

Page 1
Page 2
Page 3
SINUMERIK 802S base line
SINUMERIK 802C base line
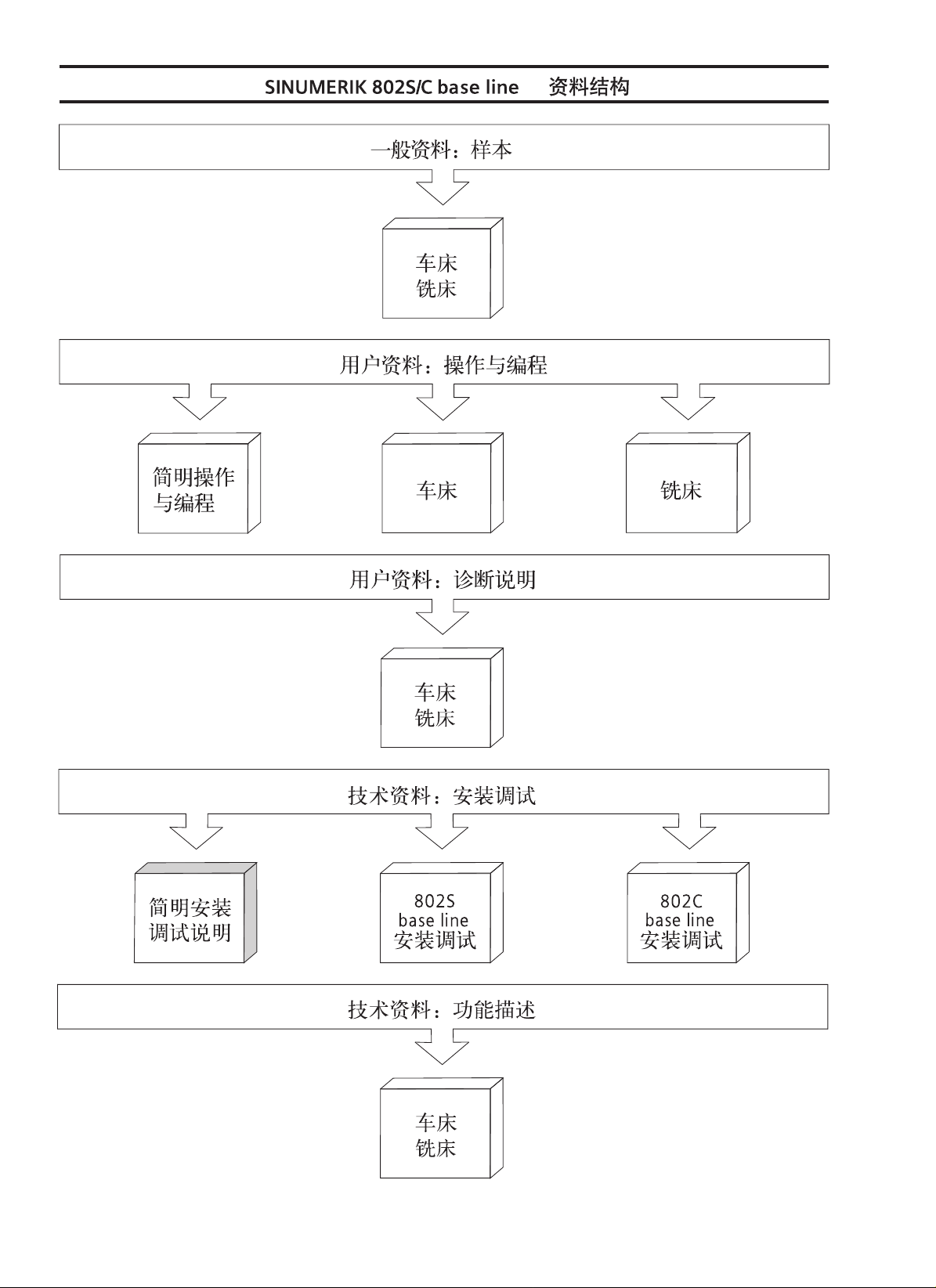
SINUMERIK 802S/C base line 1
简明安装调试手册
安装调试 2
PLC 用户程序 3
技术手册
参数设置 4
串行调试 5
工具盒 6
用户报警 7
数据保护 8
备件更换 9
技术附录 10
适用于
控制系统
SINUMERIK 802S base line 4.2
SINUMERIK 802C base line 4.2
2007 年 04 月
软件版本
Page 4

SINUMERIK 文献
®
版本说明
以下是当前版本及以前各版本的简要说明。
每个版本的状态由“附注”栏中的代码指明。
在“附注”栏中的状态码分别表示:
A ... ... 新文件
B ... ... 没有改动,但以新的订货号重印
C ... ... 有改动,并重新发行
版本 订货号 附注
2003.08 6FC5597-4AA31-3RP0 A
2005.11 6FC5597-4AA31-3RP0 C
2006.10 A5E00834641 C
2007.04 A5E00834641 C
注册商标
SIMATIC
本文件中的其他名称也可能是商标,任何第三人擅自使用此商标将会侵犯注册商标所有人的权利。
®
,SIMATIC HMI®,SIMATIC NET®,SIMODRIVE ®,SINUMERIK®,和 SIMOTION®均为西门子公司的注册商标。
©西门子股份公司版权所有 2007 年
没有明确的书面许可,任何人不得翻印、传播和使用本文献及其中的内
容,违者将负责赔偿损失。西门子公司享有所有版权及相关权利,包括
专利权或实用新型的申请注册权。
Siemens-Aktiengesellschaft.
责任免除
经过审查,本文献的内容与其描述的软件和硬件相符合。但是仍可能存
在一些差异。因此我们不能保证它们完全一致。我们会定期审查本文献,
并在下一个版本中作出必要的修改。欢迎提出改进意见和建议。
© Siemens AG, 2007
如有技术改动,恕不提前通知。
SINUMERIK 802S/C base line
Page 5
安全信息 该手册中包含一些安全信息说明,在操作时必须遵照执行,以确保人身安全,保
护产品和连接设备不受损坏。在这些文字之前有三角形的警示符予以突出强调。
根据各自的危险程度不同,共有以下几种类别:
危险:
!
表示有紧急危险。如果不注意避免,将会导致人身伤亡或重大的财产损失。
警告:
!
表示有潜在危险。如果不注意避免,很可能会导致人身伤亡或重大的财产损失。
注意:
!
和安全警示符同时使用,表示有潜在的危险状况。如果不注意避免,可能会导致
人身伤害或财产损失
注意:
没有使用安全警示符,表示有潜在的危险状况。如果不注意避免,可能会造成财
产损失。
说明:
说明与产品相关的重要信息,或者是在文件中应特别注意的内容。
专业人员 只有专业人员才可以对系统进行安装调试和操作。在本手册中,专业人员是指被
授权并根据相关的安全规范要求,可以对设备、系统和电路进行安装调试、接地
和贴标签的人员。
适用范围 请注意以下事项:
警告:
该设备只能用于在目录或技术文件中所规定的各种场合;并且只有经过西门子的
!
推荐或许可,才可以和其他制造商生产的设备、部件和装置同时使用。
为确保产品的安全性和可靠性,必须按要求对产品进行运输、储存和安装,并需
要认真的使用和彻底的维护。
SINUMERIK 802S/C base line I
简明安装调试手册
Page 6

Page 7

目录
目录
1. SINUMERIK 802S/C base line
1.1 系统介绍 ………………………………………………………………………………………………… 1-1
1.2 操作面板结构
1.3 系统接口布局
2. 安装调试
2.1 电柜设计、电源和接地 ………………………………………………………………………………… 2-1
2.2 安装和接线 ……………………………………………………………………………………………… 2-4
2.2.1 系统的安装 ……………………………………………………………………………………………… 2-4
2.2.2 系统的接线 …………………………………………………………………………………………… 2-11
2.3 接口和电缆 …………………………………………………………………………………………… 2-15
2.3.1 电源端子 X1 …………………………………………………………………………………………… 2-16
2.3.2 通讯接口 RS232-X2 …………………………………………………………………………………… 2-16
2.3.3 编码器接口 X3~X6 …………………………………………………………………………………… 2-17
2.3.4 驱动器接口 X7 ………………………………………………………………………………………… 2-18
2.3.5 手轮接口 X10
2.3.6 高速输入接口 X20 …………………………………………………………………………………… 2-19
2.3.7 数字输入/输出接口 X100~X105,X200 和 X201 ………………………………………………… 2-20
2.3.8 SINUMERIK 802S base line 连接电缆 ……………………………………………………………… 2-22
2.3.9 SINUMERIK 802C base line 连接电缆 ……………………………………………………………… 2-23
2.4 驱动系统的安装调试 ………………………………………………………………………………… 2-26
2.4.1 步进驱动器的连接 …………………………………………………………………………………… 2-26
2.4.2 伺服驱动器的连接—SIMODRIVE 611U …………………………………………………………… 2-31
2.4.3 伺服驱动器的连接—SIMODRIVE base line …………………………………………………………
………………………………………………………………………………………………………… 2-1
………………………………………………………………………………………… 1-3
…
………………………………………………………………………………………… 1-5
…
………………………………………………………………………………………… 2-19
3. PLC 用户程序 …………………………………………………………………………………………………… 3-1
3.1 主要功能 ………………………………………………………………………………………………… 3-2
3.2 输入输出定义 …………………………………………………………………………………………… 3-4
3.3 用户键定义 ……………………………………………………………………………………………… 3-6
3.4 PLC 参数 ………………………………………………………………………………………………… 3-9
3.5 实例程序结构 ………………………………………………………………………………………… 3-14
3.6 用户报警定义 ………………………………………………………………………………………… 3-16
3.7 实例程序调试 ………………………………………………………………………………………… 3-17
4. 参数设置 ………………………………………………………………………………………………………… 4-1
4.1 NC 参数设置 …………………………………………………………………………………………… 4-1
4.2 驱动器参数设定—SIMODRIVE 611U ………………………………………………………………… 4-4
4.3 进给轴动态特性调试 …………………………………………………………………………………… 4-8
4.4 参考点调试
4.5 软限位与反向间隙补偿
4.6 旋转监控功能设置(只用于 SINUMERIK 802S base line)
4.7 丝杠螺距误差补偿
4.8 主轴参数调试
…………………………………………………………………………………………… 4-11
…………………………………………………………………………………… 4-15
………………………………………………………………………………………… 4-18
5. 通讯及串行调试 ………………………………………………………………………………………………… 5-1
5.1 通讯 ……………………………………………………………………………………………………… 5-1
5.2 串行调试 ………………………………………………………………………………………………… 5-3
6. 工具盒
6.1 工具盒的安装 …………………………………………………………………………………………… 6-2
6.2 WINPCIN—通讯工具软件 ……………………………………………………………………………… 6-3
6.3 Toolbox 802SC base line—软件工具盒
…………………………………………………………………………………………………………… 6-1 …
…………………………………………………………………………… 1-1
…
2-34
……………………………………………………………………………… 4-13
………………………………………… 4-14
…
…………………………………………………………… 6-5 …
SINUMERIK 802S/C base line III
简明安装调试手册
Page 8

目录
6.3.1 传送文件 ………………………………………………………………………………………………… 6-5
6.3.2 TextManager—语言和报警安装软件 ………………………………………………………………… 6-7
………………………………………………… 6-12
6.4 Programming Tool PLC 802—PLC 编程工具软件
6.5 SimoComU—SIMODRIVE 611U 设定/特性优化工具软件…………………………………………
…
6-14
7. 用户报警 ………………………………………………………………………………………………………… 7-1
8. 数据保护 ………………………………………………………………………………………………………… 8-1
8.1 机内数据保护 …………………………………………………………………………………………… 8-2
8.2 机外数据保护 …………………………………………………………………………………………… 8-2
8.3 重要信息 ………………………………………………………………………………………………… 8-3
9. 备件更换 ………………………………………………………………………………………………………… 9-1
10. 技术附录 ………………………………………………………………………………………………………… 10-1
10.1 机床参数一览表
10.2 NCK<
10.3 PLC 指令表 ………………………………………………………………………………………… 10-25
>PLC<->MMC 接口地址表
-
……………………………………………………………………………………… 10-1
………………………………………………………………… 10-13
IV SINUMERIK 802S/C base line
简明安装调试手册
Page 9

SINUMERIK 802S/C base line 1
1.1 系统介绍
概述 SINUMERIK 802S base line 是在 SINUMERIK 802S 基础上新开发的经济型数
控系统。它可以控制 2 到 3 个步进电机轴和一个伺服主轴或变频器,连接步进驱
动STEPDRIVE C/C
电机每转给出 1000 个脉冲,步距角为 0.36ºC。
SINUMERIK 802C base line 是在 SINUMERIK 802C 基础上新开发的全功能
数控系统。它可以控制 2 到 3 个伺服电机进给轴和一个伺服主轴或变频主轴,连
接SIMODRIVE 611U 或 SIMODRIVE base line。当系统匹配 SIMODRIVE 611U
或 SIMODRIVE base line 时,连接 1FK7 系列伺服电机。
系统组成 SINUMERIK 802S base line 系统组成:
+
。步进电机的控制信号为脉冲信号、方向信号和使能信号。
CNC 控制器
z
集成式、紧凑型 CNC 控制器,配置 8″液晶显示器、全功能操作键盘、机
床操作界面;
z
驱动器和电机
步进驱动 STEPDRIVEC/C
z
电缆
+
和五相混合式步进电机;
连接 CNC 控制器到步进驱动器的电缆和连接步进驱动器到步进电机的电
缆。
SINUMERIK 802C base line 系统组成:
z
CNC 控制器
集成式、紧凑型 CNC 控制器,配置 8”液晶显示器、全功能操作键盘、机
床操作界面;
驱动器和电机
z
伺服进给驱动 SIMODRVIE 611U 或者 SIMODRIVE base line 带 1FK7 系
列伺服电机。目前 SIMODRIVE base line 带 1FK7 的配置有 3 种:
3Nm+6Nm;6Nm+8Nm;11Nm,光轴,带/不带抱闸;使用 SIMODRIVE
611U 与 1FK7 的配置为:3Nm/6Nm/8Nm/11Nm,光轴,带/不带抱闸;
电缆
z
连接 CNC 控制器到驱动器的电缆为速度给定值电缆和位置反馈值电缆;连
接驱动器到电机的电缆为编码器电缆和电机动力电缆。
SINUMERIK 802S/C base line 1-1
简明安装调试手册
Page 10
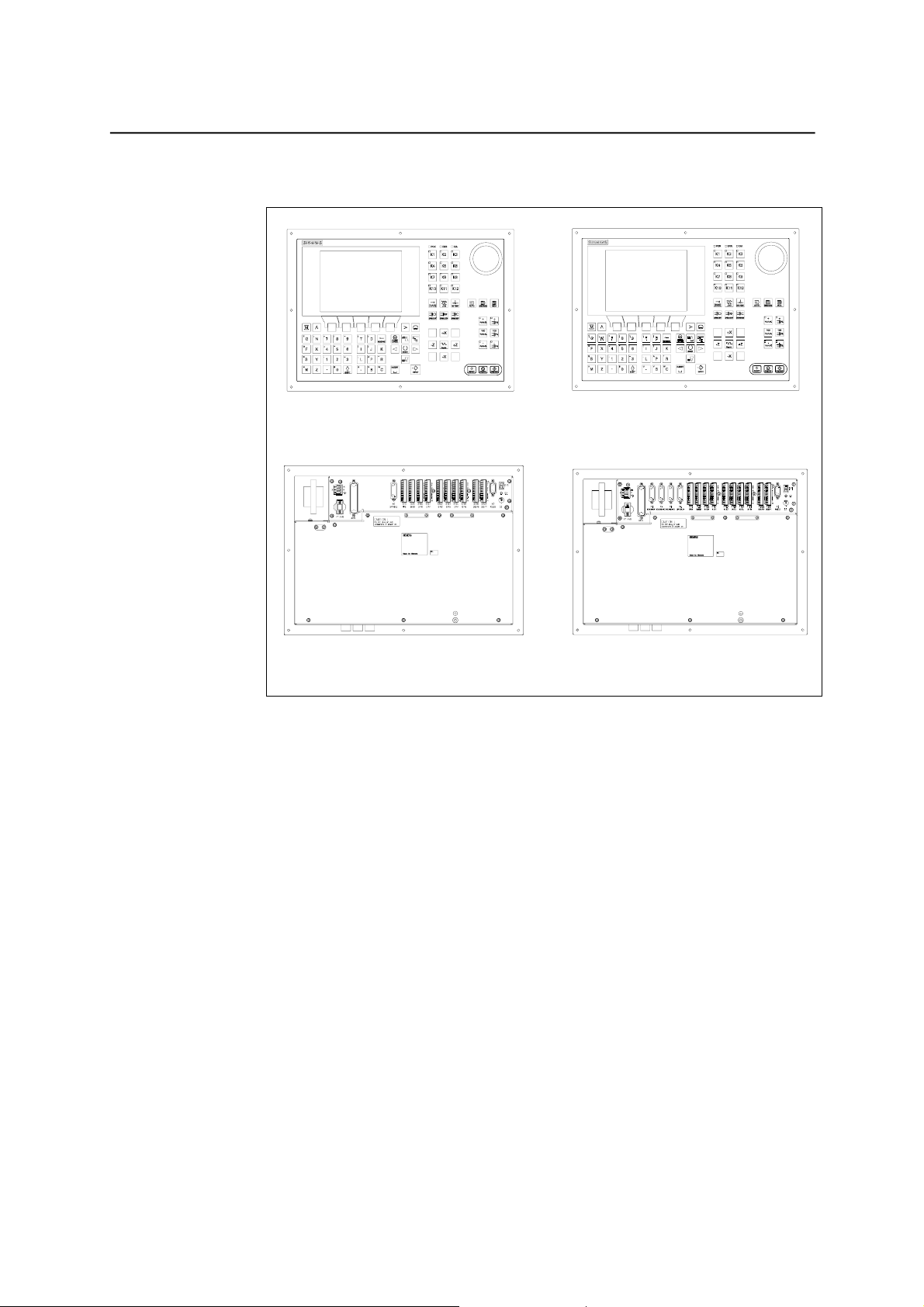
SINUMERIK 802S/C base line
CNC 控制器
SINUMERIK 802S base line
SINUMERIK 802C base line
图 1-1 CNC 控制器
1-2 SINUMERIK 802S/C base line
简明安装调试手册
Page 11

SINUMERIK 802S/C base line
1.2 操作面板结构
面板划分 SINUMERIK 802S/C base line 具有集成式操作面板,分为三大区:LCD 显示
区、NC 键盘区和机床控制面板区域。
LCD 显示
NC 键盘
图 1-2 面板划分
NC 键盘区
返回键
报警应答键
删除/退格键
光标向上键
上档:向上翻页键
MCP 区域
菜单扩展键软键
加工显示
字母键
区域转换键
垂直菜单键
光标向右键
光标向下键
回车/输入键
数字键
上档键
光标向左键
空格键
选择/转换键
图 1-3 NC 键盘
SINUMERIK 802S/C base line 1-3
简明安装调试手册
Page 12

SINUMERIK 802S/C base line
说明:
NC 键盘区中各个键如何使用,请参见《操作与编程》手册。
机床控制面板(MCP)区域
DIA 黄灯
ERR 红灯
POK 绿灯
K1~K12
用户自定义键
(带 LED)
参考点方式
点动方式
增量选择
主轴反转
主轴停
主轴正转
X 轴点动正向
快速运行叠加
Z 轴点动负向
X 轴点动负向
急停开关
(选件)
自动方式
单段方式
MDA 方式
进给轴倍率增加
主轴倍率增加
进给轴倍率 100%
主轴倍率 100%
进给轴倍率减少
主轴倍率减少
复位键
程序
停止键
程序
启动键
Z 轴点动正向
图 1-4 机床控制面板区域
说明:
用户定义键,点动键+/-X,+/-Z 和倍率键的具体定义,请参见“第 3 章:PLC
用户程序”。
1-4 SINUMERIK 802S/C base line
简明安装调试手册
Page 13

SINUMERIK 802S/C base line
1.3 系统接口布局
概述 系统的接口位于机箱的背面,SINUMERIK 802S base line 与 SINUMERIK
802C base line 具有不同的接口布置,请参见图 1-5 和 1-6。
系统接口 SINUMERIK 802S base line 系统接口
X20
X10
X105
X104
X103
X102
X101
X100
X201
X200
3 条插条入口
24VDC 电源
X1
保险丝
急停开关
(选件)
X6
X5
X4
X3
X7
电缆压条 接地螺钉
图 1-5 SINUMERIK 802S base line 接口布置
RS232 接口
X2
D15
S2
S3
电缆压条
SINUMERIK 802S/C base line 1-5
简明安装调试手册
Page 14

SINUMERIK 802S/C base line
SINUMERIK 802C base line 系统接口
X20
X10
X105
X104
X103
X102
X101
X100
X201
X200
3 条插条入口
RS232 接口
X2
D15
S2
S3
电缆压条
24VDC 电源
X1
保险丝
急停开关
(选件)
X6
X4
X3
X7
电缆压条 接地螺钉
图 1-6 SINUMERIK 802C base line 接口布置
说明:
各个接口的具体介绍请参见“章节 2.3:接口和电缆”。插条的安装方法参见“章
节 3.3:用户定义键布局”。
1-6 SINUMERIK 802S/C base line
简明安装调试手册
Page 15

安装调试 2
2.1 电柜设计、电源和接地
电柜要求 机床厂在设计电柜时应注意以下事项:
1) 电柜应有冷却或通风装置,在使用风扇时必须在进气窗口安装防尘过滤网;
2) 电柜中所有部件必须安装在无油漆的镀锌金属板上;
3) 电柜的防护等级为 IP54;
4) 接地应遵守国标 GB/T5226.1-2002/IEC60204-1:2000“机械安全机械电
气设备第 1 部分:通用技术条件”;
5) 现场没有良好接地的情况下,应断开所有 PE 与 24VDC 零线(M24)的连接,
使 CNC 控制器处于浮地状态;
6) 当 CNC 控制器处于浮地状态时,如果使用 RS232 接口,必须采用 RS232
隔离器(订货号:6FX2003-0DS00),否则会烧坏接口;
7) 电柜中布线时,交流电源线(如 85VAC,220VAC,380VAC,变频器到主
轴电机的电缆)必须与 24VDC 电缆和信号线电缆分开走线;
8) 如果机床使用变频器作为主轴驱动单元,在设计电柜时应考虑采取必要的
抗干扰措施(主要是电源干扰和无线干扰);
9) 系统直流稳压电源 24DVC 之前需接入隔离变压器(控制变压器
380VAC->220VAC,JBK3-400VA);步进驱动 85VAC 必须采用独力的
隔离变压器(驱动变压器 380 VAC->85VAC,JBK3 系列)。两个变压器的
初级不可以接入到 380VAC 的同一相;
10) 现场没有良好接地的情况下,控制变压器必须为浮地设计,但此时任何与
CNC 控制器连接的外设(如 PC/PG),其 220VAC 电源必须连接到控制变
压器,参见图 2-1;
SINUMERIK 802S/C base line 2-1
简明安装调试手册
Page 16
安装调试
控制变压器 电柜中必须采用独力的控制变压器,给系统的 24VDC 供电。控制变压器接线如
图 2-1 所示。
U V W
380VAC
1)
PE
220VAC
0V
L
L+
220/24 D C
Power
Supply
PE
N
24V
L+
CNC
0V
M
M
PE
220VA C
0V
L
PC
PE
N
3)
3)
PE
3) 3) 3)
2,3)
接地排
图 2-1 控制变压器
注释(上图中):
1) U,V,W 三相中未被驱动变压器使用的两相;
2) 只有 PE 接地良好时才能连接。如果不能确定,则禁止连接;
3) 接地线截面积最少为 6mm
2
,以确保接地良好。
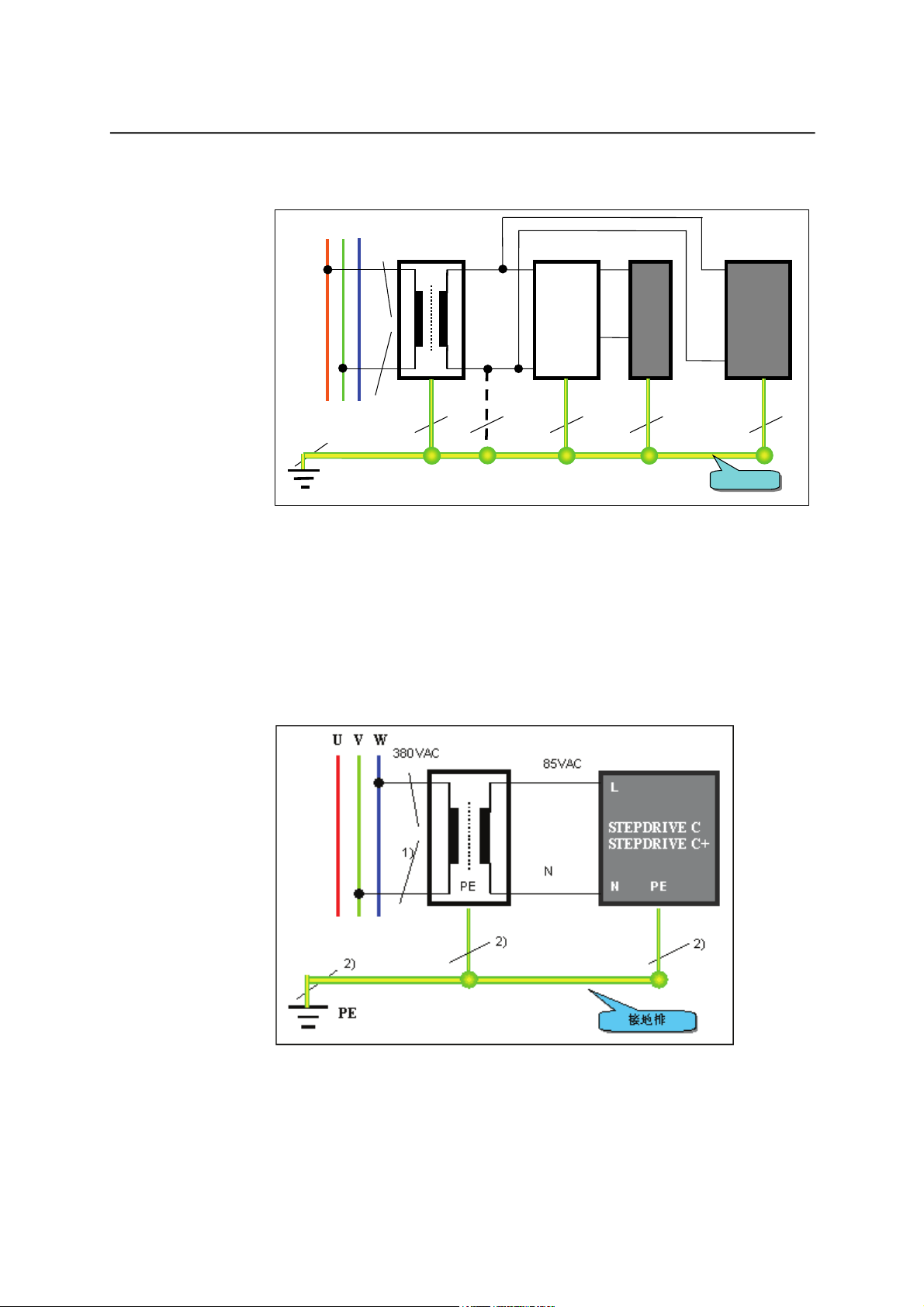
驱动变压器 电柜中必须采用独力的驱动变压器,给步进驱动的 85VADC 供电。此要求仅适
用于 SINU MERIK 802S base line 系统。驱动变压器接线如图 2-2 所示。
图 2-2 驱动变压器
注释(上图中):
1) U,V,W 三相中未被控制变压器使用的两相;
2) 接地线截面积最少为 6mm
2
,以确保接地良好。
2-2 SINUMERIK 802S/C base line
简明安装调试手册
Page 17

安装调试
24VDC 直流电源 SINUMERIK 802S/C base line CNC 控制器采用 24V 直流供电,系统可在
24V-15%到+20%之间正常工作。直流电源的质量是系统稳定运行的关键。建议
使用西门子 24V 直流稳压电源(订货号为:6ES7307-1EA00-0AA0)。当使用非
西门子直流电源时,请检测电源断电时的输出波形。
图 2-3 电源波形
如果出现右上图所示的情况,建议应采用下图所示的供电方式对 802S/C base
line 系统供电,并在机床使用说明书中写明系统上电的操作顺序。顺序应该为:
先打开机床的总电源开关(24V 直流电源和驱动器得电),然后再通过按钮 SA1 给
802S/C base line 系统供电;断电时先通过按钮 SA2 使系统断电,然后再关闭
机床总电源。
KA1SA2SA1
24VDC
24VDC
0VDC
KA1
KA1
CNC
0VDC
图 2-4 电源操作顺序
注释:
1) 数字输入和输出所需的 24VDC 建议用独立的 24V 直流电源(即不应与
802S/C base line CNC 共用一个 24VDC 稳压电源);
2) 所有输入信号必须为电平信号,即“0”电平〔-3~5VDC〕和“1”电平
〔11~ 30VDC)。悬空和高阻信号均为“0”电平。
SINUMERIK 802S/C base line 2-3
简明安装调试手册
Page 18
安装调试
2.2 安装和接线
2.2.1 系统的安装
警告:
!
系统带电时不可进行安装!
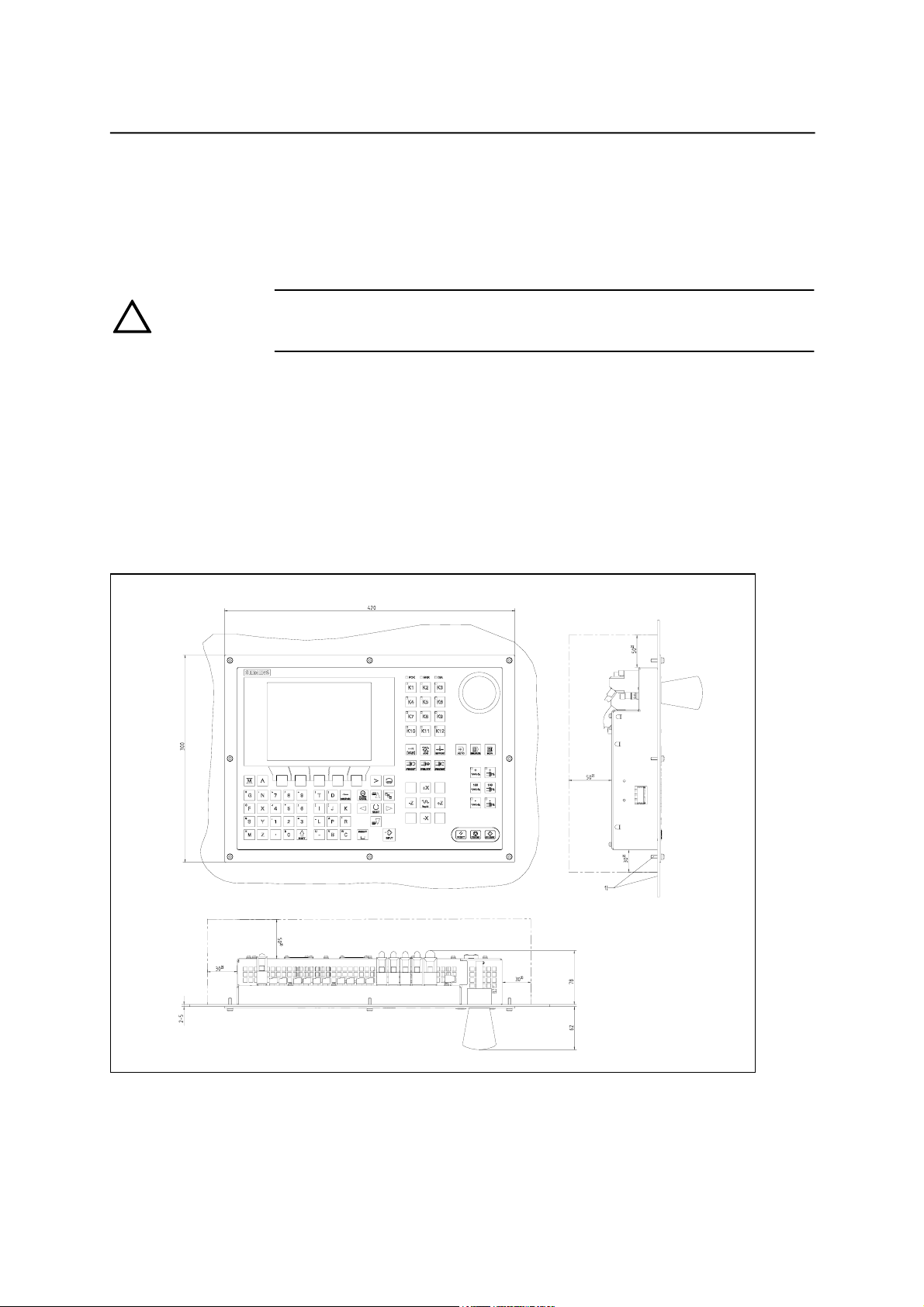
概述 SINUMERIK 802S/C base line CNC 控制器为集成式控制系统,可直接安装
在机床控制站中。步进驱动或伺服驱动均安装在机床电柜中。
系统的安装尺寸可以分别参见下面各图,包括 SINUMERIK 802S base line
/SINUMER IK 802C base line 的 CNC 控制器,步进驱动 STEPDRIVE C/C
步进电机,SIMODRIVE 611U 伺服驱动,SIMODRVIE base line 伺服驱动,
1FK7 伺服电机。
802S/C base line CNC 控制器
+
,
图 2-5 CNC 控制器外形尺寸
2-4 SINUMERIK 802S/C base line
简明安装调试手册
Page 19

7
)
安装调试
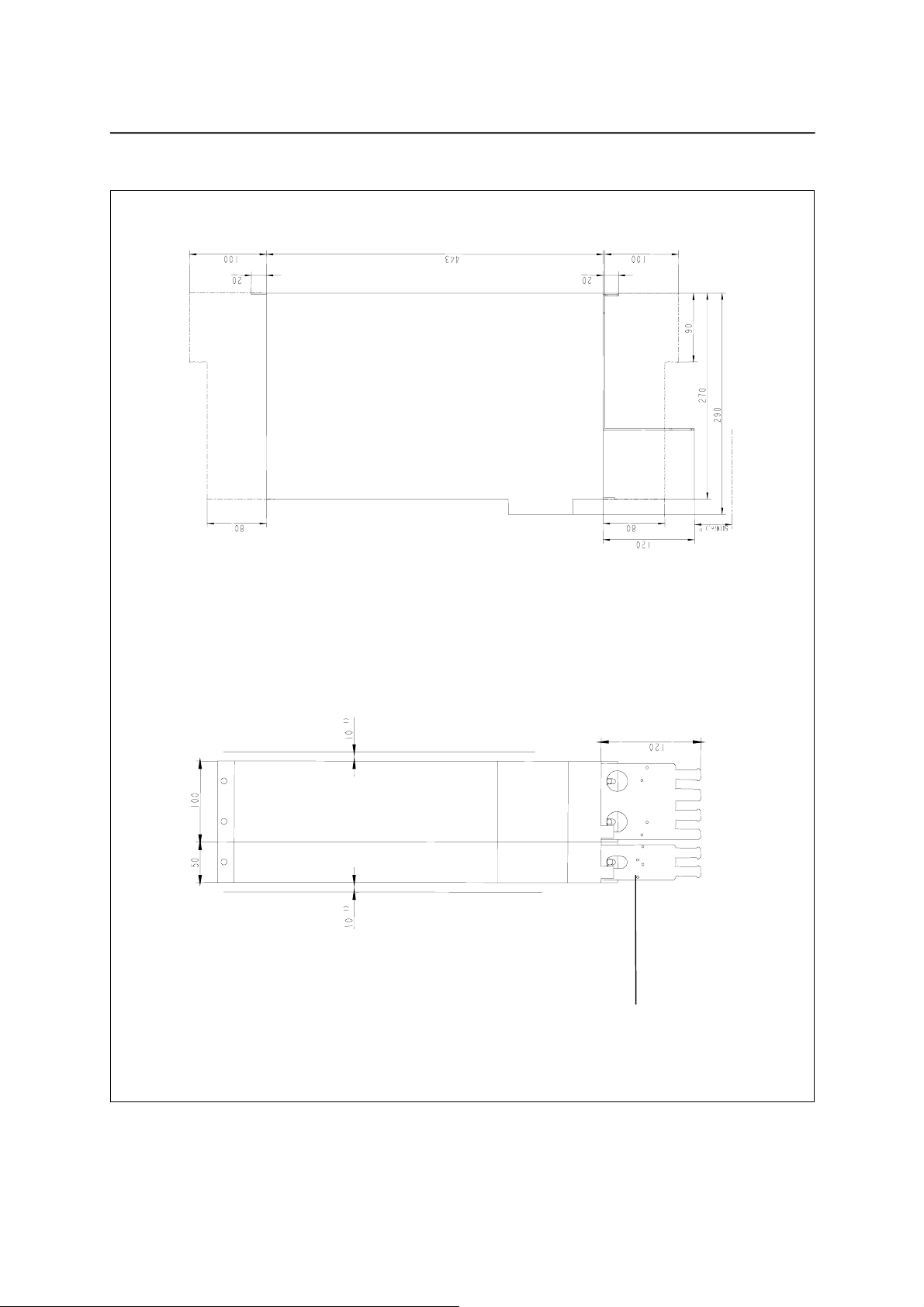
图 2-6 安装孔尺寸
步进驱动
垂直安装(推荐)
90 (100*)
3412
> 80
(> 150*
307 (327*)
286 (305.6*)
>10 0 * )
> 80
(
安装时使用 M5 螺钉、垫圈和弹簧垫圈
>100
端子排
水平安装
71 (73*
176 (180*)
)
安装角度已改变
>50
无强制冷却尺寸图
图 2-7 步进驱动安装尺寸图
注释:图中括号中尺寸适用于 STEPDRIVE C
+
。
SINUMERIK 802S/C base line 2-5
简明安装调试手册
Page 20
安装调试
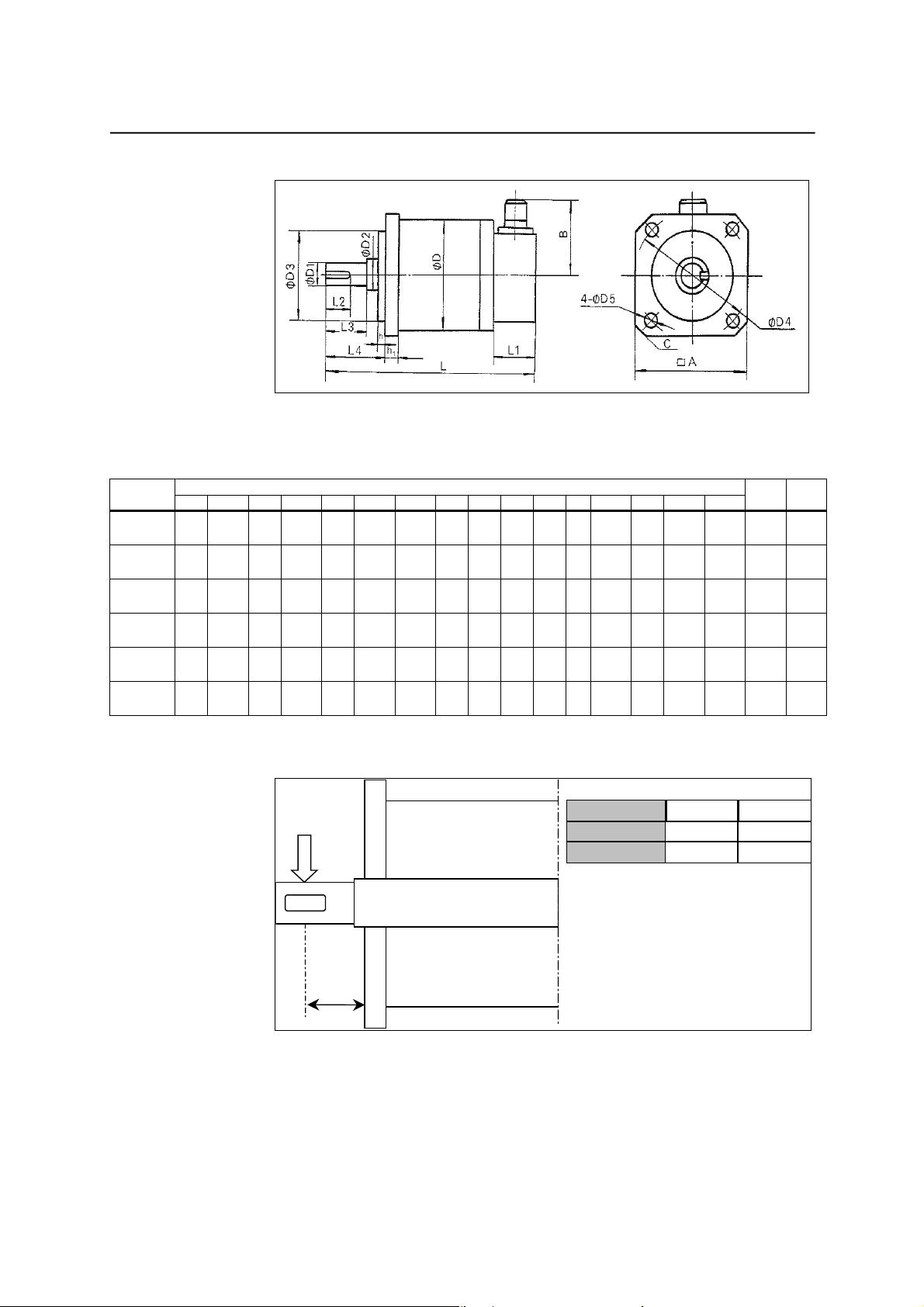
步进电机
图 2-8 步进电机尺寸图(参见表 2-1)
表 2-1 步进电机外形尺寸(参见图 2-8)
型 号
6FC5
548-0AB03
-0AA0
6FC5
548-0AB06
-0AA0
6FC5
548-0AB09
-0AA0
6FC5
548-0AB12
-0AA0
6FC5
548-0AB18
-0AA0
6FC5
548-0AB25
-0AA0
D D1 D2 D3 D4 D5 L L1 L2 L3 L4 hh1 A B C
92 9f6 10 60f7 107 6.6 162 34 14 20 26 3 7 93 62.5 R10
110 16f6 17 56f7 127 8.5 186.5 34 25 32 37 2 12.5 112 65.0
110 16f6 17 56f7 127 8.5 216.5 34 25 32 37 2 12.5 112 65.0
110 16f6 17 56f7 127 8.5 248.5 34 25 32 37 2 12.5 112 65.0
130 16f6
130 16f6
17h
100f7 155 10.5 239.0 34 32 36 43 3 15.0 132 90.0
7
17h
100f7 155 10.5 263.5 34 32 36 43 3 15.0 132 90.0
7
尺 寸 及 公 差
安装步进电机时,注意其径向力不应超过下表中数据:
电机数据
径向载荷
电机转速
轴肩距离
最大径向负荷
600 转/
20 mm
950 N
10X45
°
10X45
°
10X45
°
10X45
°
10X45
°
分
300 转/
20 mm
1150 N
键
C3X1
C5X2
C5X2
C5X2
C5X2
C5X2
重量
(kg)
3
4
5.6
5
7.2
5
8.6
5
13.0
5
15.0
5
分
20 mm
图 2-9 步进电机径向载荷
2-6 SINUMERIK 802S/C base line
简明安装调试手册
Page 21

[
]
步进电机矩频特性曲线
安装调试
28,00
26,00
24,00
22,00
20,00
18,00
16,00
14,00
12,00
10,00
8,00
6F C5 548-0AB 25-0AA0
6F C5 548-0AB 18-0AA0
6F C5 548-0AB 12-0AA0
6F C5 548-0AB 09-0AA0
6F C5 548-0AB 06-0AA0
6F C5 548-0AB 03-0AA0
6,00
4,00
2,00
0,00
0,10 1,00 10,00 100,00
6 60 600 6000
Frequency [KHz]
ຫൈ
Ⴅൈ
RPM
SPEED
图 2-10 步进电机矩频特性
SINUMERIK 802S/C base line 2-7
简明安装调试手册
Page 22
m
m
安装调试
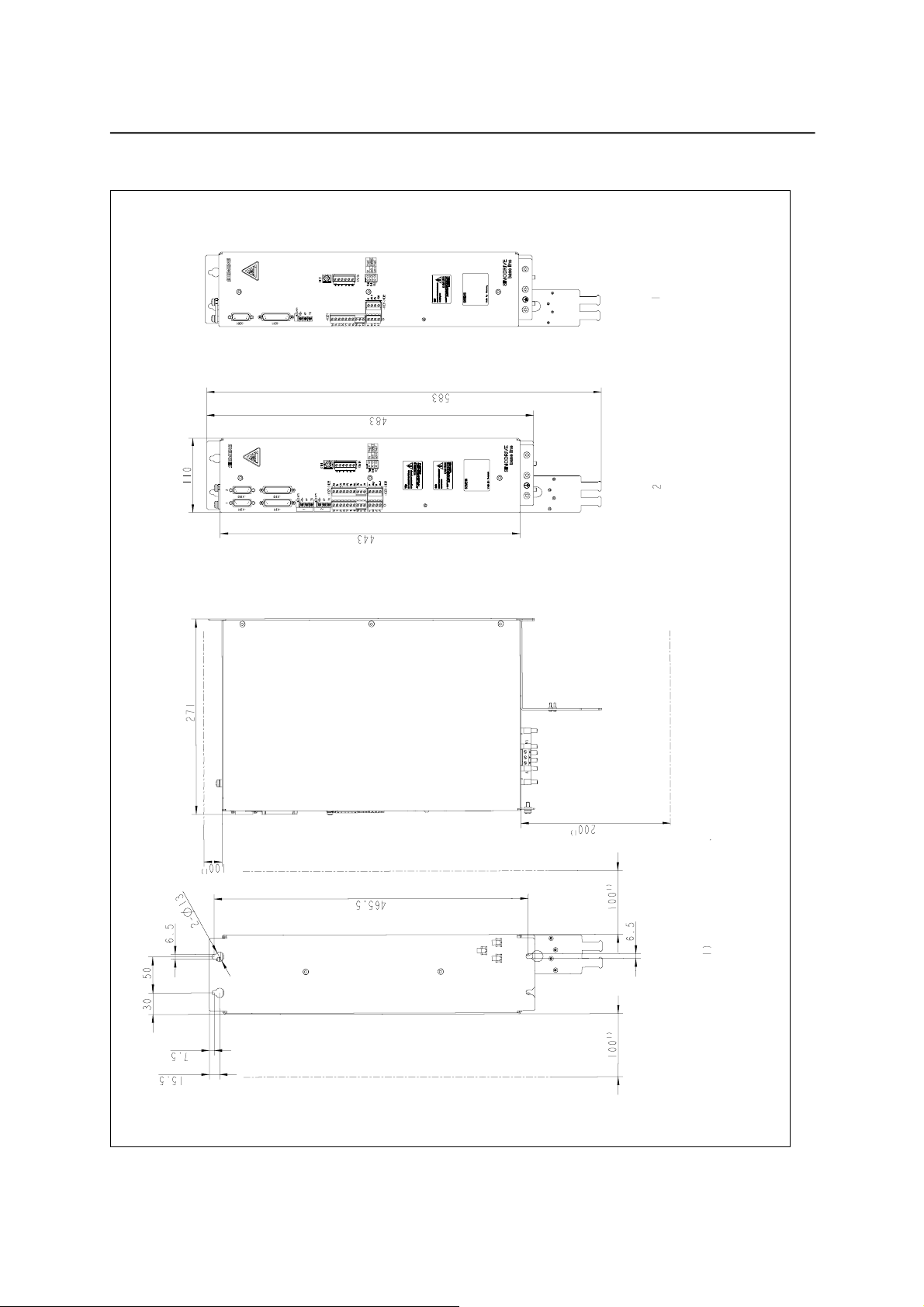
SIMODRIVE 611U 伺服驱动
散热空间
。
50m
散热空间
电缆连接所需最小空间
: 1)
注
。
10m
安装所需的自由空间为
:1)
注
图 2-11 SIMODRIVE 611U 安装尺寸图
屏蔽连接架
2-8 SINUMERIK 802S/C base line
简明安装调试手册
Page 23
SIMODRIVE base line 伺服驱动
双轴模块 单轴模块
安装调试
件
条
风
通
好
良
持
保
图 2-12 SIMODRIVE base line 安装尺寸图
SINUMERIK 802S/C base line 2-9
简明安装调试手册
Page 24

安装调试
1FK7 伺服电机
图 2-13 1FK7 伺服电机尺寸图(参见表 2-2)
表 2-2 1FK7 伺服电机外形尺寸(参见图 2-13)
订货号
1FK7042-5AF71-1T
1FK7060-5AF71-1T
1FK7063-5AF71-1T
1FK7080-5AF71-1T
1 b1 c1 e1 f f1 g2 h i2 s2
a
120 80 10 100 96 3 90 48 40 7
0
155 110 10 130 126 3.5 105 63 50 9
0
155 110 10 130 126 3.5 105 63 50 9
0
186 130 13 165 155 3.5 119.5 77.5 58 11
0
表 2-3 1FK7 伺服电机外形尺寸(续)
订货号
1FK7042-5AF71-1T
1FK7060-5AF71-1T
1FK7063-5AF71-1T
1FK7080-5AF71-1T
0
0
0
0
不带抱闸 带抱闸
k
o1 o2 k o1 o2
162 101 134 191 101 163 19 M6 40 21.5 6
157 93 125 200 93
202
138 170 245 138 213 24 M8 50 27 8
156 91 124 184 91 152 32 M12 58 35 10
168 24
d
d6 I t u
M8 50 27 8
2-10 SINUMERIK 802S/C base line
简明安装调试手册
Page 25
安装调试
2.2.2 系统的接线
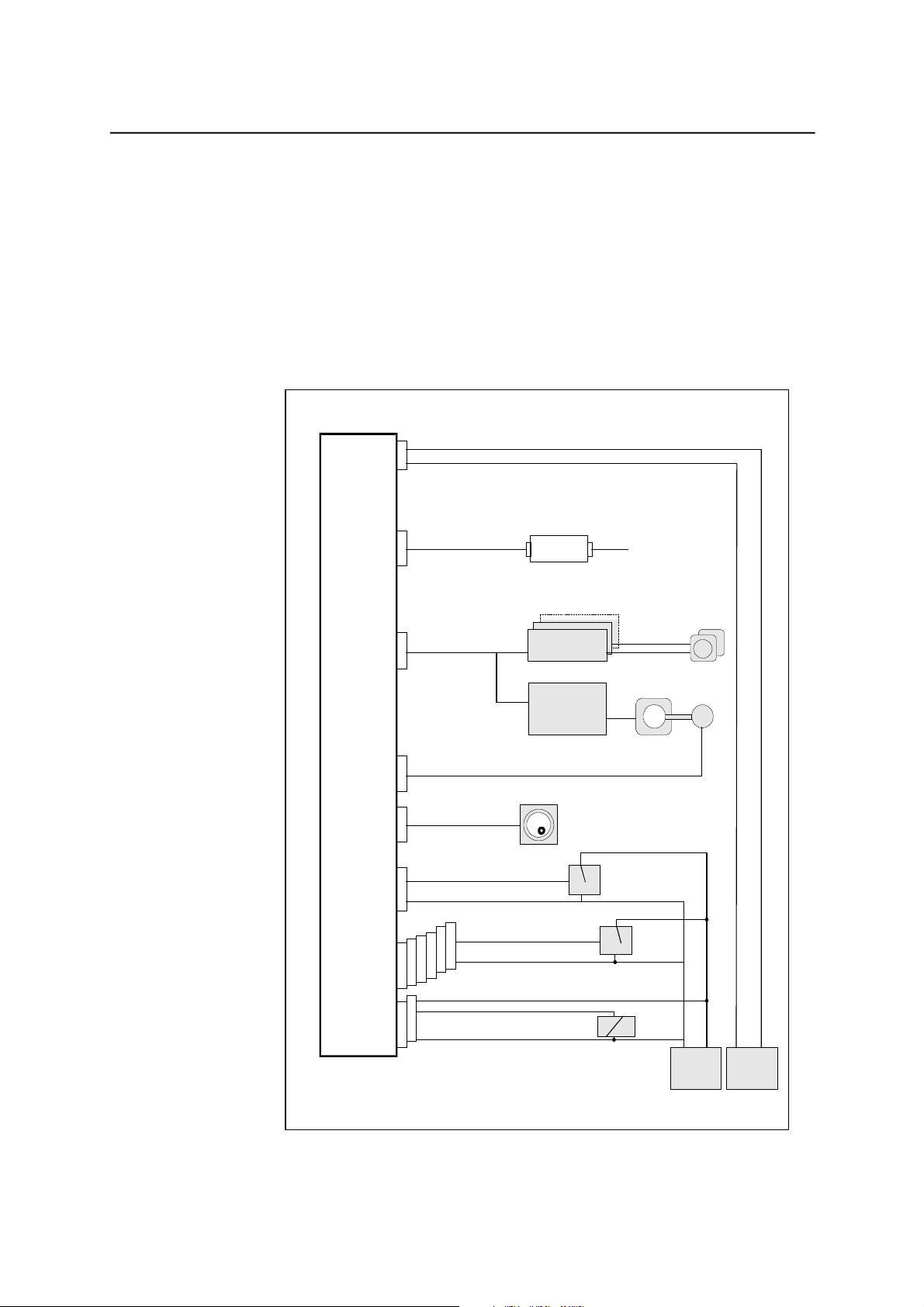
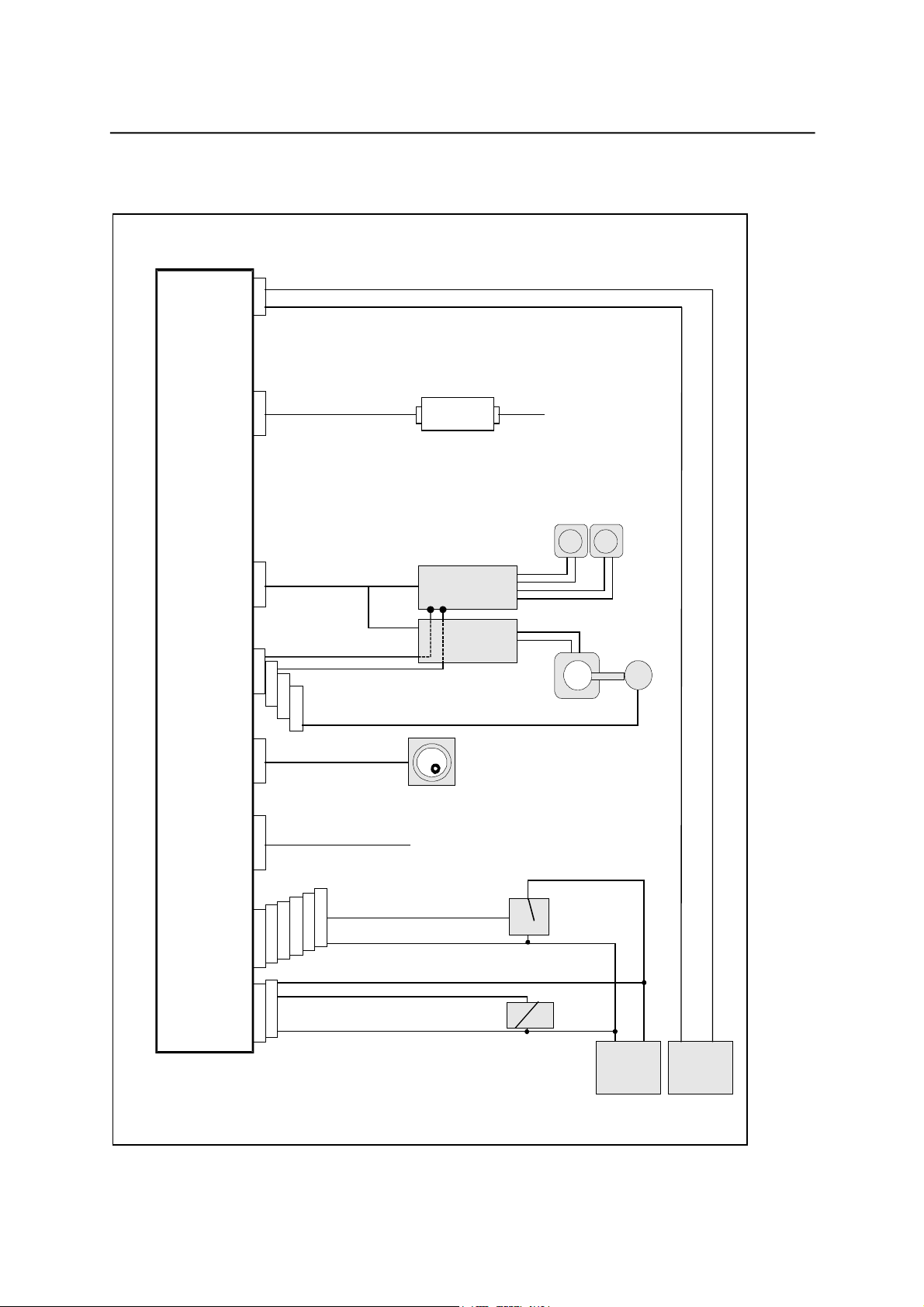
概述 如何连接 SINUMERIK 802S base line CNC 控制器与步进驱动 STEPDRIVE
SINUMERIK 802S SINUMERIK 802S base line CNC 控制器与步进驱动 STEPDRIVE C/C
base line 的连接
+
C/C
和步进电机,连接 SINUMERIK 802C base line CNC 控制器与伺服驱动
SIMODRIVE 611U 和 1FK7 伺服电机,以及连接 SINUMERIK 802C base line
CNC 控制器与 SIMODRIVE base line 和 1FK7 伺服电机,参见图 2-14 至 2-16。
电缆在图中已经注明。
+
和步
进电机
的连接参见图 2-14。
DC24V
RS232
CNC
轴/主轴
主轴编码器
手轮
BERG
P24
X1
M
6FX8002-1AA01-1..0
X2
6FX2002-3AD02-1..0
X7
6FX5002-2CD01-1..0
X6X10X20
6FX8002-2BB01-1..0
IN
导线(0.14...1.5 mm
M
导线(1.0...2.0 mm2)
选件:6FX2003-0DS00
RS232
隔离接口
步进驱动器
Stepdrive C/C
主轴驱动器
电子手轮
2
)
与计算机通讯
6FX6002-5AA51-1..0
+
主轴电机 编码器
接近开关
1...4
步进电机
数字输入
0.0...0.7
1.0...1.7
2.0...2.7
3.0...3.7
4.0...4.7
5.0...5.7
数字输出
0.0...0.7
1.0...1.7
X102
X101
X100
X201
X200
X105
X104
X103
P24
OUT
导线(0.14...1.5 mm
M
IN
导线(0.14...1.5 mm
M
2
)
2
)
信号
1...48
负载
1...16
M
P24
24VDC 电源
P24M
图 2-14 SINUMERIK 802S base line + Stepdrive C/C+ + 步进电机
SINUMERIK 802S/C base line 2-11
简明安装调试手册
Page 26
安装调试
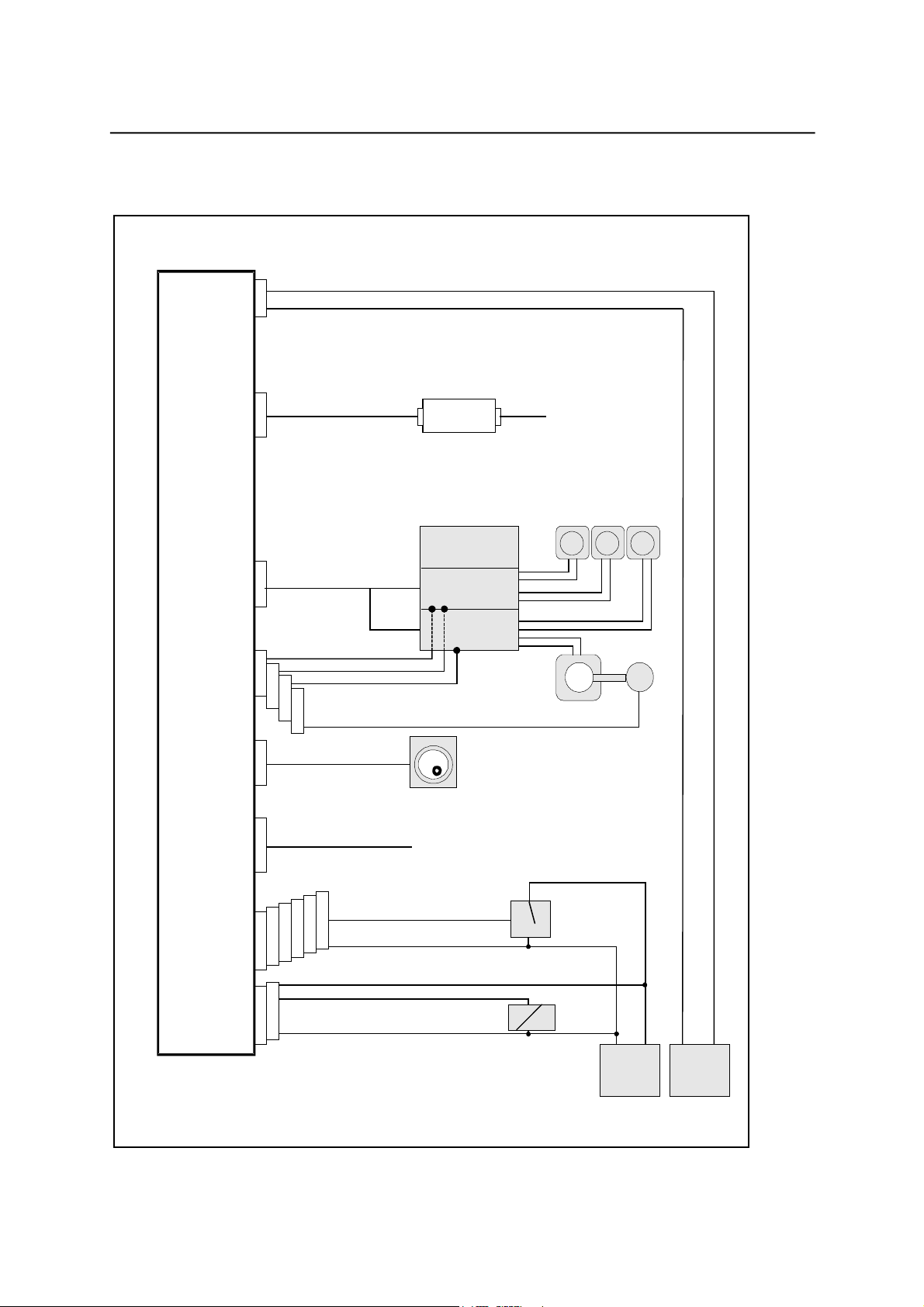
SINUMERIK 802C SINUMERIK 802C base line CNC 控制器与伺服驱动 SIMODRIVE 611U 和
base line 的连接
1FK7 伺
服电机的连接参见图 2-15。
DC24V
RS232
CNC
轴/主轴
编码器 1
编码器 2
编码器 3
主轴编码器
P24
X1
M
6FX8002-1AA01-1..0
X2
6FX2002-3AD01-1..0
X7
6FX6002-2CJ10-1..0
X3
X4
X5
X6
主轴 6FX5002-2CD01-1BB0
导线(1.0...2.0 mm2)
选件:6FX2003-0DS00
RS232
隔离接口
电源模块
6SN1146-...
611U
6SN1118-0NK.
.
611U
6SN1118-0NK.
.
与计算机通讯
1FK7 伺服电机
动力电缆:
6FX6002-5.A.1-1..0
反馈电缆:
6FX6002-2CF02-1..0
1PH 主轴电机
手轮
6FX8002-2BB01-1..0
X10X20
电子手轮
主轴外置编码器
DI
数字输入
0.0...0.7
1.0...1.7
2.0...2.7
3.0...3.7
4.0...4.7
5.0...5.7
IN
X105
X104
X103
X102
X101
X100
导线(0.14...1.5 mm
M
NC 准备就绪
信号
2
)
1...48
P24
数字输出
0.0...0.7
1.0...1.7
OUT
X201
X200
导线(0.14...1.5 mm
M
2
)
负载
1...16
P24M P24M
24VDC 电源
图 2-15 SINUMERIK 802C base line + SIMODRIVE 611U + 1FK7
2-12 SINUMERIK 802S/C base line
简明安装调试手册
Page 27
安装调试
SINUMERIK 802C SINUMERIK 802C base line CNC 控制器与伺服驱动 SIMODRIVE base line 和
base line 的连接
1FK7
伺服电机的连接参见图 2-16。
DC24V
RS232
CNC
轴/主轴
编码器 1
编码器 2
编码器 3
主轴编码器
P24
X1
M
6FX8002-1AA01-1..0
X2
6FX2002-3AD01-1..0
X7
6FX5002-2CJ00-1..0
X3
X4
X5
X6
导线(1.0...2.0 mm2)
选件:6FX2003-0DS00
RS232
隔离接口
SIMODRIVE
base line
6FC5548-0AC..-0AA0
主轴控制器
与计算机通讯
1FK7 伺服电机
动力电缆:
6FX6002-5DA01-1..0
反馈电缆:
6FX6002-2CF02-1..0
1PH 主轴电机
手轮
DI
数字输入
0.0...0.7
1.0...1.7
2.0...2.7
3.0...3.7
4.0...4.7
5.0...5.7
数字输出
0.0...0.7
1.0...1.7
6FX8002-2BB01-1..0
X10X20
X105
X104
X103
X102
X101
X100
P24
OUT
X201
X200
M
NC 准备就绪
IN
导线(0.14...1.5 mm
M
导线(0.14...1.5 mm
电子手轮
2
)
2
)
信号
1...48
负载
1...16
M
P24
24VDC 电源
主轴外置编码器
P24M
图 2-16 SINUMERIK 802C base line + SIMODRIVE base line + 1FK7
SINUMERIK 802S/C base line 2-13
简明安装调试手册
Page 28
安装调试
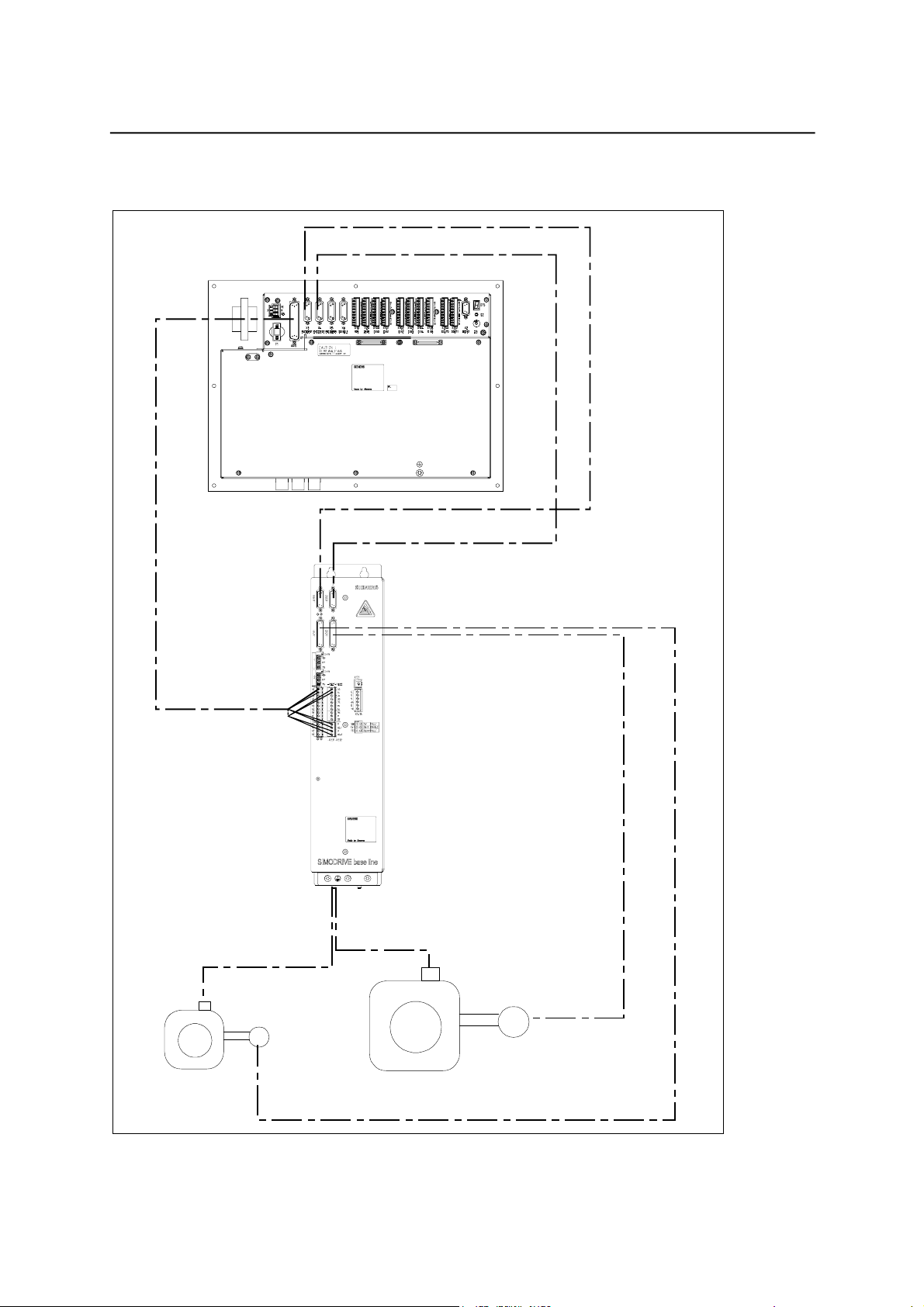
连接示例 下图中说明如何把 CNC 控制器 SINUMERIK 802C base line 与伺服驱动
SIMODRIVE base line 和 1FK7 电机连接起来。
802C base line
6FX2002-3AD01-1■■0
≤35 m
6FX6002-5■A01-1AF0
≤25 m
6FX5002-2CJ00-1■■0
≤35 m
6FX6002-2CF02-1■■0
≤35 m
SIMODRIVE base line
1FK7 motor
图 2-17 数控系统连接示例
2-14 SINUMERIK 802S/C base line
简明安装调试手册
Page 29
2.3 接口和电缆
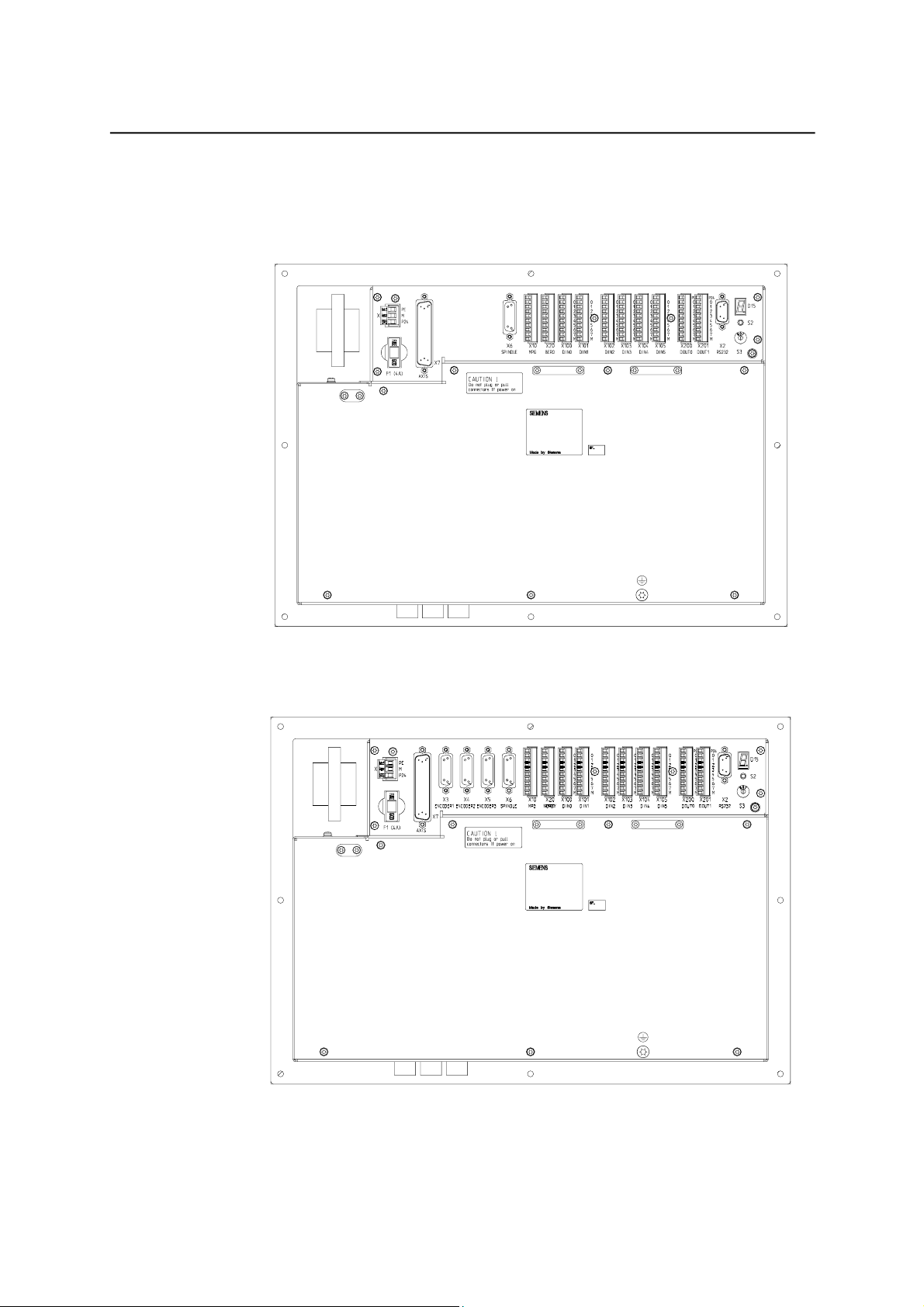
接口布置 系统的接口布置参见图 2-18 和图 2-19。
安装调试
图 2-18 SINUMERIK 802S base line 接口视图
图 2-19 SINUMERIK 802C base line 接口视图
SINUMERIK 802S/C base line 2-15
简明安装调试手册
Page 30

安装调试
2.3.1 电源端子 X1
概述 系统工作电源为直流 24V 电源,接线端子为 X1。
表 2-4 系统工作电源(X1)
端子号 信号名 说明
1 PE 保护地
2 M 0V
3 P24 直流 24 V
2.3.2 通讯接口 RS232-X2
概述 在使用外部 PC/PG 与 SINUMERIK 802S/C base line 进行数据通讯(WINPCIN)
或编写 PLC 程序时,使用 RS232 接口。
802 S/C base line
9芯D型插头(孔)
RxD 2
TxD 3
DTR 4
0 V 5
DSR 6
RTS 7 CTS8
CTS 8 RTS7
0.1 mm
PC
9芯D型插头(孔)
2
TxD3
RxD2
DSR6
0 V5
DTR4
802 S/C base line
9芯D型插头(孔)
RxD 2
TxD 3
DTR 4
0 V 5
DSR 6
RTS 7 CTS5
CTS 8 RTS4
0.1 mm
2
PC
25芯D型插头(针)
RxD2
TxD3
DSR6
0 V7
DTR20
图 2-20 通讯接口 RS232(X2)
重要:
电缆两端插头的金属壳体必须通过屏蔽网相互连通,确保计算机与 802S/C base
!
line CNC 控制器共地;
CNC 和计算机之间的通讯电缆的连接与断开,必须在断电状态下进行;
建议使用 RS232 隔离器(订货号:6FX2003-0DS00)。
2-16 SINUMERIK 802S/C base line
简明安装调试手册
Page 31

安装调试
2.3.3 编码器接口 X3~X6
概述 编码器接口 X3,X4 和 X5 为SUB-D15芯孔插座,仅用于 SINUMERIK 802C base
line。
编码器接口 X6 也是 SUB-D 15 芯孔插座,在 802C base line 中作为编码器 4
接口,在 802S base line 中作为主轴编码器接口使用。X3~X6 接口引脚分配均
相同。
表 2-5 编码器接口 X3 引脚分配(X4/X5/X6 相同)
引脚 信号 说明 引脚 信号 说明
1 n.c. 9 M 电压输出
2 n.c. 10 Z 输入信号
3 n.c. 11 Z_N 输入信号
4 P5EXT
5 n.c. 13 B 输入信号
6 P5EXT 电压输出 14 A_N 输入信号
7 M 电压输出 15 A 输入信号
8 n.c.
电压输出 12 B_N 输入信号
SINUMERIK 802S/C base line 2-17
简明安装调试手册
Page 32

安装调试
2.3.4 驱动器接口 X7
概述 驱动器接口 X7 为 SUB-D 50 芯针插座,SINUMERIK 802S base line 与
SINUMERIK 802C base line 中 X7 接口的引脚分配不一样。
表 2-6 驱动器接口 X7 引脚分配(在 SINUMERIK 802S base line 中)
引脚 信号 说明 引脚 信号 说明 引脚 信号 说明
1 n.c. 18 ENABLE1 O 34 n.c.
2 n.c. 19
ENABLE1_
3 n.c. 20 ENABLE2 O 36 n.c.
4 AGND4 AO 21
ENABLE2_
5 PULS1 O 22 M VO 38
6 DIR1 O 23 M VO 39 DIR1_N O
7 O 24 M VO 40 PULS2 O
DIR2_N
8 DIR2_N O 25 M VO 41 DIR2 O
9 PULS3 O 26 ENABLE3 O 42
10 DIR3 O 27
11
PULS4_N O 28 ENABLE4 O 44 PULS4 O
12 DIR4_N O 29
ENABLE3_
ENABLE4_
13 n.c. 30 n.c. 46 n.c.
14 n.c. 31 n.c. 47 n.c.
15 n.c. 32 n.c. 48 n.c.
16 n.c. 33 n.c. 49 n.c.
17 SE4.1 K 50 SE4.2 K
N
O 35 n.c.
O 37 AO4 AO
N
PULS1_
PULS3_
O 43 DIR3_N O
N
O 45 DIR4 O
N
N
N
O
O
表 2-7 驱动器接口 X7 引脚分配(在 SINUMERIK 802C base line 中)
引脚 信号 说明 引脚 信号 说明 引脚 信号 说明
1 AO1 18 n.c. O 34 AGND1
2 AGND2 19 n.c. O 35 AO2
3 AO3 20 n.c. O 36 AGND3
4 AGND4 AO 21 n.c. O 37 AO4 AO
5 n.c. O 22 M VO 38 n.c. O
6 n.c. O 23 M VO 39 n.c. O
7 n.c. O 24 M VO 40 n.c. O
8 n.c. O 25 M VO 41 n.c. O
9 n.c. O 26 n.c. O 42 n.c. O
10 n.c. O 27 n.c. O 43 n.c. O
11 n.c. O 28 n.c. O 44 n.c. O
12 n.c. O 29 n.c. O 45 n.c. O
13 n.c. 30 n.c. 46 n.c.
14 SE1.1
*
31 n.c. 47 SE1.2*
15 SE2.1* 32 n.c. 48 SE2.2*
16 SE3.1* 33 n.c. 49 SE3.2*
17 SE4.1* K 50 SE4.2* K
* SE1.1/1.2~SE3.1/3.2:指伺服轴 X/Y/Z 使能;SE4.1/4.2:指伺服主轴使
能。
2-18 SINUMERIK 802S/C base line
简明安装调试手册
Page 33

安装调试
2.3.5 手轮接口 X10
概述 通过手轮接口 X10 可以在外部连接两个手轮。X10 有 10 个接线端子,引脚见表
2-8。
表 2-8 手轮接口 X10
引脚 信号 说明 引脚 信号 说明
1 A1+ 手轮 1 A 相+ 6 GND 地
2 A1- 手轮 1 A 相- 7 A2+ 手轮 2 A 相+
3 B1+ 手轮 1 B 相+ 8 A2- 手轮 2 A 相4 B1- 手轮 1 B 相- 9 B2+ 手轮 2 B 相+
5 P5V + 5Vdc 10 B2- 手轮 2 B 相-
2.3.6 高速输入接口 X20
概述 通过接线端子 X20 可以连接 3 个接近开关,仅用于 SINUMERIK 802S base line。
表 2-9 高速输入接口 X20
脚号 信号 说明 脚号 信号 说明
1 RDY1 使能 2.1
2 RDY2 使能 2.2
*
*
6 HI_4
7 HI_5
3 HI_1 X 轴参考点脉冲 8 HI_6
4 HI_2 Y 轴参考点脉冲 9 N.C.
5 HI_3 Z 轴参考点脉冲 10 M 24V 地
* 指 NC Ready 继电器的两个使能触点。
注意:
!
参考点脉冲来自接近开关(PNP 型),有效电平为 24VDC;NC 使能后,内部使能
继电器触点闭合,也就是说使能 2.1 和使能 2.2 导通。
SINUMERIK 802S/C base line
简明安装调试手册
2-19
Page 34

安装调试
2.3.7 数字输入/输出接口 X100~X105,X200 和 X201
概述 共有 48 个数字输入和 16 个数字输出接线端子。
表 2-10 数字输入接口 X100~X105 引脚分配
引脚
序号
1 空
2 输入 I 0.0 I 1.0 I 2.0 I 3.0 I 4.0 I 5.0
3 输入 I 0.1 I 1.1 I 2.1 I 3.1 I 4.1 I 5.1
4 输入 I 0.2 I 1.2 I 2.2 I 3.2 I 4.2 I 5.2
5 输入 I 0.3 I 1.3 I 2.3 I 3.3 I 4.3 I 5.3
6 输入 I 0.4 I 1.4 I 2.4 I 3.4 I 4.4 I 5.4
7 输入 I 0.5 I 1.5 I 2.5 I 3.5 I 4.5 I 5.5
8 输入 I 0.6 I 1.6 I 2.6 I 3.6 I 4.6 I 5.6
9 输入 I 0.7 I 1.7 I 2.7 I 3.7 I 4.7 I 5.7
10 M24
* 上表中信号的高电平为 15~30VDC,耗电流为 2~15mA,低电平为-3~5VDC。
表 2-11 数字输出接口 X200/X201 引脚分配
信号
说明
引脚
序号
1 L +
2 输出 Q 0.0 Q 1.0
3 输出 Q 0.1 Q 1.1
4 输出 Q 0.2 Q 1.2
5 输出 Q 0.3 Q 1.3
6 输出 Q 0.4 Q 1.4
7 输出 Q 0.5 Q 1.5
8 输出 Q 0.6 Q 1.6
9 输出 Q 0.7 Q 1.7
10 M24
X100
地址
信号
说明
X101
地址
X102
地址
X200
地址
X103
地址
X104
地址
X201
地址
X105
地址
* 上表中信号的高电平为 24VDC,0.5A,漏电流小于 2mA,同时系数为 0.5。
注意:
若使用系统预装 PLC 实用程序,DI/O 输入输出接线参见“第 3 章:PLC 用户
程序”。
2-20
SINUMERIK 802S/C base line
简明安装调试手册
Page 35

输入/输出接线 数字输入/数字输出的接线参见图 2-21 和图 2-22。
1
光耦隔离
2
3
4
引脚序号
安装调试
图 2-21 数字输入接线原理
光耦隔离
驱动
驱动
9
10
P24
P24
M24
引脚序号
1
2
3
P24
+24V 0V
稳压电源
+24V
继电器
驱动
M
图 2-22 数字输出接线原理
SINUMERIK 802S/C base line
简明安装调试手册
9
10
M24
2-21
Page 36

安装调试
2.3.8 SINUMERIK 802S base line 连接电缆
概述 在此给出从 CNC 控制器到步进驱动 STEPDRIVE C/C
图。该电缆 的订货号为 6FX2002-3AD02-1..0,RS422 差分信号。
50芯SUB-D型插头
+
的给定值电缆连接示意
P1
P1N
D1
D1N
E1
X 轴
E1N
P2
P2N
D2
D2N
Y 轴
E2
E2N
P3
P3N
D3
D3N
Z 轴
E3
E3N
CNC一侧:X7接口
图 2-23 802S base line 给定值电缆
STEPDRIVE C/C
9
65
14
56
+
一侧:系统接口
主轴
2-22
SINUMERIK 802S/C base line
简明安装调试手册
Page 37

安装调试
2.3.9 SINUMERIK 802C base line 连接电缆
概述 SINUMERIK 802C base line 既可以连接 SIMODRIVE 611U 伺服驱动,也可
以连接 SIMODRIVE base line。在此可以分为速度给定值电缆、电机编码器电
缆、位置反馈电缆和电机动力电缆。
速度给定值电缆:
连接 CNC 控制器 X7 接口到 SIMODRIVE 611U 的 X451/X452 接口,或者到
SIMODRIVE base line 的 X321/X331 和 X322/X332 接口,订货号为 6FX200
2-3AD01-1..0,定义参见图 2-24。
56
桔色
红色
棕色
黑色
紫色
蓝色
绿色
黄色
棕白色
黑白色
粉色
灰色
绿白色
黄白色
桔白色
红白色
X 给定
X 使能
Y 给定
Y 使能
Z 给定
Z 使能
主轴给定
主轴使能
50 芯 SUB-D 型插头
CNC 一侧:X7 接口
1
2
3
4
14
65
9
56
14
65
9
56
14
65
9
56
14
65
9
图 2-24 速度给定值电缆
电机编码器电缆:
连接 1FK7 电机到 SIMODRIVE 611U 的 X411/X412 接口,或者 1FK7 电机到
SIMODRIVE base line 的 X311/X312 接口,订货号为 6FX6002-2CF02-1..0。
SIMODRIVE 611U一侧: X411/X412
SIMODRIVE base line一侧:X311/X312
1FK7电机:
速度反馈插座
图 2-25 电机编码器电缆
SINUMERIK 802S/C base line
简明安装调试手册
2-23
Page 38

A
A
安装调试
位置反馈电缆:
连接 CNC 的接口 X3、X4、X5、X6 到 SIMODRIVE 611U 的 X461/X462 接口,
订货号为 6FX60 02-2CJ10-1..0。
黑色
+
棕色
-
红色
B +
-
B
桔色
蓝色
+
R
-
R
紫色
CNC 一侧:X3/X4/X5/X6 接口 611U 一侧:X461/X462 接口
图 2-26 位置反馈电缆—SIMODRIVE 611U
连接 CNC 的接口 X3、X4、X5、X6 到 SIMODRIVE base line 的 X391/X392
接口,订货号为 6FX5002-2CJ00-1..0。
CNC一侧:X3/X4/X5/X6接口
SIMODRIVE base line 一侧:
X391/X392接口
图 2-27 位置反馈电缆—SIMODRIVE base line
2-24
SINUMERIK 802S/C base line
简明安装调试手册
Page 39

安装调试
电机动力电缆:
连接 1FK7 电机的动力接口到 SIMODRIVE 611U 的功率模块 A1/A2 的 U2、
V2、W2 接线端子;或者连接 1FK7 电机的动力接口到 SIMODRIVE base line
的 A1/A2 接口的 U2、V2、W2 接线端子。它们的订货号均为
6FX6002-5.A.1-1..0。
功率模块插头
W
V
U
SIMODRIVE 611U/SIMODRIVE
base line一侧:A1/A2
注意:
1)电缆U V W必须与A1/A2插头的U V W对应,不可接错;
2)在SIMODRIVE 611U上,A1(对应X411)和A2(对应X412)不可接错;
3)在SIMODRIVE base line上,A1(对应X311)和A2(对应X312)不可接错。
图 2-28 电机动力电缆
W
V
U
1FK7电机的动力
电缆
SINUMERIK 802S/C base line
简明安装调试手册
2-25
Page 40

黄
_
安装调试
2.4 驱动系统的安装调试
2.4.1 步进驱动器的连接
概述 在此举例说明步进驱动器 STEPDRIVE C/C
+
在车床中应用时如何进行连接。
SINUMERIK
802S base line
信号电缆
X7
24Vdc
电 源
380/85 VAC 变压器
L
+
-
白
兰
白
绿
白
黑
白
棕
白
动力电缆
P1
P1N
D1
D1N
E1
E1N
驱动器1
CURR.1
CURR.2
RES.
DIR .
RDY
TMP
FLT
DIS
A
A
B
B
C
C
D
D
E
E
PE
+P U L S
-P U L S
+D I R
-D I R
+E N A
-E N A
RDY
ZPH
+24V
24V GN D
PE
P3
P3N
D3
D3N
E3
E3N
驱动器2
CURR.1
CURR.2
RES.
DIR.
RDY
TMP
FLT
DIS
A
A
B
B
C
C
D
D
E
E
PE
+P U L S
-P U L S
+D I R
-D I R
+E N A
-E N A
RDY
ZPH
+2 4 V
24V G ND
PE
I1.7
380VAC
N
PE
注意:
驱动一侧和电机一侧
必须通过屏蔽层良好
接地。
图 2-29 步进驱动器的连接
2-26
L
N
PE
L
N
PE
电机
白绿黑白白兰棕白白
黄
SINUMERIK 802S/C base line
简明安装调试手册
Page 41

机床传动系统设计 使用步进驱动时,设计机床传动系统必须注意以下事项:
1. 根据步进电机的矩频特性曲线设计传动系统(参见图 2-10:步进电机矩频特
性)。步进电机的矩频曲线决定了步进电机的特性。步进电机低速时输出力
矩大,高速时输出力矩小(此时步进电机的功耗高、电机的温升也高)。步进
电机的速度和输出力矩是矛盾的。
1) 坐标的分辨率(步进电机每步所对应的位移量)由机械数据确定:
分辨率=丝杠螺距/每转步数*减速比
2) 通过最高轴速度确定步进电机的最高转速,根据矩频特性曲线得出轴
速度所对应的步进电机输出力矩:
电机转速=轴速度/丝杠螺距/减速比
2. 每个坐标轴必须配备一个接近开关(PNP 型常开,即 24Vdc 电平输出)用于
产生返回参考点的零脉冲。
注意:
接近开关的品质影响参考点的精度,建议选用高质量的接近开关;
!
接近开关的检测端面和检测体之间的距离应尽可能短;
不能用普通触点式行程开关作为参考点零脉冲信号(信号抖动大)。
安装调试
回参考点配置 由于步进电机本身不能产生编码器的零脉冲,所以 SINUMERIK 802S base line
可以采用两种返回参考点的配置型式:双开关方式与单开关方式。
双开关方式:
在坐标轴上有减速开关,在丝杠有一接近开关〔丝杠每转产生一个脉冲〕。减速
开关接到 DI/O 的输入〔见 PLC 逻辑说明〕,接近开关接到系统的高速输入口
(X20)。
机床床身
接近开关
信号接至 X20 口
检测体
丝杠
信号接至 PLC 输入端
图 2-30 回参考点配置方式 1:双开关方式
该方式可高速寻找减速开关,然后低速寻找接近开关。返回参考点的速度快且精
度高,并且接近开关还可用作旋转监控。
减速开关
SINUMERIK 802S/C base line
简明安装调试手册
2-27
Page 42

安装调试
(无减速开关,MD34000=0):
单开关方式
在坐标轴上有一接近开关。
机床床身
检测体
接近开关
丝杠
信号接至 X20 口
图 2-31 回参考点配置方式 2:单开关方式
该方式只能设定一个返回参考点速度。返回参考点的精度与接近开关的品质及所
设定的返回参考点速度有关。
接近开关采样方式 不论采用哪种参考点配置,系统在返回参考点时均有两种采样接近开关的方式:
1) 系统采样接近开关的上升沿,以上升沿的有效电平点作为参考点脉冲;
2) 系统在采样完上升沿后,系统控制坐标继续运动,记录上升沿参考脉冲后
的运动距离,同时采样接近开关的下降沿。在采样到下降沿后计算两沿的
中点,以此作为坐标的参考点。
门槛电平
上升沿 下降沿
参考点
门槛电平
t
上升沿
下降沿
参考点
图 2-32 采样接近开关方式
接近开关机械安装 当采用双开关方式安装接近开关时,其机械安装可以按照如下型式进行。
当步进电机与丝杠直联时:
z
t
图 2-33 接近开关安装方式 1
2-28
SINUMERIK 802S/C base line
简明安装调试手册
Page 43

当步进电机与丝杠有齿轮减速时:
z
接近开关(带LED)
连接至X20接口
步进电机
安装调试
丝杠
齿轮二
齿轮一
图 2-34 接近开关安装方式 2
驱动电流设定 驱动器可驱动不同扭矩的步进电机。在调试时需按照所使用电机的扭矩设定驱动
器的驱动电流。设定方法如下图所示:
DIP switch
CURR 2
OFF
OFF
ON
ON
ON
ON
LEDs
RDY
TMP
FLT
DIS
相电流
1.35 A
1.35 A
2.00 A
2.55 A
3.6 A
5.00 A
步进电机驱动器
STEPDRIVE C
STEPDRIVE C+
ON
电机类型
3.5 Nm
6 Nm
9 Nm
12 Nm
18 Nm
25 Nm
CURR.1
CURR.2
无定义
方向开关
CURR 1
OFF
OFF
OFF
ON
OFF
ON
图 2-35 驱动电流设定
表 2-12 LED 报警说明
符号 颜色 含意 措施
RDY 绿 驱动就绪
DIS 黄 驱动正常,但电机无电流 NC 输出使能信号
FLT 红 – 电压过高或过低,或
– 电机相间短路,或
– 电机相与地短路
TMP 红 驱动超温 请与供应商联系
SINUMERIK 802S/C base line
简明安装调试手册
测量 85VAC 工作电压
检测电缆连接
2-29
Page 44

安装调试
驱动变压器选择 在选择安装驱动变压器时,不同扭矩的步进电机需配不同功率的驱动变压器
(380VA C->85VAC),其功率选择参见下表。
表 2-13 功率选择参考表
*
电机型号 电机轴数
548-0AB03-0AA0
6FC5
548-0AB06-0AA0
6FC5
6FC5
548-0AB09-0AA0
548-0AB012-0AA0
6FC5
548-0AB018-0AA0
6FC5
6FC5
548-0AB025-0AA0
1 3.5 0.3
1 6 0.403
1 9 0.612
1 12 0.7
1 18 1.368
1 25 1.420
电机扭矩(Nm) 变压器功率(VA)
* 选用驱动变压器时,功率应以该表为基础,根据机床坐标的同时系数选择(同
时系数推荐为 1.0)。
2-30
SINUMERIK 802S/C base line
简明安装调试手册
Page 45

外部
接线
安装调试
2.4.2 伺服驱动器的连接—SIMODRIVE 611U
概述 SINUMERIK 802C base line 可以与 SIMODRIVE 611U 配合使用,其电缆连
接方式及面板接口定义参见图 2-36。
电源馈入模块 SIMODRIVE 611U 闭环速度控制模块和功率模块
信号触点:
就绪信号
PLC 输入公共端 24VDC
PLC 输入点
信号触点:
2
t 温度监控
I
PLC 输入点
脉冲使能
驱动器使能
*由PLC
通过继电器控制
接触器控制
信号触点:
进线接触器状态
*
输出点
*
信号触点:
启动禁止
SPP
EXT
≡
74
73.2
73.1
72
53
52
51
63
9
9
64
19
7
45
44
10
15
15
R
9
112
48
111
213
113
NS 1
NS 2
AS 1
AS 2
M500
P500
2U1
1U1
2V1
1V1
2W 1
1W 1
内部结构外部接线
24V
参考地
P24
P15
N15
N24
M
M
复位
5 V
故障
模块使能
U
过压
DC link
X111
X121X141X161X171X172X181
AS 1
AS 2
P24
M24
9
663
19
75.A
16.A
75.B
16.B
15
X34
56.A
14.A
24.A
20.A
65.A
9
I0.A
I1.A
I2.A
I3.A
A+.A
A-.A
B+.A
B-.A
R+.A
R-.A
O0.A
O1.A
O2.A
O3.A
内部结构
X411
X421
X431
X441
X451
X461
X471
X412
X452
X462
S1
56. B
14. B
24.B
20.B
65. B
9
I0.B
I1.B
I2.B
I3.B
A+.B
A-.B
B+.B
B-.B
R+.B
R-.B
O0.B
O1.B
O2.B
O3.B
选件插槽
O
注意:
S1 的第 1 位至
第 6 位应拨到
OFF 位置
M600
1..
来自 ECU X7
数字量输入 B
WSG 接口 B
到 ECU 编码
接口
数字量输出 B
串行接口
6FX6002-2CF02-1.. 6FX6002-2CF02-1
来自电机反馈 来自电机反馈
复位按钮
信号触点:
脉冲已使能
外部 24VDC 电源
只有使用 Q0.x
脉冲使能
外部 P24 参考
模拟输出
模拟信号参考地
测试口
6FX2002-3AD01 6FX2002-3AD01
来自 ECU X7
数字量输入 A
WSG 接口 A
6FX6002-2CJ1 6FX6002-2CJ1
到 ECU 编码器
接口
数字量输出 A
X351
X351
DC link P600
X131
PE1 PE PE PE
L
K
F
N
L1
L2
L3
图 2-36 SIMODRIVE 611U 驱动系统连接
SINUMERIK 802S/C base line
简明安装调试手册
To
X4
11
G
Drive A (motor1)
A1 A2
U2 V2 W2
M
3 ~
U2 V2 W2U1 V1 W1
Drive B
M
3 ~
To
X4
12
G
2-31
Page 46

红绿红
红黄红
安装调试
注意:
双轴模块中 A 通道伺服电机的动力电缆连接至 A1,反馈电缆与 X411 连接;通
!
道 B 的电机动力电缆连接至 A2,反馈电缆连接至 X412。特别注意的是在功率模
块一端的动力电缆不能连错。A1 和 A2 的标志在功率模块的底部。
电源模块 PLC 程序对电源模块的使能端子 T48、T63 和 T64 进行控制。端子 T72 和 T52
的状态也对 使能端子的控制产生互锁。系统中所集成 PLC 实用应用程序已经对
电源模块的各控制端子进行控制,请参阅“第 3 章:PLC 用户程序”。
电源模块的控制端子的接通断开按下列时序控制,各端子接通与断开的延时时间
大约为 50~100ms。
z
上电时:端子 T48 与 T9 接通,直流母线开始充电,延时后T63与T9接通,
最后 T64 和 T9 接通;
关电时:端子 T64 与 T9 断开,延时后(主轴和进给轴停止)T63 与 T9 断开,
z
最后 T48 与 T9 断开。只有在 T48 断开之后才能切断总电源。
警告:
驱动器必须接地才可以通电,否则可能导致硬件损坏!
!
T64 断开后(T63 和 T48 闭合),驱动系统的各轴进入制动状态,并以最快速度停
止。因此在急停、伺服禁止和关电时,必须首先断开端子 T64,然后依次断开端
T63 和 T48。
电源模块指示灯含义:
5V 电平故障
模块就绪,直流母线
已充电
直流母线过压
± 15V 电平故障
外部使能信号,
T63 或 T64 丢失
进线电源故障
控制模块 在 SIMODRIVE611U 控制模块上,开关 S1 的第 1 位至第 6 位应拨到 OFF 位置,
驱动器参数 P8 90 应设置为 1(角位置编码器输出到 NC)。
在控制模块上,X471 为串行接口 RS232,用于传送 SIMODRIVE611U 调试工具
SimoComU。SimoComU 软件随工具盘提供,运行环境为 WINDOWS。电缆接
线如下图。
2-32
SINUMERIK 802S/C base line
简明安装调试手册
Page 47

6
安装调试
侧
PC
(9芯孔D
RxD 2
TxD 3
0 V 5
RTS 7
CTS 8
型插头
)
一侧
611U
(9芯针D
2
型插头
TxD2
RxD3
0 V5
CTS7
RTS8
)
一侧
PC
(25芯孔D
RxD
RxD
TxD
TxD
0 V
0 V
RTS
RTS
CTS
CTS
3
2
7
4
5
型插头
)
一侧
611U
(9芯针D
2
型插头
TxD2
RxD3
0 V5
CTS7
RTS8
)
DS R
20
DTR
图 2-37 SIMODRIVE 611U 串行电缆的连接
重要:
在调试 SINUMERIK 802C base line 或调试 SIMODRIVE 611U 伺服驱动时,
!
个人计算机是必不可少的工具。RS232 通讯电缆又是连接数控系统和 PC 机(或
611U 和 PC 机)的唯一途径。因此必须严格按照上图连接并保证机床电气柜的保
护地与计算机的保护地共地。否则可能导致 SINUMERIK 802C base line、
SIMODRIVE 611U 或计算机的硬件损坏。
屏蔽板连接 为了使电机电缆更好地屏蔽,建议使用屏蔽板。连接时,电机动力电缆的屏蔽连
接喉箍应与屏蔽板连接,电机信号电缆的屏蔽网应与功率模块的壳体连接。
屏蔽板
联接喉箍
屏蔽板与
功率模块
连接
屏蔽网
电机动力
电缆
信号电源屏
蔽网与壳体
连接
图 2-38 屏蔽板连接
注意:
!
西门子提供的电机信号电缆是完整电缆。连接时,用户需剥去屏蔽网的外部保护
层,但不能损伤内部信号线。
SINUMERIK 802S/C base line
简明安装调试手册
2-33
Page 48

安装调试
2.4.3 伺服驱动器的连接—SIMODRIVE base line
概述 SINUMERIK 802C base line 可以与 SIMODRIVE base line 配合使用,其面
板接口定义参见图 2-39(左侧为双轴模块,右侧为单轴模块)。
接口位置和前面板元件 SIMODRIVE base line 前面板接口和元件。
位置反馈值接口
X391 +X392(双轴) / X391(单轴)
X311 +X312(双轴) / X311(单轴)
X321+X322(双轴) / X321(单轴)
编码器接口
速度调节电位计
Drift,调速表,Kp,Tn
速度给定值接口
控制器使能接口
X331+X332
接地端子
X131
使能端子排
X141A
A1(U2,V2,W2)/A2(U2,V2,W2)
图 2-39 SIMODRIVE base line 前面板
2-34
LED 显示
PE1/PE2/PE
X1(U1,V1,W1)
SINUMERIK 802S/C base line
简明安装调试手册
Page 49

安装调试
控制模块 伺服系统的接口主要分布在控制模块上,它们分别与数控系统和电机相连。另外
在进 行速度优化时,必须使用控制模块上的各个电位计进行调节。
系统反馈值接口
轴 1(X391)
电机编码器
轴 1(X311)
漂移补偿:
短接端子 56 和端子 14 以及端子 24 和
子 20:电机不允许转动。
调速表调节:
通常:在端子 56/14 设定速度=9V 时电
机达到额定转速。
act
和积分时间 TN:
P
比例增益 K
顺时针转动优化控制器动态特性:
n
20...40%
approx.0.05*n
ton=5...10ms
模块专用使能:
脉冲使能
核对信号触点,启动禁止
rated
系统反馈值接口
轴 2(X392)
电机编码器
轴 2(X312)
设定点:
速度设定点 n
Drift
Tach.
K
P
T
N
56.1
56.2
14.1
14.2
24.1
24.2
20.1
20.2
75.1
75.2
15
15
16.1
16.2
96.1
22.1
663
AS1
AS2
96.2
9
9
22.2
9
9
65.1
9
65.2
t
轴1
轴2
补充速度设定点/电流设定点 (差分输
入+/-10V),由端子 22 转换。
实际值:
速度实际值;10V 对应于 n
基准地
电流实际值;10V 对应于 I
端子功能:
选择“开机设定电流极限”
+24V
选择“速度/电流控制切换”
轴专用使能信号:
+24V
控制器使能,轴 1
+24V
控制器使能,轴 2
(
差分输入+/-10V)
set
rated
rmax
准备/故障信号
图 2-40 SIMODRIVE base line 控制模块
SINUMERIK 802S/C base line
简明安装调试手册
65.1
15
258
9
单轴模块
端子分配
+24V
控制器使能,轴 1
从动基准电压(地),端子 20
从动电流设定点,端子 24
2-35
Page 50

安装调试
电源模块 电子电源地 X131 位于电源模块前面板上,用户必须使用一根截面积为 4mm2的
X141A 为使能端子排,其中端子 63、端子 64 分别为脉冲使能和驱动使能,用户
屏蔽板 为了使电机电缆更好地屏蔽,必须使用屏蔽板。供货时屏蔽板已经提供,安装方
接地线连接到数控系统的接地点。
可以根据电源模块上电时序要求短接端子 63 和端子 9 及端子 64 和端子 9,也可
以通过 PLC 进行控制。
法如图 2-41 和图 2-42 所示。
图 2-41 屏蔽板安装及电缆连接
图 2-42 抱闸插头在屏蔽板上的安装
2-36
SINUMERIK 802S/C base line
简明安装调试手册
Page 51

PLC 用户程序 3
概述 当系统各部件连接完毕后,首先必须调试 PLC 应用程序中的相关动作,如伺服
使能、急停、硬限位等。只有在所有安全功能都正确无误时,才可以进行 NC 参
数和驱动器的调试。
SINUMERIK 802S/C base line 在出厂时已经预装了“SAMPLE”—集成 PLC
实例应用程序,该程序适用于配备 SINUMERIK 802S base line 或 SINUMERIK
802C base line 的车床或铣床。通过设定 PLC 机床参数,可以对 PLC 实例应用
程序的功能进行配置。
重要:
!
PLC 相关的所有安全功能(如急停、硬限位等)必须首先调试。只有在安全功能生
效时,才可以调试 NC 系统参数和驱动器参数。
实例程序应用目的 SAMPLE.PTP 是利用子程序库搭建的一个完整的 PLC 应用程序。提供该实例程
序有两
1) 可以直接用于那些功能所覆盖的机床,用户仅需要通过修改 PLC 机床参数,
2) 它可以作为应用示例,由此用户可以学会如何利用子程序库搭建自己的应
此实例程序的所有输入和输出都通过滤波器处理。当然,如果用户利用子程序库
搭建自己的应用程序,也可以直接寻找输入输出,而不需要滤波器。
个目的:
就可实现对其功能的设定;
用程序。当然用户也可以修改该实例程序,从而适应特殊要求。
SINUMERIK 802S/C base line 3-1
简明安装调试手册
Page 52

用户程序
PLC
3.1 主要功能
概述 在此实例 PLC 应用程序中,已经编入了以下主要功能。
PLC 初始化:
激活测量系统 1;
9
通道和轴接口的进给倍率生效;
9
参数有效性检测(在子程序 31 中实现)。
9
急停处理:
急停按钮处理;
9
611U 电源模块上电与下电时序控制(T48,T63,T64);
9
611U 电源模块的状态监控(T72-驱动器就绪,T52-I2t 报警)(这两个状态反
9
馈信号也可以激活急停)。
信号处理:
操作方式选择;
9
NC 启动、停止、复位;
9
主轴手动操作(主轴正转、反转和停止);
9
点动键处理(根据 PLC 参数);
9
由 HMI 接口选择手轮(SBR39 HMI_HW)。
9
坐标轴控制:
各个坐标轴的使能控制(包括主轴);
9
硬限位处理(单或双开关逻辑)或超程链;
9
参考点开关监控;
9
步进驱动器的旋转监控;
9
进给电机抱闸释放。
9
接触器控制的主轴:
主轴使能;
9
主轴手动操作(手动方式下正转、反转和停止);
9
在自动或 MDA 方式下,可直接编程M03和M04,PLC 自动在 M03 和 M04
9
之间加入制动输出;
9
外部主轴制动控制。
3-2 SINUMERIK 802S/C base line
简明安装调试手册
Page 53

PLC
模拟主轴:
单极性模拟主轴(0~10V)和双极性模拟主轴(+/- 10V);
9
单极性主轴的正使能由 Q0.0,负使能由 Q0.1 引出;
9
双极性主轴使能由系统的 X7(Pin 17 和 Pin 50)引出;
9
主轴手动操作(手动方式下正转、反转和停止);
9
主轴程序控制(自动和 MDA 方式)。
9
车床刀架控制:
适用于 4 或 6 工位霍尔元件简易刀架;
9
刀架锁紧监控(锁紧时间由 PLC 机床参数设定);
9
刀架刀位反馈监控;
9
换刀过程监控(如果在一定时间内没有找刀目标刀具,自动停止);
9
9
换刀时进给停止。
冷却液控制:
用户程序
手动方式下用户键 K6 启动或关闭冷却;
9
自动和 MDA 方式下 M07、M08 启动冷却,M09 关闭冷却;
9
冷却液位和冷却电机过载监控。
9
导轨润滑:
用户键 K5 启动润滑一次;
9
定时定量润滑(根据 PLC 参数设定的间隔和润滑时间)。
9
卡紧放松控制:
用于车床的卡盘卡紧和放松;
9
用于铣床的刀具卡紧和放松。
9
伺服驱动器优化时刀具抱闸的释放控制:
组合键由 PLC 机床参数激活(只用于 611U 对带抱闸电机的优化);
9
组合键:
+ -> 抱闸释放;
+ -> 抱闸锁紧;
抱闸释放时可以产生 PLC 报警以提示调试人员注意。
9
SINUMERIK 802S/C base line 3-3
简明安装调试手册
Page 54

PLC
用户程序
3.2 输入输出定义
输入信号说明 表 3-1 输入信号说明
X100
I0.0 硬限位 X+ 硬限位 X+
I0.1 硬限位 Z+ 硬限位 Z+
I0.2 X 参考点开关 X 参考点开关
I0.3 Z 参考点开关 Z 参考点开关
I0.4 硬限位 X - 1) 硬限位 X - 1)
I0.5 硬限位 Z - 1) 硬限位 Z - 1)
I0.6 过载(611 馈入模块的 T52) 过载(611 馈入模块的 T52)
I0.7 急停按钮 急停按钮
X101
I1.0 刀架信号 T1 主轴低档到位信号
I1.1 刀架信号 T2 主轴高档到位信号
I1.2 刀架信号 T3 硬限位 Y +
I1.3 刀架信号 T4 Y 参考点开关
I1.4 刀架信号 T5 硬限位 Y -1)
I1.5 刀架信号 T6 无定义
I1.6 超程释放信号(用于超程链) 超程释放信号(用于超程链)
I1.7 就绪信号(611U 馈入模块的 T72) 就绪信号(611U 馈入模块的 T72)
X102
~
X105
输出信号说明 表 3-2 输出信号说明
在实例程序中未定义 在实例程序中未定义
输入信号说明
用于车床 用于铣床
输出信号说明
X200
Q0.0 主轴正转 CW 3) 主轴正转 CW 3)
Q0.1 主轴反转 CCW 3) 主轴反转 CCW 3)
Q0.2 冷却控制输出 冷却控制输出
Q0.3 润滑输出 润滑输出
Q0.4 刀架正转 CW 无定义
Q0.5 刀架反转 CCW 无定义
Q0.6 卡盘卡紧 卡盘卡紧
Q0.7 卡盘放松 卡盘放松
X201
Q1.0 无定义 主轴低档输出
Q1.1 无定义 主轴高档输出
Q1.2 无定义 无定义
Q1.3 电机抱闸释放 电机抱闸释放
Q1.4 主轴制动 主轴制动
Q1.5 馈入模块端子 T48 馈入模块端子 T48
Q1.6 馈入模块端子 T63 馈入模块端子 T63
Q1.7 馈入模块端子 T64 馈入模块端子 T64
3-4 SINUMERIK 802S/C base line
用于车床 用于铣床
简明安装调试手册
Page 55

PLC
用户程序
注释(上表中):
1)
当某轴只有一个硬限位开关时,该输入无定义;
2)
当选择 4 工位刀架时,I1.4 和 I1.5 无定义;
3)
当使用双极性主轴时,Q0.0 和 Q0.1 无定义;当使用单极性主轴时,Q0.0
和 Q0.1 必须从 PLC 程序中去除,否则会损坏系统!
注意:
!
实例程序中所有输入信号均按常开设计。如果某个输入按常闭接线,可通过 PLC
机床参数将该输入定义为负逻辑。
主轴使能由接口 X7 的 P17(SE4.1)和 P50(SE4.2)引出(内部继电器)。
SINUMERIK 802S/C base line 3-5
简明安装调试手册
Page 56

用户程序
PLC
3.3 用户键定义
用户键
点动键
图 3-1 机床控制面板区域
倍率键
3-6 SINUMERIK 802S/C base line
简明安装调试手册
Page 57

PLC
用户键定义 表 3-3 用户键定义
用户键描述
键号 用于车床 用于铣床
K1 驱动器使能,或禁止 驱动器使能,或禁止
K2 卡盘卡紧,或放松 刀具卡紧,或放松
K3 无定义 无定义
K4 手动换刀 无定义
K5 手动润滑启动,或停止 手动润滑启动,或停止
K6 手动冷却启动,或停止 手动冷却启动,或停止
K7 自定义 自定义
K8 自定义 自定义
K9 自定义 自定义
K10 自定义 自定义
K11 自定义 自定义
K12 自定义 自定义
指示灯 用于车床 用于铣床
LED1 驱动器已使能 驱动器已使能
LED2 卡盘已卡紧 刀具已卡紧
LED3 无定义 无定义
LED4 正在换刀 无定义
LED5 正在润滑 正在润滑
LED6 正在冷却 正在冷却
LED7 自定义 自定义
LED8 自定义 自定义
LED9 自定义 自定义
LED10 自定义 自定义
LED11 自定义 自定义
LED12 自定义 自定义
用户程序
点动键定义 点动键的定义由 PLC 机床参数 MD14510[26]~[31]定义。
为快速叠加键。
倍率键定义 进给轴倍率增加键/主轴倍率增加键:
进给轴/主轴倍率大于 100%时 LED 亮,达到 120%时(最大)LED 闪烁;
z
进给轴倍率 100%键/主轴倍率 100%键:
按此键大于 MD14510[13]所设定的时间值(缺省值为 1.5 秒)时,进给/主轴
z
倍率直接变为 100%(参见“章节 3.4:PLC 参数”);
进给轴倍率减少键/主轴倍率减少键:
按此键大于 MD14510[12]所设定的时间值(缺省值为 1.5 秒)时,进给倍率直
z
接变为 0%,主轴倍率直接变为 50%(参见“章节 3.4:PLC 参数”)。进给
轴倍率在 0~100%时进给轴倍率减少键 LED 亮,降为 0%时(最小)LED 闪
烁;主轴倍率在 50~100%时主轴倍率减少键 LED 亮,降为 50%时(最小)LED
闪烁。
SINUMERIK 802S/C base line 3-7
简明安装调试手册
Page 58

用户程序
PLC
用户自定义插条 SINUMERIK 802S/C base line 随机提供用户自定义插条。用户不仅可以直接
使用随 机提供的用户自定义插条,而且还可以自己制作插条用于不同场合的
应用。用户键 K1~K12 以及点动键 K22~K30 均可以由用户根据具体使用的功
能而命名。K 键参见图 3-2。插条的安装方法参见“第 9 章:备件更换”。
图 3-2 K 键序号
3-8 SINUMERIK 802S/C base line
简明安装调试手册
Page 59

PLC
用户程序
3.4 PLC 参数
MD14512 参数定义 为使实例程序在使用上更加灵活,DI16 和 DO16 输入输出进行了滤波处理。由
于是实例 PLC 程序,PLC 机床参数的定义在为用户预留的区域内。
表 3-4 MD 14512
MD14512 USER_DATA_HEX
机床参数
数据号
定义有效输入位(接口 X100,端子号:0~7)
14512[0] I0.7 I0.6 I0.5 I0.4 I0.3 I0.2 I0.1 I0.0
定义有效输入位(接口 X101,端子号:8~15)
14512[1]
定义输入位为常闭连接(接口 X100,端子号:0~7)
14512[2] I0.7 I0.6 I0.5 I0.4 I0.3 I0.2 I0.1 I0.0
定义输入位为常闭连接(接口 X101,端子号:8~15)
14512[3] I1.7 I1.6 I1.5 I1.4 I1.3 I1.2 I1.1 I1.0
定义有效输出位(接口 X200,端子号:0~7)
14512[4] Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0
定义有效输出位(接口 X201,端子号:8~15)
14512[5] Q1.7 Q1.6 Q1.5 Q1.4 Q1.3 Q1.2 Q1.1 Q1.0
定义输出位为低电平有效 (接口 X200,端子号:0~7)
14512[6] Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0
定义输出位为低电平有效 (接口 X201,端子号:8~15)
14512[7] Q1.7 Q1.6 Q1.5 Q1.4 Q1.3 Q1.2 Q1.1 Q1.0
PLC 实例程序配置
14512[11] 刀架控
控制 有效 有效 有效 有效
14512[12] 定义主轴倍率
旋转监控 主轴配置
14512[16] Z 轴 Y 轴 X 轴 配备 单极性 主轴 调试
位 7 位 6 位 5 位 4 位 3 位 2 位 1 位 0
I1.7 I1.6 I1.5 I1.4 I1.3 I1.2 I1.1 I1.0
制有效模拟主轴
换挡
转换速度
PLC 机床参数—十六进制
主轴 卡紧
进给/主轴倍率控制方式配置
定义进给倍率
转换速度
开机
主轴
倍率
设置
放松
开机
进给
倍率
设置
润滑 冷却
倍率
控制
方式
旋转
监控
定义带制动装置的进给电机 定义回参考点倍率无效的轴
14512[17] Z 轴 Y 轴 X 轴 Z 轴 Y 轴 X 轴
抱闸 抱闸 抱闸 REF REF REF
定义硬限位螺距 技术设定
14512[18] 急停链
生效
限位 限位
Z 单开
关硬
旋转
监控
Y 单开
关硬限
位
旋转
监控
X 单开
关硬
倍率
开关
模拟
主轴
开机
自动
润滑
一次
使能自
动取消
驱动优
化生效
过程中
SINUMERIK 802S/C base line 3-9
简明安装调试手册
Page 60

PLC
用户程序
参数说明 MD14512[11]
Bit 0 = 1 子程序 COOLING 运行有效
Bit 1 = 1 子程序 LUBRICAT 运行有效
Bit 2 = 1 子程序 LOCK_UNL 运行有效
Bit 3 = 1 子程序 SPINDLE 运行有效
Bit 6 = 1 子程序 GEAR_CHG 运行有效
Bit 7 = 1 子程序 TURRET1 运行有效
MD14512[12]
Bit 0 = 0 由用户键和 LED 来控制进给和主轴倍率
Bit 0 = 1 由倍率开关来控制进给和主轴倍率
Bit 2 = 0 开机进给倍率为 100%
Bit 2 = 1 开机进给倍率为上次关机时的倍率值
Bit 3 = 0 开机主轴倍率为 100%
Bit 3 = 1 开机主轴倍率为上次关机时的倍率值
Bit4/Bit5 定义进给倍率转换速度:
Bit5 Bit4
0 0 标准速度:
0%,1%,2%,4%,6%,8%,10%,20%,30%,40%,50%,
60%,70%,75%,80%,85%,90%,95%,100%,105%,110%,
115%,120%。
0 1 两倍标准速度:
0%,2%,6%,10%,30%,50%,70%,80%,90%,100%,
110%,120%。
1 0 约三倍标准速度:
0%,4%,10%,40%,70%,85%,100%,110%,120%。
1 1 约四倍标准速度:
0%,2%,10%,50%,80%,100%,120%。
Bit6/Bit7 定义主轴倍率转换速度:
Bit7 Bit6
0 0 标准速度:
50%,55%,60%,65%,70%,75%,80%,85%,90%,95%,
100%,105%,110%,115%,120%。
0 1 两倍标准速度:
50%,60%,70%,80%,90%,100%,110%,120%。
1 0 约三倍标准速度:
50%,60%,70%,85%,100%,110%,120%。
1 1 约四倍标准速度:
50%,60%,80%,100%,120%。
进给倍率转换速度
主轴倍率转换速度
3-10 SINUMERIK 802S/C base line
简明安装调试手册
Page 61

PLC
MD14512[16]
Bit 0 = 0 PLC 正常运行(缺省设定)
Bit 0 = 1 调试方式。PLC 不检测馈入模块的就绪信号
Bit 1 = 0 无主轴命令且主轴已停止,停止后按主轴停止键取消主轴使
能(缺省设定)
Bit 1 = 1 无主轴命令,且主轴停止后主轴使能自动取消
Bit 2 = 0 带有+/-10V 给定的模拟主轴(缺省设定)
Bit 2 = 1 带有 0~10V 给定的模拟主轴
Bit 3 = 0 MCP 上无主轴倍率开关(缺省设定)
Bit 3 = 1 MCP 有主轴倍率开关
Bit 6/5/4 = 0 SINUMERIK 802S base line 旋转监控无效(缺省设定)
Bit 6/5/4 = 1 SINUMERIK 802S base line 旋转监控生效
MD14512[17]
Bit 2/1/0 = 0 返回参考点时进给倍率有效(缺省设定)
Bit 2/1/0 = 1 返回参考点时进给倍率无效
Bit 6/5/4 = 0 Z/Y/X 轴电机无抱闸(缺省设定)
Bit 6/5/4 = 1 Z/Y/X 轴电机有抱闸(只允许一个电机带抱闸)
用户程序
MD14512[18]
Bit 1 = 0 子程序 40 的输入#OPTM 无效(缺省设定)
Bit 1 = 1 子程序 40 的输入#OPTM 有效。#OPTM=1 指电机抱闸释
放
Bit 2 = 0 开机无润滑(缺省设定)
Bit 2 = 1 上电自动润滑一次
Bit 6/5/4=0 Z/Y/X 每轴具有两个硬限位开关(缺省设定)(当 Bit7=0 时)
Bit 6/5/4=1 Z/Y/X 每轴具有一个硬限位开关(当 Bit7=0 时)
Bit 7 = 0 硬限位采用 PLC 方案(缺省设定)(Bit 6/5/4 有效)
Bit 7 = 1 硬件方案(超程链)
注意:
以上的 PLC 机床参数位必须按十六进制格式输入。请将所需的位设定转换为十
六进制。
SINUMERIK 802S/C base line 3-11
简明安装调试手册
Page 62

PLC
用户程序
Binary/Hex 转换表 为了方便用户在此设定十六进制的数值,列出四位二进制对应一位十六进制转换
表,仅供用户参考。
表 3-5 二进制/十六进制转换表
二进制
24 2
2
2
1
2
0
十六进制
0 0 0 0 0
0 0 0 1 1
0 0 1 0 2
0 0 1 1 3
0 1 0 0 4
0 1 0 1 5
0 1 1 0 6
0 1 1 1 7
1 0 0 0 8
1 0 0 1 9
1 0 1 0 A
1 0 1 1 B
1 1 0 0 C
1 1 0 1 D
1 1 1 0 E
1 1 1 1 F
3-12 SINUMERIK 802S/C base line
简明安装调试手册
Page 63

PLC
MD14510 参数定义 表 3-6 MD 14510
MD14510 USER_DATA_INT
机床参数
数据号
14510[12]
14510[13]
14510[16]
14510[17]
14510[20]
14510[21]
14510[22]
14510[23]
14510[24]
14510[25]
14510[26]
14510[27]
14510[28]
14510[29]
14510[30]
14510[31]
定义:有关进给/主轴倍率控制的时间量设置。按住进给/主轴倍率减速
键大于此设定时间值,进给/主轴倍率将直接降至 0%和 50%。
单位:100ms
范围:5~30(0.5~3 秒),若超出此范围,将默认为 1.5 秒。
定义:有关进给/主轴倍率控制的时间量设置。按住进给/主轴倍率 100%
键大于此设定时间值,进给/主轴倍率将直接变为 100%。
单位:100ms
范围:5~30(0.5~3 秒),若超出此范围,将默认为 1.5 秒。
定义:机床类型
单位:范围:0–车床;1–铣床;> 2 无定义
定义:驱动器类型
单位:范围:0–步进驱动器;1–伺服驱动器(如 SIMODRIVE 611U);> 2-无定
义;
定义:刀架刀位数
单位:范围:4,6,8(注意:实例 SAMPLE 只允许 4/6 工位刀架)
定义:换刀监控时间(换刀必须在该时间内完成)
单位:0.1 秒
范围:30~200(3~20 秒)
定义:刀架卡紧时间
单位:0.1 秒
范围:5~30(0.5~3 秒)
定义:外部主轴制动时间(适于开关量控制的主轴)
单位:0.1 秒
范围:5~200(0.5~20 秒)
定义:导轨润滑间隔
单位:1 分钟
范围:5~300 分钟
定义:导轨润滑时间
单位:0.1 秒
范围:10~200(1~20 秒)
定义:X 轴 + 点动键的键号
单位:范围:22~30 之间,除 26 以外
定义:X 轴 - 点动键的键号
单位:范围:22~30 之间,除 26 以外
定义:Y 轴 + 点动键的键号
单位:范围:22~30 之间,除 26 以外
定义:Y 轴 - 点动键的键号
单位:范围:22~30 之间,除 26 以外
定义:Z 轴 + 点动键的键号
单位:范围:22~30 之间,除 26 以外
定义:Z 轴 - 点动键的键号
单位:范围:22~30 之间,除 26 以外
PLC 机床参数—整数
字(16 位整型数)
用户程序
SINUMERIK 802S/C base line 3-13
简明安装调试手册
Page 64

用户程序
PLC
3.5 实例程序结构
子程序定义 在此实用程序中,用户可以编写子程序 0~30,而子程序库中已经提供了以下各
表 3-7 主程序结构(OB1)
个子程序的功能,参见下表。
序号
10 49 卡紧放松控制
输入/输出信号处理 实用程序为不同的机床接线而设计,即任何输入位既可以按常开连接也可以按常
闭连接;DI16 和 DO16 输入输出可以通过子程序 62 按照 PLC 机床数据
MD14512[0]~[3]和 MD14512[4]~[7]进行预处理。
滤波器原理 根据下图可以了解物理输入信号与内部缓存信号之间的关系。SAMPLE 中的所
有子程序均按常开逻辑设计。在 SAMPLE 中 M100.0 表示输入位 I0.0,M101.2
表示 I1.2;M102.3 表示 Q0.3,M103.4 表示 Q1.4 依此类推。子程序库中的所
有子程序均独立于物理输入输出。
表 3-8 滤波原理
子程序号
(SBR#)
1 62
2 32
3 33 急停处理
5 40 X&Y&Z&主轴使能控制
6 44 冷却控制
7 45 润滑控制
8 35 主轴控制(开关量主轴、单或双极性模拟主轴)
9 41 刀架控制
输入输出滤波( IW0/QW0 → MW100/MW102)
PLC 初始化 →
→
说明
SBR31 – 用户初始化
SBR34 – 点动按控制 4 38 MCP 信 号 处 理
SBR39 – 由 HMI 选择手轮
输入 滤波器 存储位 存储位 滤波器 输出
I0.0Æ ÆM100.
I0.1Æ ÆM100.
I0.2Æ ÆM100.
I0.3Æ ÆM100.
I0.4Æ ÆM100.
I0.5Æ ÆM100.
I0.6Æ ÆM100.
I0.7Æ
I1.0Æ ÆM101.
I1.1Æ ÆM101.1 M103.1
I1.2Æ ÆM101.2 M103.2
I1.3Æ ÆM101.
I1.4Æ ÆM101.4 M103.4
I1.5Æ ÆM101.5 M103.5
I1.6Æ ÆM101.
I1.7Æ
3-14 SINUMERIK 802S/C base line
异或 MD14512[2]
3
异或 MD14512[ ]
与 MD14512[0]
ÆM100.
与 MD14512[ ] 1
ÆM101.7
0
1
2
3
4
5
6
7
0
3
6
PLC 实例
应用程序
M102.0
M102.1
M102.2
M102.3
M102.4
M102.5
M102.6
M102.7
M103.0
M103.3
M103.6
M103.7
Æ
Æ
Æ
Æ
Æ
Æ
Æ
Æ
Æ
Æ
Æ
Æ
Æ
Æ
Æ
Æ
异或 MD14512[6]
7
异或 MD14512[ ]
ÆQ0.0
ÆQ0.1
ÆQ0.2
ÆQ0.3
ÆQ0.4
ÆQ0.5
ÆQ0.6
与 MD14512[4]
ÆQ0.7
ÆQ1.0
ÆQ1.1
ÆQ1.2
ÆQ1.3
ÆQ1.4
ÆQ1.5
ÆQ1.6
与 MD14512[ ] 5
ÆQ1.7
简明安装调试手册
Page 65

PLC
修改实例程序 如果用户需要实现一个子程序库没有提供的功能,可以自己编写一个新的子程
序,子程序范围为 SBR0~SBR30,这样就可以实现所需的功能,在主程序中调
用即可。在编写新子程序时,可以使用缓冲的 16 个输入和 16 个输出,即
DI16(I0.0~I1.7)和 DO16(Q0.0~Q1.7),其中 M100.0 代表 I0.0, M102.0 代
表 Q0.0。但是,其它 32 个数字输入不可以使用滤波原理。
当然,用户还可以利用子程序库 SUBR_LIBRARY.PTP 中的子程序模块搭建一
个新的应用程序,这样可以从一开始就直接使用输入输出的地址进行编程。
注意:
在实例程序中所有的输入点均按常开连接,即高电平有效。例如,I0.7 在实例程
序中定义为急停,当 I0.7 为“1”时,PLC 激活急停。如果实际应用中急停为常
闭连接,则需要通过 PLC 参数 MD14512[2]的第 7 位,将输入 I0.7 设置为常闭逻
辑。
如果利用子程序库 SUBR_LIBRARY 提供的子程序模块搭建自己的应用程序,
一定要注意每个子程序输入的定义,确定输入信号是常开连接还是常闭连接。
用户程序
SINUMERIK 802S/C base line
简明安装调试手册
3-15
Page 66

用户程序
PLC
3.6 用户报警定义
实例程序中用户 实例程序中仅编写了 4 或6 工位刀架,其它均判为出错。下面列出了报警号 700000
报警定义 ~700015,它们仅在子程序 31-USR_INI 中激活,在子程序库中该子程序为空。
表 3-9 用户报警定义
报警号 接口地址 报警信息 子程序
700000 V1600 0000.0 初次调试!需要设定下列 PLC 参数或按存储
数据启动
700001 V1600 0000.1
700002 V1600 0000.2 X + 点动键没有定义,请检查 MD14510[26]
700003 V1600 0000.3 X - 点动键没有定义,请检查 MD14510[27]
700004 V1600 0000.4 Y + 点动键没有定义,请检查 MD14510[28]
700005 V1600 0000.5 Y - 点动键没有定义,请检查 MD14510[29]
700006 V1600 0000.6 Z + 点动键没有定义,请检查 MD14510[30]
700007 V1600 0000.7 Z - 点动键没有定义,请检查 MD14510[31]
700008 V1600 0001.0 刀架刀位数定义错,检查 MD14510[20] = 4/ 6
700009 V1600 0001.1 刀架锁紧时间没有定义,检查 MD14510[21]
700010 V1600 0001.2 刀架监控时间没有定义,检查 MD14510[22]
700011 V1600 0001.3 主轴制动时间超出范围,检查 MD14510[23]
700012 V1600 0001.4 润滑间隔超出范围,检查 MD14510[24]
700013 V1600 0001.5 润滑时间超出范围,检查 MD14510[25]
700014 V1600 0001.6 输入使能没有定义,检查
MD14512[0]&MD14512[1]
700015 V1600 0001.7 输出使能没有定义,检查
MD14512[4]&MD14512[5]
子程序库中 报警号 700016 ~700031 为子程序库中的标准报警,含义如下。
标准报警定义 表 3-10 标准报警定义
报警号 接口地址 报警信息 子程序
700016 V1600 0002.0 驱动器未就绪
700017 V1600 0002.1 馈入模拟 I2/t 报警
700018 V1600 0002.2
700019 V1600 0002.3
700020 V1600 0002.4
700021 V1600 0002.5 卡盘或刀具放松时不能启动主轴 35
700022 V1600 0002.6 主轴运转时不能放松卡盘或放松刀具 49
700023 V1600 0002.7 编程刀具号大于刀架最大刀位数
700024 V1600 0003.0 在监控时间内未能找到目标刀具
700025 V1600 0003.1 刀架无位置检测信号
700026 V1600 0003.2 驱动器优化时电机抱闸已释放
700027 V1600 0003.3 旋转监控生效,请重新返回参考点
700028 V1600 0003.4
700029 V1600 0003.5
700030 V1600 0003.6
700031 V1600 0003.7
31
33
46
40
3-16
SINUMERIK 802S/C base line
简明安装调试手册
Page 67

0
0
PLC
用户程序
3.7 实例程序调试
概述 系统首次上电进行初次调试时,必须要设定一些重要的 PLC 机床数据。
调试步骤 系统首次上电时出现报警 700000,显示如下:
MA RES ET AUTO
Number Del cri
70000
初次调试!需要设定下列 PLC 参数:
->MD14510[16]&[26]~[30]&MD14512[0]~[7]或
按存储数据启动
报警
维修
信息
图 3-3 报警画面
这时应该设定下列 PLC 机床参数:
1) 设定机床类型: MD14510[16] ⎯ 0 表示车床;1 表示铣床;
2) 定义输入输出: MD14512[0]~[4] ⎯ DI16 的输入使能和输入逻辑;
MD14512[4]~[7] ⎯ DO16 的输出使能和输出逻辑;
3) 定义点动键: MD14510[26] ⎯ X + 键
MD14510[27] ⎯ X - 键
ROV
调试
70000
C 95HP.MP F
机床
参数
MD14510[30] ⎯ Z + 键
MD14510[31] ⎯ Z - 键
MD14510[28] ⎯ Y + 键 (在 MD14510[16]=1 时)
MD14510[29] ⎯ Y - 键 (在 MD14510[16]=1 时)
4) 屏蔽急停信号
*
: MD14512[16] Bit 0=1 退出急停;
5) 定义使用功能: MD14512[11] Bit 7=1 车床刀架有效
Bit 6=1 铣床主轴换挡生效
Bit 3=1 主轴控制生效
Bit 2=1 卡紧放松控制
Bit 1=1 自动润滑生效
Bit 0=1 冷却控制生效
6) 设定系统参数: MD14512[16]/[17]/[18](参见“章节 3.4:PLC 参数”)
当以上参数设定之后,系统必须先关机然后上电,使设定参数生效。
SINUMERIK 802S/C base line
简明安装调试手册
3-17
Page 68

用户程序
PLC
* 注释:
如果系统配置了 SIMODRIVE611U 伺服驱动器,而且还没有调试,驱动器的就
说明:
必须设定相应的 NC 参数,才能使系统进入正常工作状态。请参见 SINUMERIK
绪信号就 不会生效,导致实例程序进入急停状态且不能退出。在调试开始时可
以将 I1.7 接高电平,或将 PLC 机床参数 MD14512[16]的位 0 设定为 1,这样就
可以退出急停。在驱动器调试完毕后,需将该参数位重新设置为 0。
802S/C base line 的《安装调试》手册。
3-18
SINUMERIK 802S/C base line
简明安装调试手册
Page 69

参数设置 4
4.1 NC 参数设置
系统配置 SINUMERIK 802S/C base line 出厂时的系统配置为车床系统,即坐标轴设定
第一轴 为 X 轴、第三轴为 Z 轴、第四轴为主轴,加工工艺设定为车削;如果需
要控制铣床, 则需要装入铣床初始化文件 TECHMILL.INI(参见“第 6 章:工
具盒”),铣床设定第一轴为 X 轴、第二轴为 Y 轴、第三轴为 Z 轴、第四轴为主
轴,加工工艺设定为铣削。
如果需要进行螺距误差补偿,则需先设定各轴的补偿点数 MD38000(参见“章节
4.7:丝杠螺距误差补偿”)。
车削循环和铣削循环可以根据需要通过通讯软件WINPCIN 传入系统中(参见“章
节 6.2:WINPCIN 通讯工具软件)。
参数设定 SINUMERIK 802S base line 和 SINUMERIK 802C base line 需要进行不同参
数的设定,参见下面各表。没有给予特别说明时,表明两种系统均需要设定。其
中,IPR 表示每转脉冲数,RPM 为每分钟转数,I 为脉冲数。
SINUMERIK 802S base line:
轴参数号 参数名 单位 轴 输入值 参数定义
30130 CTRLOUT_T
YPE
30240 ENC_TYPE - X,Y,Z 3 编码器内部反馈
34200 ENC_REF_M
ODE
34210 ENC_REF_
STATE
- X,Y,Z 2 脉冲给定输出到
轴控接口
- X,Y,Z 2 或 4* X20 接近开关参
考点零脉冲
- X,Z 0 或 1 参考点状态
0:不记忆参考点
1:参考点记忆功
能生效
* 2 为单边沿触发,接近开关的上升沿时锁存参考点;4 为双边沿触发,接近开
关的上升沿和下降沿的中点锁存参考点。
注意:
当参考点记忆功能生效时,以下情况仍然必需重新回参考点,否则可能造成撞车!
1. 以存储数据启动后
a) 由操作者在操作面板上选择执行"以存储数据启动" 后。(对应报警号
#004062)
b) 由于系统长时间没有通电,内部数据保护电池用完,启动时系统将自动以存
储的数据启动。(对应报警号#004065)
SINUMERIK 802S/C base line 4-1
简明安装调试手册
Page 70

参数设置
2. 在关电时,由于维护修理等原因,相应轴的实际位置被移动过。
步进电机参数:
轴参数号 参数名 单位 轴 输入值 参数定义
31020 ENC_RESOL IPR X,Y,Z 1000 电机每转的步数
31400 STEP_RESOL IPR X,Y,Z 1000 两参数同时设置
SINUMERIK 802C base line:
轴参数号 参数名 单位 轴 输入值 参数定义
30130 CTRLOUT_T
YPE
30240 ENC_TYPE - X,Y,Z 2 TTL 编码器
34200 ENC_REF_M
ODE
伺服电机参数:
- X,Y,Z 1 模拟给定输出到
轴控接口
- X,Y,Z 1 电机编码器参考
点零脉冲
轴参数号 参数名 单位 轴 举例值 参数定义
31020 ENC_RESOL IPR X,Y,Z 3072 编码器每转脉冲数
注释:
上面参数为 SIMODRIVE 611U WSG 接口引出的编码器信号脉冲数。脉冲数=
电机的极对数×1024。比如,电机 1FK6060-6AF71-1S,为 6 极电机,极
对数为 3;电机 1FK 6101-8AF71-1S,为 8 极电机,极对数为 4。
传动系统的机械参数:
轴参数号 参数名 单位 轴 举例值 参数定义
31030 LEADSCREW_
PITCH
31050 DRIVE_AX_RA
TIO_DENUM
[0
...5]
31060 DRIVE_AX_RA
TIO_NOMERA
[
0...5]
注释:
机械参数确定后即可设定各轴的相关速度;对于步进电机,应根据其矩频特性曲
线选择合适的速度:电机转速=轴速度/丝杠螺距/减速比。
轴参数号 参数名 单位 轴 举例值 参数定义
32000 MAX_
AX_VELO
32010 JOG_ VELO_
RAPID
32020 JOG_ VELO mm/
32260 RATED_VELO RPM X,Y,Z 1200 电机额定转速
mm X,Y,
- X,Y,
- X,Y,
mm/
Min
mm/
Min
Min
X,Y,Z 4800 最大轴速度
X,Y,Z 4800 点动快速
X,Y,Z 3000 点动速度
Z
5 丝杠螺距
Z
40 减速箱电机端
Z
50 减速箱丝杠端
齿轮齿数
齿轮齿数
G00
36200
AX_VELO_LIM
IT
mm/
Min
X,Y,Z 5280 坐标速度极限
4-2 SINUMERIK 802S/C base line
简明安装调试手册
Page 71

参数设置
以上参数设定后,SINUMERIK 802S base line 在上电时自动计算频率:20 转/
秒×1000 脉冲/每转=20000 脉冲/秒,设定 MD31350 如下:
轴参数号 参数名 单位 轴 举例值 参数定义
31350 FREQ_STEP_LI
MIT
根据 MD31350 设定编码器极限频率:
轴参数号 参数名 单位 轴 举例值 参数定义
36300 ENC_FREQ_LI
MIT
注释:
SINUMERIK 802S base line 的最大输出频率可达 500 000Hz。
Hz X,Y,Z 20000 步进频率极限
Hz X,Y,
22000 编码器极限频率
Z
SINUMERIK 802S/C base line 4-3
简明安装调试手册
Page 72

参数设置
4.2 驱动器参数设定—SIMODRIVE 611U
概述 在步进驱动 STEPDRIVE C/C
电流(参见“章节 2.4.1,驱动电流设定”);在 SIMODRIVE base line 中,各个
开关位已经事先设定,无需用户进行参数设定。
但是,SIMODRIVE 611U 是一种通用型伺服驱动器,用户可以根据不同的应用
场合进 行各种参数的设定。使用工具软件 SimoComU,用户可以非常方便地设
定驱动器及电机的参数。
初始状态 驱动器首次通电后,在SIMODRIVE 611U 控制模块的显示窗口上显示 A1106(驱
动器参数:功率模块型号),该显示表明无电机数据,需要通过工具软件
SimoComU(在工具盘中)设定电机参数。
参数设定步骤 使用 SimoComU 进行参数设定时,必须遵照以下步骤进行:
1) 启动 SimoComU 软件,选择联机方式(Search for on line drives …):
+
中仅需要根据不同的步进电机,设定相应的驱动
2) 命名将要调试的驱动器,然后选择“下一步”(NEXT):
4-4 SINUMERIK 802S/C base line
简明安装调试手册
Page 73

参数设置
3) 进入联机方式后,SimoComU 自动识别功率模块和 611U 控制板的型号,
然后选择“下一步”(NEXT):
4) 选择输入电机的型号,如 1FK6060-6AF71 然后选择“下一步”(NEXT ):
SINUMERIK 802S/C base line 4-5
简明安装调试手册
Page 74

参数设置
5) 根据电机的型号选择编码器的类型:
6) 选择速度控制方式(Speed/torque setpoint),然后
(NEXT):
选择“下一步”
4-6 SINUMERIK 802S/C base line
简明安装调试手册
Page 75

SimoComU 列出所选择的数据,需要您再次确认,如果数据无误,选择
7)
“接收该轴驱动器配置”(Calculate controller data,save,reset)。
参数设置
注释:
如果这时 PLC 应用程序还没有调试,驱动器的使能信号不生效,电机不能旋转。
在 PLC 功能生效(即驱动器使能控制生效)后,并且设定了 NC 进给轴参数
(MD30130 和 30240),才能移动进给轴,进行进给轴的动态特性优化。
SINUMERIK 802S/C base line 4-7
简明安装调试手册
Page 76

%
参数设置
4.3 进给轴动态特性调试
概述 无论是在 SINUMERIK 802S base line 中,还是在 SINUMERIK 802C base line
中,进给轴的动态特性均可以进行调试。在 SINUMERIK 802S base line 中,
进给轴的动态特性可以通过设定机床参数进行;在 SINUMERIK 802C base line
中,则可以利用 SimoComU 进行。
SINUMERIK 802S 利用点动方式测试进给轴的动态特性,设定各坐标的最高速度,并选择合适的
base line 加速度曲线。
速度
V
max
MD 35230
40%...95
MD 35220
MD32300
速度转折系数
速度转折点
最大加速度
:数值
:取值
80% ...20%
时间
表 4-1 参数设定
ᒷݬၫ! ݬၫ! ᆡ ᒷ! ၒྜྷᒋ ݬၫࢾፃ!
46331! BDDFM`SFEVD
UJPO`TQFFE`
QPJOU!
46341! BDDFM`SFEVD
UJPO`GBDUPS
.! YLjZLj[ 2///1 Ⴅࣞᓞᑓ࢛ǖᔢႥࣞ!
+!ڻ܈Ljᎌནᒋ!
ᆍဵ 1/9///1/3ă!
.! YLjZLj[ 1///2 Ⴅࣞၱିᇹၫǖᔢࡍଝ
Ⴅࣞ+ڻ܈Ljᎌནᒋ
ᆍဵ 1/5///1/:6ă!
43411! NBY`BY`BDDFM n0t3YLjZLj[ 2! ᔢࡍᒷଝႥࣞ)ལဏᒋ*
SINUMERIK 802C 对于伺服系统,首先要对速度环的动态特性进行调试,然后才能对位置环进行
base line 调试。速度环动态特性优化通过 SimoComU 进行,按如下步骤操作:
1) 将 NC 轴参数 MD30200 设置为“0”(优化完毕后必须设置为“1”),使优
化时 NC 给定电缆中的伺服使能信号 65 和 9 不会断开;
2) 如果需要利用组合键对电机抱闸进行控制,需设定 NC 通用参数
MD14512[18]的位为 2(bit1)“1”(优化完毕后恢复“0”);
3) 驱动器使能(电源模块端子 T48、T63 和 T64 与 T9 接通);并将坐标移动到
适中的位置(因为优化时电机要旋转约两圈);优化时驱动器的速度给定由
PC 机以数字量给出;
4) 然后进入工具软件 SimoComU;选择联机方式
,再选择 PC 机控制
,选择“OK”;
4-8 SINUMERIK 802S/C base line
简明安装调试手册
Page 77

参数设置
5) 在 SINUMERIK 802C base line 上通过机床控制区域组合键
释放电机抱闸(前提条件:安装了 PLC 实例程序 SAMPLE);
6) 进入控制器目录(Controller),出现以下画面,选择“None of these”;
7) 选择运行自动速度控制器优化“Execute automatic speed controller
setting”;
+
8) 进入优化后出现以下画面:
SINUMERIK 802S/C base line 4-9
简明安装调试手册
Page 78

参数设置
9) 进入速度环优化后,选择“Execute steps 1-4”自动执行:
z
分析机械特性一(电机正转,抱闸应释放);
分析机械特性二(电机反转,抱闸应释放);
z
电流环测试(电机静止,垂直轴电机的抱闸应夹紧);
z
参数优化计算;
z
10) 运行完第二步时,SimoComU 出现提示:“电流环优化,垂直轴的电机抱
闸一定要夹紧,以防止坐标下滑”;
11) 通过 MCP 组合键
+ 使抱闸夹紧;
12) 显示优化前和优化后的参数比较,如果认可,需进行数据存储,上电复位;
13) 通过机床控制区域组合键
+ 释放电机抱闸;
14) 恢复 NC 通用参数 MD14512[16]=0,轴参数 MD30200=1,然后 SINUMERIK
802C base line 重新上电使参数生效;
15) 速度环优化结束
注释:
用户在操作 SimoComU 时可以参见该软件的在线求助(HELP 文件)。
在速度环优化结束后,可根据实际情况适当调整位置环放大倍数和加速度,以减
小位置跟随误差。
ᒷݬၫ! ݬၫ! ᆡ! ᒷ! ಿᒋ! ݬၫࢾፃ!
43311! QPTDUSM`HBJO
voefg YLjZLj[ 3/6! ᆡᒙ఼ᒜᐐፄ!Lq!
\!1!///!6!^!
43411! NBY`BY`BDDFM n0t3! YLjZLj[ 2! ᔢࡍᒷଝႥࣞ)ལ
ဏᒋ*!
4-10 SINUMERIK 802S/C base line
简明安装调试手册
Page 79

参数设置
4.4 参考点调试
概述 SINUMERIK 802S/C base line 系统的很多功能都建立在参考点的基础上,比
如,自动方式和 MDA 方式只有在机床返回参考点后才能进行操作;反向间隙补
偿和丝杠螺距误差补偿也只有在返回参考点后才生效。因此,系统在正常工作之
前首先要回参考点。
有减速开关 适用于 SINUMERIK 802S base line 和 SINUMERIK 802C base line,其中
BERO 指接近开关信号,适用于 SINUMERIK 802S base line;脉冲指编码器
信号的零脉冲,适用于 SINUMERIK 802C base line。
根据接近开关信号/零脉冲位置,又可以分为两种情况:
1) 接近开关信号/零脉冲在减速开关之前:
MD34050:REFP_SEARCH_MARKER_REVERS=0,遇减速开关后,反
向寻找接近开关/零脉冲信号;
C
—脉冲
R
V
M
V
R
K
减速挡块
V
开始
BERO
2) 接近开关信号/零脉冲在减速开关之后:
MD34050:REFP_SEARCH_MAR/KER_REVERS=1,遇减速开关后,
同向寻找接近开关/零脉冲信号;
R
V
—脉冲
V
P
开始
V
C
V
M
减速挡块
BERO
无减速开关 仅适用于 SINUMERIK 802S base line
R
V
V
M
V
P
R
K
开始
R
K
BERO
—脉冲
SINUMERIK 802S/C base line 4-11
简明安装调试手册
Page 80

参数设置
注释:
V
C-寻找减速档块速度 MD34020:
V
M-寻找接近开关信号/零脉冲速度 MD34040:
V
P-参考点定位速度 MD34070: REFP_VELO_POS
R
V-参考点偏移 MD34080: REFP_MOVE_DIST
R
K-参考点坐标 MD34100: REFP_SET_POS[0]
参数设定:
参数号 参数名 单位 轴 举例值 参数定义
34000 REFP_CAM_IS_ACT
IVE
34010 REFP_CAM_DIR_IS
_MINUS
34020 REFP_VELO_SEARC
H_CAM
34040 REFP_VELO_SEARC
H_MARKER
34050 REFP_SEARCH_MAR
KER_REVERSE
34060 REFP_MAX_MARKER
_DIST
34070 REFP_VELO_POS mm/Min X,Y,Z 200 参考点定位速度
34080 REFP_MOVE_DIST mm X,Y,Z -2 零脉冲后的位移
34100 REFP_SET_POS mm X,Y,Z 29.4 参考点位置值
REFP_VELO_SEARCH_CAM
REFP_VELO_SEARCH_MARKER
- X,Y,Z 1 减速开关生效
- X,Y,Z 0/1 减速开关方向:0正;1-负
mm/Min X,Y,Z 2000 寻找减速开关速度
mm/Min X,Y,Z 300 寻找零脉冲速度
- X,Y,Z 0/1 零脉冲在:0 开关
外;1 开关内
mm X,Y,Z 200 寻找接近开关的最
大距离
(带方向)
4-12 SINUMERIK 802S/C base line
简明安装调试手册
Page 81

4.5 软限位与反向间隙补偿
软限位设定 在回参考点功能调试完成,参考点位置确定之后,应设置软限位:
轴参数号 参数名 单位 轴 举例值 参数定义
36100 POS_LIMIT_MINUS mm X,Y,Z -1 轴负向软限位值
36110 POS_LIMIT_PLUS mm X,Y,Z 200 轴正向软限位值
反向间隙补偿 测试反向间隙,并进行反向间隙补偿:
轴参数号 参数名 单位 轴 举例值 参数定义
32450 BACKLASH mm X,Y,Z 0.024 反向间隙
参数设置
SINUMERIK 802S/C base line 4-13
简明安装调试手册
Page 82

参数设置
4.6 旋转监控功能设置(只用于 SINUMERIK 802S base line)
旋转监控功能 如果机床采用参考点配置为双开关方式(参见“章节 4.4:参考点调试”),利用
丝杠每转一圈接近开关产生的脉冲对步进电机的输出脉冲进行监控(需设置 PLC
参数的对应位,参见“第 3 章:PLC 用户程序”):
ᒷݬၫ! ݬၫ! ᆡ ᒷ! ಿᒋ! ݬၫࢾፃ!
42211! CFSP`DZDMF! JQS YLjZLj[ 2361! ႋমඛᓞ࢟૦൴ߡၫ
42221! CFSP`FEHF`UPM J! YLjZLj[ 611! ඛᓞ൴ߡࡼྏތ!
注释:
电机每转脉冲数的容差应考虑到接近开关两个沿的位置差以及在最高进给速度
时的跟随误差,其对应关系如下:
丝杠每转步进电机的脉冲数=电机每转的步数/减速比
跟随误差对应的脉冲数=丝杠每转步进电机的步数×最高速度下跟随误差/丝杠螺距
4-14 SINUMERIK 802S/C base line
简明安装调试手册
Page 83

参数设置
4.7 丝杠螺距误差补偿
概述 用户在调试机床时可以对丝杠螺距误差进行补偿,从而提高机床的加工精度。在
此举例说明,如何进行丝杠螺距误差补偿。
举例说明 补偿轴为 Z 轴,补偿起始点为 100mm(绝对坐标),补偿间隔为 100mm;补偿终
止 点:1200mm(绝对坐标)。
第一步:设定参数,确定螺补轴的补偿点数
轴参数号 参数名 单位 轴 举例值 参数定义
38000 MM_ENC_COMP_M
AX_POINTS
- X,Y,Z 13 每轴螺距补偿点数
误差曲线
补偿曲线(补偿点之间线性插补)
补偿表中表中的补偿值
MM_E NC_ COMP _MAX _P OINTS
补偿点 5 的补偿值
坐标最大点
($AA_ENC_COMP _MAX)
1200
11
轴位置
(k)
补偿值
误差测量间距
($AA_ENC_COMP _STE P)
100 200 300
12345 10
0
插补点
($AA_ENC_COMP _MIN)
坐标最小点-对应
$AA _E NC _C OMP [0, 0, AX3]
最大插补点数:
两点之间线性插补补
图 4-1 补偿原理图
警告:
该参数设定后,系统在下一次上电时将对系统内存进行重新分配,用户信息如零
!
件程序、固定循环和刀具参数会被清除。所以在设定该参数之前应将用户信息卸
载到计算机中。
第二步:利用工具盒中的 WINPCIN 通讯工具软件,将螺补文件读到计算机中。
用户可以采用两种方法输入补偿值。
方法 1:
1) 螺距补偿数组从 SINUMERIK 802S/C base line 传入计算机;
2) 在计算机上编辑该文件,将测量得到的误差值写入数组中的对应位置;
3) 把文件从计算机传送到 SINUMERIK 802S/C base line 中。
方法 2:
1) 螺距补偿数组从 SINUMERIK 802S/C base line 传入计算机;
2) 在计算机上编辑该文件,改变文件头,使其成为加工程序,然后传送到
SINUMERIK 802S/C base line 中;
3) 利用 SINUMERIK 802S/C base line 的编辑功能直接在操作面板上输入
补偿值;
SINUMERIK 802S/C base line 4-15
简明安装调试手册
Page 84

参数设置
4) 启动运行该程序(补偿值即输入到系统中)。
方法 1 方法 2 说明
%_N_COMPLETE_EEC_INI %_N_BUCHANG_MPF
;$PATH=/_N_MPF_DIR
$AA_ENC_COMP
[0,0,AX3]= 0.0
$AA_ENC_COMP
[0,1,AX3]= 0.020
$AA_ENC_COMP
[0,2,AX3]= 0.015
$AA_ENC_COMP
[0,3,AX3]= 0.014
$AA_ENC_COMP
[0,4,AX3]= 0.011
$AA_ENC_COMP
[0,5,AX3]= 0.009
$AA_ENC_COMP
[0,6,AX3]= 0.004
$AA_ENC_COMP
[0,7,AX3]=-0.010
$AA_ENC_COMP
[0,8,AX3]=-0.013
$AA_ENC_COMP
[0,9,AX3]=-0.015
$AA_ENC_COMP
[0,10,AX3]=-0.009
$AA_ENC_COMP
[0,11,AX3]=-0.004
$AA_ENC_COMP_STEP
[0,AX3]=100.0
$AA_ENC_COMP_MIN
[0,AX3] =100.0
$AA_ENC_COMP_MAX
[0,AX3] =1200.0
$AA_ENC_COMP_IS_MODULO
[0,AX3]=0
M17 M02 文件结束符
$AA_ENC_COMP[0,0,AX3]= 0.0
$AA_ENC_COMP[0,1,AX3]= 0.020
$AA_ENC_COMP[0,2,AX3]= 0.015
$AA_ENC_COMP[0,3,AX3]= 0.014
$AA_ENC_COMP[0,4,AX3]= 0.011
$AA_ENC_COMP[0,5,AX3]= 0.009
$AA_ENC_COMP[0,6,AX3]= 0.004
$AA_ENC_COMP[0,7,AX3]=-0.010
$AA_ENC_COMP[0,8,AX3]=-0.013
$AA_ENC_COMP[0,9,AX3]=-0.015
$AA_ENC_COMP[0,10,AX3]=-0.009
$AA_ENC_COMP[0,11,AX3]=-0.004
$AA_ENC_COMP_STEP[0,AX3]=100.0 测量间隔(毫米)
$AA_ENC_COMP_MIN[0,AX3] =100.0 最小位置(绝对)
$AA_ENC_COMP_MAX[0,AX3] =1200.0 最大位置(绝对)
$AA_ENC_COMP_IS_MODULO[0,AX3]=0 (用于旋转轴)
文件头
对应最小位置
对应最大位置
补偿值数组
第三步:设置参数,激活螺补功能
轴参数号 参数名 单位 轴 输入值 参数定义
0 无螺补 32700 ENC_COMP_ENABLE - X,Y,Z
1 螺补生效
注意:
当 MD32700=1 时,SINUMERIK 802S/C base line 内部补偿值文件自动进入
写保护状态。如果需要修改补偿值,必须先修改补偿文件,并且设定 MD32700=0,
通过上述一种方法将补偿值输入到 SINUMERIK 802S/C base line 中。最后,
恢复设定 MD32700=1。
4-16 SINUMERIK 802S/C base line
简明安装调试手册
Page 85

第四步:系统再次上电,螺补功能设定完毕。
注意:
螺距误差补偿必须是在返回参考点后才生效。
参数设置
SINUMERIK 802S/C base line 4-17
简明安装调试手册
Page 86

参数设置
4.8 主轴参数调试
概述 主轴分为开关量主轴和模拟量主轴。如果是模拟量主轴,则可以通过设定主轴参
数,根据不同的机床类型使机床具有各种丰富的功能,诸如加工螺纹、恒定切削
速度、编程主轴转速极限等等。
参数设定 如果采用交流电机加变频器,或者采用伺服主轴控制;在加工螺纹或者使用每转
进给编程时,则机床数据 MD30130 设定为 1。
轴参数号 参数名 单位 轴 输入值 参数定义
30130
CTRLOUT_TY
- 主轴 0 无模拟量输出
PE
30130
机床主轴可以设定为单极性主轴和双极性主轴输出。
轴参数号 参数名 单位 轴 输入值 参数定义
30134
30134 - 主轴 1* 单极性主轴输出,
30134 - 主轴 2* 单极性主轴输出,
* MD30134 =1 时: Q0.0=伺服使能;
Q0.1=负方向运行;
MD30134 =2 时: Q0.0=伺服使能正方向运行;
Q0.1=伺服使能负方向运行;
如果主轴无编码器反馈,则机床数据 MD30200 设定为 0。
CTRLOUT_TY
IS_UNIPOLAR_OU
IS_UNIPOLAR_OU
IS_UNIPOLAR_OU
PE
TPUT
TPUT
TPUT
- 主轴 1
- 主轴 0 双极性主轴输出,
有±10Vdc 模拟量输出
Q0.0 和 Q0.1 可以由
PLC 使用;
Q0.0 和 Q0.1 不可以由
PLC 使用;
Q0.0 和 Q0.1 不可以由
PLC 使用;
轴参数号 参数名 单位 轴 输入值 参数定义
30200 NUM_ENCS - 主轴 0 主轴无编码器反馈
在加工螺纹时,主轴安装了编码器:
轴参数号 参数名 单位 轴 输入值 参数定义
30240 ENC_TYPE - 主轴 2 主轴带测量系统
下列主轴参数应设定:
轴参数号 参数名 单位 轴 举例值 参数定义
31020 ENC_RESOL IPR 主轴 1024 编码器每转脉冲数
32260 RATED_VELO RPM 主轴 3000 主轴额定转速
36200 AX_VELO_LIM RP 主轴 3300 最大主轴监控速度
IT[ 0...5 ] M
4-18 SINUMERIK 802S/C base line
简明安装调试手册
Page 87

参数设置
计算监控频率:
主轴转速 3000 转/分 = 50 转/秒;
监控频率 50 转/秒×1024 脉冲/转 = 51200 脉冲/秒
加权后填入机床参数:
轴参数号 参数名 单位 轴 举例值 参数定义
36300
如果使用模拟量主轴,并且有机械换档:
轴参数号 参数名 单位 轴 输入值 参数定义
35010
35110 GEAR_STEP_MAX_VELO[
35130 GEAR_STEP_MAX_VELOLI
36200 AX_VELO_LIMIT[ 0,
31050 DRIVE_AX_RATIO_DENUM
31060 DRIVE_AX_RATIO_NUMER
MA_ ENC_ FREQ_
LIMIT
GEAR_STEP_CHANGE_EN
ABLE
0,1...5 ]
MIT[ 0,1...5 ]
1...5 ]
[0,1...5]
A[0,1...5]
Hz 主轴 55000 主轴监控频率
- 主轴 1 模拟主轴换档
使能
RPM 主轴 转速
[i]
RPM 主轴 转速
[i]
RPM 主轴 转速
[i]
- 主轴 分母
[i]
- 主轴 分子
[i]
主轴换档最大
速度
主轴各档最大
速度
各档最大主轴
监控速度
主轴各档变比
(电机端)
主轴各档变比
(主轴端)
注意:
主轴最多可提供五档变速。索引号[0]和[1]的参数相同表示第一档数据(i=1...5)
必须通过 PLC 应用程序设置相应的接口信号才能实现换挡(详见《功能说明》)。
上述参数设定后,可以根据用户的需要设定数据保护级(显示数据):
数据号 数据名 保护级 数据说明
206
207
208
210
216
217
注释:
保护级 3 需要用户口令 CUSTOMER;
保护级 4 PLC 设定 V26000000.7;
保护级 5 PLC 设定 V26000000.6;
保护级 6 PLC 设定 V26000000.5;
保护级 7 不需口令和 PLC 接口信号;
USER_CLASS_WRITE_TO
USER_CLASS_WRITE_TO
USER_CLASS_WRITE_ZO
USER_CLASS_WRITE_SE
USER_CLASS_WRITE_RP
USER_CLASS_SET_V24
A_GEO
A_WEAR
A
A
A
3~7 刀具几何参数写保护级
3~7 刀具磨损参数写保护级
3~7 可设定零点偏移写保护级
3~7 设定数据写保护级
3~7 R 参数写保护级
3~7 RS-232 参数写保护级
SINUMERIK 802S/C base line 4-19
简明安装调试手册
Page 88

参数设置
编程注意事项 在编写加工程序时应注意:
编程举例 N10 G91 G94 F100 S350 M4 ;实测主轴转速为 350
N20 G01 Z-0.5
N40 G01 Z-0.5
N50 X50
1) 如果进给速度选用 mm/Min 时,应使用 G94 编程;例如 N10 G94 G01 Z100
F100
2) 如果进给速度选用 mm/Rev 时,应使用 G95 编程;例如 N10 G95 G01 Z100
F1
3) 开关量主轴,在用 G33 加工螺纹时,应编入主轴转速 S,S 值应在实际的
主轴转速范围内;
4) 螺纹编程时应在螺纹方向编入切入及退出段;
5) 螺纹导程乘以主轴转速应小于 Z 轴的最大设定速度;
N30 G33 Z-100 K2 SF=0
;螺纹切入
;K 为螺纹导程;SF 为螺纹切入角
;螺纹导出
4-20 SINUMERIK 802S/C base line
简明安装调试手册
Page 89

通讯及串行调试 5
5.1 通讯
功能 通过控制系统的 RS232 接口可以读出数据并保护到外部设备中,同样也可以从
那儿把数据再读入到系统中。RS232 接口必须与数据保护设备进行匹配。在此,
建议用户不要更改缺省值(波特率可以改变)。
文件类型 在规定的存取权限下可以通过 RS232 接口读入/读出相应的文件,包括各种数据、
程序和参数。
文件分为文本文件和二进制文件,在传送文件之前必须设定文件类型:RS232 文
本/RS232 二进制。用 RS232 二进制文件类型传送试车数据,具体文件类型参见
章节 6.2:表 6-1 系统数据。
试车数据的定义参见 5.2 章:试车数据。
缺省值设定 RS232 文本文件缺省值设定,见下面菜单屏幕:
SINUMERIK 802S/C base line 5-1
简明安装调试手册
Page 90

通讯及串行调试
RS232 二进制文件缺省值设定,见下面菜单屏幕:
5-2 SINUMERIK 802S/C base line
简明安装调试手册
Page 91

通讯及串行调试
5.2 串行调试
概述 SINUMERIK 802S/C base line 具有串型调试功能,特别适用于批量生产。
串行调试是什么? 当一台机床调试完备后,可通过串行电缆将已经调试完备的系统中的所有数据
(“试车数据”)传到另一台机床的系统中;也可以将备份的试车数据通过计算机
传送到另一台机床的系统中。新调试机床的系统只需设定各坐标的软限位和反向
间隙补偿值。串型调试时通讯参数的设定参见《操作与编程》手册。
试车数据 试车数据是指系统在调试及运行时用户必须设定/编写的参数和程序,包括:
机床数据
z
设定数据
z
R 参数
z
刀具参数
z
零点偏移
z
螺距误差补偿值
z
用户报警文本
z
PLC 用户程序
z
零件加工程序
z
固定循环
z
串行调试步骤 串型调试的步骤如下:
1) 主、从系统设定制造商口令,设定 RS232 通讯参数;
2) 从系统首先进入等待数据状态,选择“输入启动”;
3) 主系统在通讯菜单下光标指在“试车数据”,然后启动“数据输出”;
4) 从系统在屏幕上出现提示报警“读试车数据”,按“确认键”后开始传输;
5) 在整个传输过程中,从系统要多次自动复位,整个传输过程大约 5 分钟;
6) 传输结束后,主从系统恢复标准通讯设定,并关闭制造商口令;
7) 从系统必须进行数据存储;
8) 其他参数设定完毕后,再存储,并关闭制造商口令。
重要:
!
串行调试时不可使用 RS232 隔离器!
SINUMERIK 802S/C base line 5-3
简明安装调试手册
Page 92

Page 93

工具盒 6
概述 工具盒是指包含有各种软件工具及资料的光盘(在包装中提供),这些软件工具是
用户进行数据传送、编写 PLC 程序和报警文本必须具备的。工具盒可以在操作
系统 WINDOWS 95/98/2000 下运行。
工具盒中包含以下各种工具软件:
z
WINPCIN — 通讯工具软件
z
Toolbox 802S/C base line — 软件工具盒,包括铣床初始化文件/
固定循环文件/Text Manager 语言和
报警安装软件
Programming Tool PLC802 — PLC 编程工具软件
z
PLC802S/C baseline Library — 实例 PLC 程序和子程序库
z
SimoComU — SIMODRIVE 611U 设定/特性优化工
z
自定义插条制作文件
z
软件
具
SINUMERIK 802S/C base line 6-1
简明安装调试手册
Page 94

工具盒
6.1 工具盒的安装
安装过程 将工具盒 CD 插入驱动器,计算机自动接入安装程序:
选择需要安装的各种工具软件,计算机自动将软件工具安装到硬盘上。
注意:
在安装过程中如果采用缺省路径,则软件工具被安装在 C 盘上的 Program Files\
!
Siemens 目录下。如果您自己选择路径,一定要记住路径名,以免找不到所安装
的文件。
6-2 SINUMERIK 802S/C base line
简明安装调试手册
Page 95

工具盒
6.2 WINPCIN—通讯工具软件
概述 WINPCIN 是个人计算机与 SINUMERIK 802S/C base line 的通讯工具软件。
有两种文件类型作为通讯格式—文本文件和二进制文件。
利用 WINPCIN 通讯工具软件,可以传送各种系统数据。
表 6-1 系统数据
数据类型 内容 文件类型
零件程序和子程序 主程序目录内的所有零件程序文件 文本
标准循环 所有在固定循环目录内的标准固定循环文件 文本
各种数据
试车数据 试车数据到 PC 机(参见章节 5) 二进制
PLC 应用程序 PLC 应用程序(包括报警文本)到 PC 机 二进制
机床数据 文本
设定数据 文本
刀具参数 文本
R 参数 文本
零点偏移 文本
丝杠螺距误差补偿 文本
进入 WINPCIN 由 WINDOWS 的 Start(任务栏)进入 Programs(程序)下的 Toolbox 802S/C base
line,选择 V04.02.04(注:当前工具盒版本号),进入 WINPCIN。
图 6-1 进入 WINPCIN 路径
SINUMERIK 802S/C base line 6-3
简明安装调试手册
Page 96

工具盒
图 6-2 WINPCIN 界面
进入工具软件后:
1) 设定通讯参数“RS232 Config”;
2) 选择文件格式文本文件“Text Format”或者二进制文件“Binary Format”;
3) 在 SINUMERIK 802S/C base line 系统中匹配相应的通讯参数;
4) 在 SINUMERIK 802S/C base line 系统中选择对应的文件格式。
至此,用户可以选择需要传送的文件进行上载/下载。
6-4 SINUMERIK 802S/C base line
简明安装调试手册
Page 97

工具盒
6.3 Toolbox 802S/C base line—软件工具盒
6.3.1 传送文件
概述 工具盒安装完毕后,用户进入通讯工具软件—WINPCIN。至此,用户可以利用
WINPC IN 传送铣床初始化文件和固定循环文件。
传送铣床初始化文件 铣床初始化文件位于工具盒目录下:
由 WINPCIN 选择文本格式发送数据(Send Data):
注意:
!
在数据通讯时,必须是接收方首先进入等待接收数据状态!
SINUMERIK 802S/C base line 6-5
简明安装调试手册
Page 98

工具盒
传送固定循环文件 车床或铣床的固定循环文件位于工具盒目录下:
由 WINPCIN 选择文本格式发送数据(Send Data):
6-6 SINUMERIK 802S/C base line
简明安装调试手册
Page 99

工具盒
6.3.2 TextManager—语言和报警安装软件
概述 软件工具 TextManager 用于安装系统的显示语言和用户报警文本。系统的第一
语言为英文,中文作为第二语言已经在系统出厂时预装。如果机床用户使用其他
语言,则需使用 TextManager 安装第二语言。
进入 TextManager 由 WINDOWS 的 Start(任务栏)进入 Programs(程序)下的 Toolbox 802S/C base
line,选择 V04.02.04(注:当前工具盒版本号),进入 TextManager。
图 6-3 进入 TextManager 路径
图 6-4 TextManager 主画面
SINUMERIK 802S/C base line 6-7
简明安装调试手册
Page 100

工具盒
安装第二语言 选择“ 键”,安装第二语言。
6-8 SINUMERIK 802S/C base line
简明安装调试手册
 Loading...
Loading...