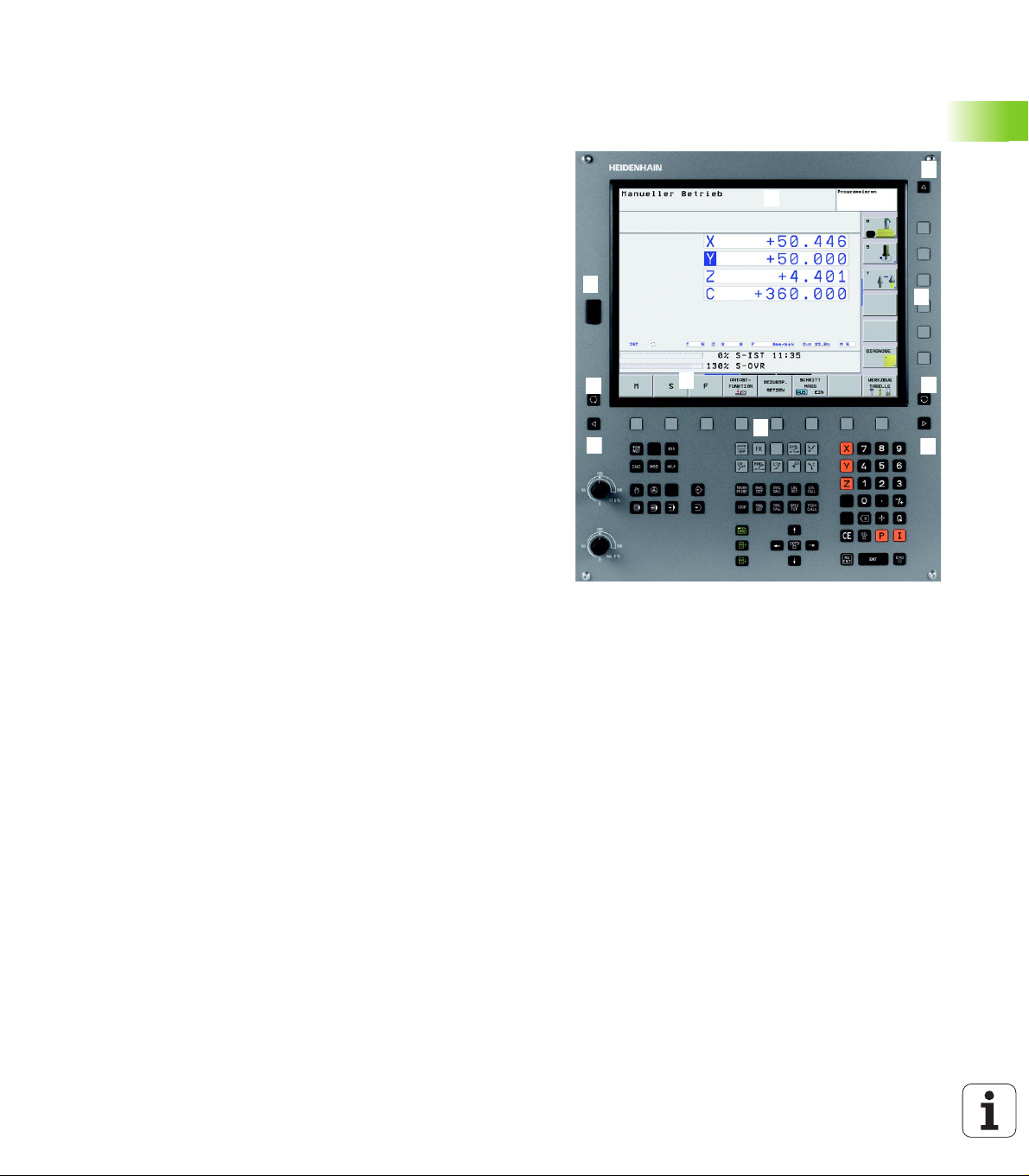
Дисплей
Данная система ЧПУ поставляется с 15-дюймовым плоским
дисплеем TFT (см. рисунок справа).
1 Заглавная строка
При включенном ЧПУ в заглавной строке дисплея
отображаются выбранные режимы работы: слева - режимы
работы станка, а справа - режимы работы при
программировании. В более широком поле заглавной строки
указан тот режим работы, на который переключен дисплей:
там появляются вопросы диалогового окна и тексты
сообщений (исключение: если ЧПУ обеспечивает только
индикацию
2 Клавиши Softkey
В нижней строке ЧПУ выводятся другие функции на панели
Softkey. Выбор этих функций осуществляется с помощью
клавиш, расположенных ниже. Для ориентации узкие полосы
непосредственно над панелью Softkey указывают на
количество панелей Softkey, которые можно выбрать
черными клавишами со стрелкой, находящимися снаружи.
Активная панель Softkey отображается подсвеченной
полосой.
3 Клавиши выбора Softkey
4 Переключение
5 Разделение экрана дисплея
6 Клавиша переключения дисплея для режимов работы станка
и режимов работы программирования
7 Клавиши выбора Softkey для клавиш Softkey производителя
станков
8 Переключение панелей Softkey производителя станков
9 USB-разъем
графики).
панелей Softkey
2.2 Дисплей и пульт управления
HEIDENHAIN TNC 320 55
Page 56
Разделение экрана дисплея
Пользователь выбирает разделение дисплея: таким образом,
ЧПУ в режиме "Программирование/редактирование" может
отображать программу в левой части дисплея, а в правой части
отображаеть, например, графику при программировании. В
качестве альтернативы можно также вывести в правом окне
индикацию группировки программ или только программу в одном
большом окне. Тип окна, отображаемого ЧПУ, зависит
выбранного режима работы.
Разделение экрана дисплея:
Нажмите клавишу перекючения дисплея: на
панели Softkey отобразятся возможные типы
разделения дисплея, смотри „Режимы работы”,
страница 58
Выберите участок дисплея с помощью Softkey
2.2 Дисплей и пульт управления
от
56 Введение
Page 57

Пульт управления
1
2
3
5
1
4
6771
Система управления TNC 320 поставляется со встроенной
клавиатурой. На рисунке справа показаны элементы управления:
1 Управление файлами
Калькулятор
MOD-функция
HELP-функция (ПОМОЩЬ)
2 Режимы программирования
3 Режимы работы станка
4 Открытие диалоговых окон программирования
5 Клавиши со стрелками и операция перехода GOTO
6 Ввод числовых значений и выбор оси
7 Клавиши навигации
Функции отдельных клавиш перечислены на обратной стороне
обложки данного руководства.
Внешние клавиши, такие как NC-START или NCSTOPP, описываются в инструкции по обслуживанию
станка.
2.2 Дисплей и пульт управления
HEIDENHAIN TNC 320 57
Page 58

2.3 Режимы работы
Режим ручного управления и электронного маховичка
Наладка станка производится в режиме ручного управления. В
этом режиме работы можно позиционировать оси станка вручную
или поэтапно, назначать координаты точек привязки и
поворачивать плоскость обработки.
Режим работы эл. маховичка поддерживает перемещение осей
станка вручную с помощью электронного маховичка HR.
Перепрограммируемые клавиши (Softkey) для разделения
2.3 Режимы работы
дисплея (выбор выполняется, как описано ранее)
Окно Softkey
Позиции
Слева: позиции, справа: индикация состояния
Позиционирование с ручным вводом данных
В этом режиме работы можно программировать простые
перемещения, например, для фрезерования плоскостей или
предварительного позиционирования.
Клавиши Softkey для разделения экрана дисплея
Окно Softkey
Программа
Слева: программа, справа: индикация
состояния
58 Введение
Page 59

Программирование/редактирование
Программы обработки составляются в этом режиме работы.
Многосторонняя поддержка и дополнения при программировании
представлены программированием свободных контуров,
различными циклами и функциями Q-параметров. По запросу
графика при программировании отображает
запрограммированые пути перемещения.
Клавиши Softkey для разделения экрана дисплея
Окно Softkey
Программа
Слева: программа, справа: группировка
программы
Слева: программа, справа: графика при
программировании
Тест программы
Система ЧПУ моделирует программы и части программ в режиме
тестирования программы, например, чтобы обнаружить
геометрические несоответствия, отсутствующие или
неправильные данные в программе и нарушения рабочего
пространства. Моделирование поддерживается графически,
путем отображения детали в различных проекциях.
Клавиши Softkey для разделения экрана дисплея: смотри
„Выполнение программы в автоматическом и покадровом
режимах”, страница 60.
2.3 Режимы работы
HEIDENHAIN TNC 320 59
Page 60

Выполнение программы в автоматическом и покадровом режимах
При отработке программы в автоматическом режиме ЧПУ
выполняет программу до конца или до момента прерывания,
выполняемого в ручном режиме или запрограммированного.
После перерыва оператор может снова продолжить отработку
программы.
При покадровом выполнении программы каждый кадр
запускается с помощью внешней кнопки START.
Клавиши Softkey для разделения экрана дисплея
Окно Softkey
2.3 Режимы работы
Программа
Слева: программа, справа: группировка
программы
Слева: программа, справа: состояние
Слева: программа, справа: графика
Графика
Клавиши Softkey для разпределения экрана в случае
палет
Окно Softkey
Таблица палет
Слева: программа, справа: таблица палет
Слева: таблица палет, справа: состояние
60 Введение
таблиц
Page 61

2.4 Индикация состояния
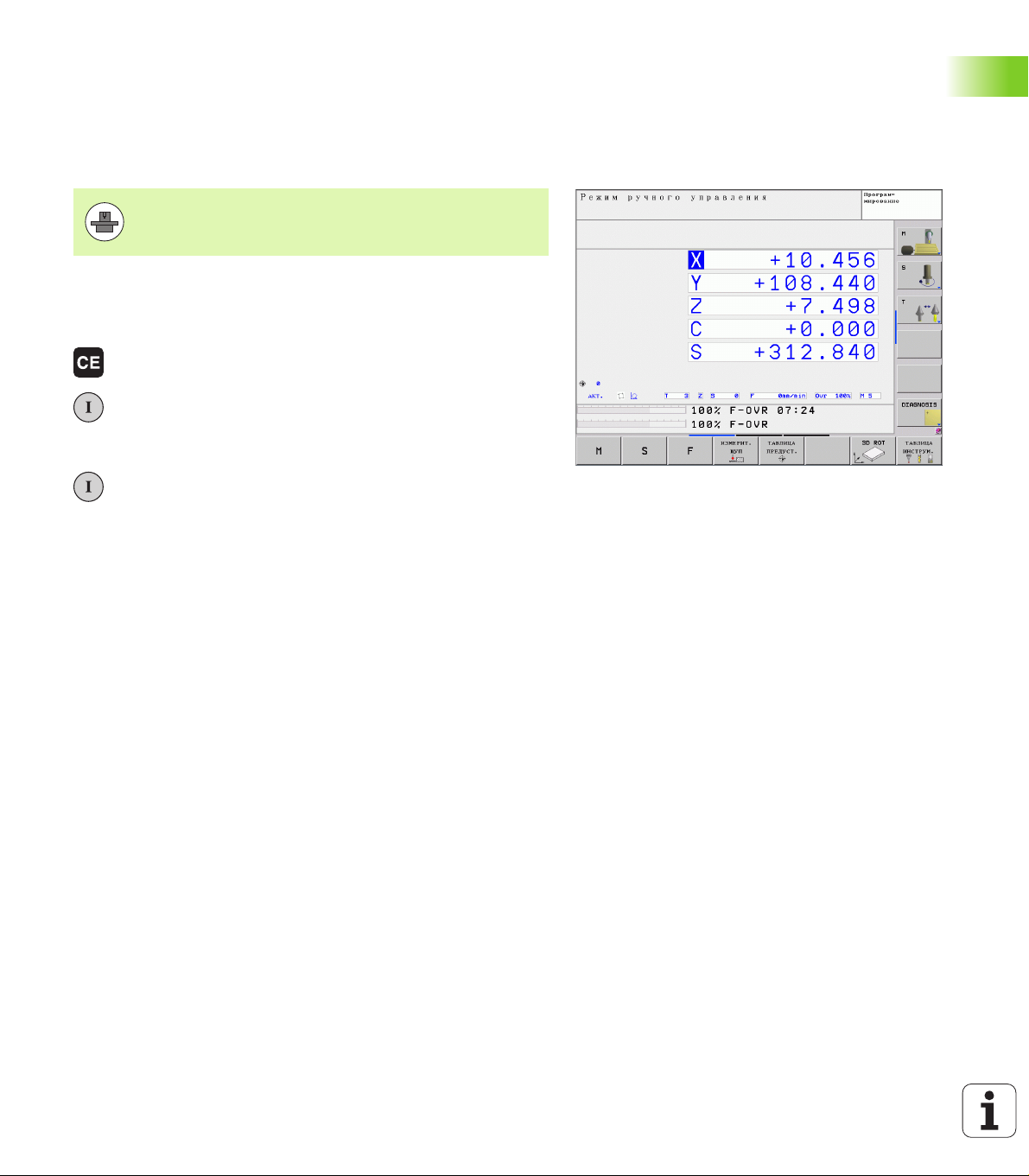
"Общая" индикация состояния
Общая индикация состояния в нижней части дисплея
обеспечивает информацию о текущем состоянии станка. Она
автоматически появляется в режимах работы
Покадровое выполнение программы и ее выполнение в
автоматическом режиме, если не выбран исключительно тип
индикации "Графика", а также при
Позиционировании с ручным вводом данных.
В ручном режиме работы и в режиме эл
состояния выводится в большом окне.
. маховичка индикация
2.4 Индикация состояния
HEIDENHAIN TNC 320 61
Page 62

Информация индикации состояния
IST
X Y Z
F S M
Символ Значение
Фактические или заданные координаты текущей
позиции
Оси станка; вспомогательные оси отображаются
системой ЧПУ строчными буквами.
Последовательность и количество указываемых
осей устанавливает производитель станка.
Соблюдайте указания инструкции по
обслуживанию станка
Индикация подачи в дюймах соответствует одной
десятой действительного значения. Скорость
вращения S, подача F и действующая
дополнительная М-функция
Запуск выполнения программы
2.4 Индикация состояния
Ось заблокирована
Ось может
Оси перемещаются с учетом разворота
плоскости обработки
Оси перемещаются при наклонной плоскости
обработки
Ни одна программа не активна
Программа запущена
Программа остановлена
Прерывание программы
перемещаться с помощью маховичка
62 Введение
Page 63

Дополнительные индикации состояния
Дополнительные типы индикации состояния дают подробную
информацию об отработке программы. Их можно вызвать во всех
режимах работы, за исключением режима программирования.
Включение дополнительной индикации состояния
Вызов панели Softkey для разделения экрана
дисплея
Выбор изображения на дисплее с дополнительной
индикацией состояния: ЧПУ показывает на правой
половине дисплея формуляр состояния Обзор
Выбор дополнительной индикации состояния
Переключение панели Softkey до тех пор, пока не
появятся STATUS-клавиши Softkey
Выбор дополнительной индикации состояния
непосредственно с помощью Softkey, например,
позиций и координат, или
2.4 Индикация состояния
выбор желаемого вида на дисплее с помощью
клавиш Softkey для переключения
Ниже описываются доступные типы индикации, которые можно
выбрать непосредственно с помощью клавиш Softkey или клавиш
Softkey для переключения.
Обратите внимание на то, что некоторые из указанных
ниже параметров состояния доступны только при
условии, что соответствующая им опция программного
обеспечения была активирована в вашем ЧПУ.
HEIDENHAIN TNC 320 63
Page 64
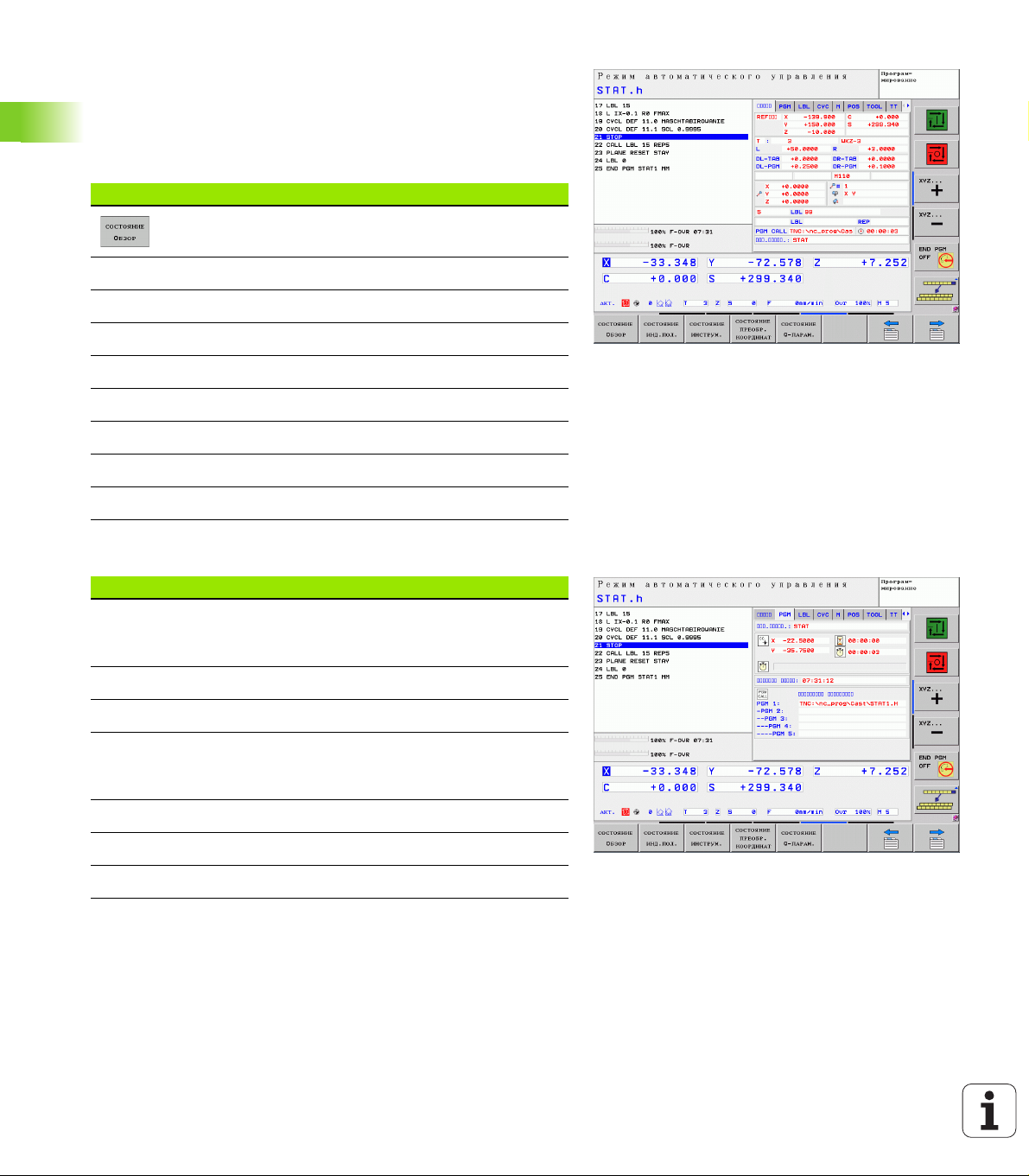
Обзор
ЧПУ отображает формуляр состояния Обзор после включения
ЧПУ, если оператором было выбрано разделение экрана дисплея
ПРОГРАММА+СОСТОЯНИЕ (или ПОЗИЦИЯ+СОСТОЯНИЕ). В
обзорном формуляре перечисляются важнейшие параметры
состояния, которые также отдельно приведены в
соответствующих детальных формулярах.
Softkey Значение
Индикация позиции
Информация об инструментах
Активные M-функции
Активные преобразования координат
Активная подпрограмма
2.4 Индикация состояния
Общая информация о программе (закладка PGM)
Активный повтор части программы
Программа, вызванная с помощью PGM CALL
Текущее время обработки
Имя активной главной программы
Softkey Значение
Прямой
выбор
невозможен
Имя активной главной программы
Центр окружности CC (полюс)
Счетчик времени выдержки
Время обработки, если программа была
полностью смоделирована в режиме работы
Тест программы
Текущее время обработки в %
Текущее время
Вызванные программы
64 Введение
Page 65

Повтор части программы/подпрограммы (закладка LBL)
Softkey Значение
Прямой
выбор
невозможен
Информация о стандартных циклах (закладка CYC)
Softkey Значение
Прямой
выбор
невозможен
Активные повторы частей программы с
номером кадра, номером метки и количеством
запрограммированных/подлежащих
выполнению повторов
Активные номера подпрограмм с номером
кадра, под которым вызывалась
подпрограмма, и номером метки, который был
вызван
Активный цикл обработки
Активные значения цикла G62 Допуск
2.4 Индикация состояния
HEIDENHAIN TNC 320 65
Page 66
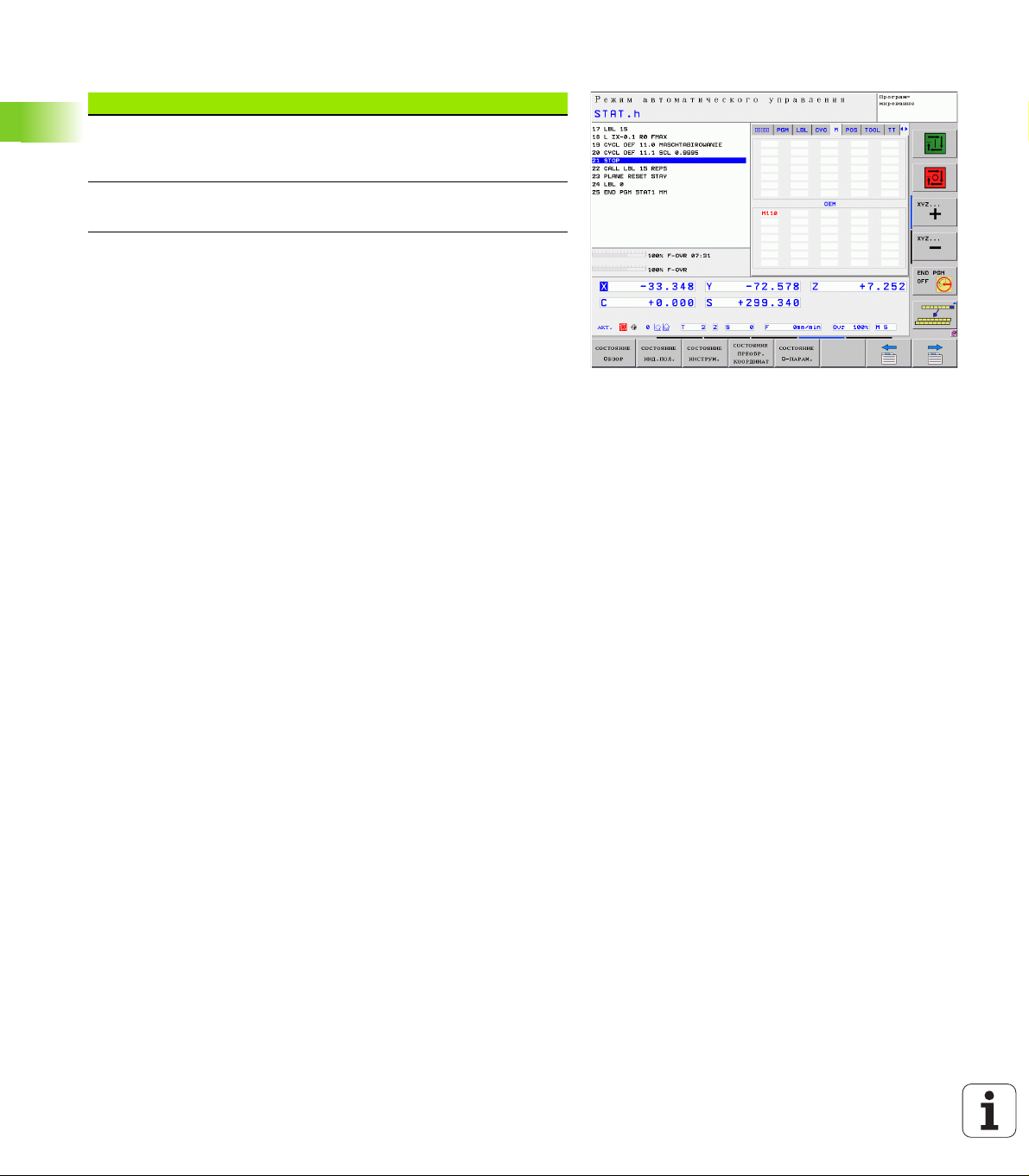
Активные дополнительные функции М (закладка М)
Softkey Значение
Прямой
выбор
невозможен
Список активных M-функций с определенным
значением
Список активных M-функций, которые
согласуются производителем станка
2.4 Индикация состояния
66 Введение
Page 67
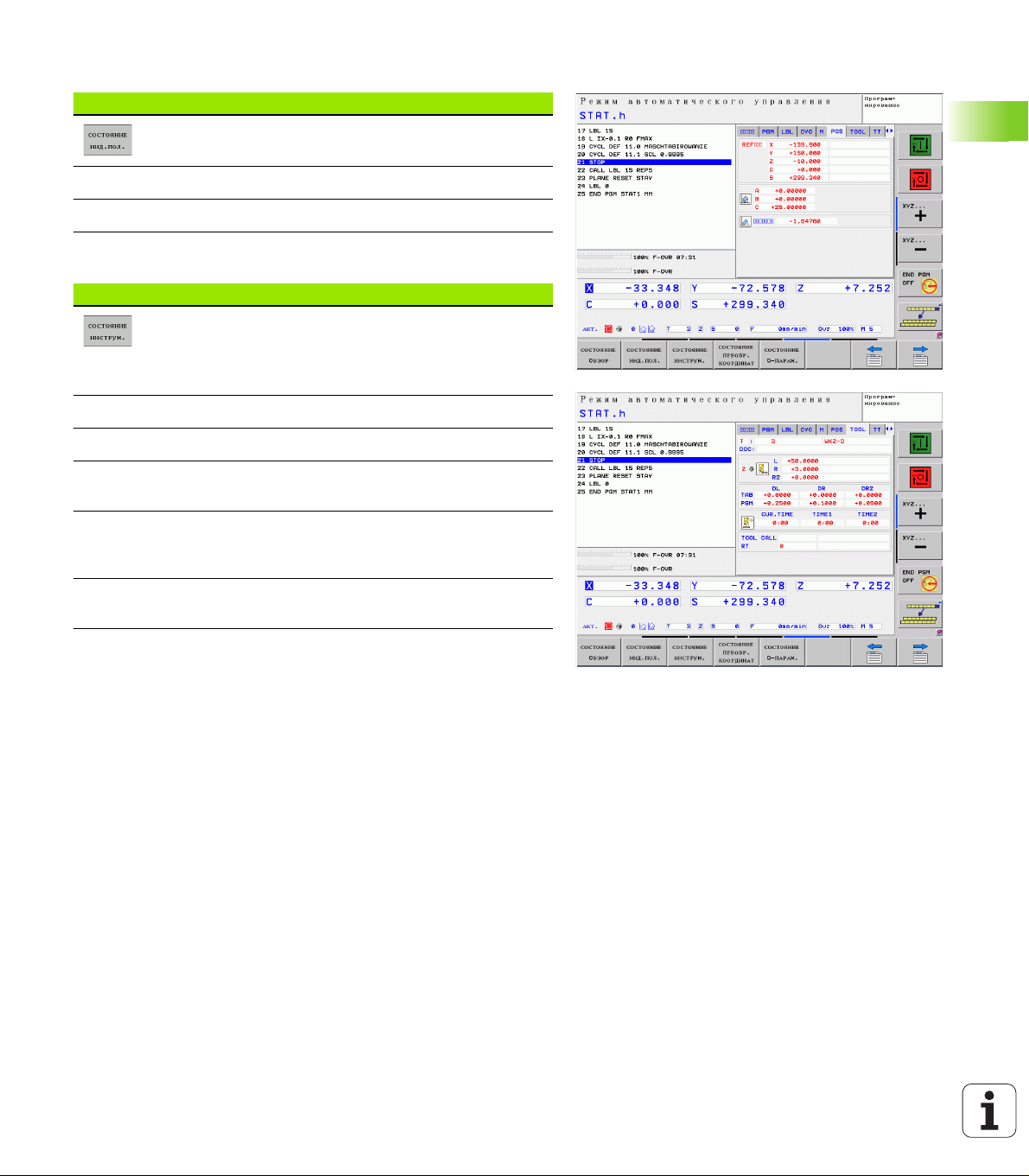
Позиции и координаты (закладка POS)
Softkey Значение
Тип индикации позиции, например, фактическая
позиция
Угол наклона плоскости обработки
Угол разворота плоскости обработки
Информация об инструментах (закладка TOOL)
Softkey Значение
Индикация T: номер инструмента и название
инструмента
Индикация RT: номер и название инструмента
для замены
Ось инструмента
Длина и радиусы инструмента
Припуски (дельта-значения) из таблицы
инструментов (TAB) и из TOOL CALL (PGM)
Срок службы, максимальный срок службы (TIME 1)
и максимальный срок службы при TOOL CALL
(TIME 2)
2.4 Индикация состояния
Индикация активного инструмента и (следующего)
инструмента для замены
HEIDENHAIN TNC 320 67
Page 68
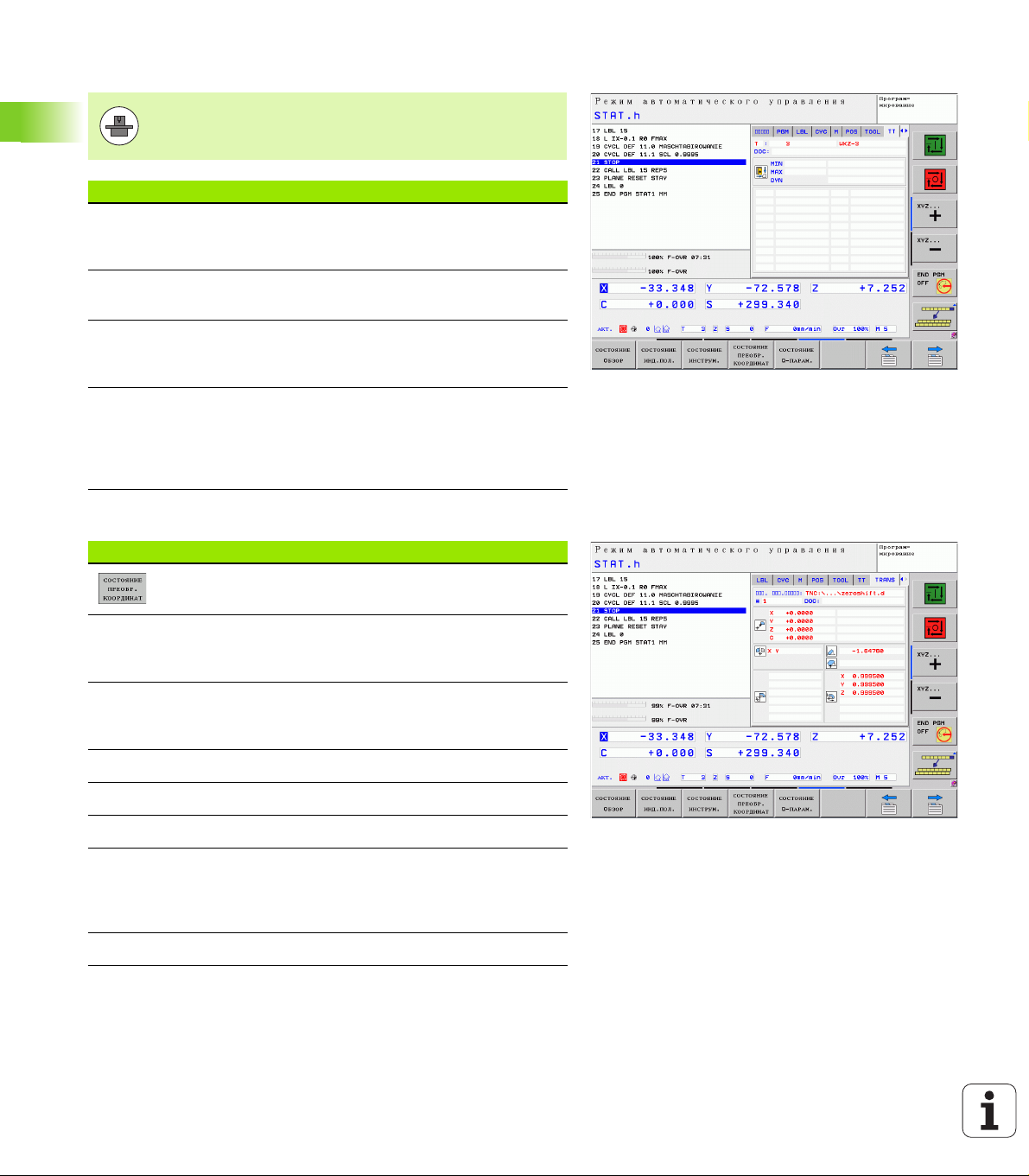
Измерение инструмента (закладка TT)
ЧПУ отображает закладку ТТ только в том случае, если
эта функция активна на данном станке.
Softkey Значение
Прямой
выбор
невозможен
2.4 Индикация состояния
Преобразования координат (закладка TRANS)
Softkey Значение
Номер инструмента, который измеряется
Индикация, измеряется ли радиус
инструмента или его длина
MIN- и MAX-значение измерения отдельных
режущих кромок и результат измерения с
вращающимся инструментом (DYN)
Номер режущей кромки инструмента с
соответствующим значением измерения.
Символ "звездочка" за значением измерения
указывает на то, что оно находится за
пределами допуска из таблицы
Имя активной таблицы нулевых точек
инструментов
Активный номер нулевой точки (#),
комментарий из активной строки активного
номера нулевой точки (DOC) из цикла G53
Активное смещение нулевой точки (цикл G54);
ЧПУ отображает активное смещение нулевой
точки на осях (до 8 осей)
Зеркальное отражение оси (цикл G28)
Активный разворот плоскости обработки
Активный угол разворота (цикл G73)
Активный коэффициент масштабирования /
коэффициенты масштабирования (циклы
G72); ЧПУ отображает активный коэффициент
масштабирования в осях (до 6 осей)
Центр центрического растяжения
См. в руководстве пользователя "Циклы", "Циклы преобразования
координат".
68 Введение
Page 69

2.5 Дополнительные устройства:
3D-измерительные щупы и
электронные маховички
фирмы HEIDENHAIN
3D-щупы
С помощью различных измерительных щупов HEIDENHAIN
можно выполнять следующие действия:
проводить автоматическую наладку заготовок
быстро и точно задавать координаты точек привязки
выполнять измерения заготовки во время отработки программы
измерять и проверять инструменты
Все функции измерительных щупов описаны в
руководстве пользователя по программированию
циклов. Для того, чтобы получить данное руководство,
обратитесь в компанию HEIDENHAIN. ID: 679 220-xx.
Измерительные щупы TS 220, TS 640 и TS 440
Эти измерительные щупы подходят для автоматической выверки
заготовок, определения координат точек привязки и для
измерений заготовки. TS 220 передает
по кабелю и может использоваться как экономичная
альтернатива в тех случаях, когда вам необходимо выполнить
оцифровку.
Специально для станков с устройством смены инструмента
предназначены щупы TS 640 (см. рисунок) и щупы меньшего
размера TS 440, которые передают коммутационные сигналы без
кабеля при помощи инфракрасного излучения.
Принцип действия: в измерительных щупах фирмы HEIDENHAIN
износостойкий
измерительного стержня. Генерируемый при этом сигнал
обеспечивает сохранение в памяти фактического значения
текущей позиции измерительного щупа.
оптический выключатель регистрирует отклонение
коммутационные сигналы
электронные маховички фирмы HEIDENHAIN
HEIDENHAIN TNC 320 69
2.5 Дополнительные устройства: 3D-измерительные щупы и
Page 70
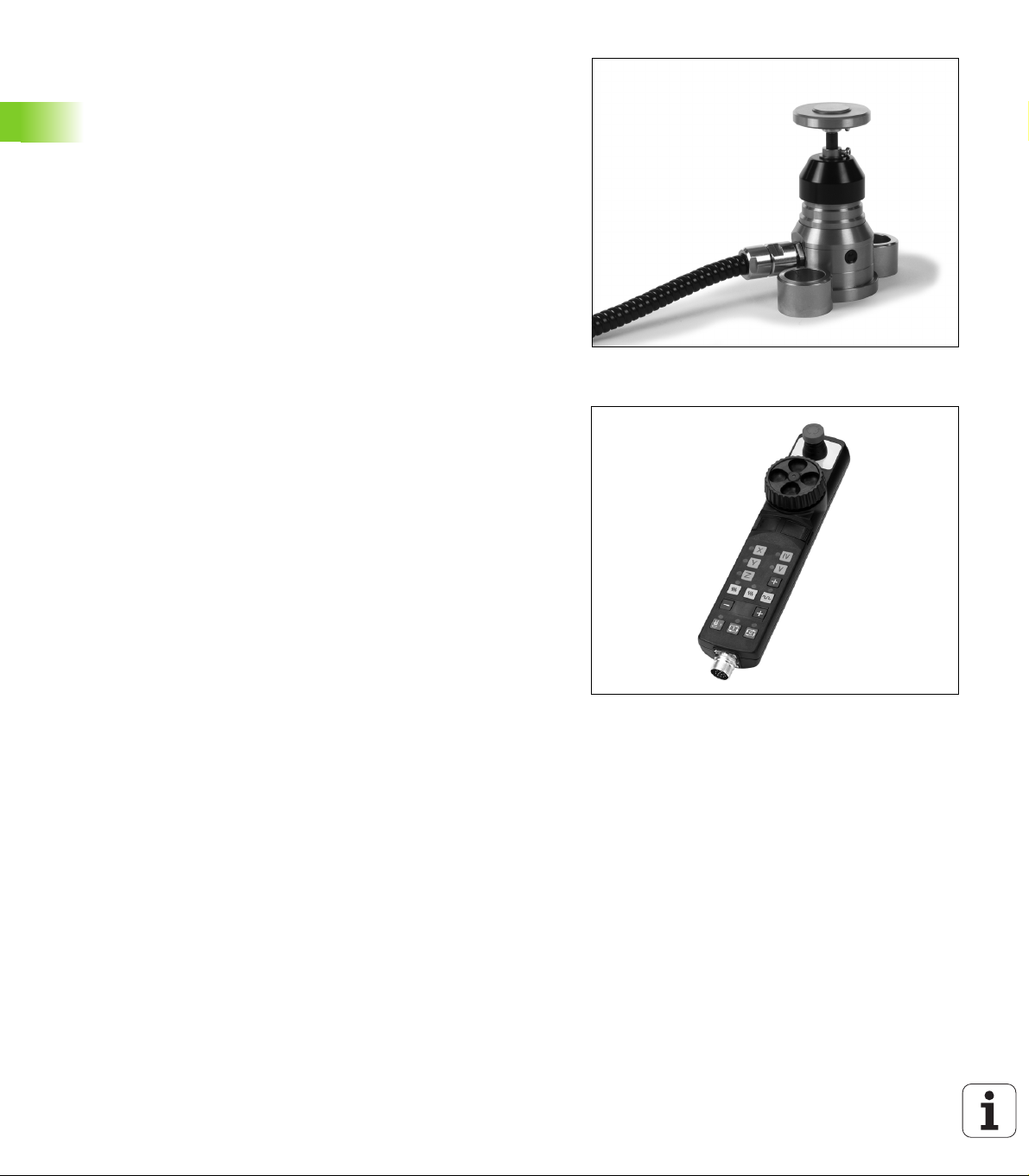
Щуп для измерения инструмента TT 140
TT 140 представляет собой трехмерный измерительный щуп для
измерения и проверки инструмента. Для этого система ЧПУ имеет
3 цикла, с помощью которых определяются радиус и длина
инструмента для неподвижного или вращающегося шпинделя.
Особо прочная конструкция и высокая степень защиты
обеспечивают нечувствительность TT 140 к воздействию СОЖ и
стружки. Коммутационный сигнал формируется
износостойкого оптического выключателя, который отличается
высокой надежностью.
с помощью
Электронные маховички HR
Электронные маховички упрощают точное перемещение
направляющих осей вручную. Длину пути перемещения на оборот
маховичка можно выбрать из широкого диапазона значений.
Наряду со встраиваемыми маховичками HR130 и HR 150, фирма
HEIDENHAIN предлагает переносной маховичок HR 410.
электронные маховички фирмы HEIDENHAIN
2.5 Дополнительные устройства: 3D-измерительные щупы и
70 Введение
Page 71

Программирование: основы, управление файлами
Page 72
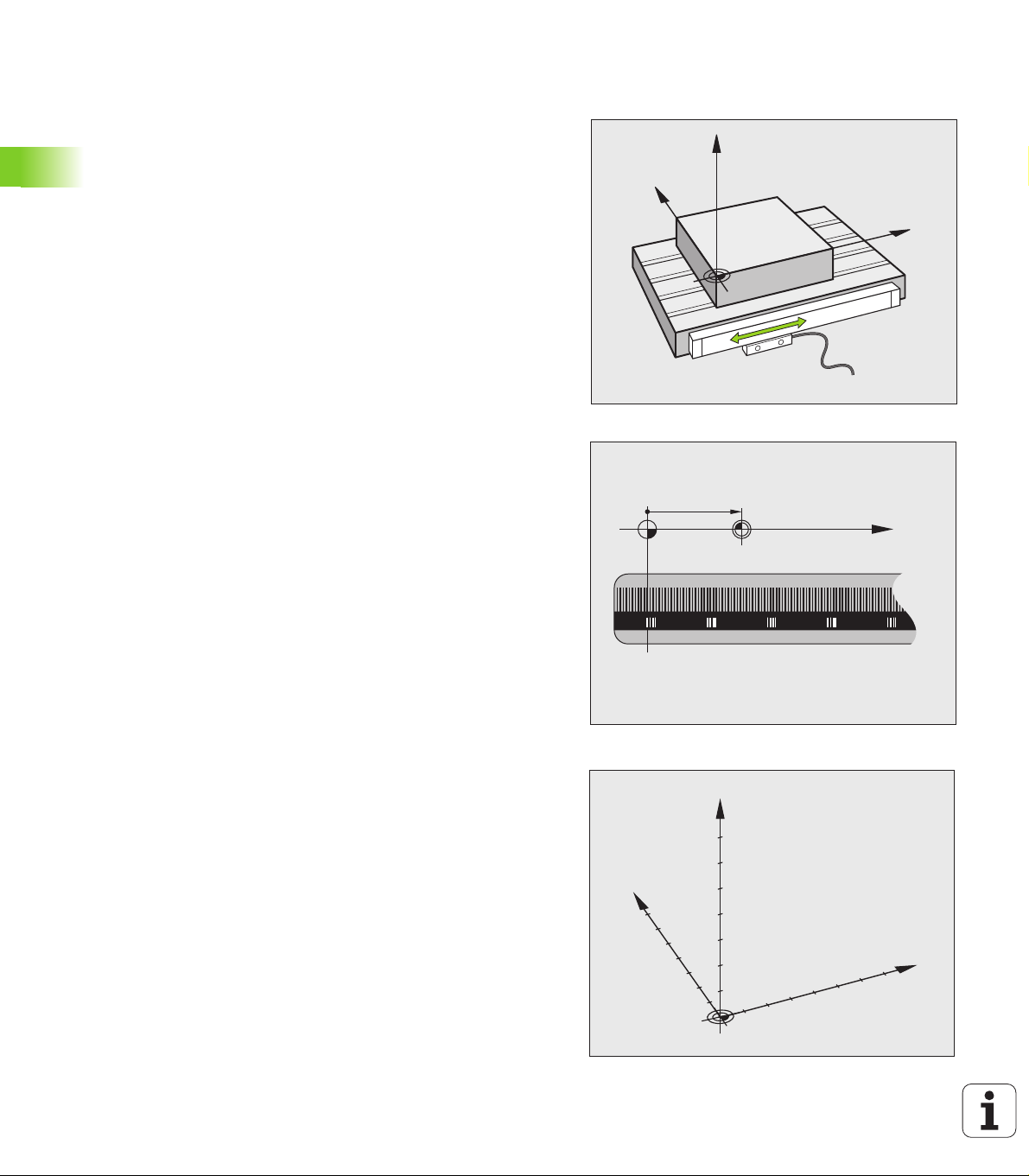
3.1 Основные положения
Y
X
Z
X (Z,Y)
X
MP
Y
X
Z
Датчики положения и референтные метки
На осях станка находятся датчики положения, которые
регистрируют положение стола станка или инструмента. На
линейных осях, как правило, монтируются датчики линейных
перемещений, на круглых столах и осях поворота - угловые
датчики.
При перемещении оси станка относящийся к ней датчик
положения генерирует электрический сигнал, на основании
которого система ЧПУ рассчитывает точное фактическое
положение
При перерыве в электроснабжении связь между положением
направляющей станка и рассчитанной фактической координатой
теряется. Для восстановления этой связи инкрементальные
датчики положения снабжены референтными метками. При
3.1 Основные положения
пересечении референтной метки система ЧПУ получает сигнал,
обозначающий фиксированную точку привязки. Таким образом,
система ЧПУ восстанавливает абсолютное значение положения
осей. При использовании датчиков
кодированными референтными метками оси станка необходимо
переместить на расстояние не более 20 мм, в случае датчиков
угла - не более чем на 20°.
При наличии абсолютных датчиков положения после включения
абсолютное значение положения передается в систему
управления. Таким образом, сразу после включения станка без
перемещения его осей восстанавливается абсолютное
положение всех
оси станка.
линейных перемещений с
датчиков линейных перемещений.
Система привязки
С помощью системы привязки однозначно определяются
координаты положения на какой-либо плоскости или в
пространстве. Данные положения всегда относятся к
определенной точке и описываются посредством координат.
В декартовой системе координат три направления определены
как оси X, Y и Z. Оси расположены взаимно перпендикулярно и
пересекаются в одной точке - нулевой. Координата задает
расстояние от нулевой
Следовательно, положение на плоскости можно описать двумя
координатами, а в пространстве - тремя координатами.
Координаты, относящиеся к нулевой точке, обозначаются как
абсолютные координаты. Относительные координаты
принадлежат любой другой позиции (точке привязки) в системе
координат. Значения относительных координат обозначаются как
инкрементальные значения координат.
72 Программирование: основы, управление файлами
точки в одном из этих направлений.
Page 73
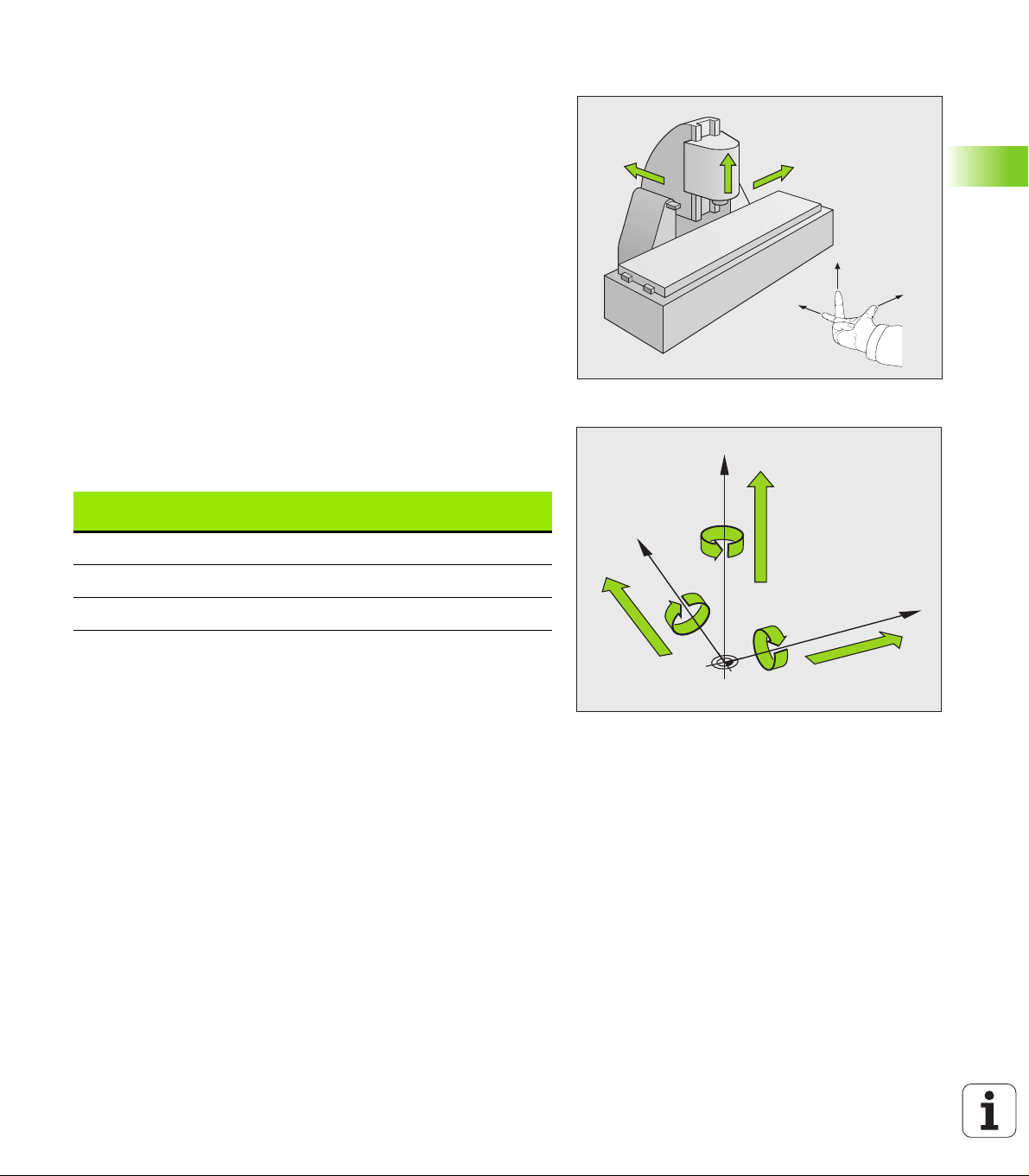
Система привязки фрезерных станков
+X
+Y
+Z
+X
+Z
+Y
W+
C+
B+
V+
A+
U+
Y
X
Z
При обработке заготовки на фрезерном станке в общем случае
применяется декартова система координат. На рисунке справа
показана связь между декартовой системой координат и осями
станка. Правило правой руки служит ориентиром, облегчающим
запоминание: если средний палец указывает направление оси
инструмента от заготовки к инструменту, то он показывает
направление Z+, большой палец - направление X+, а
указательный - направление Y+.
Предлагаемое на выбор количество осей, которыми управляет
TNC 320, может достигать 5 осей. Кроме главных осей X, Y и Z
существуют параллельные дополнительные оси U, V и W. Оси
вращения обозначаются буквами A, B и C. На рисунке справа
внизу показана связь дополнительных осей или осей вращения с
главными осями.
Обозначение осей на фрезерных станках
Оси X, Y и Z на Вашем фрезерном станке также обозначаются как
ось инструмента, главная ось (1-я ось) и вспомогательная ось (2я ось). Расположение оси инструмента определяется
взаимосвязью между главной и вспомогательной осью.
Ось инструмента Главная ось
XYZ
YZX
ZXY
Вспомогательная
ось
3.1 Основные положения
HEIDENHAIN TNC 320 73
Page 74

Полярные координаты
X
Y
0°
30
10
CC
R
H
H
R
R
H
X
Z
Y
X
Z
Y
X
Z
Y
I
J
K
K
J
I
Если размеры на чертеже указаны в декартовой системе
координат, программа обработки также составляется с
применением декартовой системы координат. Для заготовок с
круговыми траекториями или при наличии данных об углах во
многих случаях проще определять позиции с помощью полярных
координат.
В отличие от декартовых координат X, Y и Z полярные координаты
описывают положения только на
координаты имеют нулевую точку на полюсе CC (CC = circle
centre; англ. центр окружности). Таким образом, положение на
плоскости однозначно определяется с помощью следующих
данных:
радиус полярных координат: расстояние от полюса CC до точки
угол полярных координат: угол между базовой осью угла и
отрезком, соединяющим полюс CC с точкой
3.1 Основные положения
Определение полюса и базовой оси угла
Полюс определяется двумя координатами в декартовой системе
координат на одной из трех плоскостей. Кроме того, при этом
базовая ось угла однозначно присваивается углу полярных
координат H.
плоскости. Полярные
Координаты полюса
(плоскость)
X/Y +X
Y/Z +Y
Z/X +Z
74 Программирование: основы, управление файлами
Базовая ось угла
Page 75

Абсолютные и инкрементальные координаты
X
Y
2
1
3
10 30 50
10
20
30
X
Y
20
10 10
20
10
10
5
4
6
X
Y
0°
30
10
CC
R
H
G91+H
R
R
G91+H
G91+R
заготовки
Абсолютные координаты заготовки
Если координаты какой-либо позиции отсчитываются от нулевой
точки координат (начала отсчета), то они обозначаются как
абсолютные координаты. Каждая позиция на заготовке
однозначно определена ее абсолютными координатами.
Пример 1: отверстия с абсолютными координатами:
Отверстие 1 Отверстие 2 Отверстие 3
X = 10 мм X = 30 мм X = 50 мм
Y = 10 мм Y = 20 мм Y = 30 мм
Инкрементальные координаты заготовки
Инкрементальные координаты отсчитываются от последней
запрограммированной позиции инструмента, используемой в
качестве относительной (воображаемой) нулевой
образом, при создании программы инкрементальные координаты
задают размерные данные между последней и следующей за ней
заданной позицией, относительно которой должен перемещаться
инструмент. Поэтому их также называют составным размером.
Инкрементальный размер выделяется наличием функции G91
перед обозначением оси.
Пример 2: отверстия с инкрементальными координатами
Абсолютные координаты отверстия 4
X = 10 мм
Y = 10 мм
Отверстие 5, по отношению к 4 Отверстие 6, по отношению к 5
G91 X = 20 мм G91 X = 20 мм
G91 Y = 10 мм G91 Y = 10 мм
точки. Таким
3.1 Основные положения
Абсолютные и
инкрементальные полярные координаты
Абсолютные координаты всегда отсчитываются от полюса и
базовой оси угла.
Инкрементальные координаты всегда отсчитываются от
последней запрограммированной позиции инструмента.
HEIDENHAIN TNC 320 75
Page 76

Выбор точки привязки
Y
X
Z
MAX
MIN
X
Y
325
320
0
450 900
950
150
-150
750
0
300
±
0,1
21
3 4
7
6
5
Согласно чертежу заготовки определенный элемент заготовки
устанавливается в качестве абсолютной точки привязки (нулевой
точки), в большинстве случаев это угол заготовки. При
назначении координат точки привязки оператор вначале
выверяет заготовку по отношению к осям станка и переводят
инструмент в известное положение относительно заготовки для
каждой оси. Для этой позиции индикация системы ЧПУ
обнуляется или устанавливается на заданное значение
положения. Таким образом, устанавливается связь заготовки с
базовой системой координат, используемой для индикации ЧПУ
или для программы обработки.
Если на чертеже заготовки заданы относительные точки
привязки, просто воспользуйтесь циклами преобразования
координат (см. в руководстве пользователя "Циклы", "Циклы
преобразования координат").
Если на чертеже заготовки не
3.1 Основные положения
соответствующие NC-системе, следует выбрать позицию или
угол заготовки в качестве точки привязки, на основании которой
можно наиболее простым способом определить размерные
данные остальных позиций заготовки.
Особенно удобно точки привязки назначаются с помощью
трехмерного измерительного щупа фирмы HEIDENHAIN. См.
руководство пользователя "Циклы измерительных щупов":
"Задание точки привязки с помощью трехмерных
щупов".
назначены размеры,
измерительных
Пример
На эскизе заготовки показаны отверстия (1 - 4), размеры которых
назначаются относительно абсолютной точки привязки с
координатами X=0 Y=0. Отверстия (5 - 7) связаны с
относительной точкой привязки с абсолютными координатами
X=450 Y=750. С помощью цикла СМЕЩЕНИЕ НУЛЕВОЙ ТОЧКИ
можно временно сместить нулевую точку в позицию X=450, Y=750
для программирования отверстий (5 - 7) без дополнительных
перерасчетов.
76 Программирование: основы, управление файлами
Page 77

3.2 Открытие и ввод программ
N10 G00 G40 X+10 Y+5 F100 M3
Номер кадра
Функция
траектории
Слова
Кадр
Построение NC-программы в DIN/ISO- формате
Программа обработки состоит из ряда кадров программы. На
рисунке справа показаны элементы кадра.
Система ЧПУ нумерует кадры программы обработки
автоматически, в зависимости от машинного параметра
blockIncrement (105409). Машинный параметр blockIncrement
(105409) определяет длину шага нумерации кадров.
Первый кадр программы обозначается с помощью %, имени
программы и действующей единицы измерения.
Последующие кадры содержат
заготовке
вызовах инструмента
перемещении в безопасную позицию
подачах и частоте вращения
движениях по траекториям, циклах и других функциях
Последний кадр программы обозначен с помощью N99999999,
имени программы и действующей единицы измерения.
Фирма HEIDENHAIN рекомендует после вызова
инструмента всегда выполнять перемещение на
безопасное положение, с которой система ЧПУ можно
безопасно выполнять позиционирование для
обработки!
информацию о:
3.2 Открытие и ввод программ
Определение заготовки: G30/G31
Непосредственно после открытия новой программы следует
определить прямоугольную необработанную заготовку. Для
дополнительного определения заготовки нажмите клавишу SPEC
FCT, затем Softkey ОСТОЯННЫЕ ЗНАЧЕНИЯ ПРОГРАММЫ и
нажмите Softkey BLK FORM. Это определение требуется ЧПУ для
графического моделирования. Стороны параллелепипеда могут
иметь длину не более 100 000 мм и располагаться параллельно
осям X,Y и Z. Заготовка описывается двумя угловыми точками:
MIN-точка G30: наименьшая X -,Y-
параллелепипеда; введите абсолютные значения
MAX-точка G31: наибольшая X-,Y- и Z-координата
параллелепипеда: введите абсолютные или инкрементальные
значения
HEIDENHAIN TNC 320 77
Определение заготовки требуется только в том
случае, если вам необходимо выполнить графический
тест программы!
и Z-координата
Page 78

Создание новой программы обработки
Программа обработки всегда вводится в режиме работы
Программирование/редактирование. Пример создания
программы:
Выберите режим работы
Программирование/редактирование
Вызов управления файлами: нажмите клавишу
PGM MGT
Выберите директорию, в которой должна храниться новая
программа:
ИМЯ ФАЙЛА = ALT.I
Введите новое имя программы, подтвердите его
3.2 Открытие и ввод программ
клавишей ENT
Вбор единиц измерения: нажмите Softkey ММ или
ДЮЙМЫ. Система ЧПУ перейдет в окно
программы и откроет диалоговое окно
определения BLK-FORM (заготовка)
ПЛОСКОСТЬ ОБРАБОТКИ НА ГРАФИКЕ: XY
Ввод оси шпинделя, например, Z
ОПРЕДЕЛЕНИЕ ЗАГОТОВКИ: МИНИМУМ
Введите последовательно X-, Y- и Z-координаты
MIN-точки, каждый раз подтверждая ввод кнопкой
ENT
ОПРЕДЕЛЕНИЕ ЗАГОТОВКИ: МАКСИМУМ
Введите последовательно X-, Y- и Z-координаты
MAX-точки, каждый раз подтверждая ввод кнопкой
ENT
78 Программирование: основы, управление файлами
Page 79

Пример: индикация BLK-формы в NC-программе
%NEU G71 *
N10G30G17X+0Y+0Z-40*
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NEU G71 *
Система ЧПУ формирует первый и последний кадры программы
автоматически.
Если вы не хотите программировать определение
загатовки, то необходимо прервать диалог Плоскость
обработки на графике: XY с помощью кнопки DEL!
Система ЧПУ может отображать графику только в том
случае, если размер самой короткой стороны
составляет не менее 50 мкм, а самой длинной - не
более 99 999,999 мм.
Начало программы, имя, единицы измерения
Ось шпинделя, координаты MIN-точки
Координаты MAX-точки
Конец программы, имя, единицы измерения
3.2 Открытие и ввод программ
HEIDENHAIN TNC 320 79
Page 80
Программирование движений инструмента в
12040
формате DIN/ISO
Программирование кадра следует начать с нажатия кнопки SPEC
FCT. Нажмите клавишу Softkey ФУНКЦИИ ПРОГРАММ, а затем
Softkey DIN/ISO. Для получения соответствующего G-кода можно
также использовать серые клавиши функции траектории.
Если вы вводите DIN/ISO-функции с помощью USBклавиатуры, то обращайте внимание на то, чтобы
было активно написание заглавными буквами.
Пример кадра позиционирования
Открытие кадра
КООРДИНАТЫ?
Введите целевую координату для оси X
3.2 Открытие и ввод программ
ТРАЕКТОРИЯ ЦЕНТРА ФРЕЗЫ
ПОДАЧА F=?
ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ M?
Введите целевую координату для оси Y, с
помощью кнопки ENT перейдите к следующему
вопросу
Перемещение без поправки на радиус
инструмента: подтвердите кнопкой ENT или
Перемещение с левой или с правой стороны от
запрограммированного контура: выберите G41
или G42 с помощью Softkey
Для этого движения по траектории подача 100
мм/мин, кнопкой ENT перейдите к следующему
вопросу
Дополнительная функция M3 “включить
шпиндель”, при нажатии кнопки ENT система ЧПУ
завершит этот диалог
В окне программы отобразится строка:
N30 G01 G40 X+10 Y+5 F100 M3 *
80 Программирование: основы, управление файлами
Page 81

Присвоение фактических позиций
Система ЧПУ обеспечивает возможность передачи текущей
позиции инструмента в программу, например, если
программируются кадры перемещения
программируются циклы
Для присвоения правильных значений положения следует
выполнить действия, указанные ниже:
U Поместить поле ввода на том участке кадра, в котором должна
быть назначена позиция
U Выбрать функцию назначения фактической
позиции: система ЧПУ на панели Softkey
показывает оси, положения которых могут быть
назначены оператором
U Выбрать ось: система ЧПУ записывает текущее
положение выбранной оси в активное поле ввода
Система ЧПУ всегда назначает в плоскости обработки
координаты центра инструмента, даже если функция
коррекции на радиус инструмента активна.
Система ЧПУ всегда назначает по оси инструмента
координату вершины инструмента, всегда учитывая
при этом активную коррекцию на длину инструмента.
Система ЧПУ оставляет панель Softkey для выбора
оси активной до тех пор, пока оператор не
повторным нажатием клавиши "Присвоение
фактической позиции". Такое поведение также имеет
место при сохранении в памяти текущего кадра и
открытии нового с помощью клавиши траектории. При
выборе элемента кадра путем альтернативного ввода
клавишей Softkey (например, поправка на радиус)
система ЧПУ также закрывает панель Softkey для
выбора оси.
Функция "Присвоение фактической позиции"
разрешена, если активна функция "Наклон плоскости
обработки".
выключит ее
не
3.2 Открытие и ввод программ
HEIDENHAIN TNC 320 81
Page 82

Редактирование программы
Редактировать программу можно лишь тогда, когда
она не отрабатывается в данный момент системой
ЧПУ в режиме работы станка.
Во время создания или изменения программы обработки с
помощью клавиш со стрелками или клавиш Softkey можно
выбирать любую строку в программе и отдельные слова кадра:
Функция Softkey/клавиши
Перелистывание страниц вверх
Перелистывание страниц вниз
Переход к началу программы
Переход к концу программы
3.2 Открытие и ввод программ
Изменение положения текущего кадра на
дисплее. Таким образом, можно отображать
большее количество кадров программы,
запрограммированных перед текущим
кадром
Изменение положения текущего кадра на
дисплее. Таким образом, можно отображать
большее количество кадров программы,
запрограммированных за текущим кадром
Переход от одного
Выбор отдельных слов в кадре
Выбор определенного кадра: нажмите
клавишу GOTO, введите номер требуемого
кадра, подтвердите кнопкой ENT. Или:
введите шаг нумерации кадров и
пропустите количество введенных строк
нажатием Softkey N СТРОК вверх или вниз
82 Программирование: основы, управление файлами
кадра к другому
Page 83

Функция Softkey/клавиша
Обнуления выбранного значения слова
Удаление неверного значения
Удаление сообщения об ошибке
(немигающего)
Удаление выбранного слова
Удаление выбранного кадра
Удаление циклов и частей программ
Вставка кадра, который был в последний
раз отредактирован или удален оператором
Вставка кадров в любом месте программы
U Выберите кадр, за которым требуется вставить новый кадр, и
откройте диалоговое окно
Изменение и вставка слов
U Выберите в кадре какое-либо слово и перезапишите его новым
значением. При выборе слова можно воспользоваться
диалоговым окном программирования открытым текстом
U Завершение изменения: нажмите кнопку END
Если требуется вставить слово, нажимайте клавиши со стрелками
(вправо или влево) до тех пор, пока не появится необходимое
диалоговое окно, и введите желаемое значение.
3.2 Открытие и ввод программ
HEIDENHAIN TNC 320 83
Page 84

Поиск похожих слов в разных кадрах
Для этой функции установите Softkey АВТОМ. СИМВОЛ на ВЫКЛ.
Выбор слова в кадре: нажимайте клавиши со
стрелками до выделения желаемого слова
Выбор кадра с помощью клавиш со стрелками
Маркировка находится во вновь выбранном кадре на том же
слове, что и в первоначально выбранном кадре.
Если поиск запущен в очень длинных программах, то
система ЧПУ активирует окно с индикацией процесса.
Дополнительно поиск можно прервать с помощью
Softkey.
Поиск любого текста
U Выбор функции поиска: нажмите Softkey ПОИСК. Система ЧПУ
отобразит диалоговое окно Поиск текста:
3.2 Открытие и ввод программ
U Введите искомый текст
U Поиск текста: нажмите Softkey ВЫПОЛНИТЬ
84 Программирование: основы, управление файлами
Page 85
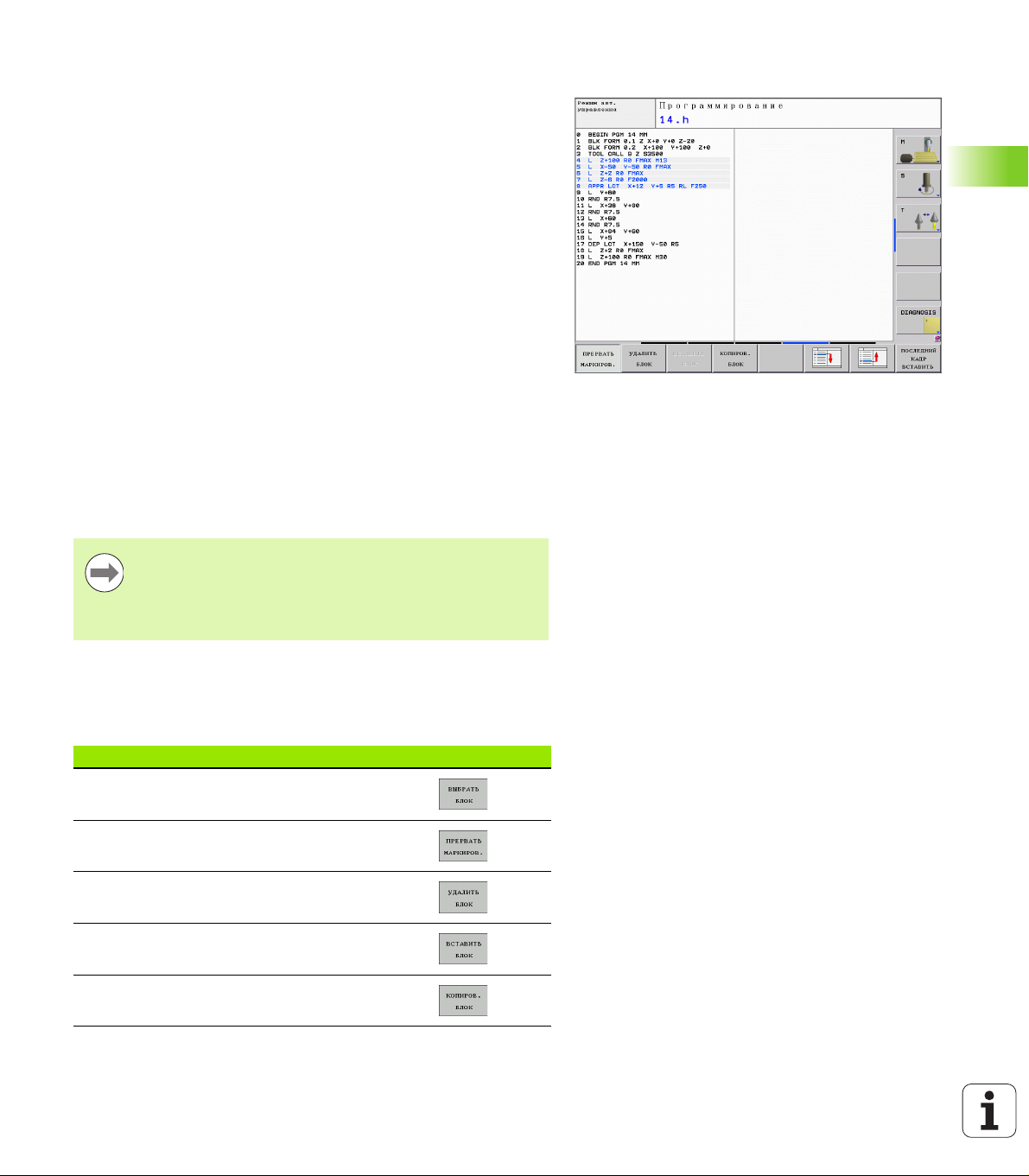
Выделение, копирование, удаление и вставка частей
программы
Для копирования частей программы в пределах одной NCпрограммы или копирования в другую NC-программу системой
ЧПУ предлагаются следующие функции: см. таблицу ниже.
Для копирования частей программы выполните следующие
действия:
U Выберите панель Softkey с функциями выделения
U Выберите первый (последний) кадр копируемой части
программы
U Выделите первый (последний) кадр: нажмите Softkey
ВЫДЕЛИТЬ БЛОК. Система ЧПУ выделит первый символ
номера кадра и активирует Softkey ОТМЕНИТЬ ВЫДЕЛЕНИЕ
U Переместите курсор на последний (первый) кадр части
программы, которую требуется скопировать или удалить.
Система ЧПУ пометит все выделенные кадры разными
цветами. Функцию выделения можно завершить в любой
момент, нажав Softkey ОТМЕНИТЬ ВЫДЕЛЕНИЕ
U Копирование выделенной части программы: нажмите Softkey
КОПИРОВАТЬ БЛОК, удаление выделенной части программы:
нажмите Softkey УДАЛИТЬ БЛОК. Система ЧПУ сохраняет
выделенный блок в памяти
U Клавишами со стрелками выберите кадр, за которым требуется
вставить скопированную (удаленную) часть программы
Для вставки копируемой части программы в другую
программу с помощью функции управления файлами
следует выбрать соответствующую программу и
выделить там кадр, за которым необходимо вставить
копию.
3.2 Открытие и ввод программ
U Вставка сохраняемой в памяти части программы: нажмите
Softkey ВСТАВИТЬ БЛОК
U Завершение функции выделения: нажмите Softkey ОТМЕНИТЬ
ВЫДЕЛЕНИЕ
Функция Softkey
Включить функцию выделения
Выключить функцию выделения
Удалить выделенный блок
Вставить находящийся в памяти блок
Копировать выделенный блок
HEIDENHAIN TNC 320 85
Page 86

Функция поиска в системе ЧПУ
+40
С помощью функции поиска системы ЧПУ можно искать любой
текст в программе, а также при необходимости заменять его
новым текстом.
Поиск любого текста
U При необходимости выберите кадр, в котором хранится
искомое слово
U Выбор функции поиска: система ЧПУ активирует
окно поиска и отображает на панели Softkey
имеющиеся функции поиска (см. таблицу
"Функции поиска")
U Введите искомый текст с учетом написания с
заглавной/строчной буквы
U Запуск процесса поиска: система ЧПУ переходит к
следующему кадру, в котором хранится искомый
текст
U Повтор процесса поиска: система ЧПУ переходит к
следующему кадру, в котором хранится искомый
текст
3.2 Открытие и ввод программ
U Завершение функции поиска
86 Программирование: основы, управление файлами
Page 87

Поиск/замена любого текста
Функция "Поиск/замена" невозможна, если
программа защищена
программа в данный момент отрабатывается
системой ЧПУ
При использовании функции ЗАМЕНИТЬ ВСЕ не
допускайте непредусмотренной замены фрагментов
текста, которые в действительности требуется
оставить неизменными. Фрагменты текста, которые
были заменены, теряются без возможности
восстановления.
U При необходимости выберите кадр, в котором хранится
искомое слово
U Выбор функции поиска: система ЧПУ активирует
окно поиска и отображает на панели Softkey
имеющиеся функции поиска
U Введите искомый текст с учетом
заглавных/строчных букв, подтвердите кнопкой
ENT
U Введите текст для замены с учетом
заглавных/строчных букв
U Запуск процесса поиска: система ЧПУ переходит к
следующему искомому фрагменту текста
U Для замены текста и последующего перехода к
следующему месту обнаружения: нажмите Softkey
ЗАМЕНИТЬ, а для замены всех обнаруженных
мест с этим текстом: нажмите Softkey ЗАМЕНИТЬ
ВСЕ; чтобы не выполнять замену текста и перейти
с следующему месту обнаружения: нажмите
Softkey ПОИСК
U Завершение функции поиска
3.2 Открытие и ввод программ
HEIDENHAIN TNC 320 87
Page 88

3.3 Управление файлами:
основы
Файлы
Файлы в системе ЧПУ Тип
Программы
в формате HEIDENHAIN
в формате DIN/ISO
.H
.I
Таблицы для
инструмента
устройства смены инструмента
палет
нулевых точек
точек
предустановок
измерительных щупов
резервных копий
Тексты в виде
файлов ASCII
файлов-протоколов
вспомогательных файлов
3.3 Управление файлами: основы
Если в систему ЧПУ вводится программа обработки, прежде
всего, следует указать имя данной программы. Система ЧПУ
сохраняет программу на жестком диске в виде файла с тем же
именем. Тексты и таблицы также хранятся в памяти системы ЧПУ
в виде файлов.
Чтобы быстро находить файлы и управлять ими, в ЧПУ имеется
специальное
вызывать, копировать, переименовывать и удалять различные
файлы.
Пользуясь системой ЧПУ, можно управлять файлами общим
объемом до 300 Мбайт и хранить их в памяти.
окно управления файлами. С его помощью можно
Каждый раз после настройки ЧПУ создает после
редактирования и сохранения в памяти NC-программ
резервный файл *.bak. Это уменьшает имеющийся
объем памяти устройства.
.T
.TCH
.P
.D
.PNT
.PR
.TP
.BAK
.A
.TXT
.CHM
88 Программирование: основы, управление файлами
Page 89
Имена файлов
Для программ, таблиц и текстов система ЧПУ добавляет
расширение, отделяемое от имени файла точкой. Этим
расширением обозначается тип файла.
PROG20 .H
Имя файла Тип файла
Длина имени файла не должна превышать 25 символов, иначе
система ЧПУ не будет отображать полное имя программы. В
имени файла не допускается использование следующих
символов:
! “ ’ ( ) * + / ; < = > ? [ ] ^ ` { | } ~
Имя файла вводится через клавиатуру под монитором
(смотри „Клавиатура дисплея” на странице 108).
Также в имени файла не разрешается использовать
пробелы (HEX 20) и символ Delete (HEX 7F).
Допускается такая максимальная длина имени файла,
чтобы не была превышена максимальная
разрешенная длина пути к файлу, составляющая 256
знаков (смотри „Пути доступа” на странице 90).
Защита данных
Фирма HEIDENHAIN рекомендует регулярно сохранять
резервные копии программ и файлов, написанных в системе ЧПУ
на ПК.
С помощью бесплатного программного обеспечения TNCremo NT
фирма HEIDENHAIN предоставляет простую возможность
создания копий сохраняемых в системе ЧПУ данных.
Кроме того, требуется носитель данных, на котором хранятся все
данные конкретного станка (PLC-программа, параметры станка и
т.п.). В данном случае следует обращаться к производителю
станка.
Время от времени следует удалять файлы, которые
больше не требуются, чтобы для системных файлов
(например, таблицы инструментов) в ЧПУ всегда
оставалось достаточно свободного места на
запоминающем устройстве.
3.3 Управление файлами: основы
HEIDENHAIN TNC 320 89
Page 90

3.4 Работа с управлением
TNC:\
AUFTR1
NCPROG
WZTAB
A35K941
ZYLM
TESTPROG
HUBER
KAR25T
файлами
Директории
Так как на жестком диске можно хранить большое количество
программ и файлов, отдельные файлы лучше помещать в
директории для удобства обзора. В этих директориях можно
формировать последующие директории, так называемые
"поддиректории". С помощью клавиши -/+ или ENT можно
вызывать или выключать поддиректории.
Пути доступа
Путь доступа указывает на дисковод и все директории или
поддиректории, в которых хранится какой-либо файл. Отдельные
данные разделяются знаком “\”.
Максимально допустимая длина пути доступа, то есть
всех обозначений дисковода, директории и имени
файла, включая расширение, не должна превышать
256 символов!
Пример
3.4 Работа с управлением файлами
На дисководе TNC:\ была создана директория AUFTR1. Затем в
директории AUFTR1 была сформирована поддиректория
NCPROG, а в нее скопирована программа обработки PROG1.H.
Следовательно, путь доступа к программе обработки будет таким:
TNC:\AUFTR1\NCPROG\PROG1.H
На рисунке справа
разными путями доступа.
показан пример отображения директорий с
90 Программирование: основы, управление файлами
Page 91
Обзор: функции управления файлами
Функция Softkey Стр.
Копирование файла Стр.96
Отображение файлов определенного
типа
Создание нового файла Стр.95
Индикация 10 последних выбранных
файлов
Удаление файла или директории Стр.97
Выделение файла Стр.99
Переименование файла Стр.100
Защита файла от удаления и
изменения
Отмена защиты файла Стр.101
Управление дисководами сети Стр.104
Выбор редактора Стр.101
Стр.93
Стр.97
Стр.101
3.4 Работа с управлением файлами
Сортировка файлов по свойствам Стр.100
Копирование директории Стр.96
Удаление директории и всех
поддиректорий
Отображение директорий дисковода
Переименование директории
Создайте новый каталог
HEIDENHAIN TNC 320 91
Page 92

Вызов управления файлами
Нажмите клавишу PGM MGT: система ЧПУ
отобразит окно управления файлами (на рисунке
показана базовая настройка. Если ЧПУ
отображает другое разделение экрана дисплея,
нажмите Softkey ОКНО)
Узкое окно слева отображает существующие дисководы и
директории. Дисководы представляют собой устройства для
сохранения или передачи данных. Один из дисководов - жесткий
диск, другие - интерфейсы (RS232, Ethernet), к которым можно
подключить, например, персональный компьютер. Директория
всегда обозначается символом директории (слева) и именем
директории (справа). Поддиректории присоединяются слева
направо. Треугольник перед символом директории означает
наличие
кнопкой -/+ или ENT.
В широком окне справа отображаются все файлы , хранящиеся в
выбранной директории. Для каждого файла показано несколько
блоков информации, расшифрованных в таблице внизу.
прочих поддиректорий, которые можно активировать
Индикация Значение
Имя файла Имя, содержащее максимум 25 символов
3.4 Работа с управлением файлами
Тип Тип файла
Bytes Объем файла в байтах
Состояние
E
S
M
Дата Дата, когда файл в последний раз
Время Время, когда файл в последний раз
92 Программирование: основы, управление файлами
Свойство файла:
Выбрана программа в режиме работы
"Программирование"
Выбрана программа в режиме работы
"Тест программы"
Выбрана программа в режиме работы
"Отработка программы"
Файл защищен от удаления и изменения
Файл защищен от удаления и изменения,
отрабатывается в данный момент
т.к. он
изменялся
изменялся
Page 93

Выбор дисководов, директорий и файлов
Вызов меню управления файлами
Для перемещения курсора в желаемое место на дисплее следует
пользоваться кнопками со стрелками или клавишами Softkey:
Перемещает курсор из правого окна в левое и
обратно
Перемещает курсор в окне вверх и вниз
Перемещает курсор в окне по страницам вверх и
вниз
Шаг 1: выбор дисковода
Выделите дисковод в левом окне:
Выбор дисковода: нажмите Softkey ВЫБОР, или
нажмите кнопку ENT
Шаг 2: выбор директории
Выделение директории в левом окне: правое окно автоматически
отобразит все файлы выделенной (подсвеченной) директории
3.4 Работа с управлением файлами
HEIDENHAIN TNC 320 93
Page 94

Шаг 3: выбор файла
Нажмите Softkey ВЫБОР ТИПА
Нажмите Softkey желаемого типа файла или
для отображения всех файлов: нажмите Softkey
ПОКАЗАТЬ ВСЕ или
Выделите файл в правом окне:
Нажмите Softkey ВЫБОР, или
нажмите кнопку ENT
Система ЧПУ активирует выбранный файл в том режиме работы,
из которого было вызвано управление файлами
3.4 Работа с управлением файлами
94 Программирование: основы, управление файлами
Page 95

Создание новой директории
Выделите директорию в левом окне, в котором требуется создать
поддиректорию
Введите новое имя директории, нажмите кнопку
ENT
СОЗДАТЬ ДИРЕКТОРИЮ \НОВЫЙ?
Подтвердите клавишей Softkey ДА, или
отмените клавишей Softkey НЕТ
Создание новой директории
Выбор директории, в которой необходимо создать новый файл
3.4 Работа с управлением файлами
Введите новое имя файла с расширением,
нажмите кнопку ENT
Откройте диалоговое окно для создания нового
файла
Введите новое имя файла с расширением,
нажмите кнопку ENT
HEIDENHAIN TNC 320 95
Page 96
Копирование отдельного файла
U Переместите курсор на файл, который необходимо скопировать
U Нажмите Softkey КОПИРОВАТЬ: выберите
функции копирования. ЧПУ откроет окно перехода
U Введите имя целевого файла и назначьте его
кнопкой ENT или Softkey OK: TNC скопирует файл
в текущую директорию или в выбранную целевую
директорию. Исходный файл сохранится
Копирование файла в другую директорию
U Выберите разделение дисплея с окнами равной величины
U Отобразите списки директорий в обоих окнах: нажмите Softkey
ПУТЬ ДОСТУПА
Правое окно
U Переместите курсор на директорию, в которую предполагается
копировать файлы, и с помощью кнопки ENT отобразите
файлы, содержащиеся в этой директории
Левое окно
U Выберите директорию с файлами, которые предполагается
копировать, и с помощью кнопки ENT отобразите эти файлы
3.4 Работа с управлением файлами
U Отображение функций выделения файлов
U Переместите курсор на подлежащий копированию
файл и выделить его. По желанию можно таким же
образом выделить последующие файлы
U Скопируйте выделенные файлы в целевую
директорию
Другие функции выделения: смотри „Выделение файлов”,
страница 99.
Если выделены файлы как в левом, так и в правом окне, то
система ЧПУ выполняет копирование из той директории, в
которой находится курсор.
Копирование директории
U Переместите курсор в правом окне на подлежащую
копированию директорию.
U Нажмите Softkey КОПИРОВАТЬ: система ЧПУ активирует окно
для выбора целевой директории
U Выберите целевую директорию и подтвердите выбор кнопкой
ENT или Softkey OK: система ЧПУ копирует выбранную
директорию вместе с поддиректориями в выбранную целевую
директорию
96 Программирование: основы, управление файлами
Page 97
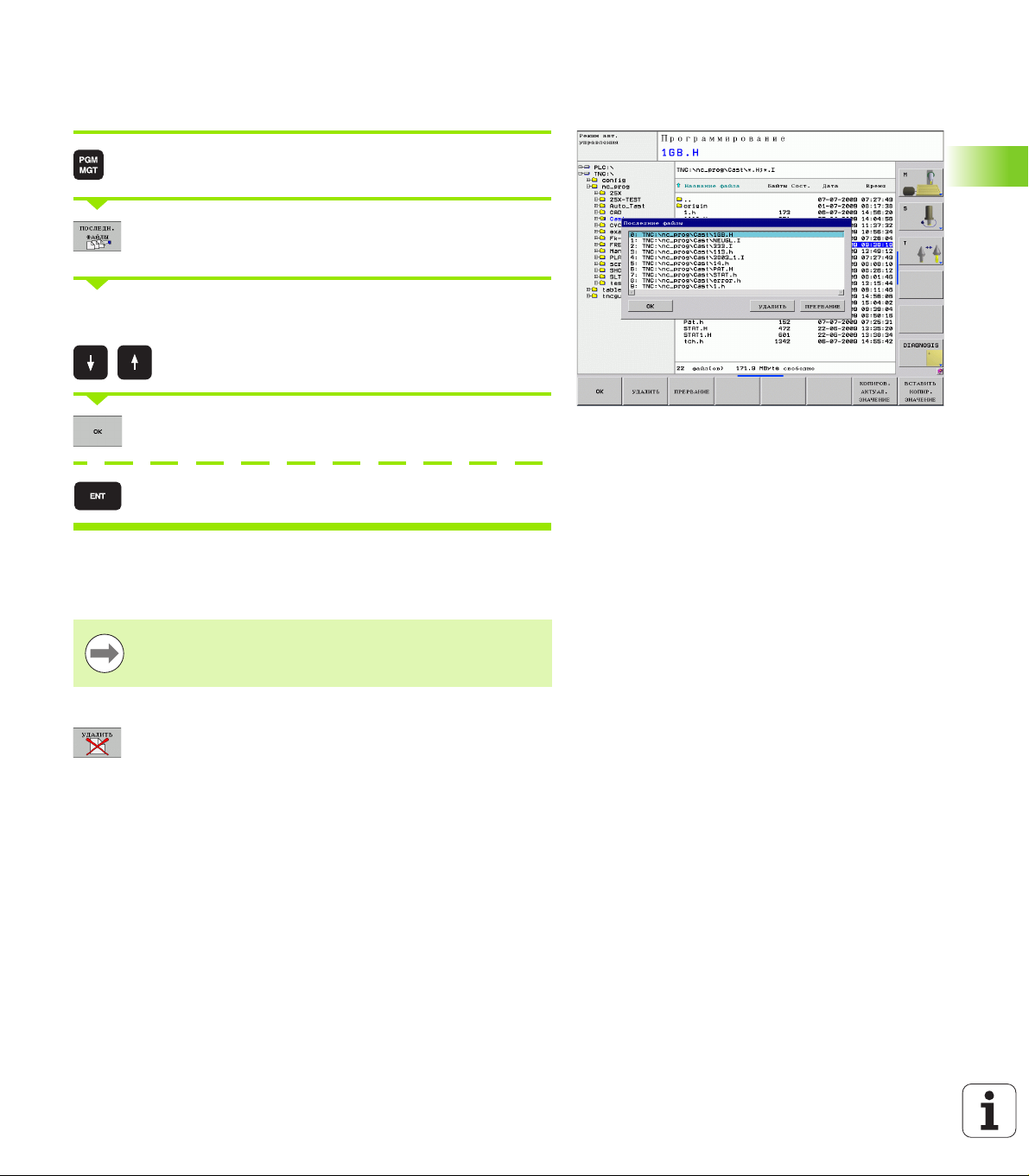
Выбор одного из недавно использовавшихся файлов
Вызов меню управления файлами
Отображение последних 10 выбранных файлов:
нажмите Softkey ПОСЛЕДНИЕ ФАЙЛЫ
Для перемещения курсора на тот файл, который требуется
выбрать, используются клавиши со стрелками:
Перемещает курсор в окне вверх и вниз
Выбор файла: нажмите Softkey ВЫБОР, или
нажмите кнопку ENT
3.4 Работа с управлением файлами
Удаление файла
Файлы удаляются без возможности восстановления!
U Переместите курсор на подлежащий удалению файл
U Выбор функции удаления: нажмите Softkey
УДАЛИТЬ. Система ЧПУ просит подтвердить
удаление файла
U Подтверждение удаления: нажмите Softkey OK или
U Отмена удаления: нажмите Softkey ОТМЕНА
HEIDENHAIN TNC 320 97
Page 98
Удаление директории
Директории и файлы удаляются без возможности
восстановления!
U Переместите курсор на подлежащую удалению директорию
U Выбор функции удаления: нажмите Softkey
УДАЛИТЬ. Система ЧПУ запросит подтверждение
удаления директории со всеми поддиректориями
и файлами
U Подтверждение удаления: нажмите Softkey OK или
U Отмена удаления: нажмите Softkey ОТМЕНА
3.4 Работа с управлением файлами
98 Программирование: основы, управление файлами
Page 99
Выделение файлов
Функция выделения Softkey
Выделение отдельного файла
Выделение всех файлов в директории
Отмена выделения отдельного файла
Отмена выделения всех файлов
Копирование всех выделенных файлов
Такие функции, как копирование или удаление файлов, можно
применять как отдельно к каждому файлу, так и к нескольким
файлам одновременно. Группа из нескольких файлов выделяется
следующим образом:
Переместите курсор на первый файл
Отображение функций выделения: нажмите
Softkey ВЫДЕЛИТЬ
Выделение файла: нажмите Softkey ВЫДЕЛИТЬ
ФАЙЛ
Переместите курсор на следующий файл.
Действует только при использовании клавиш
Softkey, клавишами со стрелками не перемещать!
Выделение следующего файла: нажмите Softkey
ВЫДЕЛИТЬ ФАЙЛ и т.д.
Копирование выделенных файлов: нажмите
Softkey КОП. МАРК., или
Удаление выделенных файлов: для выхода из
функции выделения нажмите Softkey КОНЕЦ, а
затем нажмите Softkey УДАЛИТЬ для удаления
выделенных файлов
3.4 Работа с управлением файлами
HEIDENHAIN TNC 320 99
Page 100

Переименование файла
U Переместите курсор на тот файл, который требуется
переименовать
U Выбор функции переименования
U Введите новое имя файла; тип файла может не
изменяться
U Выберите файл: нажмите Softkey OK или кнопку
ENT
Сортировка файлов
U Выберите директорию, в которой требуется выполнить
сортировку файлов
U Выберите Softkey СОРТИРОВКА
U Выберите Softkey с соответствующим критерием
отображения
3.4 Работа с управлением файлами
100 Программирование: основы, управление файлами
 Loading...
Loading...