

Page 1

Operation and Programming 08/2003 Edition
sinumerik
SINUMERIK 802S base line
SINUMERIK 802C base line
Turning
Page 2

Page 3
SINUMERIK 802S base line
SINUMERIK 802C base line
Operation and Programming
Introduction
Turning On, Reference
Point Approach
1
2
Turning
Setting Up
Manually Controlled Mode
Automatic Mode
Part Programming
Services and Diagnosis
Programming
3
4
5
6
7
8
Valid for
Control system Software version
SINUMERIK 802S base line 4
SINUMERIK 802C base line 4
2003.08 Edition
Cycles
9
Page 4

SINUMERIK
®
Documentation
Key to editions
The editions listed below have been published prior to the current edition.
The column headed “Note” lists the amended sections, with reference to the previous edition.
Marking of edition in the “Note” column:
A ... ... New documentation.
B ... ... Unchanged reprint with new order number.
C ... ... Revised edition of new issue.
Edition Order No. Note
1999.02 6FC5598-2AA00-0BP1 A
2000.04 6FC5598-3AA00-0BP1 A
2002.01 6FC5598-3AA00-0BP2 C
2003.08 6FC5598-4AA01-0BP0 A
Trademarks
SIMATIC
®
, SIMATIC HMI®, SIMATIC NET®, SIMODRIVE®, SINUMERIK®, and SIMOTION® are registered
trademarks of SIEMENS AG.
Other names in this publication might be trademarks whose use by a third party for his own purposes may violate
the registered holder.
Copyright Siemens AG 2003. All right reserved
The reproduction, transmission or use of this document or its contents is not permitted without express written authority. Offenders will
be liable for damages. All rights, including rights created by patent
grant or registration of a utility model, are reserved.
Exclusion of liability
We have checked that the contents of this document correspond to
the hardware and software described. Nonetheless, differences
might exist and we cannot therefore guarantee that they are completely identical. The information contained in this document is reviewed regularly and any necessary changes will be included in the
next edition. We welcome suggestions for improvement.
© Siemens AG, 2003
Subject to technical changes without notice.
Siemens-Aktiengesellschaft. SINUMERIK 802S/802C base line
Page 5
Safety Guidelines
This Manual contains notices intended to ensure your personal safety , as well
as to protect products and connected equipment against damage. Safety
notices are highlighted by a warning triangle and presented in the following
categories depending on the degree of risk involved:
!
Indicates an imminently hazardous situation which, if not avoided, will result in
!
Indicates a potentially hazardous situation which, if not avoided, could result in
!
Used with safety alert symbol indicates a potentially hazardous situation which,
Used without safety alert symbol indicates a potentially hazardous situation
Danger
death or serious injury or in substantial property damage.
Warning
death or serious injury or in substantial property damage.
Caution
if not avoided, may result in minor or moderate injury or in property damage.
Caution
which, if not avoided, may result in property damage.
Indicates important information relating to the product or highlights part of the
Qualified person
Proper use
The unit may be used only for the applications described in the catalog or the
!
This product must be transported, stored and installed as intended, and
Please observe the following:
Notice
documentation for special attention.
The unit may only be started up and operated by qualified person or persons.
Qualified personnel as referred to in the safety notices provided in this
document are those who are authorized to start up, earth and label units,
systems and circuits in accordance with relevant safety standards.
Warning
technical description, and only in combination with the equipment, components
and devices of other manufacturers as far as this is recommended or p ermitted
by Siemens.
maintained and operated with care to ensure that it functions correctly and
safely.
Page 6

Page 7
Contents
Contents
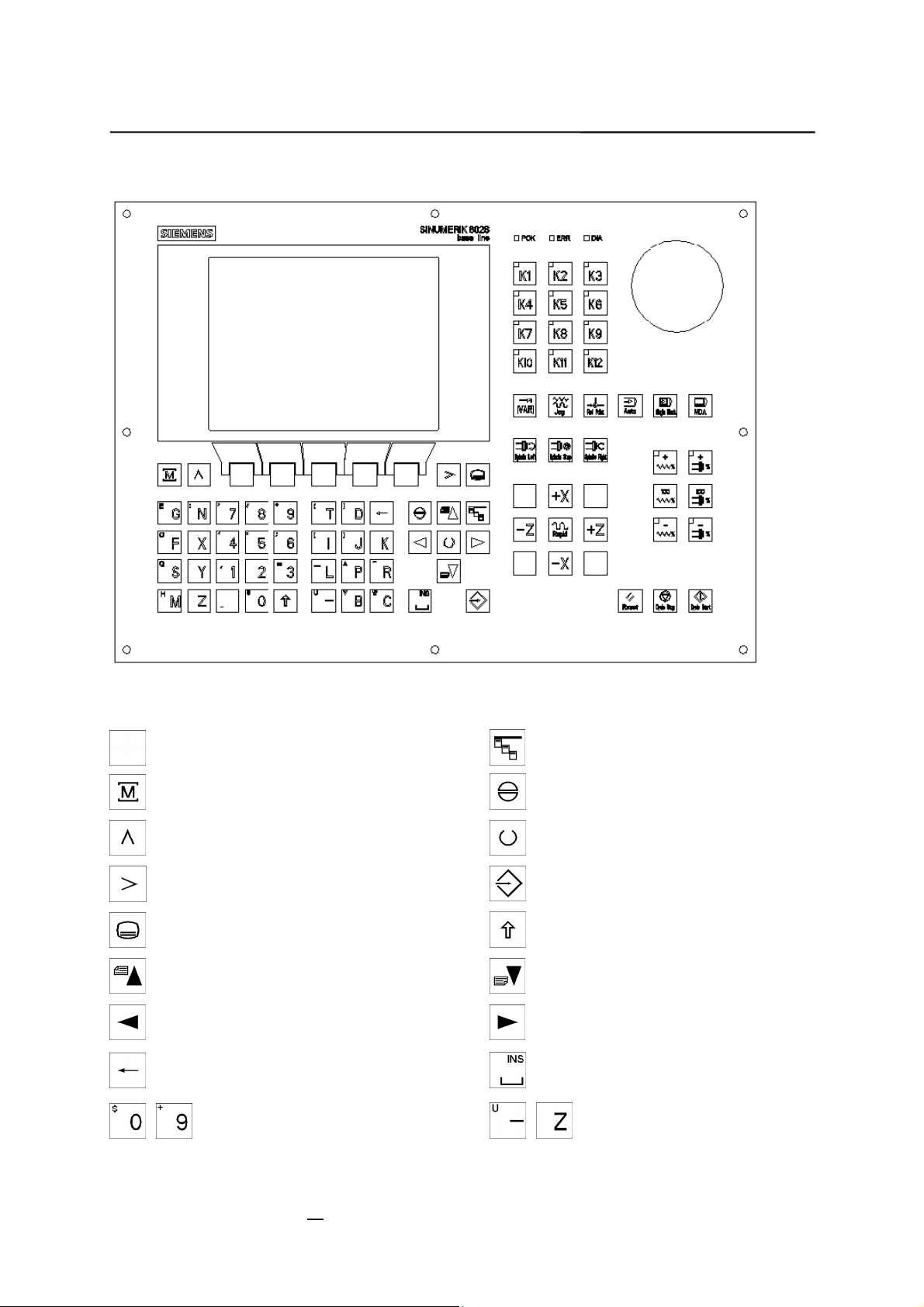
SINUMERIK 802S/C base line Operator Panel OP
1. Introduction
1.1 Screen Layout 1-1
1.2 Operating areas 1-4
1.3 O verview of the most important softkey functions 1-5
1.4 Pocket calculator 1-6
1.5 Coordinate systems 1-10
III
1-1
2. Turning On and Reference Point Approach
2-1
3. Set Up
3.1 Entering tools and tool offsets 3-1
3.1.1 Creating a new tool 3-3
3.1.2 Tool compensation data 3-4
3.1.3 Determining the tool offsets 3-5
3.2 Entering/modifying the zero offset 3-7
3.2.1 Determining the zero offset 3-8
3.3 Programming the setting data - “Parameters” operating area 3-10
3.4 R parameters – “Parameters” operating area 3-12
3-1
4. Manually Operated Mode
4.1 Jog mode – “Machine” operating area 4-1
4.1.1 Assigning handwheels 4-4
4.2 MDA mode (Manual Data Input) – “Machine” operating area 4-5
5. Automatic Mode
5.1 Selecting/starting a part program – “Machine” operating area 5-4
5.2 Block search – “Machine” operating area 5-5
5.3 Stopping/aborting a part program – “Machine” operating area 5-6
5.4 Repositioning after interruption – “Machine” operating area 5-7
5.5 Program execution from external (RS232 interface) 5-8
5.6 Teach-in 5-9
4-1
5-1
6. Part Programming
6.1 Entering a new program – “Program” operating area 6-3
6.2 Editing a part program – “Program” operating area 6-4
6.3 Programming support 6-7
6.3.1 Vertical menu 6-7
6.3.2 Cycles 6-8
6.3.3 Contour 6-9
6.3.4 Free softkey assignment 6-24
6-1
7. Services and Diagnosis
7.1 Data transfer via the RS232 Interface 7-1
7.1.1 Interface parameters 7-4
7.1.2 Special functions 7-5
7.1.3 Interface parameterization 7-6
7.2 Diagnosis and start-up – ”Diagnostics” operating area 7-8
7-1
8. Programming
8.1 Fundamentals of NC programming 8-1
8.1.1 Program structure 8-1
8.1.2 Word structure and address 8-2
8.1.3 Block structure 8-3
8.1.4 Character set 8-5
8.1.5 Overview of instructions 8-6
8-1
SINUMERIK 802S/C base line
Operation and Programming Turning
I
Page 8

Contents
8.2 Position data 8-13
8.2.1 Absolute/incremental dimensions: G90, G91 8-13
8.2.2 Metric/inch dimensions: G71, G70 8-14
8.2.3 Radius/diameter dimensions: G22, G23 8-15
8.2.4 Programmable zero offset: G158 8-16
8.2.5 Workpiece clamping - settable zero offset: G54 to G57, G500, G53 8-17
8.3 Axis movements 8-18
8.3.1 Linear interpolation at rapid traverse: G0 8-18
8.3.2 Linear interpolation at feedrate: G1 8-19
8.3.3 Circular interpolation: G2, G3 8-20
8.3.4 Circular interpolation via intermediate point: G5 8-23
8.3.5 Thread cutting with constant lead: G33 8-24
8.3.6 Fixed-point approach: G75 8-27
8.3.7 Reference point approach: G74 8-28
8.3.8 Feedrate F 8-28
8.3.9 Exact stop / continuous path mode: G9, G60, G64 8-29
8.3.10 Dwell time: G4 8-31
8.4 Spindle movements 8-32
8.4.1 Spindle speed S, directions of rotation 8-32
8.4.2 Spindle speed limitation: G25, G26 8-33
8.4.3 Spindle positioning: SPOS 8-34
8.5 Special turning functions 8-35
8.5.1 Constant cutting rate: G96, G97 8-35
8.5.2 Rounding, chamfer 8-37
8.6 Tool and tool offset 8-39
8.6.1 General notes 8-39
8.6.2 Tool T 8-40
8.6.3 Tool offset number D 8-41
8.6.4 Selection of tool radius compensation: G41, G42 8-46
8.6.5 Behavior at corners: G450, G451 8-48
8.6.6 Tool radius compensation OFF: G40 8-49
8.6.7 Special cases of tool radius compensation 8-50
8.6.8 Example of tool radius compensation 8-52
8.7 Miscellaneous function M 8-53
8.8 Arithmetic parameters R 8-54
8.9 Program branches 8-56
8.9.1 Labels - destination for program branches 8-56
8.9.2 Unconditional program branches 8-57
8.9.3 Conditional branches 8-58
8.9.4 Example of program with branches 8-60
8.10 Subroutine technique 8-61
9. Cycles
9.1 General Information about Standard Cycles 9-1
9.1.1 Overview of Cycles 9-1
9.1.2 Error messages and error handling in cycles 9-2
9.2 Drilling, counter boring - LCYC82 9-4
9.3 Deep hole drilling – LCYC83 9-6
9.4 Tapping with compensating chuck - LCYC840 9-10
9.5 Boring - LCYC85 9-12
9.6 Recess cycle – LCYC93 9-14
9.7 Undercut cycle – LCYC94 9-18
9.8 Stock removal cycle – LCYC95 9-20
9.9 Thread cutting – LCYC97 9-25
II
SINUMERIK 802S/C base line
Operation and Programming
9-1
Turning
Page 9
Contents
SINUMERIK 802S/C base line Operator Panel OP
NC keyboard area (left side):
Softkey
Machine area key
Recall key
ETC key
Area switchover key
Cursor UP
with shift: page up
Cursor LEFT
Delete key (backspace)
Numerical keys shift for
alternative assignment
Vertical menu
Acknowledge alarm
Selection key/toggle key
ENTER / input key
Shift key
Cursor DOWN
with shift: page down
Cursor RIGHT
SPACE (INSERT)
Alphanumeric keys shift for
alternative assignment
SINUMERIK 802S/C base line
Operation and Programming Turning
III
Page 10
Contents
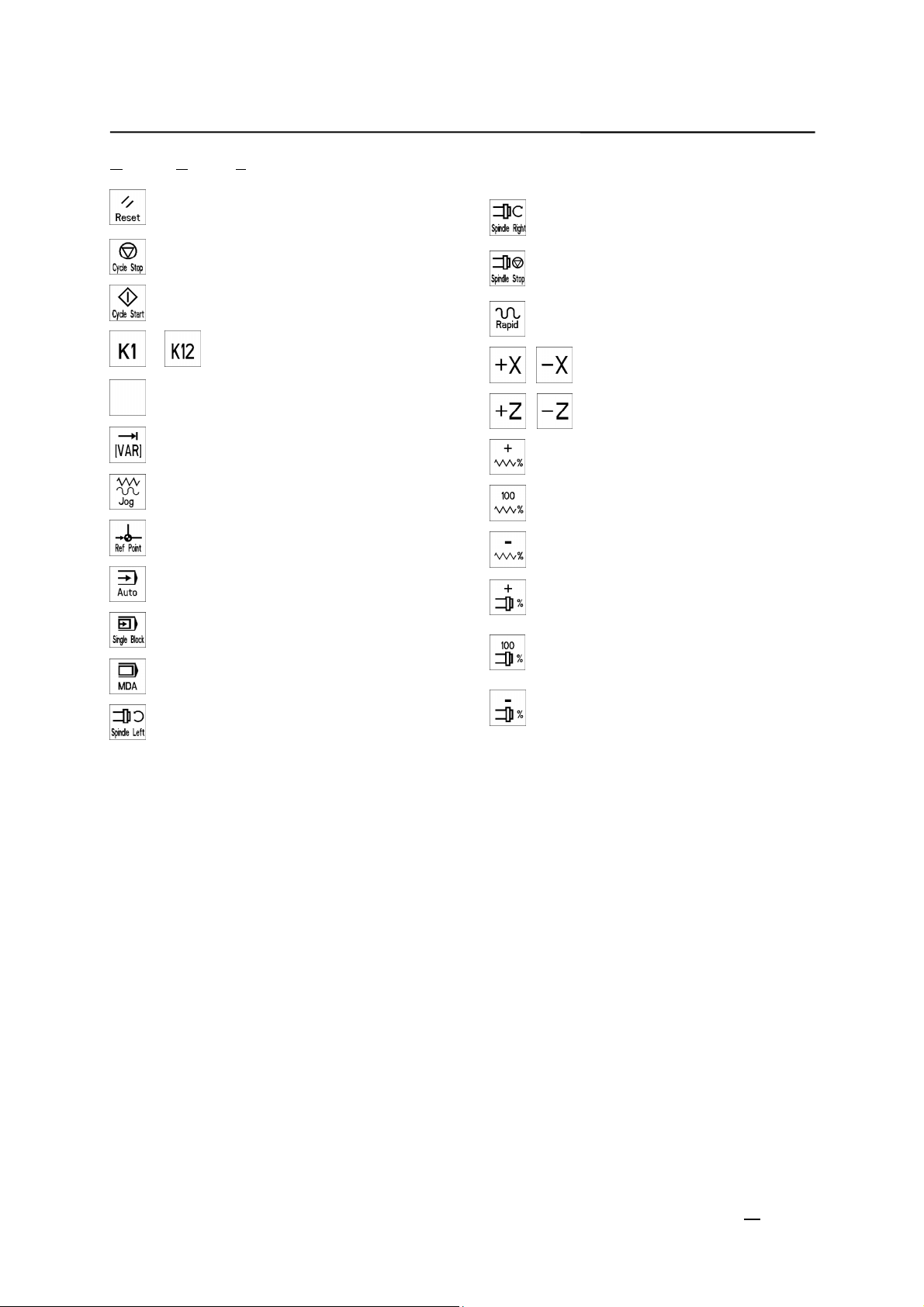
Machine Control Panel area (right side):
RESET
NC STOP
NC START
User-defined key with LED
…
User-defined key without LED
INCREMENT
JOG
REFERENCE POINT
AUTOMATIC
SINGLE BLOCK
MANUAL DATA
SPINDLE START LEFT
Counterclockwise direction
SPINDLE START RIGHT
Clockwise direction
SPINDLE STOP
RAPID TRAVERSE OVERLAY
X axis
Z axis
Feedrate override plus with LED
Feedrate override 100% without
LED
Feedrate override minus with LED
Spindle speed override plus with
LED
Spindle speed override 100%
without LED
Spindle speed override minus with
LED
IV
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 11
Introduction
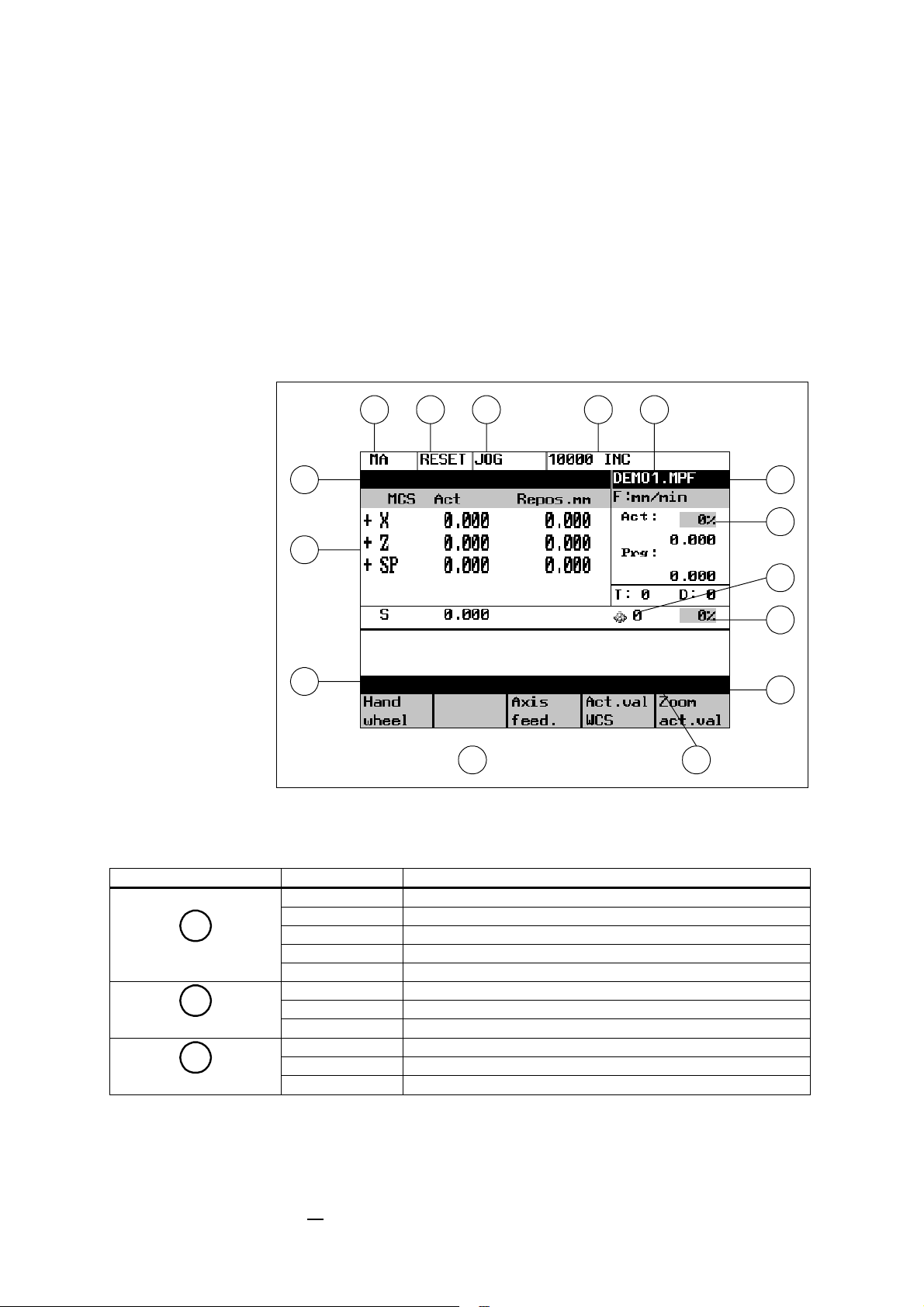
1.1 Screen layout
1
Fig.1-1 Screen layout
The abbreviations on the screen stand for the following:
Table 1–1 Explanation of display elements
Display Element Abbreviation Meaning
MA Machine
Active operating area
Program status
Operating mode
PA Parameter
PR Programming
DI Services
DG Diagnosis
STOP Programm stopped
RUN Program running
RESET Program aborted
Jog Manual traverse
MDA Manual input with automatic function
Auto Automatic
SINUMERIK 802S/C base line
Operation and Programming Turning
1-1
Page 12
Introduction
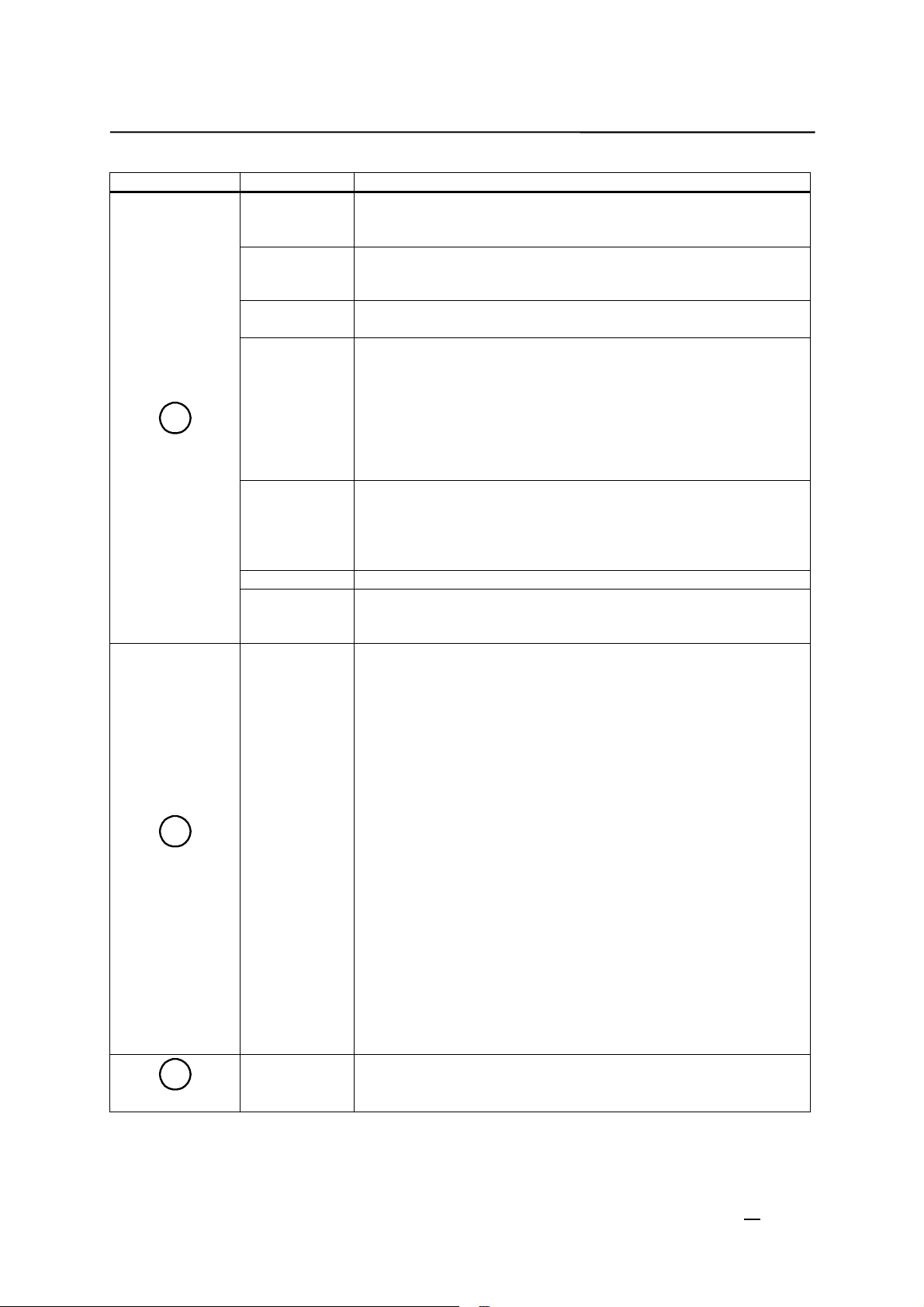
Display Element Abbreviation Meaning
SKP Skip block
Program blocks marked by a slash in front of the block number
are ignored during program execution.
DRY Dry run feed
Traversing movements are executed at the feed specified in the
Dry Run Feed setting data.
ROV Rapid traverse override
The feed override also applies to rapid feed mode.
SBL Single block with stop after each block
When this function is active, the part program blocks are
processed separately in the following manner:
Each block is decoded separately, the program is stopped at the
Status display
Operational
message
M1 Programmed stop
PRT Program test
1…1000
INC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
end of each block. The only exception are thread blocks without
dry run feed. In this case, the program is stopped only when the
end of the current thread block is reached. SBL can only be
selected in the RESET state.
When this function is active, the program is stopped at each block
in which the miscellaneous function M01 is programmed.
In this case, the message “5 stop M00/M01 active“ appears on
the screen.
Incremental mode
If the control is in the Jog mode, incremental dimension is
displayed instead of the active program control function.
Stop: No NC Ready
Stop: EMERGENCY STOP active
Stop: Alarm active with stop
Stop: M0/M01 sctive
Stop: Block ended in SBL mode
Stop: NC STOP active
Wait: Read-in enable missing
Wait: Feed enable missing
Wait: Dwell time active
Wait: Auxiliary function acknowl. missing
Wait: Axis enable missing
Wait: Exact stop not reached
Wait: For spindle
Wait: Feed override to 0%
Stop: NC block incorrect
Wait: Block search active
Wait: No spindle enable
Wait: Axis feed value 0
Program name
1-2
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 13
Introduction
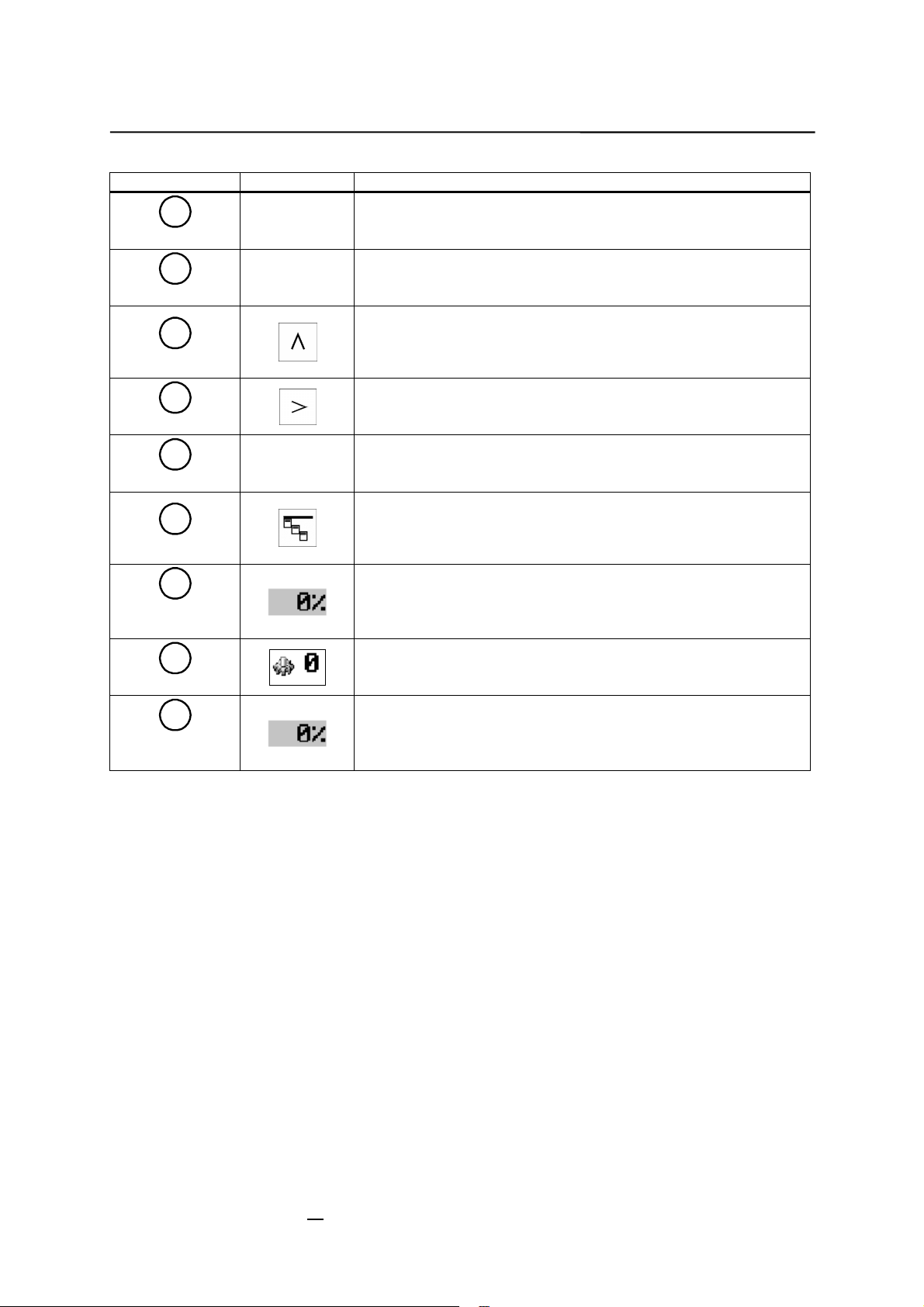
Display Element Abbreviation Meaning
Alarm line
Working window
Recall symbol
Menu extension
The alarm line is only displayed if an NC or PLC alarm is active.
The alarm line contains the alarm number and reset criterion of
the most recent alarm.
Working window and NC display
This symbol is displayed above the softkey bar when the operator
is in a lower-level menu.
When the Recall key is pressed, you can return to the next-higher
menu without saving data.
ETC is possible If this symbol appears above the softkey bar,
further menu functions are provided. These functions can be
activated by the ETC key.
Softkey bar
If this symbol is displayed above the softkey bar, further menu
Vertical menu
functions are provided. When the VM key is pressed, these
functions appear on the screen and can be selected by Cursor
UP and Cursor DOWN.
Here the current actual feedrate override is shown.
Feedrate
override
Gear box
Spindel speed
override
Here the current spindle gear stage 1…5 is shown.
Here the current spindel speed override is shown.
SINUMERIK 802S/C base line
Operation and Programming Turning
1-3
Page 14
Introduction
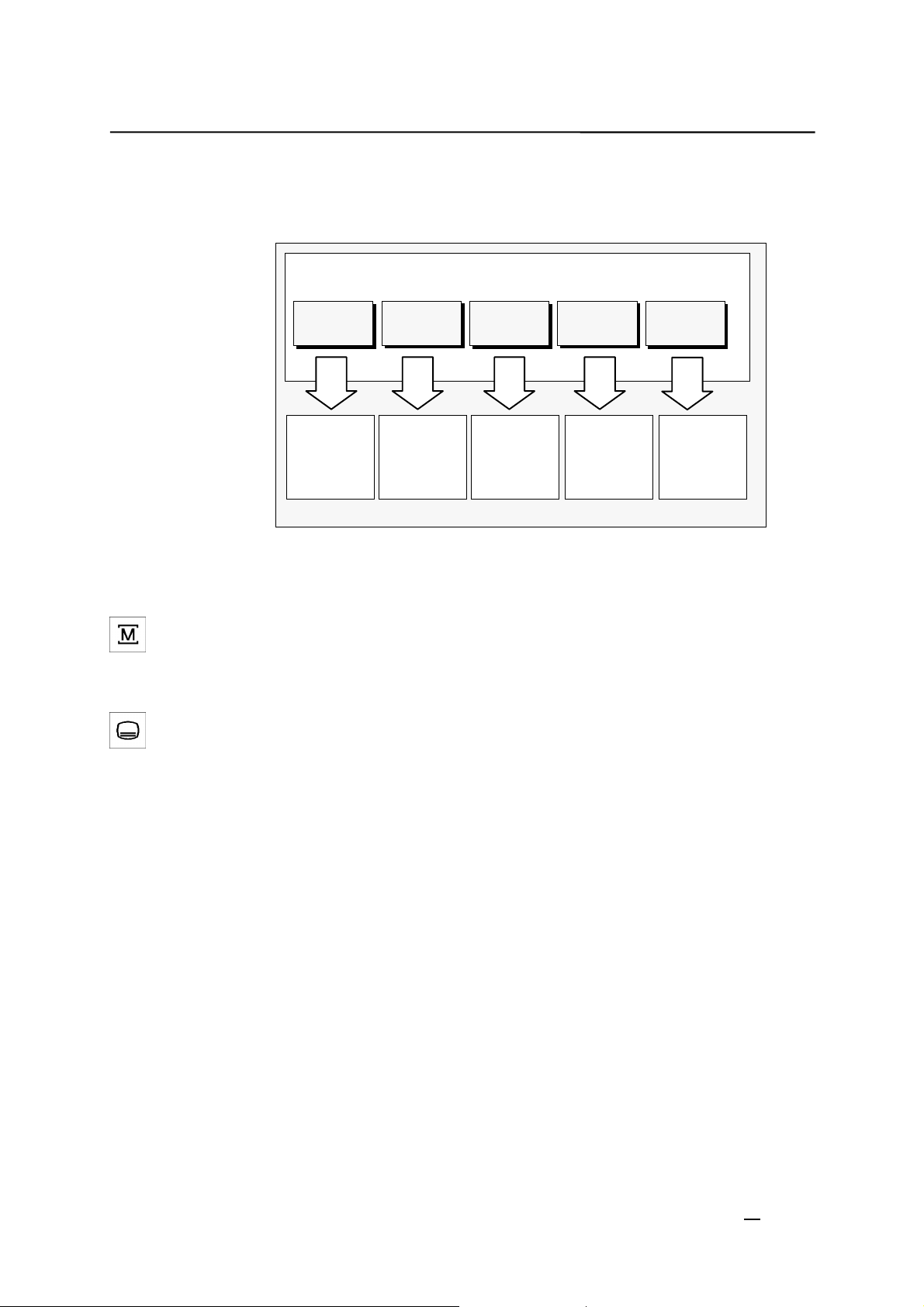
1.2 Operating areas
The basic functions are grouped in the CNC into the following operating areas:
Operatin g ar eas
Machine Parameters
Executing
part
programs
Manual
control
Editing
program
data
Program
Creating
part
programs
Services
Reading
in / reading
out data
Diagnostics
Alarm
display
Start-up
Fig.1-2 SINUMERIK 802S/C base line operating areas
Switching between the operating
Press the “Machine” area key for direct access to the “Machine” operating
area.
Use the area switching key to return from any operating area to the main
menu.
Press the area switching key twice to return to the previous operating area.
After turning on the control system, the Machine operating area will appear by
default.
Protection levels
Sensible points of the control system are password-protected against entering
and modifying data.
However, the operator can alter the protection levels in the “Machine Data”
display menu in the “Diagnostics” operating area.
Default: Protection level 3.
In the following menus, entering and modifying data depends on the set class
of protection:
tool offsets
z
zero offsets
z
setting data
z
RS232 settings
z
1-4
Operation and Programming
SINUMERIK 802S/C base line
Turning
Page 15

Introduction
1.3 Overview of the most important softkey functions
Machine Parameter Program Services Diagnosis
Alarms
Display
bright.
Data In
Start
Programs Cycles Selection Open
R
Parameter
Data Out
Start
New Copy Delete Rename
Tool
correction
Service
display
Display
darker
RS232
setting
Execut. f.
ext.
Setting
data
Start-up
Change
lang.
Error log show
Zero
offset
Machine
data
Memory
info
Program
control
Hand wheel Axis feed.
Zoom block Search
Axis feed.
Zoom block
Axis feed.
SINUMERIK 802S/C base line
Operation and Programming Turning
Execut.f.
ext.
Act.val
WCS
Zoom G
funct
Act.val
WCS
Zoom G
funct
Act.val
WCS
Zoom
act.val
Zoom M
funct
Zoom
act.val
Zoom M
funct
Zoom
act.val.
1-5
Page 16
Introduction
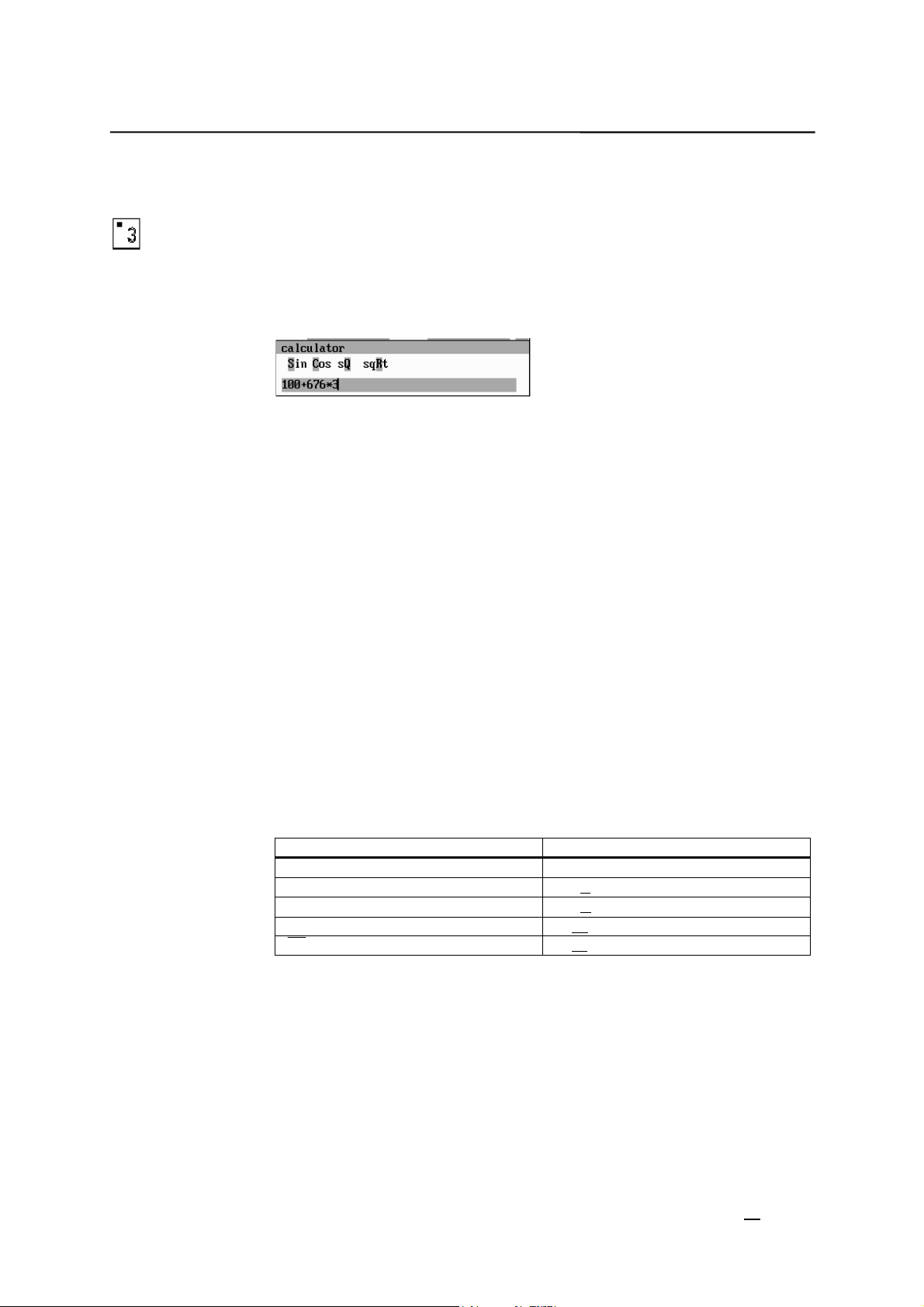
1.4 Pocket calculator
This function can be activated for all input fields intended for entry of numerical
values by means of the “=” character. To calculate the required value, you can
use the four basic arithmetic operations, and the functions sine, cosine,
squaring, as well as the square root function.
If the input field is already loaded with a value, this function writes the value in
the input line of the pocket calculator.
Fig. 1-3 Pocket calculator
Permissible characters
The following characters are permitted for input:
+ Value X plus value Y
- Value X minus value Y
* Value X multiplied with value Y
/ Value X divided by value Y
6 6LQHIXQFWLRQ
7KHYDOXH;LQIURQWRIWKHLQSXWFXUVRULVUHSODFHGE\WKHYDOXH
VLQ;
C Cosine function
The value X in front of the input cursor is replaced by the value cos(X).
Q Square function
The value X in front of the input cursor is replaced by the value X
R Square root function
The value X in front of the input cursor is replaced by the value √X.
2.
Calculation examples
Task Input
100 + (67*3) 100+67*3
sin(45°)
cos(45°)
2
4
√ 4
45 S -> 0.707107
45 C -> 0.707107
4 Q -> 16
4 R -> 2
The calculation is carried out by pressing the Input key. The softkey function OK
will accept the result into the input field, quitting the calculator automatically .
To calculate auxiliary points on a contour, the calculator provides the following
functions:
calculating the tangential transition between a circle sector and a straight
z
line
moving a point in a plane
z
converting polar coordinates into Cartesian coordinates
z
adding the second end point of a contour section ‘straight line - straight
z
line’ given via angular interrelation.
1-6
Operation and Programming
SINUMERIK 802S/C base line
Turning
Page 17
Introduction
These functions are directly linked with the input fields of the programming
support. Any values in this input field are written by the pocket calculator into
the input line, and the result is automatically copied into the input fields of the
programming support.
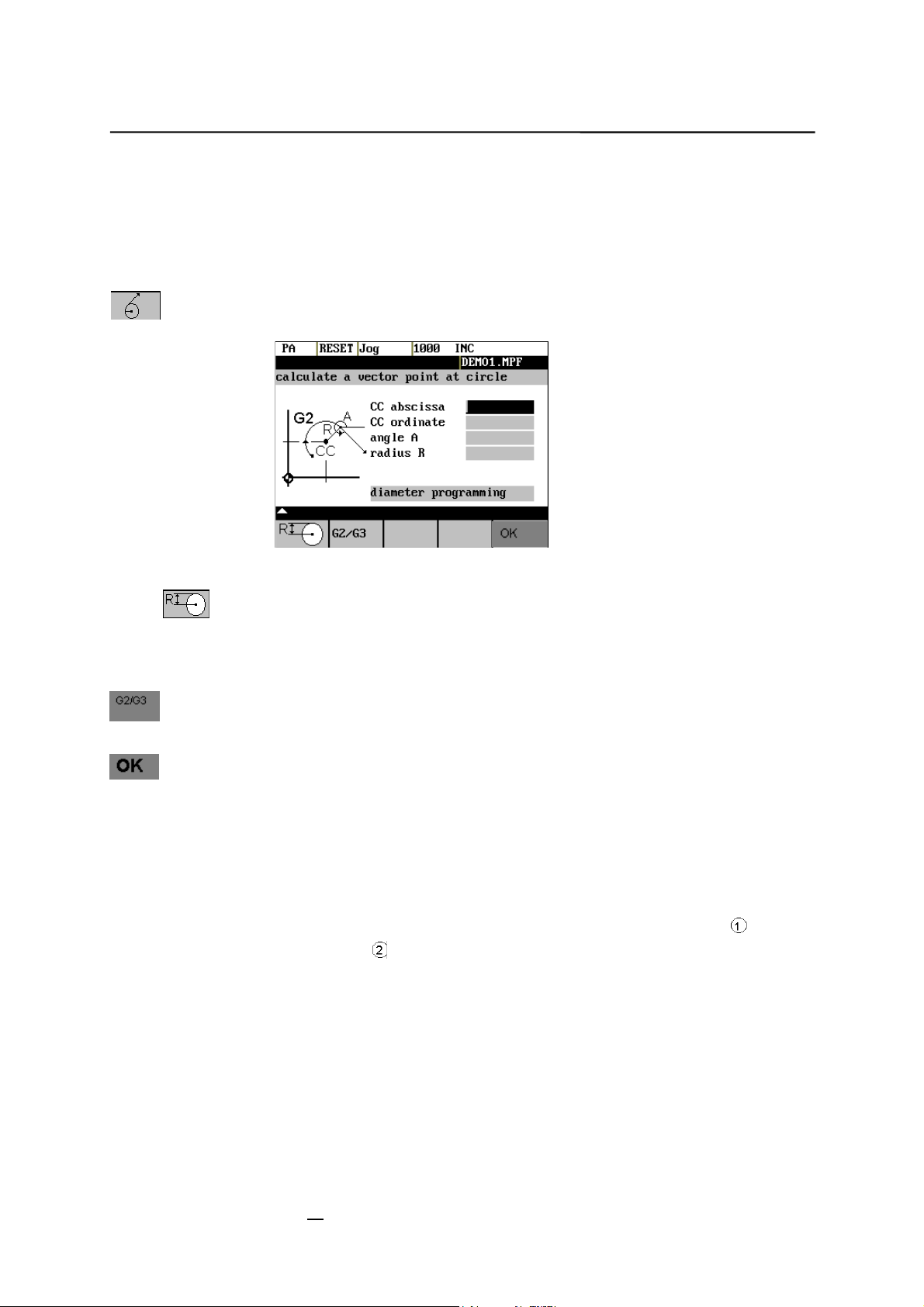
Softkeys
This function is used to calculate a point on a circle. The point results from the
angle of the created tangent and the direction of rotation of the circle.
Fig.1-4 Calculation of a point on a circle
Enter the circle center, the angle of the tangent and the radius of the circle.
The function switches the screen form from diameter programming to radius
programming.
Use softkey G2 / G3 to define the direction of rotation of the circle.
The abscissa and ordinate values are calculated; the abscissa is the first axis
of the plane, and the ordinate is the second axis of the plane.
If plane G18 is active, the abscissa is the Z axis, and the ordinate is the X axis.
The value of the abscissa is copied into that input field from which the pocket
calculator function has been called, and the ordinate value into the next
following input field.
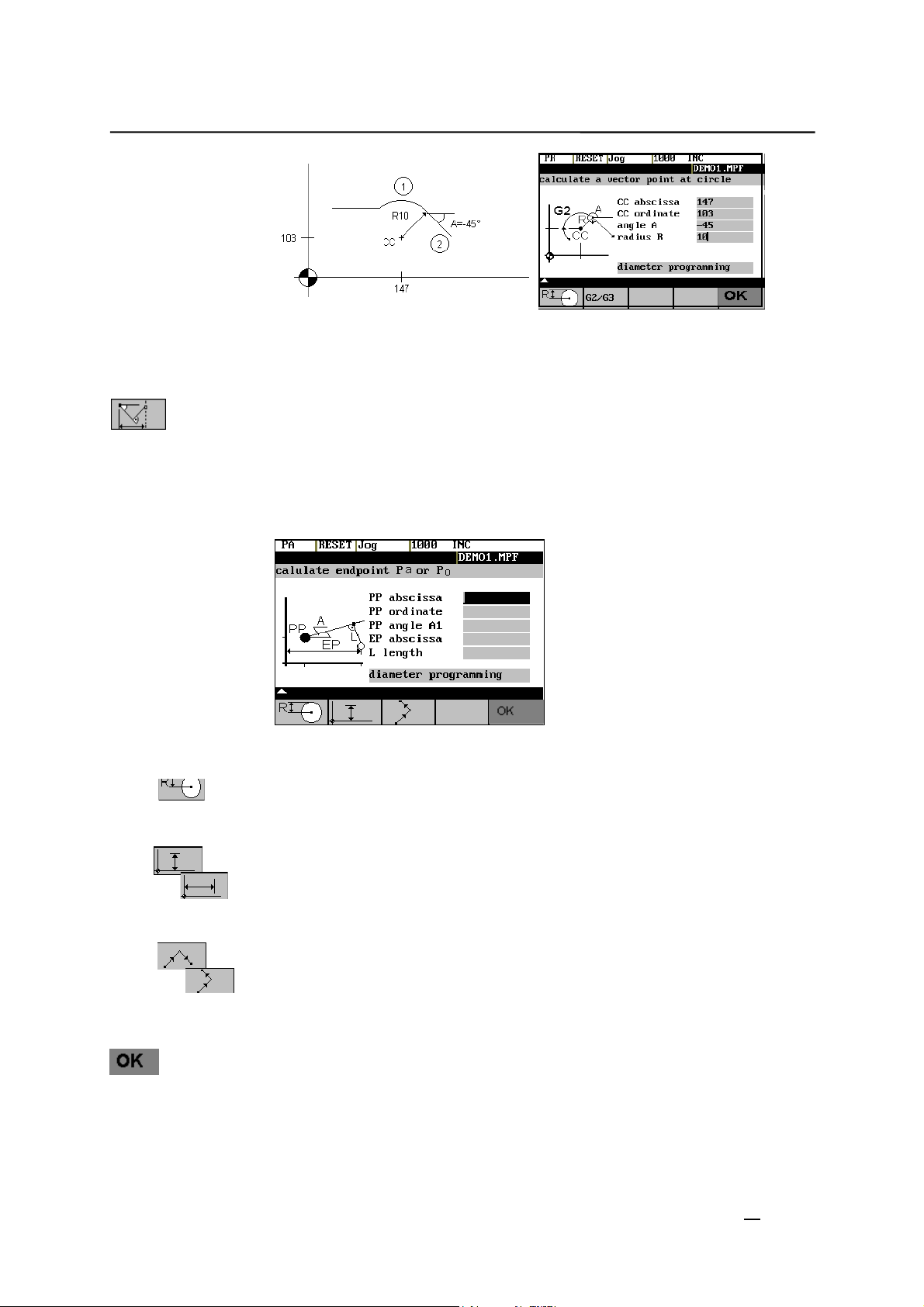
Example
Given: Radius: 10
Calculating the intersection point between the circle sector and the
straight line
Circle center point: Z 147 X103
Ongoing angle of the straight line: -45°
.
SINUMERIK 802S/C base line
Operation and Programming Turning
1-7
Page 18
Introduction
Result: Z = 154.071
X = 117.142
The function calculates the missing end point of the contour section straight
line - straight line, with the second straight line standing vertically on the first
straight line.
The following values of the straight line are known:
Straight line 1: Start point and rise angle
Straight line 2: Length and one end point in the Cartesian coordinate system
Fig.1-5
The function switches the screenform from diameter programming to radius
programming.
The function chooses the given coordinate of the end point. The value of
ordinate and/or abscissa is given.
The second straight line is rotated in clockwise direction or, with refer to the
first straight line, rotated by 90 degrees in counter-clockwise direction.
The function chooses the appropriate setting.
The missing end point is calculated. The value of the abscissa is copied into
that input field from which the pocket calculator function has been called, and
the ordinate value into the next following input field.
1-8
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 19
Introduction
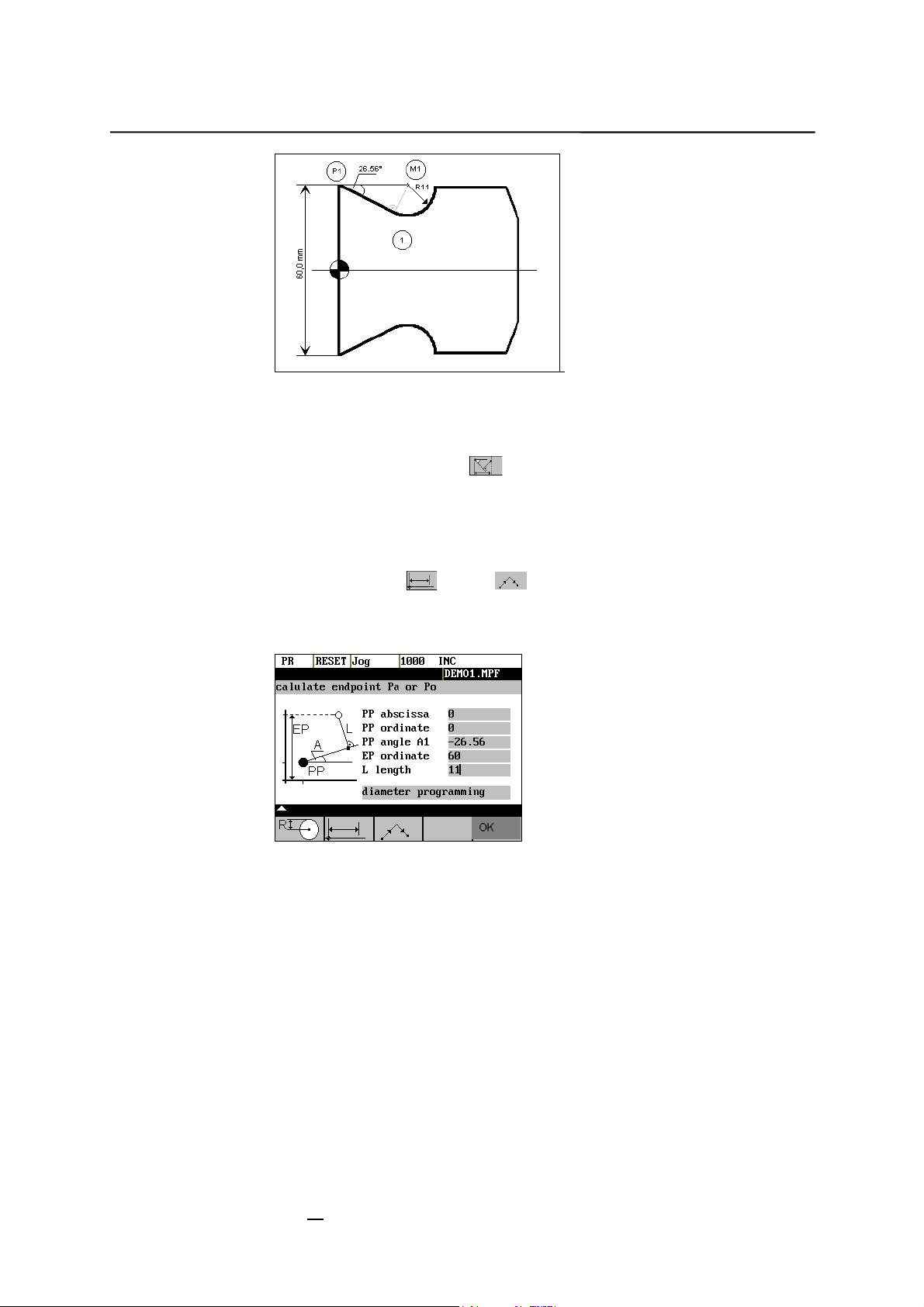
Fig.1-6
The drawing above must be added by the value of the circle center point to be
able to calculate the intersection point between the circle sector of the straight
line. The missing coordinate of the center point is calculated by means of the
pocket calculator function
stands vertical on the straight line.
Calculating M1 in section 1:
In this section, the radius stands on the straight line section rotated in counter-
clockwise direction.
, since the radius in the tangential transition
Use the softkeys
Enter the coordinates, the pole point P1, the rise angle of the straight line, the
given ordinate value and the circle radius as the length.
Fig.1-7
Result: Z = 24.601
X = 60
and to select the given constellation .
SINUMERIK 802S/C base line
Operation and Programming Turning
1-9
Page 20
Introduction
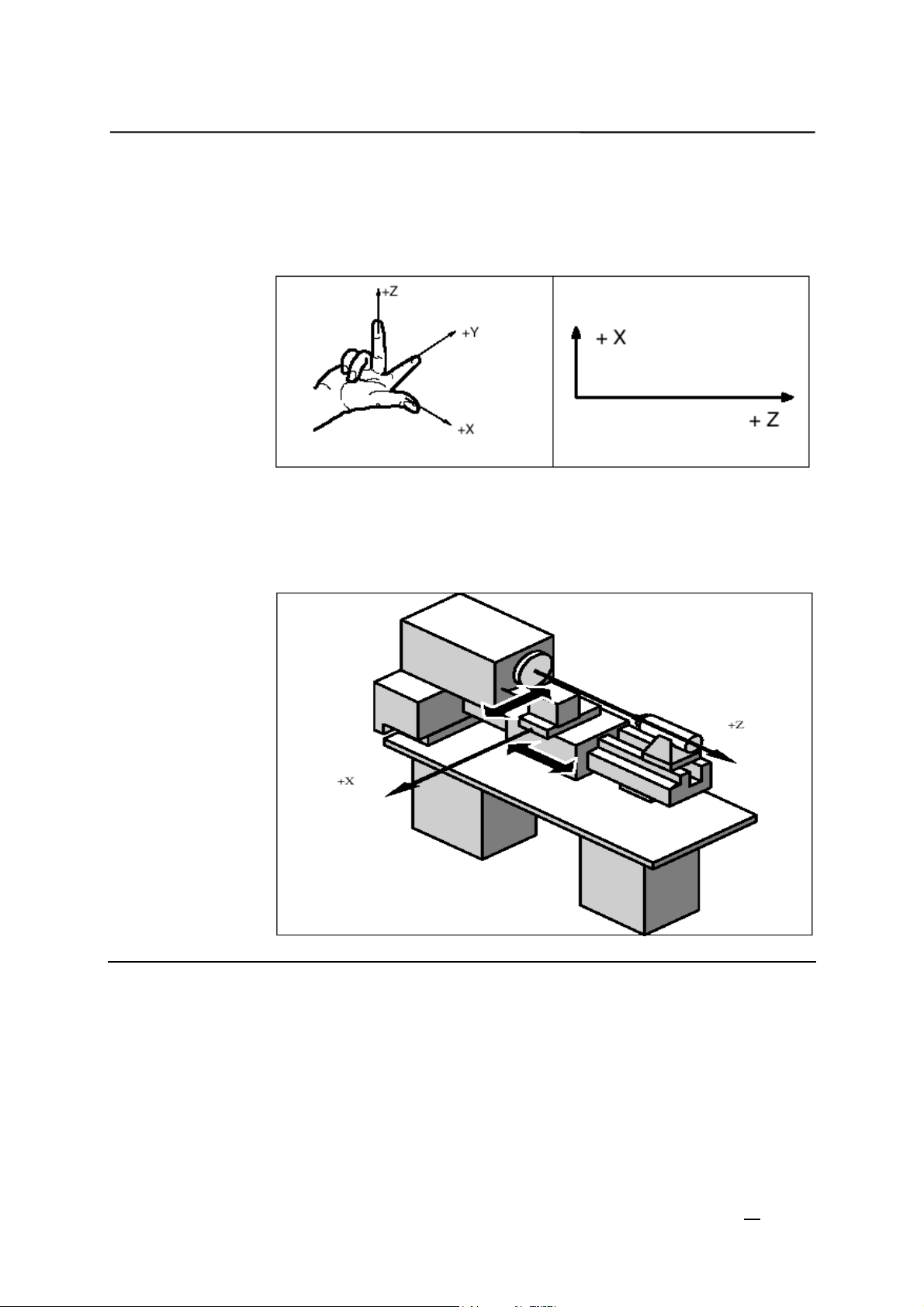
1.5 Coordinate systems
Right-handed, rectangular coordinate systems are used for machine tools.
Such systems describe the movements on the machine as a relative motion
between tool and workpiece.
Fig.1-8 Specification of the axis directions to one another; coordinate system
when programming for turning
Machine coordinate
system (MCS)
Fig. 1-9 Machine coordinates/axes on a turning machine
The origin of this coordinate system is the machine zero.
All axes are in the zero position at this point. This point is merely a reference
The traversing range of the machine axes can be negative.
The orientation of the coordinate system on the machine depends on the particular
machine type. It can be turned to various positions.
point determined by the machine manufacturer. It does not need to be
approachable.
1-10
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 21
Introduction
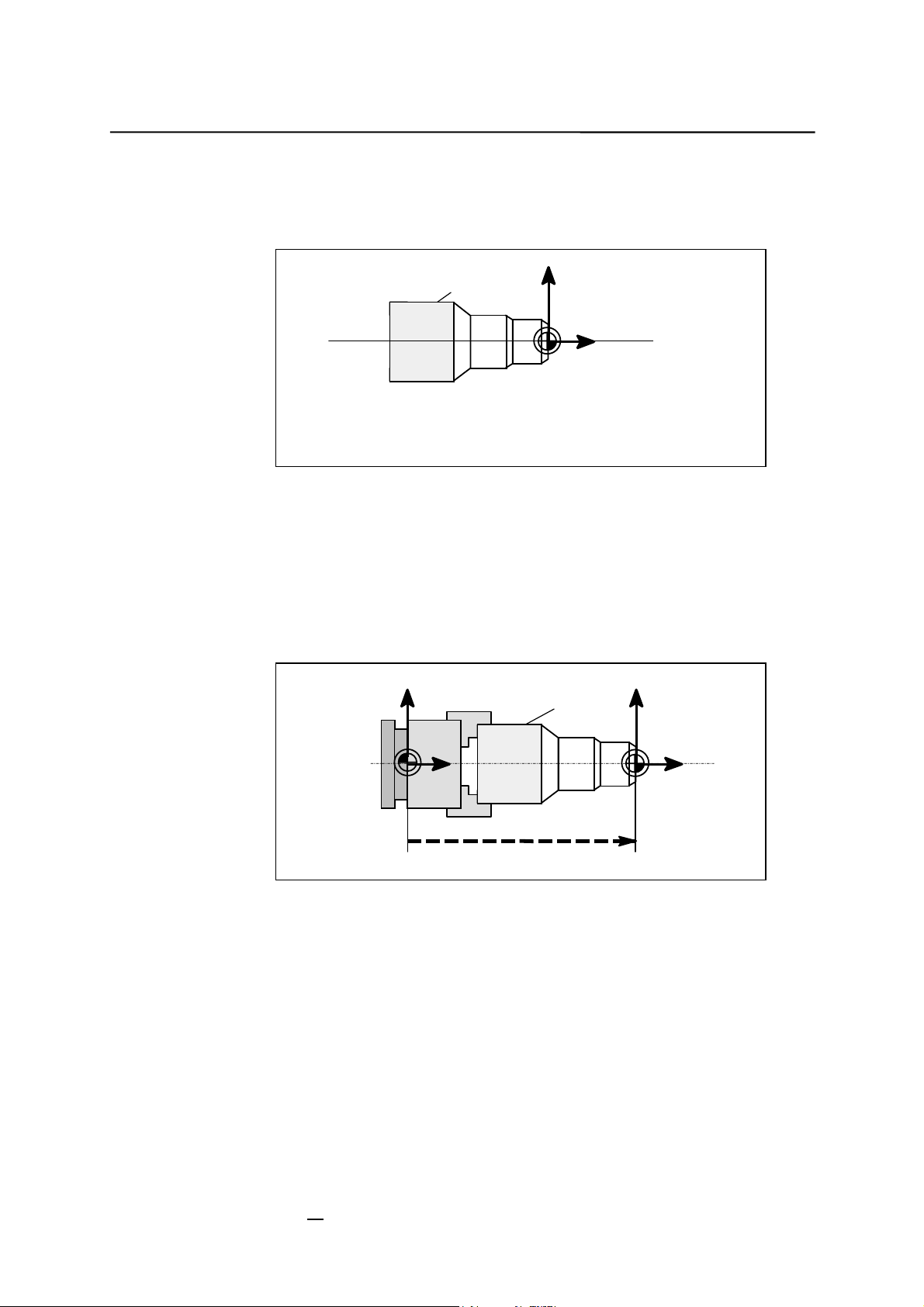
Workpiece coordinate system (WCS)
The coordinate system described above (see Fig. 1–8) is also used to describe
the geometry of a workpiece in the workpiece program.
The workpiece zero can be freely selected in the Z axis by the programmer. In
the Z axis, the zero point corresponds to the turning center.
Workpiece
X
Workpiece
W
Z
Workpiece
- wo rkpiece z ero
W
Fig.1-10 Workpiece coordinate system
Workpiece clamping
To machine the workpiece, it is clamped in the machine. The workpiece must
be aligned such that the axes of the workpiece coordinate system are in
parallel with the machine axes. Any resultant offset of the machine zero to the
workpiece zero is determined in the Z axis and entered in a specially provided
data area for the settable zero offset. This offset is activated during the NC
program execution by means, for example, of a programmable G54 (see
Section “Workpiece Clamping - Settable Zero Offset ...”).
X
Machine
M
Z
Machine
z.B.
Fig.1-11 Workpiece on the machine
Current workpiece
coordinate system
An offset in relation to the workpiece coordinate system can be generated by
means coordinate system of the programmable zero offset G158. The result is
the current workpiece (see Section “Programmable Zero Offset: G158”).
Workpiece
G54
X
Workpiece
W
Z
Workpiece
SINUMERIK 802S/C base line
Operation and Programming Turning
1-11
Page 22

Introduction
1-12
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 23
Turning On and Reference Point
2
Approach
Notice
Before you switch on the SINUMERIK and the machines, you should also have
read the machine documentation, since turning on and reference point
approach are machine-dependent functions.
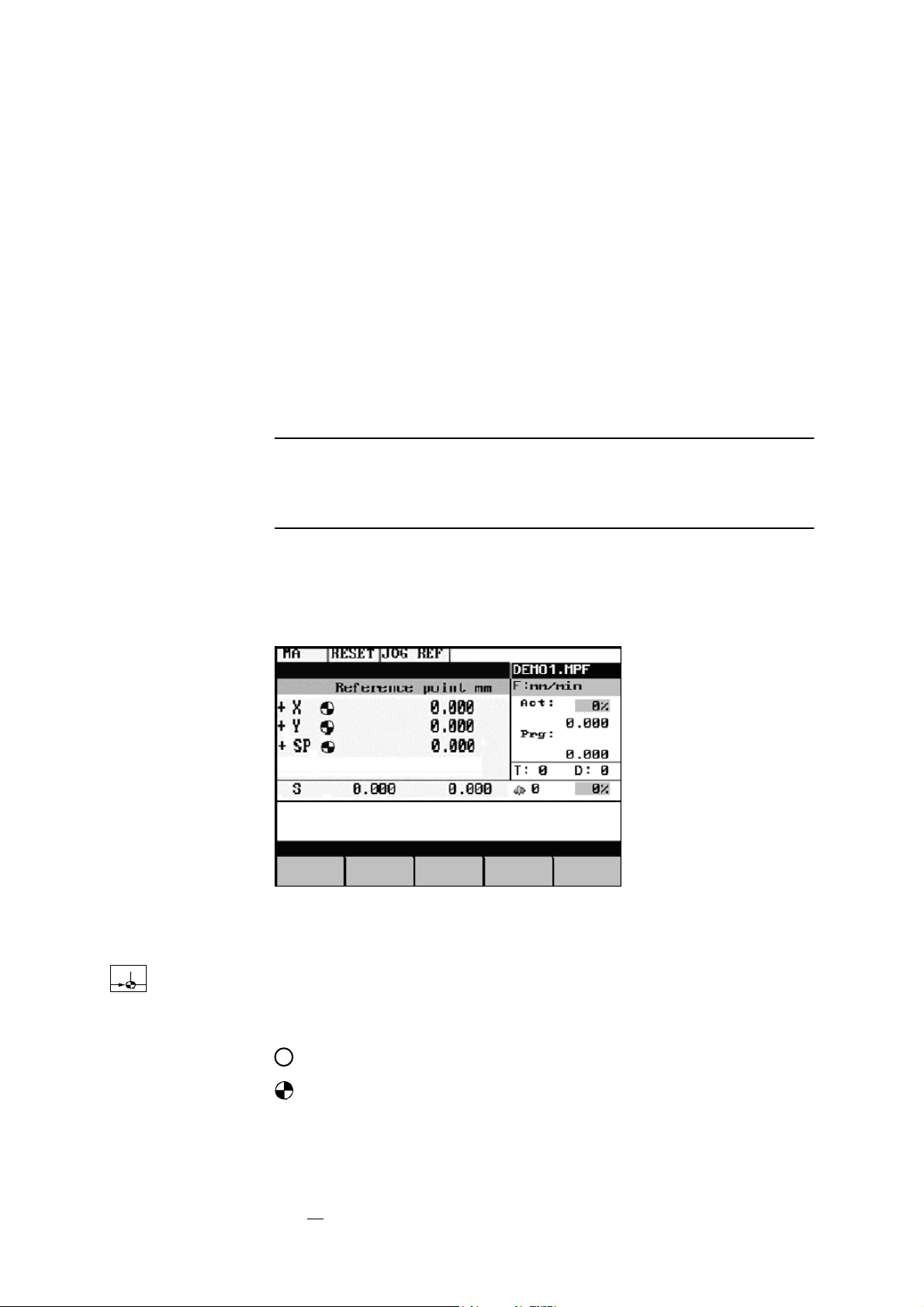
Operating sequence
The Reference point approach window is active.
Fig.2-1 Jog Ref basic screen
Reference-point approach can only be executed in the Jog mode.
Activate the “Approach reference point” function by selecting the Ref key on
In the “Reference point approach” window (Fig. NO TAG), it is displayed
First switch on the power supply of the CNC and of the machine. After the
control system has booted, you are in the “Machine” operating area, in the Jog
operating mode.
the machine control panel area.
whether or not the axes have to be referenced.
Axis has to be referenced
SINUMERIK 802S/C base line
Operation and Programming
Axis has reached the reference point
Turning
2-1
Page 24

Turning On and Reference Point Approach
… Press the direction keys.
The axis does not move if you select the wrong direction.
Approach the reference point in each axis successively.
You can quit the function by selecting another operating mode (MDA,
Automatic or Jog).
2-2
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 25

Set Up
3
Preliminary remarks
Before you can use the CNC, set up the machine, tools, etc. on the CNC by:
entering the tools and tool offsets
z
entering/modifying the zero offset
z
entering the setting data
z
3.1 Entering tools and tool offsets
Functionality
Each tool has a defined number of parameters depending on the tool type.
Each tool is identified by its own tool number (T number).
See also Section 8.6 “Tool and Tool Offset“.
Operating sequences
This function opens the Tool Compensation Data window, which contains the
Parameter
The tool offsets consist of several data that describe the geometry, wear and
tool type.
offset values of the currently active tool. If you select another tool using the <<T
or T>> softkeys, the setting remains when you quit the window.
Tool
Corr.
Fig.3-1 Tool com pensation data window
SINUMERIK 802S/C base line
Operation and Programming Turning
3-1
Page 26

Set Up
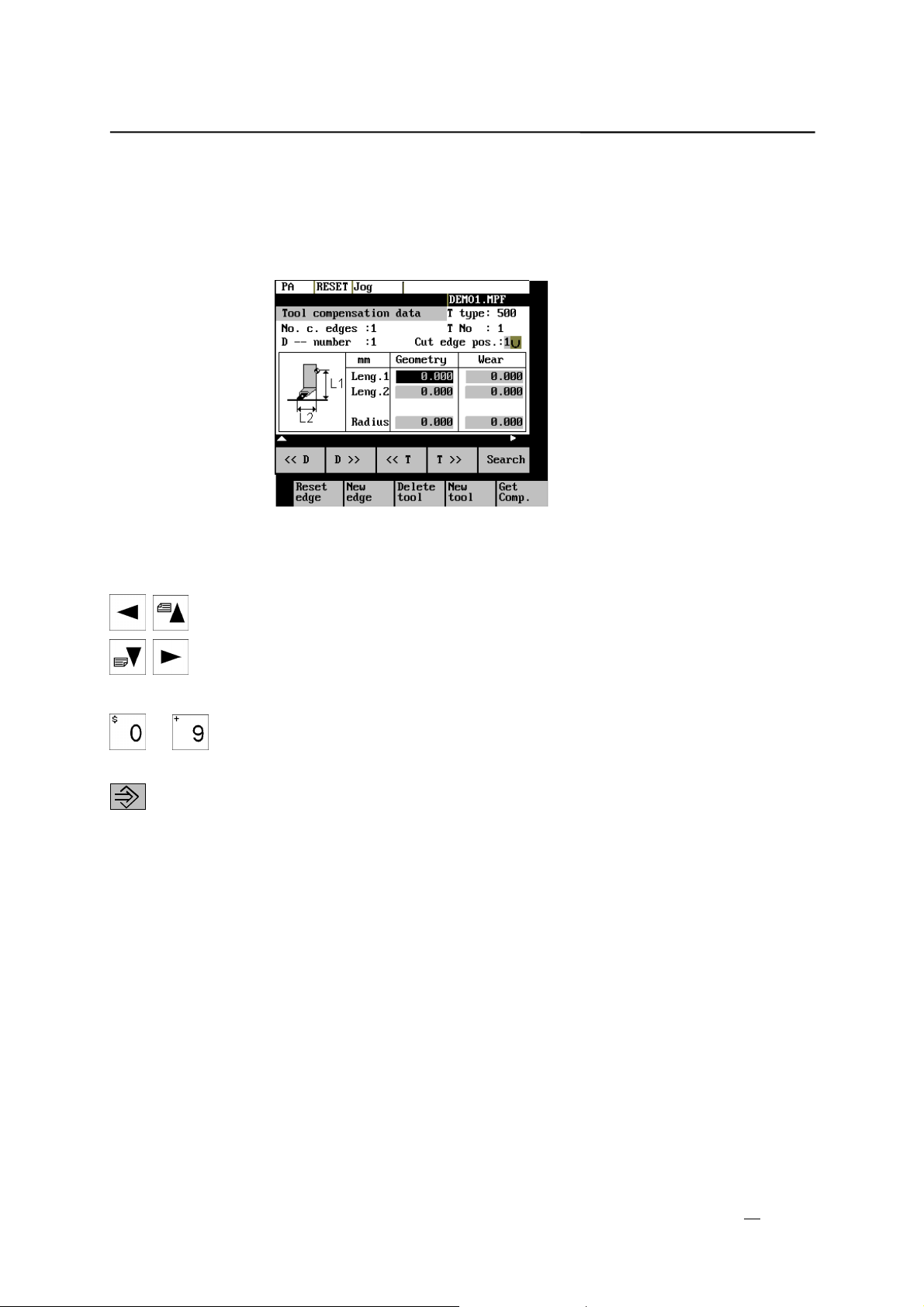
Softkeys
Select next lower or next higher edge number.
<< D
D >>
<< T
T >>
Get
Determine length compensation values.
Comp.
Select next lower or next higher tool.
Use the ETC key to extend the softkey functions.
Reset
edge
All edge compensation values are reset to zero.
New
edge
Creates a new edge and loads it with the appropriate parameters.
The new edge is created for the currently displayed tool; it is automatically
Delete
tool
assigned the next higher edge number (D1 – D9).
Max. 30 edges (in total) can be stored in the memory.
Deletes the tool compensation data of all edges of the selected tool.
New
tool
Creates new tool compensation data for a new tool.
Note: Max. 15 tools can be created.
Pressing this softkey opens the dialog box and the overview of the tool
Search
numbers assigned. Enter the tool number you search for in the input window
and start search with OK. If the searched tool exists, the search function opens
the tool offset data box.
3-2
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 27
Set Up
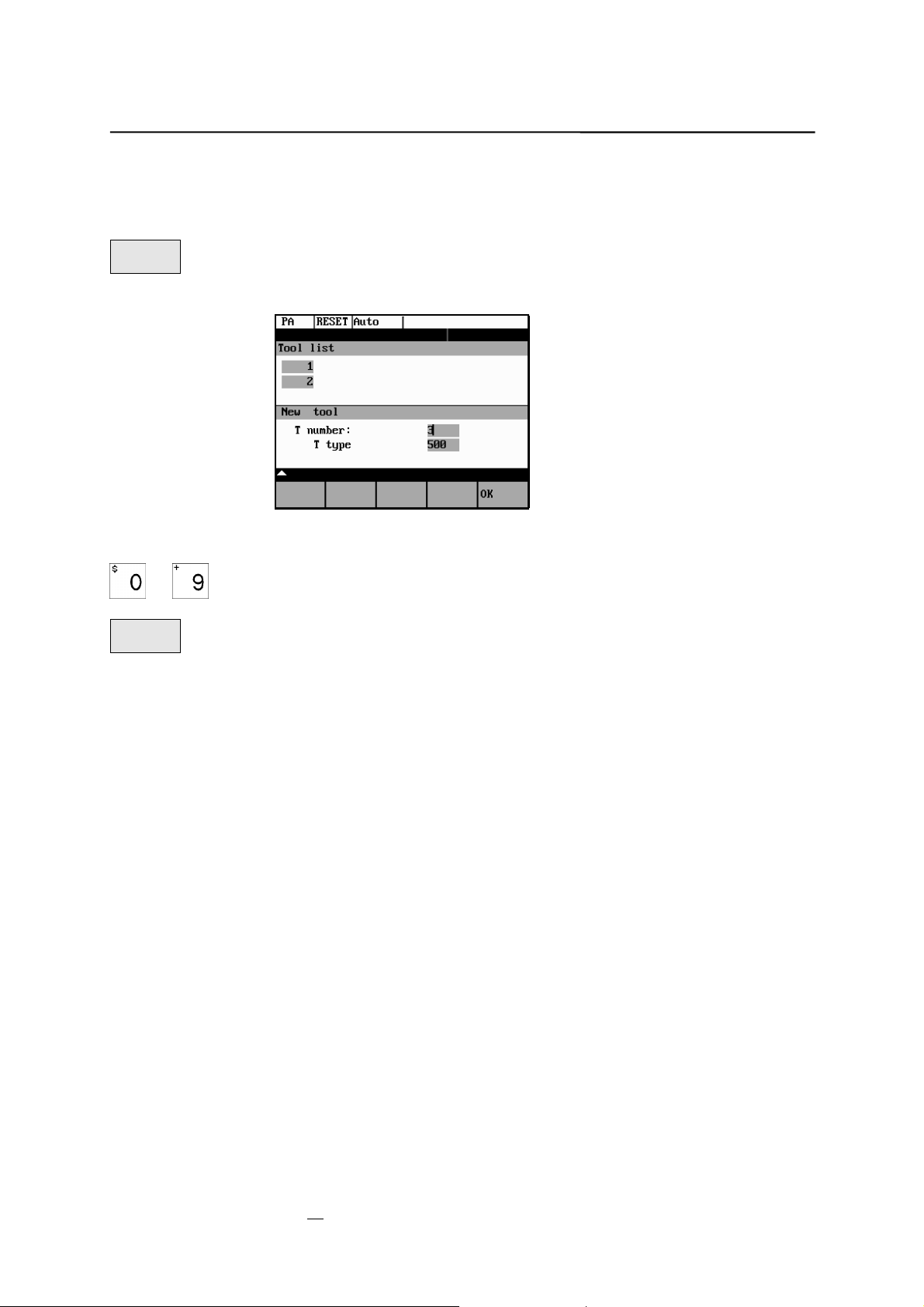
3.1.1 Creating a new tool
Operating sequence
Press this softkey to create a new tool.
New
tool
Fig 3-2 New Tool window
Pressing this softkey opens the input window and an overview of the tool
numbers assigned.
… Enter the new T number (maximal only three digits) a nd specify the tool type.
OK
Press OK to confirm your entry; the Tool Compensation Data window is
opened.
SINUMERIK 802S/C base line
Operation and Programming Turning
3-3
Page 28
Set Up
3.1.2 Tool compensation data
The tool compensation data are divided into length and radius compensation
data.
The list is structured according to the tool type.
Fig.3-3 Tool com pensation data window
Operating sequence
Enter the offsets by
positioning the cursor on the input field to be modified,
… entering value(s)
and confirming your entry by pressing Input or a cursor selection.
3-4
Operation and Programming
SINUMERIK 802S/C base line
Turning
Page 29
Set Up
?
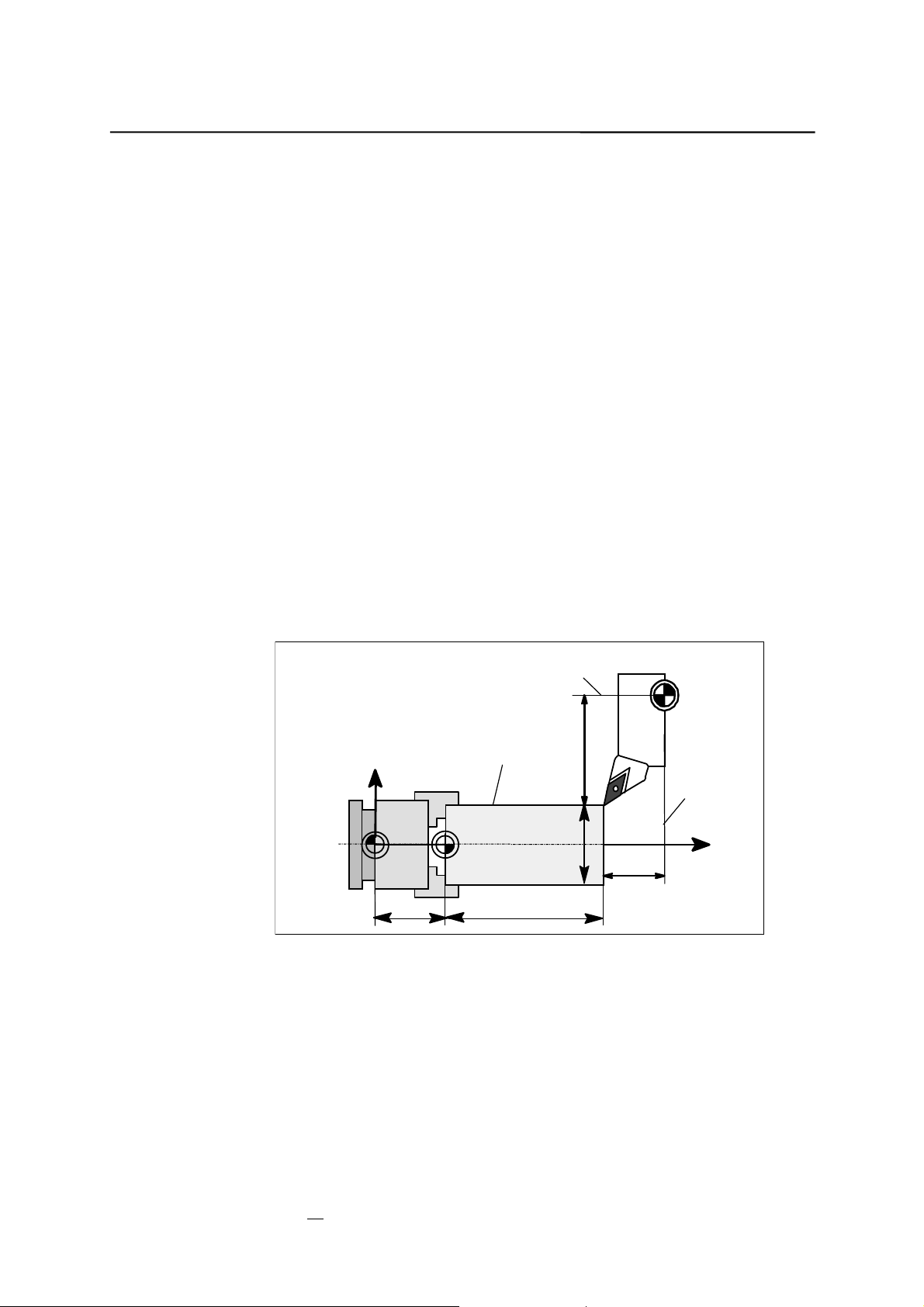
3.1.3 Determining the tool offsets
Functionality
Prerequisite
This function can be used to determine the unknown geometry of a tool T.
The appropriate tool has been changed. In JOG mode, approach a point on the
machine, from which you know the machine coordinates, with the edge of the
tool.This can be a tool with a known position. The machine coordinate value
can be split into two components: stored zero offset and offset.
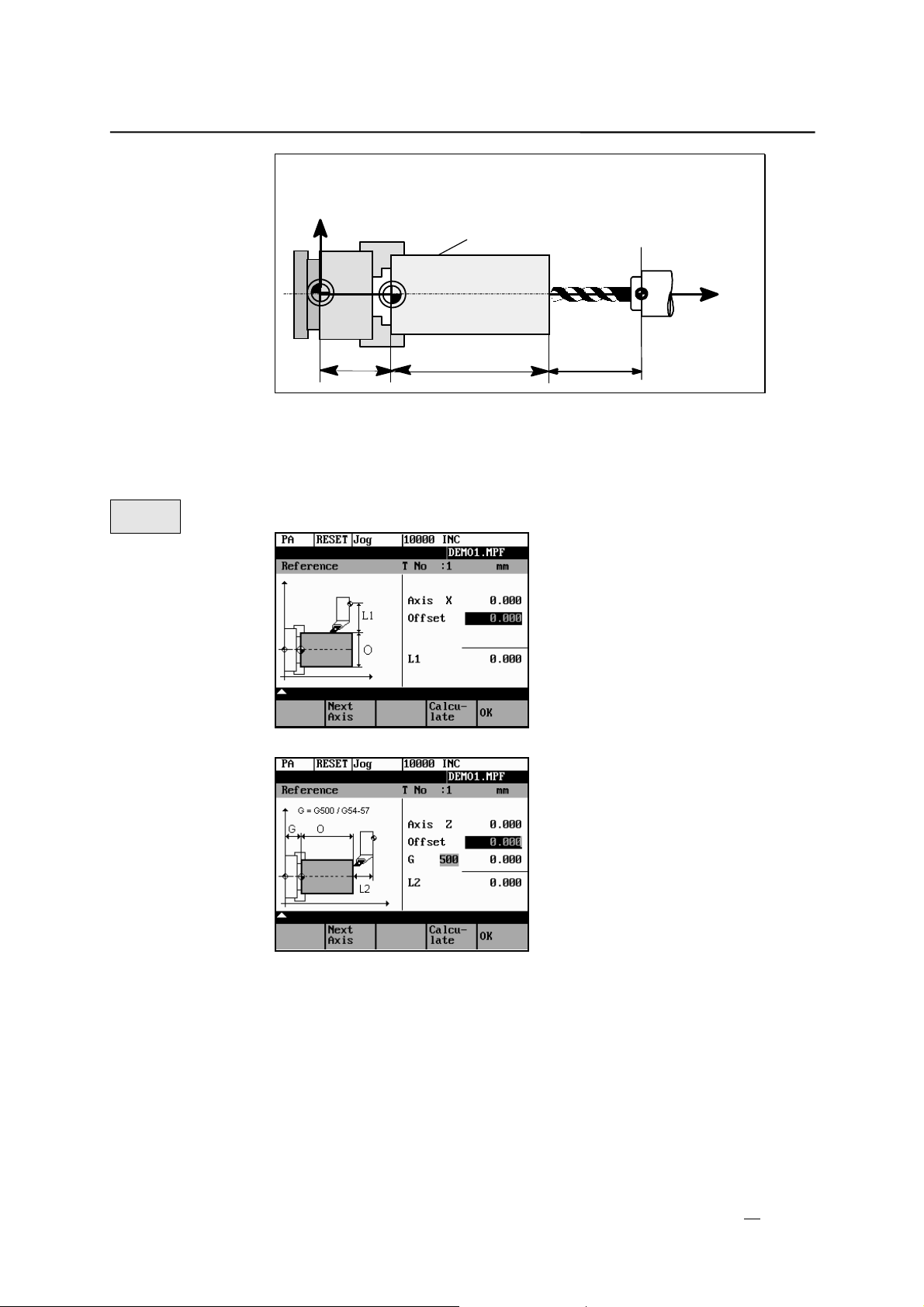
Procedure
Enter the offset value into the intended Offset field. Then select the required
zero offset (e.g. G54) or G500 if no zero offset is to be calculated. These
entries must be made for each selected axis (see Fig. 3-6).
Please note the following:
The assignment of length 1 or 2 to the axis
depends on the type of tool (turning tool, drill)..
For the turning tool, the offset value for the X axis is a diameter dimension.
Using the actual position of point F (machine coordinate), the offset entry and
the selected zero offset Gxx (position of the edge), the control system can
calculate the assigned compensation value of length 1 or length 2 for the
preselected axis.
Note
: You can also use a zero offset already determined (e.g. G54 value) as
the known machine coordinate. In this case, approach to workpiece zero with
the edge of the tool. If the edge stands directly at the workpiece zero, the offset
value is zero.
F - tool carrier reference point
M - m a c h in e ze ro
W - workpiece zero
The offset value of the X axis is a
diameter value.
Actual position X
F
Workpiece
X
Machine
M
Gxx
Length 1=
W
Offset
Offset
Actual position Z
Length 2=?
Z
Machine
Fig.3-4 Determination of the length compensation values using the example of
a cutting tool
SINUMERIK 802S/C base line
Operation and Programming Turning
3-5
Page 30
Set Up
F- workpiece reference point
M-machine zero
W -workpiece zero
X
Machine
Workpiece
Actual position Z
M
Gxx
W
Offset
Length 1=?
F
Z
Machine
Fig.3-5 Determination of length compensation value using the example of a
drill: Length 1/Z axis
Operating sequence
Get
Comp.
Select the softkey Get Comp. The window Compensation values opens.
Fig.3-6 Compensation values window
Enter offset if the tool edge cannot approach the zero point Gxx. If you
z
work without zero offset, select G500 and enter offset.
When the softkey Calculate is pressed, the control system determines the
z
searched geometry length 1 or 2 depending on the preselected axis. This
geometry is calculated on the basis of the approached actual position, the
selected Gxx function and the entered offset value.
The determined compensation value is stored.
3-6
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 31

Set Up
3.2 Entering/modifying the zero offset
Functionality
The actual-value memory and thus also the actual-value display are referred to
the machine zero after the reference-point approach. The workpiece machining
program, however, refers to the workpiece zero.
This offset must be entered as the zero offset.
Operating sequences
Parameter
Use the Parameter and Zero Offset softkeys to select the zero offset.
An overview of settable zero offsets appears on the screen .
Zero
offset
Fig.3-7 Zero offset window
Position the cursor bar on the input field to be altered,
… enter value(s).
The next zero offset overview is displayed by Page down. G56 and G57 are
now displayed.
Return to next-higher menu level, without saving the zero offset values.
Softkeys
Determine
Use this function to determine the zero offset with refer to the coordinate origin
of the machine coordinate system. When you have selected the tool, which you
want to use for measuring, you can set the appropriate conditions in the
Determine window.
SINUMERIK 802S/C base line
Operation and Programming Turning
3-7
Page 32

Set Up
Programmed
Sum
A window with the programmed zero offset is displayed. The values in the
window cannot be edited.
Displays the sum of all active zero offsets. The values cannot be edited.
3.2.1 Determining the zero offset
Prerequisite
You have selected the window with the corresponding zero offset (e.g. G54)
and the axis for which you want to determine the offset.
F - tool support reference point
M - machine zero
W - workpiece zero
X
Machine
M
Workpiece
W
Length 2
F
Actual
Z position
Z
Machine
Zero offset Z=?
Fig.3-8 Determining the zero offset for the Z axis
Approach
A zero offset can only be determined with a known tool. Enter the active
z
tool in the dialog box. Press OK to take over the tool; the
window is then opened.
The selected axis appears in the Axis area.
z
The actual position of the tool support reference point (MCS) associated
to the axis is displayed in the adjacent field.
D number 1 is displayed for the tool edge.
z
If you have entered the valid offsets for the used tool under a D number
other than D1, enter that D number here.
The stored tool type is displayed automatically.
z
The effective length compensation value (geometry) is displayed.
z
Select the sign (-, +) for calculating the length offset, or select “without”
z
taking the length offset into account.
A negative sign subtracts the length offset value from the actual position.
The zero offset in the selected axis is the result.
Offset
z
If the tool does not reach zero, an offset can be entered to specify an
additional offset to a point which can be approched by the tool.
Determine
3-8
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 33

Set Up
Fig.3-9 Select Tool screen form
Fig.3-10 Determine zero offset form
Softkey can be used to select the zero offsets G54 to G57. The selected zero
Next
UFrame
Selects the next axis.
Next
Axis
Calculate
offset is displayed on the selected softkey.
Pressing the Calculate softkey calculates the zero offset.
Press the OK softkey to quit the window.
OK
SINUMERIK 802S/C base line
Operation and Programming Turning
3-9
Page 34

Set Up
3.3 Programming the setting data - “Parameters” operating area
Functionality
Use the setting data to define the settings for the operating states. These can
also be modified if necessary.
Operating sequences
Parameter
Sett.
The Setting Data softkey branches to another menu level in which various
data
Use the Parameter and Setting Data softkeys to select Setting Data.
control options can be set.
Fig.3-11 Setting data main screen
Use the paging keys to position the cursor on the desired line within the display
areas.
… Enter the new value in the input fields.
Use Input or the cursor keys to confirm.
Softkeys
Jog
data
This function can be used to change the following settings:
Jog feed
Feed value in Jog mode
If the feed value is zero, the control system uses the value stored in the
machine data.
Spindle
Spindle speed
Direction of rotation of the spindle
3-10
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 35

Set Up
Spindle
data
Limits for the spindle speed set in the Max. (G26)/Min. (G25) fields must be
Minimum / Maximum
within the limit values specified in the machine data.
Programmed (LIMS)
Programmable upper speed limitation (LIMS) at constant cutting speed (G96).
Dry-run feedrate for dry-run operation (DRY)
Dry
feed
The feedrate you enter here is used in the program execution instead of the
programmed feed during the Automatic mode when the Dry-Run Feedrate is
active (see Program Control, Fig. 5–3).
Start
angle
A start angle representing the starting position for the spindle is displayed for
Start angle for thread cutting (SF)
thread cutting operations. It is possible to cut a multiple thread by altering the
angle and repeating the thread cutting operation.
SINUMERIK 802S/C base line
Operation and Programming Turning
3-11
Page 36

Set Up
3.4 R parameters – “Parameters” operating area
Functionality
Fig.3-12 R Parameters window
All R parameters (arithmetic parameters) that exist in the control system are
displayed on the R Parameters main screen as a list (see also Section 8.8
“Arithmetic Parameters /R Parameters”). These can be modified if necessary.
Operating sequence
Parameters
R Parameters
Use the Parameter and R Parameter softkeys
to position the cursor on the input field that you want to edit.
… Enter value(s).
Press Input or use the cursor keys to confirm.
3-12
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 37

Manually Operated Mode
Preliminary remarks
The manually operated mode is possible in the Jog and MDA mode.
In the Jog mode, you can traverse the axes, and in the MDA mode, you can
enter and execute individual part program blocks.
4
4.1 Jog mode – “Machine” operating area
Functionality
Operating sequences
… Press the appropriate key for the X or Z axis to traverse the desired axis.
As long as the direction key is pressed and hold down, the axes traverse
… If necessary use the override button key to set the traversing speed.
It can be adjusted by settable increments:
0%, 1%, 2%, 4%, 8%, 10%, 20%, 30%, 40%, 50%, 60%, 75%, 80%, 85%, 90%,
In Jog mode, you can
traverse the axes and
z
set the traversing speed by means of the override switch, etc.
z
Use the Jog key on the machine control panel area to select the Jog mode.
continuously at the speed stored in the setting data. If this setting is zero, the
value stored in the machine data is used.
95%, 100%, 105%, 110%, 115%, 120%.
If you press the Rapid Traverse Overlay key at the same time, the selected
axis is traversed at rapid traverse speed as long as both keys are pressed
down.
SINUMERIK 802S/C base line
Operation and Programming Turning
4-1
Page 38

Manually Operated Mode
In the Incremental Feed operating mode, you can use the same operating
sequence to traverse the axis by settable increments. The set increment is
displayed in the display area. Jog must be pressed again to cancel the
Incremental Feed.
The Jog main screen displays position, feed and spindle values, including the
feedrate override and spindle override, gear stage status as well as the current
tool.
Fig.4-1 Jog main screen
Parameters
Table 4–1 Description of parameters in the
Parameter Explanation
MCS
X
Display of addresses of existing axes in machine
coordinate system (MCS).
Z
+X– Z If you traverse an axis in the positive (+) or negative (–)
direction, a plus or minus sign appears in the respective
field.
No axis is displayed, if the axis is in position.
Act.
mm
Repos
offset
The current position of the axes in the MCS or WCS is
displayed in these fields.
If the axes are traversed in the
Interrupted condition, the distance traversed by each axis
in relation to the break point is displayed in this column.
Spindle S
Display of actual value and setpoint of spindle speed
rpm
Feed F mm/min Display of path feed actual value and setpoint
Tool Display of currently active tool with the current cutting
edge number
Actual feedrate
Display of current feedrate override
override
Actual spindle
Display of current spindlel speed override
override
Gear stage Display of current gear stage in the machine
Jog
main screen
Jog
mode in the Program
Softkeys
Handwheel
4-2
Call the Handwheel window .
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 39

Manually Operated Mode
Axis
feed
Interp./
feed
Call the Axis Feed or Interp. Feed window .
Use this softkey to change between the Axis Feed window and the Interp. Feed
window.
The softkey label changes to Interp. feed when the Axis/Feed window is
opened.
Act. val.
WCS
Act.val.
MCS
The softkey changes between MCS and WCS. When doing this, the softkey
The actual values are displayed as a function of the selected coordinate
system. There are two different coordinate systems, i.e. the machine
coordinate system (MCS) and the workpiece coordinate sy stem (WCS).
label changes as follows:
The values of the machine coordinate system are selected, the softkey
z
label changes to Act. val. WCS.
When the workpiece coordinate system is selected, the label changes to
z
Act. val. MCS.
Zoom
act.val.
Enlarged view of actual values.
Pressing Recall key , return to the next-higher menu level.
SINUMERIK 802S/C base line
Operation and Programming Turning
4-3
Page 40

Manually Operated Mode
4.1.1 Assigning handwheels
An axis is assigned to the respective handwheel and becomes active as soon
as you press OK.
Operating Sequence
In Jog mode, call the Handwheel window.
Hand–
After the window has opened, all axis identifiers are displayed in the Axis
wheel
Place the cursor on the line with the handwheel to which you wish to assign an
column and also appear in the softkey bar. Depending on the number of
connected handwheels, it is possible to change from handwheel 1 to
handwheel 2 using the cursor.
axis. Then select the softkey that contains the name of the axis.
The symbol
appears in the window.
Fig.4-2 Handwheel window
WCS
MCS
OK
The WCS/MCS softkey is used to select the axes from the machine or
workpiece coordinate system for assignment to the handwheel. The current
setting is displayed in the handwheel window.
Use the OK softkey to take over the selected setting; the window is then
closed.
Menu extension
Deselect
4-4
The assignment you have made is reset for the selected handwheel.
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 41

Manually Operated Mode
4.2 MDA mode (Manual Data Input) – “Machine” operating area
Functionality
Contours that require several blocks (e.g. roundings, chamfers) cannot be
This mode is protected by the same safety interlocks as fully automatic mode.
!
Furthermore, the MDA mode is subject to the same prerequisites as the fully
Before NC-start of an input NC-program in the mode MDA is to wait till the
You can create and execute a part program block in the MDA mode.
executed/programmed.
Caution
automatic mode.
message “Block store active” displays on the screen.
Operating sequences
Use the MDA key in the machine control panel area to select the MDA mode.
Fig.4-3 MDA main screen
… Enter a block using the control keybo ard.
The entered block is executed by pressing NC START. The block cannot be
executed while machining is taking place.
SINUMERIK 802S/C base line
Operation and Programming Turning
4-5
Page 42

Manually Operated Mode
Parameters
Table 4–2 Description of the parameters in the MDA working window.
Parameter Explanation
MCS
Display of existing axes in MCS or WCS
X
Z
+X
– Z
If you traverse an axis in the positive (+) or negative (–)
direction, a plus or minus sign appears in the respective
field.
No sign is displayed if the axis is in position.
Act. value
mm
Spindle S
The current position of the axes in the MCS or WCS is
displayed in these fields.
Display of actual value and setpoint of spindle speed
rpm
Feed F Display of path feed actual value and setpoint in
mm/min or mm/rev.
Tool Display of currently active tool with the current tool edge
number (T..., D...).
Edit window In the Stop or Reset program state, an edit window is
provided for input of the part program block.
Actual feedrate
Display of current feedrate override
override
Actual spindle
Display of current spindlel speed override
override
Gear stage Display of current gear stage in the machine
Softkeys
The actual values for the MDA mode are displayed as a function of the
Act.val.
WCS
Act.val.
There are two different coordinate systems, i.e. the machine coordinate sy stem
MCS
Enlarged view of the actual values
Zoom
act.val.
selected coordinate system.
(MCS) and the workpiece coordinate system (WCS).
Menu extension
Display of Axis Feed or Interp. Feed window
Axis
feed
Interp.
feed
this softkey can be used to change between the two windows. The softkey
label changes to Interp. Feed when the Axis Feed window is opened.
The G function window contains all active G functions whereby each G function
Zoom
G funct.
is assigned a group and has its own fixed positon in the window.
Further G functions can be displayed using the Page Up or Page Down keys
together with Shift key. Select Recall to quit the window.
4-6
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 43

Manually Operated Mode
The window shows the currently edited block full length.
Zoom
block
Opens the M function window to display all active M functions of the block.
Zoom
M funct.
SINUMERIK 802S/C base line
Operation and Programming Turning
4-7
Page 44

Manually Operated Mode
4-8
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 45

Automatic Mode
5
Functionality
Preconditions
Operating sequence
The Automatic main screen appears that displays the position, feed, spindle,
In Automatic mode, part programs can be executed fully automatically, i.e. this
is the operating mode for standard processing of part programs.
The preconditions for executing part programs are:
Reference point approached.
z
You have already stored the required part program in the control system.
z
You have checked or entered the necessary offset values, e.g. zero
z
offsets or tool offsets.
The required safety interlocks are activated.
z
Use the Automatic key to select the Automatic mode.
override and tool values, the gear stage status as well as the current block.
Fig.5-1 Automatic main screen
SINUMERIK 802S/C base line
Operation and Programming Turning
5-1
Page 46

Automatic Mode
Parameters
Table 5–1 Description of the parameters in the working window
Parameter Explanation
MCS
Display of existing axes in MCS or WCS.
X
Z
+ X
– Z
If you traverse an axis in the positive (+) or negative (–)
direction, a plus or minus sign appears in the respective field.
No sign is displayed if the axis is in position.
Act. val.
mm
Distance
to go
Spindle S
The current position of the axes in the MCS or WCS is displayed
in these fields.
The remaining distance to be traversed by these axes in the
MCS or WCS is displayed in these fields.
Display of actual value and setpoint of spindle speed
rpm
Feed F
Display of path feed actual value and setpoint
mm/min or
mm/rev
Tool Display of currently active tool with the current cutting edge
number (T..., D...).
Current
block
Actual
The block display contains the current block. The block is output
in one line only and truncated if necessary.
Display of current feedrate override
feedrate
override
Actual
Display of current spindlel speed override
spindle
override
Gear stage Display of current gear stage in the machine
Softkeys
The window to select Program Control (e.g. skip block, program test) appears
Progr.
control
The window shows the previous, current and next block full length. In addition,
Zoom
block
Use the Block Search function to jump to the desired point in the program.
Search
The Search softkey provides the functions “Find line” and “Find text”.
Search
The cursor is positioned to the main program block of the breakpoint (”interrupt
Interr.
point
Continue Search
Contin.
search
on the screen.
the names of the current program or subroutine are displayed.
point”). The search target is automatically set in the subroutine levels.
5-2
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 47

Automatic Mode
O
The Start B Search softkey starts the search process in which the same
Start B
search
calculations are carried out as in normal program mode, but without axis
movements.
The block search can be canceled by NC Reset.
The values of the machine or workpiece coordinate system are selected. The
Act.val.
WCS
Act.val.
MCS
softkey label changes to Act. val. WCS or Act. val. MCS.
Zoom
act.val.
Enlarged view of actual values
Menu extension
Axis
feed
Interp.
This softkey can be used to change between the windows. The softkey label
feed
Execute
f. ext.
Zoom
G Funkt.
The G Function window contains all active G functions. Each G function is
When pressing these softkeys, the Axis Feed or Interp. Feed window appears.
changes to Interp. feed when the Axis Feed window is opened.
An external program is transferred into the control system via the RS232
interface and executed immediately by pressing NC START.
Opens the G Function window to display all active G functions.
assigned to a group and has a fixed position in the window. More G functions
can be displayed by pressing the PAGE UP or PAGE DOWN keys together
with Shift key.
DEM
Fig.5-2 Active G functions window
Zoom
M funct.
Opens the M Function window to display all active M functions.
SINUMERIK 802S/C base line
Operation and Programming Turning
5-3
Page 48

Automatic Mode
5.1 Selecting/starting a part program – “Machine” operating area
Functionality
The control system and the machine must be set up before the program is
started. Please note the safety instructions provided by the machine
manufacturer.
Operating sequence
Use the Automatic key to select the Automatic mode.
Programs
An overview of all programs stored in the control system is displayed.
Position the cursor bar on the desired program.
Select
Progr.
If necessary you can now make settings on program execution.
control
Use the Select softkey to select the program for execution. The selected
program name appears in the Program Name screen line.
The following program control functions can be activated and deactivated:
Fig.5-3 Program control window
The part program is executed when NC START is pressed.
5-4
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 49

Automatic Mode
M
5.2 Block search – “Machine” operating area
Operating sequence
Precondition: The desired program has already been selected (cf. Section 5.1),
and the control system is in the reset state.
Search
The block search function can be used to advance the program up to the
desired point in the part program. The search target is set by positioning the
cursor directly on the desired block in the part program.
DEMO.
Fig.5-4 Block search window
This function starts program advance and closes the Search window.
Start B
search
Result of the search
The desired block is displayed in the Current Block window.
SINUMERIK 802S/C base line
Operation and Programming Turning
5-5
Page 50

Automatic Mode
5.3 Stopping/aborting a part program – “Machine” operating area
Functionality
Part programs can be stopped and aborted.
Operating Sequence
The execution of a part program can be interrupted by selecting NC STOP.
The interrupted program can be continued by NC START .
The current program can be aborted by pressing RESET.
When you press NC START again, the aborted program is restarted and
executed from the beginning.
5-6
Operation and Programming
SINUMERIK 802S/C base line
Turning
Page 51

Automatic Mode
5.4 Repositioning after interruption – “Machine” operating area
Functionality
After a program interruption (NC STOP), you can move the tool away from the
Operating sequence
Search
Interr.
Point
Start B
search
contour in the manual mode (Jog). The control system stores the coordinates
of the breakpoint (”interrupt point”). The path differences traversed by the axes
are displayed.
Select the Automatic mode.
Open the Block Search window to load the breakpoint.
The breakpoint is loaded. The routine is adjusted to the start position of the
interrupted block.
A block search to the breakpoint is started.
Continue execution of the program by NC START.
SINUMERIK 802S/C base line
Operation and Programming Turning
5-7
Page 52

Automatic Mode
5.5 Program execution from external (RS232 interface)
Functionality
An external program is transferred to the control system via the RS232
interface and executed immediately by pressing NC START.
While processing the contents of the buffer memory, the program is
automatically reloaded. For example, as an external device, a PC can be used,
on which the WinPCIN tool for data transfer is installed.
Operating sequence
Prerequisite: The control system is reset.
The RS232 interface is parameterized correctly (see Chapter 7) and not
occupied by any other application (DataIn, DatatOut, STEP7).
Execute
f. ext.
Use WinPCIN (or PCIN) on the external device (PC) to set the program for
Press this softkey.
data output active.
The program is transferred to the buffer memory and automatically selected
and displayed in the program selection.
For the program execution, it is advantageous to wait until the buffer memory is
filled.
The program execution starts with NC START. The program is reloaded
continuously.
Either at the end of the program or when pressing RESET, the program is
automatically removed from the control system.
Note
As an alternative, External Program Execution can also be activated in
z
the Services area.
Any transfer errors are displayed in the Services area when you press the
z
Error log softkey.
5-8
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 53

Automatic Mode
5.6 Teach-in
Functionality
Use the submode Teach In to accept the axis position values directly into a
parts program block to be generated or modified.
The axis positions are approached either in Automatic mode by traversing the
JOG keys or by using the handwheel. However, first press the appropriate
softkey (see below) in the Programming operating area to enable the submode
Teach In.
Operating sequence
Prerequisite:
Teach-in option is set (display MD 278=4)
The control system is either in the state Stop or Reset.
Programs
open
A list of all programs existing in the control system is displayed.
Pressing Open calls the editor for the selected program and opens the editor
window.
Menu extension
Edit
Select
Menu extension
Teach In
Select
on
Fig.5-5 Teach in main screen
Softkeys
Use this softkey to generate a block with technological data.
Technol
. Data
SINUMERIK 802S/C base line
Operation and Programming Turning
5-9
Page 54

Automatic Mode
Use this screen form to enter
feed value
z
spindle speed and direction of rotation
z
tool and edge number
z
Feed mode (active; mm/min corresponds to G64; mm/rev. of spindle
z
corresponds to G96)
Positioning behavior (active; exact stop G60; continuous-path control
z
mode G64)
Fig.5-6 Input screen form for technological data
When you press OK, a block with the technological data entered is generated
and inserted in front of the block to which the cursor is positioned. Pressing
RECALL cancels your entry and lets you return to the Teach In main screen.
Teach In
Records
Use this softkey to generate NC blocks using the traversing keys or the
handwheel.
Simple NC blocks are generated by traversing with parallel axes using either
the traversing keys of the axes or the handwheel. It is also possible to correct
the values of an existing blocks.
Fig.5-7 Teach in of NC blocks
Fast
Trav.
Linear
Circul.
Use this softkey to generate a rapid traverse block (G0).
Use this softkey to generate a linear feed block (G1).
Use this softkey to generate a circular block (G5 with intermediate point and
end point).
5-10
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 55

Automatic Mode
Accept
Insert
Accept
Change
Use this softkey to generate a block with the values taught. The new block is
inserted in front of the block to which the cursor is positioned.
Values are corrected in the block (accepted from the screen form) to which the
cursor is positioned.
Use RECALL to return to the Teach In main screen. Any amendments you wish
to make can be later inserted manually.
Finish
Record
Progr.
run
The machine screen set in Automatic mode appears again. Use NC Start to
Use this softkey to generate an M2 block to be inserted after the current block
(cursor position).
Use this softkey to traverse the programmed block.
continue the selected but interrupted program from the block selected last (if
the control system has not been in Reset state). Teach In remains enabled.
Block search with Teach In active is not possible.
Teach
In Off
Use this softkey to turn off the submode Teach In.
Note
After turning off Teach In, the interrupted program can no longer be edited.
Example
Teaching a G5 block
Fig.5-8 Teach in of a circular blo c k
The program block with G5 is selected by the cursor.
z
Press the softkey Circul.
z
The circle start point is the end point of the previous block.
Approach to the intermediate point of the contour and press Accept
z
Change.
Approach to the end point of the contour and press Accept Change.
z
SINUMERIK 802S/C base line
Operation and Programming Turning
5-11
Page 56

Automatic Mode
5-12
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 57

Part Programming
6
Functionality
The standard cycles can also be displayed provided you have the required
Operating sequence
You are in the main menu.
Programs
Fig.6-1 Programming main screen
When the Program operating area is selected for the first time, the directory for
This Section describes how to create a new part program.
access authorization.
The Programming main screen appears.
part programs and subroutines is automatically selected (see above).
Softkeys
Cycles
This softkey is only displayed if the operator has the appropriate access
Select
Open
SINUMERIK 802S/C base line
Operation and Programming Turning
The Standard Cycles directory is displayed by pressing the Cycles softkey.
authorization.
This function selects the program highlighted by the cursor for execution. The
program is started on next NC START.
Opens the files selected by the cursor for editing.
Menu extension
6-1
Page 58

Part Programming
New
Use the New softkey to create a new program. A window appears in which you
are prompted to enter program name and type.
After you have confirmed your inputs by OK, the program editor is called, and
you can enter part program blocks. Select RECALL to cancel this function.
Copy
Delete
Use the Copy softkey to copy the selected program into another program.
The program highlighted by the cursor is deleted after the system has
requested confirmation of the delete operation.
Press OK to confirm the Delete request and RECALL to cancel it.
Rename
When you select the Rename softkey, a window appears in which you can
rename the program that you have already highlighted by the cursor.
After you have entered the new name, confirm your rename request by OK or
cancel by RECALL.
The Programs softkey can be used to change to the program directory.
Memory
Info
When you press this softkey, the totally available NC memory (in kbytes) is
displayed.
6-2
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 59

Part Programming
.
6.1 Entering a new program – “Program” operating area
Functionality
This Section describes how to create a new file for a part program. A window
appears in which you are prompted to enter program name and type.
DEMO
Fig.6-2 New program input screen form
Operating sequences
Program
You have selected the Program operating area. The Program Overview
window showing the programs already stored in the CNC is displayed on the
screen.
New
Press the New softkey. A dialog window appears in which you enter the new
main program or subroutine program name. The extension .MPF for main
programs is automatically entered. The extension .SPF for subroutines must
be entered with the program name.
… Enter the new name.
OK
Complete your input by selecting the OK softkey. The new part program file is
generated and is now ready for editing.
The creation of the program can be interrupted by RECALL; the window is the n
closed.
SINUMERIK 802S/C base line
Operation and Programming Turning
6-3
Page 60

Part Programming
6.2 Editing a part program – “Program” operating area
Functionality
Part programs or sections of a part program can only be edited if not being
executed.
Fig. 6-3 Editor window
Operating sequence
Programs
Y ou are in the main me nu and have selected the Program s operating area. The
program overview appears automatically.
DEMO.MPF
Use the paging keys to select the program you wish to edit.
open
Pressing the open softkey calls the editor for the selected program and pulls
down the editor window.
The file can now be edited. All changes are stored immediately.
Softkeys
User-assignable softkeys
You can assign predefined functions to the softkeys 1 - 4 (see Section 6.3.4
“User-Assignable Softkeys”).
The softkeys are assigned process-specific functions by the control
manufacturer.
Contour
The contour functions are described in Section 6.3 ”Programming Support”.
Menu extension
Edit
Mark
6-4
This function selectes section of text up to the current cursor position.
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 61

Part Programming
Delete
Copy
Past
Recomp.
cycles
This function deletes the selected text.
This function copies selected text to the clipboard.
This function inserts text from the clipboard at the current cursor poisition.
For re-compilation, the cursor must stand on the cycle call line in the program.
The required parameters must be arranged directly in front of the cycle call and
may not be separated by instruction or comment lines. The function decodes
the cycle name and prepares the screen form with the respective parameters.
If there are any parameters are outside the validity range, the function
automatically uses standard values. When the screen form has been quitted,
the original parameter block is automatically replaced by the corrected one.
Note: Only automatically generated blocks can be recompiled.
Note
To carry out these functions outside the Edit menu, it is also possible to use the
key combinations <SHIFT> and
softkey 1 Select
softkey 2 Delete block
softkey 3 Copy block
softkey 4 Insert block.
Menu extension
Assign
SK
This function can be used to change the assignment of the softkey functions 1 -
4.
For more detail description refer to Section NO TAG.
Search
Text
The softkeys Search and Contin. search can be used to search for a string
chain in the program file displayed on the screen.
Type the text you wish to find in the inp ut line and start the Sea rch operation by
selecting the OK softkey.
If the character string you have specified cannot be found in the program file,
an error message appears that must be acknowledged with OK.
You can exit the dialog box without starting the search by selecting RECALL.
Line no.
Type the line numbe r in the inp ut line.
The search is started by pressing OK.
You can quit the dialog box without starting the search by selecting RECALL.
Contin.
Search
The functions searches through the file to find another character string that
matches the target string.
SINUMERIK 802S/C base line
Operation and Programming Turning
6-5
Page 62

Part Programming
Close
This function stores the changes in the file system and automatically closes the
file.
Editing cyrillic letters
This function is only avaiable if the Russian language option is selected.
Procedure
The control system offers a window for cyrillic letters to choose from. This is
enabled/disabled using the Toggle key.
Fig.6-4
To select a character,
use the letters X, Y or Z to choose the line
z
and then enter the digit or the letter assigned to the corresponding
z
column.
When you enter the digit, the character will be copied into the edited file.
6-6
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 63

Part Programming
6.3 Programming support
Functionality
The programming support facility contains various help levels simplifying the
programming of part programs without constraining your choice of inputs.
6.3.1 Vertical menu
Functionality
The vertical menu allows you to quickly insert certain NC instructions into the
Operating sequence
You are in the program editor.
The vertical menu is displayed in the program editor.
part program.
Press the VM key and select the desired instruction from the list.
Fig.6-5 Vertical menu
Lines that end in “...” contain a collection of NC instructions. You can list these
instructions by pressing the Input key or entering the number of the line.
Fig.6-6 Vertical menu
Use the paging keys to browse through the list.
SINUMERIK 802S/C base line
Operation and Programming Turning
6-7
Page 64

Part Programming
Confirm your entry by pressing Input.
Alternatively, the number of the lines from 1 to 7 can be entered to select
instructions and take them over into the part program.
6.3.2 Cycles
Functionality
You can either specify your own machining cycles on assigning parameters or,
alternatively, use input forms in which you set all the necessary R parameters.
Operating sequences
LCYC 93
LCYC 94
The screen forms are selected either with the available softkey functions or by
means of the vertical menu.
Fig.6-7
The cycle support provides a screen form in which you can fill in all the
necessary R parameters. A graphic and a context-sensitive help will assist you
to fill in the form.
Select the OK softkey to transfer the generated cycle call to the part program.
OK
6-8
Operation and Programming
SINUMERIK 802S/C base line
Turning
Page 65

Part Programming
6.3.3 Contour
Functionality
The control system provides you with various contour forms to assist you in
creating part programs quickly and reliably. Enter the necessary parameters in
the screen forms and confirm your inputs.
The contour screen forms can be used to program the following contour
elements and contour sections:
Straight section with specification of end point or angle
z
Circle sector with specification of center point / end point
z
Circle sector with specification of center point / opening angle
z
Circle sector with specification of center point / radius
z
Straight line/straight line contour section with specification of angle and
z
end point
Straight line/circle contour section with tangential transition; calculated
z
from angle, redius and end point
Straight line/circle contour section with any transition; calculated from
z
angle, center point and end point
Circle/straight line contour section with tangential transition; calculated
z
from angle, radius and end point
Circle/straight line contour section with any transition; calculated from
z
angle, center point and end point.
Circle/circle contour section with tangential transition; calculated from
z
center point, radius and end point
Circle/circle contour section with any transition; calculated from center
z
point and end positon
Circle - straight line - circle contour section with tangential transitions
z
Circle - circle - circle contour section with tangential transitions
z
Fig.6-8
Softkeys
The sofkey functions branch to the contour elements.
Programming aid for programming straight line sections.
SINUMERIK 802S/C base line
Operation and Programming Turning
6-9
Page 66

Part Programming
Fig.6-9
Enter the end point of the straight line.
The block is traversed either at rapid traverse or with the programmed
G0/G1
feedrate.
The end point can be entered either in the absolute dimension, as an
incremental dimension (referred to the starting point) or in polar coordinates.
The current setting is displayed in the interactive dialog screenform.
The end point can also be specified by a coordinate and the angle between the
1st axis and the straight line.
If the end point is determined using polar coordinates, the length of the vector
between pole and end point is required, as well as the angle of the vector with
reference to the pole. When using the possibility, first a pole must be set.
Fig.6-10
Pressing the OK softkey takes over the block into the part program and
OK
displays the Additional Functions form in which you can extend the block by
adding more instructions.
6-10
Operation and Programming
SINUMERIK 802S/C base line
Turning
Page 67

Part Programming
Additional functions
Fig.6-11 Additional functions screen form
Enter additional commands in the fields. The commands can be separated by
means of blanks, commas or semi-colons.
This screen form is available for all contour elements.
OK
The OK softkey transfers the commands to the part program.
Select RECALL if you wish to exit the interactive form without saving the
values.
The dialog screen form is used to create a circular block by means of the end
and center point coordinates.
Fig.6-12
Enter the center point coordinates in the input fields.
To enter the coordinates, there are three variants:
absolute
z
incremental
z
polar
z
This softkey changes the direction of rotation from G2 to G3. G3 appears on
G2/G3
the display.
When you press the softkey again, you will return to G2.
Pressing the OK softkey will accept the block into the part program and will
OK
SINUMERIK 802S/C base line
offer additional commands in another interactive screenform.
6-11
Operation and Programming Turning
Page 68

Part Programming
This function is intended to calculate the intersection point between two
straight lines.
Specify the coordinates of the end point of the second straight line and the
angles of the straight line. For the coordinate value, the toggle key can be
used to choose between absolute, incremental or polar coorinates.
If the starting point cannot be selected based on the previous blocks, the
operator must set the starting point.
Fig. 6-13 Calculating the intersection point between two straight lines
Table 6–1 Input in the interactive screenform
End point of
straight line 2
Angle of
straight line 1
Angle of
straight line 2
Feedrate F Feedrate
E Specify the end point of the strai ght line.
A1 The angle must be specified in the CCW direction in
the range between 0 and 360 degrees.
A2 The angle must be specified in the CCW direction in
the range between 0 and 360 degrees.
This function is used to calculate the tangential transition between a straight
line and a circle sector. The straight line must be described by starting point
and angle. The circle must be described by the radius and by the end point.
To calculate intersection points with any transition angles, the POI softkey
function will display the center point coordinates.
Fig. 6–14Straight line - circle with tangential transition
6-12
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 69

Part Programming
Table 6–2 Input in the interactive screenform
Circle end
E The end point of the circle m ust be specified.
point
Straight line
angle
A The angle is specified in the CCW direction in the
range between 0 and 360 degrees.
Circle radius R Input field for the circle radius
Feed F Input field for the interpolation feed.
Circle center
point
M If there is no tangential transition between the straight
line and the circle, the circle center must be known.
The circle center point is specified depending on the
calculation method (absolute or incremental dimension
/ polar coordinates) selected in the previous block.
This softkey is used to s witch the direction of rotation from G2 to G3. G3 is
G2/G3
displayed on the screen. Pressing this softkey once more will switch the
display back to G2.
The end point can be acquired either in the absolute dimension, incremental
G90/G91
dimension or as polar coordinates.
The current setting is displayed in the interactive screenform.
You can choose between tangential or any transition.
POI
If the starting point cannot be determined from the previous blocks, the starting
point must be set by the operator .
The screenform will generate a straight line and a circle block from the entered
data.
If there are several intersection points, the operator must select the desired
intersection point from a dialog.
If a coordinate was not entered, the program tries to caluclate it from the
existing information. If there are several possibilities, the operator must choose
an appropriate possibility from the dialog.
This function is used to calculate the tangential transition between a circle
sector and a straight line. The circle sector must be described by the
parameters starting point and radius, and the straight line must be described
by the parameters end point and angle.
Fig. 6–15 Tangential transition
SINUMERIK 802S/C base line
Operation and Programming Turning
6-13
Page 70

Part Programming
Table 6–3 Input in the interactive screenform
Straight line end point E Enter the end point of the straight line either in
absolute, incremental or polar coordinates.
Center point M The center point of the circle must be entered
either in absolute, incremental or polar
coordinates.
Circle radius R Input field for the circle radius
Angle of straight line 1 A The angle is specified in the CCW direction in
the range between 0 and 360 degrees.
Feedrate F Input field for the interpolation feedrate
This softkey is used to s witch the direction of rotation from G2 to G3. G3 is
G2/G3
displayed on the screen. Pressing this softkey once more will switch back to
G2; the display will change to G2.
Use this softkey to choose between tangential or any transition.
POI
If the starting point cannot be generated from the previous blocks, the starting
point must be set by the operator .
The screenform will generate both a straight line and a circle block based on
the entered data.
If there are several intersection points, the desired intersection point must be
selected by the operator from a dialog box.
This function is used to caluclate the tangential transition between two circle
sectors. Circle sector 1 must be described by the parameters starting point and
center point, and circle sector 2 must be described by the parameters end point
and radius.
To avoid an overdetermination, input fields not need ed a re hid den.
Fig. 6–16 Tangential transition
Table 6–4 Input in the interactive screenform
End point of circle 2 E 1st and 2nd geometry axis of the plane
Center point of circle 1 M1 1st and 2nd geometry axis of the plane
Radius of circle 1 R1 Radius input field
Center point of circle 2 M2 1st and 2nd geometry axis of the plane
Radius Kreis 2 R2 Radius input field
Feedrate F Input field for the interpolation feedrate
The points are specified depending on the previsouly selected caluclation
method (absolute, incremental dimension or polar coordinates). Input fields no
longer needed are hidden. If a value is omitted in the center point coordinates,
the radius must be entered.
6-14
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 71

Part Programming
This softkey is used to s witch the direction of rotation from G2 to G3. G3 is
G2/G3
displayed on the screen. Pressing this softkey once more will switch back to
G2; the display will change to G2.
Use this softkey to choose between tangential or any transition.
POI
If the starting point cannot be generated from the previous blocks, the starting
point must be set by the operator .
The screenform will generate two circle blocks based on the entered data.
Selecting the intersection point
If there are several intersection points, the desired intersection point must be
selected by the operator from a dialog box.
Fig. 6–17
POI 1
The contour is drawn using intersection point 1.
Fig. 6–18 Selection of intersection point 1
The contour is drawn using intersection point 2.
POI 2
SINUMERIK 802S/C base line
Operation and Programming Turning
6-15
Page 72

Part Programming
Fig. 6–19 Selection of intersection point 2
Pressing this softkey will accept the intersection point of the displayed contour
OK
into the part program.
This function is used to insert a straight line tangentially between two circle
sectors. The sectors are determined by their center points and their radii.
Depending on the selected direction of rotation, different tangential intersection
points result.
Use the screenform, which will appear, to enter the parameters center point
and radius for sector 1, as well as the parameters end point, center point and
radius for sector 2. in addition, the direction of rotation must be selected for the
circles. The current setting is displayed in a help screen.
The end and center points can be acquired either as absolute, incremental or
polar coordinates.
The OK function will calculate three blocks from the given values and will insert
them into the part program.
Fig. 6–20 Screenform for calculating the contour section ‘circle - straight line -
circle’
6-16
Operation and Programming
SINUMERIK 802S/C base line
Turning
Page 73

Part Programming
Table 6–5 Input in the interactive screenform
End point E 1st and 2nd geometry axes of the plane
If no coordinates are entered, the function will provide
the intersection point between the inserted circle secto r
and sector 2.
Center point
M1 1st and 2nd geometry axes
of circle 1
Radius of
R1 Input field for radius 1
circle 1
Center point
M2 1st and 2nd geometry axes of the plane
of circle 2
Radius of
R2 Input field for radius 2
circle 2
Feedrate F Input field for the interpolation feedrate
If the starting point cannot be determined based on the previous blocks, the
appropriate coordinates must be entered in the “Starting point” screenform.
The screenform will generate both a straight line and two circle blocks based
on the entered data.
G2/G3
Use this softkey to define the direction of rotation of the two circle sectors. You
can choose between
Sector 1 Sector 2
G2 G3,
G3 G2,
G2 G2 and
G3 G3
The end point and the center points can be acquired either in absolute,
incremental or polar coordinates. The current setting is displayed in the
intractive screenform.
Example DIAMON
SINUMERIK 802S/C base line
Operation and Programming Turning
6-17
Page 74

Part Programming
Fig.
Given: R1 50 mm
R2 100 mm
R3 40mm
M1 Z -159 X 138
M2 Z -316 X 84
M3 Z -413 X 292
Starting point: The point X = 138 and Z = -109 mm (-159 -R50) is supposed as
the starting point.
Fig. 6–22 Setting the starting point
After the starting point has been confirmed, the
to calculate the contour section
Use softkey 1 to set the direction of rotation of the two circle sectors and to fill
out the parameter list.
The end point can be left open or the points X 50 Y 90 ( 75 + R 15) must be
entered.
Fig. 6–23 Calling the screenform
Fig. 6–24 Result of step 1
After you have filled out the screenform, press OK to quit the screenform. The
intersection points are caluclated and the two blocks are generated.
Since the end point has been left open, the intersection point between the
straight line
subsequent contour definition.
and the circle sector is also the starting point for the
- - .
screenform can be used
Now, call the screenform for calculating the contour section
The end point of the contour section are the coordinates Z=-413.0 and X=212.
6-18
SINUMERIK 802S/C base line
- again.
Operation and Programming
Turning
Page 75

Part Programming
Fig. 6–25 Calling the screenform
Fig. 6–26 Result of step 2
This function is used to insert a circle sector tangentially between two adjacent
circle sectors. The circle sectors are described by their center points and their
circle radii. The inserted sector is described by its radius.
Use the screenform to enter the parameters center point and radius for circle
sector 1, and the parameters end point, center point and radius for circle sector
2. in addition, the radius for the inserted circle sector 3 must be entered and the
direction of rotation be defined.
The end point and the center points can be acquired either as absolute,
incremental or polar coordinates.
The selected setting is displayed in a help screen.
The OK function will caluclate three blocks from the given values and will insert
them into the part program.
Fig. 6–27 Screenform for calculating the contour section ’circle - circle - circle
SINUMERIK 802S/C base line
Operation and Programming Turning
6-19
Page 76

Part Programming
Table 6–6 Input in the dialog screenform
End point E 1st and 2nd geometry axes of the plane
If no coordinates are entered, the function
provides the intersection point between the
inserted circle sector and sector 2.
Center point of circle 1 M1 1st and 2nd geometry axes of the plane
Radius of circle 1 R1 Input field for radius 1
Center point of circle 2 M2 1st and 2nd geometry axes of the plane
Radius of circle 2 R2 Input field for radius 2
Radius of circle 3 R3 Input field for radius 3
Feedrate F Input field for the interpolation feed
If the starting point cannot be deteremined from the previous blocks, the
respective coordinates must be entered in the “Starting point” screenform.
G2/G3
This softkey defines the direction of rotation of the three circle s. It is possible to
select between:
Sector 1 Inserted Sector Sector 2
G2 G 3 G2,
G2 G2 G2,
G2 G2 G3,
G2 G3 G3,
G3 G2 G2,
G3 G3 G2,
G3 G2 G3,
Example DIAMON - G23
Fig.6-28
Given: R1 39 mm
R2 69 mm
R3 39 mm
R4 49 mm
R5 39 mm
M1 Z -111 X 196
M2 Z -233 X 260
M3 Z -390 X 162
6-20
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 77

Part Programming
The coordinates Z -72, X 196 will be selected as the starting point.
After you have confirmed the starting point, use the
caluclate the contour section
coordinates.
Use softkey 1 to set the direction of rotation of the two circles (G2 - G3 - G2)
and to fill out the parameter list.
Fig. 6–29 Setting the starting point
- . The end point is left open, since the
screenform to
Fig. 6–30 Screenform ’circle - circle - circle’
Fig.6-31 Result of step 1
In the second step, screenform
- . For calculation, select direction of rotation G2 - G2 - G3. Starting point
is the end point of the first caluclation.
is used to calculate the contour section
SINUMERIK 802S/C base line
Operation and Programming Turning
6-21
Page 78

Part Programming
Fig. 6–32 Screenform ’circle - circle - circle’
Fig. 6–33 Result of step 2
The result provided by the function is the intersection point between circle
sector 4 and circle sector 5 as the end point.
To caluclate the tangential transition between
line screenform is used.
Fig. 6–34 Screenform ‘circle - straight line’
and , the circle-straight
6-22
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 79

Part Programming
Fig. 6–35 Result of step 3
This function is used to insert a circle sector (with tangential transitions)
between two straight lines. The circle sector is described by the center point
and the radius. The coordinates of the end point of the second straight line and,
optionally , angle A2. The first strai ght line is described by the starting p oint and
the angle A1.
If the starting point cannot be determined from the previous blocks, the starting
point must be set by the operator .
Fig. 6–36 Straight line - circle - straight line
Table 6–7 Input in the interactive screenform
End point of straight line 2 E Enter the end point of the straight line.
Circle center point M 1st and 2nd axes of the plane
Angle of straight line 1 A1 The angle must be specified in the CCW
direction.
Angle of straight line 2 A2 The angle must be specified in the CCW
direction.
Feedrate F Input field for the feedrate
End and center points can be specified either in absolute, incremental or polar
coordinates. The screenform will generate a circle and two straight line blocks
from the entered data.
G2/G3
Use this softkey to switch the direction of rotation from G2 to G3. G3 is
displayed on the screen. Pressing this softkey once more will switch back to
G2; the display will change to G2.
SINUMERIK 802S/C base line
Operation and Programming Turning
6-23
Page 80

Part Programming
6.3.4 Free softkey assignment
You can assign the softkeys various cycles or contours. To this aim, the
Assign
SK
Once you have activated the Assign softkeys function, a list of all available
Fig.6-37
Position the cursor on the element you wish to assign.
Press the desired softkey from 1 to 4 to assign them the desired element. The
softkeys 1 to 4 in the softkey bar in the Program operating area are provided.
cycles or contours appears on the screen.
assignment you have made appears in the softkey bar under the selection list.
Confirm the assignment you have made by selecting the OK softkey.
OK
6-24
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 81

Services and Diagnosis
7.1 Data transfer via the RS232 Interface
7
Functionality
After you have selected the Services operating area, a list of all available part
Fig.7-1 Service main screen
File types
If the access authorization is set (cf. Technical Manual), the following data can
You can use the RS 232 interface of the CNC to output data (e.g. part
programs) to an external data storage medium or to read in them from there.
The RS232 interface and the data storage device must be matched to one
another. The control system provides an interactive screenform in which you
can set the special data for your storage medium.
programs and subroutines appears on the screen.
Provided the access authorization is set, files can be read in or read out via the
RS232 interface.
be transmitted:
Data
z
Option data
Machine data
Setting data
Tool offsets
Zero offsets
R parameters
Part programs
z
Part programs
Subroutines
SINUMERIK 802S/C base line
Operation and Programming Turning
7-1
Page 82

Services and diagnosis
Operating Sequence
Service
Softkeys
Start-up data
z
NCK data
PLC data
Alarm texts
Compensation data
z
Leadscrew pitch/encoder errors
Cycles
z
Standard cycles
Use the Service softkey to select the Services operating area.
Data In
Start
DataOut
Start
RS232
setting
This key starts reading in data.
This key starts reading out data to the PG/PC or another device.
With the access authorization set, this function can be used to modify the
interface parameters and to save them.
Fig. 7–2 Interface settings
Position the cursor on the desired data.
Use the selection key to modify the settings in the left column. The special
functions can be activated and deactivated by the Select key.
Activating the transmission log
These softkeys are intended to adapt the RS232 interface to the transmission
log. 2 logs are set by default.
Use this softkey to produce a log for the transfer of data, part programs and
RS232
text
Use this softkey to produce a log for the transfer of start-up data.The baud rate
RS232
binary
7-2
Operation and Programming
cycles.
can be adapted according to the receiver.
SINUMERIK 802S/C base line
Turning
Page 83

Services and diagnosis
Press this softkey to save your settings.
OK
Select RECALL to exit the window without saving your settings.
Error
log
A log is output for the transferred data.
For files to be output, it contains
z
the file name and
an error acknowledgement
For imported files, it contains
z
the file name and the path specification
an error acknowledgement
Transmission messages:
OK Transmission completed successfully
ERR EOF End-of-file character received, but the archive file is not
complete.
Time Out Timeout monitoring is signaling an interruption in the
transmission.
User Abort Transmission aborted by Stop softkey
Error Com Error at COM 1
NC / PLC Error NC error message
Error Data Data errors
1. Files read in with/without leader
or
2. Files transferred in tape format without file name
Error File Name The file name does not comply with NC name
conventions.
no access right No access right for this function
Show
Display of the data that are amongst the data types marked with “...”. Use this
function to transfer individual files.
Menu extension
Execut
f. ext.
An external program is transferred to the control system via the RS232
interface and executed immediately by pressing NC Start (see Section 5.5).
Note
As an alternative, program execution from external can also be activated in the
Automatic area.
SINUMERIK 802S/C base line
Operation and Programming Turning
7-3
Page 84

Services and diagnosis
7.1.1 Interface parameters
Table 7–1 Interface parameter s
Parameter Description
Device type • XON/XOFF
One possible method of controlling the transmission operation
is to use the XON (DC1, DEVICE CONTROL 1) and XOFF
(DEVICE CONTROL 2) control characters. As soon as the
buffer of the I/O device is full, it returns XOFF, and as soon as
it can receive data again, it sends XON.
• RTS/CTS
The RTS signal ( Request to Send) controls the send
operation of the data transmission device.
Aktive signal: Send data
Passive signal: Do not exit send mode until all transferred
data have been sent.
The CTS signal is the acknowledgment signal for RTS and
indicates that the data transmission device is ready to send.
XON This is the character that is used to start transmission. It is
effective only for device type XON/XOFF.
XOFF This is the character with which data transmission is stopped.
End of
transmission
Baud rate Interface speed settings
Data bits Number of data bits for asynchronous transmission.
Stop bits Number of stop bits for asynchronous transmission.
Parity Parity bits are used to detect errors. These are added to the
This is the character that signals end of transmission of a text
file.
The special function “Stop with end of transmission” character
may not be active if binary data are to be transferred.
300 baud
600 baud
1200 baud
2400 baud
4800 baud
9600 baud
19200 baud
38400 baud
Input:
7 data bits
8 data bits (default)
Input:
1 stop bit (default)
2 stop bits
coded character in order to obtain either an even or odd
number of positions set to “1”.
Input:
No parity (default)
Even parity
Odd parity
7-4
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 85

Services and diagnosis
7.1.2 Special functions
Table 7–2 Special functions
Function Active Inactive
Start with XON Transmission starts if the transmitter
receives an XON character in the
data flow.
Overwrite with
cnfimation
End of block
with CR LF
Stop at end of
transmission
Evaluate DSR
signal
Leader and
trailer
Tape format Import of part programs Import of archives in
Timeout
monitoring
When a file is imported, a check is
made for an existing file of the same
name in the NC.
CR characters (hexadecimal 0D) are
inserted with tape format outputs.
The end-of-transmission character is
active.
Transmission is interrupted if the
DSR signal is missing.
Leader is skipped when data are
received. A leader with 120 * 0 h is
generated when data are output.
Transmission is interrupted after 5
seconds in case of transmission
problems.
Transmission start s
independently of any
XON character.
The files are
overwritten without
confirmation request.
No additional
characters are
inserted.
The character is not
evaluated.
DSR signal has no
effect.
Leader and trailer are
read in with other
data.
No leader is
generated when data
are output.
the
SINUMERIK archive
format
No abortion of
transmission
SINUMERIK 802S/C base line
Operation and Programming Turning
7-5
Page 86

Services and diagnosis
7.1.3 Interface parameterization
Please find examples for setting the RS232 interface below.
Start-up data
Settings for transferring archives with the start-up data
Fig. 7–3
Punched-tape input / output
If a punched-tape reader/puncher is connected, check the “Leader/Trailer” box.
If the punched-tape reader is controlled via CTS, then check the “Stop at end
of transmission” box.
Device type: RTS/CTS
XON: 0
XOFF: 0
End of transm.: 0
Baud rate: 9600 baud
Data bits:8
Stop bits: 2
Parity: No parity
Start with XON
Overwrite with confirmation
X Ends of block with CR LF
Stop at transmission end
X Evaluate DSR signal
Leader and trailer
X Tape format
X Timeout monitoring
7-6
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 87

Services and diagnosis
Parameters for a serial printer
A printer with a serial interface is connected via an appropriate cable (cable
check at CTS).
Device type: RTS/CTS
XON: 11(H)
XOFF: 13(H)
End of transm.: 1A(H)
Baud rate: 9600 baud
Data bits:8
Stop bits: 1
Parity: No parity
Start with XON
Overwrite with confirmation
X End of block with CR LF
Stop at transmission end
X Evaluate DSR signal
X Leader and trailer
X Tape format
X Timeout monitoring
SINUMERIK 802S/C base line
Operation and Programming Turning
7-7
Page 88

Services and diagnosis
7.2 Diagnosis and start-up – ”Diagnostics” operating area
Functionality
In the “Diagnostics” operating area, you can call service and diagnostic
functions, set start-up switches, etc.
Operating sequence
Diagnostics
Selecting the Diagnostics softkey will open the Diagnostics main screen.
Fig.7-4 Diagnostics main screen
Softkeys for diagnostic functions
This window displays all pending alarms line by line, starting with the alarm
Alarms
with the highest priority.
Alarm number, cancel criterion and error text are displayed. The error text
refers to the alarm number on which the cursor is positioned.
Explanations with regard to the screenform above:
Number
z
The “Number” item displays the alarm number. The alarms are displayed in
chronological sequence.
Cancel criterion
z
The symbol of the key required to reset the alarm is displayed for every alarm.
Service
display
z
The Service Axes window appears on the screen.
Switch the device off and on again.
Press the RESET key.
Press the “Acknowledge alarm” key.
Alarm is reset by NC STAR T.
Text The alarm text is displayed.
7-8
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 89

Services and diagnosis
Service
axes
The window displays information about the axis drive.
Fig. 7–5 The “Service Axes” window
In addition, the Axis+ and Axis– softkeys are displayed. They can be used to
call the values for the next or previous axis.
To optimize the drives, an oscillograph function is provided for graphical
Servo
trace
representation of the velocity setpoint. The velocity setpoint corresponds to the
± 10V interface.
The start of recording can be linked with various criteria which permit recording
in parallel to internal conditions of the control system. The setting needed for
this option must be carried out in the “Select Signal” function.
The following functions can be used to analyze the result:
Change scaling of abscissa and ordinate,
z
Measure value by means of a horizontal or vertical marker,
z
Measure the abscissa and ordinate values as a difference between two
z
marker positions.
Fig. 7–6 The “Servo Trace” main screen
The heading of the diagram contains the current graduation of abscissa and
ordinate, the current measured positions and the difference values of the
markers.
The displayed diagram can be moved within the visible screen area by means
of the cursor keys.
SINUMERIK 802S/C base line
7-9
Operation and Programming Turning
Page 90

Services and diagnosis
Select
signal
Graduation
of abscissa
Initial values
Current
marker
position
Graduation
of ordinate
Difference
display
of Markers
Fig. 7–7 Meaning of the fields
Use this menu to select the axis to be measured, the measuring time, threshold
value, pre-trigger/post-trigger time and trigger conditions. The signal settings
are fixed.
Fig. 7–8 Signal selection
Selecting the axis: The axis is selected in the Axis toggle field.
z
Signal type:
z
Velocity setpoint
Actual position value of measuring system 1
Following error
Determining the measuring time: The measuring time is entered in ms
z
directly in the “Measuring Time” input field.
Determining trigger time to or after
z
With input values < 0, recording starts by the set time prior to the trigger event,
and with values > 0 accordingly after the trigger event, whereby the following
conditions must be observed:
Trigger time + measuring time ≥ 0.
Selecting the trigger condition: Position the cursor on the Trigger
z
Condition field and select the condition using the toggle key.
No trigger, i.e. the measuring starts immediately after pressing the Start
softkey.
Negative edge
Exact stop fine reached
Exact stop coarse reached
7-10
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 91

Services and diagnosis
Determining the trigger threshold: The threshold is entered directly in the
z
Threshold input field. It acts only for the trigger conditions “Positive edge”
and “Negative edge”.
Marker
This function branches to another softkey level, in which the horizontal or
vertical marker can be switched on or off. The markers are displayed in the
status bar.
The markers are moved in steps of one increment by means of the cursor keys.
Larger step widths can be set in the input fields. The value specifies the
number of raster units per <SHIFT> + cursor movement by which the marker is
to be moved.
If a marker reaches the margin of the diagram, the next raster in horizontal or
vertical direction is automatically pulled down.
Fig. 7–9 Setting the markers
The markers can also be used to determine the differences in the horizontal or
vertical direction. To this aim, position the marker on the start point and press
either the Fix H - Mark. or the Fix T- Mark. softkey. The difference between the
start point and the current marker position is now displayed in the status bar.
The softkey labeling changes to “Free H - Mark.” or “Free T - Mark.”.
Help
Pressing this functions calls explanations with regard to the displayed values
on the screen.
Pressing the Start softkey starts recording. The softkey labeling changes to
Start
Stop. The note “Recording active” is displayed.
When the measuring time is elapsed, the softkey labeling changes to Start.
Pressing the Stop softkey aborts the current measuring. The softkey labeling
Stop
Zoom
The scaling changes in the following steps:
Time +
1, 2, 5, 10, 20, 50, 100, 200, 500, 1,000 ms/div.
Zoom
Time –
Zoom
V +
0.01, 0.05, 0.1, 0.5, 1, 5, 10, 50, 100, 500, 1,000, 5,000 unit/ div
Zoom
V –
Auto.
scaling
changes to Start.
The horizontal scaling changes in the following steps:
This function calculates the vertical scaling from the peak values.
SINUMERIK 802S/C base line
Operation and Programming Turning
7-11
Page 92

Services and diagnosis
Version
displays the control type
Type
This window contains the version numbers and the creation date of the
individual CNC components.
Fig. 7–10 Control type
OEM
displays the OEM picture here.
Softkeys for start-up functions
Note
Start-up
See also Technical Manual
The start-up function branches to the following softkey functions:
Fig. 7–11
7-12
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 93

Services and diagnosis
Start-up
switch
You can assign the system powe r-up parameters various parameters.
Caution
!
Changes in the start-up branch have a considerable influence on the machine.
NC
Start-up switch
Selecting the power-up mode of the NC.
Fig. 7–12 NC Start-up
PLC
Fig. 7–13 PLC start-up
The PLC can be started in the following modes:
Restart
z
General reset
z
In addition, it is possible to link the selected mode with
subsequent simulation or
z
subsequent debugging mode.
z
Use the OK key to start the NC start-up.
OK
Return to the Start-up main screen without further action by RECALL.
This function can be used to insert or modify PLC alarm messages. Select the
Edit
PLC txt
desired alarm number using the softkey function “Next Number”. The text
currently valid is displayed in the window and in the input line.
SINUMERIK 802S/C base line
7-13
Operation and Programming Turning
Page 94

Services and diagnosis
%
Fig. 7–14 Screenform for editing a PLC alarm text
Enter the new text in the input line. Complete your input by pressing INPUT.
For the notation of the texts refer to the Start-up Guide.
This function selects the next following text number for editing. When the last
Next
Number
Search
This function selects the entered number for editing.
Number
Pressing this function saves the modified texts. The editor is then quitted.
Save &
Exit
The editor is quitted without saving the changes.
Recall
text number is reached, the process restarts with the first number.
Editing Chinese characters
This function is only available if a Chinese character set is loaded.
The editor shows a section of Chinese characters. Use the cursor to navigate
in the list. If the character you are looking for is not contained in the section,
another section can be selected using the letters A - Z. Pressing softkey 4
takes over the desired character to the input line. In this mode, Latin letters
cannot be entered.
Fig. 7–15 screenform for editing a PLC alarm text in Chinese
The following softkey functions are realized:
Next
Number
7-14
This function selects the next following text number for editing. When the last
text number is reached, the process restarts with the first number.
SINUMERIK 802S/C base line
Operation and Programming
Turning
Page 95

Services and diagnosis
Search
Number
Change
Mode
Choose
Char
Save &
Exit
Recall
STEP 7
connect
This function selects the entered number for editing.
This function toggles between the selection of the section and the input of Latin
letters.
Pressing this softkey accepts the selected character into the input line.
Pressing this softkey saves the modified texts. The editor is then quitted.
The editor is quitted without saving the changes.
The S7-Conn menu can be used to link the PLC with the external programming
package S7-200.
If the RS232 interface is already occupied by the data transfer, you can link the
control system with the programming package only when the transmission is
completed.
When the link is activated, the RS232 interface is initialized. The following
interface parameters are defined by the used program:
Device RTS - CTS
Baud rate 38400
Stop bits 1
Parity even
Data bits 8
Fig. 7–16 S7-200 Connection
Conn.
on
Conn.
The active or inactive condition, respectively, is maintained even if Power On is
off
This function activates the connection between the PC and the control system.
The softkey labeling changes to Connection off (Conn. of f).
carried out (except for booting with default data).
Press RECALL to quit the menu.
PLC
status
You can display information about the current states of PLC memory cells
listed below; if desired they can be altered.
It is possible to display 6 operands simultaneously.
SINUMERIK 802S/C base line
7-15
Operation and Programming Turning
Page 96

Services and diagnosis
Inputs I Input byte (IBx), input word (Iwx), input double word (IDx)
Outputs Q Output byte (Qbx), output word (Qwx), output double word
(QDx)
Bit
memories
M Memory byte (Mx), memory word (Mw), memory double
word (MDx)
Timers T Timer (Tx)
Counters C Counter (Zx)
Data V Data byte (Vbx), data word (Vwx), data double word (VDx)
Format B
H
D
Binary
Hexadecimal
Decimal
Binary representation cannot be used for double words.
Counters and timers are displayed in decimal format.
Fig. 7–17 PLC status display
There are further softkeys provided under this menu item.
Edit
z
Cyclic updating of the values is interrupted. You can then edit the operand
values.
Cancel
z
Cyclic updating continues without the entered values being transferred to the
PLC.
Accept
z
The entered values are transferred to the PLC; cyclic updating continues.
Delete
z
All operands are deleted.
Operand +
z
The address of the operand can be incremented in steps of 1.
Operand –
z
The address of the operand can be decremented in steps of 1.
Set password
Set
There are four different password levels implemented by the control system,
password
7-16
Operation and Programming
thereby allowing four different levels of access authorization:
SINUMERIK 802S/C base line
Turning
Page 97

Services and diagnosis
Siemens password
z
System password
z
Manufacturer password
z
User password
z
You can edit the data depending on your level of access authorization (refer
also to the Technical Manual)
DEMO.MPF
Enter the password.
If you do not know the password, you will not be granted access.
The password is set when you press the OK softkey.
You can return to the Start-up main screen without saving your input by
selecting RECALL.
Delete
password
Change
password
The access authorization is reset.
Change password
Fig. 7–18
Depending on the access authorization, various options for changing the
password are provided in the softkey bar.
Use the softkeys to select the password level. Enter the new password and
complete your input with OK.
The system asks you to confirm the new password again.
Press OK to complete the password change.
You can return to the
Start-up
main screen without saving your input by
RECALL.
Save data
Save
This function saves the contents of the volatile memory to a non-volatile
data
memory area.
SINUMERIK 802S/C base line
7-17
Operation and Programming Turning
Page 98

Services and diagnosis
Prerequisite: No program is currently being run.
It is not allowed to perform any operating actions while saving data.
Softkeys for service functions
Machine
data
Machine data (see also Technical Manual)
Fig.7-19
Changes to the machine data have a considerable influence on the machine.
Incorrect parameter settings can result in irreparable damage to mechanical
components.
Units
userdef User-defined
M/s**2 Meters per second
U/s**3 Revolutions per second
SSecond
Kgm**2 Moment of inertia
MH Inductivity
Nm Torque
Microseconds
Microamperes
Microvolt seconds
Effective
ness
µs
µA
µVs
So Effective immediately
Cf With confirmation
Re Reset
Po Power ON
General
MD
General machine data
Open the General Machine Data window. Use the paging keys to page up and
down.
Axis
MD
Open the Axis-Specific Machine Data window. The softkey bar is extended by
Axis-specific machine data
the Axis + and Axis – softkeys.
Fig.7-20
The data of the axis are displayed.
7-18
Operation and Programming
SINUMERIK 802S/C base line
Turning
Page 99

Services and diagnosis
Other
MD
Open the Other Machine Data window. Use the paging keys to page up and
Other machine data
down.
Display
MD
Open the Display Machine Data window. Use the paging keys to page up and
Display machine data
down.
Search
Search
Enter the number or name of the machine data you want to find and press
Input.
The cursor jumps to the target data.
Fig. 7–21
Continue
search
The search for the next number or name continues.
Axis +
Axis –
Active
MD
Display
bright.
Display
darker
This softkey can be used to adjust the brightness of the screen.
The Axis + and Axis – softkeys are used to switch over to the machine data
area of the next or previous axis.
This softkey is used to activate the machine data marked with “cf”.
Brightness
The power-up setting can be input via a display machine data. The adjustment
via these softkeys does not effect the setting in the display machine data.
Change
lang.
Use the Change lang. softkey to switch between foreground and background
Switching the language
languages.
SINUMERIK 802S/C base line
Operation and Programming Turning
7-19
Page 100

Services and diagnosis
7-20
SINUMERIK 802S/C base line
Operation and Programming
Turning
 Loading...
Loading...